FERTIGUNGSLÖSUNGEN FÜR DIE BEARBEITUNG VON DIFFERENTIALGEHÄUSEN












HOHES POTENZIAL FÜR ALLE ANTRIEBSKONZEPTE!

HIGH-PERFORMANCE-LÖSUNGEN FÜR DAS









DIFFERENTIALGEHÄUSE
für Verbrennungsmotoren, E-Motoren oder Hybridmotoren. Bis 2030 soll die weltweite Automobilproduktion jährlich um rund zwei Prozent wachsen, so die Schätzung einer neuen McKinsey-Studie. Wie sich die steigenden Stückzahlen trotz hoher Qualitätsanforderungen bewältigen lassen, zeigt in besonderer Weise das Beispiel Differentialgetriebe: Die zentrale Komponente bleibt über alle Antriebskonzepte hinweg unverzichtbar – egal ob Verbrennungsmotor, E-Motor oder Hybridmotor. Ihre Stückzahlen steigen also kontinuierlich an. Gleichzeitig ist zum Beispiel die spanende Bearbeitung des dazugehörigen Differentialgehäuses sehr anspruchsvoll. In diesem Umfeld positioniert sich seit vielen Jahren die EMAG-Gruppe:
Die hier vorgestellte Fertigungslösung für Differentialgehäuse ist auf höchste Produktivität und Prozesssicherheit hin entwickelt worden.
Zum Einsatz kommen ausnahmslos Maschinen aus dem Modular-SolutionsBaukasten der EMAG-Gruppe, also modulare Maschinen, die sich neben höchster Leistungsfähigkeit auch durch vergleichsweise niedrige Investitionskosten auszeichnen.




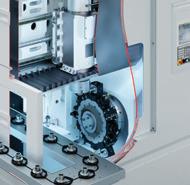
OP 10: DREHEN DER FLANSCHSEITE
In OP 10 wird die sogenannte Flanschseite des Gehäuses bearbeitet. Flanschseite deshalb, weil hier später das Tellerrad aufgeschweißt wird. In dieser Operation erfolgt deren komplette Innenbearbeitung sowie die Außenbearbeitung der Achsaufnahme mit Hilfe eines Glockenwerkzeugs, das für schnelle Bearbeitungsprozesse sorgt.
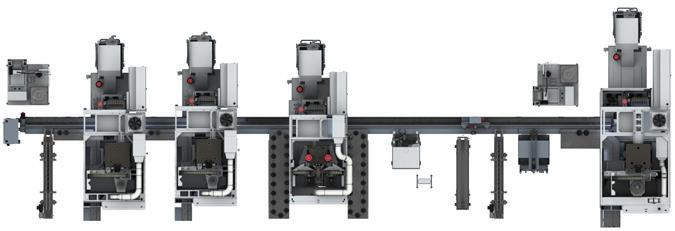
Drehen der Korbseite (OP 20)
Drehen der Flanschseite (OP 10)
2
Messstation Reinigungsstation



TAKTZEIT 95 SEK.






OP 20: DREHEN DER KORBSEITE
In OP 20 erfolgt die Innenbearbeitung der Korbseite des Differentialgehäuses sowie die Außenbearbeitung der Achsaufnahme durch ein Glockenwerkzeug. Zusätzlich wird die Bohrung eingebracht. In beiden Prozessen werden optimal angepasste EMAG-Spannfutter verwendet, die einen sicheren Halt und dabei optimale Bearbeitungsqualität garantieren.

