Carboline recently repainted 18 oil storage tanks stacked up and welded together to look like a big red partially-collapsed Stonehenge
Unusually, Carboline was asked to recoat 18 oil storage tanks stacked up and welded together to look like a big red partially-collapsed Stonehenge.
6 Analysis
Protective Coatings Expert speaks with Matthew Fletcher, Segment Development Manager, Linings at Hempel about the company’s latest advancement in tank linings, Hempaline Defend 630 LT.
10 Spotlight
Intumescent coatings are a critical part of fire safety and asset owners have a moral and legal obligation to consider fire risks, says Bruno Ravel from the Safinah Group.
18 Lifting the Lid
A new section that looks at the more technical aspects of paints and coatings, corrosion investigation and prevention.
MPI Group
Peel House, Upper South View
Farnham, Surrey GU9 7JN, England
Tel: +44 (0) 1252 732220
Email: info@mpigroup.co.uk www.mpigroup.co.uk
MPI Group, as a body, is not responsible for any opinions expressed in PCE by contributors. All rights reserved. No part of this publication may be reproduced, stored in a retrieval system, or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording or otherwise, without prior permission of MPI Group.
Publisher: Andrew Deere andrew.deere@mpigroup.co.uk
UP FRONT
Flagship sculpture gleams after restoration project
When Carboline was asked to recoat 18 oil storage tanks made of steel – and it has supplied paint for more of these than it can count – the company thought: Normally it’s barely a blip on the radar. However, these 18 tanks are empty and have been for over 44 years, and they are stacked up and welded together to look like a big red partially-collapsed Stonehenge.
The oil storage tanks comprise ‘The Way’, the flagship art piece at Laumeier Sculpture Park in Carboline’s home town of St. Louis, Missouri. The company may have made the coatings that protect too many steel tanks to count, but Carboline will never forget these 18.
A “most thorough conservation” needed
“The Way,” created by Ukrainian-American sculptor Alexander Liberman, was installed at the park in 1980. At 65 ft (20m) high and 102 ft (31m) at its longest point, the striking bright red sculpture weighs 55 tons (50 tonnes).
Over the course of its 44 years on display, the sculpture has sustained more than its fair share of damage from sun, wind, precipitation, and various other impacts by local wildlife and park patrons alike. Re-paints took place in 1996 and 2011, but according to the park, “the combination of faded and patchy paint, chipped concrete, and corroded metal indicates that it is time for its most thorough conservation ever.”
A coalition of community partners responded to the park’s conservation campaign by committing their expertise, materials and resources to the project, which concluded in May 2024.
Carboline was proud to donate the protective coating materials for the project: a two-part system consisting of a legendary surface-tolerant epoxy mastic primer followed by a premium siloxane topcoat renowned for its weathering properties.
Unique surface prep and application
Prior to applying the new coating system, surface preparation via natural-media abrasive blasting was completed. The ‘natural’ here refers to finely-crushed coconut husks. Milder blasting media (ground walnut shells being another example) are common when restoring old or fragile substrates, or when work is taking place in an ecologically sensitive location.
This project featured both circumstances. The decommissioned steel tanks comprising ‘The Way’ were already 40 or 50 years old by the time Alexander Liberman got hold of them in 1980; they are approaching 100 years old now. And a 105-acre (42.5 ha) park and all its attendant plant and animal life is the wrong venue for harsher conventional blast media.
Next came the coatings
High-solids Carbomastic 15 was selected as the primer. It boasts a long and storied field history in a wide range of industrial services. It is a surface-tolerant epoxy mastic containing a lamellar aluminium pigment shown to perform exceptionally well over marginally prepared surfaces, including those containing light, tightly-adhered rust or tightly-adhered existing coatings.
The topcoat, Carboxane 2000, was colourmatched to the original vibrant Toreador Red first applied in 1980. It is an ultra-durable, ultra-weatherable siloxane that offers outstanding colour and gloss retention. Those characteristics are obviously important to a large, highly visible art piece located outdoors. It is also abrasion-resistant and withstands the abuse that comes with exposure to winddriven rain, snow and ice, animals and even park patrons.
When specified as a corrosion protection system, Carbomastic 15 and Carboxane 2000 have shown to perform as well as, and sometimes better than, conventional threecoat systems.
But the appeal of this system goes further than how it looks or performs. Applying a twocoat system reduced the project’s cost and environmental burden in the form of reduced material usage, packaging and transportation.
And here is an interesting epilogue: Part of the coating application included preparing a swatch/coupon of the Toreador Red Carboxane 2000. That swatch/coupon was sent to the Getty Research Institute in Los Angeles where it will live in secure storage with no exposure to light. The next time Laumeier Sculpture Park recoats ‘The Way’, it can be referred to for another exact colour match.
Proud to take part
Though ‘The Way’ seems a long way from the harsher industrial environments that Carboline is used to, the company can’t help but feel that its products are at home there.
With local St. Louis roots since 1947, Carboline treasures Laumeier Sculpture Park, one of the many world-class attractions in the region open to the public free of charge. It was honoured to do its part in keeping the park— and ‘The Way’—beautiful and accessible to all for years to come. ■
High-solids Carbomastic 15 was selected as the primer
ANALYSIS
A forgame-changer cold weather tank linings
As industries continue to seek innovative solutions for asset protection, Hempel remains at the forefront of coatings technology. In this exclusive interview, PCE International speaks with Matthew Fletcher, Segment Development Manager, Linings at Hempel A/S about the company’s latest advancement in tank linings, Hempaline Defend 630 LT.
Matthew Fletcher, Segment Development Manager, Linings at Hempel A/S
Designed to be applied in colder temperatures, enhancing application flexibility, this winter-grade epoxy novolac lining is set to make a significant impact in the energy sector. We explore the motivation behind its development, its unique benefits and what’s next for Hempel’s Hempaline Defend range.
Q. So, what’s new in tank linings at Hempel –any new developments in your portfolio?
A. Absolutely: We’ve just proudly launched Hempaline Defend 630 LT, a winter-grade version of our popular Defend 630 lining. This product has been specifically engineered for storage tanks in the energy market and offers exceptional performance, even in challenging conditions. One of its standout features is that it can be applied and cures in temperatures as low as -5°C, or 23°F, providing our customers with greater flexibility in scheduling maintenance and repairs, regardless of the season.
Q. Why was the development of a winter-grade version important to Hempel and your customers?
A. Many of our customers operate in regions where cold weather can make traditional lining applications challenging or even impossible during certain times of the year. By introducing the 630 LT version, we’re giving them the ability to maintain and protect their assets yearround without being constrained by weather conditions. This flexibility is crucial for industries
By introducing the 630 LT version, we’re giving them the ability to maintain and protect their assets year-round without being constrained by weather conditions.
where tank downtime can significantly impact operations and profitability.
Q. What makes the Hempaline Defend 630 LT unique compared to other linings on the market?
A. What sets Hempaline Defend 630 LT apart is its quick-curing, solvent-free epoxy novolac formulation. Like the original Defend 630, it is ideal for hydrocarbon storage tanks, with a good resistance to sour crude, refined hydrocarbons (petrol and diesel), as well as biofuels and their feedstocks. The Defend 630 LT is applied in a single thick film, making it ideal for maintenance and reducing application time. This, combined with a quicker cure at lower temperatures, leads to lower energy use and less resource consumption during application, as well as reduced emissions and an extension of asset lifetime. These factors help our customers save on costs and time, but also resources, which is high on our customers’ lists of priorities in their search for operational efficiency.
Q. How has the feedback been so far from early adopters of Hempaline Defend 630 LT?
A. The response has been overwhelmingly positive. Customers appreciate the quick curing time and the ability to apply the product in colder conditions. We’re confident that Hempaline Defend 630 LT will become a go-to solution for storage tank linings in the energy market when temperatures drop.
Q. What’s next for Hempel’s Hempaline Defend range? Are there more innovations in the pipeline?
A. At Hempel, we’re always striving to meet the evolving needs of our customers and extend the lifetime of their assets. While I can’t share specifics just yet, I can say that we’re continuously working on advancing our technology to provide even greater performance, product efficiency and a more conservative use of resources. The launch of Hempaline Defend 630 LT is just one example of how we’re pushing the boundaries of what’s possible in the linings category. ■
Selection & application of cellulosic intumescent coatings
Intumescent coatings are a critical part of fire safety. Fire hazards present a real risk to human lives, asset integrity and the environment. A fire would result in considerable financial loss to the asset owner due to downtime, the cost of repairs and damage to their reputation. Asset owners have a moral and legal obligation to consider fire risks, says Bruno Ravel from the Safinah Group.
Afire safety strategy comprises three main components: limiting the spread of smoke and fire, protecting escape routes and maintaining the structure’s integrity. The elements and considerations required to reduce the risks of fire include:
a. Fire Prevention: includes the elimination of ignition sources, the development of maintenance systems, emergency and evacuation procedures, and training;
b. Active Fire Protection (AFP): includes fire detection and firefighting systems (such as water, foam, chemical powders) depending upon the system to be protected; and
c. Passive Fire Protection (PFP): includes structural protection and compartmentalisation (e.g. firewalls and decks) used with AFP.
Type of fire
a. Cellulosic fire: Fuel sources are based on cellulose, such as furniture, paper, wood, etc., and can be applied to an office block, high-rise building, stadium, school, hospital etc. The fire temperature can reach 500°C within five minutes and rise to over 1,000°C;
b. Hydrocarbon fire: Fuel sources are flammable liquids and gases that heat up much faster than fuel sources in a cellulosic fire. Typically, they are applied to an oil or gas installation such as an oil rig, platform, refinery, chemical plant etc. The two main types of hydrocarbon fires are pool and jet fires.
Types of PFP
The main types of PFP materials used to protect the integrity of assets are:
a. Dense concrete – rarely used today due to weight and the application process; largely replaced by lightweight cementitious and acrylic or epoxy intumescent coatings;
b. Lightweight cementitious – mostly suited to onshore environments rather than an offshore environment as it can drive corrosion, requires pinning of the mesh for strengthening the system, is higher weight (compared to intumescent coatings) and it is easily damaged;
c. Man-made mineral fibre including mineral wool and high-temperature insulation wool, mainly used on cable trays and for valve protection;
d. Dry fit cladding solutions – these are less commonly used on structural steel but are suitable for use:
• On equipment where access is required for routine maintenance and structures where wet-applied systems are unsuitable, such as valves.
• In retrofits and repairs where in-situ wet application is inconvenient and costly.
e. Intumescent coatings: In a fire, these coatings protect the steel by expanding and creating an insulative carbonaceous char that stops the steel from reaching a critical temperature. Typical intumescence reaction starts at about 300°C and involves complex reactions between acid sources, charring and blowing agents. They are split into the two following categories:
• Thin film intumescent – based on acrylics, they are used for cellulosic fires and are not suitable for hydrocarbon fires due to the fragile char generated;
• Thick film intumescent – based on two-pack epoxy systems (epoxy intumescent coatings) and are suitable for hydrocarbon fires or cellulosic fires where durability is an important consideration.
This article focuses specifically on intumescent coatings in the cellulosic market and highlights areas for improvement Cellulosic intumescent coatings are used on assets where the potential fuel sources for combustion (or burning) are based on cellulose, such as furniture, paper, wood etc. They typically find use on assets such as office blocks, high-rise buildings, stadiums, schools, hospitals etc.
Cellulosic intumescent coatings and their corresponding schemes are tested and certified by independent testing houses and facility certifiers for both fire performance and durability to ensure the long-term performance of the system for specific fire duration and environmental conditions. The paint manufacturers’ coating systems undergo rigorous testing and certification programmes to ensure the suitability of the system, as the consequences to life, the environment and the
asset owner’s reputation would be disastrous in a fire scenario.
Fire and fire test standard
Typically, in a cellulosic fire scenario, the temperature can reach 500°C within five minutes and increase to a temperature in excess of 1,000°C. Various fire test standards are used as part of the product test, depending on the location of the asset and certifications testing including UL263 (US), BS 476 (UK) and EN (Europe).
Durability standards
The durability of the system is assessed using laboratory-accelerated tests, which compare the fire performance of coated samples which have been exposed following an accelerated weathering programme against ‘unexposed’ coated samples. Without going into the specific testing details, the fire curve, specimen tested (panels or columns) and accelerated weathering condition vary depending on the test carried out.
Coatings scheme and durability
In terms of exposure categories, ISO 12944 is used and it defines the environmental corrosion categories ranging from C1 (low –
example of interior of heated building) to C5 (high – example of exterior in coastal areas).
Typical cellulosic PFP coating schemes used on steel substrate and their durability as per ISO 12944 are as follows:
• Single pack acrylic water-based intumescent
The coating scheme consists of an anticorrosive primer/intumescent/topcoat with a durability typically up to ISO 12944C3. The topcoat is applied to protect the underlining intumescent coatings against the environment.
• Single pack acrylic solvent-based intumescent
The coating scheme consists of an anticorrosive primer/intumescent/topcoat with a durability typically up to ISO 12944C4. The topcoat is applied to protect the underlying intumescent coatings against the environment.
• Two-pack epoxy intumescent
The coating scheme consists of an anticorrosive primer/intumescent/topcoat with a durability typically of ISO 12944-C5. In this case, the topcoat is applied for aesthetic purposes only.
Unlike the hydrocarbon market, which uses two-pack epoxy coatings with the same durability as per ISO 12944-C5, the cellulosic market is based on various chemistries, which is why they offer different durability resistance according to ISO 12944.
8Coating scheme selection
Different intumescent coating technologies provide different durability, especially when comparing single-pack acrylic intumescent to two-pack epoxy intumescent. The selection of the intumescent coating itself should be based on the environmental conditions when in service and fire resistance performance expectations, not solely on price.
With the above in mind, the rest of this article focuses on single-pack acrylic intumescent to keep it succinct and focused.
Single-pack acrylic intumescent coatings (solvent and water-based) contain watersoluble ingredients that form part of the intumescent reactions, creating an insulation layer that provides fire protection to the steel substrate. If those soluble ingredients are extracted from the intumescent coatings (due to weathering during construction or during the asset’s lifetime) this would compromise the intumescent reaction and consequently affect the fire performance. That is why various topcoats such as single-pack acrylics to two-pack polyurethanes are used. The chemistry, formulation and dry film thicknesses of the paint films contribute to the long-term durability of the scheme by providing a barrier against natural elements, such as the effect of rainwater on the intumescent coatings.
The topcoat film thickness must be applied to its specified dry film thickness (DFT) and the number of coats required to provide its barrier function, and care should be taken to apply it within the range of DFT and not over-apply. The topcoats’ typical dry film thickness is lower than the typical range of intumescent coatings’ dry film thickness, especially for longer fire ratings. This requires the applicators to recalibrate their spray technique to ensure adequate control and increased measurements of wet film and dry film thickness and also monitoring of paint consumed via volume control. In addition, any mechanical damage caused to the scheme and the topcoat during transport and installation should be limited
as much as possible and repaired as per the coating manufacturer’s application guidance. The topcoat is critical to the coating scheme’s durability, which is why the coatings scheme is tested and approved by the paint manufacturers as part of the certification programme.
As the selection of the coatings scheme is based on the in-service environmental classification, it is critical to consider the overall environmental conditions and microclimate conditions present.
When considering intumescent coatings applications, it is also important to distinguish between off-site and on-site applications:
• Off-site: Coatings are applied off-site (or ‘in-shop’) on small or modular pieces, typically with controlled environmental conditions, with single-pack acrylic solventbased intumescent coatings generally used. Controlled conditions allow for optimal application. Once the scheme is completed, the piece or structure is stored, transported and erected at the site. Efforts should be made to minimise the extent of mechanical damage to the coatings scheme that could occur during transport and installation. Repairs should be as per the paint manufacturer’s guidance. Coated sections should be stored in a way that prevents any water ponding.
