




Solution of bearings heavy machining by CBN Inserts
www.halnn-group.com
Halnn Tools - Engineering Project Department
Wind power bearing processing characteristics
• Common materials for wind power bearings are 50Mn and 42CrMo. The hardness after quenching is above HRC50, and the machining allowance after heat treatment is 2-6mm. The material of the wind power bearing tested this time is 42CrMo4.
• Wind power bearings are difficult to machining after heat-treated. Grinding is often used as the final processing step. However, with the development of the modern Inserts industry, a CBN Inserts material that can be ground on the Turning—CBN has been developed Insert. The last processing step of this processing of wind power bearing processing uses Halnn BN-H200 instead of grinding processing, which not only improves the processing efficiency, but also reduces the processing cost.
• When machining the outer ring of a wind turbine bearing, intermittent cuts are formed due to oil holes in the moon groove of the outer ring raceway, and the machining allowance at the moon groove is higher than the machining allowance of the raceway and the inner hole flange Therefore, the machining performance of the CBN Inserts is more important.
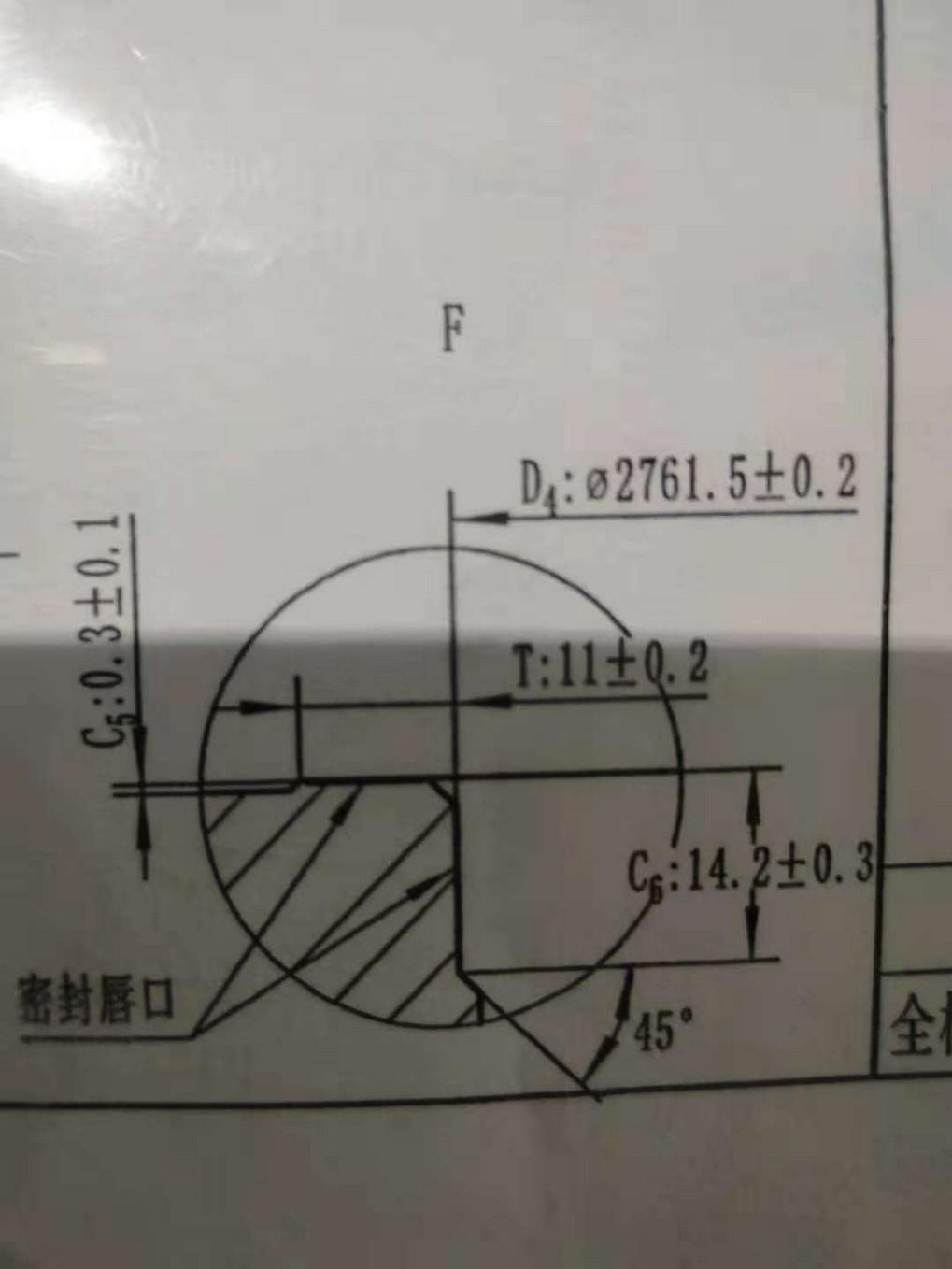
• For wind power bearings, the accuracy tolerance of the raceway radian is 0.08, and the surface roughness of the raceway is Ra0.4.
