
Implementacija autonomnog održavanja na liniji nepovratnog stakla u pivari Carlsberg Srbija

Miloš Zeković
Supervizor pakovanja
Čelarevo 25.09.2017.
• Uvod
• Carlsberg Srbija – Pivara Čelarevo
• Preduslovi za implementaciju
• 5S
• AO Korak 0
• AO Korak 1
• AO Korak 2
• AO Korak 3
• Izazovi
• Benefiti



Uvod
Miloš Zeković
• 2016 – trenutno - Supervizor pakovanja
za NRGB i CAN linije
• 2013-2016. - Tehnički specijalista za
NRGB i CAN linije
• Odgovornosti:
• Optimizacija linije, organizacija rada, razvoj procesa i ljudi
• Implementacija 6 osnova Lean-a u pogonu

O pivari Čelarevo i Carlsberg Srbiji


Pivaru je osnovao 1892. godine u Čelarevu Lazar Dunđerski, poznati srpski filantrop i zemljoposednik.
U septembru 2003, Carlsberg Brewewries A/S kupila je većinu deonica pivare Čelarevo u jednoj od najuspešnijih privatizacija u Srbiji.
Do sada je uloženo 200 miliona evra, uglavnom u proširenje proizvodnih i logističkih kapaciteta, kao i u razvoj novih brendova i distributivnih kanala. To je Carlsberg učinilo jednim od najvećih stranih investitora u srpskoj ekonomiji.
Carlsberg Srbija je poznata po konstantnim inovacijama u svom portfoliju koji odgovaraju zahtevima i ukusu potrošača.
2011, predstavili smo dva potpuno nove kategorije na srpskom tržištu: Lav Twist, radler, kao i Somersby, cider (jabuka i kruška).
2013 udeo tržišta Carlsberg Srbije bio je 24,3% sa 30% volumena namenjenog izvozu. 2016 izvoz je bio preko 40%, 2017 skoro 50%.

Lav Tuborg Green
Carlsberg
Somersby
Cider
Lav Twist
Linije za punjenje i portfolio
Line Nom speed
RGB Line 58.000 bph
NRGB Line 30.000 bph
CAN Line 33.000 bph
PET Line 8.200 bph
KEG Line 55 Kph
DM Line 210 Kph
Comments:
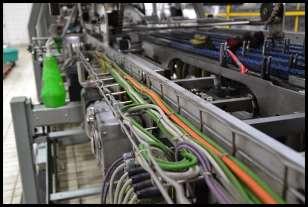
NRGB and CAN linije imaju združene konvejere sa 4 različte pakerice koje omogućavaju pakovanje u kutije, trejeve i foliju, klastere, foliju i razne veličine boca i limenki
DM linija je nadograđena ’15 i ’16 godine uz proširenje kapaciteta od 48%
Postoji dodatni kapacitet na svim linijama koji planiramo da iskoristimo u budućnosti

