3Srpanj 3 II


Intervju: Vlado Orešković, predsjednik Upravnog
vijeća i savjetnik Uprave Končar-Elektroindustrije d.d.
Okrećemo se alatničarstvu u funkciji novih proizvoda
U alatničarstvu kao globalnoj djelatnosti danas su jako niske cijene, velika je konkurencija, posebno zemalja s niskom cijenom rada (Azija, Indija), uz vrlo zabrinjavajući negativni trend nedostatka kvalitetne radne snage. Cluster alatnica Republike Hrvatske u dvije godine postojanja profilirao se u vodeću instituciju domaćeg alatničarstva.
Matilda Bačelić, novinarka Lider Foto: Končar-Elektroindustrija d. d.
INOVA - MLADI 2008


U prostorima Fakulteta strojarstva i brodogradnje Sveučilišta u Zagrebu u subotu 10. svibnja 2008. godine održana je osma po redu izložba inovacija mladih inovatora. To je najveća izložba inovacija mladih u RH, koja redovito od 2001. godine okuplja sva dostignuća mladih zagrebačkih inovatora učenika osnovnih i srednjih škola te fakulteta uz goste iz cijele Hrvatske i prijatelje iz susjednih zemalja.


Od akademske godine 2003./2004. Fakultet strojarstva i brodogradnje Sveučilišta u Zagrebu izvodi zajedničku nastavu kolegija “European Global Product Realization” (E-GPR) s vodećim europskim sveučilištima: TU Delft, ETH-om iz Lausanne, Strojarskim fakultetom iz Ljubljane i Londonskim gradskim sveučilištem. Seminar organizira i provodi Katedra za konstruiranje i razvoj proizvoda (www.cadlab.fsb.hr). Nastavni program seminara E-GPR obuhvaća zajedničko održavanje nastave i zajednički rad na studentskim projektima.
BIAM - 19. međunarodni sajam alatnih strojeva i alata Od 22. do 26. travnja na Zagrebačkom velesajmu održane su usporedno četiri specijalizirane priredbe: TEGRA, OBRTNIŠTVO, BIAM i ZAVARIVANJE. Već na otvorenju navedenih priredaba državna tajnica Ministarstva gospodarstva, rada i poduzetništva Tajana Kesić Šapić istaknula je nužnost pripremanja obrtnika i poduzetnika za izazove koji ih očekuju ulaskom Hrvatske u Europsku uniju. Pri tome je važno jačanje njihove konkurentnosti usvajanjem i primjenom novih tehnologija, ali i unaprjeđenjem strukovnog obrazovanja. Hrvatska je usmjerena na poticanje inovativnoga i konkurentnoga gospodarstva, izvoz je imperativ, a obrtnici i tvrtke o tome trebaju razmišljati od svoga osnutka. Činjenica je da više od 95 % gospodarstva Republike Hrvatske čini obrtništvo te malo i srednje poduzetništvo. Zbog toga vlasti već poduzimaju, a i ubuduće će poduzimati, napore za poticanje razvoja obrtništva i tvrtki.
Rezanje s pomoću vode – sustav INOJET
Posebnost ovog sustava nije samo način rezanja nego i činjenica da se s pomoću vode može rezati gotovo svaki materijal. Uporabljuje se u svim strukama gdje je potrebno rezanje, obrezivanje i izrezivanje. Sustav omogućuje izrezivanje najzahtjevnijih dvodimenzionalnih oblika koje korisnik može zamisliti. Vodom izrezani izradci optimalnih su svojstava. Imaju razmjerno gladak rez, nemaju oštrih rubova (srha), nisu savinuti ni pregrijani. Rezanje vodom poboljšava kvalitetu izradaka, smanjuje troškove rezanja, povisuje proizvodnost i konkurentnost tvrtke te ne utječe
3-WAY, Tomaž Vujasinovic s.p.
ABB, d. o. o.
Alfleth Engineering, k. d.



1, 69 ARBURG GmbH + Co KG

1, 3, 86 BTS, d. o. o.
BTS KOTHENNYA, d. o. o.
1, 6 Cajhen, d. o. o.
Camincam, d. o. o.
Celjski sejem, d. o. o.
35, 65 EMCO Maier GmbH
17, 40 Gazela Platit, d.o.o.
Gebr. Heller Maschinenfabrik GmbH
GR Inženiring, d. o. o.
(Strojotehnika, d. o. o.)
Hyundai avto trade, d. o. o.
ICM, d. o. o.
Alati, d. o. o.
KMS, d. o. o.
Avtomatizacija, d. o. o.
MARI MEDIA, d. o. o. (časopis Građenje&Opremanje)
NC Servis Lovrek Ivan, s. p.
Nomis, d. o. o.
Nubius, d. o. o.
Winterthur
tehnika, d. o. o.
d. o. o.
Sandvik, d. o. o.
Siming, d. o. o.
SOCIA, d. o. o.
TBW, d. o. o.
TEH-CUT, d. o. o.
Tecos
Teximp, d. o. o.
TM, d. o. o.
d. o. o.
o.
Dok su se laserski sustavi za obradu u makrodimenzijama već uspješno rasprostranili na tržištu, laserski sustavi za mikroobradu trenutačno na njemu zauzimaju tek mali udio. Uzrok: sustavi za mikroobradu često su namjenski i postavljaju posebne zahtjeve cjelokupnom konceptu stroja: od izvora zrake i njezina navođenja pa do pozicioniranja sustava i upravljanja. Danas se precizna laserska mikroobrada može unaprijediti u učinkovitiji razred novim konceptima strojeva i inovativnim izvorom laserske zrake, zajedno s dinamikom i preciznošću. U skladu s aktualnom analizom tržišta, laserska bi branša mogla do 2010. godine ostvariti najviši rast u području mikroobrade. Uzrok je taj što su lasersko rezanje i zavarivanje već do sada postigli visok stupanj prodora na tržište.
Siegfried Paise
Samo ona poduzeća koja se mogu brzo i prilagodljivo odazvati na sve češće promjene u zahtjevima kupaca i na sve manje predvidljivu, a sve više individualiziranu serijsku proizvodnju, mogu se uspješno natjecati na međunarodnoj razini. Digitalna i presloživa tvornica za uvježbavanje naprednoga proizvodnog inženjerstva nudi stručnjacima s područja proizvodnih i logističkih sustava mogućnost učenja planiranja i vođenja proizvodnih sustava.
Dr. Tomaž PermeOd 1963. godine, kada je u Chicagu prvi put predstavljen postupak injekcijskog prešanja s pomoću plina, taj unaprijeđeni postupak prerade polimera postao je vrlo proširen i uspješan postupak izrade šupljikavih otpresaka istodobnim ili programiranim punjenjem kalupne šupljine polimernom taljevinom i plinom. Postupak se u literaturi najčešće označava engleskom kraticom GIT (Gas-assisted Injection Moulding Technology). Temeljna značajka injekcijskog prešanja s pomoću plina (GIT) je izrada tvorevine s pomoću dvije različite komponente.
U bliskoj budućnosti automobili će biti još sigurniji, udobniji, povoljniji i za okoliš prihvatljiviji, dok će istodobno postizati sve viši stupanj autonomnog djelovanja. Automobilska industrija danas je pred velikim izazovima. Javnost zahtijeva daljnje smanjenje broja prometnih nesreća i stope emisije štetnih plinova. Vozači bi htjeli vozila što prilagođenija osobnim potrebama, tehnološki opremljena vozila koja bi nudila bolje mogućnosti i trošila manje goriva. Proizvođači se, naravno, brinu prije svega za kontrolu troškova razvoja i proizvodnje u jakoj borbi s konkurencijom.

Esad Jakupovič




Naslov posljednjeg uvodnika bio je IRT3000 na dobrom putu, no kratkim pregledom područja koja pokrivamo moguće je isto ustvrditi i za zbivanja i trendove u Hrvatskoj. Takav zaključak može se donijeti na temelju prikazanoga na ovogodišnjoj priredbi BIAM 2008, ali i na temelju rezultata koje postižu naši inovatori (i “mladi” i “stari”) na domaćem i međunarodnom planu.
Priredba BIAM 2008 održana je u vrlo optimističnom ozračju, a u razgovorima s izlagačima doznaje se da je velika većina vrlo zadovoljna i samom priredbom i trendovima na tržištu, koje je u porastu. Činjenica je da oni koji su prepoznali važnost ulaganja u znanje, ali i opremu, danas imaju ugovorene poslove (uglavnom s inozemnim naručiteljima) koji im jamče daljnji razvoj. A jedino je tako moguće držati korak s nemilosrdnim tržištem na kojem su sve više prisutne i dalekoistočne zemlje koje dodatno zaoštravaju uvjete. U sljedećim brojevima časopisa nastojat ćemo vam detaljnije prikazati neke od tih uspješnih tvrtki. Ukratko, na BIAM-u se ove godine moglo vidjeti doista gotovo sve iz metaloprerađivačke branše. Međutim, moglo se primijetiti još nešto – gotovo svi izloženi strojevi, uređaji i oprema dolaze iz inozemstva. BIAM je prikazao vrlo malo hrvatskog znanja i hrvatskih proizvoda. A Hrvatska je imala vrlo jaku industriju strojogradnje. Mnoge uspješne svjetske tvrtke na području strojogradnje
počele su s radom primjerice u kasnim 80-im godinama prošlog stoljeća, a i danas su pri vrhu svjetske proizvodnje. Mi imamo primjere tvrtki s mnogo duljom tradicijom na tom području, koje su u prošlosti poslovale vrlo uspješno, no sad ih nema. Ili se njihovi dijelovi polako “dižu”. Detaljniji prikaz same priredbe uz naznaku nekoliko svijetlih primjera predstavljanja hrvatskog znanja, pročitajte u prilogu u ovom broju.
Na početku Uvodnika spomenuo sam i uspjehe naših inovatora. Posebice veseli zanimanje mladih za inovatorstvo, što se moglo vidjeti na njihovoj izložbi održanoj u svibnju na Fakultetu strojarstva i brodogradnje u Zagrebu, a i po dodijeljenim mnogobrojnim priznanjima. Mnoge od nagrađenih inovacija doživjet će i komercijalizaciju. S druge strane, tu su naši već iskusni inovatori, mahom poduzetnici, koji su na međunarodnoj izložbi INPEX u Pittsburghu postigli izniman uspjeh osvojivši brojna odličja za svoje inovacije. Danas je razvoj gotovo nemoguće zamisliti bez inovacija i inovativnosti pa nam ti uspjesi ulijevaju sigurnost u našu budućnost.
Konačno, u Hrvatskoj je uočen još jedan pozitivni trend. Naime, počeo se uređivati popriličan nered glede nelicenciranih računalnih programa koje rabe tvrtke u poslovanju. Hrvatske tvrtke sve su ozbiljnije počele shvaćati vrijednost računalnih programa kao imovine i ulagati u licencije, a o jednom takvom primjeru moglo se nedavno čitati u dnevnom tisku.
Glavni i odgovorni urednik
Damir Godec
Urednik za tehnologije
Branimir Barišić
Urednik za metale
Tomislav Staroveški

Tehnički urednik
Darko Švetak
Stručno vijeće časopisa
Izv. prof. dr. sc. Zlatan Car, Prof. dr. sc. Goran Cukor, Prof. dr. sc. Igor Duplančić, Vladimir Ferdelji, Ruđer Friganović, Mr. sc. Željko Goja, Prof. dr. sc. Bojan Jerbić, Doc. dr. sc. Lado Kranjčević, Prof. dr. sc. Dubravko Majetić, Mr. sc. Vlado Orešković, Ljiljana Pedišić, Mr. sc. Gordana Pehnec Pavlović, Mr. sc. Saša Sladić, Doc. dr. sc. Antun Stoić, Prof. dr. sc. Faruk Unkić, Doc. dr. sc. Saša Vlahinić, Damir Vranić, Prof. dr. sc. Roberto Žigulić
Matilda Bačelić, Liderpress

Hrvoje Mateljić, Liderpress
Igor Škevin
Prijevod
Matea Hotujac (SLO)
Mr. sc. Marina Manucci (ENG)
Mr. sc. Snježana Kereković (NJE)
Lektura
Ela Orešković-Požek (HR)
Idejno rješenje Saša Brunčič, Barbara Kodrun
Računalni prijelom časopisa
Darko Švetak s. p.,
Jan Lovše
Oblikovanje naslovnice i oglasa Barbara Kodrun s.p., Boštjan Čadej
PROFIDTP d.o.o.
Gospočak 58, 10000 Zagreb, Hrvatska
Adresa uredništva: PROFIDTP d.o.o. Časopis IRT3000
Gospočak 58, 10000 Zagreb, Hrvatska Tel: +385 (0)98 409 690
E-pošta: info@irt3000.hr
Tisak: MEDIAPRINT-TISKARA HRASTIĆ d.o.o. Naklada: 3.000 primjeraka Cijena: 30 kn/4 €/5 $. IRT3000 - inovacijerazvojtehnologije ISSN: 1846-5951
Copyright© IRT3000
Autorska prava za časopis IRT3000 vlasništvo su nakladnika, tvrtke PROFIDTP d.o.o. Dopušta se prijenos i umnožavanje sadržaja časopisa samo u informativne svrhe i isključivo uz izdavanje pisanog dopuštenja nakladnika.
Razgovarala: Matilda Bačelić, novinarka Lidera Foto: Končar-Elektroindustrija d.d.
U alatničarstvu kao globalnoj djelatnosti danas su jako niske cijene, velika je konkurencija, posebno zemalja s niskom cijenom rada (Azija, Indija), uz vrlo zabrinjavajući negativni trend nedostatka kvalitetne radne snage.
Cluster alatnica Republike Hrvatske u dvije godine postojanja profilirao se u vodeću instituciju domaćeg alatničarstva koja na jednome mjestu okuplja glavne tvrtke te artikulira zajedničke potrebe i planove cjelokupne branše. Klaster je fokusiran na četiri djelatnosti – promidžbu, obrazovanje, tržište nabave i tržište prodaje. Osnovan je kao udruga modelom odozdo prema gore, na inicijativu šest najvećih alatnica u Hrvatskoj (TEH-CUT d.o.o., SIGA International d.o.o., Đuro Đaković Alatnica d.o.o., Elektrokontakt d.d. i Alatnica Mihalec) vod vodstvom tvrtke Končar-Alati d.d. u srpnju 2006. godine. Ključne tržišne niše na koje se članice koncentriraju su automobilska industrija, kućanski aparati, informatička tehnologija i elektrotehnika, graditeljstvo te roba široke potrošnje. Na skupštini Clustera alatnica RH u svibnju donesena je odluka da se udruga preregistrira u trgovačko
društvo, odnosno da se osnuje Cluster proizvodnog strojarstva i alatničarstva RH. O tome i drugim planovima klastera razgovaramo s mr. sc. Vladom Oreškovićem, predsjednikom Upravnog vijeća i savjetnikom Uprave Končar-Elektroindustrije d.d.
Kakve je rezultate dosad postigao Cluster alatnica i koji su sljedeći koraci? Najviše smo napravili na promidžbi u zemlji i inozemstvu. Sudjelovali smo aktivno na tri međunarodna sajma (Njemačka, Austrija), BIAM-u (Zagreb), brojnim inozemnim i domaćim skupovima i savjetovanjima o klasterima, imamo svoju web-stranicu, prospekte itd. Sljedeći važni korak je tržište nabave. Svjesni smo da smo sve više skupi i da nam je konkurentnost niska i zato smo uložili velik napor na smanjenju ulaznih troškova proizvodnje. Na osnovi ukupnih količina potrošnje alatnih čelika i


standardnih dijelova za alate većine hrvatskih alatnica, uspostavili smo partnerske i ugovorne odnose s poznatim europskim proizvođačima alatnih čelika i ugradbenih dijelova: ThysenKrupp iz Austrije, Fibro iz Njemačke, Drei-s-werk i Kind & Co. iz Njemačke. Na temelju toga sinergijskog efekta postigli smo odlične uvjete sa stajališta cijena, rokova plaćanja, transportnih uvjeta i tehničke podrške. Njihov glavni partner u Hrvatskoj su Končar-Alati d.d., koji robu dalje isporučuje alatnicama. Na tržištu prodaje najviše smo napravili unutar sebe – međusobno si dijelimo poslove, zajednički se kandidiramo za veće projekte, a što do sada nije bila praksa. Zadnja, ali najvažnija je problematika obrazovanja i nedostatka kadrova.
Kako planirate dalje razvijati klaster? Koji su strateški ciljevi? Zaključili smo da se moramo transformirati tako što ćemo se preregistrirati u centar, odnosno klaster proizvodnog strojarstva i alatničarstva RH. I dalje razvijamo alatničarstvo, ali u funkciji novog proizvoda. Dakle, ne odustajemo od alatničarstva, posebno od proizvodnje za izvoz. Smatramo da je Ministarstvo gospodarstva, rada i poduzetništva prepoznalo u nama jednoga od budućih generatora razvoja metaloprerađivačke industrije te s optimizmom očekujemo da ćemo do kraja godine dobiti status nacionalnog klastera tako što ćemo se proširiti na druge tvrtke u metaloprerađivačkoj industriji i elektrotehnici.
Koji je osnovni cilj i zadaća klastera proizvodnog strojarstva i alatničarstva?
Glavni je cilj povećati konkurentnost. Planiramo to učiniti kroz tri strateška cilja – tehnološku modernizaciju, smanjenje troškova proizvodnje i unapređenje obrazovnog sustava. U centru proizvodnog strojarstva i alatničarstva imali bismo četiri djelatnosti: novi programi, proizvodi i usluge, razvoj tehnologija, alatničarstvo i obrazovanje.
Što podrazumijeva svaka od tih djelatnosti?
Na što ćete se koncentrirati?
Djelatnost, novi programi, proizvodi i uređaji podrazumijevaju maksimalno uključivanje domaće industrije na realizaciji projekata koje financiraju jedinice lokalne uprave i samouprave i za potrebe samog tržišta. To su, primjerice, projekti poput Crotrama, vjetrolelektrana, prigradskih vlakova koji će se raditi u Končaru, autobusa, nove žičare Sljeme, borbenih oklopnih vozila koje radi “Đuro Đaković” itd. U segmentu razvoja tehnologija koncentrirat ćemo se na nabavu i uslužnu kooperaciju modernih tehnologija koje nedostaju Hrvatskoj kao što su petoosni laser, PVD/ CVD površinske zaštite, mikrozavarivanje, plazma-nitriranje, robotika itd. Ideja je da
se preko pretpristupnih fondova EU i kroz partnere iz Zapadne Europe pokuša doći do takvih tehnologija koje bi bile smještene u centru proizvodnog strojarstva, a davale bi usluge i svoj ostaloj domaćoj industriji. Zasad, nažalost, moramo ići u Sloveniju, Austriju ili Njemačku, a što nam znatno povećava proizvodne troškove. Alatničarstvo (prototyping, simulacije, CAD/CAM usluge, reverzni inženjering) ostavili smo kao posebnu djelatnost jer je ono specifično i jer smo tu već napravili dosta velike iskorake. Zadnje, ali možda najvažnije je obrazovanje.
Koliko je ozbiljno stanje s neadekvatnim obrazovanjem kadrova?
Jedan od krucijalnih problema hrvatske industrije je kronični nedostatak kvalitetnih stručnih kadrova. Da bismo utvrdili uzroke i pronašli rješenje problema, prošle smo godine obavili razgovore s ravnateljima i voditeljima nastave u četiri srednjoškolska centra u Zagrebu. Te četiri škole godišnje obrazuju oko 250 učenika, jedan manji dio nastavlja dalje školovanje, a onaj drugi dio, nažalost, najviše se zapošljava po trgovačkim centrima. Glavni razlog tomu je neadekvatan obrazovni sustav školovanja. Učenici se ne obrazuju za profile koji trebaju industriji. Istovremeno škole raspolažu opremljenim kabinetima, posjeduju licence za tehničke softvere, raspolažu edukativnim strojevima (CNC-glodalice, CNC-tokarilice, roboti...), na kojima uče i na kojima stječu određena znanja, no najveći je propust neorganizirana praktična nastava, koja gotovo i ne postoji. U pravilu

ona je svedena na dobivanja potpisa, a da se praktična nastava uopće ne obavi. Zbog toga se industrija mora snalaziti na razna načine. No zabrinjava negativan trend da je sve manje učenika koji se uopće opredjeljuju za proizvodna zanimanja.
Na koji se način može riješiti problem nedostatka kvalificirane radne snage? Imate li kakve konkretne planove?
Taj problem nije samo problem industrije, to je problem na nacionalnoj razini. Žurno treba mijenjati obrazovni sustav. Budući da
Đuro Đaković Alatnica d.o.o.
Elektrokontakt d.d.
Kordun-Alati d.o.o.
Končar-Alati d.d.
SIGA-International d.o.o.
TEH-CUT d.o.o.
Filej d.o.o.
Ivaniš-Promet d.o.o.
Micron
Novi alati
PIB-Extra d.o.o.
Plastometal
T.Plast
su zakazale funkcije sustava, prisiljeni smo na alternativna, odnosno isprobana rješenja. Upravo traje akcija osnivanja edukacijskog centra hrvatske industrije na inicijativu WIFI Hrvatska, a po uzoru na austrijski i njemački sustav dualnog obrazovanja. Kako su to riješili Austrijanci? Austrijska gospodarska komora osnovala je 18 WIFI-jevih instituta za praktičnu obuku čija je isključiva zadaća poticaj razvoju gospodarstva. To su instituti koji obrazuju profile potrebne gospodarstvu dajući im prvenstveno praktičnu naobrazbu i nisu povezani sa školama i fakultetima. Dakle, tu se školuju nezaposleni, vrše prekvalifikacije, školuju radnici iz industrije te obavlja praktična nastava za srednje škole i fakultete. Nedavno smo bili u posjetu jednom takvom centru u Linzu i upoznali se
s njihovim načinom rada. Na 5 000 m2 nalaze se 152 učionice, kabineta i laboratorija za praktičnu obuku za potrebe metaloprerađivačke i elektroindustrije te ostalih obrtničkih zanimanja. Od 2 500 trenera koji rade samo u Gornjoj Austriji, 95 posto ih radi u proizvodnim tvrtkama, koji se nakon pedagoško-didaktične obuke osposobe za zanimanja trenera. Tu su zastupljene sve moderne tehnologije, počevši od pneumatike, hidraulike, automatike, robotike, CNC-tehnologija pa sve do frizerskih salona. Dakle, sve ono što treba industriji i obrtništvu.

Budući da nam taj oblik školovanja daje brza i kvalitetna rješenja, naš je plan da po principu javno-privatnog partnerstva u kojem bi sudjelovali Ministarstvo gospodarstva, Zagrebačka županija, Grad Zagreb i industrija, osnujemo jedan takav regionalni centar u kojemu bi znatan dio opreme i uređaja bio doniran od partnerskih WIFI-jevih centara iz Austrije i Njemačke. Edukacijski centar hrvatske industrije za usavršavanje, prekvalifikaciju, izobrazbu majstora te cjeloživotno učenje uz osnivanje istraživačkog centra za industriju bio bi namijenjen prvenstveno za metaloprerađivačku industriju, elektrotehniku i eventualno drvnu industriju. Nadam se da ćemo uz svesrdnu pomoć gđe Ivanke Springer, suvlasnice i direktorice WIFI Hrvatska, do ljeta imati konsenzus oko njegova osnivanja.
Često se kao primjer razvoja alatničarstva uzima Slovenija. Kakva je situacija sada u Hrvatskoj? Hrvatska nema tako razvijeno alatničarstvo kao Slovenija jer se slovenska Vlada odredila prema alatničarstvu i automobilskoj industriji kao strateškim gospodarskim granama. Slovenija ima 300-350 alatnica, gdje je pored alata jako razvijena i
proizvodnja dijelova za autoindustriju. Nažalost, u Hrvatskoj još nemamo razvijenu strategiju razvoja metaloprerađivačke industrije, a time ni autoindustrije, iako se na tome u najnovije vrijeme radi. Imamo ukupno oko 50 alatnica, od toga je 10-ak pravih alatnica koje rade za izvozna tržišta. Inače, Hrvatska radi sve vrste alata, od onih za obradu metala, tlačnog lijevanja aluminija i magnezija, injekcijskog prešanja plastike, do onih za izradu gumenih proizvoda, staklarsku industriju, alata za kovanje itd.
Kakva je struktura tvrtki u ovoj branši? Od ukupno 50-ak alatnica, 25 su obrti, 16 društva s ograničenom odgovornošću, a 6 dionička društva. Otprilike polovica proizvodi za domaće tržište, a druga polovica za izvoz. Ukupno zapošljavamo 1 182 radnika, uz ukupan godišnji prihod od oko 50 milijuna eura. Što se tiče veličine alatnica po broju zaposlenih, pola ih ima do 10 zaposlenih, 30 posto od 10 do 50 zaposlenih, a ostatak su velike alatnice.
Zašto se niste uključili u klastere Hrvatske udruge poslodavaca i Hrvatske gospodarske komore?
Organizacijski oblik klastera je moderan način poslovanja u svijetu. Kod nas je osnivanje klastera postalo pomodarstvo. Nažalost, nismo prepoznali svoje interese u pristupanju nacionalnim klasterima HUPa. Trećina osnovanih klastera u Hrvatskoj je propala, trećina životari, dok je trećina uspješna. Edukacija o filozofiji i ispravnom funkcioniranju klastera i financijska potpora koje pruža Ministarstvo gospodarstva, rada i poduzetništva, pravi su put k potpunom etabliranju dobro osmišljenih klastera. Smatramo da naš klaster slijedi tu filozofiju.
Što se postiglo posjetom Zastavi? Jesu li dosad sklopljeni kakvi poslovi?
Prije mjesec dana Fiat je postao 70-postotni vlasnik Crvene Zastave. Prema ugovoru se obvezuje uložiti 700 milijuna eura u dvije godine, a predviđena je proizvodnja 350 tisuća vozila godišnje počevši od 2010. godine. Biti će to velika prilika i izazov za regionalnu industriju, odnosno oko 20 000 kooperanata, a time i za hrvatske tvrtke. Zajedno s hrvatskom tvrtkom HD Auto, koja je njihov zastupnik za Hrvatsku, u sljedećih nekoliko tjedana očekujemo sastanak s talijanskom upravom u Kragujevcu o tome kako bi hrvatski dobavljači mogli participirati u tom ogromnom projektu.
Kako funkcionira klaster na operativnoj razini i kako se financirate?
Pogon u alatnici Končar-Alati d.d.
Klaster alatnica ima Upravno vijeće od devet članova, predstavnika najvažnijih alatnica u Hrvatskoj. Sjednice se održavaju nekoliko puta mjesečno, svaki put u drugoj alatnici. Sami se financiramo, Končar-
Alati d.d. besplatno su nam dali poslovni prostor, a snose i dio troškova poslovanja. Živimo od članarine, vlastitog rada, a prošle smo godine dobili potporu od Ministarstva gospodarstva, rada i poduzetništva za sufinanciranje nastupa na međunarodnim sajmovima i za operativni rad klastera. Moramo naglasiti da smo imali seriju sastanaka s Ministarstvom gospodarstva, rada i poduzetništva, posebno s gđom Zdenkom Mesić, koji su u nama prepoznali partnera i s kojima imamo odličnu suradnju. Zaposlili smo klaster-menadžera, a kada osnujemo trgovačko društvo, za početak ćemo imati nekoliko zaposlenika, s krajnjim ciljem zapošljavanja četiriju klaster-manadžera, za svako područje djelovanja po jednoga.
Kakav je daljnji plan razvoja alatničarstva putem ovog klastera? Planiramo se proširiti na čitavu Hrvatsku. Nas osam ili deset osnovat ćemo trgovačko društvo, ali ćemo i dalje imati velik broj članica klastera iz cijele Hrvatske koje su i dosad htjele ući u njega, ali nama nije bio bitan broj članica, nego sadržaj. Kroz ove smo se dvije godine profilirali i znamo kamo idemo. Trebamo, kao primjerice slovenski Cimos, uspostaviti blisku suradnju s fakultetima i institutima. Računamo na Fakultet strojarstva i brodogradnje u Zagrebu, Brodarski institut, Strojarski fakultet u Slavonskom Brodu i FESB Split.
Niske cijene na globalnoj razini i vrlo oštri uvjeti ugovaranja. Svi izvoznici, pa tako i alatničari, osjećaju posljedice niskog tečaja eura. Npr. Končar-Alati su prošle godine izvezli 72,6 posto alata u Europsku uniju. Osim toga, zaostajemo u tehnologiji i strojnom parku kojim raspolažemo. Općepoznata je stvar da je alatničarstvo najsloženija grana strojogradnje, svaki je alat za sebe umjetničko djelo koje traži veliku preciznost, pouzdanost i točnost. Prema tome, jedino boljom efikasnošću, nižim troškovima, suvremenom tehnologijom te kvalitetnim kadrovima možemo opstati na bespoštednom globalnom tržištu.
Na koji način domaća industrija može konkurirati Dalekom istoku? Globalizacija je proces koji su lansirale razvijene zapadne ekonomije radi još snažnijeg prodora na svjetska tržišta. Međutim, sadašnji oblik globalizacije može se vratiti kao bumerang, jer zemlje s jeftinom cijenom rada brzo uče, imaju jeftinu sirovinu, državne beneficije i stoga ne čudi trend stidljivog, ali sigurnog vraćanja proizvodnje na Zapad.


