What equipment priorities are driving the ready meals and broader convenience categories? The focus of the feature in this issue falls on an industry segment in constant evolution
Lorem ipsum dolor sit amet, consectetuer adipiscing elit, sed diam nonummy nibh euismod tincidunt ut laoreet dolore magna
Peter Williamson is now the new Automate UK executive chair as James Causebrook steps down after two exciting years spent as a champion for change across the association and its many events
NEW MACHINERY
With a reach of 1,900mm and the ability to lift up to 25kg in weight, the TM25S is Omron’s new addition to a cobot family which is well-established and includes vision as a key option Find out more on page 12
INSTALLATIONS
A Midlands bakery is revitalising its key weigh systems with the help of Promtek to give it fine control of its ingredients feed
Check out the new branding for Automate UK on the website and learn more about the goals of the renamed association www.automate-uk.com
Cartoning Experts, Sleeving Specialists
Keymac K101 series of Autosleevers
n SPECIFICALLY DESIGNED AS READY MEAL SLEEVER
n HIGHLY EFFICIENT & DEPENDABLE
n FLEXIBLE
n RECTANGULAR & ROUND TRAYS
n FULL LENGTH, WATCHSTRAP AND SHAPED SLEEVES
n FAST SIZE CHANGE < 5MINS WITHOUT FORMAT PARTS
n ECOFRIENDLY WITHOUT HOTMELT GLUE SYSTEM
n SINGLE MACHINES UP TO 120 CARTONS PER MINUTE
January/February 2025
12 NEW MACHINERY
A digital system from Sealed Air is providing direct on-box print for logistics and for e-commerce
16 INSTALLATIONS
A German-based manufacturer of board games is using twin Herma applicators to secure labels on its box edges accurately and flexibly
25 SPECIAL FEATURE READY MEALS AND CONVENIENCE
From traditional ready meals to a broader spread of food processed and pre-packaged for convenience this feature explores the ways in which automation can contribute to flexibility, efficiency, reduction in downtime and optimal hygiene
REGULAR FEATURES
10 REGULATIONS
Maintaining a tight grip on all electrical and electronic safety relating to equipment is clearly of paramount importance, both to machine builders and anyone using processing and packaging equipment. The column for this issue summarises the safeguards outlined in the relevant standard from the restrictions on access to supply-disconnecting devices and the various requirements for verification and documentation to demonstrate full compliance
38 COMPONENTS
A safety gate system introduced by Pilz combines tried-and-tested elements both for safety locking and for control, giving advantages in terms of space saving and ease of installation, according to Pilz, in applications such as enclosures around robots. The system is also able to give a comprehensive set of diagnostics in the event of an error message for fast response
40 MACHINERY FINDER Members’ machinery and services
Excellent appearance
On-pack promotion with printed film
Cost reduction
Closed packaging No heat radiation Efficiency Ease of operation Flexibility Low maintenance Easy opening with tear tape
Biodegradable film & paper
EDITOR: Paul Gander paul.gander@automate-uk.com
PUBLISHING MANAGER: Bill Lake bill.lake@automate-uk.com
HEAD OF PUBLISHING: David Chadd david.chadd@automate-uk.com
APPLICATIONS FOR FREE COPIES of Machinery Update are considered from specifiers, managers and purchasers of processing and packaging machinery in the UK.
John Good Ltd, Progress House, Butlers Leap, Rugby CV21 3RQ Tel: 02476 652800
The Processing and Packaging Machinery Association assumes no responsibility for the statements or opinions, whether attributed or otherwise, in Machinery Update.
This publication is copyright under the Berne convention and the International copyright convention. Apart from any fair dealing for the purposes of research or private study, as permitted under the Copyright, Designs and Patents Act 1988, no part of this publication may be reproduced, stored in a retrieval system or transmitted in any form or by any means in any form without prior written permission of the publishers.
Publishers: PPMA Ltd trading as
Automate UK matters
Be proud and celebrate our competencies
James Causebrook
CHAIRMAN, AUTOMATE UK (INCORPORATING PPMA, BARA AND UKIVA)
Change. It has to happen, it’s often feared but more often is a good thing, it’s there to be embraced. But boy, the end of last year certainly tested this theory! Indeed, when considering October’s UK budget and then the US election results, I couldn’t help but think of the Stealers Wheel song from the 1970s:
‘Clowns to the left of me
Jokers to the right
Here I am, stuck in the middle with you!’
And in case I forget to mention, thank you to Rachel Reeves for adding to the WTAF moments of my career with her first budget. However, if these events taught us anything, it’s that you have to control change yourself. You can’t rely on others and certainly not on politicians to do it for you.
I feel confident our newly named trade association is now better representing our members
But isn’t this what all manufacturers across the supply chain have been doing since Brexit in 2016? And through COVID? While all the time ensuring supermarket and retail shelves are stocked with all the products that consumers need or want? We have all adapted to a new playing field, many times. And not just any old playing field: one that has certainly not been level. So, I feel confident that manufacturing industry across all sectors will rise to the challenges now presented to us, however onerous.
While it is easy to feel despondent when trying to wade your way through the effects of recent events, I would argue that we should all be proud of our competencies…and at the same time, celebrate them. I look at members of Automate UK who are inspiring, who are answering customer needs with newly developed technologies, and who are not only embracing change but also driving it.
In this column a year ago, I said we were rebranding the PPMA Group of Associations to Automate UK to better represent the needs of our membership and our end user customers in the ever-changing manufacturing landscape. Well, I think we can certainly say the manufacturing landscape has changed, but I feel confident that our newly named trade association is now better representing our members.
As I sign off from my chairmanship, I am confident that our collective voice is now stronger, and we are making it heard to the benefit of all of us. Happy New Year! n
New office space is designed to support collaborative model
The workforce at Syntegon’s Crailsheim, Germany, site received an early Christmas present in the shape of a new 2,100-square-metre office block, which opened ahead of schedule in December.
Site manager Albrecht Werner officially opened the building, which will house teams from sales, marketing, product management and project management.
Syntegon project architect Ulrike Bosch explains that the building is one of the first to be designed in line with the SYNSPACES concept. “We are using SYNSPACES to create working worlds that foster smooth processes, innovative ideas, and sustainable solutions,” she says, adding that it includes zones “perfectly suited for crossdepartmental collaboration”.
New executive chair lauds role of shows – and more
Automate UK’s PPMA and Automation UK shows remain hugely influential and beneficial to both members and their many customers, incoming executive chair Peter Williamson emphasises, even while it strengthens its role as a voice for the manufacturing industry, not least with government.
With James Causebrook stepping down in December at the end of his two-year term as chairman, Williamson has expanded his position as chief executive to become executive chair of Automate UK.
“Over the past two years, James has spearheaded significant, enduring change for members,” he states.
Causebrook, for his part, says the new executive chair combines deep industry knowledge with dynamism.
“When you consider the amount of change Peter has
Voice of youth in UK industry
The seventh and final roundtable of 2024 to be staged by the UK Automation Forum took place during Fanuc’s Open Days, with a focus on strategies for attracting more young people into UK manufacturing. On the panel were (L-R): Rosa Wells of the Engineering Council; Olivia Lane of Amazon; Scott Pepper of GAMBICA; Kathryn Ray of Scorpion Vision; Jason Scott of AES Global; and Gail Hunt, host and facilitator.
been instrumental in since the rebrand, I think we can all be very excited about how he and his team will continue to drive innovation,” he adds.
That strength of support encompasses the Automation UK event (7-8 May 2025) and the ever-popular PPMA Show (23-25 September 2025) this year. Of Automation UK, Williamson says: “This show is now the leading robotics, automation and vision event in the UK, hitting
the right balance of technical specialisation and interdisciplinary synergy. It’s run by the association for the benefit of the wider industry, and provides massive support in helping manufacturers understand the technology that’s at their disposal today.”
But Automate UK is about more than exhibitions, he adds. “It’s a lobbying platform and a voice for the manufacturing industry.”
W www.automation-uk.co.uk
Government support promises to lift UK smart manufacturing
Industry need and government support are likely to coincide during 2025 to stimulate wider adoption of smart manufacturing, Epson predicts.
“In the UK this will be underscored and stimulated by the Government’s new £16 million investment aimed at accelerating digital transformation among SME manufacturers,” explains head of manufacturing solutions, EMEA, Volker Spanier. “Alongside this, the
expansion of the UK Government’s Made Smarter Innovation programme in 2024, with an additional £37 million in funding for 2025-2026, aims to promote innovation and digitalisation across the manufacturing sector.”
Made Smarter helps to guide businesses in choosing the right approach, investment level, and tools to improve manufacturing.
“This year marks a turning point,” says Spanier.
FANUC HOSTS UK AUTOMATION FORUM DISCUSSION
Albrecht Werner opens the site
Peter Williamson (right) with James Causebrook, who stays on as a director
Volker Spanier of Epson
Drinks equipment group grows capabilities for bottles and cans
GEtherCAT and PC-based control: New Automation Technology
EtherCAT and PC-based control technology setting standards worldwide: all components for IPC, I/O, motion and automation established milestones in automation on a global scale: Lightbus system, Bus Terminal, TwinCAT automation software maximum scalability and open automation systems based on the EtherCAT high-performance fieldbus integration of all essential machine and system functions on one control platform universal automation solutions for over 20 industries: from CNC-controlled machine tools to intelligent building control systems
ermany’s KHS group is expanding its portfolio and capabilities through a combination of new partnerships and acquisition, most recently involving Tyrolon-Schulnig and HF Meyer.
The group now has a majority share in Austria’s Tyrolon-Schulnig, which specialises in bottle-handling technologies, including stars, neck-clamp systems and conveying. The company’s know-how is already at work on many KHS lines, as managing director of the German group Martin Resch points out.
“It’s therefore not only good strategy to further develop this knowledge with the focus on the high-performance range but, first and foremost, it also gives our customers significant added value, with systems and solutions now available from a single source,” he says.
Meanwhile, at the beginning of the year, can seaming specialist Ferrum and KHS took over producer of can turners, rinsers and vacuum bridges HF Meyer Maschinenbau. One objective, say the companies involved, is to create a canning technology competence centre. “The aim is to supply the best canning lines in the world,” says Resch.
German-based Meyer has plants in Schleswig-Holstein and Bavaria.
Tyrolon Star bottle handling system
Italy reaches new highs in packaging machinery exports
Last year saw Italian packaging machinery break sales records for the fourth time in succession, growing by 3.5% year-on-year, with European exports accounting for a fair slice of this growth.