2016 liquid portfolio:
15 Beer liquids: Carlsberg, Tuborg, Holsten, Mythos, Sumensko, Carsko, Moravsko, Hoffman, Lav, Lav Limun, Merak, Lav Dunđerski, Pan, Pan Gold, Pirinsko
6 Radler types: Lav Twist Lemon, Lav Peach&Ginger, Holsten Radler, Pirinsko Radler, Pan Radler, Mythos Radler
6 Ciders: Somersby Apple, Somersby Pear, Somersby Blackberry, Somersby blueberry, Somersby Pomegranate.
24 different liquids used for 178 different SKUs
PREDUSLOVI
• Odabir linije
• Linija nepovratnog stakla izabrana je za MODEL liniju kao linija sa najviše prostora za unapređenje, dovoljno slobodnog vremena za timske aktivnosti i fiksne smene kao i sastanke.
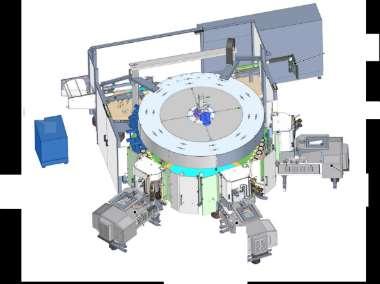
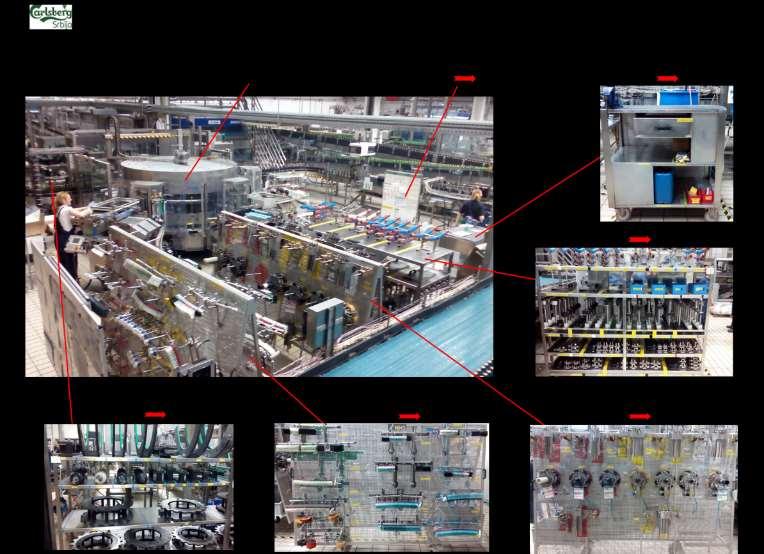
• Odabir mašine
• Nakon analize gubitaka odlučili smo se da pilot mašina bude etiketirka boca (nedugo zatim pakerica, punjač, paletizer i depaletizer)
• Odabir tima
• Tim AO sastoji se od svih operatera sa mašine, podrške održavanja, kao i jednog člana menadžmenta koji „sponzoriše tim“

Pre
• Jedan od najbitnijih preduslova za AO jeste implementacija 5S-a i njegova održivost
• Pre nego što smo krenuli u implementaciju AO od koraka 0 do koraka 3
morali smo da unapredimo radno okruženje








Posle
• Stanje nakon implementacije i održivosti 5S-a
AO KORAK 0
• Nakon uspešne implementacije 5S-a i održivosti rezultata audita iznad 90% spremni smo da krenemo sa korakom 0
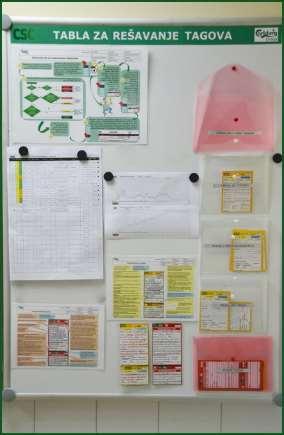
AO tabla tima Alat za procenu rizika

Članovi tima AO i matrica veština
• Priprema table, matrice veština, master plana su prvi koraci, a zatim se kreće u procenu rizika za ljude i za mašinu
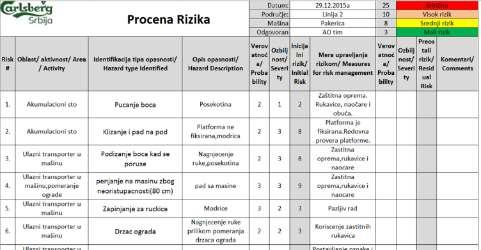
AO KORAK 0
• Procena rizika se vrši na osnovu definisanog obrasca u prisustvu H&S specijaliste. Nakon procene rizici se ocenjuju po ozbiljnosti i verovatnoći da se dese, zatim se označavaju na mapi i na mašini.
• Sledeći korak je da se svi visoki rizici umanje na srednji nivo ili da se potpuno eliminišu pomoću pomoću novih alata, pristupa, standarda ili zaštitne opreme





