
A Canadian Environmental Technology CompanySince 1994

Founded in 1994, Environmental Remediation Equipment Inc. (ERE) is a Canadian company specializing in the manufacturing and distribution of environmental equipment and services for the industrial, commercial, petrochemical, environmental and governmental sectors World Wide.
2
Corporate Profile
ERE’ s mandate is to supply, serve and support its clients by offering concrete solutions that comply with strictly applied regulations, the ultimate goal being to ensure a healthy, safe environment. ERE provides personalized service and a range of made-to-measure product and equipment to meet its clients environmental needs. Thanks to the experience and know-how of the ERE’s group, which is comprised of engineers, scientists and technicians, the firm is a sound partner for its clients, helping them manage environmental issues that concern them.

Service Experience and Capabilities experience goes beyond just selling environmental products. ERE is competent in designing, fabrication, installation, servicing and maintenance of all monitoring and remediation systems on site. ERE has been involved in supplying and servicing of numerous monitoring systems and remediation projects in Canada, US, South America, Europe and has earned and enjoyed the confidence from our clients to provide sound solutions that continue to meet the ever increasing demands of environmental management teams, regulatory agencies and consulting firms.
3 ERE’s
Fabrication
All components of an ERE fabricated and assembled system are selected for quality, dependability and value in order to design a most cost effective and feasible system. The equipment is capable of withstanding difficult environments, and are designed to be operated over a range of climatic conditions. Every system goes through a series of rigorous tests before it is delivered. Transportation and unloading systems at the intended locations is always a consideration during design and manufacturing.
4
Every system is designed and installed for ease of operation and maintenance in mind. If there is existing equipment on site, ERE can design control interface to ensure the cohesive operation of the entire system.
Installation is always completed to its entirety to ensure a functioning system or technology.
Installation 5 Drawing on our extensive experience with hands on technical assistance and by assessing site conditions and existing plans, ERE can assist in the determination of equipment layout, piping, electrical requirements, installation and troubleshooting of various equipment and technologies.
quality
Proven
new
site
our
6 ERE
Working in Synergy with Clients works closely with the client to recommend equipment which would work adequately for the site that it was designed for. are able to provide design for specific and cost effective applications to meet the most demanding requirements. technologies, including innovations regarding environmental monitoring and remediation are available.
We
always
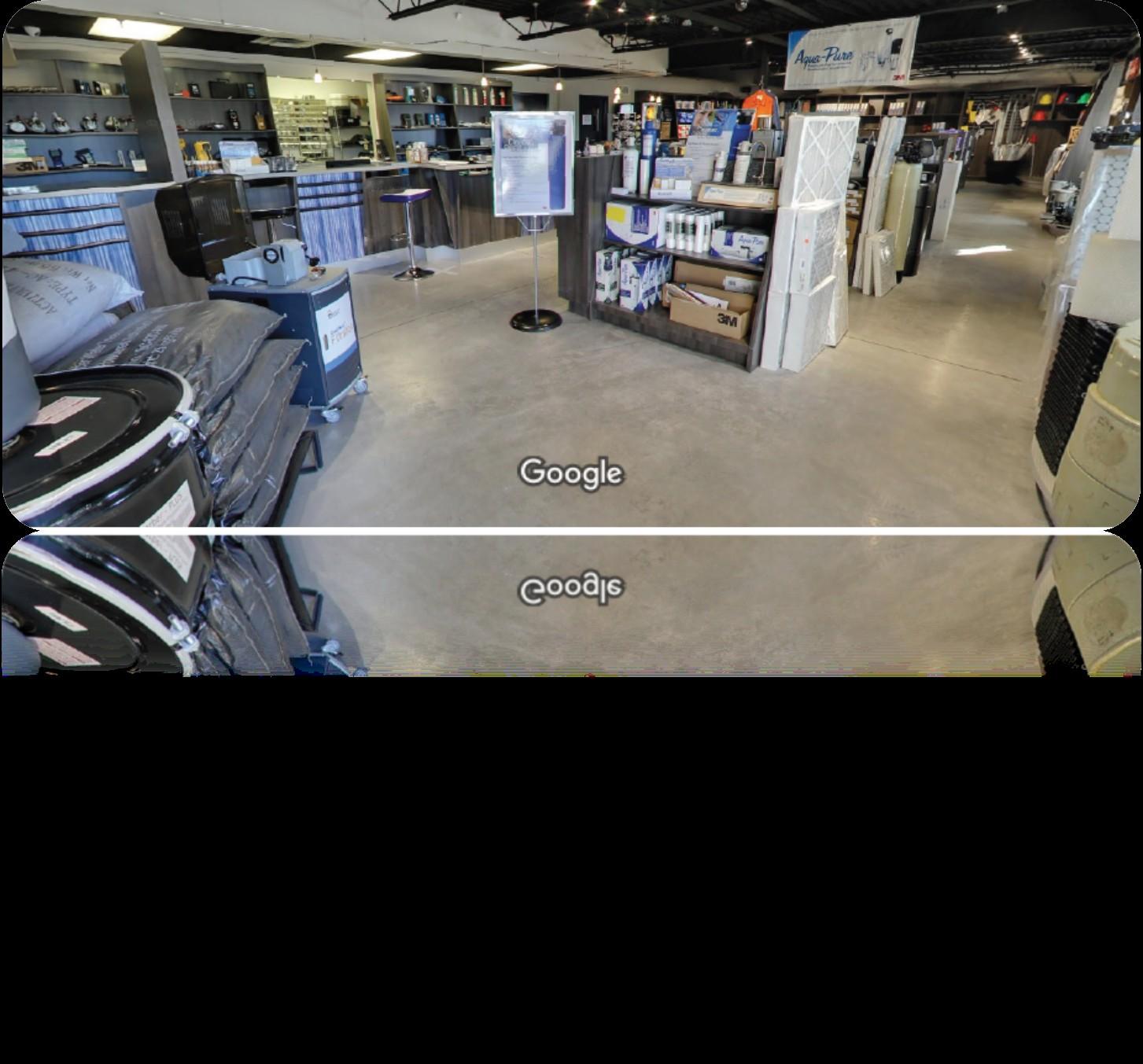
Come and meet with us at our EnviroStore Rent, buy and or just have a coffee with us! 7
Industries & Applications 8












