Shipping Manufacturing Experience



















1
Technology & Product Development Manager PhD in Engineering Eugene Goli-Oglu Head of Quality & Metallurgy, Chief Metallurgist PhD in Engineering Zibrandt Greisen Commmunication Officer Christian Kragerup
2023
NLMK DanSteel experience in manufacturing of D36, D40 and D420 normalized rolled heavy plates with a thickness of up to 55 mm used in shipbuilding and offshore constructions

2 NMLK
DanSteel
Taking into consideration the existing general trends in the development of heavy plate market in the segments of shipbuilding and offshore constructions, new variants of chemical compositions and production technology for the manufacturing of heavy plates with a thickness of up to 55 mm from low-carbon microalloyed D36, D40 and D420 steel grades in normalizing rolling delivery condition (+NR) were developed at 4200-mm rolling complex of NLMK DanSteel. Such types of steel heavy plates are commonly used for the manufacturing of cruise liners.
The metallurgical quality and microstructure of experimental, certification and industrial batches of heavy plates were investigated.
Developed steel chemical variants meet the required level of strength and low-temperature toughness at -20 °C in subsurface, one quarter and mid-thickness, are characterized by a high
level of mechanical properties of weld joints obtained with the use of various welding techniques with heat inputs in the range from 15 ± 1 kJ/cm to 50 ± 2 kJ/cm. Developed steel variants are fulfilling the required level of tensile properties after heat treatment with a holding temperature higher than Ас3 and are recommended for warm (~580-600 °С) and hot (~900-940 °С) forming.
The results of the study allowed NLMK DanSteel to pass certification tests according to IACS rules and confirm the requested quality of heavy plates in compliance with the requirements of DNV, RINA, LR, BV, ABS maritime classification societies.


3

4 NMLK
DanSteel
Shipbuilding, low-carbon steel, microalloying, heavy plate, normalizing rolling, weldability, mechanical properties, low temperature toughness, CTOD, DNV, RINA, LR, BV and ABS
5
Shipbuilding
Shipbuilding plays an important role in the development of international, regional tourism and passenger transportation. Remains one of the most metal-intensive segments of the transport industry and the foundation for the development of international trade.
Trends in the design and construction of cruise liners (Fig. 1) may serve as a vivid example of dynamic development of the industry. In the 1970s, the maximum gross volume of typical cruise liners did not exceed 20,000 GT and the length did not exceed 180 m. With increased interest in this type of vessels, as well as the wish of ship owners to turn a cruise liner into a full-fledged leisure and entertainment centre, the net volume of cruise liners increased at least twice a decade over the past 50 years and as of 2018 the largest launched cruise liner is the 18-deck (70 m in height) Symphony of the Seas, produced by the French shipyard Chantiers de l’Atlantique.
Its net volume is exceeding 228,000 GT and its length more than 360 m [ 1]. According to 20182019 Cruise Industry News Annual Report (the major printed magazine of the industry), another 30 new cruise liners with a length over 300 m and a net volume of 130,000 to 230,000 GT will be manufactured in 2019 to 2024.

Accordingly, with a consistent increase in the net volume and dimensions, as well as the safety, reliability and speed characteristics of modern cruise liners, the requirements for the materials used in their construction gradually increases, including requirements for heavy plates with low temperature toughness of level A (0 °С) and level D (-20 °C).
At the time the study, whose results are described below, was commenced, NLMK DanSteel was using the approvals obtained in 2015-2016 from DNV-GL (Det Norske Veritas - Germanischer Lloyd), ABS (American Bureau of Shipping), RINA (Registro Italiano Navale), RMRS (Russian Maritime Register of Shipping) and manufactured heavy plates grades A32, A36, D32 and D36 with a thickness of up to 35 mm in normalizing rolling delivery condition (+NR).
Taking into account general trends in the development of heavy plate markets in shipbuilding segment and, in particular, the cruise liner construction niche, the achieved results covered the market demand by 70-80% but had declining prospects.
6 NMLK DanSteel
Fig. 1.
Evolution of cruise liners modern generation design in terms of net volume and dimensions over the past 50 years.
2020s: 6th generation, Symphony of the seas; 228 081 GT / 362.1 x 47.7 x 9.1 m
2010s: 5th generation, Freedom of the seas; 158 000 GT / 339.0 x 38.60 x 8.5 m
2000s: 4th generation, Voyager of the Seas; 137 300 GT / 311.12 x 38.60 x 8.60 m
1990s: 3rd generation, Fantasy of the Seas; 70 400 GT / 260.8 x 31.50 x 8.6 m
1980s: 2nd generation, Song of America; 37 600 GT / 214.52 x 28.41 x 7.8 m
1970s: 1st generation, Song og Norway; 18 400 GT / 168.32 x 23.96 x 6.7 m
7
An analysis of shipbuilding steel heavy plate markets shows that, first and foremost, the demand for heavy plates with a thickness of over 35 mm is increasing.

The strength level requirements are increased by at least one class with respect to traditional materials. While the temperature requirements for toughness remain the same (0 and -20 °С), impact energy requirements are becoming more stringent with regard to sampling location together with higher demand in resistance to strain aging processes. Surface quality requirements of plates have also become increasingly important and the presence of surface imperfections/imprints, which are formed due to furnace scale, is not allowed in many cases.
The above considerations have increased the economic feasibility for development of new chemical compositions and production
technology for shipbuilding heavy plates with higher thickness and strength levels compared to those that have already been implemented at NLMK DanSteel.
The purpose of the article is to investigate metallurgical quality of low-carbon microalloyed steel heavy plate grades D36, D40, D420 with a thickness of up to 55 mm, manufactured in normalizing rolling condition following NLMK DanSteel program for the mastering of production technologies and conducting certification tests of new types of products in compliance with the requirements of IACS, DNV, RINA, LR, BV, ABS and other maritime classification societies.
8 NMLK DanSteel
Requirements of maritime standards
The main requirements of DNV, RINA, LR, RMRS, ABS and BV international maritime classification societies for the manufacture of steel heavy plates for shipbuilding are similar, since they are based on the requirements of the General Rules of the International Association of Classification Societies (IACS) [ 2 ], including acceptance requirements for certification tests in order to confirm the possibility of manufacture of heavy plates of studied steel grades.
The existing minor differences are associated with the historical stages of development of regional shipbuilding procedures, as well as with the national or geographical features of
each classification society. The standards of DNV (Norwegian maritime society) require the widest range of mechanical tests for the studied type of products and further specify the norms of impact energy after strain and strain aging, as well as mechanical tests of weld joints after additional post weld heat treatment (PWHT).
The requirements for the chemical composition and mechanical properties of base metal of VL D36, D40 and D420 grades with a thickness of 51-70 mm according to the DNV classification [ 3,4] are provided in Tables 1 and 2.
9
Table 1. Cross requirements of DNV-RU-SHIP-Pt2 and DNV-OS-B101 for the chemical composition of D36, D40 and D420 grade heavy plates with a thickness of 50 < t ≤ 70 mm after normalizing rolling
Steel grade C Mn Si P S Al* Nb* V* Ti* Ni* Cu* Cr* CEQ Max. or within, % D36 0.18 0.901.60 0.50 0.035 0.035 0.02 min 0.05 0.10 0.02 0.40 0.35 0.20D40 D420 0.20 1.001.70 0.60 0.030 0.025 0.20 0.05 0.80 0.55 0.30 0.48 Steel grade Yield strength (ReH), MPa Tensile strength (Rm), MPa Elongation, % Impact energy in the transverse / longitudinal directions at -20 °С, J D36 ≥ 355 490-630 ≥ 21 ≥ 27/41 D40 ≥ 390 510-660 ≥ 20 ≥ 31/46 D420 ≥ 390 520-680 ≥ 19 ≥ 28/42
Table 2. Cross requirements of DNVGL-RU-SHIP-Pt2 and DNV-GL-OS-B101 for the mechanical properties of base metal of D36, D40 and D420 grade heavy plates with a thickness of 50 < t ≤ 70 mm
Chemical composition
The chemical composition and production technology for the manufacturing of shipbuilding heavy plates in normalizing rolling delivery condition (+NR) previously implemented at NLMK DanSteel was based on microalloying of steel with Niobium and enabled the manufacture of heavy plates with a thickness of up to 35 mm and with a grade of up to D36 (Table 3).
