CARTILLA PROCESO Y RESULTADO DMFA
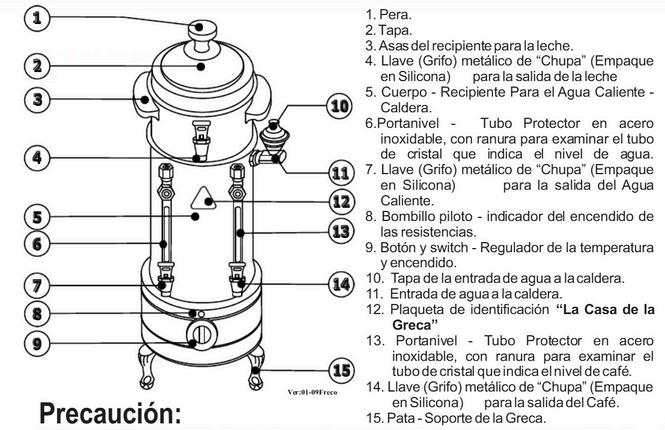
Proyecto de Diseño VI


PRESENTACIÓN
La metodología DFMA contribuye a que se puedan crear o mejorar los productos industriales, esto a través de reducción y optimización de los procesos de manufactura y ensamblaje con un análisis de rediseño de los productos, esto a través de un proceso de restructuración reduce los tiempos de manufactura y ensamblaje, mejorando la calidad de los productos con la reducción de piezas y cantidad de operaciones, esto con una mayor eficiencia de gestión y mayor satisfacción de los clientes.
1.LA UTILIDAD DEL DFMA EN LA
INDUSTRIA NACIONAL
https://wwwcanvacom/design/DAGVqoBz Ak/buNKsm4rJxADKLXDr6xUEw/edit? utm content=DAGVqoBz Ak&utm campaign=designshare&utm medium=link2&u tm source=sharebutton
Qué es el DMFA Conceptos Claves del DFMA
El diseño para ensamblaje (DFA) busca reducir costos simplificando el montaje mediante el rediseño de piezas, mientras que el diseño para fabricación (DFM) selecciona procesos adecuados para la producción, adaptando las piezas a las capacidades del proceso En el diseño de puertas de vehículos, la metodología DFMA permite rediseñar productos, descomponerlos en piezas enumeradas y reducir su cantidad Esto disminuye los tiempos de ensamblaje al mejorar los procesos y optimizar el diseño, sin eliminar piezas por completo, sino reduciendo su cantidad, especialmente las simétricas y pequeñas
Ventajas competitivas con la reducción de tiempos.
Mejoras con montajes más sencillos
La utilidad del DMFA en la industria nacional
Reducción de piezas y operaciones
Permite que las piezas se alineen y ajusten solas.
La metodología DFMA mejora los productos industriales al optimizar procesos de manufactura y ensamblaje mediante el rediseño En el caso del yogur Colanta, la elección de procesos y materias primas es clave, pero su rigidez en clasificación y análisis de la leche incrementa los tiempos de producción debido a procesos duplicados Aplicar DFMA en el rediseño productivo, considerando algunos procesos como equivalentes a piezas simétricas, podría reducir tiempos de producción, eliminar pasos redundantes en el análisis de la materia prima y aumentar la productividad
2. CARACTERÍSTICAS DEL PRODUCTO NACIONAL
Producto Nacional


https://homecenter.falabella.com.co
Competencia

Características de Producto Nacional
Fortalezas y debilidades del producto nacional
DFPatrón de encendido muy fácil de entender y excelente acabado del material
Cumple perfectamente la función de preparar el café y demás funciones
Fácil armado del producto, fácil usabilidad
Materiales con buenas propiedades de resistencia a la temperatura
La forma del producto no es llamativa y no trasmite armonía
No posee un sistema de apagado automático que pueda evitar recalentamientos o que se queme el producto en una emergencia
Los indicadores de agua y temperatura no son muy claros, falta de sistemas que indiquen con mayor claridad donde debe llegar el agua, así como también cuando está por acabarse.