Our Catalogues 9 PURESAMPLELABORATORY RENTAL FILTRATION Offering a wide range of products in the new 330page catalog, PureSample catalog is becoming the single source supplier for sampling and monitoring of air, wastewatergroundwater,andsoil. PureSample Laboratory offers an array of highquality equipmentlaboratoryandsupplies to suit your every need. Offers projects.equipmentremediationmonitoringsampling,andforyour Catalogue.Enviro-FiltrationUpdated with hundreds of new products for all filtration needs.




Our Clients Partial List 10







































Hydrocarbon Recovery & Treatment Technologies 11

Leachate Pumping & Treatment Technologies 12

Contamination Recovery & Treatment 13

MobileSep™ Trailer Filtration, Separation & Treat Systems 14



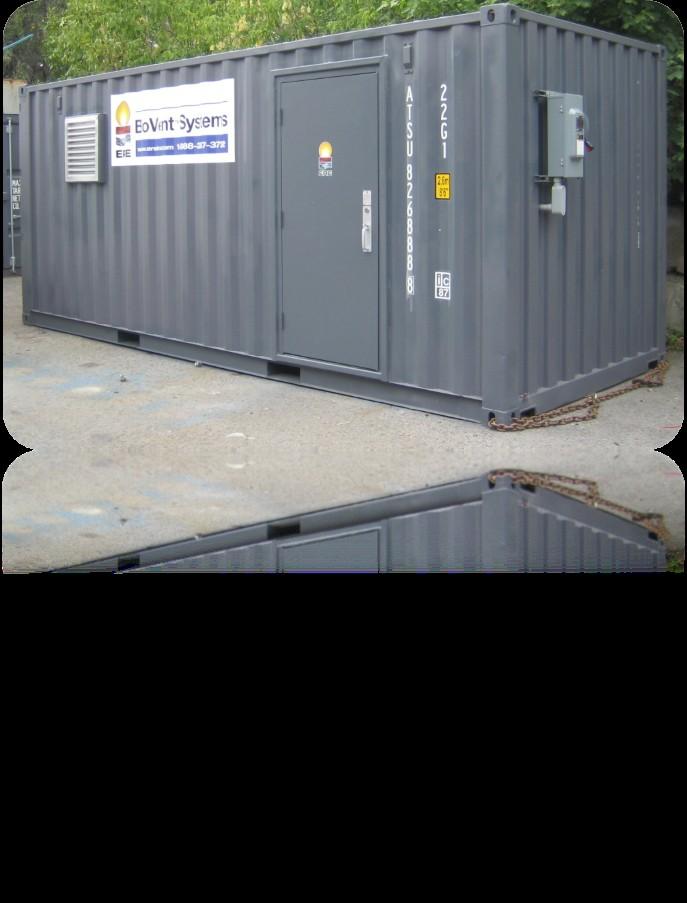
UltraVent™ Soil Vapour Extraction Systems 15



