ICF - Rivista dell'industria Chimica e Farmaceutica n4 SettembreOttobre
APPRONFONDIMENTI
L’importanza
RIVISTA DELL’
RIVISTA DELL’
INDUSTRIA CHIMICA E FARMACEUTICA
INDUSTRIA CHIMICA
INDUSTRIA CHIMICA E FARMACEUTICA
IL
TRADIZIONE,
Elettropompe
autoadescanti e Filtri in acciaio inox per i settori farmaceutico, cosmetico, chimico, alimentare.
Elettropompe autoadescanti e Filtri in acciaio inox per i settori farmaceutico, cosmetico, chimico, alimentare.
SINCE 1965 ANNIVERSARY ANNIVERSARY
Processi più puliti?
A dati alla nostra tecnologia di misura.
Tutto è possibile – con VEGA.
Sicurezza, precisione e igiene hanno la massima priorità nei complessi processi dell’industria farmaceutica. La nostra tecnologia di misura di livello e pressione soddisfa pienamente questi requisiti e rende il vostro lavoro più e ciente.
vega.comvega.com
vega.comvega.com vega.comvega.com
FEELING THE VALUE
Col nostro costante impegno verso gli standard distributivi e di servizio più elevati, siamo qui per offrirti ogni giorno soluzioni personalizzate e all’avanguardia, sia nella sintesi farmaceutica che nella formulazione di prodotti finiti.
Esperienza, qualità, sicurezza. Scegli Qores, il partner con cui condividere un futuro di successi. qores.it
RIVISTA
INDUSTRIA CHIMICA E FARMACEUTICA
L’importanza
Editoriale Il pharma come modello per la ripresa dell’industria italiana
Attualità “Gli equivalenti sono un presidio di salute pubblica”
Industria farmaceutica
Attualità
Storia di copertina Dalla valutazione dei rischi alla scelta dei DPI 12
Attualità La chimica europea è ancora sotto pressione
Appuntamenti Achema rafforza la rete globale dell’industria di processo
Applicazioni medicali
Ambiente
Laboratorio Controllo di più parametri fisici per ottimizzare i processi
Energia Nell’industria chimica la transizione energetica passa da quella digitale
Formazione Insieme per formare il futuro del pharma
Gas tecnici
CO2 e O2: alleati indispensabili per il trattamento degli effluenti farmaceutici
54
Macchine
Indicatori di peso e bilance per nuovi standard di precisione
56
Macchine 62
Apparecchiature di processo
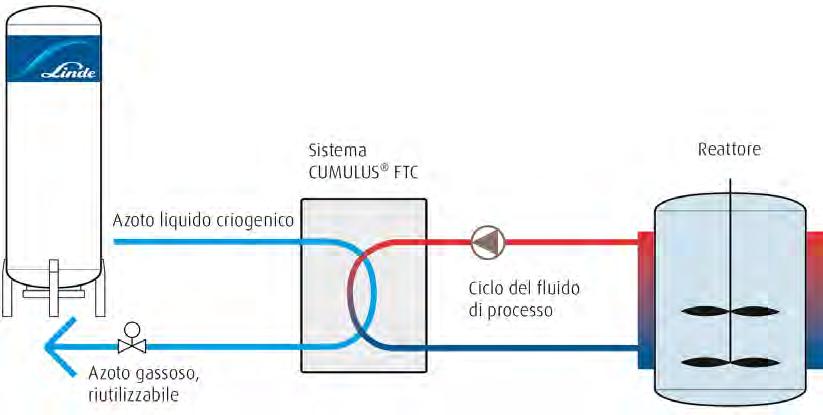
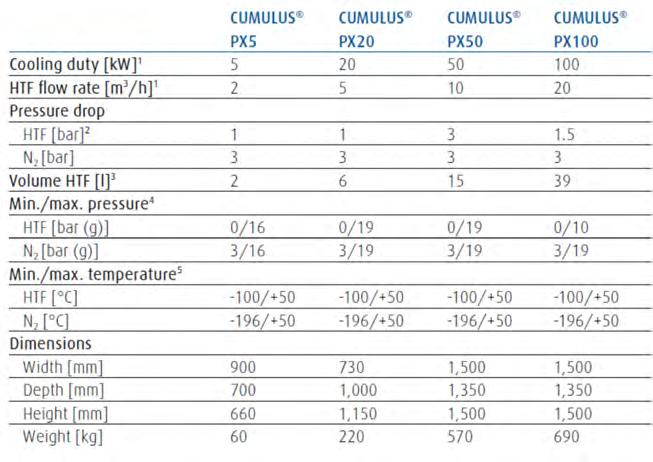
I vantaggi del raffreddamento criogenico degli impianti
Componenti 68
Sicurezza Proteggersi dalle polveri
72
Software
Digitalizzazione sostenibile e AI integrata nel pharma
Strumentazione 76
Transizione digitale
Il cloud porta il pharma nel futuro
80
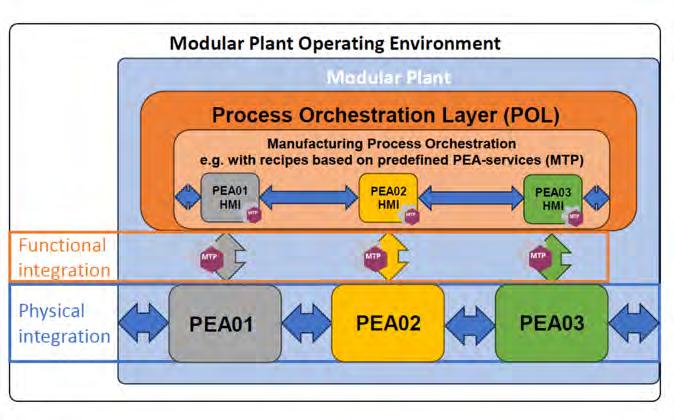
Transizione digitale MTP: un approccio modulare alla digitalizzazione del processo
86
Robotica Ecco come la robotica sta trasformando la farmaceutica
“Abbiamo accolto con favore il riconoscimento da parte della presidente della Commissione UE Ursula Von der Leyen dell’importanza dei dialoghi strategici con l’industria e del rapporto Draghi. Il settore farmaceutico è pronto a proseguire questi confronti costruttivi e a individuare soluzioni per rafforzare un ecosistema delle scienze della vita fiorente in Europa”. Nathalie Moll, direttrice generale di Efpia (European federation of pharmaceutical industries and associations), pagina 17.
Il pharma come modello per la ripresa dell’industria italiana
di Alessandro Bignami
L’industria farmaceutica italiana vive una condizione diversa dal contesto generale della manifattura nazionale. Quest’ultima appare ormai da tempo in una fase di evidente impasse, con i dati della produzione industriale in calo da oltre due anni e una produttività nettamente inferiore alla media europea. Una delle chiavi di lettura dello scarto fra il pharma e il resto dell’industria italiana va ritrovata probabilmente nella dimensione delle imprese, che è a sua volta correlata con la capacità di investire in innovazione e di creare prodotti ad alto valore aggiunto.
Secondo i dati dall’Osservatorio Nomisma l’incidenza delle microimprese nel pharma è più che dimezzata rispetto alla manifattura, dove rappresentano un quinto del totale. I numeri rivelano una vera e propria unicità del settore farmaceutico, con differenze sensibilmente evidenti rispetto alla media industriale.
Basti pensare che nel 2023, oltre il 40% delle aziende farmaceutiche italiane erano composte da almeno 50 dipendenti, contro il 3,2% di tutto il manifatturiero. Le grandi imprese con più 250 addetti hanno generato oltre il 75% del fat-
turato globale della farmaceutica, percentuale che non supera il 46% nell’industria.
Anche sul fronte dell’occupazione il pharma mostra risultati nettamente superiori alla media manifatturiera. Nel 2024, sempre secondo l’Osservatorio Nomisma, gli addetti sono aumentati del 3,7% rispetto allo 0,6% generale. Un dato che riporta il settore ai livelli immediatamente prima del Covid e consolida la tendenza nel tempo, così come è accaduto in pochissimi altri settori.
A marcare ulteriormente questo scarto è la produttività, grazie all’elevato valore aggiunto per occupato, pari a 180 mila euro, più del doppio della media manifatturiera.
Di fronte alle tensioni globali, alla situazione complessa che sta vivendo l’economia europea e alle incertezze create del sistema di payback, la farmaceutica italiana mostra una resilienza impressionante e si impone come un modello di riferimento per il tessuto industriale del nostro paese, che frammentarietà, bassa produttività e scarsi investimenti nell’innovazione rendono vulnerabile davanti alle sfide enormi dell’attuale contesto economico internazionale.
Dalla valutazione dei rischi alla scelta dei DPI
Scegliere l’abbigliamento protettivo adeguato per il settore chimico richiede un approccio integrato. È fondamentale combinare una valutazione dettagliata dei rischi, l’analisi delle condizioni operative reali, test pratici dei DPI nell’ambiente di lavoro e il supporto di consulenti specialisti. Questo metodo, con
il supporto di un fornitore professionale di servizi tessili, consente di ottenere protezione ottimale, durabilità dei materiali e riduzione dei costi legati all’usura. L’abbigliamento di protezione chimica si divide in sei categorie: Tipo 1 (a tenuta di gas); Tipo 2 (non a tenuta di gas); Tipo 3 (a tenuta di liquidi); Tipo 4 (a tenuta di spruzzi); Tipo 5 (a te -
nuta di particelle); e Tipo 6 (a tenuta limitata agli spruzzi).
Sebbene la classificazione sembri semplice, ciascun tipo risponde a requisiti tecnici complessi, rendendo il settore dell’abbigliamento protettivo molto articolato. La scelta dei DPI assume particolare rilievo negli ambienti in cui si lavora con sostanze chimiche.
Negli stabilimenti Mewa gli indumenti vengono lavati con processi attenti all’ambiente e l’utilizzo dei detergenti viene ridotto al minimo necessario
Analisi dei rischi e delle condizioni di utilizzo
La scelta dei DPI deve partire da una conoscenza approfondita delle sostanze impiegate e da una valutazione dei rischi dettagliata che consente di individuare gli indumenti, i guanti, le calzature di sicurezza e gli accessori adeguati e di stabilire se è sufficiente una protezione parziale o tota-
Nel settore chimico, la scelta di un abbigliamento protettivo adeguato richiede la valutazione dettagliata dei rischi e delle condizioni operative reali, test pratici dei DPI e consulenze specialistiche. Un fornitore di servizi tessili a 360 gradi come Mewa consente di ottenere protezione ottimale, durabilità dei materiali e riduzione dei costi di usura.
le del corpo. La certificazione normativa non garantisce automaticamente l’idoneità dell’abbigliamento alle condizioni specifiche di un determinato ambiente di lavoro. Le prove standard provano infatti la resistenza solo a determinate sostanze, concentrazioni, temperature e tempi. L’effettiva efficacia della protezione dipende invece da fattori più strettamente legati all’ambiente di lavoro specifico: natura e concentrazione dei prodotti chimici, temperatura, durata ed entità dell’esposizione, modalità di contatto e sollecitazioni meccaniche.
L’importanza della consulenza e dei test È fondamentale quindi, prima di sceglierli, testare i DPI nell’ambiente operativo reale, a contatto con le sostanze effettivamente utilizzate. Altrettanto rilevante è il ruolo della consulenza di esperti del settore, per verificare il comportamento degli indumenti da lavoro in condizioni pratiche. Infine, è importante anche considerare la durabilità dei capi sottoposti ad utilizzo continuo, per evitare costi elevati conseguenti a frequenti sostituzioni dovute all’usura.
Cura professionale dell’abbigliamento protettivo
Per scegliere l’abbigliamento protettivo più adatto allo specifico ambiente di lavoro è quindi necessario considerare numerosi fattori legati ai rischi chimici, alle condizioni operative e alla durata dei materiali. La soluzione ideale è affidarsi a un fornitore professionale di servizi tessili, in grado di offrire consulenza nella scelta degli indumenti più adatti, fornire i capi e gestirne l’intero ciclo: ritiro, lavaggio, controllo, eventuale riparazione o sostituzione e riconsegna. Questo approccio solleva il datore di lavoro da molte incombenze, offrendo sicurezza e conformità e consentendogli di concentrarsi pienamente sul proprio core business.
Un servizio completo Mewa è uno dei principali fornitori di prodotti tessili per aziende in Europa e offre un servizio completo a 360 gradi. Gli indumenti vengono ritirati dopo l’uso, trattati, riconsegnati e, se necessario, sostituiti perché danneggiati. Negli stabilimenti Mewa, i capi vengono sottoposti a processi di lavaggio speciali e sostenibili per preservarne le proprietà protettive.
Le strisce reflex rendono l’operatore visibile al buio. I bottoni a pressione e le cerniere nascoste rispondono al livello di sicurezza richiesto dal settore
L’effetto idrorepellente degli indumenti è ottenuto tramite l’applicazione di uno strato estremamente sottile di fluorocarburi. L’effetto di questo trattamento, che rende i tessuti solo idrorepellenti, ma non impermeabili, può ridursi a causa delle sollecitazioni meccaniche durante l’uso dei capi. Per garantire il mantenimento di questa funzione, negli stabilimenti Mewa il trattamento viene ripristinato nell’ultimo ciclo di risciacquo; quindi, il capo viene asciugato a temperature comprese tra
“Questo tipo di trattamento, effettuato con regolarità è fondamentale per la sicurezza e può essere garantito solo da un professionista”, afferma Silvia Mertens, Product Manager di Mewa e ingegnere diplomata in tecnologia dell’abbigliamento.
Collezioni realizzate ad hoc Alcune collezioni Mewa sono state studiate per soddisfare le esigenze del settore chimico, in particolare Mewa Dynamic Elements e la variante multifunzione Mewa Dynamic Elements Plus. I tagli ergonomici dei vari modelli offrono libertà di movimento e comfort. Le strisce reflex rendono visibile l’operatore quando è buio, mentre i bottoni a pressione e le cerniere nascoste rispondono al livello di sicurezza richiesto dal settore. Con le certificazioni EN 1149-5 (proprietà elettrostatiche) e EN 13034, Tipo 6 (protezione contro spruzzi di sostanze chimiche liquide), la collezione Mewa Dynamic Elements protegge gli operatori dell’industria chimica, gli addetti ai processi di galvanica e al commercio di prodotti chimici. Le proprietà di dissipazione elettrostatica proteggo-
Mewa Dynamic Elements è la collezione studiata per proteggere gli operatori dell’industria chimica nonché gli addetti ai processi di galvanica e al commercio di prodotti chimici
no da scariche elettrostatiche potenzialmente innescanti, mentre un trattamento impregnante specifico garantisce l’idrorepellenza nei confronti di schizzi chimici. La collezione Mewa Dynamic Elements è disponibile nei colori antracite, blu navy e grigio malachite/antracite. Il cliente può scegliere la tonalità più in linea con la propria Corporate Identity e personalizzarla con il proprio logo per valorizzare l’immagine aziendale coordinata del team.
La collezione Mewa Dynamic Elements Plus è stata sviluppata appositamente per le esigenze del settore petrolchimico: con la certificazione EN ISO 11612 offre una protezione efficace anche contro calore e fiamme.
A integrazione dell’ampia offerta di abbigliamento protettivo fornito con un servizio a 360 gradi, Mewa vende anche a catalogo ai propri clienti articoli per la sicurezza sul lavoro, disponibili nel negozio online mewa-shop.it. Mewa è quindi in grado di offrire tutte le dotazioni necessarie per proteggere dalla testa ai piedi gli operatori che lavorano nell’industria chimica.
Storia
GARANZIA DI QUALITÀ
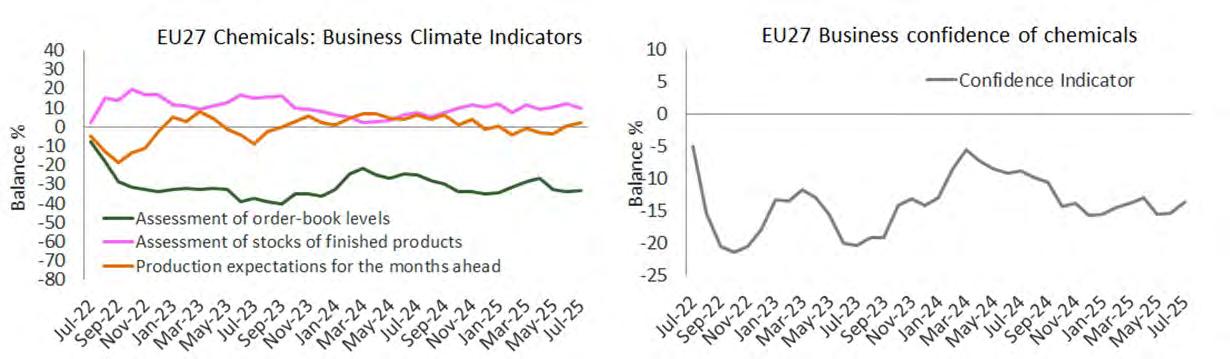
La chimica europea è ancora sotto pressione
La domanda interna del comparto chimico europeo rimane debole, mentre la stagnazione produttiva mantiene il settore sotto pressione. Servono maggiore fiducia industriale e fonti energetiche competitive.
La competitività del settore chimico europeo resta ben al di sotto dei livelli pre-crisi (media 2014-2019), penalizzata da una domanda debole e da prezzi dell’energia non competitivi.
Il momento è particolarmente critico per i prodotti di base e la petrolchimica, dove la Cina mantiene un vantaggio competitivo grazie alla produzione su larga scala e ai bassi costi produttivi.
Rispetto agli Stati Uniti, nel periodo gennaio-luglio 2025 i prezzi del gas in Europa sono stati tre volte più alti, mantenendo i produttori europei in una posizione di svantaggio competitivo. Dal marzo 2022, il settore chimico dell’UE27 si trova a fronteggiare una domanda limitata e un calo del-
la fiducia imprenditoriale, aggravati dall’incertezza geopolitica.
Con un tasso di utilizzo della capacità produttiva al 74,6%, il settore chimico dell’UE27 rimane motivo di seria preoccupazione. Tale livello è costantemente inferiore sia alla media di lungo periodo dell’UE sia a quella degli Stati Uniti dal terzo trimestre 2022, riflettendo le difficoltà persistenti dovute alla debole domanda e al calo di fiducia. L’industria chimica dell’UE27 opera a un livello del 9,5% inferiore rispetto alla capacità pre-crisi (2014–2019).
Anche le dinamiche commerciali confermano la pressione. L’avanzo commerciale dell’UE27 nei prodotti chimici è sceso a 20,1 miliardi di euro nel periodo gennaio-giugno 2025, con un
calo del 17% rispetto ai 24,4 miliardi del 2024, principalmente a causa dell’aumento delle importazioni. Le prospettive di ripresa restano incerte. L’aumento della domanda è previsto limitato, date le deboli condizioni economiche globali. L’ambiente commerciale in cui operano le aziende chimiche europee è esposto a rischi elevati legati alle tensioni del commercio mondiale, incluse le tariffe statunitensi. Di conseguenza, si prevede che la produzione chimica dell’UE27 diminuirà nel 2025, invertendo la crescita del 2,4% registrata nel 2024. Secondo l’ultima indagine della Commissione Europea su imprese e consumatori, l’Indicatore del Sentimento Economico (ESI) è aumentato sia
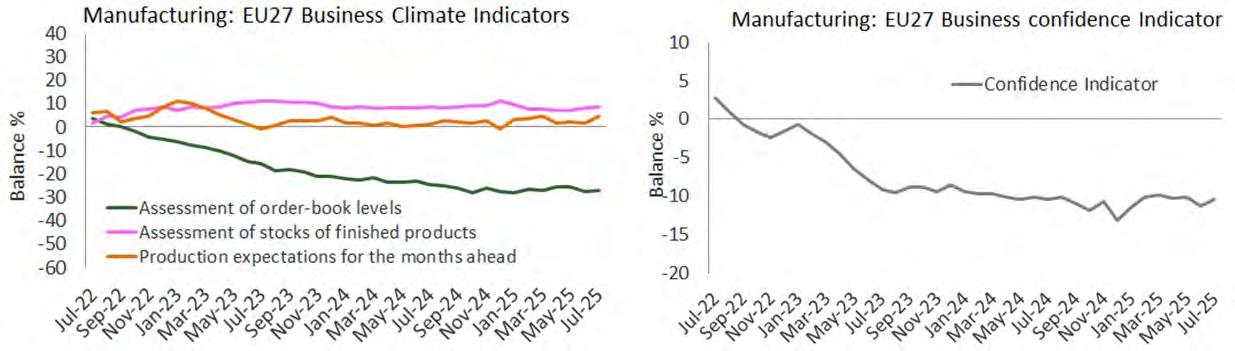
nell’UE sia nell’area euro. Il miglioramento dell’ESI nell’UE è stato trainato da una maggiore fiducia nell’industria, nei servizi, nel commercio al dettaglio e da un leggero miglioramento della fiducia dei consumatori, mentre quella nel settore delle costruzioni è calata leggermente. La fiducia industriale è aumentata a luglio, sostenuta da aspettative di produzione più ottimistiche e da una valutazione leggermente migliore del livello complessivo dei portafogli ordini. La valutazione delle scorte di prodotti finiti è rimasta sostanzialmente stabile.
La fiducia nell’industria chimica dell’UE27 è migliorata quindi in modo significativo nel luglio 2025 rispetto a giugno (+1,7). Tra le principali economie dell’UE27, l’indicatore di fiducia è aumentato nettamente in Francia (+9,7), Belgio (+6,8) e Paesi Bassi (+2,3), mentre
è diminuito in modo marcato in Italia (-4,8) e Germania (-1,6). Un leggero peggioramento si è registrato in Spagna (-0,5) e Polonia (-0,1). Il miglioramento della fiducia nel settore chimico a luglio è stato guidato da aspettative di produzione più positive e da una notevole rivalutazione delle scorte di prodotti finiti. Le valutazioni sul livello complessivo dei portafogli ordini sono rimaste pressoché invariate. L’ambiente operativo del settore chimico dell’UE27 continua tuttavia a essere caratterizzato da una domanda debole sin da marzo 2022.
Mantenere la competitività grazie a fonti energetiche affidabili e competitive L’industria chimica è altamente energivora: utilizza circa il 2550% del gas naturale acquistato come materia prima, mentre il re-
sto serve a generare vapore e energia per impianti e processi produttivi. Di conseguenza, il settore chimico risente fortemente dell’andamento dei prezzi del gas. L’accesso a fonti energetiche affidabili e competitive è essenziale per mantenere la competitività. Le principali sostanze chimiche di base, organiche e inorganiche – come etilene, propilene, ammoniaca, cloro e alcaliderivano da processi ad alta intensità energetica.
A livello globale, nel 2025 i prezzi del gas in Europa sono stati tre volte superiori a quelli degli Stati Uniti, mettendo l’industria europea in una posizione di svantaggio competitivo. Il divario nei prezzi del gas naturale tra l’Europa e i suoi concorrenti è destinato a rimanere ampio nel periodo 2025-2030, indebolendo ulteriormente la posizione competitiva dell’industria europea nei
Fonte delle schede in questa pagina: indagine della Commissione Europea su imprese e consumatori e analisi Cefic (2025)
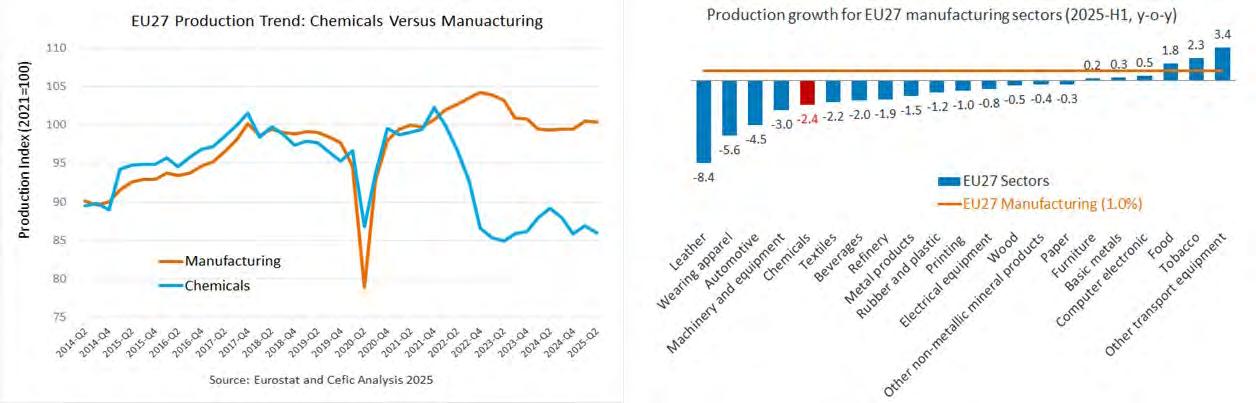
La domanda debole frena la crescita della produzione
Da gennaio a giugno 2025, la produzione complessiva del settore manifatturiero dell’UE27 è aumentata dell’1,0% rispetto allo stesso periodo del 2024. Tuttavia, la maggior parte dei settori a valle dell’industria chimica ha registrato un calo della produzione. Ad esempio, il settore automobilistico continua a subire un calo significativo di oltre il 4%.
Lo stesso settore chimico dell’UE27 ha registrato una contrazione rilevante della produzione (-2,4%), ben al di sotto della media complessiva del manifatturiero europeo. La produzione chimica dell’UE27 rimane ancora del 10% inferiore ai livelli pre-crisi (2014–2019). In quanto fornitore chiave di prodotti e tecnologie per i principali settori manifatturieri, l’industria chimica europea necessita di una domanda interna solida per tornare a crescere in modo significativo. Nel 2025, i prezzi dei prodotti chimici dell’UE27 sono rimasti sostanzialmente invariati rispetto al 2024. Tuttavia, le vendite in valore sono diminuite dell’1,8% nel primo semestre 2025 rispetto allo stesso periodo del 2024. L’elevato livello di incertezza continua a pesare in modo significativo sul tessuto imprenditoriale europeo. In assenza di una crescita della domanda, i volumi produttivi dell’industria chimica europea non si sono
ancora ripresi. La persistente debolezza della domanda continua a gravare sulle vendite del comparto chimico dell’UE27.
L’industria chimica europea si trova a un punto critico. I dati mostrano una riduzione dell’utilizzo della capacità produttiva nel settore chimico dell’UE27, dal 75,6% nel secondo trimestre 2025 al 74,6% nel terzo trimestre, ben al di sotto della media di lungo periodo (81,3%). L’industria chimica dell’UE27 continua a operare a un livello del 9,5% inferiore rispetto alla capacità pre-crisi (2014–2019).