Radite li na još kakvim projektima? Poznato je da inovacije i informacije pokreću svijet. Dakle, da bi tvrtka bila što konkurentnija, da bi što brže donijela ispravnu odluku,
potrebne su joj pouzdane informacije. Stoga nije čudno što se na razini države radi na izradi baze tehnoloških mogućnosti Republike Hrvatske. Cilj je projekta napraviti bazu podataka iz koje će se vidjeti kolika je naša tehnološka konkurentnost, a trebao bi biti gotov do kraja godine. U tijeku je realizacija takvog projekta u društvima koncerna Končar. Ideja je da jednim klikom miša dobijete sve potrebne tehničko-tehnološke podatke za konkretno društvo: vrste i karakteristike strojeva, opreme i uređaja, proizvodne usluge koje pruža i koje daje, broj zaposlenika, raspoložive certifikate itd. Danas za metaloprerađivačku industriju i elektroindustriju ne postoji takva baza podataka.

Koliki je problem to što je velik broj velikih tvrtki u ovoj industriji još u državnom vlasništvu?
Privatizacija nije jedini problem uspješnosti poslovanja tvrtki u Hrvatskoj. I danas postoje državni holdinzi i tvrtke u državnom vlasništvu u Austriji, Italiji i SAD-u koji uspješno i profitabilno posluju. Izvozni proizvodni program, dobar menadžment, educiran i kvalitetan kadar te funkcioniranje pravne države i regularnost javnih natječaja bitniji su od oblika vlasništva u nekoj tvrtki. Ako funkcionira pravna država, i državni holding mora poslovati po istim pravilima kao i privatni. Dakle, privatizacija nema alternative, ali ne pod svaku cijenu. I stoga ona mora biti kvalitetna, ali kada se za to stvore uvjeti.

























Na 8. međunarodnom savjetovanju ljevača predstavljena su najnovija postignuća u tehnologiji ljevarstva i proizvodnji odljevaka te je organiziran okrugli stol s temom Ljevaonice i razvoj klastera u Republici Hrvatskoj
U Opatiji je od 5. do 7. lipnja 2008. godine održano 8. međunarodno savjetovanje ljevača. Konferencija se održavala u konferencijskoj dvorani Mimoza, koja pripada kompleksu Grand hotela Četiri opatijska cvijeta. Organizatori ovoga prestižnog savjetovanja ljevača bili su: Metalurški fakultet Sisak, Rio Tinto Iron & Titanium GmbH (Eschborn, Njemačka), Frank & Schulte in Austria GmbH (Beč, Austrija), Metalska industrija Varaždin d.d. i Elkem AS (Oslo, Norveška). Također, savjetovanje je organizirano uz potporu Ministarstva znanosti, obrazovanja i športa Republike Hrvatske, Akademije tehničkih znanosti Republike Hrvatske, Hrvatske gospodarske komore, Grada Siska, Sisačko-moslavačke županije, Mittel Europäische Giesserei Initiative i Sveučilišta u Zagrebu. Ovo je bilo do sada najposjećenije savjetovanje ljevača, na kojem je bilo prisutno oko 250 sudionika iz 17 zemalja.



Predstavljena su 63 znanstveno-stručna referata, od kojih 48 usmeno, a 15 u posterskoj sekciji. Cilj je ovog savjetovanja
bio predstaviti najnovija postignuća u proizvodnji odljevaka i organizirati međunarodni forum za razmjenu znanja i iskustava vezanih za tehnologiju lijevanja. Temat-
ski su pokriveni znanstveni, tehnološki i iskustveni aspekti u istraživanju, razvoju i realizaciji tehnologije lijevanja. Posebna pozornost bila je usmjerena prema konkurentnosti ljevaonica, zaštiti okoliša te svojstvima i primjeni odljevaka. Konferenciju su pozdravnim govorima otvorili predsjednik Organizacijskog odbora prof. dr. Faruk Unkić i predsjednik Programskog odbora, dekan Metalurškog fakulteta u Sisku prof. dr. Prosper Matković. Izvrsno odabrana uvodna pozvana predavanja započela su referatom o najranijim počecima ljevarstva i najranijoj europskoj serijskoj proizvodnji odljevaka, koji je održao prof. dr. Aleksandar Durman. O iznimnoj važnosti ovog savjetovanja govori i dolazak predsjednika Svjetskog udruženja ljevača prof. dr. Milana Horačeka s Tehničkog sveučilišta u Brnu. Prof. Horaček održao je predavanje o tradiciji, sadašnjem stanju i perspektivi ljevarske industrije. Predavači iz Rio Tinto Iron & Titanium predstavili su svoja istraživanja i novosti u svezi s napajanjem odljevaka od nodularnog lijeva i karbidnih grešaka u odljevcima od nodularnog lijeva. Elkemovi predavači prezentirali su teoriju
i primjere o grafitu Chunky u nodularnom lijevu te u suradnji s Kovis Livarnom iz Slovenije obradili optimizaciju cijepljenja nodularnog lijeva. Metalska industrija Varaždin upoznala je sudionike s opravdanosti zamjene duplex-postupka izrade nodularnog lijeva izradom nodularnog lijeva u srednjofrekventnoj peći u poduzeću MIV Varaždin. Ista je tvrtka prikazala postupak Tundisch u proizvodnji nodularnog lijeva. Metalurški fakultet Sisak predstavio je niz istraživanja vezanih za utjecaj povišenih temperatura na mikrostrukturu željeznih ljevova, skrućivanje i mikrostrukturne značajke legure AlSi10Mg, ispitivanje strukturne homogenosti aluminijske slitine EN AW-5083, kvantitativne metalografske analize sivih željeznih ljevova, izbor materijala kokile za proizvodnju klinkera aluminatnog cementa, ispitivanje tvrdoće i otpornosti na lom krhkih materijala. Također, istraživači Metalurškog fakulteta predstavili su i niz istraživanja vezanih za suradnju s drugim institucijama kao što su Commerciale Metals Company, Grad Sisak, INA d. d. i drugi. Neka od tih istraživanja su: mogućnosti primjene istrošenoga ljevarskog pijeska, zbrinjavanje otpada crne metalurgije i ispitivanja mogućnosti njegove uporabe te prilagodba procesa izgaranja u peći pri zamjeni goriva. Po referatima i posterima vrlo brojni i zapaženi bili su i predavači Prirodoslovno-tehničkog fakulteta u Ljubljani te predavači Fakulteta metalurgije iz Košica. Tijekom stanki sudionici Savjetovanja imali su priliku upoznati niz izlagača iz područja ljevarstva i metalurgije te se informirati o najnovijim proizvodima koje su prikazali. Također, organizatori savjetovanja vrlo su smisleno uklopili i komercijalne prezentacije koje su se sinergijski nastavljale na predavanja. Drugi dan savjetovanja, nakon svih održanih referata, priređena je mornarska večera, tako da su sudionici mogli bolje osjetiti i kulinarske čari Primorja u kojem su boravili tih dana.
Treći dan savjetovanja organiziran je okrugli stol s temom Ljevaonice i razvoj klastera u Republici Hrvatskoj. Gđa Tatjana Puškarić, prof., iz Sisačko-moslavačke županije otvorila je okrugli stol te naglasila važnost udruživanja ljevaonica u klastere. Kao uvodničari predavanja su održali: Gordan Krpanec, dipl. ing., iz Hrvatske udruge poslodavaca, Hrvatski klaster brodogradnje, Branko Mihalić, dipl. ing., iz Hrvatske udruge poslodavaca, Hrvatski automobilski klaster, Dalibor Pavičić, dipl. ing., iz Zavoda za ispitivanje kvalitete te Zoran Svetec, dipl. ing., također iz Zavoda za ispitivanje kvalitete. U diskusiji aktivno su sudjelovali Josip Martišković, dipl. ing., Ljevaonica Duga Resa, Vladimir Wagner, dipl. ing., Ljevaonica Dalit Daruvar, Smiljan Hren, dipl. ing., ljevaonica MIV Varaždin, Željko Vedriš, tvrtka Frank&Schulte, predstavništvo Rijeka te gospodin Dragan Popović, dipl. ing., iz Klastera metalaca sjeverne Hrvatske. Tijekom diskusije uočene su dvije razine problema s kojima se suočavaju ljevaonice u RH. Unatoč trenutačnoj popunjenosti kapaciteta, postoji realna zabrinutost za daljnji uspješan rad ljevaonica zbog rastućih cijena energenata i repromaterijala. Naglašen je monopolizam na tržištu uložnog materijala. Postavlja
se problem radne snage. Također su naglašeni problemi vezani za ekologiju. Nisu regulirana odlagališta ljevaoničkog otpada. Ne postoji zajednička regeneracija ljevaoničkog pijeska. Financijska sredstva za investiranje u ekologiju dosta su visoka. Sudionici su se složili da bi se navedeni problemi trebali rješavati u sklopu Hrvatske gospodarske komore.
Druga razina problema je udruživanje u klastere. Ljevaonice su svjesne da u globalnoj konkurenciji nastupajući pojedinačno imaju male šanse za opstanak. U organizacijskom smislu probleme treba rješavati putem Hrvatske gospodarske komore i Hrvatske udruge poslodavaca. Na poduzetnicima, odnosno menadžerima pojedinih ljevaonica ostaje da nađu svoje mjesto na tržištu kroz sofisticirani proizvod udruživanjem u odgovarajuće klastere.
Zahvaljujući izvrsnoj organizaciji i kvaliteti savjetovanja iskazan je velik interes za ponovno okupljanje na 9. savjetovanju ljevača u Opatiji u lipnju 2009. godine.
Doc. dr. sc. Branimir Barišić, Tehnički fakultet Rijeka



Na Tehničkom fakultetu u Rijeci 5. lipnja 2008. predstavljena je nova usluga IT akademije Sveučilišta u Rijeci pod nazivom »Rijeka Academic Download« (RAD). Riječ je o sustavu za besplatno online preuzimanje licenciranoga Microsoftova softvera koji je prvi put u Hrvatskoj dostupan svim studentima i zaposlenicima jednog sveučilišta korištenjem standardnoga elektroničkog identiteta: AAI@EduHr. Softver koji se preuzme sa sustava identičan je kupovnom softveru, uz ograničenje da se ne smije koristiti u komercijalne svrhe.
Okupljene studente i zaposlenike pozdravili su u ime Sveučilišta prorektor prof. dr. sc. Pero Lučin, a u ime domaćina dekan Tehničkog fakulteta prof. dr. sc. Tonči Mikac i voditeljica IT akademije doc. dr. sc. Marta Žuvić-Butorac. Potom je slijedila demonstracija rada sustava koju su izveli suradnici IT akademije i autori sustava: asistent Zoran Nebić i Microsoftov student partner Ivan Roje.
Sustav RAD dostupan je preko adrese http://rad.uniri.hr, a u dva tjedna postojanja sakupio je znatan broj korisnika i instalacija dostupnog softvera.
Iako su ekonomski izgledi za nove članice Europske unije i Hrvatsku za ovu godinu općenito pozitivni, treba očekivati usporavanje stopa gospodarskog rasta i više stope inflacije u odnosu na prethodne godine, pokazuje danas predstavljeno “Redovno ekonomsko izvješće EU8 + 2 + Hrvatska” Svjetske banke.
Tako su prognoze Svjetske banke o stopi rasta hrvatskog gospodarstva u ovoj godini revidirane sa 4,9 na 4,5 posto, dok se inflacija očekuje na razini od oko 6 posto, rekla je predstavljanju izvješća glavna ekonomistica Svjetske banke za Hrvatsku Sanja Mađarević Šujster, istaknuvši pritom kako je i tako snižena, stopa rasta od 4,5 posto još uvijek značajna.
Prema izvješću Svjetske banke, usporavanje gospodarskog rasta u eurozoni, kao posljedica financijske krize u SAD-u, ‘prelilo’ se dijelom i na zemlje regije, koje velikim dijelom ‘posluju’ s europskim zemljama.
No, pozitivno je da je taj rizik ograničen specifičnostima zemalja u regiji, poput
činjenice da banke u regiji zbog konzervativnije politike poslovanja nisu bile jače izložene financijskoj krizi ili da je rast u tim zemljama uglavnom generiran domaćom, a ne izvoznom potražnjom.
U Hrvatskoj su također na vrijeme ‘aktivirane’ restriktivne mjere monetarne politike, koje su već doprinijele usporavanju kreditnog zaduživanja.
To su i razlozi zbog kojih i ‘najcrnji scenarij’, tehničke recesije u SAD-u, ne bi trebao značajnije negativno utjecati na gospodarstvo regije, pa tako i Hrvatsku, izuzev primjerice smanjenja financijskih kretanja u regiji ili već prognoziranog usporavanja gospodarskog rasta, ocjenjuju u Svjetskoj banci.
S druge strane, inflacija potaknuta rastom cijena hrane i nafte raste u svim europskim zemljama, pa tako i zemljama regije, a mjere koje su vlasti tih zemalja poduzele za sada nemaju značajniji učinak.
Monetarne vlasti regije pritom postupno ostaju bez instrumenata kojima bi utjecale na inflaciju, posebice u uvjetima uglavnom fiksne tečajne politike, pa će se u borbi protiv inflatornih pritisaka morati aktivnije koristiti fiskalni alati.
Primjer za to su smanjenje javne potrošnje, koja bi ostavila prostora za porezno rasterećenje gospodarstva, smanjenje komunalnih naknada ili kontrola cijena energenata, drže u Svjetskoj banci.
U prostorima Fakulteta strojarstva i brodogradnje Sveučilišta u Zagrebu u subotu 10. svibnja 2008. godine održana je osma po redu izložba inovacija mladih inovatora. To je najveća izložba inovacija mladih u RH, koja redovito od 2001. godine okuplja sva dostignuća mladih zagrebačkih inovatora učenika osnovnih i srednjih škola te fakulteta uz goste iz cijele Hrvatske i prijatelje iz susjednih zemalja primjerice iz R. Slovenije te Bosne i Hercegovine. Ovogodišnja izložba INOVA-MLADI okupila je 320 sudionika koji su predstavili 195 inovacija što je najviše u dosadašnjem tijeku održavanja izložbe. Ljiljana Pedišić
Mladi inovatori su prikazali kreativne sposobnosti nastale u nastavnom programu ili izvannastavnim aktivnostima u školama, udrugama i klubovima mladih inovatora ili tehničara, na fakultetima ili u slobodnom vremenu. To su uglavnom inovacije u tehničkim predmetima, ali i novosti iz svih ostalih programa. Najčešći su izlošci radovi učenika stručnih škola strojarskog i elektro usmjerenja, ali i dostignuća učenika gimnazija i ekonomskih škola. Prikazane su solarnom energijom napajane naprave, elektronski vođene konstrukcije kao što su obradni centri, garažni prostori, prometnice i roboti, zatim iskorištavanje alternativnih energija, rješavanje različiti nedostataka matematičkim modelima i dr. Na primjeru inovacije “e-INOVATOR” Tomislava Marjanovića studenta Fakulteta elektrotehnike i računarstva Nenad Travar iz Privatne srednje ekonomske škole Katarina Zrinski razradio je Marketing plan od vizije poduzetničke ideje inovacije, preko troškova, strategije marketinga do osvajanja tržišta.
Inovacije su ocjenjivane u više kategorija a to su inovacije iz osnovnih škola, srednjih škola, studenata i gostiju zatim kategorija maturalnih i završnih stručnih radova te inovacije u software-u. Naime, značajan ra-
zvitak informacijske tehnologije omogućio je nastanak velikog broja inovacija u software-u tako da je od ove godine uvedena ova kategorija uz potporu vodećih informatičkih tvrtki u Hrvatskoj. To su Microsoft i Algebra koji su, osim kroz sudjelovanje u prosudbenoj komisiji, dodijelili posebne nagrade najboljima ali i odgovarajuće svim izlagačima i mentorima.
Glavni organizator je Savez inovatora Zagreba, suorganizatori su Fakultet strojarstva i brodogradnje, Udruga inovatora fakulteta strojarstva i brodogradnje, Savez pedagoga tehničke kulture Zagreba a potporu izložbi je omogućio Grad Zagreb, Gradski ured za obrazovanje i Šport, Gradski ured za gospodarsrvo, Gradski ured za zdravstvo, rad i socijalnu zaštitu i branitelje. Uz svečano otvaranje postava izložbe, rada ocjenjivačkih povjerenstava, Microsoft-ova predavanja i predstavljanja pojedinih projekata, dodijeljena su priznanja za sudjelovanje svim inovatorima, mentorima, školama i drugim sudionicima ove izložbe.
Na posebnoj svečanosti, također na FSB-u, dodijeljene su mnogobrojne nagrade. Osim zlatnih, srebrnih i brončanih medalja podijeljene su 23 posebne nagrade od kojih valja istaknuti novčane nagrade, sudjelovanja na međunarodnim izložbama, sponzorske nagrade te izlete i ljetovanja u suradnji s Hrvatskim hostelskim i ferijalnim savezom.
Veliku nagradu INOVA-MLADI 2008 i veliki prijelazni pehar dobio je projekt SIGMA voditelja Tomislava Marjanovića studenta Fakulteta elektrotehnike i računarstva (FER)


s ukupno 11 radova. Veliko postignuće inovatora s FER-a Kluba tehničke kulture, inovatorstva i poduzetništva mladih “SIGMA” je posebna nagrada za najbolji ukupni dojam.
Najbolje škole su OŠ Antuna Mihanovića, te srednja I. tehnička škola Tesla. Dodijeljene su i nagrade u vidu besplatnog nastupa na izložbama u RH i inozemstvu a to su: nacionalna izložba inovacija Kastav, 18 inovacija, «Budi uzor» Osijek, 16 inovacija, te međunarodnim ARHIMED Moskva, INPEX Pittsburgh i BIS London. Nagradu nastupa na ARHIMEDu dobili su Bruno Laktić OŠ Matije Gupca za Robot na solarni pogon i Damir Vuljaj I. tehnička škola Tesla za Pokretnu stubu. Nastup na INPEX-u dobio je Davor Gusić Klub mladih inovatora Ruđer iz Tehničke škole Ruđera Boškovića za inovaciju HELP alarmpomoć za nepokretne i teško pokretne osobe u invalidskim kolicima, mentora Ognjena Čučkovića. U Londonu će Tea Krstanović, Ana Požgajec i Tomislav Marjanović iz Kluba tehničke kulture, inovatorstva i poduzetništva mladih “SIGMA”, FER, predstaviti projekt Iskorištenost i iskoristivost Teslinih izuma u elektroenergetskom gospodarstvu.

Već tradicionalne novčane nagrade Gradskog ureda za gospodarstvo grada Zagreba i Tehnološkog parka Zagreb d.o.o. dodijeljene su najboljim mladim inovatorima i njihovim mentorima u iznosu od 2 000, 3 000 i 4 000 kuna.
Privatna srednja ekonomska škola Katarina Zrinski dodijelila je nagradu-poklon bon za tečaj brzog čitanja POWERREADING COURSE koji će se održati na Akademiji Petar Zrinski mladom inovatoru Zvonimiru Šafranu iz Kluba mladih tehničara Dubrava za inovaciju Univerzalni pročistač vode.

Jedna od najinteresantnijih nagrada za mlade inovatore svakako je izravni upis na fakultet a koji dodjeljuje Fakultet strojarstva i brodogradnje temeljenog na vrijednosti i
uspjehu inovacije. Prosudbeno pojerenstvo je predložilo nekoliko kandidata a odlučit će se naknadno.
Svi dobitnici zlatnih medalja plasirali su se na 33. Hrvatski salon inovacija s međunarodnim sudjelovanjem INOVA 2008 koja će se održati u Čakovcu od 6. do 9. studenog.
Detaljna izvješća sa izložbe INOVAMLADI 2008 mogu se pogledati na adresi www.savez-inovatora-zagreba.hr
Robotska vozila i komora za pločice






















Od akademske godine 2003./2004. Fakultet strojarstva i brodogradnje Sveučilišta u Zagrebu izvodi zajedničku nastavu kolegija “European Global Product Realization” (E-GPR) s vodećim europskim sveučilištima: TU Delft, ETHom iz Lausanne, Strojarskim fakultetom iz Ljubljane i Londonskim gradskim sveučilištem. Seminar organizira i provodi Katedra za konstruiranje i razvoj proizvoda (www.cadlab.fsb.hr). Cilj je ovoga međunarodnog seminara stjecanje znanja o proizvodima namijenjenima globalnom tržištu te razvoj i realizacija takvih proizvoda u distribuiranom timskom radu. Nastavni program seminara E-GPR obuhvaća zajedničko održavanje nastave i zajednički rad na studentskim projektima. Nastava se za sve centre koji sudjeluju u radu održava istodobno putem videokonferencijske veze. U Zagrebu se u te svrhe koristi sustav Polycom, koji je CARNet postavio u telekonferencijskoj (TCR) učionici fakulteta.

Tijekom seminara studenti stječu znanje i iskustvo u radu s timovima u virtualnom okružju te su uključeni u rješavanje stvarnih konstrukcijskih problema proizašlih iz industrije. Svake je godine jedan od navedenih sveučilišnih centara “domaćin” seminara u smislu da u svojoj zemlji pronalazi tvrtku partnera.
Tvrtka partner predlaže razvojni zadatak iz svojega proizvodnog programa. Pri tome treba dati studentima osnovne karakteristike proizvoda koji trebaju razviti te potrebnu pomoć i konzultacije tijekom semestra. Cilj je razvojnog projekta izrada funkcionalnog prototipa proizvoda na kraju seminara. Stoga je studentima ograničen budžet kojim raspolažu za kupnju standardnih dijelova te komponenata i poluproizvoda kojima će se koristiti, kao i za ostale troš-
kove izrade prototipa. Proteklih je godina uobičajeno bilo sastavljeno pet studentskih timova koji svaki za sebe razvijaju svoju varijantu prototipa. Svaki tim vodi po jedan nastavnik s nekoga od pet sveučilišta. Nastavničko-organizacijski tim s Fakulteta strojarstva i brodogradnje vodi prof. dr. sc. Dorian Marjanović uz pomoć doc. dr. sc. Nevena Pavkovića te Tina Stankovića, dipl. ing., kao jednoga od voditelja timova. Nastava se održava na engleskom jeziku.
Ovogodišnji je projektni zadatak bio razvoj prototipa energetski nezavisne mobilne ekološke kuće. Projekt je proveden u suradnji s tvrtkom “Tehnix” iz Donjeg Kraljevca. Proizvodni program tvrtke “Tehnix” obuhvaća različite uređaje i postrojenja za zbrinjavanje otpada i pročišćavanje otpadnih voda te kontejnere različitih izvedaba
2004. De Vlamboog B.V., Nizozemska, maska za zavarivanje s kamerom, uređaj za dobavu i filtriranje zraka za zavarivača 2005. Avidor, Švicarska, uređaj za prskanje vinograda s ugrađenom “microspraying” tehnologijom 2006. NIKO, Slovenija, uređaj za transport tereta do 300 kg uza stube 2007. Kesslers International, London, razvoj tehnološki naprednih POP (“point of purchase”) zaslona
i namjena. Stoga je koncept energetski nezavisne mobilne ekološke kuće izveden na bazi standardnog proizvoda tvrtke “Teh-
nix”. Studentski timovi razvijali su koncepte sustava opskrbe energijom iz alternativnih izvora (solarni kolektori, vjetroturbine) te dizajn interijera. Na temelju studentskih prijedloga i rješenja tvrtka “Tehnix” izradila je prototip mobilne ekološke kuće koja je potpuno energetski nezavisna, tj. nije joj


Sudjelovalo je oko 50 studenata i 12 nastavnika sa svih pet sveučilišta. Timovi studenata i nastavnika koji su do tada komunicirali samo videokonferencijskom vezom sada su radili “uživo”, zajedno na dovršenju projekta. Pri tome je testiran prototip energetskog sustava kuće u ra-
potreban nikakav priključak na električnu mrežu. Kuća također ima i sustave sakupljanja kišnice i pročišćavanja otpadnih voda. Završni tjedan seminara E-GPR održan je u pogonima tvrtke “Tehnix” u Donjem Kraljevcu.
zličitim uvjetima, a studenti su također dovršavali tehničku dokumentaciju. Na kraju seminara svaki međunarodni tim prezentira uz diskusije svoje koncepte i rješenja. Na završetku radionice u petak, 6. lipnja, studenti su prikazali rezultate rada na izložbi postera na Fakultetu strojarstva i brodogradnje Sveučilišta u Zagrebu. Završne prezentacije studenata također su se prenosile telekonferencijskim sustavom.
Sumitomo je predstavio novi GWB sustav za urezivanje utora i odrezivanje, za obradu kaljenih čelika. Sustav je sastavljen iz GWB držača i CGA pločice. Pločica je dvostruko, tangencijalno stegnuta na držač čime se osigurava krutost prilikom obrade. Kvaliteta pločica BN250 je namijenjena za neprekinuti rez, a nova kvaliteta BNC30G, za malo do srednje prekinut rez. Pri prekinutom rezu preporučuje se obrada bez polijevanja.

Detaljniji prikaz prethodnih E-GPR seminara može

pogledati na internetskoj

Tvrtka ISCAR Ltd., članica IMC grupe, u organizaciji tvrtke ISCAR ALATI d.o.o. 19. lipnja u hotelu Sheraton Zagreb predstavila je novu generaciju reznih alata iz serije SUMOLINE 3P. Prezentaciju je održao gospodin Jacob Harpaz, izvršni direktor i predsjednik IMC grupe, a pozivu se odazvao velik broj stručnjaka i tehnologa iz područja strojne obrade. Ne štedeći vremena ni truda, gosp. Harpaz posjetiteljima je pružio detaljan uvid u mnoštvo tehnoloških inovacija u novoj generaciji Iscarovih alata.

Seminar je otvorio gosp. Franjo Petreković, direktor tvrtke ISCAR ALATI d.o.o., koji je, izrazivši dobrodošlicu, riječ prepustio gosp. Harpazu. Povijest tvrtke i njezin put do drugoga po veličini proizvođača reznih alata u svijetu ukratko su prikazani u uvodnom dijelu. Slijedilo je predstavljanje novih reznih pločica kvalitete SUMO TEC, kao i cijelog niza alata za tokarenje (SUMO TURN), tokarenje utora i odrezivanje (SUMO GRIP), bušenje (SUMO DRILL) te glodanje (SUMO MILL).

Geometrija i kvalitete reznih oštrica predstavljenih alata većinom su prilagođene velikim brzinama rezanja, a povećana im je i trajnost. No valja naglasiti kako trajnost nije povećana radi produljenja životnog vijeka alata, već kako bi se uz pojačane režime obrade povećala proizvodnost. Naime, budući da udio alata u cijeni proizvoda kod serijske proizvodnje iznosi samo 3%, produljenom trajnošću uz konvencionalne režime obrade ne bi se znatno moglo utjecati na cijenu proizvoda. Stoga su ovi alati primarno usmjereni poveća-
kako bi se na taj način znatnije moglo utjecati na cijenu proizvoda.
Jedna od tema seminara bila je i gospodarenje alatima. Pravodobnu opskrbu kupca potrebnim alatima omogućuje predstavljeni ormar za alate MATRIX Series 4. Ugrađeno upravljačko računalo MATRIXA može se umrežiti s dobavljačem i na taj način osigurati praćenje potrošnje alata, a time i pravodobnu opskrbu. Također je predstavljen novi partnerski model poslovanja, gdje ISCAR, kao dobavljač alata, sudjeluje u cijeni konačnog proizvoda preuzimajući u cijelosti na sebe gospodarenje alatima.
Seminar je završen prigodnim druženjem, prilikom kojega su posjetitelji uz izvrstan prijam i dobru kapljicu mogli razmijeniti iskustva.




Od 22. do 26. travnja na Zagrebačkom velesajmu održane su usporedno četiri specijalizirane priredbe: TEGRA, OBRTNIŠTVO, BIAM i ZAVARIVANJE. Već na otvorenju navedenih priredaba državna tajnica Ministarstva gospodarstva, rada i poduzetništva Tajana Kesić Šapić istaknula je nužnost pripremanja obrtnika i poduzetnika za izazove koji ih očekuju ulaskom Hrvatske u Europsku uniju. Pri tome je važno jačanje njihove konkurentnosti usvajanjem i primjenom novih tehnologija, ali i unaprjeđenjem strukovnog obrazovanja. Hrvatska je usmjerena na poticanje inovativnoga i konkurentnoga gospodarstva, izvoz je imperativ, a obrtnici i tvrtke o tome trebaju razmišljati od svoga osnutka. Činjenica je da više od 95 % gospodarstva Republike Hrvatske čini obrtništvo te malo i srednje poduzetništvo. Zbog toga vlasti već poduzimaju, a i ubuduće će poduzimati, napore za poticanje razvoja obrtništva i tvrtki.

