58 Aldea de las Cuevas, Buzon 60 03759 Benidoleig (Alicante), Spain Tel: +34 96 640 4165 • Mobile +34 66 931 5837
E-mail: murray.brett@abasol.net Volume 49 • Number 11 • December 2024 Founded in 1976 • Our 513th Consecutive Issue
NEWSFEED
Hurricane Helene Aftermath COVER: J.M. Jones Lumber (and Howard Jones shown here) has always had the right touch when it comes to producing high grade export and domestic hardwood lumber in Natchez, Miss. Story begins on PAGE 14. (Patrick Dunning photo)
J.M. JONES LUMBER
ROW
Timber Processing (ISSN 0885-906X, USPS 395-850) is published 11 times annually (monthly except Jan./Feb.) by Hatton-Brown Publishers, Inc., 225 Hanrick St., Montgomery, AL 36104. Subscription Information—TP is free to qualified owners, operators, managers, purchasing agents, supervisors, foremen and other key personnel at sawmills, pallet plants, chip mills, treating plants, specialty plants, lumber finishing operations, corporate industrial woodlands officials and machinery manufacturers and distributors in the U.S. All non-qualified U.S. Subscriptions are $55 annually: $65 in Canada; $95 (Airmail) in all other countries (U.S. Funds). Single copies, $5 each; special issues, $20 (U.S. funds). Subscription Inquiries— TOLL-FREE: 800-6695613; Fax 888-611-4525. Go to www.timberprocessing.com and click on the subscribe button to subscribe/renew via the web. All advertisements for Timber Processing magazine are accepted and published by Hatton-Brown Publishers, Inc. with the understanding that the advertiser and/or advertising agency are authorized to publish the entire contents and subject matter thereof. The advertiser and/or advertising agency will defend, indemnify and hold any claims or lawsuits for libel violations or right of privacy or publicity, plagiarism, copyright or trademark infringement and any other claims or lawsuits that may arise out of publication of such advertisement. Hatton-Brown Publishers, Inc. neither endorse nor makes any representation or guarantee as to the quality of goods and services advertised in Timber Processing. Hatton-Brown Publishers, Inc. reserves the right to reject any advertisement which it deems inappropriate. Copyright ® 2024. All rights reserved. Reproduction in whole or part without written permission is prohibited. Periodicals postage paid at Montgomery, Ala. and at additional mailing offices. Printed in U.S.A.
Other Hatton-Brown publications: Timber Harvesting • Southern Loggin’ Times Wood Bioenergy • Panel World • Power Equipment Trade
THEISSUES
THE MORE THEY STAY THE SAME
When our young associate editor Patrick Dunning, acting upon a suggestion from a logger he had visited, subsequently suggested to me that he visit J.M. Jones Lumber in Natchez, Miss. for an article in this magazine, I hesitated at first. “Seems like we did one on them not long ago,” I said.
But (hello old age) my memory was off. When I checked our records, “not long ago” was a mere 28 years ago, about the same time Patrick was born.
Tommy Walker, an associate editor on my staff at the time, was the one who visited J.M. Jones Lumber back then. He spent a winter day with Lee Jones, grandson of the company founder, and toured the sawmill on the edge of the Mississippi River. And I do mean “edge,” as much of their conversation was about the company’s battles with historical flooding. “To tell you the truth, that river is a tremendous pain,” Lee said.
In fact the company was about to begin a major multi-year construction of a levee that would successfully fight off the Mississippi River through ceaseless bouts of historical flooding to this day. The rigorous labor and materials involved even received national attention.
Another big part of their conversation was that J.M. Jones Lumber had some years before gotten into the export lumber market. Lee Jones said at the time, “A lot of people don’t want to hear this, but the U.S. doesn’t need all the hardwood lumber we’re producing. The market’s just not here, so we went out looking for it.”
Another thing that was so striking about the operation in 1996 were the beautiful and big hardwood logs in the wood yard and flowing through the mill.
On a sad note, when Patrick visited recently, we learned that Lee Jones had passed away this past May at age 85. Lee was the one who really had organized the company’s log procurement program with area landowners. In addition to being a highly respected hardwood lumberman worldwide, Lee had deep religious faith and taught Sunday school to children and adults for decades, and traveled abroad to do likewise. Unfortunately, sometimes family news such as this takes a while to trickle down to our magazine.
Mississippi River from the levee at J.M. Jones Lumber, 2024
Patrick spent the day with Lee’s son, Howard, and much of their conversation touched on the same subjects—the challenge of the river, export markets, log procurement, the family generations who have worked at the mill— not just the Jones family, but employee families as well. And oh yes, those big hardwood logs are still looking good. T P
Weeks after Hurricane Helene made landfall on September 26, rescue and recovery efforts continued in several states, and the extent of the damage to timberlands is becoming clear.
Helene was a Category 4
storm when it hit the Big Bend region of Florida, a Category 2 by the time it crossed north of the Florida/Georgia state line, and was a tropical storm once it got to North Carolina.
According to a Timber Impact Assessment by Georgia Forestry Commission, Georgia was impacted by high winds and large amounts of rain throughout the eastern
part of the state. Helene entered Georgia as a Category 2 near Valdosta and progressed northeast toward Augusta, becoming a tropical storm as it entered South Carolina, North Carolina, and Tennessee.
Georgia experienced winds ranging from 35-100 miles per hour in the storm’s path. Rain totals ranging from 4 to 12 in. impacted a large portion of forested, agricultural and urban landscapes. Private forested land accounted for 88% of the impacted land ownership within the hurricane’s path in Georgia.
Storm damage was detected in multiple timber types across the counties, and damage was seen in all classes of pine stands as well as in hardwood riparian areas. Timber damage was most severe in thinned chip-n-saw and sawtimber stands. Moderate to light dam-
age was seen in pulpwood stands. In general, pine stands with higher densities fared better than thinned stands with lower densities. Hardwood riparian areas suffered severe damage respective to stand type, due to saturated soils and hardwood crowns that contained all their foliage, which caught the heavy winds and snapped trees or uprooted them. Pre-merchantable timber stands weathered the storm the best and only suffered light damage.
8,931,000 acres of Georgia forestland was located in Helene’s path with 1,470,000 acres receiving the majority of timber damage. Helene caused a total timber resource impact of $1.28 billion in Georgia, including 26,025,313 tons of pine valued at $728,708,750 and 30,865,000 tons of hardwood valued at $555,570,000.
North Carolina Forest Ser-
vice reported an estimated 822,000 acres of timberland were damaged, which resulted in an estimated loss of $214 million on NC forest lands, of which 78% was privately owned (individuals, corporations, other ownerships), 21% public (U.S. Forest Service and other public ownerships), and 1% reserved lands (reserved areas such as park lands). The heaviest damage was confined to a six-county area, with Buncombe and McDowell counties being at the center of this area.
SC Forestry Commission located more than 850 areas with timber damage. The counties with the heaviest losses were Edgefield, Spartanburg, Pickens, McCormick and Aiken. Timber damage was estimated to be $83 million across a 20-county area.
