Contests, properly run, can improve relationships with customers and employees
By Bill O’Leary, EA Contributing Writer
Safety & Health
18 Where there’s a WLL, there’s a (safer) way
The working load limit proves a useful tool in reducing workplace injuries
By Bill O’Leary, EA Contributing Writer
Conventions & Trade Shows
22 An industry in flux
Attendees at the EASA Convention were reminded of the critical role they play in a transitioning industry
By Charlie Barks, EA Managing Editor, and Kevin Jones, EA Senior Editor
Energy
34 Oklahoma strong
A solar company inks an Oklahoma deal and public officials and others heap on the praise
By Charlie Barks, EA Managing Editor
EA Reader Profile
35 A solution finder for people with motors
How Blake Bailey combines a fascination with electric machines with an interest in all things human
By Colin Gregory-Moores, EA Contributing Writer
Service & Sales Companies
37 Core Machinery
Remanufacturing, off-highway vehicles, and equipment for the mining industry converge at this Phoenix-based operation
By Charlie Barks, EA Managing Editor
Power Transmission & Distribution
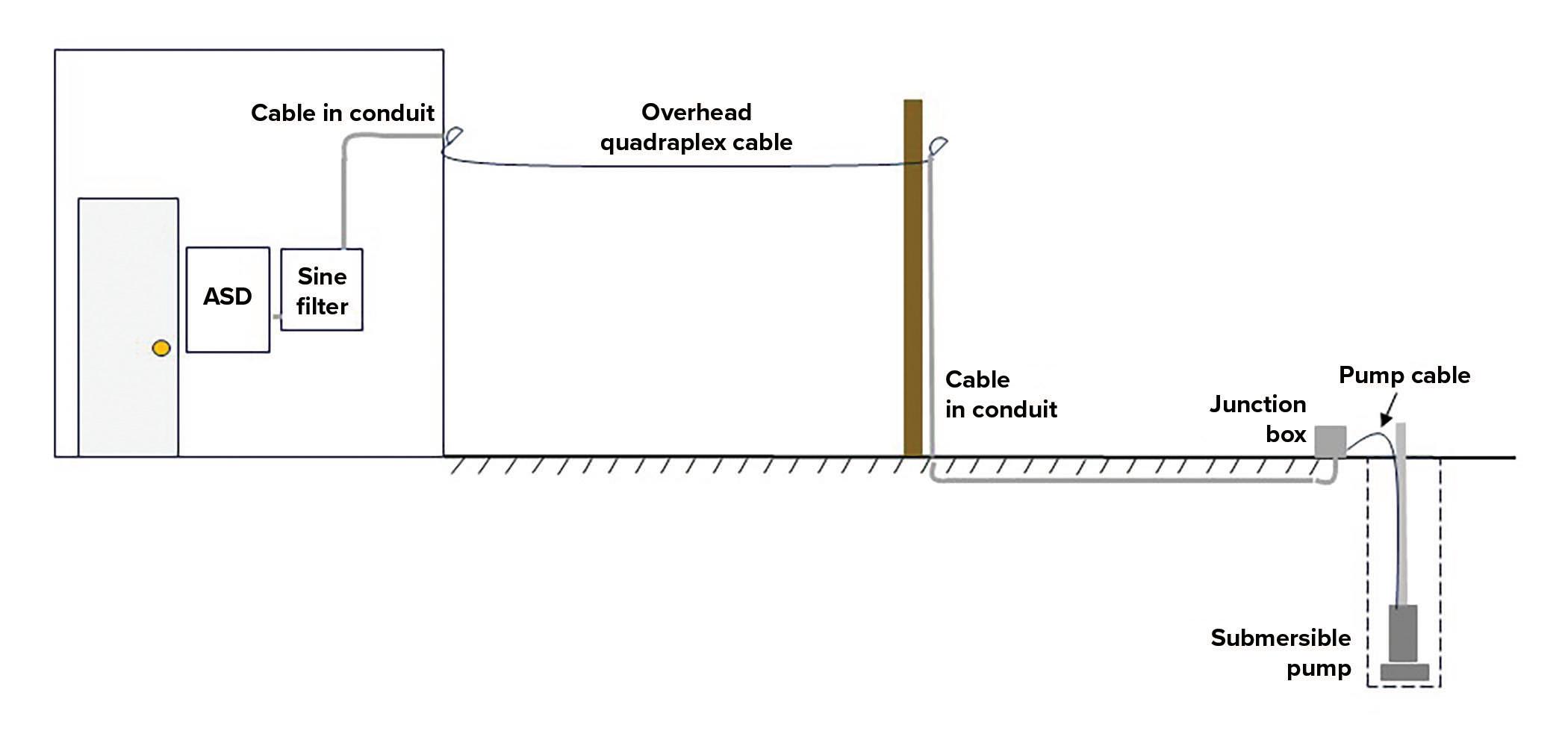
43 Controlling motors with VFDs
. and dealing with the various challenges that may arise
By David Bredhold, EA Contributing Writer
Finance & The Workplace
48 Upgrade your project accounting
Systems for analyzing profitability aid in cost control and in forecasting the effect of critical decisions
By William Wiersema, CPA, EA Contributing Editor
Electric Avenue
52 Large-scale EV adoption
Addressing the design and implementation challenges posed by larger electric vehicles
By Maura Keller, EA Contributing Writer
Pump It Up
55 Maintaining larger pumps
The special maintenance needs of pumps at the larger end of the size spectrum
By Kevin Jones, EA Senior Editor
PHOTO: By Charlie Barks, at Core Machinery, Phoenix.
The Editor’s Comment
A big issue about big projects
Coming next month in Electrical
Apparatus:
Our annual innovation and e ciency issue: raising funds for innovation; motors used on over- and undervoltage; wearable tech; battery and manufacturing technology show previews
Read Electrical Apparatus online
The entire contents of this issue are available online. Scan the QR code below:
This issue serves a dual purpose as one of our main EASA editions as well as covering the theme of large-scale projects. With those two topics alone, it’s safe to say we had our hands full.