Priredio: Dr. sc. Damir Godec Foto: Dr. sc. Damir Godec
Na bijenalnoj izložbi BIAM, koja je održana zajedno s priredbom ZAVARIVANJE (u paviljonima 7, 7a, 8, 8a i 9), ove je godine izlagalo 430 izlagača, što govori o velikom zanimanju tvrtki koje proizvode i prodaju strojeve, alat, opremu, računalne programe i usluge za potrebe metaloprerađivačke industrije i prerade nemetala. U nastavku slijedi opis dijela najzanimljivije izložene opreme.
Oprema za obradu/preoblikovanje metala
Već na prvi pogled na paviljone 7 i 7a, jasno je kako su se ove godine na priredbi BIAM izlagači doista potrudili posjetiteljima predstaviti sve novosti iz svojih programa, koje ne znače samo novosti na ovim prostorima nego je riječ i o svjetskim novitetima.
Ulaskom u paviljon 7a uočava se dominacija u tom dijelu izložbenog prostora tvrtke
TEXIMP. Ona se ove godine odlučila predstaviti u najboljem mogućem svjetlu. Bila je najveći ovogodišnji pojedinačni izlagač na BIAM-u, a uz to je i nagrađena priznanjem i kristalnom skulpturom za najvišu razinu nastupa. Uz obradne centre tvrtke HAAS i NAKAMURA-TOME, tvrtka TEXIMP prvi je put na našem tržištu predstavila visokosofisticirani stroj FINN POWER E5 COMPACT EXPRESS. Riječ je o potpuno novoj generaciji strojeva za izrezivanje, probijanje, savijanje i oblikovanje, pri čemu se ostvaruju visoke brzine, a pogon je prvi put servoelektrični. Time je omogućena, u usporedbi s hidrauličnim pogonima, veća ušteda energije, brži rad, visoka preciznost i ponovljivost. Uz navedene programe obradnih centara i strojeva, tvrtka TEXIMP iskoristila je priliku da ponovno javnosti predstavi mjernu ruku FARO, koja velikom brzinom osvaja tržište i pronalazi
nove primjene. Usto, tvrtka TEXIMP zastupa i strojeve i obradne centre proizvođača TORNOS i MATSUURA te računalni CAM program za NC programiranje strojeva i obradnih centara ESPRIT.
U paviljonu 7 moglo se vidjeti gotovo sve što se nudi s područja metaloprerađivačke industrije: od obradnih centara, tokarilica, strojeva za erodiranje do strojeva za obradu limova.
Tvrtka MATROBY izložila je široku paletu proizvoda koje zastupa: glodalice MIKRON i vrhunske strojeve za elektroeroziju tvrtke AGIECHARMILLES, mjernu opremu renomiranog proizvođača ZEISS i SYSTEM 3R, a novost je stroj za rezanje laserom BYVENTION proizvođača BYSTRONIC. Riječ je o modelu 3015, koji je najmanji stroj u toj kategoriji, a obilježava ga neko-

liko prednosti pred konkurencijom. Ponajprije se ističe kratak rok obučavanja za rad na stroju, kompaktna konstrukcija i inovativni sustav dobave materijala u zonu obrade. Stroj je ujedno dobitnik prestižne nagrade FROST & SULLIVAN 2007 za najinovativniji proizvod.
Tvrtka PAVUŠIN, iako zastupa brojne principale s područja obrade metala (uglavnom za obradu limova), na BIAM-u je odlučila prikazati nove proizvode svoga najjačeg dobavljača – tvrtke TRUMPF, jednoga od vodećih proizvođača opreme za obradu limova. Pri tome su središnje mjesto imali probijačica TRUPUNCH 1000, stroj za savijanje limova TRUBEND 3066 te stroj za lasersko zavarivanje.
Strojeve za područje obrade limova javnosti je izložila i tvrtka INDEL USLUGE, koja također zastupa nekoliko renomiranih proizvođača s tog područja. Tvrtka LVD proizvodi preše, štance i laserske sustave za obradu limova, tvrtka ARKU proizvodi strojeve namijenjene ravnanju, odmatanju i rezanju limova, a tvrtka TENSOL pripada vodećim proizvođačima savijačica limova. Od opreme koja se rabi pri preoblikovanju

i obradi limova, zastupaju proizvode tvrtki

FIESSLER (laserska zaštita alata), SOITAAB (plinski, plazmeni i vodeni rezači) i FINKEN (vakuumski podizači).
Na jednom od većih izložbenih prostora u paviljonu 7 izlagale su zajednički i tvrtke
BTS i BTS KOTHENNYA. Popis strojeva, alata i opreme koje zastupaju te dvije tvrtke doista je dugačak, no valja istaknuti KAWA-

SAKI ROBOTS (roboti), DOOSAN (obradni centri), MORI SEIKI (obradni centri), SODIC (strojevi za elektroeroziju) te alate i opremu velikog broja proizvođača.




Tvrtka koja se na BIAM-u također predstavila širokom paletom proizvoda, tj. strojeva za metaloprerađivačku industriju je VERTIGO - PRECIZA CNC TRADE, koja zastupa proizvode renomiranih proizvođača kao što su OKUMA, FANUC, HWACHEON, ZIMMER&KREIM, WOLLSCHLAEGER i PRIMATEC. Uz navedene strojeve tvrtka je predstavila i rješenje manipulatora za rukovanje obradcima, koje je proizvod domaćeg znanja.
Kada se spominje “domaće znanje”, njega su predstavile dvije tvrtke koje su izlagale na dva susjedna izložbena prostora, a dolaze iz istoga grada – Zadra. Riječ je o tvrtkama HSTEC i SAS STROJOGRADNJA. Tvrtka HSTEC predstavila je fleksibilnu robotsku ruku SCARA za potrebe manipulacije obratcima i posluživanja CNC obradnih centara. Na BIAM-u je izložen prototip robotske ruke razvijen u suradnji s Fakultetom strojarstva i brodogradnje u Zagrebu u sklopu tehnologijskog projekta uz potporu Ministarstva znanosti, obrazovanja i športa. Riječ je o “svijetlom primjeru” suradnje
privrednih subjekata i znanstvene zajednice na razvoju inovativnih proizvoda. Bez njih, daljnji razvoj je nemoguć. A tvrtka HSTEC već se dokazala na međunarodnom planu kao subjekt koji ima što pokazati.
Tvrtka SAS STROJOGRADNJA u suradnji sa slovenskom tvrtkom RIKO također je izložila proizvod vlastita razvoja i rada, HSM horizontalni obradni centar SASTCF 2.6. Riječ je o obradnom centru gabarita radnog stola 1000 x 800 x 800 mm, čije vreteno u jednoj od izvedaba postiže frekvenciju vrtnje od 18 000 s-1. Obradni centar omogućuje prihvat do 180 različitih alata maksimalnih promjera 315 mm i duljine do 550 mm. Visoka brzina izmjene alata (do 3,5 s), visoke osne brzine (40 m/ min) i ubrzanja (3 m/s2) jamče minimalna neproduktivna vremena tijekom procesa obrade. Općenito, ovi obradni centri namijenjeni su serijskoj proizvodnji srednje velikih i velikih obradaka.
Jedan od dojmljivijih izložbenih prostora u paviljonu 7 imala je i tvrtka STROJOTEHNIKA, koja trajno povećava broj izloženih strojeva i veličinu izložbenog prostora. Tvrtka je zastupnik za Hrvatsku i Bosnu i Hercegovinu za proizvode tvrtki HURCO, HELLER, MONFORTS (strojevi), INNOTOOL, SARTORIUS (alati) i SOLIDWORKS-SOLIDCAM (programski paketi). Na BIAM-u su predstavljena dva HURCOVA obradna centra s novim WINMAX programskim sučeljem (modeli VMX24 i VM1) te HURCOVA tokarilica TM8 s novim VDI40 prihvatom na revolveru, čime je omogućeno da HURCOVE tokarilice dobiju i os c Iz programa MONFORTS prikazan je stroj RNC400, s posebnim prihvatom za obratke. Tijekom priredbe demonstrirana je obrada kaljenog obratka tvrdoće 62 HRC. Obradni centar H1000 novost je u programu tvrtke HELLER. Posebnost je nove generacije u tome što ih nije potrebno pričvršćivati za podlogu.














Konačno, u paviljonu 7 ove se godine na BIAM-u predstavio i klaster alatnica Republike Hrvatske koji okuplja trenutačno 28 alatnica. Klaster je 2006. godine osnovalo osam vodećih alatnica u Hrvatskoj: ALATI BREZJE, ALATNICA MIHALEC, ĐURO ĐAKOVIĆ ALATNICA, ELEKTROKONTAKT, KORDUN-ALATI, KONČAR-ALATI, SIGA-INTERNATIONAL i TEH-CUT. U nepune dvije godine rada klastera osnivačima se pridružilo još 20 tvrtki koje su prihvatile taj model udruživanja radi što veće konkurentnosti na tržištu. Osnivanje klastera potpomoglo je i Ministarstvo gospodarstva, rada i poduzetništva RH te Fakultet strojarstva i brodogradnje Sveučilišta u Zagrebu. Alatnice udružene u klaster kvalificirane su za pružanje kvalitetnih usluga na području izrade alata za oblikovanje limova, tlačni i gravitacijski lijev te izradu kalupa i alata za preradu polimera (prije svega kalupi za injekcijsko prešanje, izravno prešanje, puhanje i toplo oblikovanje).
ju alate za metaloprerađivačku industriju. Međutim, prije njih valja izdvojiti tvrtku MRAZELEKTRONIK, koja je u tom paviljonu predstavila obradni centar EMCOMILL 600 i EMCO CONCEPT TURN 250. Značajka je tih EMCOVIH strojeva visoka fleksibilnost s obzirom na uporabu upravljačkih jedinica. To znači da je pri korištenju tih strojeva moguće vrlo jednostavno i brzo promijeniti upravljački dio stroja (primjerice Siemensovo ili Fanucovo upravljanje). U tvrtki EMCO posebno ističu novu jedinicu EMCO DSE 25 s okretnim stolom, koja omogućuje 5-osnu obradu, odnosno obradu vrlo komplicirane geometrije obratka u samo jednom stezanju. Naveden je primjer integracije te jedinice s obradnim centrom EMCO CONCEPT MILL 155, koji čine idealno rješenje za područja od izrade nakita do izrade prototipnih izradaka i kalupa.



Od tvrtki koje su na BIAM-u izlagale rezne alate moguće je spomenuti (uz već navedenu tvrtku STROJOTEHNIKA) tvrtke PFEIFER-TTI (zastupnik za alate KORLOY, CARMEX, M.A. FORD, IZAR, YAMAWA i ARNTZ), OKRET (zastupnik za alate WALTER) te ISCAR ALATI. Tvrtka ISCAR ALATI na BIAM-u je ponovno izdvojila novosti iz serije SUMOLINE 3P. Ponajprije se tu govori o prevlakama alata 3P SUMO TEC. Kvalitetu SUMO TEC karakterizira poseban postupak nanošenja završnog sloja prevlake, što osigurava pouzdanost i trajnost alata. Novi postupak prevlačenja poboljšava žilavost i postojanost na trošenje alata, smanjuje trenje i nastajanje naljepka na oštrici alata, čime se bitno produljuje vijek alata. Alate kvalitete 3P SUMO TEC moguće je prepoznati po zlatnoj boji na boku pločice. Cijeli niz novih proizvoda
Paviljon 8 bio je mješovit s obzirom na sudionike sajmova BIAM i ZAVARIVANJE.
Pri tome je ipak prednjačila oprema za zavarivanje, gdje valja istaknuti tvrtku MOTOMAN ROBOTEC, koja je predstavila tandem s dva robota za zavarivanje.
U paviljonu 8a većinu izložbenog prostora zauzele su tvrtke koje proizvode i proda-

iz ISCAROVE palete izrađen je u kvaliteti SUMO TEC. Moguće je istaknuti HELIDO liniju vretenastih glodala i čeonih glodala s dvostranim pločicama koje omogućuju glodanje pod kutom od 45° (promjera 25 do 125 mm). Riječ je o pločicama s helikoidnim reznim oštricama i pozitivnim stražnjim kutom, a moguće je postići vrlo finu površinu i na strojevima manje snage. Kao novost izdvojena je i linija glodala od punoga tvrdog metala (promjera 6 do 20 mm) i glave za glodanje MULTI MASTER (promjera 8 do 20 mm). Nova glodala omogućuju veći volumen odvojenog materijala te eliminiraju vibracije. Uz te alate posebno su predstavljene tangencijalno stegnute jednostrane pločice za odrezivanje linije TANG-GRIP.
Uz alate, tvrtka ISCAR ALATI predstavila je i novi prijenosni sustav (ormar) za alate MATRIX Series 4, s MATRIX-TM bazom podataka za vođenje alata u MATRIX ladicama. Riječ je o modularnom ormaru koji se može nadograđivati prema potrebama korisnika. Ormar se sastoji od ladica s višenamjenskim pretincima koje je moguće konfigurirati prema želji, a pretinci se mogu smjestiti na različitim lokacijama te se njima može upravljati iz zajedničke baze podataka. Internetskom vezom spremnik
je izravno spojen s poslužiteljem dobavljača alata koji tako ima uvid u stanje unutar spremnika te može promptno isporučiti potrebne alate. Time se izbjegavaju situacije u kojima se čeka isporuka nekog alata. Sustav je dvostruko osiguran od neovlaštene uporabe, a veliko sučelje koje reagira na dodir (touch screen) i pripadajuća programska podrška omogućuju jednostavno, brzo i kontinuirano praćenje te upravljanje alatima. MATRIX je opremljen računalnim programom koji bilježi svaku promjenu u spremniku te ga automatski reprogramira i reorganizira, a sve radi sniženja troškova alata.
Tvrtka MERKUR HRVATSKA predstavila je novu generaciju ručnih alata MTECH. Riječ je o alatima koji se odlikuju inovativnošću, kvalitetom i višestrukom namjenom. Svi su alati iz te serije načinjeni od krom-vanadij čelika, vrlo fino obrađeni te zaštićeni od oštećivanja. Inovativnost se očituje u tzv. sustavu Quattro Grip, gdje isti ključ omogućuje uporabu na milimetarskim, colnim, torx i XZN dimenzijama.
Tvrtka BÖHLER UDDEHOLM jedan od rijetkih izlagača koji su na BIAM-u prikazali i materijale, i to tri materijala (čelika) iz svoga bogatog programa. To su dva čelika za izradu alata za preradu polimera, M 303 i M 333 (oba iz serije ISOPLAST), i predstavnik čelika za hladni rad K 340 (iz serije ISODUR). Materijal M 303 namijenjen je izradi elemenata kalupa za injekcijsko prešanje polimera te ekstrudiranje. Postojan je na koroziju i izvrsno se polira. Materijal M 333 s kombinacijom svojstava (toplinskih – provodnost, mehaničkih – žilavost i izvrsno poliranje) idealan je izbor za elemente kalupa za preradu polimera. Materijal K 340, s druge strane, idealan je za izradu reznih alata i alata za štancanje (žigovi i matrice), odnosno za izradu alata za većinu postupaka oblikovanja deformiranjem te, konačno, alata za obradu drva.
Od ostale opreme valja istaknuti sustav filtriranja medija pod nazivom FILSTAR, koji zastupa tvrtka
2008. dodijeljene su sljedeće nagrade izlagačima:


Teximp – priznanje i kristalna skulptura
za najvišu razinu nastupa
Comet – priznanje i kristalna skulptura
za najvišu razinu oblikovanja i najbolje ideje u rješavanju prezentacije

Amada Italia
BTS
Matroby
Pfeifer-TTI
SAS Strojogradnja
Servus
Trea Trade
KARLA. Riječ je o sustavu koji s pomoću jake centrifuge i izdvajanja pod tlakom može iz medija ukloniti čestice veličine 10 mikrometara do 2 milimetra uz protok medija 8 do 250 litara u minuti. Izdvojene nečistoće mogu se ukloniti iz sustava ručno ili automatski. U usporedbi s ostalim sustavima filtriranja FILSTAR nudi prednosti glede troškova, održavanja, utjecaja na okoliš itd. Tipičan očekivani broj sati rada sustava prije otkazivanja je 1 335 000 sati.
Na području računalnih programa za razvoj proizvoda i programiranje proizvodnje, uz već spomenutu STROJOTEHNIKU, zastupnika za SOLIDWORKS, i TEXIMP, zastupnika za ESPRIT, na BIAM-u su izlagali EAG CENTAR, zastupnik računalnog programa PRO/ENGINEER, s novom inačicom programa WILD FIRE 4.0, te tvrtka CADCAM DESIGN CENTAR, koja je generalni zastupnik programa CATIA. Tvrtka SOCIA iz Slovenije predstavila je noviji program za razvoj proizvoda VISI te program za računalnu simulaciju postupka injekcijskog prešanja MOLDEX 3D.
Ne šaljite čovjeka da radi posao koji može stroj, moto je zagrebačke tvrtke DOK-ING, proizvođača robotiziranih sustava za specijalne namjene. DOK-ING je najpoznatiji po strojevima za razminiranje i dobavljač za NATO koji dolazi iz zemlje koja nije članica tog saveza. Tvrtku je 1992. godine osnovao i do danas je vodi poznati inovator dipl. ing. Vjekoslav Majetić, a s radom su počeli 1997. godine. Danas je ta tvrtka najveći proizvođač strojeva za razminiranje u jugoistočnoj Europi i jedan od svjetskih lidera u toj industriji. Najnoviji projekt je razvoj vozila pognojenog elektromotorom i napajanog baterijama, koji bi trebao biti prvi takav proizvod u Europi. Prototip vozila je 80 posto završen, što znači da je projekt blizu završne faze.


DOK-ING-ov bi automobil veličinom trebao najviše sličiti popularnom Smartu, a osim za gradsku vožnju, ponajprije bi bio namijenjen za hotele, golfske terene i slične objekte kao ‘utility’ vozilo. Dizajn je rezultat rada domaćih dizajnera iz Siska. Miniautomobil bi trebao dosezati brzinu od 100 do 120 kilometara na sat i imati autonomiju od 250 kilometara, što znači da bi toliko mogao voziti bez punjenja. Procjenjuje se da bi cijena osnovnog modela bila oko 10 tisuća eura. Baterijska punjenja još su u fazi istraživanja, a prema jednoj od mogućnosti, 85 posto baterije napunilo bi se za osam minuta. U budućnosti bi se punjači za takvu vrstu automobila trebali naći na svakoj benzinskoj postaji, a kako i neki veliki svjetski proizvođači žele proizvoditi sličnu vrstu automobila, takav scenarij postaje sve izgledniji.
Prvi stroj za razminiranje, po kojem je tvrtka najpoznatija, Vjekoslav Majetić dizajnirao je 1996. godine, i otad je u ovoj tvrtki proizvedeno više od 70 različitih tipova proizvoda. Ideja je, kaže Majetić, došla iz potrebe za zaštitom ljudi koju je uočavao oko sebe. Kupci DOK-ING-ovih strojeva su nacionalna tijela za razminiranje, nevladine humanitarne organizacije, komercijalne kompanije za razminiranje te vojske. Osim Hrvatske vojske, koja je dosad kupila dva stroja za razminiranje, DOK-ING-ov su stroj od 2002. do 2004. kupile i irska, švedska, britanska, kenijska te američka
Antiteroristički stroj za uklanjanje eksplozivnih naprava EOD 007
vojska. Amerikanci su razvijali svoj stroj za razminiranje i na kraju se, nakon mnogobrojnih testiranja, odlučili za DOK-ING, koji bi uskoro trebao postati i službeni dobavljač opreme za američke marince. Radi lakšeg poslovanja u Americi, otvoreno je predstavništvo Amcro Robotics.
Prije dvije godine DOK-ING je dobio NATO-ov certifikat, testiranja su počela 2004. godine, a kontinuirano se provode i dalje. Ugovor temeljem kojega bi DOK-
Projekt razvoja električnog vozila blizu je završne faze, a u protekle dvije godine uloženo je 200 tisuća euraDvije verzije mini dozera za rad u rudnicima i/ili minskim poljima (lijevo je klasični serijski stroj MV-4 s dodatnim alatom tipa blade, desno XLPD-extra low profile dozer specijalno izrađen za rudnike platine u Južnoj Africi te rudnike zlata u Australiji
ING trebao isporučiti oko 40 strojeva, vrijedan je 45 milijuna dolara, a sklopljen je do 2010. godine. Preko NATO-a strojevi proizvedeni u Hrvatskoj nalaze se na terenu u Iraku, Afganistanu, Azerbajdžanu, a nedavno je nekoliko strojeva naručila i grčka vojska.

Putem različitih međunarodnih i domaćih institucija DOK-ING je uključen u projekte istraživanja i razvoja. Danas proizvodi nekoliko varijanti strojeva za razminiranje kojima je stekao svjetsku slavu – od najmanjeg MV-4, preko većega MV-10 do najvećega MV-20, a osim njih proizvode i MVD Extra Low Profile Mini Dozer. Jedan od najpoznatijih je MV4, kojim se koristi američka vojska. Cijena jednoga takvog vozila je oko 250 tisuća eura i ono je NATOov kodificirani proizvod pa na taj način ima pristup tržištima svih zemalja članica NATO-a. Trenutačno su pri kraju pregovori s australskom vojskom o narudžbi MV10, vozila čija je pojedinačna vrijednost 700 tisuća eura. DOK-ING je nedavno otvorio tvrtku i u Južnoafričkoj Republici, kamo je plasirao svojih deset robotiziranih kopača u rudnicima zlata. Njihov minidozer
omogućio je dotad neizvedivo stopostotno iskorištavanje žile rudače debljine oko 80 centimetara. U svojoj tvrtki u Južnoafričkoj Republici DOK-ING ima 25 zaposlenih koji služe kao podrška kupcima, a u tvrtki smatraju da će se potražnja za tim strojevima u rudnicima tek razbuktati.
Nakon što se etablirao kao proizvođač strojeva za razminiranje, DOK-ING je proizvodni program proširio i na opremu za gašenje požara. Naime, prije nekoliko godina obratili su im se predstavnici Ruske Federacije s narudžbom strojeva za gašenje požara. Prvi takav stroj bio je Jelka-4, lakše vozilo za gašenje požara, a Jelka-10 naziv je višenamjenskog stroja za gašenje požara u posebno teškim uvjetima koji je DOKING proizveo izravno za ruskog naručitelja koji je prethodno kupio i Jelku4. U DOK-ING-u očekuju da će u idućih pet do šest godina dobiti narudžbu za 100 do 160 takvih vozila, kojima su ruski kupci vrlo zadovoljni. Jelku-10 DOK-ING je potpuno razvio, a opremljena je softverom i elektronikom te tvrtke. Motor je MANov, hidraulika Boschova, a vatrogasna oprema Ziegler. Veći je stroj od svog prethodnika (Jelka-4) i teška je 22 tone, ima drukčiji top i veći spremnik, a većom hvataljkom može podignuti do dvije tone tereta. Doseg signala na otvorenom je 500 metara, pjenu može dobaciti do 70, a vodu do 90 metara te ima bolju protueksplozivnu zaštitu, sustave samohlađenja i samogašenja.
U DOK-ING-u, koji u svoje tri tvrtke – DOKING razminiranje, DOK-ING proizvodnja i
VJE-KO iz Slunja – zapošljava oko 150 ljudi, aktivno rade i na razvoju novih proizvoda. Najveći dio prototipne proizvodnje, gotovo 90 posto, i servis obavlja se na zagrebačkom Žitnjaku, iako taj prostor, s obzirom na povećan obujam posla, više ne zadovoljava potrebe. Tom bi se problemu, prema planu, trebalo doskočiti na način da se kao kooperanti zaposle obrtnici. Kao i većinu sličnih proizvodnih tvrtki, i DOK-ING muči nedostatak visokoobrazovanih kadrova.
Godišnji prihod tvrtke je oko 70 milijuna kuna, s kontinuiranim rastom od 10-15 posto, a sva se dobit reinvestira u razvoj novih proizvoda i unapređenje postojećih. Nakon

početnih problema s financiranjem, Majetić kaže da je suradnja danas bolja. Posebno dobru suradnju ostvarili su s HBOR-om, koji im je odobrio kredit za izvoznike na temelju ugovora o kupnji strojeva.

U proizvodnji se u DOK-ING-u koriste najnovije tehnologije koje su dostupne na tržištu. Vrijednost ukupnih investicija u posljednje četiri godine u DOK-ING-u iznosi 20 milijuna kuna. Riječ je o velikim investicijama kao što su, primjerice, nedavno kupljena laserska rezalica, najveća u Istočnoj Europi, vrijedna 800 tisuća eura, i 3D pisač vrijedan 300 tisuća eura.
U razvoj električnog vozila DOK-ING je u dvije godine uložio oko 200 tisuća eura, no potrebne su još velike investicije u završnoj fazi projekta. S obzirom na to da je opasno stati jer konkurenti na tržištu ne stoje, Majetić, još uvijek stopostotni vlasnik, razmišlja o strateškom partnerstvu s nekim velikim proizvođačem koji bi osigurao potreban kapital i druge resurse za daljnje širenje i razvoj. Pregovori s nekoliko stranih partnera iz Rusije, Amerike i Južnoafričke Republike još traju, no prema Majetićevim riječima, o tom bi se iskoraku trebalo odlučiti do jeseni.
Priča o uspjehu ove austrijske tvrtke, osnovane prije više od 60 godina, započinje proizvodnjom klasičnih tokarilica. Grupa EMCO, koja je u međuvremenu postala dijelom A-TEC INDUSTRIES AG, međunarodne industrijske grupacije, postala je jednim od najvećih europskih proizvođača alatnih strojeva, s tvornicama u Austriji, Njemačkoj, Italiji i Češkoj. Sa širokom paletom proizvoda, EMCO je poštovan i provjeren partner na području tokarenja i glodanja Grupacija tvrtki sastoji se od udruženja “top” europskih dobavljača (EMCO, FAMUP, INTOS i MAGDEBURG Werkzeug-maschinen AG)

koji dolaze iz industrije alatnih strojeva. Ujedinjeni pod geslom “Načinjeno u srcu Europe” (e. Made in the Heart of Europe), oni rade na inteligentnim proizvodnim rješenjima za industriju obrade i obučavanje poslužitelja. To znači da su svi strojevi konstruirani prema načelima konstruiranja s obzirom na troškove (e. Design to Cost) te da su razvoj i proizvodnja strojeva ostvareni u potpunosti u središnjoj Europi, čime je osigurana ekskluzivna prisutnost europskih brendova proizvoda. Svi izabrani proizvođači u grupaciji ispunjavaju najviše standarde glede kvalitete, proizvodnosti i ekonomičnosti. Visokokvalitetno vodstvo te funkcionalni dizajn samo su neki od važnih čimbenika koji su pridonijeli izvanrednom uspjehu grupe EMCO.
Sa svoja dva područja, industrijom i obučavanjem, EMCO slijedi uspješnu poslovnu strategiju dvaju stupova:
EMCO Industry pruža inteligentna rješenja za CNC-obradu - tokarenje i glodanje. Raspon proizvoda proteže se od konvencionalnih tokarilica i obradnih centara preko CNC-tokarilica i vertikalnih obradnih centara do potpuno automatiziranih proizvodnih ćelija. Za dodatno povišenje proizvodnosti EMCO razvija, zajedno s klijentima, automatizirana rješenja prilagođena njihovim individualnim zahtjevima.

EMCO Industrial Training drugi je stup EMCOve poslovne strategije. Na tom području EMCO je vodeća globalna tvrtka na tržištu i njime dominira već 25 godina. Ustanove za edukaciju i obučavanje diljem svijeta oslanjaju se na EMCO Industrial Training. Na temelju znanja i iskustava prikupljenih u proteklih 25 godina, EMCO svojim klijentima pruža modularne koncepte obučavanja “state-of-the-art”, koji zadovoljavaju najnovije industrijske zahtjeve. Na raspolaganju su proizvodi u rasponu od [Concept] tokarilica i obradnih centara preko računalnih programa, organizacija seminara i konzultantskih usluga do industrijskih standarda. Na taj se način korisnici mogu pripremiti za posebne proizvodne zahtjeve tvrtke te mogu biti namjenski obučavani koristeći se EMCO-vim proizvodima koji se međusobno mogu slobodno kombinirati. Klijenti uče kako sigurno upravljati strojevima te bez teškoća mogu stečeno znanje primijeniti na proizvodnju u svojim tvrtkama.

