



IN THIS ISSUE: The Leading Protective Coatings Magazine April – June 2024 Lifting the Lid Drone use in the oil & gas industry Up Front The rejuvenation of an iconic aircraft Analysis Paint analysis on historic structures Scan this QR code to read this and past editions. pce-international.com Contact us today +44 1252 732 220 info@pce-international.com

Discover our high-performance SHIP CLEANING SYSTEMS ECONOMICAL HIGH QUALITY ENVIRONMENTALLY FRIENDLY SAFE Hammelmann GmbH Carl-Zeiss-Straße 6–8 59302 Oelde / Germany mail@hammelmann.de Tel.: (0) 25 22 / 76 - 0 Fax: (0) 25 22 / 76 - 140 Experience the full range of Hammelmann ship cleaning systems:

Often the best natural test scenario requires testing in a variety of climates. For that reason, Atlas offers the world’s largest network of outdoor weathering test facilities with more than 23 sites worldwide. www.atlas-mts.com
2 Lifting the Lid
The oil & gas industry utilises drone technology for various reasons, including asset inspection, explains Jason De Silveira, Founder and CEO, Nexxis.
6 Up Front
The rejuvenation of an iconic aircraft and the use of AI in the conservation of HMS Victory.
14 Analysis
Historic paint analysis on significant structures and what is beyond the Bresle test.
26 Spotlight
Slowing down corrosion in high temperatures and innovative ways to improve the protection in a flour mill.
38 In Focus
Painting an iconic battleship, helping to improve EEXI &CII and the adoption of a graphene-based coating.
50 Update
Pioneering vessel maintenance and safety and a virtual reality first.
56 Review
Integrating a new paint line into an existing building and fighting maritime corrosion with laser cleaning.
68 News
The latest products, appointments and industry news.

MPI Group
Peel House, Upper South View
Farnham, Surrey GU9 7JN, England
Tel: +44 (0) 1252 732220
Email: info@mpigroup.co.uk www.mpigroup.co.uk
MPI Group, as a body, is not responsible for any opinions expressed in PCE by contributors. All rights reserved. No part of this publication may be reproduced, stored in a retrieval system, or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording or otherwise, without prior permission of MPI Group.
© Marine Publications International Ltd 2021

■ Volume No.16
■ Issue No.2 April – June 2024
■ ISSN No. 2054-1813
Editor: Mark Langdon mark@pce-international.com
Contributing Editor: Mike Garside mike@pce-international.com
Advertisement Manager: Nick Carugati nick@pce-international.com
Production Manager: Tatum Le Patourel tatum@satzuma-creative.co.uk
Designer: Fiona Andreanelli fiona.andreanelli@mpigroup.co.uk
Accounts: Claire Long claire.long@mpigroup.co.uk
Publisher: Andrew Deere andrew.deere@mpigroup.co.uk
The Leading Protective Coatings Magazine Scan this QR code to read this and past editions. pce-international.com Contact us today info@pce-international.com

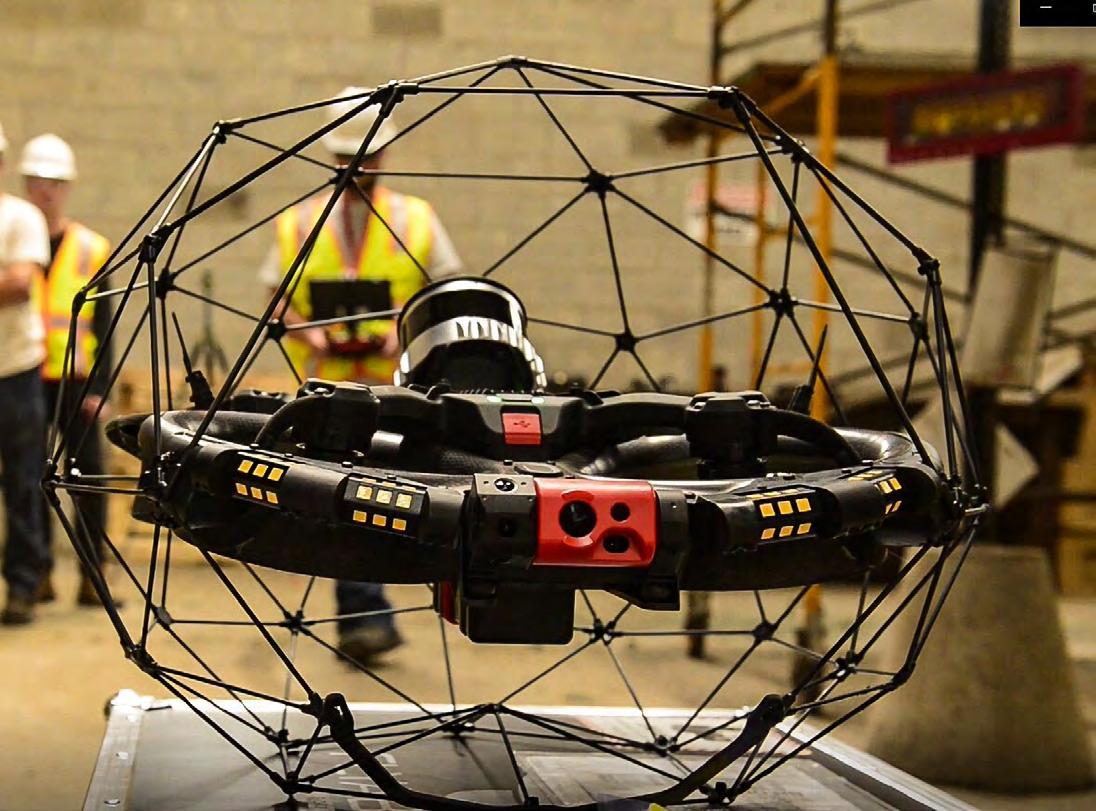
Inspection of an oil tank LIFTING THE LID PCE APRIL –JUNE 2024 2
LIFTING THE LID

DRONE USE IN THE OIL & GAS INDUSTRY
Using drones to survey external structures is something that many inspection managers take full advantage of.
The oil & gas industry utilises the technology for various reasons, including leak detection and asset inspection, explains Jason De Silveira, Founder and CEO, Nexxis.


LIFTING THE LID PCE APRIL –JUNE 2024 3
However, indoor drone use hasn’t until recently been so widely used – mainly because of the challenges surrounding reliable, easy-to-use and effective aerial vehicle technology. Most operations still rely on traditional inspection methods – many of which require extended asset shutdown, trained inspectors, high costs and the associated risk to human life.
Enter the Elios 3 – Flyability’s revolutionary caged drone that is finally bringing effective unmanned aerial vehicle surveillance to mainstream non-destructive testing (NDT) use.
Barrier removal
Less of a drone and more of a flying data collection vehicle, the Elios 3 provides inspectors with the ability to harvest multiple data streams in a single, simple-to-navigate flight.
The drone uses LiDAR mapping, highdefinition cameras, lighting, video and other sensors to return multiple data streams and create accurate 3D visuals. It also dramatically reduces the inspection time. Moreover, the cage surrounding the drone is integral to its makeup. It’s also extremely simple to operate, requiring minimal training to use – something that that can easily be learned via the Nexxis training centre, Lab61. Thanks to cutting-edge software, the gathered data is returned in real time through easy-to-understand reports and 3D model choices.
The benefits of using a drone like the Elios 3 to carry out internal inspections can be summed up as follows:
. Enhanced safety: assets within the oil and gas industry typically represent hazardous environments. The oil and gas industry often involves working in hazardous environments, including confined spaces, non-oxygen atmospheres, and at heights. Human inspectors need to be highly trained and there is always an associated risk with such tasks. Removing humans from the equation dramatically increases how safe the inspections are to perform.
. Improved data: However diligent and experienced an inspector might be, human error will always factor into the returned results. The Elios 3 will capture a larger amount of high-quality data in less time. In addition, this reliable information is processed in real time, streamlining the complete process. In turn, this allows inspectors to not only prioritise


maintenance tasks, but also dramatically improves monitoring of asset wear over time. This is thanks to pinpoint geolocation, allowing for the return of the drone to the exact spot for future inspections.
. Reduced downtime: Removing pre- and post-inspection tasks that are necessary for manual inspections can reduce timescales from weeks to mere hours. The Elios 3 can be flown straight into an asset without the need to erect scaffolding or make the area safe for rope entry.
. Cost savings: All of the above lead to a significant reduction in the cost of mandatory inspections. Better data, faster inspection times, the removal of
LIFTING THE LID PCE APRIL –JUNE 2024 4
costly preparation and much-reduced downtime dramatically impact the cost of surveillance and inspections. In addition, these advantages allow for a far more proactive inspection approach. The better the inspection processes, the less likely an operation is to suffer unexpected asset failure. It also prevents unnecessary maintenance and helps maintenance managers more accurately determine the mean time before failure (MTBF).
Some examples of where the Elios 3 is successfully being used for advanced inspections include:
. Drillships
. Offshore rigs
. Storage tanks
. Refineries
. Floating production storage and offloading (FPSO) jetties. ■

Flyability’s drone can carry out nondestructive testing
LIFTING THE LID PCE APRIL –JUNE 2024 5

UP FRONT PCE APRIL –JUNE 2024 6
REJUVENATING AN ICON

The scaffolding has recently been removed from the nose and forward fuselage of the Newark Air Museum’s Avro Shackleton, WR977.
UP FRONT PCE APRIL –JUNE 2024 7
UP FRONT

WR977 was the longest-serving Shackleton Mk.3 in RAF service, which is why it was originally in the collection at RAF Finningley in the UK. It operated Beira patrols during the Rhodesia crisis and was one a pair of Shackletons that found Sir Francis Chichester at the end of his round the world yacht voyage in the 1960s.
Of the 34 Shackleton MR.3s produced, WR977 was constructed very early in the first production batch. It had an active operational life, serving with five different squadrons, and once was the only Mk.3 Phase 3 Shackleton preserved in a private air museum in the UK.
Entering squadron service in 1958 with 220 squadron, by October 1958 it was operating with 201 squadron. From November 1959 to January 1962 WR977 operated with 206 squadron before returning to 201 squadron in April 1963.
In 1966 WR977 was modernised to the improved performance MR.3 Phase 3 variant, returning to operational service with 42 squadron. Further spells with 203, 206 and 42 squadrons from July 1968 to August 1970 preceded WR977’s final squadron service from August 1970 to November 1971 with 203 squadron. WR977 was retired from service to RAF Thorney Island, Hampshire, and was then moved to RAF Finningley, South Yorkshire.
Prior to the Royal Review of the RAF in 1977, the collection of aircraft which had been established at Finningley was dispersed. WR977 was to be scrapped, but Stuart Stephenson, a member of Newark Air Museum, purchased it. A six-week race against time in the spring
of 1977 culminated in WR977 being completely dismantled and moved to Newark on seven lorries on 1st May 1977. The members completed re-assembly over the following four weeks.
Whilst on loan at the museum the aircraft had a brief spell in the ownership of the Lincolnshire Lancaster Association, before it was acquired, along with the Avro Vulcan, by the Newark museum in December 2021.
Refurbishment underway
“The museum is a registered charity and its volunteers undertook a complete repaint of Avro Shackleton WR977 in 2016/17,” explains Howard Heeley, Secretary & Museum Trustee. “However, Covid and some structural issues on the aircraft’s main undercarriage legs delayed the most recent repaint until summer/autumn 2023.”
A bespoke scaffolding system was installed to allow teams of volunteers to work on this significant restoration and repainting project in safe conditions. Work included:
. Replacement and re-sealing of the main cockpit glazing
. In-depth cleaning and lichen removal on the upper fuselage surface
. Re-sealing the upper escape hatch just behind the cockpit
. Conservation and painting of this area of the aircraft.
The WR977 remained open during the work period, as part of the museum’s Open Cockpit offer. The modest contributions for accessing this iconic aircraft contributed towards the
A bespoke scaffolding system was installed UP FRONT PCE APRIL –JUNE 2024 8
cost of scaffolding hire, materials and paint/ chemicals. The museum is also thankful to those who contributed to the Just Giving Campaign, which is now closed.
“For some of the surface areas, like the fuselage top to the wing leading edges, the museum volunteers worked off a bespoke scaffolding system to undertake a lot of preparation work prior to the repainting,” says Heeley. “Removing lichen and some moss was a big task, for which a proprietary agricultural killer was used, sourced and supplied by one of the volunteers. Prior to full scale application, tests were carried out to ensure that any residues left would not cause issues with paint application.”
Coatings applied
“For the white areas on the top of the forward fuselage, a roller-applied Dulux Professional Gloss paint was used over the top of the corresponding undercoat,” explains Heeley.
“However, for the rear fuselage top, volunteers keyed down the old white paint, which was a Witham gloss from 2016, and just applied two gloss coats over the top – again using rollers. Careful attention was paid to only applying paint when the temperature was within an acceptable range.”
He told Protective Coatings Expert: “For the grey on the nose section of the fuselage, up to the leading edge of the wings, the