Based on the analysis of production results, it was determined that an increase in the strength level of heavy plates to D40/D420 along with a simultaneous increase in the final thickness of heavy plates to 50-60 mm was possible through the adjustment of chemical composition in two ways. Steel A is based on additional microalloying of Al+Nb-steel with Vanadium in an amount of more than 0.030%; Steel B is based on additional alloying of Al+Nb-steel with Nickel (Table 3).
The investigation have shown that each of the chemistry designs has its advantages with regard to the level of mechanical properties of base metal and weld joints, as well as production cost taking into consideration the actual market price of alloying and microalloying elements.
Considering the possibility of post weld heat treatment (PWHT) of welded joints of a number of the most critical structural elements, it is necessary to adhere to the optimum balance in the content of the main chemical elements in order to achieve the required strength properties of base metal and high values of low-temperature toughness of welded joints.
While maintaining a Carbon content of not more than 0.17% and Manganese content of not more than 1.60%, the optimum Silicon content in Steel A and Steel B steel is not more than 0.4%, since higher values cause an increase in the proportion of silicate inclusions and lower values decrease the strength of steel.
Similarly, Aluminum content has an optimum range of 0.03-0.04%, above which the risk of formation of aluminate inclusions is increased. Carbon equivalent (CEQ) of Steel A and B steel amounts to 0.44-0.45% and Pcm amounts to 0.26-0.27%.
10 NMLK DanSteel
Maximum thickness, mm C Mn Si A1 Nb V Ni Within, no more or presence*, % Mastered (Al+Nb) A32/A36 D32/D36 35 0.17 1.5 0.2 0.04 0.02 -Steel A (AI+Nb+V) A36/A40/A420 D36/D40/D420 55 1.6 0.4 0.04 +Steel B (AI+Nb+Ni) - +
Table 3. Chemical composition of studied steel variants Steel variant
Quality
* Actual content of mentioned chemical elements may vary depending on the thickness, strength grade and additional requirements for the weldability of heavy plates.
Production technology
Converter steel, which is continuously casted into 200-355 mm thick slabs, is used for the manufacture of heavy plates with the studied quality grades in normalizing rolling condition (+NR). Slab rolling is carried out with the use of NLMK DanSteel 4200-mm four-high reversible rolling stand [5 ].
Slabs are reheated in a 6-zone continuous walking beam furnace. Depending on slab thickness, reheating phase takes from 4 to 8 hours. The target slab temperature before discharging amounts to 1150 ± 10 °С, which ensures the required balance between the grain size and the dissolution of carbonitride-forming elements [6].

In order to ensure the required level of strength and low-temperature toughness, heavy plates are subjected to intensive modes of 2-stage normalizing rolling. The first rolling stage is performed at temperatures not lower than 980 °C. The ratio of the thickness between two stages amounts to ~ 2.5-4.0, depending on the final thickness of the plate. The finishing rolling stage is performed with end pass temperatures targeting inter-critical temperature range, but not lower than 830 °C.
The use of additional strengthening effects of controlled rolling process through the decreasing of the end deformation temperature and/or the use of accelerated cooling is limited by the requirements of standards on the need to keep the same level of mechanical properties (Table 2) after additional heat treatment by normalizing in furnace.
11
Base metal microstructure
Steel B were revealed. Given the differences in chemical composition, a more detailed study, especially at nanolevel, enables the identification of certain differences in precipitations of Nb and V.
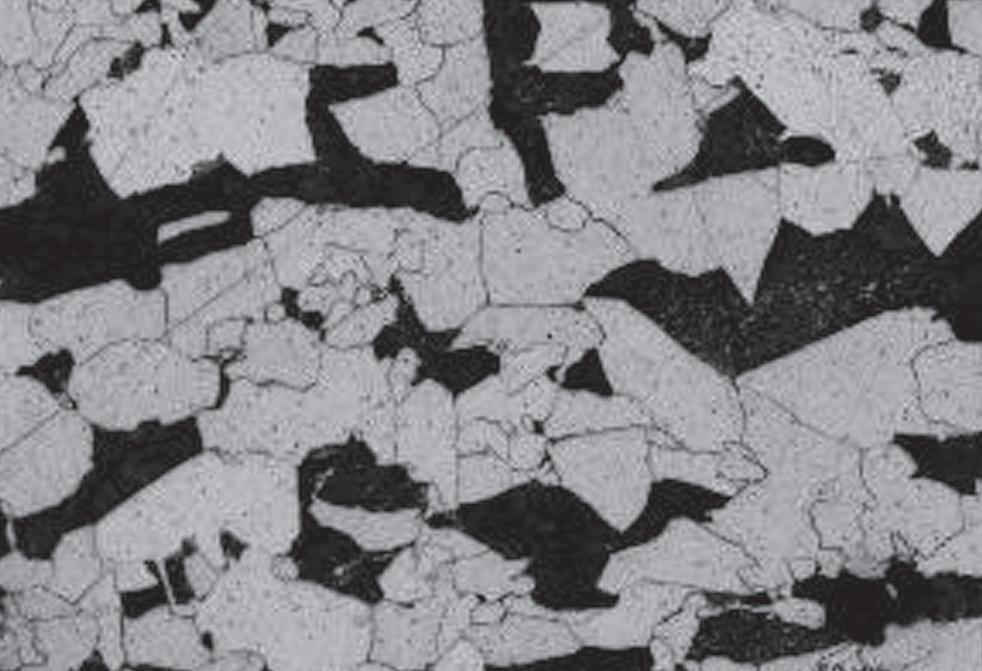
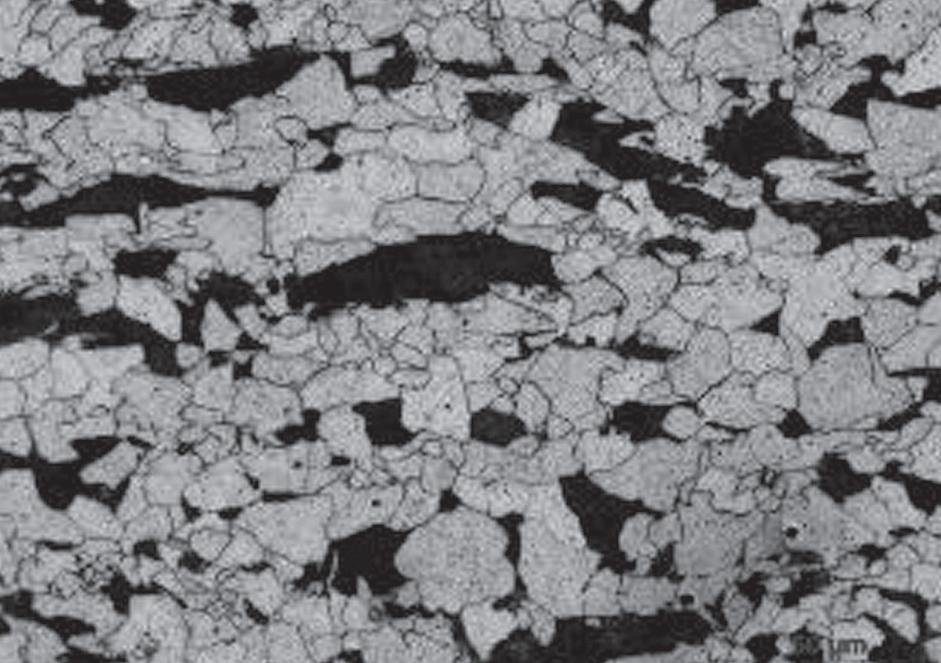
The microstructure of the studied steel variants represents a mixture of ferrite and pearlite (Fig.2a,b). Grain size assessment is performed in accordance with the requirements of ASTM E1382 and E112.
