


• At RYER, all our feedstocks are manufactured to the highest level of quality, with excellent batch-to-batch repeatability.
• RYER is the ONLY commercially available feedstock manufacturer to offer all five debind methods.
• RYER offers the largest material selections of any commercially available feedstock manufacturer.
• RYER offers technical support for feedstock selection, injection molding, debinding and sintering.
• A direct replacement for all current commercially available catalytic debind feedstocks
• Improved flow
• Stronger green and brown parts
• More materials available and better surface finish
• Custom scale-up factors available
• Faster cycle times
• 65°C / 150°F mold temperature
• Water Debind
• Custom scale-up factors available
• Large selection of available materials

• Solvent, Super Critical Fluid Extraction (SFE) or Thermal Debind methods
• Hundreds of materials available
• Custom scale-up factors available
Publisher & Editorial Offices
Inovar Communications Ltd
11 Park Plaza
Battlefield Enterprise Park
Shrewsbury SY1 3AF
United Kingdom
Tel: +44 (0)1743 469909 www.pim-international.com
Managing Director & Editor
Nick Williams, nick@inovar-communications.com
Group News Editor & Director
Paul Whittaker, paul@inovar-communications.com
Advertising Sales Director
Jon Craxford Tel: +44 (0)207 1939 749 jon@inovar-communications.com
Features Editor
Emma Lawn, emma@inovar-communications.com
News Editor
Amelia Gregory, amelia@inovar-communications.com
Assistant News Editor Charlie Hopson-VandenBos charlie@inovar-communications.com
Marketing Lead
Mulltisa Moung, mulltisa@inovar-communications.com
Production Manager
Hugo Ribeiro, hugo@inovar-communications.com
Operations & Partnerships Manager Merryl Le Roux, merryl@inovar-communications.com
Office & Accounts Manager
Jo Sheffield, jo@inovar-communications.com
Technical Consultant
Dr Martin McMahon
Consulting Editors
Prof Randall M German
Former Professor of Mechanical Engineering, San Diego State University, USA
Dr Yoshiyuki Kato
Kato Professional Engineer Office, Yokohama, Japan
Professor Dr Frank Petzoldt
Ingenieurbüro Dr. Petzoldt, Geestland, Germany
Dr David Whittaker
DWA Consulting, Wolverhampton, UK
Bernard Williams Consultant, Shrewsbury, UK
Subscriptions
PIM International is published on a quarterly basis as either a free digital publication or via a paid print subscription. The annual print subscription charge for four issues is £150 including shipping.
Accuracy of contents
Whilst every effort has been made to ensure the accuracy of the information in this publication, the publisher accepts no responsibility for errors or omissions or for any consequences arising there from. Inovar Communications Ltd cannot be held responsible for views or claims expressed by contributors or advertisers, which are not necessarily those of the publisher.
Advertisements
Although all advertising material is expected to conform to ethical standards, inclusion in this publication does not constitute a guarantee or endorsement of the quality or value of such product or of the claims made by its manufacturer.
Reproduction, storage and usage
Single photocopies of articles may be made for personal use in accordance with national copyright laws. All rights reserved. Except as outlined above, no part of this publication may be reproduced or transmitted in any form or by any means, electronic, photocopying or otherwise, without prior permission of the publisher and copyright owner.
Design and production
Inovar Communications Ltd.
ISSN: 1753-1497 (PRINT)
ISSN: 2055-6667 (ONLINE)
© 2026 Inovar Communications Ltd.



A year ago, in my editorial for the Spring 2025 issue of PIM International, I wrote about the long-standing role of Metal Injection Moulding in the production of firearms worldwide, and the relative reluctance of some in Europe’s MIM industry to openly discuss its involvement in the sector.
Since then, the geopolitical landscape has shifted further and faster than many expected. Europe’s deteriorating security environment, combined with a changing transatlantic dynamic, has accelerated spending and investment in European defence manufacturing capability. The question now is how quickly Europe’s industrial base can respond.
This issue opens with two news stories that illustrate the breadth of MIM’s relevance to Europe’s industrial landscape. Bosch has reported the milestone of one billion MIM components produced at its Immenstadt facility since 2006, a measure of the technology’s proven industrial scale. In the second, AFT-Hungary reports rapidly accelerating demand for firearms components, driven by rising defence budgets and NATO-related procurement.
As automotive demand weakens, the strategic importance of defence manufacturing is becoming harder to ignore. MIM’s proven ability to produce complex metal components in high volumes positions the technology as an increasingly significant contributor to Europe’s evolving defence manufacturing capability.
Nick Williams Managing Editor

Cover image
A view inside Bosch’s Immenstadt Metal Injection Moulding operation (Courtesy Bosch)






63 Industrialising titanium: MTIG’s strategy for scalable, costcompetitive precision MIM and AM
Located at the heart of South Korea’s advanced manufacturing ecosystem, MTIG represents a new model for titanium industrialisation that goes far beyond conventional MIM-Ti parts production. By vertically integrating proprietary HydrideDehydride (HDH) powder production, Metal Injection Moulding, and Additive Manufacturing, MTIG delivers costcompetitive, high-precision titanium at scale.
In this article, Professor Dr Jai-Sung Lee interviews MTIG’s founder and CEO, Dr Ji-Hwan Park, to explore the technologies, vision, and full-cycle innovation that set MTIG apart within the global MIM industry. >>>


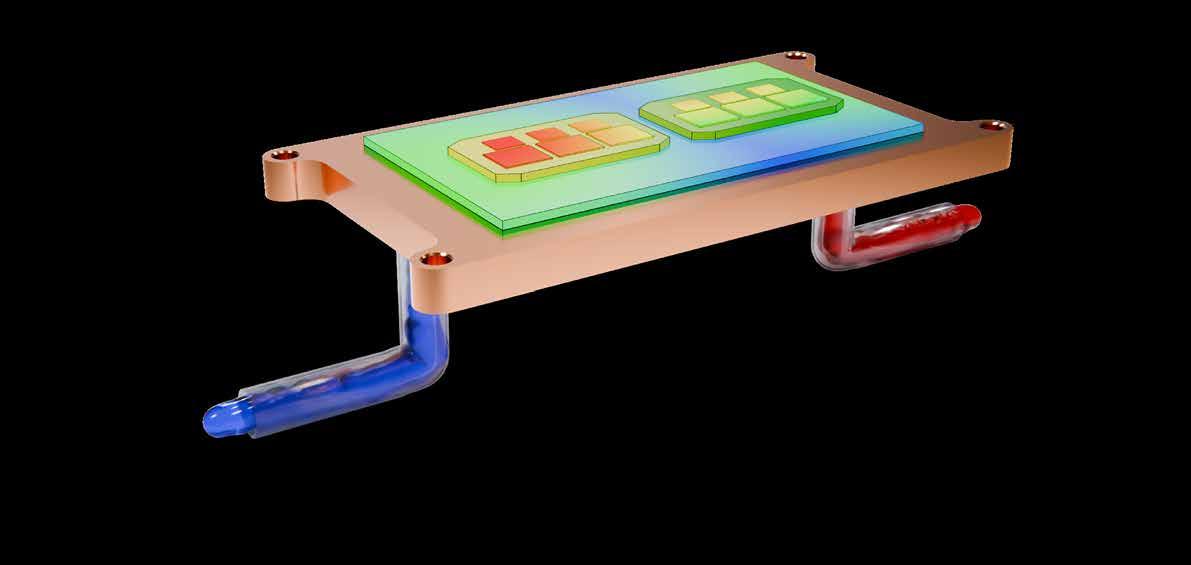
73 Cooling the limits of power electronics: An integrated approach for e-mobility and AI hardware with copper MIM
As power density continues to rise in applications ranging from e-mobility to AI hardware, thermal management is increasingly defining the performance limits of power electronics. Conventional cooling concepts are struggling to keep pace, making systemlevel optimisation essential.
This article presents a coordinated approach to substrate design, high-current interconnection and advanced copper cooling enabled by Metal Injection Moulding, developed jointly by Schweizer Electronic AG, Schunk Sonosystems GmbH and Schunk Sintermetalltechnik GmbH, and authored by Marvin Luceri, Thorsten Klein and Tim Hanika. >>>


Discover our latest and highly versatile tool steel powder Osprey® MAR 55. This new alloy bridges the gap between maraging steels and tool steels. With Osprey® MAR 55 you no longer have to choose between good weldability of carbon-free maraging steels and the strength and high wear resistance of carbon-bearing steels. Also, Osprey® MAR 55 gives you good mechanical properties and wear resistance already in the as-built condition.
Now available via Osprey® Online.
83 Removing the bottleneck: Automating depowdering for scalable Binder Jetting
Binder Jetting (BJT) continues to attract intense interest as manufacturers search for faster, more economical routes to serial metal part production. Yet despite impressive build speeds and design flexibility, many remain sceptical about Binder Jetting’s readiness for true industrial scale. The bottleneck lies not only in the build process, but in what happens next. Depowdering, still largely manual and labour-intensive, threatens throughput, consistency and safety.
In this article, Lea Reineke of Fraunhofer IFAM and Florian Richter from IPH Hannover explain how the QualiJet project aims to change that. >>>
91 Extending the limits of Ceramic Injection Moulding: Thick-section processing with water-extractable binder
Water-based debinding in Ceramic Injection Moulding (CIM) is widely adopted for its safety and environmental advantages over solvent or catalytic systems. However, conventional water-soluble binders limit processing when fine powders and thick cross sections coincide, as slow extraction can cause residual binder, blistering and cracking during thermal steps. By optimising binder chemistry, thick-walled (>5 mm) components can be processed defect-free, even with ultrafine powders.
Dr Rafael Olivera Silva of EnCeram explains how this approach expands the reliable CIM process window. >>>

The PIM International newsletter is sent to several thousand industry professionals worldwide. Register today to ensure you benefit from reading the latest industry news and advances in Metal Injection Moulding, Ceramic Injection Moulding and sinter-based AM technologies.
www.pim-international.com/e-newsletter


99 Sinter-based Additive Manufacturing technologies in focus at ASTM’s ICAM 2025 conference
Building on the previous ASTM ICAM 2024 review, Dr Animesh Bose highlights a selected set of ICAM 2025 presentations from the Value Chain track on sinter-based Additive Manufacturing. The 2025 sessions placed less emphasis on introducing new platforms and more on the practical requirements for industrial adoption –feedstock control, debinding and sintering optimisation, distortion and microstructure management, and qualification-relevant process monitoring across the powder-topart workflow.
This review captures how these priorities are shaping the track’s growing maturity and relevance for the Powder Metallurgy community.




> nick@inovar-communications.com
• Be visible: Ask about advertising opportunities > jon@inovar-communications.com
• Stay connected: Follow us on LinkedIn > www.linkedin.com/company/ piminternationalmagazine





Robert Bosch GmbH has achieved a significant milestone at its manufacturing facility in Immenstadt im Allgäu, Germany. The company reports that, since the start of series production in 2006, one billion components have been manufactured at the site via Metal Injection Moulding.
Markus Gorbach, Production Department Manager at Bosch, stated, “MIM combines the precision of plastic injection moulding with the strength of metal components. It is a technology that has opened up new possibilities for producing highvolume, precision parts that would be difficult to produce with conventional methods due to their complex geometries. With a single shot into an injection mould and the subsequent processing chain, extremely precise components are created for the most demanding applications – this is the unique advantage of MIM.”
Commenting on Bosch’s Immenstadt operation, Rainer Gumpinger, Manufacturing Engineering and Operations, Power Solutions, told PIM International , “We produce our feedstock entirely in-house. This is a key element of maintaining our quality standards. Our customer complaint rate is extremely low – truly best in class.”
Gumpinger also pointed to downstream processing and inspection as differentiators, stating, “What sets us apart are our in-house hardening

processes, where we consistently achieve superior hardness levels and microstructures. Additionally, our visual inspection is fully automated.”
Discussing materials selection and sintering strategy, Gumpinger explained, “We process a broad range of alloys, from Bosch-patented stainless steels to soft magnetic materials, tool steels, and other standard MIM alloys. Similar to most high-volume MIM manufacturers –nothing too exotic.”
“Our components achieve the best results with batch sintering; continuous furnaces are more challenging to control at the precision levels required. Still, we look into that for some new projects.”
Depending on component requirements, targeted post-processing steps are undertaken, including diffusion annealing, coining, hardening, grinding, finishing and automated visual inspection. Gumpinger said, “We also operate an in-house tool shop (tool engineering and manufacturing), which is standard practice in the industry.”
High-volume application insight: the multi-hole valve for gasoline direct injection (GDI)
The application areas for MIM at Bosch include the automotive, consumer goods, industrial technology and medical technology sectors. A key example is the multi-


hole valve (MLV), which Bosch says accounts for a significant proportion of the MIM components manufactured. The valve is used in gasoline direct injection systems. According to Bosch, the component withstands pressures up to 500 bar and supports clean, efficient fuel combustion.
Gumpinger described the MLV as “a very small but highly complex component with multiple integrated functionalities.” He added, “The part’s weight is below 1 g, and for the sealing area, we reliably achieve tolerances of approximately 1 µm, enabled by several proprietary in-house processes.”
Bosch positions MIM as a long-term part of its manufacturing strategy. While the internal combustion engine (ICE) is undergoing structural change in some regions, the company expects demand for gasoline direct injection components to persist in markets such as Asia, Africa, South America and Australia beyond 2035.
At the same time, Bosch says it is expanding MIM into non-ICE programmes through both internal development and external projects. Current developments and pilot phases cited by the company
include components for braking systems, parts for hydrogen technology, precision instruments in the medical sector and tools made from high-strength materials. Gorbach said, “We are investing specifically in future-oriented technologies and new markets to remain successful at the location in the long term.”
Notably, the company is expanding its offering as a MIM parts supplier to third parties, leveraging expertise developed over nearly two decades of production. Gorbach stated, “The majority of our MIM components are supplied within Bosch. However, we are increasingly focusing on external customers to further diversify our business.”
Binder Jetting for prototypes and selected series parts
Alongside MIM, Bosch also highlighted Additive Manufacturing routes for speed and selected series production. “For prototypes, we offer fast-turn capability through AM technologies including Binder Jetting and Vat Photopolymerisation (VPP). As well as prototype parts, these can also be used for prototype tooling,” Gorbach said.
Beyond prototyping, Gumpinger added, “We also manufacture selected series parts – both for internal Bosch applications and external customers – using Binder Jetting. We use machines from Digital Metal, now part of Markforged, which are still among the most capable available – true workhorses that deliver the highest quality components.”
Achieving one billion MIM components at Bosch’s Immenstadt site illustrates the industrial maturity and scalability of Metal Injection Moulding. Bosch says this reflects its ability to manage complex process chains for highvolume, technically demanding applications, while expanding into additional application areas and markets.
www.bosch.com





AFT-Hungary, part of ARC Group Worldwide, has reported significant growth in demand for firearm components produced by Metal Injection Moulding, driven by rising defence investment across Europe and increasing geopolitical pressures globally. According to Ádám Kurusa, General Manager of AFT-Hungary, the current security environment has led to renewed focus on domestic defence production capacity, particularly within Hungary.
“Due to the current geopolitical situation in Europe and beyond, the firearms market has seen a remarkable increase in volume,” stated Kurusa. “Many countries are strengthening their domestic defence capabilities and production capacity. Hungary is one of those countries, and we have seen a greater national focus on developing local firearms manufacturing capability.”
Kurusa said the company has been involved in supporting local firearms manufacturing develop -
ment through MIM. “While Hungary has had some domestic firearms production, this issue has received a greater focus lately,” he said. “AFT had been part of that development cycle to help Hungarian firearms establish a base using the Metal Injection Moulding process.”
“The Metal Injection Moulding process can be used for parts in medium to high volumes – above 20,000 pieces per year – with complex designs and using low alloy steel and stainless steel,” Kurusa explained. “Our previous experience in this industry has given us strong leverage in helping to establish a domestic base for MIM firearm components.”
Among the components being produced are triggers, hammers, safeties and magazine releases. These are typically manufactured from 4140 low-alloy steel and subsequently heat-treated. Protective surface treatments such as black oxide, black phosphate or QPQ coatings are applied to provide corrosion resistance and durability in service conditions.

European expansion and NATOrelated growth
AFT-Hungary also reported increased activity with European customers, which it linked to NATO procurement requirements and rising defence budgets. “Moving into Europe, we have seen demand for MIM firearms components with other European customers due to the fact that AFT is NATO certified and these parts can go to the militaries inside Europe,” Kurusa said.
“As NATO countries are increasing their defence spending, we have nearly doubled the amount of part numbers with a current customer, and their volume has increased fivefold,” he added. “Even non-NATO customers have shown an increase, as we went from three part numbers with a customer to over twenty.”
Kurusa noted that the newer programmes are increasingly focused on rifle components, explaining that customers have “invested in upgrades from single cavity tooling to multi cavity tooling to cover the new demand.”
Middle East demand and optics components
Beyond Europe, AFT-Hungary also pointed to growth in the Middle East. “In regions beyond Europe to the Middle East, there have also been increases in the demand for MIM parts in the firearms industry for both optics and the firearms components themselves,” Kurusa said. “The Middle East is ramping up its demand for parts, and we have seen a renewed interest in using parts that take advantage of the Metal Injection Moulding technology for defence components.”
Optics components, the company notes, frequently utilise 17-4 stainless steel, combined with heat treatment and QPQ coating to deliver the required strength and corrosion resistance for field use.
Despite the growth opportunities, manufacturing firearm compo -
nents via MIM presents specific technical challenges. “Regardless of the region in which the parts are produced, they all present the same set of issues,” said Alan Bird, Engineering Manager at AFT-Hungary. “The parts have complex geometry with many thin sections and strict hole position tolerances that do not lend themselves well to the geometrical variation that comes from the MIM sintering process.”
“While firearms parts rely more on functional gauging than other parts for the MIM market, they still require correct and agreedupon measuring techniques,” he continued, “to make sure that the customer is aligned with how the parts will assemble correctly.”
He added that sintering staging and tray design are critical for numerous components. “Many internal components do not have flat and easy-to-establish sintering surfaces for the parts, so these need custom sintering trays.”
“One example had a tray design go through thirteen iterations,” Bird added, “before ultimately achieving the required angle in the part to meet specification.”
“Going forward, MIM parts are making inroads into the European firearms market and beyond,” Kurusa said. “Increasingly complex geometries, variation in base metals, heat treatments, post-sintering and coating options make MIM a process that is well tailored to this growing market.”
www.arcw.hu
The 18 th China International Powder Metallurgy and Cemented Carbide Exhibition (PM China 2026) is scheduled to take place at the National Exhibition and Convention Center in Shanghai from March 24-26, 2026.
The three-day event is expected to host over 1,000 exhibitors with over 80,000 visitors.
PM China 2026 will be co-located with The 18 th China International Exhibition for Advanced Ceramics (IACE CHINA); 2026 Shanghai International Coil, Transformer, Inductor, Motor and Magnetic Materials Exhibition (MMIC CHINA);
2026 Shanghai International Exhibition for Additive Manufacturing Application Technology (AM CHINA) and 2026 Shanghai International Exhibition for Powder Processing and Handling (POWDEX CHINA).
In addition to representatives from Powder Metallurgy, cemented carbide and Metal Injection Moulding sectors, visitors are anticipated from a range of industries, including electronics, communications, aviation, automotive, medical, chemicals, machinery, defence, consumer goods, and investment.
en.pmexchina.com

Partner with the leader in industrial DLP Sub-Systems
The UV imaging copilot for your next breakthrough
Co-engineering from day one
Support from prototype to industrial-scale systems
Custom, tailor-made optics with own production
From small-batch to mass production - high repeatability
Cobra Golf, headquartered in Carlsbad, California, USA, has launched a new putter range to replace its Vintage putter series.
Constructed via Metal Injection Moulding, the new line allows Cobra’s designers to produce complex shapes with much tighter tolerances than standard manufacturing methods.
Each putter in the MIM family features Cobra’s next-generation Pebax face insert, which the company has stated is now firmer and more

durable for improved responsiveness and long-term performance. Made from a lightweight thermoplastic elastomer, the Pebax insert is designed to redistribute mass away from the face to increase moment of inertia (MOI). This reportedly delivers greater stability and forgiveness on off-centre strikes while maintaining a soft feel.

For roll performance, the MIM putter family incorporates LA GOLF’s Descending Loft Technology (DLT). With lofts that progress from 4°,

Tube Investments of India Ltd (TII), part of the Murugappa Group, has announced its entry into Metal Injection Moulding through definitive agreements to acquire an 87% equity stake in Orange Koi Private Limited. The acquisition will be completed in one or more tranches for a total sum of up to approximately $8.05 million, via a combination of primary capital infusion and secondary share purchases.
The move marks TII’s expansion into precision manufacturing technologies and is said to be aligned with its long-term diversification plans.
Mukesh Ahuja, Managing Director of TII, shared, “By combining TII’s engineering expertise and strong customer relationships with Orange Koi’s cutting-edge specialised technologies and deep culture of innovation, we are building a formidable platform that will deliver substantial value to our customers,
(Courtesy Cobra Golf)
3°, 2° to 1°, DLT is designed to help correct common putting tendencies of adding or reducing loft during impact.
“The new Pebax insert was a major focus for us with this lineup,” stated Chad DeHart, Senior Product Line Manager at Cobra Golf. “By improving the insert makeup, we were able to make it more durable, deliver a more responsive feel while also freeing up mass to increase MOI and forgiveness. When you pair that with LA GOLF’s Descending Loft Technology, golfers get a consistent launch and a noticeably smoother, end-over-end roll regardless of whether they tend to add or take away loft at impact.”
The Cobra MIM Putters are expected to be available from March. www.cobragolf.com
while strongly positioning us at the forefront of next-generation precision manufacturing.”
Orange Koi is engaged in manufacturing precision components using advanced technologies such as MIM and Additive Manufacturing. TII said the investment will support Orange Koi’s expansion, including scaling up manufacturing capabilities to meet growing demand.
“This partnership will help build a strong platform for next-generation precision manufacturing while delivering enhanced value to customers,” Ahuja stated.
www.tiindia.com www.orangekoi.in www.murugappa.com






Avimetal, a subsidiary of Jingcheng Electromechanical, Beijing, China, has announced that it has completed Series C funding. The investment is said to significantly strengthen the company’s financial foundation, enabling it to expand production capacity for aerospace aluminium and titanium lightweight alloy powders.
The company plans to leverage its advanced atomisation technology to build a new manufacturing facility for the production of aluminium and titanium powders. The expansion will add 2,000 tons of annual capacity for Additive Manufacturing grade metal powders.
In addition to metal powders for AM, Avimetal produces powder grades for Metal Injection Moulding, Hot Isostatic Pressing (HIP), spray
coating and laser cladding. The company also manufactures a range of Additive Manufacturing machines and equipment.
www.avimetalam.com
Avimetal, a subsidiary of Jingcheng Electromechanical, Beijing, China, has completed Series C funding. The company’s powder facility celebrated 100,000 furnace runs in April 2026 (Courtesy Avimetal)
The European Powder Metallurgy Association (EPMA) has announced the 2026 edition of the EPMA Summer School is scheduled to take place in Porto, Portugal, from July 19-24. Each summer, students, researchers, and young professionals gather to explore the advantages of Powder Metallurgy through advanced lectures delivered by leading academic and industrial experts.
The EPMA Summer School offers a rare opportunity to engage in direct technical discussions, allowing young scientists and engineers to deepen their knowledge while interacting closely with senior figures from the PM community.
This five-day residential event is aimed at those wishing to strengthen their technical
foundations, gain a clearer understanding of Powder Metallurgy’s industrial applications, and broaden their academic and professional perspectives within an international environment.
The EPMA Summer School is open to participants from PM-related fields such as chemical engineering, mechanical engineering, materials science, engineering and business administration.
The EPMA Summer School aims to offer a balanced and immersive programme, combining high-level technical courses, interactive discussions, social events and practical exposure.
Applications are open until May 6, 2026.
summerschool.epma.com www.epma.com







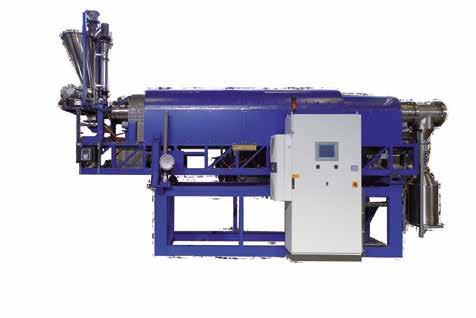
● GAS AND ULTRASONIC ATOMIZERS FOR SPHERICAL POWDERS WITHOUT ANY SATELLITES for LPBF, MIM, Binder Jetting and other Additive Manufacturing applications. High purity, sphericity and wide range of reproducible particle size distribution.
● WATER ATOMIZERS FOR MORE IRREGULAR POWDERS ideal for recycling/refining process, press & sinter process and others.
● AIR CLASSIFIERS FOR THE PRECISE SEPARATION OF METAL POWDERS into fine and coarse powder fractions especially in the range < 25 µm

Ohsung System Co, Ltd, headquartered in Ansan-si, South Korea, has won the Innovation Award at the IT and electronics trade show CES 2026 for its Gauss MT90 Additive Manufacturing machine, which uses a paste-based Metal Extrusion (MEX) technology.
The Gauss MT90 features an AI camera-based viscosity unit, precision dispensing algorithm, and extrusion control system, enabling stable deposition for high-precision parts such as heat sinks and electronic components. It comes with nozzle sizes ranging from 0.2-1.4 mm to enable the Additive Manufacturing of both fine details and fast production.
The machine can operate via a Quick Start mode which automatically configures process parameters, enabling use by those without extensive AM training to use the machine. An automatic bed replacement system aims to simplify workflow.
The Gauss MT90 features a built-in HEPA filter to block emissions, while an LED signalling system delivers status feedback. By replacing highpower lasers and heating with a high-efficiency paste system, MT90 is reportedly able to lower energy use and carbon emissions.
Unlike powder- or welding-based Additive Manufacturing technology, Gauss technology is said to remove dust, explosion risks, and hightemperature processes, making it safe for offices and laboratories.
The Gauss MT90’s low-noise design and 420 x 420 x 500 mm footprint also supports integration into these settings.
The Gauss MT90 officially launched in August 2025, but saw its public debut at CES 2026. It supports SUS 316L, copper, titanium, and aluminium, enabling applications from prototyping to smart factory integration. www.ohsungsys.co.kr
Ceramics Expo has confirmed the first wave of speakers for its 2026 event, scheduled to take place May 5-6 in Cleveland, Ohio, USA. Thus far, the following speakers have been confirmed:
• Chad Beamer, Application Engineering Manager, Quintus Technologies
• Dr Happiness V Ijije, Senior Application Specialist, Graphene Engineering Innovation Centre
• John Ciraldo, CTO, WD Advanced Materials LLC
• Dr Jon Goldsby, Research Materials Engineer, NASA Glenn Research Center
• Dr Jonathon Volk, Business Development Director, Voyager Technologies
• Dr Mano Manoharan, Chief Engineer of Ceramic Matrix Composites and Coatings, GE Aviation
• Matthew Gross, CEO, FlackTek
• William Carty, CTO, Materials Research Furnaces (MRF)

Co, Ltd)
The Solutions Innovation Stage provides technical and procurement experts with first-hand demonstrations of the industry’s latest products and solutions from suppliers and manufacturers.
These sessions are designed to provide attendees with practical knowledge and innovative solutions to current challenges in the ceramics industry.
www.ceramicsexpousa.com

Oechsler AG, located in Ansbach, Germany, has been awarded a Bosch Global Supplier Award. Raik Lüder, Chief Products and Markets Officer, and Mathias Weisskopf, Senior Vice President Business Unit Mobility, accepted the award on behalf of Oechsler AG.
Oechsler previously received a Bosch Supplier Award in 2017/2018. This year, it received the award in the Materials and Components category for outstanding supplier performance.
The award ceremony was attended by Bosch Board members including Markus Forschner, Chief Financial Officer and member

Bosch Global Supplier Award presented to Oechsler AG (Courtesy Oechsler AG)
of the Bosch Board responsible for Purchasing and Logistics, and Arne Flemming, Head of Supply Chain Management at Bosch.
This year’s award ceremony was held under the theme “Challenge accepted: resilient partnerships, sustainable future,” honouring successful collaboration under particularly demanding conditions.
Through the Bosch Global Supplier Award, Bosch recognises the achievements of its suppliers in the areas of quality, innovation, and sustainability. Oechsler states that the award reflects the strong commitment and continuous efforts of its teams worldwide. www.oechsler.com







These two binder systems have excellent characteristics during the production process and combine attractive prices with worldwide availability
High performance as well for the 3D-Printing process based on the water soluble binder system





Concurrent Technologies Corporation (CTC), headquartered in Johnstown, Pennsylvania, USA, reports it has successfully licensed its patented metal injection moulded ammunition technology to Ultra Defense Corp (UDC), Tampa, Florida, USA. UDC unveiled the technology under the M-PACT (Molded Performance Alloy Case Technology) brand at the recent 2026 SHOT Show, which took place in Las Vegas, , Nevada.
CTC began developing this ammunition technology in partnership with the US Army in 2014, producing its first MIM cartridge case prototypes in 2016. Over the following decade, CTC’s engineering team refined the material formulation, mould design, and manufacturing process, conducting extensive live-fire testing that reportedly demonstrated the technology’s superior performance over traditional brass ammunition. The effort culminated in two US patents (11465207 and 11493314) awarded to CTC in 2023. Using MIM reportedly delivers higher pressure capability (tested up to 100,000 psi), increased muzzle velocity, improved accuracy, and enhanced durability across extreme temperature ranges. Both highpressure and lightweight designs are available for specific mission needs. The single-piece stainless steel design eliminates corrosion issues while remaining compatible with existing manufacturing infrastructure.
“This successful transition exemplifies CTC’s core mission: to develop robust, technical, and innovative solutions that safeguard our national security, retain US technological advantage, and ensure the primacy of American manufacturing,” stated Edward J Sheehan, Jr, CTC president and CEO. “Our team took this technology from initial concept through rigorous development, testing, and validation, and now we’re proud to see it transition to a commercial partner who will bring it to the warfighter and the broader market. This is exactly what CTC does - we innovate, we solve complex problems, and we ensure these solutions reach those who need them most.”
Under the licensing agreement, CTC will continue to support UDC as
a preferred engineering partner, providing ongoing product development and technical expertise as the technology scales to full commercial production.
Shawn Rhodes, CTC Chief Engineer and an inventor of the MIM ammunition technology, said, “It’s incredibly rewarding to see a technology we started developing over a decade ago now reaching the warfighter and commercial markets.”
“Our team overcame significant technical challenges – from material science to high-pressure testing to manufacturing scalability. We’re excited to continue working with UDC and our government partners to refine and expand this technology. Knowing that our work will benefit our warfighters is what drives us every day,” he concluded.
www.udcusa.com www.ctc.com



Your high-precision ceramic parts, manufactured for your industry-specific applications with millimeter-level accuracy

Munich, Germany, will once again host ceramitec, the international meeting place for suppliers, users and decision-makers from industry, research and technology. Scheduled to take place March 24-26 at Messe München, this year’s event is positioning itself as the central platform for the highperformance material ceramic and its growing importance in hightech applications.
Organised by Messe München GmbH, ceramitec 2026 is on schedule to include at least the same number of exhibitors as the 2024 edition, with over ninety expected to exhibit for the first time. In 2024, the event included 466 exhibitors from 36 countries, and around 13,000 visitors from some 84 countries attended.
In addition to the ceramics industry, the aim is to increasingly reach user industries such as mechanical engineering, medical technology, the automotive industry, aerospace, electronics, and the energy sector – markets in which ceramics are often still underestimated as a highperformance material. As well as technical ceramics, there will be a focus on ceramic Additive Manufacturing and Powder Metallurgy.
The shorter, three-day format is expected to appeal to both visitors and exhibitors. “The aim is to present developments in a compact way, while at the same time appealing to new exhibitor and visitor groups,” stated Maritta Lepp, Exhibition Director of ceramitec. “The fact that both established companies and a host of new exhibitors support this concept confirms our approach and shows the high relevance of ceramitec.”
Premieres and special shows in particular are scheduled to emphasise key features and offer special insights into
current industry developments. The Ceramic Components: Hidden Champions in Industry and Everyday Life exhibition will be shown for the first time in the East Entrance. Selected exhibits will illustrate where ceramic components are used and why they are considered invisible but indispensable performance drivers in industry and everyday life.
The ‘Heavy Clay Experience’ exhibition, organised by the ECTS association in Hall A4 is also new. Numerous member companies will present current innovations and technological developments in heavy clay ceramics and provide insights into products, manufacturing processes and future solutions.
Delegations from Iraq, Kurdistan, Serbia, Algeria, Tunisia, Nigeria, India, Saudi Arabia, and Brazil are expected to attend ceramitec 2026. The event will also feature joint stands from China and Hungary and new exhibitors from Japan, Singapore and the United States. The diversity of the topics exhibited is also reflected in the range of companies represented. ceramitec is the only trade fair in the world that allows visitors to experience the entire range of highperformance ceramics – from raw material extraction to applications in high-tech industries. With its new positioning, it bridges the gap between tradition and innovation.
www.ceramitec.com

ceramitec will take place March 24-26, 2026, in Munich, Germany (Courtesy Messe München GmbH)
Arburg GmbH + Co KG, Lossburg, Germany, has announced that Dr Volker Nilles has assumed the position of Chief Executive Officer. The appointment expands Arburg’s toplevel management team to six, with Nilles joining Managing Partners Juliane Hehl (Global Marketing and Business Development) and Michael Hehl (Premises Development) as well as Managing Directors Tobias Baur (Sales, After Sales), Guido Frohnhaus (Technology & Engineering) and Steffen Kroner (Finance, Controlling, IT, Global HR).
Dr Nilles brings with him more than thirty years of leadership experience in mechanical and automotive engineering, providing a clear focus on transformation, growth and sustainable organisational devel -
opment. He has held international management positions, including the US, China and India.
After studying mechanical engineering at RWTH Aachen University and completing a PhD in business administration at the Technical University of Munich, Nilles began his professional career in machine tool engineering at ThyssenKrupp, where he was responsible for purchasing, logistics and production for a total of eleven plants worldwide. This was followed by senior positions in plant management at Bosch Rexroth and spent ten years as CEO of Kleemann GmbH, where he advanced the international focus of the crushing and screening plant manufacturer. He also gained plastics processing experience at KraussMaffei Kunststofftechnik, where he led global new machine business as Executive Vice President New Machines and a member of the extended board. Before taking up the position at Arburg, he was CEO of Humbaur GmbH, Europe’s largest manufacturer of car trailers.