Este producto surge de la necesidad de preparar de forma rápida y eficiente café (Tinto), esta es su principal función, esto debido a que en las cafeterías, panaderías y empresas donde se requiere preparar tintos constantes y a grandez cantidades necesitaban un producto que mantuviese café en todo momento y caliente Cabe decir que también abarca otras funciones que pueden llamárseles secundarías como lo es; preparar café con leche, aromática e incluso agua caliente, entre otros https://mettler.com.co
3. MANUFACTURA DEL PRODUCTO NACIONAL
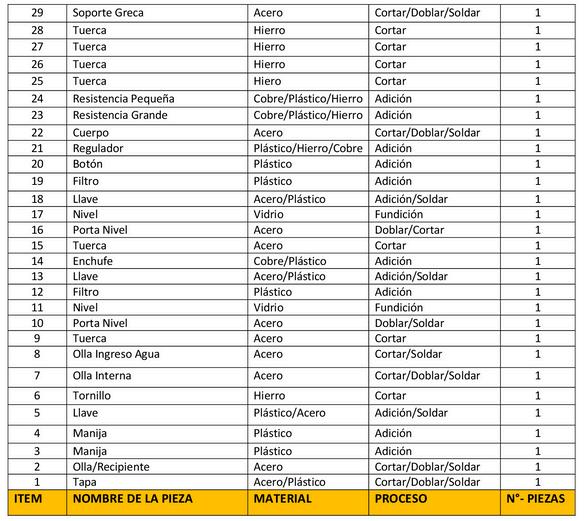
Cuadro de Despiece Explosionado

4. CRITERIOS DE ANÁLISIS
1. Manipulación de piezas y componentes
El ensamblaje de una greca eléctrica tradicional consta de 20 pasos, con niveles de dificultad que dependen del diseño, dimensiones, problemas de prensión y riesgo de roturas El Cuerpo GTE es fácil de ordenar pero difícil por su tamaño y forma; las resistencias y las tuercas A3 y A4 presentan complejidad por reconocimiento, referenciación y dimensiones, respectivamente. El Soporte Greca tiene dificultad de prensión, mientras que el termostato y el botón de encendido son fáciles de ordenar. El Cable MEG es fácil de ordenar pero complejo de conectar, y los niveles A y B con sus respectivos filtros tienen riesgo de roturas en manipulación e inserción, a diferencia de sus portaniveles y tuercas, que son fáciles de manejar. Las llaves 1 y 2 son sencillas de ordenar, insertar y prensar, pero la olla de ingreso de agua y la olla interna presentan problemas de prensión, siendo esta última especialmente compleja por su forma. El tornillo SPI es complicado por su tamaño y dificultad de inserción, mientras que el filtro GDA, la olla SP, las manijas, la perilla de tapa A y la tapa A son fáciles de manejar. En general, el proceso está condicionado por el diseño de las piezas, la facilidad de manipulación y el riesgo de daños

4. CRITERIOS DE ANÁLISIS
2. Composición de piezas y componentes
Cuerpo GTE: Elementos deformados (fundición, soldadura). 1.
Resistencia Pequeña: Errores dimensionales y de forma. 2.
Tuerca A3: Falta de referencia en la yuxtaposición de elementos. 3.
Tuerca A3: Falta de referencia en la yuxtaposición de elementos. 4.
Resistencia Grande: Errores dimensionales y de forma. 5.
Tuerca A4: Falta de referencia en la yuxtaposición de elementos. 6.
7
8
9
10
11
12
13
14
15
16
17
18.
19.
20.
21.
Tuerca A4: Falta de referencia en la yuxtaposición de elementos
Soporte de Greca: Falta de elementos de guía en las inserciones
Termostato: Tolerancias excesivamente críticas
Botón de Encendido: Errores dimensionales y de forma
Cable A1: Falta de elementos de guía en las inserciones
Cable A2: Falta de elementos de guía en las inserciones
Cable A3: Falta de elementos de guía en las inserciones
Cable A4: Falta de elementos de guía en las inserciones
Cable MEG: Falta de elementos de guía en las inserciones
Nivel A: Falta de referencia en la yuxtaposición de elementos
Filtro 1: Falta de elementos de guía en las inserciones
Tuerca 1: Falta de elementos de guía en las inserciones.
Porta Nivel A: Tolerancias excesivamente críticas.
Nivel B: Falta de referencia en la yuxtaposición de elementos.
Filtro 2: Falta de elementos de guía en las inserciones.
Porta Nivel B: Tolerancias excesivamente críticas. 22.
23.
Tuerca 2: Falta de elementos de guía en las inserciones.
Llave 1: Falta de elementos de guía en las inserciones. 24.
Llave 2: Falta de elementos de guía en las inserciones. 25.
Olla de Ingreso del Agua: Elementos deformados (fundición, soldadura). 26.
Olla Interna: Errores dimensionales y de forma. 27.
28.
29
30
31
32
33
34
Tornillo SPI: Tolerancias excesivamente críticas.
Filtro GDA: Errores dimensionales y de forma
Olla SP/Recipiente: Falta de referencia en la yuxtaposición de elementos
Manija 1: Errores dimensionales y de forma
Manija 2: Errores dimensionales y de forma
Tapa A: Tolerancias excesivamente críticas
Perilla de Tapa A: Errores dimensionales y de forma