The average matrix grain size (d α) at the subsurface ( ⅛ of the thickness) in studied steel variants is within the range of 6.2-7.6 µm.
At ¼ of the thickness, d α is increased to 9.710.2 µm, and at ½ of the thickness – to 14.5 µm, which ultimately is one of the main reasons for the decreasing of values of low-temperature toughness in midthickness of tested plates (Fig. 3 and Fig. 4).
12 NMLK DanSteel
Fig. 2.
Microstructure in subsurface (a) and mid-thickness (b) of 55 mm VL D420/D40 heavy plates made of Steel B, x 500.
Base metal mechanical test results
The complex of mechanical properties of D36, D40 and D420 heavy plates manufactured from Steel A and Steel B is ensured by the selection of optimal rolling parameters taking into account the features of selected chemical composition and the productivity factor of the 4200-mm rolling mill.
As an example, Table 4 shows tensile properties of Steel B depending on the requested strength level. Tensile tests were performed in accordance with ISO 6892 and EN 10164. Steel A has an equivalent strength level. Optimal temperature and deformation parameters
In order to confirm, that tensile properties are retained after normalizing process, additional heat treatment of specimens was carried out under laboratory conditions. Yield strength after normalizing (holding temperature at ~910–930 °C) of the specimens was similar, and tensile strength decreased on average by 10-25 MPa, which corresponds to the requirements of the standard.
of the two-stage normalizing rolling process were selected for each strength level.
Target yield strength ranges serve as the basis for the determination of technological parameters of rolling, namely: for D36 – 370-390 MPa; for D40 – 405-425 MPa; for D420 – 415-435 MPa.
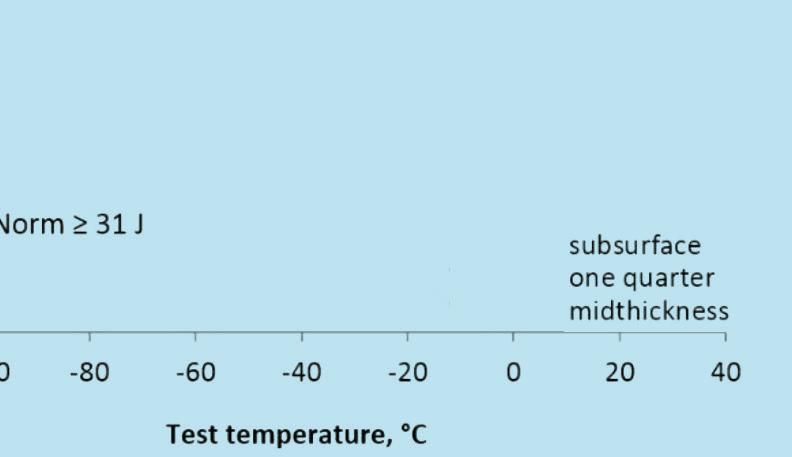
In contrast to strength properties, the level of impact energy within the test temperature range from +20 °C to -80 °C was different for the two studied chemical compositions and these differences could be described in more detail. As an example, Fig. 3 shows the results of impact test at temperatures from +20 °C to -80 °C in longitudinal and transverse directions in subsurface, quarter (¼) and midthickness (½). The tests were performed in accordance with the requirements of ISO 148 with the use of V-notch Charpy specimens.
13
Parameter UoM Strength level D36 D40 D420 Tensile strength, Rm MPa 521-564 533 545-593 562 572-610 592 Yield strength, ReH MPa 368-421 385 368-421 385 415-445 433 Elongation, δ2 % 24-30 26 24-30 26 24-29 26 ReH / Rm ratio0.69-0.74 0.72 0.69-0.74 0.72 0.70-0.74 0.72 Tensile strength in the thickness direction (Z-test), Rmz MPa 510-545 527 510-545 527 561-590 580 RoA in the thickness direction (Z-test), ψz % 58-72 67
Table 4. Mechanical properties of D36, D40 and D420 heavy plates with a thickness of 55 mm made of Steel B (Al+Nb+Ni)
The results of serial tests for the determination of impact energy curves for Steel A in the longitudinal (L) direction relative to the rolling direction (Fig. 3a) are characterized by a non-uniform distribution and are dependent on sampling location. At the subsurface, impact energy is maintained at the level of 220-190 J within the range of +20 °C to -20 °C.
As the test temperature is decreased to -40 °C, a relatively abrupt transition from ductile fracture to brittle fracture mechanism is observed, which is accompanied by a significant decrease in the impact energy to 60-70 J, followed by a further decrease to 10-20 J at lower test tem peratures.
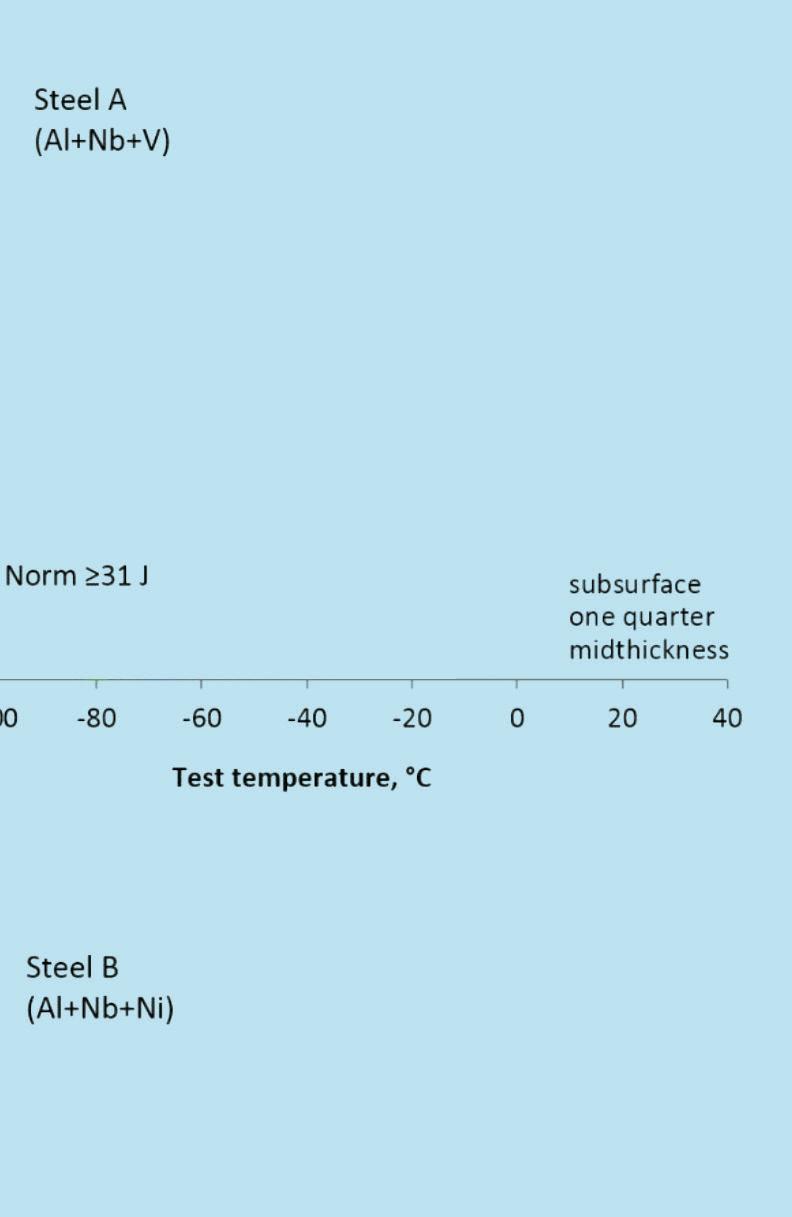
The reduction in the level of impact energy at ¼ and ½ of the thickness of studied plates occurs more smoothly, however, it starts already from
0 °С. When tested at the target temperature of -20 °C, the impact energy at ¼ and ½ of the thickness is staying on the level 100-120 J and 70-80 J, respectively.
