OPHTHALMIC LABS & INDUSTRY



Connect, discover, stay up-to-date




5/2023
▶ Special topic: Sustainable Processes





A broad vision of sustainability








“There is no waste at all‒, only raw materials!”
▶ Technology




Anti-reflex coating and process control












Thickness and weight of ophthalmic lenses

One drop and you regain the vision of a 20-year-old?
▶ Market Survey












AR-Coating machinery













THE NATURAL WAY OF DEBOXING


Environmentally friendly
DBX m dulo

With DBX Modulo ONE, SCHNEIDER debuts a powerful and fully automated new lens deboxer for high throughput, 24/7. The innovative technology unpacks all common kinds of boxes and materials – cardboard, blisters, even sleeves –damage-free with a clean process. It requires a minimum of energy and e ort.

After swiftly identifying the type of box, DBX Modulo ONE opens it “naturally”: It unfolds, takes out and unwraps, entirely without touching the lens surface. SCHNEIDERs eco-friendly process avoids cutting or burning the material using sharp blades or high energy lasers – no cutting particles or dust and no fumes. All waste material is separated and collected individually to simplify recycling and further increase sustainability.
DBX Modulo ONE follows SCHNEIDERs vision to provide the full solution for ophthalmic labs, from warehousing all the way to inline coating and beyond. Ophthalmic lens production fully-automated and entirely hands-free.











ISSN 1614-1598 66527 Volume 19
Eyepress Fachmedien GmbH Saarner Str. 151 45479 Muelheim a. d. Ruhr 66527 Germany
www.schneider-om.com
Unboxing any kind of box















www.optimal-technologies.com t: +44 (0) 1462 491616 e: sales@optimal-technologies.com
Discover the CHC200, a complete cleaning and coating system that effortlessly coats more than 200 lenses per hour utilising the best experience of our 25-year history. When it comes to the ultimate performance cleaning and coating system for your lab, don’t leave it all on the role of a dice! SEE US AT
Why Gamble on the Quality of Your Coatings?
Hanna Diewald Chief editor

Sustainability: everyone round the table, please!
We live in a time when climate change and natural disasters around the world are setting the global agenda. Thus sustainability has a high priority for many companies today – at least in theory.
In practice the definition of sustainability is extremely imprecise, covering ecological aspects as well as economic and social factors. It is sustainable to put solar cells on your roof, to send spectacles to third world countries and to create a diverse work environment.
Where ecological aspects are concerned, it is sustainable to conserve resources, to reduce packaging as well as to promote recycling. Naturally all this is good, it all makes perfect sense!
But who has the final say when it comes to deciding which company or which country is acting truly responsibly? How are consumers supposed to distinguish between greenwashing and genuinely effective measures, when often even the experts can’t immediately tell the difference?
Fairness and comparability but especially the effectiveness could certainly be improved. For example, by companies or entire industries
pulling together: If industry standards are set, if terminology is defined more clearly, if the same international regulations apply to everyone, so that the problems, rubbish and chemicals are not simply transported from one side of the world to the other.


And there needs to be involvement at every level: material suppliers, manufacturers, retail stores and online sellers. For example, recycling procedures can only be established, if everyone sits down at the table to set common goals. The path will not be easy, but in the end it will be worth it. Then sustainability can become truly effective and fair.
In this issue we focus on “sustainable processes”, giving practical examples for the optical industry. These range from how to avoid waste, to filtration via recycling. We also talked to a circular economy expert about how companies can use recycling to benefit themselves and the environment. And last but not least, this issue is also about a “sustainability mindset” – both personally and in companies.
And perhaps it will inspire one or the other to look for partners, to exchange ideas and take a joint approach to some of the topics discussed.
Tell us your opinion, ideas and suggestions: hanna.diewald@mafo-optics.com READ FOR FREE app.mafo-optics.com MAFO 5-23 3 LETTER
GAME CHANGER
Block-less Freeform Lens Production System VISIT US AT SEPTEMBER 29TH - OCTOBER 2ND PARIS, FRANCE BOOTH 6K129
The
By Jamal J. El-Hindi
 By Julia Baier
By Julia Baier
 By Peter Weber
By Peter Weber
 Britta Butz
Britta Butz
MAFO 5-23 5 SEPTEMBER / OCTOBER 2023 MAFO issue September / October 2023 Content Topics in this edition Special Topic Special Topic Special Topic At a glance 6 All about you News from the international ophthalmic industry 7 All about markets Data in graphics 8 All about products Innovations and products for your lab 52 Suppliers Guide 56 Closing Words Lowri Moore – a self-confident ambassador for good vision 57 Outlook Technology 10 A broad vision of sustainability
20 Anti-Reflex coating and process control
26 Thickness and weight of ophthalmic lenses By
Volpe and Pasquale Fanelli Spotlight 16 “There is no waste at all, only raw materials!” An interview with Alexander Maak 30 One drop and you regain the vision of a 20-year-old?
Spotlight 34 Focusing on natural, healthy and clear vision
Business 38 The IDG framework for people and organizations By
Surveys 42 AR-Coating machinery Page 16 Page 20 Page 26
Gaetano
By Lena Petzold
All about you
News from the international ophthalmic industry
Coburn Technologies named Carla Moncunill as new Group Sales responsible for Europe

Coburn Technologies is pleased to announce the addition of Carla Moncunill Cabré to their global sales team as the new Group Sales Responsible in Europe. In this role, Moncunill will facilitate the extension of Coburn’s sales reach across Southern, Western, and Central Europe. As a leading provider of innovative, end-to-end customer solutions to the world’s lens processing industries and eye care professionals, Coburn is excited to introduce Moncunill and the robust technical and client- centered background she will bring to the table.
Fifth LensWare Convention in Langen (Germany)

concentration on the extension of the “production LMS” by Enterprise Resource Planning (ERP) components (sales, inventory) and supply chain logistics components, as well as the innovated version of LensOrder WEB, licensed by different LensWare partners. Furthermore, different events in the evening cared for team relaxation after the laborious technical sessions. LensWare furtherly will put emphasis on organic growth and a perfect customer support, as well as on achieving maximum stability and implementing features for monitoring of the LMS package, to maximize availability of this utter complex IT solution.
opti 2024 presents itself with faces from the industry

opti 2024 marks the beginning of a new era: the campaign visuals for the optical meeting place from 12 to 14 January 2024 in Munich show the faces of committed individuals in the industry. They all stand for a strong market with strong people and for the new spirit of opti. Together and personal. The cross-media campaign started on 1 September 2023. The new campaign with real people instead of models stands for dynamism in communication.
Ocuco announced growth equity investment

From 3rd to 8th of July the fifth LensWare Convention took place. For this purpose, the office crew and all international consultants met for one week in Langen, to integrally discuss about latest developments in projects, modules and requirements, and to furtherly agree the strategy in the different markets. After an evolutionary growth over the last 15 years, meanwhile about 250 lab partner LMS IT projects are managed by 22 committed “LensWare crew” members in all continents of the world. At this year´s convention decisive topics were discussed. For instance the
Ocuco, a global company for eyecare software solutions, announced a €60 million minority stake investment from Accel-KKR, a global technologyfocused private equity firm. The investment is set to boost Ocuco’s global momentum, enabling the company to meet the eyecare industry’s burgeoning omnichannel demand through Acuitas 3 OmniChannel Edition, Ocuco’s category-defining cloud-based software solution. With Accel-KKR’s backing, Ocuco will also continue to capitalize on strategic Merger & Acquisitions (M&A) opportunities.
You have news for the ophthalmic industry? Submit your press releases to: hanna.diewald@mafo-optics.com or constanze.classen@mafo-optics.com
Carla Moncunill Cabré, Group Sales Responsible Europe
New campaign visuals
The global LensWare team
MAFO 5-23 6 INTERNATIONAL NEWS
Leo Mac Canna, founder and CEO of Ocuco
All about markets
Graphical data
Eye health significantly affects labor markets: workers with vision impairment are 30%
According to Eye Health and the World of Work, 13 million
less likely to be employed, compared to those without. Low- and middle-income regions experiencing about four times more cases than high-income regions.
Source: The International Agency for the Prevention of Blindness
people live with vision impairment linked to their work, with an estimated 3.5 million eye injuries occurring in the workplace every year. This amounts to 1% of all nonfatal occupational injuries.
Source: The International Agency for the Prevention of Blindness
52 trillion US dollars
for climate protection. This sum results when summarizing all climate protection programs, financing commitments, frameworks and demand estimates, in 33 countries studied, up to 2050.
Source: The International Agency for the Prevention of Blindness
Over 90% of vision impairment cases are either preventable or treatable through existing, cost-effective interventions. MAFO 5-23 7
> 90% INTERNATIONAL NEWS
All about products
Innovations and working materials for your lab
New OptoTech VISTA - Automated Cosmetic Inspection System

The new OptoTech VISTA is especially designed for detecting and localizing defects on ophthalmic lenses. Its integrated optical system screens the lens surface for any irregularities and reliably localizes a comprehensive range of different defect categories that are almost invisible to the human eye (minimal defect size 50μm). It is also optimized to detect coating defects which makes the system suitable for quality control after the coating process. State of the art algorithms result in minimal evaluation time of approx. 12 seconds/lens and thus allow a productivity of up to 300 lenses/h. The intelligent system uses Big Data for targeted decision making. Configurable error zones (different number and error size per zone) are possible to adapt the VISTA to the Lab‘s individual quality standards. The VISTA comes in a new design concept that combines functionality and a compact footprint for easy integration with a modern look. Visit www.optotech.net
MIDO, the leading international eyewear show worldwide, is getting ready to amaze you MIDO is where the world of optics meets in a setting where deals are made and sales closed. Starting the end of September, visitors can register on the MIDO website for the forthcoming edition of the most international eyewear show, set to take place at Fiera Milano Rho February 3rd to 5th 2024. Exhibitors from around the globe have already reserved their area at MIDO, reaffirming the show’s international reach. These days, MIDO is working to build the new edition and to surprise its exhibitors and visitors with novelties, of all kinds: communication tools, Otticlub’s program, influencers, travel packages and so on. Actually, in June, MIDO already surprised: for this new 2024 edition MIDO introduced ‘Spheres’, the new communication campaign created with artificial intelligence, combining human creativity with the innovative power of Artificial Intelligence, the first trade show campaign to be developed with this technology. In addition to its technological and digital soul, MIDO, as a major international event, feels a high responsibility in terms of its impact on the environment, sharing the path toward ISO 20121:2012 certification, which attests to the sustainable management of large events. Visit www.mido.com and the official social channels Instagram (@mido_exhibition), Facebook (@MIDOExhibition), Twitter (@MIDOExhibition) and LinkedIn to stay updated.

Satisloh Introduces Enhanced MES-360 Manufacturing Execution System for Ophthalmic Lens Manufacturing Industry
Satisloh, a global leader in optical manufacturing solutions, is thrilled to announce the launch of an upgraded version of its MES-360 manufacturing execution system. This latest update brings lots of new functionalities that have been developed based on feedback from customers and industry experts. MES-360 has been designed to address the needs of lab managers, production supervisors, machine technicians, and quality teams in mid to large-sized Rx labs. Some of the key features of the new MES-360 software include: Real-time Production Monitoring, Supports Satisloh and 3rd Party Machines, Advanced Data Collection Platform, Coating Batching Tracking, Quality Management Tools and Customizable Workflows with Integrated Smart Conveyor. For more information about MES-360 and Satisloh's comprehensive range of optical manufacturing solutions, visit https://www.satisloh.com/ophthalmic/software/mes-360-software

CoreTBA: The Block-less Freeform lens production system from MEI
This new machine represents a game changer in the industry and a revolution in the lens generation process. With its Block-free system, for the first time in history, labs can avoid using tapes, blocks, and wax, or Alloy. This means that it’s not necessary to have taping, de-taping, blocking, and de-blocking machines in the production line anymore. Moreover, with its Dry Cut technology, the CoreTBA doesn’t need a water filtering system and helps you save money and protect the environment. CoreTBA includes seven essential stages of the lens production process in one single unit, with the smallest footprint on the market. All processes, from the digital generation, through the engraving, polishing, and washing, are integrated into one unit. In order to achieve a short machining cycle, all processes occur in parallel, and every section of the unit is fed by a tray conveyor system and digitally controlled loading arms. Visit www.meisystem.com

Advertisement
MAFO 5-23 8 INTERNATIONAL NEWS
SAVE THE DATE
February2,2024
The upcoming conference will take place under the motto:
Next Generation
Planned highlights Machinery processes
3D-printing Coating technology Lens designs
Market data and much more …
Stay tuned and follow us on LinkedIn or subscribe to our newsletter, to get all the news about MAFO – The Conference. The speakers, the final topics and the participants of the panel discussion, matching the motto Next Generation, will be announced in the next weeks. For all questions and suggestions about the conference please write an email to: hanna.diewald@mafo-optics.com / www.linkedin.com/showcase/mafo

THE CONFERENCE
#MAFO
onedaybefore Mido in Milan
CON24
A broad vision of sustainability
Sustainability is a mindset that inspires businesses to think dynamically about both the bottom line and the impact on our planet. By considering filtration, waste management technology and sustainability from other industries, we get a broader vision of what sustainability can be, or should be, for the optical industry.
By Jamal J. El-Hindi
Prior to the “green era”, sustainability had been in practice even when the priority was not the environment. Waste management, filtration, dust colletion and more have been a means to collect or reuse precious resources throughout the manufacturing process. Although environmental conservation has not always been a priority in manufacturing, it has been a means to conserve natural resources and save money.
In the wire industry, companies go through great lengths to collect their waste and strip everything but the raw metals so they can reuse
them. Metal manufacturing mills use huge amounts of water every day, with tanks that hold hundreds of thousands of liters.
Without the environment in mind, these companies had to find ways to reuse this water, especially when expensive coolant and additives were used. The optical industry is like many other industries, requiring ways to reuse water and coolants, disposing of hazardous materials, and trying to reduce waste.
The difference now, of course, is that we are in the “green era”, and we now know the harm our impact has on our planet. The idea of sustainability

Sustainable Processes MAFO 5-23 10 TECHNOLOGY
is not just about reusing resources or making efforts to stop pollution, it has become a mindset. Sustainability is about changing the way you think about business and how your choices not only impact the bottom line, but how they impact the future of our planet and all of us who live on it.

Filtration and technology
Filtration among industries has been a profound part of the manufacturing process for a long time. So much, that large industries turn to specialized filtration companies to provide entire filtration systems. In the optical industry, especially in the United States, we have only recently seen a rise in smaller labs expanding in size. This transformation brings all sorts of new obstacles to overcome, making it more practical to implement filtration practices from other industries. Most smaller labs got along just fine without any special equipment for filtration or waste. As a lab gets bigger, however, it generates more waste, or plastic swarf. Swarf generated from lens grinding takes up a lot of volume, and as labs grow, we see costs such as garbage disposal, hazardous waste removal, coolant, storage, and water increase. Just
the increased volume of swarf alone can cost labs a lot of money, not to mention how much coolant is being thrown away with that swarf. As a lab grows, filtration and waste management become more important. In the optical industry, the main forms of filtration are typically media filtration or centrifuge filtration.
Centrifuges
Centrifuges have been a big player in filtration for a long time, designed to use g-forces to separate particles that vary in density. We use centrifuges for many different applications. They work best when the dirt load is heavy, such as paint sludge, sometimes heavy metal sludge, and a lot with glass manufacturing. In fact, centrifuge technology was the main form of filtration in the optical industry when the lenses were made from glass.
Since then, however, lenses started being manufactured from plastics, which creates a much lighter swarf discharge. This is why media filtration was brought into the industry. Plastic separates much better through some sort of medium, or media (like a coffee filter). There are all sorts of
Sustainable Processes
MAFO 5-23 11 TECHNOLOGY
different media filters, but for manufacturing you need some type of media filter that can handle enough liquid volume for your production. Different filtration technology offers different advantages, such as a gravity filter with a longer discharge ramp provides more time for the swarf to dewater, preventing more coolant from getting thrown away in a landfill. These offer an eco-friendlier filtration process.
Waste management and technology
In recent years, the optical industry started implementing more waste management technology. Swarf compaction, for example, started as a means to reduce the volume of swarf waste, but quickly became a means to retrieve more coolant. We are starting to see labs investing in briquetting technology as a goal to reduce their ecological footprint and help the environment. This has also proven to save manufacturers thousands in coolant costs per month, making it a perfect choice for sustainable manufacturing.
Briquetters
The waste from making lenses takes up a lot of landfill space. Plastics, such as polycarbonate and other thermoplastics used in lens manufacturing do not decompose for hundreds of years. They are also saturated in coolant if not properly dried, which leaches into the ground. Reducing the volume of swarf waste and reclaiming coolant is what brought the briquetting technology to the optical industry.

However, the problem with briquetters is that most are not designed for optical swarf. The first few in the industry were sawdust briquetters, which proved just how difficult lens swarf is to deal with. After several years of development, there are now more options for compacting swarf and retrieving more coolant than ever. With swarf volumes being reduced to a 20:1 reduction, and squeezing nearly all coolant out of the swarf, this may be one of the most environmentally friendly advances in the industry.
Wastewater
The optical industry also has to deal with wastewater and hazardous materials, such as alloy water, spent polish, and other chemicals used in the manufacturing process.


Some labs simply outsource their wastewater treatment by having companies pick up their hazardous materials. This is an expensive solution and the reason why some labs pour those hazardous materials down the drain instead. As environmental regulations increase and government focuses their lens on optical manufacturing, optical labs will be forced to make some difficult decisions.
Optical is certainly not the first industry to encounter these hazards. The same issues have been present in several other industries for many years. Filtration specialists have been creating solutions for these issues, and only in recent history did we see some of that technology spreading to the optical industry.
Wastewater filtration equipment was originally designed for much larger industries that typically have more space and more wastewater
Sustainable Processes
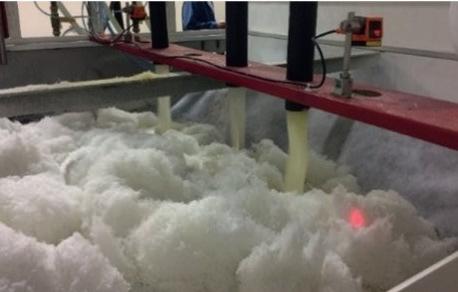
Swarf being filtered in a gravity media filter system.
Different filtration technology offers different advantages.
MAFO 5-23 12 TECHNOLOGY
Swarf compacted in to briquettes.
to treat. Technology adapted to the optical industry must be functional and small enough to fit in an already crowded optical lab. Due to this challenge, there are now new technologies available.