surfaces were thoroughly prepared by sanding, de-corroding and filling. Two coats of Witham WOCO polyurethane BS381c 638 Dark Sea Grey gloss were then applied. Once again this was applied by roller on top of a Witham WOCO one-pack pale grey etch primer.”
Museum volunteers are now working on the fuselage aft of the wing as and when the weather allows. “Some areas have been rubbed down and once again a Witham WOCO one-pack pale grey etch primer will be used,” explains Heeley. “This will be followed by two coats of roller-applied Witham WOCO Polyurethane BS381c 638 Dark Sea Grey gloss.”
AVRO SHACKLETON MK.3 PHASE 3 WR977
Long Range Maritime Reconnaissance/ Bomber
Aircrew: 10
Span: 36.53m (119´10˝)
Length: 28.19m (92´6˝)
Height: 7.16m (23´4˝)
Typical Armament: three homing torpedoes, nine depth charges, 12 markers, 12 sonobuoys; 2x20mm cannon in nose
Max Speed: 486km/h (302mph)
Range: 5,889km (3,660 miles) normal
Service Ceiling: 5,852m (19,200ft)
Loaded Weight: 45,400kg (100,000lbs)
Power Plant: Four Rolls Royce Griffon 57A (2,450hp each), two Viper Auxiliary Turbojets
In future, further restoration work will be undertaken on the remainder of the airframe. A scheme will also be evaluated to raise the aircraft’s nose wheels from their current position. This will involve the analysis of data from the jacking pads that were constructed underneath the aircraft and refurbished jacks to be installed under both wings of the aircraft. ■ The repainted nose area
UP FRONT PCE APRIL –JUNE 2024 9

USING AI TO CONSERVE HMS VICTORY
UP FRONT PCE APRIL –JUNE 2024 10

The conservation of an international icon like HMS Victory requires all hands on deck, making use of both the tried-and-true historic techniques and the cutting edge of technology. AI and machine learning algorithms are a hot topic now, but can they help with the conservation of Vice Admiral Lord Nelson’s flagship, drydocked in Portsmouth, UK, and the museum’s collection?
UP FRONT PCE APRIL –JUNE 2024 11

Three Master’s students from the University of Southampton (Siddhi Mahendra Pawar, Donheng Wang and Arundati Roy) have set out to do just that. They’re being joined by Dr Rodrigo PachecoRuiz, the National Museum of the Royal Navy’s Archaeological Data Manager, and Amy Adams, the Collections Information and Access Manager.
Since this decade-long restoration began in May 2022, archaeologists have taken over 3,000 images, in addition to the highresolution images taken, to produce multiple 3D digital models of HMS Victory. Previously, these additional images had to be sorted and analysed manually, a time-consuming process. But now, with the aid of AI engines, this process has been automated, increasing the quality and resolution of these recordings.
It’s vitally important to have a detailed and accurate record of the ongoing conservation of HMS Victory. The AI-based algorithm matches images stored in different locations and adds them to the 3D model of the ship. This ensures that the 3D model is as detailed as possible. This record helps capture vital information about historical repairs to the ship, parts that have degraded, and can even help inform the next stages of the project.
More than matching simple images, this project has pushed the boundaries of what AI is capable of. Working on incredibly highresolution complex images, this project is also at the forefront of AI usage in archaeology, although it is a far cry from traditional perceptions of what archaeology is.

Onboard HMS Victory laser scanning
images
for the 3D model
UP FRONT PCE APRIL –JUNE 2024 12
© Dr Rodrigo Pacheco-Ruiz
Wider use
This kind of technology is not only being used on HMS Victory, but broadly within the National Museum of the Royal Navy’s collection, encompassing everything from figureheads to documents to videos. The ways in which these items are catalogued have changed considerably, requiring more detailed information. The museum works hard to ensure its collections are digitally available, ensuring that people from all over the world can access them. However, this does increase the workload for curators.
Utilising AI for ‘entity recognition’, meaning it can retrieve and sort digital records, allows for labelling records in a way that is more accessible to visitors. This means that the AI
This kind of technology is not only being used on HMS Victory, but broadly within the National Museum of the Royal Navy’s collection, encompassing everything from figureheads to documents to videos.
can identify and add labels to collections as needed in such a way that makes it easier for visitors to find relevant information even if they do not know the technical names.
It is clear that AI has applications both in collections and in conservation projects. For HMS Victory, both the modern and historic techniques work together, as the 3D model helps inform the teams hard at work using historic techniques to conserve this icon. ■

UP FRONT PCE APRIL –JUNE 2024 13
John Canning & Co used many of the techniques described in this article to restore the Basilica of the Sacred Heart of Jesus

HISTORIC PAINT ANALYSIS
ANALYSIS
ANALYSIS PCE APRIL –JUNE 2024 14

Connecticut-based restoration and conservation experts John Canning & Co looks at historic paint analysis and finishes investigation undertaken to help identify finishes in historic structures.
ANALYSIS PCE APRIL –JUNE 2024 15
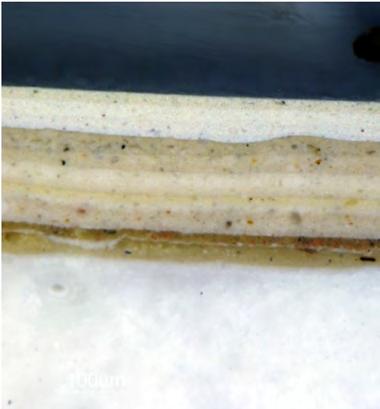
Finish exposures are performed by carefully removing overpaint to reveal historic colours and patterns

Optical microscopy is a standard analysis
The analysis uncovers the layers of history, from the original paint application through all of the alterations that followed. The analysis can be performed on a variety of a historical structure’s different architectural elements (plaster, wood, metal etc.) and reveals a variety of finishes including paint, varnish, and metallic leaf. This process usually involves some archival research for historic materials, on-site investigation, scientific analysis, and the creation of a final interpretation report.
There are a number of paint analysis techniques commonly used during a historic paint analysis, which are explored in detail below to give a better understanding of the various ways in which it is possible to coax a building’s history out of the past.
Historic details revealed
Finish exposures are performed by carefully removing over-paint to reveal historic colours and patterns. This can be done mechanically and/or with chemical strippers.
Historic information that has been gathered during the archival research process of a historic paint analysis and finish investigation can assist in identifying areas for exposure. The photographs, articles, past structure reports or other information gathered during the research phase become a guide. The size of the area of exposure can vary depending on what is uncovered, what the overall plan is and how much of a decorative scheme needs to be revealed. Sometimes once a historic decorative scheme has been discovered, smaller exposures
are done in other areas, to see if the same decorative schemes are found elsewhere. This technique is best used when wanting to uncover potential hidden artwork or patterns, and will often tell the whole story of a historic decorative scheme.
Optical microscopy
Optical microscopy refers to the visual inspection of a collected paint sample under a variety of magnifications. It allows for the detection of the various pigment grain sizes, and also provides a visual of the layers of paint and finishes from the sample.
Optical microscopy is a standard analysis that provides a good base understanding of the layers of paint, varnish and any other build-ups that have occurred through the years. That
ANALYSIS PCE APRIL –JUNE 2024 16
being said, it might not make the identification of fine details possible, and for that reason is often paired with other forms of analysis.
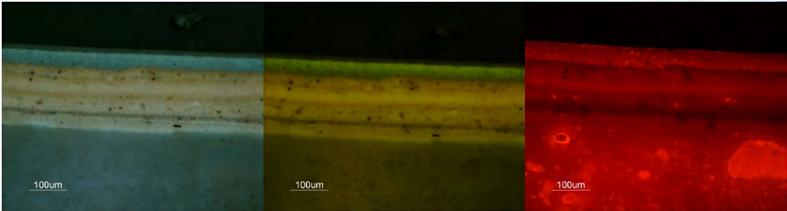
Fluorescent microscopy
One of the most common techniques used in a finishes investigation of paint analysis is fluorescent microscopy, as fluorescent microscopes are standard equipment and can provide very useful information.
Fluorescent microscopy allows the examination of autofluorescence of individual paint layers. Using ultraviolet light and filters, cross-section samples can be examined to reveal and distinguish the layers. Different materials have characteristics that react uniquely to ultraviolet light, which in turn allows for easier identification of layers in stratigraphies and the history of the paint sample than the standard optical microscopy.
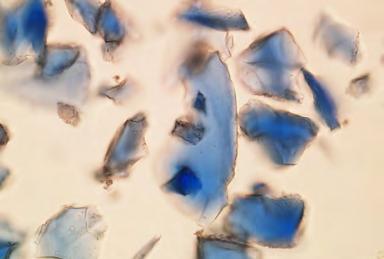
Polarised light microscopy
Polarised light microscopy (PLM) is another common technique used when it is necessary to identify pigments. It involves analysing very small paint chip samples of finish layers (right down to and including the substrate, so nothing is missed) and examining the cross-sections for colours and material characterisation.
PLM is best used to help determine the paint colours, architectural finishes, and to show finish stratigraphies under different kinds of light and reveal the presence of different materials for the existing layers.
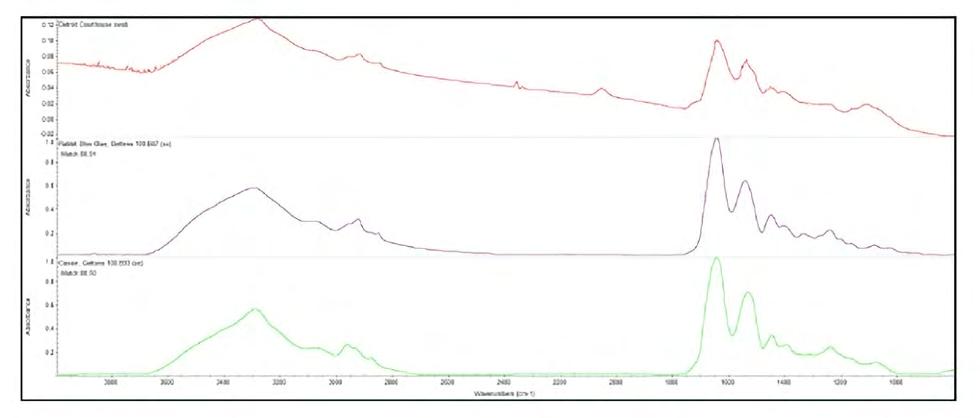
Fourier Transform Infrared Spectrometry (FTIR)
Infrared spectrometry is useful for the identification of both organic and inorganic compounds. FTIR is used to determine the type of paint (chemicals, pigments, etc.) by analysing the way in which its various components absorb infrared light.
The FTIR technique is useful for analysing the chemical composition of smaller particles as well as larger areas on the surface. It can be best used for the analysis of materials to aid in the choice of the optimum solvent needed to selectively remove certain coatings whilst leaving others unaffected.
Knowing when to contact a professional
When it comes to conducting a historic paint analysis of finishes investigation, most professionals will use a combination of techniques in order to identify finishes as precisely as possible.
Fluorescent Microscopy allows the examination of autofluorescence of individual paint layers
PLM is another common technique used when identifying pigments is necessary
FT-IR
Spectra Credit: Williamstown Art Conservation Center
ANALYSIS PCE APRIL –JUNE 2024 17
The underlying paint finish exposed

