reliability of any information, statement, opinion, or advice contained in a third party’s material. Fluid Power Journal will not be liable for any loss or damage caused by reliance on information obtained in this publication.
Strong Leadership Is Essential
By Garrett Hoisington, CFPAI, CFPS, CFPMHM, IFPS Outgoing President & Chairperson
» AS I REFLECT on my time serving as a board member for the International Fluid Power Society (IFPS), I can’t help but think of all the people I’ve had the privilege of working alongside.
Over the years, I have not only had the chance to collaborate with talented
professionals, but I’ve also built friendships that I will carry with me long after this role concludes. What strikes me most is how many of those individuals are strong leaders. Leadership has always been a foundation of IFPS, and it is clear to me that our organization has been shaped by years of dedicated service from men and women who stepped up to guide the Society forward. These leaders have complemented the tireless efforts of our CEO and staff, creating a synergy that allows IFPS to continue thriving.
Strong leadership is not about titles or positions; it is about service, vision, and the ability to inspire others. Throughout my tenure, I’ve witnessed countless examples of members who generously give their time and expertise, whether by volunteering on committees, mentoring younger professionals, or advancing certification and education initiatives. These contributions may happen quietly, but their impact echoes throughout our industry.
I believe the greatest strength of the IFPS lies in its members. Our Society is powered by a network of professionals who understand that advancing fluid power technology and promoting workforce development requires
teamwork. No single person can accomplish our mission alone, but together we achieve remarkable progress.
As I step away from the presidency, I do so with gratitude. I am thankful for the board of directors, the staff, and every volunteer who has worked tirelessly to move our organization forward. I am inspired by the collaboration, innovation, and passion I’ve witnessed over the past several years. And I am confident that the leaders who follow will continue to guide IFPS into an even stronger future.
To the next generation of fluid power professionals: I encourage you to lean into opportunities for leadership. Get involved, share your ideas, and don’t underestimate the influence you can have in shaping the direction of our industry. The future of IFPS and the broader fluid power community will depend on your voices, talents, and commitment.
As I close out this chapter, my final message is simple: strong leadership is essential. It has sustained IFPS for decades, and it will remain the key to our continued success. I am proud to have played a small part in this legacy, and I look forward to seeing where the next leaders will take us.
Fluid Power Journal (ISSN# 1073-7898) is the official publication of the International Fluid Power Society published monthly with four supplemental issues, including a Systems Integrator Directory, Off-Highway Suppliers Directory, Tech Directory, and Manufacturers Directory, by Innovative Designs & Publishing, Inc., 3245 Freemansburg Avenue, Palmer, PA 18045-7118. All Rights Reserved. Reproduction in whole or in part of any material in this publication is acceptable with credit. Publishers assume no liability for any information published. We reserve the right to accept or reject all advertising material and will not guarantee the return or safety of unsolicited art, photographs, or manuscripts.
CONTROL VALVE SELECTION
By Al Gunnarson, Vice President of Sales & Marketing, Warren Controls, Inc.
Selecting the proper process control valve is essential for maintaining operational efficiency and reliability while reducing costly downtime. The rise of online sizing and selection tools has transformed valve selection, enabling faster, more accurate identification of the ideal valve for each application. These tools analyze specific flow demands, pressure drops, and fluid compatibility across various facility processes, ensuring optimal choices.
Choosing an improper process control valve can cause severe control problems, triggering premature failure and expensive downtime. This disrupts operations and undermines productivity. Such mismatches drive up maintenance costs and may create safety hazards
or reduce system reliability. This highlights the need for precise valve selection.
Installing the wrong valve can compromise flow regulation, creating pressure surges or water hammer that may damage piping, cause leaks, or even catastrophic failures. Such events threaten personnel safety and intensify financial strain through emergency shutdowns, elevated maintenance, and replacement costs.
CHOOSING VALVES WITHOUT USING ONLINE TOOLS
Before the advent of these online tools, choosing the right valve for a specific application relied heavily on complex differential equations and extensive engineering
know-how based on International Society of Automation (ISA) standards. This method, while precise, was incredibly arduous and error prone. It typically required upwards of 45 minutes for each process control valve to determine the correct specifications. Few were skilled or patient enough in the required math to achieve the necessary accurate results. Even when results are precise, selecting the correct complete P/N from a manufacturer and gathering this into a comprehensive report to present to a customer is another significant drain on time.
Given the complexity and time constraints faced by engineers and specifiers who don't use online tools, there is often a tendency to bypass these detailed calculations in favor of educated guesses or approximations. In a typical scenario where a facility requires 30 process valves, all ostensibly needing to be 4 inches, a specifier might opt to select 30 of the same 4-inch valves rather than doing the arduous calculations to select different valves optimized for each application. This one-size-fits-all approach often results in some valves being oversized or undersized for their specific tasks. The results are higher initial costs for unnecessary capabilities or future costs due to premature wear and maintenance issues. Even system failures may occur, along with safety and environmental hazards.
IMPORTANCE OF PROPER VALVE SELECTION
Preventing cavitation damage is crucial. Certain valve types are prone to cavitation when exposed to higher flowing differential pressures. Cavitation involves the formation and subsequent collapse of vapor bubbles within a liquid, inflicting severe damage to the valve. Such conditions can lead to valve failure in just a few weeks. The consequences of cavitation go beyond damage to the valve itself; it can also cause leaks that pose safety and environmental hazards. This pairs with the direct and indirect costs associated with valve failure and replacement.
Vibration is a critical factor to consider, as aerodynamic noise can reach up to 120 decibels. High aerodynamic noise levels tend to occur in conjunction with higher flow rates and higher differential pressure, which often necessitate the use of sound insulation blankets or other sound-deadening techniques like silencers. Moreover, excessive vibration can damage the valve, leading to premature wear and failure. In some cases, one or more valves in series, sharing the pressure drops, can be
more cost-effective than a single valve with expensive, aerodynamic noise tuning trim.
Selecting the appropriate trim material for valves is crucial, especially in applications involving higher flowing differential pressures. Often, there is a lack of awareness regarding the impact of differential pressure on trim material selection. The reality is that the higher the flowing differential pressure, the more durable the trim material needs to be. This ensures that the valve trim can withstand the conditions and remain functional over an extended period. Temperature is also crucial in valve selection, especially for processes above 230°C (450°F). Materials like engineered plastics or elastomers that don't withstand these temperatures limit choices. Selecting valves that can handle high temperatures without degrading is essential for maintaining process integrity and safety.
ACTUATOR USE: AS IMPORTANT AS THE VALVE
Choosing the correct actuator to pair with a valve is just as critical as selecting the valve itself. An actuator, responsible for
the mechanical operation of opening and closing the valve, must be robust enough to operate reliably under the specific conditions of its environment.
If an actuator fails to actuate the valve when required, serious consequences can follow. This may lead to situations where critical flows are not properly regulated. Additionally, the valve does not shut off properly to the advertised leakage rating of the valve, resulting in overpressure or overtemperature incidents, uncontrolled chemical reactions, or significant leaks.
CHOOSING & LEVERAGING ONLINE TOOLS
Online tools like ValveWorks® mitigate these risks by offering a precise, scientifically based process that considers all relevant factors of the valve’s intended use. By inputting specific process conditions such as fluid type, temperature, pressure, and flow requirements, users can leverage advanced algorithms to identify a range of suitable options.
This not only saves time and reduces efforts in the specification process but also enhances safety and reliability by ensuring
compatibility with the application's demands. Furthermore, these tools provide in-depth analysis of the trade-offs between different options, equipping users with comprehensive documentation. This documentation facilitates clearer communication and efficient record-keeping and streamlines the procurement process, making it easier to make informed decisions.
In summary, the advent of online tools for selecting process control valves marks a critical advancement in process engineering. By leveraging these tools, professionals can avoid the twin pitfalls of over-engineering and under-specification, ensuring that their facilities operate smoothly, efficiently, and cost-effectively. •
COMPRESSED AIR TREATMENT EQUIPMENT MARKET
By Gauri Kanale, Research Nester
It’s a known fact that compressed air is highly adaptable, convenient, and flexible. These properties make it indispensable across industries. From the first Industrial Revolution, the advancements of air compression technologies increased factory productivity. The goal here is to understand the use of air compression in select areas, along with the significant risks associated with the poor quality of compressed air in prominent industries. Additionally, it’s essential to get to know the importance of compressed air treatment equipment.
COMPRESSED AIR APPLICATIONS IN CONSTRUCTION
Compressed air treatment is vital on construction sites to ensure that pneumatic tools and machinery operate efficiently and reliably in demanding conditions. Clean, dry compressed air protects equipment from moisture and particulates that can lead to corrosion, blockages, and premature tool failure, thereby minimizing costly downtime on projects. Proper treatment extends the lifespan of air-powered drills, jackhammers, and spray equipment, ensuring consistent power delivery and safer operations, especially when work is performed in rugged or remote environments.
COMPRESSED AIR APPLICATIONS IN UTILITY OPERATIONS
Within utility functions such as water, wastewater, and electrical grid maintenance, compressed air treatment helps safeguard sensitive pneumatic controls and actuators that are key to automation and system stability. Removing moisture and contaminants from compressed air reduces the risk of valve sticking, corrosion, and inaccurate instrument
readings, which enhances service reliability and lowers maintenance costs. Effective air treatment ensures smoother utility service delivery while supporting compliance with regulatory standards and improving overall operational safety.