Turnover for the sector reached ¤9.5 billion during 2024, with Africa and Australasia showing a 10.3% increase and the EU 6.1%. Domestic growth was up just 2.5% with sales of ¤2bn, according to Italian packaging machinery association Ucima.
Presenting the figures, Ucima chair Riccardo Cavanna said: “The technological excellence of our companies has continued to drive our success through 2024, a challenging 12 months in which the sector has once again demonstrated its resilience.”
PFAS in machinery design will require new solutions
Automate UK and its members are addressing the challenges involved in machinery design which avoids the use of perfluoroalkyl and polyfluoroalkyl substances (PFAS).
Sometimes classified as ‘forever chemicals’, PFAS are used in many engineering plastics and compounds. But as Italy’s Cama group explains, several clinical studies have demonstrated the potential issues caused by PFAS to the human body.
“There are already laws and practises in place to analyse PFAS in tap water,” says key account manager Lorenzo Birro. “But in 2026, European laws will be extended to food machinery and, in general, to containers, machines and devices in direct contact with food.” This will effectively amount to a ban on their use.
“The biggest challenge, at present, is to certify a material or component as ‘PFAS-free’,” Birro explains. “There are two main reasons: the first is that
PFAS are so widespread that a minor quantity can be found almost anywhere. The second is that applicable rules, limits and analysis values still have to be established as a binding benchmark. So, if a certification is required, the most restrictive parameters are being applied, which might require the utilisation of a different material or component.”
The hardest materials to replace, says Cama,
are plastics and silicone.
“Let’s take a silicone-made suction cup,” he says, describing how the material is selected for its flexibility, close grip and gentle contact. “Changing to a different material might undermine the performance of the packaging line and even influence the way the line should be sized.”
Elsewhere, replacing plastics with stainless steel may address specific problems. But this may have implications for weight, pressure calculations and cost.
Cama has already worked with international food groups in designing equipment which avoids using PFAS.
According to chief technical officer at Automate UK Laurie Barnes, many members are discussing the issue, and the association is monitoring it as a topic. “There are no firm directions at the moment and replacing some products is not easy,” he says. “We’re working to get information and as it becomes available we will pass it on to our members.”
Lorenzo Birro: PFAS pose a challenge
Ucima’s chair Riccardo Cavanna
Regulations
Ensuring electrical safety for machinery
Paul Laidler
BUSINESS DIRECTOR FOR MACHINERY SAFTEY AT TÜV SÜD PRODUCT SERVICE
The location of live electrics inside an enclosure and specific rules on access to that enclosure are only one aspect of the essential standard in this important area
The key standard in electrical and electronic safety for machines in Europe and the UK is: BS EN 60204-1:2018 - Safety of machinery. Electrical equipment of machines. General requirements. The standard applies to electrical, electronic and programmable electronic equipment and systems to machines not portable by hand while working, including a group of machines working together in a co-ordinated manner.
It requires that live electrical parts be located inside enclosures or suitably insulated to provide protection against a human having direct contact with them.
CONDITIONS OF ENTRY
Any enclosures should only be openable under one of three conditions:
1. A key or tool must be used to open it.
2. Before it can be opened, live parts must be automatically disconnected.
3. Opening without the use of a key or a tool and without disconnection of live parts shall only be possible when all live parts are protected against direct contact to at least IP2X or IPXXB (see standard IEC 60529).
Electrical operating areas such as switchrooms, which allow a person to fully enter, must be provided with means to allow escape. The requirements for a ‘supply-disconnecting device’ (an isolator) are also described
in Clause 5 of EN 60204. An isolator must be provided for the disconnection of each incoming supply, and for each onboard power supply. The standard also allows for the operating means for a supply disconnecting device, that is not intended for emergency operations, to have a supplementary cover or door for protection against environmental conditions. The terminal for the external protective conductor must be in the same compartment as the incoming supply, not simply “in the vicinity”. Also, for the breaking capacity of the supply-disconnecting
and against indirect contact (fault protection). This is followed in the standard by measures for the protection of equipment. Equipotential bonding (earthing/grounding) is a basic provision for fault protection, so the standard also describes detailed requirements for protective conductors.
Clause 10 of the standard includes colour coding and marking requirements for actuators. Also, unless otherwise agreed between the machine supplier and the user (the details of which is covered in Annex B of EN 60204-1), machine status indicator
Supply-disconnecting devices are often provided for the purpose of isolating any electrical equipment
device, the calculation must consider motors supplied by inverters or similar devices (power drive systems).
Supply-disconnecting devices are also often provided for the purpose of isolating any electrical equipment (Clause 5.5) instead of simply being designated ‘devices for disconnecting…’. This is because, while there has always been a distinction between ‘isolation’ and ‘disconnection’, it has not always been easily understood.
Measures for protection against electric shock are also described. This includes protection against direct contact (basic protection),
lights should be colour coded, with each colour identifying a specific status.
Clause 17 of the standard outlines what technical documentation is required to demonstrate compliance. This includes information relating to a machine’s electrical installation, operation, and maintenance, which can be in the form of drawings, diagrams, charts, tables, and instructions. While verification can be done at different stages throughout the design and development lifecycle process, even at the end, it is preferable to do this as early as possible during design. The extent of
the verification that is required is made clear in the specific product standard that relates to each type of machine. However, where there is no such dedicated standard, EN 60204-1 requires that it must always include:
• verification that the electrical equipment complies with its technical documentation
• verification of continuity of the protective bonding circuit
• in case of protection against indirect contact by automatic disconnection, conditions for protection by automatic disconnection shall be verified according to 18.2
• functional tests.
CREATING A CHECKLIST
EN 60204 often requires only a self-declaration against the conformance process. However, this does depend on the type of machine. For example, if EN 60204 was used for the presumption of conformity of an Annex IV machine, the electrical parts would still be included in the ‘special procedures’ required. Compliance is not a process that machine users can afford to get wrong. However, the development of a practical checklist is a useful approach that will definitely help.
i For more information contact W www.tuvsud.com
TÜV SÜD Product Service is Automate UK’s technical and legislative partner
Stewart Robinson MIET MINSTMC, ADVISORY CONSULTANT AND FUNCTIONAL SAFETY EXPERT AT TÜV SÜD
Organised by
Show 2025
New cobot addition ups payload limit and reach
Omron has extended its S series of collaborative robots (cobots) with the addition of the TM25S, which combines greater payload capacity than others in the cobot family with improved reach.
According to the company, the TM25S is designed to enhance productivity, while being compact and easy to integrate.
With a payload capacity of 25kg and “an impressive” 1,900mm reach, Omron claims the TM25S is a perfect fit for palletising, mobile manipulation, and manufacturing applications such as welding.
mobile robot integration, it adds, without the need for a secondary power source.
According to the company, its compact design and low weight of just over 80kg make it easy to integrate into existing workflows, whether for end-of-line material handling or advanced machine tending.
The available DC power option allows for seamless
A further option, and potentially key advantage, with the TM25S is a built-in vision system. This capability can simplify tasks such as package identification and part inspection, Omron points out.
The cobot’s enhanced joint covers offer an additional advantage in the form of
The TM25S can lift up to 25kg smooth and safe operation alongside human workers. Its space-efficient design is said to maximise workspace while offering flexible, highperformance automation.
The company emphasises that the TM25S is certified to the highest industry standards, including ISO and UL safety certifications.
T 01908 258258
W omron.co.uk
Closing relies on a servo system
Trigger spray sorter and capper creates tight seal on bottles
Karmelle has announced the launch of its latest innovation, a trigger spray sorting and capping machine.
The system utilises a vibratory bowl feeder to deliver and align the nozzles ready for capping.
Once aligned, says Karmelle, the machine uses a sophisticated servo motor system to accurately place and secure each nozzle onto its bottle, ensuring a tight seal before transport and storage.
Of the automation process, managing director Peter Krawczuk says: “We not only increase production speeds but also allow companies to redirect valuable labour resources to more critical tasks. We are dedicated to helping businesses streamline their operations and enhance overall efficiency.”
T
01484 533356
W www.karmelle.com
Total Detection for Reliable Product Safety
Achieve uncompromising product safety with Fortress Technology’s exceptional inspection systems. From detecting contaminants to ensuring weight compliance, our metal detectors, checkweighers and X-ray systems are built to protect your brand while optimising efficiency.
Battery-run tool cracks strapping
The Paris All4Pack show in early November saw Mosca launch new strapping equipment, including the HUG batterypowered tool and the ‘intelligent’ TR-Connect machine.
The HUG combines flexibility and efficiency, says Mosca, allowing the strap to be tensioned, sealed and cut at the touch of a button. A touchscreen interface allows the user to set up any of eight different programmes and quickly alter the selection when changing product or strap. The system will always
adapt to the size, softness or rigidity of the package, the company claims.
The SoniXs TR-Connect has an integrated WebHMI interface which displays an array of machine performance data. This allows the operator to use the machine even more easily, says executive director of Mosca Direct France Christian Bésiat. “The SoniXs TR-Connect is more than just a machine,” he says. “It can be easily integrated into complex IoT applications.”
T 0115 989 0209
W www.mosca.com
System lifts rolls high on machine
Packline has developed a system for handling narrow rolls of labels and transferring them to exceptionally high load points on packaging machinery of up to 2.5m.
Created to meet specific needs, the frame includes a vertical spindle attachment designed to transport very narrow rolls of labels (160mm) from the pallet to the machine.
The vertical spindle tube has been shortened to allow accurate gripping of the narrow rolls, says Packline. In addition, the gripping fingers on the vertical spindle attachment have been shortened to ensure compatibility and a firm grip on the narrow rolls.
Rolls are picked up from the pallet in the vertical position and rotated to the horizontal for loading on to the machine mandrel.
The system has gearboxassisted handwheel adjustment for rotating between horizontal and vertical, and a manual gripping mechanism with electric lift and lower functions.
Roll grip and release is via another handwheel.
The stainless steel attachment is suitable for cleanroom and high-hygiene applications, such as food and pharmaceuticals, says the company. Its attachments are interchangeable and compatible with standard lifting equipment with a quick-release system.
T 01202 307700
W www.packline.co.uk
An on-demand digital printing system from Sealed Air now offers late-stage, customised branding and messaging on protective packaging.
The new Sealed Air AutoPrint has been designed to provide logistics and fulfilment operators with a flexible and efficient method of meeting customer demand for personalised on-box print, says the company.