Though in some cases a simpler analysis may be sufficient, a more comprehensive analysis can be useful when knowing the composition of the paint is necessary to identify the cause of failures, or when it is necessary to determine the best cleaning agents for historic preservation and conservation purposes so that original decoration does not get destroyed.
Recent project
A recent project completed by John Canning & Co is the Basilica of the Sacred Heart of Jesus in Pennsylvania, which involved many of the techniques described above. “It is a recent example of the largest paint exposure our firm has encountered, revealing all the decorative paint and fine art designs of the original chapel,” explains Yvette Dudac, Director of Business Development at John Canning & Co. “The scale of the well-preserved original decoration is truly a unique find in the preservation industry.”
Founded in 1730, the originally-named Conewago Chapel began as a log cabin-styled building established by the arrival of early English Jesuits in 1741 to the Conewago region of Pennsylvania. It was soon to be named St Mary of the Assumption. From 1785-1787, a new church was built to welcome the increased volume of worshipping members to the Conewago congregation. Under this new construction, the church was dedicated to the Sacred Heart of Jesus, and was the first Western Hemisphere parish to bear this honour. To date, the Conewago Chapel is the oldest Catholic church made of stone construction in the US. Pope St John XXIII decreed the Church of the Sacred Heart of Jesus in Hanover, PA a minor basilica in 1962, formally acknowledging the historic, artistic, and pastoral renown of Conewago.
Work scope
Completed within a year, the scope of work performed by Canning focused on the historic decorative paint and fine art conservation of the Basilica of the Sacred Heart of Jesus. Upon completion of the initial paint investigation, Canning shared findings with Father Dwight Schlaline, revealing that the Basilica had wellpreserved original paint designs beneath the existing decorative paint layers. This amazing discovery led to the largest paint exposure the company had ever encountered, revealing all decorative paint and fine art designs of the original chapel. The scale of well-preserved original decoration is truly a unique find in the preservation industry.
Some of the key project areas of mention are the Sacred Heart sanctuary ceiling, Assumption of Mary nave ceiling, original Conewago Chapel artist Franz Stecher’s representation of the Trinity nave ceiling, and the North and South transepts featuring the Nativity of Our Lord, Incarnation of Our Lord, and Salvation of Jesus Christ.
If you are unsure about the steps you should be taking and what the best techniques are to use for your historic paint analysis, it is best to consult a conservator, such as John Canning & Co, which has decades of experience in paint analysis. ■

ANALYSIS PCE APRIL –JUNE 2024 18


Before (top) and after (bottom) restoration
ANALYSIS PCE APRIL –JUNE 2024 19

ANALYSIS PCE APRIL –JUNE 2024 20

BEYOND THE BRESLE

Any industrial coating applicator worth their salt(s) knows the importance of ensuring that soluble salts present on surfaces to be coated should be removed prior to coating application in line with manufacturers’ recommendations, standards and specifications, explains Oliver Hunt, Company Director at Corroless Eastern.
ANALYSIS PCE APRIL –JUNE 2024 21
Failure to remove soluble salts ahead of coating can result in coating failure through osmotic blistering and corrosion due to the hygroscopic action of soluble salts, which draw moisture through the semipermeable organic coating film..
The term salt is commonly used to describe sodium chloride, which from a coatings perspective is typically found in marine environments. However, sodium chloride is not the only salt commonly encountered when undertaking protective coating application, with other common salts being sulfates – found in industrial environments, and nitrates – found in soils and the natural environment.
Such salts can contaminate new structures during transportation and fabrication. Existing structures being refurbished are often contaminated as a result of the environment in which they have existed or operated.
Testing for salts
Simple qualitative tests such as the use of potassium ferricyanide can be employed to determine if salts are present. Although highly sensitive, this test method does not produce quantitative results that can be compared with specifications and manufacturer recommendations.
ISO 8502 details test methods for the ‘Preparation of steel substrates before application of paints and related products’, including various test methods for the testing of chlorides and other soluble salts.
One of the test methods detailed in ISO 8502-6 is the Bresle extraction method and analysis as detailed in ISO 8502-9. Since its launch in 1995 in ISO 8502, the Bresle test has become a widely recognised and deployed test for the potential presence of soluble salts.
The test involves the extraction of a determined volume and quality of water from the surface being tested using a self-adhesive patch which is filled and collected using a syringe. The test solution is then tested using a conductivity meter as detailed in ISO 8502-9. This test is only applicable to water-soluble salts, as the only test solvent permitted is water.
The temperature at which the test is conducted should be compensated for 25°C –something that requires calculation when using simple conductivity meters. Test equipment manufacturers such as Defelsko have produced more sophisticated meters which automatically record and compensate for the required


ANALYSIS PCE APRIL –JUNE 2024 22
The Elcometer 134S – Chlor Test being undertaken




Just a few weeks in here.




Bring the outside into your lab with Atlas. Configurable to precisely simulate environmental conditions, our weathering instruments set the standard for accuracy and reliability. It’s no wonder that Atlas is the platform of choice for durability testing worldwide.








































One year in the tropical sun.
See the widest range of weathering instruments and laboratory test services at atlas-mts.com.
False positives
parameters to overcome this one potentially challenging element of the test procedure.
This leads on to one of the common misconceptions when testing for watersoluble salts using the Bresle method. Often this test is simply referred to as a ‘salt test’, but in truth it is a conductivity test.

This failure to properly appreciate what the Bresle test is demonstrating can lead to alarm and poor decision-making when readings greater than the specified levels are witnessed.
It is perfectly possible for false positive test results to occur when substances which increase the conductivity of water are present on the surfaces being tested. Such substances could be zinc salts or remnants of zinc-rich primers following preparation works.
Receiving a false positive test result could cause the repeating or undertaking of washing operations and subsequent re-blasting/ preparation activities – with significant financial and environmental costs and causing delay to the completion of the works. This can be particularly galling if once repeated due to the type of contamination present, high readings are still encountered when retesting.
This risk is not only limited to the Bresle test method, but also to any other soluble salt testing method which uses conductivity to determine if soluble salts are present.
Multi-stage testing
Fortunately, before proceeding down this path there is a set of relatively low cost and easy to conduct secondary tests which can be used to verify the accuracy of a Bresle test.
Manufactured by Chlor Rid and distributed by Elcometer in the UK, the Elcometer 134S & 134 CSN test kits provide a pre-packaged alternative means of testing for soluble salts.

potentially save thousands in rework, making them an invaluable part of your testing and inspection equipment.
Similarly, the potassium ferricyanide test mentioned earlier could also be used to prove or disprove a potentially false positive test.
Conclusion
Whilst it is undoubted that test methods for soluble salts that use conductivity of a solution to determine if soluble salts could be present have their place and uses, for reasons such as relative low cost and repeatability, it is essential that those specifying and undertaking such tests understand their limitations. Secondary verification using titrations and colorimetric tests can prevent the incurring of unexpected additional costs for little time and expense. ■
Elcometer’s
When using the 134 CSN kit, which tests for chlorides, sulfates and nitrates, it is possible to determine which soluble salt is present, if any. Having access to these test kits could
 The elcometer 134 CSN test kit
Defelsko’s more sophisticated Positector SST
The elcometer 134 CSN test kit
Defelsko’s more sophisticated Positector SST
130
ANALYSIS PCE APRIL –JUNE 2024 24
SSP soluble salt profiler
PosiTector ® Inspection
I n t r o d u c i n g t h e n e x t g e n e r a t i o n
P o s i Te c t o r g a g e b o d y
a l l y o u r i n s p e c t i o n n e
A l l G a g e s F e a t u r e . . .



o f a b u t t o n
n N E W We a t h e r p r o o f , d u s t p r o o f , a n d w a t e r- r e s i s t a n t
I P 6 5 - r a t e d e n cl o s u r e
n N E W E r g o n o m i c d e s i g n w i t h d u r a b l e r u b b e r i z e d g r i p
n S h o c k - a b s o r b i n g p r o t e c t i v e r u b b e r h o l s t e r f o r a d d e d
i m p a c t r e s i s t a n c e
n Tw o y e a r w a r r a n t y o n g a g e b o d y A N D p r o b e
n C o n f o r m s t o n a t i o n a l a n d i n t e r n a t i o n a l s t a n d a r d s
i n cl u d i n g I S O a n d A S T M
n N E W A u t o r o t a t i n g d i s p l a y w i t h F l i p L o c k
n N E W S c r e e n C a p t u r e s a v e 1 0 0 s c r e e n i m a g e s f o r
r e c o r d k e e p i n g a n d r e v i e w
n H i L o a l a r m a u d i b l y a n d v i s i b l y a l e r t s w h e n m e a s u r e m e n t s
e x c e e d u s e r- s p e c i f i e d l i m i t s
n N E W I n s t a n t - o n f e a t u r e q u i c k l y p o w e r s u p t h e g a g e i f
r e c e n t l y p o w e r e d
n N E W U p t o 3 0 % l o n g e r b a t t e r y l i f e
Customized Inspection Kits...
Build your o wn kit from a selection of ga bodies and probes to suit your needs
NEWDesignand









Backwards Compatibility! The PosiTector gage accepts ALL coating thickness (6000/200), environmental (DPM), surface profile (SPG/RTR), salt contamination (SST), hardness (SHD/BHI), and ultrasonic wall thickness (UTG) probes manufactured since 2012.

C o a t i n g T h i c k n e s s S u r f a c e P r o f i l e E n v i r o n m e n t a l C o n d i t i o n s U l t r a s o n i c W a l l T h i c k n e s s D e Fe l s k o C o r p o r a t i o n l O g d e n s b u r g , N e w Yo r k U S A Te l : + 1 - 3 1 5 - 3 9 3 - 4 4 5 0 l E m a i l : t e c h s a l e @ d e f e l s k o c o m 1 - 8 0 0 - 4 4 8 - 3 8 3 5 l w w w d e f e l s k o c o m H a r d n e s s S a l t C o n t a m i n a t i o n
n N E W L a r g e r 2 8 ” i m p a c t r e s i s t a n t c o l o r t o u c h s c r e e n w i t h r e d e s i g n e d k e y p a d f o r q u i c k m e n u n a v i g a t i o n
a
n N E W O n - g
g e h e l p e x p l a i n s m e n u i t e m s a t t h e t o u c h

SPOTLIGHT PCE APRIL –JUNE 2024 26
Slowing down corrosion in high temperature states

The high temperatures and corrosive environments of the GCC are unavoidable, so the only answer is to build structures in a way that will slow down the corrosion process.
SPOTLIGHT
SPOTLIGHT PCE APRIL –JUNE 2024 27
Hot temperatures and other harsh elements make corrosion a constant threat to the durability of reinforced concrete
Some climates such as those in GCC (Gulf Cooperation Council) countries make it extremely difficult to build structures with long service lives. Hot temperatures and other harsh elements make corrosion a constant threat to the durability of reinforced concrete. Rather than default to expensive options such as epoxy-coated rebar and extra-thick concrete cover, Cortec’s MCI Technology offers a costeffective alternative to extend structural service life in high temperature areas.
Corrosion problem
The reason why corrosion is such a problem in GCC states is because the higher the temperature, the faster corrosion can occur. Every time the temperature rises by 10°C (50°F) corrosion activity can double. Since temps in the GCC frequently exceed 38°C (100°F) in the summer, the processes at work to rust rebar in reinforced concrete structures are in full force. Add to this the proximity of salt-laden air in coastal areas and the presence of chlorides in sabkha soil or high water tables, and the risk for structural deterioration is even higher. At the same time, a strong cultural desire exists to create sustainable structures that will last for the next generation.
Cost-effective protection
Migrating Corrosion Inhibitors (MCIs) are an excellent antidote to corrosion in reinforced concrete structures. By specifying MCIs, engineers can significantly extend the expected service life of the structure at a small percentage of the construction cost. These amine-carboxylate based inhibitors affect both the anodic and cathodic portions of a corrosion cell and can be applied in many forms, including concrete admixtures and topical treatments. MCIs can migrate through the concrete matrix as a liquid via capillary action and as a vapour throughout the pore structure. An affinity to metal allows MCI molecules to adsorb on the surface of metal reinforcement, forming a protective layer that delays time to corrosion and significantly reduces corrosion rates once started. It is the one of the easiest and most cost-effective methods of protecting metal reinforcement from corrosion when compared with epoxycoated rebar, cathodic protection, and calcium nitrite.

