Bollettino del Consiglio di fabbrica dell'Ansaldo
D.B.G.V.
Stampa: Coop. Edit. "NUOVA BRIANZA" Renate (MI). Telefono 0362/924353

D.B.G.V.
Stampa: Coop. Edit. "NUOVA BRIANZA" Renate (MI). Telefono 0362/924353

Premessa
Seppure con notevole ritardo rispetto alla scadenza del mandato saremo chiamati, fra qualche giorno, a rieleggere il Consiglio di fabbrica.
Questa scadenza deve essere un importante momento di discussione tra i lavoratori sui problemi di fronte ai quali si trova oggi il movimento sindacale, sul ruolo del Consiglio di fabbrica e del delegato, sugli accordi realizzati in questi due anni e su come rafforzare in modo propositivo la struttura di base del sindacato.
Considerazioni generali
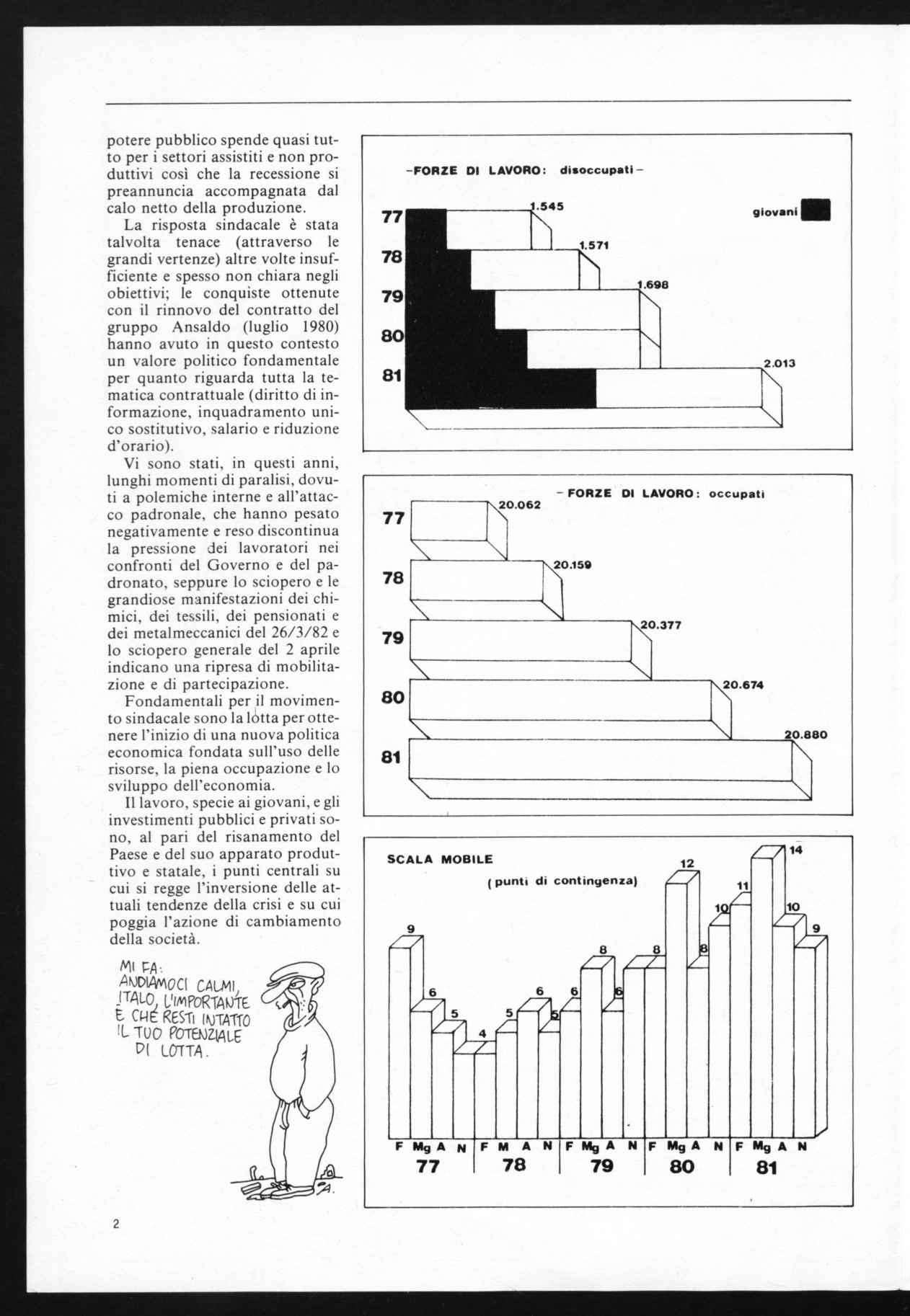
La situazione economica e sociale, dall'autunno del '79 ad oggi, si è drammaticamente aggravata: oltre due milioni di disoccupati e centinaia di migliaia di inoccupati saltuari o in Cassa integrazione; un tasso di inflazione altissimo; un debito pubblico che cresce sempre più e spinge lo Stato verso la bancarotta. Gli strati sociali colpiti dalla miseria si allargano sempre più, mentre sempre più ristretti sono i gruppi che mantengono e consolidano un potere parassitario e privilegiato.
A causa di fatti internazionali (aumento generalizzato delle spese militari, manovre del dollaro, aumento del costo delle materie prime ed energetiche) per motivi interni (crisi delle grandi aziende,
(oro voi SIETE D(SPoSti A ASSUMERE ALCUNI G10VANI, PeRo‘Stal INDIVIDuALMENTE°
BENINTESO SE Lo
FIGURA SE UVAZ(ECA
ASSUME UN Lorf o G
MAGARI c'E: DEKyreo UNO coi DENTI CAZIATI
mancati investimenti -produttivi, politica recessiva, terremoto, fiscal-drag, disoccupazione giovanile) e per il consolidarsi della ragnatela speculativa il Paese minaccia di sprofondare. In ciò spinto fra l'altro dal terrorismo, dagli scandali, dalla P2 e dall'opposizione delle forze conservatrici ad affrontare riforme di risanamento capaci di incidere sui privilegi e sui punti che ostacolano lo sviluppo economico e sociale.