COMPRESSED AIR APPLICATIONS IN POWER GENERATION
In power generation plants, compressed air is integral for instrument air systems, turbine controls, ash handling, and facility maintenance. High-quality air treatment prevents moisture and contamination from affecting precision instruments, pneumatic actuators, and control valves, which is critical for smooth plant operation. Clean, treated air reduces maintenance needs, prevents unplanned outages, and ensures that vital power generation equipment operates at peak efficiency, helping facilities maintain uptime while protecting expensive assets from avoidable wear and failure.
COMPRESSED AIR TREATMENT EQUIPMENT IN THE PHARMACEUTICAL INDUSTRY
The quality of compressed air is of utmost importance in manufacturing pharmaceuticals. The contamination in compressed air can lead to product spoilage, reduced performance, and damaged production. This can result in supplementary costs and unforeseen downtime for the market players. Compressed air treatment equipment has proven to be an efficacious way to ensure the availability of high-quality compressed air for pharmaceutical plants. Some of the prominent uses of compressed air in the pharmaceutical industry are:
• Cleaning and Sterilization: High-quality compressed air is utilized in handling fragile equipment.
• HVAC: Utilizing compressed air in these systems helps control humidity and regulate clean air.
• Instrumentation and laboratory applications: Chromatographs and spectrometers are fragile items that use compressed air for control and purification.
• Product Packaging and Manufacturing: Pneumatically powered compressed air keeps the production line clean.
COMPRESSED AIR TREATMENT EQUIPMENT FOR THE FOOD AND BEVERAGE INDUSTRY
Across food industries, compressed air treatment equipment is utilized to enhance the quality of products. The quality of compressed air in the food industry plays a vital role. From packaging to the production of food, the quality of air directly impacts product quality, food safety, and operational efficiency. Some of the key applications of compressed air in food production are as follows:
• Cleaning and Sorting: Compressed air is utilized to separate items based on weight, size, or quality. For instance, air jets can eradicate defective items from the conveyor line, ensuring the suitable product proceeds to the next stage of production.
• Product Handling and Conveying: Pneumatic systems, handling equipment conveyors, etc., garner power from compressed air that moves food from one production stage to another. This ensures hygienic and efficient transportation without manual contact.
• Aeration and Fermentation: Compressed air is utilized to facilitate aerobic bacterial activity in processes
like fermentation. In the production of bread and beer, high-quality compressed air holds the utmost importance.
• Carbonation and Bottling: High-quality compressed air is utilized in the bottling operations and for introducing carbonation into soft drinks. Compressed air treatment equipment is important to eliminate the risk of contaminated compressed air in food processing. Food contamination, reduced shelf life, and equipment damage are some of the threats that can be avoided. To ensure consumer safety, food industries are incorporating air treatment equipment to maintain strict standards for the quality of the compressed air. Maintaining high-quality compressed air renders a range of benefits that go further than food safety. Some of the benefits of maintaining high-quality compressed air in food manufacturing plants are improved product quality, safety, and equipment life span, along with enhanced cost efficiency and energy savings.
COMPRESSED AIR TREATMENT EQUIPMENT IN THE OIL AND GAS INDUSTRY
The high-quality compressed air is utilized in all stages of oil and gas manufacturing. It helps in recovering crude oil in the process of exploration and prepares it for processing and shipment. It is also utilized in processing and refining operations, including the removal of sulfur, process heating, catalyst regeneration, and purification. In distribution, compressed air helps get the end products such as kerosene, fuel oil, and gasoline. It can also be leveraged in pneumatic systems to translocate granulated materials and powders from one location to another. Furthermore, compressed air is used by market players for cleaning pipelines, purging equipment, and maintaining machinery to be contaminant-free.
Industrialists are using compressed air treatment equipment to remove contaminants from the air stream. This helps extend their service life and aids in adhering to the most stringent air purity standards. These are also helpful in eliminating moisture from the compressed air and preventing equipment breakdown and corrosion.
COMPRESSED AIR TREATMENT EQUIPMENT IN THE ENERGY AND CHEMICAL INDUSTRY
Compressed air is essential and utilized in a myriad of chemical manufacturing applications that include nitrogen generation, pneumatic conveying, fermentation, m
gas compression, etc. Dry and clean compressed air is crucial in chemical manufacturing for serving various functions like process control and safety assurance. The compressed air is subject to stringent conditions to prevent unwanted reactions. There are various industrial sector uses of compressed air treatment equipment where high-quality compressed air is needed, and the demand for clean air is ubiquitous. This makes the demand for the compressed air treatment equipment market a flourishing domain of opportunities.
Market players are launching state-ofthe-art products such as refrigerated air dryers to remove contaminants and water vapor from the compressed air stream. They utilize a refrigeration compressor to cool down the air to approximately 35-40 degrees. Desiccant compressed air dryers are useful in purifying compressed air by absorbing moisture on porous material. They generate a porous dew point and are ideal in cold conditions. Finally, deliquescent dryers have an absorptive mechanism that eradicates moisture from the air that passes through them.
COMPRESSED AIR TREATMENT EQUIPMENT MARKET ANALYSIS
The market was projected to garner USD $9.5 billion by the end of 2024 and is set to exhibit USD $20.8 billion by 2037. Some of the growth-propelling factors for the market include stringent rules for the usage of clean compressed air, along with a rise in the usage of precision engineering machines. Other factors include an increase in manufacturing competency to increase productivity, along with a rising emphasis on improving operational productivity.
CONCLUSION
In the coming era, industrialists are going to render importance to the cleanliness and quality of the product. This scenario is creating a sizable pool of opportunities for compressed air treatment equipment for delivering clean and dry compressed air. Market players will need to understand the intricacies of the market to excel in the competition. Crucial information to know includes regional analysis findings, market constraints, key market players, and the latest trends.•
Digital Documents reverse-engineer systems cross/type components
Photo Navigation drilling down to individual components & parts
Interactive Prints illustrate machine operations & functions
Video Troubleshoot capture tribal knowledge & train on-the-job Can Work Offline on any device browser
PRODUCT SPOTLIGHT
Custom Welded Cylinders:
• 1.5” up to 50” bore, with strokes exceeding 300”
Heavy Duty Mill Cylinders:
• 1.5” up to 50” bore, with strokes exceeding 300”
NFPA/JIC Tie Rod Cylinders:
• 1.5” up to 24” bore; interchangeable with all brands
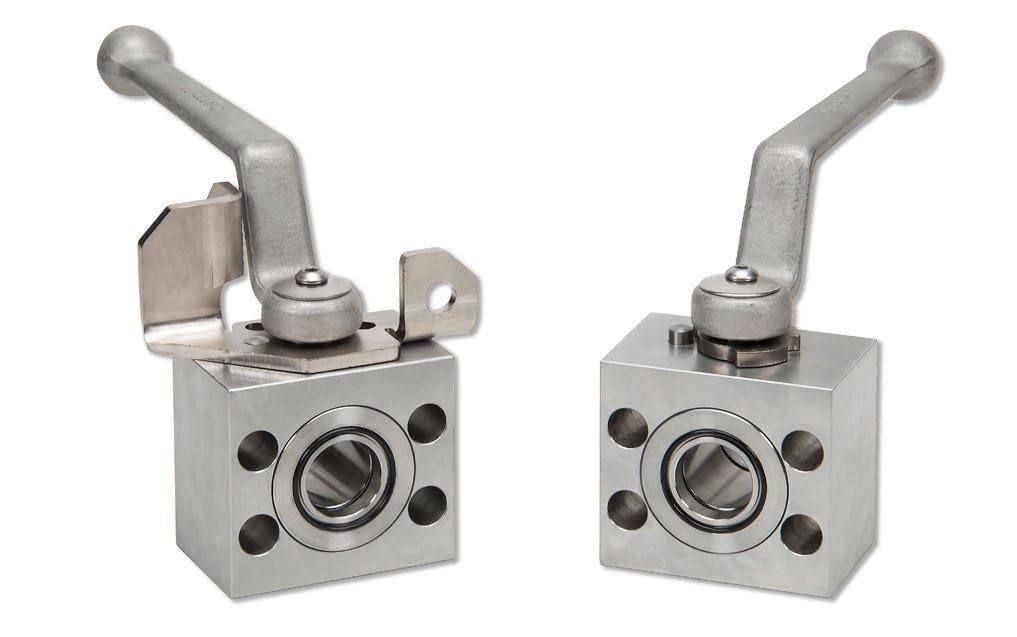
Flange Type Ball Valves
Inserta® Flange Type, 2-Port IBF Ball Valves provide a simple means to install a compact ball valve in a circuit that uses SAE 4-bolt flange patterns. These valves are available in un-plated steel for OEM applications, stainless steel, and steel with electroless nickel plating. They may be used with inch and metric fasteners.
Inserta® IBF ball valves, and other Inserta® flange type components, can be installed on or between other components such as pumps, motors, actuators, filters, valves, and manifolds by simply bolting them together. Inserta® Rotational Retainers, or Adaconn® Flange Adapters may be used to retain these valves for a compact and leak resistant assembly.