SPOTLIGHT PCE APRIL –JUNE 2024 28

SPOTLIGHT PCE APRIL –JUNE 2024 29

New construction or facility maintenance
Adding MCIs from the start is an excellent way to protect against corrosion in high chloride, high temperature GCC coastal environments. MCI Technology can be applied to new structures as a concrete admixture such as MCI-2005, a USDA Certified Biobased Product that does not accelerate set time (unlike calcium nitrite, which can make the concrete mix extremely difficult to work with in hot weather).
However, existing structures never enhanced with MCIs can still benefit from an MCI surface-applied corrosion inhibitor (SACI) applied during repair or routine application of a water repellent. MCI-2020 offers the highest concentration of MCI SACIs and should be followed by the application of a water repellent or other sealing material (be sure to check compatibility). For the convenience of two-inone application, MCI-2018 combines MCI with a 100% silane water repellent for dual protection against the elements.
Notable applications
MCI Technology has been used in countless structures exposed to the GCC climate. Most notable is the Burj Khalifa, the tallest building in the world to date, built with a 100-year design life. Due to harsh groundwater conditions, MCI2005 was added to the substructure for extra protection. The application was similar for the Princess Tower, where the service life prediction doubled with the addition of MCI-2005 at less than one tenth of a per cent of total construction costs. MCI-2005 has also been specified in medical and hospitality facilities in the region.
Extended service life
The high temperatures and corrosive environments of the GCC are unavoidable. The only answer is to build structures in a way that will slow down the corrosion process and thereby extend service life. MCI makes the most economical and practical sense for that purpose and has a long track record of use in the GCC. ■
SPOTLIGHT PCE APRIL –JUNE 2024 30

SPOTLIGHT PCE APRIL –JUNE 2024 31
MCI Technology was used in the Burj Khalifa

Innovative flour mill protection
SPOTLIGHT PCE APRIL –JUNE 2024 32

In the pursuit of maintaining high standards of safety in the food and drink industry, Belzona is constantly seeking innovative solutions to address challenges related to equipment maintenance and corrosion protection, explains Rhiannon McIver, Marketing Supervisor at Belzona.
SPOTLIGHT PCE APRIL –JUNE 2024 33
The original silo condition
Recently, after undergoing rigorous tests to ensure its suitability for dry food contact, a breakthrough has been achieved with the successful application of Belzona 5811DW2 (DW Immersion Grade), a cutting-edge protection system, in a flour mill in Belgium.
The food and drink industry is bound by strict regulations and guidelines to ensure the safety and quality of products. Food comes into contact with many materials and articles during its production, processing, storage, preparation and serving, before its eventual consumption. The European Food Safety Authority states that Food Contact Materials (FCMs) should be sufficiently inert so that their constituents neither adversely affect consumer health nor influence the quality of the food.
Flour mills, being a crucial part of the food supply chain, must adhere to these standards. Equipment used in the milling process, such as storage tanks, hoppers, chutes and conveyors, is prone to wear, corrosion, and degradation over time. Traditional coating solutions often fall short in providing a long-lasting, food-safe barrier.
EU Food Regulation 10/2011
EU food contact legislation covers the general rules applicable to all materials and articles intended to come into contact with foodstuffs (Regulation (EC) No. 1935/2004). For specific materials such as plastics, more detailed legislation has additionally been in place for several years.
Regulation (EU) 10/2011 sets out safety requirements for plastic materials and articles intended to come into contact with food. This regulation is a specific measure for plastic food contact materials as mentioned in the European Framework Regulation (EC) 1935/2004.
This regulation applies not only to plastic food contact packaging but also to equipment such as food storage tanks, pipes, pumps, containers, conveyer belts, etc.
Approved for use
Belzona 5811DW2 (DW Immersion Grade) is a solvent-free coating initially designed for the protection of surfaces operating under potable water immersion or where potable water approval is required.


Installation of the scaffolding prior to blasting
Reacting to customer demand, Belzona distributor Perspect Benelux recently invested in comprehensive testing to evaluate the

SPOTLIGHT PCE APRIL –JUNE 2024 34

coating’s suitability for contact with dry foodstuffs.
Its customer, a large mill in Belgium that specialises in the production and development of physically treated wheat flour and mixes used as cake flour, sought a coating suitable for contact with flour which would provide long-term corrosion protection. Building on the success of achieving WRAS approval for contact with drinking water, Belzona 5811DW2 (DW Immersion Grade) was put forward as a possible solution.
Comprehensive testing
Confident in the performance, Perspect Benelux opted to have Belzona 5811DW2 (DW Immersion Grade) tested by the Belgian
packaging institute IBE-BVI, which is an accredited independent laboratory according to ISO 17025 and recognised throughout Europe. Its results confirmed the coating’s compliance with specific requirements of European Regulation Nos. 1935/2004 and 10/2011 for prolonged contact with dry foodstuffs.
Perspect Benelux was able to provide tailored support to the customer, in collaboration with Belzona, by providing sufficient data and evidence to satisfy the customer that Belzona 5811DW2 (DW Immersion Grade) is safe and suitable for their specific needs and service conditions.
The positive results were recognised on completion of the project by the FAVV (Federal Agency for the Safety of the Food Chain), which
SPOTLIGHT PCE APRIL –JUNE 2024 35
The surfaces after coating
confirmed that application was completed according to the approved method using Belzona 5811DW2 (DW Immersion Grade).
The unique formulation of this Belzona coating not only ensures compliance with food safety regulations but also offers outstanding protection against corrosion and abrasion. It has been certified as non-leaching, with no harmful emissions or influences on dry food products and flour based on this customer’s specification.
This future-proof coating was also found to conform to the maximum limits of mineral oil aromatic hydrocarbons (MOAH), mineral oil saturated hydrocarbons (MOSH) and Polyolefin oligomeric saturated hydrocarbons (POSH).
The likelihood of these guidelines becoming a requirement in the near future is significant due to the new EU Food standards coming into place.
The results of the tests were not only promising but exceeded expectations, leading to the green light for application to the internals of 30 flour storage tanks, representing some 6,000 square metres in total.
The issue
Due to the age of the installation, the original lining was blistering and there was a risk it could contaminate the product to be stored in the tanks. In order for the customer to re-use these old, out of service tanks, a new lining was required. Other linings were tested, but Belzona 5811DW2 (DW Immersion Grade) was the only one approved by the QA-QC department. The alternative would have been to build a new silo complex, which would have been extremely expensive.

Application process
The application of Belzona 5811DW2 (DW Immersion Grade) in the flour mill followed a meticulous process to ensure long-lasting protection. The steel surfaces of the tank to be coated were prepared, cleaned and blasted to the recommended standard of cleanliness, Swedish Standard Sa2.5, SSPC-SP10 (NearWhite Metal), with a minimum profile of 3mil (76.2µm). Two coats were then applied by airless spray in cream, to a dry film thickness of 400µm (15.75mil).
Conclusion
Tested in accordance with parts of the Food Safety Regulations, Belzona 5811DW2 (DW Immersion Grade) meets some of the stringent requirements for materials in contact with dry foodstuffs, providing a reliable solution for compliance with regulatory standards.
Extended equipment lifespan: The robust nature of the lining enhances the durability of equipment, reducing the frequency of maintenance and replacement.
Solvent-free formulation: The lining’s solvent-free formulation means it is not only food-safe but also environmentally-friendly. This characteristic aligns with Belzona’s commitment to sustainable practices, prioritising the safety of both workers and the surrounding environment.
Corrosion resistance: Belzona 5811DW2 (DW Immersion Grade) acts as a barrier against corrosion, preventing the degradation of equipment and maintaining equipment integrity.
Improved operational efficiency: With reduced downtime for maintenance, flour mills can operate more efficiently, contributing to increased productivity and cost savings.
Future potential
The successful lining of 10 tanks (to date) with Belzona 5811DW2 (DW Immersion Grade) in this flour mill highlights the potential of this innovative lining being adopted into the maintenance practices of food manufacturers across Europe. As industries evolve, the implementation of such advanced solutions will become pivotal in ensuring a reliable and sustainable food supply chain. ■
SPOTLIGHT PCE APRIL –JUNE 2024 36

Completed application of Belzona
(DW Immersion Grade)
SPOTLIGHT PCE APRIL –JUNE 2024 37
5811DW2

PAINTING AN ICON IN FOCUS
IN FOCUS PCE APRIL –JUNE 2024 38

Battleship Texas was a veteran of both World Wars and is the world’s last surviving dreadnought. The USS Texas is still currently undergoing a refit alongside Pier D in Gulf Copper Shipyard in Galveston, Texas where PPG has been supplying the coatings to bring the ship back to its original colours.
IN FOCUS PCE APRIL –JUNE 2024 39
The battleship Texas soon after being drydocked

Q. What has been PPG’s involvement with the USS Texas?
A. PPG has been involved with the Battleship Texas Foundation for many years, with the company’s formal involvement in the drydock refurbishment starting about three years ago. Before this, PPG had been engaged in smaller restoration projects by donating paint and volunteering time.
The current major refit of the USS Texas began with Gulf Copper Shipyard drydocking the ship in September 2022. PPG has a strong and positive relationship with Gulf Copper, making this collaboration a natural fit.
Q. Have you supplied all the coatings?
A. For the drydock phase, PPG supplied all the necessary coatings, initially focusing on the underwater hull. Future phases for the topside and other areas will involve additional coatings.
Q. Were the coatings supplied on a donation or paid-for basis (or a mixture of both)?
A. The Battleship Texas Foundation purchased the coatings for the current drydock phase. In the past, PPG has donated coatings and volunteered time for smaller restoration efforts.
Q. Can you provide detail on what preparation was carried out for the coatings on the different parts painted, i.e. grit blasted or water jetting, and to what standard? Was PPG involved in these decisions?
A. Based on coating surveys done prior to and during drydocking, PPG recommended gritting blasting the ship to Commercial Condition (SSPC-SP6). This included the current steel and any new steel added.
Q. Can you supply a list of the coatings and where they were used? When it comes to matching any colours – how was this achieved?
IN FOCUS PCE APRIL –JUNE 2024 40
Work begins on the underwater hull (left) and after steel renewal and painting (right)

A. Solutions used include PPG SigmaWeld 199 primer, PPG Amercoat 240 epoxy, and PPG SigmaShield 880GF coating for the underwater hull, PPG PSX 700 polysiloxane, PPG SigmaShield 880GF coating for areas above the waterline, and PPG Amerlock 400 coating for the ship’s main guns. Specific coatings were chosen for different parts of the ship to ensure both protection and historical accuracy in appearance.
Q. Was any surface prep carried out between coats?
A. Occasionally, a freshwater pressure wash is completed between coats to ensure the surface is free of any surface contaminants.
Q. Was it sprayed or hand-painted?
A. Sprayed using an airless pump/gun. Brush and roll occurred for the touch-up of hard-to-reach angles/areas to ensure proper coatings coverage.
Q. How was PPG involved in each step?
A. PPG was involved in all pre-work meetings to ensure that surface prep and coatings specifications were followed. A large part of this oversight is performed by Louis Martinez, our Field Technical Service Rep. He has been invaluable in ensuring the job is completed correctly to ensure the Battleship Texas will be protected for years to come.
Q. I believe the ship has not been antifouled. Can you explain how the decision was made?
A. Antifouling was deemed unnecessary given the ship’s status as a stationary museum piece.
Q. When it comes to the other coatings selected – how were these decisions made?
A. Utilising PPG’s advanced colour-matching technology and historical colour charts, we ensured the ship’s appearance authentically
IN FOCUS PCE APRIL –JUNE 2024 41

Coating decisions were based on the need for durability, historical accuracy in appearance, and protection against specific environmental challenges.
Sideshell plating before (above) and after (right) renewal and painting
reflected its original hue from its service in the World Wars. This precision in restoration showcases PPG’s commitment to colour excellence and historical accuracy.
“Coating decisions were based on the need for durability, historical accuracy in appearance, and protection against specific environmental challenges. We selected modern solutions while respecting the ship’s historical significance,” explains Josh Stinson, PPG Regional Sales Manager, Protective and Marine Coatings.
Q. Is there anything else you would like to add?
A. “The project has been a source of pride and honour for everyone involved, offering a chance to contribute to preserving a significant piece of history. Volunteers’ enthusiasm and personal engagement, including former military personnel and PPG team members, highlight the community’s strong connection to Battleship Texas and its legacy,” says Todd Moran, PPG Sales Representative, Protective and Marine Coatings.