Luckily, our readers and advertisers continually give us no shortage of backup when it comes to quality information, as you’ll see throughout this issue of EA
Major themes at the 2024 EASA Convention and Solutions Expo in Las Vegas included sales, recruiting, and the valuable position of EASA members in a transitioning industry. Other micro-themes included the importance of relationship-building and maintenance. Thanks to the association for hosting and accommodating everyone this year.
This month’s cover features Core Machinery (formerly Road Machinery), a behemoth with multiple locations out west. EA focused on the company’s Phoenix headquarters, which is home to massive vehicles and pieces of equipment for the o -highway construction and mining industries. Our article, which begins on page 37, conveys what we mean by “largescale” and also highlights the work of remanufacturing.
The “Electrical Manager” column this month (page 14) covers contests, sweepstakes, giveaways, ra es, awards, and more prizes enticing customers to buy, growing engagement from employees, and fostering a strong presence. Regular contributor Bill O’Leary discusses how these promotions can not only be exciting and build team camaraderie, but also a challenge for managers. In a useful “Safety & health” column (page 18), Bill covers the working load limit rating (WLL), a system developed to ensure the safe and e cient use of lifting and rigging equipment with the aim of protecting workers and machinery, solidifying safety standard compliance, and allowing for a sustainable and e cient operation.
Blake Bailey is featured in our “EA reader pro le,” “A solution nder for people with motors” (page 35), which shows that engineers can embody many di erent forms, thanks to contributor Colin Gregory-Moores. Kristine Weller tells the history of the Associated General Contractors of America in “Know your industry” (page 8), which includes a bit of First World War history alongside it. Maura Keller continues to dissect the various uses of EVs and where they stand in terms of realistic adoption. This month (page 52), her attention turns to what role EVs can play within the world of mass, oroad construction and manufacturing trucks, with a myriad of unique challenges and opportunities that large-scale EVs bring to the automotive and construction industries. Thanks to everyone who contributed as always, and it was great seeing everyone at EASA.
Electrical Apparatus
17 N. State St., Suite 435 Chicago, Illinois 60602-3598
(312) 321-9440; fax (866) 228-7274
E-mail: EAMagazine@barks.com www.barks.com
Founded 1948 as Volt/Age
Horace B. Barks, Founding Publisher
Elsie Dickson, Founding Publisher
STAFF
Elizabeth Van Ness, Publisher
Kevin N. Jones, Senior Editor
Richard L. Nailen, Engineering Editor
Charlie Barks, Managing Editor
Contributing Editors
William H. Wiersema
John Malinowski
Special Correspondents
Jane Powell Campbell
Christopher Wachter
Cartoonists
John D’Acunto Tim Oliphant
ElectroMechanical Bench Reference
Supplement mailed with the December issue
Elizabeth Van Ness, Editor & Publisher
ADVERTISING
Barbara Wachter, Advertising Director
CIRCULATION
Circulation@barks.com
Electrical Apparatus (ISSN 0190-1370), Vol. 77, No. 7, is published monthly by Barks Publications, Inc., 17 N. State St., Chicago, Ill. 60602; (312) 321-9440; fax (866) 2287274. www.barks.com. Periodicals postage paid at Chicago, Ill., and at additional mailing o ces. Postmaster: Send address changes to Electrical Apparatus, c/o Barks Publications, Inc., 17 N. State St., Suite 435, Chicago, Ill. 60602. PM #40830553
U.S. subscriptions: 2 years—$100; 1 year— $60. Foreign airmail: 2 years—$250; 1 year—$140. Subscriptions also include an annual directory supplement, the ElectroMechanical Bench Reference. Single copies: $11 each plus postage; December issue, $30 with the supplement ElectroMechanical Bench Reference.
Copyright 2024 Barks Publications, Inc.
Reproduction of any part, by any means, including photocopy machines and computer networks, without the written permission of Barks Publications, Inc., is prohibited. Electrical Apparatus and ElectroMechanical Bench Reference are trademarks registered with the U.S. Patent O ce.
Or enter the URL directly: bit.ly/aug24indl See page 58 for links to upcoming issues that you can bookmark.
Copies of articles in print or PDF format may be ordered from our Marketing Department (312) 321-9440. Prices available on request. Libraries and companies registered with Copyright Clearance Center, 222 Rosewood Dr., Danvers, Mass. 01923, should send 75¢ per page copied direct to CCC.
Material also available in microform and CD-ROM from Pro Quest information service, (800) 521-0600 ext. 2888 (US) or 01734-761-4700 (International); https://www. proquest.com/.
Printed in the U.S.A.
Business YEARS.
Nidec reports ‘no impact’ from ransomware attack
Global motor manufacturer Nidec Corp. was quick to assure customers, suppliers, and shareholders in June that a ransomware attack against the company “caused no impact to us or any Nidec Group companies other than Nidec Instruments Corp.” Nidec apologized (“deeply”) for any inconvenience the incident may have caused anyone the company does business with.
Torq manufactures Syncrosnap® centrifugal and stationary switches for most OEMs of single-phase electric motors. These switches that control the start-winding also are available as replacement parts.
refused to fork over, as “we must never make any payment to antisocial forces,” as Nidec put it. An investigation then followed. “So far,” Nidec declared, “there has been no report on secondary damage, such as unauthorized use of information, attributable to this incident.”
What’s noteworthy about both cases is the speed and transparency with which the companies dealt with the attacks. Both companies clearly understand — as must anyone working in today’s hyper-connected and data-driven business environment — that trust is one asset companies and individuals can’t afford to risk.
Two distributors acquire manufacturers
USE TORQ SWITCHES BECAUSE
Nidec isn’t alone among major electrical manufacturers to be targeted this year by cyber-extortionists. Last January, electrical manufacturer Schneider Electric reported that it had been the victim of a ransomware attack in which data from its sustainability business division was accessed. The attack appeared to have affected the company’s Resource Advisor compliance utility and “other divisionspecific systems,” Schneider Electric said.
• Last longer, the result of superior spring design
• Are designed for easy assembly in motors
The attack, which occurred May 26, resulted in the encryption of information on company servers. An employee of Nidec Instruments’ information systems department detected the attack, and the department immediately used antimalware software to remove the malicious code. Meanwhile, Nidec Instruments formed a response team to look into the matter. Nidec Instruments confirmed that the malware had not been activated on any of the Nidec Instruments Group’s PCs. The company recovered data from backup media to build a “minimal” system to continue business operations.