The Bearings process steps and Inserts usage details
Machining bearing outer ring
Roughing bearing rib
Finishing bearing rib
Use the last bearing finishing Raceway's inserts
Change new inserts
Roughing bearing raceway
Use the last bearing finishing bearing rib's inserts
Roughing bearing moon groove
Finishing bearing raceway
With the same inserts that Roughing raceway
Change new inserts
Finishing bearing moon groove
With the same inserts that Finishing raceway
Machining bearing inner ring
Introduction of working conditions before machining outer ring
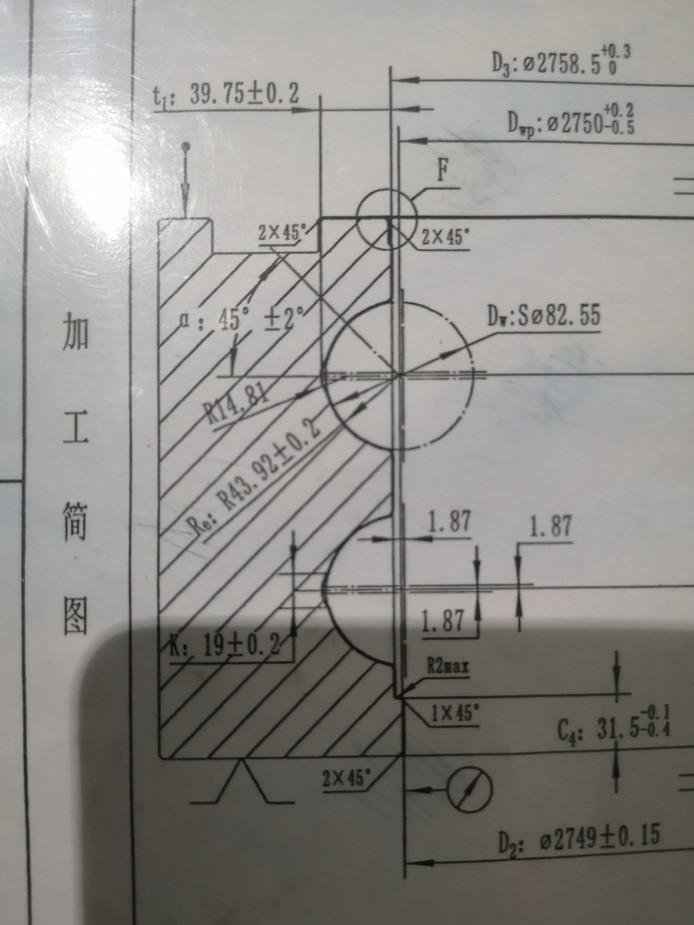
The main difficulties that the outer ring is more difficult to process than the inner ring are as follows:
·Several oil holes are evenly distributed in the moon-shaped groove for strong interrupted cutting. In addition, the lunar groove raceway has a large machining allowance, and the blade bears a large cutting force.
·From the perspective of the outer ring as a whole, the upper and lower ribs have stepped holes. Compared with the inner ring, the workpiece has a larger machining allowance and a longer processing circumference, and the cutting force of the blade is relatively increased.