“An especially touching aspect of this project was the involvement of ex-military personnel and local communities who participated in activities like cooking for visitors and signing the ship’s hull, creating a tangible and emotional link to the ship’s storied past. These acts of service and remembrance underscore the deep respect and reverence held for the Battleship Texas, further solidifying its place as a historical artefact and as a living testament to the sacrifices and achievements of those who served on it,” concludes Louis Martinez, PPG Technical Services Representative, Protective and Marine Coatings.■
IN FOCUS PCE APRIL –JUNE 2024 42
Battleship Texas with its hull repainted before being refloated

IN FOCUS PCE APRIL –JUNE 2024 43

IN FOCUS PCE APRIL –JUNE 2024 44
IMPROVING EEXI & CII

FPMC has learned that Hempaguard antifouling not only improves fuel efficiency, but it can also significantly reduce CO2 emissions.
Hempel’s SeamFlow being applied on the VLCC FPMC C LORD
IN FOCUS PCE APRIL –JUNE 2024 45

FPMC chose to opt for Hempaguard and SeamFlow on the VLCC FPMC C LORD
Formosa Plastics Marine Corporation (FPMC), part of the Formosa Plastics Group, specialises in the transportation of raw materials required by the group, as well as the commercial business of spot and longterm charters. Since the International Maritime Organization’s CII and EEXI regulations went into force, they have had a significant impact on FPMC’s operations. From 1 January 2023 it became mandatory for all ships to calculate their attained Energy Efficiency Existing Ship Index (EEXI) to measure their energy efficiency and to initiate the collection of data for the reporting of their annual operational Carbon Intensity Indicator (CII) and CII rating.
FPMC and Hempel have enjoyed a long history of cooperation, and FPMC learned that Hempaguard antifouling coating could not only improve the fuel efficiency of vessels, but more importantly it can significantly reduce CO2 emissions, which conforms to FPMC’s goal to move to a more sustainable antifouling solution
and enhance its CII rating. Last year therefore, FPMC chose to opt for Hempaguard for the first time. It was decided to apply SeamFlow on the VLCC FPMC C LORD – the first ever application of Hempel’s weld fairing system. Hempaguard will significantly reduce the CO2 emissions and save fuel with a smoother hull, while SeamFlow will help shipowners reduce costs and meet the environmental goals by smoothing rough welds to reduce drag.
The challenge
FPMC started with two chemical tankers as ethylene dichloride carriers to carry the company’s raw material. As the economy continued to grow, FPMC increased its fleet with 11 MR chemical tankers over the following 20 years and expanded the service to commercial operations. As of 2023, FPMC has owned a total of 45 vessels with a total deadweight of 5.5 million tons.
IN FOCUS PCE APRIL –JUNE 2024 46

As IMO’s CII and EEXI regulations went into force, FPMC needed a high-quality antifouling coating solution to reduce fuel costs and ships’ emissions.
The solution
Based on FPMC’s needs, Hempel recommended its flagship hull coating Hempaguard, as well as SeamFlow.
Hempaguard uses the innovative patented ActiGuard technology, which has been applied to a large number of vessels and delivers excellent performance across many different trading patterns. Hempaguard X7 offers 60 months’ sustained fouling defence with an average of 8% fuel savings and speed loss of 1.4% over the service interval, significantly reducing carbon dioxide emissions and saving fuel by having a smoother hull.
SeamFlow is a smart and simple solution for shipowners to reduce costs and meet environmental targets without needing any
significant additional downtime. By smoothing over rough welds, it significantly lowers drag and consequently reduces fuel usage.
FPMC expects to benefit from the superior performance of Hempaguard and SeamFlow. ■
AT A GLANCE
Vessel: FPMC C LORD
Operator/owner: FPMC
Hempel system: . Hempaguard X7 hull coating system . SeamFlow weld seam smoothening solution
Shipyard: Yiu Lian Dockyards (Shekou) Co., Ltd.
Date: October 2023
IN FOCUS PCE APRIL –JUNE 2024 47

IN FOCUS PCE APRIL –JUNE 2024 48

FINNLINES ADOPTS GRAPHENEBASED COATING
Finnlines, in partnership with GIT Coatings, is accelerating its decarbonisation efforts by adopting XGIT-FUEL, an innovative graphene-based hard foul release hull coating across its Ro Ro and Ro Pax fleets.
Starting with its first vessel in 2022, Finnlines has already applied this highperformance hull coating to four vessels as part of a recently-signed fleet agreement, reducing fuel consumption and emissions by around 7% compared to previously used coatings.
Over the past decade, Finnlines has invested significantly in its sustainability initiatives, dedicating hundreds of millions of euros to enhancing vessel performance and reducing carbon emissions. These investments have included the introduction of new, more efficient vessels and the upgrading of existing ones with advanced energy-saving technologies. One of the most recent projects involves the application of the low-friction hull coating XGIT-FUEL across its fleet, which helps to reduce fuel consumption and emissions by reducing vessel drag.
“Our commitment to sustainability is at the forefront of every decision we make,” says Thomas Doepel, VP and Deputy CEO at Finnlines, commenting on the initiative. “By integrating XGIT-FUEL into our fleet, we are not only reducing costs and advancing our environmental goals but also setting a new standard in the industry for environmental responsibility.” ■
IN FOCUS PCE APRIL –JUNE 2024 49

PIONEERING VESSEL MAINTENANCE AND SAFETY
Jotun Hellas in Greece has introduced a groundbreaking Aerial Drone Inspection Service.
UPDATE
UPDATE PCE APRIL –JUNE 2024 50

UPDATE PCE APRIL –JUNE 2024 51
This cutting-edge service involves certified and experienced Jotun Coating Advisors utilising state-of-the-art aerial drones to conduct comprehensive outdoor and indoor inspections of vessels. With the capability to access even the most challenging areas, including decks, accommodation, funnels, lifeboats, cranes, cargo holds, hatchcovers, and the external hull above the waterline, this service ensures the most thorough assessment possible.
The Aerial Drone Inspection Service provides ship operators with accurate and detailed information about the current state of their vessels. The service analyses the vessel’s paints and coatings condition, documented with high-resolution photos and videos, enabling data-driven decisions for maintenance and repair work. The inspection material, including a complete Drone Inspection Paint Condition Report, is prepared by Jotun Coating Advisors having assessed each inspected area,
ensuring that every aspect is considered, and every detail reported.
Numerous advantages
Ship operators in Greece can now benefit from enhanced accuracy in budgeting and efficient scheduling of maintenance and repairs, resulting in cost efficiency and timely maintenance. By identifying and addressing corrosion at an early stage, drone inspections support the prevention of deterioration and enable datadriven decision-making for safety on board. With access to reliable inspection information, ship operators can proceed with confidence in their improvement initiatives.
Jotun Hellas remains committed to delivering innovative solutions that optimise vessel performance and safety. The Aerial Drone Inspection Service represents a significant step forward in the maritime industry, offering ship operators unparalleled insight and control over their vessels’ maintenance and safety. ■

UPDATE PCE APRIL –JUNE 2024 52

and only in Greece
UPDATE PCE APRIL –JUNE 2024 53
Only Jotun Hellas provides the Aerial Drone Inspection Service

Virtual Reality First
AkzoNobel Aerospace Coatings has partnered with International Aerospace Coatings (IAC), a global leader in aircraft painting and aviation services, to integrate its Virtual Reality (VR) paint technology into the company’s future training programmes. IAC has thus become the first MRO (Maintenance, Repair and Operations) provider globally to integrate AkzoNobel’s innovative technology into its day-to-day operations.
The VR technology being used by IAC –which is mobile and delivered to IAC’s European headquarters in Shannon, Ireland as part of AkzoNobel’s Aerofleet Training+ portfolio – immerses the individual painter in a virtual paint booth, complete with the aircraft part to be coated.
The system can be programmed with various paint parameters, such as the thickness of the coating required, overcoat times and tailored spray gun set-up. As the operator uses the spray gun, they can see whether too much or too little paint is used and look for inconsistencies in the way the coating is being
applied. Their skills can be measured, including the distance, angle, and speed at which the gun is used. It shows where runs and sags occur, or where the wet film thickness is not sufficient, or the coverage is inadequate to deliver the desired finish.
By effectively moving the physical spray booth into a VR classroom, IAC can eliminate waste, reduce costs and further improve safety, since no physical products are involved in the process. There are also no costs or time associated with cleaning the spray guns, or the additional VOCs released from the solvents required, or in providing the panels needed
UPDATE PCE APRIL –JUNE 2024 54

for wet paint training. With VR, customers can train more painters, more quickly, at a time that is convenient, and allow trainees to make mistakes without incurring high costs for scrap and rework.
John Mulqueen, VP Operations EMEA at IAC, says that the technology is not only relevant to new trainees, but also an essential way of further upskilling or refreshing existing painters.
“For new starters, it provides an immersive learning experience, while for existing staff, it offers opportunities for upskilling and career development,” he explains. “One of the major advantages is the efficiency of the VR system, providing engaging training without material waste. Having the flexibility of access to this technology on a daily basis enhances our training programmes and motivates and empowers our staff.”
The introduction of the new VR technology will enable IAC to refocus its training programmes; in the future, up to 70% of all new apprentice training can be completed in the classroom, without a single drop of paint being sprayed.
Mobile technology
The mobile nature of the VR technology enables IAC not only to train painters at its headquarters, but also at its other sites around the world. “Being able to transfer the equipment globally helps ensure consistent training standards across all of our facilities,” John adds. “This efficiency not only benefits
our training processes but also aligns with our commitment to sustainability by minimising material usage and waste. Integrating the VR system into our training curriculum marks a significant step forward for our company in terms of safety, efficiency, and sustainability.”
Emmett Moran, Head of Operations, says: “This technology will help IAC upskill our existing painters, and allow our painters to trial new primer/paint systems without the use of actual materials, this is a game changer from a waste perspective, as we will have zero emissions and no waste generated from this programme. We also intend to roll out a ‘Top Gun’ competition globally for our painters to see who can achieve the highest score when painting a complex component.”
Martin Carter, Area Sales Manager for UK & Ireland at AkzoNobel Aerospace Coatings, says the integration of VR into IAC’s training regimen is an example of how AkzoNobel is supporting its customers with meaningful help. “Typically, when a customer asks for training, we must provide significant quantities of paint, much of which is wasted.
“With VR as an integral part of our Aerofleet Training+ portfolio, we’re helping organisations and innovators like IAC to become significantly more efficient and sustainable in the future painting/repainting of aircraft for which they are responsible. It’s an excellent example of a true partnership at work and demonstrates our commitment to enhancing sustainability in practical and meaningful ways.”
■ UPDATE PCE APRIL –JUNE 2024 55

