ETALES & MAQUINAS M
Revista de maquinaria para la industria del metal
ENTREVISTA

Enric Giner, director de ABB
 Process Industries España
Process Industries España

SECTOR
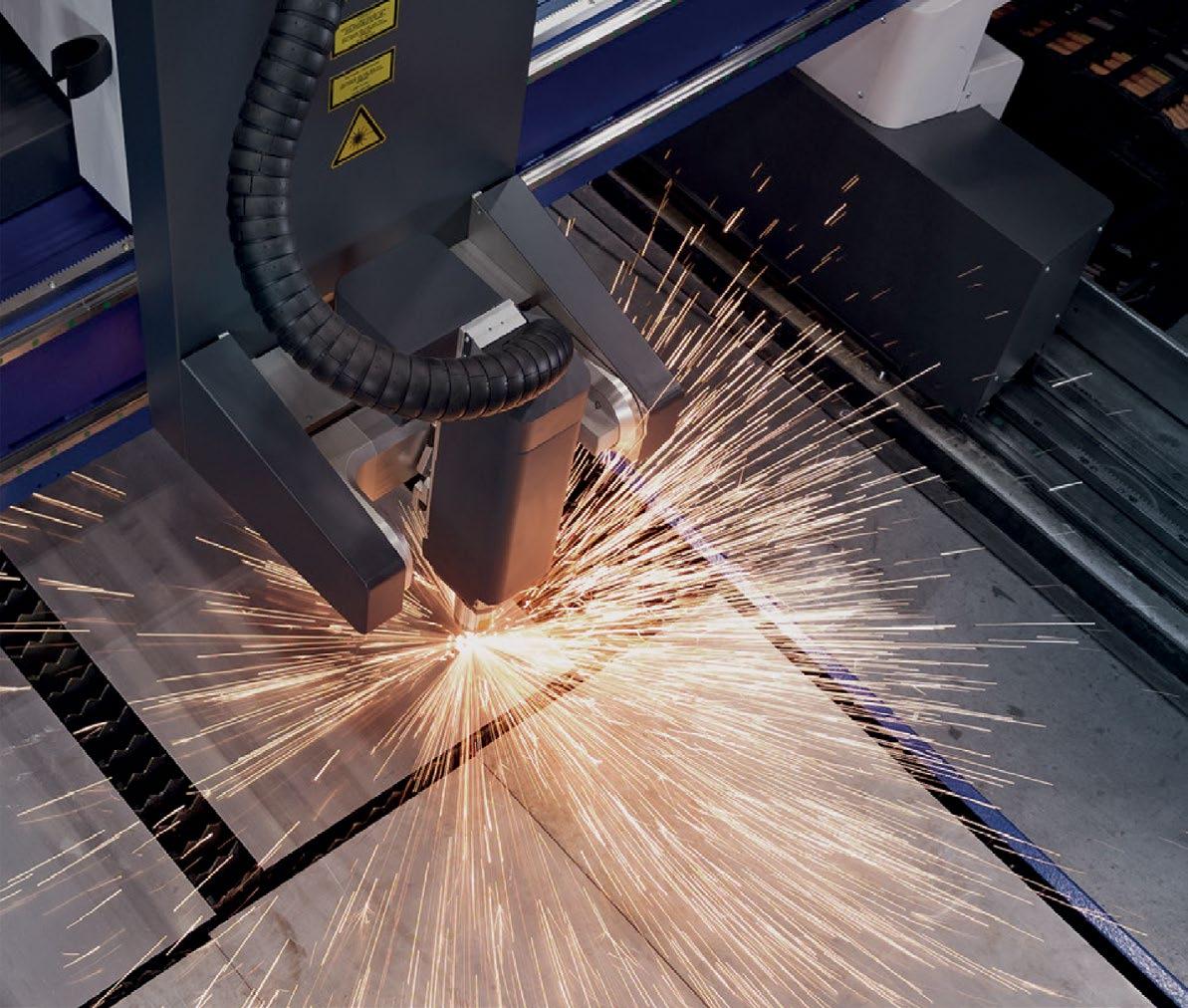
PRECISIÓN, VELOCIDAD Y FLEXIBILIDAD, PRINCIPALES CARACTERÍSTICAS DEL CORTE POR LÁSER
INDUSTRIA 4.0 Gemelo digital, definición, aplicaciones y beneficios
SECTOR Evolución tecnológica, la gran aliada de las herramientas de corte ante el desafío de los nuevos materiales
Nº 3 ABRIL/JUNIO 2023
INNOVACIÓN • DIGITALIZACIÓN • I+D • PRODUCTOS • MANTENIMIENTO • EMPRESAS • MERCADO • EVENTOS


INDUSTRIA 4.0 CONTENIDOS

CASO DE ÉXITO
EDITORIAL
06 Buenos augurios para la Máquina-Herramienta
OPINIÓN
07 Metaverso Industrial: convergencia de mundos, por Rocío Pérez, Pre-Sales Engineer en AVEVA y profesora de IoT en Mioti
ACTUALIDAD
12 DHL y Everstream identifican 5 riesgos críticos para la cadena de suministro en 2023
14 Las empresas industriales de amec resisten un año lleno de turbulencias y siguen creando empleo
ENCUENTROS
18 +INDUSTRY 2023, la mayor plataforma del país dedicada al Smart Manufacturing
23 Düsseldorf vuelve a ser el foco internacional de la industria metalúrgica y de fundición
SECTOR
33 Aplicaciones de control adaptativo en tiempo real para reducir los costes de herramientas en máquinas de corte de metales
36 Tras aumentar un 8,8 % en 2022, la Máquina-Herramienta arranca el primer trimestre con dinamismo
39 La producción de acero disminuye un 19% en España
INDUSTRIA 4.0
44 Aprenda a utilizar elastómeros conductores para la conexión eléctrica en conectores Mil-Aero


CASO DE ÉXITO
53 Cambiar la economía de la automatización con robots compactos y asequibles

56 ErgoMove 4000 de Blickle se encarga del transporte ergonómico y seguro de materiales largos
RECYCLING
60 TOMRA Recycling Sorting celebra la ampliación de su Centro de pruebas en Alemania
NOVEDADES
64 Nuevas
4 METALES Y MÁQUINAS
soluciones en el mercado
40. Gemelo digital, definición, aplicaciones y beneficios SECTOR
26. Precisión, velocidad y flexibilidad, principales características del corte por láser
30. Evolución tecnológica, la gran aliada de las herramientas de corte ante el desafío de los nuevos materiales
50. Más eficacia en el proceso de esmerilado de una empresa fabricante de bombas industriales
ENCUENTROS
20. AMT – Advanced Machine Tools cierra su primera edición en Barcelona rozando los 16.400 profesionales industriales


DESTACAMOS
ENTREVISTAS
DIRECTOR DE ABB PROCESS INDUSTRIES ESPAÑA


“El sector metalúrgico en España ha tomado clara consciencia de lo que significa el concepto de sostenibilidad”
16. Bridas de accionamiento neumático de Elesa+Ganter
PRESIDENTE FER
“El sector español del reciclado de metales goza de buena salud, si bien su contexto en los últimos meses no ha sido ajeno a los acontecimientos”
5 METALES Y MÁQUINAS MAYO 2023 / Nº 3
08. Enric Giner
58. Ion Olaeta
17. Yaskawa inaugura su nueva sede en la Península Ibérica
BUENOS AUGURIOS PARA LA MÁQUINA-HERRAMIENTA
El cierre definitivo de la facturación del sector de tecnologías avanzadas de fabricación y máquinas-herramienta del ejercicio 2022 ha confirmado lo adelantado en enero con las cifras provisionales, arrojando un crecimiento del 8,85% respecto a las cifras de 2021. Y es que, pese a la incertidumbre y las dificultades que han convertido el año en una auténtica carrera de obstáculos para la inversión en medios productivos, la buena captación de pedidos acumulada a lo largo de 2021 y 2022, ha permitido que el sector siga creciendo en facturación.
Unos resultados, además, que hacen atisbar un buen 2023: las buenas carteras de pedidos que tienen las empresas, y el buen arranque de año, hacen prever que la facturación del año 2023 crezca un 5%.
ACUMULADA HA PERMITIDO QUE EL SECTOR SIGA CRECIENDO EN FACTURACIÓN”
Al menos, así lo demuestran las palabras del director general de AFM Cluster, Xabier Ortueta: “No es sencillo hacer predicciones en este contexto tan convulso, pero somos moderadamente optimistas. Contamos con una robusta cartera, que nos ayudará a mantener niveles de actividad buenos a lo largo del año. Sostener la excelente captación de 2022 será complicado, y nuestros análisis de prospectiva apuntan a una ralentización durante al menos un semestre. En todo caso, se espera que el bache sea transitorio. La esperada estabilización de los indicadores económicos y las buenas perspectivas de la mayoría de los sectores estratégicos, en los que estamos bien posicionados, nos hacen pensar que la demanda se recuperará otra vez en 2024”.
Y con esos buenos augurios, el sector llegará a +INDUSTRY, la principal plataforma del país dedicada al Smart Manufacturing . El certamen reunirá una vez más a las principales novedades y avances en procesos de fabricación y suministros para la industria, digitalización y robótica, fabricación aditiva, equipamiento para procesos industriales y para el mantenimiento. En lo que llega esta importante cita, nosotros les proponemos que hagan tiempo leyendo este nuevo número de Metales&Máquinas donde las herramientas de corte, el corte por láser y los gemelos digitales son los grandes protagonistas. ¡Pasen y Lean!
https://bit.ly/MetalesTW
www.metalesymetalurgia.com
https://bit.ly/MetalesFB
https://bit.ly/MetalesIN
VERSYS EDICIONES TÉCNICAS S.L.
Invierno 17. 28850 Torrejón de Ardoz | 91 29 72 000 administracion@versysediciones.com
CEO: José Manuel Marcos Franco de Sarabia
DIRECTORA OPERACIONES: Esther Crespo
DIRECTOR DE EXPANSIÓN Y DESARROLLO
José Manuel Marcos de Juanes
DIRECTORA EDITORIAL: Mónica Alonso | monica.alonso@metalesymaquinas.com
REDACCIÓN: Patricia Gil | redaccion1@metalesymaquinas.com
DIRECTORA DE PUBLICIDAD: Mercedes Álvarez | mercedes.alvarez@metalesymaquinas.com | Tel.: 677504818
EJECUTIVOS DE CUENTAS: Víctor Bernabeu | vbernabeu@metalesymaquinas.com
Antonio Peñil | antonio.pijuan@metalesymaquinas.com
MAQUETACIÓN: Manuel Beviá
IMPRIME: Gama Color / DEPÓSITO LEGAL: M-8635-2023 / ISSN: 2989-7505 / ISSN (Intenet): 2989-7513
Copyrigth Versys Ediciones Técnicas S.L. La suscripción a esta publicación autoriza el uso exclusivo y personal de la misma por parte del suscriptor. Cualquier otra reproducción, distribución, comunicación pública o transformación de esta publicación sólo puede ser realizada con la autorización de sus titulares. En particular, la Editorial, a los efectos previstos en el art. 32.1 párrafo 2 del vigente TRLPI, se opone expresamente a que cualquier fragmento de esta obra sea utilizado para la realización de resúmenes de prensa, salvo que cuente con la autorización específica. Diríjase a CEDRO (Centro Español de Derechos Reprográficos) si necesita fotocopiar, escanear, distribuir o poner a disposición de otros usuarios algún fragmento de esta obra, o si quiere utilizarla para elaborar resúmenes de prensa (www.conlicencia. com; 917021970/932720447)
Las opiniones y conceptos vertidos en los artículos firmados lo son exclusivamente de sus autores, sin que la revista los comparta necesariamente.
6 METALES Y MÁQUINAS EDITORIAL
“PESE A LA INCERTIDUMBRE Y LAS DIFICULTADES, LA BUENA CAPTACIÓN DE PEDIDOS
Rocío Pérez
PRE-SALES ENGINEER EN AVEVA Y PROFESORA DE IOT EN MIOTI
METAVERSO INDUSTRIAL: CONVERGENCIA DE MUNDOS
El metaverso industrial es el tema de actualidad en la industria de la tecnología.
Ha llegado para quedarse y la industria ha hecho uso de la mayoría de los elementos que lo impulsan: la Realidad Virtual (VR), la Realidad Aumentada (AR) y la Inteligencia Artificial (AI).
Empecemos con la Realidad Virtual: se caracteriza por las simulaciones en tiempo real y las interacciones con entornos 3D, capacita a los ingenieros y gerentes de planta con soluciones para el diseño y evaluación de nuevas líneas de fabricación, para monitorizar y solucionar problemas remotos e incluso controlarlos a través de estas simulaciones. Esta experiencia inmersiva, el sentimiento de que un usuario de Realidad Virtual percibe el entorno digital como real, nos permite recorrer toda una línea de producción y aprender procesos específicos de la línea donde antes necesitábamos objetos físicos. Gracias a las simulaciones basadas en inteligencia artificial podemos evaluar el impacto de las decisiones antes de tomarlas, incluso cuando hay en juego distintos objetivos.
Añadido a este entorno, los dispositivos de Realidad Aumentada, como las tabletas o las gafas inteligentes, nos proyectan la información necesaria sin obstrucciones del mundo real, cuando se producen errores nos mandan instrucciones paso a paso y así proporcionan los trabajadores de primera línea, los que dependen de sus manos para reparar, mover o mantener objetos reales, procedimientos de mantenimiento más rápidos y flexibles.
Estamos viendo que la Realidad Aumentada promete un enorme potencial para facilitar las tareas manuales, lo que permite ahorrar tiempo, mejoras en la calidad y eficiencia de los problemas.
El Metaverso presenta su gran influencia en la situación de la industria y es considerado como la siguiente (r)evolución industrial ya que impulsa sinergias en tiempos de reacción o en la detección de errores, agrega valor al ayudar a disminuir el número de piezas defectuosas (gracias al ilimitado número de simulaciones que son posibles en el mundo virtual), reduce el tiempo de inactividad no programado y los costos de cumplimiento.
Pese a los grandes beneficios de implantación, como toda nueva tecnología tiene sus riesgos de adopción: Están los organizativos, como la aceptación y el conocimiento por la gerencia y empleados y, los asociados con la heterogeneidad del negocio.
Veamos en detalle dónde encontramos esta diversidad de elementos:
• Los nuevos proyectos involucran múltiples ubicaciones: las soluciones que planteamos deben permitir acceder a datos reales en cualquier lugar y en cualquier momento.
• En la operativa de cada una de las ubicaciones entran múltiples sistemas: de comisionado, de control, de mantenimiento y un largo etc...
• Por último, adicionalmente a los sistemas, los procesos de producción generan volúmenes inmensos de datos en tiempo real en cada uno de los sites que necesitan ser compartidos y comparados a nivel corporativo.
¿Por qué decimos, entonces, que el Metaverso Industrial fusiona las ventajas del mundo real con el mundo digital? Para empezar, es imprescindible solucionar las necesidades de homogeneización de la información para hacer del Metaverso la convergencia perfecta de diferentes mundos. El metaverso llega a todos los escenarios posibles, nos proporciona una representación virtual con facilidad de acceso a objetos físicos y nos dota de contexto y tiempo real de lo que estamos observando, ya sea superponiendo información de los equipos en entornos reales (con gafas aumentadas) o en entornos virtuales.
Con la contextualización de la información, independientemente de cuál sea la fuente de datos; ingeniería, de proveedores o información de los sites, conseguimos una presentación del ciclo de vida completo del proyecto. Así, el metaverso además de unir el mundo físico y el virtual, nos incluye todos los componentes que acabarán conformando el producto, desde el diseño hasta el final de la línea de montaje, ya sea la mecánica, el software o la electrónica, borrando de esta forma la barrera temporal entre diseño y fabricación.

AVEVA 7 METALES Y MÁQUINAS OPINIÓN
Entrevista
Enric Giner DIRECTOR DE ABB PROCESS INDUSTRIES ESPAÑA

Según Enric Giner, Director de ABB Process Industries España, “tenemos la suerte de contar con productores muy importantes con un alto nivel de implicación y apuesta por la economía circular, sostenibilidad, eficiencia energética, digitalización etc.”. Precisamente de descarbonización industrial, y todo lo que ésta conlleva en el entorno del metal, hablamos con Giner, prestando especial atención a las soluciones que ofrece ABB en este ámbito para aportar su granito de arena a esta importante cuestión. Y éste ha sido el resultado.
Mónica Alonso
El sector metalúrgico en España “está apostando por afrontar los retos que como sociedad en general tenemos por delante”, asegura Giner en el transcurso de esta entrevista.
Metales&Máquinas: Uno de los focos clave de la industria del metal es el tema de la descarbonización y la economía circular, en este sentido, ¿qué productos y servicios con impacto en materia de sostenibilidad ofrece ABB?
Enric Giner: Efectivamente, la descarbonización y la economía circular son dos aspectos fundamentales e interdependientes en el sector siderometalúrgico. Desde ABB tenemos como claro objetivo el ayudar a nuestros clientes a reducir las emisiones de carbono mediante la implementación de nuestras tecnologías, dirigidas a sectores que representan el 75% del consumo mundial de energía. Así, para el año 2030, nos hemos comprometido a:
• Ayudar a nuestros clientes a reducir sus emisiones anuales de CO2 en al menos 100 megatoneladas, lo que equivale a las emisiones anuales de 30 millones de coches de combustión.
• Lograr la neutralidad de carbono en nuestras propias operaciones.
• Ampliar nuestro impacto en la reducción de emisiones a toda la cadena de suministro, en colaboración con nuestros proveedores.
En ABB, integramos la circularidad en toda nuestra cadena de valor. Nuestras soluciones están diseñadas para reducir los residuos, aumentan el reciclaje y fomentan la reutilización. Ofrecemos una amplia gama de productos y servicios que ayudan a nuestros clientes a alcanzar sus objetivos y responsabilidades de sostenibilidad. Desde la aproximación pura de producto con toda la gama de motores de alta eficiencia (IE5) accionados por variadores de frecuencia para optimizar su punto de trabajo y aprovechamiento eficiente de la energía, hasta soluciones aplicadas en los hornos eléctricos como el agitador electromagnético (ArcSave), automatización de almacén de materias primas (Autonomous Stockyard), entre otros.
8 METALES Y MÁQUINAS ENTREVISTA
El sector metalúrgico en España ha tomado clara consciencia de lo que significa el concepto de sostenibilidad
Todas nuestras propuestas y soluciones están basadas en cumplir con los objetivos de recuperación de energía, reducción de energía, reemplazo/ sustitución de energía (descarbonización). Para finalizar, en el año 2040 se esperan cambios drásticos en la sociedad que obligarán a las empresas a adaptarse a nuevos estándares industriales, donde la industria del metal enfrenta una gran presión para transformarse desde una perspectiva ambiental, política y cultural, y esta presión continuará hasta que se tomen medidas importantes. Los desafíos incluyen la crisis de sostenibilidad, la rápida digitalización y el aprovechamiento del potencial de los datos, los cambios en las demandas de los consumidores y la atracción de nuevos talentos. Para abordar estos desafíos con éxito deberán realizar un cambio masivo en las operaciones y estrategias de la industria. La visión de ABB consiste en plantas y operaciones impulsadas por la tecnología y constantemente desarrollando soluciones ecológicas con la sociedad que las rodea.
M&M: ¿Nos puede comentar algún caso de éxito relacionado con este ámbito?
E.G.: Apuntamos un sistema de Optimización de Control de Hornos (FOCS, Furnace Optimization Control System) implementado en el horno de recalentamiento del tren de laminación en caliente de GSW Santander. La empresa decidió actualizar el antiguo controlador industrial ABB por otro de nueva generación y con un nuevo sistema FOCS de última generación para mejorar la calidad del proceso de calentamiento y reducir el consumo de energía. El proyecto se ha realizado en dos fases, en la primera se puso en marcha el nuevo sistema FOCS en comunicación con el antiguo controlador industrial, y en la segunda se sustituyó el antiguo controlador industrial por el nuevo de última generación. A pesar de los desafíos planteados debido a la situación de la Covid-19, gran parte de la puesta en servicio se realizó a distancia, aplicando con éxito la tecnología remota y gracias también a la excelente colaboración de GSW. Los principales resultados del proyecto han sido altamente satisfactorios, con una reducción significativa en el consumo de gas entre un 3% y un 5%. El nuevo sistema FOCS ha permitido una mayor previsibilidad del proceso de calentamiento, lo que ha mejorado la calidad del producto final. En resumen, la implementación del sistema FOCS ha sido una inversión estratégica en la mejora de la eficiencia energética y la calidad del producto, lo que ha permitido a GSW Santander mantener su posición como líder en el sector de la laminación en caliente.
M&M: Y en materia de digitalización, otro de los ejes centrales de la industria, ¿qué soluciones ofrece su compañía?
E.G.: En materia de Digitalización, las soluciones de ABB para la industria metalúrgica están impulsadas por la plataforma ABB Ability, que proporciona un conjunto integral de soluciones y servicios digitales diseñados para ayudar a los clientes a lograr sus objetivos. La plataforma brinda soluciones para cada etapa del proceso de producción que van desde el control de procesos avanzado APCs (Advanced Process Control), que lleva a cabo la optimización de diferente tipo de procesos que tiene como finalidad la mejora del OEE ( Overall Equipment Effectiveness ), y la eficiencia energética, la gestión de activos (Asset Management) basada en mantenimiento predictivo, el monitoreo y diagnóstico remotos y gestión de energía. También ofrecemos soluciones innovadoras como Smart Melshop, Connected Workforce. Al integrar estas soluciones en una sola plataforma, ABB puede ofrecer a los clientes una experiencia fluida e integrada que les ayuda a optimizar sus operaciones y lograr mejores resultados. Con ABB Ability, los clientes de la industria metalúrgica pueden alcanzar nuevos niveles de eficiencia, productividad, seguridad y sostenibilidad, impulsando la próxima generación de innovación industrial.
Además, nos enorgullece trabajar en colaboración con nuestros clientes, estamos siempre dispuestos a escuchar sus necesidades y desarrollar proyectos personalizados de manera conjunta. En definitiva, ABB se enfoca en ofrecer soluciones digitales de vanguardia, adaptadas a las necesidades específicas de cada uno de nuestros clientes.

ABB 9 METALES Y MÁQUINAS
En ABB, integramos la circularidad en toda nuestra cadena de valor. Nuestras soluciones están diseñadas para reducir los residuos, aumentan el reciclaje y fomentan la reutilización”
M&M: Yendo un paso más allá, ¿qué ofrecéis respecto a la optimización de procesos en la gestión de datos?
E.G.: Uno de nuestros principales retos, efectivamente, es la optimización de procesos, ya que supone enfrentarnos a múltiples factores como la variabilidad en el producto y las calidades, la gestión del rendimiento, la producción y los consumibles y la variabilidad entre turnos de operarios. Nuestro valor añadido está fundamentado en reducir la variabilidad de la calidad, maximizar el rendimiento y la rentabilidad de procesos complejos. Para lograrlo, nos basamos en la estandarización de la estrategia de optimización de procesos y en maximizar la rentabilidad ABB Ability Advanced Process Control. Para metales utiliza Model Predictive Control (MPC) de modelos multivariables, análisis y optimización del rendimiento. Crea gemelos digitales prediciendo el comportamiento a lo largo del tiempo utilizando datos de proceso. Actúa como un ‘piloto automático’, la solución impulsa el proceso hacia una operación más rentable a través de técnicas de modelado y optimización, lo que reduce la necesidad de que los operadores controlen y modifiquen continuamente los procesos durante todo el día. El soporte de acceso remoto y el seguimiento de KPI de ABB garantizan que los beneficios se mantengan durante el ciclo de vida de la planta. También ayudamos a nuestros clientes a avanzar sistemáticamente hacia procesos auto-optimizados mediante el uso de Inteligencia Artificial y aprendizaje automático, que predicen los parámetros óptimos en función de los materiales, mejorando la calidad y el rendimiento, al tiempo que reduce la energía y los consumibles.
M&M: Finalmente, ¿cómo afronta el sector y su compañía los cambios que se están produciendo en la cadena de suministros y en la demanda actual en la industria?