Then, on June 3, the malefactor demanded a ransom payment, which Nidec
• Are problem-solvers for tough applications
By mid-February, Schneider Electric appeared to have put the matter behind itself. The sustainability business had restored its business platforms “in a secure environment,” the company had confirmed that no other entity within the Schneider Electric group had been affected, and additional actions were being taken, in cooperation with “relevant authorities,” to safeguard the company’s data against future attacks.
• Eliminate creeping, chattering, or arcing of contact
Two major suppliers to the electrical industry traditionally known as distributors have recently acquired manufacturing companies.
Motion Industries of Birmingham, Ala., entered this past May into an agreement to purchase Allied Circuits of Buffalo, a manufacturer and servicer of industrial control panels, electromechanical assemblies, and robotic automation systems.
Founded in 1987 in Lancaster, N.Y., Allied Circuits employs about 45 people who collectively offer expertise in electrical and controls engineering and design. The company serves western New York State and, owing to its proximity to the U.S.-Canadian border, supports cross-border and international equipment installations as well.
Motion Industries operates primarily as a distributor of industrial maintenance, repair, and operation replacement parts and supplies. The company’s products include bearings, power transmission and fluid power components, electrical parts, safety products, and tools. Allied Circuits is to join the Motion Automation Intelligence business unit; Motion says its objective is to expand its automation offerings in the Mid-Atlantic region.
Meanwhile, in an unrelated development, EIS, Inc., of Atlanta, perhaps best known as a distributor of electrical insulation but also as a provider of fabrication services, has acquired Gerome Technologies, Inc., of Menands, N.Y., a supplier and fabricator of molded and composite insulation for the power generation and electrical industries. “This strategic acquisition reinforces EIS’s dedication to providing comprehensive OEM and aftermarket solutions to customers in the power generation market,” according to EIS.
EIS says the acquisition strengthens its insulation portfolio and fabrication capabilities. “Gerome seamlessly complements EIS’s existing product line, resulting in a comprehensive resource for utility-scale power generation applications,” according to an EIS statement. — Kevin Jones EA
Let’s Solve Your Problem
Three-phase motor and phase converter
What happens to the e ciency ratings of standard three-phase motors when they are operated from single-phase lines using phase converters? What losses occur in the converter itself?
Review of dozens of technical papers, articles, and sales bulletins over the past 30 years supplies little information on phase converter/motor e ciency. The main reason is that options seldom exist. If a motor rated 20 hp or larger is needed, when threephase power isn’t at hand, a converter/ three-phase motor combination used to be the only choice.
Data suggest that the e ciency of such a motor will drop from 2% to 5% on the converter, compared to normal operation on three-phase balanced voltages. But that depends upon the type of converter and the actual motor loading. Converter losses themselves also vary widely.
However, the proper comparison is with a single-phase motor of the same rating — which, if available at all, will be much less e cient than a three-phase model. NEMA motor e ciency standards don’t apply to phase converter usage.
Another alternative could be using a three-phase drive with single-phase input with your motor, but this is getting in the edge for having enough current at single phase. The motor/drive supplier can provide more detailed analysis of your particular application.
Not easy to increase standard motor e ciency
Is there anything a repair center can do to increase the e ciency of standard motors? Will increasing the circular mils per ampere help? Can we use fewer turns without increasing core length? Can we
add laminations without increasing rotor length? Which winding is more e cient: lap, concentric, or consequent pole? Does the number of parallel circuits a ect efciency?
Some standard-e ciency motors can be redesigned and upgraded in various ways. Simply increasing the cross-sectional area of the winding turns will help but will do nothing to reduce rotor, core, or stray losses. Reducing the number of turns may help, but without knowing all the losses — and the magnetic ux density e ect on core or iron loss — this cannot result in a predictable efciency. You may do more harm than good. Adding laminations, if that is possible (there must be adequate end turn space), must involve both stator and rotor equally. Making the stator either signi cantly longer or shorter than the rotor can seriously degrade performance in several respects. Don’t do it.
Whether the winding is lap or concentric, you should not attempt to change it. Changing a concentric winding to the “equivalent” lap, for example, has been shown to increase stator copper loss. This is a job for a skilled designer if the resulting e ciency is to be predicted with any accuracy.
We should note that most premium-eciency motors utilize lower-loss lamination steel, which can’t be substituted in an older motor. You’re better o just buying a new premium motor than trying to upgrade the old design.
No standards for energye cient d-c machines
Several of the bigger industrial customers in our area still use many d-c motors, up to 100 hp. What about e ciency ratings for these — is there anything similar to the new standards for a-c motors? Does anybody make energy-e cient d-c motors?
Although modern design can certainly increase d-c motor e ciency, e ciency ratings backed up by industry standards for d-c machines don’t exist. The market is small, for one thing. Another problem is that, unlike the a-c induction machine, the d-c motor inherently operates over a range of speed, its losses (and e ciency) varying with RPM.
If the highest e ciency is desired, consider switching to a synchronous PM motor and drive system. These can easily provide a wider constant torque speed range and will be more robust and have less maintenance requirements because they don’t have a commutator and brush system.
Synchronous belts may help gain e ciency
We have a number of belted, constantspeed fan drives, and a power transmission dealer is trying to get us to change from standard V-belts to synchronous belts because he says the e ciency will go up about 1.5 percentage points. The motors are already high-e ciency types. Does the belt e ciency saving really amount to that much, and how should we evaluate it?