È vero che l'azione responsabile dei lavoratori e la difesa della
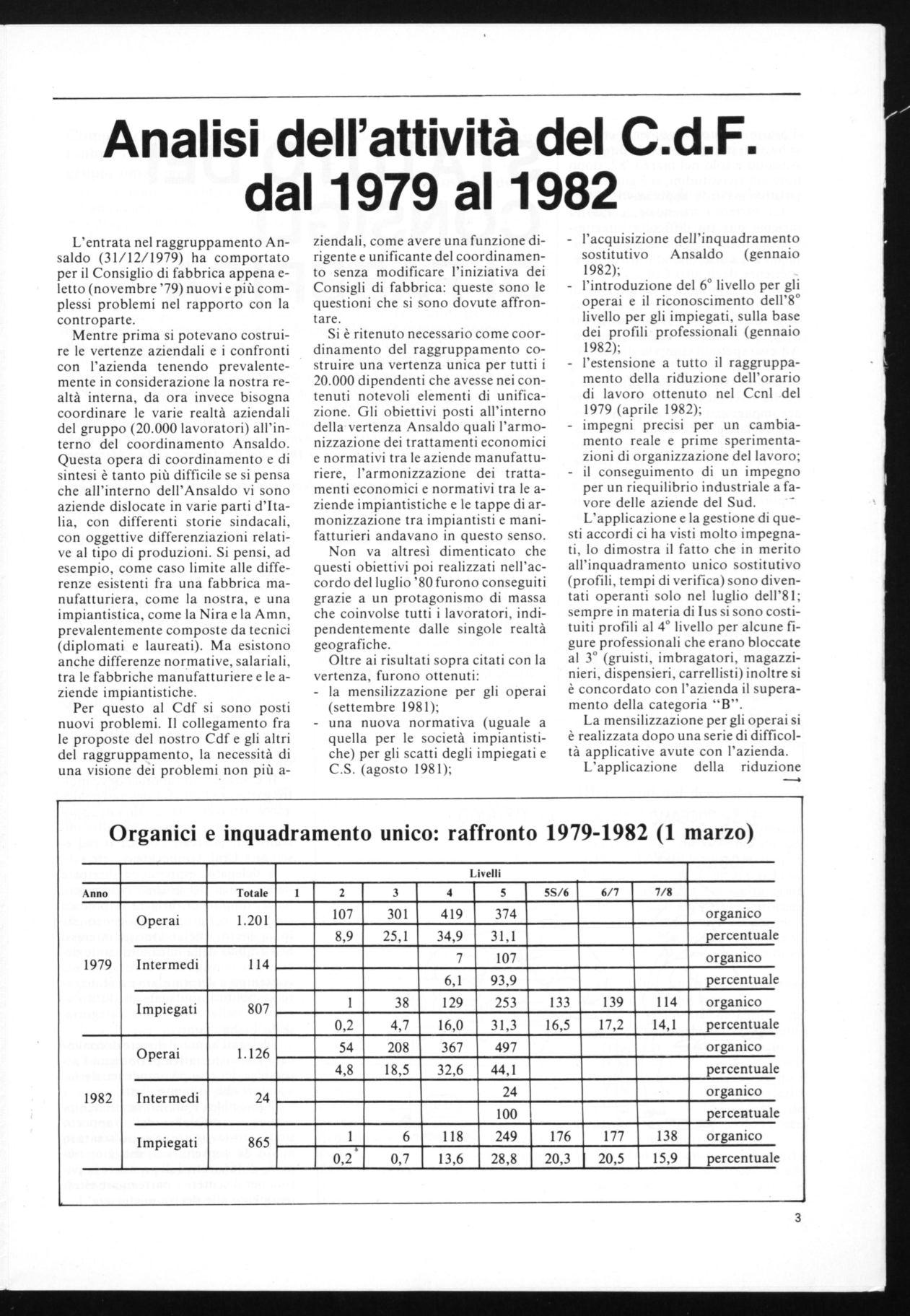
scala mobile hanno impedito un più vasto logoramento del potere di acquisto dei bassi salari e delle pensioni ed hanno contenuto finora il numero dei disoccupati; è vero che in conseguenza di ciò i lavoratori hanno pagato duri prezzi, pur tuttavia le prospettive, si pensi solo alle tendenze della Cig, sono drammatiche.
È vero altresì che il padronato, nonostante l'aumento dei profitti, non ha investito, nè ammodernato l'apparato produttivo e il
potere pubblico spende quasi tutto per i settori assistiti e non produttivi così che la recessione si preannuncia accompagnata dal calo netto della produzione.
La risposta sindacale è stata talvolta tenace (attraverso le grandi vertenze) altre volte insufficiente e spesso non chiara negli obiettivi; le conquiste ottenute con il rinnovo del contratto del gruppo Ansaldo (luglio 1980) hanno avuto in questo contesto un valore politico fondamentale per quanto riguarda tutta la tematica contrattuale (diritto di informazione, inquadramento unico sostitutivo, salario e riduzione d'orario).
Vi sono stati, in questi anni, lunghi momenti di paralisi, dovuti a polemiche interne e all'attacco padronale, che hanno pesato negativamente e reso discontinua la pressione dei lavoratori nei confronti del Governo e del padronato, seppure lo sciopero e le grandiose manifestazioni dei chimici, dei tessili, dei pensionati e dei metalmeccanici del 26/3/82 e lo sciopero generale del 2 aprile indicano una ripresa di mobilitazione e di partecipazione.
Fondamentali per il movimento sindacale sono la lédta per ottenere l'inizio di una nuova politica economica fondata sull'uso delle risorse, la piena occupazione e lo sviluppo dell'economia.