Sparging & Chemical Oxidation Groundwater & Air Treatment Systems 16

BioVent™ Biological Technologies for Ex-Situ Soil Treatment 17

18 BioVent™ Biological Technologies for Ex-Situ Soil Treatment

19 BioVent™ Biological Technologies for Ex-Situ Soil Treatment

20 BioVent™ Biological Technologies for Ex-Situ Soil Treatment

21 BioVent™ Biological Technologies for Ex-Situ Soil Treatment

BioVent™ Ex-Situ Bio Piles Air Distribution System 22

BioVent™ Ex-Situ Bio Piles Air Distribution System 23


BioVent™ Ex-Situ Bio Piles Air Distribution System24


BioVent™ Ex-Situ Bio Piles Air Distribution System 25

BioVent™ Ex-Situ Bio Piles Air Distribution System 26

BioVent™ Ex-Situ Bio Piles Air Distribution System 27

BioVent™ Ex-Situ Bio Piles Air Distribution System 28

BioVent™ Ex-Situ Bio Piles Air Distribution System 29


30 BioVent™ Biological Technologies Ex-Situ Soil Treatment

BioVent™ Ex-Situ Bio Piles Air Distribution System 31



Dulex™ Multiphase Extraction Systems Prepackaged Skid Mounted 32


Dulex™ Multiphase Extraction Systems Prepackaged Skid Mounted 33



Dulex™ Multiphase Extraction Systems Prepackaged Skid Mounted 34



Dulex™ Multiphase Extraction Systems Prepackaged Trailer Mounted 35


Dulex™ Multiphase Extraction Prepackaged Container Mounted Systsems 36


Dulex™ Multiphase Extraction Prepackaged Trailer Mounted Systems 37


OlioSep™ Prepackaged Skid Mounted Separation Filtration & Treatment Systems 38

Dulex™ Multiphase Extraction Systems Prepackaged Container Mounted 39



Dulex™ Multiphase Extraction Systems Prepackaged Container Mounted 40


OlioSep™ Prepackaged Skid Mounted Separation Filtration & Treatment Systems 41

OlioSep™ Prepackaged Skid Mounted Separation Filtration & Treatment Systems 42


V.O.Cease™ Air Stripper Water Treatment Systems 43


Prepackaged Skid Mounted Water Treatment Systems 44


Recover-All™ Prepackaged Container Mounted Ground Water Treatment Systems 45



Recover-All™ Prepackaged Container Mounted Ground Water Treatment Systems 46


Recover-All™ Prepackaged Container Ground Water Treatment Systems 47


Chemical Oxidation Injection Systems 48


BTEX – C10 – C50 Contamination Water Treatment Systems 49


BTEX – C10 – C50 Contamination Water Treatment Systems 50

Chlorinated Solvent Water Treatment Systems 51



NDT Contamination Water Treatment Systems 52

Oily Water Contamination Water Treatment Systems 53

Oily Water Contamination Water Treatment Systems 54


Oily Water Contamination Water Treatment Systems 55


Groundwater Hydrocarbon Recovery Water Treatment Installation 56

Groundwater Hydrocarbon Recovery Water Treatment Installation 57


Groundwater Hydrocarbon Recovery Water Treatment Installation 58


Groundwater Hydrocarbon Recovery Water Treatment Installation 59


Air Treatment Carbon Regeneration System 60



Air Treatment Carbon Regeneration System 61