Dr Volker Nilles, appointed CEO of Arburg as of January 12, 2026 (Courtesy Arburg)
“We are pleased to welcome on board Dr Nilles, an internationally experienced expert with a broad portfolio,” shared Michael Hehl, Managing Partner & Managing Director Plant Development, spokesperson for the management team.
Juliane Hehl, Managing Partner, Global Marketing and Business Development, believes that Dr Nilles’ appointment will bring further dynamism to the strengthening of Arburg as a world-renowned brand and the further expansion of Arburg’s global market presence. www.arburg.com


3DCeram Sinto, based in Bonnac-LaCôte, France, announced that it has successfully additively manufactured ultra-high-temperature ceramics (UHTCs) in partnership with ONERA –The French Aerospace Lab.

For over two decades, ONERA has been working with UHTC, developing advanced compositions and producing complex components which have been successfully tested both domestically and internationally. As the organisation aims to build increasingly complex geometries, it has begun exploring the use of Additive Manufacturing as a complementary technology.
This led the company to contact 3DCeram Sinto, interested in assessing its Multi Advanced Technology (MAT) technology – which combines Fused Filament Fabrication (FFF), Material Extrusion (MEX) and machining – to produce components from specialised UHTCs like ZrB 2-SiC. Using ZrB 2-SiC filaments from Nanoe, Ballainvilliers, 3DCeram Sinto successfully additively manufactured the test geometries provided by ONERA.
CD Bioparticles, headquartered in Shirley, New York, USA, has added a range of additive powders to its product portfolio. Used to enhance or modify the properties of base materials, the additive powders can improve mechanical and chemical properties, including strength, durability, conductivity, and heat resistance.
Additive powders play a crucial role in fields such as Additive Manufacturing, Metal Injection Moulding, Powder Metallurgy, coatings, composites (such as metal matrix composites and polymer composites), energy storage and batteries, and biomedical applications (such as orthopaedic and dental implants).
CD Bioparticles provides various additive powders, including alloy powder, compound powder, and elemental powder. The alloy powders primarily encompass iron-, nickel-, and cobalt-based materials used extensively in Additive Manufacturing, Powder Metallurgy and surface coating processes.
The alloy powders designed specifically for Additive Manufacturing, for example, are characterised by high purity, high sphericity and diverse particle size distributions. Additionally, custom particle sizes are available for high-entropy alloy powders for advanced manufacturing applications.
By combining the melting point and structural stability of zirconium diboride (ZrB 2) with the oxidation resistance and thermal conductivity of silicon carbide (SiC), the ZrB 2-SiC material family is engineered to withstand more extreme conditions than conventional ceramics and metals. As UHTCs more broadly gain momentum in the aerospace sector, 3DCeram Sinto noted that ZrB 2-SiC in particular may be relevant to applications such as thermal protection systems, leading edges, re-entry components, advanced propulsion parts and hypersonic structures.
“This joint effort combines ONERA’s deep materials expertise with our process capabilities, marking a meaningful step towards expanding the design possibilities for next-generation aerospace components,” 3DCeram stated. “This work represents an important milestone in making UHTCs compatible with future industrial and spacemission requirements.”
www.3dceram.com
www.onera.fr
CD Bioparticles also offers boride powders, multi-element oxide powders and single-element oxide powders in various particle sizes for different applications. Nanoscale and micronscale powders are also available upon request. Compound powders can be formulated through multiple methods and are characterised by their ability to combine the advantages of their constituent elements in order to achieve specific physical, chemical or functional properties.
Generic metallic, non-metallic and rare earth element powders are also available with customisable particle size specifications. These powders are suitable for a variety of applications, including Additive Manufacturing, Powder Metallurgy, chemical reactions, pharmaceuticals, and electronics. Elemental powders consist of a single element and are primarily used in scientific research, manufacturing, materials science, chemistry, pharmaceuticals and other specialised fields.
www.cd-bioparticles.com
Schunk Sintermetalltechnik GmbH
Discover the future of power electronics with our cutting-edge heat sinks, crafted using advanced Metal Injection Moulding (MIM) technology. These innovative heat sinks offer unparalleled thermal management, ensuring optimal performance and longevity for your electronic devices.
MIM allows for complex geometries and superior material properties, resulting in highly efficient heat dissipation. Perfect for high-power applications, our MIM heat sinks are lightweight, durable, and cost-effective. Upgrade your power electronics with our state-of-the-art MIM heat sinks and experience the difference in performance and reliability. Embrace the next generation of thermal solutions today!
� Roßtrappenstraße 62 06502 Thale, Germany
� +49 3947 7 1560 At thorsten.klein@schunk-group.com � schunk-mobility.com
OBE GmbH & Co KG, based in Ispringen, Germany, has announced that Erik Schäfer has stepped down as Managing Director of the OBE Group. It was added that Schäfer, who has spent more than thirty-five years with OBE, will remain closely connected to the group in an advisory capacity. In this new role, he will continue to support the company with his extensive industry expertise, international network, and deep understanding of the specific requirements of global markets.

Oliver Stiegen named Managing Director for Sales
The company announced that Oliver Stiegen has been appointed as Managing Director for Sales, Marketing, Product Management, and Development. He brings extensive expertise in global market expansion and in strategically integrating diverse business areas. His mission will be to further strengthen the customer focus of the OBE Group and introduce new ideas, particularly in innovative precision components and smart glasses.

Headmade Materials GmbH, headquartered in Würzburg, Germany, and EOS GmbH, based in Krailling, Germany, have reported that they are working together to further qualify EOS polymer Additive Manufacturing machines for the sinter-based Cold Metal Fusion (CMF) process.
The aim is to improve accessibility for industrial users, particularly for scalable production in metal Additive Manufacturing. The companies state that the inte -
gration of proven EOS technology as part of the CMF process chain is an important step in building an open CMF ecosystem. CMF is an innovative technology developed by Headmade Materials. It uses laser-based low-temperature AM machines to construct a green part, followed by debinding, sintering and any required post processing to produce cost-efficient series production of complex metal components.
“We look forward to intensive exchange with customers and partners worldwide and to successfully bringing innovative solutions to market – especially in the areas of high-precision metal components, novel smart glasses applications, and magnets manufactured using the MIM process,” Stiegen commented on LinkedIn.
Harald Böck takes on Technical Managing Director role
OBE also announced that Harald Böck will assume operational responsibility as Technical Managing Director. Böck brings extensive experience from his executive role at MIMplus Technologies. He is expected to drive industrial and technological advancement across the entire OBE Group – particularly in modern manufacturing technologies and synergies between OBE and MIMplus.
“With its sales and production sites in Germany, Italy, China, and Vietnam, the OBE Group remains excellently positioned to advance new projects and technologies together with its customers,” the company added.
www.mimplus.de www.obe.de

Headmade Materials and EOS are working together to further qualify EOS polymer Additive Manufacturing machines for the Cold Metal Fusion process (Courtesy EOS)
www.eos.info
www.headmade-materials.de www.coldmetalfusion.am










Steinbach AG, headquartered in Detmold, Germany, has acquired two additional CeraFab S65 ceramic Additive Manufacturing machines from Lithoz, based in Vienna, Austria. The order brings Steinbach’s fleet of Lithography-based Ceramic Manufacturing (LCM) machines to a total of seven.
This additional capacity will enable Steinbach to build on recent momentum and further scale its serial production, meeting the high demand for additively manufactured ceramic components across all major industrial regions of the world.
“After many years of working with LCM technology, growing our 3D printer fleet is a natural response to increasing market demand,” stated Volker Steinbach, CEO of Steinbach AG. “Coming from various industries such as machine engineering,
measuring and sensor technologies, and MedTech, our customers rely on consistent quality, reliability, and long-term production continuity.”
“Besides, we have strengthened our post-processing capabilities to thirteen furnaces, enabling us to reduce delivery times for prototypes to three to four weeks. By expanding Steinbach AG’s LCM-based machine park, we have scaled our rigorous quality standards to meet customer expectations at mass production level, further reinforcing our position as a trusted manufacturing partner for high-performance ceramic components,” Steinbach added.
Dr Johannes Homa, CEO of Lithoz, commented, “This investment by Steinbach AG showcases innovation-leading OEMs increasingly use experienced contract manufacturers within our LCM-based

Ceramic 3D Factory network to open a low-threshold access to successfully explore new business and engineering opportunities. After building up LCM technology expertise for ten years, Steinbach AG is now reaping the rewards of taking the leap. With seven LCM printers operating at full capacity and a profound understanding of industry challenges and needs, the company is fully leveraging the serial production capabilities of ceramic 3D printing.” www.steinbach-ag.de www.lithoz.com




America Makes, Youngstown, Ohio, USA, has detailed its undertakings across 2025, including its nearly $14 million investment in key projects and advancing standards and qualifications.
“We’ve inspired the next generation, expanded regional innovation, and scaled workforce pathways, all while enhancing our voice through new partnerships,” stated John Wilczynski, Executive Director. “Looking forward, there’s more to accomplish and endless opportunities.”
America Makes reported that it has strengthened strategic communications and broadened its global reach through new partnerships, including Metal Powder Technology and PIM International.
These partnerships are intended to elevate awareness of America Makes’ initiatives, attract new members, and invite greater industry-wide collaboration and innovation. By amplifying its presence on the international stage, the institute aims to extend its influence and create opportunities for its members to gain recognition, share breakthroughs, and showcase their contributions to the future of Additive Manufacturing.
America Makes enhanced its member engagement through event strategies and workshops, intending to actively involve members in shaping realworld outcomes. This effort aimed to advance the US Department of Defense’s (DoD) priorities by reimagining key events to harness collective knowledge and input from the AM sector.
Events noted by the organisation included its Technical Review and Exchange (TRX) in spring and autumn and its August Members Meeting and Exchange (MMX), which saw over 750 participants. America Makes also noted having boosted its
engagement with over 11,000 individuals participating in its Education and Workforce Development (EWD) activities.
From March to August 2025, nearly $14 million was obligated to America Makes’ members and their project teams to drive the AM industry forward by addressing focus areas such as processability, non-destructive testing and sustainment.
These were funded through the Office of the Under Secretary of Defense for Research and Engineering’s Manufacturing Technology Office (OSD(R&E)), Office of the Under Secretary of Defense, Manufacturing Technology Office (OSD ManTech), and Air Force Research Laboratory’s Materials and Manufacturing Directorate (AFRL (RX)).
On September 23, America Makes and the American National Standards Institute (ANSI) released the 2025 Gaps Progress Report. This report was a result of a sixmonth effort to address gaps in the Standardization Roadmap for Additive Manufacturing, Version 3.0. The report identified twenty-eight gaps in standards and conformity assessments, recommending changes and highlighting new areas for improvement. As a living document, it aims to enhance Additive Manufacturing standards and improve defence readiness, airworthiness, and supply chain resilience.
In May 2025, America Makes sponsored the Additive in Steel competition during the 2025 Forge Fair held in Cleveland, Ohio. This event saw college teams to design, engineer, and additively manufacture steel mission-ready multi-tools, enhancing DoD readiness and operator effectiveness.

America Makes has invested nearly $14 million in key projects, advancing standards and industry qualifications (Courtesy America Makes)
Aligning with defence modernisation priorities, the competition focused on fast-tracking the adoption of Additive Manufacturing, reducing development timelines, and validating performance through on-stage testing. The result was a showcase of lightweighting, tool consolidation, and rapid iteration, with the winning tool documented on the Additive Manufacturing’s Cool Parts Show, presented by Additive Manufacturing media.
On February 27, Ohio Governor Mike DeWine announced the launch of the Youngstown Innovation Hub for Aerospace & Defense. The hub is supported by $26 million from Ohio’s Innovation Hubs Program intended to expand innovation-driven economic growth beyond Ohio’s largest metropolitan areas.
Modelled after the successful Innovation Districts in Cleveland, Cincinnati, and Columbus, the programme combines academic, industry, government, and nonprofit partners to spur high-tech development in regions such as Youngstown. With an additional $36 million in local, federal, and private investment, the hub is intended as a cornerstone of Ohio’s wider innovation strategy. It aims to bolster the region’s leadership in advanced and Additive Manufacturing, drive economic growth, and advance research, technology, and workforce development.
This year, the America Makes also announced new leadership for both its Executive Committee and its Roadmap
Advisor Group (RMAG).
The Executive Committee guides cross-sector experts in shaping strategy, policy, and advocacy efforts to advance the mission and bolster US manufacturing competitiveness. Rick Russell of The Barnes Global Advisors has been appointed chair of the Executive Committee, with Sandra DeVincent Wolf, PhD, of Carnegie Mellon University, serving as secretary. The RMAG provides direction for the Institute’s AM technology roadmap, ensuring it reflects industry needs and emerging opportunities. Andrew Thompson, Northrop Grumman, is the new chairperson of RMAG.
Mobilising Hawaii’s dual-use advanced manufacturing & space industrial base
America Makes is actively advancing the DoD’s deterrence strategy in the US Indo-Pacific
Command (INDOPACOM) by building allied industrial capacity and accelerating dual-use technologies in Hawaii.
Kimberly Gibson, America Makes Industrial Base Integration Director, visited Hawaii and Maui to collaborate with the Maui Economic Development Board on two projects: transforming Paia Sugar Mill into an advanced manufacturing village and establishing an Integrated Space Defense Accelerator & Manufacturing Center.
America Makes launched AMTrain Phase 2, extending its reach across the Defense Industrial Base (DIB) with role-specific AM training for fifteen critical job roles. This programme, featuring an enhanced user interface and integrations with DRIVE AM and Tooling U-SME, aimed to establish
scalable Additive Manufacturing capabilities and strengthen workforce preparedness, directly supporting the DoD. Intending to expose Additive Manufacturing to one million Americans by 2027, the initiative aims to significantly impact DoD readiness and the national AM talent pipeline. Additionally, the Institute introduced AMJobs.org, a free digital platform developed in collaboration with CAST, Inc., and funded by the Ohio Department of Development. This tool provides access to careers in Additive Manufacturing, supporting industry growth and fostering talent development. Through comprehensive EWD training programmes, AMJobs aims to help individuals explore careers, develop necessary skills, and achieve their educational and career goals. www.americamakes.us



The Metal Injection Moulding Association (MIMA), a trade association of North America’s Metal Powder Industries Federation (MPIF), will host an exclusive networking reception for invited delegates from the Metal Injection
Tungsten2026. The reception is scheduled for Friday, June 26, 2026, at the Palais des Congrès de Montréal, Quebec, Canada.
The event follows a tradition of social gatherings for the MIM industry at Powder Metallurgy
international MIM party was organised in conjunction with the World PM congress in Yokohama in 2012, bringing together MIM professionals from around the world for an evening of relaxed networking, and it has since become a fixture of the global congress circuit.
For many in the MIM community, these receptions are highly anticipated occasions where suppliers, part producers, researchers and end users have a rare opportunity to connect with peers from Europe, Asia, the Americas and beyond. They are said to play a vital role in fostering international collaboration, strengthening professional relationships and enabling informal exchanges that often lead to new partnerships and business

The 2026 reception will provide delegates attending the co-located WorldPM2026 events an opportunity to reflect on insights from the technical sessions and exhibitions, which cover the latest developments in Powder Metallurgy, metal Additive Manufacturing and related technologies – while building and reinforcing global networks within
WorldPM2026, AMPM2026 and Tungsten2026 are scheduled to take place in Montreal from June 25–29, 2026, and will feature
programme with keynote presentations, oral and poster sessions, industry awards and a supporting exhibition showcasing leading suppliers of metal powders, particulate materials and production
Attendance at the MIMA reception is by approval, and space is limited. Interested delegates are required to submit an application by April 30, 2026. For full details and to be considered for attendance, contact Diane Haggerty, Director, Events, Exhibits and Advertising at the MPIF, via email

If you are looking for the best in purity, homogeneity, reproducibility, and ease in sintering, come to TOSOH. With our line of yttria stabilized “TZ” zirconia powders, you will find the ultimate in your processing and sintering properties. As the world leader in high purity zirconia powder for advanced engineering ceramic applications, our powders have set the standards that have come to be accepted worldwide, including various regulatory approvals on sintered bodies. Whether it is for injection molding, pressing, slipcasting or extrusion, our zirconia will provide you with outstanding properties, so that you can take the lead. With the largest capacity in the world, and worldwide technical support through offices in Europe, USA and Japan, you can depend on TOSOH for the ULTIMATE in zirconia!

Y2O3
The seminar Materials on the Edge: Frontier Research and Industrial Challenges will take place on May 19, 2026, at Universidad Carlos III de Madrid (UC3M), Leganés, Spain. The event is conceived as a tribute to Professor José Manuel Torralba, an internationally recognised leader in Materials Science and Engineering whose career has had a decisive impact on advanced metallurgy, Powder Metallurgy, and the education of generations of researchers and engineers.
The seminar will bring together internationally renowned speakers from across structural and functional materials research to address current scientific and technological challenges through an integrated perspective combining physical fundamentals, microstructural design, advanced processing, and industrial application.
In addition to plenary lectures, the programme will include a round-table discussion focused on establishing real-world uses for PM developments, as well as opportunities for informal interaction among established researchers, early-career scientists, PhD candidates, and industry professionals.
Scope of the seminar
The event will explore:
• Microstructural design and control of advanced materials
• Processing–microstructure–property relationships
• Modelling, advanced characterisation techniques, and sustainable metallurgy
• Knowledge transfer from fundamental research to high value-added industrial applications

Professor José Manuel Torralba, whose career in advanced metallurgy and Powder Metallurgy is being recognised at the Materials on the Edge seminar at Universidad Carlos III de Madrid (Courtesy Universidad Carlos III de Madrid)
The seminar also recognises Professor Torralba’s scientific, academic and personal contributions, highlighting his role as a driving force behind integrative approaches bridging basic science, process engineering, and industrial practice.
Registration details and venue information are available via the official event website: sites.google.com/view/materialson-the-edge-workshop/venue




Regardless of the complexity of your custom application and formulation, it remains standard for us with our quality systems, technical support, and two proprietary binding systems.


We ensure 100% batch-to-batch consistency, a wide range of alloys, and 36 years of supplying MIM feedstocks for mission-critical parts.
Advanced Metalworking Practices (AMP) manufactures and supplies a wide range of both standard and custom-configured MIM feedstocks for your application. Contact Chris Chapman at cchapman@ampmim.com or 724-396-3663.
Scan the QR code or click here to view our current list of alloys www.ampmim.com/resources




Xometry, Inc, based in North Bethesda, Maryland, USA, has announced platform enhancements designed to help engineers and procurement professionals keep pace with the rapid evolution of materials and manufacturing processes.
To support the industry’s shift toward more high-performance applications, Xometry reports it has expanded its Additive Manufacturing capabilities available directly through the Xometry
Instant Quoting Engine. Additions include:
CMMC-certified manufacturing selection
Xometry achieved CMMC Level 2 certification in early 2025, supporting its ability to support aerospace and defence customers
with US Department of Defense security requirements. Customers can now select CMMC requirements during the quoting process, alongside other certifications and qualifications.
Global sourcing selection
Xometry will expand its sourcing controls to give buyers more granular authority over production geography, including the ability to designate permitted and restricted regions in line with compliance, risk, and cost considerations.
These updates build upon the 2025 launches of Instant Quoting for Injection Molding in the US and the global expansion of the Teamspace collaboration suite.
“The demands of custom manufacturing are evolving faster than ever before,” said Sanjeev

Xometry has added compliance features to its Instant Quoting Engine (Courtesy Xometry)
Singh Sahni, Xometry President. “By expanding our material selection and giving buyers more choices, we are continuing to broaden our role as a leader in manufacturing transformation leveraging our core in AI, machine learning and marketplace intelligence.” www.xometry.com
MINIMUM MACHINE SETUP TIMES MAXIMUM PRODUCTIVITY QUICK CLAMPING SYSTEM
www.zimmer-group.com TOOLS REQUIRED NO ADDITIONAL THE KNOWHOW FACTORY
COST SAVINGS IN TOOL CHANGE DURING THE INJECTION MOLDING PROCESS
Experience a new level of efficiency in injection molding with a tool clamping solution designed to minimize downtime and maximize productivity. By significantly reducing machine idle times through faster setup processes, your production becomes noticeably more flexible and economical. The system is engineered for high load capacity and offers reliable mechanical locking, ensuring maximum safety in every operation—without requiring any maintenance.
Exentis Group AG, located in Stetten, Switzerland, announced that it has received an order from a strategic partner in Asia for ten Additive Manufacturing machines.
The new AM machines will be delivered progressively, in line with the customer’s expansion of its production facilities in Asia. Delivery of the first machine is planned for the first quarter of 2026.
Dr Rolf Bachmann, Chief Executive Officer of Exentis Group AG, stated, “We are very pleased about the order for ten production systems from our long-standing Asian partner. This is yet another confirmation of the strong demand for our unique and innovative technology platform for truly industrialised additive large-scale manufacturing, and a clear sign of the confidence international customers place in Exentis.”
The Exentis Additive Manufacturing machines utilise screen printing technology to process a range of metals, ceramics, and custom materials. Features include channel widths from 125 µ m, wall thicknesses from 75 µ m, and surface roughness levels of 2 µ m. The cold printing process operates at room temperature and is followed by a sintering stage. Applications include industrial parts, new energy, pharma and ultra-fine structures.
www.exentis-group.com


The EROWA PM Tooling System is the standard interface of the press tools between the toolshop and the powder press machine. Its unrivalled resetting time also enables you to produce small series profitably.
www.erowa.com






Nivalon Medical Technologies Inc, Youngstown, Ohio, USA, has produced what it states is the world’s first fully patient-specific, motion-preserving spinal implant, developed from AI-driven design and additively manufactured ceramic, without the use of any metal.
The EvoFlex device combines a proprietary zirconiatoughened alumina (ZTA) ceramic architecture that is said to behave like bone, with a flexible elastomeric core mimicking natural spinal motion. The company stated that this development creates a new category of spinal implant engineered to match both human anatomy and natural biomechanics.
The development of its EvoFlex was achieved through a strategic collaboration with the Youngstown Business Incubator and its Advanced Manufacturing and Engine Tech programmes. Using XJet’s NanoParticle Jetting Additive Manufacturing technology, Nivalon successfully developed and manufactured a pure ceramic, load-bearing spinal implant architecture.
Integrated InductIon alloyIng and atomIzatIon SyStemS

Arcast Atomizers are custom built and competitively priced to meet the growing demand to produce high quality, low cost, technically advanced metal powders fulfilling the requirements of today’s pioneering manufacturing processes.
We can supply machines to atomize titanium alloys, super alloys, refractory and reactive metals, and ferrous and non-ferrous alloys in high vacuum purged vessels with inert gas replacement atmospheres.
We have installed machines all over the world, from 1 kg research furnaces to 1000 kg production units.
www.arcastinc.com

SEM analysis at UConn stated that the additively manufactured ZTA ceramic represents a new and distinct microstructural class of biocompatible implant material.
Patient-specific implants
Unlike traditional implants manufactured in fixed sizes and made from metal alloys, Nivalon’s implant is digitally designed directly from each patient’s CT data and additively manufactured to precisely match their anatomy. The result is a ceramic structure that is said to eliminate metal-related complications such as corrosion, ion release, stiffness mismatch, and imaging interference, while preserving natural spinal motion.
“I realised the problem wasn’t the surgeons – it was the implants,” stated Todd Hodrinsky, Nivalon co-founder and CEO. “We were trying to treat a living biological structure with industrial metal hardware that was never designed to behave like bone or properly follow natural spinal motion. We knew we could engineer something fundamentally better.”
The platform has undergone extensive independent pre-clinical validation through biomechanical, mechanical, biological, and anatomical testing conducted at the University of South Florida (USF) and the University of Connecticut Institute of Materials Science (UConn IMS).
At USF, EvoFlex implants were evaluated on the Dynamic Investigation of Spine Characteristics (DISC) simulator under 6º of freedom motion and physiologic spinal loading, demonstrating stiffness curves and motion profiles that closely replicate native human spinal behaviour. These results report true motion preservation, not just mechanical articulation.
At UConn IMS, compression and shear testing demonstrated major improvements in structural performance. The latest design achieved compressive loads of 14.6 kN, equivalent to approximately 1,490 kg (3,280 lbs) of force, validating the ceramic-polymer architecture under physiologic and supraphysiologic loading. Shear testing further demonstrated enhanced interface integrity and controlled progressive failure behaviour.
UConn IMS also conducted simulated body fluid (SBF) immersion and SEM-EDX analysis, reporting that ZTA ceramic supports uniform mineral deposition and biologically relevant ion interaction, demonstrating bone-like surface behaviour and long-term osseointegration potential. Unlike metals, the ceramic showed consistent, controlled, and predictable biological interaction.
This prototype represents the transition from research into scalable clinical manufacturing. With two issued US patents and six additional patents pending, Nivalon is preparing for NIH Phase II SBIR funding, FDA PMA clinical trials. www.nivalonmedical.com


















Tekna Holding ASA, headquartered in Sherbrooke, Quebec, Canada, has reported its fourth-quarter 2025 financial results. The period marks Tekna’s second consecutive EBITDA-positive quarter, supported by strong materials performance and the sustained impact of the company’s efficiency and cost-reduction programme.
Total revenues in Q4 2025 amounted to CA$ 9.9 million, representing a 2% year-on-year increase. The company delivered a significant improvement in profitability, with overall contribution margin increasing to 60%, compared to 41% in the corresponding period last year. Adjusted EBITDA for the quarter was positive at CA$ 0.9 million, corresponding to an adjusted EBITDA margin of 9.3%. This improvement was driven by record-high margins in
materials and continued operational discipline across the organisation.
Claude Jean, CEO of Tekna Holding ASA, shared, “We achieved our second consecutive EBITDApositive quarter, with record materials performance and expanding margins. We are seeing growing traction with larger strategic customers placing larger orders, reinforcing our position as a trusted supplier in Additive Manufacturing.”
“Combined with disciplined cost execution and a significantly strengthened balance sheet, Tekna has reached an important inflection point. With ample capacity, deep technical expertise, and strong customer relationships, we are well positioned to scale and capture longterm value in Additive Manufacturing and adjacent industrial applications.”
Total revenue for year-to-date was CA$ 35.6 million (-4% YoY). This included record materials revenues of CA$ 8 million, with a contribution margin of 59%, compared to 38% in the same period last year. Materials order intake increased by 18% YoY to CA$ 9.1 million. Cash flow from operating activities was CA$ -1.2 million in Q4.
Subsequent to the reporting period, Tekna announced several orders, further supporting visibility into 2026 revenues.
Long-term strategy and 2030 targets Tekna expects its materials segment to be the primary revenue driver toward 2030. Within its existing business areas, materials and systems, the company targets double-digit annual revenue growth and EBITDA margins in the range of 15% to 20% by 2030.
During the fourth quarter, Tekna successfully completed its refinancing plan through a fully

underwritten rights issue of NOK 300 million (CA$ 41 million).
Net proceeds of approximately CA$ 40 million were raised, after transaction costs of around CA$ 1 million.
• CA$ 29 million of the proceeds were used to fully repay the AFK shareholder loan, including interest.
• The remaining proceeds increased cash by CA$ 11 million, lifting total cash holdings from CA$ 7.2 million at the end of Q3 2025 to CA$ 17.4 million at year-end.
As a result, Tekna’s balance sheet strengthened materially:
• Equity ratio increased from 28% at the end of Q3 2025 to 78% at the end of Q4 2025.
• Net debt improved from CA$ 26.6 million to a net cash position of CA$ 11.8 million.
Tekna’s one million kg of Ti powder
Tekna has also announced that it has reached its one millionth kilogram of titanium powder.
The company began developing its atomisation process in 2015. At that time, industrial production consisted of one atomisation machine and one shift of work per day. Within months, the company scaled to 24/7 operations.
Tekna produces powders using its radio frequency (RF) induction plasma atomisation technology, a process in which titanium wire is fed into a high-temperature plasma torch. The intense heat melts the wire, transforming it into fine droplets that solidify into spherical powder particles as they cool.
The proprietary plasma atomisation process is continuous and does not require any consumables that may interrupt or contaminate the process. Without any external
Tekna offers Ti-6Al-4V, Grade 5 & 23, as powder in a variety of sizes (Courtesy Tekna)
gas jets or electrodes in contact with the material, the powder remains free from contaminants, making it suited to applications in the aerospace, medical and industrial sectors.
“We are proud of our R&D team who built the foundation, our Quality team who secured world-class certifications, and our Operations team who run complex systems every day with precision and discipline,” Tekna posted on LinkedIn. “This milestone belongs to the people behind it.” www.tekna.com

sinto-advanced-ceramics.de Meet us at our next exhibitions
Mitsubishi Materials Corporation (MMC), headquartered in Tokyo, Japan, has unveiled a new mediumterm management strategy highlighting the global expansion of resource circulation as its central growth pillar.
MMC is in planning for new secondary smelting plants in Europe that will significantly increase the processing of Waste Electrical and Electronic Equipment (WEEE) feedstock and other recycled raw materials on the continent.
Preferred locations under consideration include the Netherlands and other European countries.
The new plant, driven by MMEU, is intended to enable closed-loop resource circulation within Europe, collecting European secondary raw

materials, processing them in Europe, providing opportunities to supply recycled metals back to European customers. Capacity, investment amount and exact timing are currently under investigation.
In parallel, MMC is targeting a 100% tungsten recycling rate by the fiscal year ending March 2031, with a 1.5× increase in recycled tungsten processing at its European HC Starck facilities and the creation of new dedicated tungsten recycling routes in Europe. Mitsubishi Materials acquired HC Starck in December 2024, following an announcement in May of that year.
Together, these initiatives are said to support the core objectives of the EU Critical Raw Materials Act by significantly increasing EU-internal recycling capacity for copper and CRMA-listed strategic raw materials; achieving 100% recycled tungsten (one of the 34 strategic raw materials in Annex II); qualifying as a Strategic Project under Article 19 of the CRMA, which could unlock fast-track permit-

