La Asociación Argentina del Hormigón Elaborado es miembro de la Federación Iberoamericana del Hormigón Premezclado (FIHP) y de la Federación Argentina de Entidades de la Construcción (FAEC).
Revista Trimestral
Editada por la Asociación Argentina del Hormigón Elaborado
ISSN 2718-7764
Director Ing. Fernando H. Perrone
Coordinador General
Ing. Enrique T. Kenny
Editora periodística
Lic. María Eugenia Usatinsky
Diseño Gráfico
D.G. Gabriel Varela
Equipo de Colaboradores de la AAHE
Dra. Rosalía Duarte
Jerónimo Otaegui
Sofía Santurio
Rodrigo Tapia Garzón
Colaboraciones
Danila Fabiane Ferraz
Ing. Esteban Riveros
Ing. Kristel Roshdestwensky
Ms. Ing. Maximiliano Segerer
La revista Hormigonar Digital es una publicación de acceso gratuito que está dirigida a empresas constructoras, productores de hormigón elaborado, profesionales independientes y diversas entidades como asociaciones, cámaras y consejos que las agrupan, así como también a universidades, laboratorios, municipios y entes gubernamentales que utilizan, controlan o difunden el hormigón.
Los conceptos vertidos en los artículos firmados o personalidades entrevistadas y el contenido de los avisos publicitarios no reflejan necesariamente la opinión de la AAHE. Nos pueden enviar sus notas, artículos o publicaciones a la Secretaría de la AAHE: rosalia.duarte@aahe.org.ar
Los interesados en publicitar dentro de la revista, pueden dirigirse a: revistahormigonar@aahe.org.ar
EDITORIAL
• La AAHE gana presencia en la cadena de valor
INSTITUCIONALES
• SOSTENIBILIDAD, clave para la industria
Referentes del sector nacional e internacional comparten su mirada, experiencias, herramientas y proyecciones sobre la sostenibilidad del hormigón elaborado y cómo ello repercute en la competitividad.
• La responsable administrativa de mantenimiento de equipos de la línea Hormigón Elaborado en Grupo LFR y su director cuentan cómo es la interacción con los operadores y con el área de taller. Además, recomiendan que más mujeres se animen a postularse en las búsquedas laborales.
• Guías Paso a Paso: preparación de pastones de prueba en laboratorio de hormigones convencionales.
• El Ing. Matías Polzinetti, director del área de Concreto de la FICEM, comparte su visión sobre las tendencias del sector y advierte sobre los desafíos que debe afrontar esta industria.
• Beneficios AAHE-UCEMA en capacitaciones clave para asociados
• Una empresa orientada a la inclusión ganó el Concurso 8M organizado por la AAHE. NOTA AUSPICIADA
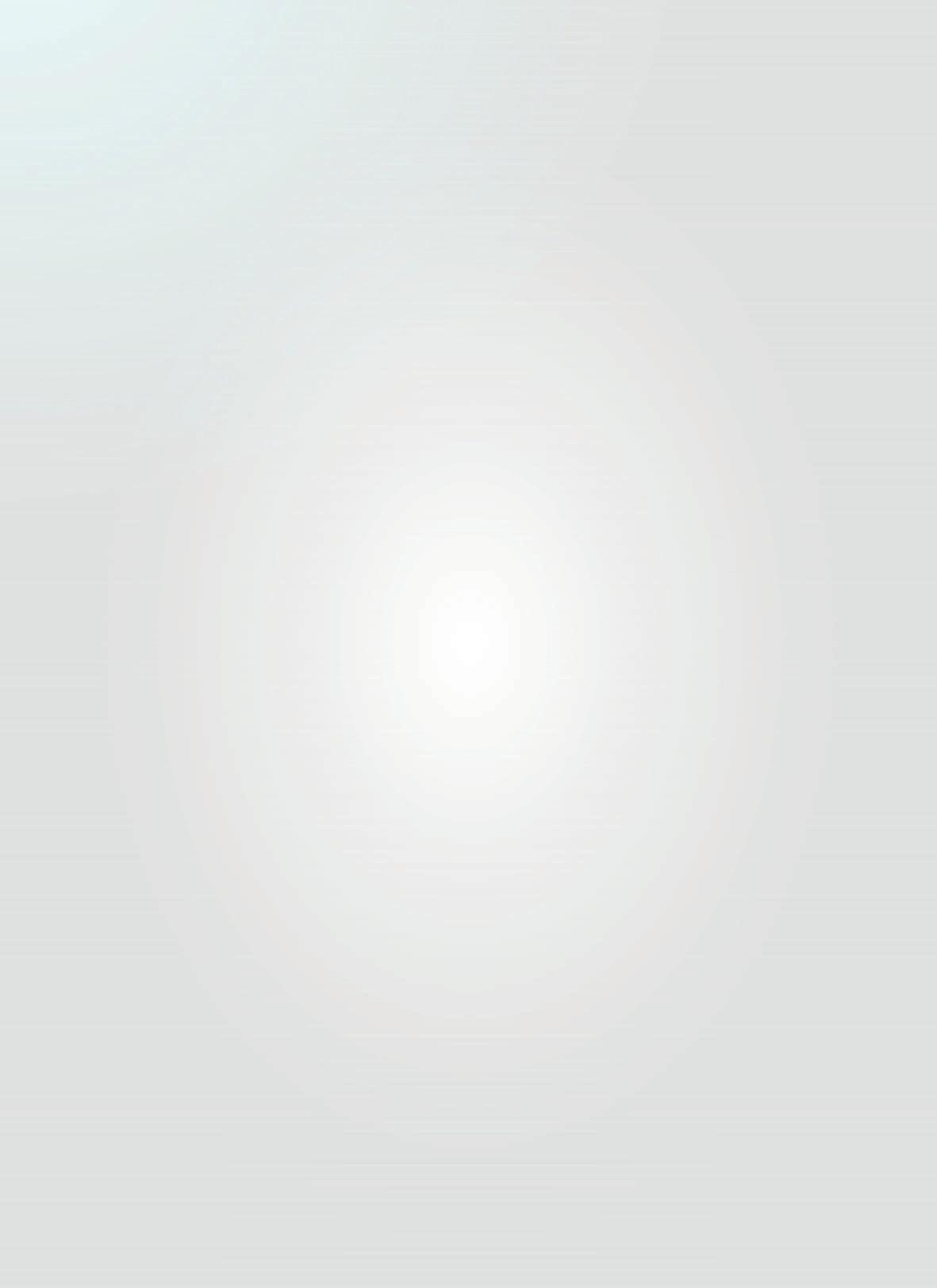
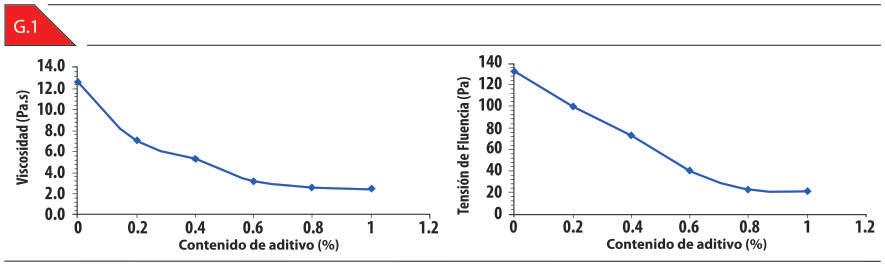
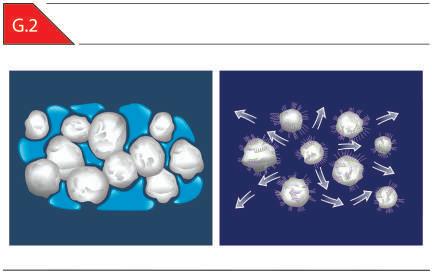
• Propiedades reológicas de los hormigones
• El hormigón y el aluminio, un mal maridaje
LA AAHE GANA PRESENCIA EN LA CADENA DE VALOR
Desde su fundación, hace 45 años, nuestra querida Asociación Argentina del Hormigón Elaborado pasó por diversas instancias, etapas y circunstancias, aunque siempre hubo objetivos que se mantuvieron constantes: profesionalizar, capacitar, difundir, elevar estándares, incrementar el nivel de actividad y la calidad de nuestra industria y de su comunidad. Estos fueron, son y continuarán siendo parte esencial de nuestra identidad.
Haber logrado la consolidación de nuestra institución nos impulsa a evolucionar y, en función de este crecimiento, es que avanzamos con el proceso de transformación a cámara empresaria. En la actualidad, estamos en condiciones de anunciar que este traspaso se hará efectivo hacia mediados de año, dado que nos encontramos trabajando en las cuestiones técnicas, contables y legales que ello demanda.
Si bien este cambio no modificará el foco de la AAHE y se mantendrán los ejes, trabajos y avances alcanzados, este nuevo formato institucional nos permitirá ampliar la mirada hacia el resto de los stakeholders de la actividad de la construcción para relacionarnos con toda la cadena de valor. Damos este paso porque queremos que la industria del hormigón elaborado ocupe los espacios que –consideramos– debe tener dentro del sector, en lo que respecta a vinculaciones, planificación, desarrollo de normativas, controles, sustentabilidad y demás temas centrales.
Para esta misión, necesitamos profundizar las redes y los lazos con el resto de los actores, así como formar parte de conversaciones trascendentales y sentar nuestras posiciones en las mesas de decisión. En este camino, contamos con el apoyo de todos nuestros asociados, de quienes requeriremos su compromiso y acompañamiento con las tramitaciones y los requisitos internos que habrá que cumplimentar.
Mientras tanto, los miembros de la AAHE y sus empresas continuaremos promoviendo los estándares de calidad, de respeto al medio ambiente y de seguridad para brindar un servicio alineado con las tendencias de sostenibilidad mundiales. Justamente, este tema es desarrollado en este número de Hormigonar Digital: referentes del sector nacional e internacional comparten sus miradas, experiencias, herramientas y proyecciones sobre la sostenibilidad del hormigón elaborado y cómo ello repercute en la competitividad.
Por otra parte, en los aspectos coyunturales, la situación del sector se agrava: el primer trimestre del año presentó –nuevamente– muy bajo nivel de actividad. Si bien destacamos la importancia de que los Estados reduzcan sus déficits, desde la AAHE mantenemos la expectativa de que se reactiven las obras públicas y privadas, ya que desde hace tiempo pregonamos que un país sin infraestructura no puede crecer ni desarrollarse y, menos aún, si se desinvierte en el mantenimiento del patrimonio existente.
Sobre el cierre de esta edición, el levantamiento del “cepo” y el acuerdo con el FMI aumentaron las perspectivas de lograr un derrame positivo en la economía, a partir de que haya una disminución de las tasas de interés, un mayor acceso a créditos y a financiar obras. Estas son buenas noticias para el sector, aunque obviamente habrá que esperar unos meses para evaluar cómo evoluciona el mercado, las repercusiones, los comportamientos y resultados.
Los invito a disfrutar de la primera edición de este año de nuestra revista institucional y aprovecho la oportunidad para recordarles que pueden enviar sus novedades y temas de interés para compartir con nuestra industria.
Saludos cordiales,
Pablo Siciliano Presidente
SOSTENIBILIDAD, CLAVE PARA LA INDUSTRIA
TENDENCIAS, INICIATIVAS Y EXPERIENCIAS DE LOS ASPECTOS AMBIENTALES, ECONÓMICOS Y SOCIALES EN EL SECTOR DEL HORMIGÓN ELABORADO. LA SOSTENIBILIDAD DE LA ACTIVIDAD ES ESENCIAL PARA EL DESARROLLO.
Con miras a lograr una producción sostenible que le permita ser más competitiva, diferenciarse en el mercado y alinearse con el compromiso global de alcanzar la carbono neutralidad en 2050, la industria de la construcción lleva adelante diversas iniciativas, acciones y proyectos. Los sectores que conforman la cadena de valor –incluyendo el hormigón elaborado– invierten en nuevas tecnologías para el reciclado de productos y de insumos, la gestión eficiente, la reducción de desperdicios y la implementación de calculadoras para medir la huella de carbono, entre otras herramientas. La sostenibilidad ya no es únicamente una tendencia, es una realidad en crecimiento. Ya no es el futuro, es el presente.
Dado que la actividad de la construcción comprende múltiples jugadores y rubros que se relacionan e impactan entre sí, hay consenso en que su abordaje debe ser integral. Conscientes de su relevancia, se profundizó en el tema durante la 10° Convención de la AAHE realizada en noviembre de 2024 en Córdoba. Allí, bajo el título “Cadena sustentable: desarrollo urbano, diseño
estructural y construcción” se llevó a cabo un panel en el que dirigentes empresariales y profesionales compartieron su visión de la sostenibilidad, desafíos por delante y experiencias implementadas en sus organizaciones, así como algunas recomendaciones.
LA MIRADA DEL HORMIGÓN
El Ing. Gastón Fornasier, vicepresidente primero de la AAHE, inició su exposición destacando el trabajo logrado por la asociación en 2015 con la publicación de la Guía de Gestión Ambiental del Hormigón Elaborado (GGAHE). “Se hizo con mucho esfuerzo y ahora la estamos retomando pero, siendo sincero, el cumplimiento y la difusión de esa guía costaron mucho. Tiene todos los requerimientos respecto de lo que es instalar una planta de hormigón elaborado en un ambiente urbano o semiurbano desde el punto de vista del polvo, el ruido y la gestión de los residuos, pero no es fácil que podamos dar esta herramienta a las Municipalidades y a los órganos de control para
que luego nos exijan. Existe un trabajo en curso que está haciendo Pablo Siciliano (presidente de la AAHE) con la Municipalidad de Córdoba para adaptar los requisitos que tienen las municipalidades con nuestras instalaciones porque a veces se implementan normas que no son directamente aplicables al negocio del hormigón y, obviamente, esas estrategias hay que acompañarlas con acuerdos normativos y de tecnología. Como empresas queremos tener controles y que se nos exija desde el punto de vista del medio ambiente cómo debemos encarar una planta", advirtió.
Esta institución promueve los objetivos de desarrollo sostenible y la implementación de la hoja de ruta global 2050 con miras a lograr que el hormigón sea un material neutro en carbono. Al respecto, el Ing. Fornasier comentó que, con la Federación Iberoamericana del Hormigón Premezclado (FIHP), trabajan en un sistema de certificación de plantas que “está marchando muy bien; hay algunas que ya se sumaron y, probablemente, se invitará a que se adhieran más plantas de la Argentina”.