Wastewater evaporators and wastewater treatment systems seem to be the leading products available to labs currently. Evaporators – although taking time and a lot of electricity – are great for isolating hazardous materials and removing them from the water, making hazardous waste a lot easier and less expensive to deal with.
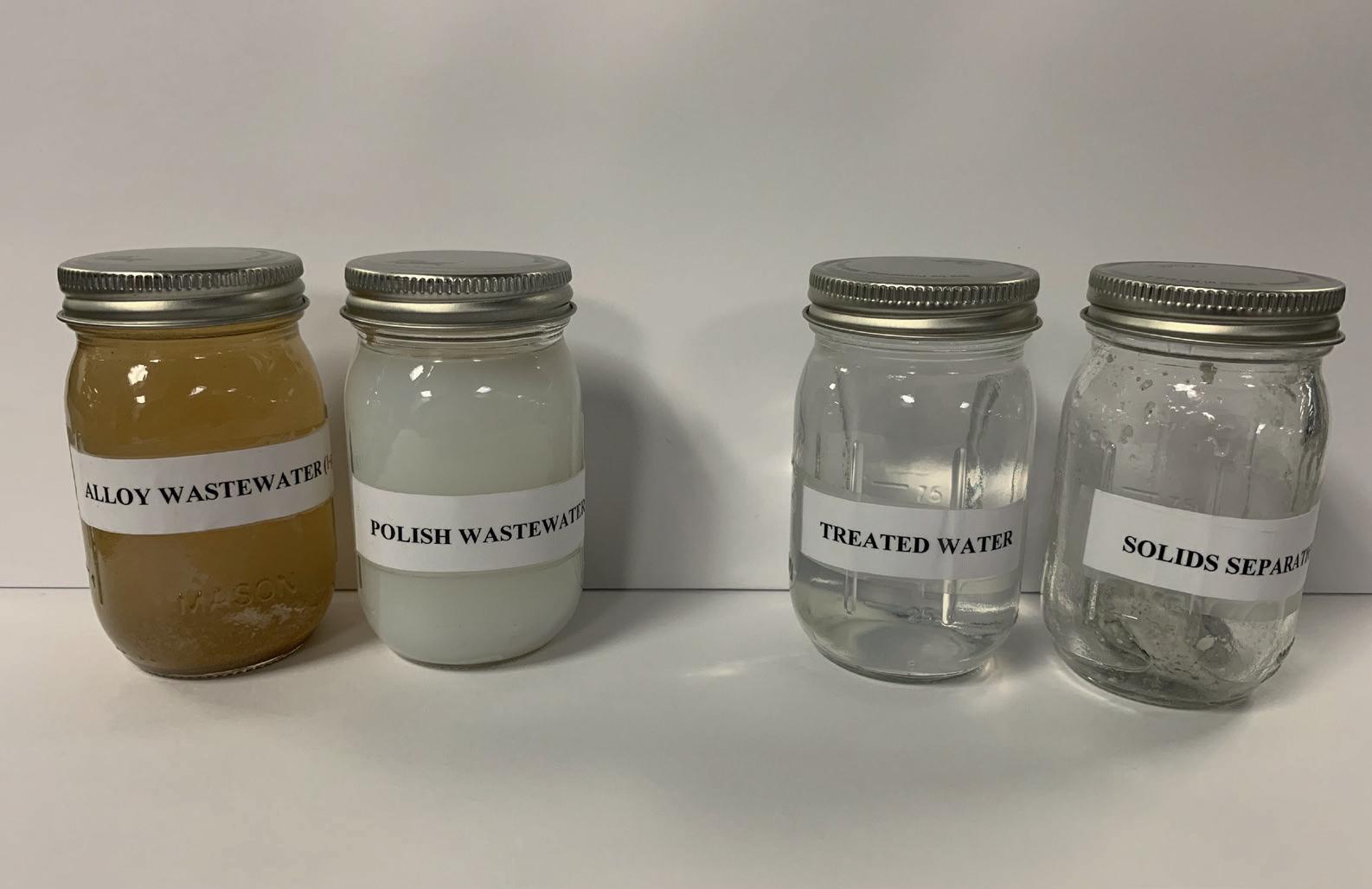
Another wastewater treatment system uses a method that large wastewater treatment plants have been using for decades. They use an environmentally safe clay-based chemistry to latch on to the hazardous materials in the water, separating them entirely. The hazardous material can then be extracted by several different filtration methods. One of the prominent methods is using a centrifuge, which separates and condenses the waste material. This allows each lab to safely discharge the wastewater knowing it is free of hazardous materials. This technology is now conveniently provided as a turn-key system for labs to treat their own hazardous process water, with the benefit of a smaller footprint.
Sustainability in other industries
Although the technology available in the optical industry has come a long way, there is still a lot of waste and costs that should be addressed. We can learn much from what other companies have done in other industries to address similar issues.
A vibratory finishing company had an issue with their sustainability plan. They were using a distillation system to treat their hazardous materials; however, their new green initiative took a look at the process and saw how much energy the distilling was using and how much waste they were storing. The distillation system could not treat the hazardous waste fast enough to keep up with what they were producing.
A solution we offered allowed them to treat their hazardous materials with a clay based proprietary chemistry and separated it in a media filter. This procedure used less energy and allowed them to process enough every night that they would no longer need to store their waste. This solution not only made them more sustainable, but actually saved them more money.
In the aluminum industry, there has been a tremendous amount of growth in recent years. Aluminum manufacturing requires fairly clean coolant compared to other metal industries, therefore, filtration has always been a priority. As an equipment supplier to the aluminum industry, this growth is showing new trends in sustainability that we have not seen before.
Not only do these large companies use their buying power to choose equipment that supports sustainability, but we also see them using their influence to change the technology their suppliers provide. Their purchasing power is being used to drive change in the industry by pushing the machine manufacturers to change.
The major players in this industry said they will not move forward with the current media filtration without the promise of a reusable media. Of course, this is not a new technology, instead it has been done many times in the past. However, the problem is that it was never a true sustainable solution due to heavy maintenance and costs to use it. It also did not clean as effectively as disposable media filters. The large aluminum manufacturers forced the filtration companies to re-think their technology and work towards a sustainable solution. Today, this new technology is being installed and will be run in several new aluminum mills. It will no doubt be passed on to the filters supplied to all the other industries these suppliers provide, including the optical industry.
Another company in the wire industry had a similar story. In copper wire manufacturing, the idea of reclaiming your waste has been a priority
Sustainable Processes Advertisement
TECHNOLOGY
for some time. They use large compactors to turn scrap into usable material. They also use large media filters to collect the copper sludge during the manufacturing process. In the past they would purchase media rewinders, which collect the disposable media paper into a roll, so they can burn it to collect more copper from the spent media paper.
One company asked if there was a better way to collect the copper. The burning of the paper was creating hazardous smoke, and the effort to clean the smoke was going to be a hefty cost. Working together, we developed a method that provides better drying, scraping and blowing of the copper fines, so that most of the copper is removed before it rolls up to be thrown away.
This technology is now available to any industry looking to reclaim materials and has also prompted other ways to utilize waste reclamation.
Where do we go from here?
One of the best aspects of working at a filtration company is seeing the need for different solutions among various industries. It always surprises me when veterans of one industry have no concept of a solution that has been in existence in another industry for so long.
Technology in filtration and waste management is improving, and new solutions are becoming available. As we adopt more concepts from other industries, new technologies for smaller labs are available, giving the smaller labs the opportunity to utilize media filtration and compaction technology.
The wastewater treatment systems are becoming more affordable for both larger and smaller labs with some changes to the technology to support smaller labs.
Recycling companies are emerging and starting to offer recycling options for swarf waste. One company in particular, NXTsolve, out of Irving Texas, is taking swarf briquettes and using the material to make several products, presently affecting a highly favorable sustainability impact within the ophthalmic industry.
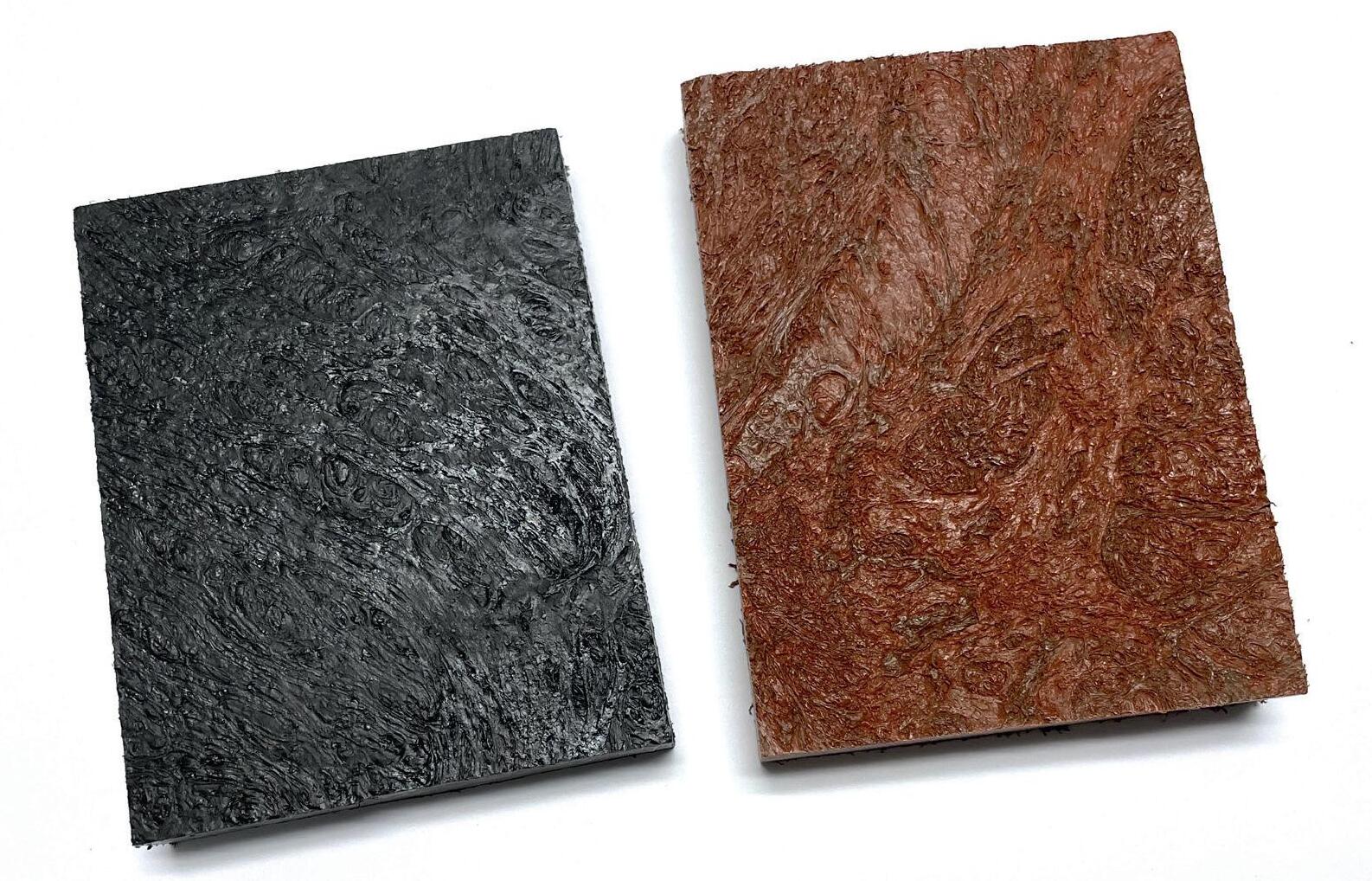
Their CEO, Anders Hultman, stated “We have identified and created solutions to some of the most notable waste stream recycling challenges
for the industry. Swarf holds a prominent position on our priority list, and we have developed a processing technology to integrate swarf into the production of environmentally sustainable products. We are experiencing substantial collaboration efforts from industry partners as it is clear: our values align well. We maintain a commitment to ongoing innovation as we strive to broaden our contributions of value to the industry.”
Recycling is a large step in making the optical industry more sustainable. With advances in other technologies, recycling swarf waste is the last step to creating a zero ecological footprint. Some labs have already achieved this by partnering with companies like NXTsolve, but now we need more. Recycling companies can only produce as much as they can sell, and therefore run into issues with expansion. If the optical industry can align together and take a note from other industries, it may be possible to influence the technology and push recycling and sustainability forward. ◆
Jamal is a sales and field engineer for Filtertech Inc., with a Masters of Business Administration. As the third generation of this family-owned-and-operated company, he started at an early age building filtration equipment. After finishing his college career, Jamal began working as a field operator, fixing and maintaining filtration equipment across the world. With extensive knowledge of the mechanics and technology behind filtration, he began applying his experience in the field to engineering and design. Today, Jamal works directly with companies across the world, finding filtration solutions to meet the unique needs of multiple industries.

Sustainable Processes
Jamal J. El-Hindi
Alloy and polish before and after treatment samples.
The company NXTsolve is taking swarf briquettes and using the material to make several products.
MAFO 5-23 14 TECHNOLOGY
HIGH-QUALITY TINTING FOR ALL GRADIENTS

CO10






Professional machine for high-quality tinting on all types of lenses. The CO10, equipped with up to 10 stainless steel tinting tanks, not only tints full colored lenses. It even provides 2 -10 digital gradient systems with which you can customize the size and position of gradients. The tinting tank capacity is 5 litres, with easy removable tanks and a flexible drain with a 3-way valve. It also features full temperature control, accurate to +/- 1°C. A user-friendly HMI, complete modularity and an option for modular extraction of tinting vapors mean that the CO10 is the perfect choice for all tinting needs.


Technique. Safety. Expertise. www.scl-intl.com HARD COAT LEADER HARD COAT CLEANING TINTING PERIPHERALS CONSUMABLES EXPERTISE
“There is no waste at all, only raw materials!”
An interview with Alexander Maak about the circular economy
Used frames and spectacle lenses, swarf, packaging or demo lenses – all those things are waste, at least in the eyes of most consumers and companies. Alexander Maak, on the other hand, contradicts this way of thinking and says there are only valuable raw materials. The Managing Director of Interzero is an expert when it comes to the circular economy. This concept offers companies the unique opportunity to secure direct access to raw materials on the one hand, and to have a unique selling point (USP) on the other hand – and all this in the name of sustainability! MAFO talked to Maak about how this works exactly and why circular economy is rewarding for every branch.
By Hanna Diewald
Mr. Maak, you say there is no waste at all, only raw materials. What exactly do you mean by that?
It is quite simple: the world has to learn how to close cycles. We consume an enormous amount of the earth´s raw materials. This year, on August 2nd, we already reached Earth Overshoot Day, the day on which we had already used up all of the earth´s raw materials for this year. Since that day, we have been living off the backs of future generations. And I think, we have to stop doing this!
This means not throwing everything away, but making raw materials out of what many people consider waste, and feeding it back
into production through cycles, to make new products out of it. Thus, we can conserve primary raw materials and conserve the earth´s resources.
That sounds good in terms of sustainability. But what does a company gain from taking part in the circular economy? There are many aspects. I do not think sustainability should cost a lot of money, as ultimately you can combine sustainability with a positive business model. It has to be worthwhile, not only as a marketing slogan but also directly financially.

Sustainable Processes
MAFO 5-23 16 SPOTLIGHT
For example, if you recycle raw materials or waste so well that they become new raw materials for your own production, this has two benefits: you can save money on the purchase of raw materials and it gives you access to raw materials.
Many raw materials are not always easily available due to long supply chains or disruptions. Or you depend on the capacity of suppliers or other factors. By recycling your own waste, which becomes raw materials again, you secure access to raw materials. This does not have to be expensive but can have a positive effect.
Is this a realistic scenario in most industries?
Yes, it is. One way or another it works in every industry. The question is how seriously you address it. For example, if you look at the recycling pyramid (Fig. 1) the first scenario would be to avoid. That is hard to do in the eyewear industry because the consumer needs glasses for instance, therefore it is a product that cannot be avoided
But you could continue to use the frame and only replace the lenses ...
Exactly, but then we would already be at the next scenarios further down: preparing for re-use and recycling. It can also be a USP to refurbish something in such a way as to create new value, and to sell it in the same market or in another market where you want to create a new footprint.
There are many different ways of thinking about this. It all starts with the design: With which kind of material do you start? Are there substitute materials? How easily can the material be recycled? Can it be reprocessed to obtain new properties? How do I get it back from the market? Are there recycling procedures in place? For example, are there collecting boxes at opticians for old spectacles? Where does it go from there? Are there any third markets? Or can one do anything good with them? There are surely people who can not afford spectacles. Looking at the matter in terms of social responsibility too is part of sustainability.
Or one can return old spectacle frames, lenses and demo-lenses to the plastics manufacturer, to turn them into new raw materials, for example in the form of granulates to create new frames out of it.
The industry also creates a lot of swarf. In your opinion, can it be recycled? And if so, what requirements would have to be met for this?
In principle, swarf can be reused. It can be returned to the original manufacturer of the material where it can be recycled. What is needed,
is to get the swarf back to the starting point. That means that some kind of clean collection system is required. This also has to include some kind of detection system, so that different types of plastic are not mixed together.
This can be done, for example, using near-infrared scanners. For example, the approx. 800,000 tonnes of yellow sacks which are recycled each year from Interzero in Germany, are all sorted according to fractions such as polyethylene and polypropylene, Styrofoam, etc. with that technology.
But what if lens manufacturers machine different materials on one machine and the swarf is then all mixed up?
This is actually a more difficult problem. But here, too, there are methods of separation, such as the float/sink method. Whether this is worthwhile, however, needs to be investigated by a chemist in the laboratory in each case.
If separation does not make sense, then in the worst case you have to consider what to do with the waste. However, in my opinion, throwing it away or simply burning it is not an option!
For example, can you use it to make another product, where the mixture is not a disadvantage? That would then be a form of down-cycling – not ideal but still better than burning it.
There are now spectacle lens manufacturers who offer bioplastics for lenses. What do you think of such products?
There are two types of bioplastics: on the one hand, there are compostable bioplastics. That does not make any sense now, because there is no composting plant that can recycle them. If at all, this may become interesting in the future, when a sensible recycling system has been established.
Sustainable Processes
MAFO 5-23 17 SPOTLIGHT
Fig.1: Recycling pyramid.
A bioplastic made from renewable raw materials, on the other hand, such as rapeseed oil or similar may make sense as it has the same properties as current plastics. However, considerations are very specific. You would have to look at the agricultural area concerned and much more. But at least it could have a positive effect on the CO2 balance.
Suppose an ophthalmic lens manufacturer wants to enter the circular economy for the first time, what would be the first step?
The first step would be to sit down with us (editor´s note: meant is an environmental service provider like Interzero) and discuss the technical aspects as well as the suppliers and customers situations: How do you get which material back to where it is needed and what is the goal? Then we would point to different ways to proceed and help to implement them and bring partner together. Compared to other providers, we also lead anyone during the implementation phase and do not leave anyone alone.
One very important general point is that no one can set up a circular economy on their own! It only works in partnership. So, who needs to be involved? In principle, the plastics manufacturer. Then the person who produces the blanks. The person who grinds the lenses out of it, and ultimately the optician, too, if you want the material back. And, of course, the recycling chain needs to be a closed loop, so you need someone to coordinate it all.
That is what we do at Interzero. We coordinate the various logistics flows, processing flows, the retrieval, the legal aspects – waste disposal regulations, for example, are not always easy either. So, we bring all the partners together and control the system.
How can companies be motivated to enter the circular economy?
An extreme approach is regulation by the legislator. For example, if it were stipulated by law that spectacle lenses must contain a specific amount of recycled material. This is currently being discussed for cars, for example. In the case of spectacle lenses – i.e. medical products – this scenario is rather unrealistic.
However, in the EU there are duties or taxes on plastics that are difficult to recycle. This could mean that at some point in the future, if you do not recycle plastic, your product would be more expensive. This could act as a regulation-driven, monetary incentive.
Putting this aside, I find it a much more important and elegant solution when companies create a USP by becoming sustainable and climateneutral. That is something that all consumers can appreciate!
Thirdly, I think it is essential to secure good access to the raw material and to establish a recycling procedure. Today, for example, everyone is talking about electric cars which require cobalt and nickel. These materials come from the Congo, Afghanistan or Russia, which are not reliable sources of supply. So, if you are able to recycle the batteries, this will give you a real strategic advantage.
With spectacles, on the other hand, we are not dealing with simple, straightforward plastics but highly technical ones, which are relatively expensive. The higher the quality of a product, the easier it is to get positive business skills out of it.
Where do you see the greatest potential in the eyewear industry?
There are many different aspects. You can start with the packaging, and I would also include demo lenses as part of this. How does everything get to the optician? In which package sizes? How much of the actual secondary packaging does the optician throw away? Is it possible to make it recyclable? Mister Spex, for example, has introduced reusable boxes. Reusable packaging could also make sense between opticians, lens manufacturers and frame suppliers. However, this would need to be standardized.
Let us come to my last question: What motivates you, personally, to go to work every day?
That is relatively simple. I mentioned the Earth Overshoot Day earlier. As a company, we have managed to push this calculated day back by seven minutes and 16 seconds – globally. That may not sound much at first, but given the size of our company –around 2,000 employees – compared to all the other companies in the world, it is quite an achievement!
So, I am motivated by doing something good. I am trying to leave a better world for my children than I found it and I like to spread this idea. I recently gave a talk to 6- and 7-year-olds at an elementary school and they understood immediately. That was awesome!
We too have understood. Thank you very much for this interview about the circular economy. ◆
Alexander Maak is Managing Director at Interzero - zero waste solutions-, an full-service environmental service provider. Maak has over 20 years of leadership experience and enabled several organizations to achieve a peak performance and exceptional growth and new business. He has also international experince in Continental Europe, UK, USA, Middle East and Asia.