Posebnost ovog sustava nije samo način rezanja nego i činjenica da se s pomoću vode može rezati gotovo svaki materijal. Uporabljuje se u svim strukama gdje je potrebno rezanje, obrezivanje i izrezivanje. Sustav omogućuje izrezivanje najzahtjevnijih dvodimenzionalnih oblika koje korisnik može zamisliti. Vodom izrezani izradci optimalnih su svojstava. Imaju razmjerno gladak rez, nemaju oštrih rubova (srha), nisu savinuti ni pregrijani. Rezanje vodom poboljšava kvalitetu izradaka, smanjuje troškove rezanja, povisuje proizvodnost i konkurentnost tvrtke te ne utječe loše na okoliš. Sam postupak toliko je izazovan da je slovenska tvrtka Inoteh iz Bistrice na Dravi 2000. godine ušla u projekt razvoja jednog sustava za rezanje i u tome uspjela. Nastao je fleksibilan modularni sustav INOJET, koji omogućuje optimalno rješenje postavljenog zadatka.
Srečko Klemenc
Raznolikost materijala, načina njihova rezanja i potrebe proizvodnje usmjeravali su djelovanje konstruktora na razvoj različitih sustava obrade. Pri obradi nekih materijala postizive su brzine rezanja i više od 40 metara u minuti, dok je kod drugih materijala uspjeh postići brzine od samo nekoliko centimetara. U nekim proizvodnim procesima potrebno je rezati velike i masivne obratke, u drugima se izrađuju veće serije istih izradaka, dok je u trećima riječ o unikatnim proizvodima itd. U nekim proizvodnim sustavima potrebno je ostvariti automatsko odvajanje materijala, u drugima automatsko izuzimanje izradaka, otpada, ili oboje. Univerzalni sustav koji je dobar za sve navedene slučajeve, ujedno ima i nedostatke za svaki od primjera primjene. Tijekom godina razvoja u tvrtki Inoteh došlo se do četiri osnovne izvedbe sustava za rezanje. Među njima je jedno rješenje namijenje-
no individualnoj primjeni s patentiranim transportnim sustavom i prihvatom za neprekinutu dobavu materijala u zonu obrade (rezanja). Sustav INOJET pruža cjelokupno rješenje suvremenog postupka rezanja s pomoću vode, koje pri tome i privlačno izgleda.
Sustav INOJET može rezati ploče ili namotane limove (koje sustav samostalno odmata) te obrezivati poluproizvode. Debljina materijala pri tome može biti do 250 mm. Dubina i brzina rezanja ovise o vrsti i strukturi obrađivanog materijala. Potrošnja vode je 1,7 do 7,6 litara u minuti rezanja. Voda mora imati čistoću pitke vode (vodovod) i ne smije biti pretvrda. Električna snaga sustava iznosi 12 do 80 kW. CNC-upravljanje ostvareno je visokoučinkovitim industrijskim računalom. Posebnim programom omogućuje se optimalno iskorištenje materijala.


Portalna izvedba s dvostranim pomičnim stolom
Sila vodenog mlaza, koji velikom brzinom udara o malu površinu podloge (materijala za obradu), djeluje poput vodene erozije. Erozija podloge na koju je usmjeren vodeni mlaz, događa se u mikropodručju. Mlaz ne razreže materijal, nego ga raskoli na vrlo maloj površini u dubinu do 300 mm. Potrebnu kinetičku energiju mlaz za rezanje dobije prolaskom kroz mlaznicu načinjenu od safira ili dijamanta. Visokotlačni agregat ostvaruje tlak vode do 4 100 bara, što uzrokuje da se vodeni mlaz sudari s podlogom pri brzini od 800 do 900 metara u sekundi (odnosno 2,5 puta većom brzinom od brzine zvuka). Pri tome se vodeni mlaz miješa sa zrakom i abrazivom. Taj mlaz probija materijal u promjeru od 0,15 do 2,5 mm. Danas na tržištu postoje i agregati koji
omogućuju postizanje tlaka vode iznad 8 000 bara, no zbog relativno kratke prisutnosti na tržištu njihova uporaba još je u začetku.
Namjena rezanja s pomoću vode je dobivanje kvalitetnih proizvoda rezanjem zahtjevnih oblika s oštrim kutovima, rezanjem vrlo uskih rebara, rezanjem materijala za koje do sada nije bilo zadovoljavajućih sustava za rezanje (različite vrste prirodne i mineralne vune, metalne i plastične podloge, višeslojni materijali, staklo, titan, bakar, aluminij, materijali koji pri povišenim temperaturama oslobađaju otrovne plinove ili mijenjaju strukturu i tvrdoću) te postizanje relativno glatke površine reza bez srha, uz istodobno smanjenje troškova obrade.
Rezanje s pomoću vode primjenjuje se u prerađivačkoj industriji za rezanje svih vrsta metala, drvenih poluproizvoda, lijepljenih materijala, stakla, izolacijskih materijala kao što su mineralna i staklena vuna, ekspandirani polistiren (stiropor), gipsane ploče, a uz njih i za rezanje brtvi, gumenih proizvoda, različitih vrsta plastičnih materijala, vlaknastih materijala, višeslojnih materijala, plastificiranih ploča i materijala s visokim sjajem. U graditeljstvu se s pomoću vode reže keramika, mramor i granit, a u drugim strukama ljepenka, koža, tekstil, zamrznuta i druga hrana te pjenasti materijali (primjerice poliuretani).


Rezanje s pomoću vode ne zahtijeva posebne alate i naprave za stezanje, rezanje je hladno pa su stoga izbjegnuti svi negativni učinci promjene u strukturi i obliku materijala. Finoća površine reza može se regulirati od grube do fine, ovisno o brzini rezanja, rubovi su oštri i bez srha, sam rez je vrlo uzak, što omogućuje izradu oblika s oštrim unutrašnjim kutovima, kao i izradu filigranski malih proizvoda. Dobra je i iskoristivost materijala. Proizvodi rezanja su bez deformacija, spaljenih rubova i mikronapuklina. Vodeni mlaz zbog “raskoljivog” učinka na materijal djeluje relativno malom silom (približno 20 do 150 N) pa je postupak primjeren za rezanje materijala osjetljivih na pritisak. Pri rezanju polimera nema pojave smrada ni otrovnih plinova. Pri rezanju ugljičnih čelika ne dolazi do kaljenja u zoni reza. Sam postupak rezanja s pomoću vode je ekološki prihvatljiv, a utrošak energije je mali.
Sustav je isplativ i pri uporabi za izradu unikatnih proizvoda ili vrlo malih serija te je idealan za tzv. “just-in-time” proizvodnju. Troškovi uporabe sustava dijele se na troškove održavanja visokotlačnog agregata (približno 38 posto), troškove električne energije (približno 37 posto), troškove održavanja sustava za rezanje (približno 24 posto) i troškove potrošnje vode za rezanje (približno 1 posto). Navedeni podaci vrijede za tzv. čisti vodeni mlaz, dok se u slučaju abrazivnog rezanja ti podaci donekle mijenjanju.
Sustav je jednako primjeren za male i za najveće industrijske tvrtke.
Srečko Klemenc, INOTEH d.o.o., Bistrica ob Dravi, Slovenija
U posljednjih se pet godina izrada alatnih strojeva za glodanje i tokarenje u tvornici Haas utrostručila zahvaljujući strategiji “best cost of ownership”. Uz pomoć koncepta HFO može se očekivati takav porast prodaje, kao što je prikazano na slici 1. HAAS je prvi u svijetu prema broju izrađenih i prodanih strojeva na godinu, a prema financijskom prometu zauzima osmo mjesto.
Mlado brzorastuće poduzeće iz Oxnarda u Kaliforniji prostire se na 100.000 m2 te godišnje proizvede 15.700 strojeva. Priča o uspjehu tipično je američka. Gene Haas je 1983. godine zaključio da na tržištu nedostaje strojeva koji bi korisniku ponudili ono što je i sam trebao. Počeo je izrađivati jednostavne rotacijske stolove, razdjelnike s upravljačkim


jedinicama koji se mogu jednostavno nadodati na bilo koju CNC-glodalicu. Prvi vertikalni centar HAAS VF-1 (“very first one”) s unikatnim upravljačkim sustavom HAAS nastao je 1988. godine. Tako je počela evolucija Haasove obitelji strojeva koja je poslije nadograđena prvim horizontalnim centrom za glodanje i prvom tokarilicom.

Pogled na razvojnu statistiku u 2007. godini pokazuje 15.700 izrađenih strojeva. Razvoj strojeva ide u smjeru poštovanja i ispunjenja korisničkih želja glede kvalitete, preciznosti i jednostavnosti upotrebe. Poduzeće HAAS je u tom smjeru napravilo velik korak naprijed i kupcima osiguralo željenu kvalitetu po povoljnim cijenama. Pri tome nisu zaboravili osnovni moto Genea Haasa “Keep it simple”.
Strojevi su svjetski poznati, a korisničko pouzdanje u njihovu kvalitetu i upotrebljivost potiče nove i sve veće narudžbe. Tako je 2007. godine prodaja strojeva u inozemstvo, prije svega u Europu, Kinu i Indiju, prešla polovicu cjelokupne prodaje, točnije 52 posto.
Uz stalni razvoj i uvođenje stabilnih koncepata strojeva za obradu te nakon prelaska na upotrebu NC-upravljačkih sustava, HAAS je nastavio razvojni put od klasičnih do vrlo




brzih glodalica (HSM). Počeli su izrađivati i prodavati strojeve za obradu mekih materijala ili HSM-SM strojeve te također visoko precizne strojeve za obradu tvrdih materijala ili HSM-HM. Ti strojevi omogućuju visoku krutost, stabilnost i preciznost.

Suvremeni koncept izrade strojeva za obradu temelji se na modularnoj izgradnji.
Znanjem i preciznošću izrade do uspjeha
Zamisli, inovacije i konstruiranje razvija tim od stotinu inženjera, od kojih je pedeset inženjera strojarstva te pedeset inženjera elektrotehnike i računarstva. U procesu izrade strojeva još je dodatno zaposleno
100 inženjera, a u cjelokupnom poslu sudjeluje malo manje od 1500 zaposlenika.
Prelazak na suvremene strojeve za obradu s više osi (3, 4, 5 osi) zahtijevao je nove zamisli, gdje je jednostavan pristup opet jedna od prednosti tvornice HAAS.

Uporabom okretno-nagibnog stola u smjeru osi x na CNC obradnom centru postižemo 5-osnu obradu, koja je cijenom i kvalitetom vrlo povoljna za korisnika.
Možda je za dočaravanje potrebno nekoliko prikaza obrade, i to obrade osnovnih (nosivih) modula strojeva kao što su nosiva konstrukcija, vodilice i kućište zupčanika pa sve do vitalnih elemenata kao što su glavno vreteno, pogoni i upravljački dijelovi.
Pogled na visok stupanj krutosti osnovnih nosivih modula.
Riječ je o širokoj paleti različitih alatnih strojeva, kao i o velikim serijama izrade više vrsta strojeva, zbog čega je
Pogled na osnovne noseće module visoke čvrstoće

potrebna što fleksibilnija izrada i montaža. Zato je tvornica HAAS razvila vlastiti koncept fleksibilne proizvodnje stanica za izradu koje poslužuju roboti.

Robotizirana stanica za izradu osigurava kvalitetu izrađenih modula

U Hrvatskoj je, u suradnji s poduzećem TEXIMP SA, tvornica HAAS Automation otvorila edukacijski centar i skladište rezervnih dijelova u Zagrebu.

U usporedbi s dugim ponuđačima strojeva, na taj je način osigurana brza dobava naručenih strojeva (prosječno od jednog do tri tjedna), brza dobava rezervnih dijelova i zamjena (npr. glavnog vretena) u roku od 24 sata do sedam dana (naravno, to ovisi o tipu stroja), i to za trećinu cijene u usporedbi s drugim ponuđačima strojeva.
Trenutačna ponuda s obzirom na vrstu strojeva Ako se krene od gesla poduzeća HAAS i počne od osnova kojima se vode dobri graditelji kompleksnih alatnih strojeva, to su: - rotacijski stolovi i upravljački mehanizmi - vertikalni centri za glodanje - horizontalni centri za glodanje - strojevi velike brzine glodanja (HSM tehnologija)
Više od 200 inženjera vodi brigu o stalnom razvoju, novim inženjerskim izumima i proto-
tipovima. Kvaliteta je osigurana s više od 300 različitih testova na svakom izrađenom stroju. Brzo školovanje korisnika strojeva osigurano je tzv. outlet-nadogradnjama, koje uz pruženu obuku iz osnovnog programiranja modula u demonstracijskim laboratorijima nude također i praktičan prikaz, odnosno poduku o radu stroja. Za brzo je učenje još na raspolaganju demonstracijska upravljačka konzola




OSG je napravio novu seriju strojnih ureznika sa najkraćim ulazom - oblik E (podbrušena su samo 1,5-2 koraka navoja). Serija VA-SC-SFT omogućuje urezivanje navoja u slijepim rupama do dna. Ureznici VA-SC-SFT su namijenjeni za obradu alatnih i nehrđajućih čelika. Za prolazne rupe su predstavili seriju VP-DC-SC-MT koja se preporučuje za obradu na CNC strojevima s sinhroniziranim posmakom iznad 30m/min. Ureznici VP-DC-SC-MT imaju višeslojnu TiCN prevlaku, a posebno su primjereni za obradu sivog lijeva i aluminijskih odljevaka s više silicija.
www.osgeurope.com

Pogled na CNC-obradni centar za upotrebu u poduzećima u kojima se odvija intenzivna obrada. Ovakvi su strojevi primjereni za srednje velika i velika poduzeća
(The Haas Control), koja omogućuje planiranje tehnologije izvan radnog područja stroja i poduku kasnijih operatera strojeva Haas.

Tvornica HAAS nudi opsežan program glodalica (vidi www.haascnc.com) za mala i srednje velika poduzeća koja proizvode prema tzv. job shop-sustavu izrade i koja predstavljaju nov izazov kupnje odgovarajućih i kvalitetnih strojeva po povoljnim cijenama. To je također jedna od prednosti tvornice jer znamo da je cijena sata rada
Suvremeni alatničarski HSM-obradni centri imaju ugrađene različite prijenose snage i po potrebi se nude s različitim spremnicima alata i vretenima s do 30.000 okretaja
stroja i dalje čvrsto povezana s nabavnom cijenom stroja. Poslovna vizija poduzeća Haas Automation vidljiva je također i iz marketinškog pristupa koji potiče na prodaju u Europi. Tako je u posjet tvornici bilo pozvano više predstavnika tehničkih časopisa iz Srednje i Istočne Europe. Uvjerili smo se u uspješnost poduzeća, i to ne samo u to da svaki zaposlenik prosječno izradi jedan stroj na mjesec nego i u činjenicu da rad protječe u smirenoj i opuštenoj atmosferi. To osigurava dodatnu kvalitetu paleti HAAS CNC- strojeva za obradu metala.
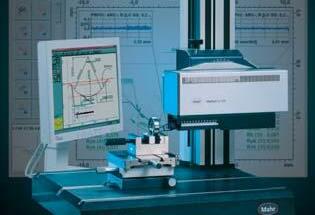
Ovaj članak neće zvučati kao reklama ako za kraj ponovno pročitate njegov početak u kojem se navodi podatak o prodanim strojevima u proteklim godinama – brojke ne lažu.
Adresa proizvođača: Haas Automation Inc. Oxnard, California 93030, USA www.haascnc.com






Prof.dr. Janez Kopač, Fakulteta za strojništvo, Univerza v Ljubljani, Dag Materljan, TEXIMP Zagreb d.o.o.





Na štandu Strojotehnike, zastupnika poduzeća HELLER, posjetitelji su se mogli detaljno informirati o prednostima novih strojeva. Brojni zainteresirani kupci iz Hrvatske i inozemstva također su se imali priliku upoznati i sa svim ostalim proizvodima i uslugama tvrtke HELLER. Predstavljanje je zaokruženo demonstracijom obrade na ovom stroju te poticajnim razgovorima sa stručnjacima.
H 1000/3000 – jedan stroj za sve Što se tiče cijene, modeli H 1000 i H 3000 sada nude financijski povoljniji ulazak u svijet horizontalnih obradnih centara. Prilagođeni su obradi širokog spektra dijelova i materijala, pri srednjem broju proizvedenih komada. Oba modela iz serije H nude ekonomičan spoj visokoga reznog učinka i dokazane dostupnosti strojeva tvrtke HELLER. Osnova za odličan odnos cijene i učinkovitosti nove serije H je upravo nova koncepcija stroja. Zahvaljujući kombinaciji


maksimalne standardizacije i maksimalne fleksibilnosti pri izboru opcija, serija H pruža najbolje rješenje za svaku obradu. Tu je i cijeli niz praktičnih inovacija. Kako je nova konstrukcija kompaktna, potreba za prostorom dodatno je smanjena – stroj se bez učvršćenja može postaviti u prigušne podloge. Prostran radni prostor sa slobodnim padanjem strugotina ispod vretena olakšava čišćenje, a nov način skupljanja hladne vode na alatu rezultira uštedom na sredstvu za hlađenje i omogućuje bržu izmjenu alata.
HELLER – drugo ime za glodanje Izvrstan stroj po odgovarajućoj cijeni – posebno to vrijedi za modele H 1000 i H 3000. Solidne osnovne vrijednosti, kao što je svjesno odustajanje od ekstremnih posmičnih brzina i ubrzanja, produljuju životni vijek stroja te štede energiju i smanjuju troškove. Nije odlučujuća desetina sekunde, već dostupnost za proizvodnju. Zato su konstruirana ova dva modela predviđena za robusne procese: proizvođač nudi provjerene komponente, prilagođene brzine i bogatu osnovnu opremu koja se uvijek može dopunjavati.
Kao i u slučaju strategije obrade, strojevi su jednako fleksibilni i kod upravljanja alatima.
Svaki centar ima robusni okrugli stol, kao i standardni lančasti spremnik s 54 alata. Čak ni vrlo veliki ili dugački alati nisu za ove strojeve nikakav problem.
Dva stroja – dvije veličine Osnovna razlika između modela H 1000 i H 3000 jest u veličini radnog prostora. Dok model H 1000, koji je prikazan na sajmu, nudi radni hod od 630 mm u tri linearne osi, kod većeg modela, H 3000, na raspolaganju je do 800 mm hoda u osima x i z. To znači da postoje i različite veličine paleta: 400 x 500 mm kod modela H 1000, a 500 x 600 mm kod H 3000. Zahvaljujući učinkovitoj koncepciji pogona, obradcima maksimalne mase od 500 kg, može se ostvariti brzina hoda do 50 m/min. Oba su stroja standardno opremljena provjerenim HELLEROVIM sustavom visokopreciznog vretena (poznatim kao Nullspindelsystem)


i jednim vretenom od 17 kW koje radi sa zakretnim momentom od 81 Nm i maksimalnim brojem okretaja od 10.000 o/min. U kombinaciji s uređajem za prihvat alata SK 40, odnosno HSK 63, mogu se koristiti alati s maksimalnim promjerom od 160 mm, dok maksimalna duljina iznosi 350 mm, odnosno 450 mm (H 3000). Srednje vrijeme između obrada u oba slučaja u rasponu je između 3 i 4 sekunde.

Poboljšana ergonomija i upravljanje strojem Konstruktori su posebnu pozornost posvetili unapređenju ergonomije i boljem upravljanju strojem. Tako se već u fazi razvoja pazilo na dobru dostupnost obratka na mjestu za pripremu. Lako pokretna zaštitna vrata do mjesta za pripremu i do radnog prostora, kao i poboljšano osvjetljenje radnog prostora povećali su kvalitetu rada kod ulaganja obradaka. Većoj kvaliteti pridonosi i indeksiranje mjesta za pripremu obradaka s pomoću stezne naprave, koja se jednostavno aktivira nogom. Mjesto upravljanja, integrirano u zaštitnu oplatu, može se pomicati.
Posve u skladu s dnevnim zahtjevima kupaca HELLER sada serijom H nudi koncepciju stroja koja se još više temelji na bogatom iskustvu i kontinuiranoj, neposrednoj suradnji s kupcima. Rezultat su obradni strojevi koji se mogu precizno prilagoditi dnevnim zahtjevima kupaca, a istodobno nude i ono „više“, kako je to kod HELLERA već uo-
bičajeno: veću učinkovitost, veću pouzdanost, lakše održavanje, veću ekonomičnost, veću proizvodnost.
Dok su se laserski sustavi za obradu u makrodimenzijama već uspješno rasprostranili na tržištu, laserski sustavi za mikroobradu trenutačno na njemu zauzimaju tek mali udio. Uzrok: sustavi za mikroobradu često su namjenski i postavljaju posebne zahtjeve cjelokupnom konceptu stroja: od izvora zrake i njezina navođenja pa do pozicioniranja sustava i upravljanja. Danas se precizna laserska mikroobrada može unaprijediti u učinkovitiji razred novim konceptima strojeva i inovativnim izvorom laserske zrake, zajedno s dinamikom i preciznošću.
U skladu s aktualnom analizom tržišta, laserska bi branša mogla do 2010. godine ostvariti najviši rast u području mikroobrade. Uzrok je taj što su lasersko rezanje i zavarivanje već do sada postigli visok stupanj prodora na tržište. Tako se izrada karoserije u automobilskoj industriji bez robota uopće ne može ni zamisliti. Na drugoj strani, raspoloživim izvorima laserskih zraka u preciznoj mikroobradi trenutačno se ne postiže ni 50 posto potencijala upotrebe. Zato je došlo do zahtjeva za novim primjenama, što se pokazalo kao razvoj novih izvora zraka. Diodno izvedeni kruti laseri, disk-laseri i vlaknasti laseri te u posljednje vrijeme i pulsni laseri s ultrakratkim impulsima omogućuju ne samo izradu sve manjih dijelova i struktura s visokom preciznošću nego i otvaraju potpuno nove tehnološke primjene u izradi. U usporedbi sa sustavima za lasersko rezanje pri makroobradi, kod kojih je strojni koncept u obliku portalne izvedbe s tzv. letećom optikom, pri laserskoj preciznoj mikroobradi nema univerzalno upotrebljivog koncepta stroja. Kao suprotnost makroobradi, strojevi moraju odgovarati posebnim zahtjevima konkretnih aplikacija te svakako na kraju i samom kupcu.
Primjena određuje koncept stroja Uz karakteristike izvora i sustava za vođenje laserske zrake, na postignutu razinu preciznosti izrade utječu i novi radni koncepti za pozicioniranje sustava i novi upravljački sustavi, dinamika obrade te također reproducibilnost rezultata obrade. Ako se laserskim rezanjem želi postići mikrometarsku preciznost, potrebno je ispuniti neke strojne i procesne zahtjeve. Tolerancija izrade preciznih dijelova načelno se postiže samo krutim laserom s najboljom mogućom kvalitetom zrake. Na tom je području do sada prevladavao laser Nd:YAG pobuđivan bljeskalicom.
Strojevi za lasersku obradu razlikuju se u sustavu za osiguravanje relativnoga gibanja između laserske zrake i materijala koji se obrađuje. Kod strojnoga koncepta za preciznu obradu, za konstantno fokusiranje zrake najpogodnija je kruta optika i materijal koji se pomiče. Dodatan su problem trzaji koji nastaju zbog dijelova sustava za pozicioniranje koji se gibaju, odnosno utjecaja okoline. Svi spomenuti čimbenici znatno utječu na preciznost laserski izrezanih dijelova. Trzaji nastaju, prije svega, zbog pogona sustava za pozicioniranje. S obzirom na to da se kod vretenastih pogona prelazi preko tipičnih rezonantnih područja, trzaji se ne mogu izbjeći. Dinamika stroja ograničena je veličinom masa koje se pomiču, odnosno zbog inercije elemenata za prijenos gibanja (vreteno). Važnu ulogu također ima i trenje u vodilicama i vretenima, pa i tzv. stick-slip učinak.
Poduzeće LLT Applikation iz Ilmenaua specijaliziralo se za preciznu mikroobradu. Zbog zahtjeva kupaca u proteklih nekoliko godina razvili su novi koncept za preciznu mikroobradu koji se prilično razlikuje od konvencionalnih sustava.
Neposredni planetarni pogon bez mehaničkih dijelova za vođenje Precizni laserski stroj “micro-cut 2000” univerzalni je strojni koncept za izradu preciznih dijelova na području izrade tankih metalnih proizvoda. Posebno ih karakterizira visoka dinamika, preciznost, visok stupanj krutosti, fleksibilnost i ekonomičnost. S pomoću konstrukcije stroja koja je u cijelosti izrađena od
Slika 1. “Micro-cut 2000”: inovativni pogonski koncept s višekoordinatnim neposrednim pogonom; na sajmu Laser 2005 uređaj je prvi put bio predstavljen s disklaserom Yb-YAG snage 50 W
granita, izbjegavaju se negativni učinci mehaničkih trzaja. Kao sustav za pozicioniranje koristi višestruki koordinatni izravni pogon radnog područja 200 x 200 mm. Varijanta je također radno područje od 100 x 250 mm u smjeru osi x i y Zračno uležišten integrirani planetarni klizač pozicioniran je trima pokretnim koordinatama (translacije x i y te rotacija u ravnini stola) s pomoću elektrodinamičkog polja. Zbog opisanoga nema potrebe za mehaničkim elementima za vođenje. Optički inkrementalni sustav za mjerenje zauzima poziciju u svim trima koordinatama, i to razlučivošću na razini nanometra. Točnost pozicije u smjeru x i y postiže unutar granica ± 1 μm. Pri tome

















Slika 2. Trenutačno najmanji precizni laserski stroj za rezanje na svijetu: “μicro-cut” s vlaknastim laserom Yb snage 100 W
se postižu ubrzanja do 2 g i brzine do 500 mm/s. Osnova sustava za pozicioniranje je ploča s provrtima na koju se mogu pričvrstiti razni nastavci. Alternativa je na osnovnoj ploči montirana visokodinamična os koja se rotira. Pri tome je riječ o istom konceptu koji se pokreće. Tom dopunom stroj može izraditi cilindrične dijelove visoke preciznosti. Sustav za pozicioniranje podređen je izvoru laserske zrake sa sustavom za navođenje zrake i po visini prilagodljivom glavom za rezanje. Os z omogućuje integrirano upravljanje položajem fokusa s pomakom od 250 mm.

Slika 3. S naglaskom na dinamiku: precizni laserski stroj “MLA 500” Nd-YAG, pobuđen bljeskalicom, snage 150 W
Učinkovito upravljanje CNC-om omogućuje potpuno sinkrono pomicanje osi kod velikih pomaka s mikrometarskom preciznošću. Tzv. look-ahead u svakoj točki puta omogućuje ravnomjerne brzine gibanja čak i kod brojnih kratkih kretanja. Vođenje pokreta bez pogrešaka postiže se upravljanjem brzinom i pomacima. Vođenje djeluje i pod G-kodom (DIN 66025) i pod kodom HPGL.
Precizna obrada disk-laserima i vlaknastim laserima


U taj strojni koncept do sada su pretežno bili kao izvor laserske zrake integrirani pulsni laseri Nd-YAG. Na sajmu laserske tehnologije u Münchenu 2005. godine taj je strojni koncept bio prvi put predstavljen zajedno s disk-laserom Yb-YAG (slika 1). Istim konceptom pogona i upravljanja razvijen je i vlaknasti laser “μicro-cut” Yb, koji je trenutačno najmanji i najkompaktniji precizni laserski stroj na svijetu. Taj je stroj također bio prikazan kao sustav lasera prvog razreda na sajmu Laser 2005. u Münchenu (slika 2). Neposredno radno područje i alati za pozicioniranje pokriveni su zaštitom od djelovanja zrake. Pregrada koja se otvara s gornje strane i koja se može kontrolirati kroz stakleni otvor omogućuje nesmetan pristup laseru, jednostavno uključivanje i isključivanje stroja te nadzor nad procesom rada. Područje sklopke za isključivanje stroja u nužnom slučaju i sigurnosna blokada pregrade osiguravaju zaštitu operatera. Nadalje, razvijen je također i univerzalni precizni stroj radne površine 500 x 300 mm2 “MLA 500” (slika 3). Učinkovitim linearnim motorima pogonjen je precizan koordinatni stol, uležišten zračnim ležajem i aktivnim hlađenjem na vodu, što omogućuje iznimno kruto vođenje i visoku preciznost pozicioniranja i brzinu obrade te odlične karakteristike ubrzanja. To se može primijetiti u visokoj dinamici. CNC-upravljačka konzola upravlja osi z i laserom. U CNCupravljačkoj konzoli integrirana je logička programska upravljačka konzola (PLC) za upravljanje raznim strojnim funkcijama i tehnološkom periferijom. Sastavni dio upravljačke konzole također je i elektronički ručni potenciometar s funkcijom prekida djelovanja u slučaju nužde, koji omogućuje poduku programa i koordiniranja postupaka te također ručni pogon osi. Taj se strojni koncept može integrirati u različite, za preciznu obradu odgovarajuće laserske izvore.