Inserta® Products Blue Bell, PA www.inserta.com 215.643.0192
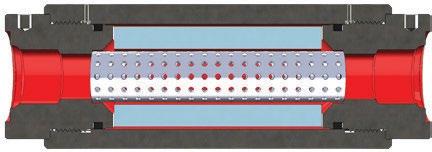
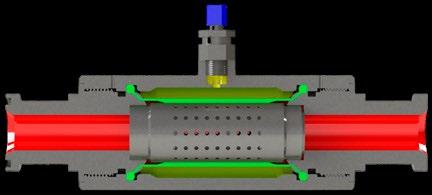
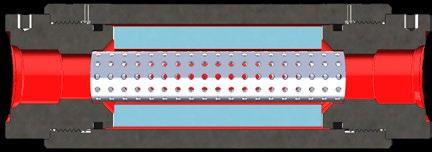
Hydraulic Noise and Shock Suppressor
Wilkes and McLean manufactures an In Line Noise and Shock Suppressor for hydraulics and is a stocking distributor of Nacol Accumulators. Our suppressors eliminate pulsations, which greatly reduces noise and vibration from applications from a few gallons up to 200 gallons. We stock all of our suppressor sizes as well as Nacol Accumulators and parts from 1/5 of a pint up to 15 gallons, in our Schaumburg, Illinois facility. 877.534.6445 | info@wilkesandmclean.com | www.wilkesandmclean.com
FluiDyne Fluid Power Stocks A4V Piston Pumps & Parts
FluiDyne carries a complete line of A4V piston pumps that are available in displacement of: 40, 71, 125, 180, 250. Our units are used in many different applications: agriculture, forestry machinery, construction, on-highway, commercial vehicles, offshore, marine, wind/ocean energy, automotive and more.
Controls include: DR, DRG, FR, FRG, DFR, and LR2. They are available in SAE or metric. The versatile A4V units carry the industry leading 18 month warranty. Units are fully tested, documented and guaranteed to perform 100% to the original manufacturer’s specification.
Call, email, chat…we’re ready to help!
Don’t Compromise – That hydraulic flange you want may be at MAIN
MAIN stocks 10,000+ hydraulic flanges and manufactures components in 4-7 days in the USA. SAE J518 Code 61 and J518 Code 62, JIS, DIN, ISO 6162, ISO 6164, and specials with socket-weld, buttweld, ORB, BSPP, etc.; all geometries, flange heads, flange adapters; in carbon, stainless, cupro-nickel, ductile, aluminum, etc. Sixty years’ experience plus SAE and ISO technical committee experience.
In order to determine whether or not a component is functioning correctly, the troubleshooter must understand the behavior characteristics of each component. In addition, the troubleshooter should be familiar with the failure modes of each component and the operational characteristics of each of those modes. For example, the following items relate to pressure control valves:
1. The poppet and seat may be damaged, or contamination can prevent the poppet from seating against the seat.
2. In spool-type valves, stiction may result from contamination or varnish deposits caused by oxidized fluid, preventing the spool from partially or completely shifting, open or closed.
3. Pilot orifices may be blocked by contamination, causing the valve to malfunction.
4. Pilot pressure and drain lines may be obstructed.
5. The spring may be broken or fatigued.
6. A valve design inappropriate for the circuit may have been installed.
To be an effective troubleshooter, one must become familiar with the operating characteristics and failure modes of pumps, pressure control valves, flow control valves, directional control valves, actuators, and accessory equipment.•
TEST YOUR SKILLS
1
The troubleshooter needs to know:
a. The failure mode of each component.
b. The average ambient temperature.
c. The manufacturer of each component.
d. The water content of the fluid.
e. The physical dimensions of the pump.
See page 27 for the solution.
Premier Supplier of Carbon & Alloy Steel Mechanical Tubing for the Heavy Equipment Industry
Las Vegas, NV | March 3-7, 2026
Las Vegas, NV | March 3-7, 2026
Simplifying OEE Benchmarking and Optimization
By Chiara Ponzellini, Software Product Manager, Emerson
As markets become increasingly competitive, manufacturers face mounting pressure to maximize productivity while minimizing waste. Those who understand and continuously improve overall equipment effectiveness (OEE) are at a significant advantage. In fact, about 40% to 60% of companies monitor OEE and implement optimization projects to achieve production goals.
However, legitimate obstacles keep companies from proactively tracking and improving OEE values. Some companies may lack skilled personnel and technical resources to focus on OEE improvements. For others, the complexity of equipment, combined with a lack of data integration and analysis tools, presents gaps that seem impossible to overcome. Even if teams identify a possible monitoring system, there may be resistance to adopting new technology with installation requirements that could interrupt tight production schedules.
Although these challenges may feel insurmountable, there are ways to track and improve OEE that are easier to install, adopt, and use than many think. Plant analytics software designed for lean manufacturing makes it possible for manufacturers of any size or industry to establish an OEE baseline, continuously improve OEE values, and raise productivity and profitability.
Track OEE Simply
OEE is a key performance indicator (KPI) used to measure the efficiency and effectiveness of a production process. It’s calculated using three factors: Availability × Performance × Quality.
If a plant has a score of 100%, its production process has zero downtime, all equipment runs at design speed, and all products are free of
defects. As this ideal is currently impossible to attain, an OEE score of 80% is considered optimal, with most manufacturers operating with an OEE of about 60%. This means that most companies have hidden opportunities to increase production. However, plant teams can only improve what they can measure. Continually tracking OEE can uncover valuable opportunities to intentionally improve OEE that manufacturers would otherwise miss.
There are multiple ways for manufacturers to track and optimize OEE. Some teams use worksheets and online tools, which require manual input and calculations. This time-intensive process requires personnel training and competency to be effective. Even successful calculations can only present the past state of production rather than the current one, and there's also a chance for human error. In comparison, plant analytic software simplifies OEE calculation through real-time operational data collection, accurate calculation, visualization, and analysis. By automating these processes, manufacturers can unlock current OEE baseline values and enhance plant productivity and efficiency.
The software automatically calculates OEE and related KPIs by continuously gathering data across the plant floor, presenting a full view of the production process across user-friendly dashboards. Software-generated reports break down OEE metrics by batch, shift, or other criteria. This makes it easy for operators of varying skill levels to monitor and control production processes and teams across departments to view KPIs and OEE metrics, downtime analysis, and reporting analytics as needed.
By tracking and analyzing significant metrics, the software helps teams pinpoint areas of opportunity and address inefficiencies that
impact OEE. Some software has an open, flexible architecture that supports integration with various systems and devices, ensuring seamless data flow and analysis. Those with a configuration wizard are quick to deploy and easy to scale across multiple plants with minimal disruption to production.
Benchmark OEE Values
Before companies can identify ways to improve OEE, they need to benchmark the current state of their existing production processes. By tracking OEE metrics for a defined period, companies can establish a baseline. Those who do can gauge their room for improvement. They can also gain awareness regarding the specific areas and issues that, when addressed, can advance progress. Continued monitoring makes it possible to measure the success of lean manufacturing initiatives and discover opportunities for further improvement.
The following are basic steps for establishing an OEE baseline:
• Select the machines, lines, or production areas to be monitored.
• Map the required drivers for each device and establish field connectivity.
• Collect and validate data to ensure reliability, completeness, and time synchronization.
• Define the time frame, typically a week or a month, of normal operating conditions.
• Calculate KPIs and OEE values to establish the initial OEE baseline.
• Analyze the contribution of loss categories, such as downtime, to overall OEE performance.
• Quantify each source of inefficiency, then prioritize them based on impact.
• Share the OEE baseline across departments, including operations, maintenance, quality, and management.
• Determine corrective actions and carry them out.
Using an OEE benchmark allows teams to compare areas of loss and prioritize projects that will make the biggest impact. Once improvement initiatives are underway, operators can use baseline values to monitor progress. With accurate comparison, teams can clearly demonstrate project value to corporate leadership and other stakeholders and gain buy-in when it's time to scale up.
Optimizing Operations to Improve OEE
Once manufacturers know their OEE baseline, plant teams can identify inefficiencies, determine corrective actions, and monitor improvements. Continuously tracking OEE makes it easy for manufacturers to specifically focus on and optimize all three areas
running half a second longer than its target cycle time, quickly investigate and find a worn component. After replacing it, the machine returns to its ideal cycle time, and line performance significantly improves.
Quality measures the percentage of good units produced out of the total units started. It accounts for defects and rework. To track product quality and find opportunities to improve it, operators can use dashboards to track defect rate analysis and rework and scrap cost. For instance, operators in an automotive plant notice high defect rates and high material costs coming out of its paint booth. When they investigate, they notice bubbling and blistering during paint application and identify the root cause as moisture issues. To track compressed air quality and mitigate moisture, the manufacturer decides to equip paint booths with a smart air preparation unit and a dewpoint sensor.
With clear, real-time measurement of important KPIs, teams can confidently assess the state of operations and production using facts rather than assumptions.
of OEE. Availability measures the percentage of scheduled time that equipment is available to operate. It accounts for planned and unplanned downtime. The software dashboard makes it easy to track the frequency, duration, and causes of unplanned downtime. For instance, if operators notice recurring, long downtime clustered around specific equipment, they may address it by practicing preventive rather than reactive maintenance.
Performance measures the speed at which the equipment operates as a percentage of its designed speed. It considers any slowdowns, minor stops, and reduced speed operations. Using dashboards, operators contract performance KPIs such as production throughput, cycle time analysis and machine speed.
Consider operators monitoring a snack food packaging line. They notice the machine that forms, fills, and seals bags is consistently
Through this concrete understanding, they can quickly identify and address issues that would otherwise be missed. In this way, they can continually optimize availability, performance and quality of production lines.
Unlock OEE and Unleash Potential
When manufacturers clearly see production issues that hold them back, they have the power to transform them into lucrative opportunities and leaner operations. OEE optimization software allows companies to gain the visibility and control to improve equipment availability, as well as achieve new levels of performance and elevate product quality. Using real-time data analysis and insight, manufacturers can unlock their current baseline, identify opportunities, optimize processes, and unleash their potential. •
Optimizing OEE for Global Packaging Enterprise Across 115 Plants
A global leader in industrial packaging wanted to install a unified production supervision and management platform for its 115 manufacturing plants in 35 different countries. In addition to the timing requirement, the company wanted to finalize a platform that could provide easy access to both local and global data analysis within 18 months.