Florida Forest Service surveyed 13 affected counties and
reported 8.8 million tons of damaged forest resources valued at $114 million (including pine, mixed pine/hardwood, hardwood and cypress forests). Ground-based observers noted areas of catastrophic damage in several Florida counties, including Dixie, Hamilton, Lafayette, Madison and Taylor.
In the wake of the storms, timberland owners throughout the affected region have scrambled to salvage as much as possible before time runs out. According to Forisk Consulting, the resultant oversupply of damaged timber flooding the market caused at least a temporary price drop.
Loggers throughout the impacted region and beyond have stepped up to help with cleanup efforts. Carolina Loggers Assn. Board Chairman Chip Capps shut one of his crews down for a week and volunteered it to
help clear roads for rescuers and supplies to get to the people who needed it most. With so many local residents having lost their homes, there were no hotels available, so Capps and crew slept in their trucks.
Several Virginia loggers also traveled to offer their services. Virginia Loggers Assn. board member Chad Shelton and his son Chase spent the first weekend of October clearing debris and delivering emergency supplies in North Carolina. And instead of attending the American Loggers Council’s annual meeting in California, Vance Wright dedicated a couple of weeks in early October to assisting volunteer efforts in southwest Virginia, in-
cluding setting up trailers and food service with VLA members Freddie Newberry and Ray and Jackson Sullivan.
Richard Schwab says that his family’s company, M.A. Rigoni, based in Perry, Fla., devoted five of its six crews to storm cleanup along the Florida/Georgia line, from Valdosta through Hazlehurst.
All the way from Wisconsin, Kopitzke’s Young Guns Logging traveled 1,100 miles to Georgia, where the
NEWSFEED
family business has been working in the Augusta area since October 11, and expects to continue there at least until after the first of January.
Some local loggers added crews to try to salvage what they can because landowners only have a limited time to get it to a mill or wet yard, according to Isaac Dotson. “We have three months to get these trees out of the woods,” he figures.
David Neumann, forest business consultant at Tennessee Dept. of Agriculture, reports that markets were already constrained before the storm. “East Tennessee has been heavily impacted by the closures of three large paper mills in the last few years,” he says. In the eight affected Tennessee counties, all smaller or low value storm salvage material must be chipped, but there’s nowhere for it to go, as the markets are now flooded with it.
SIERRA PACIFIC CUTS NEW RIBBON
Alabama Governor Kay Ivey gave remarks, participated in the ribbon cutting and took a tour of Sierra Pacific Windows on October 22 in Phenix City, Ala. Sierra Pacific is among the largest millwork producers and lumber companies in the U.S., building high-end wood and vinyl windows and doors. This project is a $60 million investment and once fully operational is anticipated to contribute 300 to 500 new jobs
Based in California, Sierra Pacific Windows opted to expand its high-end window and door production on 113 acres with 610,000 square feet of manufacturing and warehousing space. The added space allows Sierra Pacific Windows to increase its production ca-
pacity and more efficiently respond to nationwide customer demand for its wood and vinyl products that has grown ten-fold in the last decade. Products manufactured will mirror what is produced at the company’s existing California and Wisconsin locations. The addition of the new facilities brings Sierra Pacific to a milestone of more than 2 million combined square feet of manufacturing space for its Windows division.
Sierra Pacific Windows is a division of Sierra Pacific Industries, a third-generation, family-owned forest products company based in Anderson, Calif. The company owns and manages more than 2.4 mil-
lion acres of timberland in California, Washington and Oregon. Along with being a windows manufacturer, it is one of the largest U.S. lumber and millwork producers. Sierra Pacific Industries utilizes nearly 100% of every piece of wood brought to its 18 sawmills and eight biomassfueled cogeneration power plants.
Sierra Pacific Windows celebrates ribbon cutting with Alabama Governor Kay Ivey.
FOR GRADE GOING
By Patrick Dunning
Southern hardwood lumber producer still stands tall after more than a century in business.
NATCHEZ, Miss.
J.M. Jones Lumber Company, Inc. is well respected in hardwood sawmill circles and a longtime producer of highgrade hardwood lumber on the banks of the Mississippi River.
This stretch of river serves as the state boundary with Louisiana and offers a picturesque backdrop to a century-old hardwood mill nestled on 25 compact acres, and now in its fifth generation of Jones after 113 years in operation. Building a mill along this river seemed to be a good idea back in 1935, according to Howard Jones, 62, president of J.M. Jones Lumber. But after experiencing firsthand the time and expenses to combat major flood events, he wouldn’t do it again. Howard’s great grandfather and company founder, Joseph Montgomery Jones, had operated sawmills since 1911, first in Tennessee and then in Arkansas
before moving to Louisiana and operating one there and also in Mississippi. After The Great Flood of 1927, J.M. Jones went in search of higher ground and found it along the river in Natchez. J.M. constructed a small-production band mill at the present site in 1936 and enjoyed the advantages of waterfront access. Logs from remote islands along the river full of virgin hardwood timber were easily transported to the company’s woodyard by barge and sorted with a derrick; access to ports for export markets was also a plus.
“This mill is like an old house somebody kept adding on to,” Howard says. “There’s a railroad track and a creek that runs through the middle of this property, and we’re confined by the river, forcing us to spread out so it takes more forklifts, time and labor to move lumber around; not the ideal footprint, but we make it work.” As regional flood events became
more prevalent in the ’80s and ’90s, temporary mill shutdowns and post-storm cleanups became commonplace and expensive. Anticipating another major flood in 1997, the Joneses knew it was time to sink or swim.
“Before the 1997 flood, which was a bad one, my dad and I decided we weren’t going to let the mill flood again if we could help it. We were going to fight it,” Howard says. “We’ve had more 100-year floods in the last 15 years than ever in history. They called the 2011 flood a 500-year flood, and the 2008 flood a 100-year flood. I’m not sure about the terminology at this point.”
An extensive levee construction project ensued and thousands of dump trucks transported dirt to build a onemile long and 82-foot tall wall of resistance wrapped in Visqueen sheeting and covered with sandbags.
“Building the levee was an incredibly
Opposite page, left to right, Lee Jones, vice president; Jacob Harrison, yard foreman; Howard Jones, president. Below, An 82 ft. levee stands between J.M. Jones’ sawmill and the Mississippi River.
difficult, expensive, labor-intensive and exhausting endeavor that required thousands of loads of dirt and lots of men working on dozers and track hoes,” Howard says. “Our levee is high and mature right now so we should be in good shape to handle most floods; we held out the highest flood ever in 2011 and feel like we can hold out most floods without building it up anymore.”
When river levels reach 52 ft. on the Natchez gage, the mill is forced to close interior roads, which congests the flow of logs and lumber throughout the facility. When the river gets over 58 ft., the company shuts the mill down out of caution and fights water seepage underneath the levee, monitoring the mill site 24/7.
“With all that water pressure against the levee, we still have tremendous seepage problems and usually have to shut down because the mill vibrates our foundation and turns it to Jello when the river is running high,” Howard says. “This river has cost us a lot of money, time and production but is a big part of our family’s story.”