AO KORAK 0
• Unapređenja koja su doprinela smanjenju rizika




• LOTO procedura razvijena kroz korak 0

AO KORAK 1
• Cilj koraka 1 je da se mašina vrati u optimalno stanje korišćenjem tagovanja i inicijalnog čišćenja
• Prepoznavanje teško dostupnih mesta i izvora kontaminacije
• Smanjenje broja sitnih zastoja za 25%
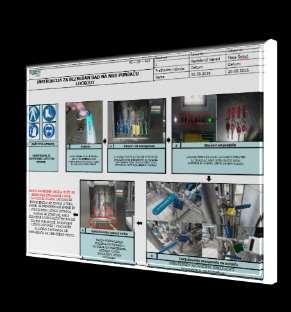
Procedura za tagovanje

• Kako bi se inicijalno čišćenje odvilo na pravi način potrebno je uvesti proceduru za tagovanje i prepoznavanje nedostataka

AO KORAK 1
• Dobra priprema za inicijalno čišćenje je ključ uspeha koraka 1
• Operateri iz tima testiraju alat, sredstva i hemikalije koje će koristiti
• Odlučuju koliko će se duboko prilaziti mašini i do kojeg nivoa će se rastaviti
• Kreiraju trening materijal i organizuju obuku
• Cilj čišćenja je pronaći što više neusaglašenosti i tagovati ih
• Tokom čišćenja neophodno je prepoznati sva teško dostupna mesta i izvore kontaminacije
• Rešavanje tagova vodi ka smanjenju broja sitnih zastoja
• Najbolja praksa je uključiti i članove menadžmenta u radionicu

AO KORAK 1



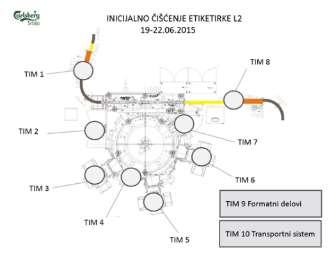
STEP 1
• Kao izlaz iz radionice inicijalnog čišćenja podignut je veliki broj tagova
Tagg logg nakon inicijalnog čišćenja

Mapa tagova na mašini
AO KORAK 1
• Novi standardi za čišćenje su definisani i uneseni u CIL plan





AO KORAK 1
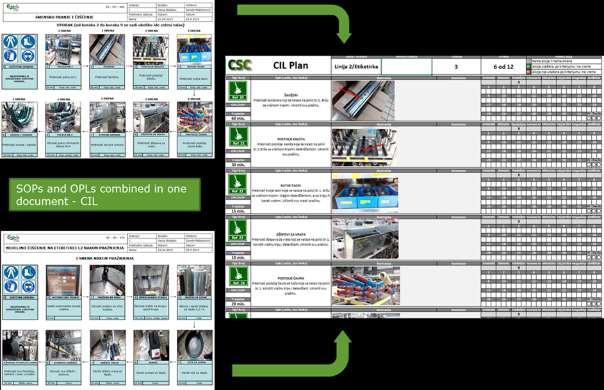

• Razvoj CIL plana je kontinualan proces, a sam plan je prepoznat kao jedan od najboljih alata
AO KORAK 1


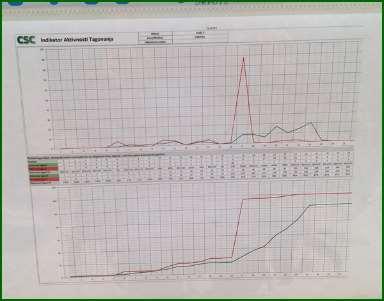
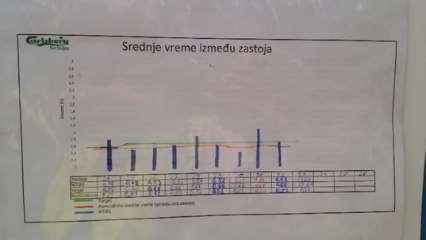
• Prate se sitni zastoji i smanjuje se njihov procenat za 25% rešavanjem tagova sa inicijalnog čišćenja