Il lavoro, specie ai giovani, e gli investimenti pubblici e privati sono, al pari del risanamento del Paese e del suo apparato produttivo e statale, i punti centrali su cui si regge l'inversione delle attuali tendenze della crisi e su cui poggia l'azione di cambiamento della società.
MI PA: ANDIAMOCICALMI) TA L'imPORTAIJIE. t al RESTI INTATTO IL. Top POTENZIALE 17( LOTTA.
L'entrata nel raggruppamento Ansaldo (31/12/1979) ha comportato per il Consiglio di fabbrica appena eletto (novembre '79) nuovi e più complessi problemi nel rapporto con la controparte.
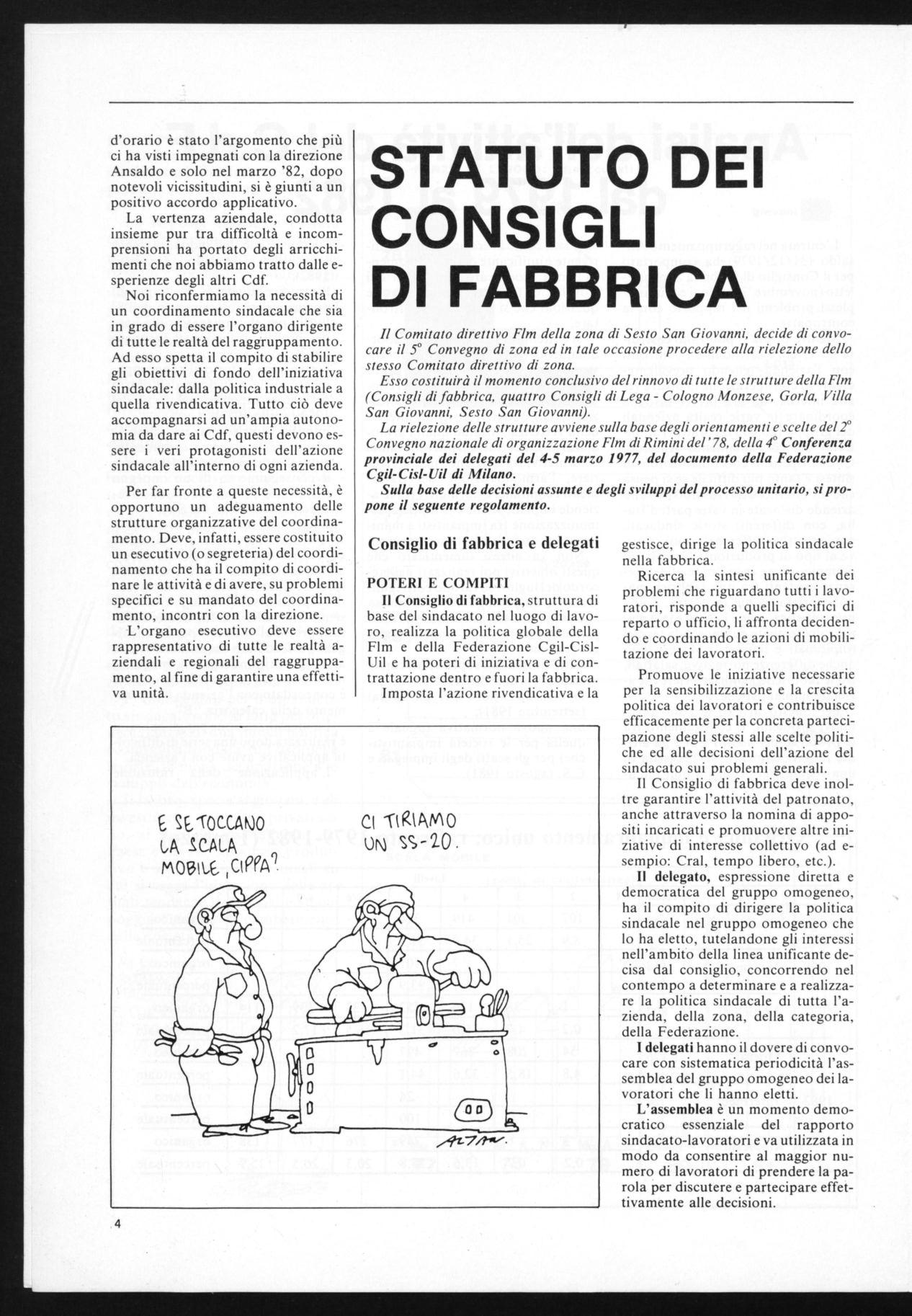
Mentre prima si potevano costruire le vertenze aziendali e i confronti con l'azienda tenendo prevalentemente in considerazione la nostra realtà interna, da ora invece bisogna coordinare le varie realtà aziendali del gruppo (20.000 lavoratori) all'interno del coordinamento Ansaldo. Questa opera di coordinamento e di sintesi è tanto più difficile se si pensa che all'interno dell'Ansaldo vi sono aziende dislocate in varie parti d'Italia, con differenti storie sindacali, con oggettive differenziazioni relative al tipo di produzioni. Si pensi, ad esempio, come caso limite alle differenze esistenti fra una fabbrica manufatturiera, come la nostra, e una impiantistica, come la Nira e la Amn, prevalentemente composte da tecnici (diplomati e laureati). Ma esistono anche differenze normative, salariali, tra le fabbriche manufatturiere e le aziende impiantistiche.
Per questo al Cdf si sono posti nuovi problemi. Il collegamento fra le proposte del nostro Cdf e gli altri del raggruppamento, la necessità di una visione dei problemi non più a-
ziendali, come avere una funzione dirigente e unificante del coordinamento senza modificare l'iniziativa dei Consigli di fabbrica: queste sono le questioni che si sono dovute affrontare.