TIMBER RESOURCE
When Howard’s father, the late Lee Jones, graduated from Louisiana State University’s forestry school in 1960, he recognized there were lots of absentee landowners in the area and drove or flew to where they lived and signed them up for long-term timber management contracts. After Howard graduated from LSU in 1984, he continued identifying prospective landowners in Louisiana and Mississippi while preserving old relationships. The Joneses currently manage 150,000 acres of timberland within a 75-mile radius of the mill and enjoy a 12-month logging season with four full-time contract crews.
“We built up a good timber base and have a lot of clients we’ve taken care of for a long time which is a bit unique in this business. Our location is good because this area has a lot of high-grade timber, thanks to the highly fertile loess soil deposited here in the dust bowl days. Our loggers bounce back and forth between Mississippi and Louisiana, depending on the time of year and the water stages,” Howard says. “Most mills buy timber on the open market, and we do buy some gatewood, but we rely heavily on our management tracts to maintain our log supply.”
Lee Jones IV, 37, Howard’s son and vice president of company operations, adds, “We’re able to grow timber longer because of our management contracts. Our foresters go in and physically mark
The company manages 150,000 acres of timberland within a 75-radius of its mill and produces 13MMBF annually.
A Corley carriage squares each log into a four-sided cant to maximize volume.
Boards from the headrig and linebar move to two Corley edgers.
our loggers in, and supervise the harvesting operation. This allows us to grow bigger and higher-grade logs.”
Despite being central to a vast wood basket with some of the prettiest bottomland timber in the world, mill closures have depleted the area’s existing logging force and limited company margins,
ternative methods, like manufacturing industrial products.
“When the Georgia-Pacific mill at Port Hudson closed down, it had a domino effect on the timber industry in southern Louisiana. Many hardwood sawmills down that way followed suit. It’s a timber desert over there now and very difficult to
work because most of the loggers have gone out of business and no one is taking their place,” Howard says. “One of our industry’s biggest challenges right now is our depleted logging force due to mill closures, increased costs and a dwindling labor pool. Many mills have pivoted from focusing on grade lumber to industrial products like mats, pallet stock and railroad ties, because that business tends to be more consistent and less labor intensive.”
J. M. Jones Lumber remains true to what’s kept the company alive for more than a century, emphasizing quality over quantity and maximizing each log.
“Our logs are expensive to buy and more grade specific. In order to survive we have to get all the grade and volume out of every log we can. We’re a dinosaur in this industry and one of the last mills around that still focuses on grade; that’s always been our strong suit,” Howard says. “We’ve added some optimization equipment, but we’re still very old school. This mill is designed to maximize every log, not pump out industrial products.”
J.M. Jones Lumber produces 13MMBF annually, with the majority of the company’s volume (7MMBF) packaged into containers, transported by truck to the Port of Mobile and shipped overseas to
Stacks not sold green are submerged in one of two dip tanks for further preservation.
more than 10 countries. For the past 12 years China has been J. M. Jones Lumber’s largest market for its Southern U.S. red oak species, although prices have been less than ideal the last three.
“China’s economy boomed for quite a while but now they’re going through a downturn. They won’t call it a recession but that’s what it is,” Howard explains.
J. M. Jones Lumber produces 6MMBF annually for domestic markets with 50% of the company’s total production coming from red oak logs. Other primary species include ash, white oak, red elm, poplar, cottonwood, sweet pecan, cypress, willow and hickory.
The Joneses have a great relationship with Batesville Casket Company, located 70 miles north in Vicksburg, Miss., and have been selling high-grade hardwood lumber to the casket manufacturer for more than 30 years.
MILL FLOW
Incoming logs are unloaded from trucks by Komatsu wheel loaders. After being manually scaled and graded, logs are transported to one of two wood yards and sorted by species. Certain species are stored under water spray until they can be converted to lumber.
Logs are loaded onto a Jacob’s ladder and carried into the mill to a Fulghum rosserhead debarker, then down a log deck to the Corley carriage. The mill’s 8 ft. Filer & Stowell headrig uses a double-cut bandsaw, and can cut a log up to 60 in. in diameter, though they don’t like tearing up chains and decreasing production to prove it.
Natchez is central to a vast wood basket with beautiful bottomland timber.
Logs are manually scaled and graded then sorted by species. ➤ 20
Each log is squared into a four-sided cant then sent to a 6 ft. McDonough linebar resaw with a runaround and cut into boards. Boards are received by two Corley edgers, one for the headrig and the other for the linebar, then exit the mill to a Corley trimmer and down the green chain for sorting. Residual trimmings and strips are fed through a Fulghum 60 in. chipper or a Montgomery hammerhog and sold as boiler fuel or chips. “A good day for us isn’t even a good hour for some high production pine mills,” Howard says.
Lumber that is not sold green is dipped in treatment chemicals for further preservation, then goes to a Moore stacker in preparation for air drying to 20% moisture content. Lumber stacks are loaded into four Spears dry kilns with 75,000 ft. of capacity each, and dried to 7% MC.
“The hardwood sawmill owners are a unique group. We may be competitors, but we help each other out when we can.”
NHLA certified lumber inspectors sort boards manually by grade before packs are prepared for shipment. “If our inspectors see a common board that we can take two feet off one end and two inches off the side and upgrade it to a FAS board they send it to our remanufacturing shed.”
Moving forward Howard says the company’s next project will likely involve building a small mill for producing mats, railroad ties, pallet cants and other specialty products to compete in industrial markets.
“We’re proud of having five generations here surviving through it all,” Howard says. “Jacob Harrison, a fourth generation Jones, is the lumber yard foreman, and we have multiple generations of other families working at our mill. Each generation has taught the next what you have to do to survive in this industry, and everybody in the hardwood lumber business helps one another. I’ve got a long list of guys I can call on when we need help. The hardwood sawmill owners are a unique group. We may be competitors, but we help each other out when we can. It’s a fraternity, of which I am proud to be a part.” T P
300,000 ft. of kiln capacity dries lumber to 7% moisture content.
SAWTECH
EDITOR’S NOTE: The following companies submitted these editorial profiles and images to complement their advertisements placed elsewhere in this issue. Please refer to those advertisements for web site and contact information. All statements and claims are attributable to the companies.
