International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056

Volume: 09 Issue: 07 | July 2022 www.irjet.net p-ISSN: 2395-0072

International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056
Volume: 09 Issue: 07 | July 2022 www.irjet.net p-ISSN: 2395-0072
Muley1, Ashish Mundlik2, Sunil Nairale3
123Student of second year B Tech, Department of mechanical Engineering, Deogiri Institute of Engineering and Management Studies. ***
Abstract Rolling is one among the method within which a metal stock passes through roller to cut back and unify thickness by maintaining the gap between rollers. Metal rolling has come an extended way, from the standard hand process to the ultramodern industrial methods, it’s an avid and complicated affair the require high levels of precision. Irrespectiveofthemethodused,thereareusualrollingdefectsthatgetupfromeverysooften.
Keywords: Rolling process, Hot rolling, Cold rolling, Defects in rolling
The rolling is process of compressing the metal by passing two revolving rollers to desired thickness is obtained by maintaining the gap between rollers.in this process length will increase and thickness will reduce. There two styles of rollinghotrollingandcoldrolling
Hot rolling occurs when performed at temperature above the recrystallization temperature. And cold rolling occurs whenperformedattemperaturebelowthe recrystallization temperature.
At the time of rolling process defects occurs due to poor or wrong die design, due to excessive mechanical working, elevatedtemperature,carelesswork,unskilledwork,becauseofinferioritymaterialused,duetolowtemperatureusedfor heatingtheworkpiece.Somedefectswithintherollingprocessoccursduetobendsofrolls
Xinglong Feng+, Xianwen Goa* and Ling Luo+ [1] found the dataset, named XSteel surface defect dataset contains seven kindsof1360defectsimagesfromthehotsteelstriprollingsite
Rohit Yadav [1] he found on cold rolling solutions which currently in use and founded number of defects like defects originatingfromtheprecedingtactics metallurgicalmethod,defectsderivingfromthe implantationoftherolling,defects whichcanbea byproductofachillyplasticformingsystem,he concludesthatevidentlycontroltherolldeflectionisthe bestandbestwaytoenhancetheniceofcoldrolledmerchandise.
O.M.Ikumapayi,E.T.Akinlabi,P. Onu, O.P.Abolusoro[2] theyfoundgeneral andoperational defectsthatoccur inrolling, journal defects are mainly because of imperfections in the starting and end products of rolling and operation defects presentsduetodeformationsordeflectionoftherollsduringrolling.
JingrenLia,DongshengXiea,HansongYua,RuolinLiua,YangziShenb,xingshuoZhanga,ChanglinYangc,LifenaMad,Hucheng Pana, Gaowu Qind, [3]they found the effect of multi pass low strain rolling on the microstructure and mechanical propertiesofas extrudedAZM630alloysheetisremarkablyrefinedandthemicrostructurebecomesmoreuniform after highreductiondeformation.
P.P. Sarkar, S.K. Dhua, S.K. Thakur, S. Rath [4] they founded that the defective sample exhibited both short and long unidirectional transverse cracks in the edge defect, microstructural examination of the defect regions revealed partial decarburizationandinternaloxidationalongthelengthofthetopsurface.
SyedSadatAli,Prof.SunilMangshetty [5]theyfoundrollingissimulationiscarriedoutfordifferentconfigurationsusing finite element analysis, the result show when stress increase from defect free model to defect models, plastic strain incrementfromofregularcomponenttodefectcomponent.
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056
Volume: 09 Issue: 07 | July 2022 www.irjet.net p-ISSN: 2395-0072
A. Pesin D. Pustovoytov [6] he founded temperature gradient between the top and the bottom surface of the plays a significant role in movement of the cracks from the plat edges. amount of metal moving to the bottom surface increases while the amount of the metal moving to the top surface decreases. The main reason of longitudinal edges cracks appearance is high tensile stress generated at the front end of the slab during the rolling process when the metal moves fromthefrontendsurfaceoftheplate.
S.Ghanei,B.Abeyrathna,BRolfeandM.Weiss[7]theyfoundedanaccurateFEAmodelcapableofpredictingformingstain and wrinkling in FRF has been developed, the forming behaviour in the conventional FRF is similar to that observed in DFFF.
Therearemainlytwoformsofrollingdefects:
1. Surfacerollingdefects. 2. Internalstructuralrollingdefects.
3.1Surface defect:
Surfacedefectsareoccurringbecauseofimpuritiesandinclusionwithinthefabricsurface,rollmarks,dirt,rust,andother causesassociatedwithpreviouslytreatmentanddealingofmetal.
3.2. Structural Defect:
Structuraldefectsaremoreimportantrollingdefects: 1. Edge defect 2. Alligator cracks 3. Wavy edges 4. Zipper cracks 5. Canter buckling 6. Fold 7. Laminations
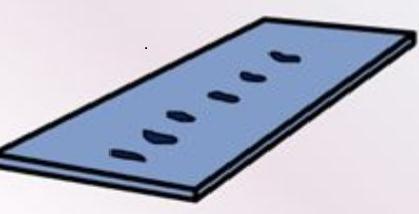
During both hot and cold rolling, the metal might show some cracks on the side. This perceptible befall from dependent tensilestressesinducedattheworkpiecesurfaces.
Cause:
Thesecracksresultfromfactorslikeunevenheating,unevenrolling,orexcessquenching.
Remedy:
A trimming operation can remove edges cracks. also expand and roller levelling prefix strain might work against edge cracks.Usingedgesmighthelpinachievinguniformrollswithnonecracks.