AO KORAK 2
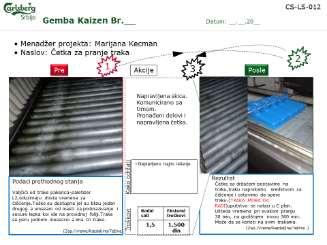
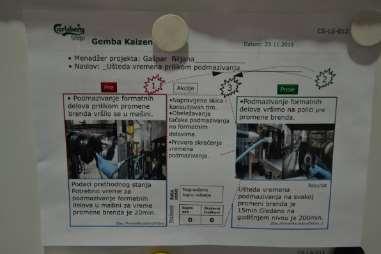
• Korak 2 uključuje rešavanje problema teško dostupnih mesta i eliminacijom izvora kontaminacije pomoću Gemba Kaizen ideja za unapređenje
AO KORAK 2
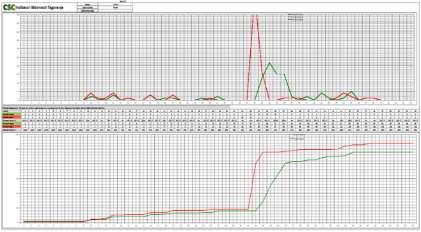
• Nastavlja se praćenje broja sitnih zastoja i postavlja se 30% niži target
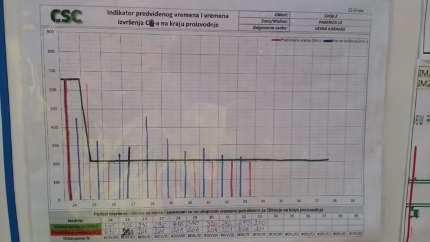
Indikatorperformansisitnihzastojanapull-offčepovima-PunjacNRB
Indikatorperformansisitnihzastojazacrown-crockčepove-PunjacNRB

AO KORAK 2
• Vreme čišćenja definisano CIL planom u koraku 1 treba da se smanji za 70%
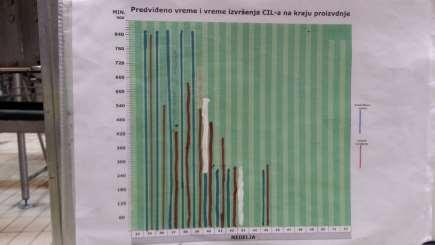
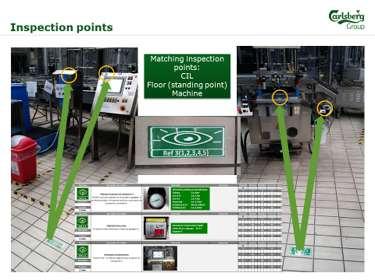
• Definišu se i standardizuju tačke za inspekciju
AO KORAK 3
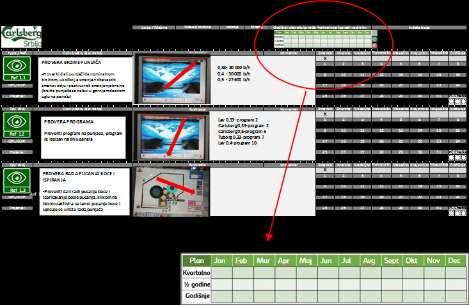
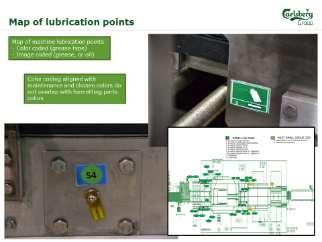
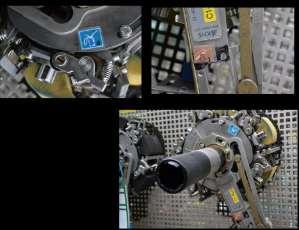
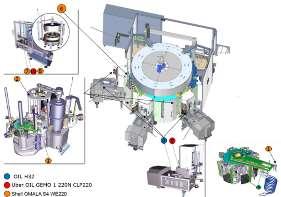
• Korak 3 bavi se razvijanjem standarda za podmazivanje mašine kao i redefinisanjem postojećih i njihovim obuhvatanjem CIL planom
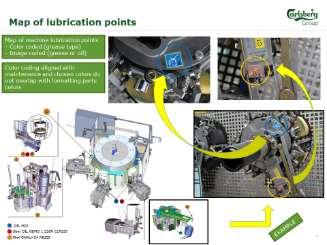
• Kodiraju se i označavaju sva sredstva za podmazivanje i kreira mapa