Slika 4. Precizni dijelovi mehaničkog sata: ciklus izrade minijaturnog zupčanika iznosi samo 4 – 5 sekundi
Glavno područje upotrebe precizne laserske obrade su rezanje i bušenje, površinsko strukturiranje i mikrozavarivanje. Strojevi su do sada bili upotrebljavani prije svega na području medicinske tehnike (implantati, kirurški mikroinstrumenti), mikrotehnike (usadci, mikroreaktori), finomehanike, elektronike (konektni elementi), precizne mehanike, aviotehnike i svemirske tehnike (posebni filtri), jednako tako u automobilskoj industriji i industriji alata (precizni alati i mikroalati). Strojnim konceptima “microcut 2000” i “μicrocut 2000” kod manjih preciznih dijelova i ploča debljine 0,5 mm moguće je postići tolerancije izrade od ± 3 do 5 μm. Novi izvori zraka postižu širinu reza do 8 μm, što je prije samo godinu dana bilo gotovo nemoguće. Slike 4 i 5 prikazuju precizne dijelove izrađene tim strojem. Slika 4 prikazuje spektar preciznih dije-
Slika 5. Precizni cjevasti dijelovi za medicinsku tehniku; do odgovarajuće preciznosti ekonomičnom izradom
lova mehaničkog sata. Npr. minijaturni zupčanik može se izrezati u vremenu od 4 do 5 sekundi; za precizne filtarske elemente može se izraditi do 200 mikrorupa u sekundi. Prednost je u tome što se laserom mogu obraditi različiti materijali (nehrđajući čelik, titan, bronca, tvrdi metali i još mnogi drugi).
Poduzeće LLT nije se samo specijaliziralo za izradu preciznih sustava za lasersku obradu nego i za izradu preciznih dijelova prema narudžbi kupaca. U takvu je izradu uključeno osam strojeva s različitim izvorima laserske zrake te učinkovita oprema za određivanje kvalitete.
Razvojni put sa sve manjim strukturama i sastavnim dijelovima nastavlja se nesmanjenom dinamikom. Tako nastaju sve noviji zahtjevi za što ekonomičniji postupak izrade takvih dijelova i sklopova. Uz već poznate nove izvore laserskih zraka, sustavi za pozicioniranje i upravljački sustavi moraju postići te visoko zadane kriterije. Za sustave za pozicioniranje to znači da će u idućih nekoliko godina postići poboljšanje u preciznosti pozicioniranja na 0,1 μm. To samo po sebi uvjetuje nove generacije sustava za preciznu lasersku obradu koje će predstavljati aktivno temperaturno stabilizirani strojevi koji će raditi u nepromjenjivim i ponovljivim klimatskim uvjetima. Jednako tako treba potražiti i nova rješenja za upravljanje i mjerne sustave za mjerenja pomaka. Za upravljanje to znači daljnje postizanje što kraćih intervala u području od 50 μm uz reproducibilno upravljanje visokodinamičkim procesima obrade.



Do sada prevladavajući pulsni kruti laser dobio je konkurenciju u diodnim disk-laserima i vlaknastim kratkopulsnim laserima. Prednost tih izvora zraka je u odličnoj kvaliteti zraka i visokoj frekvenciji pulsova, čime omogućuju vrlo dinamične procese obrade. Konačno, odnos između cijene i učinka lasera odlučit će o opsegu upotrebe lasera u budućnosti. Za područje upotrebe u mikrostrukturiranju na raspolaganju su također odgovarajući različiti izvori
laserske zrake. Tu važnu ulogu ima laser Excimer, valnih duljina u UV području.





Za primjene u mikrostrukturiranju mogu se na kraju upotrijebiti također i ultrakratkopulsni laseri s duljinom pulsa u pikosekundnom i femtosekundnom području.



Područje precizne obrade i mikroobrade laserom za budućnost je zanimljivo područje razvoja novih upotreba u izradbenoj tehnici i za konačnu izradu potpuno novih proizvoda.














Za mjerenje cesta, pruga ili tunela danas se rabe laserski skeneri FARO (FARO Laser Scanner), postavljeni na kotače, tj. na vozila. Tijekom pomicanja laserski skener spiralno skenira okolinu te stvara trodimenzionalnu sliku snimljenih podataka. Kako bi se dobila slika ceste u boji, na vozilo se postavi digitalna kamera. Za točan proračun kretanja vozila koristi se dodatni senzor, tzv. odometar. Uporabom GPS prijamnika i rotacijskog senzora svaki pojedinačni položaj vozila sinkronizira se s mjerenim točkama. Svi podaci šalju se na računalo u vozilu te se obrađuju s pomoću računalnog programa Laser Scanner.

Skener odašilje lasersku zraku koja se reflektira od objekata koji joj se nađu na putu u području skeniranja. Odbijena zraka vraća se u skener. Uređaj nakon toga s pomoću odgovarajućega računalnog programa računa točan 3D položaj objekta u prostoru. Tijekom skeniranja pokretno zrcalo usmjerava lasersku zraku i omogućuje skeneru skeniranje u radijalnom prostoru od 320°. Dakle, jedino 40° prostora nije moguće obuhvatiti skenerom.
Mobilni sustavi za snimanje prometnica (e. Mobile Mapping Systems – MMS) u uporabi su od 90-ih godina prošlog stoljeća. Danas su oni revolucionarni sustavi koji zadovoljavaju sve veće zahtjeve za digitalnim mapama. Vozila opremljena GPS uređajima, kamerama i laserskim skenerima za analizu uvjeta na prometnicama kreću se po željenim prometnicama i istodobno sakupljaju i obrađuju velike količine korisnih podataka.

Mobilni skener tzv. Road-Scanner novi je korak u tehnološkoj evoluciji MMS-sustava. Osim uobičajenih uređaja za pozicioniranje objekata i obradu slika, mobilni je skener opremljen i inovativnim mjernim uređajem za spiralno (helikalno) skeniranje proizvođača tvrtke FARO, Laser Scanner
“Spiralno” skeniranje prikladno je za snimanja duž cesta, tračnica i tunela te otvara mogućnost automatskog prepoznavanja objekata. Tehničko rješenje sustava nastalo je u sklopu istraživačkog projekta u kojem su sudjelovala i sveučilišta Bologne i Parme. Cilj projekta bio je udovoljiti sve većim zahtjevima za geografskim 3D podacima za sustave informacijskih tehnologija u službi prometa, prometne infrastrukture i navigacijskih sustava.
Zahvaljujući opremi mobilnog skenera Road-Scanner moguće je dobiti vrlo detaljan pregled svih objekata na prometnici te automatski obraditi mnoštvo podataka kao što su slike geografskih referencija, kretanje vozila i uzdužni profil prometnice.
Kako bi načinila mobilni skener Road-Scanner, talijanska tvrtka Siteco tražila je na
tržištu skener koji jamči zadovoljavajuću brzinu, točnost i preciznost, mogućnost obrade detalja i jednostavnost uporabe. Stabilnost i snaga uređaja također su bili kriteriji pri izboru skenera. Uporaba laserskog skenera FARO u tom je slučaju bio idealan izbor.
FAROV laserski skener sto je puta brži od uobičajenih skenera, a u sekundi može skenirati 120 000 točaka, pri čemu omogućuje dobivanje slika visoke razlučivosti u samo 30 sekundi. Točnost mjerenja zajamčena je unutar raspona +/- 2 mm na duljini od 25 m. Razina detaljnosti slika također je dojmljiva. Omogućuje dobivanje slika razlučivosti 3 do 700 milijuna 3D piksela po skeniranju. Ekstremna osjetljivost omogućuje bolju analizu udaljenosti, nakošenih i tamnih objekata. Rezultat primjene su vrlo jasne slike dobivene s udaljenosti raspona od 0,6 do 76,6 m. Uređaj je opremljen integriranim memorijskim diskom kapaciteta 80 GB te mogućnošću bežičnog (wireless) rada. Skener je opremljen baterijom koja mu omogućuje šest sati rada neovisno o izvorima napajanja.
Pri uporabi aplikacija kao što je sustav Road-Scanner rijetko je potrebno upotrijebiti tako visoke razlučivosti za skeniranje prometnica. Umjesto toga se snaga usmjerava na skeniranje površina i bočnih dijelova prometnica pri nižoj razlučivosti i brzini od 35 do 60 km/h. To je moguće zahvaljujući frekvenciji rotacije od 48 Hz zrcala koje usmjerava lasersku zraku skenera. Pri brzini od 50 km/h skener sakuplja snimljene točke svakih 29 cm, dok su pri 30 km/h intervali kraći i iznose svakih 17 cm.

Obrada mnoštva podataka Podacima prikupljenim s pomoću FAROVA laserskog skenera, sustav Road-Scanner dodjeljuje točkama geografski položaj uporabom moćnog sustava pozicioniranja, Applanix POS-LV, koji se sastoji od dva GPS satelitska prijamnika. Osim FAROVIM laserskim skenerom i satelitskim sustavom pozicioniranja, Road-Scanner je opremljen i drugim uređajima, kao što je šest kamera u boji visoke razlučivosti i sustav za mjerenje profila radi određivanja uzdužnoga grubog profila prema IRI standardima.


Kvaliteta sakupljenih podataka očituje se u izvrsnoj točnosti: apsolutne koordinate i fo-
togrametrijska mjerenja definirani su s apsolutnom preciznošću. Jednom prikupljeni podaci mogu se analizirati i modificirati putem tzv. postprocesorskih aplikacija.
Road-Scanner je visokoinovativni sustav za mapiranje mreže prometnica. Velikim je dijelom tomu zaslužna i uporaba FAROVA laserskog skenera. Na temelju navedenih karakteristika, uz male izmjere i malu masu (14,5 kg), vrlo je lako zaključiti zašto je tvrtka Siteco izabrala upravo taj skener.
FARO News 1/2008 www.faro.com/int/laserscanner www.teximp.com





Na temelju suglasnosti sa sastanka svjetskih metalurških društava, Düsseldorf, studeni 2005., te zaključaka okruglog stola, 8. međunarodni simpozij , Materijali i metalurgija“ održao se u Šibeniku,22.-26. lipnja 2008. U organizaciji kao i aktivnom sudjelovanju na 8. simpoziju zastupljene su 44 države. Registrirano je čak 615 referata (Plenarna predavanja – 10; Materijali – Sekcija „A“ – 291; Procesna metalurgija – Sekcija „B“ – 133; Plastična prerada – Sekcija „C“ – 71; Metalurgija i srodna područja – Sekcija „D“ – 110). Djelatnost se iznovice odvijala kroz plenarno zasjedanje i četiri poster sekcije. Za vrijeme 8. simpozija održan je i sastanak Međunarodnog uredničkog odbora časopisa Metalurgija, sastanak Upravnog odbora i Godišnja skupština Hrvatskog metalurškog društva.
Na temelju dogovora sa sastanka svjetskih metalurških udruga, Düsseldorf, studeni 2007., sljedeći 9. međunarodni simpozij „Materijali i metalurgija održat će se



Ukupno se za simpozije Hrvatskog metalurškog društva može zaključiti: Prihvaćanje svih 9 simpozija od međunarodnih i domaćih institucija ukazuje na to da su simpoziji Hrvatskog metalurškog društva tradicionalno mjesto okupljanja svjetskih i domaćih eksperata i znanstvenika različitih profila: metalurga, fizičara, kemičara, strojara itd.
S toliko prijavljenih referata kao na simpozijima Hrvatskog metalurškog društva (preko 600) mogu se pohvaliti rijetki organizatori simpozija, ne samo u Hrvatskoj, nego i u svijetu, posebice za tehničke struke.

Poduzeće KTM djeluje već više od 50 godina na lokaciji Mattighofen. Oko 1.200 radnika (diljem svijeta ukupno 1.600) godišnje proizvodi više od 80.000 sportskih motocikala. Kako su gotovo svakom proizvođaču vozila važne i sportske utrke, tako je i KTM već desetljećima etabliran u svjetskom vrhu offroad utrka. A nakon otprilike 30 godina, ovo poduzeće iz Gornje Austrije vratilo se 2003. godine i uličnim utrkama.

Prvi austrijski tvornički tim u povijesti svjetskih prvenstava u motociklističkim utrkama osnovan je 2002. godine. Harald Bartol, četrnaesterostruki austrijski prvak u kategorijama 50/125/250 ccm, na čelu je odjela „Road Racing“ kao voditelj tima i konstruktor. Uspjeh se u uličnim utrkama nije dugo čekao: prve pobjede tim je slavio već 2004. Godine 2005. Finac Mika Kallio bio je doprvak u kategoriji 125 ccm, dok je Austrija osvojila svjetsko prvenstvo konstruktora. Cilj je svih tih aktivnosti u trkaćim sportovima tehniku, koju tvornica razvija za utrke, prenijeti u područje široke potrošnje.

Prototipovi i male serije Kad je 2002. godine osnovan odjel “Road Racing”, bili su potrebni alatni strojevi koji mogu ispuniti posebne zahtjeve koje postavljaju sportske utrke. 95 % dijelova, kao što su kućište motora, cilindar, klip, zakretni elementi ili membrana, proizvode se kao pojedinačni dijelovi, prototipovi ili u malim serijama. Obrađuju se različiti metali, primjerice magnezij, aluminij, titan, ali i nemetali, odnosno plastični materijali kao sintimit ili vespel, pri čemu je najvažnije da obrada bude jednostavna. Osim preciznih i stabilnih alatnih strojeva ovi zahtjevi prije svega podrazumijevaju fleksibilno i jednostavno upravljanje. Zahvaljujući pozitivnom iskustvu jednog dobavljača KTM-a sa strojevima HURCO, tvornički se tim odlučio za troosni obradni centar HURCO VMX 30. Kako bi know-how ostao u tvornici, pristup odjelu “Road Racing” dopušten je samo izabranim radnicima. Dijelovi se izrađuju isključivo za tvornički tim KTM – nijedan

Stroj VMX30 s upravljačkim uređajem Ultimax vrlo se jednostavno koristi. Posebno se preporučuje za izradu pojedinačnih dijelova ili malih serija.
Upravljački uređaj WinMax s dvostrukim ekranom toliko je jednostavan za rukovanje da se operater može osposobiti za rad u najkraćem mogućem roku. (Foto: x-technik)Hans Hiebl, voditelj mehaničke obrade u KTM “Road Racing”

drugi tim ne može kupiti dijelove KTM-a. “Svi se pogonski dijelovi izrađuju u tvornici, i to iza zatvorenih vrata”, opisuje razinu čuvanja poslovne tajne Hans Hiebl, voditelj mehaničke obrade.
Obradni centri Hurco namijenjeni su izradi pojedinačnih dijelova ili malih serija. Usavršena konstrukcija, kombinirana s jednostavnim upravljačkim uređajem Ultimax koji se programira u radionici, odlika je tih strojeva. Izbalansirano precizno glavno vreteno s visokim zakretnim momentom i maksimalnim brojem okretaja od 10 000 o/min pruža fleksibilnost potrebnu za različite primjene. Servopogoni najnovije generacije, velik otvor za jednostavno punjenje i pražnjenje radnog stola te spremnik s 25 alata dopunjuju
Za programiranje u radionici potrebno je tek nešto stručnog znanja. Upravljački uređaj Hurco s dvostrukim ekranom toliko je jednostavan za upotrebu da se i operater bez ikakva znanja vrlo brzo može uvesti u posao. Hiebl kaže da je programiranje na uređaju Ultimax naučio sâm u roku od 14 dana, a tečaj koji je kod proizvođača u Münchenu prošao nakon toga, bio je samo koristan dodatak.
U uličnim utrkama KTM je u samo četiri godine postigao najveće uspjehe.
U proizvodnji je vrijeme najvažnije. S pomoću upravljačkog uređaja Ultimax podaci se iz nekog nacrta ili DXF-datoteke jednostavno prenose na stroj, koji tehničar može brzo i lako programirati primjenom jednostavnoga interaktivnog programiranja i integriranoga konturnog računala.
Hiebl je jedinicom za obradu vrlo zadovoljan: “Dijelove često izrađujemo na temelju telefonskih narudžbi, koje dobivamo tijekom pokusnih vožnji ili između dviju utrka. Da bismo dijelove mogli isporučiti u kratkim rokovima, potrebna je visoka fleksibilnost. Tu nam pomaže VMX 30 s upravljačkim uređajem Ultimax. Posebno velik izazov su utrke koje se održavaju preko oceana, i to tjedan za tjedan. Kako se tim između utrka uglavnom ne vraća u tvornicu, moramo proizvesti dovoljno dijelova za tri do četiri utrke i imati ih u pričuvi.”
U sportskim je utrkama vrijeme odlučujući čimbenik. Tako se i u slučaju mehaničke obrade u timu KTM “Road Racing” sve vrti oko vremena i fleksibilnosti, jer se preinake na cilindrima, dijelovima prijenosa i sl. moraju izraditi odmah nakon primitka narudžbe. Odgovarajući alatni stroj tu ima važnu ulogu. Zahvaljujući stroju HURCO 3-AchsBAZ VMX 30 u kombinaciji s upravljačkim uređajem Ultimax, stručnjaci KTM-a našli su pravi “motor”.


Dimenzije
stroja (os
Snaga vretena
Broj okretaja vretena
alata
brzine (os x/y/z)
Dimenzije (Š/D/V)


Ovogodišnje Međunarodno savjetovanje ljevača od 10. do 12. rujna 2008 već je 48. po redu. Organizatori savjetovanja su: Društvo ljevača Slovenije, Sveučilište u Ljubljani i Sveučilište u Mariboru. Savjetovanje je tijekom godina preraslo u jedan od skupova stručnjaka s područja ljevarstva s najduljom tradicijom u Europi. Prisustvuje mu više znanstvenika s najuglednijih europskih tehničkih sveučilišta i iz znanstveno-istraživačkih instituta.
Savjetovanje ljevača održava se pod okriljem MEGI-ja (Mitteleuropaeische Giessereiinitiative – Srednjoeuropska inicijativa ljevača) i u nazočnosti predstavnika CAEF-a (The European Foundry Association – Europski savez ljevača) i WFO-a (World Foundrymen Organisation – Svjetska organizacija ljevača). Redovito su nazočni i mnogi ugledni predstavnici nacionalnih udruženja ljevača, što omogućuje međusobnu razmjenu stručnih i organizacijskih iskustava.
Ovogodišnje, 48. međunarodno savjetovanje ljevača Portorož 2008 nudi sljedeći programski okvir: - predavanja (pozivna) uglednih znanstvenika i istraživača s međunarodnim ugledom iz inozemstva i Slovenije o aktualnoj tematici koja obuhvaća lijevane kompozite na bazi obojenih metala (Al i Mg), simulacije procesa, poboljšanja mehaničkih svojstava, mikrostrukturna istraživanja, primjenu istraživačkih metoda.
Inozemna i slovenska sveučilišta i instituti predstavit će: - najnovija kretanja u području istraživanja i razvoja ljevarstva - razvojne mogućnosti izrade lijevanih metalnih kompozita - istraživanja i razvoj simulacije u ljevačkoj tehnici i tehnologiji - planiranje mikrostrukture lijevanih slitina - istraživanja o toplinskih zbivanja u ljevačkim kalupima - planiranje mehaničkih i fizikalnih svojstava odljevaka - razvoj novih slitina - razvoj suvremenih istraživačkih i analitičkih metoda.
Predstavnici odjela za razvoj gospodarstva iz inozemstva i Slovenije predstavit će sljedeće teme: - razvoj novih tehnoloških postupaka - razvoj računalnih programa za vođenje i praćenje procesa
- razvoj suvremene opreme i agregata - razvoj mjerne tehnike - razvoj alatnih materijala za izradu ljevačkih kalupa - ekonomika poboljšanih i novih ljevačkih tehnika i procesa.
Slovensko je ljevarstvo u nekim segmentima u tehnološkom smislu i po svojoj inovativnosti na europskom vrhu. Zasluge za taj status u velikoj mjeri pripadaju znanstveno-istraživačkom radu na sveučilištima i u institutima. Redovito organiziranje međunarodnog savjetovanja omogućuje kontinuirano održavanje kontakata sa znanstveno-istraživačkim vrhom uglednih europskih znanstveno-istraživačkih institucija.
Zbog prikaza najnovijih znanstveno-istraživačkih dostignuća i visoke razine slovenskog ljevarstva predviđa se sudjelovanje oko 250 stručnjaka, od toga približno polovica iz inozemstva i polovica iz Slovenije. Očekuje se sudjelovanje oko 15 europskih zemalja. Najkvalitetnija predavanja bit će objavljena u stručnom časopisu Ljevarski vjesnik (Livarski vestnik) na slovenskom i engleskom
jeziku. Ljevarski vjesnik jedan je od rijetkih slovenskih stručnih časopisa koji neprekidno izlazi već 55 godina i pritom osigurava dobru stručnu informiranost ljevača u Sloveniji i inozemstvu. Sva predavanja predstavljena na savjetovanju bit će u sažetoj verziji objavljena u Zborniku savjetovanja. Cjelovita predavanja priložena su u zborniku na CD-u. Svi sudionici dobivaju na početku savjetovanja zbornik i CD.
Tijekom savjetovanja održavat će se također već tradicionalna izložba ljevačkih proizvoda, tehnologije i opreme. Savjetovanje redovito prati i internetski portal za svjetsku ljevačku industriju Foundry Planet.
Sve informacije u svezi sa savjetovanjem ljevača i izložbom, odnosno prijavom na savjetovanje, dostupne su na e-adresi Društva ljevača Slovenije (Društva livarjev Slovenije): www.drustvo-livarjev.si
Prof. dr. Alojz Križman, predsjednik Programskog odbora, Mag. Mirjam Jan-Blažić, predsjednica Organizacijskog odbora i predsjednica društva

Dormer je predstavio novu seriju svrdla od tvrdog metala serije CDX-INOX, koji su namijenjeni visokoproduktivnom bušenju u inoxu, Ti i Ni-legurama do dubine 3xD (tip 567) i 5xD (tip 563).
Posebnost CDX-INOX svrdla je snažna sredina alata, koja omogućuje vrlo velike posmake. Pozitivna geometrija oštrice i provrti za unutrašnje hlađenje osiguravaju učinkovito lomljenje i odvod strugotine. Poboljšana višeslojna TiAlN prevlaka omogoćuje bušenje sa visokim reznim brzinama i posmacima, te smanjuje trenje na reznom rubu i time produljuje vijek oštrice. Svrdla su namijenjena za korištenje na krutim i preciznim CNC obradnim centrima. www.dormertools.com www.bts-company.com www.bts-kothennya.hr
Samo ona poduzeća koja se mogu brzo i prilagodljivo odazvati na sve češće promjene u zahtjevima kupaca i na sve manje predvidljivu, a sve više individualiziranu serijsku proizvodnju, mogu se uspješno natjecati na međunarodnoj razini.
Odgovarajući odaziv također ovisi o znanju i iskustvu pa ih je potrebno neprestano nadograđivati i poboljšavati.
Digitalna i presloživa tvornica za uvježbavanje naprednoga proizvodnog inženjerstva nudi stručnjacima s područja proizvodnih i logističkih sustava mogućnost učenja planiranja i vođenja proizvodnih sustava te sustava za sastavljanje s najvećim mogućim stupnjem prilagodljivosti i raznolikosti.

Inženjeri i drugi stručnjaci koji su u proizvodnim poduzećima odgovorni za planiranje proizvodnje, proizvodnu logistiku i organizaciju rada, moraju poznavati suvremene metode i alate kojima mogu učinkovito ublažiti utjecaje tržišta koje se neprestano mijenja, a da pri tome ne posežu u samo djelovanje postojeće proizvodnje. Potrebe i zahtjevi za neprestanim optimiranjem tvornica i proizvodnih sustava u industriji iznimno su veliki. Proizvodno inženjerstvo, odnosno stručno područje koje je odgovorno za planiranje rada i procesa, danas je sve više povezano s alatima digitalne tvornice te se također temelji na modularnim i prilagodljivim proizvodnim sustavima. Samo njihovom stručnom upotrebom, potkrijepljenom odgovarajućim znanjem i iskustvima, može se podignuti stupanj brzog i učinkovitog prijelaza, odnosno reorganiziranja proizvodnje iz jedne postave u drugu, pri čemu se može prema potrebi mijenjati strojeve i drugu opremu te njihov prostorni razmještaj. Također i udruživanje automatiziranih i ručnih radnih mjesta u učinkovit proizvodni sustav s obzirom na stvarne zahtjeve tržišta zahtijeva slobodan i cjelovit pristup planiranju i vođenju te odgovarajuće znanje i iskustva. No to znanje nije moguće dobiti samo formalnim obrazovanjem i radom u proizvodnji, nego je za to potrebno odgovarajuće dodatno obrazovanje, a time i posebno uvježbavanje tih znanja.
Postojeća ponuda obrazovanja i uvježbavanja koja je usmjerena na proizvodno inženjerstvo i koja bi odgovarala zahtjevima područja, nedostatna je, zaključili su na Institutu za industrijsku proizvodnju i proizvodni menadžment Sveučilišta u Stuttgartu (Institut für industrielle Fertigung und Fabrikbetrieb, IFF, Universität Stuttgart). Upravo su iz tog razloga osnovali i razvili suvremenu inovativnu metodu učenja i uvježbavanja naprednoga proizvodnog inženjerstva (advanced Industrial Engeineering – aIE), koja udružuje nastavne vještine na stvarnome modelu tvornice, otocima digitalnog učenja i teoretskim modulima te je također prilagođena poslijediplomskom i dodatnom obrazovanju i uvježbavanju.
Obrazovanje i uvježbavanje postavili su u digitalno i prividno (virtualno) okružje, gdje su na raspolaganju programska rješenja za planiranje i vođenje proizvodnje, kao i stvarni proizvodni sustavi koji se zasnivaju na najsuvremenijim načelima modularnih prilagodljivih proizvodnih sustava i sustava za sastavljanje. Zamisao za to dobili su tijekom istraživanja u industriji kada su proučavali učinkovitost ponovnog uvježbavanja i preoblikovanja proizvodnih poduzeća te su zaključili da u industriji postoji vrlo velika potreba za takvim obrazovanjem i uvježbavanjem.
Digitalna tvornica je općeniti izraz za široku mrežu digitalnih modela, metoda i alata kao što su modeliranje, simulacija, 3D prikaz alata prividne (virtualne) stvarnosti, koji su povezani sa sustavom koji upravlja podacima. Svrha je digitalne tvornice udruživanje cjelovitog planiranja, vrednovanja i neprestanog poboljšavanja svih ključnih procesa i sredstava u tvornici s podacima o proizvodu i narudžbi. Digitalna je tvornica također i proces istraživanja koji podupire sve ključne stupnjeve razvoja proizvodnog sustava. Pri tome se daje naglasak na neprestano izmjenjivanje planiranja i vrednovanja kao važne čimbenike uspjeha razvoja poslovanja neke tvornice, koji su jedino ostvarivi uz uspješnu potporu digitalnog modela i suradnjom u digitalnom okružju.
Na IFF-u su, u suradnji s partnerima iz industrije i s nekoliko davatelja ponuda programskih rješenja, razvili povezujuće i korisničke programe te združili pojedinačna programska rješenja u digitalni, odnosno virtualni dio obrazovne tvornice. Između sebe povezali su programska rješenja za upravljanje podacima o proizvodu, planiranje procesa i oblikovanje radnih mjesta, planiranje postavljanja strojeva i druge opreme te izrade tlocrta tvornice, simulaciju sastavljanja i tijeka materijala, odnosno logistike, upravljanje narudžbama te upravljanje znanjem. Informacijsko i funkcionalno povezana programska rješenja nadogradili su korisničkim prijenosnikom i oblikovali digitalno, odnosno virtualno okružje koje su nazvali digitalni otok obrazovne tvornice.
Sudionici istraživanja, obrazovanja ili uvježbavanja okupe se na digitalnom obrazovnom otoku te s pomoću računala i projekcije razvijaju nove proizvode, provjeravaju i ocjenjuju učinkovitost ključnih menadžerskih odluka o proizvodnom programu, oblikuju proizvodne procese i određuju proizvodna sredstva te simuliraju djelovanje i postavljanje strojeva i naprava kao što su npr. robotizirana ćelija, ručno radno mjesto, automatski skladišni sustav, različite transportni i kontrolni uređaji i sustavi. Tako sudionici digitalnoga obrazovnog otoka mogu pronaći nedostatke koji nastaju kod promjene proizvodnih procesa, s naglaskom na manjim proizvodnim serijama i kraćim razdobljima prelaska na novu opremu (retooling), te ih otklanjaju prije negoli započne stvarna proizvodnja.
Fizički model tvornice i-Factory Važan dio osnovane obrazovne tvornice je inovativno obrazovno okružje i-Factory, koje je stvarni fizički model proizvodnog sustava. Sastavljen je od sastavnih dijelova, odnosno modula proizvodnog sustava iTRAME (intelligent Transformable Reconfigurable Assmebly and Manufacturing Equipment),
koji su razvili u suradnji s poduzećem Festo Didactic, te programskih rješenja za izvršno planiranje i vođenje proizvodnje koja su povezana s programskim alatima digitalnoga obrazovnog otoka.
Bit i inovativnost osnove fizičkoga obrazovnog modela je tehnologija koja omogućuje jednostavno i brzo združivanje (configuration), razdruživanje te ponovno združivanje (re-configuration) pojedinačnih proizvodnih i transportnih jedinica u po želji oblikovanu proizvodnu liniju. Jedinice uključuju
leta između radnih mjesta u sustavu, prenosi na niže položenu transportnu traku po kojoj se palete vraćaju do početnog modula koji ih prenosi na gornju traku. Radne stanice obuhvaćaju ručno radno mjesto, koje ima svoju vlastitu transportnu traku te je odvojeno od glavnoga transportnog puta, automatiziranih modula za sastavljanje, obrade, optičke kontrole i modula s robotom. Moduli su opremljeni vlastitim pogonom, napajanjem, komunikacijskom vezom i upravljačkim sustavom koji je prilagođen djelovanju i posebnim zahtjevima nekog modula. Moduli
najnovije tehnologije automatizacije kao što su različite pogonske jedinice, roboti za sastavljanje i sustavi s računalnim vidom. Razvili su također proizvodni primjerak koji je suvremeno oblikovano uredsko pomagalo s određenim mehatroničkim dijelovima, a namijenjen je izradi s pomoću suvremenih proizvodnih tehnologija te je također upotrebljiv za daljnja istraživanja i upotrebu novih tehnologija. Velik broj varijanti proizvoda omogućuje simulaciju realističnih dinamičkih primjera narudžbi, što je dobra podloga za učinkovito učenje i uvježbavanje u obrazovnoj tvornici.

