

Por Andrei Petrilin, Director Técnico Senior
“El sentido común es el cálculo aplicado a la vida.”
Henri-Frédéric Amiel

Además de los parámetros de corte, los cálculos de mecanizado desempeñan un papel importante en el análisis de la resistencia y la rigidez de todo el sistema tecnológico compuesto por una máquina, una herramienta de corte, un dispositivo de sujeción y una pieza de trabajo. Los resultados de los cálculos proporcionan datos sobre el consumo de energía y el par de corte, y constituyen la base para el diseño de nuevas máquinas y fijaciones. Por otro lado, el volumen de material eliminado ayuda a determinar la productividad de una operación de mecanizado.
En la actualidad, los sistemas informáticos avanzados permiten realizar cálculos muy precisos teniendo en cuenta diversos factores de mecanizado. Sin embargo, a menudo se requieren cálculos rápidos y simplificados, que ayudan a estimar la carga sobre una herramienta y otros elementos del sistema y a verificar los resultados obtenidos con el software informático.
En este artículo indicamos cómo calcular el índice de extracción de material, las fuerzas de corte y el consumo de potencia de las diferentes operaciones de mecanizado.
El índice de extracción de material Q (MRR) es un indicador clave de la productividad. Cuanto mayor sea Q, mayor es la productividad. El índice de extracción de material es el volumen de material que arranca la herramienta por unidad de tiempo. El cálculo de este parámetro depende del proceso de mecanizado. Debido a que los metales han sido históricamente los materiales más utilizados en ingeniería, con frecuencia se habla de “índice o volumen de metal extraído”.
Por ejemplo, en torneado:
Q=vc×ap×f (1)
Y en fresado:
Q=ap×ae×vf (2)
Donde:
v c – velocidad de corte
a p – profundidad de corte
a e – ancho de corte
f – avance (avance por vuelta)
vf – velocidad de avance (índice de avance)
Las unidades del MRR son mm3/min o cm3/min. Al calcular el índice de extracción de metal es fundamental asegurarse de que todas las unidades de medida de todas las variables de las ecuaciones son coherentes. La mezcla de diferentes unidades es incorrecta y lleva a resultados erróneos. Por ejemplo, si para el cálculo del MRR se utilizan los valores de profundidad y ancho de corte en mm y la velocidad de corte está en m/min, el resultado será completamente erróneo.
En taladrado:
Q=vc×ap×fz (3)
Donde f z es el avance por diente.
Para una broca de diámetro d con z dientes (labios), ap=d/2 y fz=f/z.
Por tanto,
Q=vc×ap×fz=π×d×n×d/2×f/z=π×d2/(2×z)×n×f=π×d2/(2×z)×vf
Donde n es la velocidad de rotación de la broca.
Para una broca típica de 2 labios: z=2, y Q=π×d2/4×vf (3a)
Ejemplo: Calcular el MRR de una operación de planeado realizada con una fresa hueca HELIDO de ISCAR de 250 mm de diámetro y 12 dientes, y con los siguientes datos:
• profundidad de corte: 5 mm
• ancho de corte:180 mm
• velocidad de corte: 120 m/min
• avance: 0.25 mm/diente
Velocidad de rotación de la fresa:
n=1000×vc/(π×d) =1000×120/(π×250) =153 (rpm)
Velocidad de avance: vf=fz×z×n =0.25×12×153=459 (mm/min)
Utilizando la ecuación (2):
Q=ap×ae×vf =5×180×459=413100 (mm3) =413.1 cm3
Por lo tanto, el índice de extracción de metal es una característica importante del mecanizado que refleja la productividad del corte. Pero el MRR no puede considerarse aislado de otros parámetros del proceso, como, por ejemplo, la duración de la herramienta. No tiene sentido una operación de mecanizado con un elevado volumen de metal extraído si la herramienta se rompe nada más empezar debido a la enorme carga originada por velocidades de corte y avances extremos. Otro parámetro relacionado es el consumo de potencia.