It features a full colour CMYK printer, which automatically adjusts to
the height of the box, printing on up to 15 per minute.
AutoPrint can print on the top of boxes over an area which
can be up to 14cm wide, either on a white or brown substrate. Side printing options are also available, with plans in place to increase the total print width.
Executive director digital packaging Europe at Sealed Air Alessandra Secchi explains that brands and retailers are increasingly customising e-commerce packaging to engage consumers and drive awareness.
“AutoPrint can be easily integrated into a packaging
line to directly print customised designs and information onto a closed box,” she says. “On-demand printing saves storage space, labour resources and the risk of waste from unused preprinted boxes and labels.”
Operators can combine AutoPrint with Sealed Air’s I-Pack Automated Void Reduction Packaging system, which will automatically adjust pack sizes to the product.
T 01480 224000
W www.sealedair.com
Rolls can be lifted up 2.5m
The HUG battery-operated system displays up to eight strapping programmes
New Machinery
German machine range spans end-of-line needs
Friedheim International is now the exclusive UK and Ireland supplier of a new range of packaging machinery from German engineering company Heripack, which includes case-packers, palletisers and other end-of-line equipment.
The German manufacturer, with a track record going back to 1984, produces packaging machinery ranging from semiautomatic to fully automatic and including flap-folders, carton-erectors, sealers, case-packers, and advanced palletisers. The manufacturer frequently works with other partners to provide comprehensive or turnkey installations for primary, secondary, and tertiary packaging.
The fully-automatic SL-5000 casepacker facilitates fast format changeovers and reduce costs for our customers,” he says. “This partnership allows us to provide even greater value and strengthen our role as a technology leader in the packaging industry.”
according to Heripack. For example, even very large boxes with extremely soft material can be reliably filled and sealed.
Managing director of Friedheim International Darren Crane is enthusiastic about the new range.
“Heripack’s expertise in automation and its state-ofthe-art packaging solutions align with our own vision to enhance productivity
A newly-developed example of Heripack’s capabilities is the SL-5000 casepacker. It offers fully-automatic format changeover, allowing changes to be carried out in a very short time, says the German company. The machine is characterised by its flexibility and its ability to process a large format range,
Friedheim expects this exclusive partnership to play a pivotal role in addressing the rising demand for integrated automation systems across multiple sectors.
According to Friedheim, Heripack’s systems are renowned for their efficiency, adaptability, and sustainability.
T 01442 206100
W friedheimpackaging.co.uk
There are two X6-series systems
X-ray systems bring differing capabilities for bulkier packages
Mettler-Toledo Product
Inspection has launched the X6 series of x-ray systems, targeting the medium-to-large packaged product segment and multi-lane applications.
The new series consists of the X16 and X36.2 units, with both systems able to inspect products up to 500-600mm in length, while maximising productivity through easy-to-use design improvements, it says.
The supplier describes the X16 as an entry-level option and says it can support products up to 300mm in height, with conveyor speeds of up to 60 metres per minute.
The X36.2 offers high-level detection capabilities, MettlerToledo adds. With HiGain+ detector technology and ContamPlus software, it can provide additional completeness and integrity checks. 0116 235 7070
T
W www.mt.com
New-generation CO2 laser coders prove they can operate on drinks lines at speeds up to 30% higher than existing coders
Domino Printing Sciences has launched its nextgeneration series of CO2 laser coders, the Dx-Series, aiming to help beverage manufacturers prepare for future high-resolution coding requirements with no loss in production performance.
According to Domino, Dx-Series lasers deliver up to 30% faster coding than previous-generation CO2 coders, with no reduction in code quality, and are optimised for harsh
environments typical of beverage applications.
Head of laser and extraction
Felix Rief says the global laser market is expected to grow 10% year-on-year between 2023 and 2029. “This growth can be attributed, at least in part, to increasing demand for high-definition on-pack 2D codes, including QR codes powered by GS1,” he says.
“This is driven by the GS1 Sunrise initiative to see 2D codes accepted at the retail point of sale.”
These new code requirements are in turn driving the need for reliable, high-resolution on-product printing that won’t compromise production speeds, he adds.
The Dx-Series went
through rigorous customer testing during product development.
A prominent North American bottling plant was one of the first to trial the product, running at speeds of over 70,000 bottles per hour in high humidity. Over 30 million codes were successfully delivered, Domino reports.
T 01954 782551
W www.domino-uk.com
The system has been field-tested at high speeds
Informing, Inspiring and Connecting the Industry
Make sure you come along to the UK’s premier trade event for food and drink manufacturing, processing, packaging and logistics at the NEC, Birmingham from 7-9 April 2025 where you can:
• Connect with innovative suppliers, meet with peers and make valuable contacts
• Sample and source the latest innovations under one roof
• Gain valuable market insights from industry experts and have your say on hot-topic debates
Four shows. Three days. One venue
Installation News
Line adjusts for labels on boxed game edges
Board game and puzzle manufacturer Ludo Fact, based in southern Germany, is using two Herma applicators for tamper-evident lid-edge sealing labels on its boxed products, with a huge size range being run on the same line.
As production manager Andreas Kulle explains, every shift can see several, sometimes dramatic changes in format. “We make products whose packaging is extremely variable, from very small for a card game to quite large for a game box measuring 50 x 25 centimeters, for example,” he says.
Complicating the changeover process, any adjustments to the machine have to be made from one side of the production line.
The two Herma 500 applicators, running at processing speeds of 120 cycles per minute, do away with any requirement for a full film wrap around each product. But careful handling of the boxes to avoid
scratching or other damage is a high priority.
Kulle calls Herma’s solution “very clever, smart and smooth”. Guiderails ensure each box is in the right position, with adjustable top and split base-belt conveyors to be certain that each lid is firmly in place and the base stable.
As each box passes through a light barrier, the system uses the speed of the product to
determine where precisely the labels need to be applied, two or three labels to each side. All formats and box positions are retrievable from the control unit.
Two sets of sensors check that all necessary labels have been applied and folded down as they should be, Herma explains..
T 01440 763366
W www.herma.co.uk
TRANSIT & DISPLAY PACKAGING SINGLES, MULTIPACKS AND COLLATIONS CAN BE ACCOMMODATED
TRAYED AND TRAYLESS OPTIONS
100% RECYCLABLE MATERIALS SPARES & SERVICE
Infrastructure gives intake for creamery milk prime upgrade
Sycamore Process Engineering is supplying a new milk intake system upgrade for a major –but unnamed – European dairy co-operative at its Taw Valley cheese production site in Devon.
The project has seen Sycamore work with fellow process engineering company Boccard, which has delivered a mozzarella cheese production facility to the same site. This alliance leverages Sycamore’s specialised knowledge in dairy processing, it says, along with Boccard’s capabilities in large-scale projects.
“Together, we are designing and building innovative milk and whey processing for one of Europe’s largest dairy co-operatives,” says Hugues Vanbecelaere, business development manager at Boccard. 01963 441405
T
W sycamoreprocessengineering. co.uk
Sycamore worked with Boccard
Andreas Kulle (left) of Ludo Fact with Herma’s Richard Birk – and some games
Intralogistics conveying over half a kilometer co-ordinates apparel
Machinery Update, 149 x 225 mm, Sustainability, CC-en53-AZ093 12/24
Footwear and clothing distributor Gardiner Brothers has tripled its Gloucester warehouse capacity, with CKF Systems providing the automated intralogistics system for product picking, packing and dispatch.
The new logistics building triples Gardiner’s warehousing capacity to 230,000 square feet, with the company now handling some 2.8 million items a year.
CKF’s installation operates on four levels, with tote bins used as the transfer medium for the manually picked shoes and clothing from storage racking on each floor.
The different levels are connected by three vertical spiral conveyors, including a twin conveyor on a common inner support, to create a continuous recirculating system across all floors for the full and empty tote bins.
This installed network comprises approximately 500m of modular conveying and includes CKF’s range of ZPA accumulation and 24V transport modular conveyor sections, utilising the Interroll DC platform.
The system also integrates ifm vision-based reading of unique barcodes for task data, a Siemens PLC, Oracle factory management system and a comprehensive safety system based on Pilz relays.
T 01452 728753
W www.ckf.co.uk
Sustainability as the driver of innovation
We attach great importance to combatting climate change, feeding the world’s population and using packaging responsibly by ensuring resource-economical production and offering eco-friendly packaging solutions and efficient recycling innovations.
Gardiner’s new modular conveying
Drives system ramps up capacity of Italian recycled board machine
ABB is installing the sectional drives system for a new containerboard machine at DS Smith’s paper mill in Porcari, Tuscany, estimated to have an annual capacity of 450,000 tonnes.
DS Smith selected the PMC800 drive system in order to improve capacity, generate greater energy savings and achieve superior product quality, says general manager Massimo Basta.
Porcari specialises in recycled board
“Construction of the PM3 [line] is well underway and we look forward to its successful integration, which will make a significant difference to paper production in Italy,” he adds.
The mill is well-known for its recovered fibre and white liner products.
Other strengths of the drive system include fast start-ups, high reliability and easy integration with other mill automation, high levels of control precision and standardised communications.
ABB’s contribution includes induction motors and inverters. The PM3 machine is 8.6m wide and will produce recycled liner grades in a weight range of between 70 and 135gsm.
ABB says its drive systems have been installed in over 3,000 paper mills worldwide. T 01908 350300
W www.abb.com
Weighing platform has bakery control benefits
Promtek has revamped the weighing systems used by a Midlandsbased supplier of baked goods and bakery mixes, while minimising downtime and disruption during the installation process.
The company describes its StoraWeigh9000 platform as a feature-rich process control system that can handle any bulk material handling operation. It runs on all major Programmable Logic Controller (PLC) hardware and allows ingredients to be mixed freely.
“We listen and work together to deliver solutions; we never impose,” Promtek managing director Charles Williams explains.
“In this case we are absolutely delighted to have contributed to a significant uplift in productivity for another loyal customer.”
This particular customer’s loyalty stretches as far back as 1993, says the supplier.
Alongside the central platform, Promtek advised
on other changes, including scaling down the hand addition from six to three bins. This has since resulted in reduced pipework around the factory.
Blow lines were upgraded and replaced by modern vacuum exhausters controlled by the latest ‘soft start’ technology. This is said to have greatly improved both energy consumption and the lifespan of each motor.
In addition, Promtek instigated a full rewire to new control panels as well as remote access capabilities.