MMC is targeting a 100% tungsten recycling rate by the fiscal year ending March 2031 (Courtesy MMC)
ting and potential EU/single-market funding; and offering full traceability and CRMA-compliant certification via the group’s MEX digital platform.
By constructing the next-generation secondary smelting plants, MMC aims to create a closed-loop system for recycling Europe’s urban mine, including E-Scrap.
The European projects form part of a global commitment to double WEEE feedstock processing capacity by the fiscal year ending March 2036 and shift the majority of metal intake from primary mining to recycled sources.
www.mmc.co.jp



Our high-performance VIGA systems deliver high-quality metal powders, engineered for novel and complex alloy compositions











XJet, based in Rehovot, Israel, has announced a partnership with Complete AM, an Additive Manufacturing service and knowledge hub based in Schaumburg, Illinois, USA. Through this collaboration, Complete AM will deploy XJet’s Carmel 1400M metal AM machine and serve as XJet’s full-service channel partner for both ceramic and metal solutions for North America.
Complete AM specialises in futureproofing equipment and building robust production workflows, delivering comprehensive end-to-end services from machine and component sales and project consultation to material development.
Complete AM’s strategic adoption of XJet’s NanoParticle Jetting (NPJ) solution reportedly represents the company’s first direct material jetting system in-house, completing its technology portfolio. The partnership is intended to position XJet to significantly strengthen its market presence in North America while ensuring customers receive high-level support throughout the entire equipment lifecycle. Complete AM’s dual role as both service bureau and reseller creates a unique value proposition, combining hands-on production experience with comprehensive sales and technical support capabilities.
“Complete AM was founded on the principle of bridging the gap between impressive technology and the long-term support customers actually need,” said Rory Jackson, CEO of Complete AM. “The Carmel 1400M represents the pinnacle of NPJ technology, and we are excited to not only utilise this system for our bureau services but to champion XJet’s expansion in North America by providing the hands-on engineering expertise and reliable service the industry demands.”
www.xjet3d.com www.complete-am.com
America Makes, Youngstown, Ohio, has invited all of its members to attend its 2026 Spring Technical Review & Exchange, taking place April 14-16 in Boston, Massachusetts – held in partnership with SME.
Across three days, project leaders and researchers will share insight into AM R&D supported by America Makes, with in-depth reviews of over fifteen projects focused on:
• Heat treatment of AM materials
• AM integration with casting and forging manufacturing
• Continuous fibre-reinforced composite AM
• Qualification
• Materials allowables
• Standards
• In-situ process sensing technologies roadmap
Registration closes March 27. www.americamakes.us

Over 6,500 production and laboratory furnaces manufactured since 1954





• Metal or graphite hot zones
• Processes all binders and feedstocks
• Sizes from 8.5 to 340 liters (0.3–12 cu ft.)
• Pressures from 10-6 torr to 750 torr
• Vacuum, Ar, N2 and H2
• Max possible temperature 3,500°C (6,332°F)
• Worldwide field service, rebuilds and parts for all makes
Prodways Printers, Montignyle-Bretonneux, France, has announced a series of strategic partnerships and international recognitions intended to accelerate the adoption of its ceramic Digital Light Processing (DLP) Additive Manufacturing technologies.
International expansion
Prodways Printers has partnered with AMT 3D, Cape Town, South Africa, to serve as the official reseller of Prodways’ CERAM PRO Additive Manufacturing line.
Prodways Printers has also partnered with Red Resins, Barcelona, Spain, to expand the adoption of CERAM PRO machines across Europe. Red Resins acts as a strategic partner, connecting Prodways’ technology with industrial companies throughout the continent and
providing market insights and local support.
In India, Prodways has signed an exclusive agreement with Lodestar3D, Bengaluru. Lodestar3D distributes Prodways’ MOVINGLight DLP Additive Manufacturing, supporting Indian manufacturers in producing ceramic parts for aerospace, defence, and industrial applications.
The collaborations will include installation, training and application guidance to support the adoption of Prodways’ AM technology.
International recognition
As part of its international expansion, Prodways Printers has joined Business France and received the France 2030 Team Export label, recognising the company’s strong potential for global growth.

The Ceram Pro machines enable the production of complex, high-precision ceramic parts with exceptional durability and reliability (Courtesy Prodways)
The company has stated that this distinction strengthens its ability to connect with high-value international partners and showcase French industrial advanced manufacturing. www.prodways.com

• Metal or Graphite Hot Zones
• Metal and Graphite Retorts
• Debinding & Sintering
• Trapping Systems to Suit The Best Thermal Processing Solution for the Powder Industry
• Additive Manufacturing
• Metal Injection Moulding
• Ceramic Injection Moulding
• Powder Metallurgy
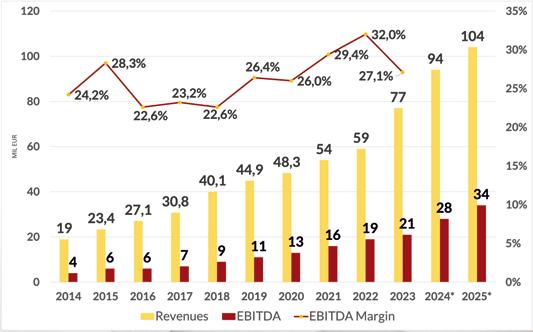

















In collaboration with chemical technology and engineering company Dimensional Energy, based in Ithaca, New York, USA, scientists at the US Department of Energy’s Oak Ridge National Laboratory (ORNL), Oak Ridge, Tennessee, have integrated Binder Jetting (BJT) with a postprocessing method to fabricate leak-tight ceramic components, addressing a key challenge of ceramic AM.
While ceramic components perform exceptionally well in extreme environments, exhibiting high temperature resistance, chemical stability and mechanical strength, current methods of ceramic AM are not easily scalable, limiting their use in critical applications such as high-throughput chemical reactors, which are used for pharmaceutical or chemical processing, where large, leak-proof parts are essential.
ORNL’s solution aims to provide a scalable method for creating complex ceramic structures by leveraging a robust joining technique that enables smaller AM pieces to be assembled to create the required components.
“Ceramic 3D printing allows fabrication of intricate and highperformance components that are difficult to achieve with traditional manufacturing methods,” said researcher Trevor Aguirre with ORNL’s Extreme Environment Materials Process Group. “This advancement provides a validated methodology to produce high-quality components – and enable the development of next-generation reactors.”
ORNL partnered with Dimensional Energy, the originator of the method, to perform a comprehensive case study. The team evaluated multiple design configurations to pinpoint optimal structures that inherently ensure gas-tight integrity. In addition, the team developed advanced postprocessing techniques to improve the bonding and sealing of ceramic segments.
The scalable method is able to meet the increasing demand for large-scale components whilst leveraging the cost efficiency of Binder Jetting, where powder layers are fused with a binder to create solid objects. This method offers

substantial economic benefits and may facilitate broader industrial adoption of ceramic AM in other highperformance applications such as aerospace, among others.
This is reportedly the first known leak-tight joint fabricated using AM methods, paving the way for scalable BJT assemblies.
The collaborative team received SME’s 2025 Dick Aubin Distinguished Paper Award for this research, which recognises significant contributions to AM. The team also has related research published in the Ceramics International journal.
Lead PI Bradley Brennan, chief science officer for Dimensional Energy, shared, “Dimensional Energy believes that ceramics have the potential to fill niche applications as components of a chemical refinery, with many properties vastly superior to metal alloys.”
“However, manufacturing of large and complex parts is a challenge, and sealing parts together to form a robust and leak-tight connection is equally difficult. Dr Bhargavi Mummareddy, award-winning Additive Manufacturing expert at Dimensional Energy, was tasked with pushing the boundaries of what is possible, and she surpassed all our goals alongside the talented ORNL team,” Brennan added.
Researchers who contributed to this project include Trevor Aguirre, Dylan Richardson, Corson Cramer, Amy Elliott and Kashif Nawaz from ORNL, along with Bhargavi Mummareddy, Franklin Milton and Bradley Brennan from Dimensional Energy.
The project was funded by DOE’s Advanced Research Projects AgencyEnergy and by DOE’s Office of Energy Efficiency and Renewable Energy. The Manufacturing Demonstration Facility, where this work was conducted, is supported by DOE’s Advanced Materials and Manufacturing Technologies Office and acts as a nationwide consortium of collaborators focused on innovating, inspiring and catalysing the transformation of US manufacturing.
www.ornl.gov

The European Powder Metallurgy Association (EPMA) has announced that applications are now open for its 2026 Sustainability Award competition. The awards, open to EPMA member companies, showcase a company’s strong sustainability performance, assessed in terms of commitment, actions, targets, and measurable results.
The EPMA Sustainability Award was initiated in 2023 to foster the adoption of a sustainability-oriented approach in the European PM community.
Entry is via an online questionnaire covering key sustainability aspects, with additional recognition for small companies and any inspiring sustainability stories.
The winning company or companies will be honoured during a dedicated ceremony at the Euro PM2026 Congress & Exhibition, offering high visibility within the PM community and contributing to increased sustainability awareness across the sector.
The deadline for participation is May 31, 2026. Those interested can apply here: www.surveymonkey.com/r/EPMA-Sust2026 www.epma.com

Complex/miniature medical device components
High temperature stainless steel/superalloy automotive parts
Advanced ceramics with high density, high wear and tear resistance, and high precision. Micro MIM/CIM
Materials customization and RnD.



AM Ceramics 2026 is scheduled to take place from October 13-14, 2026, in Frankfurt am Main, Germany. The event aims to bring together experts in ceramic Additive Manufacturing, from large-scale industrial use cases to cutting-edge material research.
While the event programme has yet to be announced, organisers have stated that the first day of talks will conclude with a networking dinner at the Frankfurter Botschaft skyline venue, 23 Nord.
On October 15, FGK (Research Institute for Glass Ceramics) will celebrate its 40 th anniversary with a complimentary excursion to its facilities near Koblenz. The visit will include guided tours and four ‘Trending Topic Sessions’: Aluminium Nitride, AI for Ceramic Additive Manufacturing, Transparent and Optical Ceramics, and Multi-Material Printing with Ceramics.
This offer is restricted to sixty participants on a first-come, first-served basis. Those interested in attending AM Ceramics 2026 can purchase tickets at the event website.
www.amceramics.cc
The Norwegian Additive Manufacturing Cluster has announced that the Norwegian Conference for Additive Manufacturing (NCAM2026) will take place March 16-18 in Stavanger, Norway.
NCAM2026 is intended to act as a meeting place for industrial Additive Manufacturing users, OEMs, suppliers, research and public sector stakeholders across sectors such as manufacturing, energy, maritime and healthcare.
The event programme aims to emphasise practical implementation, covering the full value chain from design-for-AM and materials to qualification and scalable production. Through keynotes and technical sessions, participants are expected to gain actionable insights into reducing lead times, improving supply chain resilience, and accelerating innovation.





The Norwegian Additive Manufacturing Cluster (Norwegian AM) aims to connect companies, research environments, and public sector partners to accelerate the adoption of AM. By focusing on competence, industrial readiness, and quality assurance, Norwegian AM intends to translate developments into measurable business value, supporting a competitive, sustainable manufacturing base. www.norwegianam.no/ncam2026

Material Options (Metal)
Material Options (Ceramics)
Build Envelope
Quantity
Tolerance capability
CONTACT FOR MORE DETAILS
17-4PH, SS 316, Tool Steel M2 & S-7, Inconel 625, 4140
Alumina 99.5%, Zirconia
~ 300 grams max, Footprint equivalent of baseball size or less, 0.02” (0.50 mm) wall thickness minimum
10~50 samples based on footprint. Larger quantities up to 1,000 pcs welcome depending on the part size.
Within 2% of the feature size, 2~3 Ra Surface finish, Option of finishing to closer tolerances available.
NORTH AMERICA Email: Mukund.N@indo-mim.com Ph: +1 (210) 557-1594
EUROPE Email: InfoEU@indo-mim.com Ph: +49 1732656067
ASIA Email: InfoHQ@indo-mim.com Ph: +9198459 47783 / +91 98450 75320
ISO 9001:2015 / IATF 16949:2016 / AS
PTI Tech, headquartered in Clifton, New Jersey, USA, has announced that multiple defence programmes, leveraging tungsten components manufactured through Metal Injection Moulding, have transitioned into full production.
Tungsten, with a density approaching 18.5 g/cm 3, is widely used in applications requiring maximum mass in constrained volumes, superior wear resistance, and thermal stability. PTI Tech’s proprietary MIM processes enable the production of precision tungsten parts with geometries and tolerances not achievable through conventional pressing, machining, or casting.
PTI Tech has now launched tungsten MIM components into production for defence applications including:
• Energetic Devices: Tungsten setback pins and arming components requiring high density,
mechanical strength, and repeatable tolerances.
• Ammunition Systems: Polymertungsten hybrid components and inserts that optimise weight distribution and survivability in advanced projectile designs.
Counterweights & Balancing Systems: High-density tungsten masses for guided munitions, unmanned systems, and aerospace platforms where compact and precise balance is mission critical.
“Metal Injection Moulding of tungsten combines near-net-shape design freedom with the performance of a refractory metal,” said Michael Wiseman, Business Development Manager at PTI Tech. “The transition of multiple tungsten projects into production demonstrates not only material capability but also the robustness
of our process control for defence customers who require absolute reliability.”
Guy Mariella, Chief Technology Officer at PTI Tech, added, “With record-breaking pricing of APT and increasing concerns about tungsten supply chain scarcity, PTI’s investment in advanced MIM technology is more important than ever. By developing scalable, US-based solutions for tungsten processing, we are ensuring that our defence partners have secure access to this critical material without compromising performance or availability.”
PTI Tech’s end-to-end control is intended to ensure consistent density, dimensional stability, and mechanical properties across high production volumes. By keeping every step of the manufacturing process domestic, PTI Tech strengthens US supply chain resilience while delivering components aligned with Department of Defense requirements.
pti.tech
Small parts, big volumes, optimized costs.




The Institute for Materials Applications in Mechanical Engineering (IWM) at RWTH Aachen University and the Institute of Applied Powder Metallurgy and Ceramics at RWTH Aachen University (IAPK) have opened invitations to the annual IWM-IAPK Colloquium. The event is scheduled to take place March 12, 2026.
Centred on ‘Digitalisation and Artificial Intelligence in Materials Engineering’, the event aims to provide a platform to discuss current challenges, identify trends and develop actionable recommendations for the industry. This year’s programme includes nine presentations:
• ‘Machine Learning in Physical Sciences & Engineering –Challenges and Opportunities’ – Prof Dr Stefan Sandfeld, Institute for Advanced Simulation, Forschungszentrum Jülich
‘Predictive Materials Engineering for Large Castings: Data-Based Models for Microstructure and Property Prediction’ – Lutz Horbach MSc IWM, RWTH Aachen University
• ‘Micromechanical Experiments as a Basis for Digital Models’ –Tobias Sedlatschek MSc, IAPK, RWTH Aachen University
• ‘Use of Deep Learning to Quantify Solidification Structures in Tool Steel Powder’ – Dr Santiago Benito, IWT, Ruhr Universität Bochum
• ‘AI-based Process Chain Modeling in Powder Metallurgy’ – Oliver Schenk MSc, IWM/IAPK, RWTH Aachen University
• ‘Digital Transformation and Sustainability in Powder Metallurgy: Measurement Technology, Data Acquisition, Cloud Integration, and Dynamic CO 2 Footprint Calculation’ –DrIng Christopher Schaak, Bleistahl
• ‘Analysis and Modeling of the Binder Jetting Process using the Shell Printing Strategy’ – Ziping Sang MSc IAPK, RWTH Aachen University
‘Use of Computer Vision for Automated Density and Defect Analysis in Metal Binder Jetting’ – Dr Lennart Waalkes, Fraunhofer IAPT, Hamburg
• ‘Simulation in Powder Metallurgy and Ceramics – Current Status and Potential of AI Applications’ – Yuanbin Deng MSc, IWM/IAPK, RWTH Aachen University
Following the event, participants will have the opportunity to visit the laboratories and test halls of the IWM/IAPK institute network.
Those interested can register here: www.iwm.rwth-aachen.de/go/id/ bretdu/lidx/1
www.iwm.rwth-aachen.de www.iapk.de








Nano Dimension, headquartered in Waltham, Massachusetts, USA, has announced its financial results for the third quarter ended September 30, 2025. The consolidated results incorporate the financial position and performance of Markforged Holding Corporation from April 25, 2025, the date of the acquisition. Desktop Metal Inc was acquired by the company on April 2, 2025. The results of Desktop Metal from April 2, 2025, through July 28, 2025, as well as impairment charges related to the Desktop Metal assets and the costs associated with the bankruptcy and deconsolidation, are included in Discontinued Operations on the Condensed Consolidated Statement of Operations.
Total revenues for the third quarter of 2025 were $26.9 million, compared to $14.9 million in the third quarter of 2024. $17.5 million of the revenue increase is attributed to the acquisition of Markforged, which was partially offset by lower revenues from the European business as tariffs are still impacting sales. Gross margin was 30.3%, down from 48.0% year-over-year and adjusted EBITDA loss was reported as $16.6 million, compared to a loss of $15.3 million year-over-year. Net loss from continuing operations was $29.5 million, up from a loss of $9.9 million year-over-year, and total cash, cash equivalents, deposits, and investable securities were $515.5 million as of September 30, 2025, down from $551.0 million as of June 30, 2025.
Desktop Metal was deconsolidated in the third quarter of 2025 following the Chapter 11 bankruptcy filing. This resulted in a $10.6 million loss from discontinued operations during the period, as well as a $12.9 million loss from the deconsolidation of operations.
David Stehlin, Chief Executive Officer, commented, “Since
becoming CEO in September, I committed to transforming Nano Dimension with speed, discipline and greater transparency, and that is exactly what we are accomplishing. In the third quarter and accelerating into the fourth, we are achieving measurable reductions in operating expenses, deepening customer relationships, expanding our customer base and delivering revenue growth. We believe that our stock is significantly undervalued and have recently repurchased more than 10 million shares. For the first time in the Company’s recent history, we are providing financial guidance. We are beginning to realise the benefits of a laser focused approach to improving operations and driving results, all while enhancing our position with critical customers. Nano Dimension is making meaningful improvements on all fronts.”
The company expects total savings of approximately 10% to 15%, based on the second quarter reported results adjusted to reflect a full quarter of Markforged, resulting in a non-GAAP operating expense from continuing operations baseline of roughly $32.5 million. In the third quarter, non-GAAP operating expenses were already about 10% below this baseline, and the company expects to realise the full run rate savings in early 2026 due to the acceleration of cost reduction initiatives.
John Brenton was appointed Chief Financial Officer, effective November 1, 2025. The company believes that Brenton’s disciplined approach and operational experience will be instrumental in accelerating the execution of its cost reduction initiatives.
For the first time, the company also issued non-GAAP guidance for the fourth quarter of 2025, including revenue of $31.5 million to $33.5 million, gross margin of 47% to 48.5%, operating expenses of $28

The Metal X Fused Filament Fabrication (FFF) Additive
Manufacturing machine from Markforged can process a wide range of materials, from stainless steel to copper (Courtesy Markforged)
million to $29 million, and adjusted EBITDA loss of $12 million to $14 million.
The company has repurchased approximately 10.1 million shares year-to-date for approximately $17.1 million. This includes $5.6 million, or 3.5 million shares, repurchased during the third quarter and $11.5 million, or 6.6 million shares, repurchased subsequent to quarter-end.
As announced in September, the board, with the support of Guggenheim Securities, LLC and Houlihan Lokey, is conducting a structured, data-driven evaluation of all alternatives. The process remains aligned with the company’s objectives to maximise shareholder value and unlock the potential of its technology, assets, and operations. While no timeline has been set for completing the review, the board is reportedly still engaged, and the company is committed to providing updates when there is something definitive to report.
www.nano-di.com

Exhibition organiser RX Japan has announced that its Highly-Functional Material Week series of events will this year take place in Nagoya, Osaka and Tokyo. The Nagoya expo took place February 18-20, 2026, at Port Messe Nagoya, Japan, with the Osaka event running May 13-15 and the Tokyo show from September 30-October 2.
The Highly-Functional Material Week events are intended to provide attendees with opportunities to explore new technologies, engage with industry experts, develop partnerships and gain insight into how advanced materials and photonics will influence industrial competitiveness in the years ahead.
The Nagoya event, being held for the first time, is aimed at better serving manufacturers and technology developers based in Japan’s Chubu region, a central area home
to leading automotive, aerospace and advanced manufacturing companies. The Highly-Functional Material Week Nagoya will focus on developments in areas such as advanced photonics technologies and sustainable materials.
“We’re excited to bring HighlyFunctional Material Week to Nagoya,” said Katsutoshi Tsuchiya, Show Director at RX Japan. “This region is a major force in Japan’s manufacturing and innovation, making it an ideal location for showcasing advanced materials and technologies. Exhibitors and attendees can expect productive dialogue and strong opportunities for collaboration in an industrial powerhouse such as Nagoya.”
Focused exhibitions
The Highly-Functional Material Week will feature a lineup of exhibitions
covering key segments of the materials ecosystem. Among these is the Mobility Material Expo, only being held in Nagoya, which focuses on advanced materials supporting vehicles, aircraft, drones, rail systems and shipbuilding. As lightweight composites, sustainable materials and high-function components become essential to next-generation mobility, the exhibition aims to offer practical insight into industry needs and emerging solutions.
Other exhibitions include:
Sustainable Material Expo
• Material DX Expo (focusing on digital tools)
• FilmTech Japan
• Plastic Japan
• Metal Japan
• Ceramic Japan
In addition, the events will feature Photonix, a comprehensive exhibition dedicated to optical, high-precision and laser-related technologies. www.material-expo.jp







Elnik Systems, LLC, Pineville, North Carolina, USA, has announced that EssilorLuxottica’s Frame MIM department in Thailand has successfully installed its second MIM3000 series furnace.
Elnik’s MIM3000 sintering furnace can process any metal with any binder in a single-step debinding and sintering cycle, without moving the parts. This is accomplished through a gas-tight refractory metal retort and gas management system.
The gas management system consists of mass flow controllers for the retort and hot zone, and a partial pressure valve at the inlet of a specially designed and modified dry vacuum pump. Different flows of gases into the hot zone and retort minimise binder material sticking to the cold walls of the furnace. The retort has gas plenums on each
side with a hole pattern to allow the heated gas flows evenly across each shelf in the retort.
ACCU-Temp is a linearisation technique that allows each of the six zones within the furnace to operate within ±1 °C of the actual temperature inside the retort. Wire-certified thermocouples with different calibration points are used, and any
calibration differences are corrected through the proprietary linearisation programme. This enables users to achieve higher MIM material densities by programming sintering temperatures closer to the melting point, while reducing the risk of overheating and part distortion.
www.elnik.com
www.essilorluxottica.com

Mesago Messe Frankfurt has announced the United Kingdom as the partner country for Formnext 2026. With its strong manufacturing background and leading position in Additive Manufacturing, the UK is home to an ecosystem of AM systems, software, and industrial applications. In addition, Formnext announced it is starting the year with fresh impetus and ramping up its focus on key user industries such as orthopaedics, aviation, and the automotive sector.
“The UK has long been a key global player in the world of Additive Manufacturing thanks to the close ties with the country’s robust manufacturing industry, and with established system manufacturers such as Renishaw as well as fast-growing companies such as Wayland Additive and many innovative start-ups,” says Sascha F Wenzler, Vice President Formnext at Mesago Messe Frankfurt GmbH. According to Head of Additive Manufacturing UK (AMUK), Joshua Dugdale, “The UK plays a leading role in the global Additive Manufacturing ecosystem, with strengths spanning research, materials, machine development, software, and high-value industrial applications across aerospace, defence, energy, and healthcare.”
Additive Manufacturing UK (AMUK) aims to bring together industry, academia, and government to support innovation, accelerate adoption, and increase the industrial use of AM technologies, positioning UK Additive Manufacturing capabilities on the world stage.
In addition, this year Formnext will be placing a greater focus on key user industries, such as orthopaedics, aviation, and automotive, through targeted events at leading industry exhibitions.
Christoph Stüker, Vice President Formnext at Mesago, explained, “In partnership with our exhibitors and stakeholders, our aim is to shine a light on the specific benefits and potential of Additive Manufacturing in these key industries to appeal to a broader user base.”
To deliver on this commitment, Formnext will be hosting a number of special AM-focused events at selected trade shows throughout the year, including the AERO Friedrichshafen (April 22–25), OT-World in Leipzig (May 9–22) and Automechanika in Frankfurt (September 8–12).
“These events will enable us to reach an even broader target
The European Powder Metallurgy Association (EPMA) is now open to submissions for its 2026 Powder Metallurgy Thesis Competition. The competition aims to promote Powder Metallurgy among young scientists at European academic institutions and encourage research at undergraduate and postgraduate levels.
Held since 1994, the thesis competition recognises excellence at both Masters and Doctorate levels. This year, the event is sponsored and supported by HILTI. The submissions will be judged by a panel of Powder Metallurgy experts from academia and industry.

The United Kingdom has been named partner country for Formnext 2026 (Courtesy Mesago/Mathias Kutt)
audience, some of whom will be unfamiliar with AM, and open their eyes to the possibilities of industrial 3D Printing. Users thus have an opportunity to speak to exhibitors at the various events throughout the year, experience the entire spectrum of Additive Manufacturing at Formnext in Frankfurt in November, and develop specific solutions with our exhibitors,” said Stüker.
Additionally, Formnext 2026 will feature a new and improved hall structure, with the exhibition taking place across three levels in the future: in Hall 11.0, 12.0 and 12.1.
Wenzler added, “The new hall structure optimises the space available to improve visitor flows, reduce walking distances, and create a more vibrant experience overall. Formnext continues to improve in both its thematic scope and its quality, and the new floorplan accommodates this perfectly.”
www.formnext.com
Winners will receive €500 for the Diploma/Master’s category and €1,000 for the Doctorate/PhD category, alongside complimentary registration to the Euro PM2026 Congress and Exhibition, courtesy of EPMA and the chance to present a 3-minute summary of their thesis during the opening plenary session.
The application deadline is April 22, 2026. Those interested can submit their applications here:
thesiscompetition.epma.com










Abstract submission is now open for the ASTM International Conference on Advanced Manufacturing (ICAM 2026), scheduled to take place from September 28 to October 2, in Orlando, Florida, USA. ICAM 2026 is hosted by the ASTM Global Advanced Manufacturing Programs Division, with support from more than a dozen ASTM technical committees. The event looks to bring together the leaders, innovators, and practitioners who drive technology from early exploration to industrial deployment. ICAM intends to cover the full lifecycle of manufacturing innovation, pre-industrialisation research, standards that support scale-up, and post-industrialisation practices that strengthen reliability and performance, across sectors such as aerospace, defence, energy, medical, automotive, and microelectronics. The conference provides a collaborative environment where end users, researchers, government agencies, and solution providers work together to build the consensus, pathways, and implementation strategies needed for advanced manufacturing.
Key focus areas include:
• Industry standards and shared frameworks
• Design methods for scalable manufacturing
• Qualification pathways and responsible adoption Process and system innovations
Advanced materials and integrated manufacturing processes
• Data, modelling, and digital manufacturing ecosystems
Authors are encouraged to submit an abstract of no more than 500 words, outlining the scope of their presentation and aligning with one of the conference topics listed below. Accepted abstracts will secure a presentation slot at ICAM 2026.
Symposia Topics include:
• Industrial Applications – aviation, space, medical, energy, etc.
• Value Chain – Directed Energy Deposition (DED), fatigue and fracture, in-situ monitoring, etc.
Sinterit, headquartered in Kraków, Poland, has reported that the ColdMetalFusion process has now been successfully qualified on the company’s Sinterit Lisa X Additive Manufacturing machines.
Created by Headmade Materials GmbH, based in Wuerzburg, Germany, ColdMetalFusion builds parts layer-by-layer at a lower temperature and cost than other metal additive techniques. Most Additive Manufacturing processes require support structures to build unique parts to account for internal pressure and gravity, but ColdMetalFusion does not. Parts can be built without supports,
allowing for faster repair times and increased cost savings.
The Lisa X features an open architecture intended to give users maximum control over build parameters. This allows them to adjust for specific build requirements, build with thirdparty materials, or develop their own, and in general have a more flexible approach to Additive Manufacturing.
A consequence of open architecture, the multi-material approach offers a wide range of available manufacturing powders to cater to various application needs, facilitates easy material changeover
• Industry 4.0 – AI/ML, modelling & simulations, security, etc.
Non-Metallic Materials – polymers, composites, ceramics, microelectronics, etc.
Presentation slots will be allocated based on the merit and relevance of the submissions to the conference agenda. Timings and formats for speaking slots will be finalised as the programme is developed, based on the subject matter.
Submissions will be evaluated based on the following:
• Relevance and importance of the topic to conference attendees
• Inclusion of an end-user as a lead or co-presenter
• Objective and educational content
• Clearly defined benefits for attendees
• Knowledge and experience of the speaker(s)
Those interested can submit their abstracts here: app.sessionboard. com/submit/astm-internationalconference-on-advanced-manufacturing-2026/011d8881-cb33-4f2e92e3-0f95f73b4ed2 www.amcoe.org