Por su parte, el Ing. Fornasier, que también es responsable del negocio de Hormigón y Agregado de Loma Negra, destacó que en los últimos años vino creciendo el interés de los inversores en compañías que tienen reportes y acciones de sostenibilidad, ya que “prefieren invertir su dinero en empresas que tienen la sostenibilidad como foco”, por lo que “este es un driver muy importante para que las empresas inviertan en este tema”. En el caso de la compañía que integra, contó algunos de los ejes en los que están avanzando: “Trabajamos mucho en la huella hídrica; estamos tratando de recuperar el agua en todas las plantas, tener cero emisiones líquidas, además de cero residuos sólidos de las plantas de hormigón. También utilizamos agregados reciclados. Hay varios socios de la AAHE que realizan esto y
que invirtieron mucho dinero para, por ejemplo, reciclar hormigón de demolición y reutilizarlo como agregado en el hormigón. Esta es una acción muy importante, sobre todo en el ámbito del AMBA”.
Además, con la Federación Interamericana del Cemento (FICEM), Lomax desarrolló una calculadora de huella de carbono (ver nota en la pág. 16) que ya está disponible. “Seguramente el año que viene vamos a tener captura de carbono en, al menos, dos plantas de Buenos Aires; y estamos evaluando la posibilidad de tener camiones a GNC”.
Para finalizar su presentación, el Ing. Fornasier hizo un llamado a analizar en detalle las propuestas comerciales que a veces se realizan. Considera que es importante entender que “no siempre más adiciones o cementos más verdes conducen a hormigones de menor huella de carbono” ya que inciden también otras variables, como la distancia desde la planta a la obra o el porcentaje de clínker en la composición. En este sentido, destacó: "Todo esto no sirve de nada si no proyectamos, calculamos y trabajamos juntos; seguramente así terminaremos llegando a una solución más sostenible”.
ENFOQUE ESTRUCTURAL
Como parte de la cadena productiva de la construcción, el diseño y el cálculo de las estructuras ocupan un rol fundamental dentro del modelo de construcción sostenible. El Ing. Horacio Pieroni, presidente de la Asociación de Ingenieros Estructurales (AIE) de la Argentina, señaló algunas recomendaciones:
• Seleccionar los hormigones de mejores prestaciones, aunque esto no necesariamente implica que tengan una mayor resistencia y elevado contenido de cemento. “Se trata de mejores prestaciones en el sentido de que cumplen su cometido de la manera más eficiente. A veces se piden hormigones de la
resistencia más alta y están por encima de lo que realmente se necesita. Hay que pensar siempre en el ciclo completo”.
• Buscar soluciones estructurales racionales: “Hay que economizar, hacer estructuras que no estén forzadas. En ocasiones realizamos estructuras con mayor consumo de hormigón cuando, en realidad, se pueden desarrollar soluciones aligeradas”.
• Asegurar la durabilidad: en los últimos años se le prestó más atención a la importancia de que las estructuras duren el tiempo que se necesita y, para ello, deben ser diseñadas adecuadamente. La durabilidad esperada de cada obra debe estar especificada previamente porque “hacer reparaciones resulta costoso y, además, se vuelven a consumir materiales que –si la obra se hubiese realizado bien de entrada– no serían necesarios”, advierte el Ing. Pieroni.
• Intervenir en la sinergia con otras especialidades: por ejemplo, en la tecnología del hormigón “es necesario tener un ida y vuelta para saber cuáles son las posibilidades existentes”. El estructuralista detalló: “Muchas veces nosotros somos los que hacemos las especificaciones técnicas pero, luego, estas traban todo el proceso que sigue y, tal vez, impiden proponer mejoras desde el punto de vista de la sustentabilidad. Tenemos que saber muy bien qué estamos especificando para considerar utilizar hormigones con composiciones alternativas pero que cumplan con los requerimientos que necesitamos para la estructura”.
• Seleccionar materiales locales: cuando se diseña una estructura, en general, no se piensa de dónde provendrá el material y eso puede ser una variable importante, por el tiempo y el costo del transporte que demande, por ejemplo. En tanto, el presidente de la AIE aconsejó: “Para optimizar el diseño deberíamos pensar más seriamente en gastar menos hormigón. Hay que hacer mejores hormigones, aprovechar las tecnologías que tenemos desde hace tiempo y sacarle todo el jugo a cada metro cúbico de hormigón que proyectamos para aligerar”.
• Aprovechar la prefabricación: este aspecto también es un aporte a la sustentabilidad porque todo lo que se hace industrializado, obviamente, implica menos desperdicios, menos errores y más eficiencia.
• Diseñar de modo integral: esto tiene que ver con la interacción con otros rubros intervinientes en las obras, en especial con la arquitectura, porque “de nada sirve que se aligere el hormigón si, luego,
hay que poner un montón de cosas porque no es térmicamente adecuado el edificio, por ejemplo”. A continuación, el Ing. Pieroni señaló la importancia del rol del Estado porque “la falta de políticas claras que premien lo sustentable es un problema”, así como la ausencia de exigencias. Por último, destacó la necesidad de “la eficiencia en el ciclo de las obras públicas porque la cantidad de estas que han quedado paradas generan una catástrofe, sosteniblemente hablando”. Entre los casos más emblemáticos, mencionó las obras para el soterramiento del ferrocarril Sarmiento: “Tenemos kilómetros de túneles con hormigón hecho, enterrados y que no se usan. El costo económico y sustentable de eso es, sin dudas, muy fuerte porque hicimos toda la huella de carbono para algo que ni siquiera se utiliza”.
APORTE CONSTRUCTIVO
Mariano Buteler, presidente de la Comisión de Sustentabilidad de la Cámara Argentina de la Construcción (CAMARCO), Delegación Córdoba, contó el trabajo realizado dentro de esta institución para promover la sustentabilidad en esta industria desde una mirada estratégica: “Analizamos la sustentabilidad desde todos los aspectos, no solo desde el impacto ambiental. Empezamos a trabajar en esto porque nos dimos cuenta de que la sustentabilidad nos entregaba un nuevo margen de competitividad; para ser más y mejores, hay que ser más competitivos. Entendimos que la sustentabilidad nos podía dar el nuevo paradigma productivo al que queremos llegar”. Para ello, empezaron a diseñar estrategias y herramientas que impactasen en la cadena de valor completa y, por lo tanto, también en sus asociados: “Atamos nuestro camino a los objetivos de desarrollo sostenible que la Argentina adhirió”. La Comisión de Sustentabilidad de CAMARCO Córdoba cuenta con seis mesas técnicas de trabajo: Cálculo de la huella de carbono; Biocombustible y energías renovables; Innovación en gestión de residuos; Responsabilidad social corporativa y vinculación estratégica; Mesa de socios donde se ponen en valor todas las acciones sustentables que estos realizan; y, por último, la mesa que se ocupa de los reportes de sustentabilidad. En cuanto a los logros, destacó que hay más de 15 empresas que ya incorporaron biocombustibles en su línea de consumo, que es “algo que en Córdoba está muy fuerte, se está adoptando para las flotas de vehículos y para maquinarias de esta industria”. Asimismo, más de 40 socios aplican energías alternativas dentro de sus estructuras de oficina y de obra, y la Cámara cuenta con una herramienta para calcular huella de carbono en obra (que fue cocreada con el INTI, con el Ministerio
de Infraestructura y Servicios Públicos, con EPEC y con la consultora Hins) y un calculador de huella corporativo (a nivel de oficina). También 15 empresas socias y proveedores trabajan en la recuperación de materia prima de segundo uso –reciclado–, que se incorpora a la cadena de valor. “La sustentabilidad ya no es lo que viene. No es el futuro, es el presente”, afirmó Buteler. Y, para referenciar la importancia del tema, citó algunos ejemplos en los que implementar este tipo de acciones es un requisito para poder acceder o trabajar, demostrando que “el impacto que puede tener en la economía y las finanzas de las empresas es directo”. Uno de los más novedosos tiene que ver con que se está incorporando el Sistema de Análisis de Riesgos Ambientales y Sociales (SARAS) para medir calificación crediticia en bancos de la Argentina: “Esto ya está aprobado en el Banco de la Provincia de Buenos Aires y en el Banco de la Provincia de Córdoba. Es decir, nos van a empezar a medir no solo por cómo calificamos por nuestras acciones comerciales, sino también por el impacto de nuestro comportamiento socioambiental”, detalló.
Por otra parte, el directivo de CAMARCO Córdoba mencionó la necesidad de que exista “participación activa del Estado para, en conjunto, definir cuál será la política de sustentabilidad”; y aclaró que en su provincia ya lo vienen trabajando: “En las obras públicas, si se ingresa a una licitación bajo los términos de la ley provincial 10.721, la empresa que mitiga, utiliza biocombustibles o mide su huella de carbono con eficiencia obtendrá puntos a favor para la licitación. Es un momento de zanahoria o palo, premio o castigo”. Si bien reconoció que en los pliegos de obras públicas aún no los obligan a usar hormigones certificados, “sí se exige la huella de carbono de ese material, como de tantos otros de las obras. Ese requisito hoy ya está en los pliegos y se está controlando. Necesitamos que nuestra cadena de valor se empiece a adaptar a estas exigencias”.
LA VOZ DE LOS DESARROLLADORES
Uno de los participantes del panel que se mostró muy agradecido por la invitación y la posibilidad de interactuar con los otros miembros de esta industria fue el Arq. Damián Tabakman, presidente de la Cámara Empresaria de Desarrolladores Urbanos (CEDU) de la Argentina. Su presentación giró en torno a la baja rentabilidad que afecta a la actividad y cómo ello obliga a replantear la gestión del negocio inmobiliario.
Tras finalizar el panel dedicado a la sustentabilidad en la construcción y la presentación del Ing. Manuel Lascarro, de la FIHP, durante la 10° Convención de la AAHE, todos participaron de una foto junto con el presidente y el director ejecutivo de la AAHE, Pablo Siciliano, y el Ing. Enrique Kenny, respectivamente.
“El sector está crujiendo. Para ninguna empresa es fácil que los costos se dupliquen en dólares en poco tiempo y que los precios apenas suban. Como desarrolladores inmobiliarios, tenemos puesta una gran expectativa en relación con lo que vendrá en nuestro país, con el proceso de normalización de la economía y la aparición de un montón de elementos que han estado ausentes durante años y que son superpositivos, como la llegada del crédito; pero, mientras tanto, el reformateo de las principales variables macroeconómicas nos dejó en una posición de estrés”, describió el Arq. Tabakman.
No obstante, destacó que esta situación “lleva –con suma urgencia– a mirar para adentro, a hacer una autocrítica, a reevaluar cómo se trabaja y a tomar cartas en el asunto. Con esta agenda arriba de la mesa, encuentros como este se vuelven más pertinentes que nunca, porque una de las maneras de afrontar con toda seriedad la problemática del aumento de los costos es, obviamente, trabajar sobre estos; y, para ello, hay que estar vinculado con cada uno de los eslabones que hacen a la cadena de valor”. Luego, señaló que la sustentabilidad ocupa un rol estructural en sus proyectos ya que “construir mejor, recurriendo a las mejores prácticas y a los mejores criterios de calidad, es parte esencial” de su actividad.
El panel contó con la moderación de la profesora, magíster e ingeniera Adriana García, investigadora y directora de proyectos en UTN Avellaneda, consultora nacional e internacional experta en construcción sostenible y en calidad, con experiencia profesional de más de 35 años en los ámbitos público y privado. ◉
UN CAMINO SOSTENIBLE Y CON PROPÓSITO
LOMAX DESARROLLÓ, JUNTO CON LA FICEM, UNA CALCULADORA QUE PERMITE
CONOCER LA HUELLA DE CARBONO DE SUS PRODUCTOS Y DE CADA ETAPA DE LA PRODUCCIÓN DEL HORMIGÓN. EN ESTE ARTÍCULO SE DETALLA LA EXPERIENCIA.
* Por el Ing. Esteban Riveros, supervisor de Calidad de Lomax.
En la búsqueda de modernizar una industria que necesita ser compatible con los objetivos sostenibles de cara al futuro, muchos son los protagonistas que aportan su experiencia en la intervención de los procesos tradicionales de elaboración de hormigón. Cuando la Global Cement and Concrete Association (GCCA) propuso –a nivel mundial– el compromiso de la industria del cemento y del hormigón de alcanzar la carbono neutralidad para 2050 en el hormigón, los primeros interrogantes que surgieron fueron: ¿En dónde estamos parados? ¿Cómo participamos del cambio? Estas son simplemente dos preguntas que dieron lugar a una serie de cuestionarios sobre las acciones que se estaban aplicando para acompañar ese compromiso. Entonces, como primer paso, Lomax-Loma Negra se planteó el objetivo de crear una calculadora que permita conocer la huella de carbono de sus productos y de cada etapa de la producción de hormigón. Finalmente, tras más de un año de trabajo conjunto con la Federación Interamericana del
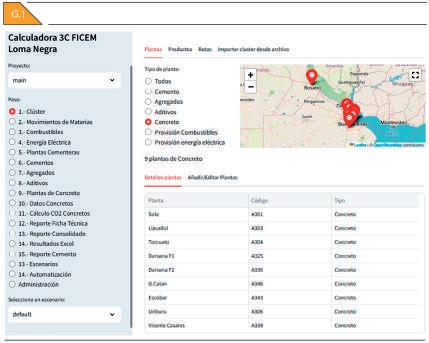
Gráfico 1: Dashboard de la herramienta.
Cemento (FICEM), se logró desarrollar esta herramienta clave para diseñar estrategias ligadas a la elaboración de hormigones desde la innovación, bajo una mirada integral y sostenible.
La calculadora 3C (CO2 en el Cemento y el Concreto) con la que cuenta Lomax es la versión más actual que se ha desarrollado en Latinoamérica. Con esta se puede acceder a informes detallados sobre el contenido de CO2 en los hormigones de la compañía y visualizar la huella aportada por los distintos tipos de energías y materias primas, productos ya elaborados y el transporte correspondiente a cada uno de ellos. La calculadora también emite reportes de los distintos hormigones comercializados.
Por su parte, ¿qué impacto tiene en la huella de carbono un cambio en el módulo de finura de los áridos o el uso de adiciones?, ¿desde qué planta se logran reducir más las emisiones por transporte a obra? Estos interrogantes y muchos más pueden responderse mediante el análisis de los datos.