Sustainable Processes
About the interviewee
MAFO 5-23 18 SPOTLIGHT



Anti-reflex coating and process control

Gaining control of process parameters by digital means. An approach to reduce scrap and rework.
International competition fuels manufacturing cost reduction, where scrap and rework land an immediate impact. Savings along this line of attack need dedicated process improvement, which in turn requires detailed knowledge of process parameters and their effects on a successful process result. Complex process chains, like anti-reflex (AR) coating, with their extremely large number of influencing parameters pose a considerable challenge for process engineering. By successively introducing tools of digitalization, and by merging them with deep process understanding, engineering will be enabled to take proactive measures before scrap or rework actually happen. A cooperative project of an equipment supplier, a lens manufacturer, and a university research group reached exciting results on the road to digitalization.
To stand their ground in the harsh environment of international competition, manufacturers of ophthalmic lenses need to increase their efficiency continuously. Material procurement costs on the one hand and labor costs on the other are the main drivers to directly reduce production costs. Being successful there leaves a company in the comfortable situation to choose: increase margin, or increase competitiveness (by reducing selling prices).
By Peter Weber
Manufacturing costs reduction
On a first glimpse the approach via procurement of costs reduction seems to be a low hanging fruit: put some pressure onto your suppliers and harvest annual cost reductions. Still, to accomplish this without getting trapped in quality issues, a considerable investment into a straight supply-chain management organization is essential.
Especially for technologically driven companies a promising parallel approach is the deep-dive into one’s own processes. Increasing the
MAFO 5-23 20 TECHNOLOGY
Picture: Bühler Coating
efficiency of manufacturing processes will directly reduce production costs. In industrialized economies the key figure of efficiency is, for good reason, output per laborer. This means that via smart investment in automation, digitalization, and process quality, companies will reduce labor costs and subsequently reduce overall production costs.
Effect of scrap and rework on cost
Talking about process quality inevitably leads to scrap and rework. The good message about scrap and rework is: if reduced, it directly reduces both labor costs as well as procurement costs. And thus, it directly reduces overall production costs, i.e. better margin or competitiveness.
Any part that gets scrapped, already contains raw material to be scrapped. And any such part has gone through a considerable section of the process chain already, having piled up labor and machine costs. The effect of rework often is even more dramatic, as there is not only additional labor and machine time to be wasted. Even more, the unscheduled effort severely disturbs the regular production flow, creating work overload at the workplaces as well as in job preparation and shop-floor scheduling.
Control charts – be proactive
There is one obvious and yet sometimes omitted fact: just by detecting scrap and rework, it is not prevented or reduced. To accomplish that, one needs to identify root causes. Here comes into play what you all know as control charts. The tracking of all those parameters along the process chain, which may influence the final product quality. Tracking these process control parameters makes it possible to correlate fluctuations of certain control parameters to scrap or rework.
Look at the example in figure 1: You see four control charts, each representing one crucial control parameter of a particular process for the last 10 batches. It turns out in final inspection, that part number 7 was not in specification, i.e. scrap. The process engineer could now easily grasp at a glance that the deviation of process parameter 3 might well correlate to the out-of-spec situation of part 7.
Now, the process engineer does not only know that part number 7 needs to be scrapped. He can localize the problem, with a certain probability, on process parameter 3 and take measures. By such experience, as well as by statistical means, warning limits for the control parameters are defined and continuously adjusted.
Practically this means, that a process engineer (or in best case even the operator) is regularly keeping an eye on the control charts and
takes measures, whenever one of the parameters is violating an upper or lower warning limit.
In the example of figure 1 there might also be anticipated an issue with parameter 1, as it seems to have a tendency upwards, maybe violating the upper warning limit in a few batches. With sensibly chosen warning limits, the process engineer can already proactively adjust processes before any scrap or rework actually is produced.
Systematic process control needs effort
Now, in a real industrial environment with complex process chains, one deals with an enormous amount of possibly relevant control parameters. This is the bitter pill to swallow: effort is needed, to make as many of the crucial parameters measurable and accessible to a digital database as possible.
While there is no (or few) process data available (because no data acquisition is in place yet) no digital system can help at that point. An overall process parameter analysis has to be carried out by means of deep process-engineering know-how, to judge which of the parameters actually are relevant, and how to measure and acquire them digitally. The less manual steps there are along a process chain and the higher the degree of automation is, the less effort it takes to acquire the data. Nowadays machines usually come with a set of integrated sensors and interfaces, to digitally get access to process and machine data. For older machines and manual process steps the effort is gradually higher.
1 2 3 4 5 6 7 8 9 10 Parameter 3 1 2 3 4 5 6 7 8 9 10
1 2 3 4 5 6 7 8 9 10 Parameter 4 1 2 3 4 5 6 7 8 9 10
Parameter 1
Parameter 2
MAFO 5-23 21 TECHNOLOGY
Fig. 1: Control charts of four exemplary process control parameters for 10 batches. The black dotted line denotes the average, the red dotted lines mark the warning and control limits respectively of each parameter. In our thought experiment batch 7 is out of specification. The control-chart approach obviously helps to locate root causes. Adjust parameter 3 in the future and prevent this scrap/rework event to reoccur.
Benefits in ophthalmic lens production
The process chain of eyeglass production spreads over the full range from basic manual to fully automated work steps. Subsequently, it is a considerable challenge to cover it completely with digital data acquisition.
Particularly the anti-reflex coating process features a blend of manual and automated process steps. Within a systematic approach, the first focus is put on the automated part of the process: coating in the vacuumcoating machine. A state-of-the-art vacuum coater measures, collects, and provides a wide range of digital machine and process data, which are, in principle, easily to be accessed for process control.
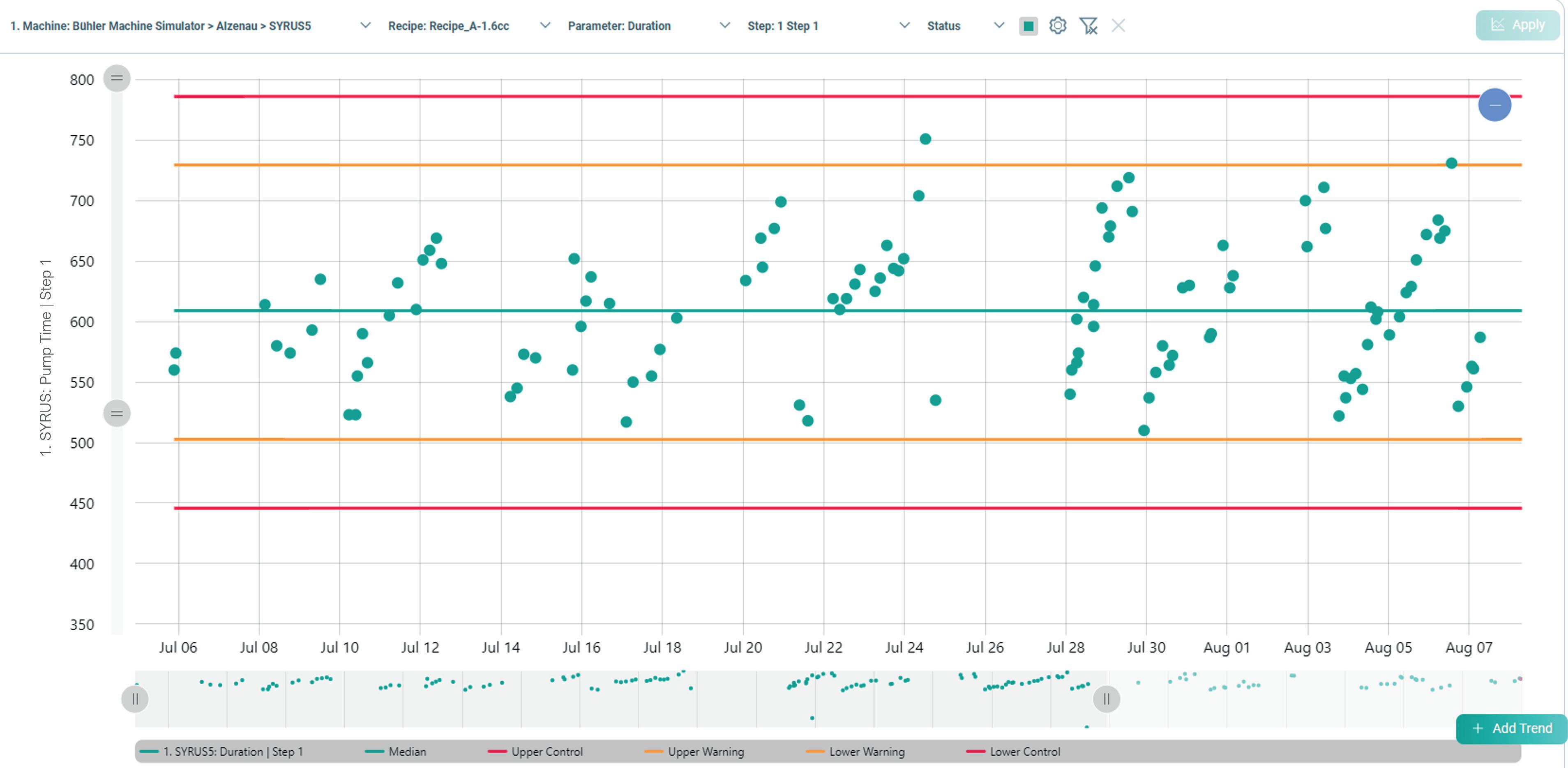
Dr. Stephan Küper of Bühler Leybold Optics, provider of vacuum coaters for ophthalmic industries, confirms the potential behind the coating process in terms of digital data acquisition. His project team has pushed this topic considerably in the last two years. In cooperation with the research group for Industrial Data Science (INDAS) at Frankfurt University of Applied Sciences, and optoVision, manufacturer of ophthalmic lenses, a big step forward was made in terms of systematic acquisition, presentation, and evaluation of process data.
Although it is well known that the flanking manual processes cause the larger part of scrap and rework, there is big potential in further stabilizing the coating process itself. There are advanced types of coating where process stability still is a challenge. And generally, for the benefit of matching lenses from different batches (with respect to color of residual reflex), better process control is highly desirable.
Anti-reflex coating of ophthalmic lenses
Anti-reflex coatings are a major feature of any ophthalmic lens. At an interface between two optical media (air, lens) back-reflection occurs. For an untreated standard glass roughly 4% of the incident light is reflected. Front as well as back side interface suffer from the effect, so you end up with losing a total of 8% of intensity. This holds for a “classical glass” with a refractive index of typically 1.5. To design thinner lenses, material with a refractive index of up to 1.8 is used.
You buy this advantage at the expense of transmission. At each interface of these high-index materials you lose 8% of light intensity. In total only 84% of the incident light would reach the eye. With a good antireflex coating a transmission of up to 99.5% can be accomplished. Thus, for practical as well as cosmetic reasons, an anti-reflex coating is standard for ophthalmic lenses. The wearer of the glasses gets a clearer vision and a better contrast. In communication with other people there are no (or considerably less) disturbing reflexes interfering with eye contact.
An additional emerging feature of anti-reflex coatings is the selective filtering in the blue region of the visible light spectrum. This is a response to increasing exposure of our eyes in daily life to LEDs and TV or computer monitors, which is often perceived as distracting and exhausting.
Composition of anti-reflex coatings
Anti-reflex coatings are so-called dielectric coatings. Such a coating consists of a sequence of several sub-microscopically thin dielectric (non-metallic, i.e. transparent) layers of different refractive indeces (alternating high and low index).
The trick is to tune the thickness and the refractive index of each layer in a way that you get destructive interference between the back-reflected light of the different layer interfaces. Thus, the reflected light is cancelled out and all incident intensity (ideally spoken) is transmitted.
The desired layer thicknesses range in the order of or below 100 nm (which is the 10,000th part of a millimeter). Additional features must be integrated: E.g. a cap layer on top is needed to protect the thin-film system from ambience over life-time and an interface layer at the bottom makes sure that the system permanently adheres to the substrate (i.e. the lens). Altogether this may result in up to 10 or more layers of different materials and different thicknesses, which need to be precisely deposited onto the lens.
Operation of a vacuum coater
The single layers of an anti-reflex coating consist of different dielectric materials. These silicon-oxide and metal-oxide layers provide an alternating system of high/low refractive index. For deposition on the substrate (the lens), coating material is heated and subsequently evaporated in a crucible at the bottom of a vacuum chamber. The lenses are positioned at the top of the chamber.
In vacuum, the evaporated atoms or molecules propagate (ideally undisturbed) from the bottom to the top and deposit on the lenses, growing a thin film. The heating and evaporation of the material is usually accomplished by an electron beam being targeted at the material.
The thickness of the deposited film on the lenses is mainly controlled by the length of exposure via shutter and by the rate of evaporation via electric power of the beam.
Basically, there are two different approaches. One possibility is to directly evaporate the oxide material onto the substrate. The other is to evaporate the pure silicon or metal, and create an oxygen plasma in the chamber, which reacts with the evaporated material, forming the
MAFO 5-23 22 TECHNOLOGY
One valuable outcome was the finding, that the period between cleaning cycles of the vacuum coaters could be considerably prolonged, significantly increasing the uptime and productivity of the machines.
desired oxide film on the lens. In both cases the stoichiometry, the composition of metal and oxide, significantly controls the refractive index of the respective layer.
Key parameters of the AR coating process
Key output parameters of the AR coating process are: low residual reflex, correct color of residual reflex, no significant surface defects, and, finally, adhesion of the coating over lifetime.
The three first-mentioned are usually judged in a visual inspection, while the latter is checked in an accelerated life-time test and via customer-complaint statistics. Key process parameters for the fulfilment of these output parameters are the thicknesses of each layer and their refractive indices (stoichiometry).
While the thickness is directly accessible from measured data, the refractive index is not. It is controlled indirectly by other process parameters. And even though the thickness is measured directly, it is controlled by several more parameters.
This leads to a complex multiplicity of parameters, which need to be tuned properly for a successful outcome of the process (pressure over time, power of the electron beam over time, partial pressures over time, time of exposure, cleanliness of the vacuum chamber, to name just a few).
Big data needs digitalization
The coating process provides us with a load of relevant process control parameters to deal with. A state-of-the-art vacuum coater comes off-the-shelf with the sensory system and the digital interfaces to straightforwardly get access to these data. “These data” precisely spoken
means: time resolved process and machine data for each coating run (batch). These data can be fed into a database and be evaluated to gain better control of the process. Although relatively comfortably available, it is not yet state-of-the-art, to use these data on a big scale. One reason for that is the lack of proper interfaces into a comfortably usable database. This is now provided by the team of Dr. Küper.
Level I of digitalization
When digital data acquisition is in place for the relevant parameters, the next challenge is to plot them in an expressive way. Technically spoken, process parameters span a vast multidimensional space of variables, which depend on time, on batch number, and in many cases on each other. And there are two classes of variables: first the process control parameters, and second the output parameters, where the former shall be tuned to optimize the latter.
Level I of digitalization is accomplished when process engineering is provided with an interactive cockpit where they can flexibly get access to any representation of the data. It has to be possible to pick just any pair of parameters and plot them against each other in a chart. This helps to find correlations between parameters, particularly between control and output parameters. Furthermore, parameters can be plotted over time or over batches to make visible significant changes and possibly correlate them with certain events (e.g. from the machine log, e.g. cleaning or maintenance).
Plotting parameters over batch finally leads to the classical control chart, where by statistical means, the stability of each process parameter can be tracked. Dr. Küper showed that his team accomplished to provide a full-scale cockpit in this sense (see example in figure 2). Process
MAFO 5-23 23 TECHNOLOGY
Fig. 2: Exemplary control chart from Bühler Leybold Optics database cockpit. The data shown here simulate the cycles of increasing pump-time from batch to batch till next cleaning run simulated data, as no real customer data can be shared here.
engineers can click through the data, choose parameters, choose graphical representations, choose scale, zoom in, zoom out, jump between different graphs, to get the best overview on the interdependencies between the parameters.