I principali Paesi dell’UE27 hanno registrato andamenti divergenti nella produzione chimica durante la prima metà del 2025 rispetto allo stesso periodo del 2024. I Paesi Bassi hanno segnato un calo del 6,8%, la Francia una diminuzione del 5,2%, mentre Spagna e Italia hanno registrato riduzioni inferiori al 2%. Al contrario, il Belgio ha beneficiato di un aumento del 2,4%, mentre la Germania ha segnato un calo del 2,7%. L’andamento della produzione chimica per Paese evidenzia un’Europa frammentata. L’ambiente economico in cui operano le imprese chimiche europee nel 2025 è altamente incerto, e le prospettive dell’economia mondiale per l’anno non sono positive. Si prevede che la produzione chimica dell’UE27 diminuisca nel 2025, dopo la crescita del +2,4% registrata nel 2024.
USA e Cina restano i due principali partner commerciali Le esportazioni e le importazioni dell’UE27 continuano a crescere nel 2025 rispetto al 2024. Con 17,1 miliardi di euro, la Cina è il primo fornitore di prodotti chimici per l’UE27, seguita dagli Stati Uniti (15,8 miliardi di euro) e dal Regno Unito (9,8 miliardi di euro). L’Europa dipende fortemente dalle importazioni chimiche provenienti dalla Cina per numerosi prodotti. La dipendenza europea dalle esportazioni cinesi verso il mercato chimico dell’UE27 è aumentata di oltre 4,7 volte in vent’anni, passando da meno dell’1% nel 2004 al 5,6% nel 2024.
Sul fronte opposto, con 23,1 miliardi di euro, gli Stati Uniti rappresentano la principale destinazione delle esportazioni chimiche dell’UE27, seguiti da Regno Unito (12,7 miliardi di euro) e Cina (8,8 miliardi di euro). L’Europa dipende fortemente anche dall’export chimico verso gli Stati Uniti per diversi prodotti. Le esportazioni chimiche UE27 verso gli USA hanno rappresentato il 18% delle esportazioni extra-UE27 in valore nel 2024, in netto calo rispetto al 22% registrato nel 2004.
Nel periodo gennaio-giugno 2025, le esportazioni chimiche dell’UE27 sono aumentate dello 0,5% rispetto allo stesso periodo del 2024, mentre le importazioni sono cresciute del 5,4%.
Dräger Italia certifica il suo impegno per la responsabilità sociale
Dräger Italia, filiale italiana della multinazionale tedesca protagonista nel settore della tecnologia medica e della sicurezza industriale, ha ottenuto la Certificazione SA8000:2014 relativa al proprio Sistema di Gestione per la Responsabilità Sociale, rilasciata dall’Ente Tüv Nord Italia.
In particolare, la certificazione riguarda la vendita e assistenza di prodotti, sistemi e servizi nelle aree di anestesia, ventilazione del paziente e inalazione, pediatria, unità di alimentazione pensili, lampade scialitiche, monitoraggio del paziente e relativi software.
Inoltre, rientrano nella certificazione gli strumenti per la rilevazione gas, dispositivi per la protezione personale, prodotti e tecnologie per subacquea, prodotti e tecnologie di sistemi e servizi, alcol e drug test.
Infine il riconoscimento riguarda anche la commercializzazio-
ne e il servizio integrato per la gestione e l’assistenza tecnica di apparecchiature elettromedicali.
“In una fase come quella che stiamo attraversando – commenta Anna Maria Sicari, HR Manager & EHS di Dräger Italia – caratterizzata da generale incertezza e volatilità, riteniamo doppiamente valido il nostro impegno per ottemperare ai parametri richiesti dal Tüv Nord Italia per il rilascio della certificazione SA 8000:2014. Questo attestato, tra i più autorevoli a livello internazionale in tema di responsabilità sociale, costituisce da un lato una garanzia per il cliente finale e, dall’altro, uno strumento che consente di operare con efficacia sul mercato italiano”.
Dräger si impegna a integrare pratiche responsabili e inclusive in ogni aspetto della sua attività, contribuendo alla creazione di un ambiente di lavoro equo, sicuro e rispettoso delle risorse.
Con SDS Rx, DHL si rafforza nei settori Life Sciences & Healthcare
Mark Kunar, Ceo di DHL Supply Chain North America, con Drew Kronick, fondatore, Ceo e Managing Partner di SDS Rx
DHL Supply Chain, protagonista internazionale nella logistica contrattuale, potenzia le proprie competenze nei settori Life Sciences & Healthcare (LSH) grazie all’accordo per l’acquisizione di SDS Rx, operatore specializzato in servizi di consegna all’ultimo miglio e trasporto sanitario per farmacie specialistiche e per la cura a lungo termine, radiofarmacie e network sanitari.
Questa acquisizione strategica amplierà ulteriormente il portafoglio di soluzioni logistiche sanitarie, sotto il brand DHL Health Logistics, miglio-
rando la capacità dell’azienda nell’offrire soluzioni integrate e tempestive in ogni fase della supply chain LSH. Con consegne sanitarie specializzate gestite da oltre 200 sedi negli Stati Uniti, SDS Rx aggiungerà servizi di logistica last mile alla rete di trasporto sanitario di DHL. Inoltre, l’operazione estenderà le capacità di consegna in giornata e di spedizione urgente per i clienti del settore LSH.
“Il settore LSH è destinato a crescere con un tasso annuo dell’11% fino al 2030. Le farmacie specializzate già oggi rappresentano circa il 50% della spesa complessiva per farmaci con prescrizione negli Stati Uniti, e il numero di pazienti serviti da queste farmacie è cresciuto del 12% tra il 2018 e il 2022”, ha dichiarato Mark Kunar, Ceo di DHL Supply Chain North America. “L’aumento della domanda di farmaci specialistici e di soluzioni per la sanità rappresenta per DHL un’opportunità significativa per mettere a frutto la propria capacità, le competenze e l’impegno all’eccellenza operativa”.
“La nostra missione è migliorare la qualità dell’assistenza ai pazienti con ogni consegna”, aggiunge Drew Kronick, fondatore, Ceo e Managing Partner di SDS Rx. “Con la crescita della domanda di servizi last mile nel settore sanitario, riconosciamo l’importanza di collaborare con un partner che condivida il nostro impegno a favore dei pazienti. La partnership con DHL rappresenta un significativo passo avanti, che unisce le nostre forze per migliorare la precisione, l’affidabilità e la rapidità delle consegne ai pazienti che ne hanno più bisogno”.
Questa è la seconda acquisizione nel settore sanitario per DHL Supply Chain nel 2025, dopo l’acquisizione di CryoPDP, corriere specializzato in studi clinici, biofarmaceutica e terapie cellulari e geniche. Insieme, queste operazioni rappresentano una tappa fondamentale nella strategia di crescita del Gruppo DHL, in linea con la Strategia 2030, e che potenziano l’offerta logistica nel settore Life Sciences & Healthcare.
L’Efpia:
“A
rischio il ruolo innovativo dell’Europa nel pharma”
Nathalie Moll, direttrice generale di Efpia, la federazione dell’industria farmaceutica europea, ha commentato positivamente il discorso sullo stato dell’Unione Europa tenuto dalla presidente della Commissione europea Ursula Von der Leyen lo scorso 10 settembre a Strasburgo: “Il discorso mette in evidenza numerose iniziative positive e apprezzabili della Commissione nell’ultimo anno. L’annuncio di una Strategia per le Scienze della Vita, che include misure volte ad affrontare problemi di lunga data che hanno ostacolato la competitività dell’area, impedendo ai pazienti europei di accedere ai più recenti progressi nelle terapie, è stato un passo avanti particolarmente significativo”.
“L’Europa di oggi continua a essere plasmata dalle dinamiche geopolitiche, dai cambiamenti nelle politiche commerciali e dalle ambizioni di regioni concorrenti di assumere la leadership nel campo della ricerca e della produzione farmaceutica”, continua Moll.
“Restiamo fiduciosi che, attraverso la riforma della legislazione farmaceutica dell’UE, la Strategia per le Scienze della Vita e il Biotech Act – così come attraverso iniziative volte a semplificare e accelerare i processi di innovazione – si potrà consolidare l’impegno a invertire le tendenze negative degli ultimi anni.
Abbiamo accolto con favore il riconoscimento da parte della presidente von der Leyen dell’importanza dei dialoghi strategici con
l’industria e del rapporto Draghi. Il settore farmaceutico è pronto a proseguire questi confronti costruttivi e a individuare soluzioni per rafforzare un ecosistema delle scienze della vita fiorente in Europa”.
“Il rischio non potrebbe essere più chiaro: il ruolo dell’Europa come innovatore in campo sanitario è in pericolo”, conclude la direttrice generale dell’Efpia. “Il successo richiede un ambiente operativo aggiornato e attrattivo, un impegno a investire e a utilizzare nuovi farmaci, oltre a una reale volontà di leadership”.
Nathalie Moll, direttrice generale di Efpia
La soluzione per la tua conformità agli standard internazionali
Strumenti completi ed intuitivi per misure online e portatili di TOC, conducibilità ed ozono.
Conformità Globale e Standard Internazionali
• Rispettano le normative FDA 21 CFR Part 11, EMA Allegato 1 e 11, e farmacopee internazionali (USP, Ph. Eur., ChP, JP).
• Progettati secondo GMP, GAMP ® , ASTM, ISO, e ISPE per soddisfare le più alte aspettative del settore.
Dati Sicuri e Gestione Sempli cata
• Gestione multilivello degli utenti con rme elettroniche.
• Storico completo e metadati secondo i principi ALCOA+.
• Controllo a prova di manomissione per la sicurezza dei processi.
È stato inaugurato il 26 settembre a Orvieto il nuovo stabilimento produttivo di Welcare Industries, azienda che fa parte del Gruppo Labomar e attiva nella produzione e distribuzione di dispositivi medici, biocidi e soluzioni personalizzate per il paziente e
Welcare inaugura il nuovo stabilimento produttivo
per il caregiver. L’intervento, avviato ad agosto 2023 e concluso in due anni, ha richiesto un investimento complessivo di 4,5 milioni di euro e rientra in un più ampio piano industriale quinquennale (2024-2028), volto a sostenere la crescita dell’azienda. Il piano mira a consolidare il posizionamento di Welcare quale eccellenza nel settore dei dispositivi medici per il trattamento di patologie cutanee complesse e di diversa eziologia e per la prevenzione e la gestione delle infezioni correlate all’assistenza. La società ha chiuso il 2024 in crescita, una performance frutto dell’ampliamento produttivo, dell’innovazione tec-
nologica, dell’efficienza energetica e della sostenibilità e ha l’obiettivo di incrementare la quota di mercato. Il nuovo stabilimento rappresenta un’espansione della sede già esistente di Welcare e si inserisce in un percorso di crescita costante che aveva già visto, nel 2015 e nel 2017, significativi ampliamenti delle aree produttive, logistiche e della Ricerca & Sviluppo. “La realizzazione del nuovo stabilimento produttivo rappresenta una tappa strategica nel percorso di crescita di Welcare e un investimento mirato a rafforzare la nostra capacità industriale e la competitività sui mercati internazionali”, ha detto Fulvia
Lazzarotto, CEO di Welcare Industries.
Il recente intervento si traduce in una superficie produttiva complessiva di 600 m², che ospita due camere bianche certificate secondo gli standard ISO, destinate alla produzione di dispositivi medici e presidi medico-chirurgici in ambienti a contaminazione controllata. Sono stati inoltre potenziati gli spazi dedicati al confezionamento, che oggi raggiungono 500 m², e un immobile adiacente di 800 m² è stato riconvertito in area logistica. Anche gli uffici, per un totale di 650 m², sono stati oggetto di un importante intervento di riqualificazione architettonica e funzionale.
Ti interessa?
Richiedi ora il tuo campione gratuito
GUARNIZIONI PER INDUSTRIA chimica e petrolchimica
3356 Copriflangia SUREBAND CLEAR
Composto unicamente da materiali in PTFE (senza fibra di vetro) con il lato esterno in ETFE trasparente e un multistrato a maglia ETFE all’interno. Questo materiale offre una resistenza chimica senza pari. Tutte le nostre protezioni sono testate sul nostro impianto di prova della pressione idrostatica, certificati di prova disponibili su richiesta. La maglia interna è compressa contro la flangia e impedisce lo spruzzo diretto e laterale. La pressione del liquido all’interno si diffonde rapidamente, ottenendo un rilascio di gocce sicuro.
3355 Copriflangia metallico in AISI 316
Questo tipo di protezione è costituito da una fascia in acciaio di elevatissima qualità e da un multistrato interno di maglia in acciaio che viene compressa contro la flangia stessa, senza presentare alcun punto debole. Questa maglia interna, che è fissata lungo il centro per riempire e lo spazio tra le due facce della flangia, è di fondamentale importanza: diffonde la pressione in modo rapido ed efficiente, ottenendo un rilascio di gocce sicuro e impedisce lo spruzzo diretto e laterale.
3354 Prodotto in fibra di vetro rivestita in PTFE con finestra in teflon trasparente La protezione in PTFE è fabbricata con tre strati di tessuto in fibra di vetro rivestito in Teflon con una garza grigliata centrale in Teflon ad alta resistenza. E’ ideale per applicazioni con acidi e caustici concentrati, nonché per oli combustibili / lubrificanti. Questo materiale è intrinsecamente resistente alle radiazioni ultraviolette. Una cartina di tornasole contenuta all’interno di una tasca in teflon trasparente indica eventuali perdite.
3353F Prodotto in fibra di vetro rivestito in PTFE con fascia centrale ETFE Sono fogli di guarnizioni di qualità composti da puro PTFE espanso multidirezionale senza riempitivi, coloranti o inchiostri. Nel processo di produzione delle lastre Texlon® il PTFE è allungato in diverse direzioni conferendo così un’elevata resistenza in lunghezza e larghezza. Le guarnizioni prodotte da lastre Texlon® si adattano perfettamente alle superfici irregolari. In applicazioni con sollecitazioni dovute a cicli termici e forze esterne, permettono una maggiore resistenza e producono una guarnizione sottile e ottimale con elevata resistenza alle fughe.
Attualità
“Gli equivalenti sono un presidio di salute pubblica”
L’Osservatorio Egualia-Nomisma indica la necessità di una nuova agenda per la farmaceutica: dall’adeguamento dinamico dei prezzi agli incentivi per chi produce in Europa. Il presidente Collatina: “Il comparto dei generici cresce e investe, ma senza interventi di tutela rischia una crisi senza ritorno”.
a cura dell’ufficio stampa di Egualia*
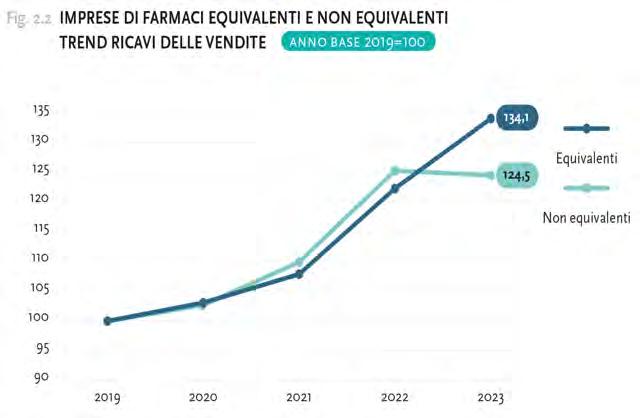
Non sono semplici commodity, ma beni meritori da difendere: i farmaci equivalenti rappresentano la spina dorsale delle terapie croniche e un presidio di salute pubblica che lo Stato ha il dovere di tutelare. È il messaggio che emerge dal decimo Rapporto dell’Osservatorio Egualia-Nomisma, presentato a ottobre a Roma, che lancia un appello: senza misure di tutela e una chiara agenda industriale, la crisi rischia di diventare irreversibile.
nali equivalenti critici è oggi fornito da solo 1 o 2 produttori, con casi in cui resta un unico fornitore per principio attivo. Un sistema così fragile espone a carenze diffuse e prolungate.
*Organo ufficiale di rappresentanza dell’industria dei farmaci generici equivalenti, biosimilari e value added medicines in Italia
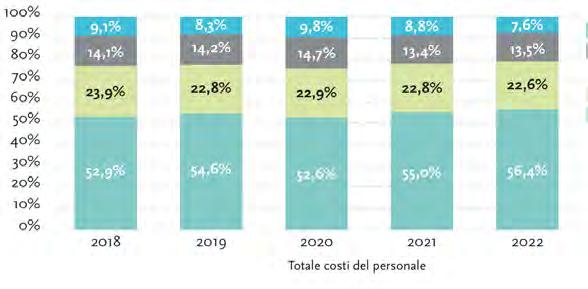
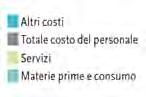
Il comparto in Italia raggruppa 102 imprese per un totale 10.900 addetti diretti, per un valore della produzione che ha toccato i 6,4 miliardi e 1,6 miliardi di euro di valore aggiunto diretto generato. Tuttavia, l’aumento dei costi di produzione (+32% tra il 2019 e il 2023, +9,5% solo nell’ultimo anno), trainato dal rincaro delle materie prime (+40,6% sul periodo), ha eroso i margini, mettendo sotto pressione la redditività di un settore che opera già con prezzi regolati e fermi da anni.
Parallelamente cresce il rischio di concentrazione: il 46% dei medici-
Dipendenza estera: la vulnerabilità europea e le azioni necessarie in Italia Focus del decimo Rapporto dell’Osservatorio – illustrato da Lucio Poma, capo economista di Nomisma –è la relazione tra le politiche nazionali ed il Critical Medicines Act, ultimo tentativo di mettere in sicurezza la filiera produttiva europea. Il continente acquista all’estero il 48% dei principi attivi, il 60% degli intermedi e l’85% delle materie prime regolamentate. Un’architettura produttiva che amplifica i rischi di interruzione delle forniture, rendendo urgente una politica industriale europea per i farmaci critici essenziali. Il “fare presto” sollecitato dallo studio ha tempistiche sufficientemente delineate: “Ci vuole una nuova agenda industriale per i farmaci critici: impianti esistenti e nuovi, ma
Stefano Collatina, presidente di Egualia
sostenibili nel lungo periodo”, ha sottolineato Poma. “Perché questo progetto diventi operativo serve una tempestiva revisione delle politiche di prezzo, rimborso e acquisto pubblico”. Poma ha aggiunto che a livello europeo, il pane ha segnato +45% e l’indice generale dei prezzi al consumo +30%, ma i farmaci equivalenti critici sono fermi a +2% e quelli più diffusi addirittura deflattivi a –8%. “Questa forbice – che distingue nettamente questi farmaci da quelli innovativi – mette a rischio la sostenibilità industriale degli equivalenti”.
“Senza farmaci equivalenti non c’è SSN sostenibile”
Lo studio Nomisma cita senza remore il “dite di no a tutto, fate qualcosa!” di Mario Draghi prima di esordire con la prima e più basilare raccomandazione di policy: adeguare i prezzi perché “alcune multinazionali hanno già dichiarato che nel biennio 2026-2027 rischiano di dover procedere al ritiro progressivo delle AIC di diverse famiglie di principi attivi se i prezzi resteranno sotto le soglie minime di remuneratività”.
L’Osservatorio indica la necessità di una nuova agenda industriale per la farmaceutica essenziale, articolata in più direttrici:
- adeguamento dinamico dei prezzi dei farmaci fuori brevetto;
- gare pubbliche basate sui criteri MEAT, con esclusione delle offerte anomale tramite floor price;
- obbligo di gare multi-aggiudicatarie, per ridurre la concentrazione dei fornitori;
- incentivi a chi produce in Europa o utilizza API di provenienza UE;
- superamento del payback per i farmaci fuori brevetto;
- allineamento tra politiche ambientali e industriali, perché le nuove regole (come la Direttiva Acque Reflue) non compromettano le produzioni.
“I farmaci equivalenti sono una risorsa fondamentale per garantire equità di accesso alle cure e sostenibilità del nostro Servizio Sanitario Nazionale “, ha dichiarato Marcello Gemmato, Sottosegretario alla Salute. “Il Governo sostiene con convinzione questo comparto, che rappresenta un presidio di salute pubbli-
ca e un pilastro industriale strategico per il Paese. In questa direzione si inserisce il Testo Unico della legislazione farmaceutica, un provvedimento che nasce con spirito di proattività, programmazione e sburocratizzazione. L’obiettivo è dare certezze al settore, introducendo strumenti efficaci per costruire un sistema moderno e sostenibile, capace di rispondere tempestivamente ai bisogni dei cittadini e di garantire la continuità delle terapie”.
“Il Rapporto di quest’anno – ha dichiarato Stefano Collatina, presidente di Egualia – ci consegna una
Anche in Italia il pharma ha una vocazione per la media e grande impresa
La farmaceutica italiana si caratterizza per una struttura dimensionale nettamente differente dalla media della manifattura. Se, infatti, in quest’ultima le microimprese rappresentano oltre quattro quinti del totale, nel settore farmaceutico la loro incidenza risulta più che dimezzata.
Oltre il 40% delle imprese farmaceutiche italiane nel 2023 ha più di 50 dipendenti, a rimarcare la caratteristica solidità e generale strutturazione del comparto grazie ad imprese medie e grandi, specialmente se confrontate alla quota di imprese con le medesime caratteristiche nel totale manifatturiero, che si ferma al
La fonte di tutte le schede dell’articolo sono
le elaborazioni di Nomisma su dati di bilancio
fotografia chiara: il comparto degli equivalenti cresce, investe, dà lavoro, ma è schiacciato da regole che ne minano la sostenibilità. Se i prezzi restano fermi, mentre i costi produttivi aumentano a doppia cifra, il rischio è che molte aziende siano costrette ad abbandonare i farmaci essenziali, lasciando i cittadini senza cure di base. Non chiediamo sussidi a fondo perduto – ha proseguito – ma condizioni economiche e regolatorie eque. Non si tratta solo di investire di più, ma di spendere meglio: prezzi sostenibili, gare multi-aggiudicatarie, basi d’asta realistiche, incentivi alla produzione europea e abolizione del payback sui fuori brevet-
3,2%. L’incidenza di grandi imprese nella farmaceutica inoltre è cresciuta tra il 2008 e il 2023, di oltre 3 punti percentuali.
Questa vocazione alla media e grande dimensione si riflette anche sulla distribuzione del fatturato. Nel 2023 le aziende con più di 250 addetti hanno generato stabilmente oltre i tre quarti del giro d’affari del comparto, mentre nella manifattura tale quota si è fermata al 46%. Per contro, le imprese farmaceutiche con meno di 50 addetti hanno contribuito per appena il 4% del fatturato totale, contro un’incidenza del 27% nella manifattura.
to o esclusione dal tetto di spesa. Il nostro settore non è un costo, è una risorsa: ogni euro speso per un equivalente libera risorse per innovazione e nuove terapie”. Collatina ha poi sottolineato il rischio sistemico per il SSN: “Se cede l’industria dei fuori brevetto, crolla l’intera impalcatura dell’accesso ai farmaci. Le carenze stanno aumentando, e riguardano proprio i farmaci più critici per i pazienti cronici”. Un passaggio centrale dell’intervento di Collatina riguarda la valorizzazione dell’industria che già opera in Italia: “Oggi il nostro Paese vanta impianti produttivi di altissimo livello. Questa è una risorsa strategica che non possiamo disperdere. Ma se
non cambiamo rotta, i farmaci prodotti in Italia rischiano di non essere più destinati al mercato interno: le aziende smetteranno di investire, e progressivamente sceglieranno altri Paesi dove allocare le loro risorse. Sarebbe una perdita irreparabile per il sistema industriale e per la sicurezza nazionale”. Infine, un richiamo alla responsabilità politica: “I farmaci equivalenti non sono una commodity. Sono la spina dorsale delle terapie quotidiane per milioni di cittadini. Senza di loro non c’è SSN sostenibile, non c’è autonomia strategica europea, non c’è equità per i pazienti. È il momento di passare dalle dichiarazioni ai fatti: il tempo è già scaduto”.
SCEGLI EMILOS , IL SETACCIO SU MISURA PER TE .
La nostra passione per la setacciatura nasce al termine degli anni ’70.
Ci caratterizzano da sempre l’intuizione e l’entusiasmo, grazie ai quali siamo riusciti ad affermarci nel mondo della setacciatura.
La nostra struttura è contraddistinta da una forte flessibilità, la quale ci permette di ottenere significativi immediati risultati
Il contatto diretto con le problematiche del cliente stimola costantemente la nostra progettualità
Offriamo una garanzia assoluta di qualità, e garantiamo da sempre il miglior funzionamento del vibrovaglio realizzato ad personam
Siamo un’azienda 100% Made in Italy; ogni nostro vibrovaglio viene interamente realizzato all’interno della nostra azienda.
I nostri vibrovagli sono in grado di affrontare setacciature molto difficoltose, e portate orarie elevate, grazie agli speciali motovibratori installati, progettati per funzionare in continuo 24 ore su 24 per 365 giorni l’anno.
EMILOS srl Via della Costituzione, 6 42025 Cavriago (RE) - Italy Tel. 0522 575010
E-mail: info@emilos.it www.emilos.it
Adrien Brouillard nuovo presidente esecutivo di Stäubli Robotics
Stäubli, protagonista internazionale nelle soluzioni industriali e meccatroniche, ha nominato Adrien Brouillard come presidente esecutivo della divisione Robotics. Brouillard ha ricoperto con successo il ruolo ad interim negli ultimi mesi e guiderà ora la strategia e le operazioni globali della divisione. Entrato in Stäubli nel 2008, Brouillard ha ricoperto diversi ruoli di leadership all’interno della divisione Robotics, tra cui più recentemente quello di Global Head of Business per General In-
dustry & Customer Services e di direttore locale Robotics in Francia. Porta con sé un’ampia esperienza internazionale, maturata attraverso il lavoro diretto con clienti e team in tutto il mondo, incluso un anno trascorso presso l’unità Stäubli di Hangzhou, in Cina, per rafforzare la vicinanza al mercato e supportare la strategia aziendale nella regione.
“Adrien unisce una profonda competenza nella robotica a un solido track record in termini di esecuzione e impatto sui clienti”, dichiara Gerald Vogt, Ceo del gruppo Stäubli. “La sua leadership e la sua visione internazionale contribuiranno ad accelerare la creazione di valore per i nostri clienti e partner nei mercati chiave”.
Commenta Adrien Brouillard: “Insieme. ai nostri team nel mondo, continueremo a sviluppare soluzioni di automazione affidabili e ad alte prestazioni, che migliorano la produttività e la qualità per i clienti di diversi settori”.