• On-site: Coating applied in situ at the construction site. Single-pack acrylic water-based intumescent coatings are often used. Solvent-based intumescent coatings, if used, could potentially impact other trades. On-site application is less controlled and can require protecting the adjacent painted area from overspray and contamination. Suitable protection against weather conditions is also needed, coupled with the fact that it may be harder to achieve the correct application conditions. An advantage of on-site application is that there is less likelihood of mechanical damage occurring.
Workmanship: Coating application and surface preparation
Surface preparation and coating application are critical to ensuring the durability of the coating scheme. The parameters below are essential to ensure the long-term performance of the PFP scheme:
Surface preparation: typically using abrasive blast ISO 8501-1 Sa2.5, special attention is needed on the following to ensure adhesion of the anticorrosive primer to the substrate:
• Quality, size and type of abrasive blast media
• Monitoring of environmental conditions
• Surfaces being free of contaminants, such as concrete, oil, grease etc.
• Control of water-soluble salts below to an agreed level – ISO 8502-6 and ISO 8502-9
• Control of dust to below an agreed level –ISO 8502-3
• Surface profile roughness as per the coating specification using ISO 8503 (various methods).
The following considerations are important aspects of the overall application process.
Paint application typically uses airless spray equipment for large areas, and brush or roller application is typically used for repair and small areas.
• Monitor environmental conditions during paint application, such as temperature, relative humidity, dew point, etc. and ensure they are within the agreed limits
• Follow the overcoating interval between
coats as per the paint manufacturer’s guidance
• Allow sufficient drying between coats, ventilation and air movement.
Quality control
• Measurement of environmental conditions
• Measurement of primer, intumescent and topcoats’ wet film thickness – WFT and DFT for each coat applied
• Measurement of coating adhesion using cross-cut adhesion
• Assess the visual appearance of the coatings for the presence of defects.
Repair of the scheme
• In the case where insufficient intumescent film thickness was applied, the repair may require the removal of the topcoat (if this had already been applied) and reapplying the intumescent and then the topcoat as per the specification of the coating.
Application/storage/transport/installation
• Water ponding must be avoided, especially for single-pack acrylic intumescent coatings so the storage of the coated sections is very important
• Limit the amount of mechanical damage caused during transport and installation.
Changes, such as the introduction of a new requirement for higher-risk buildings – Golden Thread – are already underway in this market as a result of devastating events that have led to fatalities and injuries.
Maintenance and inspection
• Regular inspection and maintenance programmes should be in place throughout the lifetime of the assets as breakdown of the intumescent can propagate quickly if not addressed.
Example of consequences of substandard workmanship
The application considerations discussed in this paper are critical to ensuring the long-term durability of the PFP scheme. Issues resulting from not following the coatings specification, the application guidelines and the technical datasheets from paint manufacturers are highlighted below.
• Low film thickness of the intumescent coatings would lead to insufficient fire protection, non-compliance with certification, leading to reduced time for escape, potential loss of life and environmental damage
• Low topcoat DFT (over single-pack acrylic intumescent) would lead to insufficient protection of the intumescent coatings against the elements. Again, this could lead to insufficient fire protection, less time to escape, potential loss of life, environmental damage, etc.
• Over-application of the intumescent film thicknesses, potentially resulting in solvent entrapment between coats, leading to poor drying and incorrect DFT measurements
• Poor or incorrect repairs: Examples of incorrect repair workmanship involved the application of intumescent coatings over topcoats when the intumescent DFT was found to be below the specified DFT. The presence of a topcoat between the intumescent layers (as a sandwich) may affect char expansion, insulation properties and fire resistance. The manufacturer may permit this in some minor situations, although efforts should be made to ensure this does not occur.
Learning from other markets and a new directive
Coatings application and surface preparation are critical to ensuring the long-term performance of the coating scheme.
Contractors who are applying PFP in the hydrocarbon market must be trained and certified by paint manufacturers, demonstrating completion of a hands-on training programme. These certificates are often key project requirements and require renewal after a defined period. This is an attempt to ensure proper workmanship by confirming that the applicators have been trained to apply the specific products to the required standard, follow application coatings manuals and technical datasheets and understand the key components of the applications.
Currently, this is not the case for the cellulosic market. Therefore, it is possible to learn and implement best practices used in the hydrocarbon PFP market, such as training and certification of applicators. Further comparison with the hydrocarbon market may highlight other areas where improvement could be made and implemented for the cellulosic market.
Changes, such as the introduction of a new requirement for higher-risk buildings – Golden Thread – are already underway in this market as a result of devastating events that have led to fatalities and injuries. One of the aspects of Golden Thread is that the information on the installed fire protection system and the maintenance activity should be stored and retrievable for the life of an asset. In broad terms, the information on PFP coatings will be kept and updated. This information is useful in a repair scenario where premature damage has occurred where current coating schemes are not typically known. It will simplify the repair methods by being confident of the coating scheme previously applied. A competence framework containing a range of information for passive protection activities is also separately being developed.
The selection of the PFP scheme for the environmental conditions experienced, alongside good workmanship during surface preparation and coating application, are critical to ensuring the long-term performance of the specified PFP.
Improvements are already underway, and it is certainly possible to further improve best practices in the cellulosic market by looking at adjacent industries to ensure better workmanship and compliance. ■
LIFTING THE LID
Lifting the Lid on the more technical aspects of paints & coatings, corrosion investigation and prevention
Formulators in the field:
Mistakes
and follies mixing epoxy linings
Mike O’Donoghue, PhD, Ms Vijay Datta, Travis Gafka International Paint, and Margaret Pardy, MAG Consulting Inc.
“The best-laid plans of mice and men often go awry,” so the saying goes from Robert Burns. Applying this notion to the formulator of an epoxy coating, the striking fact is that no matter how brilliantly the epoxy had been formulated, tried and tested, and shown easy to apply, any complacent mis-mixing of it in the field or shop can lead to abject misery.
Consider the application of a high-performance and fit-for-purpose 100% solids tank lining destined to protect the internal floor and 3 ft up the shell wall of a large above ground crude oil storage tank. Applied as expected by plural spray equipment for short pot life epoxy linings (longer pot life 100% solids epoxies can also be applied by single leg airless spray) things typically go well. This is especially true if the lining is applied by well qualified coating contractors in the presence of equally well qualified third-party independent inspectors embued with ample common sense.
But what about Murphy’s Law, when the contractor is not well qualified to line such tank, or does not have the proper equipment, and third-party inspection is absent, and then the Part A epoxy resin and Part B curing agent are mis-mixed and the epoxy lining is off-ratio from the outset? Matters can get worse if the contractor’s well intentioned field personnel add more Part B curing agent to speed-up the cure of the epoxy used to touch-up and repair any defects in the lining.
Welcome to one of the marks of the ‘formulator in the field’ whose mistakes or follies unwittingly do violence to the coating manufacturer’s epoxy lining. A veritable premature lining failure possibly waiting to happen not because of inadequate surface preparation, or an incorrectly specified lining, or a lining with inappropriate film-build; simply because a good lining was mis-mixed, albeit one susceptible perhaps to a narrow tolerance to mis-mixing.
Against this backdrop, the thrust of this article is to investigate the potential effects of mismixing epoxy coatings that may be used either for atmospheric exposure or internal linings. The focus here is on high liability work with epoxy tank linings using two field-proven high temperature linings, each either properly cured, 25% under-cured, or 25% over-cured. The linings evaluated are a single coat, solvent-free epoxy novolac and a multi-coat solvent borne epoxy novolac.
Mixing two-part epoxy linings: Mistakes and follies
First the good news: while formulating epoxy linings in the laboratory for harsh chemical and thermal environments the formulator will make several variations on the cure ratio of the Part A epoxy resin and Part B curing agent. Based on the desired performance properties, a correct stoichiometric ratio (matching the reactive and functional groups in the epoxy resin and curing agent) was established. In addition, well qualified applicators in the field are excellent applicators of linings and mercifully not formulators in the field.
Pogos Observation – we have met the enemy – and it is us.
The stoichiometric ratio of the Part A and Part B components can vary according to the end use of the epoxy lining. For example, to achieve best water resistance the epoxy coating may be slightly under-cured, whereas for optimum chemical resistance it may be cured in-balance. The coating formulator designs several stoichiometric variations and then fine tunes them by running a ladder of tests in the laboratory. If the coating is off-ratio compared to the designed formulation it could change many physical and chemical properties including drying times, flexibility, adhesion, water resistance, chemical resistance, recoat times and many more (1).
Now the bad news: the above-mentioned epoxy in the hands of formulators in the field can lead to dire consequences when the epoxy is improperly mixed. For instance, if an applicator on a job site has the impulse to save time and ‘eyeball’ and part mix the components from pre-measured packaging rather than mixing them in their proper mix-ratio, then all bets are off as far as the performance of the lining is concerned. In addition, if the coating or lining is soft, or premature failure of the lining occurs, this is often initially thought to arise from a defective coating or lining from the manufacturer.
Let’s eavesdrop on a hypothetical job site and hear some of the ways our formulators in the field friends make off-ratio mixes and adulterated potions for tank internals (or externals) when mixing the Part A and Part B components
• Time’s running out – let’s accelerate the cure and add more curing agent
• The steel is cold – add more curing agent or this accelerator
• Why don’t we get more pot life by adding less of this curing agent
• We’re not mixing a full gallon – I’ve got coke cans and milk jugs to measure the base and curing agent
• Put in another squirt of converter
• We don’t have any of the recommended thinner – just use this stuff
• That’s an epoxy thinner you are putting in the urethane finish
• This stick will do to measure the 4 to 1 ratio
• We don’t measure kicker – use just use a few squirts or glugs
• It says 15 minutes induction time – 3 minutes will do
• This stuff is too thick – add more thinner
• Who needs solvent – use this skydrol
• We don’t need to mix this 100% solids epoxy
• Let the new guy mix the paint
• Don’t worry about scraping that stuff off the side of that can
• Kicker is kicker – the manufacturer doesn’t matter – they all work the same
• Put that zinc thinner in the epoxy
• This fixed ratio pump will never go off-ratio so we don’t need to watch it all the time
• It’s solvent free so we don’t need to mix it for long
• Add this accelerator; use less curing agent
• This stuff is too thick – strain out some pigment with this panty hose
• We sprayed the base only – roll on the curing agent
• The lads put too much tint in the base – add more curing agent
• We don’t have any colourant – try these dyes to colour the base
Eng’s Principle – the easier it is to do, the harder it is to change.
Tales like this are all too common. The mix of lining technology and people influencing the project must be right. Harken back to our school days for a moment. If we were to mix a mineral acid with water by pouring water into an inorganic acid, our mistake would be violently obvious (one must add acid to water, not water to acid). Molecules reacting in this case are metaphorically ‘agitated and noisy’.
But in a present-day linings project, if the applicator improperly mixed the Part A epoxy component with the Part B curing agent component there may be some warning signs pointing to issues ahead, such as changes in the pot-life, amine blush, discoloration, loss of gloss, unexpected dry times and cure times, a soft lining, or perhaps there may be no signs at all. Molecules reacting in mis-mixed epoxy linings may be sluggish or fast and definitely quiet, yet the molecular architecture of the lining and its chemical resistance will likely be compromised.
Plural Component Spray Equipment: equally, and likely more problematic, would be the application of a 100% solids, solvent-free epoxy lining using plural-component spray equipment in which the pump malfunctioned, resulting in an off ratio mix. Or the ratio was inadvertently and incorrectly set on the pump, for example 3:1 instead of 2:1.
Single Leg Airless: when using single leg airless equipment the coating may be incorrectly mixed. Examples are mixing partial kits or not mixing the Part A base and Part B convertor together thoroughly. Once the convertor is added the material must be mixed thoroughly and scraped off the sides of the container.
Hand mix for repairs, nozzles, stripe coat: The risk of off ratio mixing is much higher when hand mixing. A container with calibrated mixing ratios on the side of the container ensures the correct base and convertor ratios are correct. To reiterate, eyeballing the coating material during mixing, using sticks for measuring and stirring and not stirring thoroughly are some examples that can result in mis-mixing.
Often a tell-tale sign that the film is compromised is that it is soft and dry through and cure times of the applied lining are not what are expected.
FIGURE 1 shows several examples of mis-mixed epoxy linings prior to the lining being put into service.
Analytical techniques for determining mis-mixing of epoxy linings
After combing through reams of project inspection reports, and it is suspected that a mis-mixed epoxy might have caused a lining failure, it is necessary to head to the laboratory. Several techniques such autoclave (TM0185), atlas cell, electrochemical impedance spectroscopy (EIS), adhesion measurements, solvent resistance, infra-red spectroscopy, and differential scanning calorimetry (DSC) can prove helpful in establishing lining failure and whether the epoxy lining was over-catalyzed or under-catalyzed, and to what extent (2).
Infrared Spectroscopy (FTIR)
In order for infrared spectroscopy to determine if an epoxy has been mis-mixed it will be necessary to show that two or more infrared bands vary in relative intensity as a function of the mix ratio (3). An infrared spectrum of the properly mixed epoxy is compared and contrasted with the spectra of samples prepared with deliberate off-ratio mixtures.
Differential Scanning Calorimetry (DSC)
This thermal analysis measures the glass transition temperature of the lining, Tg. The Tg is measured for the lining control sample, deliberately mis-mixed samples, and field-retrieved samples. The glass transition is detected based on characteristic inflections on the measured curve resulting from heat consumption during the 2nd order transition.
Solvent Sensitivity
A lining designed for good chemical resistance will be more sensitive to various solvents if under-catalyzed. The dry and cure time of the mis-mixed and under-catalyzed epoxy is often found to be slower.
Nitrogen Microanalysis
With epoxy coatings, their curing agents usually contain nitrogen atoms and there is usually an absence of nitrogen atoms in the base portion. This means that the nitrogen concentration in the mixed coating varies significantly as a function of the mix ratio. Hence, the amount of nitrogen in a coating chip can be determined from a microanalysis and the percentages compared with those from a control sample prepared with various mix-ratios.
Studies on mis-mixed epoxy linings: Experimental
Preparation of Steel Panels
Using 20/50 nickel slag abrasive media, Carbon steel test panels were abrasive blasted to SSPC-SP5/NACE 1 white metal standard having a sharp angular profile of 3-4 mils.
Epoxy Lining Selection and Application
Two different novolac epoxy lining systems (Table 1: Lining A and Lining B) were spray applied on carbon steel test panels in shop conditions according to the coating manufacturer’s instructions. The coated panels were allowed to cure for 7 days at 75°F (24°C) and at a relative humidity of 35%.
Mis-mixed variants of Lining A and Lining B were also applied to test panels. As shown in Table 2 and Table 3 both linings were over-catalyzed and under-catalyzed by 25% compared to the proper mix ratio (respectively designated Lining A125 and Lining A75; Lining B125 and Lining B75).
Lining A
A rapid cure and quick return to service, solvent-free novolac epoxy cross-linked with a polycyclamine curing agent. Lining A possesses excellent hydrolytic, thermal (up to 300°F; 149°C) and chemical resistance. It was applied in a one coat application at approximately15 mils dry film thickness by single leg airless equipment for ease of application for test purposes. It was deliberately applied at ca 60-80% of its regular application thickness to further help show any differences in its performance as a function of base-to-curing agent mix ratio.
TABLE 1 Linings Evaluated
TABLE 2 Drying Observations of Linings A and B Series
2: Structures of Typical Polycyclamines
FIGURE
TABLE 3 Autoclave and EIS Test
DFTs were measured for each lining and each phase.
Reported DFT average of each panel
HC = hydrocarbon W = water
1 Adhesion was performed per ASTM D6677, X-Cut.
Lining B
A thin-film, solvent-borne high functionality epoxy novolac cross linked with a polycyclamine curing agent (also Table 1 and Figure 2). Lining B possesses a three-dimensional (3D) molecular network and has an extensive track record lining tanks, vessels and pipe spools in the oil and gas industry. Possessing excellent hydrolytic, thermal (up to 250°F; 121°C) and chemical resistance. It was applied in 2 even coats to achieve approximately 16-18 mils total dry film thickness.