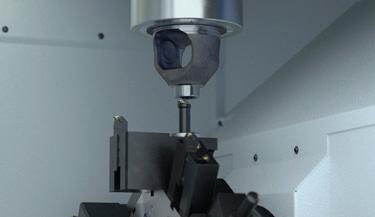
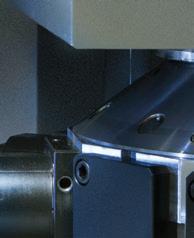
OP 30: DREHEN DER AUSSENDURCHMESSER
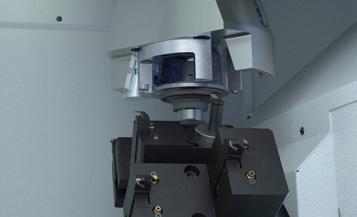
OP 40: FEINBEARBEITUNG UND FINISHING








In OP 40 fällt zunächst das imposante Spannmittel ins Auge, das speziell für die Bearbeitung des Differentialgehäuses von EMAG entwickelt wurde. In dieser Operation werden die Bohrungen fein bearbeitet und die Kugelkalotte innen mit einem Bananenwerkzeug zunächst geschruppt und anschließend geschlichtet.

3

 Drehen der Außendurchmesser (OP 30)
Feinbearbeitung und Finishing (OP 40)
Drehen der Außendurchmesser (OP 30)
Feinbearbeitung und Finishing (OP 40)
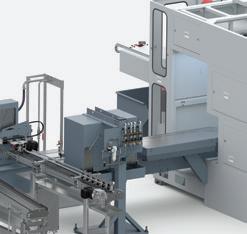
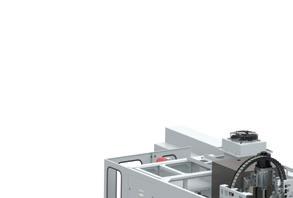
FERTIGUNGSLÖSUNGEN FÜR DIE BEARBEITUNG VON DIFFERENTIALGEHÄUSEN I Fertigungssystem für die Diff erentialgehäusebearbeitung
In OP 30 erfolgt die komplette Außenbearbeitung des Differentialgehäuses. Der Einsatz der VT 4 ermöglicht die 4-achsige Bearbeitung des Gehäuses, was nicht nur die Bearbeitungszeiten extrem verkürzt, sondern zudem für hohe Qualitäten sorgt. Durch die Bearbeitung in einer Aufspannung werden Umspannfehler ausgeschlossen, und die hohe Steifigkeit der beiden Werkzeugrevolver wie auch der Spannvorrichtung ermöglicht hohe Toleranzen. n.i.O.- Teile
SPANNMITTEL: 2x 2-KONSOLBACKENFUTTER
THINK VERTICAL: PICK-UP-DREHMASCHINEN VL
Die vertikalen Pick-up-Drehmaschinen der VL-Baureihe stehen für ein neues Maschinenkonzept der EMAG-Gruppe – die modularen Maschinen.
Die vertikalen Pick-up-Drehmaschinen der VL-Baureihe sind speziell für die Fertigung von präzisen Futterteilen entwickelt worden. Um ein möglichst großes Teilespektrum abdecken zu können, gibt es die VL-Maschinen in vier Ausführungen für ein Werkstückspektrum von 10 mm bis max. 400 mm Durchmesser.
Maschinengrundkörper aus Polymerbeton MINERALIT®



Z-Schlitten
X-Schlitten
Hauptspindel
Messen (Option)

JETZT AUCH MIT SIEMENS 840D SOLUTION LINE



















12-fach-Revolver (Option Y-Achse)

Automation
HIGHLIGHTS:
0,3 SEK. REVOLVERSCHWENKZEIT EILGANG-
HÖCHSTE PRÄZISION –DIREKTE WEGMESSSYSTEME
DER PATENTIERTE EMAG-REVOLVER
Werkstückdurchmesser max.: 100 mm | 4 in

Werkstücklänge max.: 150 mm | 6 in


X Z C (Y)
X-ACHSE 60 m/min
GESCHWINDIGKEIT
4
DIE VORTEILE DER VL-BAUREIHE:
+ HOHE STABILITÄT
































Großer Spindellagerdurchmesser der Arbeitsspindel + Maschinengrundkörper aus MINERALIT®






+ KOMPLETTE AUTOMATION
Roh- / und Fertigteilspeicher inklusive
+ EINFACHES HANDLING