Air Treatment Carbon Regeneration System 62


Ground Water Contamination Treatment 63

Ground Water Contamination Treatment 64


Ground Water Contamination Treatment 65


Ground Water Contamination Treatment 66



Ground Water Contamination Treatment 67

Soil Runoff Contamination Water Treatment Systems 68



Runoff Sludge Removal Water Treatment Systems 69

Landfill Leachate Aeration Pond Treatment Facility 70


Landfill Leachate Aeration Pond Treatment Facility 71


Dewatering Excavation Contaminated Water Treatment Containers System 72



Industrial Waste Water Treatment System 73



Industrial Waste Water Treatment System 74





RecoverAll Compact Systems Oil/Water Separation, Filtration & Treatment 75

RecoverAll Compact Systems Oil/Water Separation, Filtration & Treatment 76


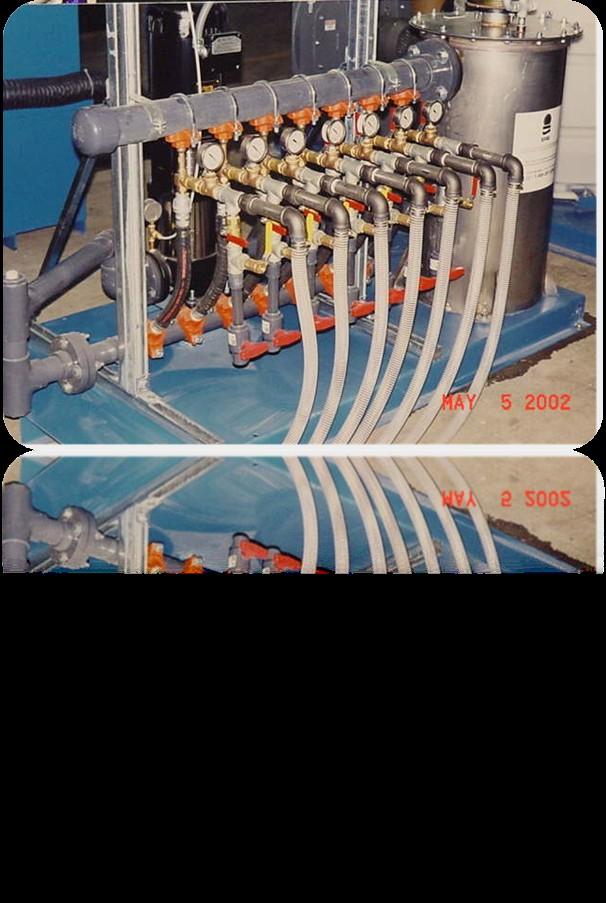
77 Hydrotech Membrane Corporation is a recognized leader in the development, production and distribution of premium waterproofing and roofing products. Headquartered in Anjou, Quebec. With many years of a leaking system petroleum hydrocarbons has been dripping into the ground and causing a major spill that has gone beyond the companies back yard limits. In this event, ERE had the mandate to install 7 - 2 inch pneumatic pumps to create an influence around the well and to act as a hydraulic barrier. Both water and oil are pumped continuously 24/7 to maintain the aquifer level and is pumped into a buffer tank. The RecoverAll system and controls are installed in a heated container suited for this application. The size chosen for this project has a capacity of 10 GPM. Effluent produced by the RecoverAll System has met all criteria's for direct sewer discharge.
Remediation Site Groundwater Hydrocarbon Recovery Application


Maintenance Facility Truck, Floor and Shop Wash Water
78
Established in 1993, Toromont Cat is a division of Toromont Industries (TSX: TIH), a publically traded, diversified growth company incorporated in 1963. With over 300 machine models and specialized attachments in our Cat equipment product line, a host of allied equipment and technology partners, and varied service and rental options, regardless of your needs or the job at hand, we strive to be your first choice. With the amelioration of their facility Toromont CAT plant based in Ontario Canada, initiative was to take care of the ongoing contaminants produced by the washing process of heavy machinery and floors. After installation of the RecoverAll Model ER-89110 most of their problems have been solved by the continuous operation of filtration, separation & treatment of their wastewater and meeting Ontaria’s strict environmental laws. Since the system is easy to install and operate Toromont maintenance personnel are happier because of the simplicity and ergonomic design that allows only one person to change any of the media in very little effort and time.