The statistical tools for control charts are implemented. Furthermore, warning and control limits could be edited individually for each parameter. This first level of digitalization already provides engineering with an enormous head start. With this set of information, one does not just react on scrap and rework events when output parameters are already off specification. Proactive measures can be taken already when control parameters start to become critical – before scrap and rework actually occur.
Level II of digitalization

As stated before, in complex manufacturing environments, process engineering is confronted with an enormous amount of possibly relevant parameters. It is unrealistic to assume that the resulting control charts can be checked on a sufficiently regular basis visually.
The second level of digitalization provides algorithms, which check all the control charts automatically for violations. Obviously, level I needs to be in place.
From a data science point of view this is just if-then-else queries. The bigger challenge is to have the proper workflows and the qualified personnel in place for action: in case of violations of control limits, the relevant engineers get informed automatically. They would then jump into the situation with their process know-how and decide upon necessary measures of stabilization.
Level III of digitalization
With level I and level II digitalization in place, process engineering is able to react proactively to violation of warning limits of control parameters. This presumes that the influence of each control parameter onto the output parameters is known. In real life, this is not the case.
One is confronted with a large number of control parameters, and for many of them, the correlation towards the output parameters (specifications) is at best vaguely known. Here comes into play the third level of digitalization. It introduces algorithms, which check all parameters for correlations with any other. This may include inter-correlations between the control parameters, but particularly focuses on correlations between each control parameter and the output specifications. The result of this algorithm is a classification of how much each process parameter actually influences one or more output specifications. This information is invaluable for proactively controlling the process. It helps a great deal to focus engineering activities on the right parameters. Also, with respect to cost or cycle time reduction as well as new products´ development, these data can be most useful.
Level IV of digitalization
Finally, machine-learning comes into play. A machine-learning algorithm can be fed with available process data and predicts the outcome of the process, i.e predicts whether the output parameters will be met, or not (scrap or no scrap). The research group Industrial Data Science (INDAS) at Frankfurt University of Applied Sciences tuned their machine-learning algorithms on this challenge. They got the opportunity to feed the algorithm with long-term real process data from optoVision, manufacturer of lenses and partner in the cooperation. After teaching the algorithm with historic process data (process control as well as output parameters, so called labelled data), it was possible to predict whether a particular coating run produced an in-spec or an out-of-spec batch. After each coating run its process data were fed into the algorithm, and the outcome prediction was afterwards counter-checked by standard quality-control procedure.
As Peter Ludewig, Head of Department IT/IS at optoVison, points out, one valuable outcome was the finding that the period between cleaning cycles of the vacuum coaters could be considerably prolonged, significantly increasing the uptime and productivity of the machines.
According to Prof. Schäfer of Frankfurt University’s INDAS group, expectations towards machine-learning still need adjustment.
MAFO 5-23 24 TECHNOLOGY
Process control parameters show important information that can help users to optimize processes.
TECHNOLOGY
Machine-learning is not a silver bullet which answers all questions without further effort. It is definitely a powerful tool but often the black box nature of standard machine-learning algorithms requires further human insight. And particularly, this project showed: although all the data were basically available, there was a considerable effort to be invested by optoVison’s engineering team to classify the data in a technologically meaningful way before finally getting good results from the machinelearning algorithm.
KI – the answer to all questions?
A widespread vision is an “artificial intelligence”, where to enter your problem, and get the proper solution suggested right away. In manufacturing, the challenge of this task is a lot about process understanding, about grasping cause and effect, about metrology and data acquisition. In most cases, there is a lot of “old-school” process analysis to be done before digitalization with its full potential can actually kick in. An algorithm only yields useful answers when asked meaningful questions.
Conclusion
The database and its engineering interface, as presented by Dr. Küper and his team, are a successful realization of level I and level II digitalization. They provide a full-scale cockpit for comfortable and flexible navigation as well as graphical representation of the coating process’ complex parameter space.
The team of Frankfurt University’s INDAS group succeeded in the proof of principle that by teaching a real-life extensive dataset, provided and interpreted by lens manufacturer optoVision, their machine-learning algorithm was able to predict the outcome of single coating runs based on their individual process data. All three partners in unison judge the project as great example of how rewarding a collaboration between

ULTRA PRECISION DIAMOND TOOLS • Diamond tools for any generator • Excellent service • Quick turnaround
equipment manufacturer, producer and researchers can actually be. Bühler Leybold Optics will now make the interface available for customers within the scope of their service packages. The joint project will continue to implement further features of level III and level IV digitalization successively. ◆
Interview partners
1. Dr. Stephan Küper, Director & Head of Business Unit Technology Parts, Bühler Leybold Optics GmbH stephan.kueper@buhlergroup.com
2. Peter Ludewig, Head of Department IT/IS, optoVision GmbH ludewig@optovision.de
3. Prof. Jörg Schäfer, Research Group Industrial Data Science (INDAS), Frankfurt University of Applied Sciences jschaefer@fb2.fra-uas.de
Peter Weber
The author is professor at the University of Applied Sciences in Frankfurt and acts as journalist in the field of science and technology. In the past he managed production and engineering departments in semiconductor and ophthalmic industry. peter.weber@fb2.fra-uas.de

Advertisement
REDEFINING THE EDGE ky diamond.ca
Thickness and weight of ophthalmic lenses

Possibilities to reduce the parameters via software
Ophthalmic lens weight is a rarely considered parameter when purchasing spectacles, both by opticians and end customers, even though too heavy spectacles may feel uncomfortable. On the other hand, much attention is paid to the thickness of the lenses, as thin spectacles are considered high-quality by the public. Let us discover the relationship between thickness and weight of ophthalmic lenses and the possibility of reducing these parameters via software. By
Gaetano Volpe and Pasquale Fanelli
The relationship between weight and thickness in ophthalmic lenses is far from obvious. First, we have to consider all the factors that contribute to determining lens weight and thickness: material of construction, lens diameter (size), shape of the front and rear lens surfaces. Ophthalmic lens material can be divided into two major categories, mineral lenses, made of glass materials, and organic lenses, made of plastics polymers. Nowadays, mineral lenses have almost completely fallen into disuse, so let us consider organic ones.
In ophthalmic optics, materials are often recognized by their refractive index, a dimensionless number that identifies the optical properties of the medium. In fact, the optical power of a lens is determined solely by its shape and its refractive index. Leaving aside the mathematical discussion on the refractive index, we need only to consider that the higher this number is, the more the material is able to deflect light beams (altering the ray vergence) and for this reason a lens made of a high-index material will be thinner (at the same optical power).
Picture: Frank Sonnenberg
MAFO 5-23 26 TECHNOLOGY
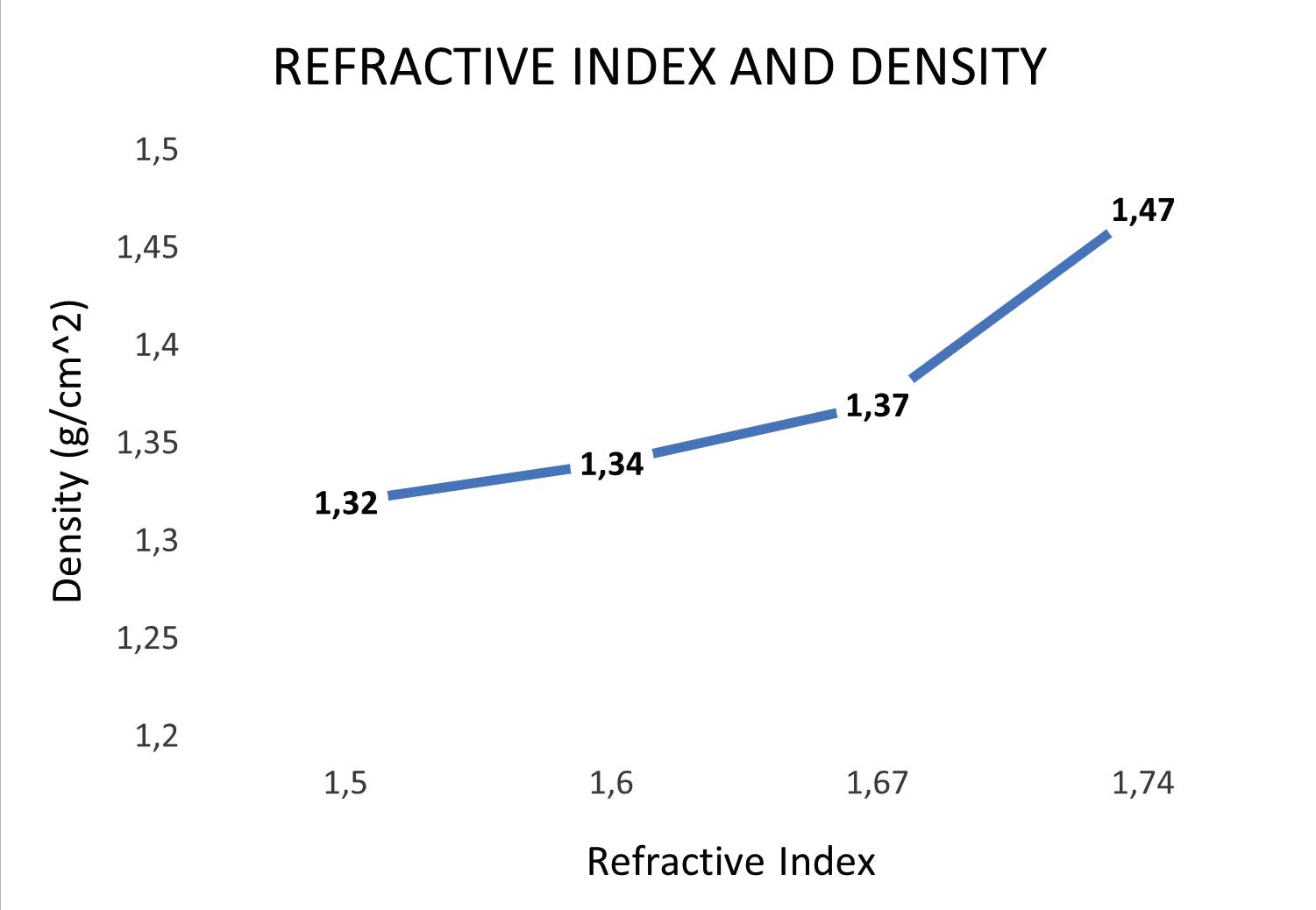
Although it is easy to understand the relationship between index and thickness (higher index leads to thinner lenses) the same cannot be said for lens weight: as the refractive index increases, the material density also increases.
Figure 1 shows the average density in grams per cubic centimeter for the main organic materials classified by their refractive index; obviously the denser the material, the greater the weight in a given volume. High-index lenses occupy less volume as they are thinner, but are they heavier because the material is denser? Does the reduction in thickness always compensate for the increase in density, resulting in lighter lenses? We try to respond using optical calculation software.
Refractive index, weight, and thickness
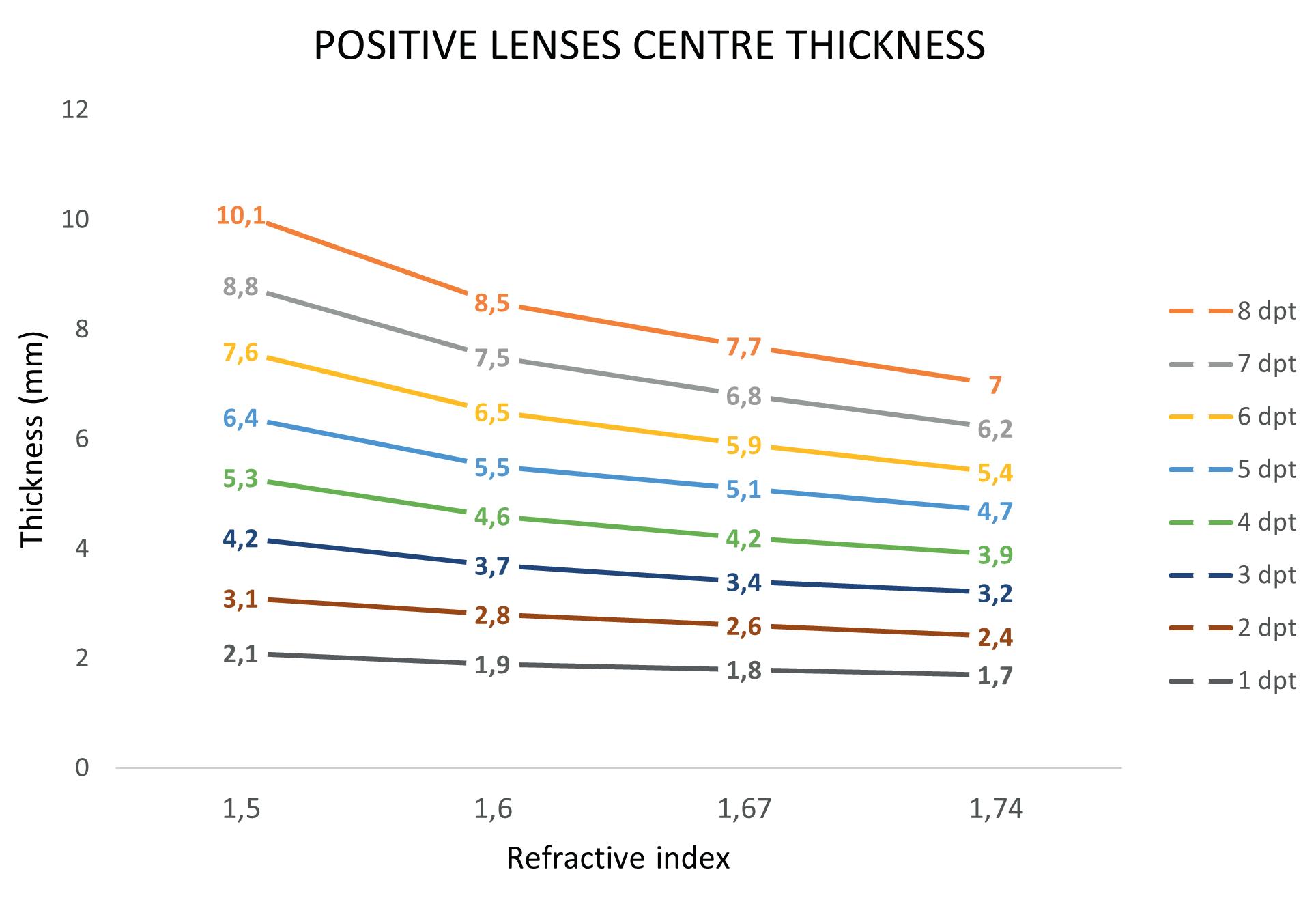
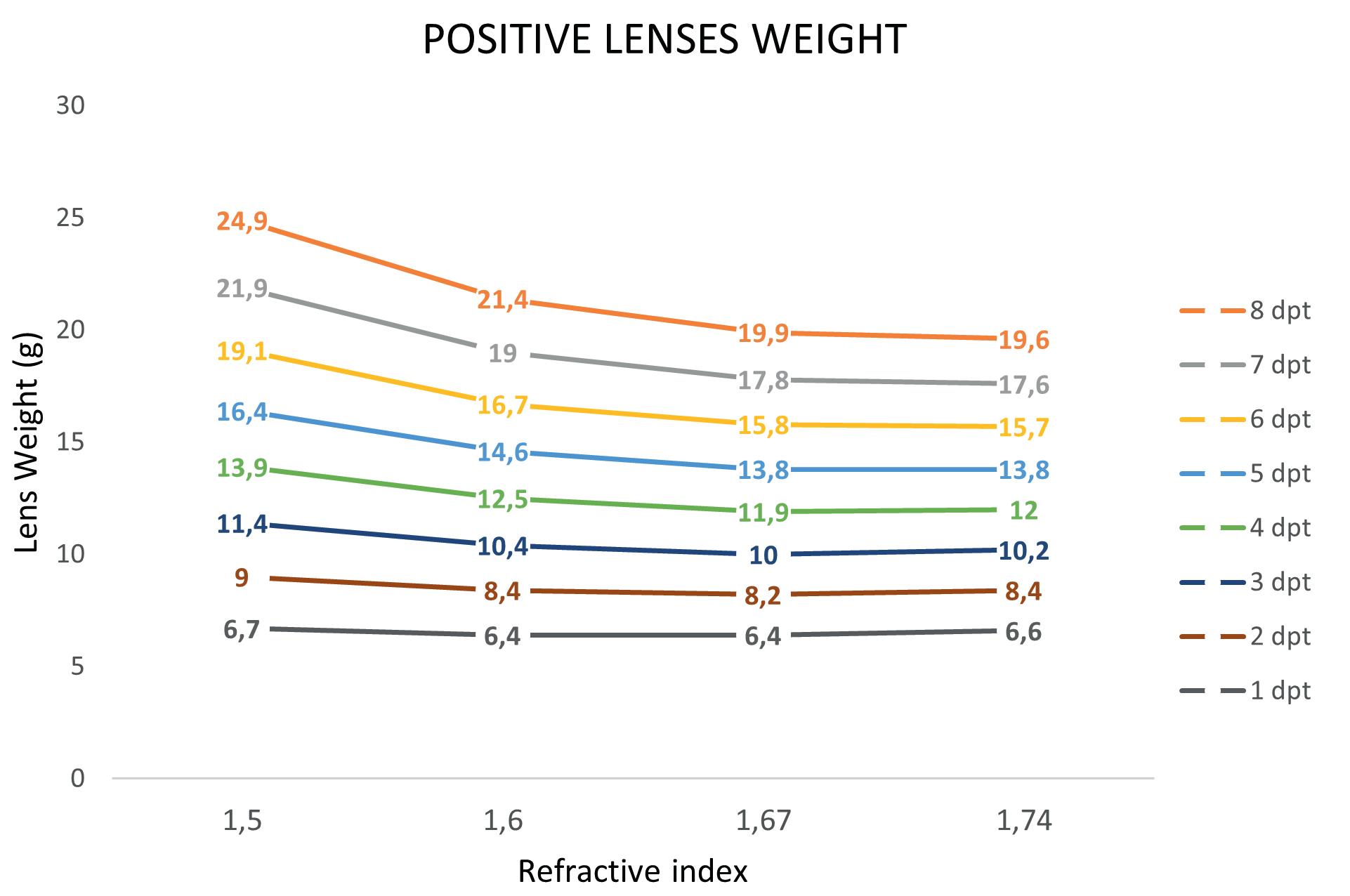
To investigate the relationship between these parameters, we must make comparisons for different optical powers; therefore, we calculate the weight and thickness of ophthalmic lenses with powers ranging from +8 dpt. to -8 dpt., with 1 dpt. steps. To simplify the analysis, we consider circular lenses with a diameter of 65 mm, and we impose that all the lenses have a flat outer surface (outer base has 0 dpt. optical power). In this way we only investigate concave plane or convex plane lenses and thus eliminate the problem of choosing the outer base curvature.
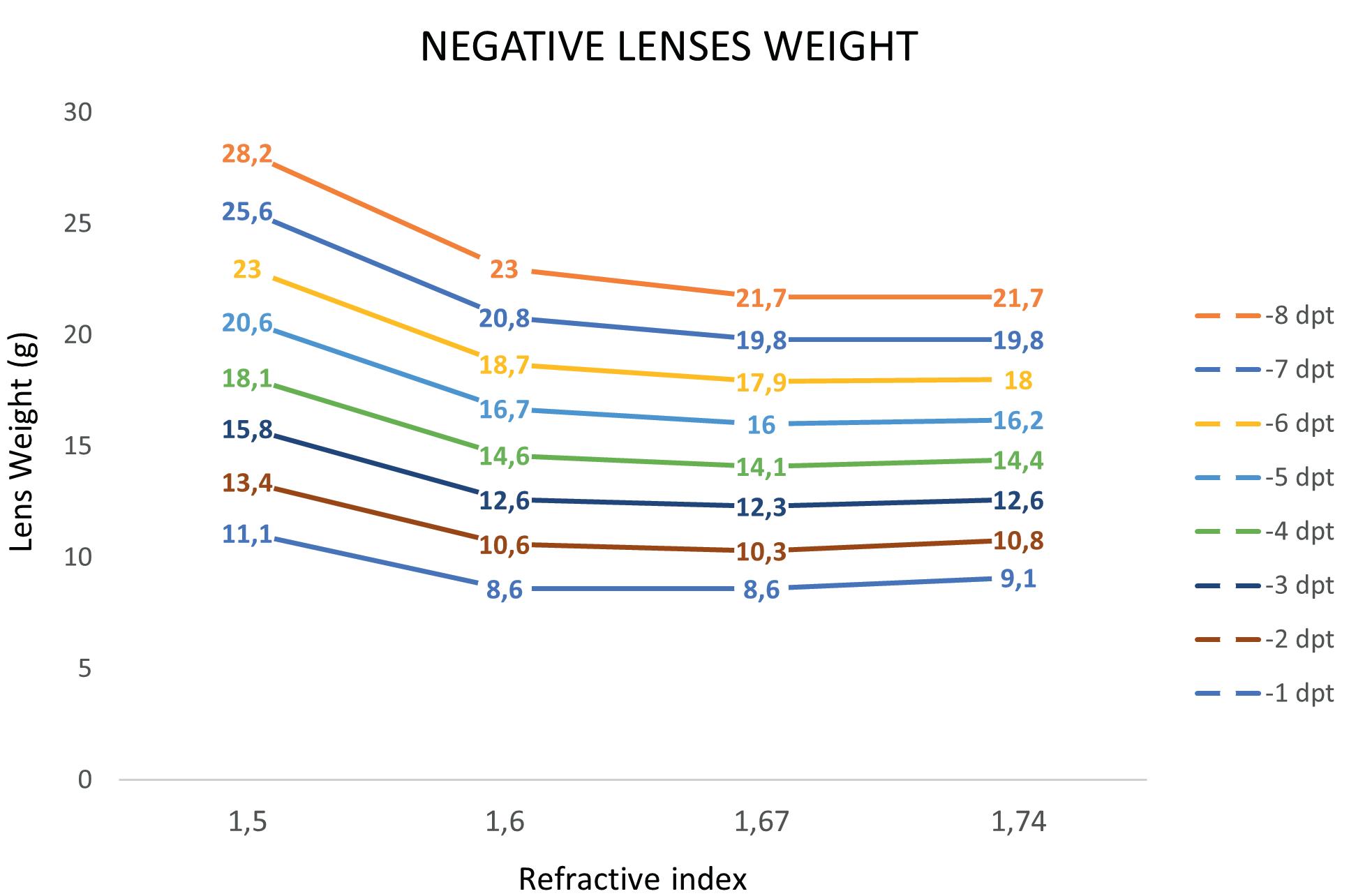
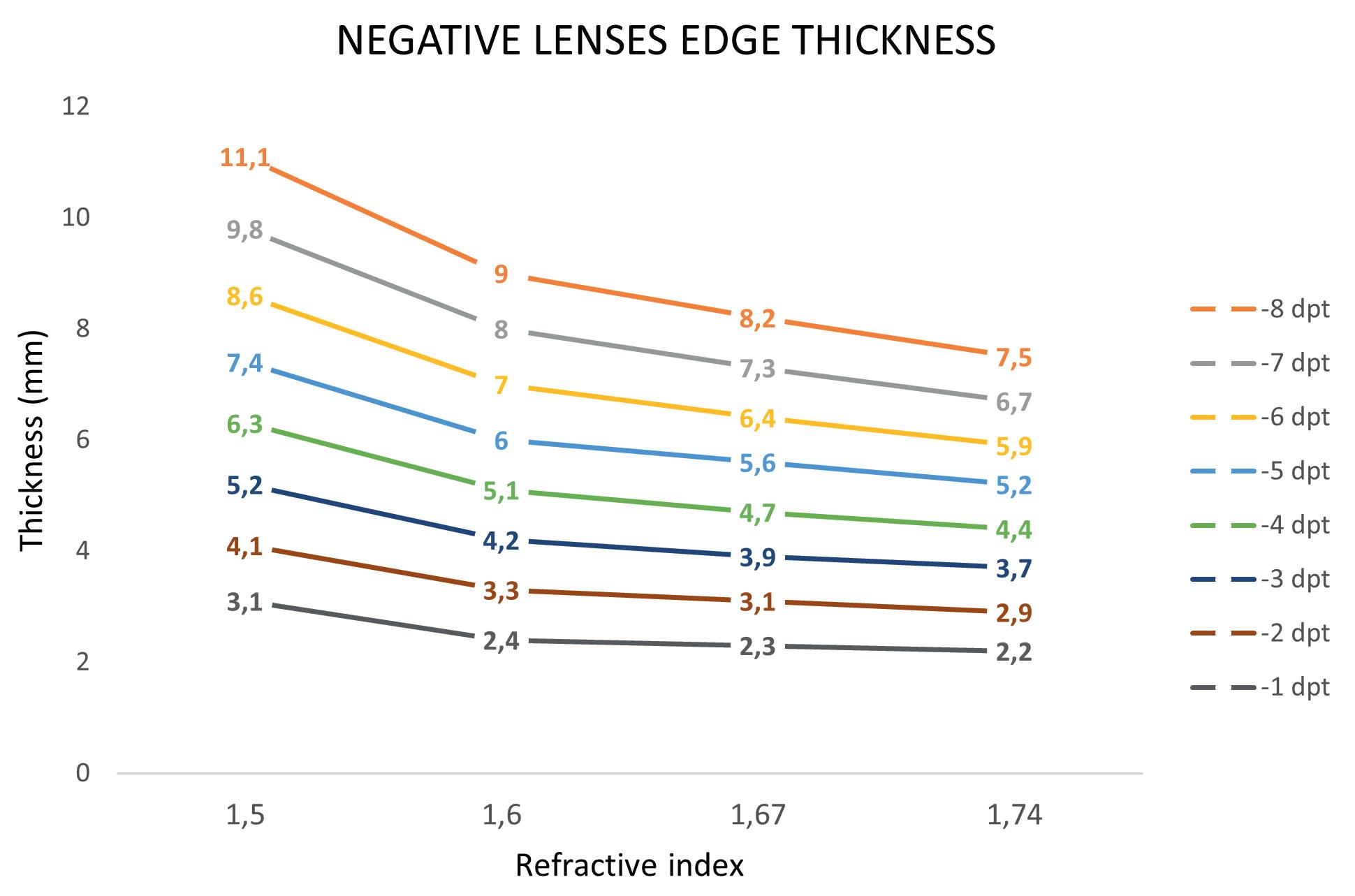
Figure 2 shows the negative lens weight values in grams as the optical power varies for each refractive index. In this graph there is a significant reduction in weight when comparing 1.5 refractive indices with 1.6 refractive indices for each optical power, indicating that in this case the lens thickness reduction can easily compensate for the increase in density. Comparing a refractive index 1.6 with 1.67, on the other hand, the weight reduction becomes more subtle, and you need at least -4 dpt. power to appreciate a 0,5 g weight reduction between these two refractive indices.
Moreover, using refractive index 1.74 does not result in lighter lenses, compared to 1.67 and when the power is lower than -6 dpt., the lenses are even slightly heavier, meaning that the reduction in thickness cannot compensate for the increased density. Nevertheless, lenses produced with 1.74 refractive index material have a significantly lower edge thickness in all cases as shown in figure 3, although the advantage is greater for higher optical powers.
For positive lenses, similar considerations can be drawn from the graphs in figures 4 and 5. However, in this case, the data are less reliable since we have simplified the analysis by considering only lenses with an outer surface of 0 dpt. (plano-convex lenses). In fact, negative lenses are often constructed with flat outer surface (so our data are reasonably reliable), while the choice of outer base curvature can significantly vary the weight and thickness of a positive lens. These considerations are far from obvious, as in the past when mineral lenses were mainly employed, using high-index glass materials meant producing significantly heavier lenses, and people had to accept this drawback in order to have thinner and thus more aesthetically pleasing spectacles.
Software optimization
Besides refractive index considerations, we cannot ignore software algorithms that can improve thickness and weight of ophthalmic lenses by refining the surface calculation process. In the first production phase the software determines the minimum diameter needed to manufacture the required lens, calculates the dioptric surface, and therefore determines the lens thickness (the volume and consequently the weight can be derived accordingly).
This process can sometimes be optimized using an elliptical calculation method, or by exploiting advanced thickness optimization technologies.
Elliptical calculation
The elliptical calculation, also called pre-calibration, consists of using an ellipse rather than a circumference when determining the minimum diameter required to produce a lens. Let us try to understand step by step how this is achieved.
First of all, the frame shape must be registered to start the calculation, together with the centering data (interpupillary half-distance, mounting height). The software starts by fitting this shape within a circle, that identifies the semi-finished that will be used to produce the lens. In this stage, the semi-finished center is aligned with the lens optical center (determined by the centering parameters).
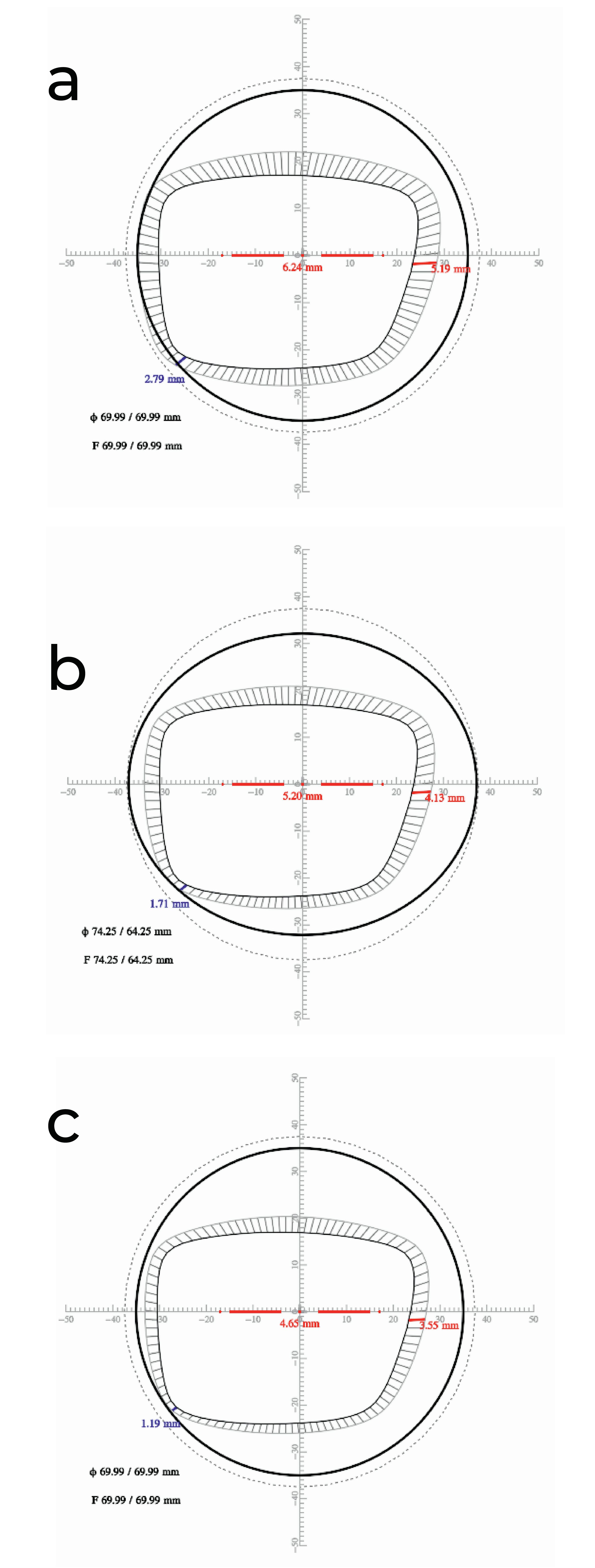
Next, it is necessary to determine the minimum possible diameter to produce the lens, since the smaller the diameter, the lower the lens weight, the thickness and the production costs will be. To derive the minimum diameter, the software applies an optimal decentration (within a threshold range) by aligning the frame shape geometric center with the semi-finished center. Then it reduces the circle diameter until it touches the lens shape edge. Thus, the minimum (circular) diameter to produce the lens has been determined and the lens can now be produced (Fig. 6-a, thickness graphs in millimeters).
The elliptical calculation can now be made by reducing the vertical diameter of the circle until it reaches the frame shape, thus inscribing it in the optimal ellipse (Fig. 6-b).
Fig. 1: Density of the most common organic materials with their refractive indexes, expressed in grams per cubic centimeter.
MAFO 5-23 27 TECHNOLOGY
Figure 6 shows the difference in lens thickness between the spherical (6-a) and elliptical (6-b) calculations, with the center thickness decreasing from 6.24 mm to 5.20 mm, and the edge thickness also decreasing both at the thickest point (in red) and at the thinnest point (in blue). However, it is important to note that this software optimization is only effective on positive astigmatic lenses that have the highest positive power across the vertical meridian; in fact, the lens shown in figure 6 has the following power: sph. +4,50 dpt. cyl. -2,50 dpt. axis 90°.
Advanced calculation methods
Unlike the elliptical calculation, advanced optimization algorithms aimed at reducing lens thickness are usually effective for both positive and negative lenses. Furthermore, there is no unique method to reduce lens thickness, as it is possible to approach the problem in various ways.
Classically, lenticularization is used to reduce high dioptric power lens thickness. Lenticularization consists of a very rapid curvature change at the lens edge so that the surface is rounded, blunted. However, in that lens area the optical power deviates greatly from
the ocular prescription, putting this zone of the peripheral visual field out of focus.
This technology can be taken to the next level by governing the curvature change through the frame shape, and this is the core of the Crea Size 2.0 algorithm that we developed. Leveraging Crea Size 2.0 technology it is possible to further reduce lens thickness, by implementing a light and thin lenticularization that follows the frame shape in its most peripheral edge, affecting vision as little as possible.
The results of this calculation method can be seen in figure 6-c, where the center and edge thicknesses result even lower than those calculated with the ellipse (Crea Size 2.0 center thickness is 4,65 mm vs 6,24 mm for standard calculation and 5,2 mm for elliptical calculation). Naturally, this also leads to lightening the lens, as you have reduced the lens volume (while maintaining the same material).
Conclusions
Using lens calculation software, we verified that the relationship between lens weight and thickness is not obvious, since high-index materials, which generate thinner lenses, are also the densest. So, increasing the
Fig. 2: Negative lenses weight in relation to power and refractive index, diameter is 65 mm, front power 0 dpt.
Fig. 3: Negative lenses thickness in relation to power and refractive index, diameter is 65 mm, front power 0 dpt.
Fig. 4: Positive lenses weight in relation to power and refractive index, diameter is 65 mm, front power 0 dpt.
Fig. 5: Positive lenses thickness in relation to power and refractive index, diameter is 65 mm, front power 0 dpt.
MAFO 5-23 28 TECHNOLOGY
refractive index does not always reduce lens weight, although a thickness reduction is always present. Using simplified calculation, we presented weight and thickness data for positive and negative lenses with varying power from +8 dpt. to -8 dpt., to draw general considerations.
In addition to the refractive index variation, it is possible to reduce the thickness of ophthalmic lenses by exploiting software optimization algorithms.
The elliptical calculation process, which is very effective in positive toric lenses, was explained in detail to gain awareness of how thickness reduction is achieved in those cases. We also showed how Crea Size 2.0, an advanced algorithm that is an evolution of classical lenticularization, succeeds in obtaining even lower thickness values than the elliptical calculation. These considerations come handy in our daily work, as lighter eyeglasses are often more comfortable and more in harmony with a person's daily life. ◆
Φ 69.99 / 69.99 mm
F 69.99 / 69.99 mm
Gaetano Volpe is a Computer and Automation Engineer. He is a co-founder and Head of Research & Development at ProCrea Tech, freeform lens design company based in Italy. He is pursuing a Ph.D. in Electrical and Information Engineering with the Polytechnic University of Bari. He has a long-time experience in optimization algorithms and lens design.