Jednostavno i brzo preslagivanje Osnovni sastavni dijelovi fizičkog modela obrazovne tvornice elementi su obitelji proizvodnih modula iTRAME poduzeća Festo Didactic, koji su izrađeni na osnovi industrijskoga paletnoga dvorazinskoga transportnog sustava. iTRAME obuhvaća module za transport, radne stanice i automatsko skladište. Transportni dijelovi sastoje se od ravnih i kutnih elemenata, elemenata sa zaustavljačima paleta za radnu stanicu, sastavnoga i rastavnoga spoja te početnoga i završnoga transportnog modula. Na završnome modulu paleta se s gornje transportne trake, koja određuje osnovni smjer prenošenja pa-
su jednake dužine, tako da se mogu jednostavno zamijeniti. Palete i moduli opremljeni su tehnologijom RFID, koja omogućuje učinkovito i točno vođenje paleta te praćenje proizvoda tijekom svakoga proizvodnog koraka.
Gradnja fizičkog modela proizvodnog sustava zasniva se na načelu “priključi i radi” (plug und work). To omogućuje sastavljeni priključak za napajanje, koji udružuje napajanje električnom energijom i stlačenim zrakom, priključak za Ethernet, uzemljenje i 24-voltno napajanje naprave za isključivanje u slučaju potrebe. Jedinstven je također i sustav za samostalno raspoznavanje topologije. Svaki modul, naime, ima na priključnim mjestima senzor za raspoznavanje koji prepoznaje modul koji je na nekome mjestu priključen. Ti se podaci prikupljaju u bazi nadređenog računala koje može na temelju tih podataka i topološke karakteristike pojedinačnog modula odrediti sve povezane module i njihovo topološko uređenje, odnosno tlocrt prostornog razmještaja. Kod fizičkog preuređivanja, odnosno mijenjanja prostornog rasporeda i povezivanja modula, svi se podaci koji određuju novu postavu u bazi podataka samostalno obnove. Iz tih se podataka samostalno stvori model i grafički pri-
kaz novih postavki koje su potrebne pri planiranju i vođenju proizvodnje te na projekciji stola na digitalnom obrazovnom otoku.
Od učenja do spoznaje Obrazovni proizvodni moduli iTRAME, koji su najbolje opremljeno obrazovno pomagalo poduzeća Festo Didactic, izrađeni su od sastavnih dijelova koji se inače obično upotrebljavaju u industriji. Moduli omogućuju vrlo visok stupanj modularnosti i mogućnosti preslagivanja (reconfigurability) jer su bogato opremljeni pogonima, senzorima i upravljačkim jedinicama, što se također može vidjeti po investicijama. Njihove su prednosti prije svega u neograničenoj upotrebi, jednostavnom i brzom preslagivanju proizvodnog sustava te mogućnosti da osoblje u radionici samostalno optimira postavljanje i djelovanje.
Obrazovna tvornica i-Factory, koja je sastavljena od modula iTRAME, na IFFu je ishodišna točka za istraživački rad, poslijediplomske radove i dodatno obrazovanje te za prijenos znanja u industriji. Testiranjima u digitalnom i fizičkom


Inženjeri koji planiraju logističke i proizvodne sustave u obrazovnoj tvornici mogu i sami naučiti kako najbolje prilagoditi i oblikovati linije i sustave za sastavljanje da bi ih što jednostavnije promijenili i prilagodili.
okružju sudionici obrazovanja i istraživači provjeravaju načine planiranja fizičkog postavljanja i osnove planiranja te vođenja proizvodnje, njihovu primjenu u su-
vremenim prilagodljivim, odnosno brzo presloživim proizvodnim sustavima za izradu i sastavljanje.
Učenje i uvježbavanje na području naprednoga proizvodnog inženjerstva, potpomognutoga suvremenim metodama i alatima, nije namijenjeno samo proizvodnim inženjerima nego i svima koji rade na područjima tehničkog menadžmenta, logistike i na drugim područjima u proizvodnim poduzećima koji su ovisni o učinkovitosti proizvodnje ili na nju utječu. Učenje i uvježbavanje vode do novih spoznaja i vještina koji su ključni za strateško odlučivanje i operativno vođenje. Na kraju put vodi do upotrebe modularnih i presloživih proizvodnih sustava s pomoću kojih je moguće rješavati i ispunjavati zahtjeve i potrebe tržišta učinkovitijim planiranjem koje negdje treba naučiti.


















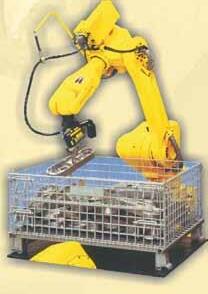












Diversifikacija proizvoda, u sprezi s promjenjivom proizvodnom količinom, visokim estetskim zahtjevima te zahtjevima za sve većom kontrolom svakoga koraka u proizvodnji, postavlja sve teže dostižne uvjete pred klasične proizvodne sustave. Uzme li se primjer automatske montaže, konvencionalni montažni sustavi poput ručnih ili visokobrzinskih jednonamjenskih sustava postaju sve manje upotrebljivi u ovakvim promjenjivim i kompetitivnim uvjetima.
U fokusu istraživanja su robotski sustavi koji kombiniraju prednosti ručnih sustava (fleksibilnost, neosjetljivost na pojavu nesavršenosti, sposobnost učenja i prenamjene) s prednostima visokobrzinskih – velikom brzinom sklapanja te mogućnošću višesmjenskog rada.
Prednosti su robotskih sustava u tome što ih je povezivanjem s naprednim kompleksnim senzorima, u prvom redu vizijskim sustavima – industrijskim kamerama, moguće primijeniti u nesređenim i znatno promjenjivim uvjetima rada. Pod pojmom nesređenih uvjeta okoline smatramo da dijelovi koje je montažom potrebno spojiti u sklop, ne moraju dolaziti u strogo određenoj orijentaciji i položaju; najčešće je riječ o paletiziranom rasporedu. Primjenom kamere moguće je prepoznati i izdvojiti traženi objekt iz skupine istih ili različitih objekata proizvoljne orijentacije. Konvencionalni visokobrzinski sustavi nemaju sposobnost percepcije okoline te počivaju na pretpostavkama visokog stupnja sređenosti na svim razinama sustava. Takav umjetni
red uvodi se u sustav u prvom redu primjenom uskih tolerancija svih komponenata sustava. Sustav je veoma osjetljiv na pojavu nepredviđenih događaja, primjerice pojavu vijka bez glave ili vijka koji nije točno pozicioniran. Ovakav pristup znatno povećava troškove montažnog sustava.
Na Fakultetu strojarstva i brodogradnje Sveučilišta u Zagrebu, suradnja Fakulteta i industrijskih partnera rezultirala je autonomnim montažnim sustavom sposobnim sklapati zadane dijelove u uvjetima visoke nesređenosti i promjenjivosti okoline. Sustav je razvijan na računalu od početne ideje, modeliran je programskim paketom CATIA v5, nakon čega je izvođena simulacija u virtualnom svijetu. Nakon te početne faze prišlo se izvedbi sustava koji se sastoji od četveroosnoga kartezijskog manipulatora spregnutoga dinamičkim vizijskim sustavom, kamerom montiranom na vertikalnoj osi; SCARA robota; pneumatskoga kartezijskog FESTO manipulatora te niza pomoćnih komponenata poput transportnih traka, pneumatskih cilindara, servomotora.
Zadatak koji je bio postavljen kao projektni cilj bio je da sustav iz potpuno nesređene skupine dijelova, na temelju spoznaja o izgledu krajnjeg sklopa, redom sklapa komade i isporučuje ih na standardnoj paleti oblika 3x2 kao gotove sklopove.
Rješavanje ovog zadataka zasnivalo se na konceptima višeagentnih sustava, gdje je svaka komponenta sustava promatrana kao zasebna cjelina (agent) sposobna samostalno percipirati okolinu i donositi odgovarajuće odluke bilo samostalno bilo u komunikaciji s ostalim komponentama sustava. Komunikacijom među jedinkama omogućeno je zajedničko distribuirano izvršavanje zadaće. Ovakva arhitektura povećava robusnost sustava, što se u prvom redu očitovalo na vizijskom sustavu koji je sposoban prepoznati položaje dijelova s visokom preciznošću od ~0,01 mm.
Sve komponente sustava bile su umrežene preko industrijskog protokola DEVICE Net, dok je komunikacija kamere s robotom izvedena standardnim protokolom TCP IP.


Ukupno je umreženo šest računala, od čega jedan PC te pet programibilnih industrijskih kontrolera. Programiranje je izvođeno u ladder logici, programskom jeziku X-sel te programskom jeziku FST4.





Značajke i prednosti ovog sustava u prvom su redu u njegovoj neosjetljivosti na promjene pozicije, orijentacije, rasporeda dijelova, kao i na promjene uvjeta osvjetljenja okoline. Princip rada temeljen je
na sljedećim koracima: traženje dijelova po radnom prostoru, sklapanje dijelova, provjera ispravnosti izvedenog sklopa, postavljanje sklopa u nosač proizvoda na transportnom sustavu, vađenje sklopljenih dijelova i spremanje na standardnu paletu. Izravni korisnici ovog sustava su industrijski partneri visokoga tehnološkog stupnja, spremni uložiti sredstva za povećanje tehnološkog stupnja proizvodnje. Pokazalo se da je povrat sredstava uloženih u ovakve
sustave zajamčen tijekom razdoblja od dvije godine.
Prof. dr.sc. Bojan Jerbić, redovni je profesor pri Fakultetu strojarstva i brodogradnje, Sveučilišta u Zagrebu
Tvrtka HS-TEC d.d. iz Zadra na sajmu BIAM 2008 predstavila je svoj novi proizvod. Fleksibilnu robotsku strukturu za lake obrade i posluživanje obradnih sustava tvrtka je razvila u suradnji s Katedrom za alatne strojeve pri FSB-u te uz potporu Ministarstva znanosti, obrazovanja i športa.
Prepoznavanje stanja i trendova na globalnom tržištu pretpostavka je pravilnoga strateškog planiranja industrijske proizvodnje. Oslanjajući se na trendove na svjetskom tržištu, na prognoze najvažnijih svjetskih instituta i sveučilišta, mogu se prepoznati globalni okviri definirani za sadašnje vrijeme i skoriju budućnost. U tom smislu mogu se izdvojiti zahtjevi koje postavlja suvremeno tržište:
• skraćenje vijeka trajanja proizvoda na tržištu
• smanjenje veličine serije proizvoda
• povećanje broja varijanata proizvoda
• povećanje utjecaja i želja kupaca na oblik i karakteristike proizvoda
• česte promjene želja kupaca
• utjecaj konkurencije
• jeftiniji i kvalitetniji proizvodi.
Nedavno predstavljena fleksibilna robotska struktura HS-TEC-ov je odgovor na te zahtjeve. Pri planiranju i gradnji sustava stavljen je naglasak na fleksibilnost, modularnom strukturom koja osigurava širok spektar primjene tog robota.
Ovakav tip robotskog sustava namijenjen je ponajprije za sklapanje (pick and place) i posluživanje obradnih sustava, odnosno manipulaciju obradcima i dijelovima u široj primjeni. Za te aplikacije moguća je ugradnja različitih prihvatnica s pneumatskim ili hidrauličnim pogonom, a za dijelove s ma-

njom masom predviđene su i vakuumske prihvatnice.
Posebno razvijenim i prilagođenim motorvretenom za robotske aplikacije sa standardnim prihvatom alata omogućena je primjena ovog robota za „lake“ i visokobrzinske obrade (glodanje, bušenje, razvrtanje, odrezivanje, poliranje, skidanje srha).
Osobito je zanimljivu konfiguraciju sustava moguće izvesti ugradnjom izmjenjive stezne naprave umjesto standardne prihvatnice, gdje robot ujedno izvodi pomoćna i posmična gibanja, dok glavno vreteno ostaje fiksirano. Na taj je način moguće dodatno povećati fleksibilnost te izbjeći potrebu za izvedbom zasebnih sustava izmjene obradaka.
Uz navedeno, ovaj je sustav također predviđen za primjenu kod različitih procesa
spajanja materijala, odnosno lemljenja, lijepljenja, zavarivanja i sl. Postupci nanošenja različitih zaštitnih prevlaka te pranje i pjeskarenje isto su tako predviđene operacije, dakako uz ugradnju odgovarajućega vanjskog spremnika pomoćnog materijala.
Kako bi se ubrzao razvoj i smanjili troškovi testiranja, u fazi konstrukcije ovoga proizvoda primijenjeno je virtualno modeliranje prototipa.
Virtualni prototip predstavlja računalni model proizvoda nad kojim je, bez fizičke realizacije prototipa, moguće provesti brojne analize te na osnovi dobivenih rezultata iterativno uvoditi potrebne modifikacije konstrukcije radi postizanja traženih zahtjeva.

Razmatrajući ljudske pokrete u radu (čučanj pri podizanju objekta te savijanje ruku u zglobovima radi pozicioniranja) kao polazišnu točku u razvoju ovog proizvoda, kinematska struktura izvedena je ugradnjom osi z na početak kinematskog lanca. Time je u odnosu na češće korištene robote ovog tipa (SCARA), gdje je os z postavljena na kraju kinematskog lanca, ostvareno nekoliko važnih tehnoloških prednosti.
Izvođenjem osi z na ovaj način oslobođen je prostor na kraju kinematskog lanca za ugradnju dodatnih osi ili različitih modula za manipulaciju i obradu (slika 3), čime je povećana fleksibilnost. Ovakvom je izvedbom također smanjena masa na najudaljenijoj točki rotacije robotske ruke, a time i moment inercije, što u konačnici omogućuje povećanje raspona, odnosno povećanje nosivosti uz povoljnije energetsko djelovanje.
Pogon osi z, koji je uz masu pripremka u ovoj varijanti dodatno opterećen i masom preostalih konstrukcijskih elemenata, izveden je linearnim motorom, čime su osigurana visoka dinamička svojstva robota.
Posebna pozornost pri dizajnu robota posvećena je sigurnosti radnika u uvjetima gdje robot i čovjek rade kooperativno, odnosno gdje oboje imaju pristup objektu rada. Prisutnost čovjeka, nepredviđene zapreke ili objekta moguće je detektirati senzorima postavljenima na robotsku strukturu, čime je uvjetovano smanjenje brzine ili potpuno zaustavljanje pogona sustava u slučaju nužde. Time je uvelike smanjena opasnost od ozljeđivanja operatera, a s druge strane i oštećenja samog robota.

• HS-TEC d.o.o.
• Udiljak, Toma; Todić, Rajko; Goja, Željko. INTELLIGENT ROBOT SYSTEMS FOR



Slika 5. Prikaz područja djelovanja senzora za detekciju zapreka
FLEXIBLE ATTENDANCE OF MACHINE TOOLS // CIM 2007 Computer integrated Manufacturing and High Speed Machining /Abele, Eberhard; Udiljak, Toma; Ciglar, Damir, editor(s). Zagreb: DENONA d.o.o., Zagreb 2007., 359-362 (lecture, international peer-review, published, scientific).

Poduzeće Danray Products LLC iz Rockforda nudi prilagodljivo »zmijasto« svjetlo, koje omogućuje neposredno osvjetljivanje mjesta obrade na obradnome stroju ili radnim područjima, na kojima je potrebno dodatno osvjetljenje. Svaka svjetiljka koristi običnu žarulju od maksimalno sto vati. Visokoučinkovite ruke izrađene su od opružnoga čelika, prevučenoga biopolimerom, čime su zaštićene od masti, ulja i prljavštine. Poduzeće nudi i brojne mogućnosti prilagodbe te dugotrajnu potpornu snagu uređaja. Svjetiljke su u ponudi u trima različitim inačicama montaže, i to izravno te kao C-obujmica i magnet.



Sajam AUTOMATICA 2008, koji je održan od 10. do 13. lipnja na prostoru novoga München Trade Fair Centre (na više od 32 000 m2), oborio je sve dosadašnje rekorde. To se odnosi na broj posjetitelja, kao i na broj izlagača. Ove je godine priredbu obišlo više od 30 000 posjetitelja iz 90 zemalja (u 2006. godini 28 479 posjetitelja iz 84 zemlje). U ovom broju časopisa IRT3000 donosimo kratko izvješće o održanom sajmu, a detaljan prikaz priredbe bit će dan u sljedećem broju.
Više od 7 000 posjetitelja došlo je izvan Njemačke, što sajmu daje poseban, međunarodni značaj. Osim iz Njemačke, izlagači su ove godine došli i iz Austrije, Italije, Švicarske, Češke, Slovenije, Danske, Francuske, Švedske i SAD-a. Tako je na sajmu 870 izlagača iz 41 zemlje (u 2006. godini 814 izlagača iz 37 zemalja) predstavilo svoje proizvode, inovacije i usluge s područja sklapanja proizvoda i rukovanja njima, robotike, “machine vision” i sličnih područja. Udio inozemnih izlagača prešao je 30 posto.
Visoka razina zadovoljstva među izlagačima i posjetiteljima Dominantna slika u svih pet izložbenih paviljona bilo je dobro raspoloženje među izlagačima i posjetiteljima. Mnogi izlagači izjavljuju kako su tijekom održavanja sajma AUTOMATICA 2008 na svojim izložbenim prostorima obavili mnoge izvrsne i konstruktivne razgovore s posjetiteljima, koji su došli vrlo pripremljeni za sajam. Uspjeh na sajmu može se potkrijepiti i mnogim potpisanim poslovnim ugovorima tijekom sajma. S druge strane, i posjetitelji su iskazali zadovoljstvo prikazanim
te je, na temelju provedenih anketa i procjena, zaključeno kako 97 posto posjetitelja kani sajam AUTOMATICA posjetiti i 2010. godine.
Koncept u pozadini sajma AUTOMATICA – uspjeh s odjekom Arne Lakeit, voditelj Općeg odjela planiranja pri njemačkom Audiju, dijeli pozitivne dojmove o sajmu AUTOMATICA: “Koncept AUTOMATICE izvrsna je platforma za Audi kao korisnika čitavih sustava. Ovo je učinkovit forum, gdje možemo raspravljati o rješenjima sa svojim dobavljačima pod okriljem našeg mota “Vorsprung durch Technik” (Napretkom kroz tehniku) – od jednostavnih komponenata pa do primjene čitavih sustava.” Taj komentar izravno otkriva kako je koncept organizacije sajma AUTOMATICA – dovesti pod jedan krov područja sklapanja proizvoda i rukovanja njima, robotike, “machine vision” i sličnih područja, sva s istom “težinom” – doživio uspjeh koji će imati odjeka u tim područjima. Jasno i strukturirano definiran raspored tema po izložbenim paviljonima jamči sajmu AUTOMATICA status učinkovite i poslovno orijentirane platforme.
Izvanredno velik interes medija za sajam AUTOMATICA bio je očit – sa sajma su izvještavali predstavnici medija iz više od 20 zemalja. Pri tome sajam nisu pratili samo novinski izvjestitelji nego i brojni radijski i TV izvjestitelji. Norbert Bargmann, direktor Messe München GmbH, izjavio je: “Vrlo smo zadovoljni time kako su se stvari odvijale na sajmu AUTOMATICA 2008. To je rezultat i naših opširnih najava i izvještaja u njemačkim i inozemnim medijima. Više od 500 novinara iz cijelog svijeta prenosi pozitivne poruke sajma AUTOMATICA. Sada dodatno i putem TV-a i radija.”
Thilo Brodtmann, direktor tvrtke VDMA Robotik + Automation, prenosi raspoloženje unutar branše: “Drago nam je što su naši izlagači iskazali tako veliko zadovolj-
stvo izlaganjem na sajmu, što je ujedno odraz sve većega međunarodnog širenja struke i izvrsne kvalitete posjetitelja sajma. AUTOMATICA se dokazala kao vrhunski međunarodni događaj u našoj struci.”
Sljedeći sajam AUTOMATICA održat će se, tradicionalno, u Münchenu, od 8. do 11. lipnja 2010. godine.
Uredništvo časopisa IRT3000 zahvaljuje tvrtki BELIMPEX d.o.o. (zastupniku organizatora sajma Messe München GmbH) što je omogućila predstavnicima časopisa sudjelovanje na sajmu AUTOMATICA 2008 pod VIP uvjetima.

Za dodatne informacije o sajmu AUTOMATICA 2008 posjetite:
Tvrtka TEH-CUT instalirala je početkom godine novi CNC obradni centar MIKRON HPM1850U za 5-osni simultani rad koji omogućuje preciznije obrade najzahtjevnijih dizajna u kraćem vremenu. Dimenzije radnog stola su 1600 x 1600 mm. Stroj podržava rad s 3 izmjenjive palete (radna stola), svaka nosivosti 1,5 tone. U radnom prostoru dozvoljeno opterećenje radnog stola je do 3 tone i radnim hodom od x1850, y1400, z905 mm. Broj okretaja vretena iznosi 15.000 min–1 s snagom motora od 38 kW (193 Nm). Stroj omogućava duboko bušenje s hlađenjem kroz vreteno i automatsku izmjenu 45 alata čije se dimenzije automatski mjere ugrađenom laserskom mjernom napravom.




Od 1963. godine, kada je u Chicagu prvi put predstavljen postupak injekcijskog prešanja s pomoću plina, taj unaprijeđeni postupak prerade polimera postao je vrlo proširen i uspješan postupak izrade šupljikavih otpresaka istodobnim ili programiranim punjenjem kalupne šupljine polimernom taljevinom i plinom. Postupak se u literaturi najčešće označava engleskom kraticom GIT (Gas-assisted Injection Moulding Technology).
Temeljna značajka injekcijskog prešanja s pomoću plina (GIT) je izrada tvorevine s pomoću dvije različite komponente. Prva je najčešće plastomerni ili elastoplastomerni materijal, dok je druga komponenta u plinovitom stanju, najčešće dušik (N2). Pri tome se te dvije komponente ne miješaju. Sve standardne ubrizgavalice koje su opremljene uređajem za punjenje kalupa plinom, mogu se rabiti i za postupak GIT. Plin je moguće pri tome ubrizgavati ili s pomoću mlaznice na ubrizgavalici ili s pomoću posebnog modula na kalupu.
Proces injekcijskog prešanja s pomoću plina Proces injekcijskog prešanja s pomoću plina započinje ubrizgavanjem prve komponente – polimera. Najčešće se ubrizga količina polimernog materijala koja popuni oko 70 % ± 20 % volumena kalupne šupljine (slika 1a). Neposredno prije završetka faze ubrizgavanja započinje faza ubrizgavanja plina. Kratko preklapanje faze ubrizgavanja plastomera i ubrizgavanja plina potrebno je radi sprječavanja naglog smanjenja brzine čela taljevine. Najbolja mjesta uvođenja plina su u zonama akumulacije polimerne taljevine. Kako plin popunjava šupljinu, potiskuje taljevinu uz stijenke kalupne šupljine (slika 1b). Nakon što se kalupna šupljina u potpunosti popuni, započinje faza djelovanja naknadnog tlaka plina. Ta faza povišenog tlaka plina u kalupnoj šupljini održava se do trenutka kada se postigne postojanost oblika i dimenzija otpreska (slika 1c). Maksimalni tlak plina pri tome je oko 300 bara. Zbog relativno niskog tlaka plina ostvaruje
se i relativno nizak unutrašnji tlak u kalupnoj šupljini, što rezultira potrebom za manjim silama držanja kalupa, odnosno mogućnošću uporabe ubrizgavalica manjih sila držanja. Nakon inicijalnog očvršćivanja polimerne taljevine tlak plina se snižava. To se smanjenje ostvaruje ili ispuštanjem plina u atmosferu ili izvlačenjem (do 90 % količine) kroz mlaznice ubrizgavalice ili kalupa.
Prednosti i nedostaci postupka GIT
Ovisno o konstrukciji kalupa, moguće je pri primjeni postupka GIT ostvariti odgovarajuće prednosti u usporedbi s klasičnim postupkom injekcijskog prešanja: - više slobode pri konstruiranju kalupa - ušteda materijala (uobičajeno 20 do 30 %) - skraćenje vremena ciklusa za debelostjene otpreske - povišenje krutosti i čvrstoće otpresaka uz istu masu - otpresci bez pojave usahlina - ujednačenije stezanje u kalupu, niža zaostala naprezanja, bitno manje vitoperenje - snižena sila držanja kalupa - uporaba duljih putova tečenja - bolja površinska svojstva u usporedbi s pjenastim tvorevinama - u nekim slučajevima moguća su bitna pojednostavnjenja konstrukcije kalupa - moguća integracija tankostjenih i debelostjenih zona.
Slika 1. Proces injekcijskog prešanja s pomoću plina - GIT: a) nakon faze ubrizgavanja polimerne taljevine, b) tijekom faze ubrizgavanja plina, c) tijekom faze djelovanja naknadnog tlaka plina
Uz navedene prednosti, postupak GIT također ima i određene nedostatke: - dodatni troškovi investicije u opremu za generiranje tlaka plina, opremu za regulaciju tlaka plina, plin, mlaznice na ubrizgavalici i mlaznice na kalupu te troškovi licencije - empirijsko određivanje nekih parametara prerade - zaostala rupa na mjestu ubrizgavanja plina
- čvrstoća otpreska na mjestu pečaćenja često je nedovoljna.
Varijante procesa injekcijskog prešanja s pomoću plina
Tijekom primjene razvijeno je nekoliko inačica postupka injekcijskog prešanja s pomoću plina. Najčešće se te inačice razlikuju u načinima ubrizgavanja plina u kalupnu šupljinu. Moguće je razlikovati sljedeće postupke:
- GIT s ubrizgavanjem plina kroz mlaznicu ubrizgavalice
- GIT s ubrizgavanjem plina kroz kalup (kroz uljevni sustav kalupa i izravno kroz kalupnu šupljinu, tj. otpresak)
- GIT s pomoću puhanja polimerne taljevine (s pomoću povratnog tlaka i ekstruzijsko)
- GIT s pomoću povlačenja jezgre u kalupu.
GIT – ubrizgavanje plina kroz mlaznicu ubrizgavalice