¿Cómo ve el futuro del sector metalúrgico en España?
E.G.: Volviendo a la cuestión inicial, tanto nosotros como nuestros clientes y proveedores, nos vemos en la obligación de acelerar al máximo la iniciativas, soluciones y acciones con el fin de cumplir con la apuesta europea del 2030. Pero no nos podemos quedar aquí. El cambio climático, la descarbonización y el asegurar una vida sostenible en el planeta, hacen que los grandes proyectos y mega tendencias ya definan vectores, estrategias y niveles de aspiración con fechas y datos medibles a 2050. En este sentido, el sector metalúrgico en España ha tomado clara consciencia de lo que significa el concepto de sostenibilidad, eficiencia energética, economía circular (siendo este sector claro pionero de éste), y está apostando por afrontar los retos que como sociedad en general, tenemos por delante. El acero verde es el concepto y la apuesta, ya no de futuro, sino de presente. El acero es un material fundamental en numerosos sectores (automoción, construcción, infraestructuras…).
Aterrizando la cuestión a España, tenemos la suerte de contar con productores muy importantes con un alto nivel de implicación y apuesta por la economía circular, sostenibilidad, eficiencia energética, digitalización etc. Siempre ofreciendo a sus clientes un nivel de calidad excelente, pero adaptando los sistemas productivos a las necesidades reales y urgentes que demanda el planeta.
ENTREVISTA 10 METALES Y MÁQUINAS
En materia de Digitalización, las soluciones de ABB para la industria metalúrgica están impulsadas por la plataforma ABB Ability”
Según Enric Giner, ABB ofrece una amplia gama de productos y servicios que ayudan a sus clientes a alcanzar sus objetivos y responsabilidades de sostenibilidad.
La escalada de precios y las paradas de la producción, principales amenazas
DHL y Everstream identifican 5 riesgos críticos para la cadena de suministro en 2023
Un acontecimiento aparentemente insignificante o aislado en las cadenas de suministro globales e interconectadas de hoy en día puede llegar a alterar toda una región o industria. Las crisis de 2022 pusieron de manifiesto precisamente esta nueva realidad que nos ha llevado a la necesidad de identificar los eventos potenciales con antelación y planificar en consecuencia.
Metales&Máquinas
En este contexto, DHL Supply Chain, filial del Grupo Deutsche Post DHL, y la compañía especializada en el análisis de riesgos de las cadenas de suministro globales Everstream Analytics, han trabajado conjuntamente para identificar los principales riesgos críticos en 2023 para la logística a escala global. Estos riesgos son:

1. Quiebra de pequeñas y medianas empresas: suele pasar desapercibida y sus repercusiones, probablemente, tienen efectos demasiado tarde, cuando ya no se puede adquirir un determinado componente que fabricaban, lo que puede provocar la interrupción -momentánea o definitiva- de la producción de otras compañías de mayor tamaño. El escaso crecimiento económico previsto para 2023 tendrá, muy posiblemente, un mayor impacto en las pequeñas y medianas empresas, y el cierre de muchas de ellas sin duda aumentará. Una forma de evitar este riesgo es la subcontratación múltiple.
2. Ciberataques: son cada vez más frecuentes en el mundo empresarial. Sólo entre 2021 y 2022, los ataques a infraestructuras mundiales se duplicaron y la mayoría de los expertos prevén que los delitos financieros online vuelvan a aumentar debido a la recesión económica. Según datos de Everstream, hay un 70% de posibilidades de que las cadenas de suministro se vean afectadas por este riesgo. Los ataques a proveedores secundarios pueden afectar igualmente a otras compañías, por lo que, para proteger la seguridad e integridad de su red, deben trabajar en equipo y estrechar relaciones con proveedores y prestadores de servicios capaces de protegerles de la ciberdelincuencia.
3. Infracciones en las prácticas ESG: las políticas y prácticas medioambientales, sociales y de gobierno corporativo (ESG) están bajo escrutinio y hay muchas posibilidades de encontrar infracciones en alguno de sus proveedores, especialmente en los sectores de la electrónica y el comercio minorista. Everstream evalúa este riesgo en un 75% y ha identificado alrededor de 200 proveedores secundarios sospechosos de tener vínculos con prácticas ESG cuestionables. Por ello, es fundamental aprovechar la inteligencia ESG, mantenerse al tanto de los problemas de cumplimiento y tomar medidas proactivas para descubrir vínculos indeseados con posibles infractores.
4. Incremento de precios : la actual escena geopolítica ha provocado una escalada de precios que ha afectado principalmente a los fabricantes europeos por las subidas del precio del gas y la energía. En 2022, el aumento de los costes de producción y las iniciativas gubernamentales para reducir el consumo de energía afectaron a las empresas que consumen este recurso. Además, el sector industrial es el que más ha sufrido, representando el 70% de las interrupciones de producción relacionadas con la energía en Europa. Everstream estima una probabilidad de exposición del 80%, especialmente para las empresas que se abastecen de metales, fertilizantes y vidrio en Europa y, es por este motivo, que el aprovisionamiento múltiple vuelve a ser una de las respuestas a este riesgo.
12 METALES Y MÁQUINAS ACTUALIDAD
INFORME DE MERCADO
Everstream estima en un 90% la probabilidad de retrasos y cancelaciones de pedidos este año debido a interrupciones en la producción.
5. Interrupciones de la producción: muchos fabricantes siguen luchando para hacer frente a las diferentes políticas frente a la Covid-19. En este sentido, Everstream estima en un 90% la probabilidad de retrasos y cancelaciones de pedidos este año debido a interrupciones en la producción. Para evitar este riesgo, es fundamental diseñar una estrategia de diversificación en 2023, con el objetivo de abastecerse en múltiples países o acelerar un enfoque existente.
Por último, destacar que el análisis del Big Data es también una forma de evitar estos riesgos potenciales. Es crucial recopilar datos de riesgos pasados, presentes y futuros e incorporar la inteligencia humana y artificial para predecir la exposición global al riesgo, su probabilidad, gravedad y relevancia. Con
DHL Supply Chain y Everstream Analytics han trabajado conjuntamente para identificar los principales riesgos críticos en 2023 para la logística a escala global.

este conocimiento, podemos evitar posibles interrupciones y reducir el riesgo para el cliente.

DHL
Las empresas industriales de amec resisten un año lleno de turbulencias y siguen creando empleo

Las empresas de amec han aumentado las exportaciones en 2022 en un 14,7% respecto a 2021, según refleja el informe anual Coyuntura 2022 y Perspectivas 2023 de amec, la comunidad de empresas industriales internacionalizadas. Pese a las turbulencias geopolíticas y el aumento de las dificultades en la actividad internacional, las empresas, lejos de replegarse en el mercado doméstico, volvieron a aumentar la propensión exportadora hasta el 57,7%. Una tendencia que seguirá, puesto que el 72% de las empresas esperan seguir incrementando sus exportaciones en 2023, y estiman que lo harán en un 10,9% en su conjunto. Casi nueve de cada diez empresas cerraron el pasado ejercicio con beneficios, y seis de cada diez aumentaron plantillas, un porcentaje superior al previsto el año anterior. Francia, Estados Unidos y Portugal mantuvieron sus posiciones como primeros mercados de destino en 2022. Alemania descendió un puesto más, mientras que México escaló dos posiciones hasta el séptimo puesto. En 2022, el peso de las exportaciones dirigidas a

la UE (48,3%) y el resto de Europa (9,6%) disminuyeron su representatividad respecto a 2021, mientras que EE.UU.-Canadá y América Latina incrementaron su peso relativo. El descenso de las exportaciones a Rusia explica en gran medida la pérdida de peso del Resto de Europa. En 2022, siete empresas establecieron ocho nuevas filiales. Un total de 150 empresas de amec cuentan con 637 implantaciones en el exterior. Para 2023, en el ranking de mercados de mayor interés entre las empresas repiten en las primeras posiciones Estados Unidos, Francia, México y Alemania. Por debajo de estos mercados, destaca el ascenso de Emiratos Árabes, que pasa del puesto 16º en 2022 al 9º en 2023, así como la aparición de Turquía en el Ranking, directa al puesto 6º. Asimismo, Reino Unido vuelve a aparecer en el Top 10. China se mantiene en el ranking, tras la incertidumbre generada durante 2022 debido a las medidas restrictivas para contener la pandemia. India aumenta posiciones para volver a situarse en un nivel similar al de 2021 y Canadá desciende tras aparecer por primera vez en el Top 10 del año anterior.
José
de Confemetal
En la Asamblea Electoral de la Confederación Española de Organizaciones Empresariales del Metal, Confemetal, celebrada en Madrid, José Miguel Guerrero ha renovado su mandato como presidente de la organización por un período de otros cuatro años, tras ser el único candidato en las elecciones de la Confederación. Guerrero sustituyó hace cinco años en la presidencia de la organización a Antonio Garamendi y confirmó su cargo en las elecciones celebradas un año después, en 2019, convirtiéndose en el cuarto presidente de la organización tras Carlos Pérez de Bricio, Javier Ferrer y el propio Garamendi. Guerrero se propone seguir reforzando en este nuevo periodo la presencia institucional y social de Confemetal en representación y defensa de los intereses de la Industria, el Comercio y los Servicios del Metal, y ser vector decisivo de desarrollo para el Sector del Metal, para su estabilidad y su competitividad. El presidente se ha propuesto nuevas exigencias en los ámbitos en los que se juega el futuro del sector: la formación, la investigación, el desarrollo y la innovación, la digitalización, la fiscalidad, la flexibilidad laboral, la racionalidad energética, la sostenibilidad, el desarrollo de las infraestructuras, la promoción exterior y el apoyo a la internacionalización, y, sobre
todo, la existencia de un marco legal estable y favorable para la actividad industrial decisiva para el conjunto de la Economía Española y el progreso social.
14 METALES Y MÁQUINAS ACTUALIDAD
Joan Tristany, director general de amec.
Miguel Guerrero renueva su mandato como presidente
Un momento de la Asamblea Electoral de la Confederación Española de Organizaciones Empresariales del Metal, Confemetal, celebrada en Madrid.
Aenor otorga la certificación sostenible a 9 fábricas de productos de acero
Aenor ha concedido la certificación Marca Aenor N Sostenible a 9 fábricas del sector de productos transformados de acero para armaduras de hormigón. Estas son Teinco (Ferralla), Celsa Steel Service Illescas (Ferralla), Celsa Steel Service Castellbisbal (Ferralla), Celsa Steel Service Dos Hermanas (Ferralla), Megamalla (Mallas electrosoldadas), SN Transformados (Productos de acero trefilados y mallas electrosoldadas), Aceros Para La Construcción (Productos de acero trefilados, mallas electrosoldadas y armaduras básicas), A.G. Ferro-Mallas (Productos de acero trefilados y mallas electrosoldadas), y Global Special Steel Products Tycsa (Alambres y cordones para hormigón pretensado).


Para ello, se ha evaluado la Sostenibilidad ESG, es decir, desde el ámbito ambiental, social y de gobernanza, desarrollados en el Código Estructural para este tipo de fabricantes. Asimismo, con la
certificación Marca Aenor N Sostenible se podrá comprobar la evolución de estas empresas, ya que año a año se va renovando y motiva a un esfuerzo de mejora continua. Yolanda Villaseñor, directora de Certificación de Producto de Aenor, ha afirmado: “La Marca Aenor N Sostenible contribuye a reforzar y potenciar la importante apuesta que viene realizando, desde hace más de 50 años, el sector siderúrgico en materia de sostenibilidad con la paulatina reducción de las emisiones de CO2 por tonelada de acero producida, un elemento esencial para lograr un entorno económico que se diferencie competitivamente a largo plazo”. Estas certificaciones se suman a la certificación Marca N Sostenible para 14 fábricas siderúrgicas concedidas en 2022 y refuerzan los compromisos de la industria del acero para construcción en el ámbito de la sostenibilidad.
ACTUALIDAD
Yolanda Villaseñor, directora de Certificación de Producto de Aenor, con representantes de las diferentes empresas del sector.
ELESA+GANTER
Durabilidad y precisión
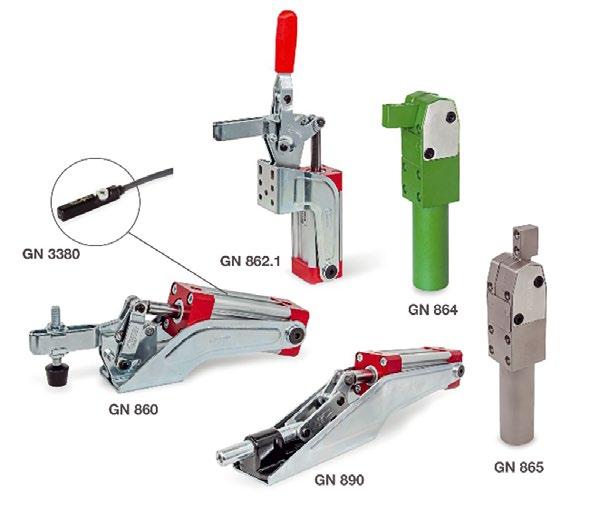
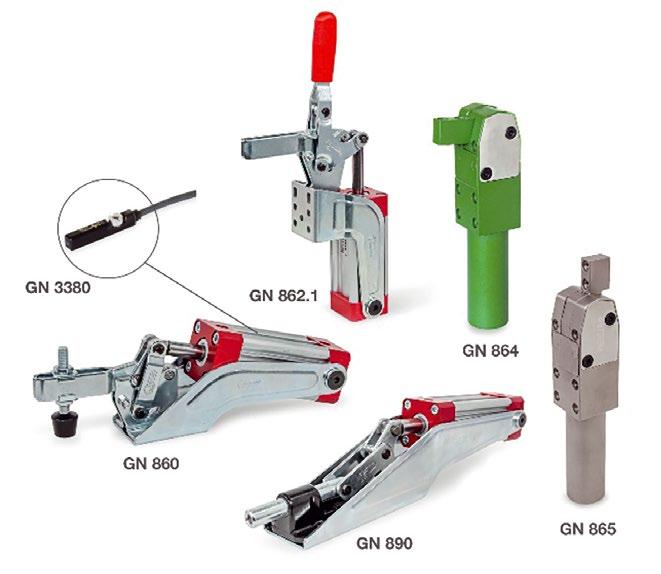
BRIDAS DE ACCIONAMIENTO NEUMÁTICO DE ELESA+GANTER
Elesa+Ganter revisa regularmente su gama de componentes estándar para implementar nuevas características técnicas y responder a los cambiantes requisitos de aplicación. En esta ocasión, las bridas de accionamiento neumático han sido objeto de varias actualizaciones destinadas principalmente a prolongar su vida útil.
Elesa+Ganter www.elesa-ganter.es
Las bridas de accionamiento neumático suelen utilizarse en la construcción de plantillas y constituyen importantes sistemas de fijación que llevan tiempo formando parte de la cartera de Elesa+Ganter. La familia de productos se ha actualizado recientemente con el objetivo principal de aumentar su vida útil y fiabilidad. La mejora más significativa afecta al cilindro neumático, que ahora funciona con un émbolo magnético y presenta ranuras en forma de T en el alojamiento. Gracias a esta ranura, resulta mucho más fácil acoplar sensores, mientras que el émbolo magnético permite una consulta más precisa de la posición actual mediante el nuevo y moderno sensor GN 3380, que reemplaza por completo los sensores anteriores. Naturalmente, también es posible instalar otro tipo de sensores en la ranura.
Las bridas de accionamiento neumático de la serie GN 860 ahora presentan casquillos endurecidos y rectificados, y pasadores templados que permiten reducir significativamente el desgaste. En las pruebas realizadas, no se observaron alteraciones significativas después de 250.000 ciclos. El refuerzo estructural del soporte en acero permite reducir las vibraciones que provocan desgaste durante el uso, lo que marca la diferencia incluso con cargas bajas. Y, por último, el nuevo regulador de caudal del cilindro permite un desplazamiento más fluido, lo que prolonga la vida útil del émbolo. Las nuevas bridas de accionamiento neumático están disponibles en versiones reconocidas y probadas para montaje horizontal (GN 860) y vertical (GN
Las bridas de accionamiento neumático de la serie GN 860 ahora presentan casquillos endurecidos y rectificados, y pasadores templados que permiten reducir significativamente el desgaste.
862). Además, para GN 862.1, Elesa+Ganter también ofrece una versión que permite un accionamiento manual. Para fuerzas de retención elevadas, como las que se requieren en la fabricación de carrocerías de automóviles o en las líneas de prensado o soldadura, Elesa+Ganter ofrece las bridas de sujeción neumática de la familia GN 864. Como parte de su estrategia de optimización, Elesa+Ganter ha realizado dos importantes mejoras en dicho producto. El cuerpo de las versio -
nes estándar ya no está ennegrecido, sino niquelado químicamente, lo que aumenta considerablemente la resistencia a la corrosión. El tipo FG está diseñado específicamente para plantillas de soldadura: el revestimiento antiadherente de fluoropolímero (PTFE) de color verde característico protege contra proyecciones de soldadura, una nueva característica útil que se suma a las cubiertas protectoras disponibles opcionalmente, lo que garantiza una larga vida útil incluso en entornos agresivos.
16 METALES Y MÁQUINAS DESTACAMOS
YASKAWA













Un enclave estratégico para el sector de la robótica y automatización industrial




YASKAWA INAUGURA SU NUEVA SEDE EN LA PENÍNSULA IBÉRICA
Las instalaciones, ubicadas en Viladecans, se inauguraron el jueves, 11 de mayo, en un acto presidido por Laurent Bodin, Managing Director de Yaskawa Ibérica.

Metales&Máquinas










Yaskawa Ibérica ha inaugurado su nueva sede en un acto institucional celebrado en las nuevas instalaciones de la compañía, ubicadas en la localidad de Viladecans, Barcelona. Las nuevas instalaciones permitirán a Yaskawa aumentar su capacidad de producción hasta triplicarla, logrando duplicar la cifra de negocio en cinco años hasta alcanzar los 30 millones de euros en 2027. Asimismo, también se crearán nue -

Yaskawa Ibérica ha inaugurado su nueva sede en un acto institucional celebrado en las nuevas instalaciones de la compañía, ubicadas en la localidad de Viladecans, Barcelona. En la imagen, un momento de la visita.

vos puestos de trabajo, pudiendo llegar a duplicar su plantilla actual. Un nuevo espacio que ha supuesto una inversión en el territorio de 3 millones de euros y la posibilidad triplicar su extensión respecto a la sede anterior. Además de la zona de producción, los más de 3.500 m2 también incluyen un Showroom y la Yaskawa Academy, centro donde se imparten formaciones específicas de producto
La chatarra no férrica, es una fuente rica en materias primas. Nuestros sistemas de clasificación de alto rendimiento separan eficazmente los metales valiosos y crean monofracciones de alta pureza. Incluso con flujos de materiales complejos, puede transformar los metales mezclados en beneficios. Vea cómo funciona
























DESTACAMOS
Convierta la chatarra en beneficios a largo plazo.
Sistemas de clasificación de alta precisión para aumentar los índices de recuperación de metales.
Bilbao acogerá del 6 al 8 de junio la celebración simultánea de Addit3d, Bedigital, Maintenance, Pumps&Valves y Subcontratación
+INDUSTRY 2023, LA MAYOR PLATAFORMA DEL PAÍS DEDICADA AL SMART MANUFACTURING

Bilbao Exhibition
Centre abrirá las puertas a la Industria 4.0 a principios del mes de junio con la celebración de +INDUSTRY
2023, la mayor plataforma del país dedicada al Smart Manufacturing. Hasta la fecha, más de 600 firmas expositoras y visitantes altamente especializados han confirmado su participación.
Metales&Máquinas
Durante tres días, la cita reunirá las principales novedades y avances en procesos de fabricación y suministros para la industria, digitalización, fabricación aditiva, equipamiento para procesos industriales y los últimos productos y tecnologías para el mantenimiento de activos. Será un escaparate de promoción completo que propiciará el aprovechamiento de las sinergias sectoriales gracias a la celebración simultánea de cinco ferias referentes en sus respectivas áreas: Addit3d, Bedigital, Maintenance, Pumps&Valves y Subcontratación, además del sector suministros y ferretería industrial. Empresas como JG Automotive, Alberdi Mekanizatu Lanak, KL-Katealegaia, EGA Master, Vicinay, Heico Fastener, Abbyy, Zuchetti, Cegid, Pixel Sistemas, Delteco, Maquinser, Pekos Group, Técnica de Fluidos, Mei Valvole, Bosch, Rosmiman y General Driver Motor ya han confirmado su participación en el área expositiva del certamen, que se posiciona como punto de encuentro estratégico para la industria avanzada.
Durante tres días, la cita reunirá las principales novedades y avances en procesos de fabricación y suministros para la industria, digitalización y fabricación aditiva, entre otros.
En respuesta a ello, profesionales de sectores como la aeronáutica, automoción, bienes de equipo, ferroviario, ingenierías, Máquina-Herramienta, naval, petroquímico, así como de canales de distribución como almacenes de suministros industriales, cooperativas ferreteras o grupos de compra visitarán durante tres jornadas los pabellones 1 y 3 de Bilbao Exhibition Centre. Entre otros, representantes de grandes firmas como Acciona, Aciturri, Airbus, Ampo, Arcelormittal, Arteche, Bridgstone, Caf, EDP, Gamesa, Gestamp, Henkel, Iberdrola, ITP Aero, Mercedes-Benz, Pepsico, Petronor, Renfe, Sidenor, Siemens, Solvay, Tubacex, Unilever y Volkswagen Group ya se han registrado para visitar la feria.
UN AMPLIO PROGRAMA DE ACTIVIDADES Y AGENDA PROPIA DE CONTENIDOS
Por otra parte, +INDUSTRY ha reforzado su perfil como espacio para los negocios y la transferencia de conocimiento gracias a un extenso programa de actividades que incluye demostraciones en directo, Innovation Workshops, encuentros B2B y de networking, así como conferencias. En éstas últimas tendrán
ENCUENTROS +INDUSTRY 18 METALES
Y MÁQUINAS
un protagonismo destacado los aspectos clave relacionados con las últimas estrategias de desarrollo en la industria avanzada: fabricación aditiva; digitalización y automatización de procesos; espacios de datos compartidos en industria / I.A.; ciberseguridad industrial; sostenibilidad en la gestión de activos y el papel del mantenimiento en la Green Economy; metaverso y gemelos digitales; robótica y mantenimiento; mantenimiento 5.0… Más de medio centenar de representantes de las empresas más punteras serán las y los encargados de compartir su conocimiento en las ponencias y trasladar su experiencia sobre casos prácticos de éxito en sus respectivos ámbitos. Además, este año destaca la celebración del XX Encuentro Europeo de la Subcontratación Industrial, uno de los mayores foros de entrevistas B2B concertadas del país. Cerca de un centenar de compradores internacionales (la mayor parte multinacionales con sede en Europa) y unas cuatrocientas empresas españolas subcontratistas enroladas en diferentes bloques sectoriales como subcontratación general,
WORKinn Talent Hub celebrará una nueva edición del 7 al 8 de junio en el marco de +INDUSTRY con el objetivo de crear un espacio integral de talento y dinámico que reúna a jóvenes, empresas e instituciones en torno a empleo, formación, capacidades de futuro, desarrollo profesional y la integración de la mujer en el ámbito industrial. La cita, que este año celebra su segunda edición y pretende convertirse en el Talent Hub de referencia, contará con diferentes áreas en las que se abordarán las distintas temáticas.
Además, en el marco de WORKinn Talent Hub, la tradicional feria de empleo WORKinn seguirá teniendo un importante protagonismo. Este encuentro entre empresas y profesionales del sector industrial está dirigido tanto a expertos/as en activo que buscan mejorar sus condiciones laborales, a aquellos que se encuentran en situación de desempleo y quieren regresar al mercado laboral, así como a alumnado de último curso académico o recién graduados/as en busca de su primer empleo.
ferroviario, defensa, energético, siderúrgico, técnicas médicas, electrodoméstico, automoción y petroquímica ya han confirmado su participación en la cita. Además, una de las jornadas del encuentro contará con la participación de compradores del sector aditivo e impresión 3D.
Como resultado de todas estas reuniones B2B concertadas se prevén cerca de mil reuniones de negocio. Está organizado por la Cambra de Barcelona, CamaraBilbao y Bilbao Exhibition Centre (BEC), en colaboración con el resto de las Cámaras de Comercio de España (Subcontex).

Hello visitors!
+INDUSTRY
Welcome to the world’s leading trade fair for production technology.
Regresará dentro de dos años a Barcelona como alternativa a la BIEMH de Bilbao
AMT – ADVANCED MACHINE TOOLS CIERRA SU PRIMERA EDICIÓN EN BARCELONA ROZANDO LOS 16.400
PROFESIONALES INDUSTRIALES
En su estreno, que contó con el Beneplácito de asistentes y expositores, presentó las últimas novedades en maquinaria de deformación y corte de chapa, arranque de viruta, componentes y accesorios, entre otros. Regresará a escena del 8 al 10 de abril de 2025.
M. Alonso
AMT – Advanced Machine Tools, el nuevo evento tecnológico para la industria metalúrgica que se celebró simultáneamente a Advanced Factories, cerró su primera edición en Barcelona habiendo recibido la visita de 16.399 profesionales industriales. Durante tres días, el recinto de Fira Barcelona – Gran Vía congregó a 187 firmas expositoras que presentaron sus últimas novedades en maquinaria de deformación y corte de chapa, arranque de viruta, componentes y accesorios. “Barcelona vuelve a recibir a la industria metalmecánica, un motor clave para nuestra economía, con la celebración de AMT – Advanced Machine Tools. Si existe una oportunidad para reindustrializar y conseguir una autonomía industrial en nuestro país, el legado que tenemos con el sector del metal debería ser una prioridad. Con este objetivo nace AMT – Advanced Machine Tools, para impulsar de nuevo la industria metalúrgica en nuestro país”, señaló Albert Planas, director general de AMT – Advanced Machine Tools.
El sector del mecanizado y la transformación metalmecánica en España está formado actualmente por más de 6.000 empresas que emplean 150.000 trabajadores, la mayoría de ellas pymes y micro pymes. Además, el sector se concentra principalmente en el País Vasco, Cataluña, Madrid, Andalucía y la Comunidad Valenciana, según datos de Aspromec, la Asociación de Profesionales para la Competitividad del Mecanizado. Sin embargo, el sector, como muchos otros, se enfrenta al reto del aumento de costes, que limita la competitividad de las empresas. Para ello, según Oriol Caballé, presidente de Aspromec, hay que impulsar la colaboración e innovación y solventar la falta de perfiles profesionales adecuados. Para Roberto Márquez, director de ingeniería y aplicaciones de Intermaher, “la máquina-herramienta es un sector muy conservador, pero no puede mantenerse al margen de la transformación. Las empresas deben implementar la digitalización y adoptar el uso de tecnologías como la robótica y la Inteligencia Artificial para mejorar la eficiencia y ganar competitividad”. En un escenario en el

ENCUENTROS AMT 20 METALES Y MÁQUINAS
El recinto de Fira Barcelona – Gran Vía congregó a 187 firmas expositoras.
que el impulso transformador de la Industria 4.0 sigue evolucionando para dar respuesta a nuevos retos de negocio en un entorno socioeconómico cambiante y con desafíos medioambientales, aparecen nuevas tendencias que transforman la industria manufacturera. Según Agustín Sáenz Fernández, director de mercado, estrategia y tecnología de Tecnalia, el impacto de la Inteligencia Artificial, los retos de sostenibilidad para fabricar sin emisiones, y la nueva situación geopolítica para que volvamos a producir localmente, son algunas de las tendencias
que marcarán el futuro del sector del mecanizado y la transformación metálica. “Ahora bien, la inversión en tecnología e innovación es un aspecto que se mantiene estable en los últimos años”, añadió.