ColdMetalFusion is now qualified for use on the Sinterit Lisa X (Courtesy Sinterit)
between jobs, and enables the development of custom manufacturing powders.
www.coldmetalfusion.am
www.sinterit.com
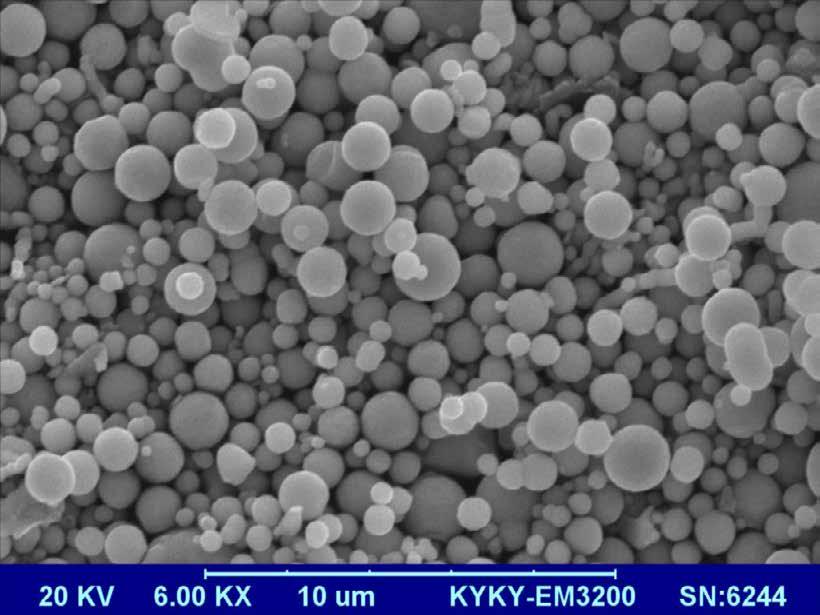
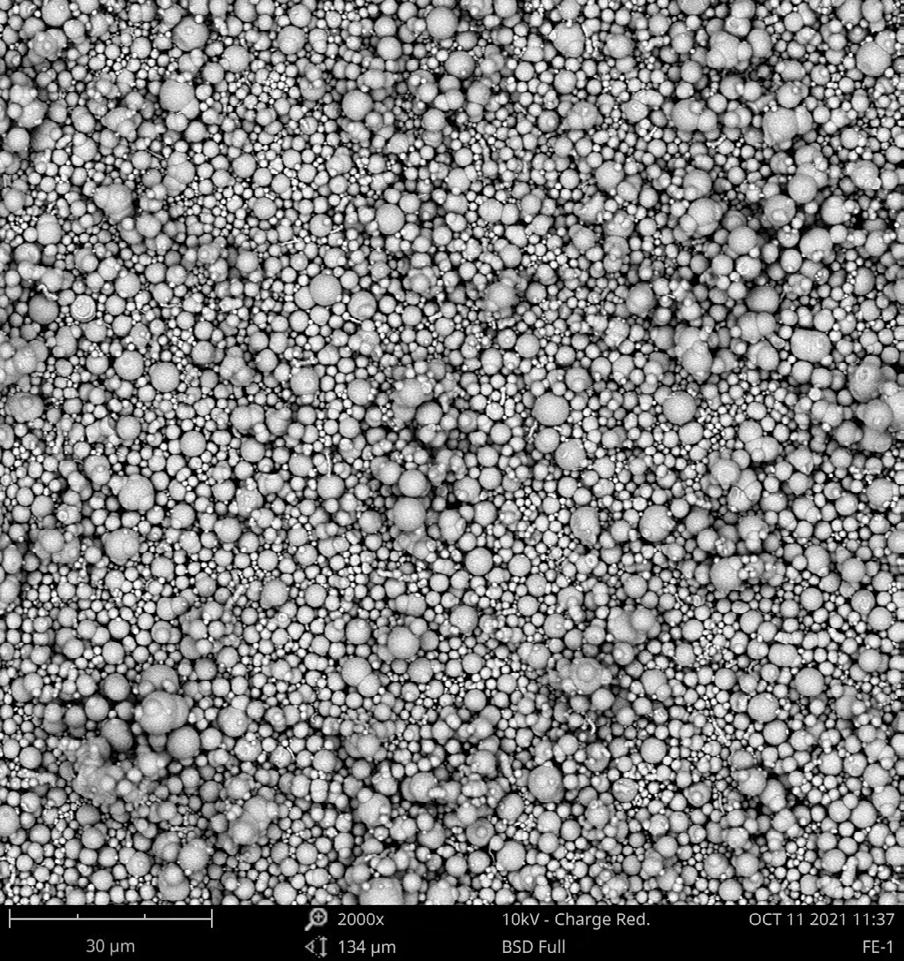
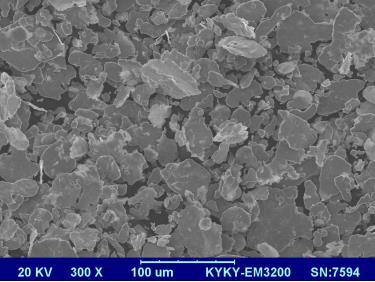
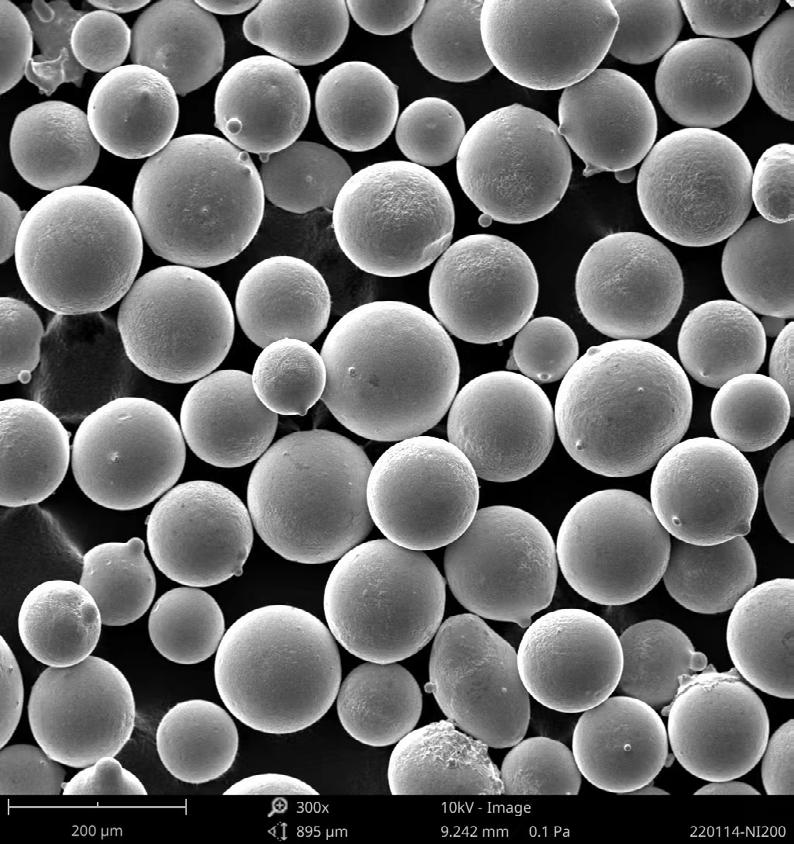

Conference: April 13-16
Exhibits: April 14-16 2026
Returning for the third year, join senior leaders from across the additive ecosystem as they deliver candid insights on where the technology is headed—and what it means for decision-makers today.
TUESDAY
Mission Critical: Scaling AM for Aerospace and Defense
WEDNESDAY
Life Saver: How AM is Transforming Point-of-Care
THURSDAY
Stay tuned! Presentation to be announced.
FEATURING LUMINARIES FROM






NORTH AMERICA’S LARGEST ADDITIVE MANUFACTURING AND INDUSTRIAL 3D PRINTING EVENT CLAIM YOUR FREE EXPO PASS

Use promo code RPMS when registering


Located at the heart of South Korea’s advanced manufacturing ecosystem, MTIG represents a new model for titanium industrialisation that goes far beyond conventional MIM-Ti parts production. By vertically integrating proprietary Hydride-Dehydride (HDH) powder production, Metal Injection Moulding, and Additive Manufacturing, MTIG delivers cost-competitive, high-precision titanium at scale. In this article, Professor Dr Jai-Sung Lee interviews MTIG’s founder and CEO, Dr Ji-Hwan Park, to explore the technologies, vision, and full-cycle innovation that set MTIG apart within the global MIM industry.
process optimisation, but a fundamentally different approach to materials control and manufacturing
Located in Gyeonggi Province, Republic of Korea – an industrial region that hosts global conglomerates such as Samsung, Hyundai Motor Group, SK, and LG – Material Technology Innovation Group (MTIG)’s Hwaseong manufacturing facility has become a key hub for the nation’s titanium materials and components industry. The



surrounding ecosystem, shaped by high-volume electronics, automotive, and precision engineering, places strong emphasis on scalable production, consistent quality, and cost competitiveness.
Within this environment, MTIG operates modern production facilities equipped with fully integrated process lines dedicated to titanium applications. The Hwaseong plant supports an end-to-end value chain, spanning the production of Metal Injection Moulding-grade titanium powder through to the manufacture of finished precision components.
This vertically integrated structure provides the foundation for the industrialisation and wider adoption of titanium materials across South Korea.
A core pillar of MTIG’s technological capability is its proprietary titanium powder production based on the Hydride-Dehydride (HDH) process, a technology developed by the company’s founder and CEO, Dr Ji-Hwan Park, during his doctoral research. Since the company’s establishment in 2006, MTIG has maintained a consistent materials-first strategy, with sustained
investment in proprietary materials development, process control, and manufacturing expertise.
Against this backdrop, Professor Dr Jai-Sung Lee interviewed Dr Park to examine the technological milestones, manufacturing philosophy, and long-term vision that have shaped MTIG’s evolution into a fully integrated titanium manufacturing enterprise focused on scalable precision and cost-competitive production.
For titanium to move beyond specialist applications in aerospace and high-end medical devices into everyday products, two fundamental barriers must be addressed: cost competitiveness and mass production capability. MTIG adopted Metal Injection Moulding as its core manufacturing route specifically to overcome both challenges.
Reflecting on the origin of this strategy, Dr Park explained: “The starting point of all technological progress was securing titanium powder produced through the HDH process developed during my doctoral research, which enabled the formulation of feedstock optimised for MIM.” Building on this foundation, MTIG has developed proprietary feedstock manufacturing technologies not only for commercially pure titanium (CP Ti), but also for titanium alloys incorporating a wide range of alloying elements.
MTIG’s feedstock is injection moulded into high-precision tools, enabling the efficient production of complex geometries that are difficult or uneconomical to realise using conventional machining. This approach overcomes the inherent ‘one-by-one’ time limitations of CNC machining; through the use of multicavity moulds, dozens of precision components can be produced simultaneously in minutes.
Following injection moulding, the green parts undergo a controlled debinding process to remove polymer binders, after which they are vacuum sintered at temperatures exceeding 1,200°C to consolidate the powder particles. During sintering, MTIG exercises micron-level control over dimensional shrinkage, ensuring the stable production of high-density, high-precision final components.
Components manufactured under these tightly controlled conditions exhibit excellent material properties and dimensional accuracy. “By establishing a full-cycle process – from raw material production using the HDH process through to final product manufacturing via MIM – MTIG’s technology is breaking the conventional boundaries of the titanium materials industry and creating new value,” Dr Park emphasised.
Titanium is lighter than steel and more corrosion-resistant than stainless steel, earning its reputation as a ‘dream metal’ across a wide range of applications. However, its high strength and low thermal conductivity make it difficult to process efficiently using conventional subtractive manufacturing routes such as cutting and grinding, limiting productivity and increasing cost in component production.
For powder-based manufacturing technologies, titanium powders are commonly produced using gas atomisation routes such as Electrode Induction Gas Atomisation (EIGA) and Vacuum Induction Gas Atomisation (VIGA), as well as plasma-based processes. These powders – particularly in spherical form – are widely used in both Metal Injection Moulding and Additive Manufacturing, offering good flowability and packing characteristics.
However, for high-volume, costsensitive applications such as MIM, powder economics, yield, and compositional flexibility become decisive

“During sintering, MTIG exercises micron-level control over dimensional shrinkage, ensuring the stable production of highdensity, high-precision final components.”
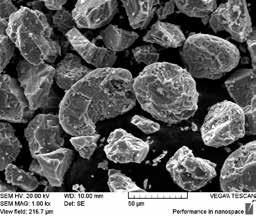
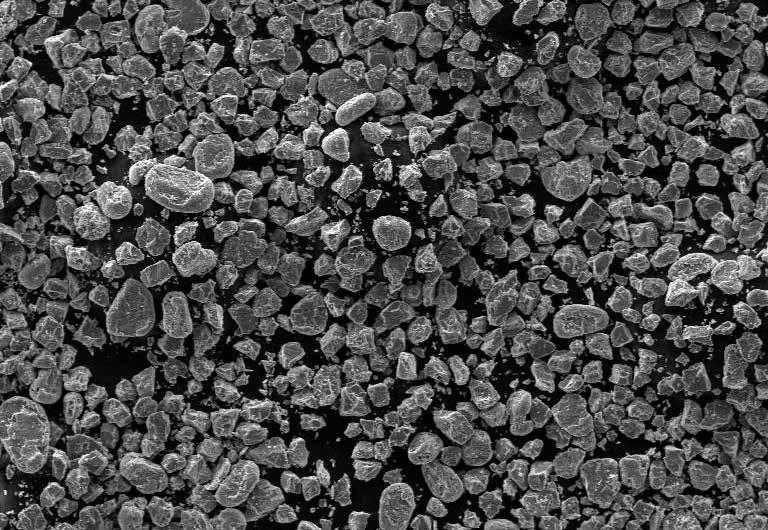
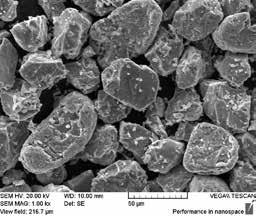
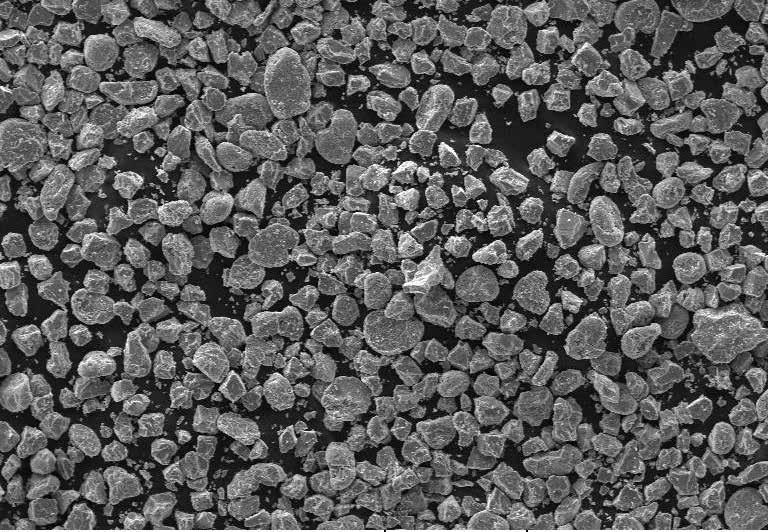
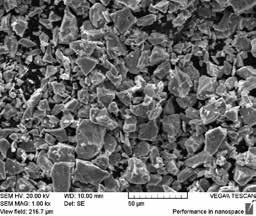
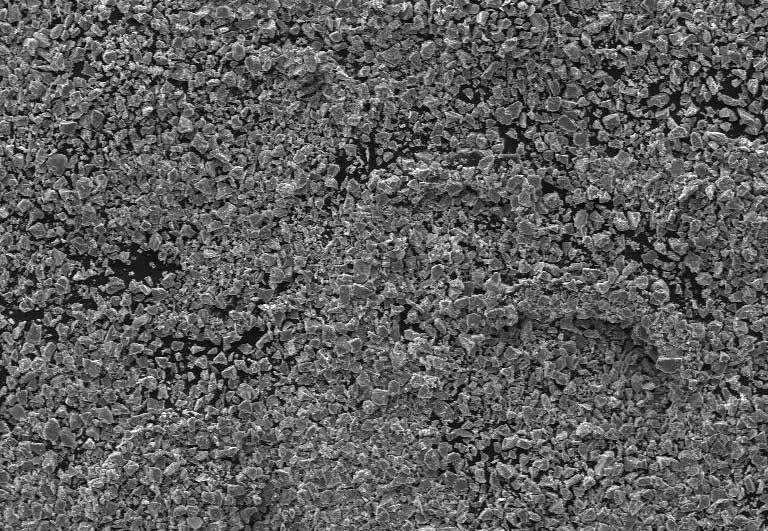
factors. Gas- and plasma-atomised powders are typically associated with high capital and energy costs, limited utilisation of machining scrap, and less flexibility for rapid alloy composition adjustment, all of which can constrain large-scale industrial deployment.
To address these structural challenges, Dr Park developed MTIG’s proprietary HDH process as a complementary and alternative powder production route. By leveraging controlled chemical reactions rather than solely thermal atomisation, the HDH process enables the efficient production of titanium powder from titanium sponge, scrap, and chips, establishing a cost-effective, scalable, and resource-efficient powder supply system tailored to MIM and related powder-based processes.
Explaining the principle of the HDH process, Dr Park noted, “The HDH process overcomes the physical limitations of titanium by inducing chemical property changes. When high-purity hydrogen is introduced under precisely controlled temperature conditions to titanium scrap, chips, or sponge, its atoms penetrate the titanium crystal lattice, transforming it into brittle titanium hydride (TiH 2). This titanium hydride is brittle like glass, enabling selective crushing and classification into fine powders on the order of several microns (µm), as well as coarser powders in the hundreds of micrometres. Subsequently, hydrogen is removed through a dehydrogenation step under high-temperature vacuum conditions, resulting in chemically stable titanium powder with minimal impurities.”
Titanium powders produced via the HDH process are used across MTIG’s conventional Powder Metallurgy operations and form the basis of its Metal Injection Moulding activities through the formulation of proprietary feedstocks combining titanium powder with polymer binders. Where required, coarser HDH powders are further processed to optimise morphology for Additive Manufacturing, allowing MTIG to
deploy multiple powder technologies within a unified manufacturing ecosystem.
Production of spherical powder for AM via radio - frequency (RF) plasma spheroidisation
MTIG adopts a strategy of utilising 100% of the titanium powder produced through its HDH process, minimising material waste while maximising downstream manufacturing flexibility. Fine powders below approximately 20 µ m are allocated to Metal Injection Moulding feedstock production, while coarser powders above this threshold are processed into spherical powders suitable for Additive Manufacturing using radio-frequency (RF) plasma spheroidisation.
HDH-derived titanium powders typically exhibit a polygonal, irregular particle morphology. While well suited to MIM, such non-spherical particles can have reduced flowability, leading to lower powder packing density and an increased likelihood of defects in AM processes that rely on uniform powder spreading and deposition.
Within the RF plasma system, sizeclassified titanium powder is rapidly melted in a zone where the plasma temperature exceeds 10,000°C. During free fall, the molten droplets adopt a spherical geometry under the influence of surface tension before rapidly solidifying. This process promotes the release of internal microporosity, producing spherical powders with near-theoretical density.
The resulting powders exhibit excellent flowability – often compared to that of dry sand – enabling stable powder-bed formation and consistent layer deposition in Additive Manufacturing processes. By applying RF plasma spheroidisation directly to HDH-derived powders, MTIG is able to produce AM-grade spherical powders with significant cost and process efficiency advantages compared to gas and plasma atomisation processes.

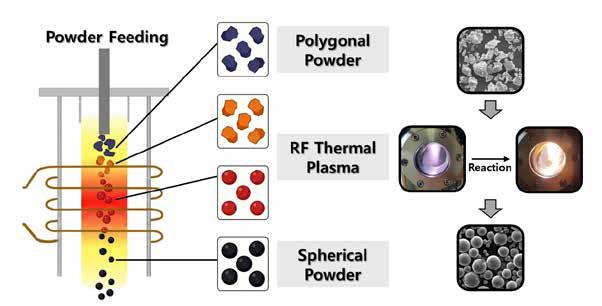



“This recycling capability establishes a closed-loop resource utilisation system in which machining waste is transformed into high-value strategic materials.”
Recycling technology and closedloop titanium resource circulation During conventional machining of titanium components, chips are exposed to elevated temperatures and mechanical stress, leading to significant oxygen pickup. This increase in oxygen content degrades the mechanical properties of titanium, rendering such scrap difficult to recycle using conventional remelting or powder production methods. In many machining-intensive processes, scrap can account for up to 90% of the original raw material input.
To overcome this, MTIG developed a proprietary deoxidation-based recycling technology. The process induces controlled deoxidation reactions between high-oxygen titanium scrap, magnesium, and hydrogen gas, enabling the recovery of titanium powder with desirable chemical and mechanical properties. When integrated with the HDH process, this technology allows recycled material to be converted into high-quality titanium powder suitable for Powder Metallurgy and Additive Manufacturing applications. This recycling capability establishes a closed-loop resource utilisation system in which machining waste is transformed into high-value strategic materials. Beyond reducing material loss, the approach enhances resilience against raw material price volatility and supply-chain disruptions, reinforcing MTIG’s broader strategy of cost control, sustainability, and supply-chain independence.
MTIG produces titanium MIM components for a wide range of industries, including medical and dental implants as well as precision IT applications. In the dental implant sector in particular, the company’s technologies have earned strong trust for their dimensional accuracy, material consistency, and biocompatibility. MTIG supplies leading
dental implant manufacturers worldwide, including DIO Implant Co, Ltd. and MegaGen Implant Co, Ltd, and is widely recognised for its reliability and quality performance within the medical device industry.
Building on this foundation in highly regulated markets, MTIG is progressively expanding its MIM applications into everyday consumer products. In the lifestyle sector, MTIG uses MIM to produce ergonomic titanium massage tools (gua sha), a flagship product in South Korea’s beauty industry. These products combine titanium’s naturally cool feel and antibacterial properties with the design freedom afforded by MIM. Beyond consumer applications, MTIG also produces a range of high-value components, including electrode tips for precise electrical signal transmission and premium titanium jewellery, where controlled oxide-layer formation is used to achieve distinctive surface colours.
A recent case study illustrates the upper limits of MTIG’s MIM capability. To commemorate Disney’s 100 th anniversary, BLITZWAY, which holds a licensing agreement with Disney, commissioned MTIG to develop and produce a limited-edition Mickey Mouse figure manufactured entirely from titanium. The figure, which measures approximately 100 x 100 x 180 mm, weighs around 480 g, and uses ratchet joints to replicate a range of movements from the original animation. MTIG employed its high-precision MIM process to manufacture the required microcomponents, which were then assembled to tight mechanical tolerances. The project attracted significant global attention, not as a novelty item, but as a demonstration of what is achievable when complex design requirements and precision mass production are combined.
Reflecting on the project, Dr Park stated, “Successfully achieving mass production of such complex and delicate three-dimensional forms using titanium – a notoriously
“MTIG employed its high-precision MIM process to manufacture the required micro-components, which were then assembled to tight mechanical tolerances.”


difficult material to process – is a testament to the fact that MTIG has reached the pinnacle of precision micro-component manufacturing. It was a deeply rewarding milestone.”
Building on this experience, Dr Park outlined plans to further expand MTIG’s presence in highvalue markets that demand extreme precision and design fidelity, including premium collectables and character merchandise.
MTIG’s successful mass production of titanium components such as laptop housings, iPhone camera frames, and smartwatch cases – key products within the global consumer electronics market – demonstrates the viability of titanium for high-volume applications. These programmes highlight how titanium’s low density, high strength, and premium surface
finish can be leveraged to meet both functional and aesthetic requirements at an industrial scale.
Extending its expertise in micro-scale precision manufacturing, MTIG is also strategically expanding into the robotics sector, a core pillar of next-generation industrial development. A focal point of this effort is the ultraminiature precision reducer, a critical enabling component for accurate robotic articulation and motion control.
By realising micro-reducer architectures that are not achievable through conventional complex machining, MTIG’s specialised manufacturing technologies support both the miniaturisation and performance enhancement of robotic systems. This capability positions the company to address emerging demands in advanced robotics applications, where precision, reliability, and scalable production are essential.
To further extend its precision component manufacturing capabilities beyond Metal Injection Moulding, MTIG employs Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing, utilising its internally produced, high-quality spherical titanium powders. This approach enables the fabrication of components with complex internal architectures and refined free-form geometries that are not achievable through conventional subtractive machining, complementing MTIG’s established MIM production platforms.
A key strength of MTIG’s PBF-LB capability lies in its comprehensive understanding of titanium powder characteristics, including chemical composition, particle size distribution, and sphericity. Rather than treating Additive Manufacturing as an isolated build process, MTIG integrates detailed powder data
directly into process development, allowing manufacturing parameters to be optimised in alignment with intrinsic material behaviour.
Commenting on this approach, Dr Park explained, “By maintaining comprehensive data on our titanium powders – from chemical composition to physical sphericity – we have optimised critical processing parameters, such as laser power, scanning speed, and hatch spacing, to precisely match the material’s characteristics. This approach f undamentally reduces reliance on trial-and-error optimisation and mitigates the process instability that often affects Additive Manufacturing providers focused solely on the build stage.”
This integrated materials–process strategy enhances build stability, improves reproducibility, and shortens development cycles, providing practical advantages in both prototyping and low-to-medium volume production environments. Building on this, MTIG has achieved notable success in the veterinary medical sector. Through threedimensional scanning and analysis of diverse animal bone structures, the company produces pati entspecific implants (Fig. 11) and fracture fixation stems on demand, contributing to improved clinical outcomes and enhanced quality of life for companion animals. This capability extends beyond veterinary applications; the ability to manufacture complex, patientspecific implants directly from three-dimensional modelling data represents one of the most significant competitive advantages of MTIG’s Additive Manufacturing ecosystem.
MTIG’s long-term objective is to accelerate the broader industrial adoption of titanium by providing manufacturing solutions that deliver
measurable advantages in cost, precision, and scalability. Building on its differentiated product portfolio and established mass-production infrastructure, the company is focused on forming strategic partnerships with customers seeking to deploy titanium in applications where conventional manufacturing routes remain constrained.
The company’s capabilities extend beyond the production of individual components. MTIG has established an integrated technological ecosystem in which machining scrap and process waste are recycled through the HDH process, in some cases further upgraded via plasma-based powder processing, and subsequently converted into high-precision components through the complementary application of Metal Injection Moulding and Additive Manufacturing. This closed-loop manufacturing system – linking raw material generation, component fabrication, and material regeneration – supports stable quality, competitive cost structures, and resilience against raw material price volatility and supplychain disruption.
As this platform continues to mature, MTIG’s titanium components are being deployed across an expanding range of industrial sectors. In addition to mobile devices and medical implants, applications now include lightweight aerospace structures, high-strength drive components for robotics, and critical materials for emerging energy systems. In each case, titanium’s performance advantages are realised through manufacturing routes designed for industrial-scale deployment rather than niche production.
Guided by a sustained focus on materials engineering and process integration, MTIG continues to refine its approach to making products lighter, stronger, and more reliable in high-volume applications. As a titanium-specialised company, it maintains an open and collaborative partnership model, supporting customers across medical, IT, industrial, and consumer sectors. Beyond its role as a component supplier,
MTIG increasingly operates as a manufacturing technology partner, translating customer concepts into robust, manufacturable solutions through integrated control of materials, processes, and production.
Dr Ji-Hwan Park CEO
MTIG Co, Ltd
685-5 Seokpo-ri, Jangan-myeon, Hwaseong-si, Gyeonggi-do, Korea nanobiz@mtig.co.kr www.mtig.co.kr
Author
Professor Dr Jai-Sung Lee, Department of Materials and Chemical Engineering Hanyang University-ERICA, Ansan, 15588 Korea jslee@hanyang.ac.kr
17 – 20.11.2026
FRANKFURT / GERMANY
Formnext 2026 demonstrates how Additive Manufacturing is transforming the industry: through customized products, more sustainable manufacturing, and local, flexible production.
Position yourself as a driver of this development and showcase your solutions along the entire process chain to an international audience.
Secure your spot as an exhibitor!
formnext.com/ exhibitors
Honorary sponsor

As power density continues to rise in applications ranging from e-mobility to AI hardware, thermal management is increasingly defining the performance limits of power electronics. Conventional cooling concepts are struggling to keep pace, making system-level optimisation essential. This article presents a coordinated approach to substrate design, high-current interconnection and advanced copper cooling enabled by Metal Injection Moulding, developed jointly by Schweizer Electronic AG, Schunk Sonosystems GmbH and Schunk Sintermetalltechnik GmbH, and authored by Marvin Luceri, Thorsten Klein and Tim Hanika.
Cooling has long been a central challenge in power electronics. Rising power levels and power density are driving ever-higher thermal loads, making thermal management one of the key limiting factors in system performance.
Two developments are driving this trend. First, the transformation towards e-mobility is progressing rapidly: as charging power increases and charging times shorten, vehicles face steadily rising power requirements, resulting in growing thermal loads that must be managed reliably for safety reasons. Second, similar effects are evident in AI hardware, where increasing power density means conventional airflow-based heat removal is no longer sufficient; in extreme cases, systems may be forced to throttle chip clock speeds to prevent overheating.
Three companies have joined forces in a development consortium to address the challenge of efficient heat dissipation in high-power electronics: Schweizer Electronic AG, a specialist in high-power PCB technology, Schunk Sonosystems GmbH,
with expertise in ultrasonic-welded high-current busbar connections, and Schunk Sintermetalltechnik GmbH, a leading manufacturer of components produced by Metal Injection Moulding. Using a joint reference build (Figs. 1 and 2), the companies
demonstrate how coordinated design of substrate, interconnection, and cooling can improve thermal performance and overall system efficiency. This system approach places requirements on all three subsystems: the PCB substrate, the

1 Closed copper liquid cooler (cold plate) produced by Metal Injection Moulding and used in this study
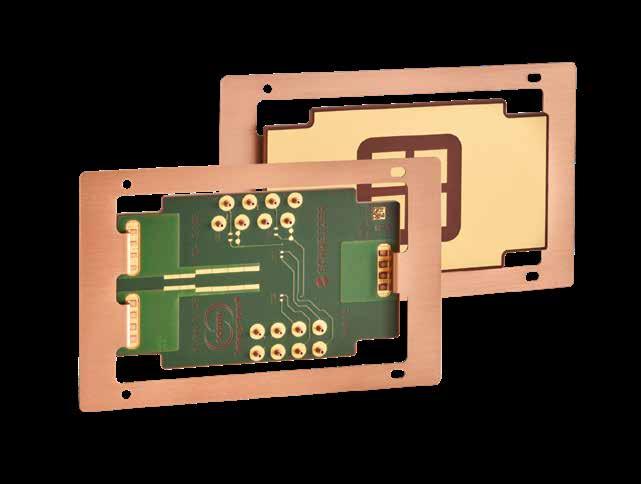
tions, uniform acoustic impedance and tight tolerances to ensure stable energy transfer and robust metallurgical bonding to the PCB structures.
Validation typically requires a combination of pressure testing, flow characterisation, thermal resistance measurement, and non - destructive evaluation methods, such as X-ray computed tomography (CT) scanning or scanning acoustic microscopy (SAM), to verify internal structural conformity – including confirmation that the cooler’s internal pin-fin posts (heat-transfer features) are fully connected to the base plate.
“In high-power electronic assemblies, effective thermal management increasingly requires coordinated design of the substrate, interconnections, and cooling components.”
high-current interconnections, and the cooling component. One key element of the overall concept is the cooling component, which must combine high thermal conductivity with design freedom. MIM copper is particularly suitable for such applications, as its sintered microstructure achieves near-full density and thermal conductivities approaching wrought copper. Combined with the ability to form thin walls, hollow structures, and
intricate internal features without machining, this enables compact, highly efficient cooling geometries. Component selection must therefore consider not only the thermal transport properties of the base material, but also mechanical stability under coolant pressure and compatibility with joining processes (such as ultrasonic welding and pressure sintering to the PCB). This requires controlled surface condi -
Modern power PCB technologies, such as standard, clustered or etched inlays, thick-copper circuit boards and highly integrated embedding approaches, provide far more than simple electrical interconnection (Fig. 3). Owing to their high copper content, these substrates act as active thermal components within the system. They buffer short-term load and current peaks while simultaneously enabling efficient heat conduction from the power semiconductor to the underside of the printed circuit board, making the PCB itself a key element of thermal management. In the demonstrator, busbars were attached directly to the PCB by ultrasonic welding, implemented by Schunk Sonosystems GmbH.
As currents increase, conventional contacting and interconnection solutions quickly become the limiting factor. Contact resistance and parasitic inductance directly affect efficiency, electromagnetic compatibility (EMC) performance and service life. System-optimised high-current connections with short, wide-area current paths ensure that the electrical advantages of the PCB are preserved all the way to the power semiconductor.
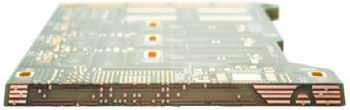