The solution: The packaging company partnered with Emerson to install Movicon.NExTTM and Pro.LeanTm software. The software’s stepby-step configuration wizard allows users to automatically generate projects to calculate KPI, Oee, and downtime within a few minutes. It also allows data to be classified by plant and geographical area in the cloud at a global level so corporate management can carry out an overall performance analysis.
The result: e merson met the company’s 18-month deadline in record-breaking time. Local system integrators used the configuration wizard to automatically generate each local project and complete hardware and software installation in only 4-5 days per plant. Quick deployment minimized production schedules and disruption, allowing the company to immediately begin calculating KPIs, OEE, downtime, and optimizing production at its plants around the world.
About the Author
Chiara Ponzellini is a software product manager for the e merson discrete automation controls and software business. She is working cross functionally and across the regions to understand the global needs to be successful with industrial software products. c hiara holds a bachelor’s degree in electronic engineering, a master’s degree in mechatronics, and a master of business administration from bologna business School. She is based in milan, Italy.
Movicon Pro.LeanTM Dashboard
Movicon.NExTTM and Pro.LeanTM software’s step-by-step configuration wizard allows users to automatically generate projects to calculate KPI, OEE, and downtime within a few minutes.
Newly Certified Professionals
SEPTEMBER 2025
CC
Brett Jones, The Boeing Company
Destiny Cruz, The Boeing Company
Geoffrey Barker, The Boeing Company
Michael Horlick, The Boeing Company
Samuel Newcomer, The Boeing Company
E
Thomas Bon, North Dakota State University
HS
Aaron Carr, Applied Industrial Technologies
adam parsons, Timberland Equipment
Alan Schneider, Hawboldt Industries Limited
Chayce Corkum, Hawboldt Industries Limited
Clayton Sell, Hyspeco
Dean Violette, RYAM Témiscaming Québec Site
Dylan Reddy
Jack Fusco, Atlantic Hydraulic Systems
Mark Mitchell, Timberland Equipment Limited
Mason Lesak, Perfection Servo Hydraulics
Michael Ferenc, Husky Technologies
Peter Visser, Hawboldt Industries Limited
Steve Martin, Motion
Thomas Rose, Hawboldt Industries Limited
IHM
Cody Scott, The Boeing Company
Dennis Taber-Padilla, The Boeing Company
Hank Santiago
Ian Shuart, The Boeing Company
MHM
Ana Van Derveer, Altec Industries, Inc.
Andre Simon, Tacoma Public Utilities
Anthony Wrobleski, Duke Energy
Brandon Graham, Altec Industries, Inc.
Brent Lewis, Spokane County PW
Brian Bialowas, Duquesne Light
Chris Rigney, Colorado Springs Utilities
Christopher Agin, Duke Energy
Dalton Howard, Duke Energy
Derek Nelson, Altec Industries, Inc.
Elliot Harsch, Duke Energy
Jason Bellinger, EWEB
Jerry Flowers, Duke Energy
Joel Stroupe, Duke Energy
Jorge Ochoa, Grant County PUD
Luke Schall, Grant County PUD
Matt Lynch, Huntsville Utilities
Matthew Kalalau, Tacoma - Fire
Parker Woods, Electric Power Board of Chattanooga
Ryan Stuchlik, Altec Industries, Inc.
William Dixon, Altec Industries, Inc.
William Howell, Duke Energy
Wyatt Belden, EWEB
Zack Flahive, Altec Industries, Inc.
PS
Benjamin Quade, IFP Motion Solutions
S
Benjamin Quade, IFP Motion Solutions
SA
Camp Garrett, Hydraquip, Inc.
Candice Wilharms, GS Global Resources
Evelyn Martinez, Hydraquip
Gicela Gonzalez, Hydraquip
John Poole, Employee Owned Holdings
Katie Ferris, Hydraquip, Inc.
Michelle Boudreaux, Controlled Fluids
Phillip England
Treg Murphy, Hydraquip
Schedule Your Technical Training Programs for the New Year
» THE INTERNATIONAL FLUID Power Society (IFPS) offers custom technical training programs designed to strengthen workforce skills and improve on-the-job performance. As a new year begins, it is the ideal time to schedule your team’s training and invest in continued professional development.
IFPS custom training sessions are led by accredited instructors who tailor the curriculum to meet your specific needs. Whether your focus is hydraulic systems, pneumatic operations, safety procedures, or certification preparation, each program is designed to deliver practical, hands-on knowledge that can be immediately applied in the workplace.
Training is available in multiple formats, including live online instruction or on-site classroom sessions, allowing companies to choose the best setting for their teams. These flexible options make it easier to plan training around busy production schedules while ensuring employees receive expert guidance and technical accuracy.
In addition to skill development, IFPS training promotes safety awareness, consistent standards, and confidence across teams. It supports technicians, engineers, and maintenance professionals in mastering the principles and procedures that lead to more efficient and reliable systems.
Start the year strong by scheduling your custom technical training with IFPS. Equip your team with the knowledge and experience they need to perform at their best and maintain the highest standards in fluid power operations.
Strengthen Your Team’s Professional Advantage with IFPS Corporate Packages
» THE INTERNATIONAL FLUID Power Society (IFPS) offers Corporate Membership Packages designed to help companies elevate their entire workforce through education, certification, and ongoing professional development. These packages provide organizations with the resources they need to maintain technical excellence and consistency across teams while supporting long-term growth in the fluid power industry.
Corporate Packages combine the benefits of individual membership with additional organizational advantages. Companies receive access to discounted certification exams, training materials, and educational resources for multiple employees. This structure ensures that both technical and support staff have the tools to improve efficiency, safety, and communication within daily operations.
Beyond cost savings, Corporate Membership connects organizations directly with the IFPS professional community. Member companies gain visibility across IFPS platforms, access to workforce development programs, and opportunities to participate in committees that help shape the future of the industry.
By investing in a Corporate Package, businesses demonstrate a commitment to workforce excellence and continuous improvement. These memberships help ensure that every employee, from technicians to management, shares the same foundation of knowledge and professionalism that drives success in fluid power.
Stay Up to Date with Our Fluid Power Digital Tools
» THE INTERNATIONAL FLUID Power Society (IFPS) provides a comprehensive library of digital learning tools designed to keep professionals informed, skilled, and confident in an evolving industry. These resources allow individuals and teams to access trusted training materials anytime, anywhere, helping them strengthen their technical knowledge and stay aligned with current industry standards.
The IFPS collection of digital tools includes interactive study manuals, downloadable reference guides, and animated circuit resources that simplify complex concepts in hydraulics and pneumatics. Professionals preparing for certification can take advantage of online training modules that combine clear explanations with practical examples, ensuring that key topics are understood and retained.
For those looking to deepen their expertise, IFPS also offers hybrid and self-paced programs that blend virtual instruction with real-world application. These materials support ongoing learning for technicians, engineers, and students, making them a valuable addition to any professional development plan.
By using IFPS digital tools, individuals can stay current with the latest advancements in fluid power systems and maintain the knowledge necessary to perform safely and effectively. These resources are continuously updated to reflect technological progress and industry best practices, ensuring that every user has access to the most relevant and accurate information available.
BEST PRACTICES IN LEAK PREVENTION
Date: Tuesday, Dec 16: 8am - Noon CT
This webinar will discuss an overview of the Leak Prevention Whitepaper, with a brief update on NFPA Industrial Taskforce Working Groups status. More info coming soon on our website:https://www.nfpa.com/events
Individuals wishing to take any IFPS written certification tests can select from convenient locations across the United States and Canada. IFPS is able to offer these locations through its affiliation with the Consortium of College Testing Centers provided by National College Testing Association. Contact Kyle Pollander at Kpollander@ifps.org if you do not see a location near you. Every effort will be made to accommodate your needs.