ÚLTIMAS NOVEDADES
En este contexto de profunda transformación, es necesario impulsar la renovación de los equipos con máquina-herramienta de última generación. Es por ello que, durante tres días, firmas líderes como Amada, Cutlite Penta, Delteco, Egasca, Josep Muntal,
Maquinser, MECOS, Nogval, Rittal, Kluthe, Intermaher y Hexagon, entre muchas otras, mostraron sus últimas soluciones en maquinaria de corte, arranque, deformación, láser, perforación, fresado, estampación, prensa o pulido, así como los instrumentos, herramientas, accesorios y componentes más novedosos que están transformando la cadena de valor de la industria manufacturera.
TENDENCIAS Y TECNOLOGÍAS ACTUALES EN EL SECTOR DE LA MÁQUINA-HERRAMIENTA
Paralelamente, la nueva feria celebró también la primera edición del Metal Industry Congress, que abordó las tendencias actuales en el mercado de la transformación metálica y en el sector de la máquina-herramienta. El sector de la transformación metálica vive en permanente innovación, con la necesidad de adaptarse rápidamente a las constantes peticiones de productos de altas prestaciones, y a la cambiante geopolítica, que supone restricciones energéticas y de disponibilidad de materiales. Por ejmplo, Daniel Casellas, director científico de Eurecat, analizó los principales retos que afronta el sector de transformación metálica hacia su consolidación como industria resiliente y sostenible. Uno de los principales desafíos es la creación de procesos más sostenibles que permitan contribuir a la descarbonización de la industria. Concretamente, el acero es uno de los materiales con más reciclabilidad, utilizando chatarra de otros productos, tratándola y creando

ADVANCED MACHINE TOOLS 21 METALES Y MÁQUINAS
Expertos del sector abordaron en el Metal Industry Congress las tendencias en el mercado de transformación metálica.
En el stand de Rittal y Eplan, los visitantes pudieron conocer de primera mano las últimas tendencias y novedades en el sector de los armarios eléctricos y de control. Delteco no quiso perderse la cita.
nuevo acero. Sin embargo, el aluminio no permite ser refinado, “por lo que todavía hay que trabajar en esta etapa de recuperación”, señaló Casellas. Además, una de las tendencias en auge actualmente es el desarrollo de materiales para las baterías y los coches eléctricos. Un mercado en auge y con grandes oportunidades de negocio en los próximos años para el sector metal-me -
ADVANCED FACTORIES REÚNE A CERCA DE 35.000 PROFESIONALES


Advanced Factories y AMT – Advanced Machine Tools han cerrado sus puertas reuniendo a 34.827 profesionales, en la edición más multitudinaria de la historia de Advanced Factories. Durante tres días, profesionales industriales se dieron cita en el recinto de Fira Barcelona – Gran Vía para descubrir las últimas soluciones en automatización industrial, robótica, Inteligencia Artificial y máquina-herramienta de última generación que les ayudarán a mejorar la productividad y eficiencia de sus fábricas. Advanced Factories, que se celebró simultáneamente con AMT – Advanced Machine Tools, reunió a 537 firmas expositoras y 382 expertos, generando un impacto económico de 74 millones de euros para la ciudad de Barcelona. La séptima edición de Advanced Factories celebrada, como ya hemos expuesto anteriormente, junto con AMT – Advanced Machine Tools, mostró, en 35.000 metros cuadrados de innovación, las últimas novedades en sistemas de automatización industrial, robótica, fabricación aditiva, IA, gemelo digital, analítica de datos, ciberseguridad o sistemas integrados de producción, de la mano de firmas destacadas como Accenture, Beckhoff, Becolve Digital, Eurecat, HP, Inetum, Invelon, Schneider Electric, Mitsubishi Electric, Murrelektronik, Phoenix Contact, Bosch Rexroth, Siemens, Sothis, T-Systems, Tecnalia y Telefónica Tech, entre muchas otras. Advanced Factories volverá en su octava edición del 9 al 11 de abril de 2024 para seguir impulsando la automatización industrial y la robótica con el objetivo de ayudar a la reindustrialización, motor de nuestra economía.
tálico con la fabricación de componentes para automoción. Otro de los retos es reducir las roturas inesperadas en el conformado de chapa de alta resistencia para conseguir una fabricación cero defectos. “Gracias a la Inteligencia Artificial y otras capacidades de digitalización, podemos conseguir ver errores que tienen los materiales a la hora de tratarlos, aunque aparentemente estén bien y dentro de la zona de seguridad”, concluyó Casellas.
En este sentido, Diego Galar, Catedrático de Ingeniería de Operaciones y Mantenimiento de la Universidad de Luleå, hizó hincapié en la nueva forma de predecir los fallos y la salud de las máquinas en el futuro. “El Digital Twin ha sido la gran revolución, ya que permite realizar predicciones de fallos y también de Health Management”, destacó Galar. Gracias al Digital Twin 3.0, que combina modelos basados en datos con Inteligencia Artificial, podemos avanzarnos y obtener una mejor predicción de errores que hasta el momento no se conocían. Y esto se consigue gracias a compartir información de cómo funcionan diferentes máquinas y de sus posibles errores.
AMT – Advanced Machine Tools volverá dentro de dos años a Barcelona, del 8 al 10 de abril de 2025, como alternativa a la bienal de máquina-herramienta de Bilbao, y reunirá de nuevo a todos los profesionales de la industria del metal, tanto en mecanizado (matriceros, mecanizadores, decolectadores…), como de conformado (calderías, planchisterías…), y fabricantes de componentes en general para automoción, aeronáutica, bienes de equipo y de consumo.


ENCUENTROS AMT 22 METALES Y MÁQUINAS
Stand de Fanuc en AMT.
norelem también estuvo presente en el encuentro.
Josep Muntal también acudió a esta nueva feria en Fira de Barcelona.
Del 12 al 16 de junio, la ciudad alemana acogerá las ferias GIFA, METEC, THERMPROCESS y NEWCAST
DÜSSELDORF VUELVE A SER EL FOCO INTERNACIONAL DE LA INDUSTRIA METALÚRGICA Y DE FUNDICIÓN
Del 12 al 16 de junio, Düsseldorf se convertirá en cita ineludible para la industria internacional de metalurgia y fundición: las ferias internacionales de referencia en el sector, GIFA, METEC, THERMPROCESS y NEWCAST, que se celebran cada cuatro años y abarcan conjuntamente el espectro completo de tecnología de talleres de fundición, productos de fundición, metalurgia y tecnología de termoprocesos, están especialmente solicitadas este año en los sectores de consumo intensivo de energía, dado que los actuales desafíos están impulsando enormemente la digitalización en la tecnología metalúrgica, así como la búsqueda de soluciones sostenibles y con visión de futuro. Todas ellas conforman lo que la organización denomina como ‘Bright World of Metals’.
M. Alonso
Con motivo de esta cuádruple celebración, el director de los cuatro certámenes, Malte Seifert, visitó Madrid para dar más detalles a la prensa en un encuentro que tuvo lugar en el Centro Riojano. Estuvo acompañado por Till Schreiter, CEO y presidente de la empresa ABP Induction Systems. Seifert comentó que más de 2.000 expositores de más de 50 países recogerán tendencias globales y mostrarán en doce pabellones feriales la gama completa de tecnologías y productos

más actuales. Los temas de actualidad en el ‘Bright World of Metals’ son: descarbonización de la industria metalúrgica, ecoMetals, economía circular, digitalización, procesos de fabricación aditiva, así como electromovilidad y las estructuras ligeras en la construcción de automóviles.
“En vista del actual entorno del sector, en junio nos aguardan cuatro prometedoras ferias: GIFA, METEC, THERMPROCESS y NEWCAST. Con el objetivo de la UE de alcanzar la neutralidad climática en 2050,
23 METALES Y MÁQUINAS
ENCUENTROS Ferias
De izquierda a derecha, Till Schreiter, CEO y presidente de la empresa ABP Induction Systems; junto a Malte Seifert director de GIFA, METEC, THERMPROCESS y NEWCAST en Messe Düsseldorf GmbH.
la industria metalúrgica se enfrenta a esta candente cuestión y necesita más que nunca una plataforma de comunicación potente para el intercambio internacional. La retroalimentación que nos aportan los expositores muestra que el encuentro de junio en las cuatro ferias tecnológicas monográficas será un punto culminante absoluto. Junto a marcas punteras como Heinrich Wagner Sinto, Oskar Frech, Vesuvius en GIFA, Dihag Holding, Primemetals, SMS group (METEC), Heunisch, Kutes Metal, Thoni Alutec (NEWCAST) o, por ejemplo, Aichelin, Electrotherm y WS Wärmeprozesstechnik (THERMPROCESS), en Düsseldorf estará representada la práctica totalidad de empresas de renombre y abordarán la gran transformación aportando innovaciones e ideas pioneras”, explicó el director de GIFA, METEC, THERMPROCESS y NEWCAST en Messe Düsseldorf GmbH. Y añadió: “Adicionalmente, el alivio de las medidas restrictivas para los viajes en el espacio asiático ha dado nuevas alas a las solicitudes de expositores. De manera que este año los visitantes profesionales podrán disfrutar una vez más del habitual carácter internacional de las cuatro ferias monográficas”. Y es que ‘The Bright World of Metals’ hace honor a su nombre no sólo en relación con los expositores, sino también por lo que respecta a la estructura de visitantes: la experiencia indica que más de la mitad de ellos provendrá de otros continentes y de toda Europa. Por su parte, Till Schreiter, además de realizar una extensa presentación de ABP, quiso enumerar los retos que ocupan al sector en la actualidad. En ese sentido, habló, entre otros, de cambio energético, descarbonización y un aspecto al que prestó especial atención, el cambio demográfico. “El envejecimiento de las plantillas es un hecho, la sociedad en Europa y en China está envejeciendo, por lo que es muy importante encontrar mano de obra cualificada joven”, aseguró.
ORGANIZACIÓN CLARA DE LOS PABELLONES
En esta edición, y con el fin de mejorar la orientación, los pabellones estarán distribuidos por ferias monográficas y por ofertas centrales, por lo que ofrecerán una óptima y amplia visión de conjunto del mercado:
GIFA: FERIA DE REFERENCIA INTERNACIONAL EN TECNOLOGÍA DE TALLERES DE FUNDICIÓN


GIFA, la feria monográfica internacional más importante para la industria de talleres de fundición, cubre con su oferta todos los aspectos de las innovaciones pioneras. En junio, el público asistente a la feria podrá disfrutar de una variada oferta de máquinas para talleres de fundición, productos de fundición, máquinas-herramienta, tecnología de robótica, impresión 3D y muchas novedades más. En todo ello el cuidado del medio ambiente y de los recursos, así como la eficiencia energética, desempeñan un papel fundamental. Además, GIFA ofrece un amplio programa general con muestras especiales, ponencias, debates, presentaciones y eventos en los que se reunirán participantes del mundo entero. Alrededor de 900 expositores de todos los países productores más importantes se presentarán en los pabellones 10 a 13 y 15 a 17. Líderes del mercado mundial como ASK Chemicals (Alemania), FOSECO (Alemania), Heinrich Wagner Sinto (Alemania), Hüttenes Albertus (Alemania), Oskar Frech (Alemania), Kuka Deutschland GmbH o Loramendi S. Coop (España) ya se han inscrito. También se encontrarán a bordo grandes participaciones conjuntas de China e Italia.
NEWCAST: ALTO GRADO DE INTERNACIONALIZACIÓN
En la 6ª feria monográfica internacional para productos de fundición, que incluye el Foro Newcast, alrededor de 400 expositores exhibirán en los pabellones 13 y 14 el grado de globalización que ha alcanzado la producción de piezas de fundición. Temas como la sostenibilidad y la eficiencia energética también son un componente ineludible. Estarán presentes líderes del mercado como Gießerei Heunisch (Alemania), Eisenwerk Brühl (Alemania), Kutes Metal San. (Turquía), Thoni Alutec (Polonia) y Waupaca Foundry (Estados Unidos). También asistirán: Fritz Winter Eisengießerei GmbH & Co. KG, Gienanth Sales GmbH, Grohmann Aluworks GmbH & Co. KG, Grunewald GmbH & Co. KG, La Fonte Ardennaise S.A. y Siempelkamp Giesserei GmbH. Llama la atención también el gran número de participaciones conjuntas de China, India, Taiwán, Brasil, México y Turquía.
ENCUENTROS Ferias 24 METALES Y MÁQUINAS
METEC: UNDÉCIMA EDICIÓN EN LA SENDA DEL ÉXITO
• GIFA Pabellones 10-11: Fundición a presión y periferia
• GIFA Pabellón 12: Técnica de colada y rebosaderos, Química de talleres de fundición
• GIFA Pabellón 13: Fabricación aditiva, Muestra especial “Tecnología en la fundición”, Encuentro GIFA, Foro GIFA
• GIFA Pabellones 15-17: Fabricación de modelos, moldes y machos, Máquinas e instalaciones de talleres de fundición
• GIFA Pabellón 16: Robótica
• METEC Pabellón 1: Técnica de forja
• METEC Pabellones 1 + 4 + 5: Construcción de instalaciones
• METEC Pabellón 5: Componentes y proveedores
También la feria monográfica internacional de metalurgia, que incluye congresos, enlazará en su 11ª edición con el éxito alcanzado en 2019: más de 500 expositores de todo el mundo presentarán en los pabellones 1, 4 y 5 instalaciones para la fabricación de arrabio, acero o metales no férricos, o para la fundición o la conformación del acero, así como equipos y componentes para plantas siderúrgicas y de laminación o acerías. En METEC se exhibirán también piezas forjadas. La lista de expositores incluye, entre otros, a: Dihag Holding (Alemania), Inteco (Austria), Primetals Technologies Ltd. (Reino Unido), Vesuvius (Bélgica), SMS Group (Alemania), Tenova S.P.A. (Italia) y Sinosteel (China).
LOS GRANDES DEL SECTOR EN THERMPROCESS
Con cerca de un 60% de participación extranjera y alrededor de 300 expositores, la 13ª edición de THERMPROCESS se cuenta también entre las ferias de referencia internacionales más importantes, cita obligada para el sector.
Así lo refleja el estado actual de inscripciones, con muchos grandes del sector: Aichelin (Alemania), Ajax Tocco
Magnethermic GmbH (Alemania), ABP Induction Systems GmbH (Alemania), Electrotherm (Alemania), Honeywell Thermal Solutions – Elster GmbH (Alemania), Inductotherm Europe Ltd (Reino Unido), Otto Junker (Alemania), Seco/Warwick Europe (Polonia) y WS Wärmeprozesstechnik (Alemania) presentarán tendencias tecnológicas en torno a los hornos industriales, las instalaciones industriales de tratamiento térmico y los procedimientos térmicos para metales preciosos, metales duros, cerámica, acero y hierro, así como en el ámbito de los componentes y equipos o en materiales de producción y auxiliares. La fabricación de productos sin huella ecológica es una visión que el sector de termoprocesos y sus proveedores tendrán en cuenta en la feria monográfica.
• THERMPROCESS Pabellón 9: THERMPROCESS y Foro ecoMetals
• THERMPROCESS Pabellón 9: Muestra especial FOGI


• NEWCAST: Pabellones 13-14 con Foro NEWCAST (pabellón 13)
ECOMETALS: EL CAMINO AL FUTURO Desde 2011, un componente fijo del ‘Bright World of Metals’ y un punto culminante muy especial del cuarteto de ferias es la campaña ecoMetals de Messe Düsseldorf. Como iniciativa para una mayor sostenibilidad, hace referencia al recorrido ecológico de las industrias de talleres de fundición y de mecanizado de metales y promueve las empresas expositoras que invierten en tecnologías innovadoras, sostenibles y económicamente competitivas. Los asistentes a la feria reconocerán las innovaciones de enfoque medioambiental en los stands señalizados con el logo ecoMetals y en el portal online. En las cuatro ferias, GIFA, METEC, THERMPROCESS y NEWCAST, visitas guiadas gratuitas (las denominadas ecoMetals Trails) conducirán diariamente a los visitantes hasta los expositores seleccionados.
Con nuevas tecnologías, nuevos métodos para reducir y evitar la producción de CO 2 y la mayor utilización de energías renovables e hidrógeno en sustitución del carbón, ‘The Bright World of Metals’ se sitúa en la vía verde hacia un futuro de neutralidad climática. En el Foro ecoMetals, que tendrá lugar en el pabellón 9 los días 15 y 16 de junio, se debatirán los temas más importantes de la transformación en la industria del metal.
FERIAS 25 METALES Y MÁQUINAS ENCUENTROS
Esta tecnología utiliza energía térmica para separar piezas de chapa
PRECISIÓN, VELOCIDAD Y FLEXIBILIDAD, PRINCIPALES CARACTERÍSTICAS DEL CORTE POR LÁSER
El corte láser es un proceso de fabricación que emplea un haz de luz (o rayo láser) para cortar materiales con gran precisión. Este método se utiliza ampliamente en la industria metalúrgica debido a su capacidad para cortar materiales de diversos grosores y formas complejas, además de su rapidez y precisión en el corte. Así definen la función del corte por láser desde la compañía LaserBoost; y es que son numerosas las empresas que utilizan esta tecnología en auge y en continua innovación. Junto a LaserBoost, hablamos con otras de ellas en el siguiente reportaje.

Para realizar esta actividad, se emplea una energía térmica por la cual un rayo láser enfoca la luz en un punto de la superficie del material que se está cortando, elevando su temperatura hasta que se derrita o vaporice. Cuando el rayo láser penetra en la superficie, comienza el proceso de corte, dirigiendo el rayo láser a un punto específico de acuerdo con la geometría seleccionada hasta separar completamente el material. Al final de la operación de corte, realizada con equipos profesionales y de alta tecnología, se utilizan gases comprimidos (oxígeno, nitrógeno o dióxido de carbono) para extraer el material resultante. En Messer, aclaran que el corte por láser es un proceso de corte térmico mediante el cual el haz se enfoca en el material a través del orificio en la boquilla, esto calienta el material y lo funde mientras que el gas de corte, que fluye coaxialmente a través de la boquilla, elimina el material fundido. El corte por láser es conocido por su alta precisión. De esta manera, la empresa diferencia entre tres tipos de corte por láser:
1. Corte por sublimación: El rayo láser lleva el material a su punto de vaporación (sublimación). Un gas de corte inerte como el nitrógeno obliga al material fundido a salir durante el corte. Los materiales típicos para este tipo de corte son madera, plástico y metales finos.
SECTOR Corte por láser 26 METALES Y MÁQUINAS
Patricia Gil
Principalmente, el corte por láser se clasifica en dos procesos, el láser de CO2 y el láser de fibra, éstos son los tipos de láseres más extendidos a nivel industrial.
2. Corte por llama o corte por oxígeno: Este proceso se caracteriza porque el material se calienta hasta el proceso de ignición. El oxígeno se emplea como gas de corte, de modo que el material se quema y forma un óxido que se derrite a través de la energía adicional de la combustión. El material típico para este tipo de corte es, por ejemplo, el acero de baja aleación (acero dulce).
3. Corte por fusión: El material se funde directamente con el rayo láser. Al igual que con el corte por sublimación, aquí también se usa un gas inerte, generalmente nitrógeno, para forzar el material fundido fuera del corte. Este proceso se usa típicamente para aceros aleados (acero inoxidable). Todos los procesos tienen en común que el ancho de corte (ancho de sangría) es muy pequeño en comparación con otros procesos de corte térmico. Así, el material fundido es mínimo y la energía del láser se usa de manera más eficiente. La entrada de calor en el material es, por lo tanto, relativamente baja, de modo que incluso las geometrías pequeñas se pueden cortar. Además, el filo es relativamente recto, lo que da una precisión muy alta de los componentes en el proceso de corte. Esto significa que el corte por láser se utiliza en las áreas más diversas, específicamente donde se requiere una alta precisión para la geometría de la pieza y el borde de corte. El rango para láminas de acero es hasta un espesor de material de 20 mm y en ciertas circunstancias hasta 25 mm. Principalmente, el corte por láser se clasifica en dos procesos, el láser de CO2 y el láser de fibra, éstos son los tipos de láseres más extendidos a nivel industrial. El proceso de este tipo de corte tiene sentido cuando se realiza para aplicaciones especiales. Para obtener incluso más flexibilidad, el corte por láser también se puede combinar con otros procesos de corte como por ejemplo el corte por plasma.
Entre las principales ventajas de esta técnica, Jorge Torres Artime, responsable del departamento de marketing de Oxiplant, establece:
• Elevada precisión de corte.
• Corte de orificios muy pequeños.
• El servicio de corte láser ofrece amplias posibilidades de automatización.
• Durante el proceso de corte del metal, el láser apenas genera calor, por lo que las piezas no se deforman.
• Gran velocidad de corte láser en piezas de pequeño espesor.
• Permite cortar perfiles de tubo por láser. Por otro lado, Joan García Pubill, CTO &
Founder de LaserBoost, afirma: “Las principales ventajas del corte por láser frente a otras tecnologías de corte incluyen su precisión, velocidad y flexibilidad. El láser puede cortar materiales con una precisión de hasta ±0,1 mm en el caso de máquinas industriales, lo que significa que se pueden crear piezas muy detalladas y complejas con una alta calidad de corte. Además, el corte por láser es muy rápido y puede producir piezas en grandes cantidades. También es muy flexible, lo que significa que se puede utilizar para cortar una amplia variedad de materiales y espesores. Nosotros trabajamos con acero, aluminio, latón y cobre, con un rango de 0,5 mm hasta 8 mm de espesor”. En línea con lo anterior, Olaia Gilabert, responsable del departamento de marketing de Messer, señala que entre las principales ventajas que ofrece la tecnología de corte por láser encontramos la adecuación para cualquier tipo de material, además con el corte por láser no es necesario ningún tipo de procesamiento posterior gracias a su alta precisión.


Nosotros trabajamos con acero, aluminio, latón y cobre, con un rango de 0,5 mm hasta 8 mm de espesor”
Joan García Pubill, CTO & Founder de LaserBoost
APLICACIONES EN LA INDUSTRIA METALÚRGICA
El corte láser es una técnica muy utilizada en la industria metalúrgica debido a sus numerosas aplicaciones. Para LaserBoost las principales son:
Corte por láser 27 METALES Y MÁQUINAS
El láser puede cortar materiales con una precisión de hasta ±0,1 mm en el caso de máquinas industriales, lo que significa que se pueden crear piezas muy detalladas y complejas con una alta calidad de corte.
• Fabricación de piezas de precisión: El corte láser permite cortar metales con gran precisión y rapidez, lo que lo convierte en un método ideal para la fabricación de piezas de precisión.

• Producción de prototipos: El corte láser también se utiliza para producir prototipos de piezas metálicas antes de pasar a la producción en masa.
• Fabricación de componentes de maquinaria: La técnica del corte láser se utiliza en la fabricación de componentes de maquinaria, como piezas para motores y sistemas de transmisión, es un proceso capaz de trabajar en grandes grosores sin perder precisión.
• Fabricación de productos de metal decorativos: La capacidad del corte láser para cortar metales con formas y diseños complejos lo convierte en una técnica ideal para la fabricación de productos de metal decorativos, como piezas de arte y joyas. En resumen, el corte láser se ha convertido en una técnica indispensable en la industria metalúrgica gracias a su versatilidad, precisión y rapidez.
La precisión y la velocidad son también dos puntos claves del corte por láser en la industria metalúrgica para Oxiplant. “Industrias como la militar, naval, energías renovables, obra civil y fabricación de máquinas entre otras, presentan gran demanda de este tipo de corte”, señalan desde la compañía. La industria automovilística se encuentra entre las principales aplicaciones del corte láser, según indican desde Messer. Sin embargo, debido a la reducción en los costes de inversión inicial, los costes de mantenimiento y producción, y debido a los nuevos
sistemas de láser de fibra, hoy en día el corte por láser puede enfocarse a cualquier tipo de aplicación en la industria metalúrgica.
EVOLUCIÓN DEL SECTOR
“En la actualidad, los sistemas de corte por láser son ampliamente utilizados en diversas industrias, sin importar el grosor de la placa de metal con la que trabajan. Estos sistemas están revolucionando la forma en que se diseñan y producen grandes cantidades de artículos, herramientas y materiales. Aunque la mayoría de estas máquinas cortan superficies planas de manera horizontal, ya existen máquinas capaces de operar en superficies en tres dimensiones, en Oxiplant contamos con una de estas máquinas láser para cortar tubos y perfiles”, indica Jorge Torres Artimes, responsable del departamento de marketing de Oxiplant.
Asimismo, “las empresas fabricantes se han enfocado en desarrollar tecnologías que mejoren la productividad y reduzcan el costo de producción, buscando soluciones que optimicen el rendimiento y disminuyan los costos tanto de mano de obra, como los costes operativos. Algunos fabricantes consideran que un desafío importante en el desarrollo de la tecnología de corte por

láser es la capacidad de gestionar equipos que se adapten a las necesidades de corte de lotes pequeños y medianos, mientras que otros buscan maximizar la potencia de los láseres de fibra para ofrecer al mercado equipos capaces de cortar chapas de metal gruesas a mayor velocidad. Los progresos tecnológicos han posibilitado que las máquinas de corte por láser sean cada vez más exactas y cuenten con características especiales que mejoran su usabilidad, tales como la regulación vertical automática, el indicador de tiempo, el posicionamiento mediante puntero láser, y las alarmas de finalización de trabajo. Todo esto permite llevar a cabo labores más refinadas y precisas”, aclara Torres. La tecnología de corte láser ha evolucionado significativamente en las últimas décadas. Los avances han permitido un corte más rápido y limpio, y la introducción de sistemas de automatización ha mejorado la eficiencia de los procesos de corte. “Además, ha habido un factor de innovación muy notable en el control y monitoreo de los procesos. Ahora todos los fabricantes de máquina de corte láser suministran un paquete de software que permite el control de la producción, gestión de cargas inteligente y agenda de mantenimiento entre otros, aportando valor para que las empresas se acerquen más a la Industria 4.0 y al IoT”, apunta Joan García Pubill, CTO & Founder de LaserBoost.
Para Messer, estas soluciones evolucionan con la misma rapidez que el resto de la industria. Todos los procesos se centran en enfocar la industria hacia la Industria 4.0 y la digitalización de los procesos productivos de la empresa. Al diseñar la plataforma Element los desarrolladores incorporaron las últimas tecnologías disponibles en la actualidad e intentaron predecir las tendencias futuras. Además de la tecnología de sistema robusta y de alta calidad, también es especialmente importante que la máquina pueda integrarse sin problemas en el flujo de trabajo del cliente.
De este modo, “Messer ofrece una solución de software modular que puede configurarse en función de las distintas necesidades. Messer presenta una amplia cartera de software, con OmniWin y OmniFab. A través de nuestro software OmniFab, el feedback de todo el proceso en ejecución llegará en tiempo real, informando rápidamente para
SECTOR Corte por láser 28 METALES Y MÁQUINAS
Entre las principales ventajas que ofrece la tecnología de corte por láser encontramos la adecuación para cualquier tipo de material”
Olaia Gilabert, responsable del departamento de marketing de Messer
Messer ofrece una solución de software modular que puede configurarse en función de las distintas necesidades. La compañía presenta una amplia cartera de software, con OmniWin y OmniFab.
poder reaccionar ante imprevistos y tomar las decisiones adecuadas. La estrecha conexión entre los sistemas ERP y la unidad de corte por láser Messer le facilitará al usuario el aumento de la productividad global gracias a su transparencia. Con este avance tecnológico logrará que los operarios se conviertan en expertos, los programadores podrán controlar el proceso de forma remota y los gerentes de la producción conocerán el estado del trabajo y los costos operativos”, subraya la responsable del departamento de marketing de Messer, Olaia Gilabert.
NOVEDADES DE LAS EMPRESAS
Messer pone el foco en la productividad. Como resultado, ha desarrollado la nueva plataforma Element L, que combina la alta productividad y precisión, con la tecnología láser de última generación. “La máquina láser Element L, destaca por su extraordinaria alta dinámica, su alta capacidad, le permitirá procesar económicamente láminas de gran formato XXL. Podrá combinar varias funciones con un software potente para garantizar la máxima productividad y rendimiento”, apunta Gilabert. Para la mejora de la productividad, la plataforma Element L permitirá incorporar distintos procesos a la máquina de corte por láser. De ese modo, entre los diferentes procesos se encuentra, por ejemplo, el corte en bisel por láser Bevel U que permitirá realizar cortes en bisel en las piezas de trabajo de -50º y 50º, así como crear diferentes formas
de bisel como, V, Y, X y K o biseles invertidos, para procesos de soldadura de las piezas de trabajo. Otro de los procesos que se pueden adaptar a la plataforma Element L es el proceso de corte por plasma y oxigas, de igual manera podrá automatizar los procesos incorporando a la plataforma los sistemas de marcado de Pin Marker e Inkjet Marker.
“Con nuestra nueva plataforma, queremos ofrecer un salto en el rendimiento de la tecnología láser, ofreciendo una experiencia de usuario mejorada, así como una mejor calidad de corte junto con una plataforma flexible adaptada a sus necesidades. De esta manera, la plataforma Element L se convertirá en una solución total perfecta para el procesamiento de metales en solo unos pocos pasos”, afirman desde Messer.
“En LaserBoost nos enorgullece ser la primera empresa industrial española nacida digitalmente, y ofrecemos una solución de corte láser y plegado de chapa en línea para satisfacer las necesidades de nuestros más de 5000 clientes en todo el mundo. Nuestra plataforma de fácil uso incluye un configurador online donde podrás subir tus diseños en una gran variedad de formatos vectoria-
les 2D y 3D, como dxf, dwg, STEP, pdf, entre otros. Nuestro sistema de cotización en línea te proporcionará un precio inmediato y real, lo que te permitirá realizar pedidos rápidamente y sin problemas”, indican desde LaserBoost.
De esta manera, García subraya: “En LaserBoost entendemos que la fiabilidad y la puntualidad son factores críticos para nuestros clientes. Por eso, nos comprometemos a cumplir con los plazos de entrega y ofrecemos la posibilidad de escoger la fecha de entrega en un calendario, así como también la opción de fabricación urgente con entrega en solo 3 días. Con LaserBoost, podrás disfrutar de una experiencia de compra en línea fácil, rápida y segura, con características como pago en línea, cuentas de usuario, envío de facturas al instante, seguimiento de envíos, entre otras. Además, no hay cantidad mínima y ofrecemos envío a más de 60 países. Nuestra presencia global en 2022 nos permitió trabajar con más de 750 compañías y satisfacer las necesidades de miles de clientes en todo el mundo, especialmente en Estados Unidos, Europa y España. Este año 2023, nos esforzamos por mejorar aún más nuestro sistema en línea y ofrecer nuevos procesos de fabricación, todo con el objetivo de convertirnos en tu proveedor de confianza para piezas metálicas personalizadas”. Jorge Torres Artime apunta: “Oxiplant, que garantiza a sus clientes importantes stocks y alternativas de suministro en acero al carbono en cualquier formato y calidad, ofrece a sus clientes soluciones en corte por láser con tecnología de vanguardia; actualmente contamos con 2 máquinas equipadas con cabezal de estado sólido (ambas de 10 kW), los cuales nos otorgan unos avances excelentes y nos dan un plus en cuanto a fiabilidad y productividad se requiere. Esto hace que tengamos una amplia versatilidad de corte (disponemos de una mesa de corte 6000 x 2000 mm + otra de 16000 x 3000), podamos alcanzar con esta tecnología / potencia unos espesores de hasta 25mm en acero al carbono e inoxidable, en aluminio trabajamos hasta espesores 12/15mm y reducimos los tiempos improductivos”. Los láseres ofrecen una gran versatilidad al poder utilizarse en diversos materiales con diferentes grosores. Gracias a su diseño compacto, los láseres se integran sin problemas en instalaciones ya existentes.