Regardless of the PCB’s thermal capability, heat must be removed from the system efficiently. Closed copper heat sinks manufactured using MIM technology offer advantages here. MIM enables highly complex geometries with integrated cooling channels and large surface areas, while still supporting high-volume production. Directly coupling such heat sinks to the underside of the PCB reduces thermal interfaces and simplifies the overall system design.
“MIM enables highly complex geometries with integrated cooling channels and large surface areas, while still supporting high-volume production. Directly coupling such heat sinks to the underside of the PCB reduces thermal interfaces and simplifies the overall system design.”
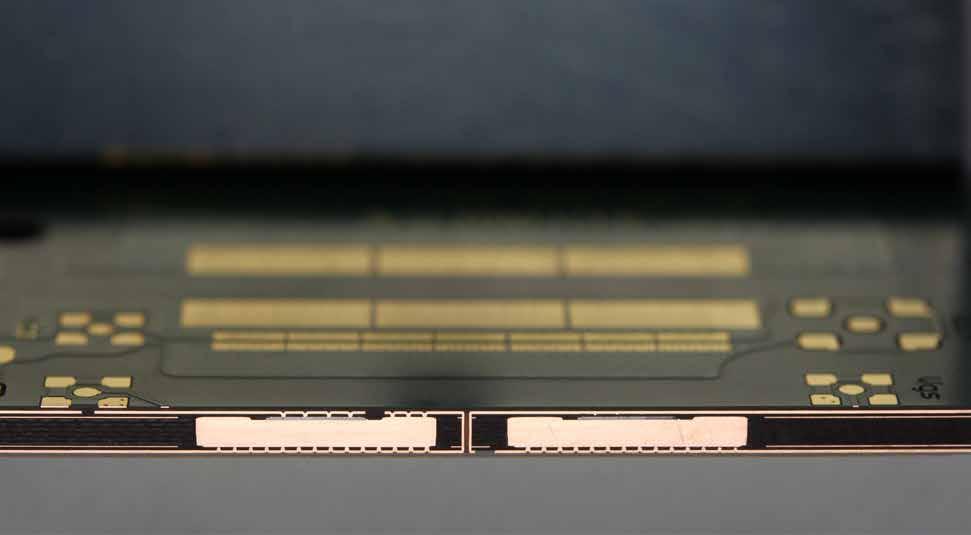
“These results highlight the potential that emerges when the PCB, current paths, contacting, and cooling are designed consistently as an integrated whole. Depending on the level of integration, these effects can also be transferred to inlay or thick-copper PCBs.”
System-level improvements demonstrated in the reference build
The impact of the integrated system approach described here can be demonstrated particularly clearly using highly integrated demonstrators. One such reference is the p² Pack model from Schweizer Electronic AG (Figs. 4 and 5), which integrates power semiconductors directly into a copper-based substrate.
Although this approach is not the primary focus of the article, it enables the system-level effects to be quantified. In the p² Pack reference design, the following improvements have been reported (Table 1). These results highlight the potential that emerges when the PCB, current paths, contacting, and cooling are designed consistently as an integrated whole. Depending on the level of integration, these effects can also be transferred to inlay or thick-copper PCBs.
Metal Injection Moulding offers design freedom similar to plastic injection moulding and is therefore suitable for producing components at medium- and large-scale volumes. The process begins with a very fine metal powder (<45 µm) – typically high-purity copper for high-performance heat conductors – which is mixed with a binder system to form a feedstock. At injection temperature, the feedstock has a viscous, paste-like consistency and can be processed on standard injection moulding machines. The feedstock is melted and injected under high pressure into precisely manufactured mould cavities.
The moulded component (‘green part’) is then debound; the polymer binder used to hold the metal powder together during moulding is removed, leaving a porous metal skeleton in the shape of the final part. Debinding is typically carried out by solvent debinding, catalytic debinding, thermal burnout, or some combination thereof. The resulting so-called
Inlay
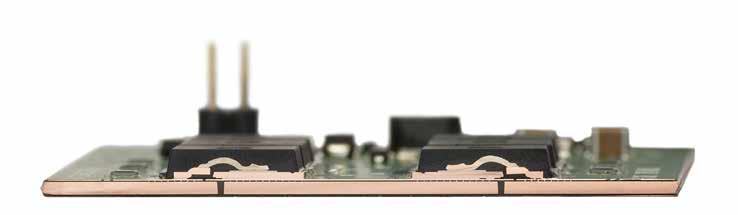
Smart p² Pack (Power Embedding)
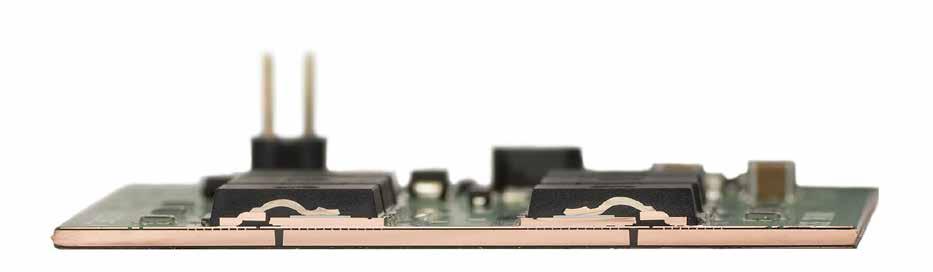
Smart p² Pack (Power Embedding) 60% Higher Performance (@
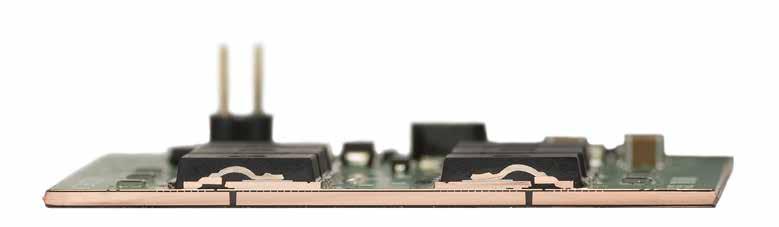
Smart p² Pack (Power Embedding)
60% Higher Performance (@ 48V) Systems
60% Higher Performance (@ 48V) Systems
Systems
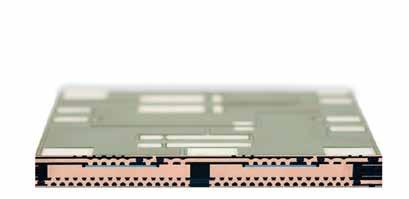
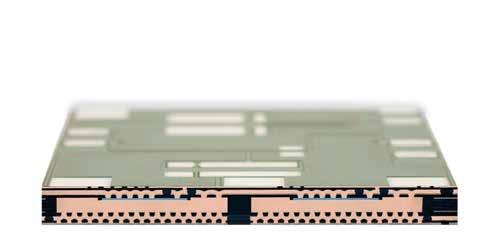
Fig. 5 System improvement through embedding of a power integrated circuit (IC) – Smart p² Pack concept 02.02.2026
‘brown part’ consists of loosely bonded metal particles and maintains the shape and dimensions of the green part.
The component is then sintered under a protective gas atmosphere or vacuum at temperatures close to the melting point of the metal. During sintering, diffusion causes the brown part to shrink and densify into a high-density, low-porosity structure. Although the component typically shrinks linearly by 10-20% during sintering, dimensional accuracy remains high due to the homogeneous density of the green compact and the controlled process conditions. The result is a precise, functional metal part.
From a thermal-fluidic perspective, the cooler’s internal geometry governs the balance between heat transfer efficiency and hydraulic performance. Dense pin arrays or structured surfaces significantly increase internal surface area, while alternative pin morphologies – such as tapered, oval, or hemispherical shapes – can induce microscale turbulence, reduce the thermal boundary layer thickness,
Conduction losses, RDS(on)
Switching losses
Thermal impedance, Z th
Power density
Packaging volume
Up to 35% reduction
More than 65% reduction
Approximately 40% decrease
Up to 60% increase
Up to 30% reduction
Reliability >700,000 load-cycle events without failure
Table 1 Reported system-level improvements demonstrated using the p² Pack reference design
“From a thermal-fluidic perspective, the cooler’s internal geometry governs the balance between heat transfer efficiency and hydraulic performance. Dense pin arrays or structured surfaces significantly increase internal surface area.”
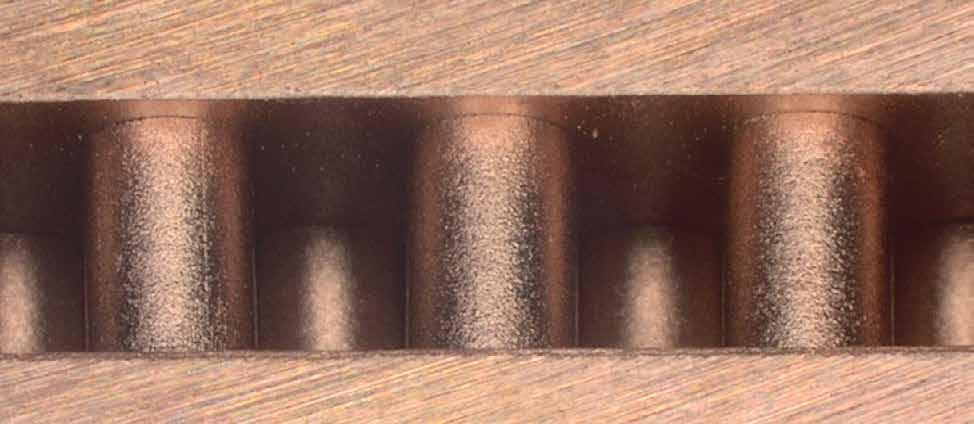
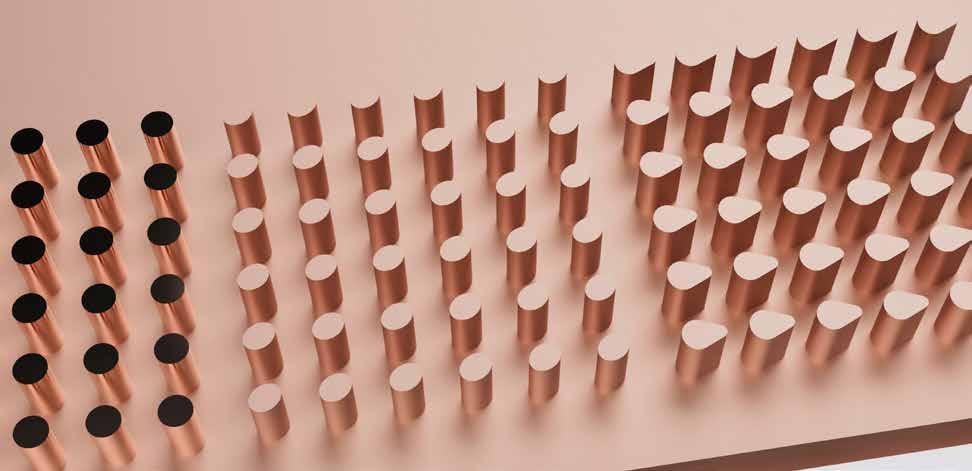
and thereby enhance convective heat transfer. At the same time, the design must mitigate excessive pressure drop to preserve overall system efficiency. Ensuring uniform coolant distribution is essential to avoid localised thermal gradients and hotspot formation within the copper structure.
Special process variants enable MIM to produce hollow heatexchanger structures for the cooler (Figs. 6 and 7), designed for opera -
tion with glycol-water mixtures at pressures of up to 8 bar. Cylindrical pins were used to keep tooling costs down. The pins connect both base plates. This ensures optimal heat conduction from the heat source to the cooling medium, including through the second cover plate (with maximum surface area). Alternatively, the cooler can dissipate heat on both cover plates and thus be used on both sides. The water pipe connections are provided as mounting
elements in step one; in step two, they can be directly moulded during the forming process.
Pure copper has excellent thermal conductivity. With optimised powder quality and tightly controlled sintering, modern MIM copper can achieve high density and therefore high thermal conductivity, approaching that of fully dense copper.
The economic appeal of copper heat sinks produced using MIM is
based on several factors. First, MIM enables complex internal cooling geometries – such as integrated channels and structured surfaces – that would be prohibitively expensive to machine in copper. Second, MIM eliminates material-intensive removal processes, which are particularly cost-relevant for copper. With high material utilisation, MIM achieves favourable raw material efficiency. In addition, the use of recycled material contributes to a favourable CO 2 balance.
Electrical currents and signals must ultimately be transferred from the inner structures of the PCB to the outside of modern power modules. This is where ultrasonic welding can be applied as a joining method (Fig. 8).
Ultrasonic welding is a solidstate joining process in which mechanical vibrations in the highfrequency range – usually between 20–40 kHz – are introduced into the joining zone under defined force. The sonotrode transfers the vibration energy to the material surfaces, causing microscopic relative movements. These lead to local friction, plastic deformation and breakdown of oxide layers, resulting in metallic contact at the atomic level and the formation of a material bond (Fig. 9). Since the process does not require external heat input, it is classified as a cold joining process.
Principles and advantages
Key advantages of ultrasonic welding include very short process times in the millisecond range and high reproducibility of joint quality. Energy input can be precisely controlled, making the process particularly suitable for sensitive assemblies. This technology also enables the joining of different metallic materials, including combinations with widely varying thermal
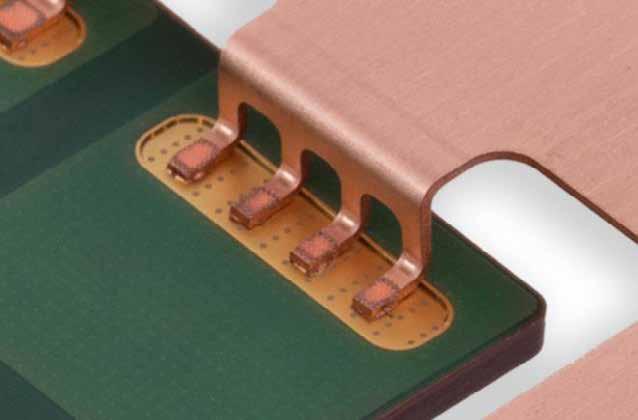
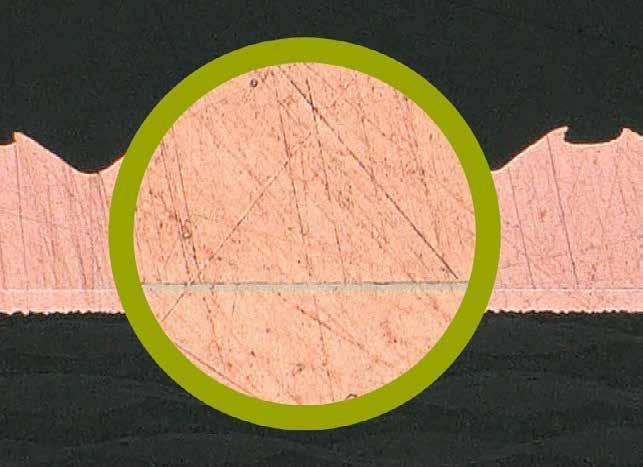
“Key advantages of ultrasonic welding include very short process times in the millisecond range and high reproducibility of joint quality. Energy input can be precisely controlled, making the process particularly suitable for sensitive assemblies.”
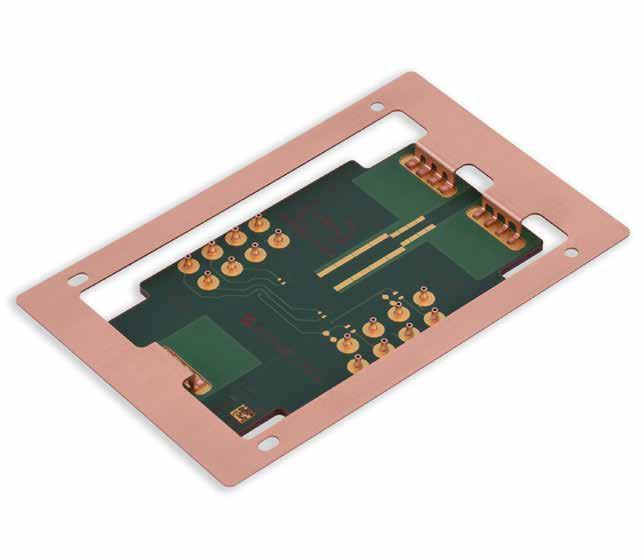
Fig. 10 Demonstrator assembly showing the PCB integrated within a copper frame
Thermal management is increasingly setting the limits for high-power electronic assemblies. Joint development work by Schweizer Electronic AG, Schunk Sonosystems GmbH, and Schunk Sintermetalltechnik GmbH highlights the value of treating the substrate, interconnection, and cooling as a single integrated design task – particularly at the interfaces, where joint quality, surface conditions, and tolerances directly affect both electrical losses and heat transfer.
Looking ahead, further qualification of these integrated concepts will be essential to scaling power density in applications such as e-mobility and AI hardware, while maintaining efficiency and reliability.
Marvin Luceri
and mechanical properties. The resulting joints exhibit high electrical and mechanical stability, making the process particularly suitable for applications in electronics manufacturing, sensor technology, and power electronics.
Ultrasonic welding of PCBs and MIM coolers involves specific process requirements. Key parameters include amplitude, welding force, welding time and energy input. The amplitude determines the intensity of the vibrations and thus the degree of plastic deformation in the joining zone. The welding force ensures the necessary surface contact, while the welding time and energy input influence the resulting weld intensity and material deformation.
The combination of sensitive PCB laminates for contacting and
MIM components as heat sinks and bases poses a particular challenge. When ultrasonic welding on very thin conductor layers, there is a risk that excessive amplitudes or forces will lead to delamination, conductor track detachment or local overheating on the printed circuit board. Geometric tolerances and variations in surface finish also significantly impact process stability.
Optimised tool and sonotrode geometry; suitable component positioning and joining; and continuous process monitoring are therefore required for reliable process control. Modern ultrasonic systems use high-resolution sensors and correspondingly high sampling rates to monitor process variables and parameters such as energy input, force curve and frequency, thereby improving reproducibility and joint quality.
Strategic Marketing Manager marvin.luceri@schweizer.ag +49 7422 512-206
Schweizer Electronic AG Einsteinstrasse 10, 78713 Schramberg, Germany www.schweizer.ag
Thorsten Klein
Head of MIM – Schunk Thale thorsten.klein@schunk-group.com +49 3947 7-1560
Schunk Sintermetalltechnik GmbH Rosstrappenstrasse 62, 06502 Thale, Germany www.schunk-group.com
Tim Hanika
Head of Special Applications
Schunk Sonosystems GmbH tim.hanika@schunk-group.com +49 641 608-347
Hauptstrasse 95, 35435 Wettenberg, Germany www.sonosystems.com

HOLISTIC INNOVATION IN ADDITIVE MANUFACTURING
JUNE 22 & 23 BANFF, AB, CANADA
Scan the QR code or visit hiam.uwaterloo.ca/2026/ to learn more.
Early-bird registration ends May 1, 2026.

From an industrial perspective, automating depowdering is key to scaling Binder Jetting for serial production. Without it, depowdering remains a bottleneck that can negate many of the throughput and cost advantages of Binder Jetting over conventional manufacturing and other Additive Manufacturing processes. Currently, manual and semi-automated methods are used Depowdering
Binder Jetting (BJT) continues to attract intense interest as manufacturers search for faster, more economical routes to serial metal part production. Yet despite impressive build speeds and design flexibility, many remain sceptical about Binder Jetting’s readiness for true industrial scale. The bottleneck lies not only in the build process, but in what happens next. Depowdering, still largely manual and labour-intensive, threatens throughput, consistency and safety. In this article, Lea Reineke of Fraunhofer IFAM and Florian Richter from IPH Hannover explain how the QualiJet project aims to change that.
Automated depowdering is a critical enabler for the Additive Manufacturing process known as Binder Jetting (BJT), as it addresses one of the most labour-intensive and limiting steps: removing loose powder from parts after a build. In BJT, parts exit the build chamber surrounded by unbound powder, and manual cleaning is slow and inconsistent, exposing operators to dust hazards. Automation not only reduces labour costs and cycle times, but also improves safety and ensures reproducible, high-quality cleaning results – essential when preparing parts for subsequent debinding, sintering, and finishing steps.
The QualiJet research project, led by the Fraunhofer Institute for Manufacturing Technology and Advanced Materials (IFAM) and the
Fig. 1 Manual and semi-automated depowdering remain significant obstacles to the industrialisation of Binder Jetting, a challenge addressed by the QualiJet project (Courtesy Fraunhofer IFAM) for depowdering. The long-term goal is to transition to fully automated, robot-assisted systems that integrate with broader production workflows.
Institut für Integrierte Produktion Hannover (IPH), is exploring robotic depowdering with adaptive gripping and computer vision control to handle fragile green parts with complex geometries – addressing challenges that conventional systems struggle to overcome.

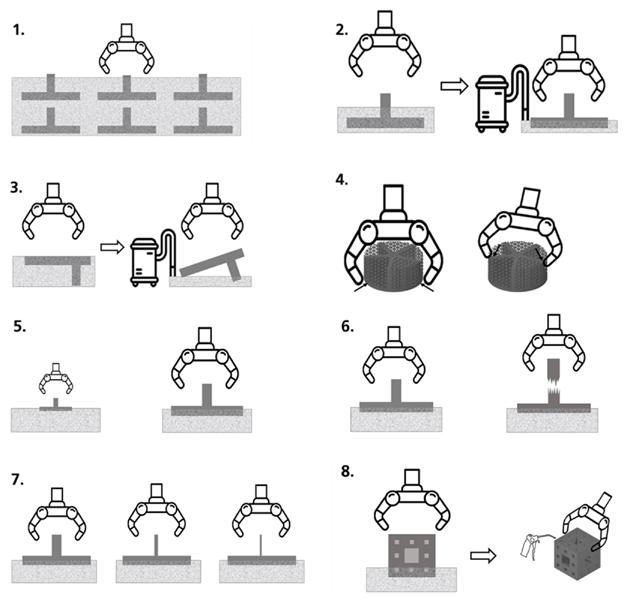
Fig. 2 Eight challenging scenarios for automated powder removal: (1) layered green parts; (2) parts that only need partial exposure for removal; (3) tilting parts during powder-bed removal; (4) gripping only possible at defined points; (5) handling small and large parts; (6) adapting grip to different green-part strengths; (7) varying wall thicknesses; (8) internal channels (Courtesy Fraunhofer IFAM)
Fraunhofer IFAM is one of Europe’s leading independent research institutions in the fields of binder technology, Metal Injection Moulding (MIM) and sinter-based Additive Manufacturing, as well as functional materials, with a mission to develop innovative solutions to key challenges of the future. At its Bremen site, Fraunhofer IFAM has
worked for decades on metal BJT research and its transfer to industry.
The IPH Hannover takes a holistic view of production, spanning digitisation, Industry 4.0 and artificial intelligence. IPH adopts an interdisciplinary approach across all areas of the factory: from logistics, which connects processes, to production automation, which digitises and
“The core challenge is the automated gripping of individual, fragile green parts. To address this, the system incorporates a robotic gripper equipped with a camera and computer vision, enabling it to respond flexibly to the specific properties of each part.”
streamlines workflows, and to the optimisation of component manufacturing in process engineering.
The QualiJet project was funded by the German Federal Ministry for Economic Affairs and Energy as part of the ‘Industrial Collaborative Research’ programme based on a resolution passed by the German Bundestag. It is run under the supervision of the research association for quality FQS e.V. The project is supported by an advisory board comprising various German companies.
To improve depowdering, the QualiJet project aims to develop a novel automated process that intelligently removes green parts from the powder bed. The system will be demonstrated using metal BJT, but it will also be applicable to Cold Metal Fusion and other two-step Additive Manufacturing processes involving green parts.
The core challenge is the automated gripping of individual, fragile green parts. To address this, the system incorporates a robotic gripper equipped with a camera and computer vision, enabling it to respond flexibly to the specific properties of each part. The gripping system identifies the position and orientation of green parts within the powder bed, determines suitable gripping points, and learns to handle components with varying local strengths. It then exposes, removes, and places the green parts in a safe location.
With the help of an advisory board, eight scenarios were identified that pose a challenge for automatic powder removal (Fig. 2), covering part arrangement, exposure and removal, gripping constraints, size and strength variation, thin walls, and internal channels.
Previous solutions on the market face particular challenges when additively manufacturing more than one green part layer, as removing the surrounding supporting powder

can result in collisions between parts. During powder removal, green parts must be partially exposed to allow gripping, and there is a risk of parts tilting. Some geometries can only be gripped at specific points due to their fragile structures. The gripper system must therefore accommodate both small and large green parts, including components with thin walls. The gripping force must be adjustable to handle parts with varying strengths. In addition, compressed air is required to remove powder from internal channels.
Two free-flowing stainless steel powders (316L and 17-4PH from IndoMIM) were selected for the project. Builds were carried out on an Innovent+ system using CleanFuse as the binder, followed by compression testing. Drying time and binder saturation were varied to adjust green part strength for subsequent automated depowdering tests. Using these parameters, bending strength was varied
“During powder removal, green parts must be partially exposed to allow gripping, and there is a risk of parts tilting. Some geometries can only be gripped at specific points due to their fragile structures.”
between 1-19 MPa, while compressive strength ranged from 3-38 MPa. Manual depowdering of the demonstrator parts confirmed that the selected geometries represent a broad spectrum of challenges, enabling comparison with the automated solution.
The project demonstrator consists of a work platform enclosed within a dustproof housing. A UR5e cobot equipped with a gripper, suction
hood and compressed air chamber is installed on the platform, along with a job box transfer station and integrated extraction system (Fig. 3). After successful automated depowdering, the green parts are transferred to a transfer station.
Building on this setup, the automated depowdering process for the green parts is described below and consists of four main steps. First, primary depowdering occurs,

removing the surrounding powder from the build job’s powder bed. The exposed green parts are then located using computer vision. Once the positions of the individual green parts are known, the robot can handle them. Handling may include a second, targeted post-depowdering step, but this is only necessary for certain green parts with inner channels. After the first or the second depowdering step, the green parts are automatically removed from the powder bed or post-depowdering
station by the robot and made available for further handling, such as storage at a predefined location.
Primary depowdering: extraction hood and part stabilisation
The prototype of the automated depowdering solution uses a suction hood with an integrated net (Fig. 4, left). First tests were carried out with corn starch to imitate the

behaviour of typical Binder Jetting powders. This allows depowdering to be carried out over a large area and thus much faster than with conventional solutions that use a needle to extract/blow away the powder layer by layer. In addition, no shaking, ultrasound, or similar methods are used, which could damage the green parts due to vibration. The integrated net ensures that the green parts are easily fixed in place during suction, so they remain nearly in the same
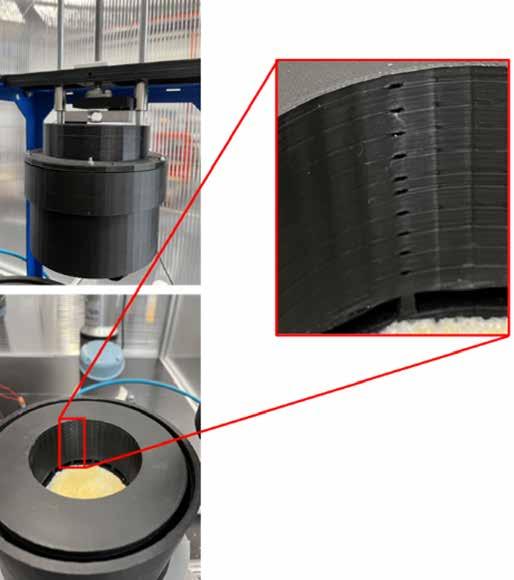
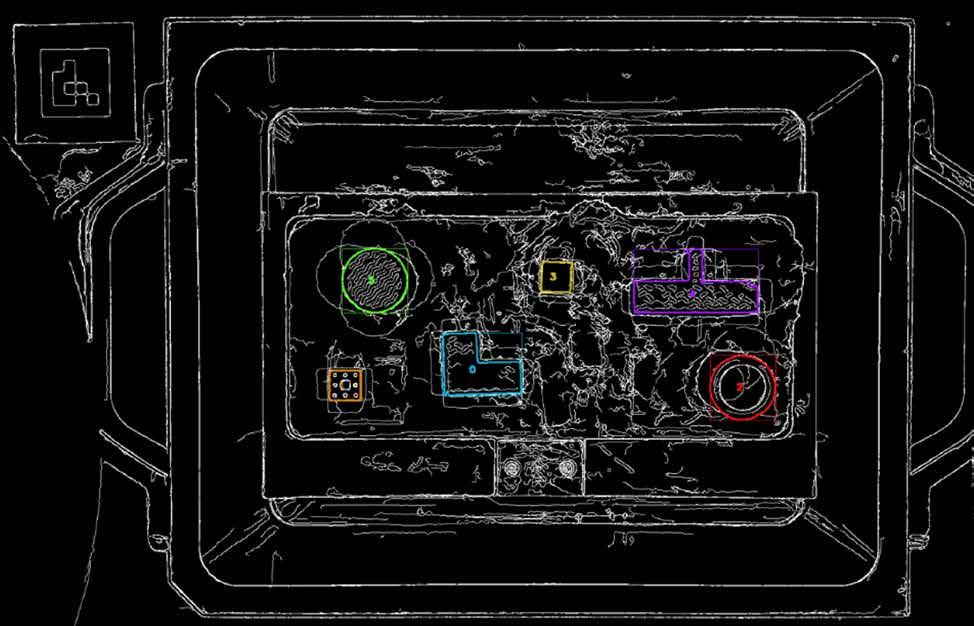
6 Visual identification and localisation of green parts: multi-angle illumination and contour detection, matched against CAD-derived templates for reliable picking (Courtesy IPH)
position and are not damaged by slipping or collisions. After depowdering with the suction hood, which removes most of the powder bed, a second, targeted depowdering step may follow, focusing mainly on the internal channels, using an extra compressed air chamber (Fig. 5). To move the green parts to the compressed air chamber using the cobot, they must first be identified using image recognition.
Part localisation and handling: vision, CAD templates, ArUco mapping
Each green part is illuminated from five different angles, and the resulting shadow images are combined into a single composite image. This creates a shadow that fully surrounds the green part, improving contrast and allowing multiple lighting directions to be superimposed to generate a closed contour that can be reliably identified through image processing. The composite image is then analysed
“Once all identified green parts have been evaluated, their positions and orientations are communicated to the robot gripper system, enabling safe handling even if slight shifts occur during the depowdering process.”
with a computer vision-based approach using edge detection (Fig. 6).
Contours are first identified in the combined image of the green parts and compared with reference templates rendered from the 3D-CAD data of the respective build job. Contours that match the rendered views are classified as green parts.
Using the camera parameters and the known dimensions of each part, their position and orientation within the powder bed are determined. Once all identified green parts have been evaluated, their positions and orientations are communicated to the robot gripper system, enabling safe handling even if slight shifts occur during the depowdering process.