Roelmi HPC avvia l’impianto per la biofermentazione
Roelmi HPC, che produce ingredienti per il mercato cosmetico e nutraceutico, ha dato il via a una nuova fase del suo processo evolutivo, inaugurando la legal entity Roelmi Biotech e, contemporaneamente, il nuovo impianto produttivo a Gerenzano, in provincia di Varese. Dedicato alla bio-fermentazione di precisione e situato all’interno dell’Insubria BioPark − ottavo parco scientifico tecnologico e incubatore di imprese in Italia nel settore biotech − il nuovo stabilimento nasce con l’obiettivo di controllare ed integrare la capacità produttiva, garantire standard qualitativi sempre più elevati e adottare tecnologie all’avanguardia nel rispetto dell’ambiente, così da portare il know-how dell’azienda nel campo delle biotecnologie bianche dal laboratorio a una scala di produzione industriale. È il risultato di un percorso iniziato nel 2008, quando con l’azienda Principium B.S.I. viene sviluppato il metodo di fermentazione dedicato ai metaboliti dell’acido ialuronico che, l’anno successivo, si concretizza nel-
la linea cosmetica PrincipHYAL®, realizzata con l’inedita tecnologia “Full Spectrum Hyaluronans”: un approccio capace di creare un ampio spettro di pesi molecolari in grado di lavorare in sinergia, ricreando ciò che naturalmente accade nella pelle e aprendo così nuove prospettive per il mondo beauty e personal care. Questa visione si amplia ulteriormente nel 2010, quando le stesse basi tecnologiche vengono applicate all’ambito nutraceutico, dando vita alla linea ExceptionHYAL®, ingredienti per integratori alimentari progettati per sostenere
il benessere. Nel 2022 Roelmi HPC ha inaugurato un laboratorio di ricerca e sviluppo a Novara, interamente dedicato alla fermentazione e alla creazione di processi biotecnologici d’avanguardia, capaci di evolvere dal banco di laboratorio fino alla produzione su scala industriale. E oggi, con la nascita di Roelmi Biotech, questo percorso si arricchisce di una nuova tappa: un polo produttivo e di ricerca interamente focalizzato sulla fermentazione e sulla circular economy, trasformando sottoprodotti dell’industria italiana in nuove risorse, migliorando l’efficienza produttiva di alcuni ingredienti di interesse, con l’obiettivo di ridurre l’impatto ambientale.
“L’apertura di questo impianto è per noi motivo di grande orgoglio”, dichiara Eleonora Santus, General Manager di Roelmi Biotech. “Si tratta di un passo strategico che rafforza la nostra presenza sul mercato, valorizza il territorio e conferma il nostro impegno verso una produzione sostenibile e responsabile”.
Il Gruppo SOL rileva l’80% di Aenduo
Il Gruppo SOL – multinazionale che opera nel settore dei gas tecnici, industriali e medicali e in quello dell’assistenza domiciliare – annuncia l’acquisto tramite Airsol Srl, controllata al 100% da SOL Spa, dell’80% del capitale della società di software Aenduo Srl, affiancando il fondatore della società, ingegner Marcello Pediconi, titolare del restante 20%, nello sviluppo della start up innovativa. Fondata a Roma nel 2017, Aenduo ha realizzato soluzioni digitali proprietarie in grado di gestire a distanza i pazienti respiratori cronici e collabora da tempo con Vivisol Srl, una delle società del Gruppo SOL che opera nell’assistenza domiciliare. In particolare, Aenduo si è occupata della realizzazione e gestione del software Vivicheck. Nell’esercizio
2024 Aenduo ha registrato un fatturato di circa 2,2 milioni di euro, con un organico di 12 dipendenti. “Siamo soddisfatti di questa nuova partnership che ci permette di sviluppare soluzioni digitali d’eccellenza posizionandoci sempre più come punto di riferimento nei servizi innovativi offerti al mondo sanitario”, ha commentato Aldo Fumagalli Romario, presidente e amministratore delegato del Gruppo SOL. “Siamo molto contenti di essere entrati a far parte della grande famiglia SOL”, ha detto Marcello Pediconi, fondatore della società, e che continuerà a ricoprire il ruolo di amministratore delegato. “Grazie al supporto e alle competenze del Gruppo, saremo in grado di rafforzare ulteriormente la nostra missione, offrendo ai clienti ed al merca-
to soluzioni tecnologiche sempre più d’avanguardia basate anche sull’intelligenza artificiale”. SOL opera in Europa, Turchia, Marocco, India, Brasile, Cina, Ecuador e Perù in due distinti settori prevalenti: quello della produzione, ricerca applicata e commercializzazione di gas tecnici, puri e medicinali (Area Gas Tecnici) e quello dell’assistenza medicale a domicilio (Area Home Care).
IVS coinvolge i paesi del’Africa e del Medio Oriente
Lo scorso settembre a Roma, presso la sede di Confindustria, è stata presentata la sesta edizione di IVSIndustrial Valve Summit agli ambasciatori dei paesi africani e del Medio Oriente, in sinergia con Confindustria Assafrica & Mediterraneo. Si tratta di paesi fortemente strategici per la filiera allargata del settore
L’AGENDA
Labotec
28-29 ottobre 2025
Parma www.labotec.one/it/home/index.php
CPhI Frankfurt
28-30 ottobre 2025 Francoforte, Germania www.cphi.com
XIX incontro nazionale delle Persone
Qualificate (QP) in ambito farmaceutico 19-20 novembre 2025 Roma www.newaurameeting.it
Making Cosmetics
19-20 novembre 2025
Milano www.making-cosmetics.it
SPS
25-27 novembre 2025
Norimberga, Germania https://sps.mesago.com/events/en.html
Pharmapack 21-22 gennaio 2026
energetico, che IVS – evento di riferimento per l’industria delle valvole industriali e del flow control – vuole coinvolgere in vista dell’edizione in programma dal 19 al 21 maggio 2026 alla Fiera di Bergamo. Dopo il saluto di Patrizia Mauro, direttore generale di Confindustria Assafrica & Mediterraneo, si sono aperti i lavori con un video messaggio di Fabrizio Lobasso, vicedirettore generale per la promozione del sistema Paese del ministero Affari esteri e della cooperazione internazionale. Sono intervenuti: Maurizio Forte, direttore centrale per i settori dell’export di ICE Agenzia; Andrea Carapellese, Deputy Head di Unido ITPO Italy; e Antonio Passarelli di AVR Anima, che hanno confermato
Parigi, Francia www.pharmapackeurope.com/en/ home.html
Solids Parma 11-12 febbraio 2026
Parma www.solids-parma.de/it
GMP-Pharma Congress 24-25 marzo 2026
Wiesbaden, Germania www.pharma-congress.com
Cosmoprof 26-28 marzo 2026
Bologna www.cosmoprof.com
Cosmofarma Exhibition 11-13 aprile 2026
Bologna www.cosmofarma.com/it
il supporto all’iniziativa e l’importanza del settore delle valvole industriali come eccellenza dell’industria italiana.
La fiera IVS è stata presentata da Luca Pandolfi, Confindustria Bergamo, Project Manager di IVS, che ha illustrato i contenuti e le novità dell’edizione 2026.
L’evento si è concluso con un giro di interventi e un momento di networking durante il quale i rappresentanti delle ambasciate presenti hanno confermato l’interesse per l’iniziativa, la strategicità del settore nei mercati dei rispettivi Paesi e la volontà di promuovere l’iniziativa, coinvolgendo attivamente delegazioni regionali, a livello istituzionale e di business, dandosi appuntamento alla Fiera di Bergamo.
Interphex 21-23 aprile 2026
New York, Usa www.interphex.com
Making Pharmaceuticals 21-22 aprile 2026
Coventry, Regno Unito www.makingpharma.com
Validate 29-30 aprile 2026
Dublino, Irlanda www.validateconference.com
Chemspec Europe 6-7 maggio 2026 Colonia, Germania www.chemspeceurope.com
IVS - Industrial Valve Summit 19-21 maggio 2026 Bergamo www.industrialvalvesummit.com
Interphex Week 20-22 maggio 2026
Tokyo, Giappone www.interphex.jp/tokyo/en-gb.html
SPS Italia 26-28 maggio 2026 Parma www.spsitalia.it
CPHI Americas 2-4 giugno, 2026
Penssylvania, Usa www.cphi.com/americas/en/home.html
Expoquimia 2-5 giugno 2026
Barcellona, Spagna www.expoquimia.com
ChemE Show 9-10 giugno 2026
Houston, Usa cheme-show.com
Achema rafforza la rete globale dell’industria di processo
L’edizione 2027 a Francoforte punterà su innovazione, scienze della vita ed energia. Mentre Achema Middle East in Arabia Saudita vuole facilitare la collaborazione internazionale, promuovere il trasferimento di conoscenze e accelerare lo sviluppo regionale.
Dal 14 al 18 giugno 2027, Achema tornerà al quartiere fieristico di Francoforte con un’attenzione ancora maggiore ai temi orientati al futuro: energia, scienze della vita, sostenibilità e digitalizzazione. Ogni tre anni, Achema dimostra cosa significa progresso: è il punto d’incontro in cui prende forma il futuro dell’industria di processo. Per cinque giorni, il quartiere fieristico
di Francoforte diventerà nuovamente un palcoscenico per idee, tecnologie e persone che stanno guidando il cambiamento nell’industria e nella società a livello mondiale. Più di 140 nazioni saranno rappresentate: un forum unico che rende l’innovazione visibile e tangibile.
Più spazio all’innovazione di processo
Il gruppo espositivo Pumps, Valves
and Materials riunisce due segmenti affini sotto un nuovo nome e, con i padiglioni 8.0 e 9.0 – dove si troverà il Process Innovation Stage –offrirà un palcoscenico centrale per le soluzioni industriali nella tecnologia dei fluidi e dei materiali. Il gruppo Research and Innovation, insieme all’Area Start-up, si sposterà invece nel padiglione 11.0, avvicinandosi così ulteriormente ai temi digitali di Achema: una richiesta avanzata soprattutto dagli espositori più giovani. Questo trasferimento libererà spazio aggiuntivo per il settore Mechanical Processes nei padiglioni 5.0 e 6.0, se necessario.
L’energia al centro della trasformazione
L’industria di processo, in particolare, ha bisogno di risposte alle sfide energetiche di domani. Allo stesso tempo, offre soluzioni innovative per una fornitura energetica affidabile, efficiente e sostenibile a molti altri settori.
Il gruppo espositivo Engineering and Energy, nei padiglioni 5.1 e 6.1, ospiterà il nuovo Energy Innovation Stage e diventerà l’hotspot per le soluzioni legate a idrogeno e Power-to-X, CCUS (Carbon Capture,
Utilization and Storage), gestione ed efficienza energetica, approvvigionamento e stoccaggio dell’energia, elettrificazione dei processi e molto altro.
Le scienze della vita in primo piano
Nel 2024, un terzo dei 106.001 partecipanti proveniva dal settore farmaceutico e delle scienze della vita, e oltre 1.000 espositori hanno presentato soluzioni specializzate per questo comparto.
Achema 2027 intende rafforzare ulteriormente questa tendenza, posizionandosi con maggiore chiarezza come World Forum and Leading Show for Life Science and Process Industries.
I temi di innovazione dedicati a pharma e lab, insieme all’Action Area Digital Lab, offriranno una vetrina per le tecnologie più avanzate del settore.
Sostenibilità imprescindibile: l’IA guida la trasformazione
Le soluzioni sostenibili si sono ormai affermate stabilmente nell’industria di processo. Allo stesso tempo, è sempre più evidente che progresso, efficienza e risparmio di risorse saranno presto impensabili senza tecnologie digitali e intelligenza artificiale. Queste non solo accelerano la transizione verso la neutralità climatica, ma soprattutto verso una produzione intelligente e interconnessa.
Con il Green Innovation Stage nel padiglione 6.0 e il Digital Innovation Stage e Digital Hub nel padiglione 11.0, Achema 2027 offrirà ancora una volta un palcoscenico per questi sviluppi chiave. “Con Achema 2027, Francoforte continuerà a essere la nostra casa da oltre 90 anni e daremo vita al futuro da ben 107”, afferma il dott. Björn Mathes, CEO di
Dechema Exhibitions.
“La nostra community, proveniente da più di 140 paesi, rende Achema un forum unico che ci permette di percepire il battito vitale delle nostre industrie e di fornire risposte alle grandi domande del nostro tempo. Insieme ai nostri espositori, stiamo plasmando il futuro delle industrie di processo”.
Achema Middle East: un evento strategico per l’industria della regione Il lancio ufficiale di Achema Middle East si è tenuto a settembre a Riad, in Arabia Saudita, segnando un nuovo inizio per le industrie di processo nella regione. Organizzato da Dechema in collaborazione con Messe Frankfurt e con il sostegno del Ministero saudita dell’Industria e delle Risorse Minerarie, l’evento ha riunito rappresentanti di spicco del governo, del mondo imprenditoriale e della comunità scientifica glo-
bale per presentare la direzione strategica della prossima Achema Middle East, in programma dal 26 al 28 ottobre 2026 presso il Riyadh International Convention and Exhibition Center (RICEC).
Mentre l’Arabia Saudita accelera la propria trasformazione economica, questo incontro ad alto livello di funzionari governativi, esperti industriali, accademici e partner internazionali ha sottolineato l’allineamento tra gli obiettivi industriali nazionali e l’eredità globale di Achema nel promuovere l’ingegneria chimica e farmaceutica, la biotecnologia, l’idrogeno e la gestione industriale delle acque: un allineamento che supera i confini nazionali e abbraccia un’intera regione in rapida crescita. Sotto il tema “Accelerating Process Innovation”, l’evento di Riad ha offerto una piattaforma potente per il dialogo e la collaborazione tra i principali stakeholder.
Con sessioni e interventi mirati a sti-
L’industria di processo ha bisogno di risposte alle sfide energetiche di domani e, allo stesso tempo, offre soluzioni per una fornitura energetica affidabile, efficiente e sostenibile a molti altri settori
Tecnologie digitali e intelligenza artificiale non solo accelerano la transizione verso la neutralità climatica, ma soprattutto verso una produzione intelligente e interconnessa
molare lo sviluppo dell’industria di processo saudita, si sono tenuti keynote strategici sulla Vision 2030 e sulla trasformazione industriale, tavole rotonde con leader globali e regionali su localizzazione, innovazione e investimenti, oltre a roundtable interattive su sfide regionali e opportunità globali.
La giornata ha inoltre ospitato la firma dei protocolli d’intesa (MoU) che formalizzano il patrocinio del Ministero saudita dell’Industria e delle Risorse Minerarie per Achema Middle East.
Il Launch Event ha riaffermato l’impegno della fiera a plasmare il futuro delle industrie di processo e delle scienze della vita in Arabia Saudita, promuovendo uno sviluppo industriale sostenibile, la localizzazione delle catene di approvvigionamento critiche e l’attrazione di investimenti internazionali nei settori di processo in rapida crescita.
Il tema centrale dell’agenda è stato la spinta strategica dell’Arabia Saudita verso un’economia diversificata e basata sulla conoscenza.
Dagli ecosistemi dell’idrogeno alle zone biotecnologiche, dai gemelli digitali alle linee di produzione avanzate, l’evento ha messo in luce le enormi opportunità di innovazione nei seguenti ambiti:
• Ingegneria e processi chimici
• Produzione farmaceutica e bioprocessi
• Energia verde e idrogeno
• Laboratori, analisi e controllo qualità
• Digitalizzazione industriale e impianti intelligenti.
“Achema Middle East non è una semplice estensione regionale, ma un’evoluzione strategica”, ha dichiarato Wolfram Stichert, presidente di Dechema. “Portando Achema a Riad, stiamo creando una piattaforma in cui ingegneria, scienza e innovazione di livello mondiale incontrano le esigenze e la visione di una delle economie industriali più ambiziose al mondo. L’evento favorirà nuove sinergie tra fornitori globali e pionieri regionali, sotto il segno comune della trasformazione e della sostenibilità”.
La partnership strategica con Messe Frankfurt garantisce all’evento una gestione di alto livello, supportata da conoscenza locale e solide reti regionali.
“L’Arabia Saudita sta vivendo un’evoluzione industriale unica nella storia”, ha dichiarato Azzan Mohammed, Managing Director di Messe Frankfurt Saudi Arabia. “Siamo onorati di contribuire alla definizione del suo panorama fieristico: Achema Middle East sarà un esempio di punta di come la collaborazione internazionale possa potenziare il progresso regionale. Insieme a Dechema, siamo orgogliosi di gettare le basi per quello che diventerà l’evento più influente per i leader dell’industria di processo nella regione”.
Gli eccipienti e le materie prime distribuite da Faravelli ti aiutano a raggiungere la formulazione farmaceutica perfetta, proprio quella che stai cercando: funzionale, sicura, efficace, performante. La formula che rende ogni cliente soddisfatto e felice.
“Accompagniamo con competenza globale e sensibilità locale i nostri partner verso scelte innovative, per formulare il futuro con ingredienti e soluzioni affidabili e sostenibili”.
Da sottoprodotti dello zucchero ad acidi ed esteri carbossilici
Il progetto AFTER-Biochem, l’iniziativa finanziata dal programma Horizon 2020 dell’Unione Europea e dalla Bio-Based Industries Joint Undertaking (BBI JU) – predecessore della CBE JU –, si è ufficialmente concluso il 30 aprile 2025. Negli ultimi cinque anni, il progetto ha mantenuto
la promessa di dimostrare un modello di bioraffineria innovativo, sostenibile e scalabile per convertire residui di biomassa in mattoni chimici bio-based ad alto valore aggiunto. Guidato da Afyren, il consorzio è riuscito a creare un impianto industriale unico nel suo genere che trasforma sottoprodotti dell’industria dello zucchero e rifiuti organici in acidi ed esteri carbossilici, offrendo alternative più ecologiche ai prodotti di origine fossile in numerosi settori. I partner e i rappresentanti della CBE JU si sono incontrati il 25 giugno a Metz e Carling Saint-Avold (Francia) per riflettere su questo percorso di successo e visitare l’impianto. Durante i 60 mesi di attività del progetto (maggio 2020 – aprile 2025), AFTER-Biochem ha mobilitato 12
partner e un budget complessivo di 33 milioni di euro, di cui 20 milioni provenienti da fondi UE. L’obiettivo principale – costruire e gestire una bioraffineria di punta capace di produrre 16.000 tonnellate all’anno di acidi bio-based – è stato raggiunto, portando anche alla creazione di circa 80 posti di lavoro diretti a Carling Saint-Avold (Francia) e a un impatto stimato di 250 posti di lavoro indiretti. Grazie a tali sforzi congiunti, il team di Ayren è riuscito – con il supporto del gruppo ingegneristico Technip – a costruire la bioraffineria, raggiungere la produzione continua nel giugno 2025 e dimostrare la piena padronanza di tutte le fasi chiave del processo Afynerie®, un processo biomimetico anaerobico basato sulla fermentazione.
Raffreddatori per ridurre i consumi di acqua nei processi industriali
Atlas Copco, che intende essere parte di una supply chain sostenibile, ha ingegnerizzato un nuovo sistema di raffreddamento in grado di ridurre i consumi idrici ed energetici. Si tratta del TDV, un raffreddatore ad aria a circuito chiuso, progettato per smaltire il calore dei compressori raffreddati ad acqua. Caratteristica fondamentale del TDV è la presenza sulla stessa macchina della funzione di Dry Cooler –raffreddamento a secco – utilizzata in inverno quando la temperatura dell’aria è bassa, e della funzione adiabatica utilizzata in estate quando l’ambiente è più caldo. Questo nuovo sistema di raffreddamento può essere installato a monte dei compressori refrigerati ad acqua, garantendo prestazioni e regolazione della temperatura ottimali. Il raffreddamento industriale si basa prevalentemente su refrigeratori a compressione di vapore e/o torri evaporative. Ambedue questi sistemi hanno controindicazioni dal punto di vista della sostenibilità: i primi consumano molta energia, ma non consumano acqua, mentre i se-
condi, sebbene efficienti dal punto di vista energetico, consumano molta acqua.
I raffreddatori adiabatici TDV combinano i vantaggi sia in termini di risparmio energetico che di ridotto consumo di acqua. Il TDV utilizza l’aria per raffreddare il fluido che circola all’interno dei tubi e cede calore all’ambiente con l’aiuto di ventole, quindi con un consumo energetico molto inferiore ai refrigeratori tradizionali. Il raffreddamento adiabatico, che interviene solo quando la temperatura ambiente supera i 26°C, prevede che sia l’evaporazione di una minima quantità d’acqua ad abbassare la temperatura dell’aria, che può arrivare a un livello più basso dell’ambiente, garantendo un ottimo scambio termico anche d’estate, quando un tradizionale raffreddamento a secco (crycooling) sarebbe meno performante. Questo è possibile sfruttando l’evaporazione dell’acqua derivante dall’utilizzo dei pannelli adiabatici, che riducono la temperatura dell’aria in ingresso alle batterie di scambio termico, portandola a un livello inferiore a quella ambiente. In questo modo, si dissipa il calore per la maggior parte dell’anno senza utilizzare acqua e, quando la si utilizza, è per una quantità molto contenuta, così da ridurre i consumi idrici e di conseguenza, anche i costi di manutenzione rispetto ad una torre evaporativa.
Il settore chimico rientra fra i più energivori del panorama industriale. Per la decarbonizzazione e l’efficientamento energetico, Metron propone un innovativo programma volto al raggiungimento degli obiettivi attraverso la digitalizzazione.
la transizione energetica passa da quella digitale
Oggi le grandi aziende necessitano di una migliore gestione dell’energia consumata. Il percorso di decarbonizzazione in atto, sebbene rappresenti un cammino complesso, può trasformare i relativi costi in opportunità.
Raffaella Galiano, General Manager di Metron Italia
In particolare, nel settore chimico, la riduzione dei consumi (e della carbon footprint) è una sfida ancora più complessa e cruciale. Questo settore risulta infatti particolarmente energivoro, a causa del-
le elevate temperature e pressioni richieste per molte reazioni chimiche e processi di produzione. Le emissioni derivano quindi principalmente dall’uso di fossile con cui ottenere calore. Con questa premessa, la transizione energetica dovrà inevitabilmente tenere conto di azioni complesse, tra cui il graduale ma serrato passaggio alle fonti di energia rinnovabile, come ad esempio l’energia solare, l’eolico, le biomasse. Sebbene sia un ramo in stallo da decenni, anche l’i-
droelettrico, quello che chiamavano “carbone bianco”, può contribuire all’affrancarsi dai combustibili tradizionali. Tuttavia, un cambio nella tipologia di fonti generative da sola non basta, poiché di pari passo ai metodi produttivi è necessario anche svoltare nei metodi di consumo. Occorre quindi procedere anche alla mitigazione delle emissioni dirette e indirette di CO2 che derivano dalle varie attività. Completa il percorso la pratica di migliorare l’efficienza energetica dei processi produttivi, andando ad individuare e ridurre tutti gli sprechi intervenendo sul portfolio degli asset.
A questo proposito Metron ha recentemente lanciato in Italia un progetto innovativo, della durata triennale, con l’obiettivo di accelerare la transizione energetica e la decarbonizzazione dei siti industriali. Il programma Energy Optimized Factory (EOF) combina tecnologie di intelligenza artificiale (e machine learning) con competenze umane specializzate, all’interno di una piattaforma di -
gitale avanzata. EOF è nato sulla base dell’esperienza con Decarbon Fast Track, iniziativa a livello europeo che ha visto coinvolti alcuni grandi gruppi industriali e che, attraverso l’uso della digitalizzazione, consente di ridurre 100.000 tonnellate di CO 2 in soli 24 mesi.
Il dato: usarlo per crescere e cambiare approccio La filosofia di Metron, la cui sede italiana è guidata dalla General Manager Raffaella Galiano, è quella di impegnarsi nella diffusione della cultura del dato. Ciò rappresenta un cambiamento radicale nei modelli lavorativi che ven-
gono sostanzialmente ridisegnati, abbattendo i silos, facendo in modo che ogni decisione sia informata. Il perché di questa scelta deriva dal fatto che all’interno delle aziende si compie il processo di digitalizzazione senza però promuovere la cultura innovativa. Metron spinge così a plasmare un approccio differente per quanto riguarda lo scambio di informazioni fra parti fisiche, come produzione e generazione, le quali sono tipicamente silos. In questo modo tutti gli attori coinvolti fra le parti hanno la possibilità di accesso a un unico sistema con cui visionare e rendicontare dati e risultati. Questi dati consentono di innalzare l’efficienza energetica e ridurre le emissioni di CO2; un risparmio energetico guidato a tutti gli effetti dai dati, con una riduzione delle emissioni che genera rapidamente benefici con un ROI altrettanto veloce.
Una nuova energia, in tutti i sensi
Gli ambiti su cui si concentrerà EOF sono quattro e sebbene siano piccoli, risultano molto verticali e particolarmente energivori:
- generazione di vapore;
- cogenerazione;
- generazione di aria compressa;
- raffreddamento (chiller).
La piattaforma EOF, dal punto di vista tecnologico, recupera, integra e visualizza i dati. Successivamente inizia a operare sui propri modelli e algoritmi con cui predisporre l’ottimizzazione e le raccomandazioni operative degli asset.
Lo scopo è quello di individuare il miglior modo per aumentare la produttività dell’asset stesso ottimizzandone i consumi.
EOF apre la porta a tutte le aziende attive in Europa, indipendentemente dal settore di riferimen-
to. Esistono alcuni criteri da soddisfare per accedere a questo programma:
- un numero minimo di tre siti produttivi;
- un costo energetico annuale superiore a 5 milioni di euro per impianto;
- un consumo combinato (elettricità + gas) di almeno 80 GWh/anno. Va precisato che questi criteri non
sono vincolanti, tuttavia sono necessari ad identificare un perimetro “tipo” in cui sviluppare gli step di ottimizzazione. La piattaforma Metron per i siti di produzione prende in esame specifici asset e non lavora inizialmente sull’intero impianto. In questo modo è possibile ottenere delle quick win e iniziare a consolidare le best practice che andranno ad essere estese all’intero gruppo di impianti e a livello digitale all’intero Corporate.
In uno scenario dove la competitività è imprescindibilmente legata all’efficienza dei processi, si assiste al boom delle realtà che hanno compreso come mixare le tecnologie d’avanguardia. La trasformazione digitale è un iter che procede per step: non è possibile fare progressi considerevoli partendo da zero. Ciò perché la trasformazione prevede un importante passo come il cambio culturale. Il che richiede un suo preciso percorso.
Espansione dei radiofarmaci mirati al CXCR4
Pentixapharm Holding AG, una biotech specializzata nello sviluppo di nuovi radiofarmaci, ha presentato ampi dati clinici provenienti da studi indipendenti a iniziativa di ricercatori, riguardanti il candidato diagnostico principale di Pentixapharm mirato al recettore CXCR4, [68Ga]Ga-PentixaFor, durante il Congresso annuale della European Association of Nuclear Medicine che si è svolto a Barcellona, in Spagna. All’EANM 2025, quattro presentazioni orali e sette e-poster illustrano nuovi dati sull’imaging PET/CT con [68Ga]
Ga-PentixaFor nel caso dell’iperaldosteronismo primario (PA), una condizione spesso sotto-diagnosticata, nonostante rappresenti una delle principali cause di ipertensione secondaria. Le presentazioni includono risultati di studi clinici comparativi che valutano [68Ga]
Ga-PentixaFor rispetto al campiona-
mento venoso surrenalico (AVS), attuale gold standard invasivo per la sottotipizzazione del PA. I dati mostrano l’elevato potenziale di [68Ga]Ga-PentixaFor nel migliorare significativamente la classificazione dei pazienti, consentendo decisioni terapeutiche più appropriate e una gestione più precisa del PA.