Corte por láser 29 METALES Y MÁQUINAS
Los sistemas de corte por láser son ampliamente utilizados en diversas industrias sin importar el grosor de la placa de metal con la que trabajan”
Jorge Torres Artime, responsable del departamento de marketing de Oxiplant.
Durante el proceso de corte del metal, el láser apenas genera calor, por lo que las piezas no se deforman.
El principal reto es la capacidad de personalizar soluciones específicas
EVOLUCIÓN TECNOLÓGICA, LA GRAN ALIADA DE LAS HERRAMIENTAS DE CORTE ANTE EL DESAFÍO DE LOS NUEVOS MATERIALES
Numerosos estudios realizados indican que el precio de la herramienta de corte no supone más del 3% del costo del mecanizado, según señalan desde el Grupo Tivoly. Sin embargo, el gran desafío para este tipo de herramientas se presenta en la mejora de su rendimiento, lo que repercutirá en una mejora de la productividad del usuario y, por ende, en una reducción del costo del producto mecanizado.
Patricia Gil
En Tivoly, fabrican herramientas de corte rotativas monoblock para las operaciones de fresado, taladrado y roscado en diferentes calidades de acero rápido y de metal duro.
(Neco), afirma: “Creemos que el gran reto está en ser capaces de personalizar soluciones que consigan los objetivos descritos adaptándose a las características de cada cliente, máxime si se tiene en cuenta la irrupción de nuevas tecnologías sustitutivas como la fabricación 3D”.
Nueva Herramienta de Corte S.A. es la filial española del Grupo Tivoly donde desarrollan las herramientas de roscado (machos, rodillos y peines de laminación) en normas DIN, ISO y JIS, llevando además en su oferta otras herramientas (brocas, fresas, escariadores, …) y accesorios fabricados en otras plantas del grupo.
Nueva Herramienta de Corte S.A. es la filial española del Grupo Tivoly donde desarrollan las herramientas de roscado, llevando además en su oferta otras herramientas y accesorios fabricados en otras plantas del grupo.
Para ello, las máquinas son cada vez más capaces y se requiere trabajar a mayores velocidades de corte siendo además los materiales a trabajar cada vez más ligeros, más resistentes y más difíciles de mecanizar. Esto requiere necesariamente una importante
evolución tecnológica de las materias primas con las que fabricar las herramientas, de los recubrimientos superficiales aplicados y de los medios de fabricación y control de las herramientas, apuntan desde Tivoly. De esta manera, Andoni Laskurain, director técnico de Nueva Herramienta de Corte S.A.
En Tivoly, fabrican herramientas de corte rotativas monoblock para las operaciones de fresado, taladrado y roscado en diferentes calidades de acero rápido y de metal duro. Junto a ellas, pueden venir otras como el escariado o el rectificado. Sin embargo, las herramientas para el roscado son las más complejas tecnológicamente, siendo además, herramientas de acabado, que se utilizan habitualmente al final del proceso, cuando a la pieza mecanizada se le ha aportado un alto valor añadido.

Para Sandvik Coromant las principales herramientas de corte para el sector de la metalurgia son:

SECTOR Herramientas de corte 30 METALES Y MÁQUINAS
• Insertos de Carburo de tungsteno para corte de metal en torneado y fresado.
• Brocas.
• Cortadores rectos.
• Rimas.
• Machuelos.
“Para mantenerse a la cabeza en este cambiante mundo de la fabricación, la pasión por el corte del metal es indispensable. Nosotros compartimos esta pasión. Nuestro profundo entendimiento de las realidades de su negocio nos permite ofrecerle soluciones que le ayudan a alcanzar las metas de su empresa. Juntos diseñamos el futuro de la fabricación”, indican desde Sandvik. Así, la empresa cuenta con numerosas técnicas de corte como el torneado, roscado, mandrinado, taladrado, e incluso dispone de un mecanizado digital por el que mediante un software planifican y diseñan el mecanizado interno.

Ante la continua mejora de las tecnologías, desde Sandvik apuntan que las tendencias actuales son las herramientas de corte de alto performance que garanticen un rendimiento predecible y una óptima vida útil.
HERRAMIENTAS PERSONALIZADAS
Es vital ofrecer una herramienta de corte adecuada para cada tipo de cliente en el sector metalúrgico. Por ese motivo, desde Tivoly entienden la personalización como el hecho de ser capaces de dar soluciones adaptadas, más allá del producto estándar del catálogo y afirman que es una de sus señas de identidad.
“Dicha personalización abarca desde herramientas diseñadas ad hoc para obtener ratios de productividad mayores hasta simplemente herramientas con pequeñas modificaciones a requerimiento de las aplicaciones de los clientes”, subraya Andoni Laskurain.
El especialista en torneado de Sandvik Coromant en México, Johonathan Vaca, indica que la compañía dispone de un servicio llamado Tailor Made. “Anualmente presentamos nuevas herramientas, portaherramientas y plaquitas por lo que a veces no se encuentran las dimensiones exactas que el cliente necesita”. Por ello, cuentan con este servicio que ofrece:
• Presupuesto rápido.
• Pedido sencillo.
• Garantía de rendimiento para un producto y datos de corte específicos.

• Tiempos de entrega competitivos.
Desde Tivoly entienden la personalización como el hecho de ser capaces de dar soluciones adaptadas, más allá del producto estándar del catálogo y afirman que es una de sus señas de identidad.
“El usuario inscrito en nuestra página web puede personalizar todos los principales grupos de productos mecanizados como, por ejemplo, torneado, fresado y taladrado de agujeros, lo que le ofrece la libertad de especificar sus propias dimensiones, sin tener que pagar el precio de una herramienta especial. El resultado es una herramienta a medida, diseñada para responder a los requisitos de fabricación de su componente específico. Si la que el cliente quiere personalizar actualmente no está disponible en nuestro configurador en línea, se puede utilizar los formularios que aparecen en la web”, apunta Vaca.
NOVEDADES
“La agilidad es uno de nuestros factores diferenciadores y para ello hemos desarrollado herramientas digitales que nos permiten gestionar el conocimiento de la organización y proponer una solución prác-
Herramientas de corte 31 METALES Y MÁQUINAS
Andoni Laskurain, director técnico de Nueva Herramienta de Corte S.A. (Neco).
ticamente instantánea una vez conocidos los requisitos del cliente. Esto lo completamos con plazos de entrega muy cortos de la herramienta personalizada”, señala Andoni Laskurain, director técnico de Nueva Herramienta de Corte S.A. (Neco).

Con respecto a los productos, Tivoly trabaja sobre tres ideas:
• Desplegar las soluciones a aplicaciones de roscado de piezas de gran tamaño como, por ejemplo, piezas para las instalaciones de energías renovables.
• La multifuncionalidad, es decir, herramientas que den solución a diferentes exigencias en cuanto a materiales a trabajar favoreciendo un consumo más racional. Aquí su último desarrollo es la gama MV capaz de roscar materiales tan diversos como la fundición, el acero al carbono, o el inoxidable con resultados de alto rendimiento.
• La sostenibilidad que en cuanto a producto la hacen realidad con su nueva gama de machos de laminación con la que facilitan la no generación de chatarras impregnadas con restos de refrigerantes como subproducto del proceso de roscado.
Entre las novedades de Sandvik Coromant, destacan el método de mecanizado que
permite tornear en todas las direcciones en el eje Y. Esta solución ofrece la posibilidad de mecanizar varias características con una única herramienta reduciendo el tiempo de
ciclo. Además, el hecho de no tener que cambiar de herramienta minimiza el riesgo de los puntos de fusión, como las irregularidades entre superficies mecanizadas adyacentes. Las principales fuerzas de corte van dirigidas hacia el husillo de la máquina, mejorando así la estabilidad y reduciendo el riesgo de que se produzcan vibraciones. El ángulo de posición constante mejora el control de la viruta y ayuda a evitar el atasco de la misma. Para el mecanizado en el eje Y se han creado dos nuevas herramientas. La nueva variante de CoroTurn Prime ha sido diseñada para ejes, bridas y componentes con rebajes. Mientras que la herramienta gemela CoroPlex YT con plaquitas de perfilado CoroTurn TR y plaquitas redondas CoroTurn 107 con asiento de raíl puede usarse para componentes con alojamientos y cavidades. En pocas palabras, el torneado con el eje Y es un método de torneado simultáneo de 3 ejes con interpolación del eje del husillo de fresado. Las nuevas herramientas también pueden usarse en modo estacionario con el husillo bloqueado para un torneado de 2 ejes flexible con un cambio de plaquita acelerado. El método está indicado para todo tipo de materiales y requiere una máquina multitarea con posibilidad de interpolar el eje del husillo de fresado durante el torneado.
Otra de las novedades que ofrece la marca es la gama de fresas de ranurar CoroMill Dura que permite acabar con el aluminio de forma flexible. La gama estándar ofrece diámetros de entre 2 y 25 mm, profundidades de corte entre 1,5 y 3 veces el diámetro, opciones de cuello, fresas de mayor alcance, vértices agudos y radios de punta. Dentro de la gama CoroMill, la empresa presenta CoroMill Plura HD para desbaste pesado en acero y acero inoxidable. Esta solución ofrece un ranurado de metal duro enterizo seguro y eficiente. Gracias a las nuevas calidades con recubrimiento Zertivo 2.0, la vida útil, la seguridad del proceso y la productividad son incluso mayores. Finalmente, Sandvik Coromant ofrece el mecanizado digital con CoroPlus Guide que muestra recomendaciones de herramientas y datos de corte rápidos y precisos, así como la posibilidad de recibir recomendaciones y datos basados en la tarea, el material y las condiciones de corte. Por otro lado, cuenta con CoroPlus Tool Library donde permite crear, gestionar y almacenar conjuntos de herramientas en la nube.

SECTOR Herramientas de corte 32 METALES Y MÁQUINAS
Johonathan Vaca, especialista en torneado de Sandvik Coromant en México.
Sandvik Coromant ofrece el mecanizado digital con CoroPlus Guide que muestra recomendaciones de herramientas y datos de corte rápidos y precisos, así como la posibilidad de recibir recomendaciones.
La integración horizontal y vertical, clave para la Digitalización
APLICACIONES DE CONTROL ADAPTATIVO EN TIEMPO REAL PARA REDUCIR LOS COSTES DE HERRAMIENTAS EN MÁQUINAS DE CORTE DE METALES
El control adaptativo en tiempo real (CA) se ha utilizado en las aplicaciones de corte de metales principalmente para reducir los tiempos de mecanizado y proteger las herramientas de la rotura. Una ventaja del CA que a menudo pasa por alto es la prolongación de la vida útil de las herramientas. Dado que el coste de las herramientas representa hasta el 10% de los gastos del taller, existe un gran potencial para reducir los costes de producción con un esfuerzo mínimo aplicando CA, como el producto Optimize MyMachining /AdaptiveControl (OMM /AC) de Siemens, a todas las máquinas del taller. Hablamos de cómo se utiliza CA para la gestión dinámica del final de la vida útil de las herramientas para reducir los gastos del taller.
INTRODUCCIÓN
Durante las dos últimas décadas hemos asistido a una creciente adopción del control de avance adaptativo (CA) en tiempo real por parte de diferentes industrias que utilizan máquinas CNC para el arranque de viruta. En la actualidad, el control adaptativo se utiliza en las industrias aeroespacial, energética, automovilística y otras. Se utiliza para mecanizar aleaciones duras y materiales blandos; se despliega tanto en aplicaciones de fresado como de torneado. El principio en el que se basa la tecnología de control adaptativo en tiempo real es sencillo. Para garantizar un mecanizado estable y uniforme, el avance programado debe ajustarse a una variedad de condiciones de corte para la característica/trayectoria dada. Estas condiciones incluyen, entre otras, puntos más duros o blandos del material, herramienta de corte afilada o sin
filo, profundidad de corte variable debido a la variabilidad de las tolerancias del material en bruto, etc.
Un programa de control numérico típico tiene en cuenta los peores escenarios con parámetros de corte conservadores, en concreto la velocidad de avance. El control adaptativo en tiempo real aprovecha los ajustes de corte aprendido y varía el avance según las condiciones de corte instantáneas reales para mantener una carga óptima y constante en las herramientas. La figura 1 ilustra el funcionamiento de un control de avance adaptativo.
La línea horizontal naranja representa el avance programado. La línea azul es el avance dinámico fijado por el control adaptativo. En la primera sección, la herramienta no está cortando el material y el control adaptativo aumenta el avance. Cuando la herramienta golpea el material, el avance
disminuye para proteger la herramienta. En las secciones 3-5, el avance varía en función de las condiciones de corte reales (material más blando/duro, profundidad de corte variables) y, a continuación, en la sección 6, la herramienta vuelve a cortar en el aire.
AUMENTA LA VIDA ÚTIL DE LAS HERRAMIENTAS
La mayoría de los usuarios de control de CA en tiempo real se centraban en aumentar la tasa de arranque material (MRR) para aumentar el rendimiento de producción. Este estrecho enfoque en la reducción del tiempo de ciclo llevó a la gente a limitar las aplicaciones de CA principalmente a máquinas con cuellos de botella totalmente automatizadas, donde incluso una ligera reducción del 1%-3% en los tiempos de mecanizado conduce a mejoras muy impresionante en los ingresos.
SECTOR Herramientas de corte 33 METALES Y MÁQUINAS
Manuel Sánchez Gallizo, Product Manager de Siemens SINUMERIK para España y Portugal
Hay una ventaja adicional del control adaptativo que a menudo se pasa por alto. Los usuarios de máquinas pueden reducir el gasto en herramientas de corte si integran el CA en tiempo real en sus máquinas. El coste de las herramientas no es una cifra desdeñable. Los estudios de mercado muestran que las fábricas gastan alrededor del 10% de los costes del taller en herramientas de corte. Para un gasto anual de 10 millones de USD (mantenimiento de máquinas, herramientas, electricidad etc.), esto supone un gasto de 1 millón de USD. Reducirlo en un 10% supone un ahorro inmediato de 100.000 dólares. No es de extrañar, pues, que los fabricantes prueben constantemente nuevas herramientas, buscando aquellas que duren más. Sin embargo, en esta búsqueda no se puede comprometer el rendimiento de la máquina (tiempo del ciclo). De lo contrario, cualquier ahorro en el coste de las herramientas se verá compensado por un mayor coste de las piezas fabricadas y un menor rendimiento de la producción. Si nuestro objetivo es prolongar la vida útil de las herramientas sin aumentar el tiempo de ciclo, ¿cómo puede ayudarnos exactamente la CA en tiempo real a cumplir estos dos requisitos aparentemente incompatibles? Utilicemos un ejemplo sencillo para poder explicarlo.
Consideremos una pieza forjada con puntos y profundidad de corte variable en la primera pasada, la superior. Muchas veces, durante esta pasada, la herramienta “cortará en el aire”. Aquí la CA acelera el avance, reduciendo el tiempo de mecanizado sin ningún impacto negativo en la vida útil de la herramienta. Después, cuando se encuentran puntos duros, CA reduce el avance para mantener una carga constante sobre la herramienta de corte. La carga constante sobre la herramienta prologa su vida útil, mientras que el mayor avance en el corte en el aire compensa el menor avance en un punto duro. El resultado es una mayor vida útil y el mismo tiempo de mecanizado que antes.
He aquí un pequeño ejemplo ilustrativo de una herramienta nueva frente a la misma herramienta después de 32 pasadas idénticas. A la izquierda, el programa sigue su curso normal, sin CA ver (figura 2).
En la figura 3, la imagen de la derecha muestra el estado de la herramienta después de utilizar CA en tiempo real con el mismo programa NC a lo largo de las 32 pasadas. El daño en los filos de corte en la imagen de la izquierda (sin AC) es mucho peor. Suponiendo que ya haya configurado la vida útil de sus herramientas de corte basándose
en los datos del fabricante y en sus propios experimentos, ¿qué mejoras puede esperar con el control adaptativo?
Uno de los clientes de Siemens aumentó la vida útil de la herramienta de 2400 piezas por herramienta a 3500 piezas por herramienta media tras integrar el producto Optimize MyMachining /AdaptativeControl (OMM /AC) de Siemens. Esto supone una mejora del 37% sin aumentar el tiempo de mecanizado por pieza.
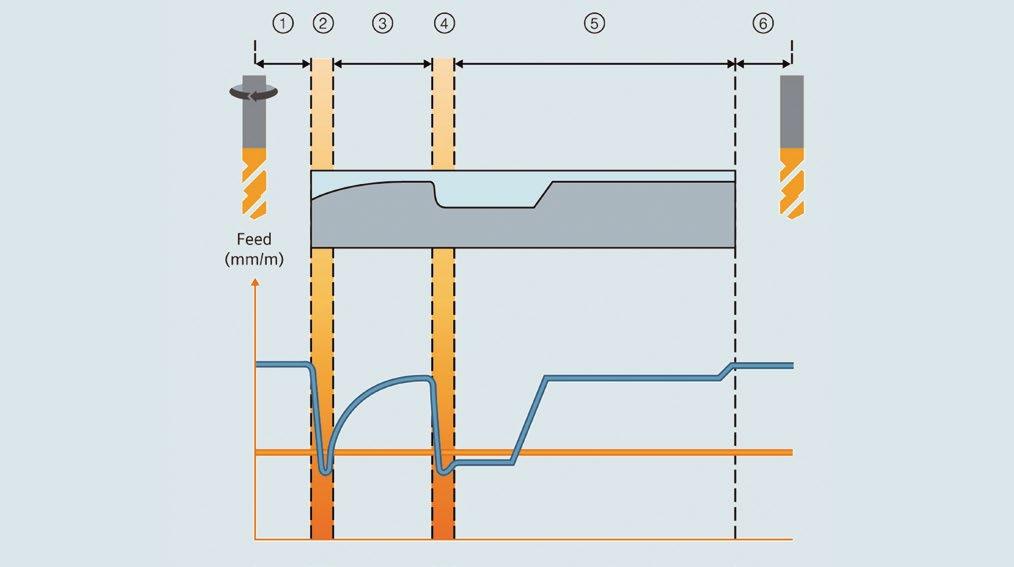
GESTIÓN DINÁMICA DE LA VIDA ÚTIL DE LAS HERRAMIENTAS
Hemos comprobado que incluso un aumento del 10% en la vida útil de las herramientas supone un importante ahorro de costes en el taller. ¿Significa esto que ahora puede simplemente configurar el contador de vida útil de la herramienta en su máquina para que sea un 10% superior al valor configurado anteriormente? La respuesta es no. La razón de este “no” es el añadido “de media” a los resultados obtenidos en la sección anterior (por ejemplo, “…450 piezas por herramienta de media). Debido a la variabilidad en la dureza del material mecanizado, la profundidad de corte incoherente (en las pasadas de desbaste), las ligeras diferencias en las propias herramientas de corte nuevas (grosos del
SECTOR Herramientas de corte 34 METALES Y MÁQUINAS
Figura 1. Adaptación de avance de mecanizado a través de Control Adaptativo (CA).
recubrimiento, afilado, etc.) la vida útil real diferirá de una unidad a otra para la misma herramienta. Esto significa que, para mantener una calidad constante de la pieza final, los usuarios deben establecer contadores de vida útil conservadores en el software de gestión de herramientas de la máquina. Aumentar automáticamente este contador en un 10% conducirá a una situación en la que, para una herramienta determinada, algunas unidades de esta herramienta funcionarán bien, mientras que otras fallarán prematuramente, dañando la pieza y provocando problemas de calidad. Una conclusión obvia es gestionar la vida útil de las herramientas de forma dinámica y sustituir cada unidad (de la herramienta) justo a tiempo (JIT) cuando llegue al final de su vida útil; no antes (para ahorrar costes), ni después (para evitar problemas de calidad):
¿Cómo aplicar la gestión dinámica de la vida útil de las herramientas?
Aquí es exactamente donde entra en escena el control adaptativo en tiempo real. El control adaptativo notificará al usuario que una herramienta está llegando al final de su vida útil. Una vez recibida la notificación, el operario sustituirá la herramienta cuando vuelva al almacén. Alternativamente, la notificación puede ser recibida por el PLC, que sustituirá la herramienta gastada por su herramienta hermana para un mecanizado continuo no supervisado. El enfoque más sencillo para establecer indicadores dinámicos de vida útil es, el primer lugar, mecanizar con herramientas desgastadas.
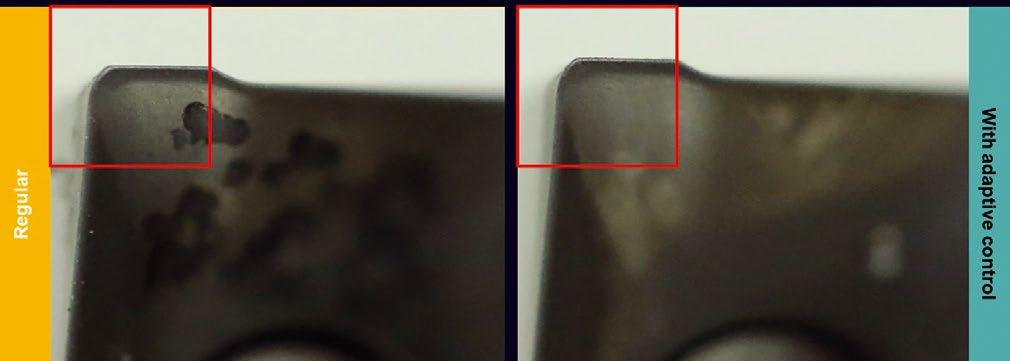
A continuación, se configura CA para que active una notificación cuando CA se vea obligado a reducir el avance por debajo de un umbral del 95% o 90% durante algún periodo de tiempo continuo. Configurar CA para optimizar la velocidad de avance para prolongar la vida útil de la herramienta y combinarlo con notificaciones dinámicas
RESUMEN
El control adaptativo en tiempo real es una solución ampliamente adoptada para aumentar el rendimiento de las máquinas reduciendo los tiempos de mecanizado. Una ventaja del control adaptativo que a menudo se pasa por alto es su capacidad para ampliar la vida útil de las herramientas y permitir una gestión dinámica de la vida útil. Mediante la aplicación de políticas de optimización específicas destinadas a prolongar la vida útil de las herramientas, los usuarios pueden reducir los costes de fabricación sin comprometer el rendimiento, es decir, sin aumentar el tiempo de ciclo por pieza. La combinación de estas políticas de optimización con indicaciones dinámicas del final de la vida útil maximiza el ahorro de costes y mejora la calidad de las piezas mecanizadas.
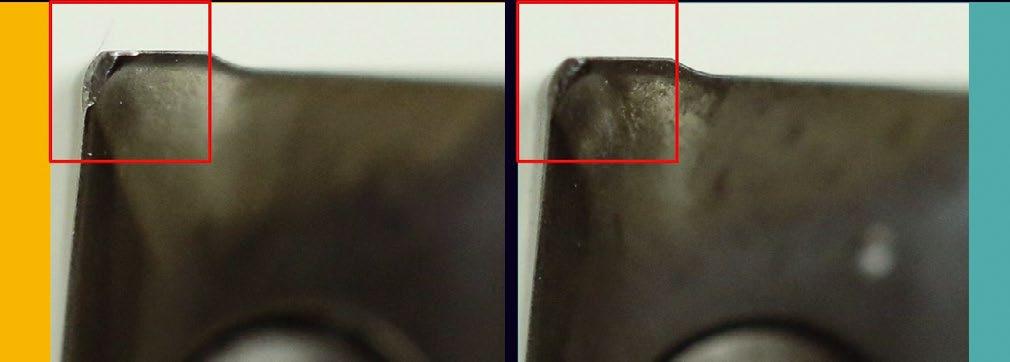
Herramientas de corte 35 METALES Y MÁQUINAS
de EOL minimiza los gastos asociados a los costes de las herramientas en el taller.
Figura 3. Filo de herramienta con y sin control adaptativo tras 32 pasadas de mecanizado.
Figura 2. Filo de herramienta con y sin control adaptativo (antes de mecanizar).
Los
principales destinos de las exportaciones
fueron Italia, Alemania, EE.UU, Francia y China
TRAS AUMENTAR UN 8,8 % EN 2022, LA MÁQUINAHERRAMIENTA ARRANCA EL PRIMER TRIMESTRE CON DINAMISMO
El cierre definitivo de la facturación del sector de tecnologías avanzadas de fabricación y máquinas-herramienta del ejercicio 2022 confirma lo adelantado en enero con las cifras provisionales, arrojando un crecimiento del 8,85% respecto a las cifras de 2021. Pese a la incertidumbre y las dificultades que han convertido el año en una auténtica carrera de obstáculos para la inversión en medios productivos, la buena captación de pedidos acumulada a lo largo de 2021 y 2022, ha permitido que el sector siga creciendo en facturación.
Metales&Máquinas
El subsector de máquinas de arranque de viruta presenta una actividad algo más potente, creciendo un 18,44%, seguido de cerca por la deformación que lo hace casi en un 10%. El
buen comportamiento general de los sectores cliente de la máquina-herramienta, en especial el fuerte tirón del sector energético, la reactivación de la automoción y la aeronáutica, junto a la demanda procedente del
de bienes de equipo y otros, han contribuido a las buenas cifras de ambos subsectores. En cuanto a la exportación, el año ha acabado con un crecimiento del 3,8%, encadenando 2 años consecutivos de aumento y alcanzando 1.288,3 millones de euros, cifra que prácticamente iguala el récord de ventas en el exterior de 2019. Mientras, los principales destinos de las exportaciones en 2022 fueron Italia, Alemania, EEUU, Francia y China. A continuación, completan los diez primeros mercados: México, Portugal, Turquía, Reino Unido y Polonia. Son especialmente remarcables las ventas realizadas en Italia, que en 2022 se ha convertido en el primer destino de ventas en el exterior por primera vez en la historia, gracias a los programas impulsados por su gobierno para incentivar la inversión en equipos productivos de última generación. Otros mercados con un excelente funcionamiento en 2022 han sido EEUU (deformación) y Alemania (arranque). “Lo cierto es que una vez más se ha demostrado que nuestras empresas están bien preparadas para navegar en situaciones extremadamente complejas. Nuestra apuesta por las personas, la tecnología y la internacionalización nos ha permitido sobreponernos a la situa-