Φ 74.25 / 64.25 mm
F 74.25 / 64.25 mm
Pasquale Fanelli is an optometrist from University of Salento. He works as product specialist for ProCrea Tech and DAI Optical Industries, Italian ophthalmic lens manufacturer. He also practices as an optometrist in a private clinic and his fields of interest are freeform ophthalmic lenses and advanced contact lenses.

Φ 69.99 / 69.99 mm
F 69.99 / 69.99 mm
Fig. 6: Thickness simulation comparison between standard minimum diameter method (a), elliptical calculation (b), advanced calculation with Crea Size 2.0 (c); refractive index is constant n= 1,6 and optical power is: sph. +4,50 dpt. cyl. -2,50 dpt. axis 90°.
Pasquale Fanelli
Gaetano Volpe
MAFO 5-23 29 TECHNOLOGY
One drop and you regain the vision of
a 20-year-old?
Presbyopia treatment with eye drops

It sounds too good to be true. One drop on the surface of the eye and you can see as well as you did a few years ago. This is the dream of several U.S. pharmaceutical manufacturers. In recent years, they have made some groundbreaking advances in the pharmacological treatment of presbyopia. This article provides an overview of the latest developments and their practical applications. By Lena
Petzold
MAFO 5-23 30 SPOTLIGHT
Brimochol
The first drug expected to improve near vision over a longer period of time is Brimochol. It was developed and produced by the pharmaceutical manufacturer Visus Therapeutics in Irvine, California (USA). Brimochol is a combination of Carbachol and Brimonidin.
The former reduces the pupil diameter, whereas the latter increases the duration of the effect and reduces side effects in comparison to other active ingredients. Because of this, the drug has already been approved for further development by the Food and Drug Administration (FDA), the U.S. health authority.
When administered once a day, Brimochol is said to optimize near vision for at least eight hours. This has already been tested in six different studies involving over 200 test persons.
The best-known study was published in 2019 in the International Journal of Ophthalmic Research, showing sustained improvement in near vision for at least eight hours and an average improvement in line visual acuity of at least five levels, as measured by the Jäger visual chart. Side effects, such as eyebrow pain or loss of distance vision, which were shown in other studies, were not documented. Currently, the pharmaceutical company Visus is in the second phase of clinical trials with the drug.
Vuity
The Allergan company, part of the pharmaceutical manufacturer Abbvie, has developed and produced the drug Vuity – also known as AGN-190584 – which was approved by the FDA in 2021. The drug consists of a 1.25% solution of pilocarpine.
In this context, pilocarpine is a parasympathomimetic and is thus used as a miotic (to induce contraction of the pupil). The drops are supposed to take effect within 15 minutes and last up to six hours.
Initially developed as a treatment for glaucoma, the effect is now also used for the treatment of presbyopia. The effect behind it comes from stimulating the smooth muscle of the iris, causing the iris to smooth out and the pupil to narrow. At the same time, aqueous humor outflow is increased by contraction of the sphincter pupillae muscle. Besides the contraction of the pupil, the positive effects of pilocarpine are the resulting pinhole disc effect together with the accompanying improvement in depth of field and pseudo accommodation. On the other hand, the retina receives less light from distant objects, for example due to the pupillary contraction. Thus, light from near objects is not overlaid and can be more sharply focused on the retina. However, there may be side effects such as headaches and eyebrow pain.