Alle Serviceeinheiten leicht erreichbar
+ MINIMALER PLATZBEDARF durch kompakten Aufbau der Maschinen
+ HÖCHSTE PERFORMANCE durch kurze Wege zwischen Arbeitsraum und Pick-up-Automation






























der Maschinen
optionalem Zierblechpaket FERTIGUNGSLÖSUNGEN FÜR DIE BEARBEITUNG VON DIFFERENTIALGEHÄUSEN I Pick-up-Drehmaschinen VL Werkstückdurchmesser max.: 200 mm | 8 in Werkstücklänge max.: 200 mm | 8 in Werkstückdurchmesser max.: 300 mm | 12 in Werkstücklänge max.: 250 mm | 10 in Werkstückdurchmesser max.: 400 mm | 16 in Werkstücklänge max.: 300 mm | 12 in TECHNISCHE DATEN VL 4 VL 6 Werkstückdurchmesser max. mm in 200 8 300 12 Futterdurchmesser mm in 260 10 400 16 Kürzestes / längstes Teil mm in 30 / 200 1 / 8 30 / 250 1 / 10 Verfahrwege X / Y (optional) / Z mm in 760 / ±30 / 400 29 / ±1 / 16 900 / ±30 / 480 35.5 / ±1 / 19 Hauptspindel » Leistung 40 % / 100 % ED kW hp 25 / 18 34 / 24 39 / 28 52 / 37.5 » Drehmoment 40 % / 100 % ED Nm ft-lb 280 / 202 206 / 149 460 / 340 339 / 251 » Drehzahl max. 1/min 4.500 3.100 Revolver-Werkzeugplätze Anzahl 12 12 Eilganggeschwindigkeit X / Y (optional) / Z m/min ipm 60 / 15 / 30 2,362 / 591 / 1,181 60 / 15 / 30 2,362 / 591 / 1,181 Drehzahl angetriebene Werkzeuge 1/min 6.000 6.000 Drehmoment angetriebene Werkzeuge 30 % / 100 % ED Nm ft-lb 27 / 15 20 / 11 27 / 15 20 / 11 SPANNMITTEL: SPANNZANGENFUTTER 5
Darstellung
mit
HÖCHSTLEISTUNG FÜR DIE DIFFERENTIALPRODUKTION





Wenn es um hohe Stückzahlen bei der Bearbeitung von Differentialgehäusen geht, kommt es auf schnelle Abläufe an. Sowohl der Bearbeitungsprozess als auch das Be- und Entladen müssen sehr schnell vonstattengehen. Diese Höchstleistung garantieren die Maschinen VT 2 und VT 4.
Vier Achsen, kurze Wege, leistungsstarke Hauptspindel – für diese Stärken steht die VT-Baureihe. Gerade bei hohen Stückzahlen kommen sie voll zum Tragen. Entscheidend ist dabei der Bearbeitungsprozess „von zwei Seiten”. Dabei sinkt die Bearbeitungszeit massiv ab. Flexibilität garantieren zwei Werkzeugrevolver mit jeweils elf Werkzeugplätzen, die mit Drehwerkzeugen oder angetriebenen Werkzeugen bestückt werden können.
GETRIEBEWELLE
Beispiel für typische Werkstücke, die auf VT-Maschinen bearbeitet werden können.
Maschinengrundkörper aus Polymerbeton MINERALIT®










Hauptspindel Werkzeugrevolver 1
Werkzeugrevolver 2
Steuerung (Fanuc)
Automation
JETZT AUCH MIT SIEMENS 840D SOLUTION LINE



















» 6 Sek. Werkstück-Wechselzeit.
» NEU! Jetzt auch mit standardmäßiger Vorbereitung („Tunnel“) zur Integration des EMAG-Automationssystems TrackMotion.