Si è ritenuto necessario come coordinamento del raggruppamento costruire una vertenza unica per tutti i 20.000 dipendenti che avesse nei contenuti notevoli elementi di unificazione. Gli obiettivi posti all'interno della vertenza Ansaldo quali l'armonizzazione dei trattamenti economici e normativi tra le aziende manufatturiere, l'armonizzazione dei trattamenti economici e normativi tra le aziende impiantistiche e le tappe di armonizzazione tra impiantisti e manifatturieri andavano in questo senso.
Non va altresì dimenticato che questi obiettivi poi realizzati nell'accordo del luglio '80 furono conseguiti grazie a un protagonismo di massa che coinvolse tutti i lavoratori, indipendentemente dalle singole realtà geografiche.
Oltre ai risultati sopra citati con la vertenza, furono ottenuti:
- la mensilizzazione per gli operai (settembre 1981);
- una nuova normativa (uguale a quella per le società impiantistiche) per gli scatti degli impiegati e C.S. (agosto 1981);
l'acquisizione dell'inquadramento sostitutivo Ansaldo (gennaio 1982);
l'introduzione del 6 ° livello per gli operai e il riconoscimento dell'8 ° livello per gli impiegati, sulla base dei profili professionali (gennaio 1982);
l'estensione a tutto il raggruppamento della riduzione dell'orario di lavoro ottenuto nel Ccnl del 1979 (aprile 1982);
impegni precisi per un cambiamento reale e prime sperimentazioni di organizzazione del lavoro; il conseguimento di un impegno per un riequilibrio industriale a favore delle aziende del Sud.
L'applicazione e la gestione di questi accordi ci ha visti molto impegnati, lo dimostra il fatto che in merito all'inquadramento unico sostitutivo (profili, tempi di verifica) sono diventati operanti solo nel luglio dell'81; sempre in materia di Ius si sono costituiti profili al 4 ° livello per alcune figure professionali che erano bloccate al 3° (gruisti, imbragatori, magazzinieri, dispensieri, carrellisti) inoltre si è concordato con l'azienda il superamento della categoria "B".
La mensilizzazione per gli operai si è realizzata dopo una serie di difficoltà applicative avute con l'azienda. L'applicazione della riduzione
d'orario è stato l'argomento che più ci ha visti impegnati con la direzione Ansaldo e solo nel marzo '82, dopo notevoli vicissitudini, si è giunti a un positivo accordo applicativo.
La vertenza aziendale, condotta insieme pur tra difficoltà e incomprensioni ha portato degli arricchimenti che noi abbiamo tratto dalle esperienze degli altri Cdf.
Noi riconfermiamo la necessità di un coordinamento sindacale che sia in grado di essere l'organo dirigente di tutte le realtà del raggruppamento. Ad esso spetta il compito di stabilire gli obiettivi di fondo dell'iniziativa sindacale: dalla politica industriale a quella rivendicativa. Tutto ciò deve accompagnarsi ad un'ampia autonomia da dare ai Cdf, questi devono essere i veri protagonisti dell'azione sindacale all'interno di ogni azienda.
Per far fronte a queste necessità, è opportuno un adeguamento delle strutture organizzative del coordinamento. Deve, infatti, essere costituito un esecutivo (o segreteria) del coordinamento che ha il compito di coordinare le attività e di avere, su problemi specifici e su mandato del coordinamento, incontri con la direzione.
L'organo esecutivo deve essere rappresentativo di tutte le realtà aziendali e regionali del raggruppamento, al fine di garantire una effettiva unità.
Il Comitato direttivo Flm della zona di Sesto San Giovanni, decide di convocare il 5° Convegno di zona ed in tale occasione procedere alla rielezione dello stesso Comitato direttivo di zona.
Esso costituirà il momento conclusivo del rinnovo di tutte le strutture della Flm (Consigli di fabbrica, quattro Consigli di Lega - Cologno Monzese, Gorla, Villa San Giovanni, Sesto San Giovanni).
La rielezione delle strutture avviene sulla base degli orientamenti e scelte del 2° Convegno nazionale di organizzazione Flm di Rimini del '78, della 4° Conferenza provinciale dei delegati del 4-5 marzo 1977, del documento della Federazione Cgil-Cisl-Uil di Milano.
Sulla base delle decisioni assunte e degli sviluppi del processo unitario, si propone il seguente regolamento.
Consiglio di fabbrica e delegati
Il Consiglio di fabbrica,struttura di base del sindacato nel luogo di lavoro, realizza la politica globale della Flm e della Federazione Cgil-CislUil e ha poteri di iniziativa e di contrattazione dentro e fuori la fabbrica.
Imposta l'azione rivendicativa e la
gestisce, dirige la politica sindacale nella fabbrica.
Ricerca la sintesi unificante dei problemi che riguardano tutti i lavoratori, risponde a quelli specifici di reparto o ufficio, li affronta decidendo e coordinando le azioni di mobilitazione dei lavoratori.
Promuove le iniziative necessarie per la sensibilizzazione e la crescita politica dei lavoratori e contribuisce efficacemente per la concreta partecipazione degli stessi alle scelte politiche ed alle decisioni dell'azione del sindacato sui problemi generali.
Il Consiglio di fabbrica deve inoltre garantire l'attività del patronato, anche attraverso la nomina di appositi incaricati e promuovere altre iniziative di interesse collettivo (ad esempio: Cral, tempo libero, etc.).