Yes, synchronous belts can save that much. To get the right numbers, you must know just what the transmitted horsepower is (not necessarily the same as the motor power rating) and what the e ciency of the motor is at that horsepower. Overall drive e ciency will be the product of the two. Going to this type of belt requires changing both motor and fan pulley, so the cost of the change needs to be balanced against the expected energy saving. Or, consider using premium-e ciency motors with variablefrequency drives. U.S. Dept. of Energy research shows a 30% reduction in energy usage on a variable-torque load. — Edited by the EA sta EA
Know Your Industry
We built this city
Associated General Contractors of America
Founded: 1918
Headquarters: 2300 Wilson Blvd., Suite 300, Arlington, Va. 22201
Annual dues: Varies among individual chapters
Website: www.agc.org
To share the history of the Associated General Contractors of America (AGC) is also to share some of the history of World War I. While the conflict began in Europe in 1914, the ramifications were felt globally, with battles across the Middle East and Africa and depleted resources nearly everywhere. President Woodrow Wilson — the only U.S. president to hold a Ph.D. — asked the leading American construction firms to create an association to address how the industry can organize on a global scale. The war highlighted the difficulty many industries faced in emergency situations, so the founders of AGC banded together after initial meetings with the United States Chamber of Commerce focused too much on subcontractors. The AGC was officially formed in Chicago in late 1918 and has since become the main advocate for the commercial construction industry.
Membership for AGC is the reverse of many associations covered in “Know Your Industry.” A company interested in AGC membership must join through its local chapter instead of joining the overall association before being directed to the local chapter. Luckily, the association’s website offers an interactive map and landing page to help potential members find their nearest chapter out of the 89 local chapters in the organization. There is also a “Ready to Join” form on the website that potential members can complete to have their information submitted to the nearest chapter, which then reaches out to the potential member. Membership is only available at the company level for American contracting firms, so international companies are encouraged to join only if they provide services in the U.S.
Once a company has joined its local chapter, the employees have access to the chapter and national AGC benefits.
The national AGC member benefits include industry advocacy work, educational opportunities, essential news and resources, and a discount program. Local benefits and discounts are also an essential part of chapters; these can vary across the 89 chapters. For example, the Chicagoland AGC chapter offers member discounts to healthcare plans for non-union trade workers, whereas the Central Texas chapter has a worker’s compensation purchasing program.
“Within the last eighteen months, we’ve added a healthcare plan and a 401k retirement option for members,” said Tom Cuculich, executive director of the Chicagoland AGC chapter, adding that benefits can change over time but that “the key is being flexible and understanding member needs” when considering these changes.
Advocacy and labor representation are benefits across all chapters and at the national level. Cuculich explained that the Chicagoland chapter works closely with municipal, county, and state government, while the national chapter represents the construction industry in Washington, D.C. Members
The Chicagoland chapter of the Associated General Contractors of America held its Spring Summit last May, during which the chapter presented safety awards.
— Chicagoland Associated General Contractors of America
can view the full list of federal advocacy priorities on the AGC of America website and keep up with the latest developments. Safety is often at the forefront of the industry priorities, and AGC shares safety resources for members. These resources include educational links to safety and health information, a newsletter dedicated to construction safety, and partner organizations with similar safety aims.
The annual Construction Safety and Health Conference organized by AGC explores many of these resources at the educational sessions while also showcasing innovative products and services to keep members safe. The conference encourages members to take an active role in the “development of regulatory and legislative activity on both a national and local level, assist in the development and creation of new safety training programs,” according to AGC. Some of the forums and sessions at the January 2024 conference focused on mental health and risk management — even exploring the advancement of arti cial intelligence to elevate job site safety.
Though safety has always been a priority for the association, the Covid-19 pandemic thrust employee safety to the top of industry priorities. On a national level, AGC kept members in the loop on navigating the di erent federal and state guidelines. Chapters collaborated with government and health o cials in their local areas. In the early days of the pandemic, the Chicagoland chapter “provided language to the executive order to keep construction going within Covid safety parameters,” Cuculich said. The next steps were making available quality information, ensuring sanitizer and personal protection equipment was accessible to members and unions, and developing protocols for maintaining social distancing. Some protocol e orts from the Chicagoland chapter emphasized spacing in work-site elevators and staggering employee start times.
The pandemic altered the way the world views work safety, much as World War I changed the infrastructure of American business. And while President Woodrow Wilson’s famous quote, “This is the war to end all wars,” showed that he could not foresee the future, his forethought to improve American and global business was more prosperous. The Associated General Contractors formed during a di cult time in world history and has continued to highlight the bene t its organization o ers in good years and trying years. —
Kristine Weller EA
• Inclined to agree with others or obey rules, especially to an excessive degree; acquiescent. “A compliant labor force.”
• Meeting or in accordance with rules or standards. “Policies compliant with federal legislation and regulations”
“Making products better” should NEVER discount the critical importance of obeying the RULES. Specification requirements from Original Equipment Manufacturers (OEM) engineers and concise instructions from Department Of Defense Military Specifications (MIL-Spec) are RULES mandating parameters that should ALWAYS be followed PRECISELY so that the finished products are indeed COMPLIANT. These RULES are spelled out describing EXACT procedures and MINIMUM requirements for very good, scientifically based reasons concerning RELIABILITY/LONGEVITY by the parties whose job it was to design the very best for each application. Intentional deviation from these RULES does indeed (beyond dispute) result in NON-COMPLIANT products being shipped by vendors unwilling to follow the RULES.
If it DOESN’T include ’s Red, White & Blue Seal CERTIFYING COMPLIANCE, YOU DON’T WANT IT! TM
Associations
Leading the way in electrical industry standards
The industrial electrical industry is mature enough that several associations serving the industry have been in existence for a century or more. Still, the need for new standards never seems to slacken, as new technologies are developed, new markets tapped, and new regulations enacted. Sometimes, as we’ll see in a moment, established associations come together over common ground, forming coalitions.
Among the oldest and most in uential electrical industry associations in the U.S. is the National Electrical Manufacturers Association, founded in 1926 and still churning out new standards.
NEMA has produced around 1,000 standards, application guides, white papers, and technical papers. Some of these cover technologies, such as electric motors and transformers, that have been around since our grandparents’ time. Others deal with technologies, such as light-emitting diodes, that would leave our grandparents mysti ed.
The association’s best-selling standards, familiar to many EA readers, in-
clude ANSI/NEMA MG 1-2021, Motors and Generators; ANSI/NEMA MW 10002023, Magnet Wire; and ANSI/NEMA 2502020, Enclosures for Electrical Equipment (1,000 Volts Maximum). All of NEMA’s standards are available for purchase at www.nema.org.
Creating a NEMA standard begins with a forum for discussion among manufacturing companies. These discussions lead to the formation of subcommittees or code-making panels, each assigned speci c responsibilities. These panels create and re ne the standards. In many jurisdictions, NEMA standards are written into codes that carry the weight of law.