4. CRITERIOS DE ANÁLISIS
3. Unión piezas y componentes
El ensamblaje de una greca eléctrica incluye distintos tipos de uniones:
Uniones desmontables: 1.
2.
1.1. Resistencia pequeña y grande: unidas al cuerpo GTE mediante tuercas roscadas, con limitaciones en los movimientos.
3.
4
1.2. Llaves 1, 2 y 3: unidas a las salidas de agua o café mediante roscado
1 3 Termostato: fijado al cuerpo GTE con un tornillo (atornillado), con limitaciones de movimiento

5 Encaje por fuerza:
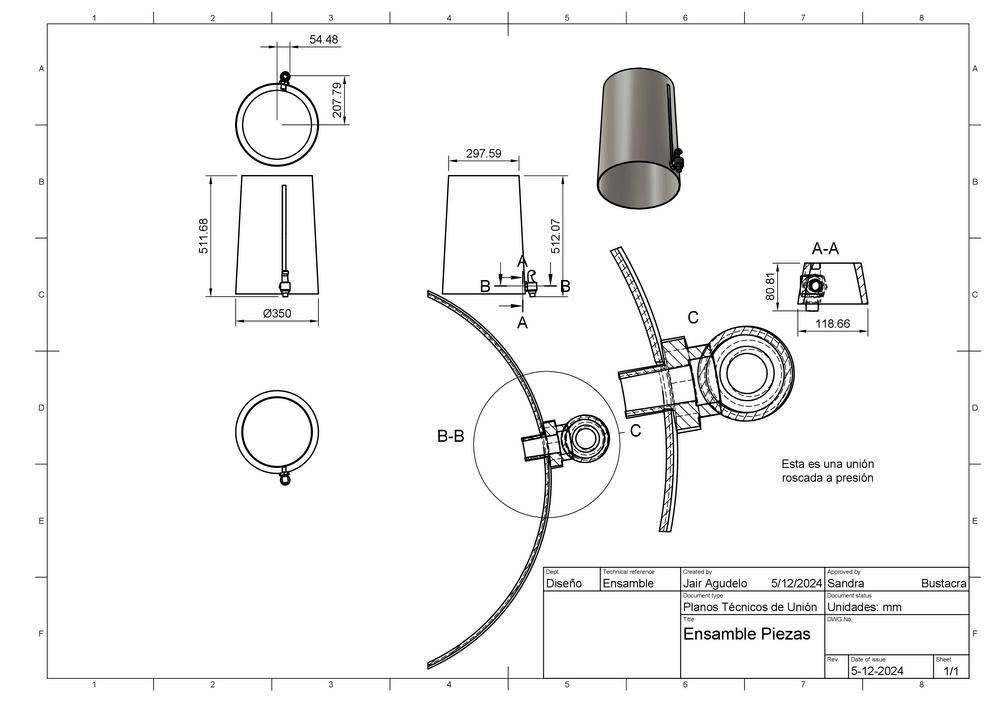
1 4 Olla interna: fijada al cuerpo GTE con el tornillo SPI (atornillado y roscado), con acceso difícil a los puntos de unión
6
7
8
2 1 Olla interna: unida al cuerpo GTE por presión al entrar con fuerza
2 2 Soporte de greca: encajado por presión en la parte inferior del cuerpo GTE.
1.
2.
Uniones por deformación:
3.1. Perilla tapa A: fijada a la tapa A mediante perforación (remache), con riesgo de encaje incorrecto.
3.
3.2. Manijas 1 y 2: unidas a la olla SP mediante perforación (remache), también con riesgo de encaje incorrecto.
Uniones permanentes: 4.
5.