Autoclave and EIS Studies
All linings were evaluated using autoclave testing for 96 hours according to NACE TM0185 (4). The autoclave test environment consisted of three phases, a gas phase mixture of 10% H2S, 10% CO2 and 80% CH4, a hydrocarbon phase of sour crude, and an aqueous phase of a 5% sodium chloride (NaCl) solution (Table 3).
EIS measurements were made using an “attached cell”. To discriminate relatively quickly between good and poor lining performance the impedance was measured at 0.1Hz, a frequency conducive to speed of analysis and capable of distinguishing the performance of linings.
Adhesion and Visual Ratings
After removal from the autoclave coated panels were evaluated visually for any defects such as blistering per ASTM D714 (5). The coatings’ adhesion was also assessed per ASTM D6677 (6). The dry film thickness was also measured. The pre-and post-test adhesion of each coating was rated as per ASTM D6677 (Table 3).
If a lining blistered, cracked or flaked in any of the three phases during the autoclave test it was deemed to have failed. Adhesion ratings of the linings were considered of lower importance than the presence, or absence, of film blistering.
FTIR, Solvent Sensitivity and DSC
Lining A and Lining B and their mis-mixed variants were investigated qualitatively using FTIR. Their chemical resistance was assessed by immersing them in a variety of solvents (see Table 4) for 30 days at 120°F (49°C) and exposing them to solvent vapour for the same duration and temperature. Solvents employed were toluene, methyl iso-butyl
butyl acetate,
All linings were evaluated using DSC. The glass transition Tg of each sample was measured according to the method described in CSA Z245.20.14 (7). Each lining was heated at a rate of 68°F (20°C)/minute.
Studies on mis-mixed epoxy linings: Results and discussion
Coating formulators recognize that the performance of cured epoxy linings is markedly influenced by the types, functionalities and shapes of the epoxy resins and curing agents used to make the epoxy linings.
The proportion in which these two components are mixed is critically important. The stoichiometric ratio (a quantitative relationship governing how much epoxy and how much curing agent is required to react with one another) does not necessarily produce optimum in-service performance under specific exposure conditions. A slight excess of epoxy resin often improves corrosion and water resistance, while lowering solvent resistance. In contrast, formulating an epoxy lining with excess curing agent often yields faster cure times, better solvent resistance but lower water resistance of the lining (8).
The coating formulator designed Lining A to have a 100% stoichiometric ratio. Lining B, however, was intentionally designed to have a lower stoichiometric ratio. Its slightly lower cross-link density would enable it to have high thermal resistance, good chemical resistance (due to the high functionality of the novolac resin), good hydrolytic resistance, and an ability to withstand explosive decompression. These collective properties were achieved in Lining B not only by using a lower stoichiometric ratio but also using novel formulation techniques.
Table 2 shows the results of observing dry times of the linings over a 20 hr time interval. Very little difference was observed for any of the dry times when comparing properly mixed, over-catalyzed and under-catalyzed Linings A and B.
The results of the autoclave testing at 250°F (121°C) and 250 psig in sour crude oil and adhesion measurements and EIS impedance data are summarized in Table 3.
For the single coat Lining A, the stoichiometric and on-ratio (A) and under-catalyzed (A75) versions failed and blistered in the aqueous phase under the conditions tried. In contrast, the over-catalyzed (A125) version of Lining A did not blister in any of the three phases (see Figure 3).
For the 2-coat Lining B, there was no blistering of the on-ratio lining (B), under-catalyzed (B75) or over-catalyzed (B125) versions in any phase (see Figure 4).
Lining A, at the normally specified DFT of 18-25 mils, is known to perform well in oil production fluids @ 250°F/121°C, both in real world service and accelerated laboratory testing. At a DFT of 12-15 mils, it blistered in the water phase in the autoclave test as did the undercatalyzed variant (A75) whereas the over-catalyzed Lining A125 did not blister.
The adhesion of lining A was not as high as that of lining B. However, as expected, the post-test adhesion value of lining B and its variants B75 and B125 was lower than the pre-test values.
Lining B at a DFT of 12-18 mils is also known to perform well under the autoclave testing conditions of this study. Not surprisingly, Lining B did not blister, but neither did the overcured or under-cured variants, B125 and B75, respectively.
The adhesion values of Lining A and Lining B did not show any meaningful trends that would distinguish between the effects of over-catalyzing or under-catalyzing the linings.
TABLE 4 Solvents used for Immersion Testing 30 days @ 120°F (49°C)
3: Appearance of Autoclave Test Panels of Linings A, A125 and A75
LHS: pre-test; RHS: post-test
4: Appearance of Autoclave Test Panels of Lining B, B125 and B75
LHS: pre-test; RHS: post-test
FIGURE
FIGURE
In the EIS study, the Log Z values of Lining A in the hydrocarbon and gas phases varied little between pre-test and post-test conditions. Lining A125 had a Log Z value in the water of phase of 9.7 and 10.2 respectively, and 5.2 in the water phase for the under-cured A75 variant.
Lining B did not blister in any of the phases in the autoclave test nor did any of the mis-mix ratio variants. However, Lining B did show lower Log Z values in the water phase for the properly mixed lining A, and under-cured A75.
Hence, from the autoclave and EIS studies, both Lining A and Lining B, and their mis-mixed non-stoichiometric variants did not show significant differences in performance in the short duration autoclave experiments. This may be attributed to the high temperature exposure in the autoclave which can further accelerate and enhance the cure of each lining.
It is noteworthy that investigations by others also found that there were no large differences found in the barrier properties of over-catalyzed (20% and 50%) and properly mixed using epoxy tank linings using EIS and measuring the Log Z impedance over a 30 day period (9).
Inspection of Figure 5 and Figure 6 showed that the absorption bands in the FTIR spectra varied little, even when a given lining was under-cured or over-cured by 25%. Hence, FTIR spectroscopy was not helpful or conclusive in evaluating the effects of any mis-mixing shenanigans of the formulators in the field.
Fortunately, the solvent sensitivity tests conducted for 30 days at 120°F (49°C) showed a greater performance differentiation between Lining A and Lining B and the variants with their changes in stoichiometric ratio (Table 4).
Solvents were selected from three classifications, namely hydrocarbons (toluene), ketones (methyl iso-butyl ketone; MIBK) and alcohols (ethanol and methanol). Each class was chosen due to their hydrogen – bonding classification where the hydrocarbons are weaker, ketones are moderate, and alcohols are stronger in their hydrogen-bonding ability (10).
OK = no blistering, no colour change, no film softening
MIBK, Ethanol: Discoloration in vapour phase for B, B125 and B75 Methanol (40%)/Water: Surface Rusting (SR) for B, B125 and B75
A Recovers within 1-5 ; B recovers within 5-10 seconds; C recovers within 10-20 seconds N/T Not tested
SR = Surface Rust
TABLE 5 Linings: Immersion in Solvents 30 days @ 120°F (49°C)
FIGURE 5: FTIR Spectra of Lining A, A125 and A75
0.8
2015K02_06, Lining A, micro-IR
Abs
0.6
0.4
0.2
0.0
2015K02_07, Lining A125, micro-IR
0.0
2015K02_08, Lining A75, micro-IR
FIGURE 6: FTIR Spectra of Lining B, B125 and B75
2015K02_01, Lining B, micro-IR
Abs
0.6
0.4
0.2
0.0
2015K02_03, Lining B 125, micro-IR
2015K02_05, Lining B 75, micro-IR 0.0
The properly cured solvent-free Lining A softened slightly in toluene, MIBK and butyl acetate. In contrast, the solvent-borne Lining B softened only in butyl acetate (Table 5).
As expected, the most severe effects were seen on the under-cured linings.
The under-cured solvent-free Lining A75 blistered in toluene and butyl acetate, and softened in all solvents, especially in ethanol and butyl acetate. The under-cured solvent-borne Lining B75 blistered only in toluene, and softened slightly in butyl acetate. Immersed in a 40% methanol/ water mix, surface rusting was evidenced on Lining B, B125 and B75, arising from apparent holidays in the film. Lining A was not tested in aqueous methanol.
The effects of solvents would be expected to be less severe in the case of Lining B75 undercure with its 3-dimensional structure than on say the regular cured sample of Lining A. The over-cured Linings A125 and B125 both performed slightly better than their properly cured counterparts in butyl acetate. Overall, Lining B125 performed better than Lining A125 in all the solvents. The solvent resistance tests at elevated temperature showed that there was a more pronounced effect of the solvents on the solvent-free Lining A series than on the off-ratio solvent-borne Lining B series.
The solvent resistance of the solvent-borne films of Lining B appeared somewhat less dependent on stoichiometry compared to Lining A. Arguably, this is because of (a) the higher functionality of the epoxy novolac resin used giving higher crosslink density and (b) the films of different stoichiometry are all able to achieve a high degree of conversion (and hence maximise crosslink density) because of plasticisation of the film by the residual solvent.
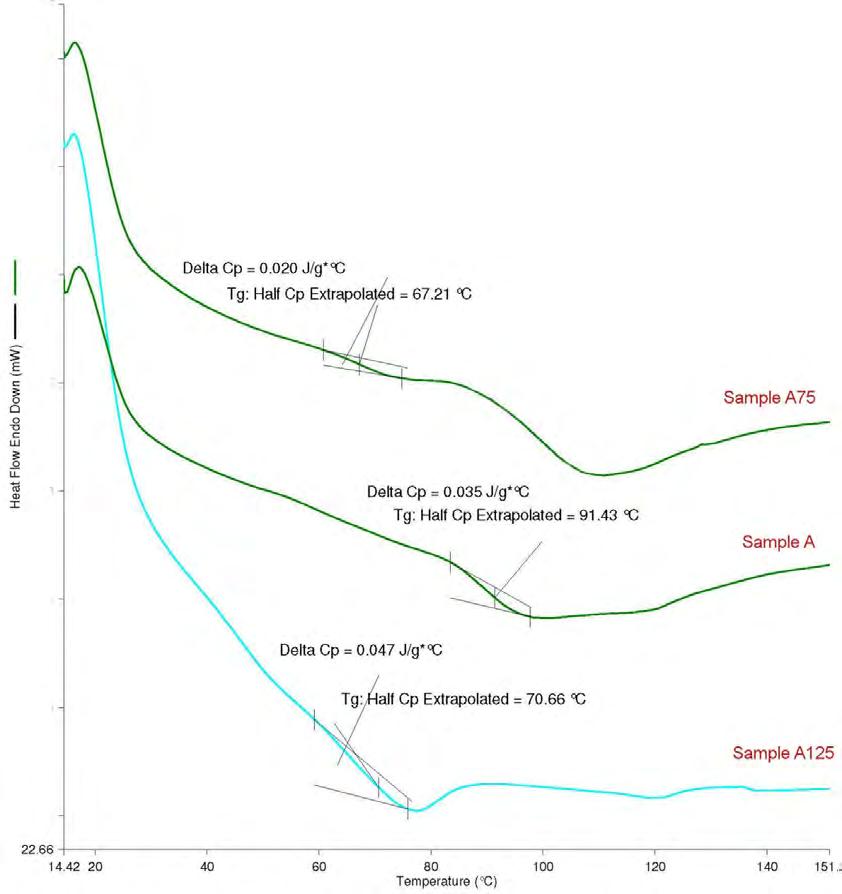
With respect to the present DSC studies, lining systems undergoing ambient cure will dry to give a Tg of around 30-40°C above the ambient cure temperature. At this point the rate of the residual chemical reaction is extremely slow and to all intents and purposes the reaction has stopped. However, the reaction can be restarted by heating the film above the Tg. Thus, all lining films that are designed to dry at ambient temperature, and cured under the same conditions, give roughly the same Tg values.
Inspection of Table 6 and Figure 7 shows that the solvent-free Lining A and the epoxy resin rich Lining A75 have similar Tg’s and these are greater than the Tg for the curing agent rich Lining A125. The excess of epoxy in Lining A75 will lead to higher cross-link density and higher Tg. In contrast, with the curing agent (amine) rich Lining A125, all of the amine will have reacted with all the available epoxy, and the resulting film will have a lower cross-link density and, as discovered, a lower Tg value.
With the solvent-free Lining A, not only is the functionality of the epoxy resin lower to give a lower viscosity lining formulation suitable for good application in the field, but the differences in stoichiometry and mix-ratio show up in performance differences. The latter are most likely due to differences in the extent of conversion achieved by the three solvent-free Linings, namely Lining A, A125 and A75.
The solvent-free coating Lining A will dry when Tg equals the ambient cure temperature. Thus the amount of reaction each lining needs to deliver will depend on the Tcure -Tg(0) difference, where Tg(0) is the Tg of the coating when it is just mixed and before any reaction has taken place. With excess epoxy, the Tg(0) of the just mixed coating will be highest compared to the 100% and the curing agent (amine) rich formulation. The latter will have the lowest Tg(0) and hence the highest Tcure-Tg(0). Therefore, in order for the Tg of the coating to rise to the value of 30-40°C above the cure temperature, the amount of conversion required should follow the trend: conversion of curing agent (amine) rich > 100% stoichiometry > epoxy rich formulation.
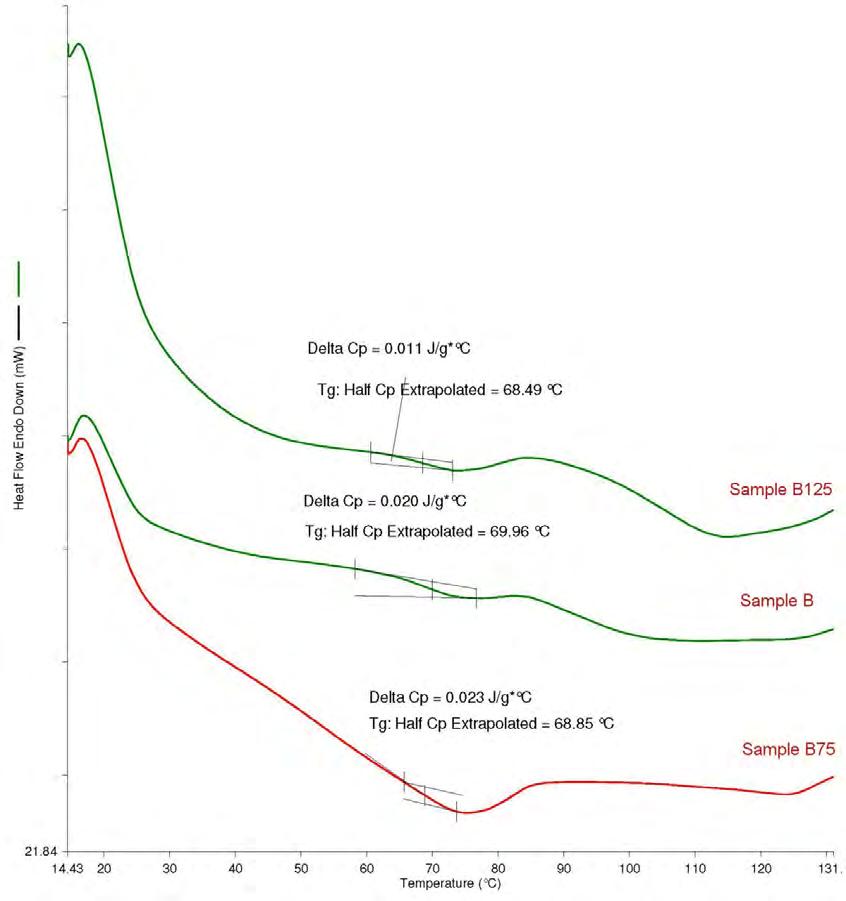
Inspection of Table 7 and Figure 8 shows weak transitions for the solvent-borne Lining B with Tg’s (ca 69°C) that are virtually the same irrespective of mix-ratio and stoichiometry. Based on this test Lining B is somewhat more robust in terms of its ability to withstand changes to its stoichiometry and mix-ratio.