A completamento di questi risultati nell’ambito cardiovascolare ed endocrino, il programma scientifico dell’EANM 2025 mette in evidenza anche il ruolo in espansione della piattaforma CXCR4 di Pentixapharm in oncologia. Tra i momenti salienti figurano i primi dati sull’uomo relativi al candidato terapeutico [177Lu]Lu-PentixaTher, in pazienti affetti da carcinoma della vescica. I risultati preliminari mostrano segni iniziali di attività terapeutica, aggiungendo nuove evidenze a sostegno di [177Lu]Lu-PentixaTher come poten-
ziale trattamento mirato per neoplasie CXCR4-positive.
“La forte presenza scientifica del nostro programma CXCR4 all’EANM 2025 riflette sia la rilevanza clinica della nostra piattaforma, sia il crescente riconoscimento di CXCR4 come target chiave in diverse aree patologiche”, ha dichiarato il dottor Dirk Pleimes, CEO/CMO di Pentixapharm AG. “I risultati ottenuti nell’iperaldosteronismo primario evidenziano come il nostro candidato principale, [68Ga]Ga-PentixaFor, possa trasformare la diagnosi dei pazienti ipertesi, mentre i dati oncologici confermano ulteriormente CXCR4 come bersaglio fondamentale per la nostra piattaforma di radiofarmaci. L’ampiezza delle ricerche presentate sull’imaging mirato a CXCR4 sottolinea il valore diagnostico di questo approccio, rafforzando la solidità e la versatilità della nostra strategia”.
Hengst Filtration completa l’acquisizione di International Filtration Solutions
Il Gruppo Hengst prosegue nel suo sviluppo strategico. L’obiettivo è chiaramente definito: Creare soluzioni innovative per un futuro sano e pulito. Con l’acquisizione completa del gruppo britannico International Filtration Solutions Ltd
Da sinistra:
Brett Smyth (Managing Director International Filtration Solutions) e Oliver Nabrotzky (Group Vice
President Hengst Filtration)
(IFS), composto dalle società Medical Filtration Solutions Ltd (MFS) e Air Filtration Solutions Ltd (AFS), Hengst sta rafforzando in modo specifico la propria competenza nel campo della filtrazione sanitaria. MFS è un fornitore affermato di soluzioni di
filtrazione medica incentrate sul paziente. AFS completa il portafoglio con un’ampia gamma di soluzioni per la protezione delle vie respiratorie. Le maschere di protezione respiratoria di Hengst Filtration offrono una protezione completa in diversi ambienti di lavoro. Le maschere sono dotate di materiali filtranti di alta qualità che proteggono in modo affidabile da aerosol, gas e particelle nocivi. Sono conformi a tutte le norme pertinenti, come DIN14683 e EN149:2001+A1:2009, e sono disponibili in diverse taglie. Per le aree particolarmente polverlose, l’azienda offre maschere riutilizzabili con un’ef-
ficienza di filtrazione fino al 99,999%. Queste maschere sono ideali per l’uso industriale, dove, come dispositivi di protezione individuale, consentono di respirare in sicurezza durante i lavori in presenza di sostanze nocive.
La gamma di prodotti comprende maschere antiparticolato, semimaschere e maschere integrali, nonché sistemi di protezione respiratoria con ventilatore e aria compressa, che possono essere adattati alle esigenze individuali. Inoltre, le maschere di protezione respiratoria sono facili da usare e offrono un elevato comfort grazie al loro design ergonomico.
Una partnership per migliorare l’accuratezza dei dispositivi medici
L’estrema precisione del dosaggio di somministrazione del medicinale e l’accuratezza dimensionale sono caratteristiche essenziali dei dispositivi medici in plastica fabbricati in grandi quantità da Nemera a Neuenburg am Rhein, in Germania. L’azienda si affida alle soluzioni di misura ed ispezione Mitutoyo per garantire che i suoi dispenser, inalatori e penne, fondamentali per la salute, somministrino sempre la quantità esatta di principio attivo. Tra i recenti acquisti di apparecchiature operati nello stabilimento di Neuenburg c’è un sistema di tomografia computerizzata (TC) ad alta risoluzione di RX Solutions, un’azienda partner di Mitutoyo. Chiunque visiti il laboratorio centrale di metrologia a Neuenburg potrà inoltre constatare l’elevata qualità dei prodotti che sta alla base dello slogan di Nemera: “I pazienti al primo posto”. Una sala dedicata ospita 24 macchine di misura a coordinate a contatto (CMM) dotate di una miriade di sonde per la misura 3D. Un’altra sala ospita otto disposi-
tivi di misura ottici, mentre tra le altre attrezzature presenti vi è una macchina per la misura di profili Contracer CV2100. Tutte provengono da un unico fornitore: Mitutoyo.
Il sistema di tomografia computerizzata (TC) ad alta risoluzione di RX Solutions è una novità del parco strumenti di misura presenti nella sede di Neuenburg. Nemera ha invitato sei fornitori di sistemi TC a presentare le loro soluzioni. Il partner di Mitutoyo, RX Solutions, è riuscito a convincere i responsabili dell’acquisto per diversi motivi.
Nemera utilizza la nuova tecnologia TC per effettuare misure 3D accurate e stabili sui componenti e per rilevare disomogeneità e difetti nei materiali dei prodotti. Un altro importante compito della TC è la misurazione di parti micro-stampate a iniezione con un diametro di 2 o 4 mm.
Per quanto riguarda il software di metrologia, anche in questo caso Nemera si affida alle soluzioni Mitutoyo: MCOSMOS per i dispositivi di misura a contatto e QV-
Area centrale di collaudo Nemera con le macchine di misura a coordinate Mitutoyo
PAK per i dispositivi ottici. Completano il portafoglio prodotti componenti aggiuntivi come MCOSMOS-GEOPAK e MeasurLink, che facilitano ad esempio la verifica della conformità. È da sottolineare che tutte le macchine Mitutoyo sono collegate al sistema SAP, anche la più vecchia, che ha ormai 19 anni.
Lo stato dell’arte della robotica per una produzione sicura
Nei contesti in cui è necessario un grado estremo di igiene, come gli ambienti sterili o di classe B, i robot Stäubli garantiscono le massime performance rispetto alle normative, alla pulizia e alla sanificazione. Sia che si tratti di operazioni complesse o di routine, contribuiscono ad aumentare l’efficienza operativa del manufacturing farmaceutico. Stäubli – Experts in Man and Machine
www.staubli.com
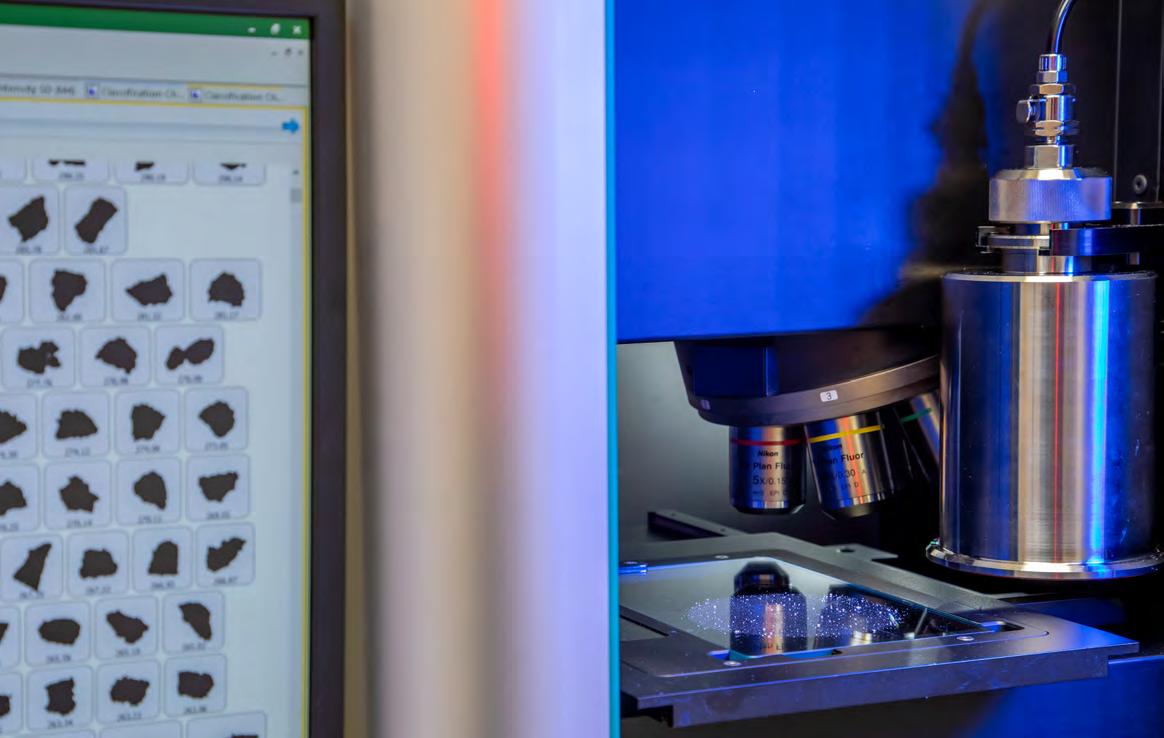
Per la comprensione del comportamento delle polveri asciutte o in dispersione è cruciale caratterizzare diverse proprietà fisiche spesso sottovalutate.
Controllo dei parametri fisici delle polveri per ottimizzare qualità e processi
di Alice Brun*
Nel settore chimico-farmaceutico, la qualità di un materiale in polvere non dipende solo dalla sua composizione chimica, ma anche da proprietà fisiche spesso sottovalutate: dimen-
sione, forma, rugosità o integrità delle particelle. Questi fattori influenzano scorrevolezza, densità apparente, capacità di compattazione, comportamento in sospensione e stabilità nel tempo. Comprendere e controllare tali aspetti è cruciale non solo per garantire conformità ai requisiti di qualità,
ma anche per ottimizzare lo sviluppo di nuovi prodotti e processi. L’analisi granulometrica mediante diffrazione laser è ormai una soluzione consolidata per ottenere distribuzioni dimensionali rapide, affidabili e riproducibili. Tuttavia, non sempre l’analisi granulometrica è sufficiente per spiegare feno-
*General Manager di Alfatestlab
meni complessi o anomalie osservate a livello industriale. Per avere un quadro realmente predittivo del comportamento delle polveri, è necessario affiancare alla granulometria l’analisi di altri parametri fisici come ad esempio la morfologia delle particelle.
Caso studio: quando la forma fa la differenza
Un produttore di resina melamminica ha incaricato il laboratorio Alfatestlab di indagare un problema apparentemente semplice: sacchi contenenti ciascuno una tonnellata di prodotto occupavano volumi molto diversi. L’analisi chimica non mostrava differenze, e la granulometria ottenuta con diffrazione laser evidenziava distribuzioni simili.
Alfatestlab ha indagato la morfologia delle particelle usando il Morphologi 4-ID (Malvern Panalytical) – un sistema di analisi statica automatica delle immagini – acquisendo immagini ad alta risoluzione su un numero statisticamente rappresentativo di particelle e calcolando parametri morfologici come circolarità, elongazione, aspect ratio, convessità, etc. L’analisi ha evidenziato che il lotto “anomalo” presentava una quota molto più elevata di particelle irregolari e frammenti, responsabili di un impacchettamento meno efficiente.
Le osservazioni con microscopia elettronica a scansione (SEM) hanno confermato la presenza di superfici spezzate e bordi frastagliati, correlando la microstruttura con la minore densità apparente. Questo studio ha dimostrato che due prodotti con uguale distribuzione granulometrica possono avere prestazioni molto diverse se varia la forma delle particelle.
L’approccio integrato di Alfatestlab: un partner per R&D e controllo qualità
La forza di Alfatestlab risiede nell’integrazione di tecniche analitiche di ultima generazione, combinate con competenze multidisciplinari. Il laboratorio offre ai clienti del settore chimico-farmaceutico un supporto a 360 gradi nella caratterizzazione fisica delle polveri asciutte o in dispersione liquida:
- Diffrazione laser per controlli rapidi e affidabili sulla distribuzione dimensionale.
- Analisi d’immagine (statica e dinamica) per valutare forma, sfericità, allungamento, rugosità e classificare particelle su popolazioni statisticamente significative.
- Microscopia elettronica a scansione per osservare frammentazione e topografia superficiale a scala submicronica.
- Analisi dell’area superficiale BET e della porosità per studiare le caratteristiche di biodisponibilità.
- Reologia delle polveri per evitare problemi di impaccamento o scorrevolezza
- XRD per studiare le fasi cristalline e i polimorfismi.
- Analisi termica per indagare la stabilità e la purezza.
- Tecniche complementari come spettroscopia Raman e analisi elementale per associare morfologia e composizione chimica.
- Supporto all’interpretazione dei dati, traducendo i risultati analitici in indicazioni operative per produzione e sviluppo.
Questo approccio consente di affrontare con metodo problemi legati a densità apparente, scorrevolezza o miscelazione, ma anche
La piattaforma tecnologica di Alfatestlab e il suo team di esperti permettono di trasformare dati complessi in informazioni strategiche, con un impatto diretto sulla robustezza dei processi e sulla qualità finale del prodotto
di accompagnare l’industria nella definizione di specifiche, nella validazione di metodi analitici, nell’ottimizzazione di processi produttivi e nello studio di nuove formulazioni.
I benefici concreti per l’industria chimico-farmaceutica Integrare analisi granulometrica e morfologica, oltre ad analisi fisiche e chimiche, offre vantaggi tangibili, sia in R&D sia nel controllo qualità:
- Prevenire deviazioni di processo individuando tempestivamente variazioni nella forma delle particelle.
- Ottimizzare operazioni di granulazione, micronizzazione, setacciatura e compattazione.
- Migliorare uniformità di dosaggio
La caratterizzazione delle polveri è oggi molto più di un controllo di routine: è una disciplina avanzata che combina granulometria, morfologia, studi strutturali, area superficiale, reologia e analisi termica per fornire una comprensione profonda del materiale
e dissoluzione nei prodotti farmaceutici solidi.
- Garantire la stabilità di dispersioni e sospensioni, correlando morfologia e comportamento reologico.
- Supportare la scelta di materie prime con caratteristiche riproducibili, riducendo il rischio di reclami o lotti fuori specifica.
L’accesso all’ampia piattaforma tecnologica di Alfatestlab e al suo team di esperti permette di trasformare dati complessi in informazio-
La sede dell’azienda
è a Cernusco sul Naviglio (MI)
ni strategiche, con un impatto diretto sulla robustezza dei processi e sulla qualità finale del prodotto.
Conclusioni
La caratterizzazione delle polveri è oggi molto più di un controllo di routine: è una disciplina avanzata che combina granulometria, morfologia, studi strutturali, area superficiale, reologia e analisi termica per fornire una comprensione profonda del materiale. Affidarsi a Alfatestlab significa poter contare su un partner che non si limita a fornire numeri, ma che supporta i clienti nell’interpretazione dei risultati e nella loro applicazione concreta alle sfide produttive e di sviluppo. Concludendo, il know-how di Alfatestlab associato alla disponibilità di strumentazione e tecnologie d’avanguardia consentono di trasformare l’analisi conto-terzi in un vantaggio competitivo.
È possibile avere ulteriori informazioni sui servizi dell’azienda consultando il sito alfatestlab.com e contattando il team all’indirizzo info@alfatestlab.com per progettare un percorso personalizzato di caratterizzazione.
Insieme per formare il futuro del pharma
La collaborazione fra ITS Academy Giulio Natta e la società di convalida e qualifica PVS è una risposta concreta alla necessità di colmare il gap di competenze tecniche nell’impiantistica farmaceutica e di dare una solida prospettiva occupazionale alle nuove generazioni. Abbiamo parlato con i protagonisti di questa iniziativa.
a cura di Alessandro Bignami
La formazione è un tema chiave ormai da diversi anni, sul quale si giocano la competitività e la crescita dell’industria italiana ed europea.
Più che mai questo è evidente nei comparti produttivi ad alto contenuto tecnologico e di ricerca, come il chimico-farmaceutico.
Da un lato, aumenta fra i giovani
studenti l’interesse verso il mondo Pharma e Life Sciences, per la prospettiva di stabilità e la vocazione innovativa. Ma dall’altro resta il gap tra competenze richieste e quelle rese disponibili dal tradizionale sistema scolastico. In tale contesto, assumono particolare valore le iniziative di collaborazione fra istituti tecnico-scientifici e aziende specializzate del territorio. Da tempo, ITS Academy Giulio Natta persegue
questa strategia di coinvolgimento e interazione con le realtà produttive, portando gli operatori in aula e gli studenti presso gli stabilimenti. Per il corso Impianti Farmaceutici, all’interno del modulo formativo Impianti Chimici, l’ITS ha avviato nel 2023 una collaborazione con PVS, società che offre servizi di convalida, qualifica, conformità a carattere GxP, oltre che di assistenza e convalida per gli analizzatori di car-
bonio organico totale (TOC) destinati alla misura del parametro in acque ad uso farmaceutico ed elettronico, o per applicazioni speciali.
Per saperne di più sugli obiettivi e i risultati finora ottenuti da questa partnership, abbiamo intervistato il presidente e fondatore dell’ITS Academy Giulio Natta, Giuseppe Guglielmo Nardiello.
Presidente Nardiello, come giudica la situazione, in Italia, della formazione tecnica delle giovani generazioni interessate a entrare nei settori Pharma e Life Science?
“La situazione attuale è ambivalente. Da un lato, l’interesse per questi settori è in crescita, spinto dalla reputazione di stabilità e innovazione dell’industria farmaceutica e delle scienze della vita. Altro fattore vincente è sicuramente l’elevata qualità della ricerca accademica, anche grazie all’ampio numero di poli d’eccellenza nel campo che offrono corsi universitari e ITS altamente spe-
cializzati e in linea con le esigenze del mercato. L’interesse da parte degli studenti è confermato anche da un costante aumento degli iscritti ai percorsi scientifici, sicuramente anche grazie all’alto tasso di occupabilità, superiore alla media nazionale. Tuttavia, persiste un divario tra le competenze richieste dalle aziende e quelle fornite dal sistema formativo tradizionale. La mancanza di percorsi formativi che uniscano le com-
petenze teoriche a quelle pratiche, l’insufficiente integrazione tra formazione e impresa, così come la scarsa conoscenza delle opportunità di carriera sono problemi reali che ci troviamo ad affrontare quotidianamente. Diverse associazioni di categoria, come Farmindustria e Federchimica, evidenziano un gap tra le competenze richieste dalle aziende e quelle effettivamente disponibili. Occorre colmare questo divario
La nuova sede dell’ITS Academy Giulio Natta a Treviolo (BG)
Il presidente dell’ITS Academy Giulio Natta, Giuseppe Guglielmo Nardiello
per mantenere e accrescere la competitività nel settore farmaceutico.
Una maggiore sinergia tra i vari attori coinvolti è la chiave di tutto”.
Negli ultimi anni avete registrato un aumento dell’interesse degli studenti verso il comparto?
“Abbiamo registrato un incremento di candidati che decidono di iscriversi al test d’ingresso per i nostri corsi attinenti all’area Pharma. Rispetto a 5 o 6 anni fa gli studenti sono maggiormente interessati a questo settore, che nasce come spin-off del nostro tradizionale corso di Chimica industriale. Un fattore determinante in questo aumento è stato dettato dal ruolo sempre più cruciale della ricerca in ambito farmaceutico e del conseguente sviluppo di nuovi farmaci, principi attivi e vaccini, legati al periodo della pandemia”.
Ci può descrivere in breve l’offerta formativa del vostro Istituto nell’area Pharma?
“Il nostro ITS propone quattro corsi nell’area Pharma: il corso di Technology & Digital Healthcare, che si svolge sia a Bergamo, sia all’interno dell’Ospedale San Raffaele a Milano, e il corso in Impianti e produzioni farmaceutiche, con una sede a Bergamo e una a Lainate.
Il corso di Technology & Digital Healthcare forma la figura del tecnico biomedicale, una figura tecnica che si occupa della manutenzione preventiva e correttiva, a livello informatico ed elettronico, delle apparecchiature biomedicali. È un corso che unisce il mondo dell’informatica, dell’elettronica ed elettrotecnica, e quello delle tecnologie 4.0 che hanno un’applicazione a livello ospedaliero. I nostri diplomati lavorano poi o all’interno di realtà ospedaliere di diverso tipo, o all’inter -
no di aziende che producono apparecchiature biomedicali. Il corso di Impianti e produzioni farmaceutiche forma tecnici di convalida sugli impianti farmaceutici, una figura di nicchia, ma altamente richiesta dal mercato del lavoro perché le aziende sono obbligate per legge a portare avanti quelle attività di convalida in cui si specializzano i nostri studenti. La conoscenza del funzionamento degli impianti si unisce a quella delle normative che definiscono cosa controllare su questo, proprio perché il processo che porta alla produzione del farmaco è estremamente controllato e normato. I nostri diplomati diventano quella figura che certifica la sicurezza del farmaco che viene assunto”.
Quale peso hanno i temi della consulenza, convalida, qualità e conformità degli impianti farmaceutici?
“Hanno un peso cruciale e crescente all’interno dell’industria farma-
ceutica. La consulenza specialistica rappresenta un supporto strategico per le aziende che devono progettare, espandere o adeguare alle nuove normative i loro impianti, oltre a permettere loro di acquisire competenze specialistiche e ottimizzare processi e risorse aziendali. Quanto alla convalida, è innanzitutto necessario ricordare che si tratta di un obbligo normativo. Questo impone che sia dimostrato e documentato che tutti i processi, i sistemi e le attrezzature funzionino correttamente, in modo da assicurare la sicurezza e qualità del prodotto finale.
E la qualità è proprio il cuore dell’industria farmaceutica, perché tutte le attività devono essere conformi alle Good Manufacturing Practices al fine di garantire la fiducia di pazienti e professionisti sanitari durante l’assunzione di farmaci.
Concludendo con la conformità, i farmaci non possono essere immessi sul mercato, e nemmeno essere prodotti, senza di essa. Questi quat-
tro aspetti sono insomma intrinsecamente collegati e assicurano che gli impianti farmaceutici operino in modo sicuro, efficiente e in piena osservanza delle normative, garantendo un’alta qualità e idoneità all’assunzione dei prodotti finali”.
Come è nata la collaborazione con PVS e quali obiettivi ha?
“La collaborazione con PVS è nata dalla volontà condivisa di creare un ponte solido tra la formazione tecnica specialistica e il mondo del lavoro. Fin dall’inizio, l’obiettivo comune è stato quello di fornire agli studenti un percorso formativo fortemente orientato all’applicazione pratica delle competenze, in linea con le esigenze del settore farmaceutico e in particolare con quelle legate alla convalida di impianti”.
Quali sono i principali valori che condividete?
“Con PVS condividiamo una visione formativa centrata sull’operatività e la qualità. Entrambi crediamo nell’importanza di formare figure professionali competenti, consapevoli e in grado di affrontare con efficacia le sfide del mondo del lavoro. Al centro di questa collaborazione ci sono valori come la responsabilità, la crescita continua, l’innovazione e, soprattutto, l’attenzione verso le persone: sia come studen-
ti in formazione sia come futuri professionisti”.
Come vengono coinvolti, nelle attività didattiche, gli operatori di PVS?
“La collaborazione con PVS è attiva dal 2023 e nasce dalla richiesta di profili tecnici nel settore farmaceutico, profili che le aziende faticano a trovare. Gli operatori di PVS partecipano attivamente alle attività didattiche, entrando direttamente in aula come docenti e formatori. Portano con sé casi reali, esempi pratici, offrendo agli studenti un approccio concreto e aggiornato. Questo coinvolgimento consente agli studenti non solo di apprendere concetti tecnici complessi in maniera più efficace, ma anche di comprendere come questi si applicano nella realtà lavorativa. La presenza in aula di operatori di PVS consente anche all’azienda, così come ad altre realtà, di conoscere il gruppo classe, individuare già alcuni studenti magari più coinvolti, partecipi ed attivi
“Fondamentale il ruolo attivo delle aziende nel formare le nuove generazioni”
Le aziende non possono solo richiedere le competenze, ma devono anche contribuire a crearle. Sono dunque chiamate a dare un contributo responsabile e attivo per colmare quelle carenze tecniche che potrebbero mettere sempre più a rischio il futuro di una industria d’eccellenza come quella italiana. Ne è convinto Rodolfo Russo, amministratore delegato di PVS. Egli ritiene fondamentale che le aziende affianchino gli enti formativi per affrontare insieme questa sfida complessa. Proprio come sta facendo PVS con l’ITS Academy Giulio Natta.
Rodolfo Russo, che ruolo devono esercitare le aziende nel difficile compito di ridurre la distanza fra le competenze richieste e quelle disponibili sul mercato, con particolare riferimento al mondo del pharma?
“Le aziende hanno la responsabilità di diventare parte attiva nel processo formativo dei giovani. Nel settore farmaceutico, dove i livelli di specializzazione e regolamentazione sono molto elevati, è essenziale che le imprese non si limitino a richiedere competenze, ma collaborino per crearle, affiancandosi agli enti formativi. Questo significa per noi offrire occasioni di tirocinio, momenti di formazione e occasioni di confronto diretto con i professionisti. In questo modo si riduce il divario tra ciò che viene insegnato e ciò che serve realmente in azienda, accelerando l’inserimento lavorativo e formando figure pronte a essere inserite nei
e segnalarli ai colleghi delle risorse umane per eventuali inserimenti. L’aula diventa a tutti gli effetti una vetrina.
Spesso capita che i docenti diventino poi colleghi degli studenti, già durante il periodo di tirocinio ma soprattutto una volta che l’inserimento si è finalizzato. Il successo della formazione ITS in Italia è
infatti determinato dalle collaborazioni con le imprese, come con PVS in questo caso. Senza loro la formazione non avrebbe senso di esistere”.
Qual è stata finora la risposta degli studenti a questa iniziativa?
“La risposta degli studenti è stata estremamente positiva. Apprezzano
team, contribuendo da subito alle attività che PVS svolge presso i clienti”.
Qual è il bilancio di questi primi anni di esperienza con ITS Academy Giulio Natta? Quanti studenti e studentesse avete coinvolto nel tirocinio e quanti sono stati infine integrati in modo stabile nel vostro staff?