6
4.1. Cuerpo GTE y tapa inferior: unidos mediante soldadura durante el conformado, con posible contaminación de superficies.
4 2 Ingreso del agua: unión soldada entre la olla pequeña y el cuerpo GTE en el tubo de ingreso, con riesgo de contaminación
7
4 3 Bases de llaves y niveles: puntos de soldadura entre las bases y el cuerpo GTE, con posible contaminación de superficies
Estos métodos reflejan la diversidad de técnicas empleadas para garantizar la funcionalidad y resistencia del producto, aunque presentan desafíos como accesibilidad, encaje y contaminación
4. CRITERIOS DE ANÁLISIS
4. Operaciones de ajuste

El ensamblaje de una greca eléctrica incluye operaciones de ajuste eléctrico y retoque de piezas: Operaciones de ajuste eléctrico: 1
1.1. Termostatos: instalación y comprobación del sistema de cambio de temperatura (potenciómetros), verificando su funcionalidad, aunque pueden desajustarse o fallar.
2. 1.2. Resistencias eléctricas: instalación y comprobación del sistema eléctrico y calefactor, evaluando si funcionan correctamente, con riesgo de desajustes o fallos.
4.
3. Retoque de piezas:
6
5. Verificación
5. 2 2 Lijado y ajuste de perfiles: en las mismas piezas, para facilitar el ensamblaje y doblado, con riesgo de desajustes
7
2.1. Corte y pulido de bordes: en piezas como cuerpo GTE, olla interna, olla SP y soporte de greca, para eliminar rebabas, lo que puede generar defectos en la apariencia externa
8
2 3 Ensamble por presión o golpes: al unir piezas como la olla interna con el cuerpo GTE, puede haber deformaciones que dificulten el desmontaje
2 4 Aplicación de esmaltes: en piezas de acero inoxidable, para mejorar el acabado y proteger contra rayones
Estos pasos aseguran funcionalidad y apariencia, pero presentan riesgos como desajustes, deformaciones y defectos estéticos.

El análisis del proceso de ensamble del producto nacional revela la complejidad en ensamblar ciertas piezas debido a sus formas, dimensiones y métodos de inserción, lo que prolonga y dificulta el proceso. Particularmente, el ensamblaje de las resistencias, tanto pequeña como grande, es desafiante por la forma de las piezas y los procedimientos involucrados. Estas deben ser insertadas manualmente en el cuerpo GTE, llevándolas hasta el fondo sin visibilidad, lo que exige precisión y habilidad en el proceso.

4. CRITERIOS DE ANÁLISIS
El ensamblaje de la olla interna en la greca eléctrica es complejo debido a la necesidad de aplicar presión, alinear la pieza con precisión para calzar en un tubo con una tuerca de ajuste, y manejar las dimensiones variadas de las piezas, especialmente al sujetar con el tornillo SPI. Además, el ensamblaje de los niveles es complicado por la forma y fragilidad de las piezas, lo que incrementa el riesgo de roturas. En general, los procesos son incómodos, rudimentarios y podrían mejorarse reduciendo la cantidad y tamaño de las piezas, rediseñando sus formas para facilitar el ensamblaje y mejorar la estética, así como empleando materiales más funcionales
6. Modularidad