Furthermore, vision may be darkened, leading to a negative impact on the ability to drive at night. In this connection, the effect of “Vuity” pilocarpine drops was investigated both for its effectiveness and for its safety.
The best-known study is called Gemini 1, in which the primary and secondary endpoints of the third phase have already been met. In this study, 323 participants were given either the pilocarpine drops or a placebo solution. One drop was administered to each eye once a day for a period of 30 days. Documented side effects that occurred during the study were headaches (>5%). At the same time, a drop-out rate of 1.2% of the participants also occurred.
Another finding of the study was an improvement in near and intermediate vision of at least three lines. This was found to be the case in a significantly larger proportion of the presbyopia subjects. In addition, it was also shown that distance vision was not affected by treatment with Vuity.
A further study carried out with these pilocarpine drops showed that 30% of the test persons were able to see at least three visual lines better than prior to the study. The eye chart was positioned at the normal reading distance of one arm's length.
MAFO 5-23 31 SPOTLIGHT
CSF-1
CSF-1 is the drug produced by the Israeli pharmaceutical company Orasis Pharmaceutics. Like Vuity, the active ingredient consists of pilocarpine and a diverse carrier solution. However, at 0.4% the dosage of pilocarpine is lower than that of the other drug. To test the eye drops, the company carried out two studies with a total of more than 600 subjects.
The studies called NEAR-1 and NEAR-2 both represent phase three clinical trials. They are multi-center, randomized, double-blind, parallelgroup studies conducted with the objective of evaluating the efficacy and safety of CSF-1.
One group of subjects received one drop of CSF-1 bilaterally in both eyes twice a day. This drop administration procedure was repeated for two weeks in this case. The comparison group received a placebo which was also administered twice a day for two weeks.
“Both studies met their primary and secondary endpoints on day eight, achieving a statistically significant gain of three lines or more in distancecorrected near visual acuity (DCNVA) and no loss of one line or more in distance visual acuity,” said the company on its official website. Side effects that occurred as a result of treatment with the drug included headaches and pain in the eyes after administration of the drops. The former occurred with an incidence of 6.8%, the latter with an incidence of 5.8%. Moderate adverse effects were reported by 2.6% of the participants but were not discussed further in the statement.
Currently, the FDA is reviewing the company's New Drug Application (NDA) with a decision expected in mid-October. The application is for the potential new approval of the tested drug for the U.S. market.
Mode of operation of the drug
In his 2020 publication on drug treatment of presbyopia, Andrzej Gryzbowski, PhD, described the two main mechanisms underlying the therapy. Drugs that reduce pupil diameter, leading to miosis, thereby enhance the depth of field. This can be technically described by spherical aberration, in which rays far from the axis are refracted more strongly than rays close to the axis. In simple terms, this creates a depth of field range in which objects are seen more sharply. Another effect, associated with the extended depth of field, is that of the pinhole effect. Due to the narrowed pupil, fewer rays from the edges reach the retina, so that less light interference reduces the contrast. The extent of pupil miosis is regulated by the parasympathetic system, which controls the contraction of the ciliary muscle as well as the iris. In this context, the ciliary muscle has an effect both on the shape and on the position of the lens inside the eye.
The parasympathetic system can be affected by drugs. Examples of such drugs are physostigmine as well as carbachol and pilocarpine already mentioned. Pilocarpine is a muscarinic agonist and, in addition to the positive effects mentioned above, stimulates tear production by promoting secretion from the lacrimal glands as well as contraction of the ciliary muscle.
However, disadvantages of this drug, for example, may be chronic inflammation of the front part of the eye, a fixed pupil, or spasmodic
contractions of the iris leading to a change in myopia. A combination of nonsteroidal anti-inflammatory drugs (NSAIDs) with miotics offers a solution. The NSAIDs produce an anti-inflammatory effect in the anterior uveal tract. As a result, side effects, such as the previously mentioned or spasmodic ciliary contractions, pigment dispersion as well as posterior synechiae, can be reduced.
In 2012, Benozzi et al. investigated the effect of pilocarpine (1%) as well as the nonsteroidal anti-inflammatory drug (NSAID) diclofenac (0.1%, analgesic). The study showed that the subjects had no blurred visual perception either at a distance or in the intermediate range. Furthermore, no inflammatory reactions relating to the drugs concerned were observed in the 100 persons involved.
Conclusion
The idea of treating presbyopia using eye drops represents an interesting alternative to existing vision correction methods, due to the non-invasive and potentially reversible approach. In the coming years, the various pharmaceutical manufacturers, currently testing their products in parallel clinical trials, will publish their results regarding efficacy and safety. In particular, long-term tolerance is a major issue in this context, in order to be able to detect at an early stage any side effects which might subsequently arise as well as any potential reactions with other (ocular) drugs. ◆
After graduating from high school in 2018, Lena Petzold began her bachelor's degree in optometry at the Ernst Abbe University of Applied Sciences in Jena, graduating in October 2021 and immediately continuing with her master's degree in the same month. In 2022, she had the opportunity to present her bachelor thesis at the American Academy of Optometry. On the side, she has also been working at JenVis Research since 2021.
 Lena Petzold
Lena Petzold
MAFO 5-23 32 SPOTLIGHT
Hasta la VISTA, Baby!
Introducing The New VISTA Lens Inspection System
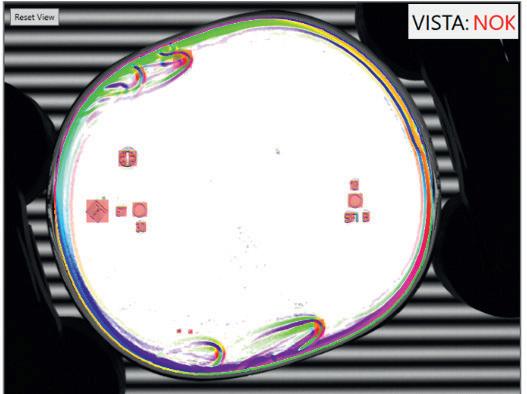
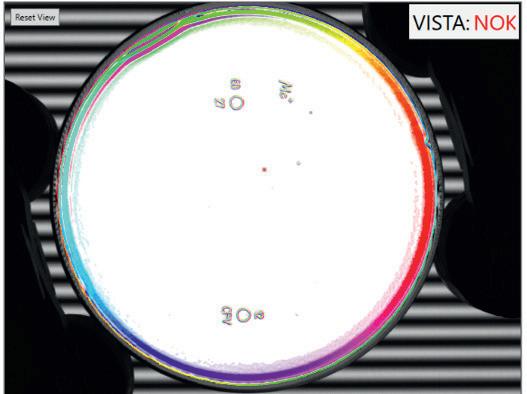
¬ Intelligent: Big Data integrated for targeted decision making.

¬ Versatile: Detects a comprehensive range of different defect categories.

¬ Fast: State of the art algorithms result in minimal evaluation time.

¬ Fresh: New design concept combines functionality with a modern look.
¬ Compact: Minimal footprint allowing easy integration.
Contact your local sales representative for more information. Or meet us at SILMO in Paris, booth J130 or Vision Expo West in Las Vegas, booth F6077.
OptoTech Optikmaschinen GmbH Sandusweg 2-4 35435 Wettenberg / Germany Phone: +49 641-98203-0 Email: info.de@optotech.net Web: www.optotech.net
Vision. Precision. Passion.
Focusing on natural, healthy and clear vision
Ten years of research at the Zeiss Vision Science Lab

Since its foundation in October 2013, the Zeiss Vision Science Lab has been conducting research into the physiological neurosciences and optical principles of human vision, and regularly publishes its findings on the key aspects of its work: myopia, presbyopia, visual rehabilitation and (trust in) artificial intelligence. Time to visit the research lab and take a look behind the scenes. By Julia Baier
Professor Dr. Siegfried Wahl opened a glass door labeled `Zeiss Vision Science Lab´ and entered a long corridor:
“´Enabling natural and enhanced vision´ is the motto adopted at the time of the lab's foundation and we have remained true to this ideal right up to the present time,” he explains. On the left side there is a giant mural, documenting the historic
milestones of the Zeiss company, and on the right there is a series of laboratories. Dr. Wahl welcomes his team.
Since the foundation ten years ago, he has been in charge of the research facility, which is located at the Institute for Ophthalmic Research in Tübingen (Germany). Established as part of the Excellence Initiative, sponsored by the German Federal Government and the federal states
MAFO 5-23 34
Using virtual reality simulations to analyze properties of electro-optical glasses.
SPOTLIGHT
to foster science and research, the ´Industry on Campus´ professorship has been managed jointly by Carl Zeiss Vision International and the University of Tübingen.
“Our goals are, on the one hand, to create a natural vision experience with eyeglass lenses, and on the other hand to conduct research into the conditions needed for clear, healthy vision and its development,” explains Prof. Dr. Wahl. “Spanning both these goals is the fundamental understanding of visual perception, as apart from ophthalmology, the University of Tübingen is particularly recognized and renowned across the world as a leader in the neurosciences. There are still many questions about the complex eye-brain-system and the individual factors of human vision that need to be better understood.”
It all started with a team of three people. In addition to Prof. Dr. Siegfried Wahl, Dr. Katharina Rifai and Dr. Arne Ohlendorf have been involved with the Zeiss Vision Science Lab from the beginning. Today the facility employs about 20 people. With a total of nine post-doctoral research scientists as well as several PhD students and undergraduates, the international team has a solid foundation. They are all working on ´application inspired research´.
“For every research idea, there must be a clinical need and a product vision, from which the research question is inspired that substantiates the product,” describes Dr. Wahl.
Application inspired research
“We adopted one of the first systematic analyses of eye movements for eyeglass lens design when developing the Zeiss DriveSafe eyeglass lenses specifically for driving,” recalls neuroscientist and physicist Dr. Katharina Rifai. Currently, she is in the laboratory performing eye tracking recordings in one of a total of six laboratory rooms at the Zeiss Vision Science Lab. A test subject sits in a chair and looks at an image on a monitor. His chin is supported on a chin rest mounted on a table. A camera records his eye movements. Dr. Rifai stands next to him watching a second monitor analyzing his eye movements.
“We use eye tracking both in the laboratory and in a variety of behavioral situations in our research into visual behavior. In this way we can, for example, draw conclusions about which areas of an eyeglass lens are used in which visual situations.”
This research approach was also applied in the study aimed at developing an eyeglass lens specially for drivers. The study used special cameras to record the eye movements of test subjects when driving in a real life
 Setup to measure the focusing properties of special eyeglass lenses that are used to slow down the progression of myopia.
Complex objective measurements on an optical setup with wavefront laser scanning.
Setup to measure the focusing properties of special eyeglass lenses that are used to slow down the progression of myopia.
Complex objective measurements on an optical setup with wavefront laser scanning.
MAFO 5-23 35 SPOTLIGHT
For every research idea, there must be a clinical need and a product vision, from which the research question is inspired that substantiates the product.
scenario. “A number of different signals were recorded during the trip, for example, videos of the driver's face and the environment observed when driving.
By using eye tracking technology, movements of the driver's head and eyes were extracted. The combination of head and eye movements is important for eyeglass lens design, as this combination determines how the lens is used,” explains Dr. Rifai. “A further example of viewoptimized design is the Zeiss SmartLife eyeglass lens. Eye tracking eyeglasses were employed to identify special areas of the lens used during cellphone usage in everyday situations,” she explains. The lens designs Zeiss DriveSafe and Zeiss SmartLife, which were developed from the findings of these studies, have been successfully established in the market.
Myopia as a research focus
Another laboratory just along the corridor is the Visual Optics Lab. Here, a test subject sits in front of an ophthalmic imaging instrument for optical coherence tomography, otherwise known as an ´OCT instrument´, and looks into the instrument with one eye.
Dr. Katharina Breher, a specialist in physiological optics, stands next to the instrument watching its monitor and analyzing the image it has created. This image shows the eye's retina and the choroid located behind the retina.
“The choroid is a biomarker. The reason is that it consists of a tissue that reacts very quickly to external influences,” states Dr. Breher. “This property, which makes it possible to reduce the time frame needed for studies, is very helpful when testing a range of eyeglass lenses such as myopia control lenses. This is particularly advantageous in the clinical
environment.” The examination of the choroid is just one example of the many different myopia research techniques to be found in the Zeiss Vision Science Lab.
Myopia has been one of the most important research fields since the lab was established ten years ago. Dr. Arne Ohlendorf, a research scientist specialized in myopia development, emphasizes this point, “Even before the lab was established, Zeiss worked together with experts drawn from myopia research, so that Zeiss was in a position to offer eyeglass lens solutions customized to meet specific needs. Myopia has been one of the central research areas at the Institute for Ophthalmic Research in Tübingen for several years, which enabled us to work closely with them right from the start.”

As a result of the increasing prevalence of progressive myopia, research into this condition has become much more relevant, particularly in recent years, and is now a subject attracting world-wide attention.
This form of short-sightedness usually occurs in early childhood and can continue into early adulthood. Pronounced growth in the length of the eyeball is often the cause. Although progressive myopia cannot be halted, growth of the eye can be slowed.
In addition to measures such as regularly spending time outdoors and reducing the amount of near-vision tasks, special eyeglass lenses and contact lenses in particular can make an important contribution to the proper development of the eye.
While the progressive form of short-sightedness is indeed predominant in Asia at the present time, a significant increase in the frequency of this type of short-sightedness has also been observed elsewhere. That is why this year the company launched Zeiss MyoCare, a myopia control lens, in Europe as part of Zeiss Myopia Management.
The Zeiss Vision Science Lab was involved in the development of the MyoCare eyeglass lenses right from the start. “When developing new eyeglass lenses such as myopia control lenses, we work closely not only with our colleagues in Zeiss Vision Care but also with international scientific institutions and eye hospitals,” explains Dr. Ohlendorf. Examples of such collaborations are the long-term study with the University of Leipzig (the 'LIFE Child' study), joint clinical studies with the University Eye Hospital of Wenchou in China and research partnerships with the University of Murcia in Spain.
One of the results is the recent joint development with Professor Pablo Artal of the University of Murcia of a new instrument based on spatial light modulation technology. The instrument made the optical quantification of eyeglass lenses for the treatment of progressive myopia possible for the first time under real viewing conditions – a success story that merited publication in a prestigious journal.[1]
Professor Dr. Siegfried Wahl, Head of Zeiss Vision Science Lab.
MAFO 5-23 36 SPOTLIGHT
Validation studies for ophthalmic measuring instruments




As well as studies aimed at developing new eyeglass lens designs, the research institute also conducts validation studies of ophthalmic measuring instruments. These studies also form part of the responsibilities of the Visual Optics Lab where some of the ophthalmic measuring instruments designed ‒ such as the Zeiss Visufit 1000 or Zeiss i.Profiler plus for objective refraction ‒ stand alongside the OCT instrument. The specialists of the Vision Science Labs and the Vision Technology Solutions Department of Zeiss Vision Care work closely together on validation studies for new ophthalmic measuring instruments. The requirements placed on the new instrument are formulated by the Vision Technology Solutions team, after which a study is designed and conducted by the Vision Science Lab. Every ophthalmic measuring instrument developed by Zeiss goes through this extensive testing procedure in this scientific facility as early as the development phase and is also validated well before market launch.




Artificial intelligence in the field of vision
In addition to the the premises in the Institute for Ophthalmic Research, the Vision Science Lab is also represented in the Artificial Intelligence Research Building in Tübingen. Here, under the direction of Professor Dr. Siegfried Wahl, the team concentrates its research activities on three major topics: (trust in) artificial intelligence, smart algorithms for eyeglasses with electronically modifiable properties and a universal artificial intelligence interface for robust brain-computer or mancomputer interaction.
The prediction of behavior and use of the eyes as a window into the brain are of great importance in this work. “In our research we are looking at opportunities for offering people an enhanced quality of
life through the use of artificial intelligence. A further goal of our research is to increase confidence in systems with artificial intelligence,” explains Dr. Wahl. The technologies are tested in complex studies involving test subjects and patients.

Even if it sometimes appears that there is little scope left for research into human vision, this is not the case. “There is a surprisingly large number of aspects of visual perception still to be resolved,” according to Dr. Wahl. “We will not be short of research projects in the future.” ◆

References: [1] https://doi.org/10.1364/OPTICA.486389


704 & 705 SILICONE DIFFUSION PUMP FLUIDS 617-227-1133 • 800-7 paula@filtech.com www.filtech.com SCAN FOR OUR CATALOG QUAL SAVINGS FROM STOCK QUAL SAVINGS FROM STOCK QUALI SAVINGS FROM STOCK IONIZATION, THERMOCOUPLE & INSTRUTECH CONVECTION GAUGES INFICON RATE/THICKNESS CONTROLLERS & MONITORS Advertisement
Julia Baier
Julia Baier is Manager International Public Relations at Zeiss Vision Care. This article was written on the occasion of the tenth anniversary of the Zeiss Vision Science Lab and is intended to give an impression of the topics the research facility is focusing on.
SPOTLIGHT 37
The IDG framework for people and organizations
Shaping a sustainable and future-proof working world

We all wish for a healthy and sustainable world – in our private lives as well as in our work environment. But wishing alone is not enough. We have to do something – individually and collectively –, as soon as possible! Continuing as before is not an option if we want to survive as people, as a local society and as a global community in the long term. By
Britta Butz
The last few years have shown: the way we shape life and the economy is leading us to ruin. So simple and frightening at the same time is what is happening right now. Rightly, organizations are focusing on issues such as work-life blending, collaborative corporate culture and gender equity for sustainable development.
In 2015, the UN adopted the 17 Sustainable Development Goals (SDGs). These are designed to support the achievement of a more sustainable and equitable world by 2030 and encompass a broader range of social, economic and environmental issues. But what is the state of play on meeting these ambitious goals?
In summary, an official United Nations report indicates “many of the SDGs are moderately to severely off track” and “the promise of all countries to work together to secure the rights and well-being of all people on a healthy, thriving planet [...] is in jeopardy.”
Incidentally, a similar picture emerges in many companies with regard to the transformation that is also urgently needed. Many of the goals that were once set so enthusiastically come to nothing, others are caught up in or overtaken by current developments.
That is why I would like to take a
look at the 17 Sustainable Development Goals and the Inner Development Goals (IDGs) and their five dimensions.
Big pictures
From the individual to the company focus and ultimately the world. The IDGs invite us to change our perspective and rethink. Instead of putting the burden of the world on ourselves, we think about our personal resources and how we deal with them in our immediate environment. What role can, indeed must, companies and organizations play in this? What big waves would a rethinking of leadership in particular make? In the following, we will look at the Inner Development Goals or the five main dimensions precisely from these aspects.
First dimension being: relationship with oneself
Let us start with the most important relationship in everyones life, the relationship with ourselves. What if we really listened to our inner compass, followed the good/bad feeling in our gut more often?
If we approached things again, like a child, with openness and curiosity? Are we ready to get to know ourselves, with all positive and negative facets, and to keep learning more and more?
Sustainable Processes MAFO 5-23 38 BUSINESS
The human being: Meet yourself in thought, at an age of 90 years. What wisdom would you have? What would you say to yourself, what tips would you give to your current self for the rest of your life? This exercise helps you to find out what is really important for you and to go your way authentically.
Leaders/teams: As a leader, do I have a realistic self-image of my leadership abilities? Most of the time we give ourselves imaginary feedback. Reflecting is important, but more importantly, how does my team really see me as a leader?
Do we want to face this feedback and learn from it? Show that we also have a hard time dealing with critical voices, but are willing to work on ourselves?
Organizations: What would companies look like, if they had a willingness to learn and a healthy culture of mistakes? How about a “Fail(ure) or FuckUp Night” to look at our mistakes with lightness and the goal of sharing our learning?
Couldn´t this open doors, prevent subsequent mistakes, and create a safe environment for all?
Second dimension thinking: cognitive skills
We are not talking about traditional general knowledge here. Rather, we are talking about being able to take different perspectives. Being aware that we live in a complex world in which connections, mechanisms and patterns are no longer easy to recognize. Not only to think and act in the short term, but to commit to long-term visions and to persistently pursue them. This ability is needed to make sustainable and essential decisions. The human being: The realization that we cannot foresee and plan, understand and simply solve everything opens up new spaces. Spaces in which we begin to critically question ourselves and everything else. In which we are forced to engage with other perspectives in order to thereby create more clarity. In which we are allowed to experiment in order to learn and move forward.
Leaders/teams: What would a team look like in which we succeed in creating an orientation and vision that is not just about shortterm success? With a leader who manages to keep the big picture in mind to truly achieve long-term success and create value.
Organizations: Organizations often have to declare budget plans obsolete on January 2 because of unpredictable things that happen in this world. What if we could manage to form a structure that is aligned with that and still let us follow a long-term and meaningful vision? In which we can critically question ourselves as an organization including routines and processes and establish something new that can withstand this complex world?
Third dimension relationship: caring for others and the world
Let us imagine a world in which we feel truly connected to our fellow human beings and the environment. A world in which we put ourselves, our ego, and even our needs aside for once. But not forgetting to treat ourselves as well as everyone else with goodwill at the same time. To be grateful for what is and what we have and to face life with ease despite suffering. The human being: Let us connect mentally with our (actual or imaginary) descendants. How do you want to leave this world to them? What will the lives of our children, grandchildren, nephews or nieces look like in 40 years if we continue as we are? Will they still have a livable and lovable place to live? Will they have fulfilling and inspiring jobs? What do we need to do today to create the world we want for them?
Leaders/teams: Unfortunately, there is an entrenched view that only our professional ego has a place in the work environment. When in fact we are human beings with feelings and thoughts that can hinder us, but in which there is also incredible potential. What if we created a space where we could share our whole personality with others? Worries and fears as well as joy and gratitude?
Organizations: What would a company look like where all employees feel connected and work towards a common goal? Different opinions can coexist peacefully and the ego can be sent to the bench? Appreciation is a matter of course and we can engage with our colleagues with empathy? This requires new structures and decision-making mechanisms.
Fourth dimension collaboration: social competencies