Mistakes and follies by formulators in the field that mis-mix high-performance solvent-free or solvent-borne epoxy linings can result in lining issues identified by some analytical laboratory tests. Moreover, what may appear to be an innocuous mis-mixing of linings in the field can lead to for owners, applicators and lining manufacturers.
TABLE 6 DSC Analysis and Tg Determination of Lining A, A125 and A75
7: Tg Determination of Lining A, A125 and A75 using DSC
FIGURE
TABLE 7 DSC Analysis and Tg Determination of Lining B125 and B75
Lining
8: Tg Determination of Lining B, B125 and B75 using DSC
FIGURE
Conclusions
1. To obtain the optimum performance of an epoxy coating for atmospheric exposure or as an epoxy lining, the Part A and Part B components should be mixed in the proper ratio per the manufacturer’s instructions. Failing to do so can literally trash the coating or lining, or trash it as a touch-up and repair material.
2. Based upon DSC and Tg data the solvent-free epoxy Lining A readily shows the difference in its performance resulting from improper mixing of the base and curing agent of epoxy linings.
3. Based upon DSC and Tg data the solvent-borne epoxy Lining B showed little difference in its performance due to mis-mixing. Lining B is somewhat more robust than Lining A in terms of its ability to withstand small changes to its stoichiometry and mix-ratio.
4. Lining A was more susceptible to solvents than Lining B.
5. DSC and solvent sensitivity testing were two helpful ways to show the effects of improper mixing of the base and curing agent of epoxy linings.
6. FTIR and EIS were not effective tests to show the effects of improper mixing of the base and curing agent of the epoxy linings studied in this work.
Acknowledgements
The authors wish to thank Leda Lisarelli and Heather Cui of International Paint, and Jason Hartt, of Adanac Global Testing and Inspection, for their assistance with the laboratory investigations. The authors are also grateful to Park Derochie, Edmonton, AB, Canada for preparing the steel panels and the coating application.
References
1. M. O’Donoghue and V.J. Datta, “Old, New and Forgotten Wisdom for Tanks and Vessel Linings”. Presented at SSPC National Conference, Lake Buena Vista, Florida, February 10th-13th, 2014.
2. V. Sherbondy and R. Burgess, “Incorrect Mixing of Multi-Component Coatings” KTA Tator, 2014.
3. D.G. Weldon “Failure Analysis of Paints and Coatings”, John Wiley and Sons, Ltd, 2001, p166.
4. NACE TM0185-2006, Evaluation of Internal Plastic Coatings for Corrosion Control of Tubular Goods by Autoclave Testing, NACE International, Houston, TX.
5. ASTM D714, Standard Test Method for Evaluation of Degree of Blisters of Paints, ASTM International.
6. ASTM D6677-07, Standard Test Method for Evaluating Adhesion by Knife, ASTM International.
7. CSA Z245.20.14, Plant-applied external fusion bond epoxy coating for steel pipe.
8. M. Winkeler, The Effect of Certain Compositional Aspects on the Behaviour of Tank and Pipe Linings under Laboratory and Field Conditions”. NACE 12TH International Corrosion Congress, 1993.
9. J. McDonald, T. Aben, J. Dunbar and Y. Idlibi, ‘Taking a Vacation: The Dirty Truth of Field Holiday Repairs”, Paper 4277, Corrosion 2014, San Antonio, Texas.
10. H. Burrell, “The Challenge of the Solubility Parameter Concept”, J. Paint Technol., Vol 40, No. 520, 1968 pp 197-208.
Duplex coating failures associated with galvanized structures
Over recent times I have been asked to revisit the ongoing failures with duplex coatings when applied to galvanized structures. This article examines the relationship between difficulties and failures associated with duplex painting hot dip galvanizing (HDG). It discusses a range of issues, some of which are not well understood or widely known, and the effects of not using appropriate procedures for either HDG or the painting process.
The purpose is to provide coating specifiers, steel fabricators, galvanizers and the painting industry with an understanding of problems that adversely affect painted HDG treated structures, explains Nick Karakasch, retired principal of Total Corrosion Consultants.
Experience over many years has highlighted a lack of understanding by the participating industries of the failures and damage that occurs to HDG by inappropriate sweep abrasive blasting necessary as surface preparation for painting. The debate over responsibility has largely centred on damage caused by the abrasive blasting activity necessary to provide a mechanical key for adhesion. However, when the recommended practices are followed, damage can be sustained to HDG for reasons not commonly known or understood. Damage appears in the form of either peeling, pinholes, or the creation of voids. Steel fabricators are the ones faced with this predicament as surface treatment is generally included in their work scope. As a result, the reputation of their painting contractor and all others in the chain of events comes into question, where the facility owner may endure costly project delays, possible litigation proceedings and future consequences if premature coating failure occurs.
When abrasive sweep blasting causes removal or damage, the specific cause/s must be identified before any responsibility is attributed to ensure similar situations are not repeated in the future.
The galvanizing (HDG) process
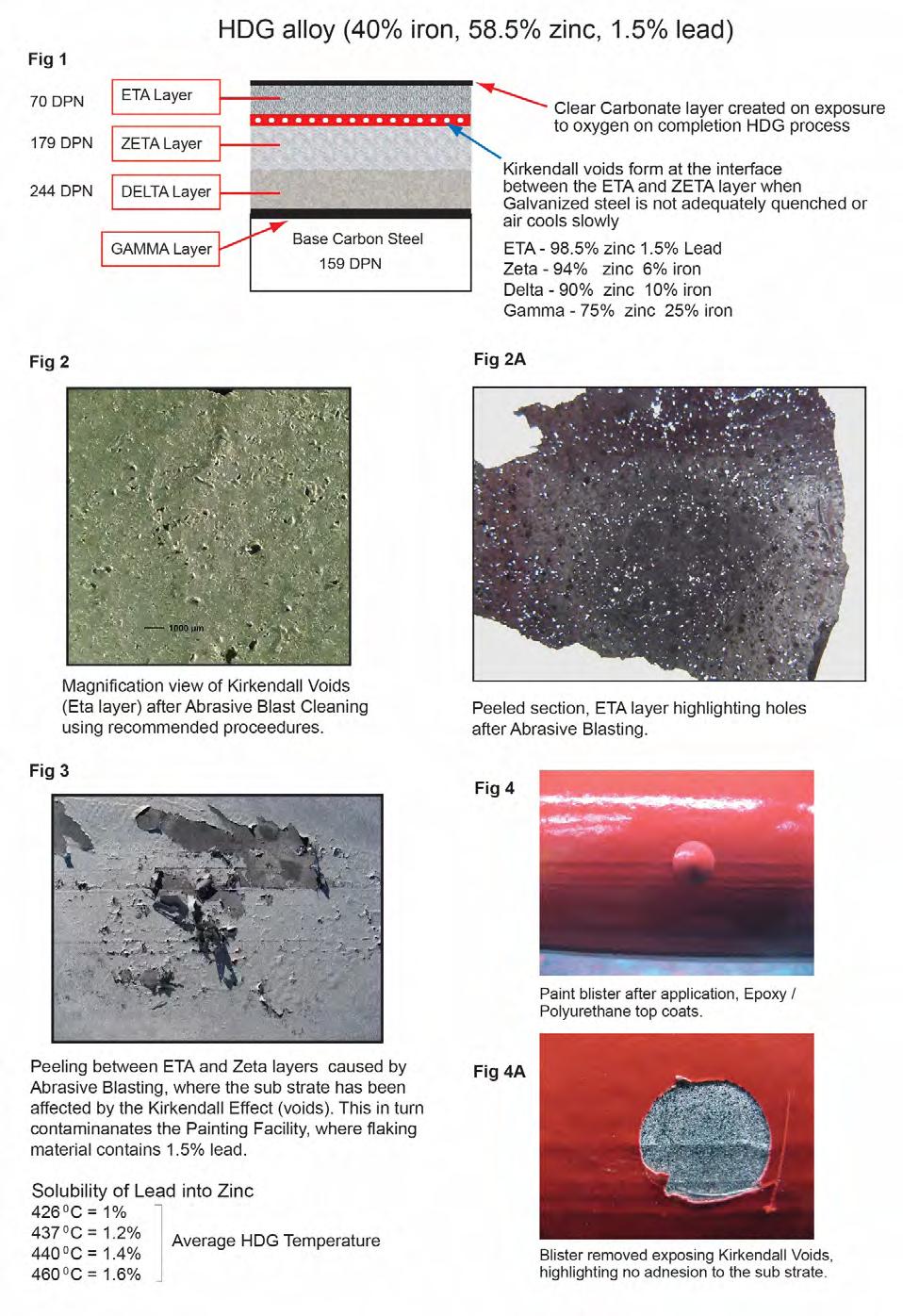
It is scientifically recognised that Metallic Zinc when in contact with iron is the medium that provides the corrosion protection where Zinc Volume plays an integral part regarding length of performance. Common industry practice is to describe HDG as a ‘98% zinc coating’. This reference only relates to the purity of the zinc used in the production process; another area not well explained or misunderstood is that there is a perception that total so-called coating thickness is all metallic zinc. The galvanizing process creates a metallic mixture (metal alloy) consisting of four distinct layers (Gamma, Delta, Zeta, Eta) resulting in an average total metal weight mass of approximately 58.5%Zinc, 40% Iron, 1.5%lead (Fig 1), for example, 85-micron thickness equals a total weight of 610 g/m2, consisting of 357g zinc / 244g iron / 9g lead (Ref Table 1)
The lead component in the process is for two reasons, HDG kettles have a layer of lead beneath the molten zinc for operational reasons, 1) To protect, insulate and to aid in the removal of dross (Ion, ash, flux skimmings) from the bottom and sides, 2) Prime Weston Zinc ZN5 (98%)
Experience over many years has highlighted a lack of understanding by the participating industries of the failures and damage that occurs to HDG by inappropriate sweep abrasive blasting necessary as surface preparation for painting.
contains 1.4% lead and is the feed stock used by the industry. The chemical composition for ZN5 can be found in a separate standard for zinc ingots such as ISO752 which clearly outlines the lead component together with other trace elements.
The top Eta layer is a zinc/lead alloy, relatively soft compared to carbon steel. Hardness is measured by the Diamond Pyramid Number (DPN). Zinc is 70DPN compared to steel at 159DPN. Air pressure for sweep blasting HDG in preparation for painting needs to be lowered to 40psi maximum to reflect the lower malleable hardness of metallic zinc.
Table 1
HDG – ENISO 1461 – AST M123 – AS/NZS4680
Relationship assumes alloy density 7.2g/m3
When damage to HDG and paint failures occur, the causes are often not clearly identified and, in many cases, unfairly attributed to either the abrasive blasting process, paint application practices or defective paint materials. What is not commonly understood is that damage and duplex paint failures in most cases are largely associated with the galvanizing process and then exacerbated by abrasive sweep blast cleaning. The galvanizing process creates what is known as The ‘Kirkendall Effect’, (Ref 6).
In 1947, Dr. Ernest O. Kirkendall of Wayne State University in the US first described the effect that now bears his name. Kirkendall’s experiments showed that at high temperatures interdiffusion of zinc occurs with other metals at an atomic level and if not controlled, or suppressed, cause voids to form in HDG at the interface between the Eta and Zeta layers (Fig 1).
This effect is caused by a metallurgical reaction between zinc and steel that continues below the melting temperature of zinc (420°C) creating voids (Fig 1). These voids adversely affect the bonding and adhesion between the top two HDG layers and if disturbed or exposed by abrasive blasting results in exposing pinholes, peeling, and detachment (Fig 2A, 3).
This occurs when HDG is slow air cooled or not adequately quenched immediately after the galvanizing treatment; in scientific terms it is referred to as ‘Atomic Diffusion’ between solid metals where Atoms rise or migrate upward under high temperature. If cooling is slow, they drop back leaving a void. If no peeling occurs after abrasive blasting pinholes/ voids go unnoticed, because they are difficult to detect with the naked eye (Fig 2 & 2A).
Paint application further compounds the problem with the formation of blisters and adhesion failure, (Fig 4) paint applied to voids results in solvent entrapment during the curing process.
Localised temperature changes by entrapment and evaporation form blisters in the still liquid coating. This phenomenon particularly affects two pack materials, such as epoxy, polysiloxane and polyurethane, where the retained solvent acts like a plasticiser on the liquid coating during the curing process developing blisters causing detachment of the coating from the HDG surface (Fig 4). These coatings have high cohesive film strength meaning the exterior surface remains intact. However maximum adhesion is compromised leaving voids and gaps at the interface for the electrolyte (water, oxygen & soluble salts) to accumulate thereby activating the zinc protective properties.
The HDG industry worldwide has not acknowledged the Kirkendall Effect in any promotional or technical literature to the potential problems associated with this effect, this raises the question why has this not been disclosed? When it occurs experience has shown it is the poor old painting contractor who generally suffers the consequences.
Kirkendall Effect on corrosion of HDG under paint conditions
On completion of the galvanizing process, a protective film (zinc carbonates) forms on the surface as it reacts with oxygen and carbon dioxide which inhibits initial corrosion. In circumstances where this is removed, the corrosion rate of zinc increases substantially, particularly in marine, chemical, damp or humid conditions resulting in zinc corrosion material referred to as ‘efflorescence bleeding’ (Fig 5A) to accumulate at the HDG/Paint interface. This causes adhesion failure between HDG and the paint system. Efflorescence bleeding is the term used to describe the powdery substance which in this instance is zinc corrosion material in powder form.
The question therefore is: what are the influencing factors for change?
Whilst abrasive blasting provides the surface profile necessary for quality mechanical adhesion, it removes the protective zinc carbonate film to expose pure reactive zinc of the outer HDG layer. When exposed to an electrolyte (water, oxygen and soluble salts) the galvanic protection property of the underlying zinc is activated. The electrolyte penetrates the paint either as vapour, or in liquid form through pinholes. The result is zinc corrosion material approximately 100 times greater in space volume (Ref 5) than the original zinc surface which in turn, becomes hydroscopic, drawing more of the electrolyte through, thereby increasing the corrosion cycle to cause larger volumes of zinc corrosion material to accumulate at the interface between HDG and the paint system (Fig 5). Hydroscopic materials relate to the law of physics, meaning you cannot have a concentrated water-based solution on one side of a ‘permeable membrane’, hence the reason for the increased water intake to equalise the solution on both sides.
The rate of corrosion is the time it takes the electrolyte to penetrate a coating film – this is dependent on paint thickness and its moisture vapour transition rate. The principle of vapour transition works equally in both directions. Anti-corrosive paint materials are primarily designed to keep the environment (electrolyte) out – adversely it can also keep it in. When vapour or water has penetrated the coating film to the underside, it no longer has access to ‘air circulation’ and remains at the interface as water, oxygen, and soluble salts, making up all the ingredients necessary for zinc corrosion to occur. Once corrosion has started it cannot
be stopped and, due to the hydroscopic nature of the resultant corrosion material, it continues unless one of the elements of water, oxygen, or soluble salts is removed – which is highly improbable under these circumstances.
It’s worth mentioning why Inorganic zinc paints do not suffer from the same dilemma in similar circumstances, Metallic zinc is in particle form spread throughout the film surrounded by an inorganic binder. Corrosion product produced accumulate within the paint film and not at the interface, whilst a small quantity may gather at the interface, this is not enough to cause adhesion failure of the topcoat system.
The presence of ‘Kirkendall Voids’, combined with the removal of the protective zinc carbonate film, exposes pure reactive zinc, which contributes to premature paint failure. In view of this explanation, it is not entirely correct to state that: “paint failures are usually due to deficient paint application procedures or incorrect choice of paint systems”, (Ref 4), and or inferior faulty paint materials, particularly as there is no mention of the Kirkendall Effect and its possible consequences.