DESARROLLO DE LA HERRAMIENTA
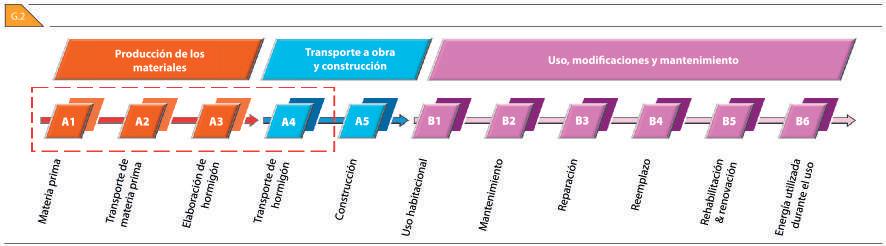
El alcance de la calculadora 3C abarca desde el análisis de la producción de la materia prima hasta la entrega del hormigón en obra (alcances A1 al A4 de la Huella de Carbono de Producto; ver gráfico 2).
Para la etapa A1, los proveedores de la compañía aportaron información vital de sus procesos para generar el cálculo de la huella implícita en los recursos que entregan. En el caso del cemento, es la misma calculadora la que cuantifica todos los aspectos de la producción de este insumo, como el uso de adiciones y el CO2 proveniente de los combustibles utilizados. En tanto, el modelo de cálculo de la etapa A2 tuvo que adaptarse para ser compatible con la logística del transporte de materias primas de la empresa: múltiples medios y estaciones de provisión que hasta
el momento no estaban contempladas en las versiones anteriores. Por ejemplo, los áridos gruesos provistos por la cantera propia La Preferida de Olavarría, ubicada en Cerro Sotuyo, Sierras Bayas, provincia de Buenos Aires, son transportados desde allí hasta un centro logístico mediante ferrocarril y, luego, en camión hasta las plantas de hormigón. Cada remito de árido, cemento, adiciones y aditivos tiene asociados los kilómetros recorridos por traslado y el consumo de combustible producido por este.
En la medición de la etapa A3, la calculadora tiene acceso a todos los reportes de producción de hormigón. Esto es posible debido a la automatización del flujo de trabajo en las plantas de hormigón y a otros factores, como los indicadores de consumo energético y de combustibles que se llevan a cabo. Finalmente, la etapa A4 es factible gracias al seguimiento activo de cada camión que realizan los softwares de logística utilizados en Lomax; de esta manera, se tiene conocimiento de los tiempos y kilómetros recorridos por cada camión motohormigonero. Cuando se
Gráfico 2: Ciclo de vida de las estructuras por etapas.
evalúa la entrega a un cliente, se puede simular la huella asociada a la etapa A4 para poder decidir desde qué planta de provisión resulta más eficiente y sostenible despachar el producto. En estas últimas dos etapas, el modelo de cálculo está preparado para operar con múltiples combustibles, como diésel, biodiesel o GNC.
REPORTES DE CO₂
Durante la etapa de proyecto, los clientes tienen acceso a fichas técnicas con todas las características de diseño, en las que también se detalla el promedio anual del CO₂eq/m³ de las dosificaciones. Esta información es adecuada para sumar a evaluaciones económicas, como parte de los procesos de selección de proveedores o de hormigones para sus obras.
La ficha técnica provee la huella aportada por cada etapa entre A1 y A3. Dado que la etapa A4 es muy variable, principalmente por las condiciones del tráfico, la calculadora simula la magnitud del CO₂eq/m³ aportado por el transporte según situaciones hipotéticas de minutos de viaje a obra.
Los clientes que compran y despachan hormigón de Lomax tienen acceso a un reporte que emite el cálculo de la huella para cada remito entregado en obra; esto les provee un servicio diferencial y vital que contribuye e impulsa de modo directo las construcciones sostenibles.
EVOLUCIÓN DE LA HUELLA DE CARBONO
Una vez finalizado el desarrollo, en octubre de 2024 se inició un período de pruebas y análisis. Se cargaron a la calculadora todos los datos disponibles de ese año y, a partir de su estudio, se lograron observar claras tendencias, algunas de ellas ya conocidas de antemano, como prever que los materiales con menor procesamiento y origen más cercano a las plantas de elaboración aportan menos
huella, o que el cemento representa, en líneas generales, el 85% de las emisiones totales del metro cúbico. Aunque lo interesante de este análisis fue poder medir la eficacia de las medidas tomadas, para generar un impacto inmediato en los resultados se optó por trabajar incorporando más adiciones, en el marco de la economía circular. Esto redunda en una reducción directa de las emisiones de CO2 en el hormigón.
USO DE ADICIONES EN LAS DOSIFICACIONES
Las adiciones (la escoria entre las principales) son residuos o subproductos de otras industrias; su aporte en la huella es realmente bajo ya que esta se encuentra conformada principalmente por las emisiones generadas por los tratamientos (desde la obtención hasta el procesado para su implementación en el cemento u hormigón).
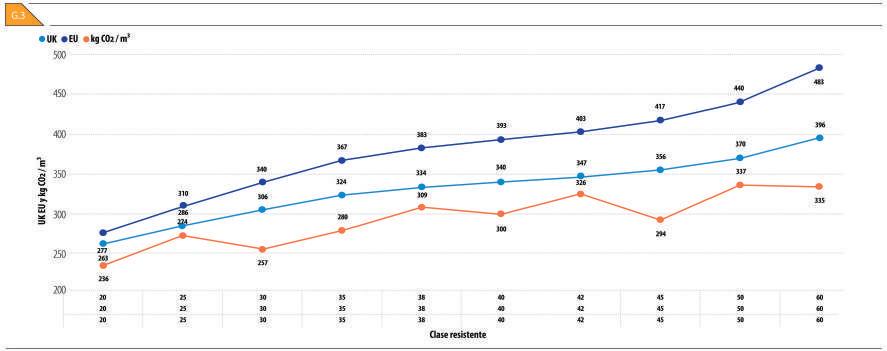
Los datos de la calculadora se complementaron con los autocontroles de productos llevados a cabo por la compañía para monitorear la factibilidad de implementar un alto porcentaje de adiciones en cada dosificación (de 30 a 60%). Luego, con estudios realizados en el Centro Técnico Loma Negra para evaluar la influencia de las adiciones en altos porcentajes, se logró utilizarlas en hasta un 50% según el tipo de dosificación, sin afectar características como la evolución de la resistencia, el mantenimiento del asentamiento en las mezclas o los tiempos de fraguado. Este tipo de cambios ayudó a disminuir hasta un 5% la huella, materializándose en los hormigones H30 que pasaron de 238 kg CO2eq/m³ en 2024 a 226 kg CO2eq/m³ en enero de 2025, con posibilidades de reducirse hasta 190 kg CO2eq/m³ . En este sentido, en Lomax ya se cuenta con objetivos de gestión y reducción compartidos tanto a nivel del negocio Hormigón como del consolidado UN Argentina. A su vez, otras modificaciones similares se reprodujeron en el resto de las categorías resistentes, lo que
3: Promedio de kgCO₂eq/m³ por clase resistente durante 2024 en comparación con indicadores de Estados Unidos y el
Gráfico
Reino Unido.
se tradujo en el promedio de todos los productos que pasó de 275 kg CO2eq/m³ en 2024 a 224 kg CO2eq/m³ en enero de 2025, una reducción del 18%. Cabe aclarar que, desde luego, los promedios tendrán fluctuaciones conforme el correr de los meses debido a la disponibilidad de materiales y a la composición de los despachos acordados.
ACCIONES EN CONCRETO
Al conocer el origen de los elementos más significativos y haber adoptado la medida piloto con las adiciones, se obtuvieron resultados positivos transcurridos tan solo 90 días desde la puesta en marcha de la herramienta. En la actualidad, el reto es continuar avanzando en desarrollar una hoja de ruta de las acciones a ser implementadas para gradualmente reducir las emisiones hasta alcanzar el cero.
Con este objetivo, el equipo de trabajo de la compañía dispara ideas en un campo en el cual no había incursionado antes, y todo suena a innovaciones y desafíos. En tanto, cuando se hayan reducido las emisiones al máximo técnico posible, cabrá preguntarse: ¿será viable la implementación de un sistema de inyección de dióxido de
carbono o de un esquema de compensación mediante créditos de carbono? Estas son medidas que se aplican en otras regiones e, incluso, ya existen en algunos rubros en el país y pueden adaptarse a la realidad de la industria nacional del hormigón.
La reducción de la huella no solo se concentra en la implementación de tecnologías costosas y vanguardistas. El uso de este tipo de herramientas de cálculo permite pensar cómo optimizar todo el transporte para recorrer la menor cantidad de kilómetros, minimizar los tiempos de viaje y los consumos de combustibles. Esto mismo ocurre con la priorización de materias primas y proveedores con baja huella o con la elección de plantas de despacho que reduzcan los plazos de entrega. Todas estas decisiones no implican costos o, de hacerlo, resultan muy bajos y se traducen en una reducción efectiva de las emisiones. Si bien aún queda mucho por delante, definitivamente Lomax ya transita un camino sostenible y con propósito. ◉
Para conocer más detalles sobre la estrategia de sostenibilidad de la compañía, se invita a profundizar en su Reporte de Sostenibilidad 2024.
“Implementar
prácticas sostenibles nos ayudó a acceder a nuevos mercados”
EL GERENTE DE PREFORTE, EMPRESA
HORMIGONERA DE BOLIVIA, EXPLICA
EL PROCESO DE EXPANSIÓN
QUE LOGRARON A PARTIR DE DESARROLLAR LA ACTIVIDAD BAJO
UN ENFOQUE SUSTENTABLE. LA DIGITALIZACIÓN Y LA TECNOLOGÍA
LES PERMITEN SER MÁS PRODUCTIVOS Y REDUCIR LA HUELLA DE CARBONO.
Durante la 10° Convención de la AAHE realizada a fines del año pasado, una de las disertaciones que despertó gran interés fue la del Ing. Julio César Suárez Cuellar, gerente general de Preforte Pretensados y Hormigones, empresa hormigonera fundada a fines de 2014 en Bolivia. Allí el invitado compartió su experiencia, su visión y las innovaciones que introdujeron para crecer en el mercado de modo sostenible.
En sus inicios, Preforte comenzó a operar para atender la demanda de la ciudad de Santa Cruz de la Sierra; contaba con solo una planta de hormigón, cinco mixers y descargaba 4.000 m³ anuales. En 2019, la compañía se expandió a La Paz y Cochabamba, posicionándose en el eje troncal del país. En la actualidad, tras poco más de 10 años de actividad, esta compañía pasó a tener 22 plantas, más de 160 camiones hormigoneros, 30 equipos de bombeo y una producción promedio anual superior a los 500.000 m³ de hormigón. Este crecimiento es el resultado de haber optado por un enfoque sostenible del negocio; las innovaciones tecnológicas que introdujeron permitieron que la empresa fuese más eficiente, productiva, rentable y amigable con el medio ambiente.
Según afirma este empresario, la implementación de la tecnología CarbonCure, entre otras acciones, resulta
fundamental para la industria ya que permite introducir CO₂ reciclado en el hormigón fresco para reducir la huella de carbono, mejorando su rendimiento y mitigando la contaminación. Gracias a este desarrollo lanzaron su línea de hormigones verdes, Ecoforte. También utilizan el software Loop, un sistema ERP especializado para empresas de esta industria, que está integrado con diversas tecnologías para consolidar datos, optimizar recursos y ayudar en la toma de decisiones. Asimismo, la compañía continúa apostando a la innovación: se encuentra finalizando las pruebas de laboratorio con Grafeno Nano Tecnología, aditivos de séptima generación que permiten obtener concretos de ultra alto desempeño (altas resistencias) o disminuir hasta un 50% el contenido de cemento en los hormigones convencionales. Para conocer con mayor profundidad el caso de Preforte, Hormigonar Digital entrevistó al Ing. Suárez Cuellar.
Sistema CarbonCure en la planta de hormigón de Preforte.
Según su mirada, ¿cuáles son las claves para lograr que la producción sea sustentable y sostenible en esta industria?
Lo primero que se necesita es la alineación de los accionistas de la empresa, el Directorio y los colaboradores. De esta manera, es posible elaborar una estrategia sostenida en el tiempo, que permita abordar la mayor cantidad de aspectos que afectan a la organización y a la sociedad; entre ellos, los impactos ambientales, sociales y económicos asociados con la producción del hormigón y su uso en la construcción (ver recuadro en pág. 22).
¿Cómo este enfoque mejora la gestión, la productividad y la expansión de su empresa?
La sustentabilidad mejoró significativamente la producción de la empresa. Mediante prácticas sostenibles con el sistema CarbonCure, pudimos reducir la cantidad de cemento en los hormigones, lo que mejoró mucho nuestra resistencia y, lo que es más importante, mitigamos la huella de carbono, que es una de las
mejores prácticas de reducción de CO₂ a nivel mundial en la actualidad.
La adopción de esta tecnología contribuyó con la optimización de los procesos, al disminuir los tiempos de producción y mejorar la calidad del producto. Esto, a su vez, colaboró con la satisfacción del cliente y, sobre todo, creó preferencias por nuestro producto. La implementación de prácticas sostenibles nos ayudó a acceder a nuevos mercados y a clientes que buscan productos y servicios con esas características. Otro aspecto importante es que le damos un valor agregado al cliente, ya que nuestros hormigones ayudan a sumar puntos para aquellas obras o proyectos que quieren acceder a una certificación EDGE o LEED.
¿Qué les aporta el modelo de Economía Circular?
Nos ayudó a reducir la cantidad de residuos generados en nuestra industria. Hemos diseñado productos y procesos que permiten la reutilización y el reciclaje de materiales, y creamos nuevos productos que posteriormente utilizamos en nuestra propia planta de producción, como los bloques de cemento usados como
separadores de nuestros materiales de producción. Lo que antes era un costo y un pasivo ambiental, hoy se volvió una disminución de costos en materias primas.
¿Cuáles fueron las claves de gestión que implementaron?
Los pilares centrales en Preforte están enfocados en tres aspectos: innovación, tecnología de punta (producto y servicio), y sostenibilidad y cuidado del medio ambiente. Esto nos permite diferenciarnos, optimizar costos por la implementación de nuevas tecnologías, y el uso de estas herramientas le posibilita al cliente realizar un monitoreo más directo y abierto de las operaciones al servicio de su obra. También nos facilita poder cumplir con las metas esperables de volumen y rentabilidad, y alcanzar los márgenes de utilidad previstos (bajo un parámetro de crecimiento mínimo del 10% anual en los volúmenes comercializados).