Written Certification Test Locations
Alabama Auburn, AL Birmingham, AL Calera, AL Decatur, AL Huntsville, AL Jacksonville, AL Mobile, AL Montgomery, AL Normal, AL Tuscaloosa, AL
Alaska Anchorage, AK Fairbanks, AK
Arizona Flagstaff, AZ Glendale, AZ Mesa, AZ Phoenix, AZ Prescott, AZ Scottsdale, AZ Sierra Vista, AZ Tempe, AZ Thatcher, AZ Tucson, AZ Yuma, AZ
Arkansas Bentonville, AR Hot Springs, AR Little Rock, AR
TENTATIVE TESTING DATES FOR ALL LOCATIONS
DECEMBER 2025
Tuesday 12/9 • Thursday 12/18
JANUARY 2026
TBD • TBD
FEBRUARY 2026
TBD • TBD
MARCH 2026
TBD • TBD
California Aptos, CA Arcata, CA Bakersfield, CA Dixon, CA Encinitas, CA Fresno, CA Irvine, CA
Marysville, CA Riverside, CA Salinas, CA San Diego, CA San Jose, CA
San Luis Obispo, CA
Santa Ana, CA
Santa Maria, CA
Santa Rosa, CA Tustin, CA Yucaipa, CA
Colorado Aurora, CO Boulder, CO Springs, CO Denver, CO
Durango, CO Ft. Collins, CO Greeley, CO Lakewood, CO Littleton, CO Pueblo, CO
Delaware Dover, DE
Georgia
Albany, GA
Athens, GA
Atlanta, GA
Carrollton, GA
Columbus, GA
Dahlonega, GA
Dublin, GA
Dunwoody, GA
Forest Park, GA
Lawrenceville, GA
Morrow, GA
Oakwood, GA
Savannah, GA
Statesboro, GA
Tifton, GA
Valdosta, GA
Hawaii Laie, HI
Idaho
Boise, ID
Coeur d ‘Alene, ID
Idaho Falls, ID
Lewiston, ID
Moscow, ID
Nampa, ID
Rexburg, ID
Twin Falls, ID
Illinois
Carbondale, IL
Carterville, IL
Champaign, IL
Decatur, IL
Edwardsville, IL
Glen Ellyn, IL
Joliet, IL
Malta, IL
Normal, IL
Peoria, IL
Schaumburg, IL
Springfield, IL
University Park, IL
Indiana
Bloomington, IN
Columbus, IN
Evansville, IN
Fort Wayne, IN
Gary, IN
Indianapolis, IN
Kokomo, IN
Lafayette, IN
Lawrenceburg, IN
Madison, IN
Muncie, IN
New Albany, IN
Richmond, IN
Sellersburg, IN
South Bend, IN
Terre Haute, IN
Iowa
Ames, IA
Cedar Rapids, IA
Iowa City, IA
Maryland
Arnold, MD
Bel Air, MD
College Park, MD
Frederick, MD
Hagerstown, MD
La Plata, MD
Westminster, MD
Woodlawn, MD
Wye Mills, MD
Massachusetts
Boston, MA
Bridgewater, MA
Danvers, MA
Haverhill, MA
Holyoke, MA
Shrewsbury, MA
Michigan
Ann Arbor, MI
Big Rapids, MI
Chesterfield, MI
Dearborn, MI
Dowagiac, MI
East Lansing, MI
Flint, MI
Grand Rapids, MI
Kalamazoo, MI
Lansing, MI
Livonia, MI
Mount Pleasant, MI
Sault Ste. Marie, MI
Troy, MI
University Center, MI
Warren, MI
Minnesota
Alexandria, MN
Brooklyn Park, MN
Duluth, MN
Eden Prairie, MN
Granite Falls, MN
Mankato, MN
Mississippi
Goodman, MS
Jackson, MS
Mississippi State, MS
Raymond, MS
University, MS
Missouri
Berkley, MO
Cape Girardeau, MO
Columbia, MO
Cottleville, MO
Joplin, MO
Kansas City, MO
Kirksville, MO
Park Hills, MO
Poplar Bluff, MO
Rolla, MO
Sedalia, MO
Springfield, MO
St. Joseph, MO
St. Louis, MO
Warrensburg, MO
New Mexico
Albuquerque, NM
Clovis, NM
Farmington, NM
Portales, NM
Santa Fe, NM
New York Alfred, NY
Brooklyn, NY
Buffalo, NY
Garden City, NY
New York, NY
Rochester, NY
Syracuse, NY
North Carolina Apex, NC
Asheville, NC
Boone, NC
Charlotte, NC
China Grove, NC
Durham, NC
Fayetteville, NC
Greenville, NC
Jamestown, NC
Misenheimer, NC
Mount Airy, NC
Pembroke, NC
Raleigh, NC
Wilmington, NC
North Dakota
Bismarck, ND
Ohio Akron, OH
Cincinnati, OH
Cleveland, OH
Columbus, OH
Fairfield, OH
Findlay, OH
Kirtland, OH
Lima, OH
Maumee, OH
Newark, OH
North Royalton, OH
Rio Grande, OH
Toledo, OH
Warren, OH
Youngstown, OH
Oklahoma Altus, OK
Bethany, OK
Edmond, OK
Norman, OK
Oklahoma City, OK
Tonkawa, OK
Tulsa, OK
Oregon Bend, OR
Coos Bay, OR Eugene, OR
Gresham, OR
Klamath Falls, OR
Medford, OR
Tennessee Blountville, TN
Clarksville, TN
Collegedale, TN
Gallatin, TN
Johnson City, TN
Knoxville, TN
Memphis, TN
Morristown, TN
Murfreesboro, TN
Nashville, TN
Texas
Abilene, TX
Arlington, TX
Austin, TX
Beaumont, TX
Brownsville, TX
Commerce, TX
Corpus Christi, TX
Dallas, TX
Denison, TX
El Paso, TX
Houston, TX
Huntsville, TX
Laredo, TX
Lubbock, TX
Lufkin, TX
Mesquite, TX
San Antonio, TX
Victoria, TX
Waxahachie, TX
Weatherford, TX
Wichita Falls, TX
Utah
Cedar City, UT
Kaysville, UT
Logan, UT
Ogden, UT
Orem, UT
Salt Lake City, UT
Virginia
Daleville, VA
Fredericksburg, VA
Lynchburg, VA
Manassas, VA
Norfolk, VA
Roanoke, VA
Salem, VA
Staunton, VA
Suffolk, VA
Virginia Beach, VA
Wytheville, VA
Washington
Auburn, WA
Bellingham, WA
Bremerton, WA
Ellensburg, WA
Ephrata, WA
Olympia, WA
Pasco, WA
Rockingham, WA
Seattle, WA
Shoreline, WA
Spokane, WA
British Columbia Abbotsford, BC
Burnaby, BC
Castlegar, BC
Delta, BC
Kamloops, BC
Nanaimo, BC
Prince George, BC Richmond, BC
Surrey, BC
Vancouver, BC Victoria, BC
Manitoba Brandon, MB
Winnipeg, MB
New Brunswick
Bathurst, NB Moncton, NB
Newfoundland and Labrador
St. John’s, NL
Nova Scotia Halifax, NS
Ontario
Brockville, ON Hamilton, ON London, ON Milton, ON Mississauga, ON Niagara-on-the-Lake, ON
North Bay, ON North York, ON Ottawa, ON Toronto, ON Welland, ON Windsor, ON
Quebec
Côte Saint-Luc, QB Montreal, QB
Saskatchewan Melfort, SK Moose Jaw, SK Nipawin, SK Prince Albert, SK Saskatoon, SK
Yukon Territory Whitehorse, YU
UNITED KINGDOM
Elgin, UK
GHAZNI Kingdom of Bahrain, GHA
Thomasville, GHA
EGYPT Cairo, EG
JOB PERFORMANCE TEST LOCATIONS
Arizona California Colorado Florida Georgia
Maine Michigan Minnesota Montana New Jersey Nova Scotia Pennsylvania Texas Washington Wyoming Western Australia
Master of Mobile Hydraulics (Must Obtain CFPMHM, CFPMHT, & CFPCC)
CFPMIP
Certified Fluid Power
Master of Industrial Pneumatics (Must Obtain CFPPM, CFPPT, & CFPCC)
CFPCC
Certified Fluid Power
Connector & Conductor
CFPSD
Fluid Power System Designer
CFPSA
Certified Fluid Power Support Associate
Tentative Certification Review Training
IFPS offers onsite review training for small groups of at least 10 persons. An IFPS accredited instructor visits your company to conduct the review. Contact kpollander@ifps.org for details of the scheduled onsite reviews listed below.
FLUID POWER SUPPORT ASSOCIATE
» CFC Industrial Training – Fairfield, Ohio | December 1–4, 2025
HYDRAULIC SPECIALIST
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org)
ELECTRONIC CONTROLS SPECIALIST
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org).
PNEUMATIC SPECIALIST
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org)
CONNECTOR & CONDUCTOR
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org).
MOBILE HYDRAULIC MECHANIC
For custom training IFPS inquiries, please contact Bj Wagner (bwagner@ifps.org)
Online Mobile Hydraulic Mechanic certification review for written test is offered through CFC Industrial Training. This course surveys the MHM Study Manual (6.5 hours) and every outcome to prepare you for the written test. Members may e-mail for a 20% coupon code off the list price. Test fees are not included.
INDUSTRIAL HYDRAULIC MECHANIC
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org).
INDUSTRIAL HYDRAULIC TECHNICIAN
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org).
» For dates, call CFC Industrial Training at (513) 874-3225 or visit www.cfcindustrialtraining.com.
MOBILE HYDRAULIC TECHNICIAN
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org).
PNEUMATIC TECHNICIAN & PNEUMATIC MECHANIC
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org).
» For dates, call CFC Industrial Training at (513) 874-3225 or visit www.cfcindustrialtraining.com.
Predictive Maintenance
HOW AI REDUCES DOWNTIME
By Yuvraj Raj, Freelance Writer
The industrial landscape has picked up a fast pace, leading to unplanned downtimes. This has truly proved to be an expensive enemy. Just a single machine failure can freeze the production line, mess up the schedules, and threaten profitability.
Fortunately, the solution to ensuring equipment well-being and operational soundness is the predictive maintenance practice that can be utilized due to artificial intelligence (AI) technology's potential. Determining the modification of reactive repairs, scheduling timely maintenance, real-time monitoring, and proactive prevention help organizations experience a breakdown-free phase, enhancement of asset life cycle, and economic use of available resources.
Below, let's investigate how maintenance has changed from being reactive and preventive to evolve into a predictive process. We will also explore how AI is having a tremendous impact. Additionally, we will provide some real-life cases in which AI technologies have
significantly decreased the downtimes, fired up the productivity, and enhanced sustainability. When exploring predictive maintenance, it is only reasonable to understand how it was born out of its predecessor maintenance models.
Maintenance Evolution A MODEL OF PROGRESSION, FROM REACTIVE TO PREDICTIVE
As predictive maintenance is put into the spotlight, it is imperative to determine what exactly takes place behind the curtains and how AI technologies collect, manage, and analyze data to make machines efficient and run without issues.
REACTIVE MAINTENANCE: This breakfix attitude works perfectly for low-value and non-essential assets, in which missed failure is just a speed bump. However, when conditions are high stakes, it is a formula for production dysfunction.
PREVENTIVE MAINTENANCE: Preventive measures involve regular servicing, such as oil changes or inspections, to avert failure. This is superior for responding to failures, but this strategy creates excessive maintenance costs and often wastes resources.