Paint manufacturers are reluctant to recommend and generally will not warrant their products when applied to HDG treated steel because of the increasing number of failures. The situation now is that no-one involved in the chain of events, be it galvanizer, paint manufacturer, or the paint applicator is prepared to provide any form of warranty on the basis that no-one organisation has complete control of the overall process and materials used.
Higher incidence of surface imperfections with painted HDG surfaces
Relevant world HDG Standards only address a product description and a process for corrosion protection – they do not cover the requirement for aesthetic appearance. Designers are more often calling for an architectural finish on HDG components, creating in effect a new product which requires specific consideration. Information must be presented for steel procurement so that the additional detailing required for painting is considered when tendering a project and observed on dispatch for painting.
Painting will always highlight imperfections (Fig 5), many disputes arise because this is not commonly recognised by those people and organisations involved in the chain of events i.e. fabrication contractors, builders, architects and clients. The galvanizer should be made aware at the tendering stage that there is a painting and architectural requirement and that all imperfections such as lumps, bumps, spikes welding slag etc should be removed prior to dispatching items for paint coating application.
Preparing HDG to a standard suitable for an architectural finish comes at an additional cost over and above standard industry charges. HDG is less uniform due to the inherent production process and will always highlight more surface imperfections than a protective paint system applied to steel by conventional spray-painting methods.
Steel chemistry, the effect of silicon and phosphorus
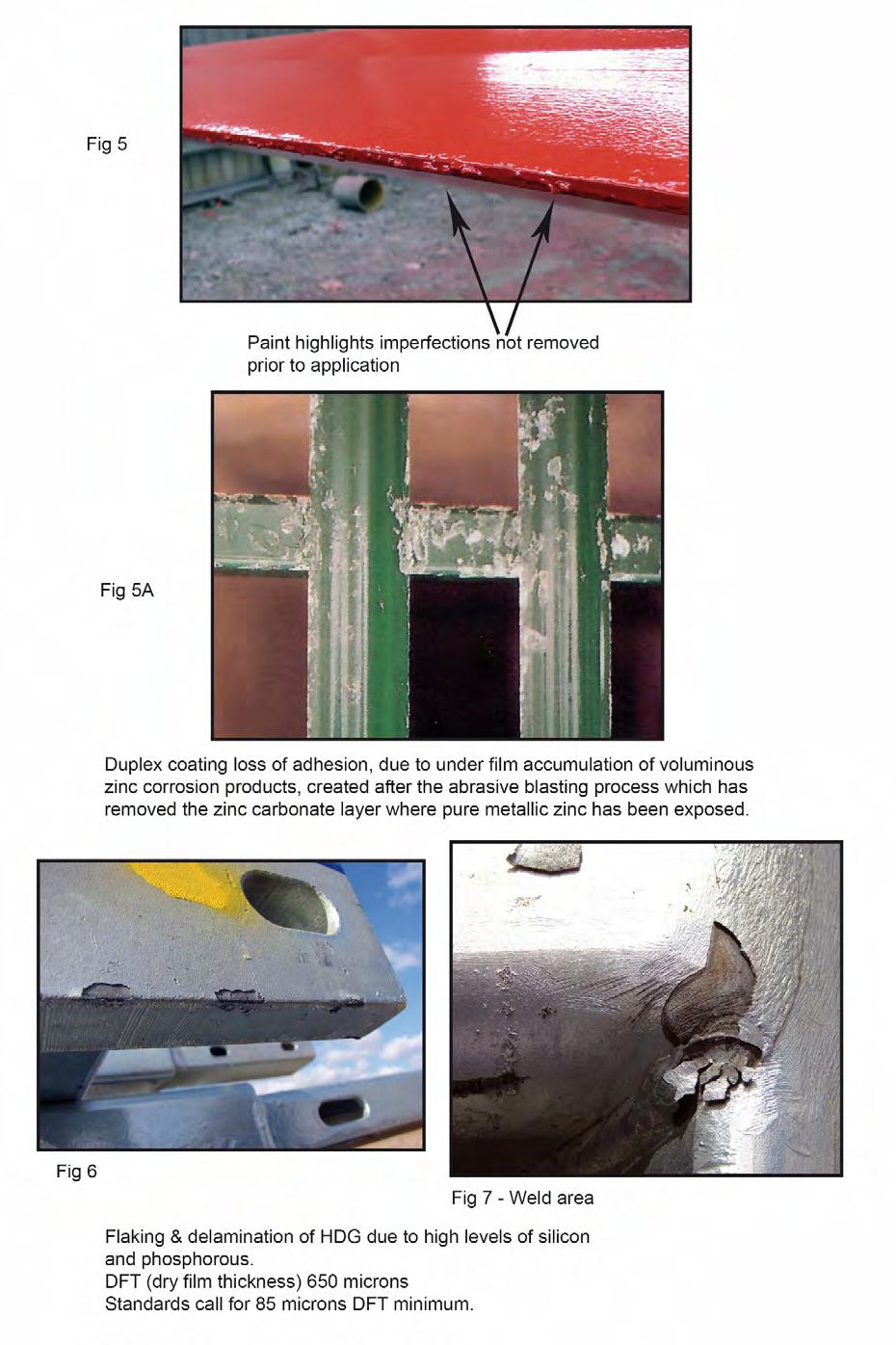
It has long been established that steels with high silicone or phosphorous content increase the rate of the galvanizing reaction and consequently accelerate the growth of the iron zinc layers. These steels are known as ‘reactive steels’ and are often characterised by an alloy structure consisting entirely of iron-zinc and will be generally thicker than normal and visually will appear either smooth, dull grey or have a rough, sandpaper finish. Where this occurs is not uncommon for HDG to completely detach or flake from the steel substrate and in extreme cases can result in thickness up to seven times the normal requirements as illustrated in Fig 6 & 7.
The reactivity of a steel can be determined readily by calculation of what is known as the Silicon Equivalent which considers the combined effect of silicon and phosphorus.
The formula is Silicon Equivalent = %Si + 2.5 x % P. A large proportion of steel is produced by the electric arc furnace method where there exists a propensity for high concentrations of these elements than when steel is made by the continuous casting process.
Welding rods with high levels of these ingredients also contribute to excess zinc thickness. If the use of materials high in silicon/phosphorous is unavoidable, the galvanizer should be notified in advance. Whilst the steel composition is beyond their control, there are precautions that can be taken to minimise, or in some cases even eliminate the risk of excess zinc deposition. These precautions can lower the cost of HDG not only to the fabricator but ultimately to the project principal.
Steel fabricators do not always know that some steel or welding rods are at greater risk of having a high silicon or phosphorous content. This should be known before purchase. If not, should be tested for conformance with the relevant specified steel/welding standard prior to galvanizing. Alternatively, the specifier can specify the required steel chemistry for the project and set the maximum limits for silicon and phosphorous. Specific testing for these elements is not common, which is unfortunate given that the cost is relatively minor when compared to the increased cost of HDG, re-work or dispute resolution. Accordingly, it is recommended that the silicon and phosphorous content is known before the galvanizing contract is put out for tender, particularly where a high aesthetic value is required. If not, the steel fabricator and ultimately the project owner will simply pay more to cover the extra zinc consumed, and or any possible repair costs. The costing practice by the galvanizing industry is to charge by weight on completion, regardless of the silicon/phosphorous content. Unless the galvanizer knows the steel chemistry in advance, the problem of over thickness only becomes evident after the galvanizing process is completed.
Over thickness on HDG coating
There are precautions the galvanizing contractor can take to avoid or minimise the effects of over thickness if steel is high in silicon and phosphorous for example,
1. Operate at the lowest possible galvanizing temperature 435°C
2. Pre-heat steel prior to galvanizing
3. Fast entry and exit from the bath
4. The addition of alloy materials such as nickel to the bath
Items 1, 2 and 3 are relatively easy and inexpensive whereas the use of nickel is very costly. Unfortunately, not all galvanizers use alloying metals such as nickel or employ the other measures listed, whilst all precautions come at a cost it would nevertheless still reduce the charges for HDG to the project.
The use of nickel and the other measures to mitigate over thickness can be justified, given that thicker HDG is highly likely. It is in the interest of the specifying authority and fabricators to determine and document the silicon and phosphorous content so that measures against thicker and defective HDG can be taken prior to abrasive blasting and coating application.
Specifying steel and welding rods with the proper chemistry goes a long way to alleviating the problem, however it must be emphasised that composition certification sampling reflects the content at a specific location and statistically implies the makeup of the entire item or batch. Nevertheless, there can be isolated areas of silicon and phosphorous due to the non-homogeneous nature of steel composition. Increased thickness of HDG is not all doom and gloom; providing there is no detachment the greater thickness is a positive advantage as it extends the service life of the product.
The reactivity of a steel can be determined readily by calculation of what is known as the Silicon Equivalent which considers the combined effect of silicon and phosphorus.
Responsibility for defects in HDG and coating practices
Contractually, unless all known measures are taken by the contracting parties to mitigate the potential problems it becomes difficult to justify any charge or claim which may be put forward during any given project. There is a relevant principal called ‘Tacit Approval’. This applies to contract specifications regarding possible doubt, total conformance or perceived performance, implied but not spoken and therefore, becomes a shared responsibility by all involved if anything untoward occurs. Structural steel is always on the critical path for construction, disruptions not only cause loss to the contracting parties but also may contribute to possible protracted litigation, construction delays to both the project and client and in some cases serious financial loss due to possible premature failure.
The abrasive blast cleaning and coating industry need to recognise that accepting HDG for painting that has not been subjected to the appropriate Quality Assurance means any defects in whatever form will become their responsibility. Equally they have a clear responsibility for their own QA activities and should ensure that the recommended procedures for preparation and painting are strictly adhered to. Other points of responsibility for damage are transportation, unloading, and final steel erection.
Fabrication design is all important. For example; the use of boxed or rolled hollow sections is where considerable savings for treatment can be made. For safety reasons these sections need to be vented or open ended and as a result internal and external surfaces are treated with price based on weight. Alternatively, if the same sections were sealed the cost saving in favour of zinc painting the exterior surface only can be 20-25% lower, however this comparison is only worth considering if the volume of boxed sections requitements are considerable. Other comparisons would not show the same difference and would fluctuate between systems, in favour of one or the other.
Summary
Damage of HDG and Paint coating failures will occur when the following conditions arise:
1. Incorrect blasting procedures, excessive pressures above 40Psi can remove HDG to expose bare steel. Removal is through abrasion and not peeling between the layers as with the ‘Kirkendall Effect’.
2. Removing the protective zinc carbonate film by abrasive blasting to expose fresh ‘pure reactive zinc’, thereby accelerating the corrosion cycle and increasing zinc corrosion material at the interface, particularly when exposed to chemical, marine, damp, and humid conditions, causes premature adhesion failure between the two materials.
3. The presence of ‘Kirkendall’ voids between the Eta and Zeta HDG layers compromises the metallurgical bond, enhances the corrosion cycle, and adds to the formation of paint blisters and detachment.
4. Excess HDG thickness due to steel and welds with high levels of silicon or phosphorous can become brittle and detach through normal handling, erection and or abrasive blasting.
5. Surface imperfections in HDG finish, if not removed will be highlighted after duplex painting, welding slag needs to be removed prior to articles being delivered for galvanizing.
Recommendations
• The galvanizing industry need to advise the painting industry of the possible effects of ‘Kirkendall’ voids.
• The galvanizer should be made aware at tender stage if HDG is to be painted
• All coatings applied to HDG should be defect tested for adhesion, pinholes and holidays on completion.
• Specifiers should be made aware of and specify the minimum levels of silicon and phosphorous in steel and welding rods, together with the removal of imperfections for architectural requirements.
• Steel and welding rod suppliers should be required to supply chemical analysis certification for their materials to ensure conformity with the specification.
• Coatings over HDG should be restricted to those with the highest resistance to oxygen and water vapour, particularly at the zinc interface.
HDG has an outstanding performance record, which is largely due initially to the protective zinc carbonate layer which slows the corrosion rate. That is not to suggest that the volume of metallic zinc and exposure conditions are not influencing factors. Nevertheless, the removal of the protective layer by abrasive blasting exposing pure reactive zinc to under paint coatings where there is no obvious air circulation needs to be seriously questioned as failures between HDG and paint systems are all too frequent and consequently have developed a poor reputation. Experience has shown HDG is better left uncoated.
If painting is to continue, it is strongly recommended that inspection procedures include those mentioned above: the cost is minor considering the consequences should a project experience disruption or premature failure occur.
A measure of caution needs to be exercised when considering HDG that requires painting to increase anti-corrosive performance or for architectural purposes. It is worth considering a proven alternate zinc paint system, where pure solid zinc is not exposed at the interface, where inter-coat adhesion is more reliable and permanent, where degreasing of zinc primer is not required, where abrasive blasting of the anti-corrosive primer is unnecessary, where silicon or phosphorous has no impact, where the aesthetic appearance is better, where the performance to first maintenance is equal (Ref 9), where the cost of protection favours the zinc paint system, and finally where the client can get a warranty.
References:
1. AS/NZS4680/ISO1461/ASTMA123M after fabrication hot dip galvanizing
2. AS1627.4 Abrasive Blast Cleaning
3. Professor Hideo Nakajima, Osaka University – “Kirkendall Voids”
4. Galvanizing Association of Australia Handbook
5. Introduction to AS/NZS4680
6. Galvanizers Association of Australia Technical data sheet Gen/5/1
7. USA Publication TPC9 users guide for HDG
8. General Galvanizing Handbook UK Publication
9. E.O Kirkendall: Zinc Diffusion in Alpha Brass – TRANS AIME (1947) pp 130-142
10. AS/NZS 2312 The Protection of Iron & Steel
11. Metallic Zinc Based Coating Systems, CSIRO Research Services, PPG Protective and Marine Coatings, A & A Szokolik Consultants Pty Ltd
12. Zinc Coating Review 2023/2024 N. Karakasch
13. Galvanizing & Zinc Based Paints N Karakasch
14. Architectural Galvanizing 2024 N Karakasch
15. Corrosion Protection & the Environment N Karakasch
16. https://1drv.ms/u/s!Aq79HUD7uYHAgYEwP6vePDgzxY3zfg (photos and video re Kirkendall, and Silicon and Phosphorous effects) – open hyperlink.
About the Author:
Nick Karakasch is the retired principal of Total Corrosion Consultants. Nick’s experience spans 50 years specializing in services to the protective coating, corrosion and fire protection industries, specializing in the areas of galvanizing, inorganic/organic zinc coatings and structural fire protection. He spent many years in a management and technical capacity with the Dimet Coating organisation, the company which marketed the invention of inorganic zinc silicate coatings, invented by one of the directors, Victor Nightingal. He has also been the principal consultant to the Galvanizers Association of Australia. Whilst living in South Africa in the mid-1970s he was employed as a Site Contact Manager for R J Southy Pty Ltd, Africa’s largest Corrosion Contractors. ■
Real world anti-corrosion testing
In conjunction with Marine Energy Engineering Centre of Excellence (MEECE), Hexigone Inhibitors, based in Wales, embarked on a rigorous real-world test of its anti-corrosion additive Intelli-ion AX1. From September 2022 to June 2023, 31 sets of panels were attached to a buoy. Deployed in a unique test location, they endured over 6,000 hours, battling the formidable forces of the Celtic Sea.
The panels used in this project were constructed from low carbon, cold-rolled steel featuring a matte finish. These panels are typically used in general-purpose sheet metal applications and adhere to ASTM A1008, A-109, and QQ-S-698 standards.