¿Qué rol ocupan la tecnología, la digitalización, la automatización y la inteligencia artificial (IA) en las diversas áreas de su empresa?
La incorporación de las tecnologías en Preforte fue un desafío. Lo más difícil fue superar la resistencia al cambio por parte de los colaboradores. Pero, una vez vencida esa barrera, con mucho trabajo y capacitación, logramos la digitalización total de nuestras operaciones e integramos la inteligencia artificial en casi todas las áreas de la organización. Tenemos una plataforma de programación, monitoreo y control dirigida a nuestros clientes (denominada Tu Preforte) y el sistema Loop para el monitoreo, la programación de obras, el manejo de la base de datos y la integración comercial. ¡No podemos dejar de utilizar las oportunidades que los avances tecnológicos brindan!.
A partir de su experiencia, ¿desea compartir algún mensaje con la comunidad del hormigón?
En la vanguardia de la construcción moderna, el futuro del hormigón elaborado se cimienta en un compromiso ineludible que tenemos con la sostenibilidad y la economía circular en nuestros procesos productivos. Debemos impulsar la adopción de prácticas que minimicen nuestra huella ambiental, fomentando el uso de materiales reciclados y subproductos en nuestras mezclas, cerrando el ciclo de vida de los recursos y contribuyendo a una industria más responsable con nuestra
sociedad y el planeta. Para alcanzar estos objetivos, debemos trabajar en el compromiso de la alta dirección de nuestras organizaciones y en la integración de la sistematización y el uso de la inteligencia artificial que emerge como un pilar fundamental. La implementación de sistemas inteligentes en la logística de distribución optimizará rutas, reducirá tiempos de entrega y minimizará el consumo de recursos fósiles, como los combustibles. Asimismo, la IA nos permitirá optimizar la producción, predecir la demanda con mayor precisión, controlar la calidad de manera más eficiente y desarrollar hormigones con diseños más sostenibles y de alto rendimiento. La colaboración y la innovación serán claves para materializar esta visión. ◉
ASPECTOS SOSTENIBLES EN LA INDUSTRIA DEL HORMIGÓN ELABORADO
Ambientales:
Implementar tecnologías que reduzcan las emisiones de gases de efecto invernadero y la huella de carbono, principalmente con la captura del CO₂ y su inserción en el concreto para eliminar su efecto contaminante.
Incorporar materiales reciclados en la producción de concreto (áridos, por ejemplo).
Introducir sistemas de reciclaje de agua y reducir la cantidad de este insumo utilizado en la producción.
Usar energías renovables (como solar o eólica) para alimentar las plantas elaboradoras.
Sociales:
Garantizar un entorno de trabajo seguro y saludable para los empleados.
Ofrecer programas de capacitación y desarrollo para los colaboradores.
Fomentar la participación y la colaboración con las comunidades locales.
Asumir la responsabilidad social y contribuir al bienestar de las comunidades.
Económicos:
Optimizar el uso de recursos, como la energía y el agua.
Disminuir la cantidad de residuos generados durante la producción.
Implementar tecnologías innovadoras que mejoren la eficiencia y reduzcan costos.
Desarrollar modelos de negocio sostenibles que garanticen la viabilidad a largo plazo.
El primer paso para sumar mujeres: explicitarlo en la oferta laboral
LAS TAREAS ADMINISTRATIVAS DEL MANTENIMIENTO DE LOS EQUIPOS
DE LA LÍNEA HORMIGÓN ELABORADO EN GRUPO LFR SON EJERCIDAS POR
UNA MUJER. HORMIGONAR DIGITAL
CONVERSÓ CON ELLA Y CON SU DIRECTOR PARA DIFUNDIR LA EXPERIENCIA.
AGuillermina Martínez le gustan “los fierros”, lo que la hizo comenzar a estudiar Ingeniería
Industrial. A sus 35 años, esa pasión la llevó a animarse a enviar su currículum para postularse en una búsqueda laboral que realizaba Grupo LFR para su línea Hormigones. Era para cubrir la vacante de responsable administrativa de mantenimiento de equipos.
Si bien ella había trabajado en el sector automotriz, no contaba con experiencia previa específica en la industria del hormigón elaborado, pero “tenía muchas ganas de conocer el rubro”, cuenta. Cuando vio la búsqueda, se postuló, la llamaron, fue entrevistada por uno de los directores y la propuesta le “súper interesó”; la tomaron y desde febrero de 2025 es parte de esta empresa socia de la AAHE. “El recibimiento fue muy respetuoso y la bienvenida, excelente”, valora Martínez.
Su rol no solo comprende trabajos administrativos “de papeleo”. Esta colaboradora también acude a los talleres y se relaciona con los operarios, dado que entre sus funciones están verificar que todos los documentos de los choferes se encuentren al día (VTV, seguros, matafuegos y licencias, entre otros) y que se cumpla con el servicio correspondiente de los motores y de otras piezas. “Esto es novedoso para mí; aprendí sobre máquinas, detalles de un montón de
elementos y también un poco más de mecánica. Las mujeres podemos hacer de todo. Yo me animé, fue un desafío pero tenía ganas de aprender y, acá, cada día incorporo algo nuevo. Me ayudaron y me dan facilidades para seguir aprendiendo”, destaca la joven. Entre sus tareas cotidianas, están “llevar y mantener en orden los equipos de trabajo (maquinarias, camiones y utilitarios) para que estén en regla, para que puedan ofrecer un mejor servicio y para que cada chofer u operario tenga todo en condiciones”. El día inicia recibiendo los reportes diarios de los choferes, dado que ellos vuelcan toda la información e inquietudes que puedan tener. Luego, se hacen pre-órdenes del trabajo diario que se planifica y se arman las visitas al taller sobre la base de la producción y el trabajo; en caso de urgencia, el mecánico se traslada hasta el punto en el que se encuentra el equipo. “Después de que pasan por el taller, se hace la inspección, que también es mi responsabilidad: verifico que todo haya sido de forma funcional y en las condiciones debidas para que el operario que reciba el camión pueda continuar trabajando. De todas formas, siempre realizamos seguimiento. Es un trabajo conjunto”, describe.
TRABAJO EN EQUIPO
Martínez es la primera mujer en ocupar este puesto dentro del área de Hormigón Elaborado dado que es una posición nueva, aunque ya existen roles de producción en la planta hormigonera, en el área de Balanzas y en Administración que también son ejercidos por personal femenino. Según comenta la entrevistada, el rubro siempre le gustó y está “sumamente interesada en poder aprender y conocer más”. Dice sentirse “muy cómoda” y afirma que le “encanta”.
A continuación, hace un reconocimiento hacia sus compañeros: “Tenemos un equipo de trabajo que me hizo sentir súper, hay respeto mutuo y mucha colaboración. Tengo contacto fluido con el taller
porque salgo mucho a inspeccionar, a ver la logística de los proveedores de repuestos y a hacer la entrada y salida de los vehículos para verificar que estén óptimos; y, si me faltó algún detalle, me surgió alguna duda o me tienen que explicar algo, intervienen e interactuamos”.
El MMO Leonel Russo, director y gerente de Administración y Finanzas de esta empresa familiar que cuenta con varios años de trayectoria y “una mentalidad joven”, explica que “si bien Guillermina ingresó hace poco tiempo, el objetivo es que siga creciendo y que, a futuro, quede a cargo del equipo de Mantenimiento”. A su vez, el directivo agrega que resulta sumamente “positivo incorporar mujeres en la industria” y que, en función de ello, cuando abren una búsqueda laboral, aclaran que es “sin distinción de género”. Sin embargo, no reciben ninguna postulación femenina.
Dado que Martínez es consciente de que no se trata de una industria en la que suelan desempeñarse mujeres, se interesa por expresar la importancia de que estas “se animen y no tengan miedo” a postularse cuando surgen búsquedas laborales. “Toda persona tiene que hacer lo que realmente le gusta. Hay un montón de mujeres a las que les atrae la mecánica y otro montón que tal vez disfrutan de manejar camiones o hacer otras tareas, pero tienen que atreverse a ir por ello. Cada una tiene que seguir sus sueños y hacer lo que desea. No hay que tener prejuicios. Las mujeres, al ser más ordenadas, podemos aportar organización y, además, solemos tener templanza y dialogar mejor”, sostiene.
En tanto, señala el valor de contratar personal femenino en todas las empresas, no solo para fomentar la inclusión, sino también porque “trabajar en forma conjunta hombres y mujeres es un buen
Guillermina Martínez y Leonel Russo destacan el valor del trabajo compartido entre hombres y mujeres.
complemento, permite crecer más. ¡Pueden probar!”. Justamente, a partir de su experiencia, recomienda que los empresarios de esta industria expliciten que las búsquedas laborales son abiertas a recibir también postulaciones femeninas para que haya más candidatas: “En general, los avisos no lo mencionan y tal vez hay mujeres que, aunque les gustaría, no se animan. Muchas propuestas de trabajo a las que una se postula a veces no especifican que se puede presentar tanto un hombre como una mujer. Entonces, tal vez haya muchas chicas que no se atreven a responder porque quizás consideran que no es un puesto para ellas o que no aceptarían mujeres. Si las empresas quieren conseguir trabajadoras, deberían hacerlo saber y detallarlo. Hay que concientizar para que se animen”. ◉
GUÍAS PASO A PASO
PREPARACIÓN DE PASTONES DE PRUEBA EN LABORATORIO DE HORMIGONES CONVENCIONALES
CRITERIOS SEGÚN LINEAMIENTOS DE NORMATIVA IRAM 1534. PARA LOS REGISTROS, SE RECOMIENDA
UTILIZAR UNA PLANILLA TIPO EXCEL SIMILAR A LA ENTREGADA EN LOS CURSOS DE LABORATORISTA NIVEL II Y DE DOSIFICACIÓN DE HORMIGONES DICTADOS POR LA AAHE Y CAMARCO
Por el Ms. Ing. Maximiliano Segerer, de la firma Control y Desarrollo de Hormigones / www.cdhormigones.com.ar
1) ELEMENTOS NECESARIOS PARA LA REALIZACIÓN DE PASTONES DE PRUEBA
1 Balanzas calibradas requeridas en función de los tipos de materiales.
1.1 Balanza con una capacidad de 30 kg o superior y resolución mínima de 5 g para materiales granulares y agua.
1.2 Balanza para aditivos y fibras con resolución de 0,1 g y capacidad de al menos 500 g.
1.3 Para aditivos espumígenos e incorporadores de aire y pastones pequeños, puede ser necesario balanza al 0,01 g.
1.4 Balanza con una capacidad de 5 kg mínimo y resolución de 1 g para determinación de humedades.
2 Elementos necesarios según instructivos específicos "paso a paso" para los diferentes ensayos:
2.1 Elementos para el moldeo de probetas (moldes, varilla, martillo goma, etc.) - IRAM 1534 e IRAM 1680 (para vigas).
2.2 Elementos para consistencia (cono, base, varilla, etc.) - IRAM 1546 o extendido para HAC IRAM 1890.
2.3 Ensayo de peso unitario y aire (recipiente, varilla, martillo, Washington, etc.) - IRAM 1562 e IRAM 1602 (si aplica).
2.4 Elementos para el ensayo de temperatura (termómetro digital) - IRAM 1893.
2.5 Palita de sección en U compatible con el TM del agregado, martillo de goma y llanas.
2.6 Para TMN › 38 mm, cribas o tamices # 1 1/2" para aire y probetas 15 x 30 cm.
2.7 Otros elementos si se determinarán tiempos de fragüe (IRAM 1662) o exudación (IRAM 1604).
3 Hormigonera de laboratorio de capacidad nominal de 60 a 200 litros (dependiendo del volumen deseado).
4 Elementos de protección personal varios (guantes, botines de seguridad, chapa, barbijos, gafas, etc.).
5 Elementos para la limpieza y acondicionamiento de los instrumentos y elementos de ensayo.
1: Determinación de humedad de las diferentes fracciones de agregado.
2:
de agregados con su humedad natural y de cemento de forma independiente.
6 Recipientes como baldes, bidones, probetas graduadas, etc., para medición por peso de materiales.
7 Elementos para la determinación de humedad de arena (balanza, estufas u hornos, bandejas, etc.) - IRAM 1887.
2) PREPARACIÓN DE MATERIALES Y HORMIGONERA
1 Determinar el volumen del pastón en función de los ensayos a realizar, más un 10% al adicional (15 a 200 litros).
1.1 Los ensayos del cono, PUV y aire (quitando 1 cm superior de agua) podrán remezclarse en el pastón.
2 Se deberá determinar la humedad de cada una de las fracciones de agregado del pastón en la jornada.
2.1 Con los contenidos de humedad y absorciones, corregir agregados a estado SSS y cantidad de agua.
2.2 Esto puede realizarse con la planilla de registro de resultados de manera automática (valores en rojo).
2.3 Se recomienda tomar 1 kg para arenas y 4-5 kg para agregados gruesos; salvo TMN › 38 mm que son 10 kg.
3 Verificar que las densidades en la planilla sean las correctas y que el volumen teórico inicial sea de 0,990 a 1,010.
3.1 El volumen teórico inicial se calcula en base a las densidades de los diferentes constituyentes (no definitorio).
4 Determinar las proporciones del pastón que se desea elaborar, obteniendo pesos en kg/pastón de cada material.
4.1 Esto también se puede realizar con la planilla de registro de resultados de manera automática.
5 Pesar todos los materiales en forma independiente y en recipientes adecuados, descontando siempre la tara.
5.1 Agua, cemento y diferentes fracciones de agregados deben ser pesados por separado.
5.2 En caso que el cemento presente grumos o síntomas de hidratación, el mismo se desechará.
3: Limpieza previa y tirado de agua excedente de la hormigonera. ‹
4: Carga de agregados para homogeneización e incorporación de la mayor parte del agua.