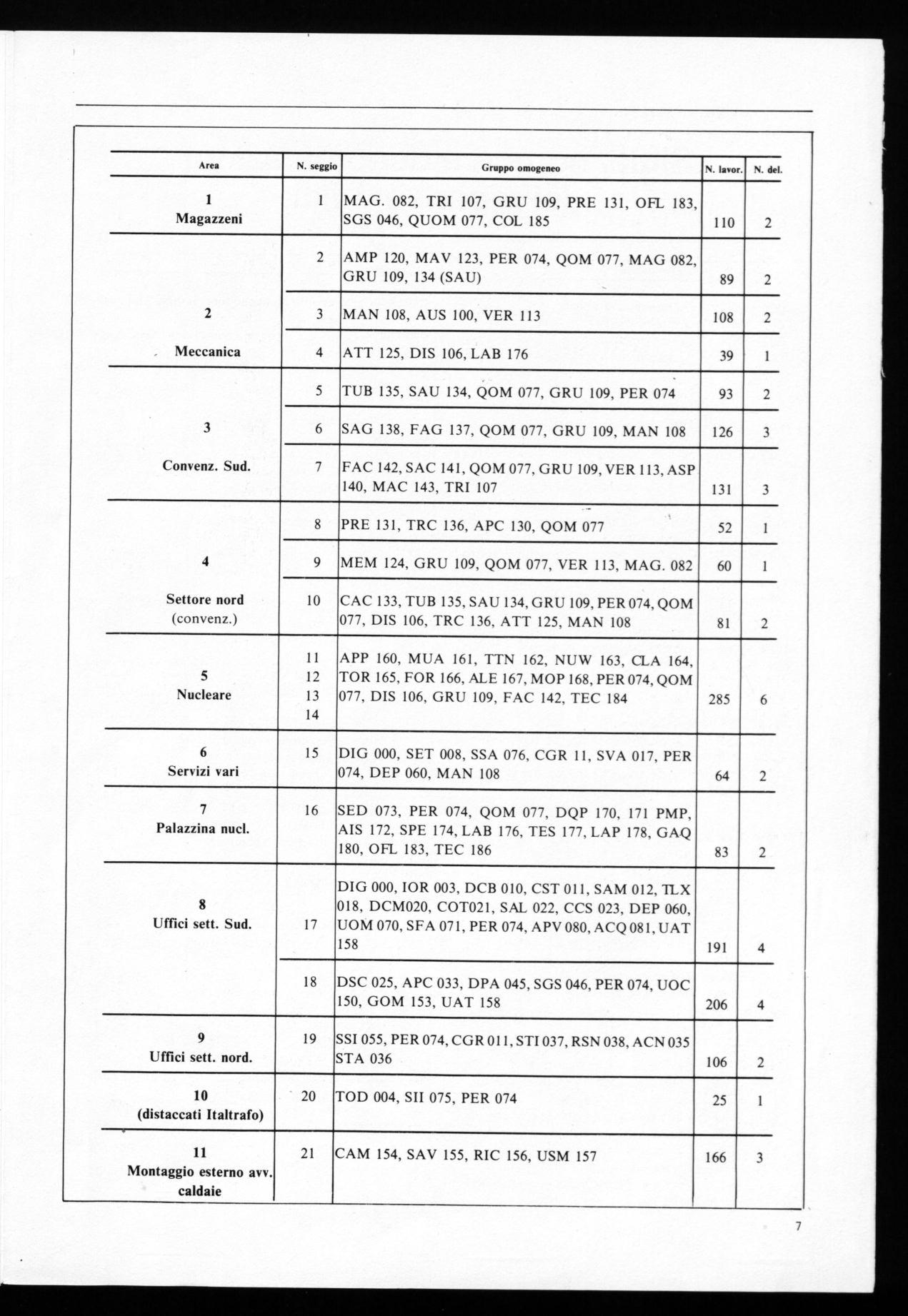
Il delegato, espressione diretta e democratica del gruppo omogeneo, ha il compito di dirigere la politica sindacale nel gruppo omogeneo che lo ha eletto, tutelandone gli interessi nell'ambito della linea unificante decisa dal consiglio, concorrendo nel contempo a determinare e a realizzare la politica sindacale di tutta l'azienda, della zona, della categoria, della Federazione.
I delegati hanno il dovere di convocare con sistematica periodicità l'assemblea del gruppo omogeneo dei lavoratori che li hanno eletti.
L'assemblea è un momento democratico essenziale del rapporto sindacato-lavoratori e va utilizzata in modo da consentire al maggior numero di lavoratori di prendere la parola per discutere e partecipare effettivamente alle decisioni.
Il Consiglio di fabbrica è composto unicamente dai delegati eletti dai vari gruppi omogenei dell'azienda.
L'unico criterio per individuare il gruppo omogeneo è quello del riferimento al processo produttivo e all'organizzazione del lavoro.
A questo livello va realizzata zione del delegato o dei delegati quale espressione dei lavoratori del gruppo omogeneo, indipendentemente dalla qualifica di appartenenza.
Spetta al Consiglio di fabbrica uscente, d'intesa con il sindacato, proporre sulla base delle esperienze maturate, la quantità e la composizione dei gruppi omogenei, ed i delegati da eleggere.
L'assemblea discute e decide sulle proposte del Consiglio di fabbrica uscente.
L'unico punto di riferimento quindi per la suddivisione dei gruppi omogenei deve essere l'organizzazione del lavoro, con l'esclusione di criteri che tendano ad introdurre meccanismi garantistici, in quanto la scelta della Flm è quella della rappresentatività unitaria di ogni delegato. Sulla base di queste considerazioni si deve realizzare la corrispondenza di I delegato per ogni gruppo omogeneo. Nei casi di cui, sulla base dell'organizzazione del lavoro esistente, i gruppi omogenei siano di dimensione tale da prevedere l'elezione di più delegati, si procederà all'elezione stessa nel rispetto del rapporto orientativo delegato - numero dei lavoratori che segue:
- per le aziende da 40 a 200 dipendenti: 1 delegato ogni 15-25 dipendenti;
- per le aziende da 201 a 500 dipendenti: I delegato ogni 20-40 dipendenti;
- per le aziende da 501 a 1000 dipendenti: I delegato ogni 30-50 dipendenti;
- per le aziende oltre i 1000 dipendenti: 1 delegato ogni 45-70 dipendenti.
Il Cdf nel definire il rapporto delegati-numero lavoratori (con unica deroga ed eccezione del gruppo omogeneo "servizi vari") deve tener presente che detto rapporto va poi applicato in tutti i gruppi omogenei in cui si suddivide l'azienda (ad esempio: se si è scelto il rapporto I a 50 si elegge I delegato tra 26 e 74 dipendenti, 2 delegati oltre 75 e fino a 124 dipendenti).