Durante el mecanizado, la herramienta entra en el material de la pieza y se carga con la fuerza de resistencia de este material. Esta fuerza se conoce como fuerza de corte resultante o total. La magnitud y la dirección de esta fuerza dependen del proceso de mecanizado, la maquinabilidad del material, los datos y condiciones de corte y la geometría de la herramienta.
En un sistema de coordenadas cartesiano, la fuerza resultante (total) F puede descomponerse en tres componentes:
• Fuerza de corte tangencial: Ft
• Fuerza de corte radial: F r
• Fuerza de corte axial: F a
El complemento “de corte” suele omitirse en la denominación de las componentes de la fuerza total.
A veces, las fuerzas de corte tangencial, radial y axial se designan Fz, Fy y Fx respectivamente.
F= (4)
El efecto de las fuerzas sobre la herramienta es diferente según el tipo de mecanizado, y la relación entre sus respectivas magnitudes también es variable.
En los tipos de mecanizado con movimiento primario de rotación, La fuerza tangencial Ft es la más grande de las tres, por lo que se considera la componente principal, y determina el par y el consumo de potencia necesarios para llevar a cabo la acción de corte.

En operaciones de torneado (Fig. 1), la fuerza radial Fr parte radialmente del eje de rotación de la pieza, y empuja la herramienta, apartándola de la pieza. Este efecto de empuje puede originar vibraciones que afectan a la precisión del mecanizado y al acabado superficial de la pieza. La fuerza axial F a tiene dirección longitudinal paralela al eje de rotación, y actúa contra el movimiento de avance. En términos de torneado, esta fuerza también se denomina fuerza “longitudinal”.
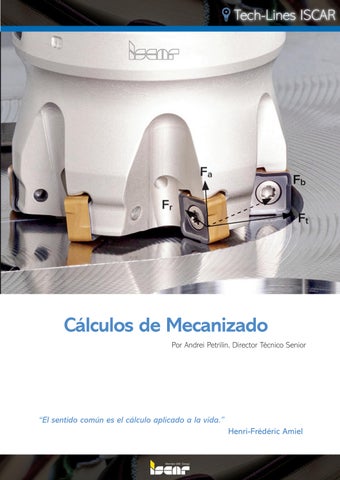
Como ocurre en torneado, en fresado (Fig. 2), la fuerza radial Fr empuja la fresa lejos de la herramienta. La resultante de Fr y Ft se denomina “fuerza de flexión” Fb, y dobla la herramienta.
La proyección de esta resultante sobre el eje del movimiento de avance origina la fuerza de reacción causada por el mecanismo de avance de la máquina.
La fuerza axial F a actúa a lo largo de la fresa y genera una carga sobre los rodamientos del husillo.


En taladrado (Fig. 3), la fuerza axial Fa corresponde a los filos de corte principales (labios) de la broca.
Esta fuerza comprime la broca a lo largo de su propio eje y, junto con la fuerza Fch que actúa sobre la punta de la broca, determina el consumo de potencia.
El cálculo de las fuerzas de corte es fundamental para el diseño de máquinas herramienta, los dispositivos de fijación de la pieza y la herramienta, el comportamiento estático y dinámico de la propia herramienta, y para el análisis de la rigidez del sistema tecnológico completo, que está formado por la máquina, la herramienta, las fijaciones y la pieza. Las fuerzas de corte se calculan mediante ecuaciones empíricas, que son más complicadas cuanto mayor sea el número de factores se tengan en cuenta. Existe otro método que se basa en la relación entre las fuerzas de corte. Como función del proceso de mecanizado, las fuerzas de corte están relacionadas entre sí por la siguiente ecuación:
F t :F a :Fr=1:x:y (5)
Los coeficientes x e y dependen de la operación de mecanizado, del material a mecanizar, del material y la geometría de corte, etc. En la práctica, el uso de valores promedio de x e y permite unos resultados bastante aceptables. Por lo tanto, tras calcular la fuerza tangencial Ft, la componente principal de la fuerza total, las demás componentes pueden hallarse fácilmente a partir de la ecuación (5).