SECTOR Máquina-Herramienta 36 METALES Y MÁQUINAS
De izquierda a derecha, el director general de AFM Cluster, Xabier Ortueta, y su presidente, José Pérez Berdud.
ción generada por la guerra, las dificultades de aprovisionamiento, la altísima inflación y el encarecimiento de la financiación, entre otros factores adversos, para cerrar un año bueno”, explicó José Pérez Berdud, presidente de AFM Cluster, en este sentido.
CAPTACIÓN DE PEDIDOS Y PREVISIÓN 2023
En 2022, la entrada de pedidos registrada fue buena tanto para el arranque como para la deformación, que recuperó el tirón tras varios ejercicios un tanto endebles. Con un crecimiento de los pedidos del 11,28% a lo largo del año, la cartera acumulada permite augurar un 2023 de crecimiento en la facturación. Esta buena tendencia de captación se ha mantenido en los tres primeros meses de 2023 aunque a un ritmo algo más pausado. A pesar de todo, hasta marzo, hemos sido capaces de repetir la captación del primer trimestre de 2022. Las medidas adoptadas para enfriar la economía, afectan a la demanda y al coste de la financiación, y esto puede influir en la captación y en el ritmo de las decisiones, sobre todo en la de equipos más sencillos y en el entorno de las pymes. Hay, sin embargo, un buen dinamismo en los grandes proyectos de mayor complejidad técnica, que se están mante -
+ INDUSTRY
AFM CLUSTER SIGUE CRECIENDO CON LA INCORPORACIÓN DE AIMHE

AFM Cluster anunció, en el transcurso de la asamblea anual, la integración de AIMHE, la Asociación de Importadores de máquina herramienta, lo que supone un nuevo impulso al crecimiento de la organización con la incorporación de 50 nuevas empresas. Constituida en 2009 como una asociación sin ánimo de lucro y de ámbito estatal, AIMHE tiene como misión la representación y defensa de los intereses del sector importador y distribuidor de máquina herramienta en España. Entre los principales retos de la asociación se encuentran la refocalización de la industria metal mecánica hacia sectores y productos de mayor tecnología y complejidad, la Industria 4.0. y la digitalización.
Paralelamente a la asamblea general de AFM en la que se anunció la nueva incorporación, se celebraron las asambleas de otras cuatro de las asociaciones que conforman AFM Cluster, concretamente, de ADDIMAT, ESKUIN, AFMEC y UPTEK.
niendo pese a las dificultades. En todo caso, las buenas carteras de pedidos que tienen las empresas, y el buen arranque de año, hacen prever que la facturación del año 2023 crezca un 5%. “No es sencillo hacer predicciones en este contexto tan convulso,
En el mes de junio, Bilbao acogerá la principal plataforma del país dedicada al Smart Manufacturing. Del 6 al 8 de junio, el certamen reunirá las principales novedades y avances en procesos de fabricación y suministros para la industria, digitalización y robótica, fabricación aditiva, equipamiento para procesos industriales y para el mantenimiento. Será un escaparate de promoción integral que propiciará el aprovechamiento de las sinergias sectoriales gracias a la celebración simultánea de distintas ferias referentes en sus respectivas áreas:

ADDIT3D, Subcontratación, Bedigital y WorkINN. Hasta la fecha, cerca de 700 firmas expositoras y multitud de visitantes altamente especializados han confirmado su participación. AFM Cluster estará presente acompañando a sus empresas asociadas y contará con un espacio propio compartido con algunas de ellas. Además, se desarrollará el 11º Encuentro de la Fabricación Avanzada y Digital, encuentro B2B organizado por AFM Cluster que ofrece a las empresas asistentes la oportunidad de encontrar socios para acuerdos comerciales, tecnológicos o proyectos de I+D.
pero somos moderadamente optimistas. Contamos con una robusta cartera, que nos ayudará a mantener niveles de actividad buenos a lo largo del año. Sostener la excelente captación de 2022 será complicado, y nuestros análisis de prospectiva apuntan a una ralentización durante al menos un semestre, añadió, por su parte, el director general de AFM Cluster, Xabier Ortueta. Y añadió: “En todo caso, se espera que el bache sea transitorio. La esperada estabilización de los indicadores económicos y las buenas perspectivas de la mayoría de los sectores estratégicos, en los que estamos bien posicionados, nos hacen pensar que la demanda se recuperará otra vez en 2024”. En opinión del Cluster, en este contexto de buena carga de trabajo, es crucial que el sector siga defendiendo la rentabilidad para poder seguir invirtiendo en la fórmula mágica: personas e innovación para robustecer la competitividad.
LA NECESIDAD DE ATRAER TALENTO A LA INDUSTRIA, PRINCIPAL RETO DEL SECTOR
Como sector de conocimiento, las personas preparadas y su talento son el principal activo de la máquina-herramienta. Pero la realidad es que se están convirtiendo en un bien escaso y muy solicitado, por lo que
Máquina-Herramienta 37 METALES Y MÁQUINAS
es un reto urgente trasladar a la sociedad y, especialmente a la juventud, las virtudes
de un sector estratégico para el bienestar del sector. Pérez Berdud explicó que “la
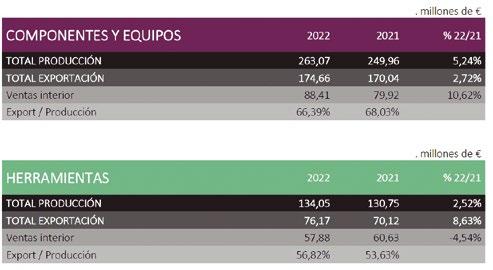
23º CONGRESO DE FABRICACIÓN AVANZADA Y MÁQUINAS HERRAMIENTA
La 23º edición del principal congreso dedicado a la industria y la tecnología tendrá lugar en San Sebastián del 25 al 27 de octubre con un doble programa, divulgativo y científico-técnico. Cerca de 500 profesionales del sector de la fabricación avanzada y digital se acercarán a Donostia a conocer de primera mano las tendencias más avanzadas en tecnologías disruptivas, como la inteligencia artificial o la computación cuántica, descubrir cómo será la fábrica del futuro y los nuevos modelos de negocio que se anticipan, los últimos avances en robótica y automatización, las demandas de los sectores cliente más estratégicos, la fabricación aditiva, y los retos relacionados con el talento y la sostenibilidad. Una visión de 360 grados de la industria conectada, que se completará con un espacio expositivo de promoción de productos y servicios para la fabricación avanzada incluyendo una interesantísima sección de startups industriales.

situación demográfica es un factor que no puede corregirse en el corto o medio plazo, y como sociedad debemos ser imaginativos para cambiar las tendencias de natalidad y simultáneamente facilitar la llegada de personas con vocación de trabajar en la industria. Entretanto, la máquina-herramienta debe proyectarse como una actividad de alto atractivo para los jóvenes. Tenemos que redirigir vocaciones hacia un entorno donde el trabajo es muy interesante, altamente innovador e internacionalizado. La máquina-herramienta cuida a sus personas y trabajar en nuestro sector tiene asociado un proyecto de vida bien remunerado, en entornos muy enriquecedores y variados”. Respecto a la todavía desigual presencia de las mujeres en esta industria, el presidente de AFM Cluster indicó para concluir que “es nuestra responsabilidad incorporar más mujeres en las empresas industriales. Debemos ser altamente proactivos en corregir un déficit histórico, generando mensajes que muestren la verdadera realidad de nuestra industria y su atractivo laboral para las mujeres”.
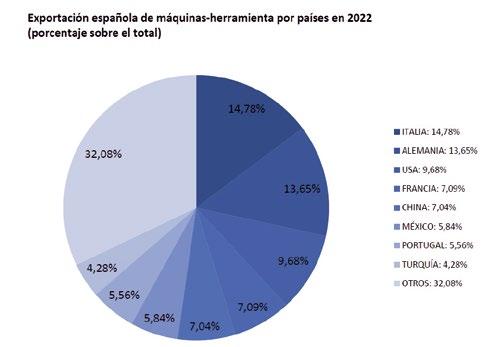


SECTOR Máquina-Herramienta 38 METALES Y MÁQUINAS
FUENTE: AFM Cluster.
FUENTE: AFM Cluster.
FUENTE: AFM Cluster.
FUENTE: AFM Cluster.
La demanda de productos siderúrgicos cae un 4%, según datos de UNESID
LA PRODUCCIÓN DE ACERO DISMINUYE UN 19% EN ESPAÑA
2022 ha sido un mal año para la industria siderúrgica española, seriamente afectada por los altos precios de la electricidad y el gas. “La producción cayó prácticamente al mismo nivel de 2020, cuando la Covid-19 paralizó la actividad industrial”, señaló Andrés Barceló, director general de UNESID. “El precio de la electricidad y el gas han causado este deterioro, dañando especialmente a las exportaciones, que cayeron en España incluso más que las ventas”.
Metales&Máquinas
En referencia al 2023, “el año ha comenzado en la misma línea que finalizó el 2022”, subrayó Barceló.
“Las previsiones no invitan al optimismo, con incertidumbres que no favorecen la actividad industrial, pero confiamos que a lo largo del año el sector siderúrgico pueda mejorar sus perspectivas para afrontar los retos futuros, especialmente la descarbonización”, finalizó el director general de UNESID.
PRODUCCIÓN
La producción de acero bruto en España alcanzó el pasado año los 11,5 millones de toneladas, un 19% menos, perdiendo más de 2,6 millones de toneladas en un año.
RECICLAJE
Debido a la caída en la producción, la chatarra reciclada por los hornos siderúrgicos españoles descendió también casi el 20%, algo más de 8,9 millones de toneladas, datos incluso ligeramente más bajos que los de 2020, año de la pandemia. La chatarra utilizada equivale al 77% de la producción de acero.
ENTREGAS
En el último año se entregaron al mercado 11,9 millones de toneladas de productos siderúrgicos, lo que representa un descenso del 13% sobre 2021 como consecuencia del deterioro del mercado exterior (-18%) y del extracomunitario en particular (-28%). En España, por otro lado, la caída fue más limitada (-8,7%) tras entregarse 6,4 millones de toneladas.

Las importaciones procedentes de países no pertenecientes a la Unión Europea aumentaron su cuota de mercado llegando al 31% del consumo aparente, el valor más alto de toda la serie.
CONSUMO APARENTE
La demanda de productos siderúrgicos bajó un 4% hasta los 12,4 millones de toneladas. El descenso fue más intenso en el cuarto trimestre, perdiendo un 14% con respecto al mismo periodo de 2021. Las importaciones procedentes de países no pertenecientes a la Unión Europea aumentaron su cuota de mercado, llegando al 31% del consumo aparente, el valor más alto de toda la serie.
COMERCIO EXTERIOR
En 2022, las importaciones españolas de productos siderúrgicos y de primera transformación descendieron un 3% hasta los 9,8 millones de toneladas, con una caída
del 7% de las importaciones europeas y un incremento del 4,3% de las de fuera de la UE, que alcanzaron los 4,2 millones de toneladas (43% del total), el valor más alto de los últimos 15 años. Al otro lado de la balanza, las exportaciones, que llegaron a los 8,1 millones de toneladas, un 14,3% menos. La principal caída se observó en el mercado extracomunitario, con un -24%.
Durante 2022, el superávit comercial se redujo un 85% hasta 102 millones de euros tras empeorar el saldo con países terceros. Si contabilizamos en toneladas no hay superávit sino déficit, que prácticamente se ha triplicado hasta casi 1,7 millones de toneladas.
SECTOR Siderurgia 39 METALES Y MÁQUINAS
Gemelo digital, definición, aplicaciones y beneficios
La simulación de productos o procesos, también denominada gemelo digital, se puede definir muy básicamente como la representación virtual de una realidad física. Para que esto sea posible, debe existir al menos una realidad física (equipo, proceso, producto), una realidad digital (modelo digital), la conexión entre ambas realidades (datos) y un software que lo integre todo (IT). Bajo esta definición básica, multitud de compañías están desarrollando sus propias definiciones adaptadas a sus necesidades y modelos de negocio, así como otras muchas ofrecen productos y/o servicios en múltiples y variopintas versiones. Desde Metales&Máquinas, nos preguntamos por la validez de esta definición y queremos conocer cuáles son sus principales aplicaciones en el entorno del metal.
 Mónica Alonso
Mónica Alonso
INDUSTRIA 4.0 40 METALES Y MÁQUINAS
EN
EL CASO DE LA METALURGIA, PUEDE SER UTILIZADO PARA SIMULAR LAS OPERACIONES DE FUNDICIÓN, LAMINADO Y FORJADO, ENTRE OTROS
El uso de gemelos digitales puede ayudar a mejorar la eficiencia, reducir costos, optimizar la calidad de los productos y servicios y minimizar los riesgos de seguridad.
PREGUNTAS
1. En muy pocas palabras, ¿cómo define su compañía el gemelo digital?
2. ¿Qué tipos de productos y/o servicios ofrecen que respondan a esta definición?
3. ¿Es esta tecnología aplicable a la industria del metal/metalurgia?
4. ¿Cuáles son los beneficios esperados de su aplicación en este sector?
RESPUESTAS
HICHAM KABBAJ, DIRECTOR GENERAL DE DASSAULT SYSTÈMES PARA ESPAÑA Y PORTUGAL DE DASSAULT SYSTÈMES
1. Los gemelos digitales representan la forma de objetos físicos en 3D. Gartner define un gemelo digital como una “representación virtual de una entidad o sistema del mundo real”, que adopta la forma de un “objeto o modelo de software que refleja un objeto físico, proceso, organización, persona u otra abstracción única”. Las soluciones de Dassault

Systèmes ayudan a dar vida a estos modelos de software, pero nosotros vamos más allá al ofrecer experiencias de gemelos virtuales.
¿Cuál es la diferencia entre un gemelo digital y una experiencia de gemelo virtual? A diferencia de un prototipo de gemelo digital, que se centra en un objeto estático específico, las experiencias de gemelo virtual permiten visualizar, modelar y simular todo el entorno de una experiencia sofisticada. Facilitan la innovación empresarial sostenible a lo largo de todo el ciclo de vida del producto.
Una experiencia gemela virtual comienza con el diseño de un modelo 3D enriquecido con datos que representa la forma, las dimensiones y las propiedades de un producto o sistema físico. Se realizan simulaciones en ese modelo virtual para explorar cómo se comportará el producto cuando se ensamble, funcione o se someta a una serie de eventos. El número de pruebas sólo está limitado por la imaginación. Las pruebas ayudan a optimizar y validar el diseño, los materiales y los procesos de producción, y como todo esto se hace virtualmente, hace que todo el ciclo de vida sea más sostenible.
2. Para responder a esta definición y a las cambiantes necesidades del mercado, Dassault Systèmes ha desarrollado la plataforma 3DEXPERIENCE, que permite a las empresas acceder y aplicar colectivamente el conocimiento a hipervelocidad y probar infinitas posibilidades de innovación. Representa tanto un sistema de operaciones para que las empresas dirijan sus negocios, como un modelo de negocio para que cambien las relaciones y los roles en toda su cadena de valor. Las empresas pueden conectar digitalmente el pensamiento con el diseño, la ingeniería, la fabricación, las ventas, el marketing y la propiedad. La industria puede transformar su forma de inventar, aprender, producir y co -
mercializar, para crear valor y experiencias diferenciadoras para los clientes. También permite crear gemelos virtuales mediante la integración de tecnologías y servicios de modelado 3D, colaboración social, simulación e inteligencia de la información. Estas capacidades digitales se adaptan en función de los complejos procesos empresariales de 11 sectores diferentes mediante una combinación estratégica de las 12 marcas de la empresa. La plataforma 3DEXPERIENCE se integra en el compromiso general de la empresa con la sostenibilidad y su reconocimiento del papel de la sostenibilidad como motor de la innovación en el siglo XXI. Al utilizar gemelos virtuales para probar el uso de un producto en el mundo real -incluido su impacto en el medio ambiente y en las personas-, las empresas pueden crear nuevos productos y servicios que aborden los principales retos globales, así como dotar a su personal de las nuevas habilidades necesarias para mantener el crecimiento en un mundo de consumidores cada vez más exigentes. Por ello, las empresas pueden integrar las mejores prácticas de innovación sostenible en todos los ámbitos de su proceso de desarrollo de productos: El modelado en 3D para el diseño ecológico, la simulación y la producción para la fabricación ajustada y ecológica, la inteligencia de la información para la gestión de los datos medioambientales y la colaboración social para la gestión de las demandas cambiantes.
3. Sí, por supuesto, la plataforma 3DEXPERIENCE permite crear gemelos virtuales integrando tecnologías y servicios de modelado 3D, colaboración social, simulación e inteligencia de la información. Estas capacidades digitales se adap -

Aplicaciones del gemelo digital en la industria metalúrgica 41 METALES Y MÁQUINAS
Los beneficios que obtienen las empresas que implanten la plataforma 3DEXPERIENCE son inmediatos.
tan a los complejos procesos empresariales de 11 industrias diferentes, incluida la industria metalúrgica. La fabricación de metales es adecuada para productos en los que la resistencia al calor y una fuerza superior son cruciales. Además, el metal es un material que puede fabricarse mediante diversos procesos, lo que le confiere una gran versatilidad. Gracias a nuestro potente algoritmo, en cuestión de segundos se puede obtener un presupuesto para un proyecto de fabricación de metal de docenas de proveedores de servicios de fabricación de metal. Dassault Systèmes cuenta con una red de proveedores de servicios de fabricación metálica que trabajan en proyectos de sectores como aeroespacial y defensa, servi-
cios a empresas, construcción, bienes de consumo envasados y comercio minorista, energía y materiales, alta tecnología, hogar y estilo de vida, maquinaria industrial, ciencias de la vida y salud, náutica y alta mar, y transporte y movilidad.
4. Los beneficios que obtienen las empresas que implanten la plataforma 3DEXPERIENCE son inmediatos. Se trata de una plataforma colaborativa en la nube que permite conectar a todas las partes interesadas de la cadena de valor y a los trabajadores, con acceso a toda la información en tiempo real. Esto supone una mayor agilidad en los procesos, ahorro de costes y un mayor rendimiento de los trabajadores. •
MIGUEL CONTRERAS, SALES MANAGER PROCESS SIMULATION EN EMERSON
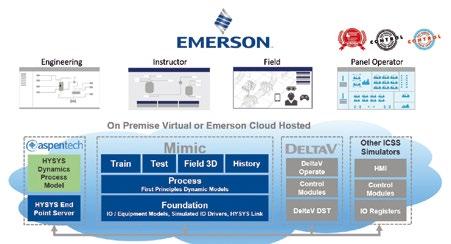
1. El Gemelo Digital es una representación virtual de un proceso industrial que utiliza modelos matemáticos para simular el comportamiento y las interacciones de los elementos del proceso: sistema(s) de control, proceso, instrumentación e interfaces de usuario.
2. Emerson tiene una amplia experiencia en el desarrollo e implementación de Gemelos digitales para una variedad de industrias: energía, refino, química y química fina, farmacéutica, y minería, entre otras. Para dar soporte a las necesidades específicas de cada industria, Emerson tiene un extenso portafolio de software dedicado para Gemelos Digitales: DeltaV Simulate y Ovation para la simulación de sistemas de control, simuladores de proceso basados en primeros principios como Mimic y Aspen HYSYS, así como varios software para la creación de interfaces de usuario amigables para interactuar con el gemelo digital. Es importante destacar el carácter agnóstico de estas tecnologías; éstos nos permiten implementar Gemelos Digitales en cualquier sistema, permitiendo que el cliente tenga un plataforma común para los Gemelos Digitales de los distintos procesos.
3. Emerson ha colaborado con empresas del sector para implementar Gemelos Digitales basados en sistemas de control DeltaV. En el caso de la metalurgia, el Gemelo Digital puede ser utilizado para simular las operaciones de fundición, laminado, forjado, entre otras. Además, éste puede usarse para predecir el comportamiento y vida útil de los equipos y sistemas, lo que permite planificar el mantenimiento y sustitución de los mismos de manera proactiva.
4. El proyecto de desarrollo de un Gemelo Digital debe ir íntimamente ligado al de la planta real, de este modo pueden exprimirse al máximo los beneficios que se obtienen del Gemelo digital y reducirse el retorno de la inversión a menos de 6 meses. A grandes rasgos, el uso del Gemelo Digital durante las distintas fases de diseño y comisionado permite a los equipos de ingeniería y construcción simular el proceso de construcción y operación de la planta en un entorno virtual antes de que se construya físicamente. Esto permite identificar y solucionar posibles problemas de diseño antes de la puesta en marcha de la planta, así como identificar oportunidades de mejora, planificar y optimizar el uso de recursos y materias primas, y minimizar el impacto en el medio ambiente por vía de optimizar la eficiencia del proceso, reducir las emisiones y residuos.
En este sentido, los Gemelos Digitales pueden ayudar a reducir los costos de construcción y acelerar el tiempo de puesta en marcha, al permitir a los equipos de proyecto experimentar con diferentes escenarios y tomar decisiones informadas sobre la selección de equipos y sistemas, la configuración del proceso y la gestión del proyecto en general. Asimismo, el Gemelo Digital puede usarse como plataforma de entrenamiento de operarios para mejorar la eficacia de las operaciones y disminuir incidencias derivadas de errores humanos, minimizando a su vez los riesgos de seguridad.