The software contains repeatable and consistent user-configurable setpoints to define the transfer speed between raw material silos and auto weighers. The variable speeds available on the control system allow operators to fine-tune production.
Historically, says Promtek, control of this entire section of the line was through a single HMI, but this proved inefficient and timeconsuming. The upgrade should decrease downtime.
T 01782 375600
W www.promtek.com
Kiwi package uses linerless label as its lid
A linerless label applicator installed by Zespri and supplied by Ravenwood Packaging is providing retailer Tesco with eye-catching lidding for its kiwis presented in a board tray.
The system is applying the label across the tray, both sourced from ProPrint Group, to act as the lid portion of the readily-recyclable, all-board pack. Sourcing both tray and label from the same converter ensures colour consistency. According to Ravenwood, this food-grade combination eliminates the need for the plastic flow-wrap previously used for the kiwis.
A Ravenwood Nobac 5000L linerless applicator is applying the lids to the cartonboard trays. With a speed capacity of 70 packs per minute, says the company, its applicator is playing a key role in meeting order fulfilment leadtimes.
Plate magnet extracts metal including staples from
US
grape harvest
A custom-designed plate magnet installed by Eriez on a grape harvesting machine in the northeastern US is contributing to worker safety while also avoiding potentially costly damage to a high-value grape press.
Magnetic material, including staples used in trellises, is reliably extracted from the harvest wagon’s infeed conveyor, says Vinewood Acres Fruit Farm owner Andrew Putnam.
“The challenge we faced
–
for unusual reasons
was to reliably remove all metal from a threeand-a-half-inch deep, thirteen-inch wide pile of newly-harvested grapes that were being conveyed through our grape harvesting machine at speeds of three to five miles per hour,” he says.
The SuperBrute Rare Earth Magnet that straddles the conveyor means that workers no longer have to ride alongside the harvest
wagon to visually check the mechanically-picked grapes.
T 029 2086 8501
W www.eriez.com
In addition to sleeving fixedweight, the Nobac 5000L can link to weigh-scales from a range of manufacturers for variableweight products as well as for checkweighing.
The project means that, for the first time, Tesco is showcasing a branded kiwi product in-store, rather than the traditional private-label alternative, according to the supplier.
Special tooling is used to die cut sections of the lid to resemble the ‘sun rays’ that feature in Zespri’s logo. This tooling can die-cut and remove waste at high speeds, says Ravenwood, making the system commercially viable for larger-volume runs.
T 01284 749144
W www.ravenwood.co.uk
Staff can optimise transfer speeds between ingredient storage and weighing
The magnet is customised to suit the conveyor
Installation News
Multiple robots pack coffee pods in varied case sizes for US brand
With the US as Cama’s largest and fastestgrowing market for automation, the Italian company invited Machinery Update to its factory to see how one system in particular had been tailored to the needs of a North American consumer goods manufacturer, which was due to take receipt of the line before the end of 2024.
The Cama section of the process uses a combination of 9 x delta and 2 x 2-axis robots to load coffee pods into small cases formed in another Cama module, inline with the packing operation.
“Every product needs its own machine adaptations,” explained executive sales manager Cristian Sala. “In this case, there is a double forming station to maintain line speed.”
Cama’s various sections of the line alone measure some 20m, he added. And as if that were not enough, the customer also had four large hoppers shipped over from the US to ensure that the system was not only customised but fully-integrated. Each hopper creates two single-file lines of pods into the Cama machine, or eight in total.
IN-HOUSE ROBOTICS
The pods, which are more like small sealed cups, arrive in different upright and inverted streams. The nine delta robots place them on to a puck conveyor ready for packing, alternating their orientation for maximum space efficiency.
“We developed the delta and 2-axis robots ourselves, so there is no third-party supplier involved for servicing, and so on,” Sala said.
The 2-axis robots group a complete layer and place them into the case which,
once filled, is then sealed in another unit.
Between 32 and 120 pods go into each case, and the infeed handles up to 2,400 pods per minute. A twin line supplied by Cama with a very similar layout manages some 1,800 pods per minute.
Photocells throughout the line check the presence of the case and product at each stage, and a checkweigher at the end of the line ensures that each caseload is complete.
In this instance, the customer had selected Cama’s Augmented Machine Assistance (AMA), where tags displayed prominently on the system allow access to an augmented reality (AR) feature which identifies the different elements within the machine, and which changeparts need to be swapped out. Those changeparts, as well as case blanks, can be loaded ready for use on a trolley, marketing
manager Paola Fraschini explained.
“In the past, customers used to have longer runs of production,” she said. “But now, runs have typically got shorter.”
Automation is taking off particularly fast in the US, which accounts for around 40% of Cama’s sales, as opposed to 30% for the whole of Europe, including Italy.
“These coffee pods would have been packed manually in the past, but the cost of labour has been increasing,” stated Sala.
There were further examples of systems being tailored to customer requirements, with other machines in the Molteno workshop including one destined for a different US company, this time in the petfood sector. Among others being worked on, there were lines: forming cluster packs around 125ml and 200ml nutritional supplement bottles; packing large ‘logs’
of cheese into cases, singly and in twos; loading four different types of wrapped cake into cases; and packing much smaller coffee pods, this time for a major European brand-owner.
DESIGN AND VISION
As well as designing and building its own robots in-house, Cama has a system engineering department which focuses on line layout and simulations. Its on-site packaging design department, meanwhile, is able to develop customised formats, such as the easy-open case used by the coffee pods. Other in-house capabilities include 3D printing for small parts, and the company has a partnership with the Politecnico university in Milan for developing vision systems.
Cama has around 180 staff at its new Molteno site north of Milan, and some 240 across the entire company including its six international subsidiaries, the largest of which is in the US.
T 01793 831111
W www.camagroup.com
Next to the machine, Cristian Sala (left) goes through the case sizes with MU editor Paul Gander
explains a Cama puck conveying system
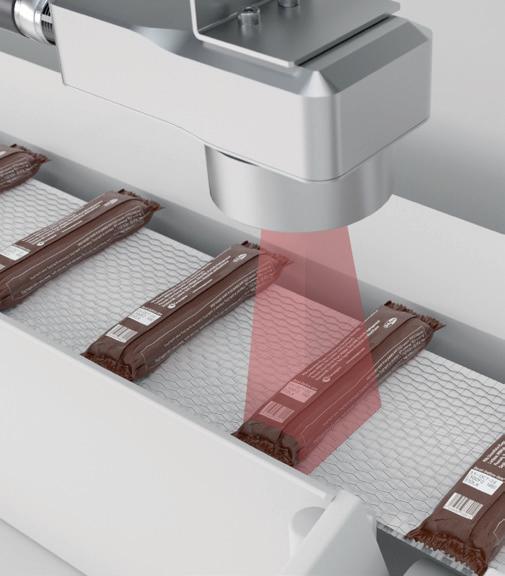
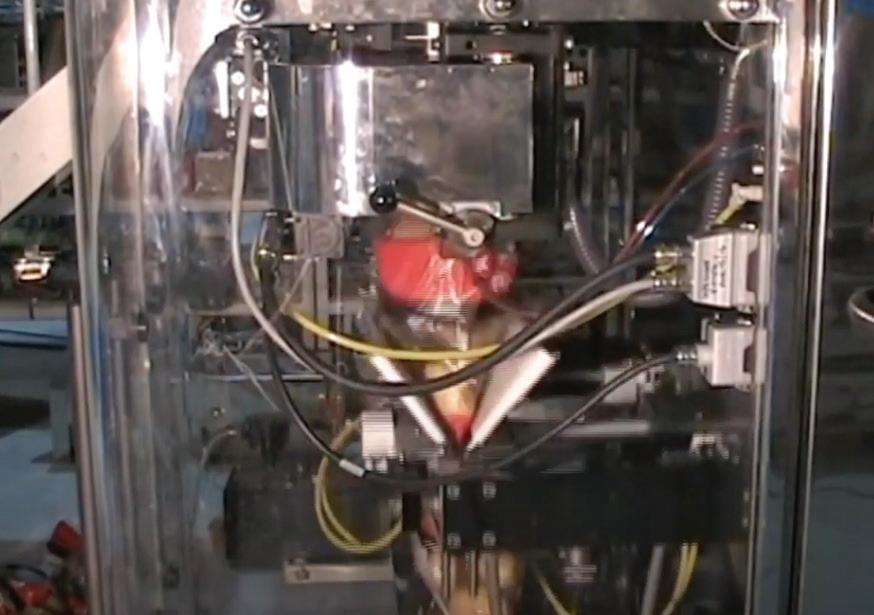
Vision system checks coding at high speeds
Twenty years on from installing a vision system for checking labels at a food canning plant, Identify Direct has returned and updated the system to meet current needs, capturing 2D codes even at high speeds of up to 13 cans per second in the very narrow window when they are visible.
According to Identify Direct, which trades as Machine Vision Technology, the increasing use of DataMatrix and other 2D codes meant that an imager-based reader rather than a traditional laser scanner was required. The company’s solution relied on a Keyence SR-X300 camera-based reader.
The image capture had to fit into a tight window between one end of the wraparound paper label being glued down and the trailing end of the label being fixed in place, by which time the
code would be covered up.
The code cannot be visible on-pack, in case it is scanned by mistake at the checkout.
Adding to the challenge, the cans are spinning at this
point, as labels are applied, and a long standoff distance was needed for the vision system due to the potential for contamination from hotmelt glue.
“The system is now in production, three shifts per day and six days a week, and has outperformed expectations,” says owner of Identify Direct Brian Castelino. “It has not required any specialist intervention from us the system integrators after the initial setup and training of the customer.”
The SR-X300 uses polarised light and cross-polarisation on the lens to virtually eliminate reflections from the strobe-like illumination.
An AI feature is said to boost the system’s reliability.
T 01926 563000
W www.identifydirect.com
Rocky road is much smoother thanks to compact flour sieve
An artisan bakery in Lancashire is using a Russell Compact Sieve from Russell Finex as an alternative to hand sifting of flour. Studio Bakery in the Ribble valley has a list of products spanning cakes, doughnuts, rocky road and scones. Having grown since its creation in 2017, it was looking for ways to make its baking process more efficient. Previously, every batch of baking began with floursifting by hand. One team member would spend a day sifting 16 kilograms of flour, which involved lifting heavy bags into the manual sieve.
T
020 8818 2000
W www.russellfinex.com
The sieve is especially compact
Image capture happens before the label is stuck down
Installation News
Unit automates dough dividing
Abusy Chinese bakery in Manchester has taken delivery of a twopocket Koenig Mini Rex dough divider and rounder from European Process Plant (EPP).
