
DifficultiesinturningRolls
andselectionofCBNtools、Rollsringnotchingtools
Therollsingmilliswidelyusedinthemetallurgicalindustry,andtherollsasthe mainworkingpartdeterminestheefficiencyandqualityoftherollsingmill,sothe selectionofcubicboronnitridetool(CBNtool)isveryimportantwhenturningthe rolls.Today,combinedwiththepracticalapplicationcase,wewilltalkaboutthe difficultiesofturningtherolls,aswellastheselectionofcubicboronnitridetool (CBNtool)andRollsringnotchinginserts

Atpresent,thecommonrollsare:HighNi-CrAlloyrolls,Chilledcastironrolls, forgedsteelcoldrolls,HighBoronSteelrolls,Profiledrolls,Threadedsteelrolls,wire rodHSSrolls,CastingHSSRollsandsoon.themainprocessingformsare: cylindricalwastelandturning,passturning,heavycutting,crescentgrooveprocessing, flatheadmilling,rollrepairandotherprocessingforms
ProblemsfacedbyturningRoller:
1、Heavyquality,heavyloadcuttingisdifficultTherollsrequiringturningare generallyoflargesizeandheavyqualitycomparedwithordinarycutting,theyhave thecharacteristicsoflargecuttingdepth,relativelylowcuttingspeedandrelatively slowfeedspeed.therefore,itsmachiningprocessisverydifferentfromtheordinary mechanicalcuttingprocess,whichliesinthedecreaseoftherigidityandstabilityof
图1RollsCommonCuttingTypesthemachinetoolSelectionofcuttingtools,installationofcuttingtools,selectionof cuttingparametersandclampingofworkpieces,etc.Amongthem,highhardness heavypartsarethemostdifficulttoprocess.
2、Largesizeandlongprocessingtime.Mostoftherollsthatneedturningare largerinsizeandtakealongtimetoprocess,sothetooliseasytowearoutbeforeit comestotheend,whichleadstoreworkandfrequenttoolchange,whichaffectsthe machiningefficiency
3、Afteraddingmaterial,thehardnessishigh,andthecuttingdifficultyis increased.Inordertoimprovethehardness,wearresistanceandthermalstrengthof therollandpreventtherollfromcracking,elementssuchasmolybdenum,manganese andchromiumwillbeaddedintherollproductionprocesstoformanalloylayeron therollsurfacetoprolongtheservicelifeoftherollthisalsoincreasesthecutting difficultyoftherolltoacertainextent
Defectsaredifficulttoavoidandtheprocessingconditionsarecomplex.Someof therollsthatneedturninghavedefectssuchassandentrapment,airholes,hardspots andsoon,andthemachiningconditionsarecomplex,whichleadstothephenomenon oftoolcollapseorevenknifestabbing
Atpresent,thecommontoolsinthemarketarecementedcarbidetools,ceramic toolsandcubicboronnitridetools(CBNtools).However,withtheimprovementof rollhardness,wearresistance,machiningefficiencyandmachiningprecision, traditionaltoolscannolongermeetthemachiningneedsofrollers.Althoughrookie cubicboronnitridetoolscanmeettheneedsofmachiningrolls,theyaredifferentdue todifferentproductionenterprisesandproductionprocessesTheperformanceof cubicboronnitridetools(CBNtools)isalsoslightlydifferent.Today,theauthorwill talkaboutthegradesandchoicesofcubicboronnitridetools(CBNtools)commonly usedinturningrollsaccordingtotheirownexperienceandrelatedcases.
、RoughmachiningHighNi-CrAlloyCastIronRolls
ForhighNi-Cralloycastironrollswithlargecuttingmargin,highhardnessand serioussandcoating,BN-K1cubicboronnitrideCBNtoolcanbeselected.The
relevantcaseparametersareasfollows:
Material:HighNi-CrCastIron, Hardness:HSD80
SelectedInsert:BN-K1
CuttingCondition:ap=9mm,Fr=05mm/r,Vc=25m/min

二、Finishturningforgedsteelcoldrolls
IfthecoldrollsofforgedsteelismachinedbyFinishturning,thecubicboron nitrideCBNtoolsofBN-S20gradecanbeselected.Comparedwiththealloytool,the efficiencycanbeincreasedby5xTherelevantcaseparametersareasfollows:
Material:Forgedsteelcoldrolls
Hardness:HRC60
SelectedInsert:BN-20
Semi-finishingchilledcastironrolls
Ifitisasemi-finishinginfinitelychilledcastironrolls,youcanalsochoose BN-K1cubicboronnitrideCBNtools,whichcanincreasetheefficiencyby2x comparedwithalloytoolsTherelevantcaseparametersareasfollows:


四、notchinginsertsformachiningcrescentgrooveofProfiledrolls
IftheProfiledrollsmillingcrescentgroove,accordingtotheactualneedsofthe enterprisecanchoosethecorrespondingPCDrotarymillingtools,whetheritisthe repairrollorthenewroll,PCDrotarymillingtoolscanbeused.