INDUSTRIA 4.0 42 METALES Y MÁQUINAS
Emerson ha colaborado con empresas del sector para implementar Gemelos Digitales basados en sistemas de control DeltaV.
Por otro lado, una vez que la planta está construida, el Gemelo Digital también puede ser utilizado conectado en línea con la planta, recogiendo datos a tiempo real. Esto permite predecir el comportamiento futuro del proceso, así como una mejor planificación de las paradas de inspección y mantenimiento, lo que ayuda a las empresas en la toma de decisiones y la optimización del proceso en tiempo real. Esto se sucede porque el Gemelo Digital utiliza los datos recopilados de la operación para generar modelos de predicción de fallos, reemplazando los métodos de mantenimiento correctivo, en los que se espera que ocurra el problema para actuar sobre él, por métodos predictivos, corrigiendo cualquier inconsistencia en la operación antes de que afecte la producción. Estas acciones de mantenimiento predictivo sugeridas por el Gemelo Digital también reducen los riesgos a los que se ven sometidos los trabajadores de campo, tales como altas temperaturas, además de minimizar los accidentes por mal funcionamiento de los equipos, al llevar a cabo un mantenimiento más efectivo de estos activos. También se minimiza el tiempo dedicado a la revisión y reparación de éstos.
Es importante destacar el uso en este campo de software basados en Inteligencia Artificial y ‘Machine Learning’. En primer lugar, el Machine Learning puede ayudar a identificar patrones y correlaciones en los datos recopilados por el Gemelo Digital, lo que permite a los ingenieros y operadores obtener una comprensión más profunda de cómo se comporta el proceso en diferentes condiciones y cómo puede mejorarse. También es importante destacar que el Machine Learning puede mejorar la precisión y confiabilidad de los modelos de simulación utilizados en los Gemelos Digitales de Procesos. Esto se debe a que el Machine Learning puede ser utilizado para calibrar y ajustar los modelos en función de los datos recopilados en tiempo real, lo que permite una mayor precisión en la simulación y una mejor comprensión del comportamiento real del proceso. En resumen, el uso Gemelos Digitales puede ayudar a mejorar la eficiencia, reducir costos, optimizar la calidad de los productos y servicios y minimizar los riesgos de seguridad, así como el impacto de la actividad industrial en el medio ambiente, lo que puede traducirse en un aumento de la rentabilidad y competitividad de las empresas. •
FRANCESC JUAN, TECHNOLOGY DIRECTOR SCHNEIDER ELECTRIC IBERIA

1. Es la generación de una réplica virtual de un producto, servicio o proceso que simula el comportamiento de su homólogo físico, con el objetivo de monitorizarlo, analizar su reacción ante determinadas situaciones y mejorar su rendimiento y eficacia. Es el medio para conseguir resolver un problema del mundo real en un entorno virtual con datos reales.
2. Nuestra propuesta de valor va desde el diseño y concepción de los procesos, hasta la operación en tiempo real para poder llevar a cabo la simulación de los mismos en lazo abierto o cerrado. Para ello, utilizamos productos agnósticos de mercado, como APS (Advanced Process Simulation), PI System, OTS (Operation Training System) y Optimizadores de Proceso. Todos ellos conforman una simulación de procesos digital para cualquier entorno de proceso.
3. Por supuesto, todo el proceso que se puede simular con los procesos básicos de la termodinámica es aplicable a estas tecnologías. Si por algún motivo no se dispone del modelo del activo que se quiere simular, el sistema permite programarlo, adaptarlo y desplegarlo para el activo deseado.
4. El gemelo digital tiene muchos beneficios para el sector:
• Minimizar riesgos en la operación a través de los escenarios ‘what if’;
• Optimizar y minimizar el uso de los recursos tanto energéticos como materiales, así como asegurar los parámetros del entorno regulatorio, absolutamente fundamentales para el sector. El gemelo digital permite, a través de la propia simulación de los procesos, cumplir con el Compliance. Por ejemplo, si tienes que emitir una cantidad concreta de partículas de CO 2 , para cumplir con la normativa, el gemelo digital te permite ejecutar los procesos de forma digital para pronosticar y hacer un forecast de las emisiones;

• En este sentido, además, hace posible un entorno que nos permita hacer reingeniería del producto para evaluar y minimizar la huella de carbono de los productos que estamos elaborando.
• Ofrecer un entrono virtualizado y seguro para poder entrenar al personal;
• Facilitar la puesta en marcha y minimizar los costes de despliegue de los activos, gracias a las FAT Digitales. •
Aplicaciones del gemelo digital en la industria metalúrgica 43 METALES Y MÁQUINAS
Un gemelo digital es el medio para conseguir resolver un problema del mundo real en un entorno virtual con datos reales.
ARTÍCULO TÉCNICO
Aprenda a utilizar elastómeros conductores para la conexión eléctrica en conectores Mil-Aero
Las juntas conductoras de electricidad mejoran el blindaje contra interferencias electromagnéticas (EMI) de las carcasas metálicas y metalizadas, a la vez que optimizan la conexión eléctrica y, en algunos casos, la conexión a tierra estructural.
Estas conexiones son principalmente enlaces de RF y no conexiones de seguridad eléctrica, diseñadas para transportar altas corrientes en caso de cortocircuito o mal funcionamiento.
También pueden proporcionar parte de la protección contra impactos de relámpagos (LS/EMP) de una aeronave, aunque ésta es
una función secundaria menor, ya que otras estructuras transportarán la mayor parte de la corriente. Esta resistencia puede ser tan baja como 2,5 mΩ y no es difícil de conseguir si dispone de correas de conexión metálicas que unan las dos partes de la estructura. Sin embargo, en algunos casos, como en el conector Mil-C-38999 típico, las correas

no son posibles ni prácticas. En cambio, los tornillos junto a una junta tórica o plana conductora facilitan la conexión del conector a la carcasa.
Desafortunadamente, a veces se produce un fenómeno con conexiones de este tipo: la resistencia eléctrica en general comenzará en un valor de R mΩ, antes de aumentar de a
INDUSTRIA 4.0 44 METALES Y MÁQUINAS
Por Gerard Young, Applications Engineer, Parker Hannifin Chomerics Division Europe
poco durante un periodo de días o semanas hasta tres o cuatro veces el valor inicial sin motivo aparente, mientras se encuentra en un entorno totalmente benigno. Se suele considerar a menudo que la causa de este problema es la inestabilidad de la junta y, en el caso de las juntas planas, esto a veces puede ser cierto debido al exceso de compresión. Las juntas planas conductoras generalmente tienen una deflexión máxima de alrededor del 15% de su espesor inicial. Evitar daños por un apriete excesivo de los tornillos no es sencillo debido a las variaciones de espesor, que suelen oscilar entre el ±10 % y el ±20 %. Este fenómeno también es evidente cuando se utilizan contratuercas o juntas tóricas; aunque haya contacto metal con metal, la resistencia sigue aumentando con el tiempo.
LOS MECANISMOS
Para comprender este fenómeno, necesitamos observar el modelo físico y eléctrico de la junta, identificar las vías de conducción y cuantificar su contribución a la resistencia global de la junta. También necesitamos identificar los mecanismos que probablemente resulten en un aumento de la resistencia.
La Fig. 1 muestra un ejemplo de un accesorio de prueba de conector con la junta en azul y las placas superior e inferior que representan la cubierta y la carcasa del conector respectivamente, unidas con cuatro sujeciones M3. En el esquema eléctrico adyacente:
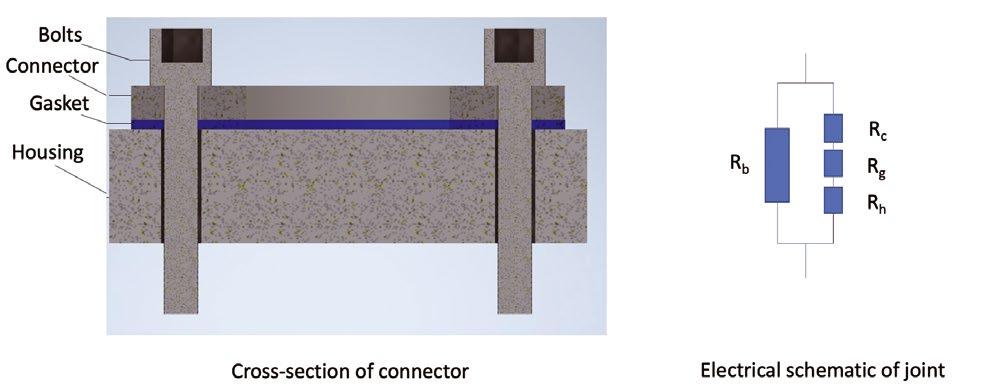
• Rb representa la resistencia del perno.
• R c representa la resistencia del recubrimiento del conector.
• R g representa la resistencia de la junta.
• Rh representa la resistencia del recubrimiento de la carcasa.
Podemos ignorar la resistencia del metal de la carcasa y los conectores, ya que es mucho menor que estas otras resistencias.
En este escenario, existen dos vías de conducción posibles:
• A través de la junta.
• A través del contacto entre la cabeza del tornillo y la cubierta del conector y hacia adelante a través del cuerpo del tornillo y las roscas de la carcasa.
Rb está en paralelo con las otras resistencias y, en caso de existir contacto metal-metal a través de las roscas, esto puede resultar inicialmente en una baja resistencia de contacto. Sin embargo, a medida que el contacto se oxida o la presión sobre las roscas, se reduce
debido a que la junta adquiere gradualmente cierta deformación permanente después de la compresión, esta trayectoria puede desaparecer por completo o mostrar un aumento de resistencia significativo.
Ahora, supongamos lo siguiente:
• La carcasa y el conector están hechos de aleación de aluminio.
• Ambos se tratan con un recubrimiento de conversión MIL-DTL-5541, tipo II, clase 3.
• Una resistencia específica de no más de 2,5 mΩ/in² es evidente en cada superficie; un total de 5 mΩ/in² a través del espécimen según la especificación.
La siguiente tabla resume las propiedades de la junta y de la superficie y la contribución de cada una a la resistencia de la junta (sin considerar cualquier contribución de los elementos de fijación).
Instrumentación 45 METALES Y MÁQUINAS
Tabla 1: propiedades de la junta. Tabla 2: resistencias de las juntas. Resistividad de volumen CHO-SEAL® 1285 0,008 ohm cm Espesor de la junta 0,081 cm Área de la junta 4,36 cm² Superficie de resistencia de la unidad 1 0,016 ohm/cm² Superficie de resistencia de la unidad 2 0,016 ohm/cm² Resistencia de la junta Rg 0,00015 ohm Resistencia de la superficie 1 Rc 0,00367 ohm Resistencia de la superficie 2 Rh 0,00367 ohm Resistencia total 0,00749 ohm % de antigüedad de la resistencia total debido a la junta 1,98 %
Fig. 1: accesorio de prueba del conector y modelo de resistencia.
El área de la junta es la de una carcasa de junta de conector Mil-C-38999, tamaño 19 (alrededor de 4,8 cm2 o 0,75 in²). Es posible calcular la resistencia de paso de esta junta mediante la fórmula R = ρL/A, donde:
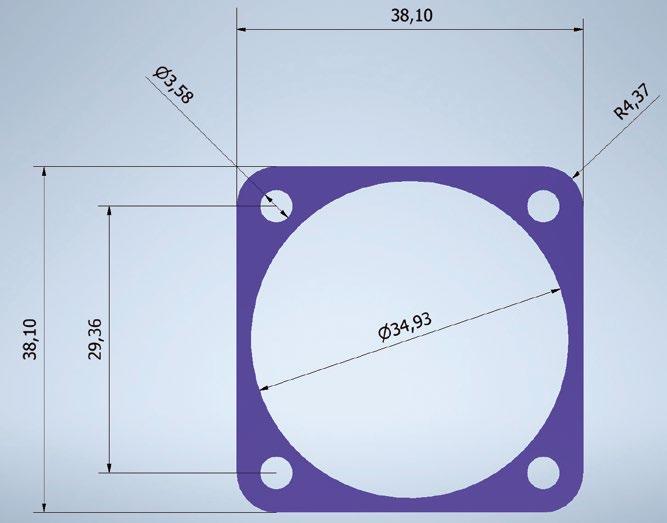
• ρ es la resistividad del volumen en Ω cm.
• L es el espesor en cm.
• A es el área en cm².
EVITE LA COMPRESIÓN EXCESIVA
El hecho importante a tener en cuenta aquí es que si una junta EMI conductora plana permanece intacta, su contribución global a la resistencia de la junta es muy pequeña, ya que la mayor parte procede del recubrimiento de cromato ‘conductor’.
Ahora bien, como se mencionó anteriormente, algunos montajes logran alcanzar resistencias de contacto de <10 mΩ (aunque con conectores muy pequeños), que aumentan gradualmente con el tiempo.
Con juntas planas, esto normalmente es el resultado de la conexión eléctrica a través de los pernos, que raspan cualquier cromado de las roscas para proporcionar una pequeña área de contacto íntimo con el metal al apretar.
La resistividad de volumen del aluminio limpio es de unos 2,65 E-6-ohm cm, es decir, algo más de 3000 veces menor que la de una junta de 0,008 mΩ cm. Como resultado, para lograr la misma resistencia de paso de 10 mΩ con solo contacto de metal a través de un espesor de contacto de 0,81 mm, se requiere un área de 0,01 mm². Un área de este tamaño se consigue fácilmente al apretar los tornillos del conector si los tornillos tienen un acabado conductivo y la acción raspa el recubrimiento de cromato. Un par de roscas en un tornillo con esa zona de contacto darán una resistencia de 2,15 mΩ en paralelo con los 7,49 mΩ de la junta (436 mm²).
Como esta resistencia es en paralelo a las resistencias de la tabla 2, se obtiene un resultado de 1,67 mΩ al utilizar la fórmula para las resistencias en paralelo.
Un punto clave aquí es que estos contactos de fijación no son estables, especialmente si es evidente una compresión excesiva. De
Tabla 3:
de contacto de la rosca.
Tabla 4: contacto de la rosca en combinación con la junta.
RESISTENCIA DEL RECUBRIMIENTO
Un recubrimiento MIL-DTL-5541 tipo II clase 3 siempre será una parte importante de la resistencia de cualquier unión conductora, porque el recubrimiento de conversión tiene una resistividad de volumen de alrededor de 45 Ωcm y tiene un espesor de entre 0,25 y 0,5 µm (10-20 micropulgadas). En comparación, una junta tiene una resistividad de volumen de entre unos pocos miliohmios cm y unos pocos ohmios cm.
En caso de que consiga alcanzar resistencias de miliohmios bajas en juntas de conectores muy pequeñas, es probable que haya dañado el recubrimiento de conversión de cromato en
la superficie de la carcasa o del conector o en las roscas de los pernos, por lo que es poco probable que esta baja resistencia de conexión sea estable. Por otro lado, si el conector es lo suficientemente grande o si tiene, por ejemplo, cuatro conectores con áreas de junta de aproximadamente 3,2 cm 2 (0,5 in²) o más, debería poder cumplir con un requisito de conexión bajo en miliohmios. Si no dispone de suficiente superficie, quizá deba considerar algo como un acabado chapado en lugar de un recubrimiento de conversión.
INDUSTRIA 4.0 46 METALES Y MÁQUINAS
Figura 2: dimensiones de la junta.
Resistividad de volumen del Al 2,65E-06 Ω cm Espesor de Al 0,081 cm Zona de contacto de la rosca 0,0001 cm² Resistencia Al/tornillo Rb 0,00215 Ω Resistencia de la junta/superficie R 0,00749 Ω Resistencia total Resistencia paralela 0,001668 Ω
propiedades
ser así, la junta se moverá despacio con el tiempo, normalmente en las esquinas y así reduce las cargas sobre los pernos. El resultado es la pérdida de contacto en las roscas, pérdida de presión en la junta y, luego, un aumento de la resistencia. Incluso si la junta no resulta dañada por un apriete excesivo de los tornillos, es probable que presente cierta deformación permanente después de la compresión, lo que provocará una menor carga de compresión sobre la junta y el consiguiente aumento de la resistencia al paso.
SELECCIÓN DE JUNTAS
Las deficiencias de una junta EMI conductora plana troquelada a partir de material en lámina se pueden superar de dos formas:
• Utilizar una junta tórica o una junta en D en una ranura.
• Utilizar una junta ‘plana’ moldeada con características junto con topes de compresión, ya sea en la carcasa o en el conector o dentro de la propia junta.
Con respecto a las juntas tóricas, hay dos factores a considerar (al igual que con las juntas planas):
• El área de contacto proporcionada por la junta tórica.
• El área de contacto de la superficie de metal con metal (sin incluir las roscas de los tornillos).
Si volvemos a considerar un conector del tamaño de la carcasa 19, una junta tórica adecuada puede tener un diámetro interior de unos 40 mm y una sección transversal de 1,78 mm. Si se diseña correctamente, podemos estimar que la zona de contacto ocupará toda lo ancho de la ranura. Esto
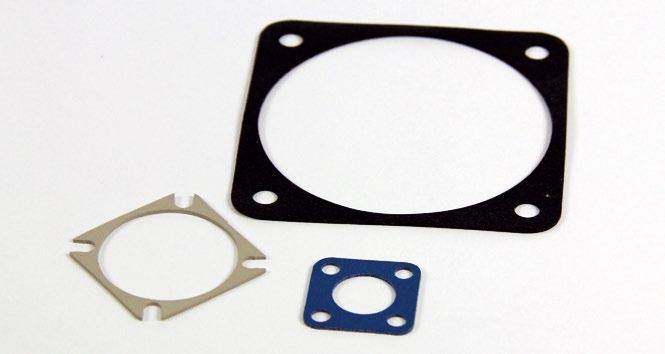
proporciona una zona de contacto para la junta de unos 257 mm² y un grosor de aprox. 1,45 mm, por lo que la resistencia de la junta junto con las superficies cromadas será de 17 mΩ. Como resultado, debemos calcular una zona de contacto metal-metal paralela para conseguir una resistencia inferior a 10 mΩ. Si utilizamos la fórmula para resistencias en paralelo, encontramos que la resistencia de contacto metal-metal tiene que ser de unos 20 mΩ. Si es mediante un contacto perfecto con la superficie cromada a 5 mΩ/in², necesitaremos 0,25 in² (1,6 cm2) de contacto, que resulta posible pero poco probable. Con esta idea en mente, la junta o necesita un contacto metal-metal descubierto (si se asume que es necesario dañar la superficie cromada) o utiliza algo como una correa de conexión que se sujete firmemente contra la superficie metálica descubierta. La segunda opción, donde sustituimos de forma eficaz una junta plana por una moldeada (posiblemente con topes de compresión), ofrece una opción más útil y fiable pero más cara.
TAMAÑO Y ADAPTACIÓN
En resumen, las juntas planas conductoras de electricidad para la conexión eléctrica en conectores aeroespaciales con especificaciones militares funcionan siempre que sean lo suficientemente grandes y no se dañen con la carga aplicada por los tornillos. Las juntas tóricas también funcionan y ofrecen protección contra la compresión excesiva, pero tienen un área de contacto reducida en comparación con una junta plana.
Con su potencial de adaptación, una junta moldeada ofrece la solución óptima para aplicaciones de conectores aeroespaciales. Aunque su precio de compra será ligeramente superior al de una junta plana o una junta tórica, una junta moldeada ofrece numerosas ventajas de diseño y rentabilidad. Por ejemplo, normalmente se necesita menos material de sellado en comparación con las juntas troqueladas, lo que reduce los gastos en muchas aplicaciones, mientras que también es posible cumplir los requisitos de compresión o deflexión con menos elementos de fijación, lo que se traduce en una mayor facilidad de mantenimiento. Además, los ingenieros de diseño pueden colocar los elementos de fijación dentro o fuera de la junta con mayor facilidad, lo que reduce tanto las interferencias electromagnéticas como las fugas de humedad en la caja a través de los orificios de los elementos de fijación. También permite ahorrar en producción, ya que la junta, la tapa y los topes de compresión se convierten en una sola pieza, lo que reduce el número de artículos adquiridos, el inventario y la documentación. Por último, el uso de juntas moldeadas permite eliminar operaciones de conexión incoherentes y costosas.

Instrumentación 47 METALES Y MÁQUINAS
InnovMetric lanza el ecosistema de metrología digital 3D
InnovMetric ha anunciado el lanzamiento de PolyWorks 2023. Esta nueva versión amplía la plataforma de metrología 3D universal de PolyWorks para ofrecer un ecosistema digital integrado en las cuatro fases del proceso de gestión dimensional global de un fabricante industrial: diseño del producto, diseño del proceso, validación y producción.
Además de optimizar el rendimiento de los equipos de medición 3D mediante mejoras en la plataforma universal, PolyWorks 2023 reduce aún más el coste de la medición 3D de tres maneras diferentes:
• PolyWorks ofrece una definición basada en modelos (MBD) y mejores flujos de trabajo digitales de análisis del sistema de medición (MSA) que ayudan a los fabricantes industriales a reducir al mínimo el número de programas de software que se utilizan en su proceso de gestión dimensional global.
PolyWorks 2023
• La solución de gestión de datos PolyWorks ahora puede implementarse en menos de 15 minutos en la nube e interconectarse con un servidor de identidad corporativo.

• Finalmente, PolyWorks integra nuevas herramientas de análisis de causas raíz en su solución de gestión de datos que pueden identificar automáticamente los factores que influyen en la calidad de la producción.
“Durante 10 años, hemos invertido mucho en tecnologías digitales, lo que hoy nos permite ayudar a nuestros clientes a aumentar el uso que hacen de los datos de medición en 3D y, al mismo tiempo, reducir sus costes operativos. “¿Cuál es nuestro secreto? Interconectamos digitalmente las plataformas de nuestros clientes, como CAD y PLM, PolyWorks y las soluciones de Microsoft. Por lo tanto, ahora podemos ofrecer fácilmente procesos empresariales
que antes requerían tres o cuatro programas de software distintos y reaccionar en tiempo real a los problemas de la línea de producción, mientras nuestras decisiones se basan en datos de medición 3D reales. Además, nuestros clientes ahora pueden implementar nuestra solución de gestión de datos en menos de 15 minutos, lo cual es una innovación importante para las pequeñas y medianas empresas”, ha afirmado Marc Soucy, Presidente de InnovMetric.
www.innovmetric.com/es
Stratasys se incorpora al ecosistema de DFactory Barcelona

y piezas fabricadas a demanda, ofrecen ventajas competitivas en cada eslabón de la cadena de valor de los productos. De esta forma, las empresas pueden transformar el diseño de sus productos, dotar de agilidad a las cadenas de producción y suministro, y mejorar la atención al cliente. Stratasys dispondrá de la tecnología SAF en el ecosistema, con la impresora H350. Diseñada para brindar a los fabricantes consistencia en la producción, un coste por pieza competitivo y predecible y un control completo de la producción para volúmenes de miles de piezas. Stratasys, ya cuenta con más de 100 máquinas instaladas en todo el mundo.
El DFactory Barcelona ha acogido la llegada de otra empresa puntera en tecnologías del futuro. Uno de los actores globales más importantes en impresión 3D, Stratasys, comienza su actividad en su nueva sede en las instalaciones de DFactory Barcelona de la mano de su distribuidor Platinum Excelencia-Tech. Durante el acto de bienvenida, presidido por el delegado Especial del Estado en
el CZFB, Pere Navarro, y el presidente de EMEA Stratasys President, Andreas Langfeld, varios clientes y la prensa asistente han conocido de primera mano las ventajas que la fabricación aditiva puede aportar a múltiples sectores además de conocer sus aplicaciones reales.
Las soluciones de Stratasys, con impresoras 3D inteligentes y conectadas, materiales poliméricos, un ecosistema de software
Stratasys y Excelencia-Tech, como Platinum Partner de la marca en España, apuestan con fuerza con seguir expandiendo su presencia en puntos tan estratégicos como DFactory Barcelona para ayudar a sus clientes y a todas aquellas empresas potenciales que quieran dar el paso y adoptar la fabricación aditiva en su flujo de trabajo. www.stratasys.com/es/
INDUSTRIA 4.0 48 METALES Y MÁQUINAS
La fabricación en 3D de Seco Tools crea nuevas oportunidades de fabricación
La fabricación aditiva, o impresión en 3D, permite a Seco Tools crear productos que de otro modo serían difíciles o imposibles de fabricar. Las ventajas incluyen plazos de entrega más cortos, una mayor vida útil de la herramienta y una mayor sostenibilidad.El desarrollo y la fabricación de prototipos para el mecanizado de metal mediante fabricación aditiva (AM) es cada vez más habitual en las operaciones de Seco Tools. Uno de los principales puntos fuertes de este método de fabricación es la posibilidad de crear herramientas y soluciones a medida, y específicas para cada cliente, que son difíciles de conseguir mediante la fabricación convencional. La tecnología AM será especialmente útil para fabricar herramientas que deban diseñarse de forma especial, lo que puede implicar geometrías complejas u otro tipo de adaptaciones a las necesidades específicas del cliente.Entre los ejemplos de este tipo de adaptaciones se incluyen hacer las herramientas más ligeras, lo que mejora las propiedades de absorción de las vibraciones, o dotarlas de mejores posibilidades de refrigeración. “Al dirigir el refrigerante para que llegue al filo de corte justo en el lugar adecuado, podemos prolongar considerablemente la vida útil de la herramienta. Con la tecnología AM, el refrigerante se puede guiar a lugares que de otro modo habría sido imposible”, ha explicado Ingemar Bite, especialista en I+D de Seco Tools.
www.secotools.com

Viñolas Metall es una empresa familiar especializada en la construcción de estructuras metálicas, deformación de chapa y calderería. En su actual evolución hacia la Industria 4.0, ha implantado una celda robotizada equipada con TPS 400i con proceso CMT para la fabricación de piezas idénticas, y está renovando sus equipos de soldadura por iWave Pro de última generación. Cornellà del Terri vio nacer a Viñolas Metall en 1968 de la mano de Josep Viñolas. Desde entonces, la empresa da servicio a particulares y profesionales que necesitan construcciones metálicas. Años después, se incorporó su hijo David Viñolas, y se inició un proceso de inversión en maquinaria con enfoque en exportación de las ventas y tecnificación de los proyectos. Recientemente, han ampliado sus instalaciones con una nave de fabricación de 4.000 metros cuadrados en Banyoles, además del taller de montaje de 800 metros cuadrados en Cornellà del Terri, y han conseguido de la mano de Fronius Welding Academy la certificación ISO 3834-2.
Sus clientes principales son fabricantes de ingenierías de equipos y proyectos de los sectores vinícola, de depuración de agua, accesorios de piscina, maquinaria, transportadores, utillajes para aeronáutica, elementos para nuclear y, próximamente, se incorporará el sector ferroviario.
www.fronius.com/es-es/spain

Omron TM20
Omron ha anunciado el lanzamiento de su nuevo cobot Omron TM20. Con una carga útil de 20 kg, se trata de un robot colaborativo ideal para tareas como la paletización, la atención de máquinas y la manipulación de materiales. Además de gestionar cargas útiles pesadas, el Omron TM20 tiene un tamaño reducido y un alcance de 1,3 metros.
Se trata de la última incorporación a la familia de cobots TM de Omron, conocidos por su facilidad de uso, fiabilidad y seguridad. Está diseñado para funcionar a la perfección con otros productos de la compañía, incluidos sensores, controladores y software, y proporciona una solución de automatización completa para clientes industriales. Una de las características principales del Omron TM20 es su diseño ligero, con un peso de tan solo 33 kg. Esto facilita la integración con robots móviles, lo que proporciona una mayor flexibilidad y eficiencia en entornos industriales. El robot también viene equipado con cubiertas especiales en las articulaciones para protegerlo del aceite de corte y otros materiales peligrosos, lo que lo hace adecuado para su uso en aplicaciones de atención de máquinas.
https://omron.es/es/home

PRODUCTOS 49 METALES Y MÁQUINAS
, el robot de alto rendimiento para cargas útiles pesadas
Viñolas Metall y Fronius juntos hacia la Industria 4.0
GRACIAS A LA AUTOMATIZACIÓN PROPORCIONADA POR EL ROBOT MOTOMAN GP7 DE YASKAWA

Más eficacia en el proceso de esmerilado de una empresa fabricante de bombas industriales
Las bombas de engranajes dentados son unos dispositivos diseñados para bombear fluidos con un elevado grado de viscosidad, o que, por su composición, pueden resultar nocivos para el medio ambiente. Una función con un rango de aplicaciones tan amplio que las hacen indispensables en una grandísima cantidad de sectores industriales. Por ello, son uno de los componentes más esenciales en el rendimiento global de cualquier máquina de la que formen parte.
Fundada hace más de 80 años, Scherzinger Pumpen es el fabricante de bombas de engranaje por antonomasia. Con casi un siglo a sus espaldas fabricando bombas a medida para ingeniería de automoción, ingeniería mecánica y de instalaciones, y tecnología de centrales eléctricas, desde la compañía denominan a sus soluciones como ‘el corazón de la alta tecnología’. Una afirmación que nace de la capacidad de sus bombas de mantener su aplicación en funcionamiento y cumplir todos los requisitos necesarios para las bombas de engranajes. Sin importar si son implementadas en calentadores auxiliares, dosificación de productos químicos, dosificación de adhesivos de dos componentes o turbinas, la cartera de productos de Scherzinger Pumpen incluye una solución específicamente diseñada para la tarea, desde bombas gerotor a bombas de engranajes externos o internos, pasando por las bombas de paletas.
AUTOMATIZACIÓN DE LOS PROCESOS PRODUCTIVOS PARA DESTINAR AL CAPITAL HUMANO A TAREAS DE ALTO VALOR AÑADIDO
En un mundo cada vez más globalizado, donde cada pequeña ventaja competitiva puede marcar de una manera más que
CASO DE ÉXITO 50 METALES Y MÁQUINAS
Yaskawa www.yaskawa.es
Un nuevo sistema robotizado de paletizado con soluciones de Yaskawa permite automatizar la rectificadora de Scherzinger Pumpen.
significativa el futuro de una compañía, la automatización se presenta como el principal aliado de todas aquellas compañías que quieren sobresalir aún más en el mercado.
Scherzinger Pumpen, empresa ubicada en Furtwangen, Alemania, con cinco sedes en cuatro continentes y más de 210 empleados, ha llevado a cabo un proceso de actualización que les permitirá aumentar gradualmente el nivel de automatización de su producción. Gracias a ello ha logrado una optimización de sus procesos productivos, aumentar la eficacia de la maquinaria existente y, sobre todo, un mejor aprovechamiento del valor de sus empleados, al poder dedicar a estos a actividades más exigentes en lugar de tareas sencillas.
En esta línea, el primer proyecto de automatización fue la carga y descarga de una máquina existente en el taller de rectificado: una rectificadora cilíndrica Kellenberger; un proceso que hasta entonces se realizaba manualmente.
El perfil de requisitos incluía dos características principales. En primer lugar, debía ser posible seguir cargando pequeños lotes manualmente y tener plena accesibilidad a través de la puerta del operario para la configuración.
Al mismo tiempo, el espacio era limitado, y el nuevo proceso de automatización tenía que encajar en la zona que antes utilizaba el operario de la máquina.
MOTOMAN GP7 DE YASKAWA: CAMBIOS DE PIEZAS RÁPIDOS, FIABLES Y PRECISOS EN LA MÁQUINA
Al buscar un socio de soluciones de automatización adecuado, se buscó una empresa con amplia experiencia en automatización y robótica en las proximidades geográficas. EGS Automation, con una experiencia en automatización robótica que se remonta a 1999 y con más de 2.000 robots instalados a sus espaldas, fue la elegida por su capacidad de desarrollar e implementar soluciones específicas para cada cliente, pero también de ofrecer sistemas estandarizados de carga de máquinas.
Las conversaciones posteriores revelaron que una de las soluciones de automatización estándar de EGS de su serie SUMO era perfectamente adecuada para satisfacer los
requisitos. Una solución estándar ahorra costes, ya que el esfuerzo de ingeniería es significativamente menor. Además, la línea de productos estándar es de eficacia probada, ya que se ha utilizado en diversas aplicaciones.
El SUMO Multiplex, un sistema de paletizado de 12 pliegues basado en el principio de paternóster, resultó ser la solución perfecta para Scherzinger. En el corazón de
este sistema de paletizado, acoplado de manera compacta, se encuentra el robot MOTOMAN GP7, de Yaskawa, encargado de la manipulación de los componentes. Una solución con brazo articulado de 6 ejes, con un alcance de aproximadamente un metro, y una carga útil de 7 kg.
La rápida velocidad de desplazamiento y la alta precisión garantizan cambios de piezas rápidos, fiables y precisos en la máquina.