Wong Wong Bakery in Manchester’s Chinatown has been selling products, chiefly savoury buns, for over 20 years.
“We previously used an older piece of equipment from a Taiwanese manufacturer,” explains manager Lin Chan. “The size of dough it produced wasn’t the size that we needed, and it didn’t produce neat round individual pieces. We were aware of the benefits of a Koenig Mini Rex, and since its installation, have been extremely impressed by the consistency in product sizing, ease of use and increased productivity which the machinery has contributed to.”
The EPP team organised a day of training following the installation of the Mini Rex. The new system was in production the next day.
The efficiency and consistent product sizing has enabled Wong Wong staff to remove the task of cutting up the dough themselves, and refocus duties to other areas, simplifying processes and contributing to improved quality of the buns.
EPP is the exclusive distributor of Koenig in the UK.
T 01372 745558
W www.eppltd.co.uk
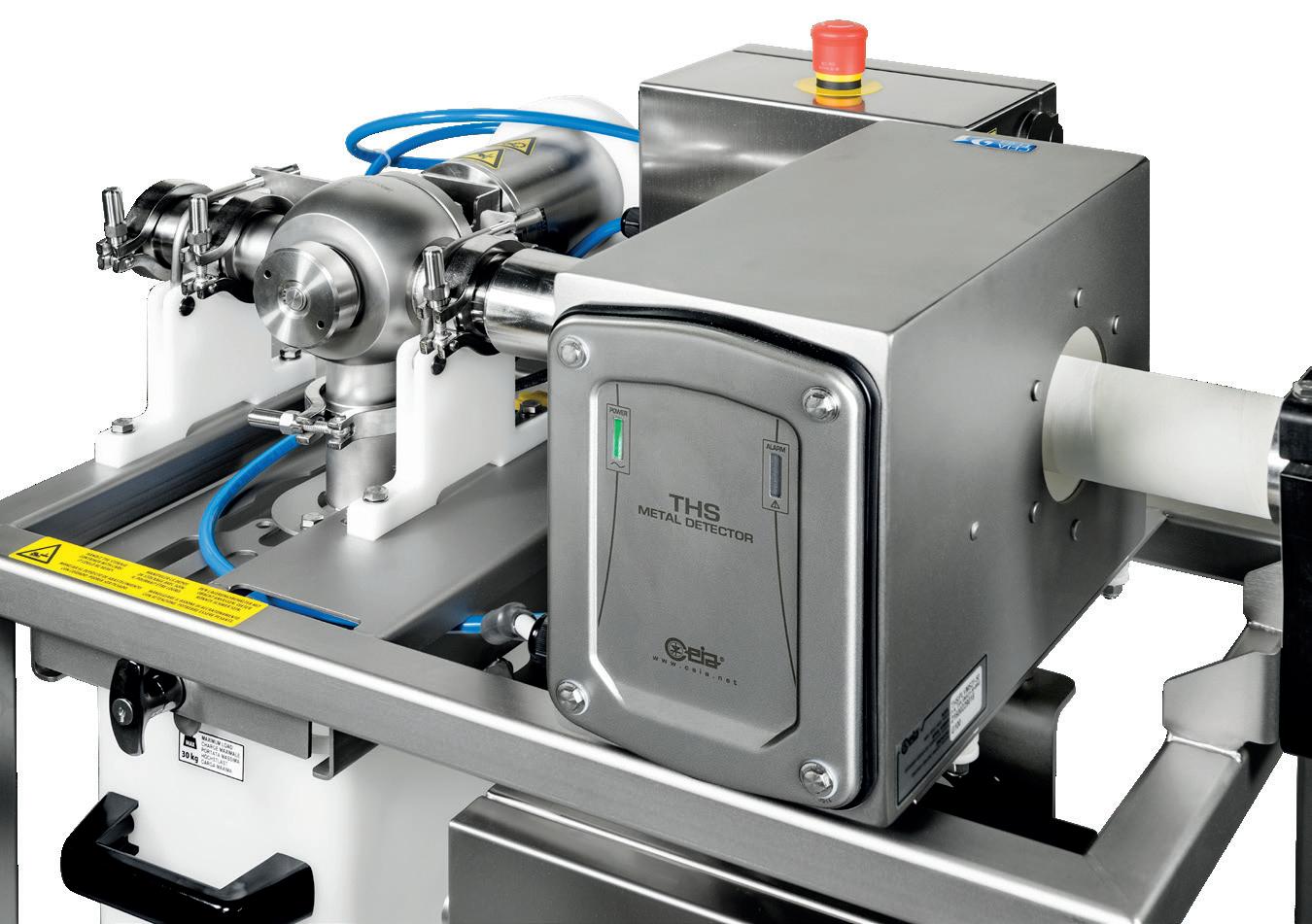
Pipeline detector trims meat costs
Aprocessor of Turkishstyle halal meat products based in Canada is benefitting from the installation of in-line Fortress Stealth pipeline metal detection technology, claiming to have reduced labour, processing and waste costs by up to 50%.
Solmaz Foods has a range including turkey breast, halal pepperoni, deli cuts and ‘sujuk’ sausage, and now occupies a 20,000-square-foot site and processes over 60kg of meat per month. Above all, the metal detection allows Solmaz to meet its regulatory requirements.
The company also uses endof-line metal detection, but president Mehmet Solmaz emphasises the importance of early screening. “That gives us better control and peace of mind that our products are safe,” he says. Being able to remove any small, contaminated portion of meat before processing and packing is especially valuable and gives the company a competitive advantage, he adds. This is the fourth in-line Fortress Stealth pipeline metal detector that Solmaz has installed.
T 01295 256266
W www.fortresstechnology.com
Shrink-pack line for rigid pharmaceutical packaging allows manufacturer to adhere to stringent
A rigid plastics packaging manufacturer requiring ISO Class 7 cleanroom conditions for pharmaceutical and healthcare applications has installed a shrink-packing line from Yorkshire Packaging Systems (YPS).
The manufacturer was setting up a new facility in the UK, moving production from overseas. As is common in pharmaceutical and healthcare packaging production, the new facility had to meet stringent Class 7 cleanroom standards,
cleanroom standards
Air flow and air quality, temperature and humidity all require careful control
including requirements related to air flow, air quality, as well as temperature and humidity control.
“YPS supplies a wide range
of automated packaging equipment, so we can find the ideal system for any production environment, matching a machine’s specification
to our customers’ precise requirements,” explains YPS managing director Glyn Johnson.
The new line consists of a Pratika 56 MPE X L-sealer and double-chamber shrink tunnel. This particular model of L-sealer is servo-driven with no requirement for compressed air. This detail is particularly helpful in meeting Class 7 requirements related to air flow control.
T 01484 715111
W www.yps.co.uk
Loading dough into the new divider
The Stealth pipeline detector is installed in-line before processing and packing
•
•
•
KEY FEATURES
• HIGH SENSITIVITY TO ALL METALS
• INTEGRATED CONTROLS for line speed and rejection
• HIGH IMMUNITY to environmental interference
• AUTOMATIC LEARNING & TRACKING of product effect
• DIGITALLY ADJUSTABLE BELT SPEED
• RUGGED AISI 316L stainless steel CONSTRUCTION and food-compatible plastic parts (EU, FDA COMPLIANT)
Feature: Ready meals & convenience: intro
From versatility to sustainability
Not only packaging materials but also models of machinery can affect ready meals’ sustainability
Beyond concerns such as value, novelty, adaptability, food safety, nutrition and labelling, the ready meals and convenience categories are – often through retailer own-label products – working hard to establish their environmental credentials. Increasingly, the choice of individual machines can have an impact in this critical area.
One example of this is the TX 6 series of traysealers from Multivac. With multipleinfeed options and quick changeover, the system covers many of the most strategic bases when it comes to ready meals. Last year, says the company, it provided a customer with a TX 6, improving performance and minimising rejects. In the process, Multivac clams to have saved its contract with a major UK retailer. Depending on the application, these lines can eliminate the need for cooling water and dramatically reduce the need
Spencer using board trays for dry products such as filled pasta, among other items, operations to form and glue these trays are taking on new importance.
Boix offers its MCT machine to perform just such a role, claiming that by automating this process, the system allows food producers to transition seamlessly from plastics to board packaging – including leakproof trays.
For secondary packaging, Eco Pack Technologies (formerly Trak-Rap) advocates the use of stretch-wrapping instead of shrink lines for ready meals and other prepared foods.
Heat now being an expensive commodity, says Eco Pack, huge savings of over 90% can be made on energy costs – with a dramatic reduction in carbon emissions, too.
Multivac’s TX 6 traysealers can run on plastics or on other materials
for compressed air, which ultimately saves on energy consumption, it adds. With the use of fibre-based trays on the rise, the machines are said to run without any limitations, whether with traditional plastics or these alternatives.
With UK retailers such as Marks &
Thinner films can be used than with shrink systems, the company adds, reducing plastics usage by up to 70%, as well as options such as polyethylene with 30% recycled content, biodegradable and compostable films.
Further considerations for convenience food manufacturers include hygiene and ease of cleaning, quality control and versatility in the face of changing customer requirements. The following feature offers updates on these and many other issues.
W www.boix.com
W ecopacktechnologies.com
W www.multivac.co.uk
Feature: Ready meals & convenience
Ease of cleaning in machinery begins with components
Hygiene starts, quite literally, with the nuts and bolts of machinery design, through larger components such as motors, all the way up to the overall finish and hygiene protection rating of the line as a whole.
Here, the ready meals sector plays a special role with its demands for a wide – and constantly evolving – range of high-hygiene equipment.
At the level of handles and knobs, WDS Components supplies items in multiple styles and sizes of high-grade 316 stainless steel. Smooth designs and recessed or hidden fixings increase their aesthetic appeal, says the company, while providing easy-to-clean surfaces.
Technical manager Sam Wilkinson explains that its stainless steel range is constantly expanding with 303, 304 and 316 grades. “Our wide range of parts in INOX 316 stainless steel have superior anti-corrosive properties, and ability to withstand repeated cleanings and water exposure,” he says. “The ease of cleaning of these parts helps to maintain strict hygiene standards.”
When it comes to motors, Lafert says its stainless steel Marlin range is both lowmaintenance and easy to clean.