La estimación de la fuerza tangencial Ft por un método basado en los valores específicos de las fuerzas de corte se considera razonable. En fresado, por ejemplo, la fuerza de corte específica real Kc es la fuerza necesaria para arrancar una viruta de 1 mm2 de área, con un espesor medio denominado hm.
k c=kc1×hm-mc (6)
Donde:
kc1 es la fuerza de corte específica para arrancar una viruta de 1 mm2 de área, con un espesor de 1 mm, mc es el factor de espesor de viruta que indica la dependencia de kc y kc1 cuando el espesor de viruta es diferente de 1 mm.
kc1 y mc son propiedades del material a mecanizar, determinadas según los resultados de diferentes pruebas. El análisis de los datos empíricos ha permitido definir estas características como valores promedio para los diferentes grupos de materiales. En diversas fuentes de datos de mecanizado, kc1 hace referencia al material de una herramienta con ángulo de desprendimiento cero (γ=0°). Si el desprendimiento real difiere de cero significativamente,
la ecuación anterior se corrige de la siguiente manera:
kc=kc1×hm-mc×(1-γ/100) (7)
Conociendo la fuerza específica y el área de la sección transversal de la capa de material extraído A, podemos determinar fácilmente la fuerza tangencial.
Ejemplo: Una fresa a 90º realiza una operación de escuadrado con sección transversal de dimensiones 4 mm×9.5 mm. El material de la pieza es acero de alta aleación recocido AISI H13 (DIN W.-Nr. 1.2344). El ángulo de desprendimiento de la fresa es de 10º. Necesitamos encontrar la fuerza tangencial si el espesor medio de viruta es 0.1 mm.
Según el apartado de Materiales y Calidades del Catálogo de Líneas de Fresado de ISCAR, el material pertenece a un grupo con los siguientes datos:
kc1 =2450 N/mm2 y mc=0.23
De la ecuación (7) obtenemos la fuerza de corte real k c=2450×0.1-0.23× (1-0.1) = 3745 N/mm2
Entonces, la fuerza tangencial es
F t = 3745×4×9.5 = 142310 N= 142.3 kN
Con la fuerza tangencial podemos calcular el consumo de potencia P y, por tanto, la potencia estimada requerida para el husillo principal de la máquina.
P=F t×vf=A×kc×vf (9)
Si a y b son la profundidad y el ancho de la sección transversal A del material extraído, entonces
P=(a×b×kc×vf) / (6×107) kW (10)
Donde a y b se expresan en mm, kc en N/mm2 y vf en mm/min
Ejemplo: Volvamos al ejemplo anterior y calculemos el consumo de potencia si la fresa tiene 4 labios y 16 mm de diámetro, y mecaniza con una velocidad de corte de 120 mm/min y un avance de 0.1 mm/diente.
Primero calculamos la velocidad de rotación del husillo:
n=(1000×vc)/(π×d)
n=(1000×120)/(π×16) =2387 (rpm)
Entonces calculamos la velocidad de avance, vf=fz×z×n:
vf=0.1×4×2387=954.8 (mm/min)
Según la ecuación (10):
P=(142310×954.8) / (6×107) =2.26 (kW)
La digitalización del mecanizado garantiza unos cálculos de gran exactitud. El software avanzado hace posible desarrollar modelos empíricos complejos que permiten nuevos niveles de cálculo.
La Calculadora de Potencia de Mecanizado de ISCAR proporciona gráficos y valores estimados de diferentes parámetros, como el consumo de potencia, fuerzas de corte, momento flector y variaciones de la carga en el tiempo, entre otros. Esta calculadora está disponible para PC y dispositivos móviles.