On Capitol Hill, NEMA speaks with a loud and in uential voice. NEMA lobbyists have spoken out in recent months on U.S. tari s on imported goods, the reshoring of supply chains, federal plans to modernize the electric grid, and electric transmission corridors.
Turning to the HVACR sector, we nd the Air-Conditioning, Heating, and Refrigeration Institute, better known as AHRI, which maintains an extensive library of standards touching on all things HVACR. Available for free download —
whether you’re a member or not — are more than 200 standards covering such things as recycling of refrigerant cylinders, installation and servicing of residential humidi ers, and speci cations for refrigerants.
The documents outline the scope of each standard, state each standard’s purpose, provide de nitions, and o er various examples. The 27-page AHRI Standard 700, Speci cations for Refrigerants, for example, explains that its purpose is to “establish purity speci cations, to verify composition, and to specify the associated methods of testing for acceptability of the refrigerants.”
Now, with talk of an “energy transition” underway that will stitch together the electrical and electronic devices that make up the fabric of our daily lives, several leading associations serving the electrical industry have seen the need to combine their e orts.
In late May, NEMA, along with the National Association of Electrical Distributors, the National Electrical Contractors Association, and the National Electrical Manufacturers Representatives Association, announced a joint memorandum of understanding in recognition of “the necessity of a collaborative approach to address the challenges and opportunities of their respective but interconnected industries,” according to a joint announcement.
“The electroindustry is leading the transition to an all-electric economy and a more connected, sustainable, digitized future,” the associations explained in a statement. “Developing the skilled workforce required to manufacture, distribute, and install electrical products will require training, recruitment, and retention and a strong domestic manufacturing supply chain.”
These four associations currently serve more than a million American workers across all 50 states. The memorandum of understanding will promote collaboration among these associations with the goal of developing training programs, recruitment campaigns, advocacy efforts, and “shared best practices” to support and develop the electrical industry’s workers.
During a signing ceremony in Arlington, Va., May 22, the heads of all four associations spoke of the power of joining forces and of being the right associations to step up and address the industry’s most pressing needs.
Associations, like any organizations, are stronger together. — Kevin Jones
Speaking Of . . .
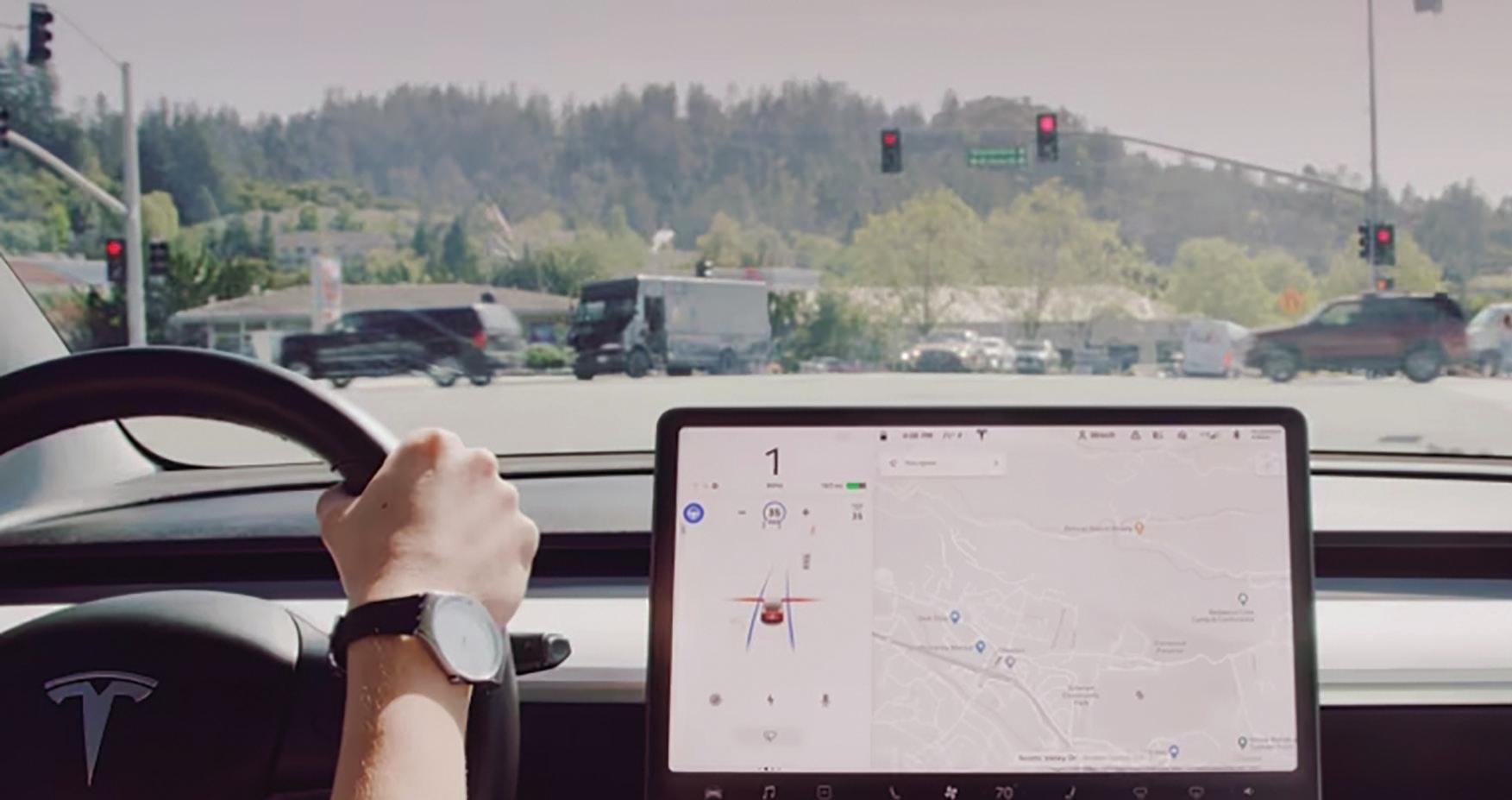
Two sides of the dispute over driverless autos
Gentlemen, start your arguments.