The smooth machine bodies have no cooling fins or other awkward crevices or catchment zones, avoiding features that would make them difficult to clean and consequently might create contamination risks. Even the motor information is laser etched into the motor bodies, says the company, to eliminate
Clean designs rise and shine
Conveyors that rely on vacuum can handle many ingredient types utilised across the ready meals and convenience food categories, says Volkmann
the need for motor data plates. Their IP69K/CIP rating means the motors will withstand highpressure washing. This, in conjunction with their smooth bodies, make the motors easy to clean in-situ, even while still mounted on machinery.
For the clean and hygienic transport of different ingredients, especially powders, Volkmann points out that vacuum conveying can minimise dust generation. By using vacuum, these systems can keep the production environment clean and improve working conditions, the company argues, adding that its equipment is approved by the US Food & Drug Administration (FDA). The material transfer is hygienic and sanitary, it says, with few mechanical contact parts.
Each receiver has a simple assembly to allow quick and easy manual dismantling and cleaning to avoid cross-contamination, says Volkmann. Its VS and PPC series of vacuum conveyors feature a stainless steel modular design with clamp rings allowing no-tools assembly and disassembly for cleaning and fast product changes.
Hygienic design is essential in other areas of ready meals and convenience production and packaging, with the expectation that all equipment will be constructed to the required washdown standard, in particular.
In the case of the TSA 400, the latest automatic traysealing system from Ulma Packaging, this means an IP65 protection rating. According to Ulma, the hygienic design features easyto-clean surfaces and tool-free belt disassembly. It confirms that these details align with the strict cleanliness standards required in this category. Nor, of course, are these hygiene provisions unique to the very highest-output machines. The company describes the new machine as being for low-tomedium-output environments, operating at speeds of up to 23 cycles per minute in either single or double-line mode and able to run while applying modified atmosphere or vacuum. W www.marlinstainless.com
W www.ulmapackaging.co.uk W volkmann.info W www.wdscomponents.com
Category jumps multiple hurdles
The convenience sector faces quality control puzzles and much more, says Minebea Intec
Some suppliers to the category argue that ready meals manufacturers have to negotiate more challenges than might at first be obvious to an outside observer and, potentially, more than some other food industry segments.
Providers of checkweighers, metal detectors and x-ray systems Minebea Intec has seen demand for its inspection equipment increase year-on-year as a direct result of growth in ready meals and packaged convenience foods.
Country manager for the UK and Ireland Peter Walker emphasises the number of hurdles that convenience food manufacturers have to overcome. “It’s not as simple
as just manufacturing food on a large scale and depositing it into containers,” he says. “There’s so much to consider as they need the quality to be consistent and free from foreign bodies as well as ensuring that portion sizes are correct without wasting or giving away product.”
Further challenges arise from pressure on factory space and the need to change line configurations over time.
“Just another way of providing flexibility to change with market and factory requirements over the life of the equipment.”
The Minebea Intec CoSynus combination checkweigher metal detectors are built in-house and fitted with the supplier’s own Vistus or Mitus metal detectors. Meanwhile, the BLUE human machine interface, according to the company, takes production data to the next level.
inspection
“Our checkweighers and combination systems are among the smallest footprints to be found due to our unique designs, which incidentally also means that we have the only available height-adjustable checkweigher across a range of 600mm to 1,100mm,” says Walker.
When it comes to x-ray, it says, the Dylight system was designed with convenience foods in mind.
Manufacturers may not realise that x-ray is often used for more than just foreign body detection, Minebea Intec points out. It may be used for other quality controls, such as fill level, positioning or missing components. While a checkweigher can determine and control the overall weight of a product, an x-ray can work out the ratio of components in separate compartments of a package, for example.
The company also supplies off-line and in-line weigh-labellers, vision systems, recipe systems and data-collection software, among other products.
T 0121 779 3131
W www.minebea-intec.com
Dylight for x-ray
The CoSynus combi system
Control software plays a key role in the sector
Improved controls can mean quicker installation, faster turnaround, an even better set of inspection options, and data-based decision-making
Control systems are naturally of importance to any process or packaging operation, but with prepared foods, an ability to handle changeovers, maximise yield and be equipped for uncertain future demands is valued particularly highly.
With the i3 traysealer from MPE, control (and much more) is entrusted to Omron’s SYSMAC platform, which the supplier characterises as “the first integrated development environment to bring logic, motion, robotics, human machine interface (HMI), vision, sensing, safety and 3D simulation together in one single platform”.
MPE underlines another aspect to this small-footprint, high-throughput system.
“One of the key features is that the machine is all electric. There are no pneumatics, which provides energy savings and a quicker payback on investment,” says technical director John Hodgkiss.
There is a strong element of future-proofing in the application of SYSMAC.
“We’ve made the machine as mechanically simple as we can, with as few components as possible, and really focused on the software,” he says.
“That way, we can easily add capability and improvements by updating the software, rather than having to rewire anything.”
As part of what it calls the advanced software suite running its automated weigh-pack equipment, Marco highlights its Yield Control Module (YCM) which, it says, allows producers of ready-to-eat (RTE) foods to monitor waste levels in real-time and adjust as necessary.
One company producing sandwiches installed Marco’s system to replace standalone takeaway scales. Of its previous system, it says: “Line changes were time consuming and by the time we had analysed line production data, the ‘moment’ had come and gone.”
The new weighing system was installed with minimal disruption, according to the customer. “Our operators found the new system extremely easy to use and we are now seeing significant benefits in terms of reduced
Marco says its weighing technology offers “unparalleled accuracy”, ensuring that each product meets exact weight specifications. This precision is especially vital in the RTE industry, it says, where even slight variations can lead to significant product waste and affect profitability.
Marco adds that its software – like its hardware – is designed to help manufacturers comply with the strict food safety standards and regulations governing the RTE sector.
Like traysealing, cartoning is often an important element within ready meal and convenience packaging.
Mpac has added the Ostro to its range of continuous-motion cartoners, with a focus on midrange applications and speeds of up to 180 cartons per minute.
Alongside toolless changeover within just 15 minutes, the company emphasises the system’s controls, both in terms of access via a “powerful” human-machine interface
MVTec’s HALCON vision control software (left) is allowing PackCheck to carry out multiple inspections, while Marco offers much better giveaway control
The i3 traysealer relies on Omron’s SYSMAC platform
and dashboards, and also the amount of data collected. According to Mpac, digital and remote services monitor and flag trends and events, keeping all data, from all machines, in one place and accessible anywhere.
Having this level of insight at their fingertips, says the company, customers can make data-driven decisions based on an in-depth knowledge of their machines, along with key environmental and sustainability metrics such as power consumption, temperature, and air pressure.
Quality control will always want to maximise the reassurance offered to retail customers, whether in terms of the relevance and completeness of alphanumeric text on the pack, correct matches, completeness and readability for barcodes and 2D codes, or the quality and completeness of the product itself. All of these capabilities combine in PackCheck’s modular inspection system, which uses up to four cameras in each unit.
Netherlands-based PackCheck developed its own ViTrack software to control the system, but the machine vision software is HALCON from MVTec, represented in the UK by Multipix.
The machine vision controller can run optical character recognition (OCR), code reading, blob analysis and matching. Checks include best-before dates and allergen labelling, as well as an inspection of the product surface. All of this can be carried out at speeds of up to 100 packs per minute.
“Our customers are achieving their economic
goals with the platform, such as improved efficiency, better employee utilisation, and less waste,” says PackCheck co-owner Peter de Jong.
“The inline quality inspection really checks every single product, resulting in a drastic reduction in the number of product recalls.”
W www.marco.co.uk
W www.mpac-group.com
W www.mpe-uk.com
W www.multipix.com
W www.omron.co.uk
Technology inspired by human talent
The Ostro collects a wealth of data
Feature: Ready meals & convenience
Ishida
equipment is packing sausage rolls at high speed
Sausage rolls, that convenience item par excellence, have proved so popular for Danish bakery Easyfood that it has installed a dedicated packing line from Ishida that combines a count system with a CCW-RV multihead weigher.
The company originally produced its individually quick frozen (IQF) sausage rolls on two existing lines shared with other products. But as they increased in popularity, Easyfood no longer had the flexibility to switch easily between these and the rest of its products. A line specifically for the sausage rolls was identified as the best route to maximising production.
The line, designed and installed by Ishida’s Danish agent Sealing Systems A/S, has delivered high uptime with the weigher, and helped Easyfood increase its production output by up to eight percent more than it had initially budgeted for with the line.
In addition, says Ishida, the consistency of pack weights has been significantly enhanced while reducing product giveaway to a minimum. At the same time, the company has been able to move its operations on the line to a four-day week with extended daily shifts.
The Ishida CCW-RV-214W-1570-WP is a 14-head model that is certified waterproof for frequent washdowns. The machine at Easyfood is weighing sausage rolls
Counting and weighing mix
The weigher can handle sausage rolls of any size from 50mm long up to 210mm and is designed to be easily dismantled for washdown
in various sizes, from 50 to 210mm in length, and with different fillings. It features large 7-litre hoppers capable of handling all product sizes.
Importantly, the weigher operates in ‘count priority’ mode, converting the weight to numbers to calculate the final portion, which ranges from five to 55 sausage rolls for each bag. Previously the sausage rolls were counted by a tally system, but this posed some challenges in achieving an accurate count.
MEETING HIGHER DEMAND
“With the great flexibility of the Ishida weigher and its accurate count priority feature, we have achieved the additional capacity that ensures we can meet the high demand for our products,” says Easyfood chief technical officer Svend Østergaard. “The weigher is also easy to operate and very reliable, having run flawlessly since its installation.”
For the high volumes of sausage rolls packed for the food service sector, the weigher uses
a ‘multi-dump’ mode to deliver several weighments into the same bag in quick succession.
The CCW-RV-214W is capable of speeds of up to 90 weighments per minute. At Easyfood the speed of the line is typically governed by the amount of product that can be supplied to the weigher or by the speed of the bagmaker.
Standard speeds are around 70 packs per minute (ppm) for the smaller products and 15 ppm for the larger ones.
“We chose Sealing System A/S because of its ability to offer a complete line solution as well as its use of premium, high-quality equipment,” says Østergaard.
“The new line has given us excellent flexibility and high capacity, and the Ishida multihead weigher has been central to achieving and maintaining these key objectives.”
Easyfood has installed a wash wall for the easily-removable contact parts, enabling quick and efficient cleaning.
T 0121 607 7700
W www.ishidaeurope.com
Protect what matters.
Prepare for foreign bodies and product weight errors.