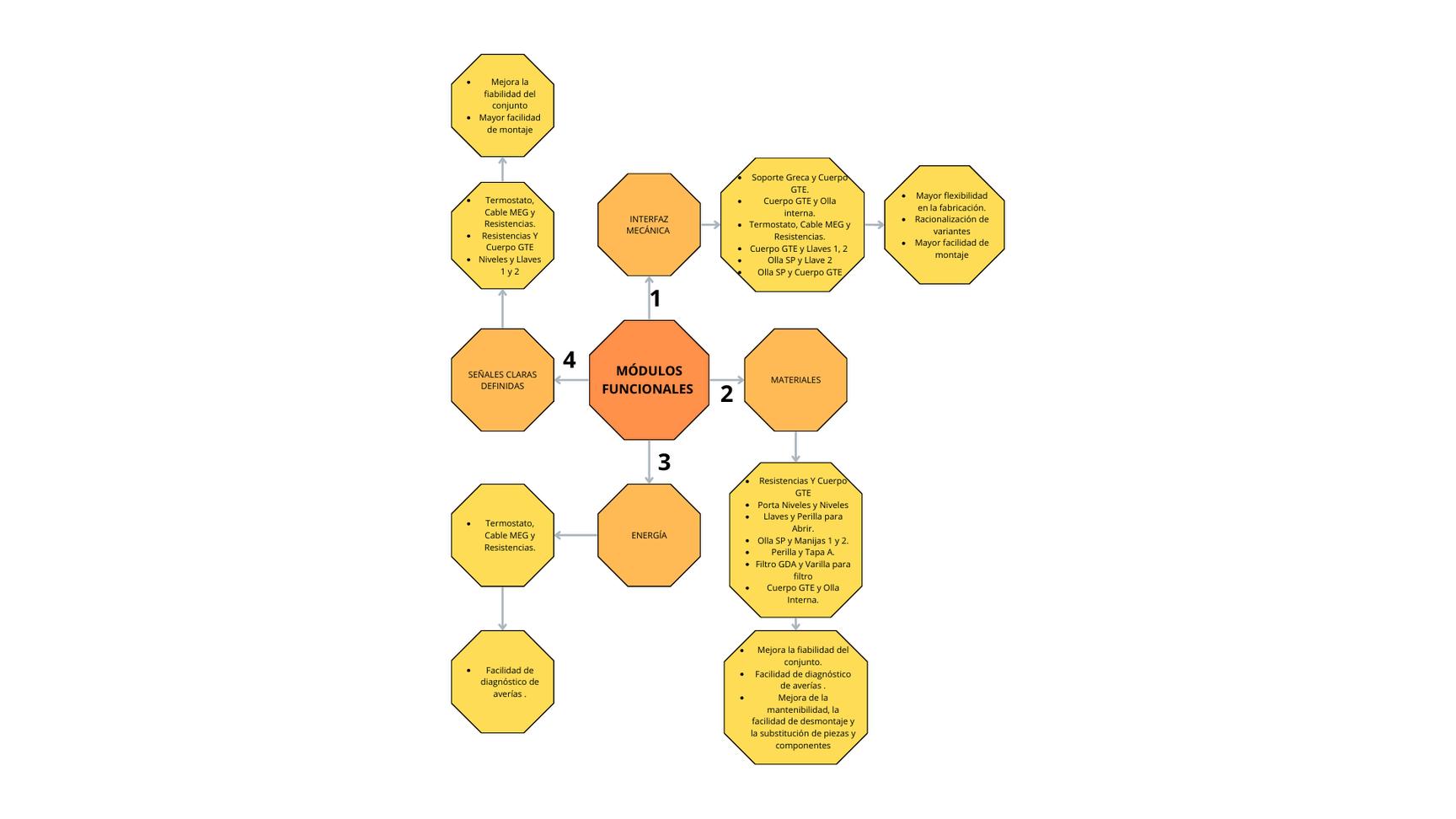
Se diseñan los componentes de cada parte del producto para iniciar un armado exitoso a través de ensambles, los modelos tipo A y b como también piezas machos y hembras que mejoran el armado y su montaje teniendo piezas independientes pero a su vez, constituyen un ecosistema optimo para cubrir todas las necesidades (agua caliente, café y leche)
4. CRITERIOS DE ANÁLISIS
7. Complejidad
el uso de materiales que garanticen este proceso, como las resistencias eléctricas y los recipientes de aluminio desmontables (que facilitan su limpieza) garantizan el buen funcionamiento sin riesgos a otros componentes (como los eléctricos) Aquí podemos vernos beneficiados con el sistema modular
Tapa A (Diversa)
2 Olla/Recipiente (Diversa)
3 Manija 1
4 Manija 2
5 Llave 1
6 Tornillo SPI (Diversa)
7 Olla Interna (Diversa)
8 Olla Ingreso del Agua (Diversa)
9.Tuerca 1
10.Porta Niveles A
11.Nivel A
12.Filtro 1
13.Llave 2
14.Enchufe/Cable MEG (Diversa)
15.Tuerca 2
16.Porta Nivel B
17.Nivel B
18 Filtro 2
19 Llave 3
20.Botón (Diversa)
21.Termostato (control de temperatura) (Diversa)
22.Cuerpo GTE (Diversa)
23.Resistencia Pequeña
24.Resistencia Grande
25.Tuerca A3
26.Tuerca A3
27.Tuerca A4
28 Tuerca A4
29 Perilla Tapa A (Diversa
30 Filtro GDA (Diversa)
31 Soporte Greca (Diversa
32 Tapa Olla Entrada de Agua