REVIEW PCE APRIL –JUNE 2024 56
NEW PRESERVATION LINE

Integrating a new paint line into an existing building provides improved customer support, optimised manufacturing processes and increased resource efficiency.
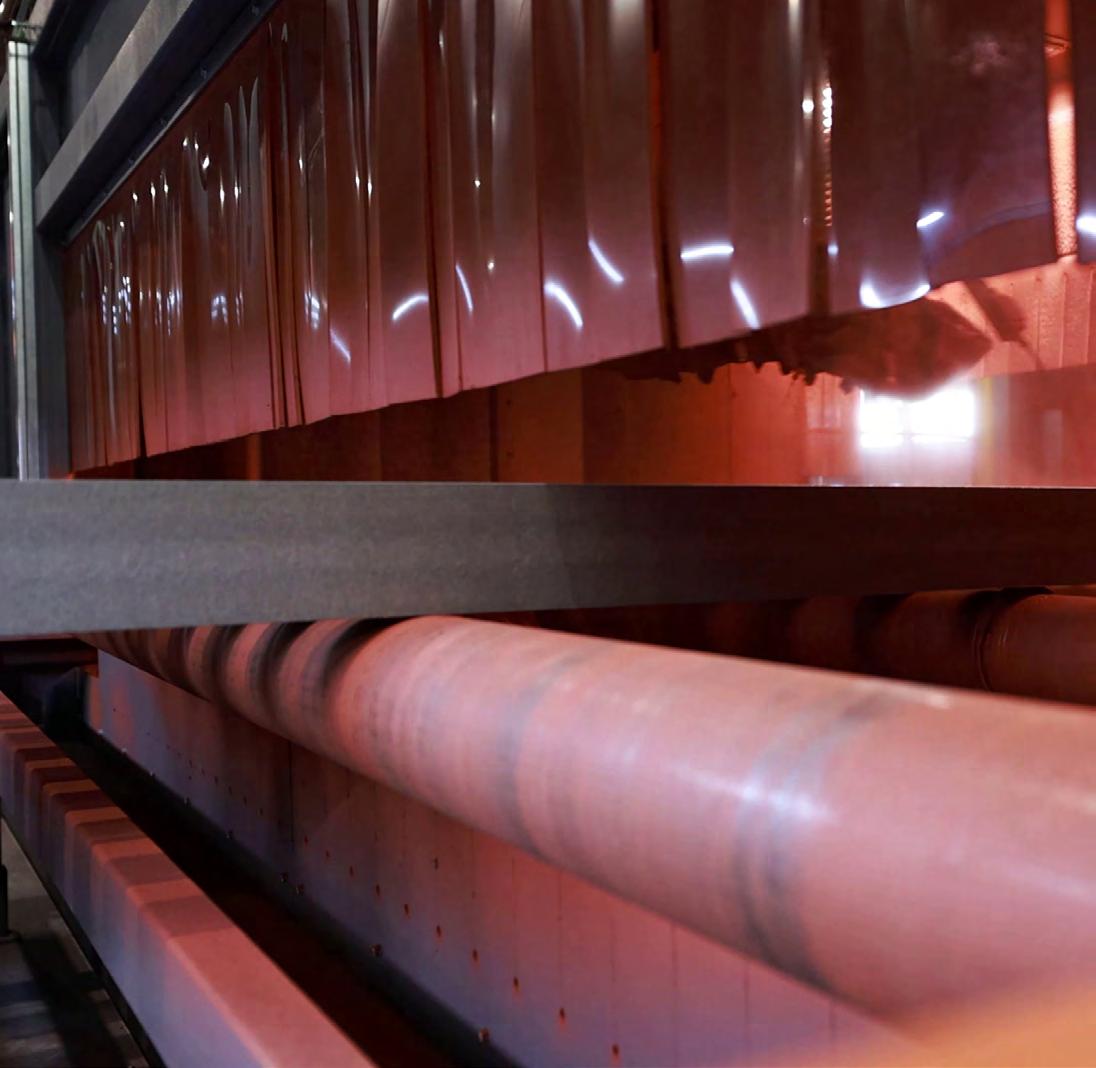
The design was adapted to the existing building
REVIEW REVIEW PCE APRIL –JUNE 2024 57
To meet customer demands faster and more efficiently, Carl Spaeter Hamburg has expanded its range of manufacturing equipment with a preservation line from Rösler. The KON 34/6-HD line combines shot blasting and painting in one single system and is equipped with two paint systems. Perfectly integrated into an already existing building containing an overhead crane, the new preservation line allows not only a higher material throughput but also improves the entire production flow, resulting in shorter lead times.
Founded in 1905 in the city of Hamburg as a hardware store, Carl Spaeter Hamburg became one of the leading steel suppliers for retailers, mechanical contractors and industrial manufacturers in Northern Germany and beyond. The company’s success is based on a broad line of steel products with an inventory of more than 25,000 tons, short delivery times, high operational flexibility and numerous steel processing and refinement services.
“Since our existing shot blast and painting line had reached the end of its usable life, and because we wanted to improve our customer support, we purchased the KON 34/6-HD from Rösler,” explains Mike Barz, General Manager at Carl Spaeter Hamburg. “The equipment supplier from Untermerzbach in Southern Germany won this substantial purchase order against two competitors for the following reasons: Rösler adapted its equipment concept to the customer’s requirements. At the same time the customer was impressed by the quality and sturdy equipment design and Rösler could show several reference plants in the field.”
“Within a very short time period Rösler, with input from us, developed a viable equipment concept that was perfectly adapted to our existing building and our technical requirements,” says Reyk Hagelberg, Plant Manager at the company.
Fully automatic, energysaving shot blasting
A critical customer demand was that the line must be able to handle steel components, up to 3.2m wide, 400mm high and a length of up to 21.2m. Moreover, Rösler had to make sure that steel plates with a thickness of 4mm could be shot blasted with the same high-quality cleaning results as plates with a thickness of 100mm. An additional requirement was that all surface areas and edges of steel beams were
perfectly blasted and received optimal paint coverage. Since the steel components have a maximum weight of 12 tons, the design of the roller conveyors and cross-transport systems had to be extra sturdy.
Special sensors measure the height of the steel components, and in the case of steel plates also their width, placed on the inlet roller conveyor of the preservation line. The Programmable Logic Controller then automatically determines how many turbines must be turned on to clean the respective components. Other parameters such as travel speed, paint type and paint thickness are also part of the processing programs, which are stored in the PLC and can be called up from the operating panel. In a first step the steel components are passed through a pre-heater that prevents moisture from being carried into

the shot blast machine. The exhaust air from the pre-heater is guided to the paint drier, which helps to reduce the drying time of the applied paint.
From the pre-heater, the work pieces are transferred to the shot blast machine. The
REVIEW PCE APRIL –JUNE 2024 58


machine housing is made from manganese steel. In addition, the blast chamber is lined with overlapping liners made from manganese steel. Eight high-performance Gamma 400G turbines, each with a drive power of 22kW, ensure that the specified cleanliness of SA
2.5 is consistently and safely achieved at a travel speed of up to 4m/min. Compared with conventional blast wheels, the Gamma turbines with their ‘Y’ design curved throwing blades achieve up to 20% higher blast performance and at the same time reduce the energy
The eight Gamma 400G high-performance turbines with ‘Y’ shaped throwing blade guarantee consistent highquality shot blasting results
The preservation line with shot blast machine and automatic paint system can handle work pieces weighing up to 12 tons.
REVIEW PCE APRIL –JUNE 2024 59
consumption. Residual blast media and dust on the shot-blasted components is removed with a combined brush-off/blow-off system at the exit of the blast chamber.
Low paint usage and minimal overspray
To meet individual customer requirements for the coating operation utilising a water-based primer, the integrated automated spraying equipment is equipped with two independent paint application systems. Prior to the paint process, special sensors precisely measure the work piece dimensions down to the last millimetre. The gantry holding the spray guns is then programmed for these measurements. This ensures that the primer is only applied
onto the surface of the respective steel components. The result is a minimum of overspray and the prevention of unnecessary waste of the valuable paint. The extremely effective paint filter has extraction points on both sides of the transport system and collects any residual paint overspray. The residual dust load in the clean air is only 0.2mg/m3 and therefore considerably below the official standard specifying a maximum of 1 to 2mg/m3
The residual dust in the clean air coming from the dust collector on the shot blast machine is at 1mg/m3, also well below the legal limit of 3mg/m3
“With the new Rösler preservation line, we can run our surface treatment operations for
REVIEW PCE APRIL –JUNE 2024 60

steel plates, beams, pipes/tubes and steel bars not only with an excellent finishing quality but also in a highly eco-friendly manner,” explains Hagelberg. “Heating the paint drier with exhaust air from the pre-heating system adds a further contribution towards resource-saving operations.”
Optimised manufacturing processes and material flow
The work piece transport system on the new preservation line was integrated into a building with an existing overhead crane. The forward and reverse transport direction rollers cover all four bays of the building, which has an area of over 42,000 square metres. This arrangement guarantees a highly flexible material handling
operation. For example, it allows the transport of steel components from anywhere in the building to the preservation line to other areas in the building or to the truck load station. The crosstransport systems, placed to the left and right of the roller conveyor, offer plenty of capacity for the intermediate storage of steel components. “With the new preservation line and the resulting further steel processing and refinement possibilities we can fulfil customer requests faster and more efficiently, which helps to reduce our lead times,” says Barz. “In addition, the new line, in combination with the roller conveyors and cross-transport systems, improves our logistical setup with shorter walking distances for our employees and streamlines our entire workflow,” he concludes. ■
Special sensors accurately measure the dimensions of the work pieces at the entrance to the automatic paint system
REVIEW PCE APRIL –JUNE 2024 61
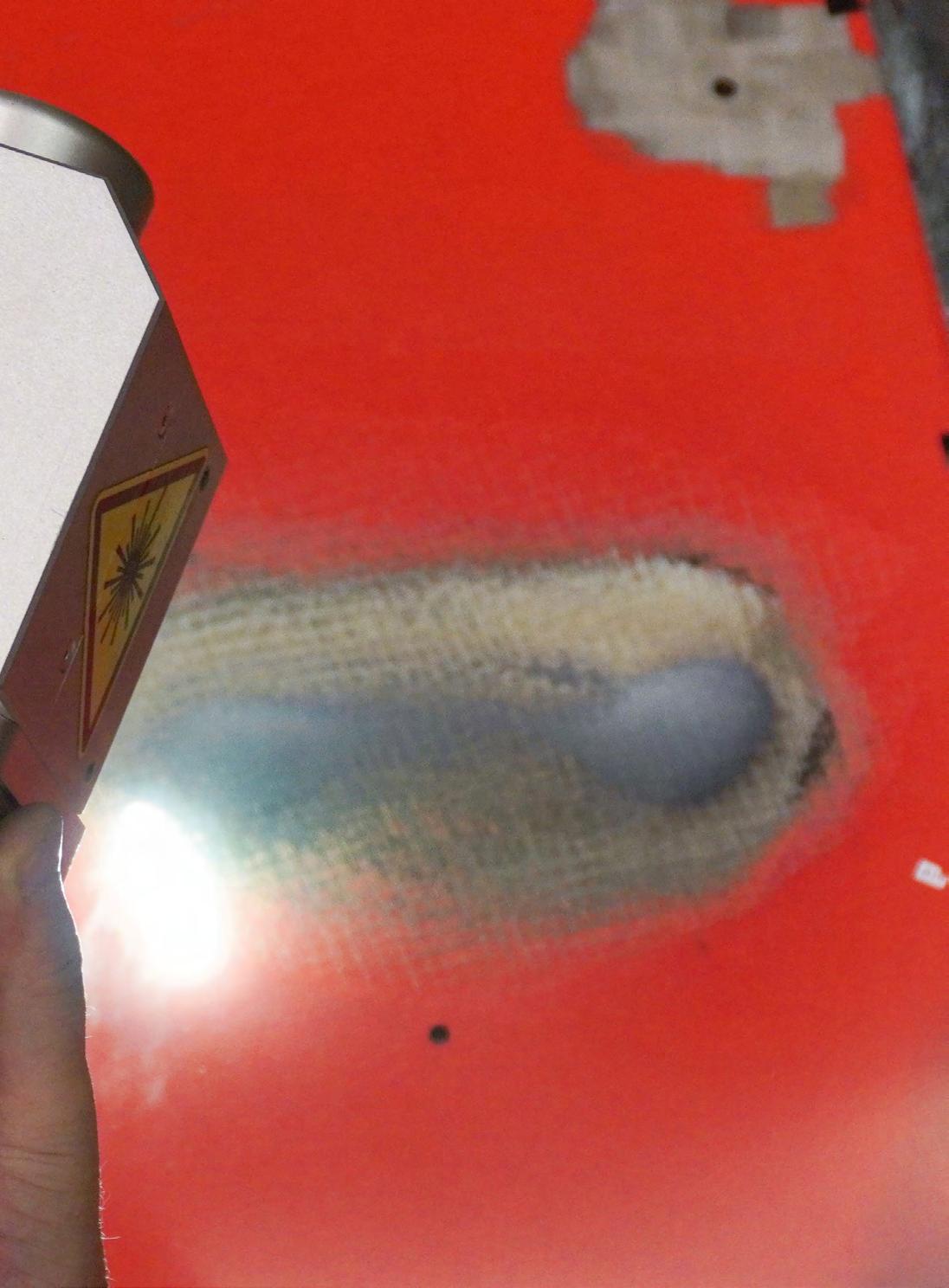
Precision laserbased systems are used to remove corrosion, contaminants, paint, and residues with a high-energy laser beam that leaves the substrate unaffected