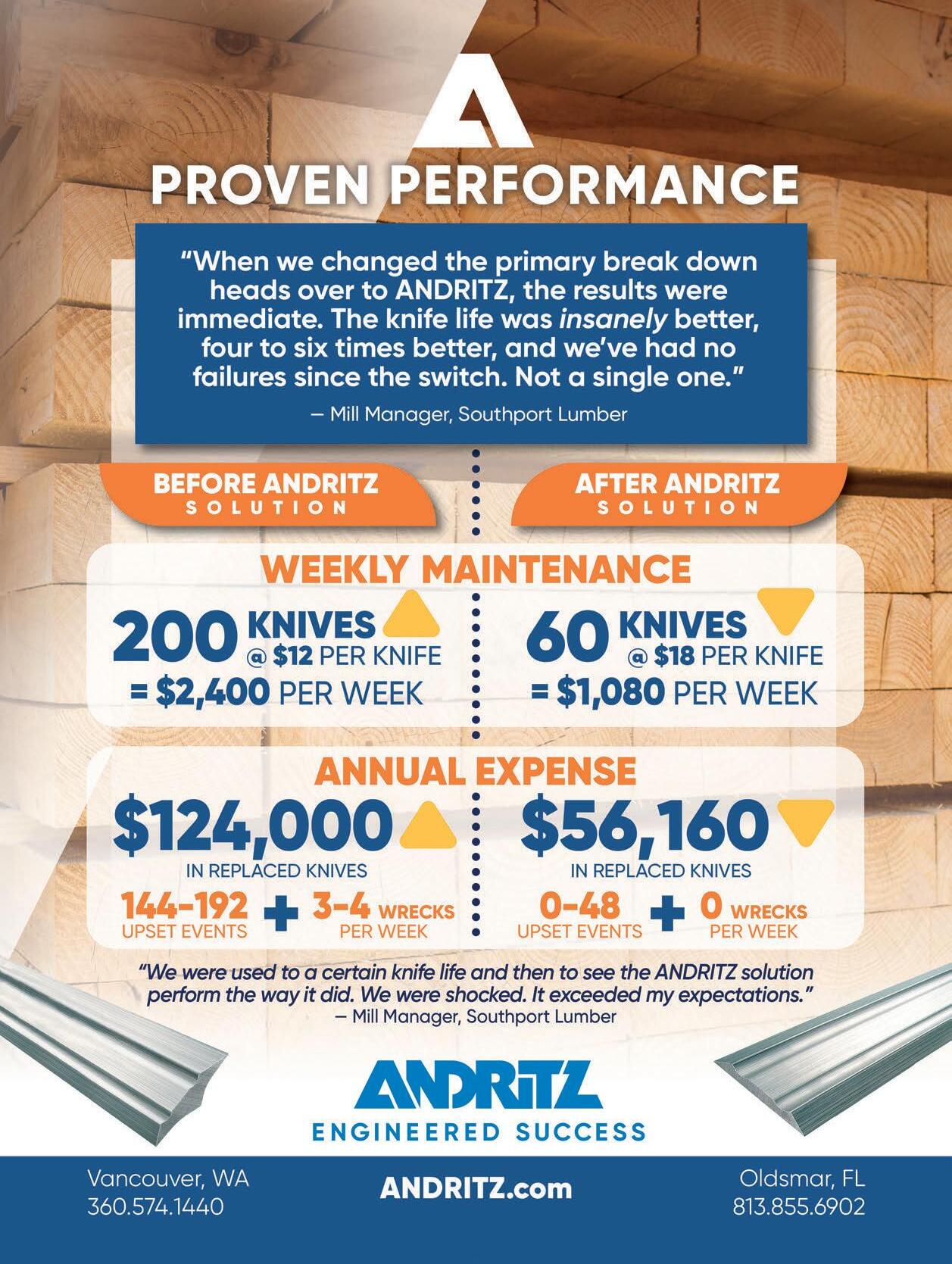
ANDRITZ
Andritz TurnKnife systems increase the performance and efficiency of all makes and models of canter and profiler centers. The TurnKnife system produces more high quality and uniform chips, with a higher accept fraction.
Produced from the highest quality alloy chromium steel, the knives are specially treated to have a much longer edge life. The patented design ensures precise and consistent knife location to maximize chipping performance and ensure reliable performance day in and day out. The longer time between knife changes helps increase the chipping capacity while reducing unwanted downtime.
During operation, the TurnKnife stays sharper longer, which provides a better cut and minimizes small chip fractions (pin chip and fines). Upgrading a chipping head to the TurnKnife system improves chip quality and performance with excellent economics.
Andritz offers a wide range of chipping products. Whether it is a chipper knife system, CNS-style cylindrical heads, new profiler technology, or any type of canter head (primary/secondary breakdown, slabbers, edgers, etc.), we offer product expertise and support that is tailored to your unique application.
Andritz offers service contracts to complement our products, which can be structured according to your needs. Our qualified service technicians will perform overall health check-ups on the TurnKnife products and can make on-the-spot recommendations to keep them running within peak performance. Combined with operator training and chip head laser alignment services, these programs help ensure your success at every corner!
Andritz has also been working in the field of chip quality measurement with our ScanChip system machine since 1993 and can offer comprehensive chip testing and quality measurement to our customers at any time.
BURTON MILL SOLUTIONS
Burton Mill Solutions is proud to host regular saw filer vocational training sessions throughout the year at our Technical Center in Florence, SC. Each course is an intensive three-day classroom and hands-on saw filer technical training class.
The Florence facility is the most technically equipped training workshop in North America coupled with instructors that have lifelong knowledge and passion for the industry. We provide technical as well as practical skills that students can take back to their mills and see results on day one of returning.
Emphasis is on the hands-on application of skills presented in the classroom, under the coaching of experienced instructors. Students rotate among several machines and work centers and should be prepared to perform the tasks presented.
While each class has a “focus” on a particular skill set and activity, all classes emphasize the interrelatedness of skills required to properly put up a saw. A strong emphasis on producing good lumber and overall productivity is featured. Safe and proper material handling is also covered in each class.
Cut resistant gloves, forearm sleeves, and ear plugs are provided. Students bring their own safety glasses and safety footwear. All machinery, hand tools, abrasives and cutting tools for student use are provided and included. Students may consider bringing their own straight edges and tension gauges. Students take home a binder of printed materials and videos used in the class.
All training sessions are hosted at the Burton Mill Solutions Technical Center (formerly the Simonds International Technical Center) at 1920 N. Cashua Dr., Florence, SC 29501. Contact our technical center administrator Patrick Chandler at patrick.chandler@burtonmill.com for the 2025 class schedule, class curriculums, and registration information.
Andritz Turnknife: Specially treated for longer edge life.
Burton Mill Solutions hosts saw filer vocational training sessions throughout the year at the technical center in Florence, SC.
SAWTECH
CALIFORNIA SAW & KNIFE
CalSaw designs and manufactures saws that deliver outstanding performance, better product, lower costs and more revenue.
CalSaw Plate—the “Original Blue Plate since 1886”—is highest quality steel plate that is easy to maintain, at lower cost than any other plate, and will continue to run like new, meaning less frequent re-orders
Also our ACU-SAW—we tag the sawmill’s “Secret Weapon”—is the only way to truly center saws and is available for all saw servicing equipment on the market.
Look for the ACU-SAW mark to know you’re not getting a knock-off.