“Il bilancio di questi primi anni di collaborazione è decisamente positivo e ci rende molto soddisfatti dei risultati raggiunti. A partire dal 2023 abbiamo accolto in PVS undici risorse che hanno iniziato il loro percorso con il ruolo di Junior Validation Technician. Dieci di loro hanno scelto di continuare la loro esperienza in azienda, mentre uno ha deciso di cambiare settore. Il tirocinio si è rivelato un’esperienza preziosa per i giovani coinvolti, che hanno potuto confrontarsi con attività concrete e imparare direttamente sul campo. La formula della formazione on the job, affiancata da un supporto costante dei nostri esperti, ha per-
in modo particolare l’approccio pratico e l’opportunità di confrontarsi direttamente con professionisti del settore.
Gli interventi di PVS permettono loro di comprendere meglio le dinamiche aziendali, i ruoli professionali e le competenze richieste, aumentando la motivazione e la consapevolezza rispetto al proprio percorso forma-
messo ai tirocinanti di sviluppare competenze pratiche e di acquisire familiarità con i processi di convalida che rappresentano un punto cardine della nostra attività”.
Quali corsi terrete nell’anno accademico 2025/2026?
“Il Corso di Impianti Farmaceutici vedrà nuovamente il coinvolgimento di PVS, che per il secondo anno consecutivo sarà presente con la docenza del modulo formativo di Impianti Chimici, grazie all’esperienza e alla professionalità dei nostri colleghi Marco Ronchi e Nicolas Livraghi. Il percorso accompagnerà le studentesse e gli studenti fino agli esami finali, con l’obiettivo di sviluppare solide competenze operative e la consapevolezza necessaria per favorire un inserimento qualificato e responsabile nel mondo del lavoro”.
Che stimoli ricevete dai giovani e quali sono gli aspetti a cui loro si mostrano più interessati?
“I ragazzi e le ragazze portano in azienda una ventata di
tivo e alle prospettive future. Inoltre, per molti di loro si tratta della prima occasione concreta per immaginarsi inseriti in un contesto lavorativo reale”.
I tirocini in PVS hanno dato anche degli esiti in termini di assunzioni presso l’azienda? “Ogni anno, diversi studenti svolgono il tirocinio curriculare presso PVS: l’inserimento in azienda avviene ancora prima della conclusione del tirocinio stesso. Questo avviene sia per rispondere alle esigenze organizzative e procedurali interne all’azienda, sia per il forte desiderio condiviso da parte dei ragazzi e di PVS di proseguire il percorso insieme. Si tratta in questo caso di un cerchio che si chiude: l’azienda mette a disposizione le sue risorse per le attività di docenza, individua in aula gli studenti più in linea con le sue esigenze e decide di attivare con loro un contratto di lavoro ancora prima del loro diploma”.
Tornando al primo punto: su cosa devono puntare istituzioni, operatori della formazione e aziende per contribuire alla competitività e al know how dell’industria italiana, in particolare nel settore chimico-farmaceutico?
“Sono diversi, a mio parere, gli aspetti su cui è necessario concentrarsi, a partire da una maggiore integrazione e sinergia tra industrie, istituzioni e operatori della formazione, con l’istituzione di tavoli di lavoro, modelli di partenariato e lo sviluppo congiunto di progetti innovativi.
Sarà poi necessario rafforzare il settore della formazione tecnica, a partire dagli stessi ITS, che per garantire una formazione pratico-applicativa di qualità hanno bisogno di un forte supporto economico e di conoscenza da parte delle aziende, di laboratori didattici all’avanguardia e di programmi di studio che rispecchino appieno le richieste del mondo del lavoro.
Ovviamente per far affluire gli studenti in questi corsi sarà neces-
entusiasmo, curiosità e una forte motivazione ad apprendere, elementi che arricchiscono non solo il loro percorso, ma anche l’ambiente di lavoro. Sono motivati a misurarsi con attività concrete e a comprendere fino in fondo i processi che caratterizzano il nostro settore. Questa collaborazione diventa anche un’occasione preziosa per i nostri tecnici più esperti, che hanno la possibilità di trasmettere il proprio know-how e contribuire così alla crescita di una nuova generazione di professionisti specializzati”.
Quali sono le prospettive per chi matura una formazione tecnica nel settore chimico-farmaceutico e, in particolare, per chi entra in PVS?
“Le prospettive per un giovane che sceglie una formazione tecnica nel settore chimico-farmaceutico sono molto incoraggianti. Si tratta di un comparto in costante crescita, che necessita continuamente di figure
Giuseppe Guglielmo Nardiello:
“Gli operatori di PVS portano in aula casi reali ed esempi pratici, consentendo agli studenti non solo di apprendere concetti tecnici complessi in maniera più efficace, ma anche di comprendere come questi si applicano nella realtà lavorativa”
sario un importante investimento nelle attività di comunicazione e orientamento, in modo da rendere il settore ancor più attrattivo e far conoscere loro validi corsi di formazione che permettano di lavorare nell’ambito farmaceutico con soli due anni di studio.
Per rendere il tutto ancora più attrattivo è infine necessario puntare su incentivi fiscali e borse di studio, oltre a realizzare percorsi di studio trasversali, che includano non solo conoscenze settoriali, ma anche legate al mondo del digitale e delle tecnologie 4.0, oltre alle soft skills reputate più interessanti dalle aziende e forse più difficili da acquisire senza un percorso fortemente tecnico”.
qualificate e pronte ad affrontare sfide tecnologiche e regolatorie sempre più complesse. Per chi si forma in questo ambito, le opportunità di carriera sono quindi concrete e orientate al medio-lungo periodo. In particolare, chi entra in PVS trova un contesto dinamico, strutturato e attento alla crescita interna, con percorsi di specializzazione e occasioni di sviluppo professionale calibrati sulle competenze e le aspirazioni individuali. È un ambiente in cui passione e professionalità vengono valorizzate e trasformate in reali opportunità di carriera. Un aspetto che riteniamo centrale è la responsabilità verso i nostri clienti, ai quali vogliamo garantire affidabilità assoluta in ogni fase dei processi di convalida. Per questo motivo, l’ingresso dei giovani in azienda non è soltanto un momento di formazione e crescita personale, ma rappresenta anche un tassello fondamentale per consolidare lo standard di qualità e la fiducia che caratterizzano i nostri servizi”.
CO2 e O2: alleati indispensabili per il trattamento degli effluenti farmaceutici
Le aziende del settore pharma trovano nel diossido di carbonio e nell’ossigeno delle soluzioni efficaci e competitive per affrontare complesse sfide ambientali, come il controllo dell’alcalinità aggressiva dei loro effluenti e l’eliminazione dei microinquinanti.
Di fronte all’inasprimento delle normative europee sugli scarichi industriali, il settore farmaceutico deve valutare attentamente come eseguire il trattamento dei propri effluenti. Per la neutralizzazione del pH e l’eliminazione dell’inquinamento organico, due gas – CO2 e O2 – possono esse-
re considerati come soluzioni performanti, in alternativa ai processi convenzionali.
Rigide norme di scarico L’acqua, risorsa vitale e sempre più rara in alcune regioni, è oggi al centro di un imperativo industriale e normativo di primaria importanza. Di fronte a requisiti ambienta-
li crescenti, in particolare l’obbligo di rispettare rigide norme di scarico, le aziende farmaceutiche si trovano ad affrontare una duplice sfida: controllare l’alcalinità aggressiva dei loro effluenti e garantire l’eliminazione dei microinquinanti. La pressione normativa sui limiti di scarico e sull’alcalinità degli effluenti in Europa è infatti in au-
mento. In particolare in Italia, dal primo gennaio 2025 e in conformità con una nuova direttiva europea, l’industria farmaceutica è obbligata a farsi carico di almeno l’80% dei costi di ammodernamento degli impianti di depurazione per ridurre i microinquinanti. Per adeguarsi alle normative e, al tempo stesso, per ottimizzare le prestazioni senza dover sostenere ingenti investimenti, l’industria si sta orientando verso un’alternativa sicura e competitiva: l’iniezione di gas industriali, e più specificamente diossido di carbonio (CO2) e ossigeno (O2). Due gas che offrono una risposta tecnica ed economica alle sfide della moderna depurazione.
CO2, l’agente anti-corrosione e anti-sovradosaggio
La neutralizzazione è una reazione chimica indispensabile che mira a riportare il pH degli effluenti a un valore prestabilito, spesso vicino alla neutralità (pH 7), prima dello scarico. Nella maggior parte delle industrie, e in particolare in quella farmaceutica, le acque di lavaggio utilizzate contengono prodotti alcalini (pH>7) e devono quindi essere riportate a un pH che generalmente non superi 8,5 per rispettare la normativa.
Solitamente questa acidificazione viene realizzata utilizzando acidi forti o minerali (come l’acido solforico o cloridrico). Un approccio che però presenta seri svantaggi:
- Rischi per la sicurezza e di sovradosaggio
Questi prodotti sono corrosivi sia per gli operatori che per le attrezzature. La loro manipolazione richiede procedure specifiche e mette a rischio la sicurezza di chi li adopera. Inoltre, gli acidi forti, anche in piccole quantità, possono
causare una sovra-acidificazione (pH troppo basso, potenzialmente <5,5) e portare alla non conformità degli scarichi.
- Inquinamento secondario
L’uso di acidi forti genera un inquinamento secondario salino (sotto forma di cloruri o solfati). Questi sottoprodotti danneggiano l’equilibrio dell’ambiente.
Ecco perché, fra le alternative, l’iniezione di CO2 si impone come la soluzione più sicura ed efficace per la neutralizzazione degli effluenti alcalini. Il CO2 disciolto in acqua forma acido carbonico, un “acido debole”. Questa caratteristica conferisce al CO2 un “effetto tampone” naturale che facilita una regolazione precisa. A differenza degli acidi minerali, l’iniezione di diossido di carbonio garantisce di rientrare sempre nelle norme di scarico, poiché impedisce al pH di scendere al di sotto di 6, anche in caso di sovradosaggio.
Inoltre i vantaggi del CO2 vanno oltre la conformità normativa:
- Nessun rischio per gli operatori Il CO2 è chimicamente inerte pri-
ma di combinarsi con l’acqua. La sua iniezione non richiede quindi alcuna manipolazione pericolosa, eliminando il rischio di incidenti legati alla miscelazione con altri prodotti.
- Attrezzature preservate
Il diossido di carbonio non genera corrosione su tubi, cemento o attrezzature, aumentandone la durata e riducendo i costi di manutenzione.
- Un bilancio ambientale migliore
La neutralizzazione con CO2 non ha effetti collaterali e non genera inquinamento salino secondario.
- Costi sotto controllo
Con costi di investimento (Capex) limitati e costi operativi (Opex) contenuti, il ricorso al diossido di carbonio si rivela assolutamente vantaggioso.
Quali soluzioni adottare?
Con la soluzione per la regolazione del pH, Air Liquide propone un servizio “tutto in uno” che si basa sulla fornitura di CO2 e di tecnologie di iniezione adatte all’impianto del cliente potendo contare su di un mix di esperienza e competenza che garantiscono un supporto personalizzato in tutte le fa-
si del progetto (diagnosi del fabbisogno, studio e progettazione della soluzione, installazione, messa in servizio e monitoraggio nel tempo delle performance dell’impianto).
L’ossigeno puro, un accelerante per la biodegradabilità
Oltre all’iniezione di CO2 per bilanciare il pH, un altro gas, l’ossigeno (O2), si rivela prezioso, questa volta, per accelerare l’eliminazione dei composti biodegradabili. Questo processo si basa sui “fanghi attivi”, microrganismi che digeriscono l’inquinamento organico disciolto (come grassi e oli).
Questi batteri, detti “aerobici”, richiedono un apporto ottimale di ossigeno. Spesso, questa ossige-
nazione viene effettuata tramite l’iniezione di aria ambiente. Un metodo che presenta una capacità di trasferimento di ossigeno intrinsecamente limitata. In caso di picchi di inquinamento (legati a lotti di produzione o a fluttuazioni stagionali) o di sovraccarico del flusso inquinante, gli impianti possono saturarsi rapidamente. Queste variabili portano a un trattamento inefficace e a rischi di non conformità.
L’iniezione di O2 puro nei bacini biologici permette di superare i limiti intrinseci dell’aria ambiente. Aggiungiamo che l’ossigeno puro si dissolve meglio nell’acqua rispetto all’aria, il che decuplica la respirazione dei fanghi attivi e accelera lo sviluppo dei microrganismi. Con numerosi vantaggi:
- Una maggiore capacità di trattamento
L’iniezione di O2 puro aumenta la capacità di trattamento complessiva dell’impianto fino al 50%. Ciò consente di far fronte ai picchi di inquinamento senza dover costruire nuovi bacini.
- Costi operativi ridotti L’efficienza energetica viene notevolmente migliorata. L’utilizzo di
ossigeno puro porta a una significativa riduzione del fabbisogno energetico rispetto all’iniezione di aria naturale, per trasferire la stessa quantità di ossigeno. Il risultato è una riduzione dei costi operativi.
- Meno schiume
L’O2 puro è considerato la soluzione più economica ed efficace per eliminare il fenomeno del “foaming” (formazione di schiuma), spesso causato da batteri filamentosi o tensioattivi. Elimina anche gli odori sgradevoli, mentre le emissioni di Composti Organici Volatili (COV), che si verificano in caso di carenza di ossigeno, vengono ridotte fino al <90%.
- Una migliore gestione dei fanghi
L’ossigeno favorisce una migliore decantazione dei fanghi e aiuta a controllare efficacemente il trattamento.
Le soluzioni proposte
Air Liquide propone diversi dispositivi di iniezione di ossigeno (Turboxal o Ventoxal) progettati per adattarsi agli impianti esistenti. Soluzioni sufficientemente flessibili da rispondere a un’esigenza temporanea (fasi di lavoro, urgenze) o permanente.
L’offerta Air Liquide per il trattamento biologico è la garanzia di una soluzione competitiva e completa che integra attrezzature appropriate per adattarsi all’impianto e un supporto su misura per aiutare il cliente a portare a termine il progetto, dalla diagnosi dell’impianto esistente alla progettazione della soluzione, installazione e messa in servizio.
Con l’impiego di CO2 e O2, l’industria farmaceutica dispone di soluzioni efficaci, competitive e in grado di adattarsi alle infrastrutture esistenti. Soluzioni per rispondere alla complessità delle sfide ambientali attuali e future.
Indicatori di peso e bilance per nuovi standard di precisione
Minebea Intec, produttore internazionale di tecnologie per la pesatura e l’ispezione industriale, amplia la famiglia di prodotti MiNexx® e stabilisce nuovi standard di precisione, connettività e facilità d’uso. Con lo slogan “Our Innoweightion. Your Progress”, l’azienda presenta tre nuovi indicatori di peso ad alte prestazioni e una nuova bilancia da pavimento all’avanguardia, MiNexx 3000. Sia che si tratti di pesatura manuale, di processi automatizzati o di applicazioni pesanti, gli indicatori di peso MiNexx offrono la soluzione orientata al futuro per ogni esigenza di pesatura industriale. I più recenti indicatori e piattaforme di pesatura com-
binano prestazioni tecnologiche di alto livello con la massima adattabilità alle esigenze individuali del processo. Sono disponibili immediatamente.
Nell’industria chimica, nella produzione alimentare o nella logistica, le bilance da banco e da pavimento sono utilizzate laddove la determinazione precisa del peso sia una componente centrale dei processi manuali o semiautomatici. Assicurano processi efficienti, consentono una qualità costante dei prodotti e garantiscono il rispetto dei requisiti di legge. Gli indicatori di peso ad alte prestazioni sono indispensabili per il controllo preciso di questi processi di pesatura: registrano e visualizzano i dati di pesatura, consentono l’integrazione nei
sistemi di controllo e ERP e controllano anche i processi di pesatura di serbatoi, silos e pese a ponte. Con i nuovi indicatori di peso MiNexx, Minebea Intec risponde in modo specifico alle crescenti esigenze dei settori industriali sull’affidabilità dei processi, la compatibilità con l’IT e facilità d’uso.
Sicurezza informatica
Dalle molteplici operazioni di pesatura ad applicazioni come il conteggio dei pezzi e il controllo della quantità di riempimento, gli indicatori di peso MiNexx offrono soluzioni personalizzate per un’ampia gamma di requisiti industriali. Sono dotati di un’interfaccia utente intuitiva con un ampio display a colori e di funzioni avanzate per
l’ottimizzazione dei processi. L’alta sicurezza degli indicatori di peso MiNexx è garantita da un sistema di gestione degli utenti a 3 livelli che regola chiaramente i diritti di accesso e previene le manomissioni. I ruoli degli utenti e le impostazioni delle password possono essere configurati individualmente: una componente importante della sicurezza informatica. Gli indicatori di peso MiNexx soddisfano anche gli alti requisiti sicurezza, come dimostrano gli standard di sicurezza informatica secondo IEC 62443. “Con i nuovi indicatori di peso, consentiamo ai clienti di rendere i loro processi significativamente più efficienti e sicuri”, afferma Nils Hubrich, Product Manager di Minebea Intec. “L’integrazione rapida e la riduzione dei tempi di inattività durante il funzionamento sono favorite da un flusso di lavoro iniziale di avvio di facile impostazione, da un utilizzo intuitivo e da alti standard di qualità, tra cui il backup e la protezione dei dati”. Il modello MiNexx C è stato sviluppato appositamente per l’installazione in armadi di controllo e convince per il suo design compatto e l’integrazione flessibile nei sistemi esistenti. Gli indicatori di peso MiNexx M e L hanno un alloggiamento in acciaio inossidabile con classe di protezione IP 69 e possono essere posizionati vicino alla bilancia o montati a parete o su un supporto, a seconda delle esigenze. Mentre MiNexx M è progettato per applicazioni compatte con funzionamento diretto, il modello L è adatto ad ambienti industriali collegati in rete grazie alle sue interfacce estese.
Precisione e flessibilità con l’innovativa bilancia da pavimento La bilancia da pavimento più re-
cente di MiNexx 3000 convince per la risoluzione standard di 60.000 d, la capacità di carico fino a 6 tonnellate e la superficie antiscivolo del piatto, idonea ad applicazioni industriali più impegnative. Questa combinazione garantisce la massima sicurezza ed efficienza nell’uso quotidiano. Grazie all’elevata capacità di carico, la bilancia da pavimento è ottimale per le applicazioni più gravose, come la pesatura di pallet, serbatoi o sacchi di grandi dimensioni nell’industria degli alimenti e bevande e dei materiali edili, di fusti di prodotti chimici nell’industria chimica e di parti e componenti di macchine nell’industria metallurgica. Il design robusto e di facile manutenzione garantisce una lunga durata, anche in condizioni difficili, e facilita la pulizia dell’interno grazie al piatto di carico incernierato.
Un altro vantaggio: il MiNexx 3000 massimizza l’affidabilità dei processi e supporta la prevenzione degli errori per una maggiore conservazione delle risorse. “Grazie alla sua risoluzione elevata e alla precisione di misura affidabile, riduce al minimo il rischio di lotti difettosi, facilita la tracciabilità e riduce le perdite di materiale: un chiaro contributo ai processi di produzione sostenibili”, afferma Eren Sagdas, Product Manager di Minebea Intec.
Tecnologie di pesatura e accessori da un unico fornitore
Dalla consulenza all’installazione e alla manutenzione, Minebea Intec offre un supporto completo per l’integrazione della serie di bilance MiNexx.
Questa combina il massimo livello di sicurezza, un funzionamento intuitivo e una rete moderna, per ogni applicazione di pesatura. Che si tratti di bilance da banco, da pavimento, a tramoggia o a ponte: MiNexx offre alle aziende la soluzione adatta per le singole esigenze. In linea con lo slogan “Our Innoweightion. Your Progress”, MiNexx consente un reale aumento dell’efficienza, la massima affidabilità dei processi e un progresso sostenibile.
La bilancia da pavimento MiNexx 3000
Glove box per la sicurezza di ogni operazione
Molte applicazioni di laboratorio e di produzione richiedono spazi confinati per proteggere l’ambiente, l’operatore esterno o il prodotto trattato.
La linea di Glove Box SGS di Iteco è progettata per soddisfare una vasta gamma di esigenze applicative.
Le camere possono operare sia in pressione positiva che negativa e sono configurabili per diversi cicli di lavoro, garantendo la massima flessibilità e sicurezza in ogni contesto operativo.
Questi sistemi sono il risultato di un’accurata progettazione della configurazione e dell’ergonomia, permettendo di svolgere operazioni in totale sicurezza e semplicità, con la garanzia di un ambiente di lavoro ottimale.
Inoltre, grazie alla vasta gamma di accessori disponibili, sono facilmente adattabili alle diverse esigenze produttive e di ricerca.
Tecnologia, laboratorio e AI
Al CPhI di Francoforte, Marchesini Group – protagonista nella realizzazione di linee complete per il confezionamento e riempimento di prodotti farmaceutici e cosmetici – presenta una serie di soluzioni innovative pensate per rispondere alle esigenze del settore pharma, con particolare attenzione all’ispezione, alla digitalizzazione e alle proposte in ambito laboratorio.
Tra le novità che Marchesini Group presenta alla hall 9, stand 0D6 - 0D16, c’è un’ispezionatrice ad alta velocità, progettata per il controllo di fiale, flaconi e carpule, con una capacità produttiva fino a 400 pezzi al minuto. La macchina permette di ispezionare sia prodotti liquidi che liofilizzati con diverse stazioni dedicate per effettuare il check sia della parte superiore (punta/tappo) sia delle pareti in vetro del contenitore. Inoltre, per i prodotti liquidi, essa verifica la presenza di particelle e il livello di riempimento; nei liofilizzati analizza eventuali impurità sulla superficie esterna su-
periore, laterale e sul fondo della pastiglia. La grande novità è l’integrazione di un sistema di intelligenza artificiale che consente di eseguire numerosi controlli con maggiore precisione, migliorando l’efficienza nel rilevamento e nello scarto dei difetti più critici. Il Gruppo espone anche diverse soluzioni firmate Dott. Bonapace, sviluppate dalla La-
A fianco, il modello SGS202
Pharma (OEB5).
Sopra: Glove box SGS204 custom in atmosfera di gas inerte e umidità controllata
boratory Division. Tra le principali tecnologie in mostra, una blisteratrice a tre stazioni indipendenti che termoforma, sigilla, codifica e taglia in un unico ciclo fluido. Allo stand anche una incapsulatrice ad alte prestazioni, capace di dosare qualsiasi forma orale, sia solida che liquida, ma anche una comprimitrice rotativa compatta, ideale per ricerca, sviluppo e piccoli lotti produttivi. Completa l’esposizione la linea di supposte e ovuli più compatta della gamma, un sistema integrato di riempimento, raffreddamento, sigillatura, taglio e codifica.
I visitatori possono approfondire anche le proposte dalla Divisione Digital del Gruppo, in particolare il Customer Portal, che racchiude una serie di servizi pensati per soddisfare le esigenze dei clienti, tra cui anche la soluzione di manutenzione predittiva “Morpheus” a disposizione dei clienti per consentire loro di aumentare la produttività e acquisire una maggiore conoscenza e padronanza delle macchine acquistate, ma anche il cambio formato in realtà aumentata.
CO2 per ottenere un pH finale dei vostri effluenti compreso tra 5,5 e 8,5 come previsto dalla legge
Flessibilità e robotica per applicazioni zero loss
Al CPHI di Francoforte, Steriline espone una linea di riempimento robotizzata per le aziende farmaceutiche e le CDMO che vogliono aumentare l’efficienza mantenendo la piena conformità ai rigorosi standard di settore.
Steriline, altamente specializzata nella produzione di linee complete per il confezionamento asettico di prodotti iniettabili e oftalmici destinate alle aziende farmaceutiche su scala globale, sarà presente a CPHI, a Francoforte dal 28 e al 30 ottobre 2025. Al padiglione 9.0, stand 9.0F6, sarà possibile osservare le funzionalità della nuova linea di riempimento robotizzata RNFM22, soluzione ottimale per le aziende farmaceutiche che intendono migliorare l’efficienza produttiva, mantenendo la conformità ai rigorosi standard del settore grazie alla sua flessibilità e all’automazione avanzata integrata con applicazioni di intelligenza artificiale. Nello specifico, la linea che verrà presentata in fiera è quella destinata a Beximco Pharmaceuticals Ltd., un’azienda emergente nel settore dei farmaci generici, impegnata a garantire l’accesso a medicinali a prezzi convenienti. Beximco Pharma amplia costantemente il proprio portafoglio e attualmente produce più di 500 prodotti che comprendono ampie categorie terapeutiche.
“Il CPHI rappresenta per Steriline un appuntamento fondamentale per incontrare i nostri interlocutori da tutto il mondo”, afferma Federico Fumagalli, Chief Sales Officer di Steriline. La RNFM22 è una soluzione robotizzata avanzata progettata per il confezionamento primario, ideale anche per le CDMO, che offrono servizi di produzione di farmaci per conto terzi. La macchina gestisce flaconi da 6R a 50R in nest e può essere configurata per riempire anche siringhe pre-riempite (PFS) e carpule. Dotata di un sistema di dosaggio Combo (pompe peristaltiche oppure volumetriche in base al tipo di prodotto) e del sistema per il controllo peso IPC, statistico o 100% in base alle esigenze del cliente, la RNFM22 utilizza tre robot Stäubli per la movimentazione dei contenitori primari con zero contatto vetro-vetro. La macchina è inoltre dotata di un alimentatore vibrante per i tappi con sistema di cambio formato tool-less e del sistema di ispezione della posizione del tappo in uscita, compo-
nente non presente nella soluzione esposta in fiera, ma facilmente integrabile. La linea presente sullo stand al CPHI si compone di un Automatic Debagger (ADB), che rimuove il tub dalla bag protettiva esterna, di un Automatic Delidder / Deliner (ADE), che rimuove due fogli di Tyvek® - uno superiore (lid) sigillato termicamente, e uno interno (liner) appoggiato sopra il nest - e della riempitrice robotica a doppio passo RNFM22, che processa i contenitori direttamente “in nest”, mantenendo un no glassto-glass contact.
Robot e telecamere presenti in ogni fase del processo
“Si tratta di un approccio diverso dalle linee tradizionali, che richiede una tecnologia specifica e avanzata”, afferma Zaim Gashi, Sales Area Manager di Steriline per il Sud-Est asiatico e i Balcani. “La presenza di robot e telecamere in ogni fase del processo di riempimento, tappatura e ghieratura garantiscono la massima flessibilità operativa”. La chiusura delle siringhe e carpule, la tappatura di flaconi, totale o parziale, e la capacità della macchina di lavorare sia con prodotti “water-like”, sia con sospensioni, rispondendo a richieste specifiche del cliente, completano le principali caratteristiche della RNFM22, che vanta una capacità produttiva, senza IPC, fino a 2.400 flaconi all’ora e 3.500 siringhe (PFS) da 1 ml all’ora.
