
Sustainable production of fired clay bricks using waste foundry sand and silica fume
Abhijith C D1 , Jibin G George21MTech Student, Department of civil engineering, Rajadhani Institute of Engineering and Technology, Kerala, India

2Assistant Professor, Department of civil engineering, Rajadhani Institute of Engineering and Technology, Kerala, India ***
Abstract - The main objective of this study is to utilize waste foundry sand and a SCM (supplementary cementitious material) in sustainable brick production. One of the oldest building materials used in India is fired clay bricks. India is the second largest producer of bricks in the world, with about 240 billion bricks produced every year. The constant growth in economy and population, along withurbanizationhas resulted in increasing demand for buildings and infrastructure in our country. So, there will be high demand for primary building materials such as bricks. One of the major problems in clay brick production is the use of agricultural clay, which is of great significance to farmers. Disposal of industrial wastes which are hazardous to environment is also a major problem around the world. So, in this study, the behavior of bricks incorporating industrial wastes such as foundry sand & silica fume will be evaluated. Here in this study up to 50% replacement of clay in traditional fired clay bricks to industrial waste was investigated. It was found that bricks with 25% foundry sand and 15% silica fume by weight of clay had the best results. Also, the masonry applicationofproposed brick was evaluated and its behavior studied.
Key Words: Clay bricks, industrial wastes, waste foundry sand, silica fume, compressive strength, masonry
1.INTRODUCTION
TheIndianeconomyisnowgrowingatafastpace.Indiahas nowbecomethefifthlargesteconomyintheworld.Thereis aconstantgrowthinbotheconomyandpopulationhandby hand along with rapid urbanization. The overall urban populationofthecountryhasincreased,therewillamajor need for infrastructure and housing. This will in turn increase the demand for construction materials such as bricks. As demand for fired clay bricks rises, along with it increasesthedemandforagriculturalclay,leadingtoland degradation,whichisamajorprobleminourcountry.So,in thisstudy,industrialwastematerialsareaddedtobricksby replacing various amounts of clay for sustainable brick production.
2. LITERATURE SURVEY
Variousstudiesaredonebyresearchersonusingindustrial wastesinbrickproduction.Someoftheminclude:
S.Rubinietal(2019)[1]studiedtheperformanceofbricks with fractional restoration of foundry sand. The standard
weightofthebrickis3.5kg.Brickdimensionswere230mm x110mmx90mmwhichwereadopted.Thefoundrysoil was separated by the percentage of 5%, 10%, 15%, 20%, 25%, and 30% of the total mass weight of the standard weight of the brick. The samples were cast in the brick chamberwithamixedratioofcatlinitematerialbyhandmix method.Thendriedupto2–3days&burntinthekilnfora day and night. 25% FS specimen had the suitable compressivestrengthvalueof4.86MPa.
NabilHossineyetal(2018)[2]studiedtheuseoffoundry sandfromtheBelgianfoundryindustryinthemanufacture ofbricks.Mixesselectedwere0%,30%,40%&50%WFS. About 400 bricks were produced for each mix. Results indicatednochangeinappearance,Minimumcompression resistanceof3.3MPa&Maximumwaterabsorption21.61% for50%Foundrysand.Therewasinsignificantdifferencein apparent porosity, water-absorption & specific gravity, comparedtocommercialbricks.
M.SerhatBaspinaret.al.(2010)[3]studiedthepotentialof usingsilica fumein fired claybrick production. 0%,2.5%, 5% and 10% silica fume by weight of clay was added to originalbrickclayandfiredattemperaturesbetween800 and1100°C. authorsconcludedthatalthoughadecreasein thebulkdensityofthebrickswasobservedwithsilicafume addition,anincreaseinthestrengthvalueswasobservedfor silicafumeadditionabove2.5%.Anoticeableincreaseinthe strengthwasalsoobservedathigherfiringtemperatures.
3. EXPERIMENTAL INVESTIGATION
3.1 Materials Used
3.1.1 Foundry sand
Waste foundry sand (WFS) is a by-product of metal castingindustries,usedtocreatemolds&cores.Mostofthe world’sWFSismainlygeneratedbysuppliersofautomotive industries.Millionsoftonsoffoundrysandgotothelandfill annually. The waste foundry sand for this study was collectedfromthemetalcastingunitofAutokastLtd,Kerala. Obtainedfoundry sand wastestedforspecific gravityand fineness modulus and was found to be 2.28 and fineness modulus1.9respectively.
3.1.2 Clay
Clayforfiredclaybrickproductionwasfromalocalbrick kilnnearby.Claycanbemoldedintodifferentshapes,when wet with water and then dried and burned to produce various products such as bricks, clay tiles etc. physical characteristics such as Atterberg limits and particle size were found out along with specific gravity. The specific gravityofclaywasfoundto be 2.31.Liquidlimit(LL)and plastic limit (PL) values obtained were 45 and 29.54 respectively. Plasticity index value obtained was 15.46. withinthelimitasperIS2117:1991[9]
3.1.3 Silica Fume
Silicafume(SF)isaby-productfromtheproductionof elemental silicon and ferro alloys containing silicon. The fume produced at the electric furnace condenses into fine particlesandisrecoveredfromtheprocessexhaustgasesby classification and filtration. It is very fine, non-crystalline andsphericalinnatureandisinsubmicronparticlesize.The specificgravityofsilicafumewasfoundusingLeChatlier’s apparatusandwas2.
3.3 Testing of bricks