BN-H200
Inner ring processing case
Parts : Rough finishing of inner ring ribs
Diameter : 2750mm
Material : 42CrMo4
Hardness : HRC58-63
Type : BN-H200 RNMN090300
Machining parameter : Vc=190m/min Fr=0.32mm/r
ap=0.6-0.7mm
The processing conditions of the raceway such as ribs
The cutting edge life of the Hualing tool tested and processed all meet the tool life standard. During the tool processing, the cutting is stable, the sound is normal, and the performance is stable. And the surface accuracy of the processed raceway can reach Ra0.4.

RNMN09030
Outer ring processing case
• Parts : Rough finishing of outer ring ribs
• Diameter : 2750mm
• Material : 42CrMo4
• Hardness : HRC58-63
• Type : BN-H200 RNMN090300
• Machining parameter : Vc=190m/min Fr=0.32mm/r
ap=1-1.5mm S=25r/min
The processing parameters are adjusted slightly according to the degree of wear of the blade.
For the machining of the outer ring, the machining allowance is larger than the machining allowance of the inner ring, and the maximum machining allowance can reach 3mm. The machining difficulty is greater than that of the inner ring, and there are several oil holes in the lunar groove of the raceway. For strong interrupted cutting, one cutting edge of the Valin blade can complete the entire roughing process. The performance is seen from the form of tool failure. Better than the original brand cbn tool.