6
DIFFERENTIALPRODUKTION







































DREI ZENTRALE ERFOLGSFAKTOREN:
+ REDUZIERTE HAUPTZEITEN durch Vier-Achs-Bearbeitung
+ KÜRZERE NEBENZEITEN durch zeitparalleles Be- und Entladen der Teile


+ SINKENDE INVESTITIONSKOSTEN durch integrierte Automation





FERTIGUNGSLÖSUNGEN FÜR DIE BEARBEITUNG VON DIFFERENTIALGEHÄUSEN I Pick-up-Drehmaschinen VL TECHNISCHE DATEN VT 2 VT 4 Werkstückdurchmesser max. mm in 100 4 200 8 Futterdurchmesser mm in 160 6 250 10 Umlaufdurchmesser mm in 210 8 270 10.5 Werkstückgreiferdurchmesser max. mm in 63 2.5 133 3.5 Werkstücklänge max. mm in 400 15.5 630 25 Abstand Spindelnase – Pinole mm in 848 33.5 870 34 » Option Haupt- und Gegenspindel / W1 + 100 mm mm in 600 / 700 23.5 / 27.5 –» Option Spindel unten mm in 567,5 22 –» Option Reitstock 100 mm tiefer mm in –970 38 » Option Spindel 160 mm höher / 109 mm tiefer mm in –1.030 / 761 40.5 / 30 Verfahrweg X / Y (optional) / Z mm in 332 / ± 25 / 625 13 / ±1 / 24.5 395 / ± 25 / 810 15.5 / ±1 / 32 Hauptspindel » Leistung 40 % / 100 % ED kW hp 21 / 14,1 28 / 19 38 / 29 51 / 39 » Drehmoment 40 % / 100 % ED Nm ft-lb 130 / 90 96 / 66 250 / 200 184 / 148 » Drehzahl max. 1/min 6.000 4.500 Revolver-Werkzeugplätze 2 x 11 (2 x 1 Greifer) 2 x 11 (2 x 1 Greifer) Eilganggeschwindigkeit X / Y / Z m/min ipm 30 / 15 / 30 1,181 / 591 / 1,181 30 / 15 / 30 1,181 / 591 / 1,181 Drehzahl angetriebene Werkzeuge max. 1/min 12.000 9.600 Drehmoment angetriebene Werkzeuge 30 % / 100 % ED Nm ft-lb 30 / 16 22 / 12 56 / 33 41 / 24 7
AUTOMATISIERTE FERTIGUNG –DER SCHLÜSSEL ZUR KOSTENREDUZIERUNG
Bei den VL -Maschinen wird die Arbeitsspindel – neben der Bearbeitung der Werkstücke – auch für deren Be- und Entladung verwendet. Dank Schlepprahmen sind die Wechselteilkosten bei unterschiedlichen Bauteilen sehr gering. Die Rahmen werden ganz einfach in die umlaufende Kette eingesteckt und die transportspezifischen Daten in die Steuerung eingegeben.
Das Be- und Entladen der VT 2 erfolgt über die Revolver. Während ein Werkstückgreifer (im Revolver) ein neues Bauteil in die Drehmaschine transportiert, nimmt der andere das fertige Werkstück heraus. Der gesamte Prozess dauert nur sechs Sekunden.
DAS AUTOMATIONSSYSTEM TRACKMOTION





TrackMotion ist eine Automationslösung, die das bisherige Konzept von Transportbändern, Umsetzern und Wendern in einem System vereint.
Beim TrackMotion-Automationssystem fährt eine sogenannte TransLift-Einheit auf einem Schienensystem („Track“) durch die Maschinen. Der TransLift übernimmt die Funktionen Teilegreifen in unterschiedlichen Höhen, Positionieren und Wenden des Werkstücks. Die Maschinen können mit TrackMotion sehr einfach miteinander verkettet werden. Dabei ist das TrackMotionAutomationssystem auch noch extrem schnell.
TRACKMOTION-ANWENDUNGSBEISPIEL: DIFFERENTIAL-LINIE














Schienensystem („Track“) TransLift

Rohteilespeicher Fertigteilespeicher n.i.O.- Teile
8
TURNKEY-SCHWEISSANLAGE FÜR DAS LASERSCHWEISSEN VON DIFFERENTIALGEHÄUSEN









Das Schweißen per Laserstrahl ist heutzutage eine gängige Technologie bei der Fertigung von Bauteilen aus dem Antriebsstrang eines Fahrzeugs. EMAG hat sich hier bereits früh als wichtiger Systemlieferant von Turnkey-Fertigungslinien für das Schweißen von Differentialen bzw. das Verschweißen von Differentialgehäusen und Tellerrädern einen Namen gemacht.