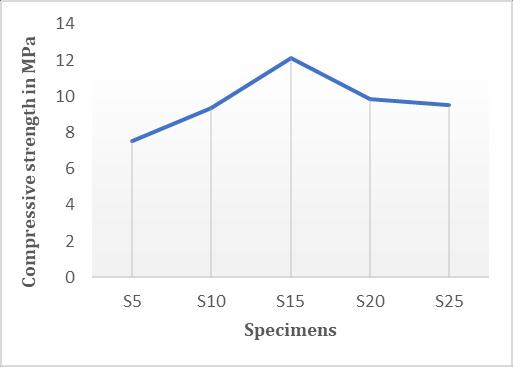
3.3.1 Compressive strength
3.2 Brick manufacturing


Themanufacturingofbrickswasdoneinalocalbrickkiln. 5mixeswereselected,i.e.,5%,10%,15%,20%and25%SF incorporationbyweight,whilekeeping25%WFSconstant [1]. The mixing was done manually using hand and was machine molded. 150 bricks were produced for the study witheachhavingsize230x110x75mm.Thebrickswere keptfordryinginthesunfor15daysandwasburnedinkiln for1dayatatemperatureofabout1100℃

The bricks were tested for compressive strength in accordancewithIS3495[4].Thebricks,afterimmersingin waterfor24hourswerethenfilledwithmortar(1:3)onthe testingsurfaceand werekeptunderdampjute bagfor 24 hrs.laterimmersedinwaterfor3daysbeforetesting.The dried specimens were then placed in the compression testing machine of capacity 2000 KN between two 3mm thick3plyplywoodsheets.Resultsare
intable2.
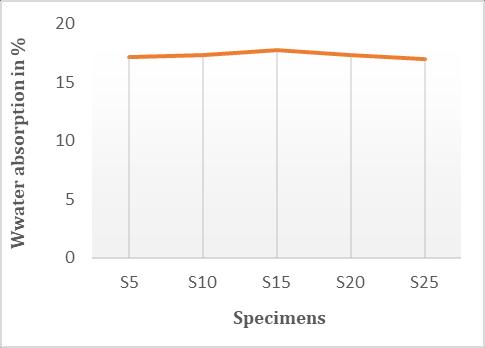
3.3.2 Water Absorption
Testedtoidentifytheamountofwaterabsorbedbythe brickspecimenafterithasbeensubmergedinwaterfor1 day. It was found that all the bricks were having water absorption value within the limit (20%) as per IS 1077: 1992[5].Resultsaretabulatedintable3.
3.3.3 Efflorescence
DeterminedasperIS3495-3,efflorescenceisthedeposit ofwater-solublesaltsformedonthesurfaceofbricks.Inthis test, the bricks are kept upright in a flat dish with water filledtoaheightof25mm.Waterisfilledtwiceandallowed to evaporate and then inspected for salt deposits. Slight efflorescencewasfoundinallspecimens.
3.3.4 Bulk density
The bulk density of the bricks was found as per proceduredescribedinASTMC20[8].Itistheratioofdry weightofthebricktoitsvolume.
3.3.5 Soundness
Inthistest,twobricksarestruckoneanother.Bricksare soundif they makea clear metallicringingsound without breaking.S20andS25specimensweresoundthanothers.
3.4 Mix Optimization
Fromtheresultsobtainedfromtheabovetestsconducted, WFSandSFincorporatedbrickscanbeclassifiedasclassII bricks as per IS 1077: 1992. Among the different mix proportionsconsidered,S15specimenwithWFS25%andSF 15% by weight can be adopted as the best specimen with waterabsorptionvalueof17.81%andcompressivestrength of12.1N/mm2
3.5 Masonry Specimens
Masonryprismsarepreparedandtestedforcompressive strengthasperIS1905-1987[6]andwallpanelsasperBS EN1052-1:1999[7].AsperappendixBofIS1905-1987,the assembledmasonryspecimenshouldatleastbe40cmhigh andshouldhaveaheighttothickness(h/t)ratioofatleast twobutnotmorethanfive.So,asperthedimensionsofthe brickandcodeprovision,3specimensofaveragedimensions 230x230x500mm“Fig.6”andaverageh/tratio2.15were preparedandtestedforcompressivestrengthafter28days curing.
Inthisstudy,theprismswerecastedwith10mmthick cementmortarofmixproportion1:6,whichwasselectedas pertheprovisionsofIS2250:1981[10].
The prisms were tested by placing between plywood sheetsof4mmthicknessinuniversaltestingmachine(UTM) of1000kNcapacity.Compressivestrengthvaluesobtained bythetestismultipliedbyacorrectionfactorspecifiedin table 12 of IS 1905-1987 to get the actual compressive strengthvalues.850x230x 340mmmasonrywall panels with 10mm thickness mortar joints were tested for compressive strength. The specimens were tested in UTM aftercuringfor28daysasspecifiedinBSEN1052-1:1999. An I section beam was placed on top to transfer the compressiveloadfromthemachineasuniformlydistributed load.
4 RESULTS AND DISCUSSION
4.1 Compressive strength of masonry prism
Theobtainedvaluesofcompressivestrengthofprisms weremultipliedwithacorrectionfactorof0.752obtained fromtable12ofIS1905-187togettheactualcompressive strengthofthemasonry.Theaveragevalueofcompressive strength obtained was 2.387 N/mm2. Basic compressive stressesofthemasonrywerealsofoundout.Averagevalue ofbasiccompressivestressobtainedasperprismtestwas 0.717Mpaandaspertable8ofIS1905-1987[7]was0.91 MPaforbricksofcompressivestrength12.11MPaand1:6 mortarproportion.
Compressivestrengthofmasonryprism
4.2 Compressive strength of wall panels