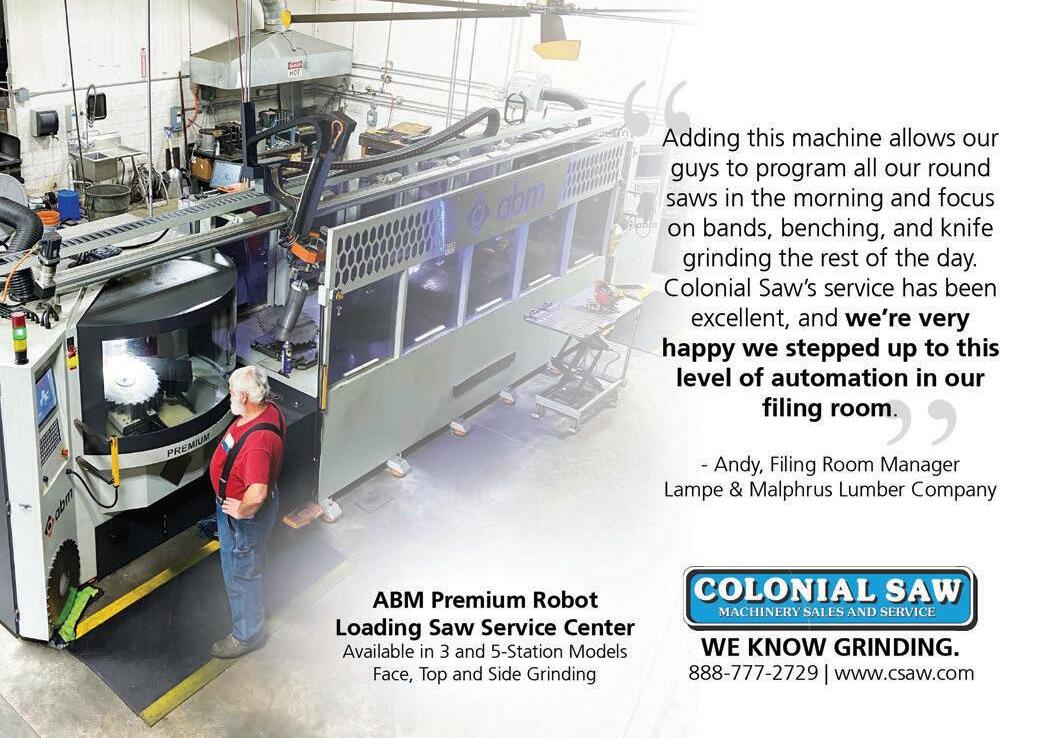
COLONIAL SAW
Colonial Saw has been a leader in providing knife grinders to filing rooms for more than 40 years. Their MVM line of knife grinders is made in Europe and runs the full spectrum from small 2 HP 33 in. planer knife grinders all the way up to a 50 HP 20 ft. bed CNC knife grinders with Siemens controls and automatic back relief grind common for veneer knives.
Filing rooms across the country have been using MVMs to grind their planer knives, shaving mill knives, chipper knives, OSB sets, key knives, veneer and paper knives reliably and accurately for years.
Manufactured in Europe, the larger MVMs feature an energy efficient cold magnetic chuck, PTFE slide blocks riding on protected ground wear strips, a smooth timing belt drive system, and automatic electronic or NC controlled downfeed.
Available with twin chucks, single chuck, auxiliary heads, automatic touchoff and many other options. Colonial Saw and MVM are significant suppliers to the knife grinding industry.
DK-SPEC
The right combination of planer knives, planer heads and the technology used to grind them are of the upmost importance to get a good board finish. It starts with the runout and the type of knives for the application. At DK-Spec, we offer you D2 and M2 knives with different finishes such as sanded, sandblasted and corrugated. We optimize and control the microstructure and hardness of our tools to achieve maximum wear resistance. We recently introduced a PVD (physical vapor deposition) coating option for M2 knives which are getting up to twice the runtime, depending on the customer application.
For planer heads, we offer many products such as the NG2, the NG4, the Wedge gib and pocket-type heads. These heads are all mechanically locked and have optimal setup time. A good setup stand assures accuracy and shorter installation time.
For minimal jointing, we recommend head run-out coming out of the Filex grinder to be less than 0.003 in. Finally, the best knife wear resistance is achieved when you have an integrated solution of grinder, setup stand and the proper knives and heads for your application.
PREMIER BANDWHEEL
Premier Bandwheel & Equipment Ltd. has specialized in manufacturing top quality bandwheels for more than 30 years at the best possible price—ranging from primary breakdown 54 in. to 108 in diameter; secondary breakdown 30 in. to 60 in. diameter; to portable 24 in. to 40 in diameter. We also specialize in bandwheel design and building bandmills using this extensive knowledge around complete mill startups, installations and servicing in the most cost efficient way.
Premier also offers installation of replacement and good used bandwheels along with bearings, housings and related parts for all makes and models. Field engineering available if required. Contact us for safe wheel minimum rim thickness. Dealer or agent inquiries welcome.
Colonial Saw MVM twin chuck KX
DK-Spec NG2 planer head
CalSaw “Original Blue Plate” and ACU-Saw “Secret Weapon”
Premier 9 ft. top headrig bandwheel
SAWTECH
SAW ADD
Patented Round-Saw-ADD customers NAFTA-wide and overseas are reporting as much as 10% increase in feed speeds with no wrecked saws and high grade lumber resulting in $2.5 million gains in one year. Round Saw-ADD measures the sawing and guide friction forces from the driven end of the arbor outside of the saw box. The feed speeds are controlled proportional to the measured forces by a simple multiplier that is easily inserted into your PLC program. Detecting forces on the arbor is about half a second faster than motor current thereby reducing peak stresses on the saws, allowing them to run longer and need less leveling or tensioning. Round Saw-ADD requires little or no maintenance and is the first truly closed loop system allowing you to maximize your mills throughput and accuracy.
Round Saw-ADD has a new design that further integrates force sensors into the lower guide block holder and measures the lateral forces on the saw blade. These forces are detected before deviation can occur and the feed speed is immediately reduced by only the amount necessary. The ROI for Round Saw-ADD and Band Saw-ADD is extremely fast for high production mills.
Saw-ADD is now working with the full support and resources of USNR and Burton Mill Group to ensure sustainable long-term outcomes for machine upgrades and capital projects. The Optimil VDAG is now being manufactured Saw-ADD ready.
The advanced HMI Saw-ADD provides is a visual tool that allows the user to make fine-tuned adjustments specific to their mill.
SMITH SAWMILL SERVICE
Smith Sawmill Service has proudly served the wood industry since 1990, offering comprehensive solutions tailored to the evolving needs of sawmills, chip mills, and more. With more than 200 years of combined sawmill experience among our team of 100+ experts, we provide unmatched service and support designed to maximize yield, efficiency, and cost-effectiveness.
l Our saw repair program is one of a kind, designed to support your operations with on-site SMEs (subject matter experts), advanced tracking, and detailed traceability. Each blade’s repair is fully documented and integrated with OPER8, a tool that provides valuable production insights, especially for greenfield projects. With Smith Sawmill Service, you’re backed by a team that supports more than 4 billion BF of lumber manufacturing annually. We treat each saw as a vital piece of the operation, consistently monitoring performance and making precise adjustments.
l Our expertise extends beyond repairs to the design and prescription of saws customized for specific needs. Smith Sawmill Service is familiar with diverse industry equipment, enabling us to test, refine and recommend the most effective cutting tools for each application. If machinery has been upgraded, we help ensure that the saw is equally optimized, rather than relying on outdated specifications. By matching saws precisely to the task, we help our clients achieve higher efficiency and improved output.
l Smith Sawmill Service, a Comact brand, offers a full-service knife program supported by dedicated professionals stationed directly in mills. This integration ensures that our customers’ knives meet exacting performance standards while aligning with their production objectives. Our on-site knife services, paired with Comact’s high-quality products, enable us to provide a complete solution.