International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056
Volume: 09 Issue: 07 | July 2022 www.irjet.net p-ISSN: 2395-0072
During rolling, layers of the metal stock might separate, end within the opening of slab resembling alligator cracks. The artefact adheres to the rolled surface and follows the trail of respective rolls causing sheets to apper on the within the plane.
Causes:
It’sbecausetothenon homogenousflowofmaterialsacrossthesheetthickness.
Remedy:
Camberingofrollsisoneineveryoftheforemostcommonsolutionstoalligatorcracking.Byapplyingthecamberonrolls withinthebish way,thesurfaceintunedwiththesheetbecomesflatafteradeflection.

Oneoftheforemostcommondefectsinrollingisthattheoccurrenceoffibbersatthesting,whicharelongerthanthoseat thecent

Causes:
This happens when concave rolls bend resulting elastic deformations. thickness at the centre implies that the side are moreelongated.
Remedy:
The utilization of hydraulic jacks works well in instances where wavy edges occur. These jacks control the elastic deformationofrollsasperthewant.Also,theutiliseofsmalldiameterrollsworksefficiently.
Theoccurrenceofsmallcrackswithinthecentreofthemetalsheetexplainsthisphenomenon.
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056
Volume: 09 Issue: 07 | July 2022 www.irjet.net p-ISSN: 2395-0072
Causes:
Mostly, zipper cracks occur because the bending of rolls under the high rolling pressure. it causes compressive stress within the perimeter and tensile stress within the border It’s these tensile stresses induced at the workpiece by homogeneousdeformationthatendinformationofzippercracks.
Remedy:
Cambering of rolls has proven effective when it involves to preventing zipper cracks. Camber provides a rather larger diameteratthecentrethanontheborder.
This defect occurs exact to the self equilibrating residual stresses that result from the rolling process. During centre buckling, fibre at the centre of the metal piece is longer than those at the side. In an happening where hot or cold mills haveanexcessiveamountofcrown,millsrolloutatthecentre.Sidewaysdeflectionofasupportperfectlyexplainscentre buckling.
Remedy:
use crowned rolls could even be solution to centre to buckling. The roll’s parabolic curvature is sufficient the matter of fabric,temperature,anddeformation.
6. Fold:
Thisdefectisencounteredwhenthereductionperpassisextremelylow
7.Liminations:
Laminationsmeanlayers.Iftheingotisn’tsoundandcontainapipingorblowholesandthroughrollingthey’redoingnot getcompletelywelded,it’llcauseadefectcalledlaminations.Fairlyoftenwithintheingot,therearenon metalsinclusions; duringrollingthey’llgetlengthenedonwardwithsoundmaterial.Thisprospectalsocauselaminations.
Remedy:
Discardingthepartoftheingotwherepipingandanotherfaultarepresentandselectingonlygoodmetalpartforrolling.
References:
[1] Xinglong Feng+, Xianwen Goa* and Ling Luo+ , review on a new benchmark for hot rolled steel strip surface defects detection,collageofinformationscienceandengineering,North easternuniversity,Shenyang,china,publishedon17April 2021.