An IGF QualiJet project meeting was recently hosted at RollsRoyce in Dahlewitz, Germany, bringing together project partners to review progress and further advance the development of automated depowdering solutions for Binder Jetting and other powder-based AM processes.
The meeting, hosted by Dr-Ing Enrico Daenicke, provided an opportunity for in-depth technical discussions and strategic alignment within the consortium. QualiJet aims to develop reliable and scalable automated depowdering systems that enhance process stability, quality assurance and industrial integration of powderbased Additive Manufacturing technologies.
Following the formal project sessions, participants were invited to tour Rolls-Royce’s jet engine production facilities in Dahlewitz. The visit offered valuable insight into the high-precision manufacturing environment in which advanced production technologies are implemented at scale. Meeting participants included Jack Schwarz, Oliver Hanitzsch, David Gerbert, Johannes Bergfeld and Daniel Kohl, as well as Lea Reineke (Fraunhofer IFAM), Florian Richter and Anne Vogler (IPH Hannover). The meeting marked another important step forward in strengthening collaboration and progressing the industrialisation of automated depowdering solutions within powder-based AM.
“Based on the 3D CAD data for the identified parts, the system determines whether internal channels or similar features are present and whether subsequent fine depowdering in the compressed-air chamber is required.”
A small fiducial marker for computer vision, known as an ArUco marker (Fig. 7, top right), is captured in every image alongside the green parts, enabling the transfer of their coordinates into the robot’s coordinate system. Green part positions are first determined within the marker’s coordinate system using the camera parameters and known marker dimensions. Because both the marker and the robot are permanently installed, the transformation from the marker’s coordinate system to the robot’s coordinate system is fixed and known (Fig. 7, left).
Automated gripping point detection ensures that each green part is gripped at the most stable location to prevent damage. Based on the 3D CAD data for the identified parts, the system determines whether internal channels or similar features are present and whether subsequent fine depowdering in the compressed-air chamber is required. Parts needing this step are placed individually in the chamber, securely clamped, and rotated while compressed air is applied from all sides. Green parts that do not require fine depowdering bypass this stage and are transferred directly to the transfer station.
Because the gripper must handle both the suction hood and the green parts, a specialised gripper system – such as fin ray or kirigami grippers designed for sensitive components – was not used. Initial tests with Binder Jetting green parts indicated that the calculated minimum gripping force, based on part mass and weight, does not exceed the strength of the parts to be handled. Further detailed testing is still required. The Binder Jetting system operator must provide the automated system with information on green part strength and density, as well as the 3D-CAD data and build layout.
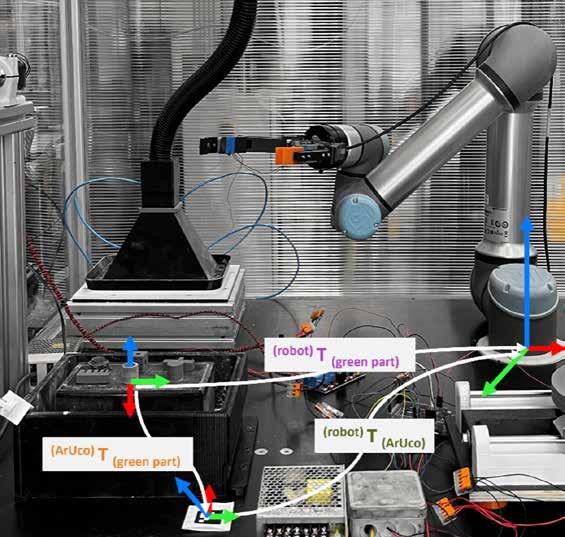
T : coordinate transformation (robot) : robot coordinate system (ArUco) : marker coordinate system (green part) : green part coordinates
The prototype will be tested under real-world conditions and subjected to rigorous evaluation. The development of such solutions is essential to advancing Binder Jetting towards true production readiness. With its high build rate, Binder Jetting aims to bridge the gap between singlepart production using other Additive Manufacturing processes and highvolume series production using conventional technologies. Automated powder removal is therefore necessary to ensure economic viability.
In the end, the future of metal BJT does not depend solely on faster AM machines or improved materials, but on addressing the challenges that arise once the build is complete. Automated depowdering is not simply a matter of convenience; it is a decisive step towards making the technology truly industrial, scalable and economically viable. By reducing manual labour, minimising health risks associated with powder exposure, improving consistency and accelerating production
cycles, automation can help transform Binder Jetting from a promising innovation into a reliable manufacturing standard. If the industry is to unlock the full potential of this technology, investment in automated depowdering will be essential.
Authors
Lea Reineke
Project Manager
Fraunhofer IFAM 12 Wiener Strasse 28359 Bremen
Germany
www.ifam.fraunhofer.de/en
Florian Richter
Project Engineer
IPH Hannover Hollerithallee 6 30419 Hannover
Germany
www.iph-hannover.de/en
www.iph-hannover.de/en/ research/research-projects/?we_ objectID=6717
Thick-section
Water-based debinding in Ceramic Injection Moulding (CIM) is widely adopted for its safety and environmental advantages over solvent or catalytic systems. However, conventional water-soluble binders limit processing when fine powders and thick cross sections coincide, as slow extraction can cause residual binder, blistering and cracking during thermal steps. By optimising binder chemistry, thick-walled (>5 mm) components can be processed defect-free, even with ultrafine powders. Dr Rafael Olivera Silva of EnCeram explains how this approach expands the reliable CIM process window.
Water-based debinding in Ceramic Injection Moulding (CIM) is an established and widely adopted technology. Compared to catalytic or solvent debinding systems, water-soluble binder systems are safer, more environmentally friendly, and more cost-effective. However, the further development of water-soluble systems remains constrained by the limitations of conventional binder formulations – especially when thick cross sections and fine powders coincide, where slow water ingress and incomplete extraction can leave residual binder in the core and increase the risk of blistering or cracking during thermal debinding and sintering.
Tailored adjustments to binder chemistry and to the interactions between binder components can extend the workable window for water debinding CIM. In the case presented here, CIM components with wall thicknesses exceeding 5 mm are successfully moulded, water-debound, and sintered without defects, even when using
fine ceramic powders. Thick-walled zirconia specimens are used to highlight fracture surfaces and microstructural characteristics, showing how the binder system overcomes conventional processing limits.
Key challenges in waterdebindable CIM feedstocks
Standard water-soluble binder systems for CIM often pose some limitations. Extraction times can be excessively long, and insufficient

Fig. 1 EnCeram’s ready-to-use CIM feedstock (Courtesy EnCeram)
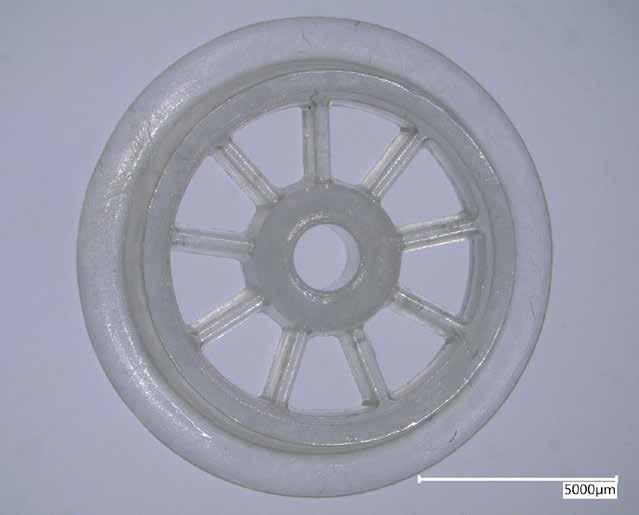
“A persistent challenge is the reliable production of defect-free, thick-walled components that remain dimensionally stable throughout subsequent processing steps, including thermal debinding and sintering.”
binder removal leads to blister and crack formation during thermal debinding. Hence, a persistent challenge is the reliable production of defect-free, thick-walled components that remain dimensionally stable throughout subsequent processing steps, including thermal debinding and sintering. Additionally, advanced and functional ceramic materials often require a fine, homogeneous microstructure, which is achieved only with ultrafine powders (D 50 < 0.2 µm). This challenge becomes
even more pronounced when working with ultrafine powder systems, for which the practical wall thickness limit is typically set at approximately 5 mm.
Several factors contribute to this limitation. The extremely high specific surface area of fine powders poses a significant challenge for wetting by partially water-soluble binders. Effective wetting requires binder molecules to cover the powder particle surfaces. However, as surface area increases, a larger
binder fraction is needed to achieve complete coverage. At high powder loadings, the mobility of these binder molecules is restricted within the densely packed particle network, further limiting their ability to distribute uniformly. Together, these effects lead to elevated feedstock viscosity and impaired flow behaviour during moulding.
In addition, demixing between water-soluble binders and backbone binders is frequently observed due to limited chemical compatibility within the formulation. During debinding, the penetration of water through the fine-powder capillary network is significantly hindered compared with coarser powder systems. This leads to extended debinding times or, in some cases, incomplete removal of the soluble binder fraction. Residual binder trapped in the core of thick sections can subsequently cause internal defects, blister formation, or cracking during thermal debinding and sintering.
As the New Business Platform of Chemische Fabrik Budenheim KG, a global manufacturer of speciality chemicals, EnCeram draws on decades of expertise in polymers and ceramic raw materials to advance Ceramic Injection Moulding. Within this framework, EnCeram has developed the EnCeram SW binder system alongside compatible alumina and zirconia feedstocks engineered for robust, reliable processing.
The EnCeram SW system is based on an optimised binder chemistry that provides excellent adhesion to ceramic particles. This strong interfacial interaction enables ceramic oxide powders to disperse uniformly within the organic matrix, forming a stable thermoplastic suspension with significantly reduced susceptibility to demixing. As a result, EnCeram’s feedstocks exhibit consistent flow behaviour during moulding, enabling users to benefit from continuous, reliable processing.
A key advantage of the EnCeram SW system is its fast, clean, and residue-free debinding. Its controlled decomposition pathway, characterised by constant activation energy during thermal degradation, enables efficient binder removal. This minimises typical debinding effects, such as blistering, cracking and delamination. Additionally, the clean burnout allows production of high-purity, high-performance ceramic components. The use of high-quality raw materials and Budenheim’s extensive expertise in thermoplastic processing ensures that the binder system remains free of impurities, further safeguarding part cleanliness and microstructural integrity.
EnCeram feedstocks ensure high dimensional precision and excellent mouldability across a wide dimension and geometry window, with use cases demonstrating excellent processing of pieces weighing from 0.1 g to 1.5 kg. For example, a transparent alumina ceramic wheel manufactured using the EnCeram SW binder and a high-purity alumina powder demonstrates optical transparency (Figs. 2 and 3). Achieving optical transparency in alumina requires the complete absence of macro- and microstructural defects as well as strict control of impurities, demonstrating the quality and reliability of the EnCeram system. The versatility of the EnCeram SW system becomes even more evident when processing finer ceramic powders, which typically pose challenges due to their high specific surface area and the resulting difficulty in wetting and coating. For such powders, full surface coverage by the binder is essential to maintain stable rheology, prevent powder-binder separation, and produce defectfree moulded parts. In the following section, we present a use case demonstrating the effectiveness of EnCeram’s zirconia feedstock in manufacturing thick-walled components, further emphasising the robustness and adaptability of the system.
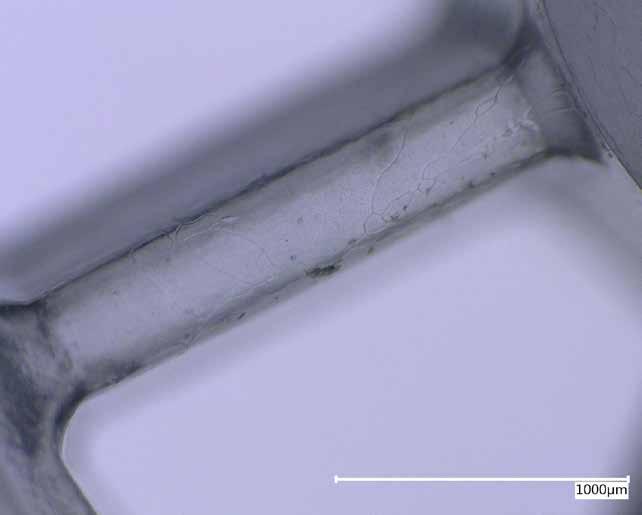
To demonstrate the capability of the EnCeram SW system when processing very fine ceramic powders in thick-walled geometries, cylindrical test specimens were produced with a diameter of 8.7 mm and a length of 60 mm. These parts were manufactured using the EnCeram SW ZR 3YS S TR feedstock. The feedstock contains 51.3 vol.% tetragonal yttria-stabilised zirconia (3Y-TYP) [1.1], with an
average particle size (D 50) of 110 nm and a specific surface area (BET) of 10.7 m 2/g.
Injection moulding was carried out at a nozzle temperature of 160°C. Throughout production, the feedstock exhibited stable processing behaviour, with no interruptions due to mould tackiness, and with consistently clean gates and mould surfaces. This contrasts with the typical behaviour of standard watersoluble feedstocks, which often show increased demixing and leave residues during moulding. This performance was maintained over
“Throughout production, the feedstock exhibited stable processing behaviour, with no interruptions due to mould tackiness, and with consistently clean gates and mould surfaces. This contrasts with the typical behaviour of standard water-soluble feedstocks...”
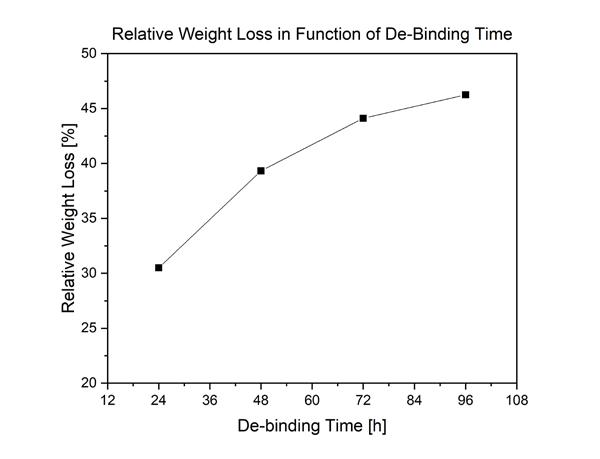
“The relative weight loss during water debinding showed that after only 48 h, approximately 40% of the binder had been removed […] enabling the formation of sufficient open porosity to ensure rapid, defect-free thermal debinding.”
the entire production of a 5 kg sample batch, corresponding to approximately 380 specimens.
Following injection moulding, the specimens underwent water debinding. The relative weight loss during water debinding showed that after only 48 h, approximately 40% of the binder had been removed (Fig. 4). This 40% threshold serves as a practical benchmark for waterassisted debinding, as it enables the formation of sufficient open porosity to ensure rapid, defect-free thermal debinding.
Thermal debinding was subsequently performed with a continuous heating rate of 0.5 K/min up to 310°C, followed by a 4 h hold. The continuous heating is enabled by the EnCeram SW system’s constant activation energy for thermal degradation between 200-350°C. This characteristic ensures quick and controlled binder removal without defect formation.
Microscopy images of fracture surfaces from both green and brown bodies are shown in Fig. 5. In both cases, the fracture surfaces appear flat and homogeneous, indicating the absence of lamination effects, powder/binder demixing, or inhomogeneous binder removal, further confirming the stability of the feedstock during moulding and debinding.
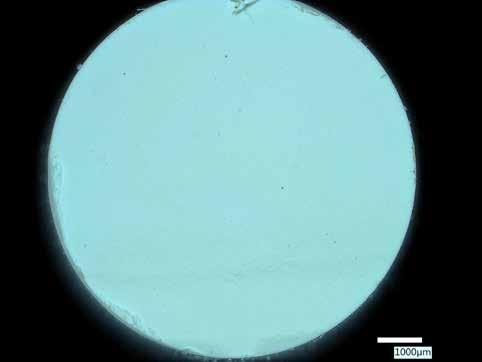
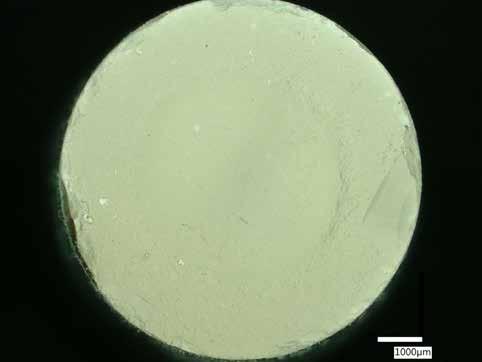
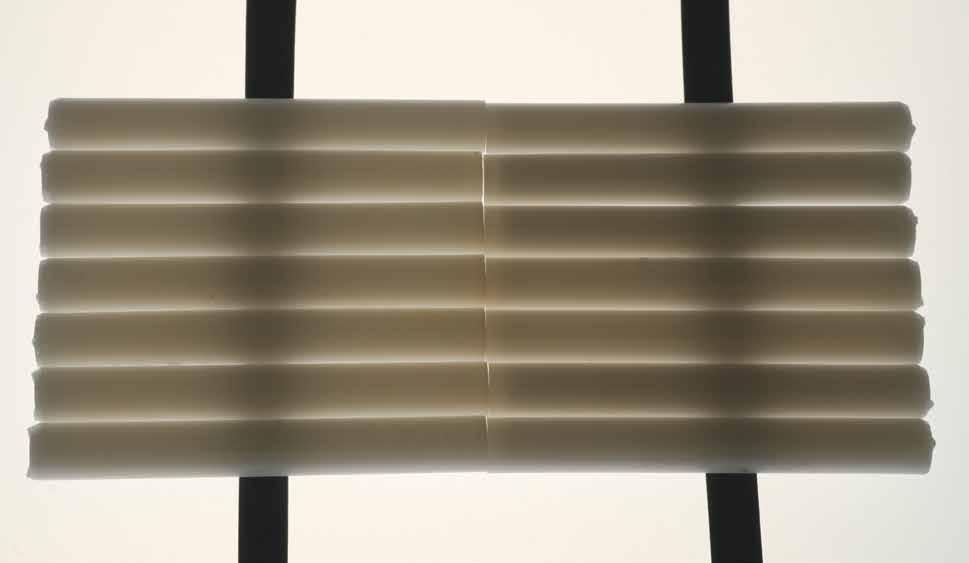
Sintering was conducted at 1450°C for 2 h. The resulting specimens achieved a density of 6.05 ± 0.03 g/cm 3, measured according to DIN 60672-2. The bulk density corresponds to nearly 100 % of the theoretical density for 3YSZ. Remarkably, the parts exhibited translucency, even at this substantial wall thickness. Fig. 6 illustrates
this effect: a black stripe placed behind the samples remained visible. Furthermore, no macro-defects, such as voids, cracks, or warping, were detected, accentuating the structural integrity enabled by the binder.
Fig. 7 (left) shows the fracture surface of a sintered specimen, imaged using confocal light microscopy. As observed for the green and

brown bodies, the fracture surface remains flat and free of structural anomalies. The 3D reconstruction (Fig. 7, right) confirms this uniformity, demonstrating homogeneous microstructure and absence of density gradients.
The sintered zirconia specimens (Fig. 8) exhibited a fully dense and exceptionally homogeneous
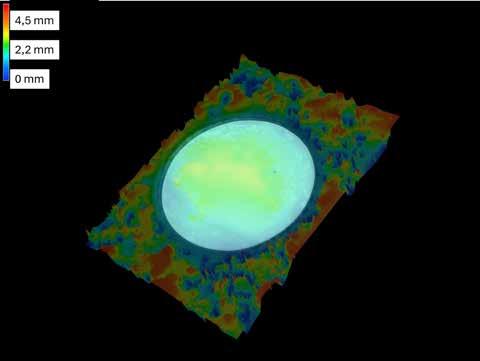
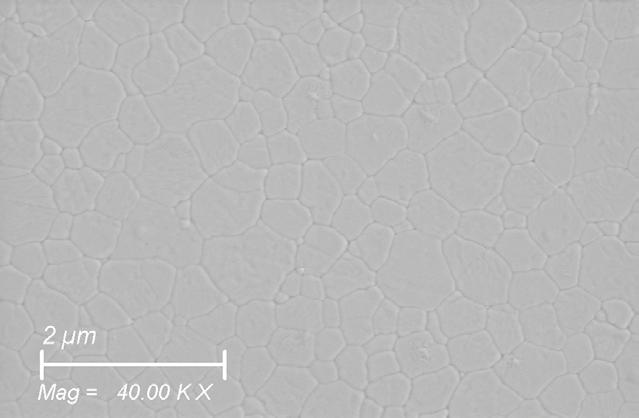
“Through a combination of optimised binder chemistry and high-purity raw materials, the system enables stable ceramic powder dispersion, rapid water debinding, and clean, defect-free thermal removal.”
microstructure. The microstructure is characterised by uniformly distributed grains with sizes below 2 µm and the complete absence of residual porosity. This fine-grained, pore-free morphology reflects the effectiveness of the EnCeram SW feedstock in ensuring homogeneous powder–binder dispersion, defect-free debinding, and controlled densification. Moreover, a dense, homogeneous microstructure minimises light scattering at grain boundaries or voids, thereby supporting the translucency observed even in thick-walled components. Altogether, these results confirm that the EnCeram SW system enables zirconia components to possess superior structural integrity, high density, and excellent functional performance.
Over the years, water-based debinding has earned its place within CIM. Despite its broad adoption, the technology still presents notable constraints, particularly when applied to components with cross sections exceeding 5 mm. This work demonstrates the strong performance and versatility of the EnCeram SW binder system for CIM with emphasis on fine powder systems and ceramic pieces with thick cross sections. Through a combination of optimised binder chemistry and highpurity raw materials, the system enables stable ceramic powder dispersion, rapid water debinding, and clean, defect-free thermal
removal. The case stu dy shows the successful production of thick-walled components from very fine zirconia powder.
Overall, the results indicate that the EnCeram SW binder system provides stable processing, rapid water debinding and a fine, porefree microstructure, enabling the production of high-quality ceramic components across a range of applications. For companies seeking to improve process reliability or explore the benefits of water-dewaxing CIM feedstocks, we invite you to contact us to arrange trials, obtain material samples, or receive technical support.
Author
Dr Rafael
Olivera Silva EnCeram Chemische Fabrik Budenheim KG, Germany
www.budenheim.com/enceram
JUNE 3-4, 2026 | ANAHEIM, CALIFORNIA
4500+ ATTENDEES
350+ EXHIBITORS
80+ SPEAKERS


26 – 28.8.2026

The range of metal AM parts reaching the production floor has never been broader. High-volume production runs are now driving results across consumer electronics, automotive, tooling and footwear, moving applications from design to delivery in months.
This is metal additive manufacturing at its most versatile, and in Shenzhen, it is already a reality.
Formnext Asia Shenzhen brings together the systems, the expertise and the production knowledge you need to understand what is possible. Handle the parts. Question the engineers. See the machines in action.
Building on the previous ASTM ICAM 2024 review, Dr Animesh Bose highlights a selected set of ICAM 2025 presentations from the Value Chain track on sinterbased Additive Manufacturing. The 2025 sessions placed less emphasis on introducing new platforms and more on the practical requirements for industrial adoption – feedstock control, debinding and sintering optimisation, distortion and microstructure management, and qualification-relevant process monitoring across the powder-to-part workflow. This review captures how these priorities are shaping the track’s growing maturity and relevance for the Powder Metallurgy community.
Building on the background and historical context detailed in the ICAM 2024 review published in the Spring 2025 issue of PIM International [1], this article provides an updated assessment of the sinterbased AM track at ASTM ICAM 2025. It traces the track’s continued maturation in scope, technical depth, and industrial relevance.
Held in Las Vegas, Nevada, from October 6–10, 2025, ASTM ICAM 2025 centred on translating research into application through standardisation, with particular emphasis on qualification and certification across the advanced manufacturing value chain. Within this framework, sinter-based Additive Manufacturing technologies formed part of the ‘Value Chain’ track, underscoring the increasing focus on qualification-driven process control across the powder-to-part workflow.
This year’s sessions moved beyond platform introductions to address production-facing priorities, including feedstock specification and reuse, debinding and sintering optimisation, distortion and microstructure control, inspection and
validation methods, and postprocessing strategies aligned with industrial adoption. For the Powder Metallurgy community, the track continues to serve as a convergence point for binder-based and green-
state processes (e.g. Binder Jetting (BJT) and Vat Photopolymerisation (VPP)) and their downstream thermal processing, where standards, repeatability, and process stability ultimately determine scalability.

Fig. 1 ASTM’s International Conference on Advanced Manufacturing (ICAM 2025) took place at the Westgate Las Vegas Resort & Casino, Las Vegas, USA, October 6-10, 2025 (Courtesy ICAM)
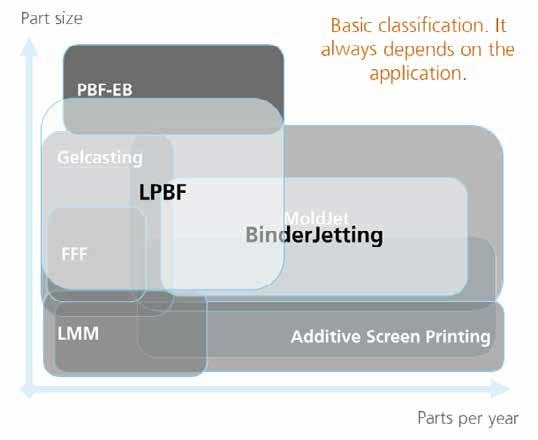
Fig. 2 Classification of Additive Manufacturing process envelopes by part size and annual output (Courtesy Thomas Weissgärber, Fraunhofer IFAM)
debinding
In his presentation, Thomas Weissgärber (Fraunhofer IFAM) focused on post-build processing challenges in sinter-based AM, emphasising that debinding and sintering are major determinants of final part quality and dimensional stability. Weissgärber briefly highlighted Fraunhofer IFAM’s role as a multi-site applied R&D institute, and noted the Dresden group’s focus on Powder Metallurgy and Additive Manufacturing. Fig. 2 positions sinter-based AM within a broader process landscape by mapping AM process envelopes against part size and annual production volume.
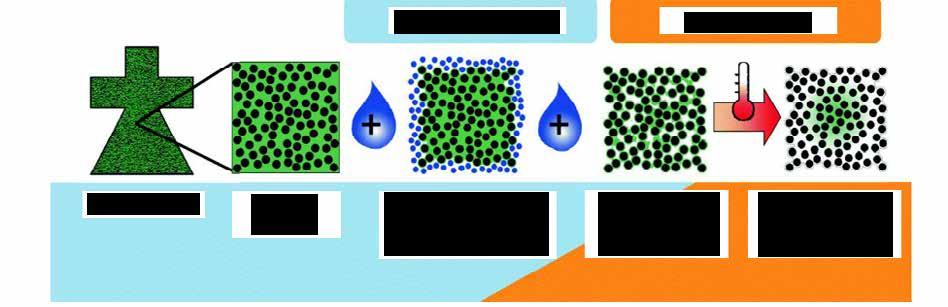
Gradual dissolution of the binder
Final state of chemical debinding
Thermal decomposition of the binder
Gradual dissolution of the binder
Final state of chemical debinding
Thermal decomposition of the binder
Fig. 3 Major post-build steps, including debinding and sintering. Top: steps typically used in Metal and Ceramic Injection Moulding (MIM, CIM), Filament-based Material Extrusion (MEX, also known as Fused Filament Fabrication (FFF)) and Vat Photopolymerisation (VPP), also known as Lithography-based Metal Manufacturing (LMM). Bottom: steps typically used in MoldJet, 3D screen printing, gel casting, and metal Binder Jetting (Courtesy Thomas Weissgärber, Fraunhofer IFAM) [2]
The major post-build steps were outlined (Fig. 3), with two debinding pathways distinguished. In the first route (Fig. 3, top), green parts undergo solvent debinding to remove a substantial fraction of organic binder, followed by thermal debinding and sintering in a hightemperature furnace. This two-step pathway is commonly used in MIM/ CIM-derived workflows such as Filament-based Material Extrusion (MEX – also known as Fused Filament Fabrication, FFF) and Vat Photopolymerisation (VPP).
In the second route (Fig. 3, bottom), where the binder content is lower, parts can proceed directly to the furnace for one-step thermal debinding followed by sintering; this approach is typically used in processes such as MoldJet, 3D screen printing, gel casting, and metal Binder Jetting.
FTIR off-gas monitoring for debinding process control In thermal debinding studies, Weissgärber highlighted the extensive use of Fourier Transform Infrared (FTIR) off-gas analysis to probe the decomposition of organic components, carburisation/decarburisation behaviour, and the reduction of outer and inner oxides. The practical requirements were framed as complete binder removal, minimised residual carbon and oxygen, avoidance of damage (blistering, pore formation, cracking), and reduced cycle time. A laboratory FTIR setup is shown in Fig. 4, and the extension of this approach to industrial furnaces – via direct process-gas analysis in the furnace chamber – enables monitoring outputs that mirror timetemperature profiles (Fig. 5).
A 316L example (Fig. 6) demonstrated how FTIR-guided optimisation can yield non-intuitive thermal debinding steps at 410°C and 570°C, a dwell at 90-95% of peak temperature, and use of CH/CH 4 signals as process indicators, with decomposition treated as complete when the signal disappears. The main decomposition-step dwell time was reported to be on the order of two
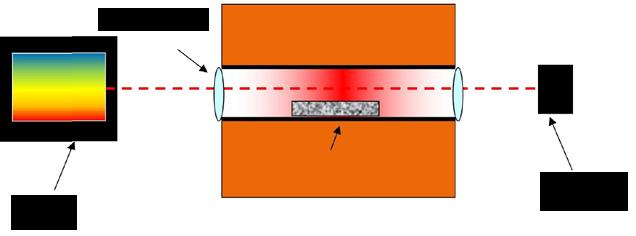
Fig. 4 FTIR analyser setup for thermal debinding and sintering (Courtesy Fraunhofer IFAM Dresden)
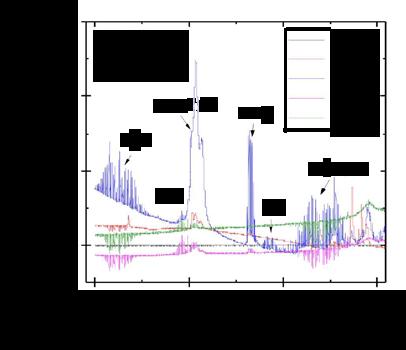
316L FFF 316L FFF
2 atmosphere
2 atmosphere 2000 Wavenumber [cm-1] Time [hh:mm]
Fig. 5 FTIR gas analysis for an FFF-fabricated 316L specimen in a hydrogen atmosphere at ambient pressure (Courtesy Thomas Weissgärber, Fraunhofer IFAM) [3]
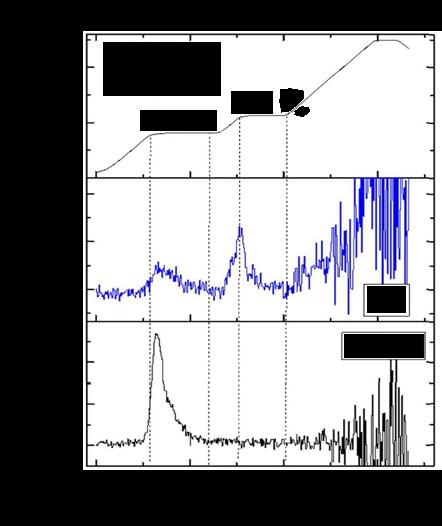
Fig. 6 FTIR-based analysis of furnace exit gas during thermal debinding and sintering of an FFF-fabricated 316L specimen using a hydrogen atmosphere at ambient pressure. Top: thermal debinding cycle derived from FTIR gas analysis (Courtesy Thomas Weissgärber, Fraunhofer IFAM) [4]
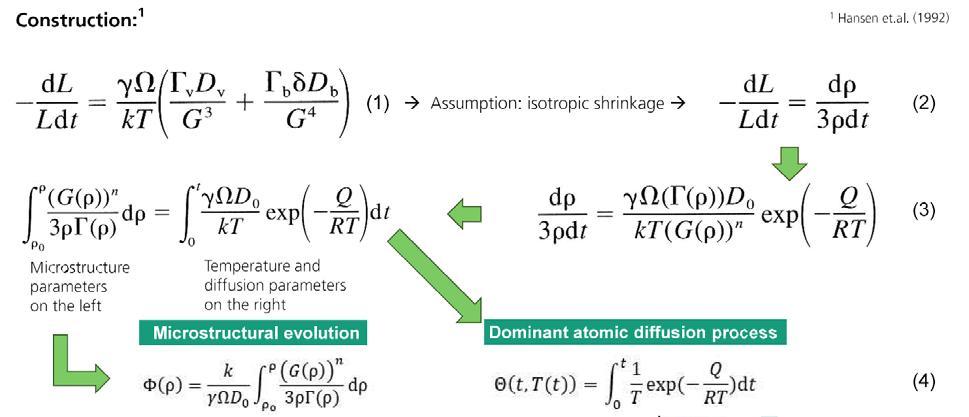
Fig. 7 Mathematical framework underpinning the Master Sintering Curve, illustrating the coupling between densification kinetics, microstructural evolution, and the dominant atomic diffusion mechanism (Courtesy Thomas Weissgärber, Fraunhofer IFAM) [5]
“Sintering simulation remains complicated by distortion and slumping, particularly for unsupported geometries [...] practical shrinkage is often anisotropic, further complicating shrinkage and distortion prediction.”
hours. Additional uses discussed included predicting crack formation and accelerating the development of lower-impurity cycles, with associated time and cost savings.
Sintering modelling and distortion mechanisms
On the sintering side, the presentation emphasised the Master Sintering Curve (MSC) as a tool for predicting density evolution during sintering and supporting process optimisation to reduce energy and cost. This approach was described as relying on dilatometry at different heating rates and the calculation of time- and temperature-independent parameters; a mathematical representation is provided in Fig. 7, including a microstructural evolution term.
However, sintering simulation remains complicated by distortion and slumping, particularly for unsupported geometries (an example beam structure reportedly began slumping at 1,271°C), suggesting that supports may be required in some cases. Friction between parts and the sintering tray was also noted as a contributor to ‘elephant foot’ effects. More broadly, prediction becomes more difficult as geometry complexity increases, and while many models assume isotropic shrinkage, practical shrinkage is often anisotropic, further complicating shrinkage and distortion prediction.
In concluding remarks, Weissgärber noted that viscosity varies with both temperature and hold time: increasing tempera -
ture reduces viscosity, while longer holds increase it. This behaviour is not straightforward to implement in commercially available software, and the work pointed to a need for modelling concepts beyond anisotropic scaling factors. Warpage was described as sensitive to particle size distribution, green-density gradients, temperature, heating rates, and frictional interactions with sintering trays.
(SMAs): Fe-based results
An interesting presentation entitled ‘Solvent on Granules 3D Printing of Iron-based and Nickel-Titanium Shape Memory Alloys’ was delivered by Efrain Carreño-Morelli (University of Applied Sciences and Arts Western Switzerland). Carreño-Morelli first introduced the University and described his laboratory’s end-to-end capabilities across feedstock preparation, shaping, thermal processing, and characterisation.
Carreño-Morelli then explained the solvent on granules Additive Manufacturing (SG-3DP, patent pending) process. The process first forms granules made from actual
Granule layers
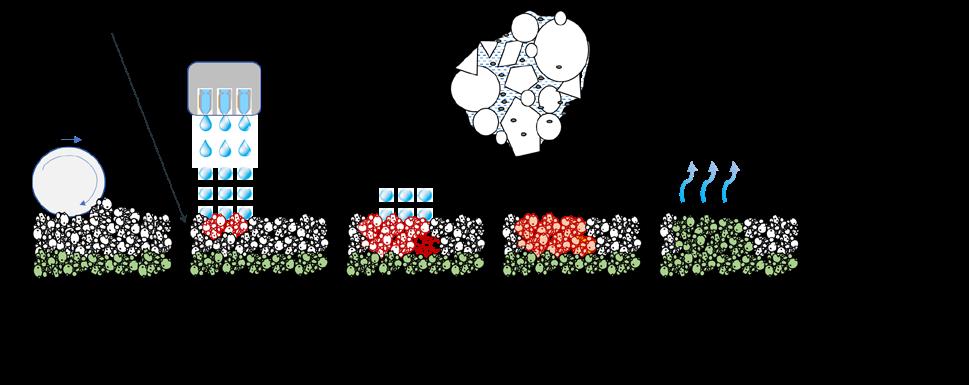
Granule layer spreading
Solvent jetting
Solvent deposition and impregnation
Binder softening and granule sticking
Granule = powder + organic binder
Solvent evaporation
+ many layers + depowdering +debinding + sintering
Layer drying and consolidation
powders combined with a proprietary binder. During the build, these granules – rather than individual powder particles – are spread across the build bed. The solvent is then selectively jetted into the desired regions of the granule bed, and the sequence is repeated to form the green part. The binder in the granules softens, causing the granules to adhere to each other; the solvent is then removed by evaporation, followed by sintering to densify the part. A schematic of the solvent over granules AM process (patent pending) is shown in Fig. 8, and scanning electron photomicrographs of a granule are shown in Fig. 9.
Using the solvent on granules approach, a range of materials and parts have been produced, including Invar Fe36Ni, porous titanium derived from titanium hydride, nickel-free stainless steel, a Fe-6.5Si-based soft ferromagnetic alloy, and some grades of hardmetals.
Why SMAs, and why Fe-based systems?
Carreño-Morelli then shifted to the presentation’s core focus: iron-based and nickel-titanium shape memory and superelastic alloys. He noted that shape memory behaviour can arise via thermally induced martensite
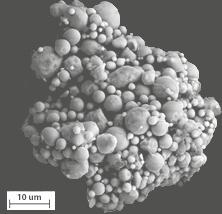
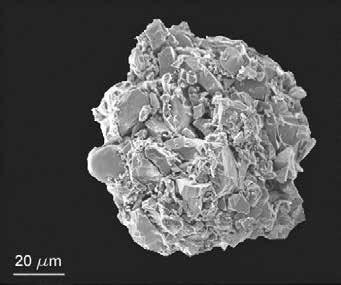
“During the build, these granules – rather than individual powder particles – are spread across the build bed. The solvent is then selectively jetted into the desired regions of the granule bed, and the sequence is repeated to form the green part.”