S S4
Dove la sicurezza non è un’opzione: ambienti su misura per il pharma con un controllo della contaminazione assicurato
Engineering | Design | Planning | Construction & Commissioning
Setacciatura per applicazioni esigenti e specifiche
L’obiettivo di Emilos è da oltre 40 anni quello di portare innovazione nel settore della setacciatura, attraverso lo sviluppo di soluzioni tecnologiche all’avanguardia in grado di ottimizzare la selezione dei prodotti. L’azienda è stata fondata a Cavriago, in provincia di Reggio Emilia, da Luigi Solimè, un imprenditore che si rivelò fin dall’inizio intuitivo e determinato. Emilos ha saputo sempre anticipare le esigenze del mercato, grazie alla proposta di tecnologie avanzate. La flessibilità operativa consente all’azienda di ottenere risultati in tempi brevi e di adattarsi rapidamente alle richieste del mercato. Il contatto diretto con le problematiche specifiche di ogni committente stimola la progettualità e l’innovazione all’interno della società.
In Italia, Emilos offre prove di setacciatura gratuite, permettendo ai clienti di individuare con precisione il modello di vibrovaglio più adatto alle proprie esigenze. Grazie a un ciclo di produzione interno, l’azienda realizza vibrovagli persona-
Da oltre 40 anni, Emilos progetta e sviluppa vibrovagli personalizzati. La serie CRX è particolarmente adatta alle complesse richieste dell’industria farmaceutica.
lizzati, garantendo grande qualità e un funzionamento ottimale, con la messa a punto di una soluzione su misura per ogni utilizzatore. La fidelizzazione della clientela è un risultato che rende orgogliosa Emilos, confermandola nella convinzione che è l’elevato standard qualitativo dei propri macchinari che fa la differenza nel tempo. L’intera fase di produzione è made in Italy, proprio per garantire il massimo controllo sulla qualità e sull’affidabilità del prodotto finito.
Motovibratori ad alte prestazioni Emilos fornisce soluzioni per ognuna delle più varie problematiche legate alla vagliatura. La gamma dei vibrovagli proposti varia da un diametro minimo di 450 mm fino a un massimo di 1.800 mm, tutti in grado di raggiungere prestazioni elevate anche nelle setacciature più complesse.
Grazie a motovibratori di alta qualità, i macchinari Emilos sono progettati per un funzionamento continuo, 24 ore su 24, 365 giorni all’anno. Oltre alla personalizzazione spinta già in fase di progettazione, i vibrovagli dell’azienda emiliana si connotano per la qualità superiore dei materiali impiegati, la precisione della lavorazione, la longevità dei macchinari e le tempistiche di esecuzione e consegna ridotte.
Una serie per prodotti difficili da trattare
Una delle soluzioni di punta di Emilos per l’industria farmaceutica e alimentare è la serie CRX, a una o più reti filtranti, indicata soprattutto per la setacciatura di prodotti solidi o liquidi poiché privo di zone di ristagno, per la setacciatura di prodotti densi, viscosi, liquidi e di difficile trattamento. Un suo punto di forza è il motovibratore che, essendo molto vicino alla rete, offre alte prestazioni. Il motovibratore, anch’esso a marchio Emilos, sprigiona un moto tridimensionale (sussultorio, ondulatorio e rotatorio), che permette di mantenere pulita e disintasata la rete filtrante. Il vibrovaglio può essere corredato di coperchio ed è disponibile nella versione con basamento o carrello. Si può trovare con diametri 600, 800, 900, 1200 mm, con contenitore conico rovesciato e bombatura esterna monolitica. CRX è costruito in acciaio inox aisi 316L nelle parti a contatto con il prodotto, mentre le restanti parti sono in 304L. È di facile installazione, pulizia e manutenzione, e ha una altezza complessiva ridotta. La sostituzione della rete filtrante può essere eseguita rapidamente e in totale autonomia. È adatto a produzioni con portate orarie molto elevate. La versione con le ruote è molto leggera e pratica negli spostamenti. La fascia di contenimento prodotto è priva di angolare, con rete filtrante a tutto campo. La serie CRX conferma Emilos come un punto di riferimento nel settore della setacciatura, grazie soprattutto alla capacità di coniugare tradizione e innovazione, offrendo prodotti di qualità superiore e pensati su misura.
Digitalizziamo i processi. Da sempre.
Qualiware, sviluppato secondo le linee guida GAMP5 e conforme alla normativa FDS CFR 21 Part 11 ed EU-GMP
Annex 11, è una piattaforma completa e personalizzabile dall’utente per gestire efficacemente i requisiti di conformità e migliorare l’efficienza operativa nella gestione delle attività.
Scansiona il QR-Code e scopri di più!
Digitalizza e automatizza i flussi di approvazione documentale e di gestione dei processi di Qualità (Change Control, Capa, Deviazioni, Audit, Reclami, SOP, Training).
Aquisisci direttamente i dati e i parametri dalla strumentazione di laboratorio, produzione e anche da gestionali o da ERP.
Registra e monitora digitalmente la gestione delle attività di manutenzione e di taratura di strumenti, impianti e locali.
Gestisci in tempo reale l’implementazione e l’utilizzo del batch record elettronico (EBR).
Poni domande in linguaggio naturale per estrarre, grazie all’integrazione con l’AI, dati strutturati da qualsiasi documento, consultare le informazioni presenti nel sistema e ottenere un’analisi di base per redigere il Riesame di Direzione.
Analysis s.r.l. Software e Ricerca | Via Salvatore Quasimodo, 44 - 40013 Castel Maggiore (BO) | 051 705598 | commerciale@qualiware.it
I vantaggi del raffreddamento criogenico degli impianti
Rispetto alla refrigerazione meccanica, quella criogenica
è caratterizzata dal più rapido ottenimento di bassissime temperature, semplicità di funzionamento e manutenzione, richiesta di minore energia, ingombro ridotto e assenza di emissioni. Lo scambiatore Cumulus® di Linde ne è un esempio consolidato.
Linde è leader internazionale nella produzione di gas tecnici e nello sviluppo di soluzioni tecnologiche volte a garantire la sicurezza dei processi produttivi, proteggendo al contempo salute e ambiente. Presente sul mercato italiano dei gas dal 1991, Linde Gas Italia ha sede centrale ad Arluno (MI) e fat-
tura oltre 270 milioni di euro, con circa 300 dipendenti diretti. Linde produce e vende ogni tipo di gas. Inoltre, sviluppa e commercializza processi ed impianti per l’applicazione dei gas stessi in svariati settori. In particolare, Linde Gas Italia mette a disposizione dei suoi clienti i propri centri di produzione, imbombolamento e distribuzione gas,
Lo scambiatore
Cumulus® raffredda in modo efficace e affidabile reattori, cristallizzatori, liofilizzatori, recipienti di estrazione e altre apparecchiature di processo
www.linde.it marketing.it@linde.com
oltre a un servizio capillare grazie alla fitta rete di punti vendita. Linde Gas Italia ha maturato una specifica esperienza nelle tecnologie di processo, nell’ingegneria e nella manutenzione degli impianti. I gas dell’azienda trovano importanti applicazioni anche nel settore farmaceutico e biotecnologico. I gas industriali vengono impiegati in diverse fasi della produzione dei farmaci, dove contribuiscono alla sicurezza, all’efficacia e alla qualità dei prodotti e dei principi attivi: riproducibilità dei processi, uniformità dei farmaci, conformità e risparmio sui costi sono alcuni dei benefici generati. Linde fornisce gas tecnici, puri e gas conformi alle farmacopee (VERISEQ® e trace pharma), utilizzati nei settori farmaceutico e biotech, tra cui ossigeno, azoto, anidride carbonica, idrogeno, argon ed elio. L’azienda ha una vasta esperienza nelle applicazioni volte a proteggere sostanze chimiche e ingredienti di valore. Grazie ai metodi di inertizzazione, polmonazione e purging, ha supportato molti clienti nell’implementazione di sistemi per creare e mantenere atmosfere inerti.
Affidabilità da oltre 30 anni
Tra le tecnologie consolidate proposte da Linde, figura lo scambiatore Cumulus®, che raffredda in modo efficace e affidabile reattori, cristallizzatori, liofilizzatori, recipienti di estrazione e altre apparecchiature di processo.
Cumulus è un dispositivo efficace, affidabile e collaudato da oltre 30 anni di utilizzo. Consente uno scambio termico tra l’azoto liquido a una temperatura di circa -196°C con un fluido termovettore, detto comunemente HTF (Heat Transfer Fluid), come possono essere il metilcicloesano, il Therminol® e il Syltherm®. Il raffreddamento criogenico offre numerosi vantaggi, rispetto alla refrigerazione meccanica, come la maggiore rapidità nell’ottenere temperature bassissime, la semplicità di funzionamento e manutenzione, la richiesta di minore energia, un ingombro ridotto e l’assenza di emissioni dannose per l’ambiente. L’azoto liquido è un buon mezzo per la produzione di basse temperature (inferiori a -40°C) perché la capacità di raffreddamento è altamente flessibile e i costi di investimen-
to sono inferiori a quelli dei sistemi di refrigerazione convenzionali. Anche i costi di manutenzione sono molto più bassi. Con Cumulus il raffreddamento criogenico raggiunge temperature di circa -100°C, la precisione nella regolazione della temperatura è di +/- 1°C, le potenze
frigorifere arrivano fino a 100 kW per unità installata. Le dimensioni sono contenute, la manutenzione è ridotta grazie all’assenza di parti rotanti e compressori, eliminando anche l’utilizzo di gas refrigeranti. Permette inoltre il recupero dell’azoto utilizzato in rete, annullando i costi legati alla produzione di freddo. Questo sistema compat-
to e affidabile può essere installato all’interno o all’esterno ed è dotato di un proprio sistema di controllo proprietario. L’azoto liquido utilizzato nei sistemi Cumulus non entra mai in contatto con il fluido termovettore o con il contenuto del reattore e si mantiene come gassoso pulito, che è disponibile per il riutilizzo in altre parti dell’impianto, per esempio, nelle applicazioni di blanketing. I materiali a contatto con il fluido termovettore HTF sono in acciaio inox 1.4401 e 1.4404 (corrispondenti ai tipi 316 e 316L), rame e PTFE. Gli scambiatori di calore compatti a piastre, che garantiscono una risposta rapida e una dinamica di processo unica, sono realizzati in acciaio inox 1.4401 e brasati con rame. Il pacchetto di scambiatori di calore è montato in una cold box isolata con schiuma poliuretanica priva di CFC. Il cold box è realizzato in acciaio inox 1.4301 (corrispondente al tipo 304) per ridurre al minimo i requisiti di manutenzione in loco.
Le dimensioni dello scambiatore sono contenute e la manutenzione è ridotta grazie all’assenza di parti rotanti e compressori
Taglie disponibili e caratteristiche principali di Cumulus® Diagramma schematico del processo di raffreddamento generato da Cumulus®
Apparecchiature
Attuatore per trattamento acque
Ad Accadueo, manifestazione dedicata alle tecnologie per il servizio idrico integrato e per la gestione sostenibile delle risorse ambientali, a Bologna dal 7 al 9 ottobre, Auma ha confermato il proprio ruolo da protagonista nel panorama delle soluzioni di automazione per il controllo del flusso.
Protagonista allo stand è stato il nuovo Profox, attuatore elettrico compatto e intelligente presentato in fiera in una versione ancora più versatile, ora disponibile anche con pannello di comando frontale. Questa novità rende l’interazione più immediata e sicura, semplificando operazioni di installazione, configurazione e manutenzione.
Come da tradizione Auma, anche il nuovo Profox garantisce elevate robustezza e affidabilità: il design modulare, che ne facilita l’integrazione, la protezione IP67, e su richiesta IP68, il sistema anticorrosione certificato rendono l’attuatore ideale anche negli ambienti più gravosi. Disponibile in versione multigiro,
Sotto: Ondaseal in EPDM, Viton e Silicone.
A destra: Variante
Speciale Ondachem
angolare e lineare, Profox è compatibile con diverse tipologie di valvole, dalle saracinesche alle farfalle fino alle sfere, confermandosi una soluzione trasversale per numerose applicazioni industriali e idriche. Un ambito particolarmente strategico è quello della depurazione e del trattamento delle acque, dove gli attuatori Auma svolgono un ruolo determinante.
Negli impianti di potabilizzazione e nelle infrastrutture per le acque reflue, il controllo automatizzato delle valvole consente di regolare con precisione i flussi, ottimizzare i processi di filtrazione e trattamento, ridurre gli sprechi e migliorare l’efficienza energetica. Grazie a soluzioni progettate per resistere a condizioni ambientali estreme e a sistemi anticorrosione certificati, gli attuatori Auma si confermano strumenti indispensabili per garantire continuità operativa e affidabilità negli impianti idrici più complessi. L’automazione avanzata, inoltre, abilita un monitoraggio costante delle performance
Guarnizione con geometria ad onda
Progettate con una speciale geometria ad onda, la guarnizione per flange Ondaseal di Fluortecno offre aderenza ottimale e riduzione delle coppie di serraggio tra le flange, anche non perfettamente piane.
La guarnizione Ondaseal garantisce: ritorno elastico elevato per prestazioni durature, grazie ad un accurato ciclo
e facilita interventi di manutenzione predittiva, contribuendo alla sostenibilità economica e ambientale delle infrastrutture.
“Il nuovo Profox è l’esempio concreto di come tradizione e tecnologia possano dialogare: un attuatore compatto, intuitivo e affidabile, capace di rispondere alle sfide della digitalizzazione e della sostenibilità”, ha commentato Andrea Villa, Managing Director di Auma Italiana. “Crediamo che flessibilità e semplicità d’uso siano i veri fattori abilitanti per la gestione moderna delle reti idriche e delle infrastrutture industriali”.
di ricottura che garantisce alta purezza; resistenza chimica e termica grazie all’ampia gamma di materiali disponibili; versatilità per diverse superfici e applicazioni.
Le guarnizioni Ondaseal possono essere realizzate in EPDM bianco FDA, Viton marrone, Silicone FDA o secondo le specifiche esigenze degli impianti chimici, farmaceutici ed alimentari.
Laddove sia richiesta la compatibilità MOCA (EU1935/2004), Fluortecno propone la variante Ondachem, inserto Ondaseal rivestito in PTFE ad alta purezza 100% made in Italy.
Le dimensioni fornibili vanno dal DN15 al DN350 (EN PN16) in spessore nominale 4 mm.
L’esperienza di Fluortecno continua così a ispirarsi alla qualità e all’innovazione italiana.
Per maggiori informazioni: www.guastallo.com.
Guarnizioni e strutture metalliche per impianti complessi
Cristiani Bisconti risponde alle sfide industriali più ambiziose con esperienza, flessibilità e focus sulle esigenze del cliente. La guarnizione Roseflon e le valvole a farfalla di grandi dimensioni sono degli esempi di eccellenza e duttilità tecnica.
Serrande a farfalla
Fin dalla sua fondazione nel 1935, Cristiani Bisconti Srl è specializzata nella produzione di guarnizioni industriali tecniche. L’obiettivo dell’azienda è quello di ottenere un servizio che vada oltre alla semplice fornitura, grazie anche alla grande flessibilità e all’attenzione che dedica alla cura delle esigenze specifiche di ogni cliente. Cristiani Bisconti è in grado di risolvere problemi rapidamente, supportando il cliente nel processo di acquisto, analizzando insieme le migliori alternative tecnologiche, proponendo pacchetti di fornitura completi e instaurando rapporti di partnership durature caratterizzate da trasparenza e fiducia reciproca.
Nel dicembre 2024, Cristiani Bisconti ha rafforzato la propria posizione nel settore industriale con l’acquisizione di Ciprandi Srl, un’azienda rinomata nel campo delle lavorazioni metalli-
tà ma diventa una certezza, Cristiani Bisconti risponde dunque con una soluzione già disponibile ed efficace.
che. Questa integrazione ha segnato la nascita di una nuova divisione dedicata, che unisce l’esperienza e il prestigio di Ciprandi alla lunga tradizione di qualità e innovazione di Cristiani Bisconti.
Affidabilità e durata negli impianti multi-superficie
Negli impianti complessi, dove materiali diversi lavorano fianco a fianco in ambienti spinti, la sfida è trasformare una possibile criticità in un’opportunità di efficienza. ROSEFLON 1400 C è una guarnizione sviluppata da Cristiani Bisconti proprio con questo obiettivo: offrire una soluzione composita ad alte prestazioni capace di garantire isolamento elettrochimico tra metalli dissimili, assicurando stabilità, sicurezza e continuità operativa nel tempo. Un approccio che previene i problemi alla radice, prolungando la vita dell’impianto e riducendo interventi e costi futuri. Quando la corrosione galvanica non è più soltanto una possibili-
Valvole a farfalla ad alte prestazioni per applicazioni industriali Nella Divisione Strutture Metalliche, Cristiani Bisconti progetta e realizza valvole a farfalla di grandi dimensioni, ideate per affrontare le condizioni più estreme, come le temperature operative da 120°C a 600°C e diametri fino a DN 1600.
L’azienda è stimolata proprio dalla complessità delle sfide, tanto da considerare dimensioni, materiali e performance tutt’altro che un limite, quanto un punto di partenza per raggiungere prestazioni ulteriori.
Le strutture sono in acciaio S275JR o COR-TEN, materiali ideali per sopportare sollecitazioni meccaniche e termiche. I componenti interni sono in AISI 304L / 316L o leghe speciali, per garantire tenuta e durata nel tempo. Sono ideali per ventilatori industriali, condotte di processo, oil & gas e impianti complessi.
Chi è alla ricerca di una valvola robusta, precisa e su misura può rivolgersi al team tecnico di Cristiani Bisconti, che è in grado di gestire le richieste più complesse e ambiziose. Per richiedere una consulenza tecnica personalizzata e scoprire di più su dati tecnici e applicazioni si può visitare il sito: www.cristianibisconti.com.
Lavoriamo le materie prime per il tuo business
Precisione, affidabilità, personalizzazione. OQEMA SERVICE è il partner ideale per la lavorazione di materie prime chimiche solide. Dai servizi di macinazione al reimballaggio, offriamo soluzioni su misura per adattare ogni materia prima alle esigenze della tua produzione industriale.
Affidati alla nostra expertise per ottimizzare i tuoi processi con efficienza e qualità .
ASSAGO (MI) RIVANAZZANO TERME (PV) WWW.OQEMA.IT
Proteggersi dalle polveri
L’esposizione alle particelle solide negli ambienti produttivi pone seri problemi di sicurezza e salute per i lavoratori. Steve Marnach di DuPont Personal Protection spiega come formazione, procedure corrette e DPI appropriati riducano di molto i rischi.
Le particelle solide negli ambienti industriali e produttivi pongono pericoli significativi per i dipendenti e pongono sfide complesse per i professionisti della salute e della sicurezza. Abbiamo dialogato con Steve Marnach, responsabile della formazione per l’area EMEA
e specialista di ambienti critici in DuPont Personal Protection, sui rischi per la salute associati all’esposizione alla polvere, delle sfide che i responsabili HSE devono affrontare per proteggere i lavoratori e delle procedure consigliate per la selezione dei dispositivi di protezione individuale (DPI) appropriati.
Steve Marnach, le particelle solide sono comunemente chiamate “polvere”. Perché questo materiale è dannoso per gli esseri umani?
“L’esposizione a vari tipi di polvere, tra cui la polvere di policlorobifenili (PCB), particelle minerali e chimiche e rivestimenti in polvere, può causare problemi di salute, tra
cui irritazioni cutanee, malattie respiratorie, tumori e persino la morte. Dal punto di vista della salute sul lavoro, la polvere si classifica in base alle sue proprietà fisiche e chimiche che ne determinano il potenziale impatto sulla salute. Esistono tre categorie: polvere inalabile, a frazione toracica e respirabile. La polvere inalabile si riferisce a particelle di dimensioni maggiori, la maggior parte delle quali verrà filtrata nel naso e nella gola. La polvere a frazione toracica si riferisce a particelle di polvere più piccole che possono raggiungere i polmoni. Infine, la polvere respirabile è polvere sufficientemente piccola da poter essere inalata in profondità, penetrando nella zona dei polmoni in cui avviene lo scambio gassoso”.
Quali sono le fonti più comuni di polveri nocive?
“Le fonti più comuni di polveri nocive sono i risultati di processi industriali quali la produzione, l’edilizia, l’attività estrattiva e mineraria. Attività come molatura, taglio, foratura e levigatura possono generare polvere e altre particelle nocive. Anche l’agricoltura, la lavorazione del legno, i gas di scarico dei veicoli e la polvere domestica possono contribuire all’esposizione alla polvere”.
I pericoli legati alla polvere sono facili da identificare?
“Dipende. Sebbene alcune polveri siano visibili, altre possono essere microscopiche. Misurare con precisione le concentrazioni di particelle sospese nell’aria sono necessarie attrezzature e competenze specializzate. La variabilità dell’esposizione nel tempo e tra le diverse mansioni aumenta la sfida per i responsabili HSE”.
La guida elettronica per i responsabili HSE
DuPont ha pubblicato una guida elettronica per assistere i responsabili HSE a comprendere, valutare e mitigare i rischi legati alle particelle solide e per fornire indicazioni sulla selezione di indumenti protettivi adeguati per i lavoratori. La guida elettronica può essere scaricata qui: https://www.dupont.it/ personal-protection/dust-particle-protection.html?src=EMEA-IT_PP-PPTyvek-ChemicalIndustrial_PR_Internal_SolidParticles_032025#e-Guide
Quanti sono i lavoratori affetti da malattie respiratorie sul luogo di lavoro?
“Secondo l’Organizzazione Internazionale del Lavoro (OIL), ogni anno nel mondo circa 3 milioni di persone muoiono per cause legate al lavoro1 . Di questi, una buona parte è attribuita alle malattie respiratorie sul luogo di lavoro che, insieme alle malattie circolatorie e alle neoplasie maligne, sono annoverate tra le prime tre cause di decesso legate al lavoro2. Facendo eco a questa situazione, l’Organizzazione Mondiale della Sanità segnala che l’esposizione sul luogo di lavoro all’inquinamento atmosferico, tra cui particolato, gas e fumi, è stata ritenuta responsabile di 450.000 decessi3 . L’indagine dell’EU-OSHA sull’esposizione dei lavoratori (Workers’ Exposure Survey, WES) sui fattori di rischio di tumore in Europa si sta attivando per colmare la mancanza di dati riguardo a questo pericolo. I primi risultati suggeriscono che esiste un rischio maggiore per i lavoratori in micro o piccole aziende rispetto a quelli in medie o grandi aziende e per coloro che lavorano più di 50 ore a settimana4”.
Quale ruolo svolgono gli indumenti protettivi nella prevenzione dell’esposizione alla polvere? “Sono di fondamentale importanza per evitare che particelle come l’amianto e i policlorobifenili (PCB) entrino nel corpo umano, in particola-
Steve Marnach, responsabile formazione per l’area EMEA e specialista farmaceutico in DuPont Personal Protection
re attraverso il contatto con la pelle. Tuttavia, i responsabili HSE devono scegliere i DPI più adatti, altrimenti i lavoratori potrebbero essere maggiormente esposti alle particelle solide. Ad esempio, gli indumenti da lavoro riutilizzabili possono diffon-
dere inavvertitamente particelle solide pericolose, aggravando i rischi di esposizione durante la rimozione”.
Quali sono le proprietà speciali che i responsabili HSE devono ricercare quando scelgono gli indumenti protettivi per proteggersi dai rischi legati alla polvere?
“Le tute protettive standard sono inefficaci contro i pericoli derivanti da particelle solide poiché sono realizzate con materiali intrecciati che consentono alle particelle di polvere di passare facilmente attraverso i fori. Gli indumenti realizzati con speciali materiali non tessuti con proprietà barriera avanzate sono necessari per fornire una protezione superiore anche contro le più piccole particelle trasportate dall’aria. Ad esempio, il materiale DuPont™ Tyvek® è un ma-
teriale non tessuto di fibre di polietilene filato. Offre una protezione superiore contro particelle sospese nell’aria di dimensioni pari a 1-2 μm. Gli indumenti devono inoltre avere una buona resistenza allo strappo e all’abrasione e una superficie liscia per evitare che le particelle aderiscano al materiale. In questo senso possono essere utili i trattamenti antistatici. È necessario cercare indumenti che abbiano cuciture nastrate e patte protettive sopra le cerniere e le chiusure, che offrono una maggiore protezione dalla penetrazione delle particelle. Verificare che i polsi e le caviglie siano ben aderenti e che l’indumento sia totalmente compatibile con altri DPI, come maschere, occhiali e “guanti”.
Esistono delle normative che regolano la scelta degli indumenti protettivi?
“Sì. Il regolamento (UE) 2016/425 impone l’uso di indumenti protettivi di categoria III tipo 5 per la protezione contro le particelle solide sospese nell’aria. Questi indumenti, come le tute di protezione dagli agenti chimici, devono soddisfare gli standard EN ISO 13982-1 e superare un test di penetrazione in cabina per garantire di impedire efficacemente la penetrazione della polvere. Il test consiste nell’esporre l’indumento a una nuvola di polvere controlla-
ta e nel misurare la quantità di polvere che penetra nel materiale. Per superare il test, l’indumento deve raggiungere specifici limiti di perdita verso l’interno. I responsabili HSE devono identificare i pericoli complessi, quantificare con precisione i livelli di esposizione e acquisire familiarità con le proprietà specifiche delle barriere richieste. È importante sottolineare che gli indumenti protettivi di tipo 5 offrono un livello minimo di protezione contro le particelle solide, ma non sono completamente impermeabili. Per ottenere la migliore protezione per la loro applicazione, i responsabili HSE devono considerare i tassi di penetrazione specifici degli indumenti. Questa informazione deve essere indicata sulla scheda prodotto del produttore”.
Infine, quali ulteriori misure possono adottare i responsabili HSE per proteggere i lavoratori dai pericoli derivanti dalle particelle solide?
Note
1 e 2 https://www.ilo.org/resource/news/nearly-3-million-people-die-work-related-accidents-and-diseases
“Informare i lavoratori sui rischi legati a pericoli invisibili può essere impegnativo, soprattutto per chi lavora con sostanze apparentemente innocue, come la polvere di farina. Assicurarsi che i lavoratori comprendano i rischi e seguano i protocolli di sicurezza è importante tanto quanto scegliere il giusto livello di protezione. Adottare un approccio olistico, rafforzando regolarmente i messaggi di sicurezza e fornendo una formazione completa, incentrata sulle corrette procedure di vestizione e svestizione, può ridurre significativamente il rischio di esposizione a sostanze pericolose. La collaborazione con produttori di DPI affidabili come DuPont, che offrono risorse per la formazione, può contribuire a rafforzare ulteriormente la formazione dei lavoratori e a promuovere le migliori pratiche di protezione personale”.
Il miglioramento dei processi
Con il nostro portfolio completo di dispositivi che consentono di ridurre le emissioni e di tecnologie avanzate, tra cui l’analisi ottica e un ecosistema IIoT basato su cloud, supportiamo i nostri clienti nel raggiungere i loro obiettivi aziendali e posizionarsi come leader in termini di prestazioni e di rispetto dell’ambiente.
Vuoi saperne di più?