At Smith Sawmill Service our mission is to be more than a supplier. We are a committed partner, helping our customers prepare for the demands of tomorrow’s wood processing industry. Through advanced repair services, custom saw design, and comprehensive knife programs, we aim to support our customers’ growth every step of the way.
WILLIAMS AND WHITE
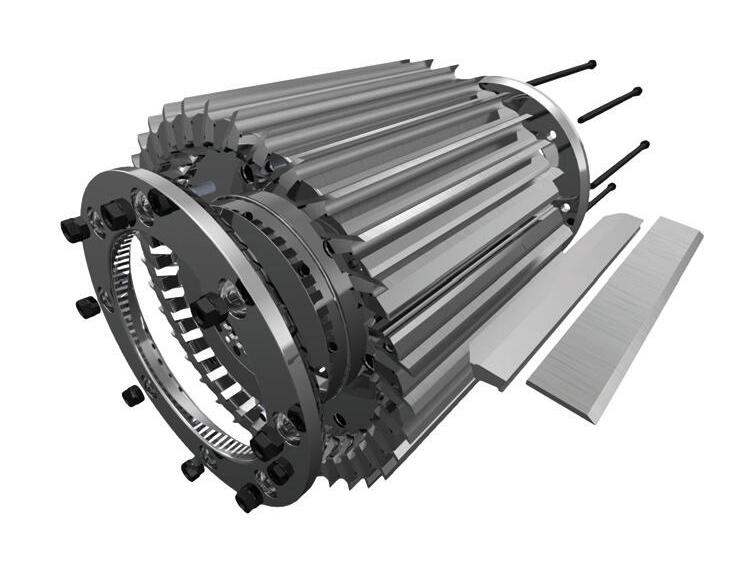
Williams and White’s latest high quality machine—the Hammerhead 3000 Auto Bench is an all-in-one band saw processing center designed to automatically tension and level a band saw. Features include an easy saw load system featuring hide away clamps, independent rigid tension and level heads; simple and easy operation intuitive touch screen control with teach functionality; and full light curtain safety system.
The machine has carbide tungsten tensioning rolls for longer life; a measuring system with three high precision sensors; an auto tracking system lines up the saw blade automatically in the machines double head system with independent tensioning and leveling operation.
Also new, Williams and White has partnered with FPInnovations to offer SMARTGuides, powered by the SAWSense performance monitoring system, which accurately measures, in real time, the performance of the saw when in the cut for both circular and band saws. This patented technology provides real-time feedback of saw performance, enabling the mill to monitor the effect of varying sawing parameters. Benefits include reducing oil usage by up to 40%; reducing corrosion and pooling; less moisture in sawdust; increasing mill speeds and reducing unscheduled saw changes.
The SAWsense performance monitoring system also improves efficiency of guide lubrication systems by monitoring the temperature and performance of saws in real time.
Smith Sawmill Service: partner in saw repair, cutting tools, and industry innovation
Williams and White Hammerhead 3000 auto bench
SAWMILL CAMERAS: THE BASICS
What to know before getting your first video monitoring system.
By Heidi Schmidt
Thinking about buying the first cameras for your sawmill? Or perhaps you’ve outgrown your video monitoring system. Congrats, you’re in the right place to learn how to do this without breaking the bank and without compromising on quality.
Let’s start with a quick primer in case you’re not sure whether a video monitoring solution makes sense for your sawmill.
First off, the need for video monitoring doesn’t depend on the size of your sawmill. The right cameras in the right places do so much more than give your operators a second set of eyes. For example, you can improve your sawmill operations by simply recording and re-watching your feed to spot inefficiencies.
Our clients use the Opticom cameras in sawmills of all sizes to:
l Improve the safety of their workers—
l Avoid hefty fines and business interruptions by proving compliance and adherence to state and federal laws through camera recordings.
l Save money on equipment maintenance by spotting potential problems early.
Today, video monitoring is no longer reserved for large sawmills or large companies in general. Video monitoring is more accessible than ever, in terms of both the financial investment and setup time.
Speaking of financial investment, let’s look at the most common trap for firsttime buyers of sawmill cameras.
You can get cheap cameras for your sawmill for as little as $50, so the temptation is undeniable. However, while the initial cost is very low, things add up in the long run.
In our 50+ years in this field, we’ve helped hundreds of sawmills of all sizes upgrade their video monitoring system.
The operators realized within a few months to a year that constantly replacing cameras that can’t handle the harsh environment of a sawmill added up very quickly. Yes, the cameras are cheap but if you need to buy a new one every week, you’ll end up paying a small fortune in cameras and in labor.
Oftentimes, it’s not just about replacing one or two cameras. In some cases, you will need to replace the entire system to ensure compatibility—a waste of time and money that wouldn’t be an issue if the right system was picked in the first place.
A rugged, industrial monitoring system has a lower cost of ownership because the cameras last for years and you only need to do minimal maintenance on them. Plus, because they are designed to withstand the debris, splinters, sawdust, and all the other harsh elements in the environment of a sawmill, your feed will run uninterrupted.
Quality sawmill cameras are vital for
ing systems. Dedicated industrial cameras
High quality cameras win out over cheap in the long run.
MACHINERYROW
fit all the prerequisites of operating in harsh environments. For instance, an Opticom CC04 camera took a direct hit by a board moving on the line at a West Fraser sawmill—and it survived!
Another Opticom camera got hit by a log in a sawmill and, again, it survived! In cases like these, sometimes you can reinstall the camera or you only need to replace the vibration mount, which means your expenses are minimal.
So, how do you future-proof your business and make sure you get the best possible ROI out of your sawmill cameras?
If you walk away with a single recommendation from this article, make it this one: It’s better to have a couple of highquality sawmill cameras than a dozen of cheap ones.
You don’t have to build your entire system in one go, you just have to choose an option that comes with built-in scalability. This is the process we recommend for the small sawmills that work with us:
l Choose the top areas you need monitored, either for security or for operational businesses.
l Install the first cameras there. We can
help you choose the right positioning so you get as much coverage as possible with a single camera.
l Add more cameras as you go or when the need arises.
This approach allows you to scale when your budget permits it. If you choose cheap, off-the-shelf cameras, you will have to scrap everything and start from scratch every time you want an upgrade.
With a rugged system, scalability is a breeze. You can even add a single camera per year and you’ll never have to throw away any of the old cameras. T P
Heidi Schmidt is the Global Sales Manager for Opticom Tech. Visit opticomtech.com
Comact Reveals Leadership Strategy
After more than 10 years of leadership and as part of a planned succession strategy, Comact President & CEO Alistair Cook will take on a new role to help prepare the next generation of Comact leadership and usher in a new era of growth for the company.