To ensure a thorough evaluation, the panels were coated with various types of anticorrosion coatings:
Solvent-borne alkyd
• Painted with a paintbrush:
• Four panels were painted with a co-blend of 3% AX1 & 2% zinc phosphate
• Four panels were painted with 5% AX1 only
Solvent-borne 2-pack epoxy
• Spray-painted with a compressed air paint gun:
• Four panels were painted with 0% AX1
• Four panels were painted with a co-blend of 5% AX1 & zinc phosphate
All solvent-borne
2-pack epoxy primers contained zinc phosphate anti-corrosive pigments, resulting in all epoxy-coated panels possessing a blend of anti-corrosive substances – for comparing co-blend panels against industry standards.
Waterborne acrylic
Eight panels were painted with a co-blend of 2% AX1 & 2% polyphosphate
These panels were also intentionally damaged. An ‘X’ was scribed into the coating to expose the bare metal using a 0.5mm Elcometer scratching tool, simulating damage to the paint system that can occur in real world applications.
The testing rig: A bespoke solution
To withstand the rigours of the Celtic Sea, a custom-designed test rack was engineered, by the skilled engineers at MEECE, to securely mount the panels onto the buoy.
The panels were fixed flat against a drilled plastic backing board, held in place by plastic bolts, washers and nuts with additional support from a holding strip at the bottom. This set-up ensured that the panels remained secure throughout the test duration, even under extreme weather conditions.
Figure 1: Exploded assembly view of the basic panel mounting concept, for two adjacent panels
Figures 2 and 3 below captured two key stages: the initial assembly of the panels onto the test rack, followed by the final installation of the test rack onto the buoy.
Figure 2: The initial assembly of the panels onto the test rack
Figure 3: The final installation of the test rack onto the buoy
Monitoring
The panels were monitored over a period of nine months, with inspections at key intervals to assess damage and track the progression of corrosion.
Figure 4: Day 1 | 24 hours. Installation Day – 21st September 2022
Figure 5: Day 54 | 1296 hours. 14th November 2022
Figure 6: Day 260 | 6,240 hours. Last Day – 8th June 2023
The results
After 6,000 gruelling hours of tirelessly battling the elements, it was time to recover the panels for analysis – the results were both surprising and promising.
The results from both formulations are strikingly similar, demonstrating high performance for both the co-blend of 3% AX1 and 2% zinc phosphate (left) and the AX1-only formulation (right). When stripped with solvent, their performance remains consistently high and alike, with corrosion localised at the scribe line and minimal overall. The full metal substrate beneath the coating remains fully protected, highlighting the effectiveness of the anti-corrosive formulation.
Formulated with a 5% addition of AX1, the panels on the right clearly showcase enhanced durability and coating adhesion compared to the panels on the left, with 0% AX1. Despite being coated with alternative anti-corrosive pigments, the panels at left show significant degradation – nearly completely destroyed.
Figure 7. Solvent-borne alkyd – 6,000 hours of live coastal testing
Figure 8. Solvent-borne 2-pack epoxy – 6,000 hours of live coastal testing
The waterborne acrylic panels have demonstrated remarkable performance under real-world conditions, showing consistent results across all panels even after being stripped with solvent to reveal the underlying results. Notably, only the primer contained AX1; the topcoat did not.
10
Among all the results, the performance of the waterborne acrylic panels is particularly noteworthy – exceeding expectations and even surpassing the solvent-borne 2-pack epoxy coatings in real-world conditions. Even after stripping both sets of panels with solvent to reveal the underlying results, the contrast remains striking – the waterborne acrylic panels containing AX1 dramatically outperform the solvent-borne 2-pack epoxy panels.
The waterborne acrylic formulation was developed in collaboration with Xyntra Chemicals BV. “We are highly impressed with the performance of AX1 and have been collaborating closely with Hexigone to design a polymer system that leverages its capabilities in a water-based application,” says David Graham, Managing Director of Xyntra. “The results so far have been very encouraging.”
Figure 9. Waterborne acrylic – 6,000 hours of live coastal testing
Figure
The addition of AX1 also significantly improved the adhesion of the waterborne acrylic paint system. During the pull-off test, only the topcoat could be removed, while the primer layer remained firmly fastened to the metal substrate. The dollies were removed at 450 psi and 300 psi.
Conclusion
The outcomes of this investigation have provided Hexigone with valuable, actionable insights. The buoy panels endured over 6,000 hours of coastal testing, offering a true assessment of the paint systems’ ability to withstand harsh environmental conditions.
As expected, the panels treated with Intelli-ion AX1 demonstrated a significant improvement in corrosion resistance compared to those without AX1. However, the most unexpected finding was the exceptional performance of the waterborne acrylic panels.
With the industry increasingly shifting towards more sustainable solutions, and away from those that include volatile organic compounds (VOCs) and other health-hazardous chemicals, the demand for waterborne acrylic coatings is rapidly growing. Based on these findings, Intelli-ion AX1 has the potential to accelerate the broader adoption of waterborne acrylic coatings in marine applications. ■
Figure 11. Adhesion – 6,000 hours of live coastal testing
PractiCORR 2025
International Conference on Corrosion and Fire Protection
June 10-13, 2025 Copernicus Science Center, Warsaw, Poland
Dear Corrosionists & Fire Specialists!
In a rapidly evolving world, integrating the expertise of scientists, engineers, and industry leaders has never been more crucial. The PractiCORR conference, organized by the Polish Corrosion Association and the European Federation of Corrosion, offers a vibrant platform for collaboration, innovation, and inspiration in corrosion and fire protection.
• Tackle ecological challenges, focusing on sustainable technologies like solvent-free coatings
• Address extreme environment challenges in the petrochemical industry
• Investigate new frontiers in nuclear energy, wind farms, and infrastructure
• Bridge science and industry to inspire creative solutions for a safer, more sustainable future
Join us to connect, learn, and shape the future of structural protection—because together, we can meet tomorrow’s challenges head-on!
Why Attend PractiCORR 2025?
The 1st PractiCORR International Conference is a unique event dedicated to corrosion prevention and protection—created by practitioners for practitioners.
• Bringing together industry professionals from various sectors
• Practical knowledge exchange through technical sessions, discussions & case studies
• Networking with global experts in corrosion and fire safety engineering
• Collaboration opportunities for scientists and industry leaders
• Workshops, panel discussions, and businessscience speed dating
We also welcome students and young professionals looking for career opportunities and hands-on experience!
Recent News & Committee Members
• Prof. Adam Wysokowski (Zielona Góra University) and Prof. Tomas Prosek (EFC President) have joined the Technical Committee Board.
• Mr. Mohamed Elmetwally (AmpleSolutions, Saudi Arabia) and
• Mr. Prasanth Karunan (SigmaPaints) have joined the Technical Committee Sherwin-Williams and Graco has joined as a bronze sponsor, and Heggel is our platinum sponsor
Conference Registration Fees Include:
• Participation in all sessions & exhibition areas
Register for the conference by filling out the registration form.
More Information & Contact Details
For registration and full details, visit: www.practicorr.org
Contact us at: sekretarz@psk.org.pl
We look forward to welcoming you to Warsaw in June 2025!
On Behalf of the PSK Board
Iwona Gajecka President of the PSK
Conference Costs & Deadlines
Conference Fee (VAT included)
Call for Abstracts –Submit Your Papers & Posters!
We invite submissions in the following thematic sessions:
• Surface Preparation
• Coatings (Organic, Inorganic, Metal, Powder, Fire Protection)
• Corrosion Problems in Practice
• Equipment & Inspection
• Business & Science + Speed-Dating
• Infrastructure (Urban, Road, Energy, Offshore)
• Oil & Gas & Other Industries
• Fire Retardant Coatings
• Protective Coatings in Military Applications
Submission Deadline: March 15, 2025
Submissions must be made through the online form.
Sponsorship & Exhibition Opportunities
We invite companies to become PractiCORR 2025 Partners.
• Showcase your brand to an international audience
• Expand your professional network with industry experts
• Promote your innovations to key decisionmakers
For sponsorship details, contact us at: sekretarz@psk.org.pl coo@efcweb.org
We will help tailor the best sponsorship package to fit your needs and budget!
IN FOCUS
Cutting corners on preparation doesn’t cut costs
German-based protective coatings innovator Steelpaint GmbH is urging shipowners, shipyards and port authorities with steel assets to prioritise surface preparation, advising that skimping on this critical step in the application process is leading to premature coating failures, costly repairs and increased safety risks.
The advisory follows a recent request to apply its single-component, moisturecure Stelcatec to a steel structure that had not been properly prepared, with high levels of rust and contamination still present.
“We made it clear that without proper surface preparation tools to remove rust and corrosion, and subsequent freshwater washing to disperse salts and other contaminants, there was no point in applying the paint,” said Dmitry Gromilin, Steelpaint’s Chief Technical Supervisor.
“We have seen too many cases where companies have invested in advanced coating systems, only to have them fail prematurely due to inadequate surface preparation. Not only does this lead to accelerated corrosion, and the need for costly reapplication, but any investment in advanced corrosion protection is wasted.”
Gromilin continued: “One of the most common misconceptions is that a quick wipedown or solvent wash is sufficient. In reality, contaminants such as rust, grease, salt and moisture create an invisible barrier between the steel and the coating. Without thorough surface preparation, adhesion is compromised, and the coating will inevitably fail. When this happens, it is not just the paint that deteriorates – steel structures will suffer rapid corrosion, leading to structural weaknesses, safety risks, and costs.”
Low-pressure preparation
Steelpaint also reports incidents where asset owners have used low-pressure water jet washing to prepare areas prior to coating applications.
“We have seen operators using 300-400bar low pressure water jets to prepare larger, heavily corroded areas, such as tank tops,” says Gromilin. “At the very minimum, 2,000bar ultra high-pressure water blasting should be carried out. Anything less means any corrosion protection will be ineffective. Surfaces must be properly prepared.”
He added that preparation challenges are compounded by environmental conditions, such as saltwater environments, high humidity, fluctuating temperatures and condensation, which can impact application.
This is especially the case when traditional two-component systems are used, requiring precise application windows. In tropical climates, for example, dew point restrictions
often mean that conventional coatings can only be applied during specific hours of the day.
Steelpaint Director Frank Mueller said, in highlighting the importance of this critical preparatory step, “steel asset owners can get the most out of their corrosion protection spend.”
“The best coating system in the world will not perform if applied to contaminated, rusty or inadequately prepared steel surfaces,” said Mueller. “Cutting corners in preparation only leads to greater costs down the line, but by adopting best practice in steel preparation and selecting coatings that offer greater flexibility in real-world conditions, steel assets can remain protected for longer, reducing operational and maintenance costs in the long term.”
While acknowledging that the perfect surface preparation is seldom achieved, Steelpaint’s Stelcatec system has been developed to be applied to the minimum SSPC SP2 standard using non-powered hand tools such as wire brushes, scrapers and sandpaper. This is the minimal standard.
The one-component Stelcatec coating can also tolerate light flash rust and can be applied on damp surfaces, significantly
reducing downtime for critical infrastructure such as cargo tanks, ship-to-shore cranes and other steel assets operating where extended maintenance shutdowns are not an option. It
also provides longer corrosion protection at a lower film thickness, and can be applied at 98% relative humidity (RH) at temperatures ranging from -5°C to 50°C. ■
Prepared surfaces, clockwise from top left: Barely acceptable, Unacceptable, Acceptable
Which laboratory mixing system? UPDATE
To achieve reliable, accurate, repeatable lab mixing that seamlessly scales up, an industry expert guides coatings manufacturers through the most important factors in selecting equipment and accessories.
For coatings manufacturers, laboratory mixing is an exact science. A wide variety of coatings rely on precise mixing where specific formulations, molecular structures or product characteristics are critical. Many coatings require precise formulations for optimal performance. The chemical formulation of paints and coatings also requires careful blending of pigments, binders, solvents and additives.
“The products developed in labs touch nearly every part of our lives. So, when mixing coatings, the results must be accurate, reliable, and perhaps most importantly, repeatable. Consequently, utilising the proper instruments is essential,” says John Bogart, Managing Director of Kett US, a manufacturer of a full range of laboratory mixing as well as moisture and organic composition measurement equipment.
The challenge is that any mixer that isn’t well suited to a lab’s requirements can be very disruptive. For example, the mixer may lack sufficient speed, leading to incomplete mixing or poor homogeneity. A mixer may also insufficiently combine materials with multiple viscosities, resulting in ‘ring layers’ where the various viscosities settle at different depths in a poorly mixed product. These kinds of issue are problematic when mixtures or products are in laboratory development, and accuracy is critical for the results to be reproducible on a larger scale.
According to Bogart, the key for coatings manufacturers is not only finding lab mixers that can perform as desired, but also selecting those that can reliably do so whilst withstanding the toughest viscosities over time. As an industry expert, Bogart shares what coatings manufacturers need to know about selecting the most effective lab mixers for their specific applications.
Choosing the best mixer
For coatings manufacturers, the most important step to take in choosing the right mixer is determining the performance specifications that need to be met. For most labs, the prime factors to consider are speed, related torque, safety, viscosity and versatility, according to Bogart.
The optimal mixing speed depends on the chemical properties, desired reaction outcome, and the specific equipment used. Mixing speeds that are too high or too low can both negatively affect the quality, safety and efficiency of the mixing process. Therefore, choosing a mixer capable of reliably providing
the right mixing speed is essential for achieving uniformity, controlling reactions and ensuring the desired product characteristics.
In fluid mixing, torque plays a key role in how effectively a mixture is blended. When mixing, torque is the force that the motor applies to turn blades or impellers, which create the necessary shear and turbulence to mix the components. Adequate torque ensures that the entire fluid or material is mixed uniformly. Without enough torque, areas of the mixture may remain unmixed or may not achieve the desired properties. Consequently, coatings manufacturers should select a mixer that satisfies their performance requirements in terms of mixing speed and related torque. To meet this need, Kett, for example, manufactures three categories of mixers that fulfil the performance specifications of coatings manufacturers.
An entry level model with an rpm rate between 0 and 300 rotations per minute provides a related torque of 9.0kgf/cm and is capable of withstanding high viscosities. A mid-level model can reach up to 600rpm with related torque of 10.0kgf/cm, which is ideal for medium-to-high viscosities. A highperformance model can reach up to 1,000rpm with related torque of 3.0kgf/cm, covering a low-to-medium viscosity range.
A basic model will typically provide forward/ reverse rotation for efficient mixing. A mid-tier model will have a higher-powered motor in the range of 70W with automatic forward/reverse rotation for improved mixing performance. A higher-end model will provide a more robust motor, such as 120W, for high-viscosity liquids and enhanced torque, expanding its application range, Bogart says.
Safety
Some lab mixers have inherent defects that can present problems when mixing coatings. For example, lesser mixers can have motor issues that spark during operation. Since coatings are often comprised of volatile substances, this can lead to a fire.
Brushless motors can help to eliminate the fire risk. “Brushless motors have been specially engineered to prevent sparking, nearly eliminating the risk of fire, and are entirely encased to prevent particles from creeping in and damaging the inner workings of the motor,” explains Bogart.
He adds that dual safety systems, with thermal motor protection and a current limiter, can also help to protect the mixer from overheating.
Maintaining mixing speed
Laboratory and factory mixing can be challenging, particularly when coatings manufacture involves materials with varying viscosities. As stated earlier, multiple viscosities can lead to ‘ring layers’ in a mixture, where the varying viscosities settle at different heights within the mixture, resulting in poorly mixed, inadequate materials or products.
To resolve this issue, Kett developed its Z+ model of mixers, which provide high torque regardless of the thickness or viscosity of the mixture.
“Even as mixtures change in viscosity as they are combined and materials react with one another, the speed remains constant,” says Bogart.
To expedite the mixing process and eliminate unmixed ‘ring regions’ towards the top or
Even as mixtures change in viscosity as they are combined and materials react with one another, the speed remains constant.
bottom of a blend with varying viscosities, the OEM offers models that raise and lower when mixing. This reciprocating motion ensures that the entire batch of each coating material is entirely and evenly mixed.