Una digitalizzazione intelligente è strategica per la competitività e la responsabilità ambientale dell’industria farmaceutica. Per affrontare le sfide della compliance, Qualiware si afferma come uno strumento efficace e flessibile.
Digitalizzazione sostenibile
e AI integrata nel pharma
Dalla digitalizzazione alla sostenibilità, passando per l’Intelligenza Artificiale. Il 64esimo Simposio AFI, a Rimini lo scorso giugno, ha delineato con chiarezza il futuro della filiera della salute, tracciando un percorso di evoluzione verso l’Industria 5.0, dove la digitalizzazione è un alleato strategico per garantire competitività, efficienza e, soprattutto, responsabilità ambientale. In questo scenario in profonda trasformazione, Qualiware si conferma lo strumento ideale per affrontare le sfide della compliance nel settore farmaceutico. Oggi la vera sfida è digitalizzare in modo intelligente, senza cadere nel-
la rigidità dei sistemi tradizionali. Le imprese farmaceutiche si trovano spesso a dover gestire applicativi complessi, poco flessibili e costosi da adattare, che finiscono per congelare i processi una volta validati, impedendone l’evoluzione. Qualiware nasce per superare proprio questo limite: la sua architettura low-code, flessibile e completamente validabile secondo le linee guida GMP, consente alle aziende di configurare in autonomia i propri flussi documentali e di modificarli in tempo reale in base alle esigenze operative e regolatorie, che nel contesto pharma sono in continua evoluzione. La digitalizzazione non viene subita, ma gesti-
ta direttamente dagli utenti, che diventano protagonisti attivi del cambiamento. Questo approccio permette una governance completa dei processi di Qualità, dalla gestione delle SOP all’automazione dei flussi di approvazione, dalla tracciabilità delle deviazioni fino alla gestione integrata di Change Control, CAPA, audit, reclami e attività formative, tutto in un unico ambiente coerente e sicuro.
Una compliance intelligente Uno dei principali elementi distintivi di Qualiware è l’integrazione con l’Intelligenza Artificiale generativa, che rende realmente possibile una compliance intelligente e dinamica.
L’integrazione consente, infatti, di estrarre automaticamente dati e metadati da qualsiasi tipo di documento, anche di origine esterna, attraverso semplici comandi in linguaggio naturale. Le informazioni vengono riconosciute, classificate e rese immediatamente disponibili all’interno del sistema, riducendo in modo significativo il tempo dedicato al data entry e migliorando l’accuratezza del dato, con un risparmio operativo che può superare l’89%. L’AI in Qualiware permette, inoltre, la sintesi automatica dei contenuti, supporta la redazione dei documenti, agevola la ricerca avanzata nella conoscenza aziendale e rende possibile interrogare direttamente i documenti archiviati come se si stesse dialogando con un collega. Infatti, Codriver consente di porre domande in italiano al sistema e ottenere risposte precise basate sull’intera base documentale aziendale.
L’Intelligenza Artificiale trova inoltre un’applicazione strategica nella gestione del Riesame di Direzione, attività tra le più onerose sia in termini di tempo che risorse. Qualiware automatizza l’intero processo di raccolta dei dati necessari al riesame, dalle non conformità ai reclami, dagli audit alle azioni correttive, dalla formazione agli indicatori, e restituisce testi
analitici pronti per essere esaminati. Permettendo all’utente di dedicare il tempo all’analisi qualitativa piuttosto che alla ricerca e alla ricomposizione manuale delle informazioni.
L’integrazione con l’ecosistema IT aziendale
Un altro punto di forza di Qualiware è l’integrazione con l’ecosistema IT aziendale. La piattaforma è in grado di dialogare con strumenti e impianti di laboratorio e produzione, così come con gestionali e sistemi ERP, acquisendo automaticamente i dati rilevanti e rendendoli disponibili all’interno dei flussi qualità. Questa interoperabilità consente di eliminare ridondanze e migliorare l’efficienza operativa e la coerenza del dato in ogni fase del processo. In parallelo, Qualiware garantisce un controllo rigoroso e digitale sulla manutenzione e taratura di strumenti, impianti e locali, registrando ogni attività, scadenza e anomalia, e consentendo un monitoraggio puntuale delle condizioni operative di tutte le risorse coinvolte nel ciclo produttivo.
La piattaforma supporta anche la gestione avanzata dei master batch record elettronici (EBR), permettendo di monitorare in tempo reale l’implementazione e l’esecuzione dei proces-
si produttivi, con piena tracciabilità e possibilità di analisi. Questo approccio riduce il rischio di errore, ottimizza i tempi di rilascio e rafforza il controllo su ogni fase della produzione, offrendo un vantaggio competitivo tangibile alle aziende che operano in ambiti regolatori sempre più esigenti.
Il calcolo automatico dell’impatto ambientale dei processi
Infine, Qualiware supporta anche la governance sostenibile. Il settore pharma mira a ridurre l’impatto ambientale di produzione e distribuzione, e a tal fine deve misurare consumi ed emissioni. Il sistema consente di calcolare in modo automatico l’impronta ambientale dei processi aziendali, misurando le emissioni di CO2 equivalenti e di altri gas serra secondo modelli LCA. Le informazioni su materiali, consumi energetici, trasporti e cicli produttivi vengono centralizzate e analizzate attraverso dashboard dedicate, offrendo alle aziende strumenti concreti per pianificare strategie di riduzione delle emissioni e allinearsi alle normative ambientali. Qualiware non è solo un software, ma una piattaforma evolutiva che unisce digitalizzazione, automazione e Intelligenza Artificiale per offrire al settore farmaceutico un sistema integrato e scalabile di gestione della qualità. Grazie alla sua struttura low-code, alla capacità di integrarsi con l’ecosistema tecnologico aziendale e alla visione orientata alla sostenibilità, Qualiware consente alle imprese di affrontare la trasformazione digitale non solo come un obbligo normativo, ma come un’opportunità concreta per migliorare i processi, valorizzare i dati e costruire un futuro realmente sostenibile.
Per scoprire tutte le funzionalità di Qualiware e richiedere una demo personalizzata, visita www.Qualiware.it/ richiedi-demo.
Strumentazione
Gestione delle acque reflue e cabine REMI per l’analisi del biometano
Endress+Hauser porta a Ecomondo 2025 la gamma di strumentazione specifica a ultrasuoni, che prevede un misuratore di portata del gas ad alta pressione per la misura fiscale di gas naturale e uno per applicazioni di processo.
Misuratore di portata a ultrasuoni
FLOWSIC600
Alla prossima edizione di Ecomondo, in programma a Fiera di Rimini dal 4 al 7 di novembre, Endress+Hauser (Padiglione D5, Stand 116-217) presenterà principalmente due aree della sua produzione: prodotti, soluzioni e servizi per la gestione dell’acqua e le acque reflue e le cabine REMI per l’analisi della qualità e la misura fiscale del biometano.
Prodotti, soluzioni e servizi per la gestione dell’acqua e delle acque reflue Oggi più che mai l’industria dell’acqua e delle acque reflue deve bilanciare le pressioni opposte del miglioramento della sicurezza dell’acqua e della riduzione dei budget. Sia che si tratti di trattamento per il consumo che per lo scarico, la complessità del processo è in aumento. Le operazioni di monitoraggio e analisi delle acque potabili e reflue richiedono la misura continua e precisa dei parametri
quantitativi e qualitativi. Combinando strumentazione intelligente e soluzioni digitali è possibile affrontare in nuovi modi le sfide industriali. L’accesso remoto ai dati di impianto, di processo e di misura − in qualsiasi momento e ovunque − consente di ridurre i costi e aumentare l’efficienza. Inoltre, il monitoraggio e l’analisi di questi dati permettono di pianificare predittivamente le attività. Un sistema di gestione intelligente rende il trattamento dell’acqua più efficiente e più sicuro per i consumatori, grazie all’acquisizione continua di dati e misure e alla generazione di avvisi in grado di prevenire l’insorgere di problemi. L’esperienza nel settore e l’ampio portfolio di prodotti di Endress+Hauser sono a vostra disposizione per aiutare a ottimizzare processi e prestazioni.
Cabine REMI per l’analisi della qualità e la misura fiscale del biometano
Il biometano è prodotto dalla raffinazione del biogas generato dalla digestione anaerobica di sostanze organiche. Il processo di ottenimento di questa risorsa energetica parte quindi dai reflui industriali, dalla FORSU, dai fanghi fognari e dagli scarti alimentari e zootecnici da allevamenti: tutte sostanze comunemente denominate “biomasse”. Con i suoi analizzatori Endress+Hauser effettua l’analisi e la verifica delle impurità a valle degli impianti di upgrading: la conformità di queste analisi rappresenta un passaggio necessario per l’immissione del biometano nelle reti di trasporto nazionale o di distribuzione locale del gas. Endress+Hauser ha realizzato una soluzione integrata in cui, agli
analizzatori ed i misuratori di portata sviluppati e costruiti da società del Gruppo, vengono completati da componenti di terze parti accuratamente selezionati per le loro performance e la conformità ai riferimenti normativi.
Le innovazioni in mostra a Rimini In seguito all’integrazione del portfolio di processo di SICK AG, Endress+Hauser completa la gamma di strumentazione specifica per misure di gas ed emissioni, integrando la misura di portata fiscale ad ultrasuoni e gli analizzatori.
• FLOWSIC500: Misuratore di portata del gas ad alta pressione per la misura fiscale di gas naturale. Questo misuratore di portata a ultrasuoni consente una misura accurata della distribuzione del gas naturale. È a prova di sovraccarico, preciso e monitorato da un sistema di diagnostica intelligente. Può essere facilmente integrato nelle stazioni di misura esistenti. Funziona in configurazione energetica autosufficiente o in funzionamento di rete a prova di guasto con batteria di backup. È conforme a tutti gli standard e le direttive pertinenti e offre la sicurezza di un’alimentazione di gas continua e senza ostruzioni.
• FLOWSIC600: Misuratore di portata per applicazioni di processo. Misuratore di portata a ultrasuoni che rappresenta lo standard nel suo segmento di mercato. Il design dimostra che è specificamente concepito per le condizioni gravose del settore. Grazie al design compatto con stesura dei cavi integrata, il sistema di misura è durevole, a prova di guasto, a manutenzione ridotta e caratterizzato da stabilità a lungo termine. FLOWSIC600 è dotato di ampie opzioni diagnostiche che consentono di riconoscere i guasti prima che questi compromettano la misura e offre il monitoraggio del processo tramite la velocità del suono.
di Adam Cross
Industry Director
- Pharmaceuticals & Life Sciences in Hexagon Lifecycle Intelligence
Il cloud porta il pharma nel futuro
Le aziende farmaceutiche sono sottoposte a crescenti aspettative relative all’aumento dell’efficienza, della sostenibilità e della sicurezza. Soluzioni basate su cloud come HxGN EAM svolgono un ruolo chiave nel rispondere a queste sfide pressanti.
L’industria farmaceutica è uno dei settori più regolamentati al mondo. Precisione, conformità e innovazione non rappresentano opzioni, bensì necessità per il successo delle aziende del comparto. Queste ultime sono chiamate ad aumentare costantemente l’efficienza, la sostenibilità e la sicurez-
za. In questo senso, soluzioni cloud come HxGN EAM (Enterprise Asset Management) stanno assumendo un ruolo chiave nell’affrontare queste sfide. Ma cosa significa nella pratica quotidiana? Come può un sistema di gestione degli asset basato su cloud fare davvero la differenza nelle operazioni?
Ecco, raggruppate in cinque punti fondamentali, le risposte a queste domande molto concrete.
1. Ridurre i rischi migliorando al tempo stesso la sicurezza
Le minacce informatiche sono in aumento e le aziende farmaceutiche devono rispettare normative severe e in continua evoluzione.
La sicurezza dei dati è fondamentale, non solo per rispettare le Good Manufacturing Practices (GMP), ma anche per garantire la continuità delle operazioni e mantenere la fiducia di pazienti e partner.
La piattaforma cloud HxGN EAM, sotto questo aspetto, offre: - funzionalità di sicurezza avanzate: il cloud aggiorna automaticamente i sistemi, proteggendoli dalle nuove minacce e vulnerabilità informatiche;
- conformità agli standard globali: HxGN EAM è progettata, sviluppata, testata e rilasciata per supportare la conformità GMP. Garantisce alle aziende il mantenimento di standard rigorosi beneficiando al tempo stesso di un ambiente sicuro e validato.
Grazie al passaggio al cloud, le aziende farmaceutiche possono così affidare la gestione degli aggiornamenti di sicurezza a esperti qualificati, concentrandosi sulla loro missione principale: fornire terapie salvavita ai pazienti in tutto il mondo.
2. Restare al passo delle ultime innovazioni
L’innovazione è strategica per l’industria farmaceutica. Per rimanere competitive, le aziende hanno bisogno degli strumenti più moderni, volti a migliorare i processi di lavoro e generare valore in tutta l’organizzazione.
In tale direzione, la piattaforma cloud HxGN EAM offre:
- nuove funzionalità e aggiornamenti continui, senza dover attendere cicli di upgrade e validazione lunghi e costosi;
- capacità di test e validazione: le aziende farmaceutiche possono validare gli aggiornamenti utilizzando un ambiente di test dedicato e un approccio basato sul rischio, as-
sicurando la conformità alle GMP senza interrompere le operazioni. Questo approccio permette alle organizzazioni di aggiungere nuove capacità e innovare al proprio ritmo, senza compromettere i processi chiave o i requisiti di validazione.
3. Aumentare l’efficienza e il controllo operativo
La gestione di sistemi on-premi-
ses richiede tempo e spesso distrae i team dalle attività più strategiche.
Il cloud semplifica le operazioni quotidiane e libera risorse per ciò che conta davvero:
- riduzione del carico IT: con sistemi basati su cloud non è necessario gestire server o aggiornamenti, con conseguente riduzione dei costi e minori richieste al team IT; - scalabilità e flessibilità: man ma-
HxGN EAM è progettata, sviluppata, testata e rilasciata per supportare la conformità alle GMP. Garantisce alle aziende il mantenimento di standard rigorosi, offrendo al contempo un ambiente sicuro e convalidato
controllare lo stato degli asset e collaborare in tempo reale, con una semplice connessione internet.
4. Mantenere il controllo garantendo la conformità GMP Il timore più comune nell’adozione del cloud è la perdita di controllo o la mancata conformità normativa. HxGN EAM è progettato appositamente per superare questa preoccupazione.:
- ambiente di test dedicato: possibilità di testare e validare gli aggiornamenti prima della messa in produzione;
- tracciabilità e documentazione complete: gli strumenti offrono trasparenza e prontezza agli audit;
no che l’azienda cresce, il cloud si adatta, garantendo che il sistema di gestione degli asset evolva in linea con il cambiamento delle esigenze; - accessibilità globale: ovunque si trovino, i team possono accedere,
- funzionalità conformi alle normative: e-signature ed archiviazione elettronica assicurano che le aziende possano migrare al cloud senza compromettere qualità, conformità o integrità operativa.
5. Utilizzare i dati per decisioni più rapide e informate I sistemi basati su cloud come HxGN EAM offrono accesso a dati in tempo reale su siti, apparecchiature e team. Queste informazioni aiutano a prendere decisioni più veloci, ridurre gli sprechi e individuare aree di miglioramento. In particolare, con HxGN EAM le aziende possono:
- monitorare le performance de-
gli asset e identificare tempestivamente i problemi;
- pianificare la manutenzione in base all’uso effettivo, non solo su programmi fissi;
- connettersi con altri sistemi di controllo per aumentare l’efficienza e semplificare gli audit.
Il risultato? Maggiore disponibilità operativa, conformità più solida e progresso verso la sostenibilità, senza complessità aggiuntive.
Preparare l’industria farmaceutica al futuro
Il settore farmaceutico sta cambiando rapidamente e le aziende che adottano le tecnologie digitali saranno più preparate a ottenere un successo a lungo termine. Il passaggio al cloud con HxGN EAM è una scelta intelligente, orientata al futuro, che, ricapitolando, offre i seguenti vantaggi:
- riduzione dei rischi e maggiore sicurezza;
- una piattaforma per l’innovazione continua;
- miglioramento dell’efficienza e del controllo operativo;
- supporto integrato per soddisfare gli standard normativi.
Il momento di agire è ora
I produttori farmaceutici stanno già migrando verso il cloud, non per seguire una moda, ma per risolvere problemi reali. Con HxGN EAM le aziende ottengono un maggiore controllo delle operazioni, la riduzione dei rischi di non conformità e la capacità di soddisfare le normative senza aggiungere complessità.
I leader farmaceutici lungimiranti, in conclusione, hanno capito che il passaggio al cloud rappresenta per loro una via chiara per semplificare la conformità e migliorare il controllo operativo.
MTP: un approccio modulare alla digitalizzazione del processo
A Milano aziende, istituzioni e associazioni si sono confrontate per la prima volta sullo standard Module Type Package, nato in ottica Pharma 4.0, che punta ad aumentare l’interoperabilità nell’industria di processo.
di Alessandro Bignami
Uno standard aperto che consente all’industria di processo di sviluppare sistemi più agili, componibili e riconfigurabili. Il Module Type Package mette l’accento sulla flessibilità e l’interoperabilità, abbattendo le barriere fra fornitori e marchi diversi, riducendo i costi di ingegnerizzazione e il time to market dei prodotti finali. Nel nostro paese si è tenuta per la prima volta una giornata di confronto sull’MPT, organizzata a Milano in settembre dal Consorzio PI Italia. Si è parlato molto anche di applicazioni nel farmaceutico, settore che per primo ha espresso l’esigenza di maggiore modularità nell’approccio alla grande sfida della transizione digitale.
La modularizzazione degli impianti
L’evento “MTP: flessibilità, interoperabilità e riduzione del time to market per l’industria di processo”, organizzato da Consorzio PI Italia al Grand Visconti Palace Hotel di Milano, è stato una giornata di confronto, la prima sul territorio nazionale, tra istituzioni, esperti e aziende su uno dei temi centrali per l’evoluzione dell’industria di processo: la modularizzazione degli impianti.
Protagonista incontrastato dell’evento è stato il Module Type Package, lo standard aperto promosso da Profibus & Profinet International, già adottato a livello internazionale nei settori farmaceutico, chimico e alimentare, che consente di costruire sistemi più agili, componibili e riconfigurabili. Il programma ha offerto una panoramica sul ruolo di MTP nella trasformazione dell’indu-
stria 4.0 e 5.0, partendo dall’analisi di mercato condotta da ISPE – che ha messo in luce i trend di digitalizzazione e Pharma 4.0 – fino agli approfondimenti tecnici dei Competence Center italiani e delle aziende partner.
All’evento anche una demo live messa in mostra da GFCC, Centro di Competenza di Consorzio PI Italia basato a Genova: sei PLC e uno
SCADA orchestratore hanno mostrato concretamente il principio cardine dell’MTP, ossia l’interoperabilità e il multivendor. Grazie a questa architettura, moduli intelligenti dotati di proprio controllo possono essere integrati e gestiti da un livello superiore – il Process Orchestration Layer (POL) – in maniera standardizzata e indipendente dal costruttore. Il Consorzio ha ringraziato per il supporto tecnico le aziende che hanno reso possibile la dimostrazione, ovvero Beckhoff, Copadata, Emerson, Saia Burgess, Rockwell Automation, Siemens e Wago. Nel corso della giornata sono stati illustrati i vantaggi introdotti da MTP, come la riduzione dei tempi di ingegnerizzazione, grazie a interfacce standard e integrazione automatizzata che sostituiscono scambi manuali di documentazione. Anche la flessibilità operativa, con sistemi capaci di adattarsi rapidamente alle esigenze produttive e con-
cetto “Plug & Produce” per riconfigurare gli impianti senza complessità aggiuntive. Accelerazione del time-to-market, sfruttando unità pre-automatizzate e pre-testate (PEA - Process Equipment Assembly) che possono essere integrate rapidamente. Interoperabilità garantita, grazie a un’architettura basata su standard aperti come OPC UA e AutomationML, eliminando barriere tra fornitori. E infine riduzione dei rischi di investimento,
assicurando riusabilità e adattabilità strategica degli impianti.
La demo ha inoltre mostrato la possibilità di integrare anche dispositivi non “MTP ready” tramite gateway software, estendendo la flessibilità agli impianti esistenti. Durante le sessioni tecniche, esperti di GISI e dell’altro centro di Competenza di Consorzio CSMT hanno illustrato esempi concreti di implementazione e i benefici per operatori e costruttori di macchine, con testimonianze di aziende già coinvolte in progetti di modularizzazione.
Unità intelligenti integrate in sistemi di orchestrazione di livello superiore
“MTP non è solo uno standard tecnologico, ma un nuovo approccio alla progettazione degli impianti”, ha dichiarato Cristian Sartori, presidente del Consorzio PI Italia, aprendo i lavori. “L’obiettivo è rendere i processi più flessibili, interoperabili e pronti a rispondere a una domanda industriale in continua evoluzione. Con questo evento abbiamo voluto dare un contributo concreto all’innovazione del settore, mostrando esempi reali e valorizzando la collaborazione tra aziende e istituzioni”.
È seguito l’intervento di Raffaella Vaiani, vicepresidente di ISPE (International Society for Pharmaceu-
Il presidente del Consorzio PI Italia Cristian Sartori
Un momento dell’evento
“MTP: flessibilità, interoperabilità e riduzione del time to market per l’industria di processo”, organizzato a settembre dal Consorzio PI
Italia al Grand Visconti Palace
Hotel di Milano
tical Engineering) Italy Affiliate e Ceo di LifeBee: “ISPE è stata la prima associazione a dedicare un gruppo di studio all’MPT. È uno standard che rappresenta una delle soluzioni per le complesse sfide di oggi e per interpretare i cambiamenti in corso, grazie alle sue caratteristiche di scalabilità e flessibilità. La standardizzazione e l’armonizzazione aiutano a gestire i processi”.
“L’MTP è nato dalle esigenze dell’industria farmaceutica, che era alla ricerca di una modalità di gestione a moduli della programmazione dei PLC/DCS”, ha spiegato Alberto Sibono, vicepresidente del Consorzio PI Italia. “Attraverso questo standard il pharma può ridurre gli alti costi di progettazione tipici del settore e facilitare la manutenzione. MTP è stato creato da NAMUR e ZVEI e nel 2021 è stato integrato nel portafoglio delle tecnologie del Consorzio PI International. Quest’ultimo assicurerà, attraverso l’MTP Working Group, lo sviluppo, la standardizzazione, il supporto, i corsi di formazione e la certificazione dei prodotti MTP ready, a garanzia della qualità e conformità di questa tecnologia. L’interoperabilità è uno dei suoi punti più interessanti, perché svincola i sistemi dalla dipendenza da unico fornitore e apre a una logica multivendor. Il fornitore di macchine e il cliente finale possono scegliere tra produttori diversi, con prestazioni adatte alle specifiche richieste, ma tutti i costruttori
dovranno proporre prodotti MTP ready, ovvero capaci di creare file.mtp”. ll Module Type Package è insomma una soluzione moderna per la modularizzazione degli impianti nell’industria di processo. “Esso definisce un’interfaccia per orchestrare e collegare facilmente i moduli ad un sistema di controllo di livello superiore”, ha continuato Sibono. “Il concetto MTP si basa su moduli intelligenti con un proprio sistema di controllo e descrive un’interfaccia tra il controllo del modulo e l’orchestrazione di livello superiore, il cosiddetto Process Orchestration Layer (POL)”. L’MTP è una descrizione del modulo sotto forma di file (.mtp). Esso contiene tutte le informazioni necessarie affinché il POL (l’orchestratore) possa stabilire lo scambio di dati con i moduli attraverso lo standard
di comunicazione OPC UA.
“In pratica, MTP riduce notevolmente lo sforzo di progettazione richiesto per gli impianti modulari e consente di realizzare sistemi flessibili basati sul concetto ‘Plug & Produce’. La produzione modulare favorita da MTP porta a ridurre le spese di ingegneria, il time-to-market e i rischi di investimento, oltre ad incrementare la flessibilità. Le interfacce di automazione standardizzate consentono di integrare rapidamente i moduli di processo nei sistemi”, ha concluso il vicepresidente del Consorzio.
L’MTP è la chiave per l’integrazione automatizzata di unità intelligenti (PEA) in sistemi di orchestrazione di livello superiore (POL). Sui concetti di PEA e POL si è soffermata Micaela Caserza Magro, direttore tecnico di GFCC e GISI: “Una PEA è un’unità automatizzata e largamente autonoma: rappresenta una fase di processo o fornisce infrastrutture all’interno di un impianto modulare. Le PEA sono dunque unità pre-automatizzate e integrabili, progettate per essere inserite senza problemi in sistemi di automazione di livello superiore. Una PEA ha un proprio sistema di automazione
dedicato, con interfacce e informazioni esterne necessarie per la sua integrazione. Le PEA sono progettate per essere sviluppate una sola volta, includendo il loro design fisico, l’interfaccia IT verso sistemi di livello superiore, la logica di controllo e le interfacce uomo-macchina. Il POL è il livello di tecnologia di automazione e informazione responsabile del funzionamento degli impianti modulari. La sua funzione principale è integrare e orchestrare più PEA. Il POL controlla le PEA, ad esempio, nell’esecuzione di una ricetta di produzione. In sostanza, le PEA sono le unità fisiche e autonome che eseguono le operazioni specifiche, il POL è il cervello centrale che le coordina, le monitora e le gestisce, fornendo all’operatore un’interfaccia unificata e coerente per l’intero impianto modulare”.
La connettività delle macchine nel pharma e le convalide anticipate “Macchine, connettività e MTP: l’esperienza di un’azienda leader di costruzione di macchine per il farmaceutico” era il titolo dell’intervento di Marco Bellentani, Product & Validation Manager di MG2. “Eravamo interessati ad adottare un Modulo di interfaccia standardizzato, che è il punto di forza dell’MTP. I vantaggi che abbiamo riscontrato sono: riduzione dei costi e dei tempi di sviluppo del cliente finale; il produttore di macchine evita di sviluppare ogni volta una connessione specifica; maggior flessibilità e ri-uso delle soluzioni già sviluppate; possibilità di pre-validare la connessione a un sistema di supervisione con range di parametri e comandi predefiniti per ridurre l’effort di validazione sul campo”. Concludendo, Bellentani ha sottolineato che “la connettività delle macchine è sempre più
al centro dell’attenzione perché fornisce reali vantaggi ai clienti finali. MTP è un altro abilitatore che ci permette di continuare ad essere all’avanguardia”.
Quanto sia importante per il pharma la convalida “anticipata”, lo ha spiegato bene Pier Luigi Agazzi, Computer System Validation di Ispe Italy Affiliate: “Con MTP si può ridurre lo sforzo in situ fino al 60% per la convalida dei sistemi computerizzati (CSV). La documentazione di specifica e test può essere standardizzata ed essere in larga parte riutilizzata per la convalida CSV, assicurando benefici consistenti anche per i fornitori. I test possono essere in gran parte anticipati presso la sede del fornitore”.