Foto
Foto
Pesaje
Foto
Foto
5.3 Si el peso de los materiales excede de 30 kg, se separarán para facilitar la manipulación y carga.
5.4 Los aditivos deberán ser pesados individualmente en un vaso (o similar) en balanza de mayor precisión.
6 Verificar que la hormigonera esté limpia antes del ensayo, sino limpiarla adecuadamente.
7 Encender la hormigonera y mojarla internamente en toda su superficie, mezclando 30 segundos.
7.1 Tirar todo el agua de lavado de la hormigonera con la máquina en rotación.
7.2 Apagar la máquina, esperar al menos 1 minuto para que el agua se termine de juntar abajo e inclinar para tirarla.
3) INGRESO DE MATERIALES Y MEZCLADO DEL PASTÓN HASTA LOGRAR PARÁMETROS DESEADOS EN ESTADO FRESCO
1 Se introducen todas las fracciones de agregado (primero las gruesas) y se mezcla durante dos minutos.
2 Durante el mezclado, se incorpora aproximadamente entre el 80 y 90% de la cantidad de agua total previamente pesada.
2.1 En casos específicos, algunos aditivos podrían incorporarse en esta etapa, pero es excepcional.
3 Con parte del agua remanente, diluir el o los aditivos hasta llenar su recipiente (pequeño vaso).
4 Detener la hormigonera después de dos minutos, incorporar toda la cantidad de cemento y mezclar nuevamente.
4.1 Se deberá colocar una chapa o cobertor para evitar que el cemento salga de la hormigonera (30 segundos).
5 Incorporar los diferentes aditivos diluidos en esta etapa, guardando al menos 10% de agua de mezclado.
5.1 En caso de incorporar aire, primero usar reductor de agua y mezclar durante dos minutos hasta obtener un aspecto brillante.
5.2 En caso de utilizar hiperfluidificantes (base policarboxilato), actuar de la misma manera que en el paso anterior.
5.3 En el caso de utilizar fibras (macro o microfibras) se recomienda usarlas cuando se llegue a la consistencia de diseño.
5.4 En todos los casos de aditivos líquidos o en polvo, se detendrá la hormigonera y se los incorporará en el centro.
5.5 Luego de incorporar los aditivos/fibras, mezclar durante al menos dos minutos.
6 Incorporar la cantidad restante de agua en movimiento, procurando arrastrar restos en la boca de carga.
7 Mezclar durante al menos tres minutos adicionales, apagar y apreciar visualmente el asentamiento.
7.1 En caso de que se considere que se llegó al asentamiento de diseño, se tomará una muestra y se realizará el ensayo.
Foto 5: Carga de cemento con mezcla de áridos húmedos en la hormigonera parada. Luego, esta es tapada. ‹
7.2 Si se logra el asentamiento ± 2,0 cm, se volverá el cono a la hormigonera y remezclará (en HAC Extendido ± 4 cm).
7.3 Si hay un limitante en pastones definitivos de relación a/c, se empleará el mismo reductor u otro aditivo.
7.4 Si se obtiene un asentamiento inferior, se incorporará de a 30 a 100 ml de agua hasta lograrlo.
7.5 Si se obtiene un asentamiento superior al esperado (incluyendo tolerancia de 2,0 cm), se desechará el pastón.
8 Si es necesario incorporar más agua o aditivos, se registrará en la planilla y recalculará el pastón.
9 En caso de apreciar la mezcla segregada, se golpeará la hormigonera con la masa de madera.
9.1 Si sigue segregado, se detendrá la hormigonera y se despegará con pala o cuchara volviendo a mezclar.
9.2 Es relevante ser paciente y mirar que no haya material pegado en el fondo, sino detener y traerlo con pala al frente.
9.3 En muchos casos debe irse variando el ángulo de mezclado de la hormigonera para mejorar la eficiencia.
10 En todos los casos, se remezclará durante dos minutos adicionales para homogeneizar la mezcla.
11 Si se incorporan aditivos superfluidificantes, se ingresarán una vez que se logró el asentamiento inicial.
12 Se tomarán las muestras correspondientes y se realizará el ensayo de peso unitario y/o contenido de aire.
12.1 De utilizar aire, se verificará ± 1,5% del valor de diseño; si se excede, se descarta. Sino, podrá redosificarse aire.
13 Se registrará el valor del peso unitario (y eventualmente aire incorporado) y se corroborará el valor inicial adoptado.
13.1 En caso de que la diferencia del peso unitario sea mayor al 2% del estimado, se desechará el pastón.
13.2 El hormigón del cono de abrams, PUV y aire (quitando 1 cm superior) podrá reutilizarse remezclando durante dos minutos.
14 También se tomará la temperatura del hormigón fresco en todos los casos y la temperatura ambiente a la sombra.
15 Se realizarán los ensayos de moldeo de probetas (cilíndricas o vigas) en cantidad requerida.
15.1 Como mínimo se moldearán cuatro probetas (10 x 20 cm o 15 x 30 cm) y se consensuarán edades de ensayo.
16 Ocasionalmente se realizarán otros ensayos específicos (exudación, tiempos de fragüe, extendido o segregación).
17 Se lavará y desechará el hormigón sobrante y la hormigonera se dejará lista para el próximo pastón.
18 Completar todos los campos en rojo de la planilla de registro de resultados del pastón de prueba.
19 En el campo de observaciones indicar aspectos relevantes; es recomendable documentar fotográficamente los ensayos.
Foto 6: Incorporación de aditivos previamente pesados con precisión (ejemplo: reductor de agua e incorporador de aire) con la hormigonera detenida. El orden se define por experiencia.
Foto 7 : Medición de parámetros típicos (como consistencia y peso unitario) en pastones de prueba.
Foto 8 : Moldeo de probetas para diferentes ensayos y distintas edades.
“EL FUTURO ESTARÁ MARCADO POR LA SOSTENIBILIDAD”
DEL ING. MATÍAS POLZINETTI, DIRECTOR DEL ÁREA
DE CONCRETO DE LA FEDERACIÓN INTERAMERICANA DEL CEMENTO (FICEM), COMPARTE SU VISIÓN SOBRE LAS TENDENCIAS DEL SECTOR Y ADVIERTE SOBRE LOS DESAFÍOS
QUE DEBE AFRONTAR ESTA INDUSTRIA.
esde hace varios años, la sostenibilidad en la industria del cemento y del hormigón es uno de los ejes fundamentales de trabajo de la Federación Interamericana del Cemento (FICEM), así como de la Asociación Argentina del Hormigón Elaborado (AAHE). En función de la importancia que este enfoque de la actividad implica en el futuro del sector y de la comunidad, Hormigonar Digital entrevistó al Ing. Matías Polzinetti, director del área de Concreto de la FICEM desde diciembre de 2022, cargo que desempeña tras haber ejercido como coordinador de la División Tecnología del Hormigón del Instituto del Cemento Portland Argentino (ICPA) durante ocho años.
¿Cuáles son los principales logros alcanzados por la FICEM?
A lo largo de la última década, la FICEM se posicionó como referente en la agenda ambiental y de descarbonización para el sector en la región, en alianza con la Global Cement and Concrete Association (GCCA), la Federación Iberoamericana del Hormigón Premezclado (FIHP) y más de 20 entidades, entre universidades, expertos técnicos y organismos internacionales. Cooperamos con todos no solo para plasmar la agenda global del sector en el escenario regional, sino también para exponer en el plano mundial las diferencias, las posiciones, las oportunidades y los desafíos de la industria en esta región.
Como ejemplo, en un trabajo articulado con las asociaciones, cámaras e institutos de cada país, la FICEM lideró la construcción de 12 hojas de ruta a nivel país y dos regionales (la última de estas fue presentada en octubre de 2024, con la visión del sector hacia un futuro de carbono neutralidad al 2050). En la actualidad, trabajamos con la industria de la Argentina para desarrollar su hoja de ruta de descarbonización con el mismo objetivo de neutralidad, iniciativa que cuenta con el apoyo de la Organización de las Naciones Unidas para el Desarrollo Industrial (ONUDI-UNIDO).
¿Cuáles son los temas o las cuestiones que aún están pendientes?
Hay que continuar el trabajo a nivel de consolidación de marcos regulatorios y de financiamiento para el despliegue de las nuevas tecnologías. Mantenemos un diálogo proactivo y abundante en ese sentido con algunos gobiernos de la región para desarrollar una agenda de trabajo basada en las oportunidades y los desafíos de cada país.
¿Cómo es el balance que hace de la experiencia adquirida?
Entender la diversidad de realidades en América Latina y el Caribe es un factor central para comprender que se necesitan enfoques adaptables a cada país. Es igualmente un reto constante promover la colaboración a lo
largo de toda la cadena de valor, entendiendo las dificultades y los desafíos que son propios de esta industria para reforzar no solo su estrategia de acción climática, sino también su trabajo en otros temas esenciales: productividad, formalización, industrialización, logística, gestión del capital humano, innovación y nuevas tecnologías y, más aún, en el posicionamiento del material en la construcción sostenible y resiliente.
¿Qué acciones específicas realizan para fomentar la medición de la huella de carbono en esta industria?
Para avanzar en los objetivos de descarbonización, promovemos el uso de herramientas que permiten cuantificar la huella de carbono en toda la cadena de producción hasta la entrega del hormigón en obra, como la Calculadora FICEM, que permite medir, monitorear y gestionar las emisiones de CO₂. Este desarrollo es esencial para los productores de hormigón elaborado de toda la región, ya que les permite conocer la huella de carbono en todas las etapas del ciclo de vida del material de modo sencillo e integrado con los flujos de información que una planta de hormigón típica dispone en la actualidad. De esta manera, se logra no solo aportar a su exploración en el tema, sino también identificar las oportunidades de mejora en cada etapa de su proceso. Es más, a menudo, reducciones a nivel de CO₂ llevan también a mejoras de costo y eficiencia general de la operación, por lo que la contribución es doble. Esta herramienta ya fue implementada en seis países y estamos convencidos de que es, además, un elemento central para la elaboración de hojas de ruta en la región, la evaluación de políticas de precio al carbono y la comprensión del impacto ambiental de los productos.
DESAFÍOS Y TENDENCIAS
¿Cómo ven la situación de esta industria en la Argentina y en el resto del mundo?
La industria del cemento y del hormigón en América Latina, incluida la Argentina, enfrenta desafíos únicos relacionados con la sostenibilidad. Estos comprenden temas de la huella de carbono, pero también de circularidad, eficiencia y uso del agua, así como otros que son muy propios del sector hormigonero, como la productividad, la competitividad, la profesionalización, la formalización y la promoción del producto.
Aunque países como la Argentina avanzan en hojas de ruta hacia la descarbonización, aún existen grandes diferencias en la región en cuanto a marcos regulatorios y acceso a nuevas tecnologías y financiamiento climático. Comparada con Europa, por ejemplo, América Latina tiene una capacidad de adopción limitada de nuevas tecnologías de alto costo, como la captura y el almacenamiento o el uso del CO₂; por el contexto de nuestra región, es inviable pensar que los mayores costos de este tipo de tecnologías puedan traspasarse al usuario final del producto.
En ese sentido, la FICEM propuso palancas de descarbonización alternativas a otras regiones, que no solo suponen una oportunidad en términos de compensación de las emisiones de CO₂ remanentes, sino que también colaboran en la solución a problemas reales de nuestros países, como la gestión de los residuos y la recuperación de áreas degradadas. Estas palancas son el reciclaje energético –conocido en la industria como Coprocesamiento– de residuos sólidos urbanos, con efectos adicionales como la reducción de emisiones de metano de los residuos cuando
‟ La colaboración de la cadena de valor es esencial”
se entierran en rellenos sanitarios y la utilización de compensaciones provenientes del uso de soluciones basadas en la naturaleza, para restaurar y recomponer áreas degradadas en una visión de largo plazo. Latinoamérica y el Caribe es una región con un indicador de huella de carbono por tonelada de cemento producido entre los más bajos del mundo, incluso de regiones de economías desarrolladas. Argentina es un ejemplo en tal sentido, y es algo que debe enorgullecer al sector.
¿Cuáles son las principales tendencias que guiarán las líneas de trabajo de la industria en los próximos años?
Sin dudas, el futuro de la industria del cemento estará marcado por la sostenibilidad. En particular, la contabilidad del CO₂, las declaraciones ambientales de los productos, la mayor circularidad en la producción del hormigón, la reducción de desperdicios y la mejora de la eficiencia (tanto en la producción como en el uso del material), la utilización de nuevas tecnologías para la producción y el manejo de datos, la clasificación de productos de bajo carbono embebido y la profesionalización e industrialización son temas cruciales para la próxima década. De igual forma, la actualización de normas técnicas y de los reglamentos de construcción. Desde la FICEM estamos listos para seguir aportando en este camino.
¿El éxito de las medidas que se tomen en ese sentido será producto de las acciones y la promoción que realicen los Estados o de la demanda de los privados?
En buena medida, el éxito dependerá de la colaboración entre los gobiernos y las empresas. Los Estados –con normativas claras y marcos habilitantes– pueden definir metas y condiciones factibles para la descarbonización; y la demanda privada también será crucial, en especial en segmentos de mercado maduros que estén interesados en utilizar soluciones de construcción en concreto con atributos de sostenibilidad. Naturalmente, la conciencia ambiental de
la sociedad y la marcha de la economía en el mediano plazo influirán en la receptividad y el despliegue. La industria del cemento y del hormigón tiene un rol fundamental que desempeñar en la construcción de infraestructuras resilientes y en el desarrollo de comunidades más prósperas e inclusivas en toda la región. La colaboración de toda la cadena de valor es esencial en esta agenda, por lo que invitamos a aprovechar los recursos de la FICEM y a trabajar juntos por un futuro más sostenible. ◉
PILARES DE TRABAJO DE LA FICEM:
Liderazgo: la Federación busca asegurar su representatividad, construir y mantener una red de aliados estratégicos para su rol como organización y sus objetivos de trabajo, mantener un relacionamiento proactivo, e impulsar iniciativas que contribuyan al fortalecimiento reputacional del sector y del producto a nivel regional.
Sostenibilidad: participa de cerca en la agenda global del cemento y del hormigón verde en sus diferentes aspectos, incluyendo el desarrollo de hojas de ruta de descarbonización, proyectos de relevamiento de datos y construcción de líneas-base, la gestión de comités de trabajo y otros temas vinculados a marcos regulatorios y el desarrollo de papers técnicos que apoyan las posiciones del sector. La sostenibilidad es abordada de manera integral, lo que colabora con toda la cadena de valor.
Conocimiento: la organización cuenta con un amplio espectro de actividades, que incluyen el Congreso Técnico, el Congreso C2 Cemento y Concreto Verde, y la revista Cemento y Concreto Además, impulsa su más reciente proyecto –Academia FICEM–, una iniciativa clave creada para mejorar las competencias, las habilidades y apoyar el crecimiento de cada colaborador o persona interesada en esta industria y en sus áreas relacionadas. Esta institución también elabora documentos de investigación y análisis sobre diversos temas relevantes para la industria. A la vez, junto con la FIHP, coorganiza el Premio Vivir en Concreto (cuya última edición, denominada ConstruHack, fue desarrollada también con EDGE-Banco Mundial), para estimular a jóvenes profesionales en el descubrimiento de nuevas soluciones hacia la construcción sostenible y resiliente en hormigón.