L'assemblea dei lavoratori discute
e decide sulle proposte del Cdf uscente.
Le elezioni sono organizzate e curate dal Comitato elettorale designato dal Cdf uscente, comunque rappresentativo delle forze reali sindacali presenti in fabbrica.
Hanno diritto al voto e sono eleggibili tutti i lavoratori, iscritti e non iscritti al sindacato, appartenenti al gruppo omogeneo.
Il lavoratore eletto ha il dovere, qualora non lo fosse, di iscriversi al sindacato.
L'elezione avviene su scheda bianca, sulla quale il lavoratore scriverà il nome o i nomi di sua preferenza.
Il gruppo omogeneo procede, su scheda bianca, all'elezione del delegato.
Questo per essere eletto dovrà aver ottenuto almeno il 50%-f-1 dei voti validi.
Nel caso che nessuno raggiunga il 50%+1 dei voti si procederà al ballottaggio fra i due lavoratori che avranno ottenuto il maggior numero di voti.
Nei casi di gruppi omogenei in cui, per ragioni oggettive di carattere tecnico e produttivo, si devono eleggere più delegati, ogni lavoratore potrà esprimere sulla scheda bianca, un numero massimo di preferenze nella misura dei 2/5 dei delegati da eleggere (in caso di frazione si arrotonda sempre per difetto), fermo restando il principio di un "quorum" minimo di voti, così determinato:
100 +1
nr. delegati x 2
Nel caso che nessuno o qualcuno non ottenga il "quorum" previsto, si procederà ad un'ulteriore votazione di ballottaggio fra i primi non eletti in numero doppio a quello dei delegati da eleggere, fermo restando che il numero delle preferenze da esprimere è quello prefissato e risulteranno eletti
i lavoratori che avranno ottenuto il maggior numero di preferenze.
Piccole aziende e artigianato Criteri di elezione
Nelle aziende artigiane e nelle piccole aziende sino a 15 dipendenti si procederà alla elezione del delegato di azienda.
Nelle piccole aziende superiori a 15 dipendenti si procederà all'elezione di delegati di gruppo omogeneo, comunque tenendo presente le garanzie previste dal Contratto.
La durata del mandato del Consiglio di fabbrica, viene indicata salvo casi eccezionali, in due anni, al termine del quale si procederà alla elezione di tutti i delegati.
Revoca del delegato
Il delegato di gruppo omogeneo può essere revocato in qualsiasi momento, dopo un dibattito nella assemblea del gruppo che lo ha eletto e con una votazione palese che sancisca la revoca con una maggioranza pari a 2/3 degli aventi diritto al voto, nei gruppi omogenei con più delegati, e il 50% 1 nei gruppi omogenei con un solo delegato.
La richiestà di assemblea per la revoca, avanzata al Consiglio di fabbrica, deve essere sottoscritta da una entità pari al quorum previsto per l'elezione.
Qualora il delegato risolva il rapporto di lavoro, rassegni le dimissioni oppure, per sopravvenuti impedimenti a svolgere le sue funzioni, richiede di essere sostituito; o nel caso che il delegato per sua scelta cambi gruppo omogeneo, si dovrà procedere alla rielezione, entro 30 giorni: - con nuove elezioni nel caso che sia l'unico delegato del gruppo omogeneo.
Nel caso di un gruppo omogeneo che prevede più delegati: con l'inserimento del primo dei non eletti purchè abbia raggiunto il quorum necessario, anche in conseguenza di ballottaggi precedenti. Se nessuno ha raggiunto il quorum si procede a nuove elezioni attraverso il ballottaggio dei primi non eletti, con i criteri precedentemente illustrati; qualora le sostituzioni siano pari o superiori al 50% si procederà alla rielezione di tutti i delegati del gruppo.
Nelle grandi e medie aziende, il Consiglio di fabbrica (dopo un dibattito politico su proposta unitaria for-, mulata da una apposita commissione elettorale rappresentativa del Cdf) eleggerà con voto palese, nel suo ambito, un Comitato esecutivo con compiti operativi e funzionali, che coordini le attività ed iniziative decise dal Consiglio di fabbrica.
Si riafferma il criterio della rotazione periodica, preceduta da una valutazione politica, ogni 6 mesi di 1/3 dei componenti l'esecutivo, in modo da realizzare una più ampia responsabilizzazione dei delegati.
Commissioni
Nelle grandi e medie fabbriche, i Consigli di fabbrica daranno vita a commissioni di lavoro su temi specifici, a cui possono essere chiamati a far parte lavoratori non delegati, ma disponibili a partecipare alla elaborazione ed alla vita stessa del sindacato nell'azienda.
Il monte ore a disposizione del Consiglio di fabbrica deve essere gestito collegialmente ed utilizzato da tutti i delegati in relazione alle esigenze e decisioni del Consiglio di fabbrica e del sindacato in modo unitario.
Nelle grandi aziende ove, per il coordinamento dell'attività si ponga l'esigenza di una presenza permanente nella sede del Cdf essa deve essere garantita attraverso la presenza a rotazione dei membri dell'esecutivo, superando ogni forma di distacco permanente.
Strutture di zona
Il Comitato direttivo conferma le attuali strutture di zona della Flm, quali unici centri a cui spetta elaborare, definire e decidere le scelte politico-sindacali, i rapporti con le strutture di base, con le altre categorie e la Federazione Cgil-Cisl-Uil, la politica dei quadri, nell'ambito della linea politica decisa a livello comprensoriale-regionale-nazionale.
Strutture a livello di zona
- Consiglio generale; Comitato direttivo; Comitato esecutivo.
Consiglio generale
Massimo organo deliberante a livello di zona, costituito da tutti i delegati dei Consigli di fabbrica o delegati di aziende della zona.