All’ingegner Marco Banti, consigliere di Anipla, il compito di trarre qualche conclusione dai lavori della giornata. “MTP risponde a delle ri-
chieste di efficienza degli impianti digitali, di flessibilità produttiva e rapido time-to-market dei prodotti. I concetti di modularizzazione e di Plug-and-Produce sono applicabili e gestibili in progetti reali. Macchine, strumentazione e moduli di processo (PEA) che si integrano usando MTP sono già disponibili sul mercato, così come le soluzioni di controllo e Tools MTP Compliant per l’automazione dei PEA e dei POL. Le organizzazioni internazionali si stanno orientando verso soluzioni MTP con PEA/POL in quanto percepite come tecnologie abilitanti per nuovi modelli produttivi (Pharma 4.0) e nuovi approcci all’ingegneria (Plug & Produce). MTP offre dunque soluzioni sostenibili per l’automazione e consente di ripagare rapidamente gli investimenti delle aziende che puntano su queste nuove opportunità di transizione digitale”.
Ecco come la robotica sta trasformando la farmaceutica
Il pharma sta vivendo un cambio di passo epocale, grazie alle tecnologie robotiche che riducono i rischi di contaminazione e snelliscono le operazioni complesse. Un processo di adattamento non più frenato, ma anzi favorito dalla stringente normativa.
L’industria farmaceutica e medica è al centro di una trasformazione senza precedenti guidata dalla robotica, che sta facendo passi da gigante verso una maggiore sicurezza e flessibilità nei processi produttivi.
Le tecnologie robotiche, infatti, offrono la possibilità di ridurre sensibilmente i rischi di contaminazione e aumentare la protezione per gli operatori e i lotti di produzione, soprattutto in ambienti controllati.
Il ricorso alla robotica comporta vantaggi significativi: operazioni complesse, come i cambi di formato, diventano più snelle e i robot possono selezionare set di configurazioni preimpostati, apportando modifiche operative in pochi secondi.
La semplicità di interfacciamento e la compatibilità con differenti macchinari consentono una tracciabilità immediata e precisa dei prodotti.
Questo rappresenta un cambiamento rispetto al passato, quando il settore era più lento nell’adottare automazione e robotica a causa delle stringenti regolamentazioni. Tuttavia, la stessa natura regolamentata dell’industria og -
gi ne sta promuovendo un’accelerazione, combinando sempre più l’automazione con la robotica che enfatizza il processo.
L’innovazione di un leader con 40 anni di know how
In questo settore, oggi, fra i player internazionali si distingue Stäubli,
Image courtesy of Steriline
leader mondiale nella robotica per il farmaceutico e medicale con 40 anni di esperienza.
Finora, gli sforzi erano mirati ad aumentare la capacità produttiva. La maggior parte dei robot che vediamo impiegati sono destinati al packaging secondario, nel cui alveo rientra anche l’ispezione dei farmaci. La sfida che ci attende ora invece è quella di un deciso balzo in avanti dal punto di vista della manipolazione del farmaco esposto.
Se nel packaging secondario i robot hanno principalmente il compito di spostare i prodotti da un punto all’altro, in quello primario offrono il valore aggiunto di ridur-
re fortemente il rischio di contaminazione, proprio perché i rischi maggiori derivano dall’uomo che, nonostante gli appositi indumenti, rischia comunque di generare con i movimenti un elevato rilascio di particelle.
Hanno inoltre il vantaggio di poter essere trattati con detergenti e biodecontaminanti. Riducendo l’apporto umano, infine, si riduce il pericolo di contaminazione per l’operatore. Tutto questo si traduce in sicurezza per i lavoratori, maggiore qualità e riduzione dei costi. Le garanzie offerte dalla robotica nel settore farmaceutico tradizionale si applicano anche in quello del biotech.
Evoluzione nel biotech trasformazioni future
Le stesse garanzie offerte dalla robotica nel campo farmaceutico tradizionale si applicano al biotech, dove il rischio di contaminazione è significativamente diminuito e l’automazione facilita la produzione e la raccolta dati. Nel biotech, l’efficienza produttiva è potenziata, con robot che garantiscono una tracciabilità comple -
ta delle operazioni, permettendo interventi correttivi persino in fasi critiche e in tempo reale. Il ricorso alla robotica in questo campo consente l’uso di tecniche di pulizia intense, che sarebbero rischiose per gli operatori se eseguite manualmente.
Guardando avanti, l’obiettivo è sviluppare cicli produttivi completamente chiusi e automatici, limitando drasticamente l’intervento umano nella manipolazione dei farmaci.
Stäubli ha perfezionato i suoi bracci robotici per operare in ambienti asettici con certificazioni GMP di grado A e in camere bianche fino a ISO2, offrendo supporto tanto in isolatori quanto in RABS.
Queste soluzioni robotiche sono progettate per resistere a cicli intensivi di sanificazione utilizzando VHP o alcol isopropilico, con un grado di impermeabilità IP67 e superfici ultralisce per permettere una pulizia profonda dei lotti lavorati. Con l’arrivo della versione aggiornata delle norme GMPvol.4 - Annex 1 in agosto 2023, la robotica ha assunto un ruolo an -
cora più evidente nelle operazioni farmaceutiche con minimo rischio di contaminazione, favorita da una crescita sostanziale del suo impiego nel settore delle Life Sciences.
Il mondo del packaging primario e della produzione di dispositivi medicali in clean-room è in piena evoluzione, ottenendo trasformazioni radicali verso cicli chiu -
si e automatizzati, dove la produzione e l’automazione dei prodotti sono svolte dalle macchine con supervisione di esperti, riducendo al minimo i rischi di contaminazione. La sfida attuale risiede nell’Hygienic Design e nel raggiungere livelli estremi di pulizia in ambienti impegnativi, ulteriore sfida vede l’uso di sistemi autonomi come AGV e AMR sia in aree
non classificate sia in clean-room per la logistica della produzione sterile di farmaci.
Il ruolo dell’uomo nella transizione tecnologica
Nonostante l’espansione tecnologica, è fondamentale dare importanza alle risorse umane. L’innovazione nei sistemi di automazione e robotica deve dialogare con il settore farmaceutico, richiedendo un significativo cambiamento culturale che favorisca l’adozione completa di queste nuove tecnologie. Questa integrazione tecnologica richiede l’acquisizione di competenze altamente specializzate, necessarie per sviluppare soluzioni innovative che rispondano efficacemente alle esigenze e agli obiettivi dei clienti.
Stäubli, con la sua esperienza consolidata continua a rispondere alle sfide robotiche e farmaceutiche, trovando soluzioni efficaci in previsione di scenari e dettagli non inizialmente considerati dai clienti stessi. La linea di robot Stericlean+, per esempio, rappresenta un miglioramento con l’aggiunta di accorgimenti che rispondono alle crescenti esigenze del settore farmaceutico, manifestandosi in un rilascio ridotto di particelle, compatibilità con trattamenti superficiali e resistenza a detergenti e biodecontaminanti aggressivi. Eppure, oltre alla tecnologia, il focus sul valore umano rimane imprescindibile. Gli esperti, grazie alle loro competenze, guideranno il necessario cambiamento culturale per sfruttare appieno le tecnologie avanzate. L’uomo sarà sempre al centro, per comprendere e attuare processi culturali e produttivi, soprattutto in ambienti come quello farmaceutico, dove le normative sono stringenti.
Una linea robotizzata per il riempimento di flaconi
(Image courtesy of Steriline)
L’importanza strategica dell’audit trail
La
registrazione di tutte le attività manuali svolte sui sistemi informatici coinvolti nelle varie fasi del ciclo produttivo farmaceutico assume un’importanza fondamentale ai fini della validazione e dell’integrità dei dati sottoposti agli enti regolatori. Il quadro che sottende alla realizzazione degli audit trail va al momento ricostruito comparando normative diverse. In attesa che giunga a conclusione la revisione dell’Annex 11 delle GMP.
di Filippo Neri
Il tema della digitalizzazione e dell’integrità e sicurezza dei dati è ormai al centro dei processi delle aziende operanti nel settore farmaceutico. Tutti i passaggi lungo l’intero ciclo di vita di un nuovo prodotto, dalle prime fasi di discovery allo sviluppo e sperimentazione clinica, fino alle attività di monitoraggio post-vendita di sicurezza ed efficacia, devono essere sostenute da dati robusti e “incorrutti-
bili”, secondo il concetto dell’integrità dei dati.
L’obiettivo è complesso e richiede che tutti i sistemi computerizzati che gestiscono le varie fasi in cui si articola il processo globale siano validati e conformi ai requisiti richiesti dagli enti regolatori. Nell’ambito produttivo, ad esempio, vengono spesso utilizzati sistemi MES (Manufacturing Execution Systems), in grado di monitorare in modo integrato tutte le operazioni che hanno luogo durante le fasi produttive (dalla semplice pesata al
monitoraggio di temperatura e pressione, solo per fare qualche esempio), generando insight che permettono di ottimizzare molte attività sia a monte che a valle. I dati generati dai sistemi MES possono, ad esempio, venire utilizzati per il riordino just-in-time delle materie prime o per individuare in modo tempestivo problemi che si potrebbero ripercuotere sulla qualità del prodotto, ma anche per tracciare in modo dettagliato e in tempo reale ogni elemento utilizzato per la produzione di un certo lotto. Nel campo delle sperimentazioni cliniche, invece, l’entrata in scena della cartella clinica elettronica facilita la raccolta e analisi dei dati dei pazienti, in questo caso soggetti a regole ancora più stringenti in quanto dati sensibili sullo stato di salute.
Riepiloghiamo di seguito i tratti essenziali del processo di audit trail, requisito richiesto dalle Good Ma-
nufacturing Practices (GMP) e mirato a registrare in ordine cronologico tutte le attività manuali eseguite su un certo sistema informatico. La corretta esecuzione dell’audit trail è un elemento di fondamentale importanza per la verifica e validazione dei sistemi informatici e dell’integrità dei dati, in quanto permette di ricostruire a ritroso la loro intera storia e le attività che hanno dato vita a un certo output finale utilizzato ai fini regolatori. L’audit trail è anche uno strumento essenziale all’interno del sistema qualità aziendale, in quanto permette la corretta tracciatura di tutte le operazioni, a garanzia della qualità, sicurezza ed efficacia del prodotto finale.
Cosa dice l’Annex 11 alle GMP Nell’Unione europea, il riferimento normativo essenziale per l’audit trail è ancora l’Annex 11 alle GMP relati-
vo ai sistemi computerizzati [1], che risale al 2011. Un’epoca nella quale non si era ancora assistito all’impetuoso processo di digitalizzazione delle attività d’impresa tipico degli ultimi anni: l’Annex 11, infatti, è molto stringato nella descrizione dei requisiti richiesti per la qualifica e validazione dei sistemi computerizzati utilizzati come parte di attività regolate secondo GMP, compresi quelli in materia di audit trail.
Le indicazioni in merito si riducono alle poche righe del paragrafo 9, che indica come il sistema computerizzato dovrebbe includere un registro di tutte le modifiche e cancellazioni rilevanti ai fini GMP, comprese le ragioni che le hanno determinate. L’audit trail dovrebbe essere sempre disponibile e convertibile in una forma comprensibile, ed essere regolarmente rivisto. Come non è difficile comprendere, si tratta di una formulazione molto vaga dei requisiti a cui le aziende sono chiamate a rispondere, che nel corso degli anni ha dato luogo anche a molti problemi interpretativi e applicativi.
Per avere un quadro più completo e dettagliato della questione è allora necessario mettere insieme i vari pezzi del puzzle, confrontando e integrando ciò che viene detto in tema audit trail all’interno di vari documenti regolatori.
Qualche indicazione in più la troviamo, ad esempio, al paragrafo 4.9 del capitolo 4 delle GMP, relativo alla documentazione [2]. Viene qui indicato che “ogni modifica apportata a una voce di un documento dovrebbe essere firmata e datata”, dettagliando anche la ragione che l’ha determinata ove appropriato. Dovrebbe anche essere prevista la possibilità di continuare ad accedere anche all’informazione originale, prima della modifica. Le Questions & Answers sull’Annex 11 delle GMP pubblicate da EMA sul suo
sito [3] specificano anche, alla Q&A n. 10, che, ove il sistema non fosse in grado di generare stampe che indichino se i dati siano stati modificati rispetto all’inserimento iniziale, può venire considerato accettabile ai fini regolatori produrre una procedura che descriva come generare una stampa del rapporto di audit trail e come quest’ultimo debba essere allegato manualmente al rapporto di rilascio del lotto. Si parla quindi ancora di documentazione cartacea, qualcosa che ormai è destinato sempre più a scomparire alla luce della digitalizzazione dei processi.
Il Concept paper per la revisione dell’Annex 11
Per fortuna, le stesse autorità regolatorie hanno compreso che le scarne informazioni sull’audit trail fornite dall’Annex 11 non sono in realtà sufficienti a chiarire come condurre molte delle attività necessarie alla sua convalida.
Si arriva così a settembre 2022, quando è stato pubblicato un concept paper sulla revisione dell’Annex 11 [4] realizzato congiuntamente dall’Agenzia europea dei medicinali e dalle autorità internazionali facenti parte dello Schema PIC/S (Pharmaceutical Inspection Co-operation Scheme). Per il momento, la procedura di revisione si è apparentemente fermata alla chiusura della fase di consultazione pubblica, a gennaio 2023. Una volta finalizzato, il documento dovrebbe andare a sostituire alcune parti delle Q&A EMA sull’Annex 11 e sulla data integrity, oltre che includere requisiti aggiuntivi per i “dati in movimento” e quelli “a riposo”, con riferimento alle procedure di backup, archiviazione e cancellazione dei dati. Per quanto riguarda il backup, ad esempio, l’indicazione è che dovrebbe es-
sere possibile ottenere un completo audit trail in formato elettronico, mentre potrebbe venire riconsiderata la possibilità di stampare i dati in cartaceo.
Il concept paper espande notevolmente i contenuti del succitato paragrafo 9 dell’Annex 11, riconoscendo che lo scopo e il concetto stesso di audit trail fosse stato descrit-
stemi critici dal punto di vista GMP, inoltre, dovrebbe venire resa obbligatoria e non più solo una possibilità da valutare sulla base dell’analisi del rischio. Il livello di dettaglio nella cattura dei dati (in tempo reale) dovrebbe essere sufficiente a fornire una descrizione accurata e precisa degli eventi occorsi.
Tra le indicazioni per la possibile
to in modo inadeguato. Viene meglio specificato che il processo dovrebbe focalizzarsi sulla revisione dell’integrità delle modifiche eseguite manualmente sul sistema, comprensiva delle ragioni che le hanno determinate. Attenzione andrebbe data anche al fatto che le modifiche siano state effettuate da utenti non usuali, in giorni o orari non usuali. La logica conseguenza è che l’audit trail dovrebbe sempre identificare chi ha fatto la modifica e quando, cosa è stato modificato e perché, rendendo visibili sia i valori originali che quelli nuovi.
La registrazione automatica di tutte le interazioni manuali con i si-
revisione dell’Annex 11 vi è anche quella circa l’impossibilità di modificare i dati o di deattivare la funzionalità stessa dell’audit trail, anche a livello di utenti privilegiati del sistema. Dovrebbe applicarsi, piuttosto, il concetto di “segregazione dei doveri”, con eventuale possibilità di accesso a tali funzionalità solo per l’amministratore del sistema, che non dovrebbe però essere coinvolto in attività di produzione GMP o nella quotidiana operatività del sistema stesso.
Le frequenze con cui condurre l’audit trail dovrebbero venire meglio specificate all’interno di apposite linee guida. Nel caso di parametri critici
(ad esempio relativi ai processi di filling asettico), inoltre, le revisioni dell’audit trail dovrebbero entrare a far parte della documentazione di rilascio del lotto, secondo un approccio basato sul rischio. Il concept paper sottolinea anche come in molti casi i sistemi computerizzati diano luogo a molti allarmi e dati sugli eventi che possono creare confusione con le voci dell’audit trail. Quest’ultimo dovrebbe quindi essere riferito in modo chiaro unicamente alla revisione delle interazioni manuali col sistema e dovrebbe venire tenuto separato dai registri di log, dalle conferme e dalle revisioni degli allarmi e degli eventi.
Audit trail e sperimentazioni
cliniche
Una prima revisione del concetto di audit trail in ambito europeo si è avuta all’interno della linea guida EMA sui sistemi computerizzati e
i sistemi elettronici utilizzati negli studi clinici [4]. La definizione audit trail è stata aggiornata con riferimento a un record elettronico generato dal computer e comprensivo di data e ora, che permetta la ricostruzione degli eventi che hanno portato alla creazione, modifica o cancellazione di record elettronici. I requisiti per la conduzione degli audit trail sono approfonditi nel paragrafo 6.2 della linea guida, dove viene sottolineata la loro importanza per garantire la tracciabilità di modifiche apportate ai dati. La linea guida ha fatto proprie alcune delle indicazioni viste per il concept paper, tra cui ad esempio la possibilità per i soli amministratori del sistema di apportare modifiche all’audit trail, modifiche che devono comunque venire registrate all’interno di un apposito log file.
Tra le altre principali indicazioni che differiscono da quanto detto fin qui,
viene specificato che gli audit trail devono essere disponibili in un formato leggibile dall’uomo e conservati all’interno dello stesso sistema computerizzato. I dati relativi agli audit trail, come pure tutte le altre fonti di dati elettronici, dovrebbero essere direttamente accessibili da varie figure, tra cui gli stessi sperimentatori, i monitor, gli auditor e gli ispettori, sempre rispettando la riservatezza sulle identità dei soggetti partecipati ai trial.
Dovrebbe anche essere possibile esportare in modo dinamico i dati per poter verificare la presenza di pattern ricorrenti o elementi di preoccupazione a livello dei siti che partecipano alla sperimentazione. In tal senso, si rende necessario tracciare la generazione ed esportazione di estratti dei dati a fini di analisi statistica e reporting interno. Tutte le modifiche devono venire registrate a livello del singolo campo interessato, non di pagina. Viene anche specificata la necessità di una procedura da utilizzare nel momento in cui si realizzi di aver fatto degli errori nell’immissione dei dati nel sistema, al fine di correggerli. La revisione degli audit trail basata sul rischio, infine, dovrebbe prevedere procedure specifiche e focalizzarsi sui dati critici.
Le indicazioni di FDA e PIC/S
Negli Stati Uniti, il riferimento normativo per la conduzione dell’audit trail in ambito farmaceutico è contenuto nel CFR 21 Part 11 sui sistemi elettronici e le firme elettroniche [6]. In particolare, il capitolo 11.10 descrive i controlli per i sistemi elettronici chiusi, che devono essere finalizzati a garantire l’autenticità, integrità e (ove appropriato) confidenzialità dei dati, assicurando che chi li ha firmati non possa ripudiare la registrazione come non autentica. Il punto (e) replica in buona parte le indica-
zioni già viste per l’Europa, con l’aggiunta che la documentazione sull’audit trail dovrebbe venire conservata per un periodo almeno equivalente a quello richiesto per i dati elettronici oggetto delle registrazioni. Tale documentazione dovrebbe inoltre venire resa disponibile alla Food & Drug Administration per verifiche e copie. Il punto (k.2) aggiunge anche la necessità di disporre di procedure di revisione e controllo delle modifiche atte a garantire che l’audit trail documenti effettivamente lo sviluppo sequenziale nel tempo della documentazione di sistema e delle modifiche a cui è andata soggetta. Un altro riferimento che fornisce indicazioni aggiuntive a completamento del quadro per l’esecuzione degli audit trail è rappresentato dalla linea guida PIC/S PI 041-1 [7] sulla gestione e l’integrità dei dati in ambienti GMP/GDP, che offre al paragrafo 9.6 una discussione dettagliata delle aspettative e dei possibili rischi in cui le aziende potreb-
bero incorrere ove non soddisfino i requisiti per l’audit trail. Significativa appare essere, in questo senso, l’indicazione che l’attenzione a questo tipo di procedura dovrebbe partire fin dall’acquisito dei nuovi sistemi computerizzati, che dovrebbero sempre includere la funzionalità di audit trail. Anche i sistemi già in essere dovrebbero venire aggiornati a questo riguardo. La corretta funzionalità dell’audit trail, inoltre, dovrebbe entrare a far parte della convalida del sistema computerizzato e rispettare i principi ALCOA+ (Attributable, Legible, Contemporaneous, Original, Accurate + Complete, Consistent, Enduring, and Available) per l’integrità dei dati. La comprensione del corretto significato degli audit trail si dovrebbe associare alla valutazione dei singoli audit condotti durante la qualifica dei sistemi, con l’obiettivo di valutarne meglio la rilevanza rispetto alle GMP/GDP e di determinare la frequenza di revisione. Dovrebbe
Riferimenti bibliografici
[1] Commissione europea, Volume 4 Good Manufacturing Practice. Medicinal Products for Human and Veterinary Use. Annex 11: Computerised Systems, SANCO/C8/AM/sl/ ares(2010)1064599, https://health.ec.europa.eu/system/files/2016-11/annex11_01-2011_en_0.pdf
[2] Commissione europea, Volume 4 Good Manufacturing Practice. Medicinal Products for Human and Veterinary Use. Chapter 4: Documentation, SANCO/C8/AM/sl/ares(2010)1064587, https://health.ec.europa.eu/document/ download/104b3eb8-81a7-4858-9419-cb06562adb66_ en?filename=chapter4_01-2011_en.pdf
[3] EMA, EU GMP guide annexes: Supplementary requirements: Annex 11: Computerised systems, https://www. ema.europa.eu/en/human-regulatory-overview/research-development/compliance-research-development/good-manufacturing-practice/guidance-good-manufacturing-practice-good-distribution-practice-questions-answers (accesso del 24 aprile 2025)
anche essere prevista una registrazione a inserimento automatico ove venga permesso al personale amministrativo di deattivare, distruggere o modificare la funzionalità di registro delle interazioni con il sistema. Con riferimento alle operazioni critiche, la revisione dell’audit trail dovrebbe avere luogo in modo indipendente prima di quella relativa a tutta l’altra documentazione ad esse relativa e prima del completamento del batch release. Le revisioni degli audit trail, anche quelli non critici, dovrebbero impegnare il personale del reparto interessato, con verifica da parte della funzione Qualità ove opportuno, come ad esempio nelle auto-ispezioni o nelle attività d’indagine. Il documento PIC/S sottolinea anche come non si debba confondere l’audit trail con le modifiche che si possono rendere necessarie a livello di controllo del sistema, che devono essere comunque controllate e approvate secondo i requisiti del sistema di qualità farmaceutica.
[4] EMA, PIC/S, Concept Paper on the revision of Annex 11 of the guidelines on Good Manufacturing Practice for medicinal products – Computerised Systems, EMA/INS/GMP/778340/2022, 19 settembre 2022, https://www.ema.europa.eu/en/documents/regulatory-procedural-guideline/ concept-paper-revision-annex-11-guidelines-good-manufacturing-practice-medicinal-products-computerised-systems_en.pdf
[5] EMA, Guideline on computerised systems and electronic data in clinical trials, EMA/INS/GCP/112288/2023, 9 March 2023, https://www.ema.europa.eu/en/documents/regulatory-procedural-guideline/guideline-computerised-systems-and-electronic-data-clinical-trials_en.pdf
[6] FDA, Guidance for Industry Part 11, Electronic Records; Electronic Signatures, https://www.ecfr.gov/current/title-21/chapter-I/subchapter-A/part-11 (accesso del 24 aprile 2025)
[7] PIC/S, Good practices for data management and integrity in regulated GMP/GDP environments, PI 041-1, 1 July 2021, https://picscheme.org/docview/4234
In questo numero abbiamo parlato di…
In nero sono indicate le inserzioni pubblicitarie:
ITECO ........................................................................25, 56 ITS ACADEMY GIULIO NATTA ...............................................44
Le rubriche e le notizie sono a cura della redazione. È vietata la riproduzione, anche parziale, di testi, fotografie e disegni senza autorizzazione scritta.
Estero: spedizione ordinaria € 60,00, spedizione prioritaria Europa € 70,00
Spedizione prioritaria Africa, America, Asia € 85,00
Spedizione prioritaria Oceania € 100,00
Una copia: € 10,00
L’Iva sugli abbonamenti nonché sulla vendita dei fascicoli separati è assolta dall’editore ai sensi dell’art. 74 primo comma lettera C del 26/10/72 n. 633 e successive modificazioni e integrazioni. Pertanto non può essere rilasciata fattura.
Registrazione Tribunale di Milano n. 259 in data 07/05/2010 - Iscrizione al ROC nr. 19882
Direttore Responsabile: Simone Ghioldi
Finito di stampare il 20/10/2025 presso Litogi, Milano
Informativa ai sensi dell’art. 13 d. leg. 196/2003. I dati sono trattati, con modalità anche informatiche, per l’invio della rivista e per svolgere le attività a ciò connesse. Titolare del trattamento è Interprogetti Editori S.r.l. - via Maggiolino 34F - 23849 Rogeno (LC). Le categorie di soggetti incaricati al trattamento dei dati per le finalità suddette sono gli addetti alla registrazione, modifica, elaborazione dati e loro stampa, al confezionamento e spedizione delle riviste, al call center, alla gestione amministrativa e contabile. Ai sensi dell’art. 7 d. leg. 196/2003 è possibile esercitare i relativi diritti tra cui consultare, modificare, aggiornare e controllare i dati, nonché richiedere elenco completo ed aggiornato, rivolgendosi al titolare al suddetto indirizzo. Informativa dell’editore al pubblico ai sensi del decreto legislativo 30 giugno 2003, n° 196 e dell’art. 2 comma 2 del Codice deontologico relativo al trattamento dei dati personali nell’esercizio dell’attività giornalistica. Interprogetti Editori - titolare del trattamento - rende noto che presso i propri locali siti in Rogeno (LC) vengono conservati gli archivi personali e di immagini fotografiche cui i giornalisti, praticanti e pubblicisti e altri soggetti (che occasionalmente redigono articoli o saggi) che collaborano con il predetto titolare attingono nello svolgimento della propria attività giornalistica per le finalità di informazione connesse allo svolgimento della stessa.
I soggetti che possono conoscere i predetti dati sono esclusivamente i predetti professionisti, nonché gli addetti preposti alla stampa ed alla realizzazione editoriale della testata. Ai sensi dell’art. 7 d. lgs. 196/2003 si possono esercitare i relativi diritti, tra cui consultare, modificare, cancellare i dati od opporsi al loro utilizzo, rivolgendosi al predetto titolare. Si ricorda che, ai sensi dell’art. 138 d. lgs. 196/2003, non è esercitabile il diritto di conoscere l’origine dei dati personali ai sensi dell’art. 7, comma 2, lettera a), d. lgs. 196/2003, in virtù delle norme sul segreto professionale, limitatamente alla fonte della notizia.