Thecompressivestrengthofwallpanelswasfoundoutas pertheprocedurelaiddowninBSEN1052-1:1999andwas comparedwiththecompressivestrengthvaluesspecifiedin table 2 of BS 5628-1:1992 [11] for specific mortar proportionsandcompressivestrengthofbrickunit.Results aretabulatedbelow.
Compressivestrengthofwallpanels
Average value of compressive strength obtained by experimentaltestingis2.55N/mm2 andaspertable2ofBS 5628-1:1992 for mortar proportion1:6 and brick unit of compressivestrength12.11Mpawas3.87N/mm2


CONCLUSIONS
Itwasfoundthat,amongthe5mixesselected,itwasfound that specimen S15 with 25% WFS and 15% SF can be effectivewithacompressivestrengthvalueof12.11N/mm2 . ThesebrickscanbeclassifiedasclassIbricksasperIS1077: 1992 and can be used for superior work, load bearing structures. Experimental investigation of compressive strengthofmasonryspecimensusingS15bricksweredone andfoundthattheaveragecompressivestrengthofmasonry prismas2.87N/mm2
Basiccompressivestressobtainedis0.717MPa,whichwas lesser compared to value specified by IS 1905-1987 (0.91Mpa).Compressivestrengthofwallpanelswasfound to be 2.55 MPa which is less than specified in BS 56281:1992(3.87Mpa).finally,itwasabletoproducesilicafume and waste foundry sand incorporated bricks by local conditionandwithminimumprocesseswithoutanyeffect onthephysicalappearance.
ACKNOWLEDGEMENT
The authors would like to thank Rajadhani Institute of EngineeringandTechnologyfortechnicalsupportduringthe researchwork.AuthorsalsowishtothankAutokastlimited, Cherthala and local brick manufacturers for providing requiredfacilitiesandmaterialsthroughoutthestudy.
REFERENCES
[1] Rubini.S,C.S.Suganya.(2019),Fractionalrestorationof foundry soil in brick manufacturing, Materials Today: Proceedings,Elsevier.
[2] Nabil Hossiney, Pranab Das, Mothi Krishna Mohan, Jaison George. (2018). In-plant production of bricks containingwastefoundrysand AstudywithBelgaum foundry industry, Case Studies in Construction Materials,Elsevier.
[3] M. Serhat Baspinar, Ismail Demir, Mehmet Orhan. (2010).Utilizationpotentialofsilicafumeinfiredclay bricks. Waste Management & Research. ISSN 0734–242X,28:149–157
[4] IS 3495-1 to 4 (1992): Methods of tests of burnt clay building bricks: Part 1 Determination of compressive strengthPart2DeterminationofwaterabsorptionPart 3Determinationofefflorescence,Part4:Determination ofwarpage[CED30:ClayandStabilizedSoilProducts forConstruction].
[5] IS 1077, Common Burnt Clay Building Brick Specification, Bureau of Indian Standards New Delhi; 1992.
[6] IS 1905 (1987): Code of Practice for Structural use of UnreinforcedMasonry[CED13:BuildingConstruction Practices including Painting, Varnishing and Allied Finishing].
[7] BS EN 1052-1: 1999. British standard for methods of testformasonryPart1:Determinationofcompressive strength.
[8] ASTM C20-00 (Reapproved 2002), Standard Test Methods for Apparent Porosity, Water Absorption, Apparent Specific Gravity, Bulk Density of Burned Refractory Brick and Shapes by Boiling Water ASTM International,USA,2010.
[9] IS 2117 (1991): Guide for manufacture of hand-made common burnt-claybuilding bricks[CED30:Clayand StabilizedSoilProductsforConstruction].
[10] IS 2250 (1981): Code of Practice for Preparation and UseofMasonryMortars[CED13:BuildingConstruction Practices including Painting, Varnishing and Allied Finishing].
[11] BS5628-1:1992BritishStandardofPracticeforUseof MasonryPart1StructuralUseofUnreinforcedMasonry.