Comitato direttivo
Organismo dirigente a livello di zona che viene eletto dal Consiglio generale in occasione del 5° Conve-
gno di zona.
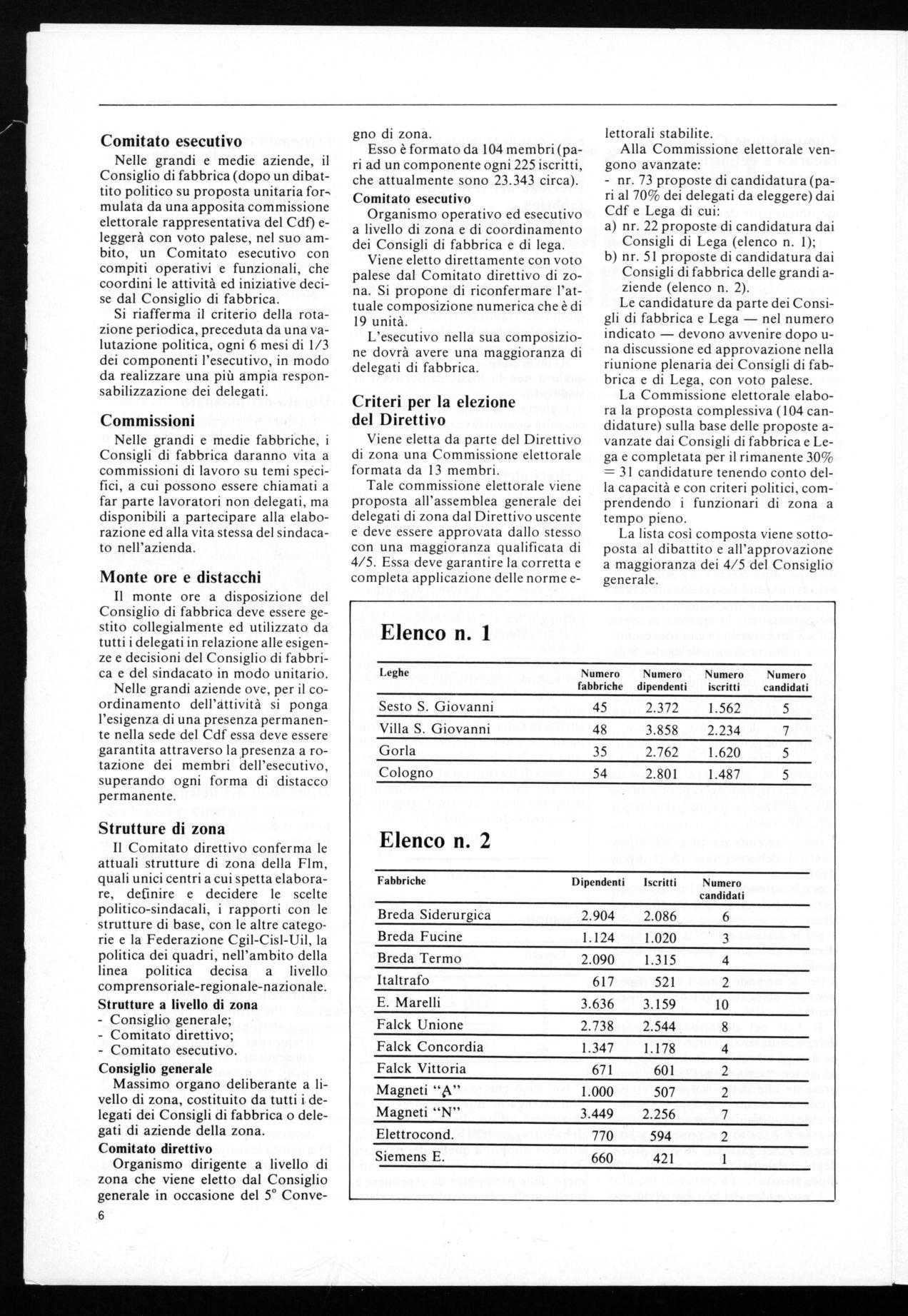
Esso è formato da 104 membri (pari ad un componente ogni 225 iscritti, che attualmente sono 23.343 circa). Comitato esecutivo
Organismo operativo ed esecutivo a livello di zona e di coordinamento dei Consigli di fabbrica e di lega.
Viene eletto direttamente con voto palese dal Comitato direttivo di zona. Si propone di riconfermare l'attuale composizione numerica che è di 19 unità.
L'esecutivo nella sua composizione dovrà avere una maggioranza di delegati di fabbrica.
Criteri per la elezione del Direttivo
Viene eletta da parte del Direttivo di zona una Commissione elettorale formata da 13 membri.
Tale commissione elettorale viene proposta all'assemblea generale dei delegati di zona dal Direttivo uscente e deve essere approvata dallo stesso con una maggioranza qualificata di 4/5. Essa deve garantire la corretta e completa applicazione delle norme e-
lettorali stabilite.
Alla Commissione elettorale vengono avanzate:
- nr. 73 proposte di candidatura (pari al 70% dei delegati da eleggere) dai Cdf e Lega di cui:
nr. 22 proposte di candidatura dai Consigli di Lega (elenco n. 1); nr. 51 proposte di candidatura dai Consigli di fabbrica delle grandi aziende (elenco n. 2).
Le candidature da parte dei Consigli di fabbrica e Lega — nel numero indicato — devono avvenire dopo una discussione ed approvazione nella riunione plenaria dei Consigli di fabbrica e di Lega, con voto palese.
La Commissione elettorale elabora la proposta complessiva (104 candidature) sulla base delle proposte avanzate dai Consigli di fabbrica e Lega e completata per il rimanente 30% = 31 candidature tenendo conto della capacità e con criteri politici, comprendendo i funzionari di zona a tempo pieno.
La lista così composta viene sottoposta al dibattito e all'approvazione a maggioranza dei 4/5 del Consiglio generale.