8. Elemento base


Podemos considerar que el elemento base de este producto que el cuerpo GTE, este Cuerpo recipiente en acero, es el encargado de contener y sostener la mayor cantidad de piezas, de el dependen las ramificaciones de cada uno de los componentes restantes, por ende se convierte en lo principal y el eje por el cual se empieza a armar el producto y demás partes, en la parte inferior presenta una estructura plana lo que genera estabilidad y resistencia, a demás que contiene uno de los mayores porcentajes de la funcionalidad del producto, ya que dentro de él ocurren las funciones de mayor importancia, en resumen se puede decir que casi todas las piezas girar entorno al cuerpo de la greca, y casi todas las piezas tienen conexión directa e indirecta con él, por eso este es el que garantizan la calidad del café que se prepara en este.
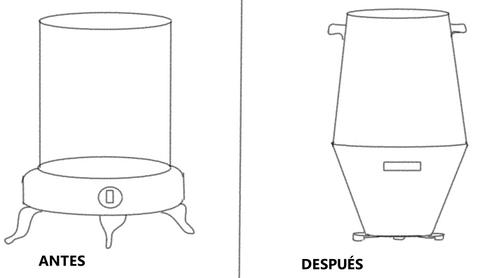
5. PROCESO DE DISEÑO Y RESULTADOS
Bocetos Elaborados
Antes
Mejora/después
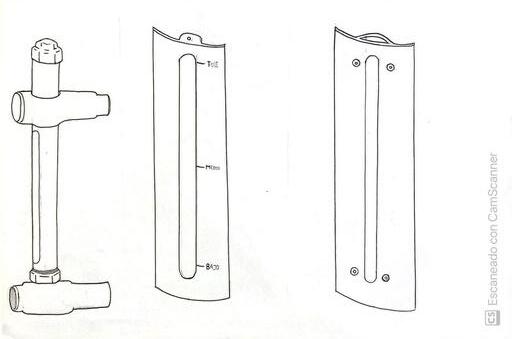
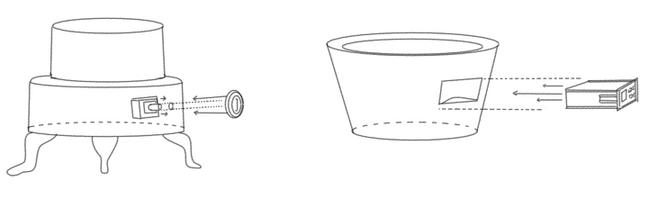
Cambio del termostato y su acoplamiento, mejorando precisión, funciones y organización, con esfuerzo interno para adaptación.