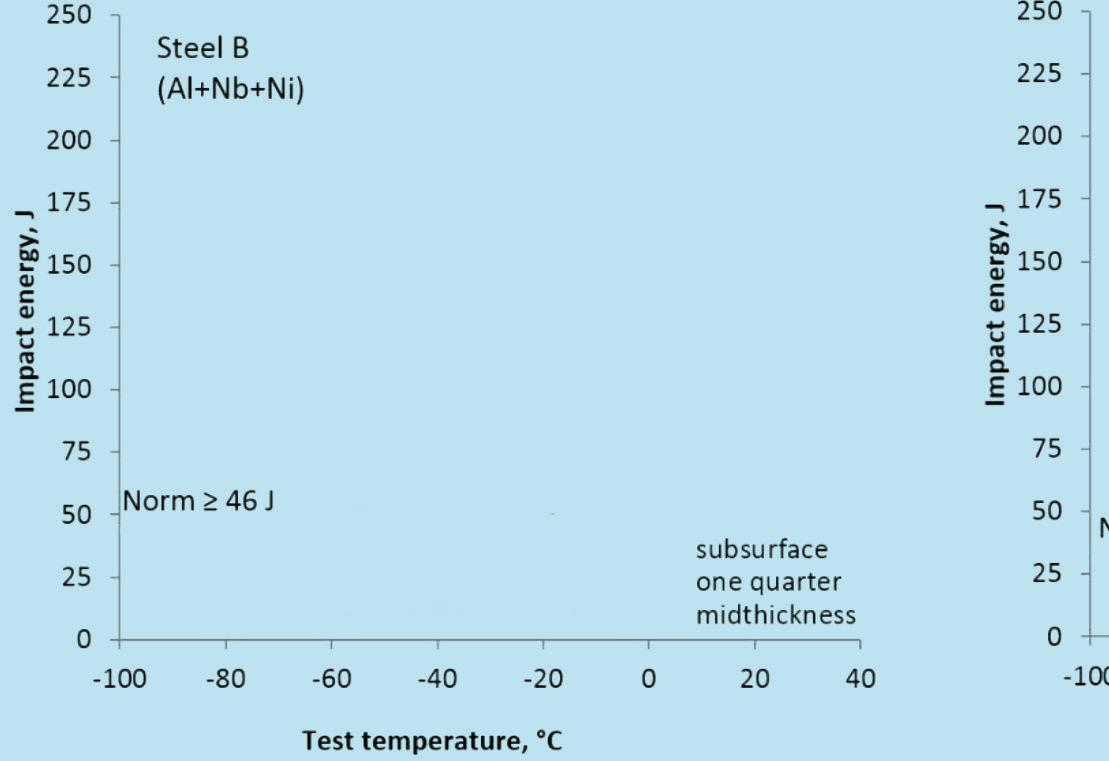
At lower test tempera tures, the differences in impact energy throughout the thickness of tested heavy plates are minimal. In the transverse (T) direction (Fig. 3b), the trends in the dynamics of a decrease in the level of impact energy at the surface, at ¼ and ½ of the thickness, remain unchanged.
The level of impact energy (Fig. 3c,d) in the longitudinal direction of Steel B at the surface is not decreased below 70 J even at -80 °C, and the transition ductile-brittle temperature is within the range of -40 °C and -60 °C. At ¼ of the thickness, when tested at the guaranteed
14 NMLK DanSteel
Fig. 3.
Impact energy in the longitudinal (a, c) and transverse (b, d) directions of VL D420/D40 heavy plates with a thickness of 55 mm.
temperature of -20 °C, the impact energy is characterized by the average values of 140-150 J, which is more than 3 times higher than the requirements of the standard. At a test temperature of -60 °C, the level of impact energy has a minimum margin above the requirements of the DNV standards for materials of level E (-40°C) and level F (-60°C) pertaining to steel intended for Northern and Arctic regions.
The only reason why the level of low-temperature toughness of studied steel variants cannot qualified to level E (- 40 °С) is the test results at ½ of the thickness, where impact energy values are above 46 J only at -20 °C. Low impact energy values at ½ of the thickness are primarily associated with the presence of central segregational heterogeneity and increased ferrite grain size.
study, the level of low-temperature toughness in terms of total absorbed energy of Steel B is higher than in Steel A by 52%.
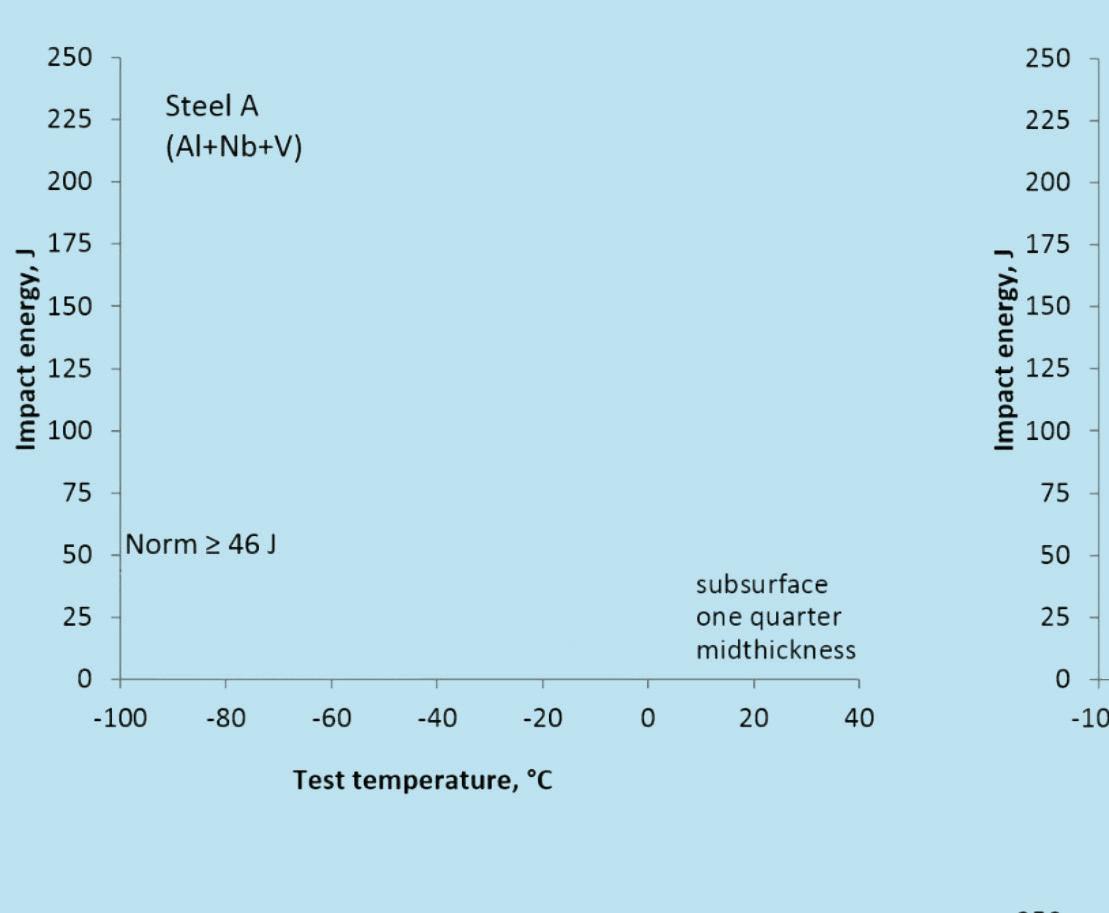
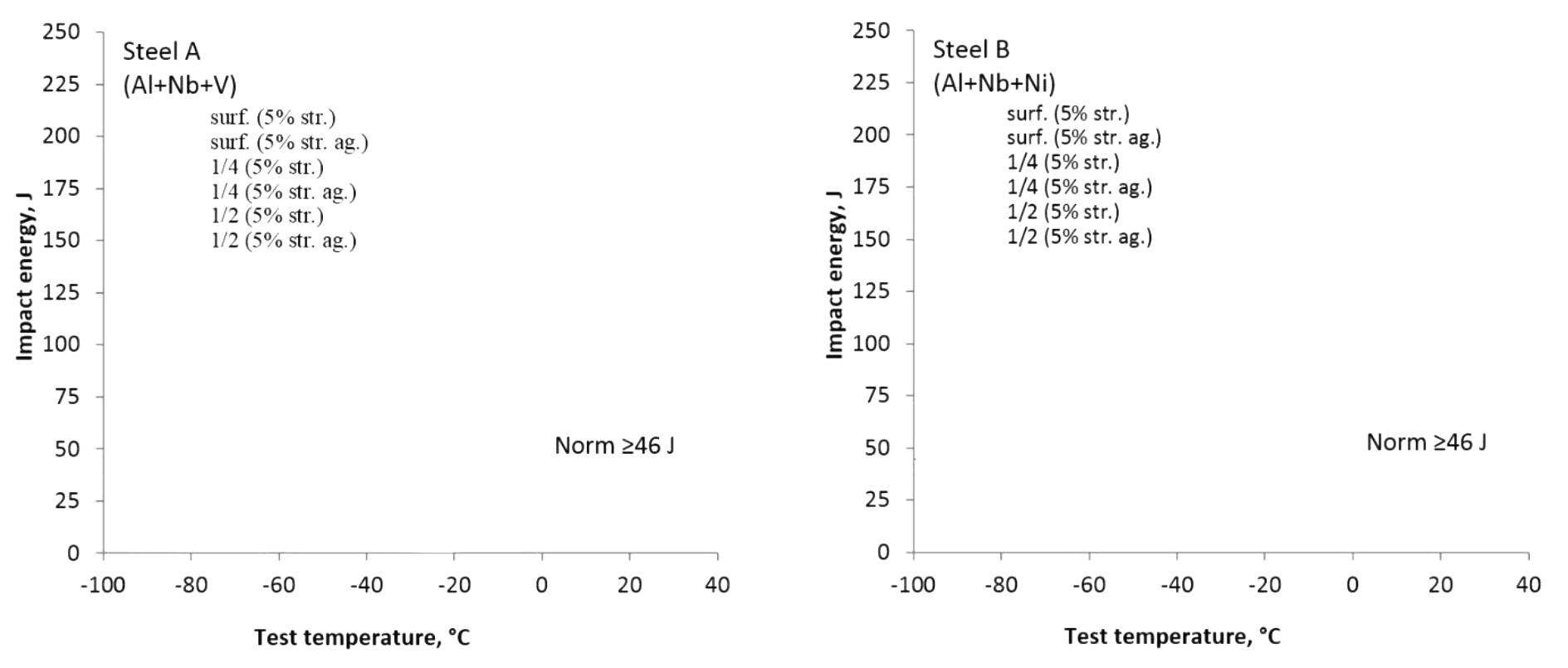
The resistance of marine steel to aging processes is a very important feature [ 7,8 ]. Its determination is divided into two stages and is included in the certification testing programme in accordance with the requirements of IACS, DNV-CP-0243 and other standards. The first part of the tests is performed with the use of Charpy specimens after preliminary tensile deformation by 5% (rel.) at room temperature.
The second part (strain aging test) is performed after additional heating of specimens subjected to 5% deformation to 250 °C, followed by exposure for 60 minutes. The effect of strain aging of Steel A and Steel B on the impact en-