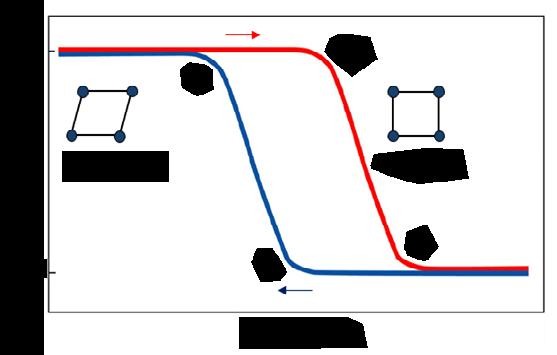
Fig. 10 Reversible martensite-to-austenite transformation with representative martensite and austenite microstructures. As: austenite start; Af: austenite finish; Ms: martensite start; Mf: martensite finish (Courtesy Efrain CarreñoMorelli, University of Applied Sciences and Arts Western Switzerland) [9]
Widening the superelastic window
formation and stress-induced martensite, and that both shape memory and superelastic responses depend strongly on transformation temperatures and service temperature conditions. A key mechanism in SMAs is the austenite-to-martensite transformation, shown schematically in Fig. 10.
Some reasons for using SG-3DP for SMAs include the ability to achieve ‘classical’ Powder Metallurgy microstructures and the use of small test-powder batches (around 1 kg). The exploration of Fe-based SMAs was prompted by their lower cost relative to NiTi alloys and by the limited sinterbased AM literature in this area. Current investigations also suggest that the superplastic window can be expanded in Fe-based alloys, and that certain compositions can recover shape over a small temperature range – or even exhibit a near temperature-independent response – as reported by Xia et al [9]. Fig. 11 shows a schematic of the widening of the superplastic window for a superplastic iron-based alloy.
Superelastic alloys can recover their shape after deformation over a small deformation range. Xia et al now reports an almost temperatureindependent response for superelastic iron alloy
Snapping back from
Pulling on an austenite sample transforms it to martensite at a constant stress
ε T and reaches a maximum elongation at a strain ε max. When strain is released, the austenite phase and original shape are recovered but at a lower stress
Stress-induced transformations for a conventional superelastic material (blue curves) are limited at hysteresis (red cross) and by plastic deformation. The temperature range is for Cu-Mn-Al shapememory alloy (7). A very large superelastic window was reported by Xia et al for Fe-Mn-Al-Cr-Ni alloy (red curved)
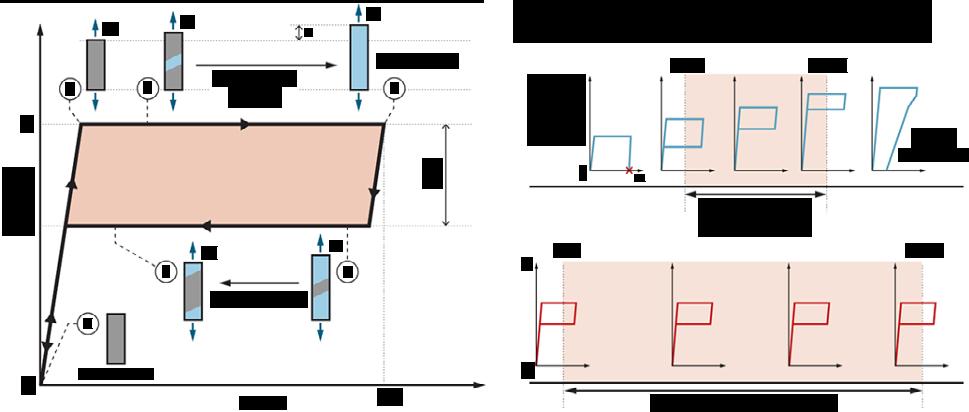
Fig. 11 Schematic showing widening of the superplastic window for a superplastic iron-based alloy (Courtesy Efrain Carreño-Morelli, University of Applied Sciences and Arts Western Switzerland) [10]
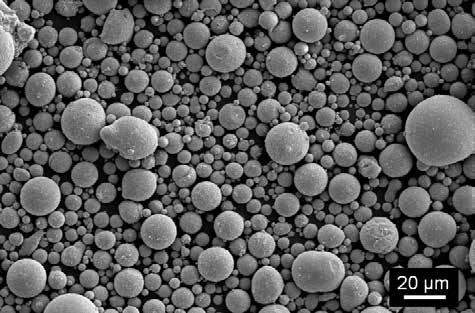
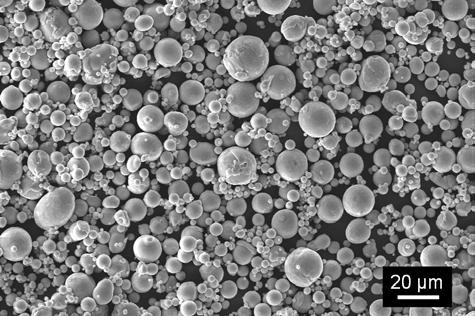
Fig. 12 SEM photomicrographs of powders used in this investigation. Left: Fe-based alloy (Fe17Mn5Si10Cr4Ni); right: Ni-based alloy (Ni49.2Fe) (Courtesy Efrain Carreño-Morelli, University of Applied Sciences and Arts Western Switzerland)
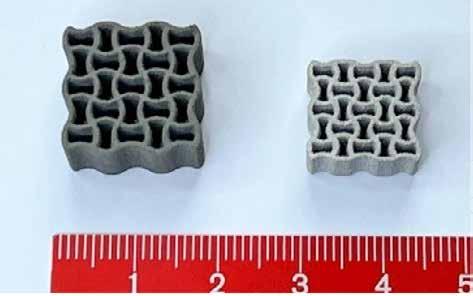
SG-3DP FeMnSi green and sintered at 1245°C for 4h, under H2 100 l/h
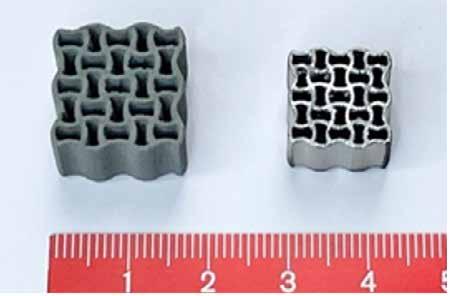
SG-3DP NiTi green and sintered at 1270°C for 4h, under Ar 100 l/h
Fig. 13 AM and sintering of auxetic structures (metamaterials with negative Poisson’s ratio) using solvent-on-granule AM (SG-3DP), showing shrinkage after sintering. Left: Fe-based alloy (Fe17Mn5Si10Cr4Ni); right: Ni-based alloy (Ni49.2Fe) (Courtesy Efrain Carreño-Morelli, University of Applied Sciences and Arts Western Switzerland)
Results: transformation behaviour and auxetic compression response
The study applied solvent on granules AM to both an FeMnSibased alloy (Fe17Mn5Si10Cr4Ni) and a Ni-based alloy (NiTi). Fig. 12 shows SEM photomicrographs of the two powders. Auxetic structures (metamaterials with a negative Poisson’s ratio) were additively manufactured and then sintered (Fig. 13).
Fig. 14 shows heating and cooling mass transformation curves for FeMnSi (PBF-LB as-built, PBF-LB heat-treated, and
LPBF as-printed
FeMnSi LPBF heat-treated FeMnSi SG-3DP as-sintered
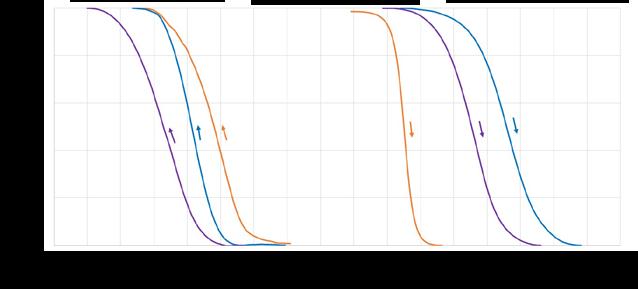
Fig. 14 Heating and cooling mass-transformation (%) curves for PBF-LB FeMnSi (as-built), PBF-LB FeMnSi (heat-treated), and SG-3DP FeMnSi (as-sintered) (Courtesy Efrain Carreño-Morelli, University of Applied Sciences and Arts Western Switzerland)
“Carreño-Morelli noted that, to the best of his knowledge, these are the first reported results on Fe-based SMAs processed by sinter-based AM.”
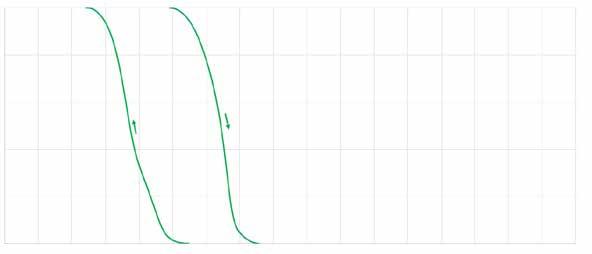
Fig. 15 Heating and cooling mass-transformation (%) curves for SG-3DP NiTi (as-sintered) (Courtesy Efrain Carreño-Morelli, University of Applied Sciences and Arts Western Switzerland)
SG-3DP as-sintered). Fig. 15 shows the corresponding curves for SG-3DP NiTi (as-sintered). The corresponding transformation temperatures (M f, M s, A s, A f) are summarised in Table 1. Mechanical behaviour was assessed in compression on as-sintered auxetic structures at 19.8 kN (Fig. 16), with microstructural context provided by the corresponding as-sintered micrographs (Fig. 17).

Table 1 Phase-transformation temperatures (Mf, Ms, As, Af) for differently processed Fe-based alloys and SG-3DP Ni-based alloy (as-sintered) (Courtesy Efrain Carreño-Morelli, University of Applied Sciences and Arts Western Switzerland)
Fig. 16 As-sintered auxetic structures compressed under 19.8 kN: (a) FeMnSi alloy; (b) NiTi alloy fabricated by SG-3DP (Courtesy Efrain Carreño-Morelli, University of Applied Sciences and Arts Western Switzerland)
Fig. 17 As-sintered microstructures of FeMnSi and NiTi alloys produced by SG-3DP and sintering (Courtesy Efrain Carreño-Morelli, University of Applied Sciences and Arts Western Switzerland)

Carreño-Morelli noted that, to the best of his knowledge, these are the first reported results on Fe-based SMAs processed by sinter-based AM. The work demonstrated successful processing of Fe17Mn5Si10Cr4Ni powder via SG-3DP, debinding, and sintering. The recoverable strain is also of the order of that of the material processed by PBF-LB. Further work is in progress to characterise stress recovery and microstructure.
In his presentation, ‘Material Development as Enabler for the Lithography-based Metal Manufacturing (LMM) Process’, György Harakály from Incus 3D focused on the binder chemistry for the Lithography-based metal manufacturing process. Harakály stressed that material development in sinter-based AM should place greater emphasis on polymer-related
research (rather than metallurgical research), since shaping is performed using various polymeric compounds across most (if not all) sinter-based AM technologies.
Harakály discussed in detail Incus’ VPP approach, highlighting several claimed advantages, including a photo-reactive, high-viscosity (‘butter-like’) feedstock, a highquality coating mechanism, high design freedom and MIM-comparable part quality and green strength. He also emphasised practical benefits, such as easier material changeover and a powder-free working environ -
ment that does not require inert gas purging or extensive cleanup. He further highlighted part-quality outcomes reported for LMM, including high surface quality and densification, as well as the capability to fabricate intricate geometries, such as threads, undercuts, and fine as-built features. A schematic of the Incus process is shown in Fig. 18.
There are primarily three broad categories of polymeric materials, as shown in Fig. 19, from which LMM materials have been described as thermoset. From the LMM standpoint, light physics is also a factor.
“Harakály stressed that material development in sinter-based AM should place greater emphasis on polymer-related research (rather than metallurgical research)...”
Harakály also emphasised that the matrix-shaping mixture is not only based on carbon-oxygennitrogen-hydrogen, but that each shaping technology may incorporate various heteroatom-containing compounds (such as flow-controlling agents, photo-initiators, or even the base resin itself). Thus, controlling the chemistry for shaping is imperative, as these factors will ultimately appear as contaminants in final products. In some cases this is detrimental: for example, phosphorus contamination in tungsten alloy systems, or contaminants that affect copper conductivity.

Absorption of UV-VIS light affects polymerisation efficiency in various cases, such as for materials like tungsten or gold. Fig. 20 shows the various wavelengths and frequencies.
Why LMM outcomes depend on binder chemistry
Harakály noted that various aspects of polymer physics and chemistry govern matrix development. LMM uses radical-initiated chain-growth
polymerisation. To enable this, photoinitiators are used, which generate radicals by photo-fragmentation via homolytic cleavage, hydrogen abstraction, or electron transfer. This is controlled by the quantum chemistry of the molecule, as can be illustrated by a Jablonski diagram, which maps the photo-initiator’s excited-state pathways (e.g. intersystem crossing) relevant to radical formation.
“What is known in the industry as ‘post-debinding graphite’ is likely not graphite, but rather polycyclic aromatic hydrocarbon (PAH) derivatives, as reported in polymer degradation literature.”
Radical-initiated chain growth polymerisation drives covalent bonding of chemical compounds, in contrast to the predominantly physical binder cohesion typical of many MIM systems. This leads to polymerisation shrinkage, which needs to be controlled during the shaping process. Polymer degradation is also an important factor for the overall process. This is mainly governed by the chemical structure of the components used, the physical structure of the resulting polymer network and various other factors.
What is known in the industry as ‘post-debinding graphite’ is likely not graphite, but rather polycyclic aromatic hydrocarbon (PAH) derivatives, as reported in polymer degradation literature. Given the importance of carbon control in achieving desired final properties in numerous metal alloys, he argued that optimal outcomes depend not only on the development of appropriate debinding parameters but also on selecting a suitable polymer composition.
Finally, Harakály noted that metal-polymer interactions can introduce additional complexity during material development: unwanted reactions may occur due to metal catalysis and the chemical activity of alloying elements. His overarching message was that close collaboration between chemists and metallurgists is essential to advancing sinter-based AM.
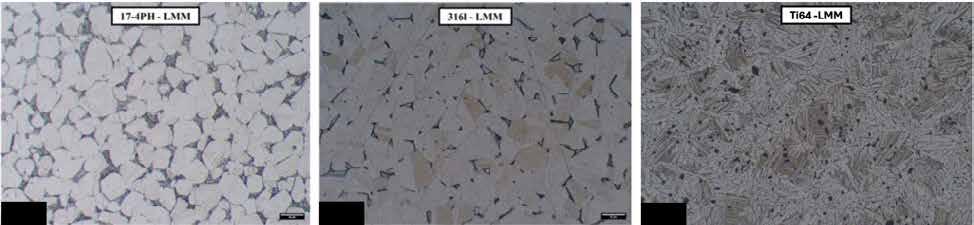
Mattia Forigiarini (Azoth) discussed LMM for medical applications, presenting it as a sinter-based AM route suited to small, complex components where fine features, surface finish, and repeatability are critical. He outlined case studies of electromedical connectors and an articulated joint for a needle driver. Azoth positions itself as a highvolume manufacturer of small metal parts using multiple sinterbased AM process platforms (including LMM), with application engineering intended to support progression from prototype builds to production on the same equipment. For medical work, Azoth cited ISO 9001 and ISO 13485:2016 certification. Common medical materials discussed included 17-4 PH, 316L, and Ti-6Al-4V; Fig. 21 shows representative microstructures. Azoth reported densities >99% without post-sinter HIP. Ti-6Al-4V Grade 5 was described as under active development.
In the electromedical connector assembly (Fig. 22), the set-screw is 2.4 mm long and features fine threads (pitch ~0.4 mm). The connector also requires springpin positional tolerances of ±0.02 mm and an as-built surface finish of ~2.5 µ m Ra. The part incorporates recessed features and tight assembly interfaces that
would be challenging to manufacture conventionally without complex tooling or multi-part assembly. These connectors are part of a device designed to treat memory-degenerative diseases such as Alzheimer’s (informally described as a ‘plug-in extended memory’ for the brain). The part is currently in advanced animal testing.
“In the electromedical connector assembly (Fig. 22), the set-screw is 2.4 mm long and features fine threads (pitch ~0.4 mm). The connector
also requires spring-pin positional tolerances of ±0.02 mm and an as-built surface finish of ~2.5 μm Ra.”

Z: 3.087 X: 5.200 Y: 5.199
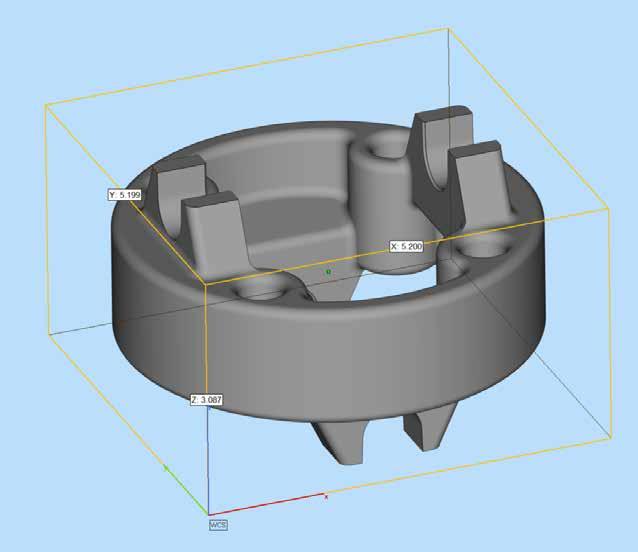


“LMM was selected to support testing and qualification that require thousands of parts and multiple design iterations...”
LMM was selected to support testing and qualification that require thousands of parts and multiple design iterations, while maintaining a consistent route from prototype to production without additional tooling or requalification at each design change – reducing iteration time and tooling costs.
Needle-driver articulated joint
The second case study focused on an articulated joint for a minimally invasive manual needle driver (Fig. 23), designed as part of a gimbal mechanism to improve surgeon ergonomics while maintaining controlled needle motion. The part diameter is 5.2 mm and includes 0.46 mm holes, with
multiple features requiring tolerances within ±0.075 mm. The as-built surface requires a smooth finish to prevent wear and abrasion during movement. Forgiarini highlighted LMM’s ability to meet feature-resolution and strength requirements in 17-4 PH stainless steel (with H900 heat treatment) while also meeting wear-sensitive surface requirements.
In closing, Forgiarini argued that LMM can relax design constraints for small medical components, enabling fine features and smooth surfaces with good dimensional accuracy, and improving cost-effectiveness as throughput increases. He positioned the process as sufficiently mature and controllable to support highervolume manufacture with shorter lead times than conventional routes for selected part families.
Iñigo Agote (Tecnalia, Basque Research and Technology Alliance, Spain) presented work on processing P91 heat-resistant steel by Binder Jetting for energy applications, with a particular focus on fusion-relevant reduced-activation ferritic-martensitic (RAFM) steel systems. Agote introduced Tecnalia as Spain’s largest applied research and technological development centre and a British
Fig. 24 Cartoon illustrating the nuclear fusion process (Courtesy Iñigo Agote, TECNALIA)
Research and Technology Association (BRTA) member, noting its scale (around 1,520 staff) and international workforce. To frame the application space, he provided a brief fusion overview (Fig. 24), describing plasma confinement of hydrogen isotopes at temperatures above 100,000,000°C to enable helium formation and energy release.
Agote cited fusion-related constraints highlighted by the Culham Centre for Fusion Energy (CCFE), beginning with the need for reducedactivation structural alloys that are not readily activated under neutron irradiation (e.g. RAFM steels). He also noted requirements associated with complex cooling architectures, multimaterial systems, high-temperature and erosion resistance, and advanced joining technologies.
Within this context, the work explored the processability of RAFM steels by Binder Jetting, focusing on P91 (9Cr-1Mo) and Eurofer97 (9Cr-1W-0.15Ta). P91 is a martensitic 9 wt.% Cr–1 wt.% Mo alloy used where creep resistance and hightemperature capability are required, including high-temperature steam piping, boiler components, and steam manifolds. Agote positioned the study as an initial feasibility assessment of Binder Jetting P91 to support increasingly complex component designs for next-generation energy systems.
Feedstock characterisation and build window
The P91 feedstock was an atomised powder produced specifically for Binder Jetting by Hoeganaes USA (GKN Powder Metallurgy) (Fig. 25), with D10 ~ 9.1 µm, D50 ~ 10 µm, and D90 ~ 33 µm. The powder chemistry (Table 2) falls within the alloy specification range.
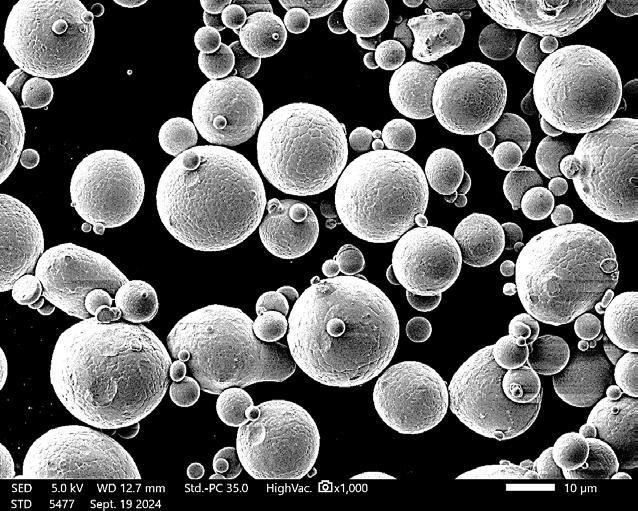
“To frame the application space, he provided a brief fusion overview (Fig. 24), describing plasma confinement of hydrogen isotopes at temperatures above 100,000,000°C to enable helium formation and energy release.”
Agote then related feedstock characteristics to BJT processability: the powder exhibited a wide particle size distribution with a notable fine fraction, which may benefit packing; particle morphology was primarily spherical with some elongated particles.
Tap and apparent density measurements (as-received and after drying) indicated good packing behaviour and a high powder-bed density. The calculated Hausner ratio indicated good flowability for recoating and spreading, while the cohesive index ranked
Powder characterisation Print process Sintering
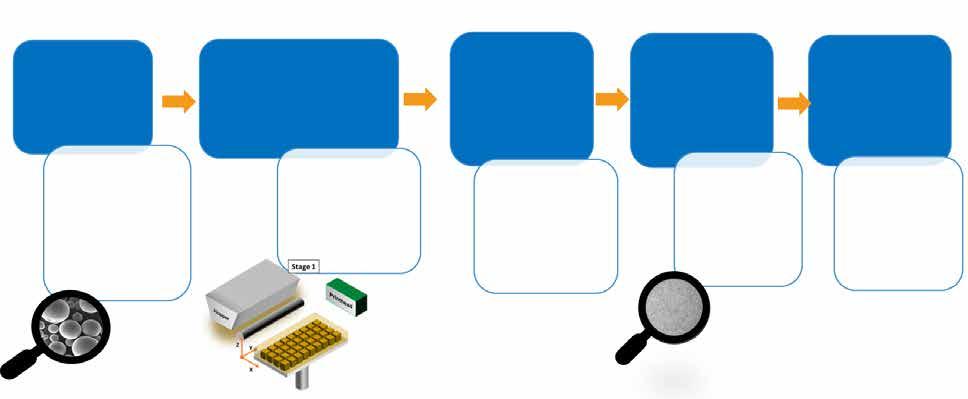
Powder acquired from Hoeganaes
• PSD
Packing properties (apparent and tap densities)
Cohesive index (granudrum) Morphology
ExOne Innovent machine
• 32 samples of 10x10x5 mm
• Layer thickness: 50 μm
• BSL: 70%
• Dimensions Green part geometrical density
• Density by Archimedes methodology
• Microstructure C content Hardness
Tested T: 1160°C/ 1,200°C
Holding time 4h P: 100 MPa
Density by Archimedes methodology
• Microstructure
Microstructure
Mechanical properties
• Weldability
the powder as fair to passable, indicating adequacy for BJT. The overall process flow is outlined in Fig. 26.
Parts were built on an ExOne machine, and the results showed drying time to be a sensitive parameter: reducing it from 10 s to 3 s
improved part quality and increased green density to 57.2% (Table 3), with deviations from stereolithography (STL) of 2.4% in X/Y and 3% in Z.
Debinding, sintering, HIP, heat treatment, and properties
Debinding was performed under argon at 475°C, following the ExOne Aquafuse binder procedure. Relative density after sintering was above 94%, but the atmosphere selection strongly influenced both the chemistry and the microstructure. Under hydrogen, carbon loss promoted higher ferrite content, whereas vacuum sintering provided a better balance between density, carbon level, and microstructural integrity (Fig. 27).
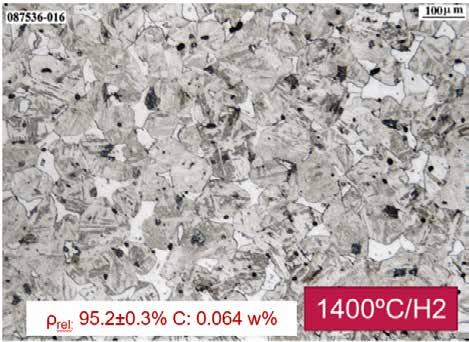

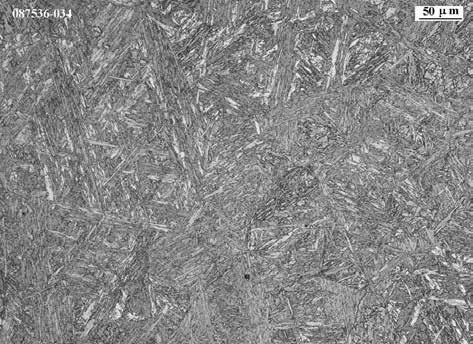
Fig. 28 Microstructure of post-sinter HIPed parts showing near-fully martensitic structure with larger needle size; hardness 426 ± 3 HV (Courtesy Iñigo

Microstructure of post-sinter HIPed parts after normalising and annealing, showing significantly finer microstructure vs Fig. 28 (Courtesy Iñigo Agote, TECNALIA)
Table 4 Mechanical properties: P91 binder-jetted parts (Tecnalia) vs ASTM A213-T91 minimum requirements (Courtesy Iñigo Agote, TECNALIA)
Post-sinter HIP at 1,200°C for 4 h at 100 MPa increased relative density to >99%; hardness was 426 ± 3 HV, and the microstructure was almost fully martensitic with larger needle features (Fig. 28). To match commercially supplied material conditions for mechanical testing, HIPed parts were then normalised and annealed in accordance with ASTM A335M-18 (normalising at 1,040°C, followed by annealing at 780°C), producing a finer microstructure than the as-HIPed condition (Fig. 29).
Following coupon trials, tensile specimens were manufactured to ASTM E-8 via BJT and subjected to the same heattreatment route prior to testing. Agote reported that BJT for P91 fulfils ASTM A213-T91 requirements (for 9Cr-1Mo steels used in high-temperature, high-
pressure steam service) (Table 4). Ongoing work includes assessment of weldability. The presentation closed
with a complex high-pressure manifold demonstrator fabricated via BJT (Fig. 30).