REVIEW PCE APRIL –JUNE 2024 62
FIGHTING MARITIME CORROSION
Clean technology lasers offer superior industrial corrosion removal in myriad applications, helping solve some of the industry’s most costly corrosion problems.
REVIEW PCE APRIL –JUNE 2024 63
The global maritime industry, including shipbuilding as well as ship maintenance and repair, has been fighting a war against corrosion in vessels, infrastructure and equipment at great expense for generations.
“The global cost of corrosion is estimated to be US$2.5 trillion, which is equivalent to 3.4% of the global Gross Domestic Product (2013),” according to a NACE International IMPACT study to examine the role of corrosion management in industry and government and to establish best practices.
Given the maritime industry’s need to keep metal vessels seaworthy as well as all infrastructure and equipment shipshape, proactively controlling corrosion is imperative and can have an equally impressive ROI.
“By using available corrosion control practices, it is estimated that savings of between 15 and 35% of the cost of corrosion
could be realised, i.e., between US$375 and $875 billion annually on a global basis. The fact that corrosion control provides a cost benefit is a lesson learned over and over again by industry, often too late and following catastrophic events,” the NACE study continues.
However, traditional methods of removing corrosion can be messy, laborious, timeconsuming, and can even pose serious health hazards.
Effective alternative
Today, one of the easiest to use and most effective alternatives in the war against corrosion is the increasingly important category of industrial-grade, clean technology lasers. With this approach, precision laser-based systems are used to remove corrosion, contaminants, paint and residues with a high-energy laser beam that leaves the substrate unaffected.

industrial-grade, clean technology lasers REVIEW PCE APRIL –JUNE 2024 64
One of the easiest to use and most effective alternatives in the war against corrosion are
The technology is extremely effective in fighting corrosion, and not only facilitates presurface coating preparation but also pre-weld treatment and post-weld cleaning in the repair of ships and maritime equipment. Preparation and cleanup time are minimal, and the lowmaintenance equipment can last decades. The technology minimises operator exposure to potential environmental health hazards. In addition, no consumables are necessary.
Conventional control limits
Any industry with metal infrastructure, processing equipment, or products exposed to water, fluids, moisture, or atmospheric humidity continually fights corrosion, which causes the deterioration and loss of a material and its critical properties due to chemical/ electrochemical reactions of the exposed surface with the surrounding environment. Corrosion affects the microstructure, mechanical properties, and physical appearance of the materials.
The direct cost of corrosion includes a loss of materials, equipment, and production, plus the cost of repair, maintenance, and replacement. Additional losses can result from accidents, injuries, and even loss of life as well as payments to repair environmental damage.
Within the continual struggle against maritime corrosion, one important niche area of corrosion control involves the pre-treating of metal surfaces to remove corrosion and contaminants before coating or welding.
Although metal surface pre-treatment is a small portion of industrial corrosion control, it is crucial to ensure the safety, performance, and longevity of metal vessels, infrastructure, and equipment.
Insufficient coating pre-treatment can lead to inadequate protection from the environment, leading to potential coating failure, moisture entry, and accelerated corrosion as well as increased maintenance, early replacement, and warranty issues. Similarly, insufficient weld pre-treatment to remove corrosion and contaminants can lead to weakened or failed welds and necessary rework as well as substantial safety, liability, and litigation risk.
A more effective weapon
In the maritime industry, it is necessary to remove corrosion, residue, oil, grease, or paint before coating a vessel, equipment, or
infrastructure to improve coating adhesion.
Toward this end, laser-based systems have significant advantages over traditional methods, starting with ease of use.
“With laser-based systems, an operator simply points and clicks a high-energy laser beam at the surface,” explains Wayne Tupuola, CEO of Orlando, Florida-based Laser Photonics, a leading provider of patented industrial grade CleanTech lasers for cleaning and surface conditioning. “The substrate is not affected by the laser, and the systems do not create any mess or by-products. The approach is ecofriendly, energy-efficient, and completes the job in approximately half the time of traditional methods when preparation and cleanup are considered. Also, no consumables are required.” The systems can also function either as mobile standalone units or can be integrated into production lines.
In the case of Laser Photonics, the laser systems are available in portable and stationary models ranging from 50 to 3,000W (a 4,000W version is in development) with chamber sizes from 3’ x 3’ (0.9m x 0.9m) in size to 6’ x 12’ (1.8m x 3.6m). The systems can also be installed in manufacturing lines in cabinets or operated by a robotic arm.
Increasing use
Given its effectiveness treating metal surfaces, industrial laser systems are increasingly being used at shipyards, shipbuilding berths, and even aboard ships. Technicians can use mobile handheld units, or if needed the systems can be integrated into automated inline processing lines.
In the shipbuilding industry, operators are utilising the industrial grade laser systems to maintain a wide range of vital interior and exterior equipment. Operators are using CleanTech systems to smooth surfaces and remove rust and scale from engines, generators, fuel pumps, water separators, winches, anchoring chains, gear shifting and throttle components without disassembly. This improves safety, function, lifespan, and reduces the risk of premature failure, which could be very dangerous during an emergency such as a storm on the high seas.
The laser systems similarly maintain door hinges and locks as well as removing saltwater stains from metal surfaces. In addition, the technology is used for selective de-painting and cleaning of access points, service latches, and other maritime applications.
REVIEW PCE APRIL –JUNE 2024 65

The technology is extremely effective in fighting corrosion, and not only facilitates presurface coating preparation but also pre-weld treatment and post-weld cleaning
Pre- and post-weld treatment
Another common laser application involves pre-weld treatment to remove corrosion, mill scale, residue, and any impurities on the surface of the base material that would compromise a weld’s effectiveness. It is essential to avoid any such contamination on a weld’s surface, which could otherwise lead to a weakening of the weld’s mechanical properties, requiring rework.
Laser treatment is also used for postweld cleaning to increase the life expectancy and corrosion resistance of a welded joint. Post-weld cleaning is important for stainless steel as well. Welding can cause a ‘heat tint’, a discoloured, thickened top layer on the stainless steel around the weld bead within the heat-affected zone that compromises corrosion resistance. Removing the heat-tinted
top layer is necessary to restore stainless steel’s full corrosion resistance.
A further benefit of the laser systems is that some of the most advanced units are designed to last for decades. For example, CleanTech laser systems can last for 50,000 to 100,000 hours. In addition, virtually no maintenance is needed after purchase and no consumables are required.
Given the devastating cost of corrosion to the maritime industry and the inherent limitations of typical control methods, lasers are becoming a best-practice technique to combat it in shipyards and on the high seas. Laser treatment effectively removes corrosion for many applications, minimises cleanup time and operator exposure to potential environmental health hazards, lasts for decades, and requires no consumables. ■
REVIEW PCE APRIL –JUNE 2024 66
Elevate your coatings expertise with
SPECIAL OFFER SAVE£78
When you purchase both Fitz’s Atlas of coating surveys and Fitz’s Atlas of coating defects. Only £300 for both (usually £189 each)




Streamline your coating surveys with Fitz’s Atlas of coating surveys - a handy guide containing comprehensive detail and visual assessment for coatings evaluation.
Understand coating defects with Fitz’s Atlas 2, providing a detailed visual guide with a a description of the defect, probable causes, how to prevent it and how to repair it.
To
keely.moss@mpigroup.co.uk
order visit Fitzsatlas.com +44(0)1252 732220
APC
TANKER RECOATINGS
US-headquartered manufacturer Advanced Polymer Coatings (APC) has signed a new deal to recoat the cargo tanks of two chemical tankers for Dubai-based shipping group Gulf Navigation Holding PJSC (GULFNAV).
The deal will see APC apply MarineLINE tank coating system on the 45,951dwt Gulf Deffi and the 45,907dwt Gulf Jalmuda, both built in 2009. The work will be carried out at IMC Shipyard in Zhoushan, China with APC providing specialist on-the-ground guidance led by its Chinabased engineering team.
The latest deal follows an extensive recoating project APC undertook in 2023 for GULFNAV on two of its other tankers, the Gulf Fanatir and
Gulf Huwaylat, at the COSCO shipyard in Shanghai. Both vessels were built in South Korea in 2008.
The tankers carry a wide range of chemicals and the recoating work on all four vessels involves the traditional zinc and epoxy coating being replaced by MarineLINE.
APC Global Marine Manager Onur Yildirim says MarineLINE’s highperformance and proven track record, when compared with traditional zinc and epoxy coating, were key factors in its being chosen as the preferred coating.
NEW RESEARCH LABS
Two new research labs are being built by AkzoNobel at its Sassenheim site in the Netherlands to further propel the company’s pioneering
product development. Work is about to start on building a technology centre for powder coatings, while a new polymer lab has just opened which will develop innovative resin technologies for all the company’s businesses.
The total investment in the Sassenheim site – AkzoNobel’s largest global R&D centre –amounts to around €8M. The facility already houses the biggest R&D teams in Europe for the company’s Decorative Paint and Automotive and Specialty Coatings businesses.
The addition of the two new labs will help the company further build on its global reputation for pioneering product development focused on providing creative solutions for customers.
“Creating the new powder coatings lab will enable us to