Electrical Apparatus received the following letter in response to a recent item in our newsletter citing a Tesla recall:
“You mention nearly 1,000 crashes when autopilot was turned on. Out of more than two million vehicles on the road, that is one out of 2,000 drivers over a period of 12 years — a very low incidence,” wrote the reader.
“There is no evidence that the crashes were any fault of the driver assistance system,” the reader went on to say. “There is no mention if any were judged to be the fault of the Tesla driver. Some accidents just can’t be avoided unless you have vertical take-o and landing capability. Note that Autopilot has many features and options, which the driver can set from conservative to not conservative.”
numbered in the millions — is devised by . . . humans. Furthermore, the hardware itself does fail, no matter what we may be told by its manufacturers. That’s why we have backups.
Back in August 2018, EA’s Engineering Editor, Richard Nailen, drew on his engineering experience to opine as follows:
“What we’re being told is simple: ‘To err is human.’ Therefore, since we all make mistakes, let the computers take charge, because computers never make mistakes. That, of course, is dangerous nonsense.
“First, computers do indeed make mistakes all the time. These are normally ‘software errors,’ occurring because the software — lines of code often
“The latest fantasy is the ‘driverless auto.’ The prospect of even a small number of such vehicles on our public roads is nothing less than terrifying. Correcting it will lead to the next problem — no more foreseeable than the rst one. History shows us that as each unfavorable ‘software issue’ is resolved, the next unforeseen one appears.” — Charlie Barks EA
A view of the interior of a Tesla, including its computer screen.
— Tesla photo
If a breakdown happens out of business hours, you can rely on Bartlett Bearing Company, Inc. to provide 24/7 bearing support with seven fully stocked locations, unbeatable customer service, and an experienced, knowledgeable team. Our competitive pricing and 24/7/365 availability mean we are dedicated to being your go-to bearing distributor.
Feature | Electrical Manager
And the winner is . . .
Contests, properly run, can improve relationships with customers and employees
By Bill O’Leary, EA Contributing Writer
Read this entire column for a chance to win a trip to the Bahamas! Just kidding. Sorry. But I got your attention, right? Contests, sweepstakes, giveaways, raffles, awards and more prizes of all sizes have had a presence in business for decades, enticing customers to buy, growing engagement from employees, and fostering a strong presence. And while the true “winners” here are the recipients of these awards, arguably the most important contributor is the manager.
Often tasked with creating, organizing, and executing contests and sweepstakes, managers across the business need to ensure that the contests are relevant, fair, and deliver on their promises. A poorly thought-out giveaway can do as much damage to a company’s image as a successful contest can bolster it.
A contest playbook
So how does a manager navigate these fraught waters? Well, you’re in luck — look no further than the “Business Contest Playbook”:
First things first: Decide on and clearly define the objectives of a contest or incentive. Align it with your business goals or company culture principles. For example, does the giveaway promote a new product? Does it target a specific customer segment that you hope to make further inroads with? Tying these events to your overarching company objectives ensures strategic vision and cohesion across the business. It serves a clear purpose and can create a clear “point A-B” path that results in increased sales, new product promotions, growing customer loyalty, expanded employee recognition, and more.
Siemens’s inaugural “Techcellence Awards” established the clear objective of recognizing companies that “strive for change through transformation and sustainability, as well as individuals who are leading through innovation and acting as a champion digital technical and sharing their knowledge with the Siemens community.” The contest helped the company grow its brand image of being an innovative, forward thinker in the space while further strengthening ties with its existing customer base. The awards recognize contributors in decarbonization, data-driven sustainability, and energy efficiency, which aligns the industrial behemoth’s brand image with the environmental “green” movement.
By focusing on its existing customers in clean energy segments, Siemens also successfully applied Step Two of the Business Contest Playbook: Know your audience. Managers need to make sure that they are designing contests and incentives to specific customer segments based on behavior. In a general marketing sense, loyalty programs should be curated for frequent buyers. A giveaway on a new model of sensorguided electrical drills can be curated to the fabrication or facilities maintenance segment. Provide rewards that your audience cares about — cash prizes, new products, discounts, industry awards; these are what
get your applicants up in the morning, not tote bags, pens, or a mural of the company’s headquarters.
Building an effective contest
With the goal and audience established, your focus should now turn to building a fair and engaging contest. The “engaging” part is clear. Make sure the reward is something worthwhile and desired by the audience. You want them to take action, not save a few pennies on the dollar, so make sure your reward is worth it. The “fair” part is even more important and often where contests can fail. Provide clear instructions on how to enter the contests and what the requirements are. Terms and conditions have to be transparent about how winners will be chosen and how they can claim their prize. Unclear guidance can be misunderstood by the applicant, leading to disqualifications and negative experience with your company — i.e., the contest just backfired and did the exact opposite of what you intended.
Also, make sure that it is relatively convenient for someone to participate. Easily accessible online forms, in-store raffle boxes, and links from social media posts can help direct that traffic and grow your number of applicants. You can discourage the very people you want to engage by requiring challenging or time-consuming submissions. (“Write a 10-page entry on why this submersible pump can help you!”). This convenience factor should spread to your promotion efforts as well. Utilize as many channels at your disposal to showcase the contest, such as social media accounts, e-mail, official website, and in-store. Engaging, relevant visuals of the prizes along with clear and concise copy can partner to create compelling messages that attract customers. Keep both visuals and text concise and easy to understand while also colorful and vibrant enough to draw the eye.
Roland and Betty Jasmann of Alexander’s Electric Motor Shop in Tulare, Calif., pose with the Yeti cooler they won in a WorldWide Electric sponsored contest. — WorldWide Electric social media post
Make sure your contest or giveaway can withstand increased trafc. The past is littered with companies that improperly predicted the amount of attention their prizes would attract, leading to crashed websites and apps. Make sure that your digital channels have the infrastructure in place to withstand these dramatic uctuations.