Did you know that up to one in four food recalls is due to foreign body contamination? Our solutions are engineered to safely secure your brand, your products and your consumers from contaminants and beyond. From weighing ingredients to controlling recipes and fill levels to inspecting final packaging, we’re here to support you: For food safety in any form!
» X-ray inspection » Metal detection
» Checkweighing » Statistical process control
Feature: Ready meals & convenience
The ability of equipment – and equipment design – to mould itself to the specifics of an installation or to broader trends is nowhere seen more clearly than in the convenience foods category, sometimes at the relatively basic level of line speed or reprogrammability, but often in more complex ways.
On the process side, says S4 Engineering, manufacturers face new challenges in production thanks to the rise in demand for high-protein, nutritionally balanced ready meals.
One noticeable change, it says, has been the use of protein-rich components like plant-based isolates, lean meats, and alternative proteins. These materials often behave differently from traditional ingredients, requiring adjustments in processing. The company has, for example, adapted its mixing systems by re-designing the blades or impellers of its high-shear mixers to ensure that powders and fibrous proteins are evenly dispersed.
“Today’s consumers demand texture as much as nutrition,” says chief executive Shane Few.
“Creating smooth, creamy sauces for high-protein meals requires carefully balancing the interaction between protein and emulsifiers during mixing.”
Robotics accounts for many of the most flexible systems handling product and packaging, and in the case of Brillopak, this has spelt success for its UniPAKer
How to be adaptable
Retailer demands keep ready meals manufacturers on their toes, but automation may have the answer
pick-and-place robot. Available as a single or dual cell, depending on speed requirements, the system can be found on ready meal and wider processed food lines loading, for example, packaged product into supermarket crates ready for delivery.
Where complete packs require a range of additional elements such as sachets, the company now offers a lineside robot. This can not only deposit a sachet of dressing on a salad, for instance, but also use the option of onboard vision to check whether all
the necessary meal components are present.
“A large number of manual operators are used in packing processes within the convenience food sector,” says technical director Peter Newman. “Consequently, it has the most potential to make a significant return on investment when investing in automation.”
At times, the role of automation is the fairly obvious one of responding to the need to deploy some or all of the workforce elsewhere. Increased output at Branston Potatoes’ new mash factory
meant that up to 12 workers were required to hand-label up to 20,000 board sleeves per day for its potato products.
By investing in the RF Lite off-line coding system from Rotech, the company has been able to code 15,600 sleeves in just two hours, with only two operators involved. It has also improved the accuracy of the code positioning.
On other occasions, the key element of flexibility is speed – keeping pace with upstream line equipment so as not to form a bottleneck. One producer of instant
S4 Engineering reports that high-protein ingredients can pose challenges, requiring careful balancing in the recipe
noodle meals was looking for a shrinkwrap system that could match the speed of its automatic pot filler.
In response, Yorkshire Packaging Systems (YPS) was able to supply a servodriven side-sealer, capable of running at up to 10,000 cycles per hour, twinned with a double-chamber shrink tunnel. Vacuum belts contribute to overall process speeds.
At the same time, YPS says the manufacturer has reduced plastics consumption by some 64% by moving from 35-micron to 12.5-micron film, which the supplier claims is the thinnest available on the market.
Where operations need to raise output while containing – or even reducing – energy consumption, the latest automated systems are
Packaging Automation’s REV series
increasingly able to help.
Packaging Automation says its REV Series of traysealers offers much more than high speeds and all-electric operation.
The series integrates PowerDrive technology, an innovative feature that eliminates the need for compressed air. This significantly reduces energy consumption by up to 50%, says the company. Such an
energy-efficient approach aligns with sustainability goals while delivering cost savings, it adds – key advantages for ready meal manufacturers operating in competitive markets.
The series of traysealers runs from the compact and versatile REV3 up to the highspeed REV5. The adaptability theme carries through to a capability to run a variety of tray sizes and film types.
Finally, dosing is a critically important function for many ready meal lines. Here, customers will look for the ability to manage the widest possible range of ingredients.
Sealpac UK supplies the Leonhardt range of dosing systems which, it says, handle everything from rice, pasta and salads to sauces and other complex, sticky products.
Sealpac sales manager Tom Hughes underlines the durability and reliability of these dosing units.
“They’re designed to handle products gently, so the texture and appearance stay spot-on during dosing,” he says.
“Plus, the clever design makes them easy to take apart and clean, which is absolutely essential for maintaining the high hygiene standards needed in food production.”
Dosing speeds can be up to 60 cycles per minute. The systems are available in models designed to IP67 and IP69 hygiene ratings.
W www.brillopak.co.uk
W www.pal.co.uk
W www.rotechmachines.com
W www.s4engineering.co.uk
W www.sealpac-uk.com
W www.yps.co.uk
Stainless Steel Cable Management Systems
Feature: Ready meals & convenience
Never unprepared for prepared foods issues
Automate UK members have a track record of problem-solving when customers identify challenges in ready meals and convenience foods
Where the ‘convenience foods’ category begins and ends is a matter for debate, and there are arguably potential overlaps with other categories such as baked goods and confectionery – not least in the dynamic area of cereal and protein bars.
As technology supplier Emerson explains, mass-producing protein bars presents challenges for manufacturers, particularly during the portioning stage. Ingredients such as whole grains, nuts, dried fruits, flavourings, and coatings vary in texture. Some are sticky or chewy, while others are crisp or hard, as the company’s Mehdi Taki points out.
“This variability makes consistent portioning from large product sheets difficult,” he says. “Traditional mechanical cutting methods struggle to handle these diverse textures and compositions. Friction during cutting can cause crushing, cracking, or uneven portions, leading to product loss and increased waste. The sticky residues left behind by cutting blades can also cause
Ultrasonic cutting reduces cleaning and downtime frequent cleaning, downtime, and the use of release agents.”
Taki is area sales engineer for Branson Ultrasonics at Emerson, and it is this cutting technology that the company claims can overcome many of the challenges with this type of product.
“It eliminates the limitations of
traditional cutting methods by providing frictionless, precise cuts, even for sticky, soft, or multi-layered foods,”
he says, adding that this system is highly versatile, effective for foods of diverse textures, and has been adopted by many manufacturers.
ONLY THE BEST VIBRATIONS
Each ultrasonic food-cutting system consists of a ‘stack’, says Emerson, with four main parts: the power supply, which converts AC electric voltage into highfrequency energy; the electromechanical converter, which transforms electrical energy into mechanical vibrations; the booster, which controls the amplitude of the blade’s motion; and the cutting horn, or vibrating blade that performs the work. Compared to conventional knife-based systems, Emerson claims, ultrasonic cutting reduces cleaning requirements and downtime by up to 90%. Systems can be customised for specific applications, from firm, soft or frozen foods to cakes and prepared foods, fudge, candies and protein bars.
Emerson says that ultrasonic cutting (left) is ideal for protein bars, while Multipond (right) stresses both the efficiency and hygiene of multihead weighing
When it comes to ready meals, food manufacturers may grapple with the need to handle and portion multiple types of ingredient. As Multipond emphasises, multihead weighers are often relied upon to deliver the precise amounts of protein, vegetables, pasta, rice, spices and other meal components that are promised on the label. This consistency is essential for companies like Unilever, it says, which rely on high levels of accuracy and quality in their branded products to meet market standards and enhance customer satisfaction.
Sivafrost is another large-scale user of Multipond weighing technology, this time in the frozen prepared foods category. Hygiene is clearly as important as efficiency, says the supplier, notably where different ingredients are handled on the same line. A user friendly human-machine interface (HMI) makes for a quick and seamless product changeover, it adds.
CUTTING WASHDOWN TIMES
As Multipond points out, its weighers offer flexible design, with different models and sizes to suit every setting, from smaller operations to large-scale manufacturers. Responsiveness to hygiene needs is especially apparent with Multipond’s J-generation models, which reach IP69 standard. This feature is particularly important for companies like Unilever, it says, as this minimises product changeover time, and so increases factory efficiency. At the same time, the accuracy of its systems can help companies such as these, whether in the ambient or frozen food sectors, to reduce product giveaway and support efficiency in that sense, too.
In the packaging arena, ready meals and convenience items face an array of challenges. For Paramount Packaging Systems, a key question for many food manufacturers is how to provide a hermetically-sealed pack to preserve freshness and flavour. It claims the Fuji flow-wrappers that it supplies can be a “game-changer” in terms of extending shelf-life.
In some applications, Paramount states, clear, high-barrier film can replace other formats such as thermoformed trays. “Customers have seen a 60% reduction in plastic contained within their packaging solutions versus thermoformed packaging, while also noticing substantial saving in electricity required to run the machinery,” says sales director Aaron Bessell.
It was indeed in 1974, Busch Vacuum Solutions in the US reports, that Koenemann Sausage, a meat processor in Volo, Illinois, first purchased an Auto Vac swinging hood vacuum sealer. This was equipped with a Busch R5 rotary vane vacuum pump, used to remove oxygen from the packaging.
When Koenemann closed its doors in 2014, says Busch, Volo Quality Meats acquired the business, including the vacuum sealer and its original R5 pump. Only now, it adds, after nearly 50 years of continuous use, has the pump finally begun to show signs of wear.
Finally, with the focus so squarely on problem solving in the here-and-now, it might appear odd to include an example which starts with the words: ‘In 1974 …’. But then, if the most effective solutions are the ones that remain in place the longest, then a pump that has stayed in operation for just under 50 years probably fits that description.
Busch operates a vacuum pump exchange service, and the old pump has been replaced with a refurbished R5 RA 0100. This vacuum pump, too, is known for its durability and lowmaintenance requirements, says the supplier, making it an ideal choice for a busy meat-packing operation where minimising downtime is critical.
W www.busch.co.uk
W www.emerson.com
W www.multipond.com
W www.paramountpackaging.co.uk
Simmatic can tailor all Magic Grippers specific to a project’s demands. With vacuum generated at each cup to handle foods, films, foils, bags, boxes, glass, steel, wood or laminates, jars or bottles –the list is endless!
The Busch vacuum pump, originally installed back in 1974
Feature: Ready meals & convenience
Make inspection product-specific
Anything from dust in dried noodles to product effect can have an impact, states Mettler-Toledo
Different prepared foods may be dry, wet, chilled or frozen, and whether quality control encompasses metal detection, x-ray, vision, checkweighing or other technologies, manufacturers need to adapt their inspection protocols to suit the product and the production process.