Convenio AAHE-UCEMA en capacitaciones clave para los asociados
En la industria del hormigón, donde los desafíos son constantes y las tendencias exigen adaptarse e innovar, es crucial estar actualizado y contar con herramientas profesionales. Por ello, en septiembre de 2024, nuestra Asociación y la Universidad del CEMA (UCEMA) firmaron un convenio de cooperación para fomentar la capacitación de los empleados de la AAHE y de sus empresas asociadas.
El acuerdo suscrito –que alcanza carreras de grado y ciertas maestrías, especializaciones, posgrados y programas de educación ejecutiva dictados por la UCEMA–contempla la realización de un descuento del 20% sobre el valor de las cuotas, hasta 2026; para los familiares de los asociados, la bonificación mensual es del 15%, en algunas de las capacitaciones. Además, en las diplomaturas que combinan clases presenciales con virtuales, todos los miembros de la AAHE que residen a más de 200 kilómetros de la Ciudad de Buenos Aires cuentan con 10% de descuento extra.
MUNDO PYME
Dado que el 95% de los asociados de la AAHE son empresas medianas y pequeñas, Hormigonar Digital convocó al Lic. Mario Casasco, fundador y director ejecutivo de UCEMA Pymes, para que detalle las propuestas que su área lleva adelante y que pueden resultar de gran utilidad para el sector. Además, su aporte resulta especialmente interesante dado que este profesional conoce la industria del hormigón de primera mano: fue gerente de Relaciones Institucionales, de Marketing y de Administración de Unidades de Producción de Loma Negra, durante varios años. “UCEMA Pymes nació hace cinco años como una iniciativa de la Escuela de Negocios de la Universidad del CEMA. Su objetivo es ofrecer un espacio de
conocimiento especializado en pequeñas y medianas empresas, en el que desarrollamos modelos de gestión y mejores prácticas para este tipo de organizaciones. Con este fin se generaron distintos programas de entrenamiento intensivo para que las Pymes sean más competitivas y generen más valor para sus accionistas, sus clientes y toda su cadena de valor”, explica. Sus programas no están segmentados por industria, por lo que son aplicables a diferentes actividades. La oferta se agrupa en tres:
• Capacitaciones para la alta dirección de Pymes (dueños, accionistas y gerentes generales). La principal es el Programa en Dirección de Pymes (PDP), una diplomatura con clases presenciales y virtuales. Es un entrenamiento donde se desarrollan herramientas y estrategias de aplicación concreta para gestionar el negocio, las personas, las finanzas, las tecnologías y las mejores prácticas personales para ejercer este rol.
• Programa para mandos medios de las Pymes: es una diplomatura con cursada mixta (presencial y virtual) que consta de un entrenamiento en las competencias necesarias para ser “la mano derecha” de los dueños de las compañías. Se combinan temas blandos y duros.
• Cursos cortos y de alto impacto: son focalizados, temáticos y totalmente virtuales.
COYUNTURA
Al evaluar los desafíos que las Pymes afrontan en la Argentina, el Lic. Casasco se preocupa por aclarar que “es muy difícil generalizar, al tener un universo de más de 520.000 empresas Pymes a lo largo y ancho del país cubriendo todos los sectores económicos. No obstante, existen áreas de mejora continua donde las Pymes tienen oportunidades para generar valor”.
A su vez, ante las nuevas tecnologías, la transformación digital y la inteligencia artificial, resulta “muy necesario entender qué son y cómo estas pueden mejorar los procesos de una empresa”, y también advierte que existen oportunidades de mejora en áreas comerciales.
Con respecto a la actualidad, el Lic. Casasco afirma: “Sin dudas estamos ante reglas de juego diferentes de las que tuvimos durante más de 30 años. El país necesitaba un cambio, ir a una normalización de los mercados y parecernos mucho más al mundo occidental y a algunos países de la región. El modelo inflacionario estaba acabado. Es obvio que salir no es fácil y se necesita un gran sacrificio y consenso de todos. Eso es lo que sucede en la actualidad, estamos en el proceso de cambio”.
Para profundizar en este análisis, el directivo de UCEMA Pyme parafrasea a Alvin Toffler, autor del libro La Tercera Ola, y dice: “Estamos entre dos olas: una del modelo inflacionario, que rompió y está perdiendo potencia, y otra del equilibrio fiscal, que toma fuerza. Desde ya que nada es instantáneo, se necesita tiempo, no hay márgenes para la equivocación y solo será sostenible con un marco institucional que asegure el futuro”.
Según sostiene, los empresarios Pymes necesitan leer esta realidad: “El modelo inflacionario nos llevó a dedicar gran energía y tiempo de gestión a protegernos de la inflación y, muchas veces, hasta usarlo a nuestro favor. Pero el Estado (nacional, provincial o municipal) ya no dispondrá del recurso para ser el gran comprador de bienes y servicios. El cliente al que tenemos que venderle ahora es privado y por ello necesitamos asociarlo, fidelizarlo, adecuar nuestra propuesta de valor a sus necesidades y preferencias, y pensar cómo mejorar su relación costo/beneficio, darle más valor”.
En definitiva, resume, hay que cambiar el mindset del empresariado Pyme y corporativo: “Deben apuntar a conocer el mercado y a entender los cambios que operan en clientes y consumidores, examinar las propuestas de valor que cada uno hace al mercado, ser más eficientes en el uso de los recursos y en los procesos, analizar diferentes formatos de asociación con clientes, proveedores y hasta competidores en búsqueda de una mayor eficiencia y más volumen,
ver las nuevas tecnologías que operan en el sector y –sin temor ni prejuicios– revisar los márgenes y la ecuación del negocio”.
Más allá de todo, el directivo aclara que también “desde el Gobierno deben hacer lo suyo, con una baja de impuestos y una reforma laboral que acompañe la reducción de costos y la mejora del modelo de negocio actual”.
EL SECTOR BAJO LA LUPA
En particular, el panorama para las Pymes que son parte de la industria de la construcción es, sin dudas, desafiante. El Lic. Casasco analiza: “Su reactivación e impulso aún llevará tiempo. Se tienen que acomodar las reglas de juego y debemos pensar modelos de negocio diferentes. Pero no tengo dudas de que en el mediano plazo volverá a ser un sector de grandes oportunidades y altas tasas de crecimiento. Posiblemente haya concentración dentro del sector, en manos de aquellos modelos más eficientes y con propuestas de valor más claramente definidas para diferentes segmentos de mercado”.
La construcción de infraestructura, “que es totalmente necesaria y de manera urgente”, se materializará “con nuevos modelos de negocios y con un sector privado activo que la construya, la repare, la refaccione y la modernice, con inversión propia o de terceros, recuperable a partir de la gestión de la operación de dicha obra. Eso implicará modelos más sofisticados de financiación y de asociación entre empresas”.
En lo que respecta a la construcción privada, “la gran palanca será la aparición masiva del crédito hipotecario (por ahora muy tenue y aún oneroso). En el cambio de modelo hay que pensar en los usuarios finales, en cómo segmentarlos de acuerdo con sus necesidades, capacidad de endeudamiento y preferencias”, señala el entrevistado.
Una caída del riesgo país en valores significativos (por debajo de los 400 puntos básicos), permitirá acceder al mercado voluntario nacional e internacional del crédito, lo que significará “un gran motor para la aparición de créditos hipotecarios con destino a usuarios finales, y todo esto implicará pensar modelos asociativos entre empresas y el sector financiero para generar proyectos que apalenquen los negocios”.
Para finalizar, el Lic. Casasco dirige un mensaje a todos
los asociados de la AAHE y a esta industria en general: “Este es un sector maravilloso. Como lo conozco, sé sobre toda su capacidad de resiliencia y de adaptación a los cambios. Por ello estoy seguro de que serán capaces de transformar sus modelos de negocio, de asociarse y de anticiparse a los cambios tecnológicos que desafían al sector de la construcción tradicional y a todo lo ya conocido. Lo mejor está por venir y creo que esta vez será sostenible en el tiempo; deseo que dejemos de tener ‘serruchos’ en los niveles de actividad”. En resumen, hay que repensar los negocios y, para ello, el rol de UCEMA Pyme es clave, al ayudar –con sus programas de entrenamiento– a hacer posible esta transformación. A modo de cierre, el entrevistado agrega: “Con todo nuestro cuerpo
docente especializado en pequeñas y medianas empresas, también estamos a disposición de la AAHE para compartir nuestra visión sobre diferentes temas, ya sea a través de charlas, seminarios u otros formatos de comunicación mediante los que podamos encontrarnos para aprender mutuamente”. ◉
Para que las ejecutivas de Admisiones de UCEMA contemplen los beneficios del convenio suscrito entre ambas instituciones, los interesados deberán escribir “AAHE” en el espacio destinado a enviar comentarios que se encuentra dentro de la página web del programa al que deseen inscribirse.
Una empresa orientada a la inclusión
CON MOTIVO DE CONMEMORARSE EL DÍA DE LA MUJER, EL GRUPO DE TRABAJO DE IGUALDAD DE GÉNERO Y DIVERSIDAD DE LA AAHE REALIZÓ EN MARZO EL CONCURSO 8M, SOBRE INCLUSIÓN DE MUJERES EN LAS ÁREAS DE PRODUCCIÓN, CONTROL DE CALIDAD, MANTENIMIENTO Y SEGURIDAD EN LA INDUSTRIA DEL HORMIGÓN ELABORADO. LA GANADORA FUE HORMIGONES TERRA, DADO QUE SE DESTACÓ “POR SU ORIGINALIDAD, APORTE DE IDEAS INNOVADORAS Y LA IMPLEMENTACIÓN DE ACCIONES CONCRETAS EN MATERIA DE GÉNERO”. ADEMÁS DE UN MERECIDO RECONOCIMIENTO, LA EMPRESA RECIBIÓ COMO PREMIO LA PUBLICACIÓN DEL SIGUIENTE ARTÍCULO DE SU AUTORÍA.
El mes de la mujer invitó a la reflexión sobre el papel que estas desempeñan en los diversos ámbitos de la sociedad, y el sector de la construcción no es la excepción. Durante años, en el imaginario de la gente, esta industria ha sido considerada un espacio predominantemente masculino, pero desde Hormigones Terra se trabaja para demostrar que la realidad está cambiando.
Bajo el lema “Al mundo lo hicieron los soñadores”, la compañía apuesta por la inclusión y el crecimiento de las mujeres en un rubro históricamente marcado por estereotipos de género.
VISIONES
En Hormigones Terra las mujeres no solo ocupan puestos clave, sino que también lideran y desafían las normas preestablecidas. Por ello, desde distintas áreas, se invitó a que trabajadoras de la empresa compartieran su experiencia y visión sobre la evolución del sector y el rol de la mujer en él. Giuliana Tomi, analista de Producción, destaca: “Siento orgullo al ver el avance cultural que hay incorporando mujeres en puestos que antes eran principalmente masculinos. Como mujer, es un desafío liderar estos ambientes, pero también una demostración de que a diario rompemos barreras y estereotipos. Me siento muy agradecida de tener un equipo de hombres que
Giuliana Tomi, Patricia Prinz y Camila Dorao, parte del equipo femenino de Hormigones Terra, compartieron sus visiones sobre la igualdad de género en el sector.
me cuidan y respetan, y que, además, me ayudan a crecer como líder”.
Por su parte, Julieta Butera, ejecutiva comercial, subraya que, a pesar de los logros que hubo en equidad de
género, persisten ciertos prejuicios en el sector de la construcción. Sin embargo, aclara que Hormigones Terra es un ejemplo de inclusión: “Aún en la actualidad, con el crecimiento y empoderamiento de la mujer como figura intelectual, poderosa y trabajadora, podemos ver que ciertos prejuicios continúan, sobre todo en algunos rubros como el nuestro. Valoro enormemente que empresas como la que integro no formen parte de ello y apuesten a todos por igual”.
Desde su rol en Recursos Humanos, Camila Dorao resalta el compromiso de la empresa con la equidad y el respeto dentro del equipo: “Hormigones Terra es la primera empresa del rubro de la construcción en la que trabajo, y me sorprendió no encontrar la exclusividad masculina que siempre había escuchado en mi entorno respecto al sector en general. A diferencia de experiencias previas en otros ámbitos, donde sí enfrenté comentarios o actitudes machistas, aquí el recibimiento fue muy ameno y no tuve ese tipo de situaciones”. El respaldo de la compañía respecto a la inclusión se traduce en un cambio cultural notable, impulsado por sus líderes. En este marco, Dorao elogia el rol del gerente, el Ing. Carlos Pagés, quien apoya activamente la participación femenina en la empresa y promueve un ambiente de trabajo equitativo y respetuoso. Además, la responsable de Recursos Humanos menciona que desde su área se trabaja en la selección de perfiles femeninos para puestos estratégicos, aunque reconoce que la mayoría de los currículum vitae que reciben pertenecen a hombres. Esto refleja que esta realidad se encuentra aún muy arraigada en el sector y en la sociedad.
Patricia Prinz, programadora en esta hormigonera, comparte su perspectiva sobre la inclusión de la mujer en esta actividad: “Desde mi puesto laboral, rodeada de hombres, cualquiera pensaría que podría sentirme intimidada o hasta menospreciada, como me ha sucedido en otros trabajos. Siendo mujer y ocupando un puesto de jerarquía en un ámbito como el de la construcción, que suele estar dominado por hombres, no siempre he sido respetada. Sin embargo, en pocos lugares sentí la protección y el respeto que encuentro en la planta. En mi primer día, era natural estar a la defensiva, pero esa percepción cambió en menos de lo que esperaba. Choferes, plantistas y el equipo del área mecánica me dieron la bienvenida y me enseñaron todo aquello que no se aprende en los libros, sino con la experiencia. Agradezco a todo el equipo de trabajo que me hizo sentir acompañada al compartirme sus anécdotas y darme tips para no cometer errores, hombres que entienden que el género no es un impedimento para construir".