Let us imagine a world where we value all the different perspectives, cultural backgrounds, ways of working, knowledge and different strengths of everyone. A world where we are able to bring all the different competencies together in an effective way. A world where we trust everyone to do their best.
The human being: Every person in this world sees the same world from a different – his or her very individual – perspective. Everyone has different thoughts, feelings and reactions when looking at one and the same situation or object. A very far-reaching insight, because it helps us to better understand ourselves and our fellow human beings. New spaces of collaboration open up and we are ready to learn from other approaches, different values and cultures.
Leaders/teams: What would it look like if we felt safe to share our perspectives in a team – without our views and suggestions being judged? We talk about “psychological safety”. In this safe environment,
Sustainable Processes MAFO 5-23 39 BUSINESS
there is room for genuine, honest, and appreciative collaboration. Especially when the leader dares to show his or her vulnerable side and brings personal aspects to the discussion – allowing team members to open up as well.
Organizations: What would a company look like in which best intentions are first assumed? An organization in which spaces are created to bring together all the different knowledge and skills to work towards a common goal? In which the goal is not to impose one's own idea, but to work together with all our beings, knowledge and skills to find the best solution?
Fifth dimension action: driving change

The best attitude, the most creative ideas, always remaining reflective and being at peace with oneself – in addition to these aspects of thinking and being, which are undoubtedly very important, it is above all crucial that we get into action. We need people who stand up for their values and insights. A world in which we allow ourselves to persistently push forward unusual ideas, are optimistic, and do not let headwinds get us down.
The human being: You have something you really want to advance? Then try the WOOP method : Wish, Objective, Obstacles, Plans. You will notice that this not only helps you to proceed in a structured way, but also increases the probability of a real and successful implementation considerably.
Leaders/teams: As leaders and teams, let us get involved in an experimental set-up more often. Simply try out ideas, whether original or classic. Without, as usual, making plans for weeks and months. Why not get into action quickly, learn fast and adapt? Like riding a bike or swimming. We understand the theory of how to move – yet it boils down to try & fail & learn until we get the hang of it.
Organizations: What would it be like to work in a company with room for unusual ideas? Where we do not have to wait 10 weeks for a signature before we can try something out? Where we can start experimenting again like children and discover and experience incredible things? In which innovation is allowed to develop and traits such as perseverance, optimism and creativity are really appreciated and lived?
Conclusion
Being fit for the future means helping to shape change. We can only do this if we continue to develop ourselves. The IDGs are an inspiration for each individual, but also offer a good opportunity to exchange ideas with other people. Via dialogical intelligence, we come to the overall societal perspective and back to the SDGs. In the end, it is a combination of everything that we use to create a healthy and sustainable world together – in our private lives as well as in our work environments, in organizations as well as in our global community. ◆
Britta Butz
Dr. Britta Butz, Future Work Catalyst at LIVEsciences, earned her doctorate in economics on the topic of corporate social responsibility. Since then, she has focused on using holistic approaches to align the needs of employees and the environment with corporate goals to achieve long-term, sustainable success for all. Using new organizational models, such as Teal, and the Journey to Self, she guides her clients out of the hamster wheel and into a more meaningful corporate world with pragmatic solutions. https://www.livesciences.com

Sustainable Processes MAFO 5-23 40 BUSINESS

 Bühler Alzenau www.buhlergroup.com
Bühler Alzenau www.buhlergroup.com
AR coating machines


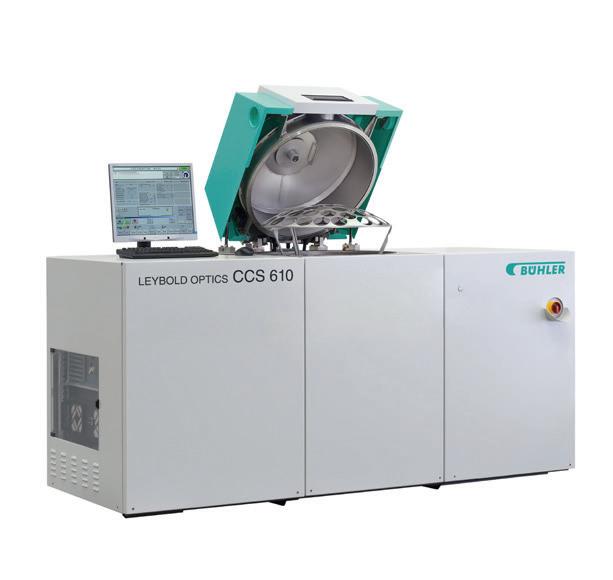
Legend: Yes = x, No = /, Optional = o
Leybold Optics CCS 610+ Leybold Optics CCS 700 BOXER 900 Application Small labs ( < 100 L/shift) x x / Medium sized labs (100 - 3.000 L/shift) / x x Mass production labs ( > 3.000 L/shift) / / / Lens materials all materials all materials, mineral AR coating including mirror coating x x x Further special coatings (please specify) anti-fog Top coatings (hydrophobic, oleophobic, superhydrophobic) x x x Top coatings from separate thermal source o o o In-chamber tinting full color (absorption coating) / x x Gradient tinting color / / / Technical data Productivity HMC+ Ø 70 (avg. lenses/h ) [both sides coated] 35 47 96 Process time [both sides coated] (minutes) 70 60 48 Dome/segment number of sectors Dome, Flip-over system 3 segments Full dome/segment capacity Ø 70 48 60 96 Flip-over capacity segment Ø 70 16 36 N/A High-vacuum pump system (type) Turbo pump High-vacuum pump system (capacity L/s) 2050 L/s Gate valve (in case of turbomolecular pump) / / / Roughing pump system (capacity m3/h) single stage 100m³/h single stage, dual pump 2x100 m³/h Cryogenic booster pump with Meissner trap x x x Weight (kg / lbs) 1200 / 3300 1350 / 3640 2200 / 4850 Dimensions (w x d x h) / [mm / inches] (machine without conveyor) 2260 x 1150 x 1310 / 89 x 45 x 52 2260 x 1150 x 1450 /89 x 45 x 52 1800 x 1900 x 2100 / 70 x 73 x 83 Process Flip-over o o / PVD (physical vapour deposition) x x x CVD (chemical vapour deposition) / / / Second distribution mask / / x Features Electron beam gun (number of pockets/kW) 7 / 3kW 7 / 3kW 10,13 / 5kW Ion source (kW) 0.4 kW 0.4 kW 1 kW Plasma source (kW) / / / Number of vacuum measurement systems 4 4 4 Optional heater (kW) / / x 2.6 / o 5.2kW Monitoring by Quartz-crystal/optical single single single / dual / 6-fold LMS connectivity o o o Manufacturing Execution System o o o Further information Top loader, Standard coatings Top loader, High end coatings High end coatings MAFO 5-23 42 MARKET SURVEYS
Bühler Alzenau www.buhlergroup.com





BOXER 1100 SYRUS 1100 BOXER 1100+ SYRUS 1100+ BOXER 1350 / / / / / x x x x x / / / / x all materials, mineral x x x x x anti-fog PE-CVD, anti-fog anti-fog x x x x x o o o o o x x x x x / / o o o 150 150 150 150 250 42 42 42 42 44 4 segments 4 segments / others Dome. 4 segments. Planetary system 144 252 / 200 N/A N/A N/A o o Turbo pump Diffusion pump Turbo pump Diffusion pump Turbo pump 2x2050 l/s, 3rd optional 12000 L/s 2x2050 l/s, 3rd optional 12000 L/s 2x 4200 L/s / N/A / N/A x multi stage 500 m³/h double stage 300 / 1000 m³/h multi stage 500 m³/h double stage various capacity multi stage 500 m³/h x x x x x 2800 / 6173 3300 / 7275 3000 / 6614 3500 / 7700 4500 / 9900 2000 x 2650 x 2200 / 79 x 104 x 87 2000 x 2900 x 2200 / 79 x 114 x 87 2000 x 2650 x 2200 / 79 x 104 x 87 2000 x 3900 x 2500 / 79 x 153 x 98 2400 x 3300 x 2500 / 94 x 130 x 98 / / o o o x x x x x / / o o / x x x x x 7,8,10,13 / 5kW 10,13 / 5kW 1 kW 1 kW (o) 1 kW / / 8kW (o) / others 8kW (o) / others / 4 4 / o 4 x 2.6 / o 5.2kW x 2.6 / o 5.2, 7.8kW x 2.6 / o 5.2kW single / dual / 6-fold single / dual / 6-fold / optical single / dual / 6-fold o o o o o o o o o o High end and premium coatings. Backside topcoat evaporator (o) Highly customizable to customer requirements. High end and premium coatings Top line. Planetary system for highly curved substrates (o). High end coatings MAFO 5-23 43 MARKET SURVEYS
Bühler Alzenau www.buhlergroup.com
AR coating machines


line. Planetary system for highly curved substrates
High end coatings
coater for highly curved substrates. For fashion appli
cations
Legend:
o
Yes = x, No = /, Optional =
Leybold Optics ECS 1350 TMP Leybold Optics ECS 1350 Leybold Optics MIR 1200 Application Small labs ( < 100 L/ shift) / / / Medium sized labs (100 - 3.000 L/shift) x x x Mass production labs ( > 3.000 L/shift) x x x Lens materials all materials, mineral all materials AR coating including mirror coating x x x Further special coatings (please specify) anti-fog / Top coatings (hydrophobic, oleophobic, superhydrophobic) x x x Top coatings from separate thermal source o o / In-chamber tinting full color (absorption coating) x x x Gradient tinting color o o o Technical data Productivity HMC+ Ø 70 (avg. lenses/h ) [both sides coated] 250 250 200 single side coated Process time [both sides coated] (minutes) 44 44 75 Dome/segment number of sectors Dome. 4 segments. Planetary system Drum Full dome/segment capacity Ø 70 252 / 200 296 Flip-over capacity segment Ø 70 o o N/A High-vacuum pump system (type) Turbo pump Diffusion pump Turbo pump High-vacuum pump system (capacity L/s) 2x 4200 L/s 20000 L/s 2x 2050 L/s Gate valve (in case of turbomolecular pump) x N/A x Roughing pump system (capacity m3/h) multi stage or double stage 500m³/h or 300/1000m³/h double stage 300 / 1000 m³/h double stage 65 / 505 m³/h Cryogenic booster pump with Meissner trap x x x Weight (kg / lbs) 4500 / 9900 4900 / 10800 Dimensions (w x d x h) / [mm / inches] (machine without conveyor) 2400 x 3300 x 2500 / 94 x 130 x 98 2400 x 3600 x 2500 / 94 x 130 x 98 2700 x 2200 x 2400 / 106 x 87 x 94 Process Flip-over o o / PVD (physical vapour deposition) x x x CVD (chemical vapour deposition) / / / Second distribution mask x x o Features Electron beam gun (number of pockets/kW) 10,13 / 5kW 10,13 / 5kW 8,10 / 5kW Ion source (kW) 1 kW 1 kW glow discharge Plasma source (kW) / / / Number of vacuum measurement systems 4 4 4 Optional heater (kW) x 6kW x 6kW x Monitoring by Quartz-crystal/optical single / dual / 6-fold single LMS connectivity o o o Manufacturing Execution System o o o Further information Performance
(o).
Drum
MAFO 5-23 44 MARKET SURVEYS
-






COTEC OptoTech www.cotec-gmbh.com www.optotech.net HCS 100P-UH OAC 25 Plus x x x x all materials / mineral all materials/mineral / x / anti fog x x x / / 400/h 12 minutes 50 2 1 100 14 100 8 Turbo pump / 2300 L/s / single / Rotary vane pump (800 l / min.) 40 m 3 /hour / optional 300 / 661 895 / 1974 780 x 950 x 1950 / 31 x 38 x 77 700 x 1600 x 1950 /28 x 63 x 77 / x x x / / / 3 Kw / 1,6 KW / 1 3 / x / single / / ready for 4.0 High quality hydrophobic coatings for various surfaces in combination with our DURALON products WATCH VIDEO MAFO 5-23
AR coating machines



Legend: Yes = x, No = /, Optional = o
OptoTech www.optotech.net OAC 60 OAC 75 OAC 75 SP Application Small labs ( < 100 L/ shift) x x x Medium sized labs (100 - 3000 L/shift) x x x Mass production labs ( > 3.000 L/shift) Lens materials all materials/mineral AR coating including mirror coating x x x Further special coatings (please specify) anti fog anti fog, mirror gradient Top coatings (hydrophobic, oleophobic, superhydrophobic) x x x Top coatings from separate thermal source x In-chamber tinting full color (absorption coating) x x x Gradient tinting color x Technical data Productivity HMC+ Ø 70 (avg. lenses/h ) [both sides coated] Process time [both sides coated] (minutes) 70 70 80 Dome/segment number of sectors 1 3 4 Full dome/segment capacity Ø 70 34 60 40/60 Flip-over capacity segment Ø 70 High-vacuum pump system (type) Turbo pump High-vacuum pump system (capacity L/s) 2300 L/s Gate valve (in case of turbomolecular pump) Roughing pump system (capacity m3/h) 40 m 3 /hour 410 m 3 /h 380 m 3 /h Cryogenic booster pump with Meissner trap yes yes yes Weight (kg / lbs) 1345 / 2966 1650 / 3638 2700 / 5953 Dimensions (w x d x h) / [mm / inches] (machine without conveyor) 800 x 1720 x 2000 / 32 x 68 x 79 1000 x 1998 x 2070 / 40 x 79 x 82 1520 x 3200 x 2200 / 60 x 126 x 87 Process Flip-over PVD (physical vapour deposition) x x x CVD (chemical vapour deposition) Second distribution mask x Features Electron beam gun (number of pockets/kW) 3 Kw 6 Kw 2 x 6KW Ion source (kW) 3,2 Kw 3,2 Kw 3,2 Kw Plasma source (kW) Number of vacuum measurement systems 3 3 4 Optional heater (kW) x x x Monitoring by Quartz-crystal/optical single / multiple single / double / multiple LMS connectivity Manufacturing Execution System ready for 4.0 Further information Special Version: Gradient and mirror gradient possible MAFO 5-23 46 MARKET SURVEYS
Special Version: Gradient and mirror gradient possible




OptoTech Quantum Innovations www.optotech.net www.qtmi.net OAC90 Plus OAC 140 Fast OAC 140SP Fusion M x 140 L/shift x x all materials/mineral All including glass x x x All AR and Mirror coatings anti fog anti fog, mirror gradient x x x oleophobic, superhydrophobic x x x yes x x x no x no 18 lenses/hr both sides coated 70 60 80 3.33 minutes a lens 3 6 6 1 lens per time, lock load system 90 240 168/240 2 x Turbo pump Diffusion pump Turbo pump 2300 L/s 20000 L/s x x 410 m 3 /h 1300 m 3 /h 1300 m 3 /h x yes yes yes 1800 / 3969 4800 / 10583 4920 / 10847 1500 lbs 1500 x 2400 x 2250 / 60 x 95 x 89 2350 x 3550 x 2340 / 93 x 140 x 92 64 x 45 x 72 inches x x x x 6 Kw 6 Kw 2 x 6KW 3,2 Kw 3,2 Kw 3,2 Kw multiple plasm sources 3 4 4 x x x single / multiple single / double / multiple x ready for 4.0
Electrical: Phase:
Voltage:
Line/Mains
Wiring Connections: 3 Phase, 5 Wire L1‐L2‐L3‐N‐G, NEMA L22‐30P Electrical MAFO 5-23 47 MARKET SURVEYS
3 Phase
208VAC. Current: 25A
Frequency: 60Hz
AR coating machines



Small labs ( < 100 L/ shift)
Medium sized labs (100 - 3000 L/shift) x Mass production labs ( > 3.000 L/shift) x x
Lens materials All organic materials and mineral glass AR coating including mirror coating x x x
Further special coatings (please specify)
Antistatic Broadband AR - Ultimate-2, Premium, Protect-Blue, Protect UV, Protect Complete. Dichroic mirror, & Metallic Mirror
On request
Anti-Fog, Protect-Blue, Protect UV, Protect Complete, Premium Drive, Protect Infrared and In-chamber tinting
Satisloh www.satisloh.com/ophthalmic/ 900-TLX 1500-X 1200-DLX-2 Application
Top
x x x Top coatings from separate thermal
x x x In-chamber tinting full color (absorption coating) / / x Gradient tinting color / / x Technical data Productivity HMC+ Ø 70 (avg. lenses/h ) [both sides coated] 129 246 219 Process time [both sides coated] (minutes) 23 (single side coating) 30 (single side coating) 23 (single side coating) Dome/segment number of sectors 3 6, 7 6 Full dome/segment capacity Ø 70 99 305/246 209/168 Flip-over capacity segment Ø 70 / / 120 High-vacuum pump system (type) Turbo pump Mag. Lev. Diffusion pump Diffusion pump High-vacuum pump system (capacity L/s) 3050 l/s N2 30000 l/s 20000 l/s Gate valve (in case of turbomolecular pump) yes / / Roughing pump system (capacity m3/h) root + rotary double stage (2030 m 3 /h) root + rotary double stage (2030 m 3 /h) root + rotary double stage (2030 m 3 /h) Cryogenic booster pump with Meissner trap x x x Weight (kg / lbs) 2675 kg / 5897 lb 3900 kg / 8598 lb 3637 kg / 8018 lb Dimensions (w x d x h) / [mm / inches] (machine without conveyor) 1824 x 2585 x 2304 / 72 x 102 x 91 2384 x 3295 x 2765 / 94 x 130 x 109 2171 x 3145 x 2440 / 85.5 x 123.8 x 96 Process Flip-over / / x PVD (physical vapour deposition) x x x CVD (chemical vapour deposition) / / / Second distribution mask / / / Features Electron beam gun (number of pockets/kW) 6 / 6kW Ion source (kW) 0,9 Plasma source (kW) / / / Number of vacuum measurement systems 3 3 3 Optional heater (kW) 6 18 22 Monitoring by Quartz-crystal/optical Double Crystal Quartz Head LMS connectivity x x x Manufacturing Execution System
Lite included: Daily reports pre-established KPI. Track machine utilization. Production throughput. Top five errors Further information Legend: Yes = x, No = /, Optional = o MAFO 5-23 48 MARKET SURVEYS
coatings (hydrophobic, oleophobic, superhydrophobic)
source
MES-360
MES-360 Lite included: Daily reports pre-established KPI. Track machine utilization.



throughput. Top five errors

www.satisloh.com/ophthalmic/ www.schneider-om.com MC-380-x-2 MC-280-x EBC 500 EBC 600 x x x x x x All organic materials and
all materials/mineral x x x x Anti-Fog, Protect-Blue, Protect UV, Protect Complete, Premium Drive and Protect Infrared Anti-Fog, Protect-Blue, Protect UV, Protect Complete, Premium Drive. antifog…. x x x x x x / x x / x x x / / / 68 27 24 36 26 (single side coating) 30 (single side coating) 70 70 3 3 1 1 74/60 30/27 32 42 42 14 / / Turbo pump Turbo pump Magnetic turbo pump 1900 l/s N2 1250 l/s N2 -2200 o / / x root + rotary double stage (2030 m 3 /h) rotary double stage (65 m 3 /h) rotary double stage (63) rotary double stage (65m 3 /h) x x o x 1453 kg / 3203 lb 1150 kg / 2535 lb 950 kg 1250 kg 1609 x 2157 x 2195 / 64 x 85 x 87 1453 x 1481 x 2124 / 57 x 58 x 84 800 x 1750 x 2220 32 x 69 x 87 1572 x 1100 x 2700 62 x 46 x 82 x x x x x x x x / / / / / / / x 8 / 6kW 8 / 6kW 7/3kW 12 / 3kW 0,3 0,3 0,2kW 0,2kW / 0,4kW / / / / 3 2 1/2 2 / 3 9 5 o (2kW) x (2kW) Single Crystal Quartz Head quarz, single quarz, single or double x x x x
Satisloh Schneider
mineral glass
Production
x x MAFO 5-23 49 MARKET SURVEYS
AR coating machines