BN-H200
RNGN PCBN Inserts

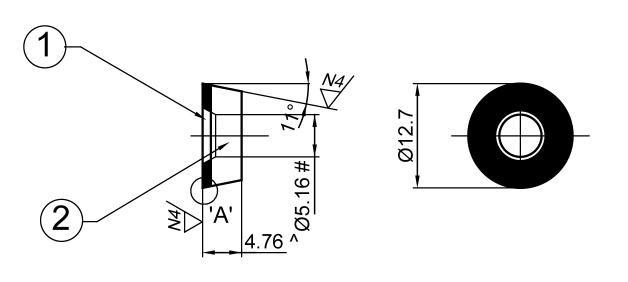
Select Inserts
Inserts
BN-H50 PCBN Inserts Can make coated.

,
BN-S200
RNMN 、 RCM X-Y 、 RCMNV Solid CBN
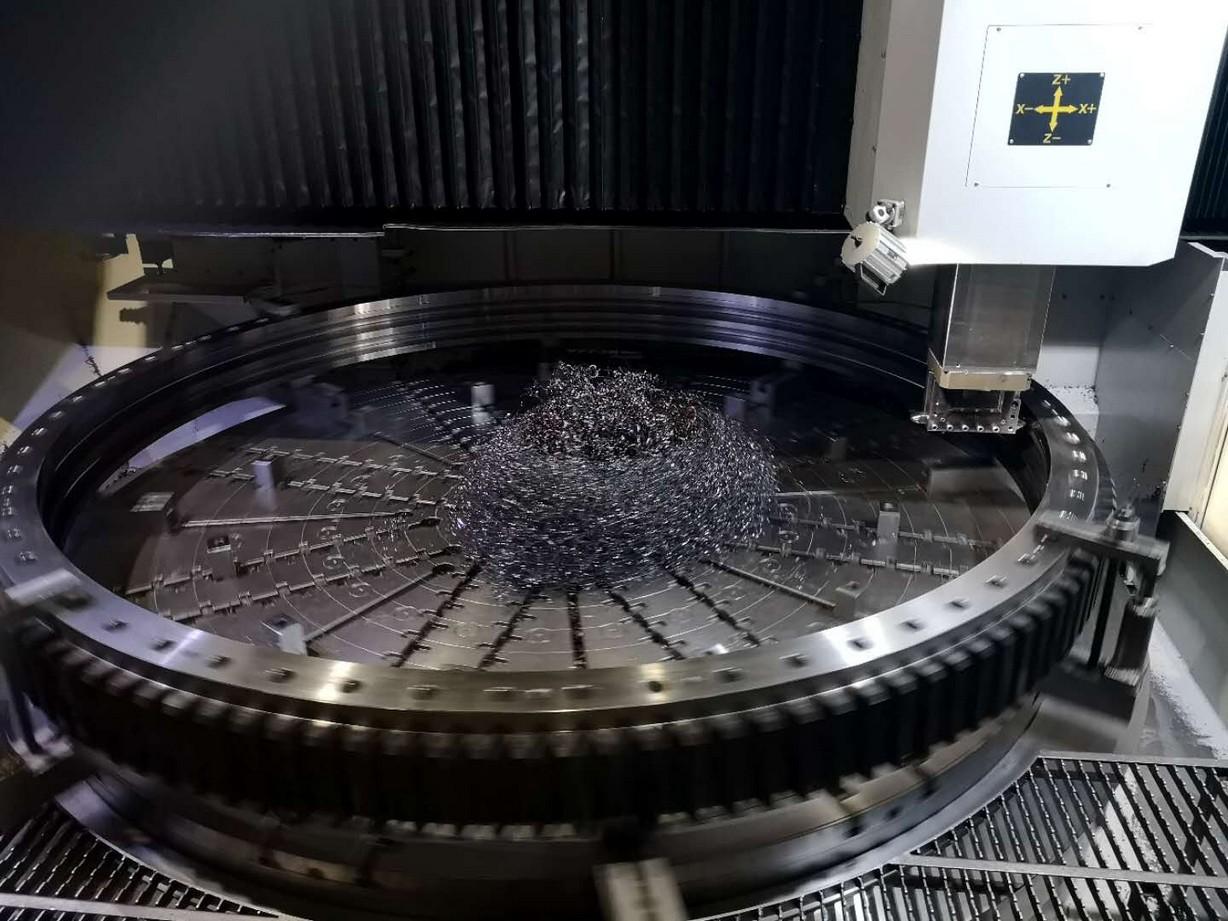
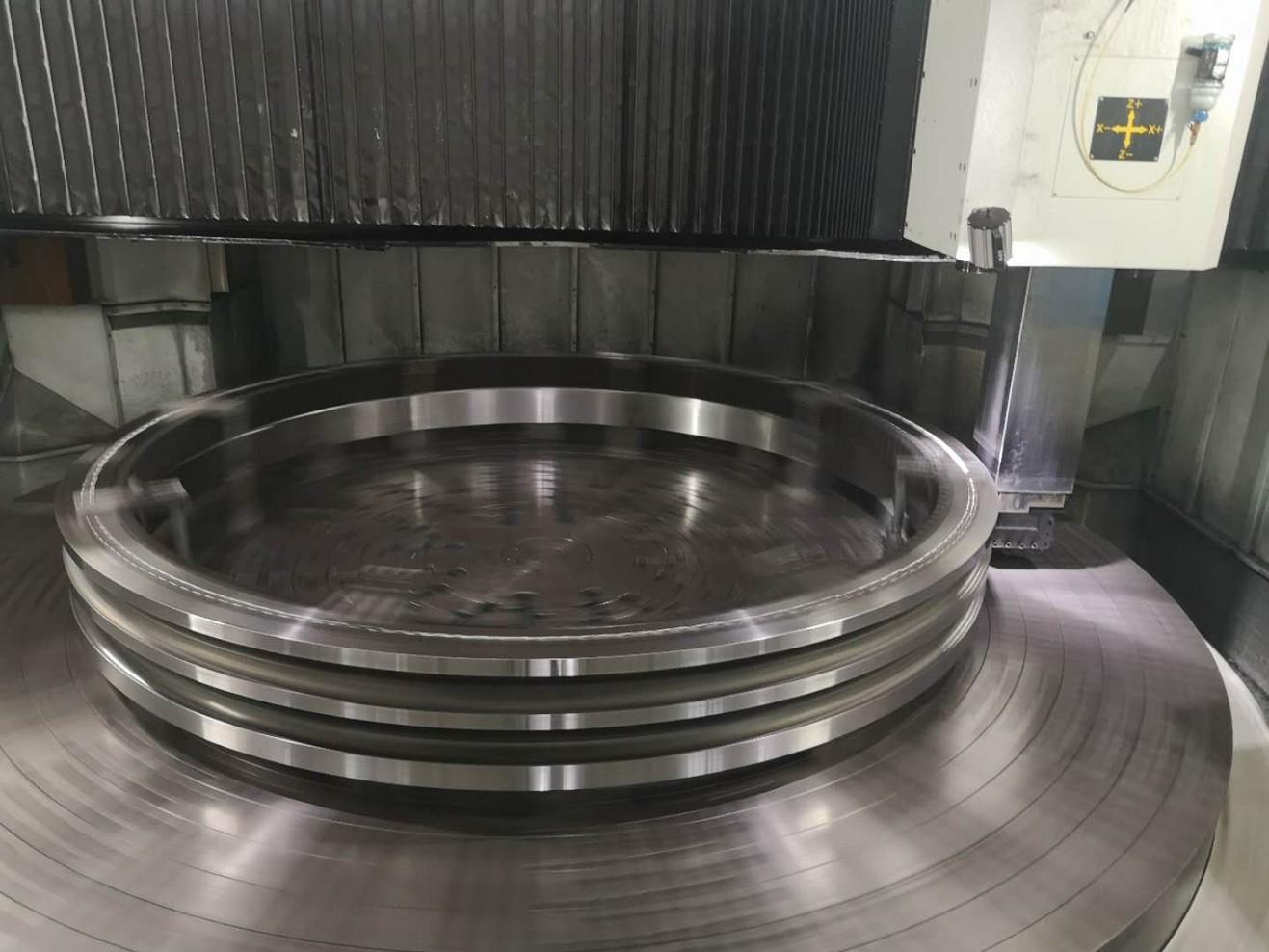
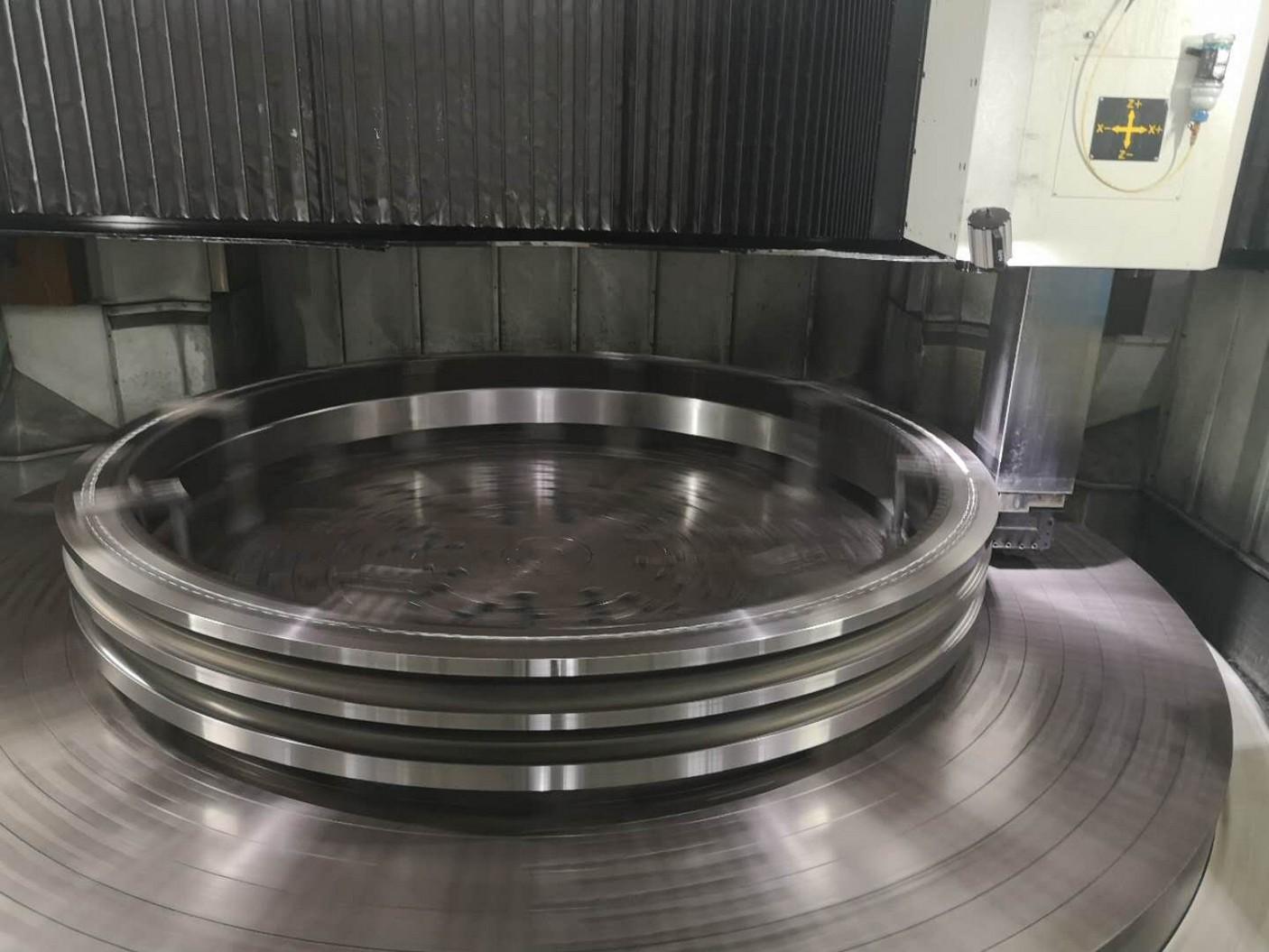
Wind power bearing machining workshop



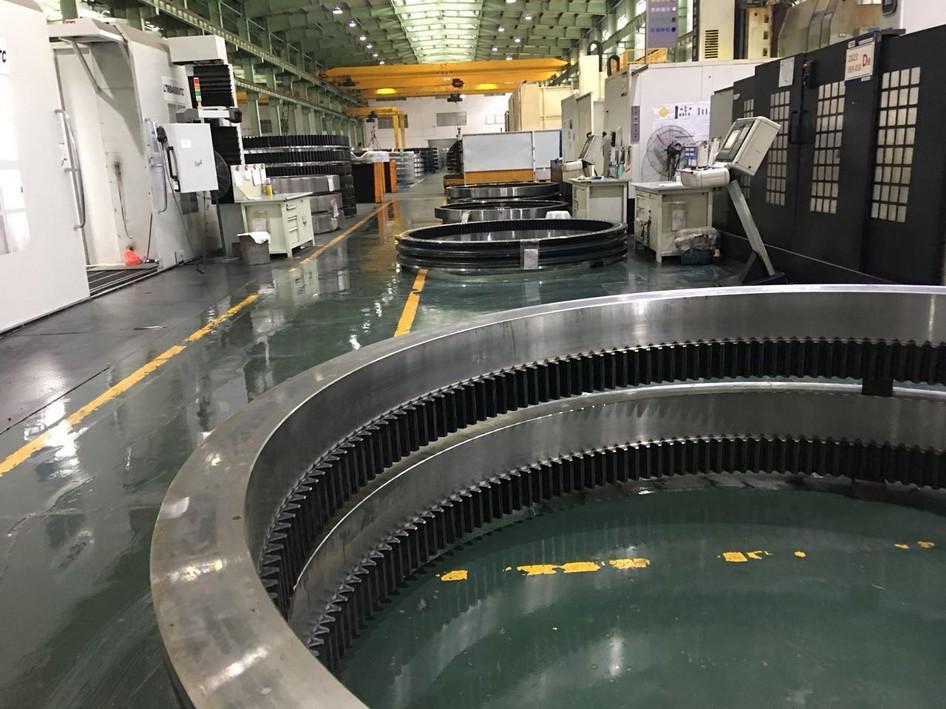


On-site trial installation pictures


About Halnn
Halnn Superhard, as the pioneer of superhard cutting tools in
China, make national Superhard Materials Key Laboratory and Henan University of Science and technology as technical support, have our own research center, focus on cbn cutting tools and high grade diamond tools for machining brittle and hard materials, have obvious advantages on most industries, such as turning instead of grinding, high hardness materials machining, heavy turning, high speed machining, ect. At the same time, we have launched a series of new cbn/pcd cutting tools and other material tools in 3C, aerospace and Nuclear energy military field, depending on the research center of Henan Superhard Materials Institute. Our customers have covered many countries and areas, including China Mainland, German, Italy, USA, Korea and other areas.
TNANKS

Halnn Tools