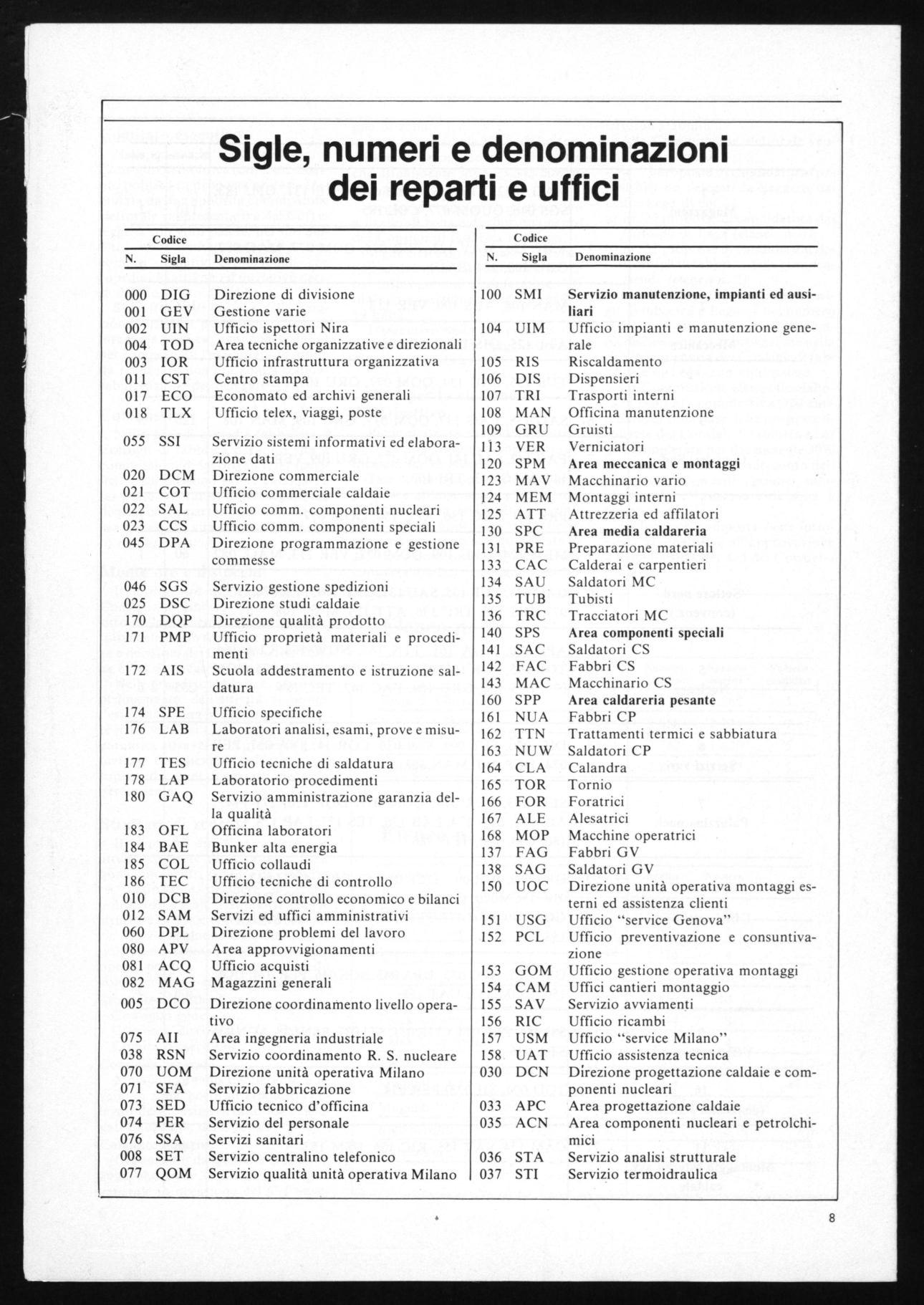
Direzione di divisione
Gestione varie
Ufficio ispettori Nira
Area tecniche organizzative e direzionali
Ufficio infrastruttura organizzativa Centro stampa
Economato ed archivi generali Ufficio telex, viaggi, poste
Servizio sistemi informativi ed elaborazione dati
Direzione commerciale
Ufficio commerciale caldaie
Ufficio comm. componenti nucleari
Ufficio comm. componenti speciali
Direzione programmazione e gestione commesse
Servizio gestione spedizioni
Direzione studi caldaie
Direzione qualità prodotto
Ufficio proprietà materiali e procedimenti
Scuola addestramento e istruzione saldatura
Ufficio specifiche
Laboratori analisi, esami, prove e misure
Ufficio tecniche di saldatura
Laboratorio procedimenti
Servizio amministrazione garanzia della qualità
Officina laboratori
Bunker alta energia
Ufficio collaudi
Ufficio tecniche di controllo
Direzione controllo economico e bilanci
manutenzione, impianti ed ausiliari
Ufficio impianti e manutenzione generale
interni
manutenzione
meccanica e montaggi
vario
interni
ed affilatori
media caldareria
Preparazione materiali
Calderai e carpentieri
Saldatori MC
Tubisti
Tracciatori MC
Area componenti speciali
Saldatori CS
Fabbri CS
Macchinario CS
Area caldareria pesante
Fabbri CP
Trattamenti termici e sabbiatura
Saldatori CP
Calandra
Tornio
Foratrici
Alesatrici
Macchine operatrici
Fabbri GV
Saldatori GV
Direzione unità operativa montaggi esterni ed assistenza clienti
Ufficio "service Genova"
Ufficio preventivazione e consuntivazione
Ufficio gestione operativa montaggi
Uffici cantieri montaggio
Servizio avviamenti
Ufficio ricambi
Ufficio "service Milano"
Ufficio assistenza tecnica
Direzione progettazione caldaie e componenti nucleari
Area progettazione caldaie
Area componenti nucleari e petrolchimici
Servizio analisi strutturale
Servizio termoidraulica