It is possible to compare the quality of two studied steel variants by analyzing the level of impact energy with the use of the cumulative result. When summing up 32 reference points, Steel A shows a result of 85 J in the longitudinal ( L) direction and 66 J in the transverse ( T ) direction. Steel B shows a result of 121 J and 108 J, respectively.
With a certain degree of deviation, it is possible to conclude that in the framework of the
ergy in the temperature range from +20 °С to -60 °С is shown in Fig. 4.
The tests were performed with the use of longitudinal Charpy specimens. The obtained results witness that cold deformation and strain aging of Steel A (Fig. 4a) and Steel B (Fig. 4b) did not have a significant effect on the level of impact energy at the surface, ¼ and ½ of the thickness of heavy plates in the most important temperature range: from +20 °С to -20 °С.
15
Fig. 4.
The influence of strain and strain aging on the level of impact energy in Steel (a) and Steel (b)
Only after strain aging the reduction of impact energy at ½ of the thickness of Steel A in the temperature range of +20 °C to -20 °C is different and amounts to 40-50 J, which may be associated with slight differences in segregation heterogeneity in the midthickness.
It should be noted that the highest stability of impact energy after strain and strain aging was observed at ¼ of the thickness of studied heavy plates. This could be explained by a lower degree of deformation and, accordingly, a decrease in the dislocation density in comparison with the surface layers of heavy plates and higher homogeneity of chemical composition, namely carbon as an interstitial atom, in comparison with the midthickness layer.
The observed effect is consistent with the observations of classical studies. [ 9, 10]. The results obtained meet the requirements of the DNVGL-CP-0243 standard, which are standardized at a level not lower than 46 J at -20 °C for steel with a ReH of ≥ 390 MPa.
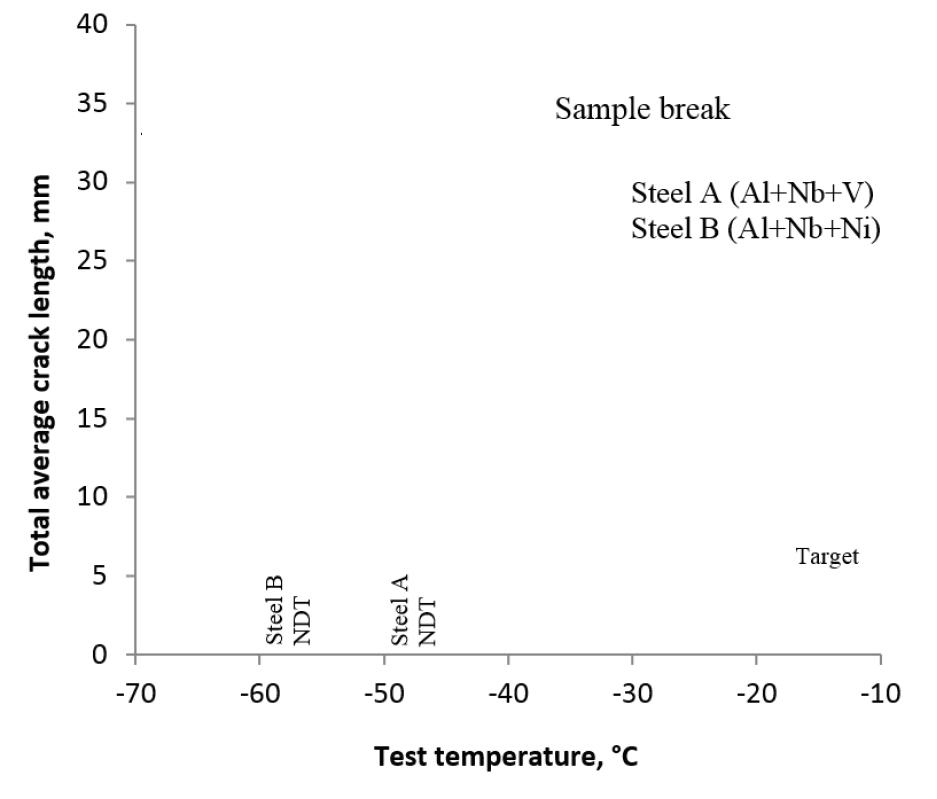
Drop-weight test to determine of nil-ductility transition temperature TNDT of studied steel variants was performed in accordance with the requirements of ASTM E208 and included successive tests with the use of P-2 type specimens in the temperature range from -15 °C to -60 °C with a step of 5 °C.