On November 1, Cook became Executive Chairman of Comact and Simon Potvin, who was president of the company’s Wood Processing unit, became President & CEO.
Also effective November 1, Comact appointed Travis McDonald as Executive Vice President, Strategy and Business Development.
Cook has been instrumental in driving growth and fostering a culture of innovation in pursuit of increasing aftermarket products and services to support Comact’s valued customer base.
“It has been one of the greatest honors of my career to lead Comact through a period of remarkable growth and innovation,” Cook says. “I am immensely proud of what our team has accomplished, and I have complete confidence that Simon is the right leader to guide Comact forward.”
Potvin joined Comact in 1990 as a mechanical engineer and held various roles of increasing responsibility throughout his career, most recently with his appointment as president of Wood Processing in 2021.
“I am honored by this appointment,” Potvin says. “We recently commemorated
our 100th anniversary as a company where we celebrated our history of customer commitment and innovation. I am excited to pursue our mission and help drive our company forward into its next 100 years.”
McDonald brings a unique blend of skills and experience, with more than 30 years of expertise in engineering and strategic capital investments within the wood processing industry. He has successfully led Comact’s Project Services teams since 2018, and has been instrumental in driving Comact’s growth and delivering some of the most productive sawmills in North America.
McDonald now oversees the development of new business opportunities and growth initiatives across all verticals of the sawmill business, while also expanding into new geographical markets. He continues to lead Comact’s Smith Sawmill Service, expanding its footprint in cutting tool solutions across North America, and guide CORE Integrators into new markets where Comact’s automation expertise can create significant value. Additionally, McDonald is responsible for building and maintaining key supplier relationships and fostering partnerships.
“Travis’s leadership, deep industry knowledge, and customer focus will play a vital role in driving Comact’s continued growth,” Potvin says. “His ability to build strategic partnerships and lead high-impact initiatives will help us strengthen our market position and deliver advanced, customer-centric solutions across all our business units.”
As part of this transition, the U.S. Project Services teams—including safety, engineering, construction, procurement and sales—will be integrated into their respective role teams to centralize functions, maximize efficiency, and ensure standardization.
Moelven Upgrades Edger Technology
USNR’s Catech-brand edgers are known for their high speed and accurate volume recovery. Now, with the addition of full-color vision, they will also be offered with value optimization. Several systems have found their way to the market and Millwide Insider has visited one of them, at Moelven Mjøsbruket in Norway.
The Swedish range of Catech edgers originates from the mid-seventies, when the first computerized edger optimizers were designed. Since then, Catech has been the leading brand in high-speed edg-
MACHINERYROW
ing and more than 600 systems have been installed. While European-style edgers traditionally have relied on geometric scanning and optimization for maximum volume, USNR’s North American operations have utilized vision scanning and value optimization since 2009, when the first system was installed in the U.S.
Marrying these two philosophies seemed like the natural next step. Catech XT edgers now feature double-sided vi-
sion scanning and value optimization. USNR’s BioLuma sensors, combined with a powerful optimization system, accurately detect a wide range of defects. In the short space between the scanner and infeed table, a decision is made based on the most valuable product possible. The powerful computers make sure that the optimization time does not slow down the process. The peak capacity of the Catech
GOING FOR A NEXT-GEN SAWMILL
Two Rivers Lumber seeks new sawmilling benchmark.
Two Rivers Lumber is implementing technologies from MiCROTEC and Peak North America in its new greenfield sawmill in Alexander City, Ala. that the participants anticipate will redefine traceability, sustainability, and maximize lumber recovery with unprecedented accuracy.
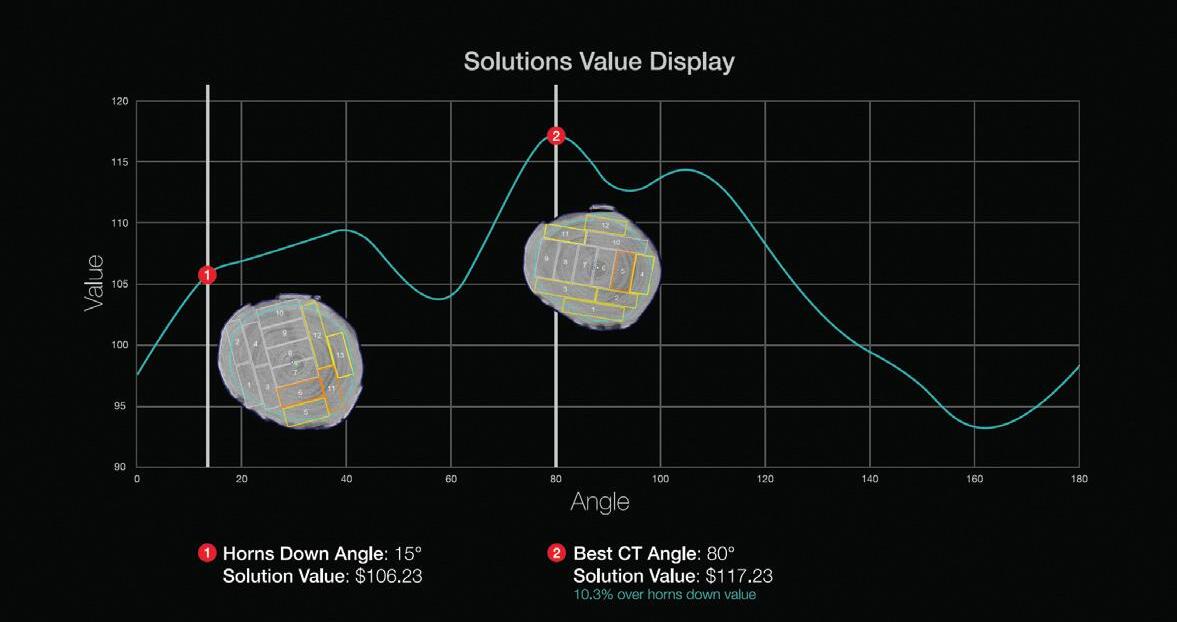
MiCROTEC’s CT Log is a scanning solution that optimizes each log’s cutting potential based on the internal quality of the log. Traditional sawmills are limited in their ability to rotate logs to their optimal cutting angle, typically confined to a small window around hornsdown orientation. Combined with the fact that they are only able to optimize lumber volume and not take internal quality into account, this limits the value that can be obtained from each log. In contrast, the CT Log system provides full 360° optimization based on the internal characteristics, positioning each log at its ideal angle for maximum grade yield. This level of precision not only enhances the end product’s value but ensures that each log’s highest-quality lumber is extracted based on its internal characteristics and grade.
Peak North America’s Real Performance Machinery (RPM) ProDog system enables this optimization to be executed with an advanced end-dogger, translating scanning insights into precise log positioning.
MiCROTEC’s Head of Sales, Norvin Laudon, highlighted this during a recent seminar with a practical example: “With a traditional horns-down cut at 15 degrees, lumber value reaches, in this example, $106. Using MiCROTEC’s CT Log to identify the highest value rotation to 80 degrees, which is 65 degrees away from horns-down, that same log yields $117—a 10% improvement over traditional methods.”