• Largest installed capacity
• In-house Tool Manufacturing

• ISO 9001 and ISO 14001 Certified
• Ceramic Cores Best in class state-of-the-art facility Air Melt & Vacuum Melt
fied Surface Treatment
• Binder Jetting Metal Printing PBF-LB
• Metal Stereolithography Vacuum Melting Gas Atomised Powder Production
Jigs and Fixtures Manufacturing
TPU and Silicone Moulding
Table 5 Advances in Design: Tolerance Capabilities (parameters established currently at Indo-MIM) (Courtesy Mukund Nagaraj, Indo-MIM, Inc.)


Mukund Nagaraj (Indo-MIM, San Antonio, Texas) presented ‘Binder Jet Metal Printing in Mass Production – Advances and Challenges,’ focusing on what it takes to run BJT as a production process rather than a prototyping tool. He opened by positioning IndoMIM’s broader manufacturing base – spanning MIM, CIM, investment casting, aerospace solutions, metal powder production, AM, and industrial automation (Fig. 31).
Nagaraj linked growth in production AM to larger machine fleets and industrially driven application development, including material validation with OEMs, research labs and universities. He emphasised early functional validation at the prototype stage, followed by scaling through automation and safety, supported by robust equipment capable of repeatable build heights up to 140 mm.
Dimensional capability was attributed to powder control
“Dimensional capability was attributed to powder control and continuous recycling, with current dimensional accuracy cited at ±0.75% (or tighter)...”
and continuous recycling, with current dimensional accuracy cited at ±0.75% (or tighter), and an expanding materials portfolio that includes superalloys, tool steels, and stainless steels. Nagaraj presented densification and properties as comparable to MIM, citing ≥98% relative density in the as-sintered condition and >99.5% with HIP, and highlighted throughput of up to ~100,000 parts per year per machine. Table 5 compares current and future Binder Jetting capability alongside current MIM capability, while Fig. 32 shows an SS304 microstructure under development with twin boundaries and near-full density.
As an application example, Nagaraj discussed Binder Jetting of M2 tool steel, showing a range of complex parts (Fig. 33) and comparing insert performance against wrought-machined equivalents (Table 6). He reported mould-life improvements of 30-150%, alongside reduced need for flash-related correction and lower demand on toolroom resources. Microstructural comparison indicated tempered
“Nagaraj presented densification and properties as comparable to MIM, citing ≥98% relative density in the as-sintered condition and >99.5% with HIP, and highlighted throughput of up to ~100,000 parts per year per machine.”





80,056 (tool flashing observations) 560,090 (flash observations) • 30% - 150% improvement on mould life
142,105 (tool flashing observations) 324,000 (yet to observe)
305,656 (tool flashing observations) 456,000 (yet to observe)
112,989 (tool flashing observations) 358,000 (yet to observe)
197,898 (tool flashing observations) 228,000 (yet to observe)
• No frequent mould correction for flash
• Less or no production disruption
• Minimal load on the tool room resources
High quality Metal Injection Moulded products

Fig. 34 Microstructure comparison: BJT M2 tool steel vs wrought M2 tool steel. BJT: tempered martensite with uniform carbide distribution; wrought: tempered martensite with carbide networks at grain boundaries (Courtesy Mukund Nagaraj, Indo-MIM, Inc.)
martensite in both BJT and wrought conditions, with a more uniform carbide distribution reported in the Binder Jet condition versus network carbides at grain boundaries in the wrought condition (Fig. 34).
Production metrics and bottlenecks Process efficiency was discussed using Overall Equipment Efficiency (OEE) and Overall Operations Efficiency (OOE), incorporating planned production time, operating
time, net operating time, and productive time (Fig. 35). Based on an average of ~8.31 jobs per machine per week and a 95% sintered-part yield, Nagaraj calculated an OEE of 81.23% and an OOE of 66.60%.
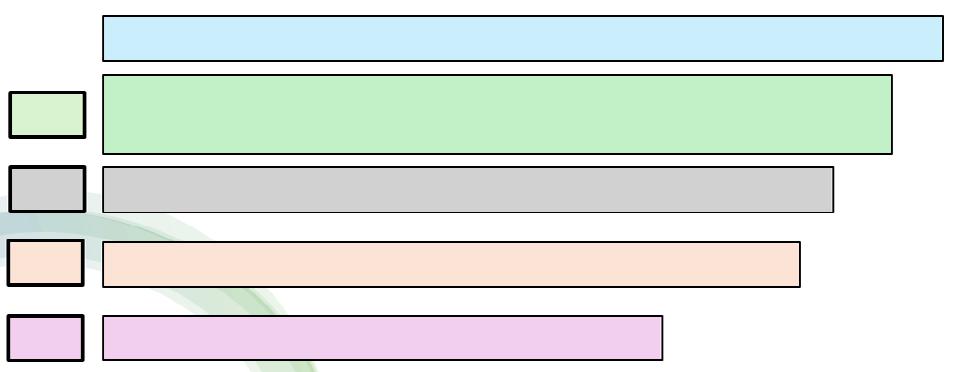
Fig. 35 Steps considered when calculating OOE and OEE (Courtesy Mukund Nagaraj, Indo-MIM, Inc.)
Examples of production monitoring –raw material indicators (oxygen level and tap density) and green density across thirty consecutive builds – are shown in Fig. 36.
Nagaraj concluded by identifying depowdering as a critical production bottleneck and arguing for customised automation to maximise yield. He reported that depowdering time per part scales with surface area, making geometry-driven depowdering time a practical operational constraint that must be managed as part of highvolume process control.
stainless steel: tailoring microstructures and properties
Mahmood Shirooyeh (Senior Materials Scientist, 3DEO, Inc.) presented a benchmark-driven look at sinter-based AM of 316L stainless steel, positioning it as a practical workhorse for applications requiring corrosion resistance, ductility, and biocompatibility. The talk focused on establishing repeatable material performance relative to established sinter-based routes such as Metal Injection Moulding.
The study outlines 3DEO’s Intelligent Layering process, in which metal powder is spread in thin layers, an aqueous binder is applied, and CNC micro-end-milling is used during the build to define geometry. For the 316L study, nitrogen gas-atomised powder was used, and test artefacts were produced across multiple builds to enable statistical comparison. The experimental plan relied on standard test geometries –such as density coupons, transverse rupture strength coupons, and ASTM E8 tensile specimens – to evaluate properties including densification, pore characteristics (morphology and distribution), mechanical properties, directional dependencies, and the effectiveness of HIP.
Post-processing involves curing in air, followed by depowdering, debinding, and sintering in a partial hydrogen atmosphere. Thermal





Fig. 36 Process-control monitoring: raw materials (oxygen level, tap density) and green density across thirty consecutive prints (Courtesy Mukund Nagaraj, Indo-MIM, Inc.)
• 100g/3.5 oz/minute*
Time to finished part in hours, days
Different Alloys available, e.g. Al-, Fe-, Ni-, Ti- Alloys

• Print one or multiple parts at once up to 40kg/90lbs
• Both for 3D printing and coatings
• Ideal for difficult-tosource or obsolete real-world applications
profiles for these steps are optimised using data derived from TGA/DSC and dilatometry.
Benchmark results: as-sintered vs HIP
In the baseline condition, densification was reported at ~98.2% relative density. Post-sinter HIP increased the density to ~99.5%. Image-based porosity analysis revealed fine, dispersed pores in the as-sintered condition, with an area fraction of ~1.8%, whereas HIP eliminated the overwhelming majority of detectable pores (down to ~0.04-0.05% area fraction).
Mechanical testing reported a yield strength of ~180 MPa, ultimate tensile strength of ~530 MPa, and ductility of ~60% in the as-sintered state. Post-sinter HIP primarily resulted in further ductility gains (to ~80%) and largely removed any elongation anisotropy, while slightly
• No dangerous gases used, enabling the technology to be easily transported
• Containerised, and ready to deploy in harsh environments
• Reduce reliance on supply chain
• Produce critical parts on demand and resume operations more quickly
reducing hardness, consistent with grain coarsening. The surface roughness (Ra ~3.8-3.9 µm) was essentially unchanged by HIP, while the magnetic permeability approached ~1 (more non-magnetic), aligning with expectations for 316L and its typical application requirements.
Animesh Bose (Shaping Innovations, LLC, USA) presented ‘Sintering of Cold Spray Additive Manufacturing Products,’ based on work led by Spee3D (co-authored by Steven Camilleri, Andrew Duguid, and Tien Tran, Spee3D, Darwin, Australia; and Krishnan Kannoorpati, Charles Darwin University, Darwin, Australia). While Cold Spray is
• Tested within different industries and the AUS, UK, and US militaries, at exercises and extensive field trials Award-winning in tactical and expeditionary printing and innovation
widely used for coatings and repair, the talk highlighted its use as a freeform shaping step for near-netshape parts, followed by sintering and/or HIP to develop alloy homogeneity and target properties.
Bose briefly introduced Shaping Innovations (primarily involved in global Powder Metallurgy consulting) and Spee3D, a provider of metal AM technology based on the Cold Spray process. Spee3D’s current materials portfolio includes aluminium 6061, aluminium bronze, copper and stainless steel, with additional materials in development.
Bose positioned Spee3D’s Cold Spray AM as a rapid, solid-state route in which powder is deposited at supersonic velocity and bonds by high-velocity impact without melting (Figs. 37-38), producing dense, freestanding green compacts that can be post-processed by sintering and/ or HIP to achieve target properties.
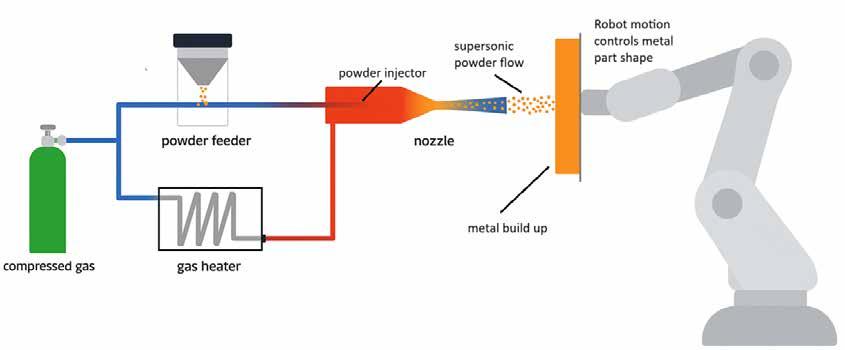
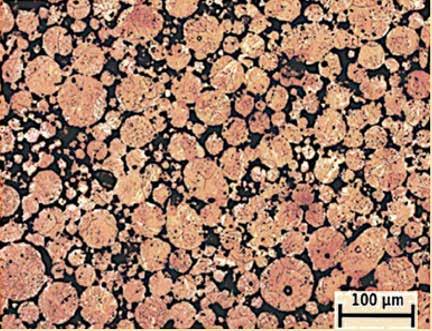
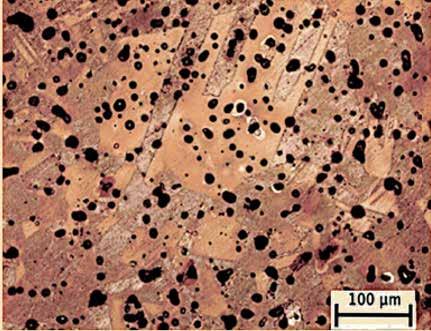
EPIC process: shaping by Cold Spray, densification by heat
Bose then discussed Spee3D’s Extreme Particle Impact Consolidation (EPIC) process. In EPIC, Cold Spray is used to generate the near-net shape, followed by sintering and/or HIP to develop alloy homogeneity and target properties. The cold sprayed deposits form dense, freestanding green compacts, and EPIC was presented as a press-free PM-style route for forming billets from pure Cu and blended elemental nickel–aluminium bronze (NAB) systems.
Bose emphasised that EPIC follows the conventional PM logic path (powder → compact → sinter/ HIP → finishing) but replaces die pressing with motion-controlled Cold Spray deposition. Unlike conventional Cold Spray (typically repair-/coating- oriented), EPIC assumes thermal post-processing; in many cases, the heat-treatment stage is framed less as bulk densification and more as diffusion-driven homogenisation and microstructural development, since cold sprayed structures can already be ~98% dense.

Results: copper handling strength and NAB homogenisation
EPIC copper exhibited near-full density in the as-sprayed state with green strength >100 MPa, enabling handling and machining in the green state (Fig. 40, as-sprayed vs 200°C heat-treated). No shrinkage data were generated in this study, but porosity was already low in the as-sprayed condition; EPIC heat-treated parts exhibited good recrystallisation and sintering behaviour even at 200°C. For comparison, conventional PM copper after 610°C and 1,020°C heat treatment is shown in Fig. 39.
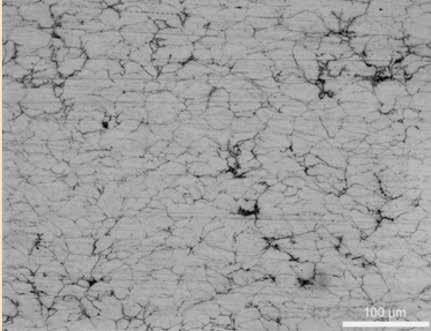
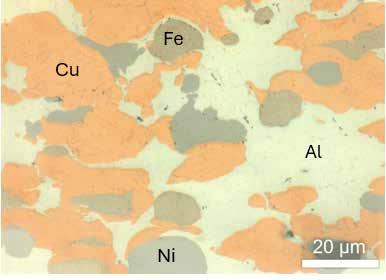
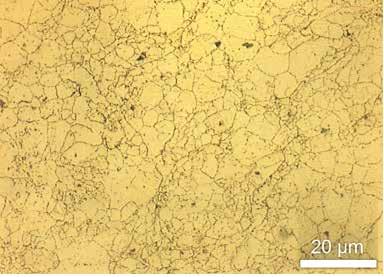
Fig. 41 NAB microstructures: as-sprayed showing individual elements (left); after EPIC sintering showing full homogenisation (right) (Courtesy Steven Camilleri, Spee3D)


Fig. 42 Two near-net-shape NAB parts produced via EPIC-fabrication: 7 kg bearing (left) and 3 kg pipe flange (right) (Courtesy Steven Camilleri, Spee3D)
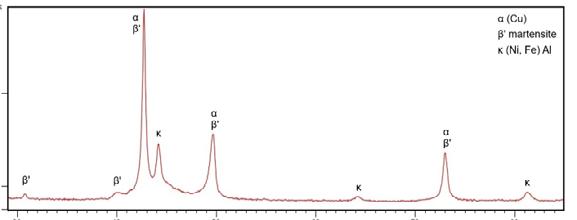
Fig. 43 XRD of EPIC-processed NAB structure showing α (Cu-rich), β′ (martensitic), and κ (Ni-Fe-Al) phases, with no residual elemental peaks (confirming complete alloying) (Courtesy Steven Camilleri, Spee3D)
NAB is a key naval alloy, but supply is increasingly constrained by availability of skilled staff. Conventional PM processing is difficult due to poor sintering behaviour, elemental segregation, and Kirkendall porosity. EPIC overcomes these challenges by cold-spraying blended elemental powders and applying liquid-phase sintering. Cu (~80%), Al (~10%), Fe (~5%), and Ni (~5%) powders were cold sprayed into a billet and then thermally processed to form NAB while retaining part geometry. Fig. 41 shows homogenisation after sintering; Fig. 42 shows two near-net-shape NAB parts produced via EPIC-fabricated NAB parts. Homogenisation was further supported by XRD (Fig. 43), which showed fully developed α (Cu-rich), β′ (martensitic), and κ (Ni-Fe-Al) phases, with no residual elemental peaks, consistent with complete alloying.
In some cases, parts were subjected to post-sinter HIP; containerless HIP was carried out at 950°C, 100 MPa for 5 h. Bose reported that the mechanical properties of EPIC-processed NAB exceeded C63000 wrought NAB specifications, supporting the claim that EPIC can create structural-grade alloys from blended elemental powders.
In conclusion, EPIC requires no dies or mechanical pressing, and billets can be shaped using motion-

Mass finishing
duration: 12-24 h
Pre-treatment:
+
1 minute
Mass finishing schematic after depowdering and sintering: conventional process vs CMF process after AutoSmooth application (Courtesy Marcel
controlled Cold Spray paths. Large parts are more achievable, and the scales are unusual for conventional PM. This raises an interesting question: Is EPIC an AM way of doing PM? EPIC does not use mechanical compaction; instead, it forms a powder compact that requires thermal post-processing (sintering and/or sinter/HIP). The material behaviour mirrors PM in bonding and phase development, and many traditional PM techniques apply (except pressing). It can also be used in an AM sense – complex geometries, in-field production, and no tooling. Cold Spray followed by sintering or HIP should be considered a powder consolidation method. It does not displace press-and-sinter, but adds an alternative shaping process with distinct advantages.
Marcel Strobel (Headmade Materials, Germany) presented Cold Metal Fusion (CMF), a sinter-based route combining an SLS-style lasersintering step to form green parts, followed by solvent debinding, sintering and post-processing. He argued that CMF’s high green-part
strength reduces the number of parts damaged between AM processing and the furnace, lowering scrap rates and, in turn, the cost per part. The same green robustness enabled a wide range of green-state secondary operations (including smoothing, tapping, milling, and blasting), especially valuable for alloys and geometries that are difficult to machine after sintering. Strobel also described automation potential across the process chain (from unloading and
depowdering to robot-assisted surface treatment), including part- or geometry-specific automated routines. High green strength was further linked to the survivability of fine features and to more aggressive cleaning/finishing steps, including reported water-jet cleaning at ~30 bar on parts with ~1 mm wall thickness.
A recurring theme was surface quality: CMF’s green-state AutoSmooth step was shown (Figs. 44–45) to improve downstream mass-finishing
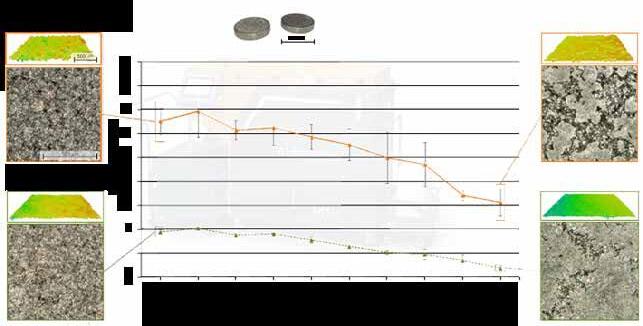
Fig. 45 Mass-finishing outcomes: sintering after conventional green part fabrication vs sintering after AutoSmooth-treated green part (Courtesy Marcel Strobel, Headmade Materials)
effectiveness relative to conventional green-part routes. Figs. 46-47 show green parts undergoing blasting and highlight broad CMF application areas. Current CMF materials reported include 316L, 17-4 PH, Ti-6Al-4V, M2, and Inconel 625, with TiAl4822 and H13 under beta evaluation. Two pump components – housing and impeller – were used as application examples, including functionally integrated cooling in the housing. For impellers (Fig. 48), Strobel cited potential efficiency gains (claimed ~2–5%) from improved and more uniform surface quality, with end-customer ROI driven by electricity savings. Finally, a benchmark study by Institut Carnot/CETIM (France) was referenced, reporting strong mechanical properties for CMF 316L compared with other technologies, alongside suitability for larger geometries (impellers >250 mm in diameter) and higher production volumes.
This selection of presentations from ASTM ICAM 2025, focused on the Value Chain track ‘Sinterbased AM technology’, reflects the author’s judgement of the most relevant contributions for a Powder Metallurgy readership; many additional presentations of interest


could not be included due to space constraints. More broadly, ASTM ICAM remains substantially larger than any single track, and the technical breadth of the meeting is best appreciated in person.
Within sinter-based AM, Binder
Jetting remains a major platform, but several speakers indirectly reinforced that it is facing increasing competitive pressure. A growing number of alternative sinter-based routes are maturing and beginning to address applications that have historically
aligned with Binder Jetting – particularly at the two extremes of part scale (larger components and very small precision parts). The SBAM track at ASTM ICAM continues to provide a useful cross-section of both these newer process families and
developments in more established platforms, alongside continuing growth in materials and application readiness.
The Sinter-based AM Technologies (SBAM) track at ASTM ICAM 2025 was organised by Animesh Bose (Shaping Innovations, LLC, USA), Efrain Carreño-Morelli (University of Applied Sciences and Arts Western Switzerland, HES-SO, Switzerland), Amy Elliott (Oak Ridge National Laboratory, ORNL, USA), Simon Hoeges (GKN Additive, Germany), Benoit Verquin (CETIM, France), and Thomas Weissgärber (Fraunhofer IFAM, Germany; TU Dresden, Germany).
ASTM ICAM 2026 will take place in Orlando, Florida, where the technical programme and exhibition will provide a focused view of current qualification, materials, and scaleup priorities.
Author
Dr Animesh Bose CEO
Shaping Innovations, LLC Saint Cloud, FL, USA abose@shapinginnovations.com
[1] Bose, A. (2025) ‘Sinter-based Additive Manufacturing technologies in focus at ASTM’s ICAM 2024 conference’, PIM International, 19(1) (Spring 2025), 25 February. Available at: pim-international.com/articles/ sinter-based-additive-manufacturingtechnologies-in-focus-at-astms-icam2024-conference
[2] Adapted from Klocke, F. (2018) Pulverspritzguss, in Fertigungsverfahren 5 (VDI-Buch). Springer Vieweg, pp. 113-124
[3] Quadbeck, P. et al (2018)
Proceedings Euro PM 2018, Bilbao, Spain. ISBN 978-1-899072-50-7
[4] Strauss, A. et al (2022), HTM Journal of Heat Treatment and Materials, 77, pp. 437-448
[5] Adapted from Hansen, J. D. et al (1992), Journal of the American Ceramic Society, 75(5), pp. 1129-1135
[6] Carreño-Morelli, E. et al (2016) ‘Additive Manufacturing by Solvent Jetting on Granule Beds’, in Proceedings of World PM 2016, Hamburg, Germany. ISBN: 978-1-899072-48-4
[7] Carreño-Morelli, E. et al (2020), International Journal of Refractory Metals & Hard Materials , 92, 105276
[8] Duerig, T. (2010), ‘Shape Memory and Superelastic Technologies 2010’ (SMST) Nitinol Workshop, Monterey, CA, 16 May.
[9] Xia, J. et al (2020) ‘Iron-based superelastic alloys with nearconstant critical stress temperature dependence’, Science, 369(6505), pp. 855-858. doi:10.1126/science.abc1590
[10] La Roca, A. and Sade, M. (2020) Science , 369, p. 773
[11] Dorfinger, P. (2016) Toughening of photopolymers for lithographybased 3D printing. TU Wien
The PIM International newsletter is sent to several thousand industry professionals worldwide. Register today to ensure you benefit from reading the latest industry news and advances in the MIM, CIM, and sinter-based Additive Manufacturing industries.
Newsletter subscribers also benefit from a free digital subscription to PIM International magazine. As soon as each new issue is available we’ll send you an email containing a direct link to our digital edition.
www.pim-international.com/e-newsletterand-free-digital-subscription/





Topics
D r. Cho-Pei Jiang
D istinguished Professor National Taipei University of Technology
Powder production and characterization
Metal Injection Molding (MIM)
Consolidation of PM alloys
Sinter-based Additive Manufacturing
Powder-bed and powder-deposition Additive
Manufacturing
Wire or slurry-based Additive Manufacturing
Alloy design in Power Metallurgy (PM) and Additive
Manufacturing (AM)
Titanium Aluminides and Ti Metal Matrix Composites
Proper ties and characterization
Par t and process qualification
Post-processing
Microstructural obser vation and fatigue analysis
Applications
Recycling and sustainability
Modelling and simulation



Impor tant Dates
D r Hsu -Wei Fang
D istinguished Professor
National Taipei University of Technology
Abstract Submission Deadline February 28, 2026
Notification of Abstract Acceptance
March 21, 2026
Manuscript Submission Deadline May 21, 2026
Early Bird Registration Deadline July 1, 2026




We Convene...
We Convene...
The most brilliant minds from industry and academia
The most brilliant minds from industry and academia
We Coordinate... Transformative technical and workforce data We Catalyze... High-value, high-impact collaborative projects
We Coordinate... Transformative technical and workforce data We Catalyze... High-value, high-impact collaborative projects
America Makes is the leading collaborative partner for additive manufacturing and 3D printing technology research, discovery, and innovation in the U.S.
America Makes is the leading collaborative partner for additive manufacturing and 3D printing technology research, discovery, and innovation in the U.S.
Structured as a public-private partnership, we innovate and accelerate AM/3DP to increase global manufacturing competitiveness.
Structured as a public-private partnership, we innovate and accelerate AM/3DP to increase global manufacturing competitiveness.
Focused on additive manufacturing, America Makes is the first institute of the Manufacturing USA® network.
Focused on additive manufacturing, America Makes is the first institute of the Manufacturing USA® network.
® Join Us for Our Technical Review & Exchange (TRX) April 14-16, 2025 in Boston, MA REGISTER TODAY!
® Join Us for Our Technical Review & Exchange (TRX) April 14-16, 2025 in Boston, MA REGISTER TODAY!

Learn more at www.AmericaMakes.us
Learn more at www.AmericaMakes.us
PIM International is the only business-to-business publication dedicated to reporting on the technical and commercial advances in the MIM, CIM, and sinter-based Additive Manufacturing industries. Available in both digital and print formats, PIM International is the perfect platform to promote your company to a global audience.
www.schunk-mobility.com


3DCeram Sinto
3dceram.com
Incus GmbH 31 www.incus3d.com
Lithoz GmbH 25 www.lithoz.com
Sinto Advanced Ceramics Europe GmbH 43 www.sinto-advanced-ceramics.de Steinbach AG
www.steinbach-ag.de
www.visitech.com
BluePower Casting Systems GmbH
Phoenix Scientific Industries Ltd 44 www.psiltd.co.uk
www.lucideon.com
ATM Qness GmbH - Verder Group 29 www.qatm.com | www.verder-scientific.com
ELTRA GmbH - Verder Group 29 www.eltra.com | www.verder-scientific.com
Microtrac Retsch GmbH - Verder Group 29 www.microtrac.com | www.verder-scientific.com Powder processing, classification &
www.erowa.com



PIM International is dedicated to driving awareness and development of the MIM, CIM and sinter-based AM industries and their related technologies. Key to this aim is our support of a range of international partner conferences. View our complete events listing on: www.pim-international.com
AMUG 2026
March 15–19 - Reno, NV, United States www.amug.com
Ceramitec 2026
March 24–26 - Munich, Germany www.ceramitec.com
PM China 2026 | AM China 2026
March 24–26 - Shanghai, China en.pmexchina.com | www.amatex.cn
America Makes Technical Review & Exchange (TRX) in partnership with SME & RAPID+TCT
April 14–16 - Boston, MA, United States www.americamakes.us/events/trx-spring/
RAPID + TCT 2026
April 14–16 - Boston, MA, United States www.rapid3devent.com
Hannover Messe
April 20–24 - Hannover, Germany www.hannovermesse.de
Ceramics Expo
May 5–6 - Cleveland, OH, United States www.ceramicsexpousa.com
Thermal Management Expo North America
May 5–6 - Cleveland, OH, United States www.thermalmanagementexpo.com
Materials on the Edge Workshop/Seminar
May 19 - Madrid, Spain sites.google.com/view/ materials-on-the-edge-workshop/inicio
EPMA Seminars – Powering the Future: Powder Metallurgy for Advanced Energy Solutions
June 2–3 - Lyon, France seminars.epma.com/event/ powering-the-future-powder-metallurgy-foradvanced-energy-solutions/
Space Tech Expo USA
June 2–4 - Anaheim, CA, United States www.spacetechexpo.com
3D Print Lyon Congress & Exhibition
June 2–4 - Lyon, France www.3dprint-exhibition-lyon.com
EMATec 2026 – Int. Conf. on Emerging Applications of PM & AM Materials and Technologies: Sustainable Materials and Technologies
June 2–5 - Dresden, Germany www.ifam.fraunhofer.de/EMATec
EPMA Seminars – Gearing Up for the Future: PM Breakthroughs in Automotive Engineering
June 3–4 - Lyon, France seminars.epma.com/event/ gearing-up-for-the-future-pm-breakthroughs-inautomotive-engineering/
If you would like to see your CIM, MIM or sinter-based AM related event listed in this magazine and on our websites, please contact Merryl Le Roux: merryl@inovar-communications.com
HI-AM Conference – Holistic Innovation in Additive Manufacturing
June 22–23 - Banff, AB, Canada hiam.uwaterloo.ca/2026/
WorldPM2026 | AMPM2026 | Tungsten2026
June 25–29 - Montreal, Canada www.worldpm2026.org | www.ampm2026.org www.tungsten2026.org
Ceramic AM Summit
June 29 – July 1 - Freiburg, Germany www.amsummit.dkg.de
The Advanced Ceramics Show | The Advanced Materials Show
July 8–9 - Birmingham, United Kingdom advancedceramicsshow.com advancedmaterialsshow.com
EPMA Summer School
July 19–24 - Porto, Portugal summerschool.epma.com

If you would like to see your CIM, MIM or sinter-based AM related event listed in this magazine and on our websites, please contact Merryl Le Roux: merryl@inovar-communications.com
Formnext Asia Shenzhen
August 26–28 - Shenzhen, China formnext-sz.hk.messefrankfurt.com
Powder Metallurgy and Additive Manufacturing of Titanium (PMAMTi 2026)
September 2–4 - Taipei, Taiwan www.pmti2026.com
ASTM International Conference on Advanced Manufacturing 2026
September 28 – October 2 - Orlando, FL, United States amcoe.org/event/icam2026/
The Advanced Materials Show USA
October 6–7 - Pittsburgh, PA, United States advancedmaterialsshowusa.com
Euro PM 2026 Congress and Exhibition October 11–14 - Budapest, Hungary powdermetallurgycongress.com
AM Ceramics 2026
October 13–14 - Frankfurt, Germany amceramics.cc
Formnext
November 17–20 - Frankfurt, Germany www.formnext.com
Ceramics & Stone Vietnam
December 2–4 - Hanoi, Vietnam aseanceramics.com/vietnam
The PIM International newsletter is sent to several thousand industry professionals worldwide. Register today to ensure you benefit from reading the latest industry news and advances in the MIM, CIM, and sinter-based Additive Manufacturing industries.
Newsletter subscribers also benefit from a free digital subscription to PIM International magazine. As soon as each new issue is available we’ll send you an email containing a direct link to our digital edition.
www.pim-international.com/e-newsletterand-free-digital-subscription/


Newsletter subscribers also benefit from a free digital subscription to Metal Powder Technology magazine.




• Gain Insights into the Latest Advancements in Powder Metallurgy
• Meet Experts in Metal Powders, MIM, Hard Materials, and More
• Full Supply Chain Representation : From Materials to Applications
• Network with New Leads and Potential Collaborators
11-14 OCT 2026

Scan To Reserve your