With the submissions ooding in, and the crashes avoided, you can begin measuring and analyzing the results. Monitor the number of participants and engagement levels throughout the process. If your submission total is very high, communicate that while announcing the winner; it shows that the contest was a success and makes the prize seem even more worthwhile. See if you can clearly draw contest engagement to those business objectives I mentioned earlier. Did the contest have a positive impact on sales, customer engagement, new product sales, or new customer acquisition? Collect and measure participant feedback to gauge the overall experience. The likes and dislikes from your audience will help inform and improve additional contests, awards, ra es, and giveaways.
Make sure to follow through
Finally, and most importantly: Deliver on your promise! Provide the prize or award in a timely fashion and don’t skimp on features, models, or other aspects of a prize that were communicated in advertising materials. If you said you’re awarding an iPad 15 Pro, don’t give them an iPad 12. Publicly announce the winners and see if those winners would like additional information about themselves provided with the announcement. Your audience will be curious to know what those selected did to reach that top prize. In April, WorldWide Electric of Rochester used the company’s o cial X account to announce the winners of
A few contest DON’Ts
These are the sorts of things that are likely to discourage participation in contests or result in resentment following them:
> Vague rules and entry criteria
> Lack of clarity on how winners will be chosen
> Unappealing and irrelevant prizes
> Confusing and time-consuming entry process
> Non-compliance with legal requirements like sweepstakes laws
> Misleading advertising on prizes
> Not following up with winner in a timely fashion
> Not measuring engagement and customer feedback — BO’L
a company-branded Yeti cooler. The resulting post was nice publicity not only for WorldWide but also for the winning motor shop.
Be sure to thank all of the participants and establish “runner ups” or other tiers to celebrate with prizes like discount coupons or other smaller gifts. This encourages engagement, participation, and a positive view of your company going forward.
Because that is what these contests and giveaways are all about, right? Creating a positive experience and high-quality customer experience. By following the Business Contest Playbook, you win a contest of your own making. EA
This #@&% Impulse Tester is not putting out the voltage. Call PJ and order a Real Surge Tester !
PJ Electronics (since 1969) has been manufacturing an exclusive High Frequency Surge Tester that is the best for testing the integrity of insulation in all electric motors, generators and all types of windings. We offer Bench, Portable & Console models. All 65 Models (6KV to 60KV output) are capable of testing fully assembled motors without rotating the rotor.
Plant Happenings
Guard your leftovers
Iconic food container brand Tupperware is reportedly closing its factory in the Palmetto State. Tupperware led a WARN (Worker Adjustment and Retraining Noti cation) notice in South Carolina informing the state it is closing its facility at 248 Tupperware Rd. in Hemingway, S.C., and 148 people will be laid o . The layo s will take place between Sept. 28 and Jan. 14 of next year. The facility is the Orlando-based brand’s only U.S. factory, according to the Orlando Business Journal.
Copy that: Xerox layo s confirmed
The Norwalk, Conn., location of Xerox will soon cease production of its two major engine printers and press lines. A Xerox statement con rmed this as part of the company’s “Reinvention” plan in April. “Building upon our Reinvention, Xerox continues to simplify our o erings to ensure we have the right mix of products and software that align with the evolving needs of our clients,” the statement said. Xerox is preparing to discontinue production of the Xerox iGen 5 Press and the Xerox Nuvera Presses, two legacy platforms that helped create the production print industry. Order ful llment for iGen and Nuvera is expected to continue through 2024 or while inventory lasts. Xerox will provide industry-leading support for these platforms throughout the life of their contracts.
On the hunt for jobs
Visit www.pjelectronics.com to learn why we are the only choice for all of your Surge Testing needs!
Alabama commerce secretary Ellen McNair announced in April that Phoenix-based OMCO Solar, one of the nation’s largest manufacturers of steel structures for solar panels, plans to invest over $10 million into its second production facility in Alabama, creating 70 full-time jobs in Limestone County. OMCO has out tted the facility for the production of solar racking. “OMCO has a heritage in steel fabrication dating back decades and has built a national manufacturing footprint through savvy investment projects,” McNair said. “I’m proud that this great company, dedicated to manufacturing its products in America, has decided to expand its presence in Alabama and create additional career opportunities in Huntsville.”
Weight loss, financial gain
Pharmaceutical giant Eli Lilly announced in May an additional $5.3 billion investment in its manufacturing site in Lebanon, Ind., to help meet the growing demand for its diabetes treatment Mounjaro and weight-loss drug Zepbound. The latest commitment raises the drugmaker’s investment in the site to $9 billion from $3.7 billion, according to the company. Lilly broke ground on the project in 2023. “Today’s announcement tops the largest manufacturing investment in our company’s history and, we believe, represents the single largest investment in synthetic medicine (active pharmaceutical ingredients) manufacturing in U.S. history,” chief executive David Ricks said. — Charlie Barks EA
Deaths
Norman Flolo, service company executive
Norman Flolo, a co-owner of The Flolo Corp. of West Chicago, Ill., and a past chairman of the Electrical Apparatus Service Association, died May 6.
Mr. Flolo was born in Chicago on April 19, 1938. His education included studies at Chicago’s Coyne College. He and his brothers, Arne and George, all went to work for the family rm, which was founded in 1943 by their parents, Nils and Louise Flolo, in the basement of their Franklin Park, Ill., home. Several relocations eventually brought the company, in 2017, to its present location in West Chicago. Arne Flolo died in 2012. George Flolo is currently president of The Flolo Corp.
Norman Flolo was active in the Electrical Apparatus Service Association, serving eventually as chairman during the 2000-01 administrative year. Of Norman’s volunteer work with EASA, George Flolo said, “He was very proud of being able to do that for our industry.”
Mr. Flolo was generous with his time and talent even when no reward to himself or his company was readily apparent. In the 1990s, he hosted two Electrical Apparatus editors who visited The Flolo Corp. to gain a better understanding of the industry. Mr. Flolo spent the better part of a day with these two guests, knowing full well that no article — and no publicity — was going to result from the visit.
He served as a trustee of his church, St. Matthew Lutheran Church in Barrington, Ill., where he could often be found helping out with some electrical or other type of repair in the church’s facility.
Norman was known to have a keen interest in his Norwegian heritage, taking occasional trips to Norway to visit relatives there. He was also an avid camper, owning several campers and camping trailers at various times over the years.