RPM’s ProDog, designed for precise rotational control, takes MiCROTEC’s optimization data and fine-tunes each log’s position for sawing. With the ProDog end-dogger, logs can be skewed
Solutions value graph
CT log gantry
and rotated precisely to any position requested by the optimizer.
Through the MiCROTEC Connect solution, all systems operate in sync, tracking each board back to its parent log and each processing step. MiCROTEC Connect’s fingerprinting technology links data across the mill, from log scanning to finished lumber, providing comprehensive transparency and traceability. This capability gives Two Rivers Lumber invaluable insights into its production pipeline, documenting each log’s characteristics and processing path in real-time.
Beyond mere tracking, this traceability improves quality control, allowing operators to identify and address value losses at any processing stage. It also enhances environmental sustainability by reducing waste.
With the CT Log and ProDog solutions, Two Rivers Lumber isn’t merely investing in innovation—it’s seeking to establish a new industry benchmark. By prioritizing high-grade, sustainable lumber processing, Two Rivers Lumber is paving the way for a smarter, more resilient lumber industry ready to thrive under any market conditions.
➤
edgers is still at 75 boards per minute. USNR’s BioLuma sensors have a laser profiling resolution of 8 mm (0.3 in.) and color vision camera resolution of 0.5 mm (0.02 in.).
The first European customer to order a Catech edger with vision scanning and value grading optimization was the Norwegian mill Moelven Mjösbruket. Moelven is Norway’s biggest wood processing corporation with mills in Norway and Sweden. The existing edger from Söderhamn Eriksson (now USNR) had been in service for 20 years but didn’t quite keep up with today’s demands for capacity and optimization. The goal for the new edger was to increase the capacity with an additional 20 boards per minute. At the time of the investment, USNR was launching the new optimizing technology for Catech edgers and Mjösbruket was given the opportunity to test the system over a period of six months. The Moelven corporation extensively tested the system and found that it was worthwhile to move forward with it.
Eighty percent of Mjösbruket’s production is exported. The lower grade boards with more wane edges are sold on the domestic market. For the international markets, it’s all square-edged products. Many are surprised that a spruce mill like Mjös-
MACHINERYROW
bruket would benefit from grade scanning, but Mjösbruket has proven differently. Sorting is done according to the Nordic sorting standard and the parameters in the optimization system are set up to align with those rules. Although the mill has different grading systems in the edger and the dry sorting line, the results work well together.
Mill Manager Sturla Vestrum is happy with the investment. The edger line is
now running at a continuous speed of just about 60 boards per minute, which was the main capacity target.
The mill never had as few sixth grade (the lowest quality) boards as it has today. Having transferred sawn volume from the lowest grade means that the overall value of the products from the mill has increased. Now having more precise tools, the mill can control the production and increase or decrease lower grade boards.
MACHINERYROW
IWT-Moldrup Reports On Northwest Projects
IWT-Moldrup recently announced two new projects in the Northwest U.S. Tech Woods USA from Ronan, Mont. is implementing a turnkey Moldrup-TMT plant for thermal modification; and Panhandle Forest Products with production sites in Montana and Idaho is investing in a large Moldrup treating plant that will cope with the new regulations for CCA treated timber that will come into force in 2025. After working with thermally modified timber for a number of years, Tech Woods tested and ultimately ordered a Moldrup-TMT plant and process that offers high quality thermal
modification of wood for gunstock, cladding and decking.
Capacity of the plant is 8,500 BF per charge and up to 2,500 MBT per year. Softwood species such as ponderosa pine and Douglas fir as well as hardwood species such as hard maple will be modified in the new plant. A wood burner will reduce possible CO2 emission from the plant operation combined with the low energy consumption of the MoldrupTMT system, which is reportedly only half the energy required for most other processes.
The plant has an emission control system to avoid gas from the process to escape to the environment as the gasses from the thermal modification are being burned as part of the closed loop process.
l The Moldrup treating plant at Panhandle Forest Products is a hands-off operation with no contact between the plant operator and freshly treated timber, including hold down clamps to prevent the wood from floating during the process and avoiding lashing of the timber. The
The capacity of the plant is more than 15,000 BF of roundwood per charge and is capable of handling poles up to 50 ft. in length. The main species to be treated are ponderosa pine and lodgepole pine.
IWT-Moldrup is based in Europe and Asia and represented in the U.S. by American Wood Technology (AWT).
IWT-Moldrup has manufactured and supplied more than 1,200 units during the past 40 years. Visit www.moldrup.com and www.americanwoodtechnology.com.
Kiln-Dried 4/4 Red and White Oak, Poplar, Ash and Cypress
KDS Windsor is offering a virtual tour of a recently completed installation of its continuous dry kiln designed to deliver an annual production of 150MMBF at a sawmill in Greenville, NC.
The CDK system incorporates KDS Windsor’s patented DrySpec and DryTrack technology, featuring a robust reverse flow double-track design, and integrating several phases—preheating, drying, cooling, equalizing, and conditioning—within a single extended chamber.
Advanced control and monitoring systems maintain precise moisture and temperature levels, ensuring consistent output and high-grade lumber quality.
The Matterport virtual tour of the installation, accessible at kdskilns.com/ virtual, features a user-friendly menu, allowing visitors to navigate to specific kiln components. Each area is enriched with tags, providing pictures, videos, and detailed text that highlight the kiln’s advanced features and functionality.
The installation also includes a 50MMBTU green sawdust gasification burner.
“Completing this project underscores our dedication to pioneering kiln technology. We are equally proud to offer a virtual tour, enabling others to experience our innovation firsthand,” comments Nick Miletich of KDS Windsor. Visit kdskilns.com.
MAINEVENTS
JANUARY
14-15—Missouri Forest Products Assn. winter meeting, Courtyard Marriott, Jefferson City, Mo. Call 573-634-3252; visit moforest.org.
26-30—Ligna: World Fair For The Forestry And Wood Industries, Hannover Exhibition Center, Hannover, Germany. Call +49 511 89-0; fax +49 511 89-32626; visit ligna.de.
21-24—2025 Assn. of Consulting Foresters National Conference, Eden Resort, Lancaster, Pa. Call 703-548-0990; visit acf-foresters.org.
JULY
19-22— Appalachian Hardwood Manufacturers Summer Conference, The Omni Homestead Resort, Hot Springs, Va. Call 336-885-8315; visit appalachianhardwood.org.
20-24—SLMA 2025 Annual Conference, The Ritz-Carlton, Amelia Island, Fla. Call 504-443-4464; visit slma.org.
22-25— AWFS Fair, Las Vegas Convention Center, Las Vegas, Nev. Call 224-563-3761; visit awfsfair.org.
25-26—Missouri Forest Products Assn. summer meeting, Chateau on the Lake, Branson, Mo. Call 573-634-3252; visit moforest.org.
Listings are submitted months in advance. Always verify dates and locations with contacts prior to making plans to attend.