PREDICTIVE MAINTENANCE: Based on real-time data, and AI technologies,[1] predictive maintenance serves as a sweet spot. It's used to act only when there are clear indicators of actual wear, not because time has expired. This reduces spending and interference.
Predictive Maintenance anatomy
Predictive maintenance is successful because of the existence of five interconnecting pillars. This whole system is managed by AI technologies that learn and grow smarter with time. They
react to intricate signals that may be missed by human operators. Anatomy includes:
DATA COLLECTION: Industrial IoT captures the data of vibrations, temperature, pressure, and electricity on a scale. Monitoring and recording equipment health is done every second.
DATA PREPROCESSING: AI eliminates meaningless information, allowing for clean and acceptable datasets.
PREDICTIVE MODELS: As algorithms dictate machine learning methods, like recurrent neural networks and random forests, it's essential to write patterns that withstand empirical and report impending failures.
FAILURE FORECASTING: AI models forecast remaining useful life, and they issue alerts based on the information detailed via past data and real-time measurements.
FEEDBACK LOOP: These models are trained to adjust constantly and learn based on what is being provided. Having said all of this, how does predictive maintenance enable changes to performance metrics in any industry?
The advantages of Predictive Maintenance
There are powerful benefits of predictive maintenance driven by AI technologies. It can cut machine downtime by 50-70% and reduce the costs of emergency repair by moving to condition-based maintenance. Interventions made early in the product lifecycle can increase the life of assets by as much as 40%, postponing capital outlay in the process. Furthermore, the ability to monitor in realtime has increased productivity by 20-30%. Wear detection would increase safety and product quality. In comparison, optimal equipment use ensures sustainability since less energy is utilized, less waste is generated, and the frequency of environmental degradation is reduced. These advantages are not reserved for only certain industries. Most industry players are already applying AI technologies when forecasting failures and optimizing operations.
Competitive Business advantages
Business organizations incorporating AI into the process of maintenance can gain even wider access to business power. No matter how intelligent technologies are, they come with their own problems as well. The framework, cooperation, and strategy are also required to succeed in implementation along with good algorithms. Advantages include:
SCALABILITY: When one location has proven a predictive system, a similar system can be scaled across the plants or even across the world.
ADAPTABILITY: AI functions in old machines and new systems, learning in the process.
QUICKER ROI: Most predictive systems implemented can deliver returns in 6-12 months.
CROSS-FUNCTIONAL INTEGRATION: The inventory, procurement, and production planning systems can connect with predictive systems.
CYBERSECURITY COMPLIANCE: AI-powered systems will also feature
secure communication protocols and industrial mandates.
Challenges and Keys to Success
Businesses that want to make predictive maintenance work will face obstacles. As these difficulties are conquered, predictive maintenance takes on long-term momentum as a force of adaptability. It not only saves costs but allows for future-proofing operations. Challenges include:
SENSOR AND DATA INFRASTRUCTURE: Failure to access reliable, high-resolution data adversely affects operations.
EXPERIENCED TEAMS: IT, data science, and maintenance crews collaborate in cross-functional teams so that models can be built, trusted and actioned in an effective manner.
PILOT PROJECTS: The best way to start successful adoption is by doing so incrementally. Test cases on major pieces of equipment help develop trust and establish ROI.
EXPLAINABILITY: Confidence in and promotion of AI[2] adoption by the frontline is essential, and is paired with the use of interpretable AI technologies.
SECURITY PROTOCOLS: User-friendliness can be attained by merging with secure and encrypted systems that safeguard companies' operations and data.
Conclusion
AI technologies are redefining predictive maintenance, which is transforming operations across industries. With the ability to embrace data, machine learning, and live insights, companies will no longer be forced to put out fires and can start to optimize proactively. Downtime reduction, machine life, and environmental impact, among other results, are quantifiable and life changing. This is already paying off across the automotive, manufacturing, energy, and logistics sectors. New tools are the secret to success and will help in creating strong data pipelines, piloting smartly, and creating a culture that is willing to place its trust in intelligent machines. Predictive maintenance is one of the foundations of Industry 4.0 as it develops itself and is directed by the variable, evolving forces of AI technologies. •
Vacuum Performance at Altitude WHAT EVERY ENGINEER SHOULD KNOW
By Daniel Pascoe
Daniel Pascoe is the Founder of Vacuforce LLC, a manufacturer and distributor of vacuum components and systems in North America. He can be reached through Davasol Inc., www.davasol.com, or at dpascoe@davasol.com where Daniel works in various capacities serving industrial customers across North America. This article is intended as a general guide. As with any industrial machinery application, seek independent professional advice to ensure proper selection and installation.
WHY ALTITUDE MATTERS IN VACUUM APPLICATIONS
» INDUSTRIAL VACUUM TECHNOLOGY is used every day in material handling, packaging, palletizing, conveying, and countless other operations. In most cases, engineers design and implement these systems assuming “standard” atmospheric conditions. Yet when the same machines are installed at higher elevations, performance may shift in ways that aren’t always anticipated.
Understanding how altitude impacts vacuum force isn’t just an academic exercise. It can directly affect lifting capacity, safety factors, and machine reliability. To illustrate this, let’s start with something simple and relatable: the snack bag on an airplane.
A FAMILIAR EXAMPLE
SNACKS AT 30,000 FEET
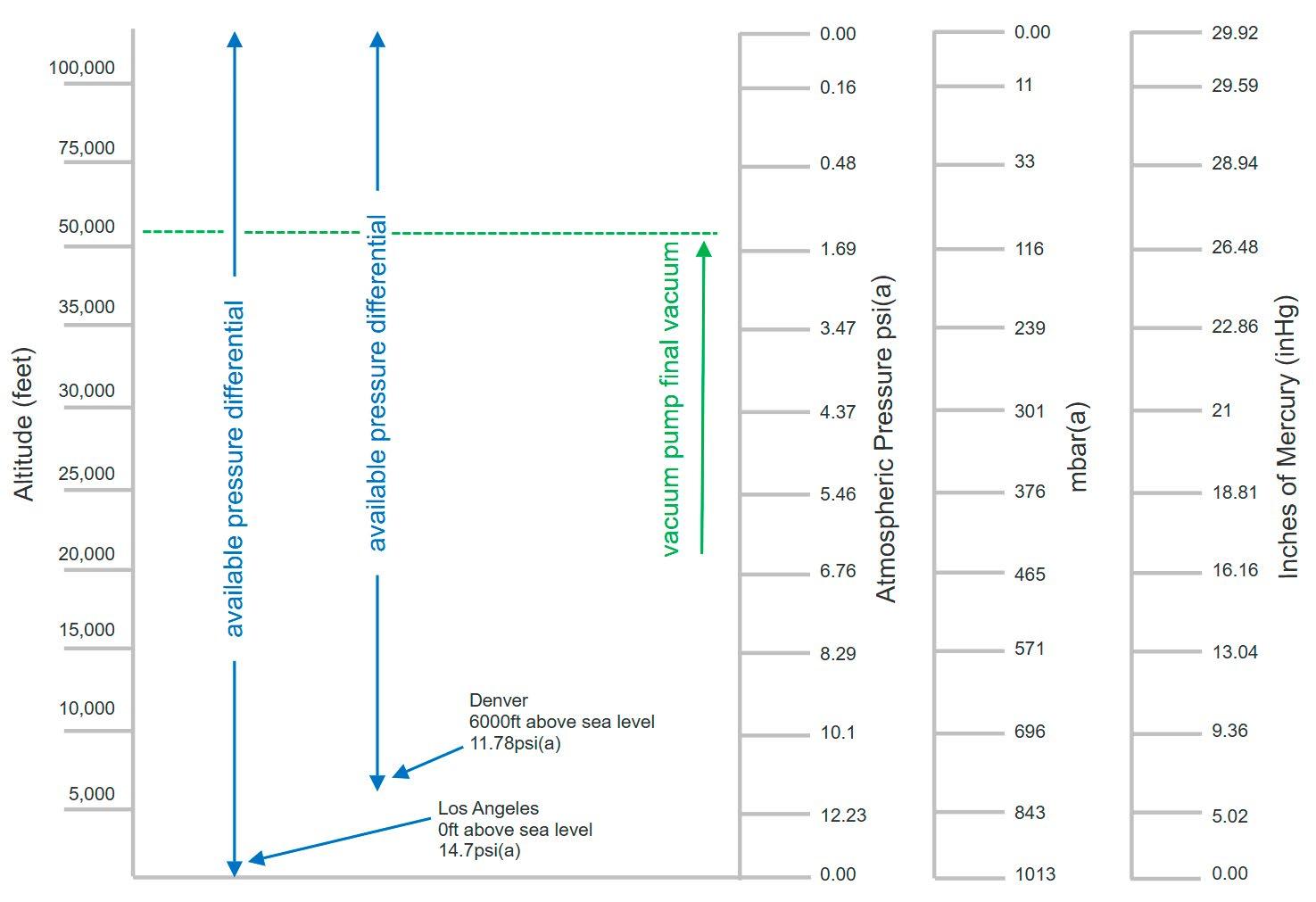
Most food products are packaged close to sea level, where atmospheric pressure ranges from about 90 to 101 kPa (13 to 14.7psi(a)). If you’ve ever flown, you’ll have
noticed that a sealed bag of chips (refer to Fig. 1) appears puffed up when the flight reaches cruising altitude.
Airline cabins are pressurized for passenger comfort, but not to sea-level pressure. Instead, most commercial jets regulate cabin air to the equivalent of roughly 2,400 m (8,000 feet) above sea level, or about 75 kPa (10.91psi(a)). Compared to sea level, that’s a difference of nearly 26 kPa (3.8 psi). Inside the snack bag, the trapped air is still at its original packaging pressure, which makes the bag expand.