Inzwischen ist ein Technologiewandel im Gange: Die Verbreitung von Fahrzeugen mit hybriden Antriebssystemen, das Vordringen von allradgetriebenen Fahrzeugen, aber auch der zunehmende Druck zur Gewichtsreduzierung erhöht den Bedarf an gewichtsoptimierten Differentialen, die aber kleiner sind als ihre typischen ‚Kollegen‘ in den Hinterachsgetrieben von Premiumfahrzeugen. Für diese Applikationen bietet EMAG mit der ELC 160 und einer optimierten Automationszelle eine für kleinere Differentiale optimierte Lösung an, die neue Maßstäbe in Sachen Produktivität und Wirtschaftlichkeit setzt.
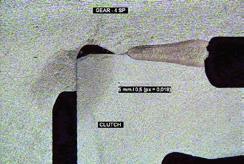
PERFEKTE VERBINDUNG
MODERNSTE PRÜFTECHNIK
Mittels Ultraschall werden die Werkstücke nach jedem Arbeitsgang überprüft. Eine gleichbleibend hohe Qualität ist damit garantiert.
TECHNISCHE DATEN ELC 160

FERTIGUNGSLÖSUNGEN FÜR DIE BEARBEITUNG VON DIFFERENTIALGEHÄUSEN I Laserschweißen
Darstellung der Maschinen mit optionalem Zierblechpaket
Arbeitsbereich » Werkstückdurchmesser max. mm in 230 9 » NC-Achse Anzahl 3 » Vorrichtungen max. Anzahl 3 Prozessmodule » Fügen mit Kraft/Weg-Überwachung » Fügekraft max. kN lbf 30 6,744 » Anpresskraft Schweißen max. kN lbf 5 1,124 9
Präziser Maschinenbau und modernste Lasertechnik sorgen für höchste, gleichbleibende Qualität.
AUF DER GANZEN WELT ZU HAUSE.
EMAG Salach GmbH




Salach
Austraße 24
73084 Salach
Deutschland
Telefon: +49 7162 17-0
Fax: +49 7162 17-4027
E-Mail: info@salach.emag.com
Frankfurt
Martin-Behaim-Straße 12
63263 Neu-Isenburg
Deutschland
Telefon: +49 6102 88245-0
Fax: +49 6102 88245-412
E-Mail: info@frankfurt.emag.com
Leipzig
Pittlerstraße 26
04159 Leipzig
Deutschland
Telefon: +49 341 4666-0
Fax: +49 341 4666-2114
E-Mail: info@leipzig.emag.com
München
Zamdorferstraße 100
81677 München

Deutschland
Telefon: +49 89 99886-250
Fax: +49 89 99886-160
E-Mail: info@muenchen.emag.com
Österreich
Glaneckerweg 1
5400 Hallein

Österreich
Telefon: +43 6245 76023-0

Fax: +43 6245 76023-20
E-Mail: info@austria.emag.com
Dänemark
Horsvangen 31
7120 Vejle Ø
Dänemark
Telefon: +45 75 854854
Fax: +45 75 816276
E-Mail: info@daenemark.emag.com
Marktunternehmen
EUROPA
EMAG MILANO S.r.l.
Via dei Mille 31
20098 San Giuliano Milanese (Mi)
Italien
Telefon: +39 02 905942-1
Fax: +39 02 905942-24
E-Mail: info.milano@emag.com
EMAG MILANO S.r.l
Succursale en France
5 Avenue de L'Europe – BP 22
18150 La Guerche sur L'Aubois
Frankreich
Telefon: +33 248 7711-00

Fax: +33 248 7111-29
E-Mail: info.france@emag.com
EMAG MILANO S.r.l.
Sucursal en España
Pasaje Arrahona, n° 18
Polígono Industrial Santiga
08210 Barberà del Vallès (Barcelona)
Spanien
Telefon: +34 93 7195080
Fax: +34 93 7297107
E-Mail: info.spain@emag.com
EMAG UK Ltd.