Antes
Mejora/después
Antes
Reestructuración de los niveles y porta niveles, integrándolos y posicionándolos internamente en el cuerpo.
Mejora/después
Boceto Armado
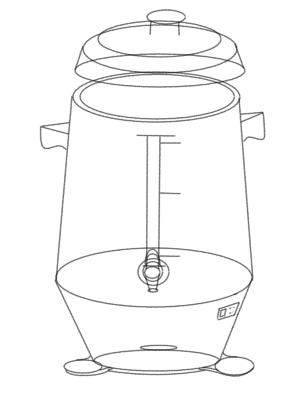
Antes
Mejora/después
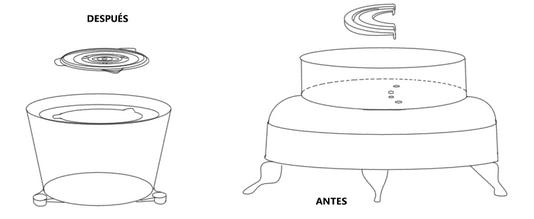
Modificación del cuerpo y base receptora del calefactor, usando polipropileno (PP) en la base.
Modificación de la base y el sistema de calefacción, combinando acero y polímeros en su estructura
5. PROCESO DE DISEÑO Y RESULTADOS
Resultados Obtenidos
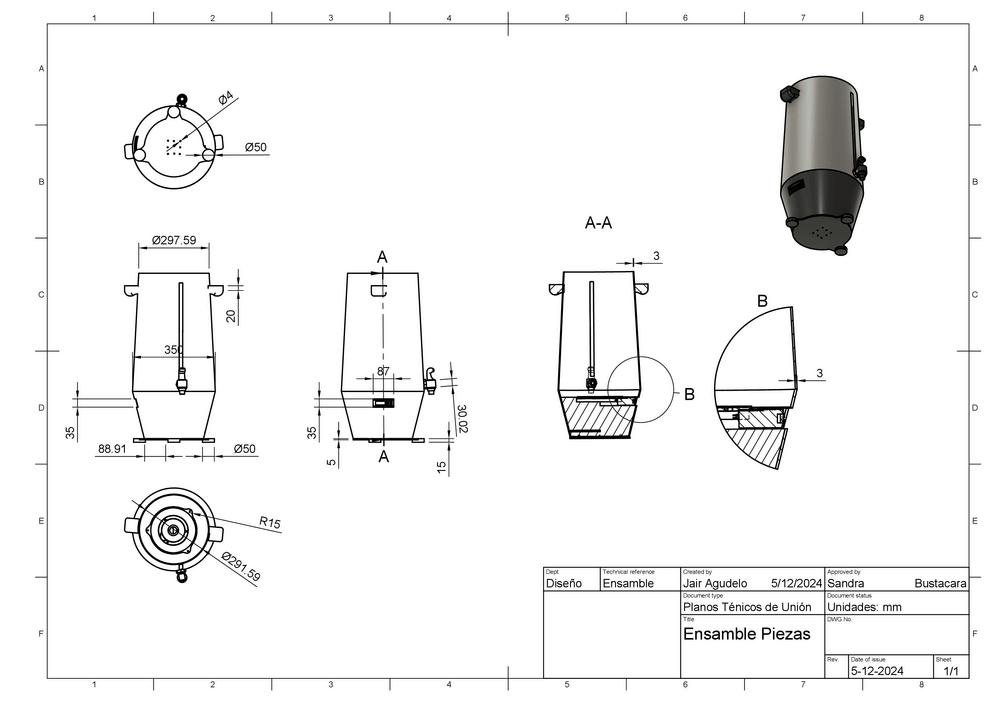
Se realizaron rediseños estructurales en formas, funciones, encajes y uniones, optimizando el ensamblaje mediante la reducción de piezas y procesos Esto permitió lograr un mejor acoplamiento, mayor estética del producto y menor tiempo de fabricación, como se refleja en el prototipo y sus especificaciones De 34 piezas se paso a 30 piezas, cuatro piezas menos Esto por que el producto nacional lleva años sin que haya en él un cambio, y reconfiguración estética y funcional que lo haga más competitivo en el mercado.