Now, consider if that same product was packaged in Denver, Colorado, where the ambient atmospheric pressure is already much lower — around 81 kPa (11.7psi(a)). At 2,400 m (8,000 feet) equivalent cabin pressure, the difference is only 5.5 kPa (0.8psi), so the bag barely inflates. In fact, that same Denver-packaged bag might appear slightly “sucked in” if displayed at sea level, because the outside atmosphere is higher than when it was sealed. This everyday phenomenon is a perfect analogy for how vacuum systems behave at elevation: it’s all about the differential pressure between the inside and the outside.
TRANSLATING THE CONCEPT TO INDUSTRY
Let’s shift from peanuts to production floors. Imagine a vacuum end-of-arm tool fitted with 120 suction cups (refer to Fig. 2), each 40 mm (1.57 in) in diameter. At sea level, using a vacuum source capable of 690 mm (27") Hg (roughly 90% vacuum), the combined lifting force could reach 13,283 N (2,986 lbs.). Here’s the catch: while the pump is still producing the same absolute pressure at altitude, the available differential pressure, the actual force available to lift, decreases as atmospheric pressure drops.
At sea level (Los Angeles, 101 kPa (14.7 psi(a)): Differential pressure is 91 kPa (13.23 psi), giving the tool its full rated capacity. At Denver (81 kPa (11.7 psi(a)): The same pump now provides only 71 kPa (10.3 psi) differential, reducing lifting power by 22%. Capacity falls to about 10,360 N (2,329 lbs.). In practice, most tools aren’t pushed to their absolute maximum capacity. But for systems designed with tight safety margins, this loss of force can be critical.
A CLOSER LOOK
SINGLE-CUP COMPARISONS
To see how this plays out on a smaller scale: A 100 mm (4”) vacuum cup at sea level can lift about 740 N (166 lbs.) with a pump at 690 mm (27") Hg. That same cup in Denver will only lift 590 N (133 lbs.). For machine designers, that 22% reduction could mean the difference between reliable handling and frequent dropped loads.
Fig. 2
UNDERSTANDING THE UNITS
In North America, (refer to Fig. 2), vacuum is often expressed in inches of mercury ("Hg). While familiar, this unit is based on differential pressure relative to sea-level atmospheric conditions. At higher altitudes, those same “inches of mercury” don’t reflect the real picture. More accurate measurements use absolute scales, such as psi(a) (pounds per square inch absolute) or mbar(a) (millibar absolute) or Torr (millimeters of mercury). These scales always reference a true zero, known as a complete vacuum. Therefore, they remain consistent regardless of location.
For example: A pump rated at 100 mbar(a) (90% vacuum) always equals 10.14 kPa (1.47psi(a)), whether you’re at sea level or on top of a mountain. What changes is the difference between this pump output and the local atmospheric pressure.
At sea level (14.7 – 1.47 = 13.23 psi differential), the pump provides full holding force. In Denver (11.78 – 1.47 = 10.31psi differential), the available lifting power is reduced. This distinction is why engineers should use
Fig. 1
absolute measurements for vacuum specification, especially when designing equipment destined for high-altitude operation.
EXTREME CONDITIONS
BELOW SEA LEVEL
Interestingly, vacuum lifting performance improves in places below sea level. Take the Dead Sea region in Israel, the lowest land point on Earth at 427 m (1,401 feet) below sea level. Atmospheric pressure here averages around 107 kPa (15.45 psi(a)).
That same 100 mm (4 inch) vacuum cup we considered earlier, working with the same pump rated at 100mbar(a), can have a lifting force of 778 N (175 lbs.) at the Dead Sea, which is higher than the 738 N (166 lbs.) in Los Angeles and far higher than the 534 N (120 lbs.) in Denver.
REAL-WORLD RELEVANCE
While these numbers may seem like fine details, they matter in real installations. High-altitude cities aren’t uncommon manufacturing hubs:
• Denver, Colorado — 1,610 m (5,300 ft)
• Mexico City, Mexico — 2,240 m (7,350 ft)
• Ankara, Turkey — 938 m (3,100 ft)
Vacuum systems are ubiquitous across industries ranging from food packaging and pharmaceuticals to box handling and material conveying. In these locations, reduced differential pressure directly impacts machine performance. Engineers who don’t account for altitude may find equipment underperforming or requiring design modifications after installation.
PRACTICAL DESIGN GUIDANCE
• Use Absolute Scales: Specify and measure vacuum levels in kPa(a), psi(a), or mbar(a), not inches of mercury.
• Factor in Safety Margins: At altitude, assume a reduction in holding capacity proportional to the drop in local atmospheric pressure.
• Communicate with Suppliers: When ordering or specifying vacuum equipment for a high-altitude facility, confirm that performance data reflects absolute values and local conditions.
• Test in Real Conditions: Bench testing at sea level won’t always translate directly to a factory floor in Mexico City or Denver.
CONCLUSION
Vacuum performance isn’t constant across all environments. Because vacuum force relies on differential pressure, machines installed at altitude will always have less lifting capacity than identical systems at sea level. Conversely, installations below sea level see a performance boost. For most applications, this won’t cause issues. For systems running close to their limits, the effects can be substantial. Whether you’re a machine builder designing a vacuum gripper or a plant engineer specifying equipment, altitude must be part of your calculations.
Fig. 3
WOOD PROCESSING
THE ADVANTAGES OF DECENTRALIZED INDUSTRY HYDRAULIC SYSTEMS IN THE
The wood processing industry has had a type of love-hate relationship with hydraulics for decades. On the one hand, hydraulic systems are essential for the heavyduty tasks characteristic of the industry, such as cutting, lifting, and loading timber. However, the harsh environment and demanding operations pose several challenges to these systems, impacting their performance, reliability, and lifespan.
Due to concerns regarding potential leaks and failures, the wood processing industry started exploring the use of Electro-Mechanical Actuators (EMAs) several years ago. More recently, however, advancements in Electro-Hydraulic Actuators (EHAs) have made them more efficient and powerful. Other industries were quick to take note of these advancements and moved more quickly in utilizing EHAs. Following their lead, the wood processing industry is slowly exploring the opportunities afforded by EHAs and, more specifically, decentralized hydraulic systems.
ADDED CHALLENGES IN WOOD PROCESSING
There are many unique challenges for hydraulic systems in the wood processing industry, including:
• CONTAMINATION— Wood debris in the form of sawdust, bark and wood chips can infiltrate hydraulic systems and cause wear, clogs and potential component damage. Fine particles can be particularly damaging, acting as an abrasive and eroding internal surfaces. Moisture from humidity and condensation can also lead to fluid degradation and corrosion.
• HARSH CONDITIONS— Both high and low temperatures can affect the performance and lifespan of hydraulic components and fluids. The heavy loads and forces involved in wood processing also put high demands on hydraulic
systems, increasing the risk of leaks and failures if not properly designed and maintained. Most damaging is the constant movement and impact from logs that can cause vibration and shock loads, leading to fatigue and damage to hydraulic components, including hoses, fittings, valves, and seals. Vibration can also loosen fittings and accelerate wear on seals and O-rings.
• REMOTE LOCATIONS— Equipment often operates in remote areas, making it difficult to access and conduct timely maintenance or repairs, leading to longer downtime and increased costs.
• HIGH CYCLE RATES—Equipment like veneer lathes and log merchandisers require high cycle rates, making them vulnerable to contamination and component failures. Speed is critical to cut more board feet per day and meet escalating production demands.
• HIGH PRECISION REQUIREMENTS—In most mills, there is little room for error. Wood often must be cut within thousandths of an inch to reduce scrap and waste.
ADVANTAGES OF EHAS
Although EMAs are frequently used in the wood processing industry today, EHAs offer several advantages, including high power density, precise control, increased service life, reduced maintenance, and improved efficiency. Compared to EMAs which are typically better suited for lighter and medium-duty applications, EHAs can generate significantly higher forces relative to their size. This makes them ideal for demanding wood processing tasks involving heavy loads, such as lumber handling, sawing, and pressing. They also allow for the addition of more functions to existing machines. The decentralized power approach makes installations much less involved with only electrical power required.
Such characteristics are the reasons why EHAs have been effectively used for more than a decade in multiple demanding industries, including aerospace, mining and steel processing, as well as in multiple military applications. Other benefits include:
• ROBUSTNESS AND SHOCK RESISTANCE— EHAs are inherently better equipped to handle shock loads and vibrations common in wood processing equipment due to the compliance of hydraulic oil. They can also absorb sudden energy spikes by redistributing fluids internally, protecting the system from damage. EMAs, in contrast, (especially those using screws) can be susceptible to breakage and wear under shock loads or excessive vibration, leading to increased downtime and maintenance.
• LOCATION FLEXIBILITY—Since EHAs are self-contained units with a compact hydraulic system, they eliminate the need for extensive external fluid lines and reservoirs, offering greater flexibility in placement and integration within woodworking machinery. In addition, EHAs often maintain NFPA cylinder mounting dimensions which can allow for placement into existing machines. EMAs are also compact, but they have a non-NFPA form factor that can alter machine design and hinder placement into existing machines.
• MAINTENANCE AND LONGEVITY— With proper system design, EHAs can reduce maintenance needs due to their sealed system design and reduced leak points. Without external hoses or fittings to repair, they often offer a longer operating life and lower lifecycle costs. The sealed system design keeps any potential contamination and moisture out of the hydraulic system which greatly increases the longevity of the system. EMAs are
By Bruce Besch and Brian Wise, Parker Hannifin
more susceptible to wear and tear from dust and debris that are common in wood processing facilities.