Tijekom ovog postupka plin se ubrizgava u kalupnu šupljinu izravno kroz mlaznicu ubrizgavalice. Postupak je moguće podijeliti u tri faze. U prvoj je fazi mlaznica s hidrauličnim igličastim ventilom otvorena te se kroz nju ubrizgava polimerna taljevina (slika 2a). Jastučić potreban za pečaćenje ostaje u sabirnici cilindra ubrizgavalice. U drugoj se fazi (slika 2b) igličasti ventil zatvara, a u kalup se ubrizgava dušik (N2).
Pri tome dolazi do pomicanja jezgre rastaljenog polimera te počinje faza djelovanja naknadnog tlaka plina. Nakon završetka faze djelovanja naknadnog tlaka plina započinje faza uklanjanja dušika iz kalupne šupljine. Pri tome se smanjenje tlaka plina može ostvariti kratkim odmicanjem mla-
znice ubrizgavalice. U konačnoj fazi igličasti ventil ponovno se otvara te se u kalupnu šupljinu ubrizgava jastučić polimerne taljevine koji služi za pečaćenje otpreska (slika 2c).
GIT – ubrizgavanje plina kroz kalup
Ova inačica postupka GIT dijeli se na postupak ubrizgavanja plina kroz uljevni kanal kalupa te na postupak ubrizgavanja plina izravno kroz kalupnu šupljinu, odnosno izravno kroz otpresak.
Pri postupku s ubrizgavanjem plina kroz uljevni sustav kalupa, na početku ciklusa igličasti ventil mlaznice ubrizgavalice je otvoren, a u kalup se ubrizgava čitava predviđena količina polimerne taljevine, odnosno nema zaostalog jastučića (slika 3a). U drugoj se fazi igličasti ventil zatvara, a u kalup se kroz sustav za ubrizgavanje zraka u kalupu zrak dovodi kroz uljevni sustav u kalupnu šupljinu (slika 3b). Pri tome dolazi do pomicanja jezgre rastaljenog polimera prema stijenkama kalupne šupljine. Istodobno je omogućeno djelovanje naknadnog tlaka kojim ubrizgavalica može prema potrebi dozirati dodatni materijal u kalupnu šupljinu. Nakon prestanka djelovanja faze naknadnog tlaka plina, unutrašnji tlak otpreska opada (N2 napušta kalup kroz sustav za ubrizgavanje zraka).
postupku moguće je raditi s intervalnim otvaranjem mlaznice, a tijekom prve faze postupka u kalup se ubrizgava čitava količina polimerne taljevine (slika 4a). U drugoj se fazi u kalupnu šupljinu ubrizgava dušik kojim se polimerna taljevina stlačuje uz stijenke kalupne šupljine (slika 4b). Nastupa faza djelovanja naknadnog tlaka taljevine sve do trenutka očvršćivanja uljevnog sustava, a slijedi uklanjanje dušika iz kalupne šupljine. Pužni vijak ubrizgavalice istodobno započinje s doziranjem materijala za novi ciklus.
Slika 2. Faze postupka GIT s ubrizgavanjem plina kroz mlaznicu ubrizgavalice: a) prva faza, b) druga faza
Slika 3. Faze postupka GIT s ubrizgavanjem plina kroz uljevni sustav kalupa: a) prva faza, b) druga faza
Pri ubrizgavanju plina izravno kroz otpresak sustav za ubrizgavanje plina izveden je tako da završava mlaznicom izravno u kalupnoj šupljini. Mjesto ubrizgavanja plina pri ovom postupku moguće je odrediti bilo gdje na otpresku, što je prednost postupka. Nedostatak postupka je nemogućnost automatskog pečaćenja mjesta ubrizgavanja zraka koje se pojavljuje u obliku male rupe na otpresku. Pri ovom
Slika 4. Faze postupka GIT s ubrizgavanjem plina izravno kroz kalupnu šupljinu: a) prva faza, b) druga faza
GIT – puhanje polimerne taljevine Postupak GIT-puhanja polimerne taljevine u kalupnoj šupljini također se dijeli na dvije inačice: postupak puhanja s pomoću povratnog tlaka taljevine i postupak ekstruzijskog puhanja. Prednosti obaju postupaka pred ostalim inačicama postupka GIT je izostanak tragova preklapanja na stijenkama otpreska.
Pri postupku puhanja s pomoću povratnog tlaka taljevine čitava se kalupna šupljina popuni polimernom taljevinom (slika 5a). Pri tome se ostvaruje kratko djelovanje naknadnog tlaka radi što boljeg oblikovanja otpreska uz stijenku kalupne šupljine. U sljedećoj fazi igličasti ventil mlaznice ubrizgavalice ostaje otvoren, a dolazi do ubrizgavanja dušika na mjestu najdaljeg puta tečenja taljevine, čime se polimerna taljevina potiskuje natrag u cilindar ubrizgavalice (slika 5b). Nakon što se oblikuje potrebna šupljina u otpresku, igličasti se ventil zatvara prije negoli dušik počne ulaziti u cilindar. Slijede faze djelovanja naknadnog tlaka plina i njegova uklanjanja iz kalupa. Nakon toga počinje doziranje materijala za sljedeći ciklus.
Slika 5. Faze postupka GIT-puhanja s pomoću povratnog tlaka: a) prva faza, b) druga faza

Pri GIT-ekstruzijskom puhanju u prvoj se fazi kalupna šupljina u potpunosti popuni polimernom taljevinom (slika 6a). U ovom slučaju kalup mora sadržavati jednu ili više sekundarnih kalupnih šupljina koje služe za prihvat viška materijala. U prvoj fazi sekundarne kalupne šupljine moraju biti zatvorene. U drugoj fazi započinje djelovanje tlaka koji potiskuje (ekstrudira) taljevinu, čiji višak popunjava sekundarnu kalupnu šupljinu. Prethodno je potrebno s pomoću hidrauličnog klizača otvoriti sekundarnu kalupnu šupljinu. Preostali dio ciklusa identičan je postupku puhanja s pomoću povratnog tlaka.
može nezavisno upravljati. U fazi ubrizgavanja polimerne taljevine jezgra mora biti u svom “prednjem” položaju, tj. u kalupnoj šupljini (slika 7a). U drugoj fazi dolazi do povlačenja jezgre u “stražnji” položaj, čime se ostvaruje prostor za oblikovanje šupljine unutar otpreska (slika 7b). Istodobno se plin ubrizgava kroz mlaznicu koja se nalazi blizu jezgre, čime se u potpunosti oblikuje šupljina u otpresku. Slijede uobičajene faze djelovanja nakanadnog tlaka plina i njegova uklanjanja iz kalupne šupljine.
nja s pomoću plina su oblika osovina i slično, kao što su to, primjerice, ručice u automobilskoj industriji. Primjena postupka GIT pri tome omogućuje postizanje visoke čvrstoće stijenki takvih proizvoda, uštedu materijala do 50 %, bitno kraća vremena ciklusa (bitno kraće vrijeme hlađenja otpreska radi tanjih stijenki), izradu dvokomponentnih proizvoda.



Pri konstruiranju otpresaka namijenjenih izradi postupkom GIT, potrebno je konstruirati šupljine u otpresku što je moguće okruglijeg oblika (slika 8). Posljedično bi i vanjski oblik otpreska trebao pratiti taj kružni oblik kako bi se izbjegla pojava nejednolike debljine stijenke. Kako se to, međutim, ne može uvijek ostvariti, potrebno je slijediti sljedeće smjernice pri oblikovanju vanjskog oblika otpreska: - definirati vanjski oblik otpreska što je moguće bliže obliku šupljine u njegovoj unutrašnjosti - izbjegavati oštre bridove - izbjegavati gomilanje materijala u kutovima - osigurati što jednolikiju debljinu stijenke po čitavom otpresku.
Slika 6. Faze postupka GIT-ekstruzijskog puhanja: a) prva faza, b) druga faza
GIT – povlačenje jezgre u kalupu Pri ovom se postupku kalupna šupljina u prvoj fazi u potpunosti popuni polimernom taljevinom. Kalup mora sadržavati dopunsku jezgru ili više njih, čijim se pomakom
Slika 7. Faze postupka GIT s povlačenjem jezgre u kalupu: a) prva faza, b) druga faza
Sustavi GIT-mlaznica
Pri postupku GIT, za ubrizgavanje plina u kalup na raspolaganju su posebne mlaznice ubrizgavalice i mlaznice u kalupu. U slučaju uporabe GIT-mlaznice ubrizgavalice polimerna taljevina i plin ubrizgavaju se kroz istu mlaznicu. Kao posljedica, ušće taljevine u kalupnu šupljinu i ubrizgavanje, odnosno uklanjanje plina, na istim su mjestima na otpresku.
U slučaju uporabe mlaznica u kalupu nije nužno da mjesto ušća bude ujedno i mjesto ubrizgavanja plina. U tom je slučaju moguće u kalupu rasporediti potreban veći broj mlaznica koje će zadovoljiti postavljene zahtjeve na otpresak. Takve mlaznice omogućuju bitno fleksibilnije upravljanje parametrima postupka GIT. U kalupima se razlikuju nepomične i pomične mlaznice. U slučaju kada je mlaznicu moguće postaviti u smjeru otvaranja kalupa, mogu se izabrati nepomične mlaznice. S druge strane, kada to nije moguće, mlaznice trebaju imati mogućnost pomicanja.
Otpresci koji su posebice prikladni za izradu postupkom injekcijskog preša-
Pri oblikovanju pravokutnih presjeka otpreska često je onemogućeno pomicanje taljevina u užim dijelovima presjeka. U takvim slučajevima valja se držati sljedećih naputaka: - maksimalna širina otpreska treba iznositi 3 do 5 puta njegove visine - maksimalna duljina otpreska treba iznositi do 5 puta njegove visine.
Savinuti detalji na otpresku U slučaju kada je otpresak savinutog oblika uvijek postoji opasnost od gomilanja materijala na vanjskim stijenkama otpreska, odnosno stanjenja stijenke otpreska s unutrašnje strane polumjera zakrivljenja (slika 9). Stoga valja uzeti u obzir sljedeća pravila: - izbjegavati područja oštrih kutova - izabrati najveći mogući polumjer zakrivljenja.





Slika 9. Lokalne debljine stijenke pri savinutom otpresku pod 90°

Određivanju položaja ušća taljevine i mjesta ubrizgavanja plina valja posvetiti po-
sebnu pozornost. Kako je pri postupku GIT temeljni zahtjev postizanje jednolike debljine stijenke otpreska, vrlo je bitno kalupnu šupljinu najprije homogeno popuniti polimernom taljevinom kako bi plinski mjehur oblikovao šupljinu unutar otpreska upravo onako kako je konstrukcijski predviđeno. Stoga valja uzeti u obzir sljedeća temeljna pravila pri određivanju položaja ušća, odnosno mjesta ubrizgavanja plina: - izabrati položaje u smjeru veće širine otpreska (latitudinalno)
- predvidjeti kalup s jednom kalupnom šupljinom i po jednim mjestom ušća i ulaska plina u kalup kada je to moguće
- izbjegavati položaje ušća i mjesta ubrizgavanja plina na vidljivim mjestima ili na mjestima na kojima je otpresak izložen visokim mehaničkim opterećenjima - smjestiti položaj mjesta ubrizgavanja plina što bliže ušću taljevine kako bi plinski mjehur mogao što bolje pratiti čelo taljevine i usmjeravati njezino gibanje te kako bi se plinski mjehur mogao širiti samo u jednom smjeru - valja uzeti u obzir i utjecaj gravitacije pa treba predvidjeti punjenje kalupne šupljine odozdo prema gore radi postizanja idealnog tečenja taljevine.
Tecnomagnete je predstavio novu seriju magnetnih stolova Quad Extra. Za razliku od predhodnih serija, novi stolovi Quad Extra imaju magnetni dio izrađen iz jednog komada ("Solid block design" - patentiran postupak izrade), a i kućište je također izrađeno iz jednog komada. Novi magnetni stolovi Quad Extra imaju približno 15% veću silu stezanja, nego prijašnje izvedbe (QX HD50 400 daN/pol, QX HD70 780 daN/pol). Nove su također i podloge za predmet obrade (fiksne i gibljive). Podloge su okruglog oblika (i fiksne i gibljive) i izrađene su tako, da se jednostavno ručno postave na stol. Gibljive podloge su izrađene iz dva dijela (svaki dio je izrađen po načelu "solid block"), i imaju ugrađenu zaštitu od praha. U usporedbi sa predhodnom izvedbom, prijenos sile stezanja na predmet je 20% veći sa novim podlogama.
www.tecnomagnete.com www.bts-company.com www.bts-kothennya.hr











Poluproizvodi, obradci od konstrukcijske plastike namijenjeni su daljnjoj strojnoj obradi. Riječ je o materijalima kao što su PA, PA 66 (Ertalon, Nylatron), POM (Ertacetal), PET (Ertalyte), PEEK (Ketron PEEK 1000) i PE-HMW (Cestilene). Kopolimer POM (Ertacetal C) i homopolimer POM (Ertacetal H) posebice su pogodni za obradu na automatskim CNC-tokarilicama. Stoga postoji mogućnost izbora šipki i cijevi duljina većih od 1000 mm, pa čak do 3000 mm.

Obradci od konstrukcijske plastike mogu se bez teškoća obrađivati na uobičajenim strojevima za obradu metala ili drva, no pri tome se valja držati nekoliko dopunskih smjernica koje osiguravaju najbolje rezultate obrade.
Zbog loše toplinske provodnosti plastomernih materijala, relativno niske temperature
Sile rezanja/pritezanje obratka
Sile rezanja pri obradi plastike niže su negoli pri obradi metala pa je tomu potrebno prilagoditi i pritezanje obratka. Najčešće se u praksi teškoće javljaju zbog prejakog pritezanja obratka. U tom se slučaju obradak nakon otpuštanja neočekivano deformira. S druge strane, preslabo pritezanje obratka može rezultirati njegovim ispadanjem iz naprave ili uređaja za pritezanje tijekom obrade. Zato je izboru optimalne sile pritezanja potrebno posvetiti veću pozornost negoli pri obradi metalnih obradaka.
Konstrukcijska plastika namijenjena strojnoj obradi nije tvrda kao metali. Zbog toga je vrlo često potrebno obradak dodatno učvrstiti (poduprijeti) kako bi se spriječila njegova prevelika deformacija ili čak pojava loma. Primjer je obrada cijevi s tankim stijenkama, kada je tijekom pritezanja obratka u čeljusti vrlo često potrebno osigurati unutrašnje podupore (trnove). Time se osigurava točnost obrade (npr. pri izradi raznih vitki), pri čemu je potrebno poštovati tolerancije oblika (okruglosti) i izmjera.

omekšavanja te tališta, potrebno je pri strojnoj obradi takvih materijala razinu razvijene topline održavati na minimumu, čime se sprječava akumulacija topline u obratku. Time se sprječavaju neželjene posljedice kao što su deformacije i napetosti obratka, promjena boje i, konačno, njegovo taljenje.
Stoga se potrebno držati sljedećih naputaka: - rezni alat mora uvijek biti oštar i gladak - brzina posmaka mora biti što veća - rezni alat mora imati dovoljno “zračnosti”, tako da je u dodiru s obratkom sam rezna oštrica - potrebno je osigurati dobro odvajanje strugotine od reznog alata - pri operacijama rezanja, gdje se razvijaju visoke temperature, potrebno je rabiti rashladne medije (primjerice pri bušenju).
Rezni alati od brzoreznog čelika HSS primjereni su za obradu većine konstrukcijskih plastomera. U slučajevima dugotrajne obrade ili obrade plastomera ojačanih staklenim ili ugljikovim vlaknima, odnosno obrade materijala punjenih grafitom, prednost, međutim, imaju alati načinjeni od volframugljikova tvrdog metala (WIDIA), keramike ili polikristalnog dijamanta (PCD). S pomo-
ću tih alata moguće je ostvariti dulji vijek uporabe i fino obrađenu površinu obratka.
Pri obradi plastomera kao što su PBI (Celazole) ili PAI (Torlon) najbolji se rezultati obrade postižu alatima koji imaju dijamantnu prevlaku PCD. Pri kratkotrajnim obradama moguće je uporabiti i alate načinjene od karbidnih tvrdih metala.


Rashladni mediji načelno nisu potrebni, osim pri odrezivanju i bušenju. Očuvanje relativno hladne zone rezanja u pravilu bitno poboljšava finoću obrađene površine i postignute tolerancije.
Kada neka operacija rezanja zahtijeva uporabu rashladnog medija, uputno je rabiti medije topive u vodi, osim u slučaju obrade amorfnih plastomera kao što su PC, PPSU, PEI i PSU. Pri obradi tih materijala mogu se pojaviti napukline zbog naprezanja u materijalu. Stoga se pri njihovoj obradi preporučuje uporaba čiste vode i stlačenog zraka.
U nekim je slučajevima strojne obrade amorfnih plastomera, međutim, uporaba rashladnih medija topivih u vodi neizbježna. Primjeri su bušenje provrta velikih promjera, bušenje dubokih provrta ili narezivanje navoja. U tim je slučajevima potrebno obratke odmah nakon obrade temeljito očistiti izopropilnim alkoholom, a zatim isprati čistom vodom. Na taj se način smanjuje mogućnost pojave napuklina zbog naprezanja u materijalu.
Od 3. do 5. travnja ove godine tvrtka ARBURG već tradicionalno organizirala je Tehnološke dane, tijekom kojih otvara vrata svoga sjedišta u Lossburgu (Njemačka) za posjetitelje i partnere. U ta tri dana ARBURG je posjetilo više od 4 100 posjetitelja iz 44 zemlje. Činjenica da svake godine na taj događaj u Lossburg dolazi sve više posjetitelja, a neki i iz vrlo udaljenih zemalja (primjerice Kine, Tajlanda, Indije, Japana, Indonezije, Malezije, Vijetnama, Južne Afrike, Australije i Brazila), iznova dokazuje kako je koncept održavanja Tehnoloških dana uspješan.

Kao i svake godine, tako je i ove ARBURG predstavio sve novosti u svom proizvodnom programu. Bila je to izvrsna prilika da se na jednome mjestu vide svi modeli toga renomiranog proizvođača ubrizgavalica, pri čemu je više od 50 izloženih ubrizgavalica bilo u pogonu demonstrirajući klasične, ali i unaprijeđene i inovativne postupke injekcijskog prešanja.
Od novijih postupaka prerade valja istaknuti postupak Exjection®, koji predstavlja kombinaciju injekcijskog prešanja i ekstrudiranja (slika 1a). Na Tehnološkim danima predstavljena je ubrizgavalice iz serije Allrounder V (okomita jedinica za ubrizgavanje), model Allrounder 375 V (slika 1b). Postupak su razvile tvrtke IB STEINER i Hybrid Composite Products GmbH iz Spielberga u Austriji.
Postupak je prilagođen izradi dugih, tankostjenih plastomernih proizvoda. Tijekom postupka Exjection® taljevina se ubrizgava u kalup čija se kalupna šupljina pomiče tijekom
ubrizgavanja u smjeru uzdužne osi ubrizgavalice. Pomična kalupna šupljina lagano se popunjava taljevinom. Exjection® karakterizira izostanak linija spajanja na otpresku te niska razina unutrašnjih naprezanja po čitavoj dužini otpreska. To znači da je ovim postupkom moguće načiniti otpreske velikih izmjera uz relativno male sile držanja kalupa, minimalne tlakove i bitno niže troškove izrade. Na Tehnološkim danima prikazana je proizvodnja ABS-profila (slika 2) mase 50 g, uz vrijeme ciklusa od 60 s.
Poseban izložbeni prostor bio je posvećen ubrizgavalicama serije S (slika 3), sa svih deset ubrizgavalica. ARBURG je izložio 20 ubrizgavalica kojima je demonstrirao sve mogućnosti ubrizgavalica iz te serije. Potpuno hidraulične ubrizgavalice imaju raspon sila držanja kalupa između 125 kN i 5 000 kN, a deset je osnovnih modela: 170 S, 270 S, 370 S, 470 S, 520 S, 570 S, 630 S, 720 S, 820 S i 920 S. Kako se svaka od tih osnovnih ubrizgavalica može kombinirati s različitim veličinama jedinica

za ubrizgavanje, moguće je postići vrlo širok raspon karakteristika tih ubrizgavalica koje mogu udovoljiti većini zahtjeva u proizvodnji polimernih otpresaka. Pri tome je moguće proizvoditi otpreske od mikropodručja pa do proizvoda mase 2 583 g (PS).
2 000 kN u kombinaciji s tandemskim kalupom. U kalupu se proizvodila posuda s poklopcem od PP-a. Riječ je o kalupu s 1+1 kalupnom šupljinom i dvije sljubnice koje se otvaraju naizmjence radi naizmjeničnog vađenja otpreska iz kalupa. Ubrizgavalica je opremljena odgovarajućim programskim paketom “Tandem Mould”, a ima mogućnost povlačenja dviju jezgara te uporabe do šest krugova za temperiranje. Vrijeme ciklusa za izradu dvaju otpresaka od 183 g i otpreska od 83 g je 50 sekunda. Tijekom svakog ciklusa u kalupu su se izrađivala po dva spremnika i jedan poklopac.
Na priredbi je središnje mjesto bilo namijenjeno električnim ubrizgavalicama serije ALLROUNDER A (slika 4). Kao najnovije dostignuće u razvoju prikazana je ubrizgavalica ALLROUNDER 570 A s hidrauličnom jedinicom za ubrizgavanje veličine 1300. Hidraulički pogonjena jedinica za ubrizgavanje sada je na raspolaganju za sve električne ubrizgavalice. Time je omogućen veći kapacitet doziranja materijala, više brzine ubrizgavanja, bolja dinamika procesa i kraći ciklusi.
Posebice u slučajevima tankostjenoga injekcijskog prešanja te kalupa s većim brojem kalupnih šupljina, ta činjenica može biti velika prednost ovih ubrizgavalica. To znači da se ubrizgavalica ALLROUNDER 570 A može primjenjivati i u slučajevima koji nadilaze mogućnosti najveće električne ubrizgavalice, jedinice za ubrizgavanje veličine 800.
Iz serije ALLROUNDER Golden Edition







ARBURG je prikazao novu vertikalnu ubrizgavalicu ALLROUNDER 1200 T s okretnim stolom (slika 5). Ubrizgavalice ALLROUNDER Golden Edition imaju ograničenje u kombinaciji sila držanja kalupa/veličina jedinice za ubrizgavanje, pri čemu se ostvaruje





uporabom servoelektričnog pogona za pokretanje okretnog stola, čime je bitno skraćeno vrijeme okretanja.
ARBURG je također prikazao čitavu paletu robotskih sustava u raznim kombinacijama s ubrizgavalicama. Pri tome su predstavljene i dvije novosti: model MULTILIFT V Select (slika 6) i funkcija SELOGICA “Teach-in”. Novi MULTILIFT V Select osnovna je (ekonomična) varijanta robotskog sustava koja može pokriti većinu standardnih operacija vađenja otpreska iz kalupa. Temelji se na već provjerenom vertikalnom sustavu MULTILIFT V, a raspoloživa je uz niže cijene zbog prethodno definiranih elemenata sustava.

visoka kvaliteta uz optimalan omjer cijena/ učinkovitost ubrizgavalice. Razvoj okretnih stolova Golden Edition bio je usmjeren k dramatičnom skraćenju ciklusa. To se postiže
Jedna od važnijih karakteristika ovoga sustava je nezavisno definiranje duljina i pomaka u sve tri NC servo osi.
Nova funkcija SELOGICA “Teach-in” upravljačke jedinice omogućuje vrlo jednostavno programiranje svih operacija robotskih sustava. Sustav raspolaže modom za učenje, tzv. Teach mode. U tom je modu moguće ručno definirati pomake i radnje robota te pritiskom
Slika 7. Različiti proizvodi načinjeni s pomoću Arburgovih ubrizgavalica i sustava: a) visokozahtjevni proizvodi, b) proizvodi načinjeni postupkom PIM, c) PET predoblici za puhanje boca
na tipku “Teach” sve memorirati. Svi uneseni parametri zatim se automatski učitavaju u upravljački sustav robota, gdje se generira robotski kod koji se zatim integrira u ciklus rada ubrizgavalice.

Na izložbenom prostoru namijenjenom prikazu rješenja automatizacije posjetitelji su mogli ponovno vidjeti već jednom prikazanu (na izložbi K2007) ubrizgavalicu ALLROUNDER 370 S, na kojoj su izrađivane komponente LED-svjetla koje se u istom procesu sklapaju u kompleksan proizvod. Električne ubrizgavalice serije ALLROUNDER A demonstrirale su, uz dodatnu opremu, postupak etiketiranja u kalupu (e. In Mould Labeling – IML).
Od ostalih unaprijeđenih postupaka prikazano je i višekomponentno injekcijsko prešanje, injekcijsko prešanje duromera, injekcijsko prešanje elastomera, prerada LSR i LCP, injekcijsko prešanje kompozitnih otpresaka (kombinacije plastomera i drva te umjetne kože). Također su demonstrirani postupci tankostjenoga injekcijskog prešanja, izrade medicinskih proizvoda, proizvodnje u “čistoj sobi”, izrade optičkih komponenata, injekcijskog prešanja praha (PIM), injekcijskog prešanja s pomoću plina (GIT) te, konačno, izrada PET predoblika za puhanje boca (slika 7).
Tijekom Tehnoloških dana u Lossburgu premijerno je predstavljen novi slogan, ali i strateški cilj tvrtke ARBURG: “Energijska učinkovitost Allround” (Energy Efficiency Allround). Taj koncept obuhvaća holistički pristup efikasnoj uporabi energije. Cilj tog pristupa nije samo uporaba što manje energije pri proizvodnji Arburgovih proizvoda nego i nastojanje da korisnici pri uporabi tih proizvoda utrošak energije smanje na minimum.
Stručnjaci zaduženi za koncept “Energijska učinkovitost Allround” analizirali su čitav
ciklus injekcijskog prešanja sa stajališta mogućnosti uštede energije. Prikazan je efikasni tok energije tijekom procesa injekcijskog prešanja s pomoću kojega se mogu ostvariti velike uštede energije. Nadalje, na Tehnološkim danima prvi je put dodijeljena oznaka “e2”, koja označava energijsku učinkovitost, a dobili su je proizvodi serije električnih ubrizgavalica ALLROUNDER
A (slika 8), hidrauličnih ALLROUNDER







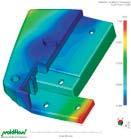



S te unaprijeđenih ubrizgavalica ALLROUNDER s elektromehaničkim doziranjem materijala.






Na kraju valja istaknuti kako se tijekom posjeta tvrtki ARBURG često moglo čuti, ali i osjetiti ponos, kako su sve komponente Arburgovih ubrizgavalica načinjene isključivo u Njemačkoj.
Izvjestitelj se koristi prilikom da zahvali zastupniku za Arburgove proizvode u Hrvatskoj, tvrtki NOMIS d.o.o. (Zagreb), na izvrsno organiziranom posjetu Lossburgu.
Dr. sc. Damir Godec zaposlenik je Fakulteta strojarstva i brodogradnje Sveučilišta u Zagrebu
SlikaU srijedu, 11. lipnja, u Celju je, u prostorima RITS-a, održan seminar o injekcijskom prešanju polimera, u organizaciji tvrtke KMS d.o.o., generalnog zastupnika njemačkih ubrizgavalica/ekstrudera KraussMaffei za Sloveniju i Hrvatsku. Seminar se sastojao od četiri zanimljiva predavanja, od kojih su tri dala prikaz znanja i iskustava iz prakse u Sloveniji, a jedno je predavanje ponudilo viziju budućnosti, odnosno trendove u svjetskoj plastičarskoj industriji na području injekcijskog prešanja. Tijekom stanki sudionici seminara mogli su obići radne prostorije slovenskog centra za razvoj alata Tecosa. To je vrijeme također iskorišteno za brojne rasprave među sudionicima, koji su iznadprosječnim odazivom na seminar (više od stotinu sudionika) potvrdili opravdanost organizacije takvog događaja.

Predavanjem o temi “Kvalitetna priprema alata za provedbu probnih serija pri injekcijskom prešanju plastike” seminar je otvorio magistar Boštjan Šmuc. Iskusni predavač prikazao je temeljna načela kojih se treba držati pri probi kalupa kako bi se izbjegle naknadne komplikacije prilikom naručiteljeva preuzimanja kalupa. Predavač je upozorio na važnost pravilnog izbora veličine ubrizgavalice (osim sile držanja kalupa bitna je i veličina jedinice za pripremu i ubrizgavanje) i procesa pripreme materijala (npr. odgovarajuće sušenje) te je dao nekoliko praktičnih savjeta kako provjeriti neke funkcije kalupa (npr. brtvljenje sustava za temperiranje ili provjera rada vrućega uljevnog sustava kalupa).
U drugom predavanju Robert Vidergar predstavio je proces razvoja proizvoda računalnom simulacijom, pri čemu je dan
tijek procesa od ideje do gotovog proizvoda, s naglaskom na dva moguća puta u tom procesu. Prvi je put jednostavniji
i pregledniji, odvija se “pod jednim krovom”, a jedino je ograničenje u tome što je takav put dostupan samo velikim tvrtka-

ma. Drugi je put “razdijeljen” i manje pregledan, jer je u proces razvoja i proizvodnje uključen veći broj tvrtki koje je vrlo teško vremenski uskladiti i sinergijski povezati. Razvoj proizvoda na taj način predavač je detaljno prikazao na konkretnom primjeru – dijelu opreme za fitness (daska). U tom je primjeru posebice istaknuto mjesto gdje je u proces razvoja potrebno uključiti računalnu simulaciju injekcijskog prešanja i računalnu simulaciju mehaničkih opterećenja proizvoda. Prikazano je i zanimljivo rješenje pri izradi kalupa. Naime, simulacija je pokazala vrlo izraženo vitoperenje proizvoda (simulacija je pokazala maksimalnu deformaciju od 15 mm) pa je pri izradi kalupne šupljine namjerno izrađena “zakrivljena” kalupna šupljina (naravno, u suprotnom smjeru od smjera deformacije otpreska), koja je u konačnici rezultirala ravnim otprescima.
Naslov trećeg predavanja bio je “Rješavanje teškoća pri injekcijskom prešanju”. Predavač Matija Obolnar u njemu je upozorio na važnost izbora materijala za određeni proizvod. Na temelju svojih iskustava zaključio je kako je uvijek kada je to moguće bolji izbor uporaba amorfnih negoli kristalastih plastomera. Pri tome valja biti svjestan činjenice da su amorfni materijali, koji imaju temperaturnu postojanost kao i kristalasti plastomeri, skuplji od kristalastih plastomera. Pri tome njihova cijena može biti i dvostruko viša pa mnogi kupci ne pristaju na takva rješenja. Predavač je još jedanput podsjetio na zakonitosti ponašanja obiju vrsta plastomera, prikazao je nekoliko zanimljivih primjena iz svoje prakse, opisao teškoće na koje je nailazio te rješenja tih teškoća.
Posljednje predavanje, pod naslovom “Skin Form, višekomponentni postupci i novi postupci injekcijskog prešanja”, pod pokroviteljstvom tvrtke KraussMaffei, održao je Joachim Mitzler. Prikazao je najnovije trendove u razvoju tzv. unaprijeđenih postupaka injekcijskog prešanja, s posebnim osvrtom na postupak Skin Form, koji je intenzivno razvijan unatrag nekoliko godina. Postupak je već prihvaćen u automobilskoj industriji. Također je upozoreno na sve širu primjenu X k (višekomponentnih) postupaka injekcijskog prešanja uz sve zahtjevnije primjene (višebojno, tvrdo-meko, tvrdo-brtvljeno, sastavljanje u kalupu, sendvičasto injekcijsko prešanje...). U svom predavanju J. Mitzler također je prikazao višefunkcionalne strojeve, primjerice dvopužni ekstruder-kompaunder u kombinaciji s cilindrom za ubrizgavanje,
ubrizgavalicu u kombinaciji sa sustavom za pjenjenje PUR (višebojni sustavi) itd. U svim prikazanim primjerima riječ je o udruživanju već poznatih, ali i odvojenih postupaka, što zahtijeva blisku suradnju proizvođača strojeva, konstruktora proizvoda, alatničara i dobavljača materijala, a treba biti svjestan i visokih početnih investicija.