Yaskawa 51 METALES Y MÁQUINAS
El resultado es una mayor eficiencia de los procesos productivos, así como un mayor aprovechamiento de los empleados.
Las piezas SPC, que se utilizan para realizar mediciones para el control estadístico de procesos, pueden ser solicitadas por un operario en caso necesario.
El sistema se construyó con un dispositivo de desplazamiento lateral que permite desplazar toda la unidad de lado en cuestión de segundos, lo que proporciona un acceso total a la rectificadora. Además, este sistema puede volver a colocarse delante de la máquina con la misma rapidez e indexarse con precisión para reanudar el funcionamiento automático.
La máquina puede trabajar con ejes de bombeo de 10 a 40 milímetros de diámetro y de 100 a 200 milímetros de longitud.
Las piezas se cargan y sujetan en la máquina. El tiempo típico de mecanizado es de entre tres y cinco minutos. A continuación, los componentes se almacenan en palés universales, que se adaptan a las respectivas piezas de trabajo mediante clips de plástico específicos para cada componente. EGS colaboró en la selección y el diseño de los portapiezas.
Gracias al gran volumen de almacenamiento de SUMO Multiplex, se consigue un tiempo de funcionamiento autónomo de uno a varios turnos, en algunos casos incluso un fin de semana completo, sin necesidad de intervención humana, dependiendo del componente. Gracias a la mejor utilización de la máquina y a los turnos desatendidos
adicionales disponibles, ahora se pueden procesar más versiones de componentes en la máquina.
El robot está equipado con una herramienta de doble pinza, con las mordazas universalmente diseñadas para la cartera de piezas.
Para poder almacenar el mayor número posible de ejes en los palets, éstos se recogen desde una posición de pie. El robot las recoge del palet en un extremo del eje, las coloca en una estación de agarre, las vuelve a recoger y las coloca en la máquina para su sujeción. Durante la descarga, las piezas vuelven al palé en sentido contrario.
Las piezas SPC, que se utilizan para realizar mediciones para el control estadístico de procesos, pueden ser solicitadas por un operario en caso necesario y, a continuación, son descargadas por el robot. Las piezas defectuosas se depositan en un contenedor específico. La máquina proporciona esta información después de procesarla a través de la interfaz eléctrica. Para esta interfaz eléctrica de automatización de la máquina, EGS ha desarrollado e implementado la contrapartida adecuada en el lado de automatización del SUMO Multiplex para garantizar una comunicación perfecta.

CONFIGURACIÓN SENCILLA PARA UNA MAYOR FLEXIBILIDAD PRODUCTIVA
Todo el sistema de automatización puede convertirse para mecanizar una versión diferente de la pieza en unos pocos pasos, completamente sin herramientas.
SUMO Multiplex puede almacenar palets de diferentes alturas. Gracias a su inteligente compartimentación, aprovecha al máximo el espacio de almacenamiento de cada palet. Los palets de piezas acabadas pueden retirarse para insertar, en cualquier momento, de manera automática y sin interrumpir el proceso, nuevos palés de piezas sin acabar. Patrick Wehrle, operario de Scherzinger Pumpen, está entusiasmado con el sistema de automatización: “El robot me libera de tareas monótonas. Antes no tenía experiencia con robots. Tras la formación en programación en EGS, ahora creo yo mismo nuevos programas y estoy encantado con la tecnología”.
Además del aumento de la eficiencia, que se consiguió muy rápidamente gracias al nuevo proceso automatizado, la directora de producción, Sabrina Löffler, ve otro aspecto importante a la hora de hacer frente a la escasez de trabajadores cualificados: “Tenemos que ofrecer a los empleados tareas desafiantes y aliviarles de tareas monótonas. En este caso concreto, lo hemos conseguido de la mejor manera posible”.
CASO DE ÉXITO 52 METALES Y MÁQUINAS
LA INTRODUCCIÓN DE ROBOTS DE COSTE ASEQUIBLE PARA AUMENTAR LAS CAPACIDADES
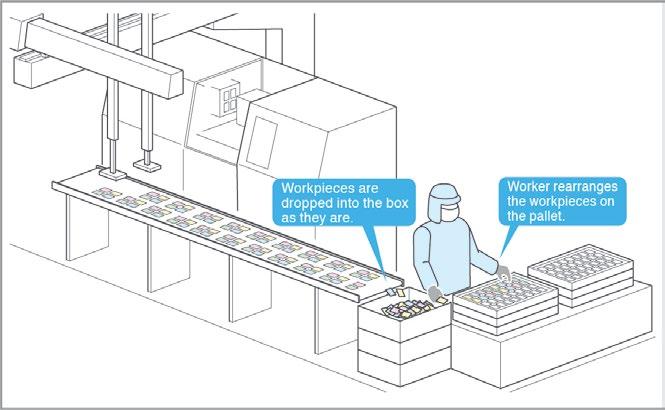
HUMANAS PUEDE INCREMENTAR LA VELOCIDAD Y LA CALIDAD DE LA PRODUCCIÓN
Cambiar la economía de la automatización con robots compactos y asequibles
Los inspectores evalúan y paletizan las piezas moldeadas, pero no pueden rastrear las causas de los defectos.
con inspectores humanos para aumentar la productividad y la calidad. Puede que haga falta un poco de imaginación para adaptar la secuencia y obtener los mejores resultados.
AUMENTAR LA PRODUCCIÓN Y LA CALIDAD
La automatización sigue transformando numerosas industrias, aumentando la productividad al mejorar tanto la velocidad de producción como la calidad. En última instancia, se producen más unidades buenas. Sin embargo, muchas empresas valoran las habilidades humanas, como la destreza y la agudeza visual, para tareas como la inspección, sobre todo cuando los artículos son difíciles de manipular -como las piezas de plástico moldeadas- y los defectos pueden verse o percibirse con facilidad.
Yamaha ayudó recientemente a un cliente que produce componentes moldeados por inyección para aplicaciones industriales a superar un problema de control de calidad que había frenado la productividad. La solución introdujo un robot SCARA de la serie YK-XE de Yamaha, con el sistema de visión RCXiVY2+ y la pinza eléctrica de la serie YRG, para ayudar a los operarios a inspeccionar los moldes. Asistidos por el robot, los inspectores pudieron detectar los defectos de moldeo y rastrear con precisión la causa para solucionarlos rápidamente. Además de mejorar la calidad, la incorporación del robot al proceso también ayudó a aumentar el ritmo de producción.
Esto puede plantear un dilema a las empresas. La automatización total puede ser técnicamente viable, aunque excesivamente cara. Si los volúmenes de producción o el precio unitario de los artículos produ-
cidos son bajos, la rentabilidad prevista de la inversión en automatización puede ser inaceptable.
Existen pequeños robots SCARA de tamaño adecuado para realizar tareas ligeras de recogida y envasado a precios asequibles. Pueden utilizarse de forma rentable junto
El problema de control de calidad se debía a que un solo operario se encargaba de inspeccionar y empaquetar los artículos producidos por una máquina de moldeo con múltiples huecos. Al final de cada ciclo de moldeo, un robot recoge todos los artículos de la máquina y los coloca en una cinta transportadora. El transportador deposita todas las piezas moldeadas en una caja, de la que el operario coge una a una y, a continuación, inspecciona y paletiza cada una de ellas.
En esta situación, es imposible que el operario relacione los defectos recurrentes con el hueco de origen en la máquina de moldeo. Esto crea la posibilidad de que se
CASO DE ÉXITO 53 METALES Y MÁQUINAS
Yamaha www.yamaha-motor.eu/es/es
produzcan grandes cantidades de unidades defectuosas antes de que se pueda identificar la causa, lo que desperdicia recursos y también aumenta las oportunidades de que las unidades defectuosas se escapen de la fábrica.
Para mejorar el control de calidad sería necesario identificar el hueco de moldeo individual de la que procede cualquier pieza defectuosa. Esto está fuera del alcance de un operario solo, bajo presión para recoger y embalar las piezas a una velocidad compatible con el ritmo de producción. Otra posibilidad sería inspeccionar cada molde expulsado de su hueco antes de colocarlo en la cinta transportadora junto con los demás artículos. Esto requeriría probablemente varios inspectores, lo que aumentaría los costes generales de fabricación.
La SCARA YK-XE de Yamaha ofreció una solución al permitir paletizar los artículos a alta velocidad, recogiéndolos directamente de la cinta transportadora. Esto permitía mantenerlos en el mismo orden en que salían de sus huecos. Como resultado, cual-
quier artículo inspeccionado y defectuoso puede vincularse directamente al hueco de origen, lo que permite solucionar la causa
rápidamente. El sistema de visión RCXiVY2+ integrado puede seguir simultáneamente la posición y orientación de hasta 100 artículos que se desplazan por la cinta transportadora, para ayudar al robot a recoger y paletizar cada molde con rapidez y precisión. La serie YK-XE SCARA está formada por robots con cargas útiles de hasta 10 kg y ofrece una selección de longitudes de brazo de 400 mm a 710 mm. Aunque estos robots están concebidos para ayudar a las fábricas a introducir la tecnología robótica a un coste asequible, ofrecen valiosas características, como un generoso cableado y tubos neumáticos para controlar los efectores finales. Éstos pueden pasarse a través del eje y la tapa, lo que aumenta la comodidad y protege contra roturas y desconexiones. La aceleración y deceleración del brazo se optimizan automáticamente en función del peso de la carga útil, para garantizar la máxima velocidad y evitar vibraciones, permitiendo así una precisión superior. Otras series de la familia SCARA de Yamaha incluyen la YK-TW omnidireccional, que permite palets de gran tamaño.
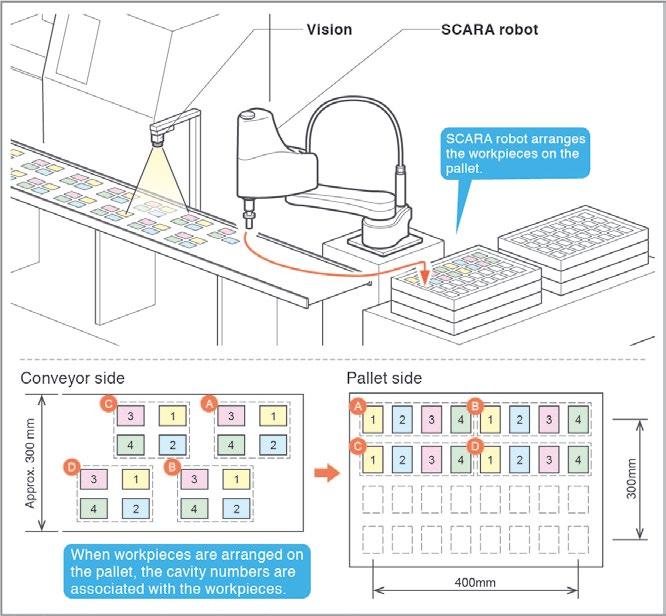
EJEMPLO DE SISTEMA DE VISIÓN
Otro caso es el de una empresa que fabrica grandes cantidades de un indicador electrónico utilizado en instrumentación
Los artículos grandes y de forma irregular, como los calibres de automoción, pueden ser difíciles de recoger y paletizar.
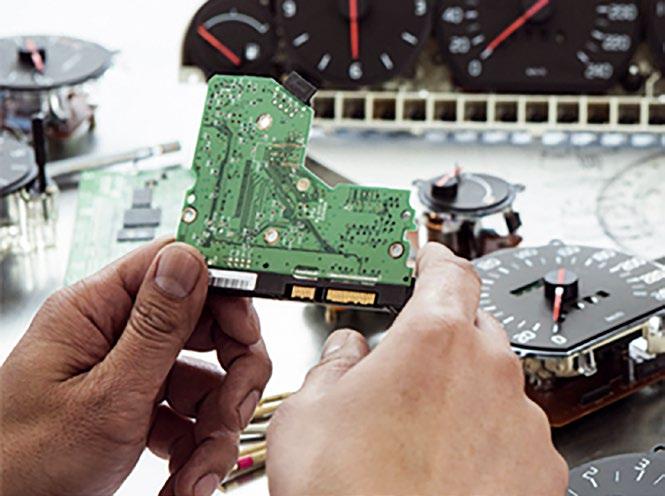
CASO DE ÉXITO 54 METALES Y MÁQUINAS
La velocidad del SCARA permitió paletizar las piezas en orden de cavidad, listas para su inspección.
de automoción. El indicador consta de una placa de circuito impreso, un mecanismo de aguja, una esfera serigrafiada y conectores eléctricos . El equipo quería aumentar la producción utilizando robots SCARA para recoger y paletizar rápidamente las unidades ensambladas que salían de la línea de producción. A continuación, los palés se transportan a la siguiente fase de fabricación.
El equipo sabía que se necesitaría un sistema de visión para garantizar la correcta alineación de los componentes a fin de paletizarlos satisfactoriamente. Por su experiencia previa, sabían que integrar un sistema de visión artificial como parte de una solución de manipulación automatizada era caro y requería mucho tiempo. Además, su anterior incursión en esta tecnología había requerido conocimientos especializados. En esta ocasión, su especialista en visión artificial se encontraba en comisión de servicio en otra división. Poner
fin a la comisión de servicio para encargarse de este proyecto no era una opción. El sistema de visión robótica RCXiVY2+ ayudó a superar el reto. La gestión de la cámara y el procesamiento de la visión están integrados en el controlador RCX340, que también aloja la aplicación del robot. La cámara puede acoplarse al robot o montarse en un dispositivo independiente. El sistema de Yamaha cuenta con instrucciones de visión específicas que simplifican la programación. El equipo puso en marcha el sistema con gran rapidez. De hecho, la integración llevó aproximadamente una quinta parte del tiempo que suele necesitarse cuando se utiliza tecnología de visión artificial convencional. La configuración puede completarse en tan sólo ocho minutos tras el encendido y dispone de calibración automática. Además, una línea de bus dedicada permite altas velocidades de datos, evitando así la latencia que puede mermar el rendimiento de los sistemas convencionales.

La visión robótica puede mejorar muchos procesos industriales Además de seguir los artículos que se recogen de una cinta transportadora y ayudar a orientar las piezas para paletizarlas. Otras aplicaciones incluyen la colocación de etiquetas en componentes, lo que permite que las etiquetas se coloquen siempre en el mismo lugar y con la misma orientación en cada artículo, incluso si las piezas de trabajo entrantes están espaciadas u orientadas de forma irregular. La visión también puede ayudar en procesos como la aplicación de materiales dispensables como adhesivos, juntas líquidas o selladores, detectando si la pieza de trabajo está torcida y permitiendo corregir la trayectoria de aplicación. En general, la visión puede mejorar las tareas de ensamblaje, como el atornillado, detectando rápidamente la posición de los orificios para facilitar la fijación, y puede ayudar a garantizar la alineación correcta de las piezas antes de insertarlas o unirlas.
CONCLUSIÓN
El coste asequible de los pequeños robots SCARA para tareas ligeras de producción y embalaje permite enfoques más flexibles para introducir la automatización en las actividades industriales. Aunque la velocidad, la precisión y la fiabilidad son puntos fuertes bien conocidos de los robots, con una aplicación bien pensada también pueden proporcionar información que ayude a mejorar el control del proceso y mantener el flujo de producción: otra forma de aumentar la productividad. Además, al hacer que la automatización flexible sea más asequible que nunca, los pequeños robots SCARA pueden utilizarse de forma rentable en escenarios de bajo volumen y bajo coste.
La visión artificial es una función esencial en muchas aplicaciones de manipulación y embalaje. La introducción del control de la visión en el dominio del robot, con instrucciones de visión específicas, puede acelerar y simplificar la integración y mejorar el rendimiento del sistema.
Empresas de todos los tamaños pueden ahora incorporar robots a sus actividades, utilizándolos para trabajar junto a operarios humanos y ayudarles, así como para acelerar tareas repetitivas o mundanas.
Yamaha 55 METALES Y MÁQUINAS
Robot SCARA YK-XE400 con cámara RCXiVY2+ montada.
CARGAS PESADAS BAJO CONTROL
ErgoMove 4000 de Blickle se encarga del transporte ergonómico y seguro de materiales largos
Para el transporte seguro de materiales largos y voluminosos en una nave de producción, el fabricante de maquinaria MK-Lietz confía en los conocimientos de la empresa suaba de Rosenfeld: el sistema de accionamiento eléctrico ErgoMove 4000 de Blickle, en combinación con unas ruedas giratorias especiales, es el encargado de llevar a buen puerto la carga de hasta cuatro toneladas de peso transportada en un carro de acero. Los trabajadores se benefician de la facilidad de manejo y la excelente maniobrabilidad. También en espacios reducidos.
 Blickle www.blickle.es
Blickle www.blickle.es
MK-Lietz, fabricante de maquinaria y equipos en Bad Münder, Baja Sajonia, construye numerosas variantes de carros y sistemas de transporte. El flujo de material interno en la recientemente construida nave de producción de un cliente, fue el motivo de un encargo especial para esta empresa de la Baja Sajonia: se tenían que transportar materiales largos y voluminosos y hasta cuatro europalets al mismo tiempo a través de la nave, y subirlos en montacargas a la planta superior. MK-Lietz ha desarrollado un sistema especial de seis ruedas para sus carros de transporte. Con él es posible girar el carro cargado sobre sí mismo 360 grados. Hay cuatro ruedas giratorias en la parte exterior del bastidor y dos ruedas con pestaña en el centro. Las ruedas están suspendidas de brazos oscilantes que están fijados mediante pernos al bastidor portante y conectados a las ruedas con pestaña. Esto asegura que el carro no bascule y que las ruedas con pestaña tengan en todo momento contacto con el suelo.
El mismo sistema será el que se utilizará para el cliente de MK-Lietz. Sin embargo, inicialmente existían dudas acerca del tipo
de ruedas que se podrían utilizar. Si bien, los requisitos se habían formulado claramente: “Buscábamos una solución sencilla y ergonómica que nos permitiese llevar perfiles de acero para sistemas transportadores,
de hasta cuatro toneladas de peso y seis metros de largo, a la siguiente planta sin tener que transferirlos a otro carro”, explica Dennis Lietz, Director de producción en MK-Lietz.
CASO DE ÉXITO 56 METALES Y MÁQUINAS
ErgoMove 4000 de Blickle se encarga de que el carro de transporte de seis metros de largo y cuatro toneladas de peso sea ergonómico de maniobrar.
ACCIONAMIENTO, DIRECCIÓN Y FRENADO ASISTIDO
“Nuestro cliente quería un carro de seis metros de longitud y hasta cuatro toneladas de peso que un solo trabajador pudiera maniobrar sin esfuerzo a lo largo de un recorrido previamente definido”, describe Timo Sieber, Director de ventas de la unidad de negocio ErgoMove en Blickle. Tras exhaustivas conversaciones con los especialistas en ruedas industriales, se perfiló una solución. Éstos recomendaron el uso de ErgoMove 4000 para las ruedas con pestaña. Con el sistema de accionamiento eléctrico pueden transportarse sin mucho esfuerzo pesos de hasta cuatro toneladas. Además de impulsar, ErgoMove ofrece también asistencia a la dirección y al frenado. Para solventar la tarea de manejo, Blickle adaptó el software y rea -
lizó pequeñas modificaciones del carro. Inicialmente existían dudas sobre el tipo de ruedas más adecuado para el bastidor. “Realizamos pruebas sobre el terreno y finalmente propusimos el uso de ruedas giratorias dobles de la serie LHD-ALB para disponer de una capacidad de giro óptima”, explica Timo Sieber. Estas ruedas para carga pesada llevan la resistente banda de rodadura Blickle Besthane con una dureza de banda de rodadura de 92 Shore A. En el soporte se utiliza chapa de acero gruesa para mayor estabilidad. Blickle suministró además cajas de batería externas para que el proceso de carga fuera flexible. Un dispositivo especial de protección contra atrapamiento aporta la seguridad necesaria. Este dispositivo activa una parada de emergencia inmediata si el carro contacta con objetos o una pared.

La combinación de ErgoMove 4000 con las ruedas dobles para carga pesada ha aportado varias ventajas a MK-Lietz. “Con el sistema de Blickle hemos encontrado una solución eficaz y segura. El manejo es sencillo y la ergonomía es idónea”, constata el Director de producción Dennis Lietz. Y destaca también la utilidad de la protección contra atrapamiento: “Cuando se transporta mercancía pesada, la seguridad de los trabajadores es fundamental. La protección contra atrapamiento es absolutamente fiable en este sentido.” Siendo cliente de Blickle desde hace años, es la primera vez que MK-Lietz utiliza el sistema ErgoMove 4000, y los resultados son tan buenos que ya hay más proyectos en fase de planificación. Blickle es una empresa familiar fundada en 1953 que apuesta desde sus inicios por la máxima calidad y una gran disponibilidad, innovación y fiabilidad. Blickle es hoy uno de los líderes mundiales en la producción de ruedas industriales. La cartera de productos estándar comprende más de 30.000 tipos de ruedas industriales giratorias y fijas, con una capacidad de carga que va desde los 25 hasta los 50.000 kilos. Incluye además numerosas soluciones especiales y de sistema de hasta 100 toneladas, que se desarrollan a medida y conjuntamente con el cliente.