Planos Técnicos
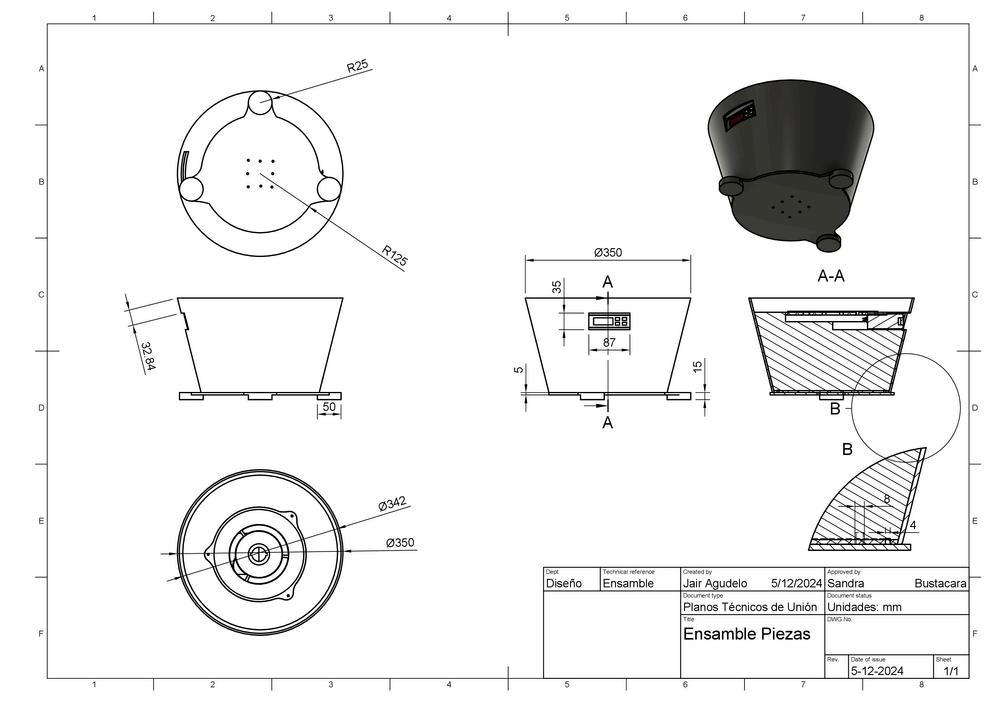

https://unadvirtualedumy.sharepoint.com/:f:/g/personal/jagudelomi unadvirtual edu co/Es TH7-fo0pdPtL7HavbB-jUBBI-798ywGPSviUJnlL90dw?e=TRRdq6
CONCLUSIÓN
La metodología DFMA mejora la eficiencia en la fabricación al rediseñar productos, reduciendo piezas y tiempos de ensamblaje sin comprometer su calidad. En el diseño de puertas de vehículos, simplifica componentes pequeños y simétricos, optimizando el proceso de ensamblaje. En la greca eléctrica, aborda problemas como tolerancias críticas, referencias imprecisas y dificultad de inserción, facilitando ensamblajes y reduciendo errores Además, el DFMA fomenta una mayor sostenibilidad al disminuir desperdicios y consumo de recursos, haciendo los procesos más económicos y responsables La metodología DFMA aplicada al rediseño de la greca eléctrica permitió una notable optimización en su estructura, reduciendo de 34 a 30 piezas, eliminando componentes redundantes y simplificando el ensamblaje Este rediseño no solo disminuyó tiempos de fabricación, sino que también mejoró el acoplamiento de las piezas, incrementó la funcionalidad y modernizó la estética del producto, como lo muestra el prototipo en la imagen. Este avance es clave para revitalizar un producto nacional que llevaba años sin cambios, haciéndolo más competitivo en el mercado al ofrecer un diseño más eficiente, atractivo y funcional. La metodología demuestra así su capacidad para generar mejoras sustanciales en productos industriales. En conclusión, esta metodología no solo incrementa la productividad y calidad, sino que también contribuye a una producción más eficiente y sostenible

BIBLIOGRAFÍA CONSULTADA
Abd Samad, M. F., & George, K. Y. (2022). Application of Design for Manufacturing and Assembly (Dfma) Method to Vehicle Door Design. Defence S&T Technical Bulletin, 15(1), (pp. 34-41) https://bibliotecavirtual.unad.edu.co/login? url=https://search.ebscohost.com/login.aspx?
direct=true&db=edb&AN=159636748&lang=es&site=eds-live&scope=site
Fuentes, H. J. (2019). La demografía industrial en Colombia: localización y relocalización de la actividad manufacturera Cuadernos de Geografia: Revista Colombiana de Geografia, 28( 1), 43–65 https://bibliotecavirtual unad edu co/login? url=https://search ebscohost com/login aspx?
direct=true&db=edsdnp&AN=edsdnp 6805868ART&lang=es&site=edslive&scope=site
Riba Romeva, C. (2002). Diseño concurrente. Edicions UPC. (pp.153-162) https://bibliotecavirtual.unad.edu.co/login?
url=https://search.ebscohost.com/login.aspx?
direct=true&db=edsbas&AN=edsbas.5C4492E4&lang=es&site=eds-live&scope=site
Bustacara, S. M. (2022). Tipos de uniones para el ensamble. [Objeto virtual de Informacion OVI]. Repositorio Institucional UNAD. https://repository.unad.edu.co/handle/10596/52316
Maury Ramírez, H. E. (2009). Diseño para la fabricación y ensamble de productos soldados: ( ed.). Universidad del Norte. https://elibronet.bibliotecavirtual.unad.edu.co/es/ereader/unad/70804?page=1
Ulrich, K. T., Eppinger, S. D.(2013). Diseño y desarrollo de productos. McGraw-Hill. (pp 255-273) https://www-ebooks7-24-com bibliotecavirtual unad edu co/?il=281
Riba Romeva, C (2002) Diseño concurrente Edicions UPC (pp 153-162)
https://bibliotecavirtual unad edu co/login?
url=https://search ebscohost com/login aspx?
direct=true&db=edsbas&AN=edsbas 5C4492E4&lang=es&site=eds-live&scope=site
UNAD
Proyecto de Diseño VI
Diseño Industrial