NEWS PCE APRIL –JUNE 2024 68
has signed a new deal to recoat the cargo tanks of two chemical tankers for GULFNAV

carry out the fundamental research needed to continue to innovate with impact and bring more sustainable products to the market,” explains Roger Jakeman, AkzoNobel’s Chief Technology Officer. “By developing new technologies for the future, we’ll unlock more customer and application opportunities while supporting multiple options, including low bake cure. This will further enhance our ability to cut carbon emissions across the value chain.”
The recently-opened polymer lab – part of the company’s research organisation – will accommodate 15 scientists. It will mainly focus on the development of more sustainable polymer technologies and new coatings to support AkzoNobel’s ambition to halve carbon emissions across the value chain by 2030. “The performance of a paint or coating is largely defined by the design of the resins used,” continues Jakeman. “They’re a vital ingredient in the manufacturing process. The new lab will therefore play an important role in boosting our capabilities and strengthen our industry-leading expertise.”
NEW COLOURS AND USES FOR HMG PAINT
Despite one of the wettest starts to the year on record in the UK, customers are starting to plan for brighter days with HydroPro Garden Paint from HMG Paints. The product is set to build on the success of HMG Paints’ previous exterior coatings which have proved extremely successful since the pandemic.
2024 sees two new vibrant colours enter the colour palette for HMG Paints. With new colours also comes new uses: the new HydroPro Garden Paint is ideal as a fence and shed paint but can also be used on terracotta pots and concrete, making it the perfect choice for use across the whole garden.
“We’re really excited to see where and how people use HydroPro Garden Paint,” added Paddy Dyson, HMG Paints Marketing Manager. “We’ve already seen on social media people making the most of the new colours and some very vibrant garden fences, sheds and pots. Summer 2024 is set to be very colourful.”
HydroPro Garden Paint is water based and low VOC, making it a perfect choice for consumers looking to refresh their garden ahead of the summer. The product can
be applied by brush, roller and even spray, meaning it’s also ideal for commercial products. The new containers for HydroPro Garden Paint are made with post-consumer recycled material that can be widely recycled and then reprocessed into a resin, reducing environmental impact.
REDUCING AGENTS SHOWCASED
Brüggemann recently showcased its advancements in environmentally-friendly reducing agents and processes for the production of emulsion polymers used in coatings, inks and adhesives at the American Coatings Show. The company highlighted its formaldehydefree, multi-constituent sulfur-based Bruggolite products, which are suitable for use under a wide variety of conditions. These products also offer increased reactivity for higher performance at lower dosages and can be used to achieve low to non-detectable levels of free monomer. They are compliant with strict regulatory requirements throughout the world and most have FDA clearance for direct food contact.
Brüggemann’s portfolio of formaldehyde-free reducing
Pictured, left to right, are: Alderman Heleen Hooij; Roger Jakeman, AkzoNobel’s Chief Technology Officer, David Williams, AkzoNobel’s Chief Innovation Officer, the Mayor of Teylingen, Carla Breuer and KeesJan Starrenburg, AkzoNobel’s Country Director for the Netherlands
HydroPro Garden Paint comes in new colours and with new uses

NEWS PCE APRIL –JUNE 2024 69

agents are built on the company’s more than 100 years of experience with this chemistry and its close cooperation with customers. In addition to Bruggolite FF6 M, the first reducing agent of this type available on the market, the line now also features the customised grades Bruggolite E28, TP 1853, and TP 1651, which allow for much broader process conditions and unique manufacturing processes.
Bruggolite FF6 M is suitable for main and postpolymerisation in a pH range from 4 to 8 and at temperatures from 80°C down to 20°C. Bruggolite E28 shows excellent reactivity in emulsion polymerisations
with pH values between 2 and 4. Bruggolite TP 1853 and TP 1651 are novel formaldehyde-free reducing agents with an extended processing window in terms of pH and temperature. They are optimised for the emulsion polymerisation of vinyl acetate-based (TP 1853) and styrene acrylate-based (TP 1651) systems in addition to pure acrylics.
NEW ACQUISITION
Avantis Group, based in Bridgend in the UK, a leading sustainable marine and offshore solutions provider, has acquired Newcastle-based Bulldog Coating Services (BCS), a renowned name in industrial
coatings. This acquisition marks a significant step in Avantis’s growth strategy, enhancing its service offerings and establishing itself as the premier lifecycle service provider in the industry. The deal will see Avantis offer asset owners flexibility and freedom to perform major coating works anywhere in the world without access to drydock facilities.
Bulldog Coating Services, with over 35 years of experience in the industrial coating industry, specialises in comprehensive solutions for maintaining asset integrity. Their services, including inspections, rope access, tank cleaning, and specialist
NEWS PCE APRIL –JUNE 2024 70
Brüggemann recently showcased its environmentallyfriendly advancements
coating applications, are now part of Avantis Group’s enhanced portfolio.
This acquisition is a significant milestone for Avantis, reflecting its dedication to driving environmental change and maintaining its status as a leader in sustainable practices within the marine and offshore markets. Incorporating Bulldog Coating Services into the Avantis family expands the company’s capability to offer more diversified services, further strengthening its commitment to quality and environmental stewardship.
“We are really excited about this one, bringing together a talented team, complementary

service offering and continuing our growth strategy to become the number one lifecycle service provider in the market has made this deal happen,” says Thomas David, Chief Executive Officer of Avantis. Industry veteran Lee Bullock will remain as Managing Director of Bulldog after the investment, supported by his current management team.

71 Register your company with Train the painter and access the Total Training Package to deliver in-house. QCA Spray Painting Abrasive Blast Cleaning Protective Coatings Application Apprenticeship – Skills Development Programme Thin Film Intumescent Coating Application Thick Film Intumescent Coating Application Thermal Metal Spraying Application Water Jetting Marine Coating Application Concrete Coating Application Plural Component Application Powder Coating Application Your Total Training Partner Please get in touch for more information +44 (0)1252 732223 lucy@corrodere.com corrodere.com
Lee Bullock and Tom David

STAHL JOINS GO!PHA
Stahl, a leading provider of speciality coatings and treatments for flexible substrates, has joined the Global Organization for PHA (GO!PHA), a non-profit platform that advocates and advances the use of polyhydroxyalkanoates (PHAs), a naturally occurring polymer that offers a lower-impact, biobased alternative to traditional fossil-based plastic feedstocks.
PHAs are polymers produced in nature, mainly as a result of bacterial fermentation. They can be sourced from organic waste streams, biogas, sugars and fat-rich, plant-based feedstock. The chemical composition of PHAs can be adjusted to a soft and elastic form, making them ideal for flexible substrates.
PHAs are a bio-based alternative to fossil-based ‘persistent plastics’, offering reduced carbon emissions and
no harm to people or the planet through contamination or additives. They are also circular by nature, as they can be reused, recycled or composted, taking as little as days to break down compared to centuries for fossil-based plastics.
GO!PHA is a coalition of over 60 stakeholders ranging from producers and formulators to users as well as universities and research institutes. The members, all early adopters of PHAs, work together to increase understanding of this relatively new PHA technology and advance the science behind these renewable, compostable and biodegradable materials. As a member of the network, Stahl will have the opportunity to join forces with the wider PHA value chain to help move PHAs beyond the testing phase and accelerate the potential application of the technology in the coatings market.
“We see significant potential in PHAs, and we look forward to collaborating with like-minded stakeholders through the GO!PHA alliance to bring this important technology to life,” says Paolo Bavaj, Chief Innovation and Development Officer at Stahl. “We are currently testing potential PHA-based applications across our entire portfolio.”
STRONG GROWTH FOR RHEOLOGICAL ADDITIVES
Tolsa, based in Madrid, a leading global supplier of specialised additives for the paints and coatings industry, reports strong growth for its industry-leading portfolio of rheological additives based on high-purity sepiolite technology. The company’s long-term strategy is to expand its resources and capabilities with new investment in technology, manufacturing, capital, and personnel.
“With our versatile Pangel S product offering we are firmly positioned as a strategic supplier to the US market,” said Alberto Fernández-Ibarburu, Industrial Product Development Leader for Tolsa. “We have tailored our products for water-based and solventbased systems to meet the broad manufacturing needs of OEMs and producers, ensuring greater efficiencies and productivity.”
Powdered rheology additives are commonly used in paints and coatings to improve their rheological properties (pseudoplasticity/ thixotropy), reducing the sagging effect and enhancing workability.
NEWS PCE APRIL –JUNE 2024 72
Tolsa has reported strong growth for its rheological additives
NEW POWDER COATING FOR TWO-WHEELERS
Motorcycle manufacturers can now kickstart improved cost and energy savings following the launch of Interpon A3000 from AkzoNobel’s Powder Coatings business.
The company’s first singlelayer powder coating for twowheelers, the newly introduced product can help customers accelerate their efficiency gains, without compromising on performance or aesthetics.
Interpon A3000 is focused in particular on the key Indian market, home to well over 200 million two-wheeled vehicles. Last year alone, it’s estimated that more than 18 million two-wheelers were sold in India. The product will also be available globally.
“The new range gives motorcycle manufacturers and their suppliers the perfect combination of sustainability, durability and style for their modern designs,” explains Jeff Jirak, Director of AkzoNobel Powder Coatings. “With a single layer system, we can help reduce our customers’ costs, since application times are much shorter, which contributes to lowering their carbon footprint.”
Available in an array of colours and metallic effects, Interpon A3000 is designed to protect and enhance the body parts, wheels and trim of any two-wheeled vehicle, in line with the performance levels specified, tested and approved by OEMs. It also aims to cater for the ‘naked’ design trend, where the engine and other
parts of the motorbike (such as the body frame, fuel tank, brake levers and cylinder heads) are visible.
One of the key features of the product range is its durability. It helps prevent corrosion, combats interference from fuel, oil and other chemicals, and offers high resistance to chipping from stones and pebbles –all of which keeps vehicles looking better for longer.
A low energy version will also be available, enabling the powder to cure at a lower temperature and further reduce the energy consumed. This will play an important role in helping AkzoNobel to achieve its ambition of halving carbon emissions across the value chain by 2030.

NEWS PCE APRIL –JUNE 2024 73
PPG CONFIRMS OVERSPRAY REDUCTION
PPG has announced that EDR Antwerp shipyard achieved a 40% reduction in overspray with the electrostatic application of PPG SigmaGlide 2390 fouling release coating. The project was carried out on the underwater hull of the RoRo passenger vessel Stena Transporter from Stena Line and is the second successful electrostatic application project for EDR.
Electrostatic application has increased transfer efficiency compared to airless spraying, resulting in reductions in overspray and waste, and combined with the low VOC emissions of PPG SigmaGlide coating, provides cleaner operation and an improved work environment
for the applicators. The chemical composition of both PPG SigmaGlide fouling release coating and PPG Nexeon 810 antifouling coating make them suitable for application using the electrostatic process.
“Electrostatic application increases the weather window in which painting activities can take place, as well reducing overspray significantly,” said Philippe Trouillard, Commercial Manager at EDR. “It’s impressive to see how the charged paint droplets are attracted to the vessel surface almost like a magnet. You only have to look at the dock floors at the end of the project to see how much paint has been saved from disappearing into the environment. Due to a cleaner operation, we have spent
less time masking the vessel and covering the dock, saving valuable time and costs.”
“Shipowners and shipyards are being encouraged to look for innovative solutions in order to comply with stricter environmental regulations and meet their sustainability goals,” said Sijmen Visser, PPG Sales Director, Marine EMEA, Protective and Marine Coatings. “We see an increased demand not only for biocide-free and copper-free hull coatings to reduce vessel emissions, but also for more sustainable application procedures by yards. We strongly believe in the sustainable concept of electrostatic application and are promoting the concept in shipyards in Europe, Singapore and China.” ■

NEWS PCE APRIL –JUNE 2024 74
PCE July - September 2024 Issue
The Leading Protective Coatings Magazine
SPECIAL EDITORIAL FEATURES:
• Epoxy Coatings
• Petrochemicals
• Concrete
• Offshore
Focus: Abrasives

PCE will continue to showcase its regular features; Lifting the Lid, Upfront and Spotlight, as well as featuring the latest news and developments in marine and offshore coatings
PCE International is published quarterly by MPI Group Peel house, Upper South View, Farnham, Surrey. GU9 7JN. UK
To advertise in the magazine, on the website and /or newsletter contact Nick Carugati: nick@pce-international.com

Subscribe to receive PCE Magazine






Would you like to improve your skillset in the protective coatings and corrosion industry? Study with the Corrodere Academy and gain a globally recognised qualification. Online and classroom learning CITB funding available Coating Inspection Online Learning Coating Specialist Online Learning +44 (0) 1252 732236 | info@corrodere.com corrodere.com