[2] Rohit Yadav, review on effect of rolling process in formability of material, international journal of engineering in currenttrends,volume 3,issue 4,July2021
[3] O.M. Ikumapayi, E.T. Akinlabi, P. Onu, O.P. Abolusoro, review on Rolling operation in metal forming: process and principle A brief study, scientific committee of the10th international conference of materials processing and characterization.Issue 14,February2020.
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056
Volume: 09 Issue: 07 | July 2022 www.irjet.net p-ISSN: 2395-0072
[4] Jingren Lia, Dongsheng Xiea, Hansong Yua, Ruolin Liua, Yangzi Shenb, xingshuo Zhanga, Changlin Yangc, Lifena Mad , HuchengPana,GaowuQind , reviewonmicrostructureandmechanicalpropertyofmulti passlow strainrolledMg Al Zn Mn alloy sheet, key laboratory for anisotropy and texture of materials, school of materials science and engineering, northeasteruniversity,Shenyangchina, bstatekeylaboratoryofrollingandAutomation,northeasteruniversity,Shenyang china, c state key laboratory of solidification processing, north western polytechnic university, Xi’an, Shaanxi china, d Shanxi provincial key laboratory of metallurgical equipment design and technology, Taiyuan university of science and technology,Taiyuan,chain,issue15,April2020
[5]P.P. Sarkar, S.K. Dhua,S.K.Thakur, S. Rath,review on analysisof the surfacedefectsina hotrolledlow carbon C Mn steelplate,R$DcentreforIronandsteel,steelAuthorityofIndiaLimited,Ranchi,Jharkhand,publishedon18may2017.
[6] Syed Sadat Ali, Prof. Sunil Mangshetty, review on Finite Element Analysis of Evolution of Defects During Rolling, InternationalJournalofEngineeringResearch$technology,volume2,issue10,October 2013.
[7] A. Pesin D. Pustovoytov, review on edge formation in plate rolling by finite element method, department of metal forming,Nosov Magnitogorskstatetechnicaluniversity,Magnitogorsk,issue10,October2014.
[8] S. Ghanei, B. Abeyrathna, B Rolfe and M. Weiss, review on Analysis of material behaviour and shape defect compensationintheflexiblerollformingofadvancedhighstrengthsteel,internationaldeepdrawingresearchgroup38th annualconference,IOPpublishing.
Inthispresentworksresultsthatmanydifferentdefectspresentonthetimeofrollingprocess.Thesearedefectsarelikely to experience in rolling processes. Since metalworking isn’t a perfect affair, to embrace some of these problems and provide the most probable remedies. Above mentioned rolling defects will helps us in producing more fine finished productsfromtherollingprocess.
Biography:


Anjali Muley, pursuingtheBacheloroftechnologyDegree[Mechanical]fromDeogiriInstituteof EngineeringandmanagementstudiesAurangabad,Maharashtra,India.
Ashish Mundlik, pursuingtheBacheloroftechnologyDegree[Mechanical]fromDeogiriInstituteof EngineeringandmanagementstudiesAurangabad,Maharashtra,India.
Sunil Nairale, pursuingtheBacheloroftechnologyDegree[Mechanical]fromDeogiriInstituteof EngineeringandmanagementstudiesAurangabad,Maharashtra,India.