Mixing versatility
In the course of development over time, coatings manufacturers will often need to mix a wide range of formulations and sample sizes in special conditions. Consequently, it can be advantageous to have a host of options and tools available that can increase the safety, flexibility, efficiency and accuracy of mixer use.
In this vein, keyless chucks can help to streamline the change of mixing shafts with safe, secure attachment to the mixer without a key. Free-joint swivel mounts enable changing shafts and adjusting the mixing height without moving the motor, according to Bogart.
Programmable settings, digital controls, LED digital displays, 0.5-second sampling frequencies and change of rotational direction with the touch of a button can improve mixer accuracy and efficiency as well, he suggests.
To further enhance safety, using a remotecontrol mixer model equipped for fume hood use, with external output for rotation speed and torque control, can be helpful. A model with a remote-controlled agitator can be ideal for demanding agitation tasks and external control capabilities. Using a model that provides analogue voltage outputs for rotation speed and torque, allowing viscosity monitoring with a recording meter during agitation, can help to improve quality control, adds Bogart.
With all the options available, working with an expert OEM that provides a comprehensive range of mixers and accessories along with engineering assistance and technical expertise can help coatings manufacturers select the equipment most suitable for their lab. Using the most accurate, reliable, repeatable and versatile equipment, in turn, will not only streamline product development but also promote quality and successful production scale-up down the line.■
Dürr to equip first BYD plant in Europe
The Chinese electric vehicle manufacturer BYD is building its first European passenger car plant and has selected Dürr to equip it with sustainable painting technology.
Over the coming months, the German mechanical and plant engineering company will send more than 120 robots to Hungary for various painting lines. These robots, fitted with EcoBell3 atomisers, deliver outstanding quality and support sustainable painting.
BYD Auto Company Limited is one of China’s largest vehicle manufacturers and ranks among the market leaders in electric vehicle sales. Now, the company is becoming one of the first Chinese car manufacturers to build a European car factory. It is located in Szeged, Hungary, and BYD has partnered with Dürr, one of the world’s leading mechanical and plant engineering firms, to supply and install more than 120 painting and handling robots for painting BYD’s ‘New Energy Vehicles’ (NEV).
This process reduces paint and the rinsing agent consumption, benefiting both budget and the environment.
“As a world market leader in automotive painting, Dürr is the right partner to implement projects of this size successfully and on schedule,” explains Dr. Lars Friedrich, Head of the Application Technology division at Dürr.
“It was not just our outstanding technology that won over BYD, but also our experience in Hungary, where we have already completed a number of projects.” This is the first order the company has received from the Chinese carmaker in the passenger car segment after Dürr Systems AG was successfully audited by BYD before being considered as a supplier.
Latest robot generation
The paint lines will use Dürr’s latest EcoRPseries painting robot, available in both six- and seven-axis variants for interior and exterior painting. The seven-axis robot offers high precision and flexibility for interior painting, reaching even the areas most difficult to access. Six-axis robots will handle exterior painting. The scope of supply also includes the corresponding door, lid and flap openers as additional aids for the painting process.
Sustainable paint application
EcoBell3 high-speed rotary atomisers ensure flawless painting quality with uniform shade, flow and layer thickness. When combined with the associated cleaning equipment and colour change technology, the atomiser family minimises paint and solvent consumption and enables fast colour changes within the
cycle time. In future, BYD will also be able to sustainably implement customers’ special colour requests using Dürr’s standardised, modular EcoSupply P paint supply system with pigging technology. The ‘pigs’ – fitting bodies matched exactly to the internal diameter of the hoses – push paint to the colour changer and return any leftover paint into the paint container, leaving absolutely no trace of residue and eliminating the need for cleaning. This process reduces paint and the rinsing agent consumption, benefiting both budget and the environment.
Automated body cleaning
The supply scope also includes cleaning robots that remove dust and dirt particles from the bodies before painting. Flexible-action feather rollers clean different body shapes efficiently and independently of each other in nearly any combination and order – ideal for BYD’s various NEV types. ■
The R&D journey: How Aquatop Virta was developed REVIEW
Aquatop Virta is Teknos’s latest innovation in industrial topcoats for exterior wood. It was developed by a dedicated R&D team in Denmark: Christina Normann, R&D Manager, Susanne Havndrup, R&D Specialist and Nette Berendtsen, R&D Laboratory Technician.
Q. How do you make sure a topcoat can handle the toughest weather and still look good?
A. Aquatop Virta is designed to withstand the toughest climates and maintain a beautiful finish at the same time. But how does this really happen from market demands to final testing? Let’s take a look behind the scenes.
The Aquatop Virta journey began with careful lab testing. The team was focused on ensuring that the product would not only withstand but excel in extreme conditions. One important focus was on the product’s blocking properties.
Blocking properties are what keep the coating from sticking to itself or other surfaces when doors or windows are stacked. At the laboratory they test and simulate real-world situations. To make sure Aquatop Virta passed this test, the team dried the coating for 4 to 6 hours, then stacked the samples together with high pressure at varying temperatures and humidities. The results showed that Aquatop Virta could be handled without any issues, no matter what the season or climate.
Testing in the real world
Lab tests were just the beginning. To ensure Aquatop Virta would last, the team exposed it to outdoor conditions in one of the toughest environments. The samples were placed at a 45-degree angle facing south, where they experienced direct sunlight, rain, frost and wind for a full year. This helped confirm that the
product could withstand harsh weather while still looking good.
“We test the painted samples by placing them at a 45-degree angle to get maximum exposure to sunlight, rain, frost, and wind. This is much harsher than how windows are typically installed at a 90-degree angle at the end-customer’s location. This way, we push the product to its limits to see if the surface holds up,” says Susanne Havndrup, R&D Specialist.
“Standard testing under these tough conditions lasts for one year before we start testing the product at customers’ sites. But our testing doesn’t stop there. Even after the product is on the market, we keep testing it to meet international standards, like those in France and the Netherlands. They require longer exposure periods,” explains Havndrup. By following these thorough testing methods and meeting international standards, Aquatop Virta not only meets the needs of different markets but also shows that it can last and perform well in real-world conditions.
Q. How does it work with other products?
A. Aquatop Virta was also designed to work well with other Teknos products through many different paint systems. This means it can be used with layers like impregnation to prevent fungus, primers and fillers.
This system approach is crucial because wood is highly vulnerable to environmental factors.
“When wood is used outdoors, fluctuations in humidity and temperature can lead to cracks and splits if it is not protected against the weather,” explains Christina Normann, R&D Manager. “When the moisture content in wood reaches 20%, fungi can start to grow. Our products are designed to repel water, protect against UV rays and prevent damaging fungi. That’s why we emphasise the strengths of system treatments. Depending on the substrate and the system, we use a multiple layer system. For example, we can start with an impregnation product to protect against fungi, followed by a primer for a full and smooth surface and preventing discolouration. Finally, the topcoat adds colour, shine, and the last layer of protection against the elements. So when we test, we use a system treatment to ensure our products are compatible with other products we recommend, offering a complete solution,” she continues.
Q. What were the challenges?
A. During the development of Aquatop Virta, one of the key challenges was making sure the topcoat could resist water shortly after being applied.
To test this, the team used the ‘watercup test’. Water was placed on the coating
after it had dried for six or 24 hours, and the surface was checked for swelling, blisters or discoloration to see how well it handled water.
The tests were done under different conditions: low temperatures with high humidity, moderate temperatures with normal humidity and high temperatures with high humidity. These conditions were chosen to simulate different climates and drying environments to make sure that the product could handle a wide range of real-world situations.
Through these tests, the team learned that the coating becomes exceptionally waterresistant after only a few hours, regardless of the environment it was exposed to.
Q. Was any other testing carried out?
A. To test toughness of the product, the team performed the scratch test. This evaluates how well the coating resists scratches and stays intact. The test was conducted after various drying times to demonstrate what happens at each stage – for example, from the window manufacturer’s production line, through transport, to the end customer.
“When the window manufacturer handles the coated elements, such as installing hinges, the surface may get damaged,” says Nette
Berendtsen, R&D Laboratory Technician. “During transport, windows and other coated surfaces can also get scratched or damaged. Once they reach the end customer, the coating needs to resist everyday wear and tear, like scratches from keys or tools. We simulate these situations to test how tough and scratch-resistant Aquatop Virta is.”
Aquatop Virta is now ready for the market, backed by thorough research and testing. The hard work and expertise of Susanne, Nette and Christina is reflected in every can of Aquatop Virta. ■
About Aquatop Virta:
Aquatop Virta is built to perform in tough conditions. This high-quality topcoat is made to meet the needs of both manufacturers and end-users, keeping surfaces protected while looking good.
Certified according to EN 927-2 in all relevant system structures.
Emission classifications, including Indoor Air M1 and French VOC A+.
Can be tinted in all opaque and transparent colour shades.
in partnership with PCE Magazine
News from the Corrodere Academy
Corrodere Academy provides globally recognised accredited training and qualifications to the protective coatings and corrosion control industry. Their aim is to raise standards throughout the industry worldwide and help students learn, discover and succeed.
Corrodere Academy launch new Powder Coating Application course
Corrodere Academy launch Powder Coating Application course
Corrodere Academy is excited to announce the launch of the Powder Coating Application course – endorsed by the British Coatings Federation and part of the Train the painter programme.
Position yourself as a leader in the Powder Coatings industry showing investment in your employees development and professionalism. With the right experience and equipment, you can offer a comprehensive programme aligned with industry standards and best practices.
Get in touch with the team to find out more about delivering this course:
Lucy@corrodere.com +44 (0)1252 732 236
Powder coatings are a type of coating that is applied as a dry, fine powder to produce high quality and durable finishes. Unlike conventional liquid coatings and paints, which are typically applied via a brush or roller, powder coatings are applied as a free-flowing powder that streams smoothly and evenly. This application can either be conducted through electrostatic spraying or a fluidised bed dipping process, followed by a necessary heat (or UV) curing process.
Since their early development in the 1940’s, powder coatings have come to take large swathes of the protective coatings industry by storm. Today, they enjoy a dominant position in a range of markets (including architectural, industrial and transport), and this dominance is only predicted to intensify. Indeed, whilst the current global powder coatings market stands at a significant $15.2 billion in 2024, this is projected to grow by a whopping $9 billion to reach $24.26 billion in a mere eight years’ time (Chemicals & Materials Industry – Fortune Business Insights).
The soaring popularity of powder coatings can be attributed to their many advantages over alternative protective coating materials. Firstly – and perhaps most importantly, given our ongoing climate crisis – powder coatings are significantly more sustainable than their traditional liquid counterparts. This is in large part due to their exceptionally low (or often non-existent) Volatile Organic Content (VOC), eliminating the health hazards and air pollution associated with solvent emissions. Additionally, the limited overspray powder produced in the application process can be recycled and reused, ensuring minimal waste.
Powder coatings are often more economical options than their liquid counterparts. Whilst initial setup costs can be high, their transfer efficiency is streaks ahead of traditional liquid paint methods, reaching an impressive 95% when applied using the fluidised bed technique. Furthermore, the equipment used for powder coating requires relatively minimal maintenance, making it more convenient and cost-effective.
Remarkably, the huge environmental and economic benefits powder coatings incur do not lead to diminished performance. In fact, many powder coatings – when applied as a single layer and cured by heat – provide comparably exceptional durability, chemical resistance, toughness and flexibility. Taking all this into account, it appears evident that powder coatings constitute the future of the protective coatings industry.
It is in this context that Corrodere Academy is proud to announce its new Powder Coatings application course. Expertly crafted, engaging, and informative, the course is designed to ensure high-quality training is available within the industry – an availability that is essential as the powder coatings market continues to boom. Following the course’s launch, we sat down with Brendan Fitzsimons – Corrodere’s Technical Director and leading industry expert – to hear his thoughts.
1.
What
motivated Corrodere to design the Powder Coatings course?
Our primary goal is to address the rapidly growing demand within the industry, driven in large part by increasing sustainability concerns. As the industry expands, more and more manufacturers are looking to bring powder coating capabilities in-house. However, the surge in demand has outpaced the availability of skilled professionals. Many companies have invested in powder coating units but find themselves without the trained staff necessary to operate them effectively. This is where we step in, providing the high-quality training needed to equip these companies with the expertise required.
2. Who is this course targeted at?
This course is primarily targeted at powder coating applicators and associated workers involved in the powder coating process. Our training is designed to be highly practical and hands-on, focusing
on the real-world skills needed on the job rather than delving too deeply into technical or scientific theory. The theoretical components of the course are digestible, ensuring applicators gain the necessary knowledge without being overwhelmed by complex concepts.
The course will also be helpful for powder coating technical and sales staff from powder suppliers and equipment suppliers.
While the Applicators are the primary recipients of this training, it’s essential for companies to recognise that powder coating is a team driven process. From pre-cleaning to application, each step requires careful coordination and expertise. Therefore, it’s crucial for companies to invest in training across the entire team, ensuring that every stage of the process is executed with precision – a need our course is designed to fulfil.
3. Why should industry professionals take the Powder Coatings course?
As the powder coatings market continues to boom, skilled application of powder coatings is an increasingly vital proficiency for anyone in the industry. Corrodere’s course ensures that students fully understand the many stages and intricacies of the powder coatings process, verifying their competence to carry out this high-skilled work effectively and safely.
For employers, offering the course to staff defends against potential costly coating failures by ensuring application is done correctly, first-time around. Investing in training is also a way to boost job satisfaction (and, by extension, job performance), ensuring employees know they are rightly perceived as an invaluable resource. Any registered Train the painter company that is engaged in powder coating application can – and should – deliver the course.
4. How valued do you foresee the Powder Coatings course being by the industry at large?
Ultimately, we foresee our Powder Coatings course becoming an industry norm. The benefits of the course are simply innumerable for Applicators, companies and clients alike. Applicators benefit from verifiable expertise and enhanced confidence in their work; companies benefit from well-trained staff and an elevated reputation as a consequence of staff investment; clients benefit from knowing they are enlisting highly qualified trade personnel. Indeed, the failure of powder coatings can be costly – Corrodere’s course (the only one of its kind) ensures that rather than relying on reputation, companies and clients alike can trust their powder coating Applicators to have certifiable, accredited skills and expertise.
5. Who endorses the course?
We’re delighted to say that the British Coating Federation (BCF) has endorsed the programme. Their endorsement highlights the high-quality and necessity of the course, and we’re excited to be working with them.
The Powder Coating Application course is available globally through the Corrodere Academy’s Train the painter programme. To find out more, please get in touch with the team. lucy@corrodere.com +44 (0) 1252 732 236
Elliott Environmental Drainage Ltd join Corrodere’s Train the painter programme
Corrodere are thrilled to welcome Elliott Environmental Drainage Ltd as a registered company to the Train the painter programme!
With a strong commitment to upskilling their workforce and supporting the industry, Elliott Environmental Drainage Ltd are looking forward to delivering internally:
• Protective Coating Application
• Spray Painting
• Abrasive Blast Cleaning
• Thin Film Intumescent Coating Application
• Water Jetting
Here’s what Trainer Ian Purdie had to say:
Corrodere at iktva25
Corrodere had a fantastic time attending iktva25, reconnecting with industry contacts and making new connections. A key highlight was catching up with Michael Tavas after Bin Quraya achieved QCA certification. It was also great to meet up with industry professionals like Mana Mansour from Aramco and Miguel from Arabian Coating Pipeline Limited. Events like iktva25 continue to be invaluable for strengthening relationships and driving innovation in the sector.
Why Train the Painter?
“Having had the privilege of delivering Train the painter in my previous role, my new company was excited about the opportunity to deliver these courses.”
How will it benefit your business?
“With our upcoming hazardous waste transfer site, we can now train our staff to safely carry out corrosion control and waste management from start to finish—offering a full-service solution from cradle to grave of the works.”
How do you see this benefitting the industry?
“We are privileged to be part of the Train the painter programme and look forward to exceeding expectations for producing trained staff to carry our the corrosion activities for our principal companies.”