Chestnut House
Kingswood Business Park
Holyhead Road
Albrighton
Wolverhampton WV7 3AU
Großbritannien
Telefon: +44 1902 37609-0
Fax: +44 1902 37609-1


E-Mail: info@uk.emag.com
EMAG OOO
ul. Akademika Chelomeya 3/2
117630 Moskau
Russland
Telefon: +7 495 287 0960
Fax: +7 495 287 0962
E-Mail: info@russia.emag.com
AMERIKA
EMAG L.L.C. USA
38800 Grand River Avenue
Farmington Hills, MI 48335


USA
Telefon: +1 248 477-7440
Fax: +1 248 477-7784
E-Mail: info@usa.emag.com
EMAG MEXICO
Maquinaria EMAG Mexico S de RL de CV
Av. Hercules 301 Nave 1
Poligono Empresarial Santa Rosa
76220 Santa Rosa Jauregui, Querétaro
Mexico
Telefon: +52 442 291 1552
E-Mail: info@mexico.emag.com
EMAG DO BRASIL
Edifício Neo Corporate Offices, CJ 1503
Rua Enxovia, 472
04711-030 São Paulo SP
Brasilien
Telefon: +55 11 38370145
Fax: +55 11 38370145
E-Mail: info@brasil.emag.com
Drehen
Fräsen
Schleifen
Wälzfräsen Wälzschälen
10
Schweden
Glasgatan 19B
73130 Köping
Schweden
Telefon: +46 221 40305
E-Mail: info@sweden.emag.com
Ungarn
Gerenda 10
1163 Budapest
Ungarn
Telefon: +36 30 9362-416
E-Mail: lbujaki@emag.com
Tschechien
Lolkova 766


103 00 Praha 10 – Kolovraty
Tschechien
Telefon: +420 731 476070
E-Mail: mdelis@emag.com


Polen
ul. Krzycka 71A / 6 53-020 Wrocław
Polen
Telefon: +48 728 389 989
E-Mail: info@poland.emag.com
Türkei
Sanayi Cad. No.: 44
Nish İstanbul Sitesi D Blok

D: 155 Yenibosna – Istanbul
Türkei
Telefon: +90 532 694 54 44
E-Mail: ckoc@emag.com
ASIEN
EMAG (China) Machinery Co., Ltd.










Building A3 & B7 Cangneng
Europe & America Technology Park
No. 8 Loujiang Rd. (N.)
215400 Taicang
Jiangsu, China
Telefon: +86 512 5357-4098
Fax: +86 512 5357-5399
E-Mail: info@emag-china.com
EMAG (Chongqing) Machinery Co., Ltd.


No. 10th Lailong Road
Yongchuan District
402160 Chongqing
China
Telefon: +86 23 49783399
Fax: +86 23 49783388
E-Mail: info@emag-china.com
TAKAMAZ EMAG Ltd.
1-8 Asahigaoka Hakusan-City
Ishikawa Japan, 924-0004
Japan
Telefon: +81 76 274-1409
Fax: +81 76 274-8530
E-Mail: info@takamaz.emag.com
EMAG INDIA Pvt. Ltd.
Technology Centre
No. 17/G/46-3, Industrial Suburb, 2nd Stage, Yeshwantpur, Bengaluru – 560 022 Indien
Telefon: +91 80 50050163
E-Mail: info@india.emag.com
EMAG KOREA Ltd.
Rm204, Biz center, SKn Technopark, 124 Sagimakgol-ro, Sangdaewon-dong, Jungwon-gu, Seongnam City, Gyeonggi-do, 462-721
Südkorea
Telefon: +82 31 776-4415
Fax: +82 31 776-4419
E-Mail: info@korea.emag.com
11
Thermisches Fügen ECM / PECM Laserschweißen Induktionshärten
www.emag.com 294-0-D/08.2018 · Printed in Germany · © Copyright EMAG · Wir behalten uns vor, technische Änderungen durchzuführen.