The control temperatures for D grade steel are -15 °C and -20 °C. The obtained results witness that the formation of a brittle crack in Steel A specimens begins at the “Weld metal - HAZ” boundary at -25 °C and is characterized by a total length of 1.6-3.4 mm. Based on the results of serial tests, TNDT was determined at the level of -45 °С (Fig. 5). In Steel B specimens, a crack with a length of up to 2.0 mm is formed at -35 °C, and TNDT was determined at the level of -55 °C.
16 NMLK DanSteel
Fig. 5.
Nil-ductility transition temperature of VL D420/D40 from Steel A and Steel B.
Welded joints
Welding parameters Technological parameters of welding and the welding technique differ at various shipyards and for different structural elements, but the main ones include: submerged arc welding (SAW); flux-cored arc welding (FCAW) and gas metal arc welding (GMAW).
In order to ensure good weldability of developed steel variants, which is determined by obtaining high results of mechanical testing of welded joints under the most varied welding conditions, various welding techniques with heat input in the range from 15 ± 1 kJ/cm to 50 ± 2 kJ/cm were used during certification testing. The applied welding consumables are certified by the DNV classification society.
Tensile and impact toughness
Studied welded joints with a thickness of 55 mm were tested for strength, static bending on both sides of the weld, low-temperature impact energy at the face, middle and root sides of the weld, the hardness of the weld and the HAZ, as well as a number of additional mechanical tests, the results of which allow evaluating the reliability, cold formability and crack
resistance of welded joints obtained through the use of various welding techniques.
Tensile tests in the transverse direction with respect to the weld showed positive results for both variants of the chemical composition. Elongation decreased to the average values of 20-21%, which is explained by an increase in volume fraction in a flat tensile specimen of the weld metal, which is characterized by lower plastic properties in comparison with the base metal. At the same time, RoA of tensile fracture is equivalent to test results of the base metal.
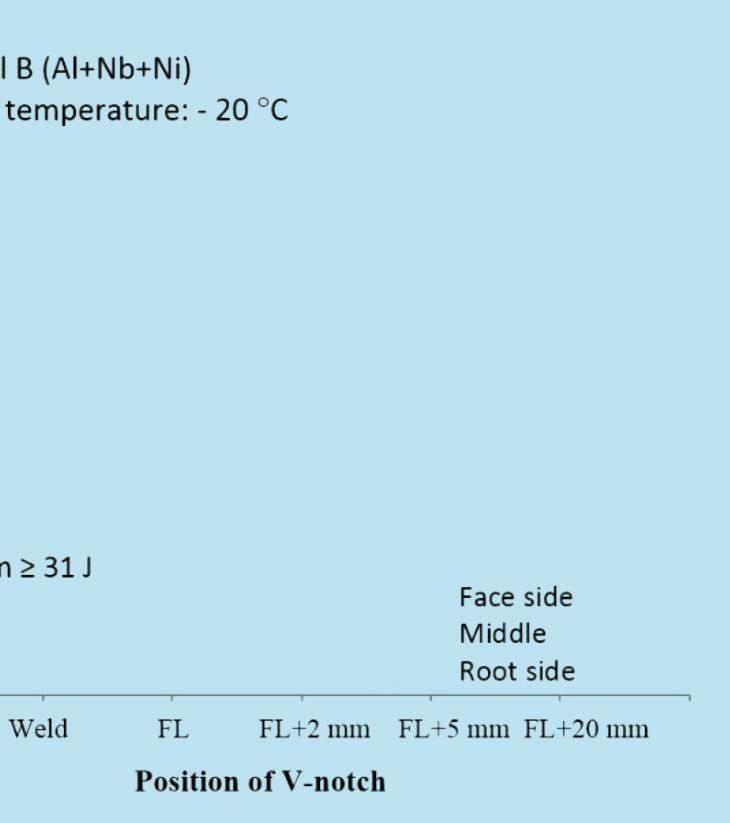
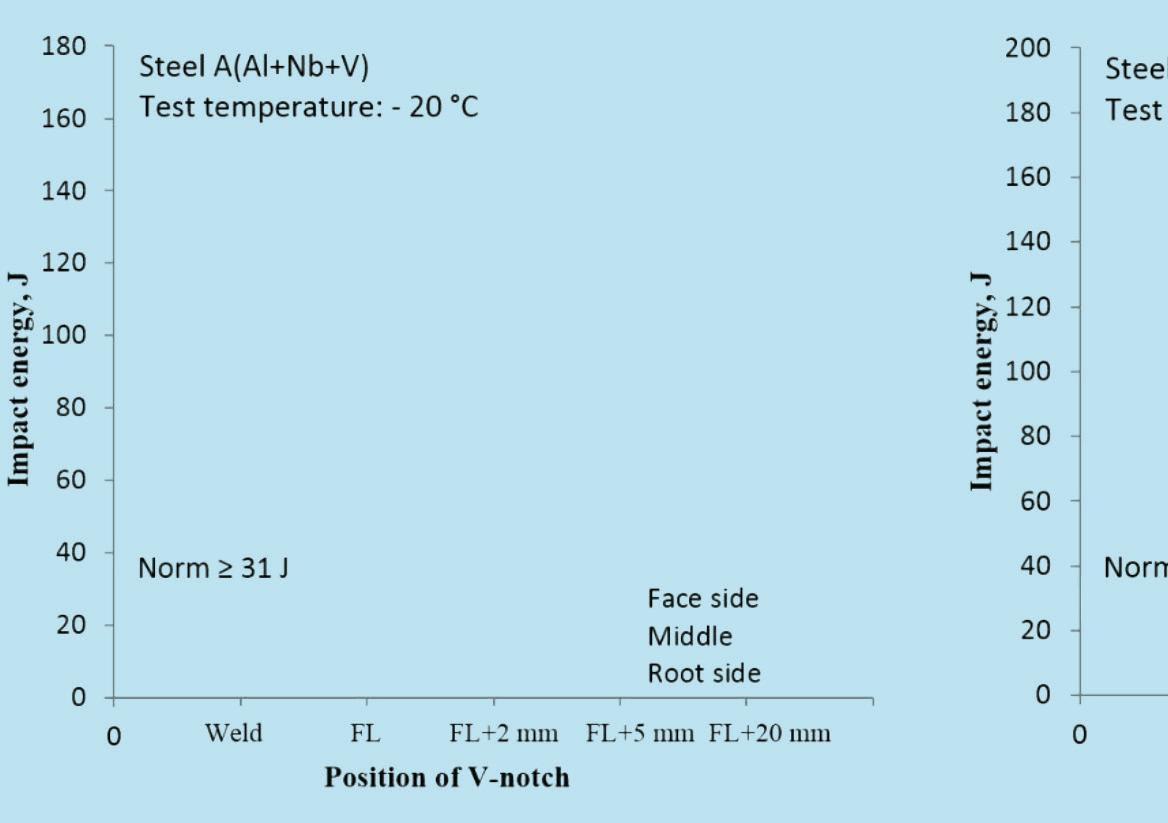
Low temperature toughness of welded joints at a temperature of -20 °C is determined based on the results of impact test of the weld metal, fusion line (FL), and at a distance of FL + 2 mm, FL + 5 mm and FL + 20 mm. Fig. 6(a,b) shows the values of impact energy through-the-thickness of welded joints (heat input 50 kJ/cm) of VL D420/D40 with a thickness of 55 mm manufactured from the two studied steel variants. The level of impact energy complies with the requirements of the standard (see Table 2).
17
Fig. 6.
Impact energy of VL D420/D40 welded joints obtained by SAW process with a heat input of 50 kJ/cm for Steel A and B.