Sva predavanja bila su vrlo zanimljiva i poučna, što su potvrdili sami slušatelji. Međutim, vrijednost ovakvih seminara nije samo u predavanjima nego i u mogućnostima uspostavljanja novih osobnih kontakata i razmjene spoznaja i iskustava, što je tijekom stanki seminara u Celju u potpunosti iskorišteno.

Matjaž Rot, TECOS Celje, Slovenija





















 Esad Jakupović
Esad Jakupović
U bliskoj budućnosti automobili će biti još sigurniji, udobniji, povoljniji i za okoliš prihvatljiviji, dok će istodobno postizati sve viši stupanj autonomnog djelovanja.
Automobilska industrija danas je pred velikim izazovima. Javnost zahtijeva daljnje smanjenje broja prometnih nesreća i stope emisije štetnih plinova. Vozači bi htjeli vozila što prilagođenija osobnim potrebama, tehnološki opremljena vozila koja bi nudila bolje mogućnosti i trošila manje goriva. Proizvođači se, naravno, brinu prije svega za kontrolu troškova razvoja i proizvodnje u jakoj borbi s konkurencijom. Među velikim brojem zahtjeva s kojima se automobilska industrija suočava, vjerojatno je na prvome mjestu sigurnost. Europska je unija 2001. godine kao cilj postavila smanjenje broja poginulih u prometnim nesrećama u zemljama članicama (tada 15) s 40.000 na približno polovicu do 2010. godine.
Aktivna pomoć vozaču U zemljama Europske ekonomske zajednice (EEC), koja je prethodila EU, u 1970. godini u prometnim nesrećama poginulo je 78.000 ljudi. U tri desetljeća broj poginulih smanjio se na spomenutih 40.000 zbog strožih propisa, ugrađenih zračnih jastuka i poboljšanih sustava kočenja. Takvi pasivni tehnološki sustavi i dalje su učinkoviti, no, na žalost, ne dovoljno. Stručnjaci naglašavaju da će sljedeća poboljšanja morati pomoći kod sprečavanja nesreća, a ne samo pridonijeti ublažavanju teških posljedica. Već sada npr. Citroёn C5 ima ugrađen sustav koji stvara vibracije ako vozač pokuša bez pokazivača smjera promijeniti prometni trak. Sličan sustav poduzeća Siemens, VDO, djeluje na upravljač. Siemens je također razvio sustav koji vozaču omogućuje da svoju okolinu vidi putem šest videokamera koje pokušavaju stvoriti sliku cjelokupne okoline koja okružuje automobil.
Potražnja za raznovrsnim sustavima za aktivnu pomoć vozačima neprekidno raste. Prema istraživanjima analitičkog poduzeća Frost & Sulivan iz 2004. godine, udjel sustava za kočenje, blokiranje kotača (ABS), i sustava s programima za elektroničko stabiliziranje (EPS) premašit će u 2010. godini na europskom tržištu zaradu od 3,5 milijarde eura. Iako se uređaji za upozoravanje na nepravilnosti na cestama i za otkrivanje slijepih točaka još razvijaju, njihova će prodaja ubrzo početi rasti. Analitičari F&S-a najavljuju da će do 2010. godine vrijednost prodanih uređaja za upozoravanje na nepravilnosti na cestama narasti na više od 16 milijuna eura. Prodaja uređaja za noćno gledanje imat će sličan razvoj. Sustavi za pomoć vozačima pri mijenjanju prometnog traka trebali bi u 2010. godini ostvariti dobit od 26 milijuna eura. 1Hands free sustavi, koji će vozače obavještavati o promjenama na cesti izravno u njihovo vidno polje, sljedeće godine neće imati većeg značenja u Europi, no njihov će tržišni potencijal svejedno brzo rasti.
Algoritmi za vožnju
U Centru za istraživanje vozila poduzeća Prince Waterhouse Coopers navode da su elektronika i programska oprema činile samo 10 posto ukupne vrijednosti vozila u 1990. godini. Njihov je udio u 2001. godini dosegnuo 25 posto, s trendom da se u 2010. poveća na 40 posto. “Na elektroniku i programsku opremu
1 Pod hands free (org. naglavni sustavi) sustavima razumijevaju se uređaji koje vozač za vrijeme vožnje drži na glavi te mu one putem odgovarajućih zaslona pružaju informacije o stanju na cestama izravno u vidno polje. (op. prev.)
Unatoč problemima s naftom, za 10 do 15 godina bit će još više automobila za različite namjene nego što ih je danas. Države kao što su Kina i Indija trebaju jeftin i siguran auto, kao na primjer imigranti u SAD-u. U razvijenim zemljama, u kojima udio starijeg stanovništva raste, raste istodobno potreba za udobnim i skupocjenim automobilima. U 2030. godini u Njemačkoj će biti više od 35 posto ljudi starijih od 60 godina koji će pri kupnji novoga automobila željeti poboljšanu sigurnosnu opremu. U nedostatku prirodnih izvora postavlja se za htjev izrade manjih automobila idealnih za kraća putovanja. To su samo neki od zaključaka istraživanja “budućnost automobilizma”, koje je proveo tim istraživača predvođen dr. Jochenom Kölzerom i Rogerom Deckersom. Istraživanje je među ostalim pokazalo da će osobni promet uvijek prevladavati unatoč visokim cijenama goriva. Kao što se može vidjeti na dijagramu, promet će se u svijetu povećati. Zbog elektronike i optimiranih komponenata upotreba i emisija plinova znatno će se smanjiti. Hibridna vozila i automobili na vodik bit će sve važniji. Mehanički dijelovi i hidraulika u kočničkim i upravljačkim sustavima djelomično bit će zamijenjeni sustavima koje će kontrolirati programska oprema. Automobili će se i dalje voziti po cestama; leteći automobili bit će samo san za daleku budućnost.
već odlazi 90 posto inovacija”, naglašava dr. Alexander Borusan s Fraunhoferova instituta za inženjering programske opreme i sustava. Zato i ne iznenađuje da prosječan auto ima 30 do 50 kontrolnih jedinica, dok bolji automobili imaju 90 posto inovacija.
U istraživanjima međunarodnog poduzeća za savjetovanje Dekra, u Njemačkoj je u anketi 85 posto od 1 300 vlasnika motornih vozila potvrdilo da im elektronika u autu pomaže.
Unatoč tomu što ih 39 posto ima teškoće s elektronikom, vozači vjeruju da će im se poboljšana sigurnost i udobnost isplatiti.
Stručnjaci se slažu da pomoćni sustavi ne smiju smanjivati autonomiju vozača i njegovu udobnost. Vozač mora biti jasno upozoren o opasnosti i uvijek mora biti sposoban samostalno spriječiti autonomnu reakciju automobila.
Kako se čini, senzori i računalni algoritmi zasigurno još dugo neće moći ocjenjivati položaj
tako brzo koliko to može čovjek. Na kraju, a tako će biti i ubuduće, za sve će biti odgovoran vozač. Elektronički sustavi koji pomažu vozaču većinom su skriveni, osim onih koji se nalaze na upravljačkoj ploči i na instrumentima. Stručnjaci upozoravaju da elektronički sustavi moraju biti načinjeni tako da ih vozač može pratiti te da mu i izgledom budu prihvatljivi. Sve to zajedno mora biti u granicama razuma. Elektronika, odnosno automatika u autu mora biti praktična, mora imati konkretnu korist i mora se moći svladati. Zato se u automobil ne smije “ugrađivati sva moguća tehnologija”, naglašava dr. Thomas Schlick, direktor za tehno-
logiju u njemačkom udruženju automobilske industrije VDO.
Avatari u automobilu Automobili postaju sve pametniji. U autu budućnosti bit će manje važna snaga motora od sposobnosti obrade i prijenosa sve većeg broja informacija. Kada vozač bude sjeo u svoj auto budućnosti, na ekranu kabine dočekat će ga njegov nevidljivi suputnik –avatar. Digitalni pratitelj pitat će vozača kamo se želi odvesti, zatim će ga podsjetiti na kasniji sastanak ili na uključivanje sigurnosnog sustava u kući. Danas u automobilima postoje različiti među-


sobno nepovezani uređaji – radio, CD-player, DVD-player, MP3, navigacijski sustav. Svi će te uređaje u budućnosti zamijeniti jedan višefunkcionalni sustav koji će se zasnivati na različitim sadržajima. U budućnosti automobili neće biti napunjen samo benzinom nego i informacijama, ističe dr. Abdelakarim Belhoula, stručnjak za telematiku i sustave za pomoć vozačima.

Kad se vozač zaustavi u takvom autu na benzinskoj crpki, vozilo će se samostalno povezati na njegov lokalni poslužitelj putem interneta ili bežične pristupne točke. Ako vlasnik upotrijebi posebnu kreditnu karticu, auto će preuzeti izabranu glazbu te također informacije o plaćanju. Auto može još provjeriti stanje sigurnosnoga i drugih sustava u vlasnikovoj kući (naravno, tu je riječ o tzv. pametnoj kući). Belhoulina vizija komunikativnog automobila uključuje također mogućnost razmjene informacija o stanju na cestama. Komunikacija između automobila bit će organizirana i postavljena tako da ne smeta vozaču. Kreatori i dizajneri traže rješenja kod kojih bi ekrani bili raspoređeni tako da ne smetaju vozaču.
Komunikacija među vozilima Naučiti auto da prepoznaje govor u buci bit će vrlo zahtjevan zadatak i posao. Kao što znamo, u autu s otvorenim prozorima teško je razumjeti sugovornika. Glasovno upravljanje provodit će se putem glasovnih naredbi preko minijaturnog sustava za prepoznavanje glasa Very Smart Recognizer (VSR). Unatoč tomu, računalo u automobilu veličine desetine suvremenoga osobnog računala novi je sustav koji već sada može prepoznati više od 75.000 riječi, nakon masovne proizvodnje više od 100 000. Glasovna komunikacija s autom bit će moguća tek kada prepoznavanje glasa i sinteza govora budu povezani u jedinstven sustav. Tada će biti moguće posve jednostavno upitati sustav koristeći se običnim rečenicama poput: Potraži najbližu benzinsku crpku. Gdje je otvor za gorivo?
U automobile dolazi otvoreni standard kojim si automobilska industrija želi osigurati mogućnost da automobili upotrebljavaju isti jezik te da se mogu ekonomski lako kombinirati i osuvremenjivati. “Umreženi” uređaji i sustavi mogu u slučaju opasnosti u djeliću sekunde organizirati “konferenciju”, proučiti okolnosti, procijeniti mogućnosti te se dogovoriti o akciji kojom će pokušati vozaču spasiti život. Ako na primjer otkaže pneumatski sustav

U budućnosti će u automobilima biti mnogo više tehnologije nego danas, među ostalim ekran za noćno gledanje, pomoćnik za mijenjanje prometnog traka i sklopka za kočenje. Svi će se sustavi moći aktivirati glasom, sve će važne funkcije biti prikazane na ekranima na vjetrobranu ili na upravljačkoj ploči. Na suvozačkoj strani bit će OLED ekran koji će biti povezan s internetom i sustavima u vlasnikovoj “pametnoj kući”. Pogon će biti hibridan – električni motor za vožnju po gradu i GTL- dizelski motor za otvorenu cestu. Umjesto bočnih retrovizora pogled na obje strane vozila prikazivat će kamere, slika će se moći pratiti na ekranima. Sigurnu udaljenost od automobila ispred nas samostalno će održavati računalni sustav ACC.
u vozilu pred vama, vaš će radar izračunati dramatično smanjivanje udaljenosti, senzor na upravljaču dat će naredbu za početak klizanja, kočnički sustav počet će djelovati kako bi zadržao kontrolu nad vozilom, pojas će se početi stezati, procesor će aktivirati punjenje zračnog jastuka, navigacijski GPRS-sustav poslat će znak SOS kako bi vozila iza vas upozorio na opasnost.
Uspješna koordinacija tih događaja ne oslanja se samo na napredne senzore, aktuatore i procesore velikih brzina, nego i na sposobnost pouzdanih sustava da međusobno razmjenjuju informacije. Dakle, na funkciji koja se temelji na standardu otvorenih komunikacija. Standard koji sada oblikuju, nazvali su Automotive Open System Architecture, ili popularnije Autosar. Potpuno suprotno od sadašnje okoline, Autosar će stvoriti podlogu za standardizirani prijenosnik programskih komponenata i operacijskih sustava. Prijelaz s elektromehaničkih uređaja na mikroprocesore i programsku opremu omogućit će razvoj novih sustava koji će postati jedan od glavnih konkurentnih čimbenika u automobilskoj industriji. Blizu su već i usluge kao
što su dinamička kontrola stabilnosti, samostalno održavanje položaja na voznom traku i slično te također poboljšanje već postojećih tehnologija radi povećanja udobnosti, snage i sigurnosti.
Tim istraživača Michaela Fiegerta iz poduzeća Siemens Corporate Locations proučava kako strojevi u nepoznatoj okolini mogu razviti osjećaj za smjer. Ekipa je nekoliko godina razvijala samostalan mobilni robot koji bi radio kao transportni sustav u bolnici ili kao oprema za čišćenje u samoposlugama. Robot je opremljen sustavom vizualnog prepoznavanja. Fiegert je upotrijebio laserski skener za stvaranje 3D slika neposredne robotske okoline. Slike pojedinačnih mjesta se opisuju te se čuvaju u obliku koda. Nakon toga se ta ista mjesta snimaju iz drugog kuta te se izračunava 3D položaj. Tom metodom mobilni je stroj spreman sam izračunati svoj položaj u okolini. Bilo kada da se vrati na neko mjesto, kod će to prepoznati na osnovi karakterističnih posebnosti koje su pohranjene u njegovoj memoriji. Projekt je do sada već dovoljno razvijen da bi se mogao uskoro početi upotrebljavati u automobilima.
Tvrtka National Instruments (Nasdaq: NATI) objavila je uvođenje kamera Smart NI 1722 i NI 1742, koje će inženjerima i znanstvenicima pružiti sustave vrhunskih performansa uz niske troškove. Kamere NI Smart ugradbeni su uređaji koji predstavljaju kombinaciju industrijskih kontrolera sa slikovnim senzorima i ugrađenim NI softverom za robotski vid kojim se osigurava obrada slike izravno na kameri, što ih čini idealnima za primjene poput lociranja dijelova, pregleda pakiranja, verificiranja sklopova i očitavanja 1-D i 2-D kodova.

Nove kamere isporučuju se uz Vision Builder for Automated Inspection (AI) tvrtke National Instruments, interaktivni softver za konfiguriranje, mjerenje i implementaciju aplikacija robotskog vida bez potrebe za programiranjem. Uz taj intuitivni softver kojim se korisnik kreće s pomoću izbornika, inženjeri mogu izgraditi složene aplikacije s robotskim vidom koje ne sadržavaju samo algoritme robotskog vida nego i izvedbe na osnovi stanja uz upotrebu petlje i grananje na temelju ugrađenog uređivača dijagrama stanja. U slučaju naprednijih aplikacija, kamere NI Smart također se mogu koristiti uz LabVIEW softver tvrtke National Instruments i kompletnu NI zbirku algoritama za obradu slike i robotski vid poput detekcije rubova, usklađivanja uzoraka, očitavanja 1-D i 2-D kodova te optičkog prepoznavanja znakova. Aplikacije s robotskim vidom mogu se migrirati na različite platforme uz neznatne modifikacije budući da LabVIEW i Vision Builder AI podržavaju cijeli niz hardverskih uređaja.





“Kamera NI Smart predstavlja velik napredak u djelatnosti robotskog vida i postiže visoke rezultate uz niske troškove te proširuje hardverske platforme tvrtke NI i izvan sustava koji se baziraju na osobnim računalima i kompaktnim sustavima za vid na same senzore”, kaže John Hanks, potpredsjednik tvrtke NI za marketing industrijskih pro-

izvoda. “Od pregleda silikonskih pločica do pakiranja prehrambenih proizvoda, kamere NI Smart daju konstruktorima i procesnim inženjerima jednostavna i višenamjenska rješenja koja pružaju karakteristike potpunih sustava za vid.”
Budući da su dizajnirani za korištenje u složenim industrijskim uvjetima, NI 1722 sadržava PowerPC procesor od 400 MHz, a NI 1742 procesor od 533 MHz. Crnobijeli VGA (640 x 480) slikovni senzor, koji se koristi u oba uređaja, nabojski je vezani sklop tvrtke Sony. U kamere je ugrađen i industrijski U/I modul koji uključuje dva optoizolirana digitalna ulaza i dva optoizolirana digitalna izlaza, jedan serijski priključak RS232 i dva gigabitna Ethernet priključka s podrškom za industrijske protokole, uključujući i Modbus TCP.




Uz to, NI 1742 sadržava i podršku za kvadraturni enkoder i kontroler s NI “direct drive” tehnologijom rasvjete. Uz podršku za kvadraturni enkoder, inženjeri jednostavno mogu sinkronizirati preglede s linearnim i rotacijskim pogonskim sustavima. NI “direct drive” kontroler ima ugrađen pogon za LED rasvjetu do 500 mA stalne struje i do 1 A struje za stroboskop-
sku rasvjetu. Stroboskopska rasvjeta pruža do četiri puta veći intenzitet rasvjete bez oštećivanja glave rasvjetnog tijela.
LabVIEW, National Instruments, NI i ni.com zaštitni su znakovi tvrtke National Instruments. Ostali proizvodi i nazivi tvrtki zaštićeni su nazivi pripadnih tvrtki.


U ljeto 2007. godine PTC je kupio englesku tvrtku NC Graphics iz Cambridgea. NC Graphics, jednu od vodećih kuća u području CAM tehnologije sa sjedištem u Cambridgeu, osnovao je 1977. g. dr. Arthur Flutter, jedan od voditelja CAD/CAM centra Sveučilišta u Cambridgeu. O kvaliteti matematičke osnove aplikacija NC Graphicsa najbolje govori to da je njihova tehnologija licencirana u 5 od 10 najjačih imena u svijetu CAM-a, uključujući Mastercam.
Od te akvizicije PTC se fokusira na izradu cjelovitog rješenja u području alatničarstva i visokobrzinskih preciznih procesa strojne obrade s CAM softverskim rješenjima, osiguravajući u isto vrijeme multi-CAD podršku. Ta bi se odluka mogla pokazati kao prekretnica u području CAM rješenja.
Pro/TOOLMAKER samostalna je aplikacija koja podržava više CAD rješenja na asocijativan način. Trenutačno je aktualna verzija Pro/TOOLMAKER 8.1, a pokriva područje visokobrzinskih obrada složene geometrije na brz i lak način. Upotreba je toliko jednostavna da osnovni tečaj traje samo jedan dan.

U realnom radu na primjeru skeniranog objekta dobiven je model u formatu STL (slika 1.). Pro/TOOLMAKER skratio je dugotrajno pretvaranje modela u površine koje bismo mogli obraditi na klasičan način. Bilo je potrebno definirati osnovne tehnološke i geometrijske karakteristike obrade te smo počeli s izradom programa.
Sam program jednostavan je za upotrebu, puno ikona s funkcijom desne tipke miša,
Slika 2. Računanje putanje alata
što uvelike olakšava i ubrzava rad. Teško je ne primijetiti komfor u radu s PROCES MANAGEROM koji dopušta da se kontinuirano radi s programom dok se u pozadini odvija samo računanje putanje alata (slika 2.).
Izrada programa sastoji se od dva koraka. U prvom koraku potrebno je odrediti strategiju obrade, a u drugom povezati tu radnu putanju u cijelinu. U međukoraku možemo izrezati dijelove putanje koji nam ne odgovaraju ili su već predobrađeni (ako obrađujemo odljevak, putanju možemo odrezati s geometrijom odljevka i na taj način eliminirati sve „prazne hodove“) ili pak eliminirati predobrađene prolaze izvedene kraćim alatom. Još jedna od ljepših funkcionalnosti pri definiciji strategije obrade jest mogućnost odabira geometrije prema kriteriju nagiba u odnosu na os alata. Vrlo zgodna opcija budući da nagib alata definira strategiju najpogodnije obrade.
Ako se obrađuju slične, dimenzionalno i funkcionalno, izrađevine, moguće je snimiti obradu jedne kao makro i preslikati je na drugu izrađevinu, što znatno skraćuje vrijeme pripreme programa. Osim toga možemo snimiti svoju bazu alata i parametara obrade. No valja napomenuti da je u programu ugrađena baza znanja (napisana kroz relacije parametara) koja će nam za
zadani alat i udaljenost od gotove mjere predložiti optimirane parametre obrade.
Sam izlaz, tj. kod za stroj i report, također je kvalitetno odrađen. Kod postprocesora na raspolaganju su nam g-post i ugrađena baza te jednostavan alat za izradu PP (slika 3).
Slika 3. Kod postprocesora na raspolaganju su nam g-post i ugrađena baza te jednostavan alat za izradu PP
Što se tiče reporta, on je u formatu HTML sa svim parametrima obrade, detaljnim opisom alata i prikazom putanje alata (slika 4.).
Na iskustvu iz prije opisanog primjera može se reći da Pro/Toolmaker omogućuje kompanijama znatno smanjenje troškova poradi škarta, povećanje produktivnosti, smanjenje proizvodnog vremena i bržu isporuku proizvoda na tržište.
Pro/Toolmaker sastavni je dio PTC Product Development System (PDS), koji bi kao rezultat trebao osigurati jedinstvenu vezu između dizajna proizvoda i njegove izrade.

Samu putanju alata, kreiranu korištenjem Pro/Toolmakera, moguće je upravljati u Windchill, PTC’s, što omogućuje spremanje i upravljanje svim 3D CAD/CAM/CAE informacijama s jednoga središnjeg mjesta.

Na kraju može se reći da je Pro/Toolmaker jedno osvježavajuće rješenje iz područja CAM sustava. Dojam nije ostavio samo zbog jednostavnosti rada i cjelokupne funkcionalnosti nego i pristupa prema
Njemačka tvrtka Arburg, poznata po proizvodnji ubrizgavalica za injekcijsko prešanje polimera, 22. veljače je u Kaliforniji, u gradu Irvine, otvorila novi tehnološki centar. Događaj je privukao brojne poduzetnike i goste, koji su imali priliku vidjeti nove tehnologije razvijene u Arburgu i neposredno se kroz demonstracije upoznati s aktualnim novosti na području injekcijskog prešanja polimera. Na otvorenju je uprava tvrtke istaknula važnost novog centra za potrebe tržišta Sjeverne Amerike. U novim prostorima će posjetiteljima, svim gostima i poduzetnicima s područja prerade polimera na raspolaganju biti izložbeni prostor s više ubrizgavalica za demonstraciju injekcijskog prešanja polimera. Pored navedenih djelatnosti, tvrtka je prisutna i na području izrade polimernih proizvoda za motorna vozila, kućanske uređaje i elektroniku te razvija cjelovit program robotskih sustava.
konkurentskim CAD formatima (asocijativnost).
Prof. dr. sc. Zlatan Car, Tehnički fakultet, Sveučilište u Rijeci


U Pittsburghu je upravo završio INPEX, najveća svjetska izložba inovacija i novih proizvoda. Hrvatski inovatori, u svojem 15. uzastopnom sudjelovanju, postigli su još jedan izniman uspjeh. U jakoj međunarodnoj konkurenciji 2100 izložaka iz SAD i 20 država iz cijelog svijeta, 17 hrvatskih inovatora i poduzetnika osvojilo je ukupno 24 odličja i to 8 zlatnih, 6 srebrnih, 6 brončanih medalja i 4 vrijedna posebna priznanja. Za 15-godišnju vjernost INPEX-u, organizatori su Hrvatski savez inovatora i Savez inovatora Zagreba nagradili priznanjem za iznimo uspješnu suradnju. Niti jedna druga država na svijetu ne može se pohvaliti takvim neprekinutim kontinuitetom nastupa svojih inovatora na ovoj neslužbenoj olimpijadi svjetskog inovatorstva.
Tvrtke članice Tehnološkog parka Zagreb, Altpro, Protektor i Cyclops su za svoje nove proizvode „Mikroprocesorski brojač osovina“, Zvonimira Viduke, „Sigurnosno svjetlo“, Šime Zonjiča i Slavena Firingera, i „Pro-budget“, Ivane Drčec, osvojili 3 zlatna odličja. Iznimno su uspješne bile i zagrebačke i inovatorice i poduzetnice Rosa Ferinčević, koja je za „Pastu 3u1“ osvojila zlatnu medalju, a Mirjana Brlečić za „NIKEL, prirodnu kozmetiku s potpisom“, srebrnu medalju. Sjajni su bili riječani Davorin Šimunović i Fortunato Antić osvojivši za „Reklamni dodatak u obliku kravate“, zlato, kao i Carola Bukša i Željko Stojanovski iz Alarmautomatike za „Video frekvenciju signala alarma“. Osiječani iz tehnologijsko razvojnog centra Tera, Ivan Štefanić, Edita Štefanić, Ivan Šušić i Jadranka Akalović su za „Papuče od perive janjeće kože“ osvojili zlato, a za „Biljni šampon za kučne ljubimce protiv nametnika“ nagrađeni su srebrom. Najviše odličja osvojio je Ivan Jakobović, srebrnu dvije brončane medalje, odnosno trofej Korejsko-američke organizacije inovatora poduzetnika, za inovacije „Ozonator ispušnih plinova“ i „Destilacijska kolona za bioetanol“. Ante Kelava iz Višnjevca je dobio zlatno odličje za „Sustav za odvođenje otpadnih industrijskih plinova cjevovodom“. Dvije srebrne medalje osvojio je Željko Zajec za „Attachable case“, zagrepčani Ivica Majdak za „Glavu focuser“, i Vjekoslav Majetić za „Robotsko vatrogasno vozilo“, brončane. „Pirotehnički vatrogasni aparat“ Vladimira Kosa iz Zagre-
ba, nagrađen je srebrnim i brončanim odličjem. I ove godine su na INPEXu izlagali mladi zagrebački inovatori, Hrvoje Kusulja i Valentin Solina, čiji je „TOP 10“ nagrađen brončanim odličjem.
O vrijednosti hrvatskih odličja rječito svjedoči broj dodijeljenih odličja na ovogodišnjem INPEXu, ukupno svega 250 za 2100 izloženih inovacija, pa je prosjek dodijeljenih odličja oko 12%.
Hrvatski inovatori su na ovogodišnjem INPEX-u predstavili svoje međunarodno zaštićene inovacije razvijene do razine gotovih proizvoda spremnih za komercijalizaciju na američkim i ostalim svjetskim tržištima, pa su i poslovni kontakti bili vrijedni i brojni. Važno je naglasiti nazočnost gotovo svih autora na izložbi. Značajne poslovne izglede za plasman svojih proizvoda imaju Šime Zonjić, Ivana Drčec, Željko Zajec, Mirjana Brlečić i Rosa Ferinčević. Zvonimir Viduka i tvrtka Altpro, prodali su „Brojač osovina BO23“ na američko tržište, pa će se oni vrlo brzo početi ugrađivati na željezničke pruge države Kenntucky.
Hrvatski izložbeni prostor je uz predstavljene inovacije bio uređen i nizom hrvatskih nacionalnih obilježja, pa je privlačio značajnu pozornost. Organizatori INPEX-a su za najbolje organiziran nacionalni nastup nagradili Nevena Markovića nagradom „Ambasador award“, a za dugogodišnju potporu zagrebačkim inovatorima, mr. Ladislava Prežigala, pročelnika Gradskog ureda za gospodarstvo Gada Zagreba, zlatnom medaljom Grada
Pittsburgha. INPEX je i ove godine svoju svjetsku vrijednost dokazao ne samo brojem i vrijednošću izloženih eksponata nego i jedinstvenim obrazovnim sadržajima, serijom od 16 predavanja o načinima najbolje komercijalizacije i zaštite inovacija u SAD (INPEX University).
Organizatori ovogodišnjeg hrvatskog nastupa su Hrvatski savez inovatora, Savez inovatora Zagreba, Savez inovatora Primorsko-Goranske županije, a uspjeh na INPEX-u omogućili su svojom, već tradicionalnom potporom, Gradsko poglavarstvo Grada Zagreba i Hrvatska Gospodarska Komora, a očekujemo i potporu Ministarstva gospodarstva rada i poduzetništva iz odnosnih programa potpora međunarodne promocije hrvatskih inovatora.
Hrvatski savez inovatora