AO KORAK 3
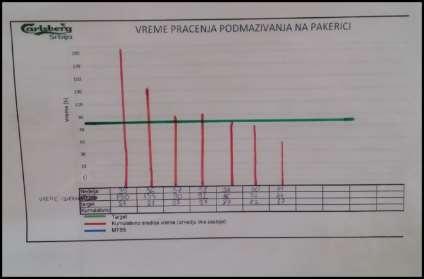
• Optimizuje se proces podmazivanja i smanjuje vreme potrebno za obavljanje pojedinačnih radnji ponovo kroz Gemba Kaizen
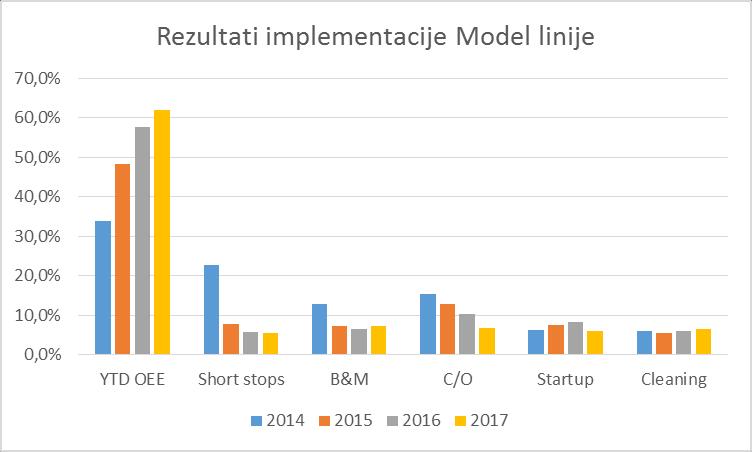
REZULTATI
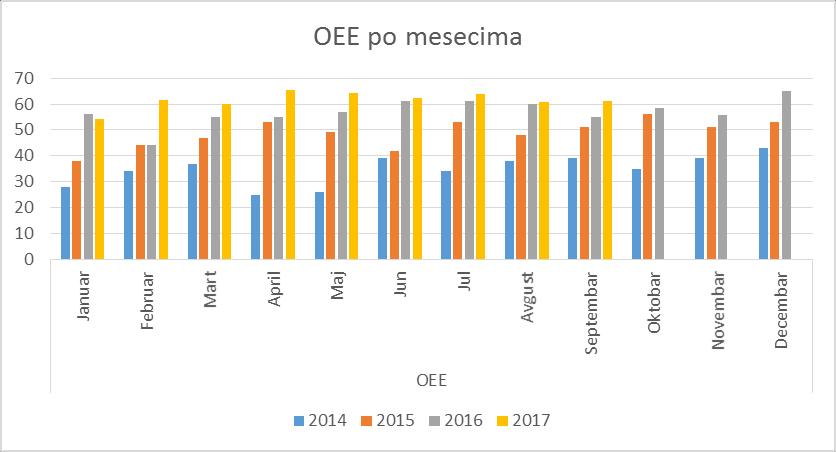
REZULTATI
IZAZOVI/REZULTATI
• Organizovanje resursa i ispunjavanje preduslova
• Obuka ljudi i objašnjenje da je nova metodologija korisna kako za kompaniju tako i za njih lično
• Kreiranje i razvijanje timskog duha
• Pridržavanje koraka metodologije i poštovanje rokova i zahteva
• Fokus na unapređenja i timski rad
• Kreiranje bezbednog, održivog i autonomnog procesa
• Treninzi i podizanje svesti ljudi o H&Su, kvalitetu proizvoda i sprečavanju gubitaka
• Primena novih ideja i uključivanje ljudi u donošenje odluka
• Snažna uključenost i posvećenost svih nivoa menadžmenta
• Transparentna i jasna politika poslovanja i veza sa ciljevima kompanije
• Shvatanje ŠTA, KAKO i ZAŠTO
• Promena načina razmišljanja od rešavanja zadataka do kontinualnog unapređenja