Schneider www.schneider-om.com EBC 900 EBC 1400 Application Small labs ( < 100 L/ shift) x Medium sized labs (100 - 3000 L/shift) x Mass production labs ( > 3.000 L/shift) x Lens materials all materials/mineral AR coating including mirror coating x x Further special coatings (please specify) antifog…. Top coatings (hydrophobic, oleophobic, superhydrophobic) x x Top coatings from separate thermal source x x In-chamber tinting full color (absorption coating) x x Gradient tinting color / / Technical data Productivity HMC+ Ø 70 (avg. lenses/h ) [both sides coated] 82 205 Process time [both sides coated] (minutes) 70 70 Dome/segment number of sectors 3 5 Full dome/segment capacity Ø 70 96 240 Flip-over capacity segment Ø 70 72 140 High-vacuum pump system (type) Magnetic turbo pump single or double TMP Magnetic turbo pump double TMP High-vacuum pump system (capacity L/s) -4300 -8600 Gate valve (in case of turbomolecular pump) x x Roughing pump system (capacity m3/h) single (300m³/h) single (300m³/h) / roots 1000 m³/h Cryogenic booster pump with Meissner trap x x Weight (kg / lbs) 1800 kg 5050 kg Dimensions (w x d x h) / [mm / inches] (machine without conveyor) 1863 x 1937 x 2027 73 x 63 x 85 2741 x 1700 x 2640 108 x 98 x 104 Process Flip-over x x PVD (physical vapour deposition) x x CVD (chemical vapour deposition) / / Second distribution mask x x Features Electron beam gun (number of pockets/kW) 12 / 3kW 12 / 6kW Ion source (kW) 0,4kW / 1kW 1kW Plasma source (kW) / / Number of vacuum measurement systems 2 / 3 4 / 5 Optional heater (kW) x (4,8,12kW) x (4,8,12,16kW) Monitoring by Quartz-crystal/optical quarz, single or double LMS connectivity x x Manufacturing Execution System x x Further information Legend: Yes = x, No = /, Optional = o MAFO 5-23 50 MARKET SURVEYS




















HARD COAT LEADER 271 rue Laszlo Biro Archparc FR-74160 Archamps Phone : +33 (0) 450 820 720 Email : office1@scl-intl.com scl-intl.com HARD COATING CLEANING TINTING CONSUMABLES EXPERTISE Cleaningad: World leaders in Lens Hard Coating Machines and process solutions Full range available for any production volume Expert advice on your application World leaders in Ultrasonic Cleaning Machinesprior to lens coating Full range available for any lens volume Expert advice on your application Contactusfor our full range: +44 (0) 1462491616 sales@optimal-technologies.com www.optimal-technologies.com sales@optimal-technologies.com optimal-technologies.com contact us: (+44) 1462 49 16 16 optics@fisa.com www.fisa.com Pub FISA - Optical World 88x40.indd 1 14/12/2021 16:49 Cleaning and hard coating equipment Suppliers Guide The Suppliers Guide is MAFO’s version of Yellow Pages. In it you can find an overview of suppliers from the fields of: ▶ cleaning and hard coating equipment ▶ coating equipment ▶ crystals ▶ laser engraving & printing ▶ lens surfacing machinery ▶ lenses ▶ machinery – automation, control & packaging ▶ machinery – lens edging & industrial edging ▶ software ▶ surfacing and finishing consumables ▶ vacuum coating materials If you are interested in an entry in the Suppliers Guide, please contact Mrs. Classen: constanze.classen@mafo-optics.com Bühler Alzenau GmbH Business Area Leybold Optics Siemensstrasse 88, D-63755 Alzenau T + 49 (0) 6023 500-0, F + 49 (0) 6023 500-150 leyboldoptics@buhlergroup.com www.buhlergroup.com Coating equipment UV Curable Hard Coat Adhesion On All Lenses Tintable Non-Solvent Based AR Coating Compatible Sales, Distributors Wanted Shipping Worldwide www.hcoating.com sales@hcoating.com QUALITY & SAVINGS FROM STOCK QUALITY & SAVINGS FROM STOCK QUALITY & SAVINGS FROM STOCK paula@filtech.com • Sensor Heads and Feedthroughs • INFICON Deposition Monitors and Controllers • Quality Crystals® • Vacuum Pump Fluids • Vacuum Measurement Gauges • Electron Beam Gun Parts • Ion Source Parts 617-227-1133 • 800-743-1743 www.filtech.com Crystals MAFO 5-23 52
Satisloh AG
Neuhofstrasse 12 CH - 6340 Baar / Switzerland
Phone: +41 (0) 41766 16 16


Email: info@satisloh.com satisloh.com !AZ.indd 9 Optical Machinery. Processing Technology. OptoTech Optikmaschinen GmbH













































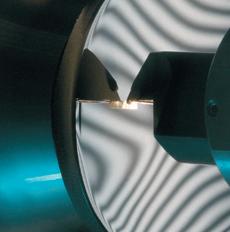



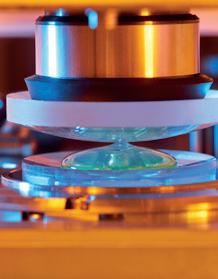


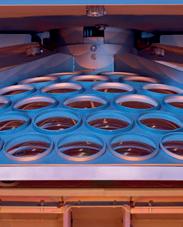

Sandusweg 2-4 • 35435 Wettenberg/Germany
Tel.: + 49 641/98203-0
















eMail: info.de@optotech.net
Web: www.optotech.net
SCHNEIDER GmbH & Co. KG







Biegenstrasse 8–12 · 35112 Fronhausen · Germany
Phone: +49 (64 26) 96 96-0 · Fax: +49 (64 26) 96 96-100





www.schneider-om.com · info@schneider-om.com













Lenses OPTICAL MANUFACTURING SOLUTIONS
!AZ indd 2 !AZ.indd Lens surfacing machinery Lens surfacing machinery Enjoy, • unlimited designs • digi-speed process www.tecofrance.com info@tecofrance.com Choose your frame colour White Green Blue Red Cyan Purple X-Cube Lens Digi-speed Printer PUB_TECO-Juillet 2016.indd 1 25/07/16 17:59 Laser engraving & printing Premium-Quality Laser Engraving of Spectacle & Contact Lenses Industry approved since 2004 www.ophthalmic-marking.com 30.11.20 12:42
Guide Machinery - Automation, Control & Packaging MAFO 5-23 53 SUPPLIERS GUIDE
Suppliers
Suppliers Guide


Machinery - lens edging & industrial edging www.nidek.com info@nidek.co.jp



Surfacing and finishing consumables
Combination of dynamic ideas and stable performance provides superb Lens Edging

Software
The Lab Management System Company LensWare International GmbH Robert-Bosch-Str. 32 63225 Langen - Germany

Phone : +49 6103 / 372 87 87 Email : info@lensware.de Web : www.lensware.de
Surfacing and finishing consumables

GENERATING POLISHING EDGING
IOT is a premier provider of disruptive and customized innovations in the optical industry 29.11.22 12:19 20 avenue Reille - 75014 PARIS - FRANCE T l. : +33 (0)1 45 89 84 44 - Fax : +33 (0)1 45 89 66 54 contact@agp-abrasifs.com - www.agp-abrasifs.com


!AZ.indd 1 SAMPLE Suppliers
ULTRA PRECISION Diamond Tools Manufacturer >
>
!AZ.indd 3 MAFO 5-23 54 SUPPLIERS GUIDE
Guide 1 module (88 x 40 mm) per year with company logo 4c = € 990 p.a. Contact: constanze.classen@mafo-optics.com www.cotec-gmbh.com DURALONHydrophobic Premium Coatings YOUR
Compliant with any generator
Excellent service and quick turnaround ky diamond.ca sales @ kydiamond.ca
The eyewear universe.

MAXGALLI + MIXER GROUP + SILVIA BADALOTTI + ARTIFICIAL INTELLIGENCE.
FEBRUARY 3-5, 2024
Fiera Milano, Rho
Lowri Moore
– a self-confident ambassador for good vision
Wearing glasses is by no means uncool. Therefore, it bothered 13-yearold Lowri Moore that glasses-wearing emojis only reinforce kind of negative stereotypes like the “nerd face”. She wanted to change that and sent letters to the Unicode Consortium in California and included a request to be able to add glasses to already existing emojis. After all, you can do that with skin and hair color, she thought to herself. So why not help self-confident glasses wearers be able to stand by their look with glasses? So far, she has not received an answer. The #GlassesOn campaign launched for this purpose, however, has since caused a worldwide stir, made the British teenager a minor celebrity and earned her awards for her commitment to good vision. However, this is not her only merit for good vision. Also, the fact that the female heroine in the movie “Encanto” wears glasses is thanks to her. Disney admitted it. So, we better stay tuned and say #GlassesOn!

In private I am ...
... in private, I am easy going but always up for adventure.
Glasses are for me ...
... a tool to help me see.
I don't wear glasses ... ... when I’m asleep.
For me, eyewear fashion is...
... wearing glasses that I feel comfortable and confident in. It’s good to have some options.
If I had to describe myself in three words ....
... I would say adventurous, eccentric and groovy.
Unforgotten remains ...
... when I went to Zimbabwe with my dad and had the chance to stroke a lion and having the lead role in my first ever show - this all happened in the same week!
My role model ...
... I don´t have an idol but I really admire Florence Pugh and Lin-Manuel Miranda. I love their work and whilst I was at the
BAFTA Award Ceremony, I even managed to get Florence Pugh in the background of a cheeky selfie.
One person I wish I could have met once ... Lin-Manuel Miranda. I’ve had the chance to see him on FaceTime but to meet him in real life would be awesome.
I never travel without ... ... my toothbrush!
The last time I cheered was ... ... when Katniss Everdeen survived in the “Hunger Games”.
My favorite book ... ... “Kensuke´s Kingdom” by Michael Morpurgo.
My day is perfect ... ... when something spontaneous or adventurous happens.
When I´m old, I´m going to ... ... cook great food, host big family parties and spend lots of time in the great outdoors.
Thank you so much for talking with us. ◆
MAFO 5-23 56 CLOSING WORDS
Picture: Chanelle Joseph
Did you know, you can sell a scan of your iris?

At the end of July, OpenAI founder Sam Altman officially launched his crypto project Worldcoin. Customers can register at sites around the world. Interested people have to identify themselves via a futuristic-looking silver ball using an iris scan. Those who successfully register receive a WorldID and a welcome money in the form of World-Coin tokens, an electronic currency. Altman explains his commitment with the plan to pay an unconditional basic income when artificial intelligence eventually takes over more and more tasks. More than two million people have already registered. However, data protectionists warn against this.

Special topics in MAFO 2023
Preview MAFO 06/2023
The special topic of the upcoming issue is “Go Digital!”. In this issue you will learn more about Industry 4.0, especially about connectivity, traceability and the digital twin. Furthermore, we report about laser systems and the application purposes of different technologies and we talk to the Optical Women´s Association (OWA) about their mission. And as always, many exciting topics more await you. Stay curious!
MAFO 5-23 57 OUTLOOK
MAFO 03 Technology & Innovation MAFO 01 MAFO 05 Sustainable Processes Future Lab MAFO 02 MAFO 04 Data Handling & Security MAFO 06 Go Digital! Ophthalmic Optics in Numbers
PUBLISHERS ADDRESS
Eyepress Fachmedien GmbH

Saarner Str. 151, D-45479 Muelheim a. d. Ruhr
Tel.: +49-208-306683-00
Fax: +49-208-306683-99
Website: www.mafo-optics.com
E-mail: info@mafo-optics.com

CEO Petros Sioutis
E-mail: p.sioutis@eyepress.de
PUBLISHER
Silke Sage, Petros Sioutis, Efstathios Efthimiadis
FOUNDED 2003 by Jörg Spangemacher
BANK DETAILS
Bank account: Sparkasse Aachen










Bank No.: 390 500 00, Acc. No.: 1073 3925 06






IBAN: DE21 3905 0000 1073 3925 06
SWIFT: AACSDE33XXX







CHIEF-EDITOR
Hanna Diewald
E-mail: hanna.diewald@mafo-optics.com








EDITORS
Rebekka Nurkanovic
E-mail: rebekka.nurkanovic@mafo-optics.com
Britta Laupichler
E-mail: britta@mafo-optics.com



TRANSLATIONS
John Saniter, Bopfingen
EDITORIAL BOARD
Jörg Spangemacher, Peter Baumbach, Mo Jalie
PRODUCTION & LAYOUT
Efstathios Efthimiadis, Pascal Bruns
E-mail: production@eyepress.de
DISTRIBUTION
PressUp GmbH, Postbox 70 13 11, D-22013 Hamburg
Tel.: +49-40-386666-308, Fax: +49-40-386666-299

MEDIA CONSULTANT
Constanze Classen
Tel.: +49-208-306683-20
E-mail: constanze.classen@mafo-optics.com






ADVERTISING AGENT GREAT CHINA
Beijing FOCUS Optics Culture Communication Co. Ltd. Room 319, Building 2, Nr. 1, Northbank 1292, Nr. 15 Jianguo Eastroad, Beijing 100024 (Chaoyang), P.R. China
Mrs. Jian Wang
Tel.: +86-10-8537-6529






































Email: jennywang_focus@126.com
Skype: jennywang611
焦点视光(北京)文化传播有限公司
二号楼319室 邮编:100024
电话:+86-10-8537-6529

电邮:jennywang_focus@126.com
ADVERTISEMENT RATES
1292
Price list no. 19, valid from January 01, 2023
Publication schedule
6 issues 2023: January, March, May, July, September, November
SUBSCRIPTION COSTS PER YEAR
European Union € 140,00 (plus VAT for German companies)
Overseas Seamail € 160,00

Overseas Airmail € 195,00



United States Seamail € 170,00


United States Airmail € 225,00
Single issue € 20,00 (plus mailing costs)
The Publisher requires three months written notice on cancellation. Subscribers please note that proof of notice may be required.
PHOTO CREDITS
P.10: malp, P.16: kyrychukvitaliy, P.30: megaflopp, P.38: Dinara, P.57: Karina Lago, Planet Volumes /stock.adobe.com, /unsplash.com
PRODUCTION & PRINT

Kollin Medien GmbH, Neudrossenfeld, Germany
The publisher takes no responsibility for unsolicited manuscripts. Please note also that photographs submitted for use in MAFO cannot be returned. The publisher’s written permission is required for any reproduction, translation or recording of material published in MAFO, including extracts of such material. Permission will normally be given, subject to the usual acknowledgement. Copies made of published items must be limited in number and for personal use only.

2/2023 Special topic: Future Lab Conference 2023 Paperless production Challenges and opportunities for labs Technology vision astigmatism De-fogging with heat Market Survey Industrial edging Volume 19 OPHTHALMIC LABS & INDUSTRY Germany We help you to stay in contact STEP: BASIC | SMART | EXCELLENCE CHOOSE THE SERVICE LEVEL THAT FITS YOUR NEEDS STEP MAINTENANCE With STEP coverage we handle your machine maintenance so your staff can focus on lab satisloh.com/service-support/step-maintenance Why STEP maintenance? Emergency response on support tickets Access to Satisloh Academy knowledge base Satisloh Lab Check optimizes your production flow 3/2023 ▶ Special topic: Ophthalmic Optics The ophthalmic market in nutshell Misconceptions about progressive lenses Consumer sentiment and market data in Europe Technology Natural Accommodation Lens PFAS forever? Market Survey OPHTHALMIC LABS & INDUSTRY Eyepress Fachmedien GmbH Saarner Str. 151 We help you to stay in contact BLOCKING PERFORMANCE AT A NEW LEVEL One auto blocker covering virtually all of labs’ blocking requirements at highest automated block size exchange and achieves unprecedented efficiency in blocking. block sizes minimum of three and up to six readily available. And the best part: The exchanges are carried out automatically and without increasing cycle time. With the added flexibility, CCU Modulo ONE solves well-known problem: Inefficient block size distribution and poor machine utilization. For any lab size, a wider range of blocking requirements can be met with a smaller number of machines. The proprietary lens measuring unit guarantees perfectly oriented lenses. An intelligent fill control provides highly consistent and precise fillings – no under or over fillings. The alloy and block pieces can be refilled during operation. Non-stop uninterrupted blocking for highest throughput, at lowest cost per lens. www.schneider-om.com CCU m dulo 4/2023 Special topic: Data Handling & Security learning algorithms Highest level of lens personalization thanks to “big data” and recent scientific findings SLUGFest 2023 — and visions for the future Leica Eyecare — back to the roots Market Survey Dip- and spin hard coating machines Volume 19 OPHTHALMIC LABS & INDUSTRY Germany We help you to stay in contact
Imagine one single machine featuring all the technology to surface 80 lenses/hour, in just 72 sq. t. (7m²). This is Modulo Center ONE. The compact all-in-one surfacing milling station // lathe turning station // one or two 4-spindle polishing units // CO₂ or excimer laser. reliable components proven in hundreds of installations across the globe. The all-in-one surfacing center substantially saves time, running all processes simultaneously and perfectly synchronized even milling and lathe turning. And with the chambers placed right next to one another, the smart automation transfers the lenses The dedicated Control Center (MES) informs at glance about the current status of the Labs can now run larger scale productions even in small locations and under nonindustrial conditions. Little to no operator intervention is needed as the center works fully automated with all essential components on board. Simply put: Blank in, surfaced lens out. M dulo Center 1 72 sq.ft. 80 4 5/2023 Special topic: Sustainable Processes A broad vision of sustainability all‒, only raw materials!” Technology Anti-reflex coating and process control Thickness and weight of ophthalmic lenses One drop and you regain the vision of a 20-year-old? Market Survey AR-Coating machinery Volume 19 OPHTHALMIC LABS & INDUSTRY Germany Connect, discover, stay up-to-date With DBX Modulo ONE, SCHNEIDER debuts powerful and fully automated new lens deboxer for high throughput, 24/7. The innovative technology unpacks all common kinds of boxes and materials – cardboard, blisters, even sleeves –After swiftly identifying the type of box, DBX Modulo ONE opens it “naturally”: unfolds, takes out and unwraps, entirely without touching the lens surface. SCHNEIDERs eco-friendly process avoids cutting or burning the material using sharp blades or high energy lasers – no cutting particles or dust and no fumes. All waste material is separated and collected individually to simplify recycling and further increase sustainability. DBX Modulo ONE follows SCHNEIDERs vision to provide the full solution for ophthalmic labs, from warehousing all the way to inline coating and beyond. Ophthalmic lens production fully-automated and entirely hands-free. DBX m dulo Environmentally friendly Unboxing any kind of box THE NATURAL WAY OF DEBOXING
issue? No problem, view the latest issues online: app.mafo-optics.com
ALL-IN-
Missed an
北京市朝阳区建国东路15号院甲一号北岸
MAFO 5-23 58
MASTHEAD

MES-360
OPTIMIZE DAILY PROCESSES & LEVEL UP PRODUCTIVITY WITH PROVEN & RELIABLE TOOLS
Unleash the potential of your entire lens production with MES-360 Manufacturing Execution Software, developed specifically for the optical industry. A comprehensive suite of tools helps optimize your operations and maximize output.
TRACK AUTOMATE ANALYZE
Real-time data collection, job status & equipment
Valuable insights & make informed data-driven decisions
Workflows, set up rules for job routing, tracking, & handling
IMPROVE Lab performance, overall equipment effectiveness & throughput
Request a demo & learn how MES-360 can level up your lab’s productivity!
satisloh.com