Microhardness
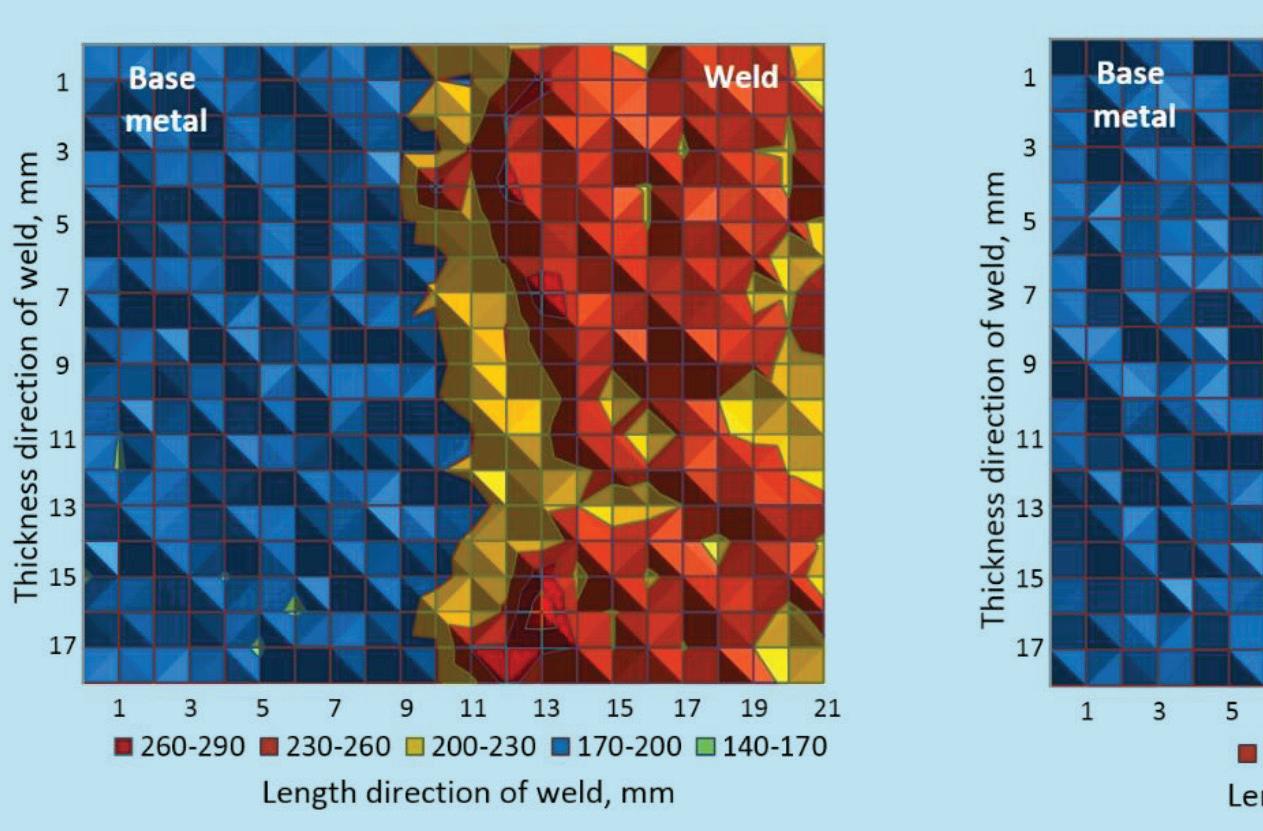
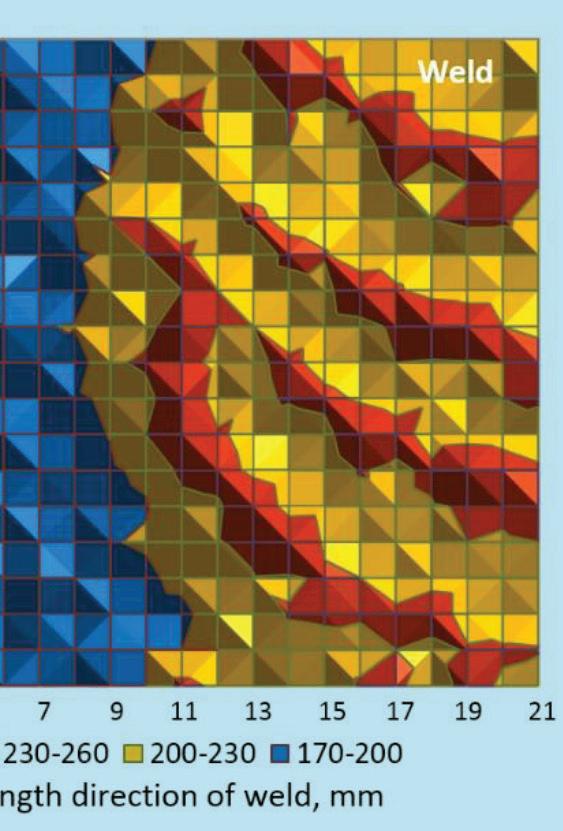
Standard HV10 hardness measurements in accordance with the requirements of DNVCP-0243 standard revealed a hardness level of welded joints of studied steel variants not higher than 270 HV, while the required value is 350 HV max. Duramin Struers microhardness tester was used for the performance of additional measurements of microhardness of welded joints. The measurements were performed perpendicular to the rolling direction and in the thickness direction.
The middle line of the measurement matrix is positioned at ¼ of the thickness and includes
After welding with a heat input of 50 kJ/cm (Fig. 7b), the HV0.5 level is within the average values of 215 HV with maximum values not higher than 250 HV. In Fig. 7b separate zones with a microhardness of 230-250 HV can be distinguished, which are most likely caused by additional local hardening of weld metal and characterize the overlapping areas of welding passes.
The microhardness level of the welded joint of Steel B does not significantly differ from Steel A. With a certain degree of inaccuracy, a narrower range of hardness of the HAZ can be noted. This could be explained by the absence
the seam, the heat-affected zone and the base metal. The hardness values are provided with regard to the HV0.5 scale, the measurement increment in the X and Y coordinates is 1 mm. characterized by values in the range of 169185 HV.
In case of welding with a heat input of 15 kJ / cm (Fig.7a) the level of HV0.5 in the HAZ is increased to the average values of 230 HV with single microhardness peaks in the range from 260 to 290 HV. Weld metal is characterized by hardness values in the range of 220-240 HV.
of vanadium and, consequently, a smaller dispersion hardening effect in intercritical part of HAZ.
Quasistatic fracture toughness
The quasistatic fracture toughness of welded joints is determined by crack tip opening displacement (CTOD) tests, whose methodology is standardized in ISO 15653 and ISO 12135.
Tests are performed on the most brittle section of welded joints of studied steel variants [ 11], namely the grain-coarsened heat-affected zone
18 NMLK DanSteel
Fig. 7.
Microhardness of Steel A after welding with a heat input of 15 kJ/cm (a) and 50 kJ/cm (b)
(GCHAZ), along which an incision ending with a fatigue crack is made. Tests are performed on welded joints with a heat input of 50 kJ/cm. The standardized test temperature is -10° C.
According to the requirements of the offshore standard DNV-OS-B101, a welded joint is considered reliable in case when the average value of crack tip opening displacement C TOD is not lower than 0.20 mm. Fig. 8 shows the curve characterizing the conditions for the development of a crack up to the moment of critical opening and the type of fracture of the specimen after the end of testing of studied material.