Blickle 57 METALES Y MÁQUINAS
Blickle es hoy uno de los líderes mundiales en la producción de ruedas industriales.
Gracias al sistema especial de seis ruedas y al ErgoMove, es posible girar el carro sobre sí mismo 360 grados.
Entrevista Ion Olaeta
PRESIDENTE FER. MIEMBRO DE LA JUNTA
DIRECTIVA DE EURIC Y VICEPRESIDENTE DE LA EPRB (EUROPEAN PLASTICS RECYCLING BOARD)

El sector español del reciclado de metales goza de buena salud, si bien su contexto en los últimos meses no ha sido ajeno a los acontecimientos
Los próximos días 8 y 9 de junio, el Hotel Don Carlos de Marbella acoge la 20ª edición del Congreso Nacional de la Recuperación y el Reciclado. Y, con motivo de esta importante cita para el sector, hablamos con el presidente de FER, Ion Olaeta, quien nos habla en esta entrevista tanto de las principales novedades de esta importante edición del congreso como de la situación en la que se encuentra actualmente el sector del reciclado de metales en nuestro país. Todos los detalles, a continuación.
Mónica Alonso
Metales&Máquinas: Este año, el Congreso FER se traslada a la ciudad de Marbella, ¿por qué se ha elegido esta localización?
“Las expectativas del congreso pasan siempre por superar al anterior, tanto en número de congresistas como en la calidad de su programa y de los ponentes que asisten”, asegura el presidente de FER.
Ion Olaeta: El Congreso de FER se celebra de forma bianual en Madrid, coincidiendo con la Feria Internacional de la Recuperación y el Reciclado (SRR) y, del mismo modo, en otros lugares de la geografía española. En sus anteriores ediciones fuera de la capital, las sedes elegidas fueron Pontevedra y Benidorm, por lo que hemos considerado que en esta ocasión debíamos mirar hacia el sur y Marbella es un destino emblemático e ideal para celebrar el congreso. Además, FER cuenta con socios repartidos por todo el Estado y nos parecía apropiado que, en este caso, los pertenecientes a Andalucía estén como en casa y los de fuera de esta comunidad autónoma tengan la oportunidad de conocer este marco incomparable que nos ofrece Marbella.
En el fondo, tenemos la gran suerte de residir en un país que no sólo cuenta con un clima excelente para celebrar eventos de este tipo, sino que también posee grandes atractivos culturales y recreativos que, sin duda, dan un valor añadido al
congreso de FER, por lo que consideramos que la sede elegida este año volverá a sorprender a los congresistas.
M&M: ¿Qué expectativas tienen puestas en esta 20ª edición?
I.O.: Como cada año, las expectativas del congreso pasan siempre por superar al anterior, tanto en número de congresistas como en la calidad de su programa y de los ponentes que asisten. Obviamente, el listón que pusimos en la anterior edición está muy alto, pues conseguimos, por primera vez en España, celebrar este evento junto con la Conferencia Anual de la Confederación Europea de Industrias del Reciclaje (EuRIC). Sin embargo, en FER siempre somos ambiciosos y queremos mejorar con respecto a los congresos anteriores, más si cabe este año que el congreso celebra su vigésima edición.
M&M: ¿Cuáles serán sus principales novedades?
I.O.: Aunque su denominación es la de Congreso Nacional de la Recuperación y el Reciclado, año tras año este evento va dotándose de una dimensión cada vez más internacional, conscientes de
58 METALES Y MÁQUINAS ENTREVISTA
que las decisiones que se adoptan sobre nuestro sector nos vienen impuestas por la Unión Europea, como Estado miembro que somos, y de que, a su vez, el reciclaje forma parte de un mercado global. Por eso, el programa recoge una serie de ponencias y mesas redondas en las que se analizarán y debatirán aspectos sumamente relevantes para el sector que vienen derivadas de las normativas europeas y sus adaptaciones a la legislación nacional, de la coyuntura económica actual o de los problemas concretos a los que tienen que hacer frente los gestores de residuos españoles.
M&M: ¿Nos puede dar ya algunas cifras de expositores, visitantes…?
I.O.: Aunque aún es pronto para poder saber con exactitud la dimensión del congreso en cifras, debido a que estamos en la fase de inscripción, sí puedo avanzar que dos meses antes de su celebración contábamos ya con más de 300 personas inscritas y 35 expositores.
M&M: Respecto a los temas de las mesas redondas, ¿en qué se centrarán?
I.O.: Como ya le he avanzado en las novedades de esta edición, el congreso siempre trata las cuestiones más actuales y trascendentales para las empresas recicladoras. En esta ocasión, las ponencias y las mesas redondas analizarán y debatirán sobre cuestiones como la escasez de materias primas y la incidencia en los mercados reciclados, o los sistemas de responsabilidad ampliada del productor.
M&M: Cambiando de tercio, ¿cómo se encuentra el sector nacional de la recuperación y el reciclaje en el sector del metal?
I.O.: El sector español del reciclado de metales goza de buena salud, si bien su contexto en los últimos meses no ha sido ajeno a acontecimientos tan relevantes como las consecuencias económicas derivadas de la pandemia del coronavirus, con los cuellos de botella que hemos padecido en el suministro de algunos materiales, sin olvidar el desorbitado coste energético al que se ha tenido que hacer frente tras la invasión rusa de Ucrania y la inflación desbocada que, indudablemente, ha afectado al sector. Sin embargo, parece que poco a poco, de forma gradual, la actividad está volviendo a los niveles previos a la pandemia de la Covid-19 y esperamos que el sector repunte en los próximos meses porque las próximas normativas que va a aprobar la Unión Europea no hacen más que ratificar lo que tantos años llevamos señalando desde FER: que este es un sector estratégico no sólo para toda la industria sino también para la autosuficiencia

“Dos meses antes de su celebración, contábamoa ya con más de 300 personas inscritas y 35 expositores”, explica Olaeta.
de materias primas consideradas estratégicas y la nueva revolución industrial que está en ciernes por, entre otros muchos factores, la electrificación del parque móvil y la decidida apuesta de lograr un continente climáticamente neutro para 2050.
M&M: ¿Cómo evolucionará en los próximos años?
I.O.: Para hacernos una idea aproximada de la importancia que tendrá el reciclaje de metales a corto plazo, basta con escuchar la opinión de diversos expertos que afirman que pasamos de un mundo intensivo en hidrocarburos a un mundo intensivo en metales. Es decir, sólo de aquí a 2050, tendremos que extraer tantos metales como lo hemos hecho desde los albores de la Humanidad. Esto nos lleva a que ningún modelo será sostenible sin una tasa de reciclado jamás alcanzada para los metales, que prácticamente tendrá que ser del 100% en Europa. Por eso, en esta transición industrial, donde los metales serán no sólo materiales esenciales para la producción sino también estratégicos en cuestiones como la defensa o la autosuficiencia energética, es fundamental que se establezcan la política y los incentivos económicos adecuados para impulsar el reciclaje de metales en Europa.
M&M: Para finalizar, ¿cuáles son sus ejes principales?
I.O.: Pues podría sonar a tópico, pero dados los cambios que se avecinan para el sector con los reglamentos que se están tramitando actualmente (traslados, envases, baterías, materias primas críticas o diseño ecológico), puede ser el momento de apostar decididamente por la I+D+i para que las empresas estén preparadas para hacer frente a unos objetivos de reciclado que serán muy estrictos y ambiciosos, así como a los cambios en los modelos de gestión en diferentes flujos de residuos. Obviamente, los recicladores son importantes, pero son sólo un eslabón de toda la cadena de valor y, por tanto, para que esta interdependencia funcione en ese futuro no tan lejano todos los agentes implicados tendrán que trabajar juntos en una misma dirección. No obstante, desde FER más que amenazas nos gusta ver oportunidades. Y creemos que es el momento de que las empresas del sector apuesten por dotarse de las herramientas necesarias para aprovechar estas nuevas oportunidades de mercado que se generarán en sectores tan importantes como, por ejemplo, el de las baterías y todo lo que esté relacionado con la nueva movilidad eléctrica, aquellos otros bienes que incluyan las denominadas tierras raras o a la generación de energías renovables.
ABB 59 METALES Y MÁQUINAS
Sólo de aquí a 2050, tendremos que extraer tantos metales como lo hemos hecho desde los albores de la Humanidad”
Obviamente, los recicladores son importantes, pero son sólo un eslabón de toda la cadena de valor”
Para aplicaciones de clasificación de metales y otra para clasificación del resto de residuos
TOMRA Recycling Sorting celebra la ampliación de su Centro de pruebas en Alemania

Desde el 28 de febrero al pasado 2 de marzo, TOMRA dio la bienvenida a socios industriales del sector, clientes y a periodistas para celebrar la apertura de su segundo centro de pruebas en su sede central de Mülheim-Kärlich, Alemania. El evento se celebró dentro del marco de la Conferencia de integradores que se celebra de forma anual por la empresa. Más de 200 asistentes de 26 países acudieron al evento de dos días de duración para seguir sus conferencias y el programa de eventos organizado.
Tomra https://languagesites.tomra.com/es-es/
RECYCLING 60 METALES Y MÁQUINAS
Fabrizio Radice, vicepresidente y director comercial Global y Marketing en TOMRA Recycling Sorting.
El primer día de conferencias, los asistentes asistieron a varias presentaciones sobre la dirección estratégica de la empresa, incluida una celebrada por la Consejera Delegada de TOMRA, Tove Andersen. El segundo día se centró en la ampliación de su centro de pruebas, que marca un nuevo hito en los objetivos a largo plazo de TOMRA Recycling Sorting.
“Con una legislación cada vez más severa y objetivos de reciclaje más exigentes, la demanda de recuperación de material valorizable de los residuos se encuentra en máximos históricos, y lo mismo ocurre con la demanda de nuestras soluciones de clasificación y pruebas de material. Hemos ido monitorizando la situación para comprobar que, en los últimos años, habíamos alcanzado el límite de nuestra capacidad de realizar pruebas en Alemania. Debíamos actuar para seguir asegurando el mejor servicio para nuestros clientes y nuestros socios”, declara Fabrizio Radice, vicepresidente y director comercial Global y Marketing en TOMRA Recycling Sorting.
Hasta ahora, el centro de pruebas de TOMRA contaba tanto con soluciones de clasificación para metales como para el resto de residuos de forma conjunta, y es uno de los 8 centros que TOMRA tiene repartidos en 7 ubicaciones distintas por todo el
mundo. En ellos ofrece a sus clientes, a las empresas de reciclaje y a los operadores de plantas, la oportunidad única de testar su propio material en las máquinas de clasificación avanzada de TOMRA, antes de decidirse a invertir en ellas.
“Además de esta creciente demanda de pruebas, en TOMRA seguimos desarrollando nuevos sistemas de clasificación que ponemos a su disposición en nuestro centro de
pruebas. Como en los últimos años hemos lanzado al mercado muchas novedades, y sabemos que seguiremos haciéndolo en el futuro, necesitábamos tener espacio suficiente para incorporar nuestra creciente cartera de productos. Por eso decidimos invertir en un edificio extra”, añade Radice. La propia TOMRA aprovechará el espacio extra para desarrollar innovaciones que el personal más especializado pueda probar y


TOMRA 61 METALES Y MÁQUINAS
La apertura de una nueva nave para pruebas y la conferencia dejaron patente el objetivo de crecimiento de TOMRA y su compromiso con el sector para contribuir a un mundo sin residuos.
Más de 200 asistentes de 26 países acudieron al evento de dos días de duración para seguir sus conferencias y el programa de eventos organizado.
optimizar in situ. La empresa realiza unas 650 pruebas tanto internas como de clientes al año, y prevé que la demanda crezca aún más en el futuro.
La decisión de ampliar su capacidad implicó otro cambio importante. Ralph Uepping, Vicepresidente y Director de Tecnología de TOMRA Recycling Sorting nos lo explica: “Hasta hace poco, combinábamos máquinas de clasificación de metales y de residuos en una misma zona. Ahora, hay una sala de pruebas específica para cada segmento. Mientras las pruebas de clasificación de residuos se realizan en la planta más antigua, la nueva la dedicamos sólo a las de metales”.

Así, las nuevas X-TRACT, FINDER y COMBISENSE de TOMRA, además de una máquina que se lanzará próximamente para la clasificación avanzada de aluminio, se han instalado en la nueva nave, de 1.000 metros cuadrados. Equipada con tecnología puntera, los sistemas TOMRA de clasificación de metales recuperan metales valiosos de los flujos mixtos y permiten crear las fracciones de material más puras, como el aluminio apto para su uso directo en fundiciones.
Mientras el sector se esfuerza en lograr una producción sostenible y reducir sus emisiones de CO 2 , la demanda global de metales reciclados continúa en aumento, tal como ocurre con la necesidad de recuperación y procesado preciso de material. “Contamos
con una larga experiencia en el sector del reciclaje de metales, pero dadas las tendencias actuales del mercado y las exigencias de nuestros clientes, en el futuro nos centraremos aún más en este ámbito. Gracias a nuestra mayor capacidad para realizar pruebas y la tecnología más avanzada, estamos perfectamente preparados para dar soporte al sector a la hora de procesar mayores volúmenes y lograr la alta calidad requerida”, explica Radice.
Si bien la nueva planta permite a TOMRA poner más énfasis en el segmento de los metales, las aplicaciones para residuos siguen desempeñando un papel igualmente importante. El centro de pruebas original echó a andar inicialmente como una estación móvil de pruebas en Andernach, Alemania. En 2009, se trasladó a Mülheim-Kärlich, y poco a poco se ha ido sofisticando. Actualmente, ofrece 1.500 metros cuadrados en los que realizar pruebas de clasificación de residuos. El abanico de posibilidades de tests es muy amplio y va desde la recuperación de polímeros reciclables de la fracción resto como de residuos procedentes de recogida selectiva, hasta a la clasificación y purificación de escamas, separación de madera por tipo de madera, y mucho más.
Además, la tecnología deep learning, subespecialidad de la IA, forma parte de la cartera de productos de TOMRA y puede probarse
en varias tareas de clasificación. Disponible como una solución complementaria de su tecnología principal, el deep learning es una herramienta lista para el futuro que ayuda a mejorar el rendimiento de clasificación al detectar materiales que, hasta ahora, eran muy difíciles o prácticamente imposibles de detectar. Al resumir las ventajas de la configuración del nuevo centro de pruebas, Ralph Uepping hace hincapié en lo siguiente: “Todos nuestros productos están instalados y pueden probarse en un circuito completo. Junto a nuestros experimentados ingenieros de pruebas, podemos simular todo el proceso de clasificación incluido el paso por un separador de Corrientes de Foucault, imán, cribas y hasta por un separador balístico. Así, podemos mostrar la importancia del pretratamiento del material y establecer procesos estables y viables económicamente incluso con flujos de entrada cambiantes”. Fueron en total 3 días y dos jornadas con un intenso programa que se desarrolló tanto en la central alemana de TOMRA como en un hotel próximo, combinando así teoría y práctica. El primer día de la conferencia, los asistentes disfrutaron de varias presentaciones en las que descubrieron información sobre la estrategia, nuevos proyectos, oferta digital, incluido el deep learning y la estrategia del servicio de atención al cliente de TOMRA. El segundo día tuvo un tono más práctico. Tras la presentación realizada por Tom Eng, Vicepresidente ejecutivo y Director General de TOMRA Recycling Sorting, para explicar la evolución de la sede de Mülheim-Kärlich, la dirección de la empresa guió a los participantes al centro de pruebas donde se cortó la cinta y se declaró inaugurado el centro. Divididos en grupos, los asistentes recorrieron las instalaciones y presenciaron diversas demostraciones en vivo de varias aplicaciones. El tour concluyó con presentaciones que subrayaron cómo TOMRA y su tecnología apoyan la maximización de la circularidad de los recursos en los sectores del plástico, los metales y la madera.
La apertura de una nueva nave para pruebas y la conferencia dejaron patente el objetivo de crecimiento de TOMRA y su compromiso con el sector para contribuir a un mundo sin residuos.
TOMRA brinda así la oportunidad a sus clientes y socios para desarrollar, junto con sus expertos, la solución de clasificación idónea para sus necesidades.
RECYCLING 62 METALES Y MÁQUINAS
Hasta ahora, el centro de pruebas de TOMRA contaba tanto con soluciones de clasificación para metales como para el resto de residuos de forma conjunta.
Bosch desarrollará la primera planta totalmente automatizada de descarga de baterías de Europa
níquel, entre otras. Para ello, Bosch ha desarrollado maquinaria, equipos y software especiales. La filial Bosch Rexroth está suministrando a Battery Lifecycle Company, una joint venture entre TSR Recycling, filial de Remondis, y Rhenus Automotive, el primer sistema totalmente automatizado de Europa para descargar y desmontar módulos de batería.

Cada vez son más los coches eléctricos que circulan por las carreteras. Bosch estima que, en 2030, representarán alrededor del 70 por ciento de todas las matriculaciones de turismos en Europa, lo que aumentará la demanda de baterías y el reciclaje de las materias primas que contienen litio, cobalto y
“La electromovilidad sólo podrá imponerse a largo plazo si hay suficientes materias primas disponibles para la producción de baterías. El reciclaje juega un papel clave y nos ayuda a situar nuestra producción sobre una base sostenible: reutilizamos lo que usamos y recuperamos las materias primas”, ha declarado Stefan Hartung, presidente del Consejo de Administración de Bosch. Los expertos predicen que, para 2030, Europa requerirá una capacidad de reciclaje de hasta 420.000 toneladas métricas anuales de ma-
teriales de baterías. “Si queremos construir una economía circular europea, debemos integrar firmemente el reciclaje en el ciclo de vida del producto y crear la infraestructura necesaria para ello. Bosch está aportando a esto su experiencia técnica”, ha subrayado Hartung. Bosch presentó su tecnología industrial para el reciclaje de baterías en la Hannover Messe, que se celebró del 17 al 21 de abril de este año.
Al existir cada vez más coches eléctricos, unos recursos limitados y mayores requisitos legales para el reciclaje, los desafíos aumentan. “Lo que hagamos hoy marcará el mañana. Las baterías que se instalan actualmente en los vehículos habrán llegado al final de su vida útil en 10 o 15 años. Debemos aprovechar esta oportunidad para desarrollar la capacidad de reciclaje necesaria”, ha indicado Steffen Haack, CEO de Bosch Rexroth.
Desde su fundación hace más de 115 años, Mewa, proveedor de gestión textil, ha ido innovando y mejorando sus procesos para reducir al máximo el consumo de energía, así como el uso de recursos naturales. Entre ellos, uno de los más valiosos: el agua potable. El servicio textil de Mewa para paños de limpieza industrial en el sistema reutilizable es sostenible y la conservación de los recursos abarca toda la vida del producto: tanto su fabricación como el lavado de los paños, que se realiza en las instalaciones de Mewa, donde se concentra un elevado nivel de innovación tecnológica a favor de la sostenibilidad medioambiental.

Cada lavandería de Mewa dispone de sus propias instalaciones de tecnología medioambiental para procesar los conta-
minantes lavados, con lo que el sistema de Mewa consigue una reducción de la contaminación medioambiental de hasta el 85% en comparación con los procesos de lavado convencionales.
La compañía lava los productos mediante un proceso único que consigue ahorrar
hasta un 50% de agua en comparación con los procesos de lavado convencionales. Esto se consigue con un sistema de reutilización de agua desarrollado de forma interna, conocido como técnica en cascada, que permite aprovechar en procesos de lavado multietapa el agua procedente del proceso principal de lavado y aclarado, tras ser filtrada y tratada. Así es como Mewa reduce hasta la mitad el consumo del agua potable y de la energía necesaria para el calentamiento de sus propias instalaciones.
El compromiso de la compañía alemana, cuyo lema es invertir lo mismo en expansión que en el cuidado del medio ambiente, llega hasta el final del proceso. En lo que respecta al tratamiento de sus aguas residuales, Mewa alcanza un nivel del 99,8% de pureza. De esta forma, la empresa supera las exigencias establecidas por las administraciones.
RECYCLING BREVES 63 METALES Y MÁQUINAS
Mewa consigue una reducción de la
medioambiental de hasta el 85%
contaminación
Para 2030, Europa requerirá una capacidad de reciclaje de hasta 420.000 toneladas métricas anuales de materiales de baterías.
El servicio textil de Mewa para paños de limpieza industrial en el sistema reutilizable es sostenible y la conservación de los recursos abarca toda la vida del producto.
Carro lineal con nuevo mecanismo de bloqueo
El nuevo carro lineal de igus puede acoplarse directamente en el raíl, bloquearse con una palanca de fijación y retirarse en cuestión de segundos. Su uso permite el transporte fácil y práctico de elementos como paneles de control, sistemas de cámaras, unidades de medición y ensayo y herramientas. Dos años después de su presentación como estudio, el nuevo carro con clip de igus ha empezado su fabricación en serie. Michael Hornung, Product Manager de tecnología lineal drylin de igus GmbH, ha explicado: “La idea de desarrollar el carro surgió de los comentarios de nuestros clientes sobre el interior de la cabina. Querían poder mover los paneles de control de forma ergonómica y, en caso necesario, desmontarlos y llevárselos”. El mecanismo de acoplamiento del carro para guías drylin W permite retirar el equipo del raíl con un solo movimiento, llevarlo a otra cabina y guardarlo con seguridad. El primer prototipo se hizo popular rápidamente, y las sugerencias de los clientes ayudaron a perfeccionarlo. “Los clientes querían poder bloquear el carro, por lo que integramos la palanca de fijación”, ha afirmado Hornung.
Esta gama de carros combina un total de tres funciones: un desmontaje fácil, el bloqueo mediante una palanca y un funcionamiento suave y silencioso. El carro drylin W con clip es el único carro lineal que puede encajarse fácilmente a un raíl lineal. De esta forma, el usuario puede montar el raíl de pared a pared y no necesita planificar ningún espacio de instalación adicional para el carro.
Husillos a bolas laminados
Los husillos a bolas laminados de precisión de NSK son el sistema de movimiento lineal perfecto para aplicaciones que incluyan carpintería, metalistería, operaciones de embalaje, sistemas de selección y colocación y unidades de transferencia automatizadas (pick & place), entre otras. Tanto las series PR/LPR como la serie Intercambiable son capaces de ofrecer tiempos de ciclo rápidos gracias a una velocidad de rotación admisible de 160.000 dn (hasta 5000 rpm). A pesar de esta alta velocidad, no se compromete la precisión, ya que ambos husillos a bolas ofrecen una precisión de clase Ct7.

Otros atributos de los husillos a bolas PR/ LPR e Interchange incluyen el innovador sistema de recirculación mediante
End-Deflector de NSK, que contribuye a conseguir la alta velocidad antes mencio -
nada. El End-Deflector, con su diseño de recirculación de bolas optimizado (suave), consigue reducir la generación de ruido a la mitad en comparación con los sistemas convencionales.
Gracias a los revestimientos fabricados con plásticos de alto rendimiento optimizados tribológicamente, se desliza suave y silenciosamente sobre el raíl sin necesidad de lubricación, por lo que la suciedad y el polvo no pueden adherirse y la humedad y el agua tampoco suponen un problema.

www.igus.es
Otra de las ventajas es la unidad de lubricación K1 opcional de NSK. Este sistema pionero de lubricación aplica lubricante a lo largo de la vida útil de la máquina, lo que la convierte en una forma sostenible y respetuosa con el medio ambiente de proporcionar funcionamiento a largo plazo libre de mantenimiento. En combinación con un sellado de retención de grasa, la unidad K1 contribuye a un TCO (coste total de propiedad) reducido. También está disponible el kit K1 de NSK para aplicaciones de retrofitting. Los husillos laminados de precisión de la serie LPR/ PR de NSK se entregan precargados y preensamblados (la tuerca simple ya está montada en el eje del husillo para generar la precarga).
www.nskeurope.es/es.html
NOVEDADES 64 METALES Y MÁQUINAS
Cilindros de posicionamiento con sistema de sujeción por expansión de bordes
Norelem han lanzado los cilindros de posicionamiento con sistema de sujeción por expansión de bordes que ofrecen un montaje duradero y sencillo y una gama de sujeción de 0 a 30 milímetros, además de fijar y centrar piezas estandarizadas de manera fiable adaptándose rápidamente a los cambios de los procesos de producción. Los sistemas de posicionamiento mecánicos se utilizan en la producción automatizada de muchos procesos diferentes. Deben ser rápidos y fiables, y tiene que ser fácil reajustarlos, si fuera necesario.
Los cilindros de posicionamiento con sistema de sujeción por expansión de bordes cumplen todos estos requisitos. Están hechos en acero bruñido tratado en caliente y están disponibles en cuatro diámetros diferentes de 10 a 20 mm. Los cilindros alcanzan fuerzas de retención de 5,4 kN a 22,6 kN, con una gama de sujeción de 0 a 30 mm, convirtiéndolos en la opción ideal para muchos procesos de fabricación que impliquen la sujeción y fijación de elementos normalizados, incluso combinados con sistemas de cambio rápido.

La facilidad de montaje tiene muchas ventajas. Las herramientas estándar son suficientes para montar los cilindros de posicionamiento. El cilindro está incluso precargado a mano, lo que quiere decir que no son necesarios casquillos de centrado o posicionamiento.
https://norelem.es/es/
Tecnología para la limpieza de superficies industriales

La limpieza de las superficies de los componentes es esencial en la producción. En primer lugar, es necesario eliminar las impurezas para poder llevar a cabo con buena calidad las fases del proceso como la soldadura, el pegado, el sellado, el pintado, la impresión y la soldadura indirecta. La limpieza de superficies industriales es especialmente sostenible y rentable con Acerios, la tecnología de plasma activo caliente de Fronius. Para poder unir componentes individuales de aluminio y formar una pared lateral mediante soldadura por puntos, por ejemplo, en carrocerías de automóviles, la superficie de la chapa debe estar libre de partículas extrañas o suciedad. De lo contrario, podrían producirse graves errores de unión. Hasta ahora, la industria automovilística recurría a procesos de limpieza química en los que el componente se sumergía en productos químicos. El uso, almacenamiento y eliminación de los productos químicos necesarios no solo es complejo y costoso, sino también problemático en lo que respecta a su impacto medioambiental. Además, estos procesos de limpieza están sujetos a estrictos requisitos de seguridad. Una tecnología desarrollada por Fronius ofrece la solución: el plasma activo caliente elimina las impurezas con gran precisión, rápidamente y con eficacia. Esta aplicación es adecuada para metales como el aluminio y el acero, así como plásticos, vidrio y cerámica.
www.fronius.com/es-es/spain
Cable para corriente continua
Los costes de la energía están subiendo con rapidez. La industria cada vez se pregunta más qué posibilidades de ahorro quedan. Una solución podría ser pasarse de forma sistemática a la corriente continua. Una red eléctrica inteligente para la industria basada en corriente continua eliminaría el hasta ahora necesario paso de la conversión de la corriente continua en alterna, lo que podría ahorrar considerablemente energía y costes de materiales. Por esto, LAPP cuenta con el ÖLFLEX DC GRID 100, un cable de corriente continua para las conexiones de edificios y plantas industriales.
ÖLFLEX DC GRID 100 es adecuado para instalar en plantas industriales redes eléctricas de corriente continua en el rango de baja tensión que ahorren energía, por ejemplo, para uso en sistemas de control, motores y convertidores de frecuencia. Este cable flexible de corriente continua para enterrado directo con código de color conforme a la norma EN 60445 tiene unas buenas propiedades de instalación, gracias a su diseño de conductores flexible y de hilos finos. Se puede usar en entornos secos, húmedos y mojados y resiste grandes cargas mecánicas. Se puede tender directamente bajo tierra o de forma abierta en bandejas portacables. En su papel como colaborador del proyecto DC-Industry2 apoyado por el Ministerio Alemán de Asuntos Económicos y Energía, la empresa está investigando en la actualidad sobre la estabilidad a largo plazo de materiales de aislamiento para cables.
https://lappespana.lappgroup.com/

NOVEDADES 65 METALES Y MÁQUINAS
Información para decidir

Solo aquella información basada en la responsabilidad y la calidad nos hace libres para tomar las mejores decisiones profesionales. En ConeQtia, entidad colaboradora de CEDRO, garantizamos contenido riguroso y de calidad, elaborado por autores especializados en más de 30 sectores profesionales, con el aval de nuestros editores asociados y respaldando el uso legal de contenidos. Todo ello con la nalidad de que el lector pueda adquirir criterio propio, facilitar la inspiración en su labor profesional y tomar decisiones basadas en el rigor.







Por este motivo, todos los editores asociados cuentan con el sello de calidad ConeQtia, que garantiza su profesionalidad, veracidad, responsabilidad y abilidad.



NOVEDADES
coneqtia.com
Con la colaboración de:

Platinum Sponsor



Gold Sponsors