CONSTRUYENDO PUENTES
El compromiso de Hormigones Terra no solo se traduce en políticas de igualdad de oportunidades, sino también en acciones concretas para fortalecer la presencia femenina en la industria. Desde programas de capacitación hasta campañas de concientización sobre equidad de género, la empresa trabaja activamente para reducir la brecha de género y fomentar un entorno laboral en el que todas las personas puedan desarrollarse plenamente. Sin embargo, todavía queda mucho camino por recorrer. Dado que la construcción continúa siendo un sector con predominancia masculina, la visibilidad de mujeres en roles estratégicos es fundamental para que más profesionales se animen a formar parte de esta industria. Es esencial seguir ofreciendo oportunidades y derribando barreras para que el talento femenino pueda desarrollarse sin limitaciones. Como señala Dorao, la clave está en rodearse de personas y empresas que promuevan valores de equidad y en marcar presencia con seguridad y profesionalismo. La industria de la construcción está cambiando, y cada paso dado hacia la inclusión fortalece el camino para las generaciones futuras. Hormigones Terra reafirma su compromiso con la igualdad de oportunidades y celebra a las mujeres que, con su talento y dedicación, continúan construyendo un futuro más inclusivo y equitativo. La equidad de género no es solo un objetivo, sino una transformación en proceso que beneficia a toda la sociedad. ◉
Julieta Butera, ejecutiva comercial de Terra, valora que en la empresa se “apueste a todos por igual”.
Las propiedades reológicas de los hormigones
Lla razón por la cual hormigones con igual consistencia se comportan de manera diferente durante el moldeo y bombeo radica en que la fluidez no puede medirse ni definirse como un parámetro simple, si bien existe consenso entre los científicos en que el flujo del hormigón puede describirse de manera razonablemente adecuada utilizando la ecuación de Bingham (Romano, 2017). Esta ecuación representa una función cuasi lineal de la tensión de fluencia en función de la tasa de corte, que se muestra en una curva de respuesta del hormigón.
Los dos parámetros principales de esta ecuación son la tensión de fluencia y la viscosidad aparente. El primero de estos se correlaciona con el valor de asentamiento del concreto de manera razonable, mientras que la viscosidad aparente no presenta una correlación tan clara. Precisamente, es este último parámetro el que ayuda a explicar el comportamiento diferenciado del hormigón durante la colocación y el bombeo.
Se diseñaron diversos instrumentos para explicar las propiedades reológicas del hormigón, algunos
basados en enfoques empíricos y otros sobre principios más experimentales. Sin embargo, en la actualidad, los reómetros son los dispositivos de mayor precisión para medir estos parámetros.
Es esencial evaluar estas propiedades en el estado fresco del hormigón para el correcto desempeño en el estado endurecido, ya que en el fresco se pueden controlar los resultados posteriores. En tanto, cabe recordar que la trabajabilidad es una propiedad del hormigón en estado fresco que está relacionada con la cohesión entre los componentes, garantizando la estabilidad del mortero, la consistencia o la movilidad de los agregados y la plasticidad adecuada para una aplicación específica.
MARCO
La reología es la ciencia que estudia el flujo y la deformación de los materiales. En el caso particular del hormigón, se aplica para analizar la interacción de los materiales en suspensión, es decir, una mezcla de partículas sólidas (cemento) y de líquido (agua) que se distribuyen de manera homogénea.
El cemento reacciona con el agua y forma cristales de hidratación. Esto provoca que, a medida que transcurre el tiempo, se modifique la rigidez del conjunto (cemento, agua y aditivos). Así, las propiedades
* Por Danila Fabiane Ferraz, gerente de Investigación y Desarrollo para Chryso Latinoamérica.
FOTOS 1 Y 2: Imagen de reómetros de pasta y concreto utilizados para estudiar la interacción del cemento, de aditivo y agregados.
reológicas cambian mientras el hormigón se mantiene en un estado heterogéneo en el que los componentes sólidos gruesos permanecen suspendidos en una matriz de mortero integrada por agua, aditivos, agregados finos y cemento. A su vez, esta matriz está formada por una pasta cementosa (cemento, agua, aditivos y adiciones; Roussel, 2012). En cuanto al procedimiento de mezcla, combina el efecto de dispersión mecánica con la repulsión provocada por los aditivos (Juilland, 2016). Los reómetros de rotación son equipos de alta precisión que permiten obtener resultados exactos con respecto al comportamiento del material (en las fotos 1 y 2 se presentan los utilizados para estudiar pasta y mortero). El principio de reometría rotacional consiste en la aplicación de una fuerza de corte a una muestra de hormigón y, como respuesta, se obtiene la resistencia de la pasta a fluir; esto es conocido como viscosidad aparente. En tanto, la tensión mínima necesaria para iniciar el flujo se denomina tensión de fluencia. Además, este método permite obtener información sobre el comportamiento reológico del fluido (newtoniano,
Bingham, pseudoplástico y dilatante), clave para la correcta comprensión de las características de los materiales, en especial cuando son aplicados por bombeo. En el gráfico 1 se muestra el efecto de incrementar la dosis de un aditivo base policarboxilato sobre las propiedades reológicas de una pasta de material cementante.
ANÁLISIS CASO POR CASO
La eficiencia óptima de cada hormigón depende de la sinergia con el cemento, ya que cada tipo de ligante tiene características físicas, químicas, mineralógicas y superficiales únicas (Romano, 2017). Por lo tanto, es de suma importancia evaluar correctamente los parámetros y el perfil de comportamiento reológico de cada composición cementicia aditivada, dado que la aplicación se realiza en el estado fresco, pero la evaluación de su desempeño se hace en el estado endurecido.
Las partículas de cemento tienen una tendencia natural a aglomerarse cuando se mezclan con agua, debido a su polaridad y a las fuerzas de atracción de
GRÁFICO 1: Efecto de haber incrementado la dosis de policarboxilato en las propiedades reológicas de pasta de material cementante. Se utilizó reómetro Anton Paar MCR302.
Van der Waals. El agua queda atrapada entre estas partículas, lo que reduce la fluidez y aumenta la tensión de fluencia del hormigón (Uchikawa, 1997).
Por su parte, los aditivos confieren diversos efectos al hormigón en estado fresco; la cadena principal del policarboxilato se deposita y se adsorbe en la superficie de las partículas de cemento, mientras que las cadenas laterales se extienden desde la superficie, separando las partículas, lo que reduce las fuerzas interparticulares responsables de la tensión de fluencia. El aditivo genera una repulsión estérica entre las partículas de cemento; esto forma una barrera física que es acompañada por un efecto de fuerzas repulsivas que dispersa las partículas y libera agua para fluidificar la mezcla, como se muestra en el gráfico 2 (Jolicoeur y Simard, 1998). Los superplastificantes interactúan en la superficie o se combinan químicamente con las fases de cemento o con los componentes de cemento hidratado (Ramachandran, 1995). Como las partículas de cemento no pueden acercarse entre sí, se reduce la energía necesaria para inducir el flujo en el sistema; y el cemento disperso también lubrica los agregados de la mezcla de hormigón, lo que mejora aún más la capacidad de bombeo. Las partículas dispersas perturban el flujo en menor medida que las partículas aglomeradas; esto permite que el agua esté libre para hidratar la superficie del cemento y fluidificar la mezcla (Uchikawa, 1997). Esto resulta en una reducción de la cantidad de agua en la mezcla para un flujo equivalente, lo que a su vez disminuye la poro-
GRÁFICO 2: A la izquierda, se observa la aglomeración de partículas de cemento sin aditivo; a la derecha, una simulación de la dispersión de las partículas de cemento por el efecto electro-estérico de la adsorción del aditivo policarboxilato (figura de GCP Applied Technologies). ‹
sidad y aumenta la resistencia del hormigón. Después de que las partículas de cemento se dispersan, los productos de hidratación comienzan a formarse y los polímeros de policarboxilato se adhieren y atrapan
esas partículas. En tanto, según las propiedades reológicas deseadas, es posible volver a añadir una cantidad de aditivo en la mezcla para crear una nueva adsorción en la superficie de las partículas hidratadas.
En general, el hormigón que contiene dispersantes presenta una viscosidad y una tensión de fluencia reducidas debido al predominio de las fuerzas repulsivas del polímero adsorbido. Por lo tanto, es posible reducir la cantidad de agua en la mezcla y el contenido de cemento de la composición, lo que permite la producción de hormigón de alto desempeño con mayor capacidad de trabajo, facilidad de manejo, aplicación y consolidación, combinado con alta resistencia y buena durabilidad (Romano et al., 2011).
Sin embargo, se sabe que la presencia de superplastificantes puede afectar la cinética de reacción del cemento y el proceso de aglomeración de las partículas durante el endurecimiento. La compatibilidad entre el cemento y el aditivo también puede verse afectada por las cantidades de sulfatos alcalinos en el cemento (Hanehara, 1998); las diferentes moléculas de los aditivos dispersantes causan efectos distintos, que dependen del tipo de cemento utilizado.
A su vez, la variación en el contenido de aditivo provoca cambios en las propiedades del hormigón, lo que altera el transporte y la aplicación del material. En el gráfico 3 se presenta una simulación del efecto de incrementar la dosis del aditivo sobre la reducción de la tensión de fluencia y el máximo recubrimiento de las partículas. Además, la cantidad de agua en el sistema disminuye de modo considerable. Esto genera una matriz densa y menos permeable, que aumenta la durabilidad del hormigón.
A medida que la dosis del superplastificante se incrementa sistemáticamente, la tensión de fluencia del hormigón se reduce, lo que resulta en un aumento de la fluidez hasta
GRÁFICO 3: Incremento de dosis de policarboxilato y su efecto en el recubrimiento de las partículas de cemento y en la reducción de la tensión de fluencia.
alcanzar el punto de saturación (conocido como dosis óptima, que varía según la composición física, química y mineralógica de cada cemento con el mismo aditivo). Por lo tanto, para definir de manera concluyente el tipo de aditivo y la dosis óptima para un cemento en particular, se requieren numerosos estudios. En la foto 3 se muestra el efecto de haber incrementado la dosis de superplastificante en una pasta de cemento.
Las características multifásicas del cemento y sus productos de hidratación son factores esenciales para la afinidad de los aditivos orgánicos. Sin embargo, pueden observarse efectos secundarios indeseables durante la preparación del hormigón en estado fresco (por ejemplo, si previamente no se ha estudiado la interacción entre el cemento y el aditivo, se puede ver afectado el desempeño final).
El tamaño de la partícula del cemento también influye en la interacción con el aditivo (cuanto más pequeña sea, mayor será el área específica y, por consiguiente, se necesitará más cantidad de aditivo para obtener la misma dispersión que la alcanzada con partículas más grandes).
Asimismo, las modificaciones en el tiempo de adición del aditivo afectan las propiedades reológicas del hormigón; por ejemplo, una tardía conduce a una mejora en la adsorción efectiva del sistema (Uchikawa, 1995). Esto mejora las propiedades del hormigón fresco, ya que se cree que retrasar el tiempo de agregado del policarboxilato es una forma muy efectiva de reducir la relación agua/cemento y, por lo tanto, de mejorar las resistencias finales (aunque
dependerá, por supuesto, del tipo de cemento y de los aditivos utilizados).
RECOMENDACIONES
A partir de lo expuesto, es importante que los nuevos aditivos se desarrollen constantemente, mejorando la interacción con el cemento, anticipando problemas y corrigiéndolos mediante el ajuste de aditivos específicos para cada tipo de cemento. Esto permitirá optimizar la dosis, lo que evitará desperdicios y generará beneficios tanto económicos como ambientales. Las propiedades reológicas de la pasta de cemento o del hormigón y la cinética de la reacción de hidratación también están influenciadas por el procedimiento de mezcla. Entre los diferentes factores que influyen en el comportamiento de la pasta en estado fresco, la homogeneidad en la mezcla de la suspensión es, sin duda, uno de los más importantes. Una pasta, mortero u hormigón no homogéneos darán como resultado una menor resistencia mecánica debido a la mayor porosidad, lo que reduce la vida útil del hormigón (Han, 2015).
Por ello, para mejorar la cohesividad y evitar la segregación del hormigón, es común utilizar aditivos modificadores de viscosidad, que aumentan la viscosidad del agua de diseño, reducen la absorción de agua por los agregados y promueven el deslizamiento entre las partículas de los agregados. ◉
FOTO 3: Efecto de incrementar la dosis de aditivo en una pasta de material cementante.
EL HORMIGÓN Y EL ALUMINIO, UN MAL MARIDAJE
EFECTOS NEGATIVOS DEL CONTACTO DE ESTOS DOS MATERIALES.
* Por la Ing. Kristel Roshdestwensky, responsable de Calidad de Hormigones Melmix, junto con el Ms. Ing. Maximiliano Segerer, presidente de la firma Control y Desarrollo de Hormigones.
El aluminio y sus aleaciones son materiales en auge en la construcción debido a sus múltiples beneficios, como su reducido peso propio y su resistencia a la corrosión ambiental. En el país, existe la serie CIRSOC 700 para su utilización en estructuras. No obstante, si se encuentran en contacto directo con el hormigón, la mayor parte de elementos de aluminio y sus aleaciones presentan reacciones desfavorables durante las primeras horas, además de que pueden registrar problemas de durabilidad asociados al proceso de carbonatación, ante exposiciones prolongadas.
En tanto, no sucede lo mismo con el yeso y sus derivados, aunque ciertas maderas con alto contenido de humedad también atacan al aluminio. Es decir, la posible incompatibilidad de los materiales que están en contacto con el aluminio debe estudiarse sin excepciones.
Paradójicamente, los aluminatos de calcio siempre están presentes en el clínker Portland y, en los cementos con escoria de alto horno, su porcentaje es más elevado; estos son elementos indispensables para la hidratación normal del cemento. No obstante, cuando el hormigón en estado fresco (en particular, la solución de poros muy cargada en iones de calcio y oxhidrilos) se encuentra con el aluminio o con óxidos de aluminio, se desprenden gases de hidrógeno de modo visible y muy enérgico, como burbujas de aire o canales de exudación abruptos. Si se hace un paralelismo, resulta similar a una efervescencia que dura decenas de minutos y suele concentrarse en algunos puntos de la superficie (formando
canales o cráteres) o bien en las superficies de contacto del hormigón fresco con el aluminio (encofrados, moldes de probetas o herramientas de terminación superficial, como fratachos).
Estas reacciones se ven favorecidas debido a que el hidrógeno es más liviano que el oxígeno, con lo cual no son burbujas u oquedades habituales y tienden a dirigirse a la superficie en todo momento. Sumado a esto, algunas fuentes indican que existen fuertes uniones entre el hormigón y el aluminio que producen reacciones aún más enérgicas y desprendimientos luego del desmolde.