Segment marketing manager at Mettler-Toledo Miriam Krechlok cites the example of dry prepared foods such as instant noodles, dehydrated soups and rice mixes, which pose some specific challenges when it comes to ensuring food safety and quality.
“One of the primary issues is the generation of dust and fine particles during production,” she points out. “These particles can obscure contaminants, making detection difficult as they interfere with inspection systems.”
Nor is dust the only problem.
are employed,” she says. “These systems use multiple detection frequencies simultaneously, allowing the equipment to distinguish between the product and actual contaminants.”
The same issues during dough preparation apply to pizzas, for example. They and other chilled and frozen ready meals from microwaveable dinners to takeaway salads present barriers of their own. Special care has to be taken with frozen items. “As frozen products progress through the production line, inspections must be quick to prevent thawing, which can compromise both product quality and safety,” Krechlok emphasises.
Of course, this is also about regulation. She explains: “Manufacturers must confirm that their products comply with stringent food safety regulations, such as the EU’s General Food Law (EC 178/2002), which holds producers responsible for the safety of their food at every stage of production, or the US Food Safety Modernisation Act (FSMA), which focuses on preventing contamination by requiring proactive safety measures.”
The company’s x-ray inspection runs on many ready meal lines
Where metal detection is applied to instant noodles, product effect can kick in at the dough-forming stage, with high moisture or salt content disrupting the metal detector’s magnetic field.
“To combat product effect, advanced metal detection technologies, such as Multi-Simultaneous Frequency systems,
Demand for ever-evolving inspection technologies is at an all-time high, says MettlerToledo. “Enhanced detection sensitivity is enabling the identification of smaller contaminants, while the integration of artificial intelligence (AI) and machine learning is improving accuracy and reducing human error,” Krechlok adds.
T 0116 235 7070
W www.mt.com
Gears to help hand in worm-and-wheel application at joints
RA Rodriguez is supplying Polish prosthetic limb specialist Aether Biomedical with gears for the finger joints of its Zeus bionic hand.
The KHK gears supplied by the UK company are wormand-wheel pairs, providing the reliability and strength Aether needed, says production manager at the Polish company Rafal Pilaczyn’ski.
“They stood out not just because they fit our technical requirements perfectly, but also because of their exceptional performance specifications,” he explains. “Their maximum allowable torque was significantly higher than similar-sized gears from other suppliers –sometimes by several times over.”
The Zeus hand has over 150N of grip force and 35kg of lifting capacity, says RA Rodriguez.
T 01462 670044
W www.rarodriguez.co.uk
Safety gate system has compact, smart design
Pilz has introduced a new safety gate system called PSENmgate, said to combine the established safety locking device PSENmlock and the control element PITgatebox in a compact solution that requires less space on the safety gate.
The company says its new system offers maximum protection against manipulation, safeguarding safety gates and ensuring smooth running of the production process. It does this while saving space on the machine’s exterior and saving on installation time, thanks to the simplified wiring, says Pilz, consisting of a single plug-in connector.
locking up to the highest category, PL e, Cat 4.
An additional advantage, says Pilz, is that several safety gates can be connected in series quickly and simply, again with reduced wiring requirements.
The company says PSENmgate will protect the process and the operator around applications such as enclosed robots. The system is said to guarantee safe interlocking and safeguard
PSENmgate is energyefficient, it adds, reducing power consumption through its bistable locking principle. In the event of error messages, comprehensive diagnostics via four LED indicators and a diagnostic output
allow a fast response to status changes.
Various control elements are built in, according to the supplier, from illuminated buttons to E-STOP buttons and an escape release, with a range of handles to choose from, too.
In conclusion, says Pilz, the end-user receives a sustainable product, reduces downtime on the line and increases productivity.
T 01536 460766
W www.pilz.co.uk
Feeding and handling equipment integrates with broader cylinder, valve and pressure technology in one-stop-shop
Following the acquisition of feeding and handling systems supplier Afag by Emerson, its product range is being integrated into the new owner’s automation portfolio.
With all content on the Afag website, including product documentation, data, and certificates, migrating to Emerson’s website under the AVENTICS brand, the company says this will streamline access to the various automation offerings, with OEMs now able to find
different options in a single location.
They will also benefit from single-source access to a broader range of machine automation experts, says Emerson, as well as pneumatic and electric solutions to optimise equipment performance.
Over the coming months, Emerson says it will gradually rebrand Afag’s products under the AVENTICS name, while maintaining consistency and continuity in the products
themselves. Customers will still be able to contact their existing representatives for ongoing assistance, it adds.
This process of migrating
content and of rebranding began in mid-October. Emerson first announced it was acquiring Afag in August 2023.
The legacy AVENTICS portfolio includes cylinders, valves, air preparation and pressure technology.
The newly-incorporated Afag range of equipment adds vibratory feeders, refill devices, control units, linear and rotary axes, rotary modules, grippers, and more.
T 01695 713600
W www.emerson.com
The system saves both space and energy, and simpler wiring reduces installation time
The bionic hand has a firm grip
The Emerson website is evolving fast
A single sensor runs code checks and optical character verification
Leuze has added to its Simple Vision portfolio with what it says is a powerful dual-function sensor able both to verify 1D or 2D codes and carry out an optical character verification (OCV) check on alphanumeric text. Anyone looking for a particularly powerful sensor for print quality verification, says Leuze, can now find what they need in the DCR 1048i OCV. It can read 1D/2D codes within one application and also check quality using the OCV process. This makes it possible to reliably determine whether the best-before date, batch or other printed information is present, complete and legible.
It can be ‘taught’ to detect defects
According to the supplier, users can set the vision sensor up for OCV print quality verification quickly and easily. All that is required is to present it with a reference image of optimum print quality. The DCR 1048i OCV will then reliably detect defective printing – for example, due to clogged print heads, low ink cartridges, or adhesion problems. Once the threshold value is set, says Leuze, products recognised as defective can be rejected.
T 01480 408500
W www.leuze.co.uk
CVK Series
BLE2 Series
MACHINERY FINDER
EX-HAZARDOUS AREA EQUIPMENT
MOUNTED BEARINGS
PILZ Automation Technology
Pilz House, Little Colliers Field, Corby, Northants, NN18 8TJ
Unit 4 Anglo Office Park, Lincoln Road, High Wycombe, Bucks, HP12 3RH Telephone: 01494 512228 Email: mail.uk@volkmann.info Website: https://uk.volkmann.info/
Unit 4 Anglo Office Park, Lincoln Road, High Wycombe, Bucks, HP12 3RH Telephone: 01494 512228 Email: mail.uk@volkmann.info Website: https://uk.volkmann.info/
Oaks Industrial Est, Festive Drive, Loughborough, LE11 5XN T: 01509 857010 E: i nfo-uk@piab.com www.piab.com
Volkmann UK Ltd Unit 4 Anglo Office Park, Lincoln Road, High Wycombe, Bucks, HP12 3RH Telephone: 01494 512228 Email: mail.uk@volkmann.info Website: https://uk.volkmann.info/
SANDWICH PREPARATION EQUIPMENT
Grote Company Deeside, CH5 2NT www.grotecompany.com E: sales@grotecompany.com T: 01978 362243 F: 01978 362255
Unit 3 Malory Road, Beacon Park, Gorleston, Great Yarmouth, NR31 7DT, UK T: 01493 257070 E: pma.uk@westrock.com www.westrock.com/automation-uk CASE TAPING – STRAPPING & GLUING
Unit 4 Anglo Office Park, Lincoln Road, High Wycombe, Bucks, HP12 3RH Telephone: 01494 512228 Email: mail.uk@volkmann.info Website: https://uk.volkmann.info/
T: +44 (0)1502 470 500 E: sales@bradmanlake.com From Process to Pallet www.bradmanlake.com
9 Archers Park, Branbridges Road, Tonbridge, Kent, TN12 5HP, UK Tel: +44 (0)1622 872 907 Email: technicalsales@brillopak.co.uk Web: www.brillopak.co.uk Cama Group Robotics and Packaging
4 Acorn Business Park, Stockport, Cheshire, SK4 1AS
T: 0161 209 4810
E: ckb@coperionktron.com www coperion.com Te GLUEING TECHNOLOGY
TAWI UK
Unit G, Pentagon Park, Lodge Farm, Northampton, NN5 7UW T: 01604 591120 E: eh.uk.sales@piab.com www.tawi.com
VACUUM – SEALING
MPE UK LIMITED
Volkmann UK Ltd Unit 4 Anglo Office Park, Lincoln Road, High Wycombe, Bucks, HP12 3RH Telephone: 01494 512228 Email: mail.uk@volkmann.info Website: https://uk.volkmann.info/
Coperion K-Tron GB 4 Acorn Business Park, Stockport, Cheshire, SK4 1AS T: 0161 209 4810 E: ckb@coperionktron.com www coperion.com
Piab Group
T: 01428 748874 M: 0753 1122211
Melksham, Wiltshire SN12 6TT
T: 01225 783456
E: general@igluetech.co.uk www.igluetech.co.uk
Piab Group
Oaks Industrial Est, Festive Drive, Loughborough, LE11 5XN
T: 01509 857010
E: i nfo-uk@piab.com www.piab.com
TAWI UK
Unit G, Pentagon Park, Lodge Farm, Northampton, NN5 7UW
T: 01604 591120
VACUUM – CUPS Piab Group
Oaks Industrial Est, Festive Drive, Loughborough, LE11 5XN
T: 01509 857010
E: eh.uk.sales@piab.com www.tawi.com
E: i nfo-uk@piab.com www.piab.com
TAWI UK Unit G, Pentagon Park, Lodge Farm, Northampton, NN5 7UW
T: 01604 591120
VERIFICATION
E: info@alliedvision com www.alliedvision.com
Oaks Industrial Est, Festive Drive, Loughborough, LE11 5XN T: 01509 857010 E: i nfo-uk@piab.com www.piab.com
Volkmann UK Ltd Unit 4 Anglo Office Park, Lincoln Road, High Wycombe, Bucks, HP12 3RH Telephone: 01494 512228 Email: mail.uk@volkmann.info Website: https://uk.volkmann.info/
Building on the rich heritage of Rose Forgrove, Sandiacre, Schib, and Simionato, our Vertical Form-Fill-Seal and Flow Wrapping product lines will henceforth be known as Hayssen.
A century of expertise in the Produce/Salad, IQF/Frozen, Cheese, and Bakery markets.
Scan the QR code to let us show you how you canautomate and grow your business.