Wash Water Treatment Application With the amelioration of their facility HONDA TRENT VALLEY'S based in Ontario Canada, initiative was to take care of the contaminants produced by the washing process, such that environmental norms are met. Presently, they are using an older treatment system that occupies a large floor space in the facility, and is difficult to maintain. The cost to maintain the system is both expensive and labour intensive. The actual media change outs are a hassle and take a very long time to accomplish.
Automobile Sales Company
79




80
Metal Container Manufacturing Rinse Water Treatment Application
With the reconstruction and amelioration of their manufacturing plant, Durabac's initiative was to take care of the contaminants produced by the washing process, such that environmental norms are met. They produce approximately 500,000 liters/year of contaminated water, and treatment takes place in batches of about 20 liters at a time.



Canadian National Railway Work Shop Water Treatment Application
A Leading North American Transportation and Logistics Company CN is a true backbone of the economy whose team of approximately 24,000 railroaders transports more than C$250 billion worth of goods annually for a wide range of business sectors, ranging from resource products to manufactured products to consumer goods, across a rail network of approximately 20,000 route-miles spanning Canada and mid-America. CN Rail Canada was committed to take care of their effluents produced by the railway repair shops throughout Canada, such that environmental norms are met. Continuous mechanics of trains requires chemical, oils and detergents continuously falling on the floor towards the holding thanks they needed a system that is hassle free and with remote monitoring. After installing the RecoverAll Model ER-89-110 in their facility in North Quebec the water is now under control and under a watchful eye by entering by viewing the performance and receiving alarms if any occurs, this way they can leave the system in continuous operations making sure that the water is continuously being filtered, separated and treated before sending it into the environment meeting Canada’s strict regulations.
81


Canadian National Railway Chambord, Quebec Site 82

Canadian National Railway Fitzpatrick, Quebec Site 83


Plastic Thermoforming Manufacturing Cooling Water Treatment Application 84 TriEnda is a U.S. based global manufacturer of thermoformed packaging and material handling solutions. They are the industry’s largest thermoformer and leader in providing single and twin sheet thermoformed plastic solutions to the material handling and packaging industries. With constant upgrading and amelioration of their manufacturing plant in Wisconsin USA, Trienda’s initiative was to take care of the contaminants produced by the cooling water coming from the injection machines such that environmental norms are met. They produce approximately 500,000 liters/year of contaminated water costing them thousands of dollars just to have a waste management company pickup and dispose the water. After installing the RecoverAll ER-89-120 they have cut their cost disposal costs by 10 X and had an ROI in less than a year.


85
Johnson Controls is a global diversified technology and multi industrial leader serving a wide range of customers in more than 150 countries. With their ongoing manufacturing of metal HVAC systems, rinse water tanks is a major problem leaving equipment with an oily residue. Today with the installation of the RecoverAll model ER-89-110 system, is continuously filtering the bath rinse waters by removing floating oils and making the water clearer through internal filters. Not only that its addressing the closed loop filtration process but they are also treating the same water when they need to flush out the tank and send it out to the sewers. At this final step the RecoverAll system is continuously removing floating oils and treating the water through its integrated multimedia cartridges for the removal of dissolved Mineral, Oils & Greases meeting the local sewer regulations.
Metal Container Manufacturing Rinse Water Treatment Application


Water Treatment Services 86

Dewatering Excavation Water Treatment Services – Laval Quebec – 350 M Liters Treated 87

Dewatering Excavation Water Treatment Services – Laval Quebec 88


Dewatering Excavation Water Treatment Services – Montreal, Quebec 89


Dewatering Excavation Water Treatment Services – Montreal, Quebec 90

QUESTIONS & COMMENTS Recognized World Wide as the Ultimate Source In Environmental Products & SystemsSince 1994