El fenómeno se describe muy bien en el artículo “¿Por qué el aluminio y el hormigón no se llevan bien?”, elaborado por Carlos Milanesi (link: https:// www.aath.org.ar/por-que-el-aluminio-y-el-hormigon-no-se-llevan-bien/), cuya lectura es altamente recomendable para comprender mejor estos fundamentos. También allí se amplía que los insertos de aluminio en hormigones en ambiente con cloruros o elevado contenido de álcalis pueden favorecer la corrosión del aluminio dentro del hormigón y generar productos expansivos.
En función de todo lo mencionado, a continuación se describen los principales efectos negativos de esta interacción que se observan en las obras, los cuales implican deficiencias en tabiques, losas, pisos industriales y carpetas alivianadas; y también influyen de manera notable en las tensiones de rotura de las probetas de hormigón realizadas en moldes de aluminio.
PANELES DE ENCOFRADOS
Resulta claro que, en la relación de los encofrados con los hormigones, el elemento perjudicial es el panel que se encuentra en contacto, ya que existen encofrados livianos (con estructura y bastidores de aluminio) que
no traen aparejado ningún problema si no tocan la cara del hormigón.
En el caso de los paneles de aluminio, estas reacciones forman canales de exudación muy abruptos y la parte superior del hormigón comienza a burbujear, lo que conlleva un arrastre natural de finos y poros que no se soluciona con un buen vibrado. Aunque estos defectos superficiales pueden debilitar parte del espesor de los elementos, si se tienen adecuados recubrimientos de las armaduras, es en general un fenómeno estético. En algunas publicaciones esto se denomina “camino del gusano”, debido a su forma característica: suelen observarse líneas delgadas que son más anchas en la parte superior del tabique y están espaciadas entre 5 y 20 cm (ver foto 1, publicada en el artículo “Dealing with the reactivity of aluminum forms and concrete”, de Destry Kenning, que también se aconseja leer para profundizar los fundamentos: https://concretefactsmagazine. com/2018/06/19/dealing-with-the-reactivity-ofaluminum-forms-and-concrete/).
Si bien existen películas que pueden ser aplicadas sobre la cara del encofrado, estas sucumben ante el uso repetido y la erosión por la limpieza. Incluso, en este último artículo, se describen varias técnicas, pero se concluye que no son 100% efectivas. Esto permite comprender que se trata de un fenómeno universal de todos los tipos de hormigones, y no que sucede debido a alguna cuestión de la Argentina o por estar asociado con ciertos agregados o condiciones climáticas (las foto 2 a 6 son de ámbitos locales y responden al mismo fenómeno); si bien
ciertas aleaciones específicas pueden no reaccionar, resulta fácil realizar su comprobación en el campo (al desencofrar los elementos).
HERRAMIENTAS DE TRABAJO
Otro efecto negativo es cuando se fratacha o llanea el hormigón fresco con elementos de aluminio, fundamentalmente cuando estos son nuevos. Existen varios antecedentes en el país; por ejemplo, en Santa Cruz (foto 2) y en Reconquista (foto 3 y 4, que muestran los diferentes estadios de los cráteres, los testigos extraídos y su reparación posterior).
FOTO 1: Encofrados de aluminio y líneas de exudación (fuente citada de los Estados Unidos).
Esto es independiente de las condiciones climáticas, ya que se trata de un fenómeno netamente químico: aparecen cráteres de exudación en superficies trabajadas con herramientas de aluminio. Por ello, en general se prefiere el magnesio para este tipo de herramientas.
Esta patología es muy característica. Las burbujas de reacción se concentran cada 15 a 50 cm en tubos verticales o cráteres que asemejan ser “hormigueros” en el hormigón en estado fresco; estos difícilmente lleguen a todo el espesor y muestran su máxima extensión sobre la superficie.
Debido a la virulencia de las reacciones cuando los materiales entran en contacto, el hormigón es segregado y se forman “huecos” en las estructuras, lo que puede merecer reparaciones. Una de las soluciones
propuestas implica realizar agujeros con mechas de igual diámetro (o levemente mayor) al diámetro superior del cráter (puede ser ϕ 6 a ϕ 10) para retirar todo el material erosionado de forma vertical, hasta que se aprecie que no existe erosión en profundidad al emplear el rotomartillo. Luego, se debe limpiar muy bien todo el polvo con aire comprimido y rellenar el hueco con algún grout cementicio sin aporte de agregado grueso. En caso de necesitar restituir la estética, el grout puede mezclarse con algún porcentaje de cemento blanco u otro más claro para asemejarlo; de ser así, se requerirán ensayos previos y aguardar al menos 15 días para lograr la tonalidad del hormigón que se acerque a la definitiva. Con respecto a la incidencia del tipo de cemento en ciertos defectos típicos (como los canales de exudación descriptos), un elevado contenido de escoria puede aumentar el riesgo de ocurrencia, fundamentalmente por su contenido de alúmina y exudación prolongada. Otro aspecto que puede favorecer la formación de cráteres es el apoyo sobre bases impermeables u otros elementos de hormigón que obligan a migrar el agua solo a la superficie.
CONTACTO DIRECTO Y APOYO EN ELEMENTOS
Han existido casos en los que el hormigón fue colocado sobre una aislación asfáltica con aluminio hacia arriba y se produjeron erupciones (ya no solo cráteres), dado que el hormigón no reacciona puntualmente sino que lo hace con efecto en superficie. Esto fue relevado en hormigones convencionales, en hormigones celulares y en HRDC (aunque estos últimos contengan aire, no soportan estas presiones
FOTO 2: Defectos asociados al fratacho de aluminio en plinto de presa.
FOTO 4: Imágenes de cráteres de exudación en estado endurecido y su reparación.
FOTO 3: Diferentes aspectos de cráteres de exudación, desde el estado fresco hasta el fragüe.
y terminan implosionando, lo que es un fenómeno poco habitual y característico que solo se explica por las reacciones químicas nocivas entre el aluminio y el hormigón). En la foto 5 se puede observar este efecto en una obra ubicada en Resistencia (Chaco), el caso más disruptivo conocido hasta la actualidad por los autores de este artículo. Las imágenes ilustran la intensidad de las reacciones en un débil espesor apoyado en aluminio.
MOLDES DE PROBETAS CILÍNDRICAS
Quizás la cuestión más controvertida, poco conocida y de problemática más extendida es la temática de moldes de probetas de aluminio. Su oferta es muy común en el país: se comercializan en numerosas ferreterías y existen varios fabricantes. Se trata de los típicos moldes que se separan en dos partes, además de la base.
Más allá de la reacción con el aluminio, estos moldes no suelen ser versátiles ya que –luego de varios usos– no cierran adecuadamente y producen deformaciones en las probetas (que muchas veces no pueden ser encabezadas para someterse a los ensayos). También, en varias provincias hay moldes de aluminio de 144-145 mm de diámetro que no son compatibles con retenes metálicos convencionales según IRAM 1709 (diámetro: 156-158 mm), aspecto que influye en la resistencia de forma independiente a las reacciones químicas, siempre teniendo una incidencia negativa.
Es característico reconocer las probetas confeccionadas en moldes de aluminio debido a que presentan
superficies muy porosas y con burbujas de forma pareja. En el moldeo, fundamentalmente cuando los moldes son nuevos, se aprecian numerosas burbujas y una efervescencia que dura varios minutos. Si bien no existe una medida precisa, esto sin duda erosiona varios milímetros desde la superficie hacia el núcleo, lo que reduce la sección transversal de forma homogénea y puntual en algunos canales o cráteres que son imposibles de reconocer o mesurar previo a la rotura de las probetas.
Por ello, con muy buen juicio, la norma IRAM 1534 para moldeo de probetas en laboratorio desde su
FOTO 5: Efectos de apoyar el hormigón sobre membranas de aluminio.
versión de 2018 indica que “algunas aleaciones de aluminio y magnesio pueden reaccionar con el líquido contenido en los poros de la pasta de cemento del mortero u hormigón, con lo cual se sugiere no utilizar estos tipos de materiales para la fabricación de los moldes”. No obstante, la definición no es del todo clara ni prohibitiva, ya que es improbable conocer la aleación exacta de aluminio empleada en los moldes que se realizan por colada de fundición.
Por su parte, las versiones de la norma ASTM C470 que datan de hace más de 15 años son más determinantes y señalan: “Se han encontrado aleaciones de aluminio y magnesio que pueden reaccionar con los componentes del cemento y, por lo tanto, son inaceptables”. De este modo, la norma americana específica para moldes de probetas de hormigón indica que, si hay reacciones químicas (burbujas visibles y/o superficies ásperas y porosas consecuencia de las reacciones), estos moldes no pueden ser usados.
En tanto, la ASTM C31 que trata del moldeo, protección y curado de probetas (norma básica de referencia para las normas IRAM de moldeo y curado de probetas) referencia directamente al cumplimiento de ASTM C470, que es específica sobre el tema. Comparativas de ensayos realizados en el laboratorio de Hormiwhite de Bahía Blanca en 2024 mostraron que, ante iguales condiciones de moldeo, protección y curado, hubo caídas mayores al 35% al contrastar probetas de 15 x 30 cm de aluminio y otras de 10 x 20 cm de chapa galvanizada (moldes
convencionales). Esto no implica que las caídas serán tan relevantes en todos los casos, pero siempre existirá una reducción natural de resistencias que, sumada a otros desperfectos propios de los moldes de dos medias cañas y base de aluminio, pueden explicar de forma combinada este tipo de descensos. Esta situación puede abrir la puerta a conflictos considerables, solo por el uso de un molde “fuera de norma”, aunque ampliamente establecido en nuestro país (más aún durante los últimos tres a cinco años en los que estos han proliferado por su menor costo y por la búsqueda de alternativas para autocontrol y controles de obra). En la foto 6, sin magnificar las burbujas, se muestran ejemplos de probetas al moldearlas en estado fresco y, luego, su aspecto característico en estado endurecido.
Más recientemente, en noviembre de 2024, fue aprobada IRAM 1524, norma que toma los mismos comentarios indicados en IRAM 1534 seis años antes, pero para probetas de obra. Para complementar el fenómeno netamente químico y perjudicial, muchos moldes plásticos reutilizables de fabricantes reconocidos pueden utilizarse con éxito, siempre que cumplan con ambas normas IRAM, con lo cual no es obligatorio el uso del molde de chapa convencional, al haber alternativas livianas y confiables. En tanto, los moldes de aluminio que siembran conflictividad no deberían existir, ya que se apartan de las normas para moldeo de probetas, lo que siempre tiene un efecto negativo en la medición del principal control de calidad del hormigón elaborado.
Finalmente, el laboratorio de ensayos es otro participante necesario relevante. Ante defectos en las probetas (mal cierre o desfasaje, paredes muy porosas, canales de exudación y otras deficiencias visuales), la norma IRAM 1546 vigente indica que en el informe es indispensable indicar “7.f) los defectos observados en la probeta”, por lo cual si este no informa los defectos que, como se mencionó, son fácilmente perceptibles, es parte del problema. Esto mismo era señalado en IRAM 1546:1992, así que no se trata de una novedad. No se puede incidir en el grado de reducción de resistencia de ninguna forma, pero sí mencionar la probeta defectuosa.
Lamentablemente, no resulta posible recomendar aceites, tratamientos, sobrecapas o desmoldantes específicos para reducir estos efectos, por lo que se debe evitar el contacto del hormigón fresco con el aluminio, ya que su comportamiento es impredecible. ◉
FOTO 6: Probetas en moldes de aluminio.
EMPRESAS SOCIAS AC TIVAS CERTIFICADAS ver en mapa google
HORMIGONERAS CON CERTIFICACIÓN ISO 9001:2015, EN ALGUNAS DE SUS PLANTAS, PARA LA ELABORACIÓN, TRANSPORTE, ENTREGA Y/O BOMBEO DE HORMIGÓN ELABORADO - Dada la periodicidad de la Revista, verifique el certificado con la empresa antes de contratar-
EMPRESAS SOCIAS AC TIVAS ver en mapa google
HORMIGONERAS QUE CUMPLEN CON LOS REQUISITOS ESTABLECIDOS EN NUESTRO ESTATUTO: MÁS DE 5 MOTOHORMIGONEROS, PLANTA AUTOMATIZADA CON REGISTRO DE PESADAS, LABORATORIO COMPLETO, PROFESIONAL RESPONSABLE DEL PRODUCTO ENTREGADO Y MATRICULADO EN LA CONSTRUCCIÓN, ETC.
HORMIGONES TERRA S.A.
EMPRESAS SOCIAS AC TIVAS ver en mapa google
EMPRESAS SOCIAS ASPIRANTES ver en mapa google
HORMIGONERAS QUE NO CUENTAN CON ALGUNO DE LOS REQUISITOS PARA SER SOCIO ACTIVO Y NECESITAN SER ACOMPAÑADAS CON ASESORAMIENTO, CURSOS Y ACTIVIDADES PARA PODER LLEGAR A CONVERTIRSE EN SOCIOS ACTIVOS.
PROFESIONALES SOCIOS ADHERENTES ver en mapa google
PROFESIONALES DE DESTACADA ACTUACIÓN NACIONAL E INTERNACIONAL EN LA INVESTIGACIÓN Y/O APLICACIÓN PARA LA MEJORA CONTINUA DE LA ACTIVIDAD DEL HORMIGÓN ELABORADO.
ING. CLAUDIO ROCCO
RZ SERV IND S.A.
ING. OSCAR SERRANO
ING. FERNANDO FAIELLA
ING. GUILLERMO LEFOLL
ING. FABIO POZZI
Juan Pedro Garín Const SA
EMPRESAS SOCIAS AUSPICIANTES ver en mapa google
EMPRESAS DEDICADAS A LA TECNOLOGÍA Y EL DESARROLLO DEL HORMIGÓN ELABORADO, COMO PROVEEDORES DE ADITIVOS, FIBRAS, EQUIPOS MECÁNICOS, LABORATORIOS E INSTITUCIONES AFINES. BLINKI S.A.
EMPRESAS SOCIAS MEDIA PARTNER ver en mapa google
EMPRESAS DE MEDIOS GRÁFICOS INVOLUCRADOS EN LA DIFUSIÓN DE LAS BUENAS PRÁCTICAS DEL HORMIGÓN ELABORADO.