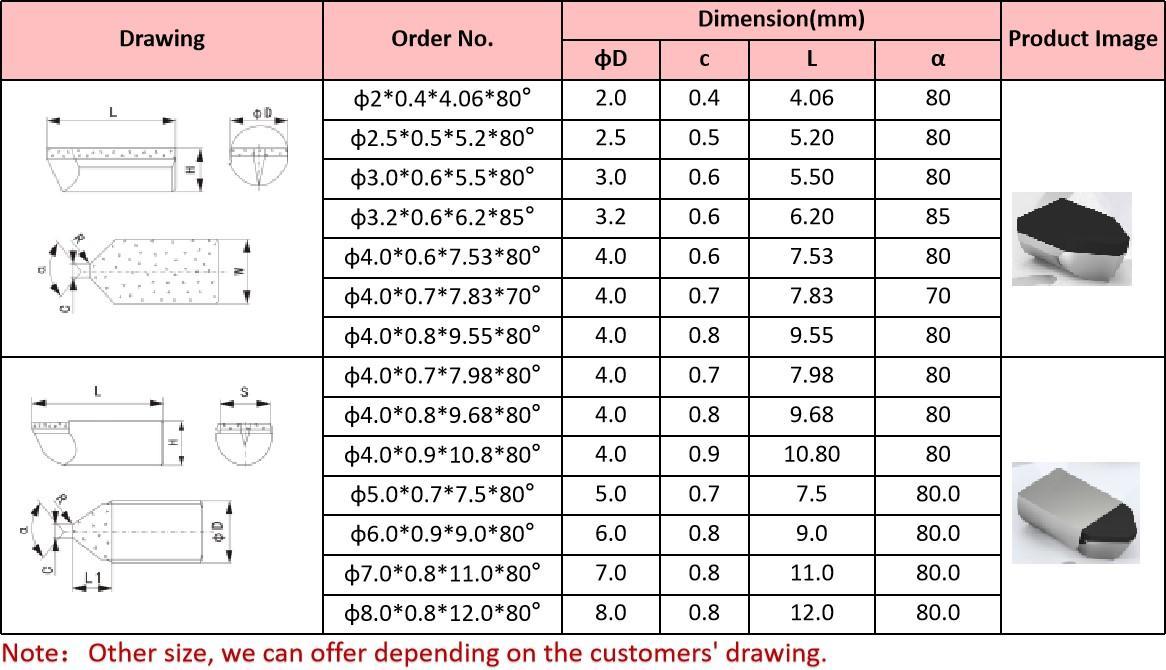
SpecificationofPCDNotchingtools:
 Diameter4mmandabovecanchoosebrazingstructurePCDrotarymillingtools (ribtools),diameterlessthan4mmcanchoosefullveneer.
Diameter4mmandabovecanchoosebrazingstructurePCDrotarymillingtools (ribtools),diameterlessthan4mmcanchoosefullveneer.
Amongthem,PCDrollrotarymillingtoolsandCVDRollsnotchingtoolscan alsobenon-standardcustomizedaccordingtotheactualneedsofenterprisesAt present,thecommonCVDRollsnotchingtoolsareasfollows:
Inaddition,BN-K1,BN-S20,BN-S300andothercubicboronnitrideCBNtools arealsousedtoprocesspassgroovesofhighboronsteelrolls,repairingThreaded steelrolls,RepairedHSSRollsandRepairedCastingHSSRolls.

Asforthespecificcubicboronnitridetool(CBNtool)selectionandmachining parameterswhenturningtherolls,theauthorhassortedoutthecorrespondingtable, whichcanbeusedasareference:

Allright,thesearetheauthor'sopinionsonthedifficultiesofturningrolls,the selectionofcubicboronnitridetools(CBNtools)whenturningrolls,andtherelevant cuttingparametersIfyoualsohavedifferentopinionsorviews,welcometoexchange anddiscusstogether