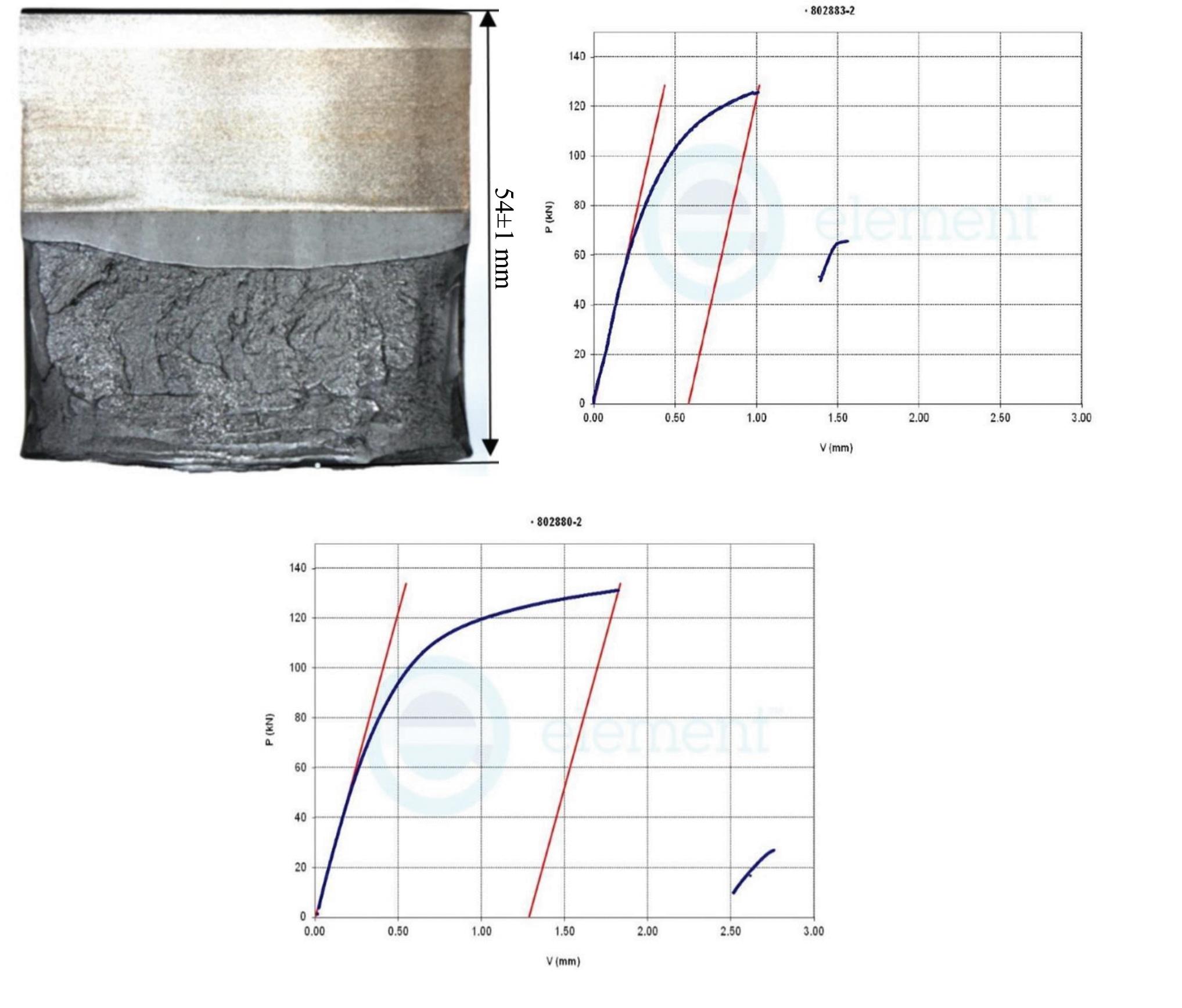
The break of CTOD specimens of the two studied steel variants occurs with the predominance brittle break mechanism (Fig.8a). With
regard to the above, crack opening displacement before the break of studied welded joints is different.
Steel A specimens are characterized by maximum applied load values Fm CTOD = 126-130 kN (Fig. 8b), applied specific load value Aplastic = 64-99 kN.mm and crack opening value δCTOD = 0.22-0.30 mm. Steel B specimens demonstrated a comparable level of Fm CTOD = 124-131 kN (Fig. 8c), however, they are charac terized by higher values of Aplastic = 110-151 kN.mm and δ CTOD = 0.33-0.41 mm.
A detailed investigation of the microstructural condition of heat-affected zone and its effect on fracture toughness of studied steel variants will be described in subsequent publications.
19
Cold cracking resistance
Cold cracking resistance is associated with the hardenability of steel and hardness increase under the influence of the thermal cycle of welding, as well as saturation of the weld metal and heat affected zone with hydrogen [ 12].
The lower the Pcm [ 13] and CEQ values, the lower the risk of cracking. In order to determine the resistance of weld joint of developed steel variants to cold cracking and to determine the
need for preheating operations prior to welding, the procedure specified in JIS Z 3158 was used [14]. ESAB AUTODOR 12.51 wire was used for the performance of the test.
Test results showed the absence of cold micro cracks of welded joints (Fig. 9) when performing the first pass in the workshop temperature conditions 11 ± 1 °C.
20 NMLK DanSteel
Fig. 9.
Cross section of welded joint acc. to JIS Z 3158 of steel B

21
Two variants of chemical composition on the basis of Al + Nb + V / Al + Nb + Ni alloy systems and production technology for the manufacturing of D36, D40, D420 steel heavy plates with a thicknesses of up to 55 mm were developed at NLMK DanSteel.
Produced heavy plates meet the required level of strength and low-temperature toughness at -20 °C throughout the thickness. Heavy plates are characterized by a high level of mechanical properties of
welded joints when welded with a heat input in the range of 15-50 kJ/cm and are recommended for warm (~580-600 °С) and hot (~ 900-940 °С) forming.
The results of testing of base metal and welded joints of industrial batches were used for NLMK DanSteel certification under the general rules of IACS and the rules of DNV, RINA, LR, BV, ABS and marine classification societies.

22 NMLK DanSteel
Conclusion
1. Official Chantiers de l’Atlantique webpage: http://chantiers-atlantique.com. Data obtained 12-11-2018.
2. IACS Annual Review Book 2017. London. Colt Press limited. (2017) 78 p.
3. Rules for classification: Ships - DNVGL-RU-SHIP-Pt2Ch2: Materials and welding / Metallic materials – Oslo (2019) 219 p.
4. DNV Offshore Standards: DNV-OS-B101: Metallic materials – Oslo (2021) 147 p.
5. Sarkits, I.; Bokachev, Y.; Goli-Oglu, E.: Production of heavy plates on the rolling mill 4200 NLMKDanSteel A/S. Stahl u. Eisen 134 (2014) No 4, p. 57/61.
6. Hong, S.C.; Lim, S.H.: Inhibition of abnormal grain growth during isothermal holding after heavy deformation in Nb steel. ISIJ Int. (2002) Vol 42 No 12, p. 1461/1467.
7. Ichimiya, K.; Fujiwara, T.; Suzuki, S.: Offshore structural steel plates for extreme low temperature service with excellent HAZ toughness. JFE tech. rep. (2015) March No 20, p. 20/25.
8. Goli-Oglu, E.: Tendency for strain aging of EH36 heavy plate steel in thickness of 150 mm for offshore structures. Metallurgist. (2018) No 4. p. 53/55.
9. Cottrell, A. H.: Dislocations and plastic flow in crystals. Oxford univ. Press, New York (1953) 223 p.
10. Babich, V.; Gul, Y.; Dolzhenkov, I.: Mechanical aging of steel. Moscow. Metallurgy, (1972) 320 p.
11. Suzuki, S.; Ichimiya, K.; Akita, T.: High tensile strength steel plates with excellent HAZ toughness for shipbuilding - JFE EWEL technology for excellent quality in HAZ of high heat input welded joints. JFE tech. rep. (2005) March No 5, p. 24/29.
12. Makarov, E.: Cold cracks in welding of alloy steels. Moscow. Heavy Machinery (1981) 287 p.
13. Fukunaga, K.; Yoshii, K.; Shinohara, Y.; Yoneda, T.: High strength TMCP steel plate for offshore structure with excellent HAZ toughness at welded joints. Nippon Steel and Sumitomo Metal tech. rep. (2015) November No 110, p. 43/49.
14. Industrial Standard: JIS Z 3158. Method of Y-groove weld cracking test. Japan, Tokyo (2017) 10 p.
23
References
NLMK DanSteel +45 4777 0333 info@eu.nlmk.com www.dansteel.dk