• ENERGY EFFICIENCY—EHAs are more energy-efficient with on demand power functionality that minimizes energy wasted per cycle. In addition, with the reduction in valves, hose and fittings, the EHAs have less energy loss than a centralized hydraulic system.
• Quiet operation – Since the EHA is self-contained and there are no screws moving, it is quieter than an EMA.
NEWER EHA MODELS OFFER ADDED BENEFITS AND OVERCOME PREVIOUS CHALLENGES
The decision of whether to use an EMA or EHA ultimately depends on the specific requirements of the application within the wood processing workflow. In ongoing debates about the two technologies, the argument most often made against EHAs is the fact that they contain oil which represents risks of leaks and fire. Some specifiers have also questioned whether or not they are powerful enough.
However, new technologies and models are on the horizon to address these perceived shortcomings, especially in the area of horsepower. Leading manufacturers like Parker, for example, currently offer hybrid actuation systems with 13.4 kW (18 horsepower), but the company has plans to unveil more powerful versions in 2026 that will have 63 kW (85 horsepower). Since the actuator is hydraulic, it delivers three times the power density of a comparably sized EMA solution.
THE BENEFITS OF DECENTRALIZED VS. CENTRALIZED DESIGNS
Wood processing mills utilize both centralized and decentralized architectures for controlling their actuators, often depending on the size and age of the operation. There is a growing trend, however, toward decentralization as education spreads regarding the benefits of the newer architecture.
A centralized system involves a single central controller that manages all decision-making and sends control signals to the actuators. Sensors, actuators, and valves are connected via cable and hose connections located across the system and connected to a central control unit. A decentralized architecture, in contrast, distributes control authority among multiple controllers, each responsible for its own tasks/work functions.
Both systems have distinct advantages but, thanks to more powerful EHAs available today that have more controllability and
the ability to be pre-programmed, a decentralized approach makes more sense than before. Consider the numerous advantages of a decentralized hydraulic system:
• INCREASED EFFICIENCY—Decentralized systems can optimize energy usage by matching power delivery to specific tasks, reducing throttling losses and wasted energy.
• IMPROVED CONTROL— Each unit or function can be controlled independently, allowing for more precise and responsive operation.
• ENHANCED FLEXIBILITY—Decentralized systems are easier to adapt to changing needs, as new units or functionalities can be integrated without major redesigns of the entire system. Simplified installation means faster commissioning; plus, there is easier access to diagnostic data and better visualization and monitoring.
• REDUCED MAINTENANCE TIME—Individual units can be serviced independently, minimizing downtime and allowing other parts of the system to continue functioning. EHAs are line-replaceable units, so the process of line-of-use replacement can be followed to minimize downtime and simplify the onsite maintenance process.
• ENERGY EFFICIENCY— By optimizing on demand power delivery and minimizing throttling losses, decentralized systems can significantly reduce overall energy consumption.
• SMALLER FOOTPRINT—Decentralized systems can sometimes be more space efficient, especially when compared to centralized systems with large centrally located power units and extensive piping. Plus, they have reduced cabling and offer modular expansion.
• REDUCED OIL VOLUME— Decentralized systems reduce the quantity of oil needed which improves the safety of the system by limiting the potential fire accelerant. In addition, the reduction in oil volume minimizes any environmental impacts in the event of fluid leakage.
MOVING TOWARD AN EHA-POWERED DECENTRALIZED SYSTEM: HOW TO GET STARTED
It’s not necessary to redesign the entire system at once. Rather, start with one machine and gradually migrate away from a centralized architecture to one that is decentralized. Detach, localize and then migrate as needed. This approach will limit downtime. If you’re not getting the desired output from a specific actuator, you can replace it
with an EHA at that point. Focus your attention on the area of the system that’s slowing down the flow. Then it’s easier to figure out how to go faster. The good news is that you likely won’t need to hire specialists to make the transition, as your existing electricians likely possess the skills to handle it. The fact that EHAs are pre-programmed saves a lot of time on start-up.
Another place to start is on machines that need an additional axis added. The ease of installing the EHA, which only requires electrical power, can drastically reduce the cost of installation where an actuator currently does not reside.
CONCLUSION
While EMAs excel in precision, speed, and overall control for lighter-duty applications, EHAs offer distinct advantages in the wood processing industry when it comes to handling heavy loads, withstanding harsh environments, absorbing shocks, and providing greater placement flexibility. Newer technologies and product designs are opening the door to even more powerful EHAs, which will give them even greater advantages over the more traditional EMAs. The decision between these two technologies ultimately depends on the specific requirements of each application within the wood processing workflow.
There has also been a shift in the market toward decentralized system designs as more information has become available regarding the energy and space efficiency, as well as the improved control afforded by decentralized architectures. •
Heavy Duty Electro-Hydraulic Actuator by Parker
Bruce Besch is a Hydraulic System Engineer at Parker Hannifin.
Brian Wise is a Cylinder Application Engineer at Parker.
LITERATURE REVIEW
Diamond Hydraulics, Inc.
Diamond Hydraulics provides fast, accurate repair of hydraulic components by industry experts. With state-ofthe-art test equipment, we ensure that your products are in the absolute best condition before leaving our facility. We are committed to providing excellent customer service and strive to consistently meet and exceed the needs and expectations of every customer.
We only machine the best. At HydraPak Seals, we craft precision seals to meet your toughest demands. Our advanced machinery and skilled team produce custom components in Urethane, Viton, Engineered Plastics, HNBR, and many more—with same-day turnaround available.
Try our new Seal Configurator for customization when you need it. Fast. Reliable. Hassle-free.
801-973-7325
HydraPakSeals.com
Sales@HydraPakSeals.com
Hydraulic Live Swivels Catalog
Inline and 90° hydraulic live swivels. Available in sizes from 1/8” to 2-1/2”, rated to 10,000 PSI, heat treated, superior quality alloy steel, chrome or stainless steel ball bearings, withstands heavy side loads, burnished (micro smooth) barrel bores, Viton®, Aflas®, or Teflon® encapsulated seals, zinc or nickel plated, available in 304 and 440 stainless steel, full flow - low pressure drop, rebuilding kits available.
Super Swivels
Phone: 763.784.5531
Fax: 763.784.7423
Website: www.superswivels.com
Valves, Pumps, and Manifolds
When you need a hydraulic valve, hydraulic hand pump or a hydraulic manifold have confidence in Doering to deliver high-quality products that meet demanding performance requirements. For over 50 years, our customers have trusted Doering in critical applications which include products on the International Space Station to sub-sea and everywhere in between. Contact us now to discuss your hydraulic project.
320.743.2276
customerservice@doering.com www.doering.com
Compressed Air Filtration
Brochure offers a comprehensive overview of the company’s complete line of compressed air filtration products. Highlighted is the patented family of Extractor/Dryers. These two-stage, point of use filters remove contaminates to a 5-micron rating with flow ranges of 15 to 2,000 scfm. Additional products available include the SuperStar Membrane Dryer, .01 Micron Filter, Refrigerated Extractor/Dryer, and much more.
La-Man Corporation
800.348.2463 www.laman.com
Hydraulic Products
Explore our full line of precisionengineered mechanical and hydraulic products, built to power the toughest industries with unmatched reliability. From motors and gearboxes to custom solutions, Young Powertech keeps your systems running strong. Young Powertech info@youngpowertech.com (610) 558-0760 www.youngpowertech.com
DEAR READERS:
In the most recent Air Teaser featured in our October 2025 issue (p. 5, and solution p. 33), we published an incorrect schematic for the “Two Hand Safety Circuit”. This new schematic is correct and aligns with the statement, “both buttons must be pushed and held to make the cylinder extend.” (Instead of retracting when the buttons are pressed and held), this revised schematic now illustrates the correct configuration of the valve.
Doering Company
FluiDyne Fluid Power
Gemels
CLASSIFIED BULLETIN
HYDRAULIC FLANGES + COMPONENTS
ADVERTISER INDEX
doering.com
flangelock.com
fluidynefp.com
gemels.com
CONTAMINATION CONTROL
Routine and scheduled maintenance of hydraulic systems are vital to getting the most out of your Hitachi Mining Excavator. While maintenance plays the largest role in the prevention of unnecessary machine downtime, it can also expose the hydraulic system to high levels of contamination rapidly decreasing component longevity. The importance of contamination control is sometimes overlooked when performing maintenance due to incorrect practices being used.
THE FLANGELOCK™ TOOL AND CIRCUIT BLANKING CAPS
The FlangeLock™ tool and caps are the ultimate contamination control tools for protecting your hydraulic system. The FlangeLock™ allows for the simple sealing of open hydraulic flanges without tools while the caps can be bolted in place of a flange connection. Easy on, easy off, they offer a leak-proof solution to hydraulic systems and environmental cleanliness. FlangeLock tools and caps stop the mess.
HITACHI MAKING CONTAMINATION CONTROL EASY
Hitachi have packaged FlangeLock™ tool and caps specifically for Hitachi mining excavators. The Hitachi customised kits make sure no matter which component routine maintenance is being performed on, you will always have the exact number of FlangeLocks™* and caps to help reduce contamination.
*Note: FlangeLocks™ are not to be used under pressure
The FlangeLock™ Tool is the ultimate contamination control tool for protecting your hydraulic systems. It allows for the simple sealing of open SAE code 61, 62 & CAT-Style hydraulic flanges without tools. Constructed from lightweight aluminum. Easy on, easy off. Offers a leakproof solution to hydraulic system and environmental cleanliness. FlangeLock™ Tools stop the mess!
•
• No more rags stuffed into hoses
• One hand installation
you local Hitachi Muswellbrook representative or the branch on 02 6541 6300 for more