We are thrilled to announce that Eoghan Hume was our first student of the month of 2025! goes to Eoghan Hume
Eoghan, who is currently in his third year of an Industrial Painting apprenticeship achieved fantastic results on the ICorr Coating Inspection Level 1 course with an outstanding practical assessment!
Eoghan shared his experience and highlights with us:
“I am currently working as an industrial painter in my 3rd year of my apprenticeship and have an interest in the field of paint inspection so decided to enrol on the online course.
The course itself was daunting to begin with, but I very soon got into a study routine. I found the online theoretical was difficult at times if there was an area I needed clarification on, however I persisted. I think the greatest challenge for me was finding time to study in between working full time.
The highlight of this course for me has been the practical segment, as I found the instructor to be very informative. I would like to thank you for this opportunity, and for choosing me as student of the month, and I look forward to my next ICorr course.”
Congratulations Eoghan from everyone at the Corrodere Academy!
Corrodere Academy Exhibits at Surface World Live
The event provided a great opportunity to strengthen industry connections, meet new faces, and showcase the impact of Train the painter in the protective coatings sector.
Some key highlights included:
• Catching up with our ICorr Trainer and Assessor, David Martin
• Connecting with PSI Global Training, one of our brilliant Affiliate Train the painter providers
• Meeting up with some of our Registered Train the painter companies, including Ferrous Protection and Curtiss-Wright Corporation
A huge thank you to everyone who visited our stand!
Corrodere Academy Registered Companies and Affiliate Providers
Hempel has introduced Avantguard 750 Pro, the latest innovation in steel corrosion protection and a groundbreaking addition to the successful Avantguard family. Building on 10+ years of Hempel’s patented Avantguard technology and proven track record, this new solution
reaffirms the company’s dedication to sustainability and high-performance coating systems.
Avantguard 750 Pro delivers unparalleled corrosion resistance, even in the harshest environments. Designed to exceed the current standards, the
product is recommended for structures to achieve corrosion protection beyond 35 years. This improved durability significantly reduces CO2 emissions over the lifetime of steel assets.
“We are excited to introduce a product that significantly increases the
longevity of steel structures,” says Steen Niemann Madsen, Executive Vice President and Head of Energy and Infrastructure at Hempel.
“Globally, steel production generates approximately 2.8 gigatonnes of CO2 annually, accounting for 7-9% of total energy emissions. By improving steel durability, we can help the construction industry address critical environmental and economic challenges.”
Designed for new build, repairs and maintenance, Avantguard 750 Pro is a zinc-
rich, high-solids primer offering the lowest VOC content on the market.
“Avantguard 750 Pro optimises application time and boosts productivity due to its fast-drying formula and short overcoating intervals,” explains Jose Fernandes, Product Manager for Corrosion Protection at Hempel. “Thirdparty tested for lean coating schemes, it reduces material consumption and improves competitiveness, enabling customers to lower their carbon footprint and VOC emissions while still achieving
superior results that exceed industry standards.”
Engineered for versatility, the formula cures at temperatures as low as -10°C (14°F) whilst also providing exceptional tolerance to high humidity. In addition, it provides excellent crack resistance, even in complex geometries, minimising the need for rework and repairs.
With Avantguard 750 Pro, Hempel continues to set new benchmarks in steel corrosion protection, offering a solution that combines durability, sustainability and performance.
The acquisition of NRG Marine aligns with Alfa Laval’s strategy to provide its customers with environmentally friendly solutions
NEW ACQUISITION FOR ALFA LAVAL
Alfa Laval has signed an agreement to acquire NRG Marine, a leading provider of ultrasonic antifouling solutions for marine, oil and gas and industrial applications, headquartered in the UK. The move aligns with Alfa Laval’s strategy to provide its customers with environmentally-friendly solutions contributing significantly towards improving operational efficiency, reducing costs and extending the lifecycle of the asset. Closing of the acquisition is expected during Q2 2025.
By incorporating NRG Marine’s cutting-edge
ultrasonic technology into its portfolio, Alfa Laval aims to offer an innovative solution for antifouling with significant operational and environmental benefits for marine, oil and gas and other industrial markets.
NRG Marine’s proactive antifouling technology utilises ultrasonic microscopic bubbles that implode, creating agitation that disrupts the surface environment. This agitation passively cleans the surface, reducing fouling, scaling, sludge and deposits on critical components.
For marine vessels, fouling is not just important from a fuel savings and decarbonisation perspective. Biofouling, the accumulation
of organisms on ship parts, increases the risk of spreading invasive species, leading to ecological and economic harm. Antifouling systems are crucial for mitigating this issue, reducing the spread of invasive species and protecting marine ecosystems.
For the oil and gas sector, this technology helps prevent and clean the stationary surfaces to avoid biofouling. Being ATEX-approved, it complies with required safety standards that make it reliable and safe.
“In the race to net zero, solutions that enhance energy efficiency and operational performance are more essential than ever,”
says Sameer Kalra, President Marine Division, Alfa Laval. “The inclusion of ultrasonic antifouling technology into our portfolio is another addition to our decarbonisation toolbox. By addressing the critical problem of biofouling with this advanced technique, we will enable our customers to meet both business and environmental objectives.”
The system can be installed on any ship type, whether newbuild or existing, and requires no drydocking or through-hull fittings, minimising installation time and associated costs. Operating continuously, even when a vessel is stationary, this non-invasive method eliminates the need for harsh chemicals and frequent cleaning, offering a sustainable and cost-effective solution to maintaining vessel cleanliness and efficiency.
NEW VP AT CARBOLINE
Carboline has announced that Priscila Nobre has been named the company’s inaugural Vice President of Supply Chain. She will oversee the company’s Sales Inventory and Operations Planning (SIOP), Service Centres, Customer Service, and Transportation departments.
“Recent economic and environmental crises show us how dependent customers are on their supply chains, and how strong supply chains make strong customer relationships,” says Nobre. “So my task is clear: Build and sustain a high-performing team that earns customers’ trust by creating the simplest, most seamless customer experience in the industry.”
With over two decades of experience at multinational
organisations in roles spanning five countries, Nobre has a proven track record in designing and implementing global supply chain strategies. Her expertise includes leading transformational SIOP initiatives, distribution network design and optimisation of inventory levels.
“Carboline can only thrive if our customers thrive, and Priscila’s experience putting customers first shows why she is right for this role,” said Carboline President Juanjo Ardid. “She is a phenomenal addition to our executive team.”
Prior to joining Carboline, Nobre held key leadership roles at Corning Life Sciences, TE Connectivity, Cummins, and World Wide Technology, among others.
NEW CERTIFICATION AWARDED
Cortec has announced that its Boiler Lizard and Boiler Egg have received G7 certification with the US’s NSF Nonfood Compounds Registration Program. Under the G7 category, these two corrosion inhibitors for boilers can be used in and around food processing areas where the treated water or steam has no contact with food. This registration unlocks new opportunities for the food industry to enjoy the benefits of easy corrosion protection during boiler layup and startup.
The Boiler Lizard is regularly used for corrosion protection of industrial boilers undergoing dry layup. This powerful package of vapour-phase corrosion inhibitors can be laid inside an empty boiler and slit open to allow corrosioninhibiting vapours to diffuse throughout the enclosure, adsorbing as a protective layer on all metal surfaces within. As long as the boiler remains closed, the corrosioninhibiting vapours will be trapped inside to continue protecting the metal.
The Boiler Egg came on the scene in 2020 as the ideal companion to Boiler Lizard.
Priscila Nobre – Carboline’s new Vice President of Supply
Cortec’s Boiler Lizard and Boiler Egg have received G7 certification
Whereas Boiler Lizard protects boiler internals during dry layup, the Boiler Egg protects against the threat of corrosion from oxygen pitting during the critical startup phase, when makeup water is normally not pre-heated and the operating chemical programme has not yet been implemented. If desired, the Boiler Egg can be added just before startup or placed alongside the Boiler Lizard during layup where it will remain dormant until the boiler is refilled.
NEW POWDER COATING PARTNERSHIP
A partnership between the Interpon team at AkzoNobel and PowderTek, a powder coater in Northern India, is helping to provide architects with colours and styles to enhance their creations and provide the warranties to protect their buildings for years to come.
PowderTek chose to work exclusively with Interpon to coat the aluminium facades,
windows, doors and similar architectural products that feature in many Bollywood star bungalows and homes throughout the region. As well as using Interpon D Futura, Anodic and Stone Effect powder coatings, PowderTek is also the first business in the region to use 100% Interpon D STF powder and basecoat to give surfaces a natural, woodlike finish.
Since partnering with AkzoNobel and working with its Technical Services team to give the firm a meaningful competitive advantage through bespoke colours and operational efficiencies, PowderTek has grown its operations by a factor of three and expects to double in size over the next 12 months.
It is similarly a champion of Interpon bonded metallic powder coatings. With AkzoNobel’s special bonding techniques, the Interpon team can significantly improve the lustre and finish of its premium special effect metallic powder
coatings to deliver a uniform metallic finish with even greater colour consistency and performance. Two colours that are especially trending at present are Steel Bronze and Golden Beach.
Kshitij Anand, CEO of PowderTek, describes it as a genuine partnership: “We are expert coaters; the Interpon team are experts in powder. If we are using a new shade, then the Technical Services team will help us stabilise the use of that shade on the line. If the temperature isn’t consistent in the oven, then the variation in shade becomes more prominent. They give us the guidance and we follow the steps.”
Sustainability is similarly important. The new generation of metallic effects is reducing the use of liquid coatings, while still providing the stunning effect that ‘real’ metals deliver. Powder coatings are completely free of Volatile Organic Compounds (VOCs) and any overspray can
be captured and re-used.
“Kshitij and his PowderTek team are among the top coaters in the region, who trust the quality of our products and our technical support,” explains Narasimha Rao, AkzoNobel Country Sales Manager India, Nepal, Sri Lanka & Bangladesh. “We’re helping not only to give them a point of difference through colours and finishes that are always on trend, but also further improve their production processes to be more sustainable and efficient.”
NEW WET FILM THICKNESS GAUGE
Paul N. Gardner (GARDCO) – worldwide distributors, producers and designers of quality physical and inspection instruments for the paint, coatings and related industries, has launched the new coatmaster Flex noncontact wet film thickness gauge.
The US company claims that the coatmaster Flex is the most advanced measurement gauge for noncontact wet film thickness measurements. It outperforms other photothermal, LED/ laser-based and ultrasound
systems on the market in all relevant industrial aspects. It requires minimal calibration, is insensitive to the angle and distance of measurement and permits measurement of coating thickness directly after the application of the coating material and before drying or curing. Its superior reliability, user-friendliness, safety, cost-effectiveness, precision and accuracy are highly important to major coating line manufacturers, large paint manufacturers, renowned experts and most importantly by coaters around the globe.
Features:
Non-contact and nondestructive wet film coating thickness measurement
Can be used to measure directly after application on wet, powder, and cured coatings, regardless of the coating material, thickness or colour (including white)
Detect and correct deviation early in the process
Process controlled, patented technology and material saving
Complete with documentation
Reduce rejects and increase production quality with immediate testing.
Advantages:
Savings of 10-30% coating material
Reducing time for colour changes
Avoiding cost intensive rejects & reworks
Documenting coating processes
Establishing industry 4.0 standards
Online connection to ERP system.
FIRST ADOPTION FOR FLIGHTPATH
Radii Planet Group, the global manufacturer of aluminium partitions, has become one of the first to use Flightpath
Pro software developed by coatingAI in close partnership with AkzoNobel Powder
Coatings to improve an organisation’s coating line performance and enhance product excellence.
Kshitij Anand, CEO of PowderTek
The new coatmaster Flex
Flightpath Pro helps deliver a more uniform, consistent coating in application, accommodating variabilities in spray pattern caused by distance, reciprocator speed and powder type. It allows businesses to make small, incremental improvements to their powder coating lines, which in turn add up to a significant competitive advantage.
In adopting Flightpath Pro, and taking advantage of the technical knowledge, service support and product knowhow of AkzoNobel’s Interpon team, Radii Planet Group has improved uniformity by a further 9.3% and cut powder waste by more than 6%. It has reduced the likelihood of products needing to be reworked or rejected, with the inherent benefits of improved sustainability and cost efficiency.
Alex Vlase, Production Manager at Radii Planet Group,
says that Flightpath Pro was especially useful in validating the coating line performance: “Whilst we knew our process was good, we are always looking at ways of making it better through continuous improvement. Having Interpon team use this software as part of our periodic health checks was part of this activity.”
“In our partnerships with customers it is the combination of proven product performance, expert technical advice, and a focus on innovation such as the introduction of Flightpath Pro that deliver real value for our customers,” adds Remco Maassen van den Brink, Marketing Director of AkzoNobel Powder Coatings. “In working together, even small improvements can have a much larger impact on overall performance, and in the case of Radii Planet Group, it is helping to make the best even better.”
Radii Planet Group built its own fully automatic powder coating line in 2021, and AkzoNobel’s Interpon powder coatings feature on the majority of the 6,000 pieces the Group produces every week.
NEW HULLKEEPER ORDER FOR JOTUN
Ro-Ro operator Sallaum Lines has taken a significant step towards optimising hull performance and the environmental impact for its fleet with investment in Jotun’s hull performance solution HPS, including HullKeeper, for its four PCTC newbuildings in Nanjing Jinling Shipyard.
HPS, in combination with HullKeeper, integrates high performance antifouling coatings with expert technical support during newbuilding, and performance analytics based on ISO 19030-2 and intelligent hull condition management program through HullKeeper. HullKeeper
Radii Planet Group has become one of the first to use Flightpath Pro
Elevate your coatings expertise with
SPECIAL OFFER SAVE£78
When you purchase both Fitz’s Atlas of coating surveys and Fitz’s Atlas of coating defects. Only £300 for both (usually £189 each)
Streamline your coating surveys with Fitz’s Atlas of coating surveys - a handy guide containing comprehensive detail and visual assessment for coatings evaluation.
Understand coating defects with Fitz’s Atlas 2, providing a detailed visual guide with a a description of the defect, probable causes, how to prevent it and how to repair it.
To order visit
leverages on a proprietary algorithm to evaluate fouling risk and recommends the next course of action. Together, HPS and HullKeeper deliver a comprehensive dock-to-dock hull management solution and contribute to collaboration between all stakeholders to ensure the best possible outcome for Sallaum Lines’ new PCTC fleet.
“Jotun has been a longtime partner with Sallaum
Lines and we have obtained excellent results with Jotun’s HPS in our in-service vessels and we like them to be part of our wavemakers,” says Puneet Arora, Head of Technical at Sallaum lines DMCC.
Solutions like HPS and HullKeeper from Jotun will play a crucial role in advancing cleaner operations while ensuring cost efficiency during the fuel transition of the fleet, with the inevitable rise in cost
of sustainable fuel choices.
“In near-term, optimising hull performance will contribute positively towards regulatory requirements, such as IMO’s CII and potential carbon tax implications, as well as potential exposure to regional regulatory requirements like EU ETS and FuelEU in EU waters,” explains Mohamed Ehab, Key Accounts Manager – Shipping, Jotun UAE Ltd. ■
Sallaum Lines has invested in Jotun’s hull performance solution, HPS, including HullKeeper
PCE April - June 2025 Issue
The Leading Protective Coatings Magazine
SPECIAL EDITORIAL FEATURES:
• Surface Preparation
• Steel Protection
• Bridges
• Renewables
Focus: Testing
PCE will continue to showcase its regular features; Lifting the Lid, Upfront and Spotlight, as well as featuring the latest news and developments in marine and offshore coatings
PCE International is published quarterly by MPI Group Peel house, Upper South View, Farnham, Surrey. GU9 7JN. UK
To advertise in the magazine, on the website and /or newsletter contact Nick Carugati: nick@pce-international.com