Norman Flolo’s survivors include his wife Diane; a daughter, Alisa; a son, Todd; his brother George; three grandchildren; and several nieces and nephews. Those wishing to express their condolences are invited by the family to consider donating to the Alzheimer’s Association (www. alz.org). EA
Names & Faces
Electrical distributor Border States continues to fan out and grow, both in location and workforce. The company has hired Julia Quam full time as a talent acquisition coordinator following her graduation from North Dakota State University last spring. Previously, Quam had been a learning and development HR intern, then an intern for the talent acquisition team, where she focused on recruiting, onboarding, and sourcing candidates to best meet the needs of the team.
William “Bill” Mammen Jr. has joined DSI/Dynamatic as director of engineering. The Sturtevant, Wis., company, which specializes in drives, welcomed Mammen June 12 to the position, where he “will be responsible for the development and sustainability of all products while also supporting business and investment strategies for Dynamatic,” the company said.
Prior to joining Dynamatic in April, Mammen developed military and automotive products/systems for over 30 years. He has worked on a variety of domestic and international programs with ship, vehicle, and component manufacturers including General Motors, Ford, Visteon, ArvinMeritor, and DRS Leonardo.
Rose Hu, Ph.D., electrical engineering, is set to become the rst female department head of the Virginia Tech Bradley Dept. of Electrical and Computer Engineering since its inception in 1892. Hu comes to Virginia Tech from Utah State University, where she served as professor and associate dean for research. Her appointment in the College of Engineering is set to begin on Jan. 1, 2025. Hu has published six books and more than 300 journal articles and conference papers. She currently serves as editor-in-chief of IEEE Communications magazine. — Charlie Barks EA
Norman Flolo
— Photo courtesy the Electrical Apparatus Service Association
Bill Mammen
Rose Hu
Feature | Safety & Health
Where there’s a WLL, there’s a (safer) way
The working load limit proves a useful tool in reducing workplace injuries
By Bill O’Leary, EA Contributing Writer
There are few activities more frequent, taxing, and quite frankly dangerous in the industrial workplace than lifting. Whether it’s large pieces of machinery, packaging, products, or raw materials, the MRO space involves the movement of very heavy items. (Just take a look at some of the photos from this month’s cover story on Core Machinery, page 37.) And the lack of a disciplined, safety-oriented approach can lead to physical damage to employees, lifting machinery, shelving, and transportation.
For workers, musculoskeletal injuries such as sprains, joint injuries, and herniated discs result from lifting weight beyond what the human body is capable of. These injuries are also of the “nagging” variety - not quickly eased or eliminated but present for the rest of an individual’s life, especially as they reach a more advanced age.
More drastic injuries such as bone fractures, lacerations from sharp edges, bruising, contusions, traumatic brain injuries, skull fractures, amputations, and paralysis can also occur. Less dramatic (but no less damaging to a business and someone’s livelihood) are structural failures with cranes, scaffolding, and other lifting devices resulting in significant property damage, rising overhead costs, and production and shipping delays.
An unsung workplace hero
The hero to meet this smorgasbord of scary safety situations? The working load limit rating. Developed by a coterie of industry groups, agencies, and organizations, the working load limit, or WLL for short, ensures the safe and efficient use of lifting and rigging equipment with the aim of protecting workers and machinery, solidifying safety standard compliance, and allowing for a sustainable and efficient operation.
Dig further into the groups responsible for WLL and one will see a number of familiar faces under the safety and health banner. OSHA’s regulations often cite WLL ratings for construction and general industry standards on cranes, slings, and other lifting material.
Relevant ANSI standards incorporate WLL ratings for the safe design, construction, and use of lifting equipment. But the true benefactor and foundational group for WLL is the Lifting Equipment Engineers Association, or LEEA, a global trade association that provides standards, certification, and training for the lifting equipment industry. LEEA also develops best practices and guidelines for developing and adhering to WLL ratings.
Working load limit ratings have a long history, one that aligns with the most impactful developments in the global economy. As the Industrial Revolution took shape, so too did the use of lifting equipment for larger machines, parts, and production lines. The human body was no longer the go-to mover for many objects in the workplace. Thus, the need for aligned safety standards took to the fore. And as these industries and
their technologies have advanced, so too have those ratings and standards, being further tweaked and expanded by OSHA, ASME, and ASTM and resulting in the WLL ratings that we see today.
How WLLs work in practice
So how does one fully understand and properly utilize these ratings? Well, first things first: what’s the product? Working load limits have a wide reach, and a proper rating depends on that specific product and its application. Tower cranes have WLLs based on the extension and configuration of their jibs. Mobile cranes have WLLs depending on angle and boom length. Winches? Indicates maximum safe pulling capacity. Slings? Depends on rope construction and diameter. Anchor shackles? Based on size and material.
One could go on and on here, but this isn’t a 300page magazine and we haven’t even gotten to material handling equipment: forklifts (WLLs pinpoint the maximum safe lifting capacity at specific load centers), load securing products (ratchet binders with WLLs based on chain type and size), and construction tools (WLLs for automotive jack stands indicate maximum supportable weight).
From this, it’s clear that the first step for the effective use of WLLs is determining all of the relevant products in your factory, shop, distribution center or other place of operation. Further research will help you understand relative ranges within these ratings — for example what is high, medium, and low and essentially what is “good” or “bad” for your specific application. For example, a half-inch wire rope sling could have a WLL of approximately 4,500
Lifting slings commonly come with WLL ratings prominently displayed. — Terranova UK photo
lbs. in a vertical lift. Manual pallet jacks often have WLLs around 5,500 lbs. Ultimately, it’s all relative, so the “best” WLL rating depends on the weight of the objects that you wish to move. That detailed understanding will help further define the necessary ratings that your products should reach.
Also, these ratings should be prominently marked on products for easy identification. For large cranes, the ratings can often be found on a digital display or placard near the control panel or in the operator’s cabin. Hoists typically have WLLs printed on a metal plate, sticker, or stamped on the housing. Hooks have WLL ratings cast into the metal at the base, and chains have them imprinted on one or more links. Understanding the location of these ratings can help ensure that workers can easily find and remember these lifting capacities.
A word of caution
While WLLs are essential for ensuring safety in lifting applications, these ratings are not set in stone, foolproof facts. An incorrect configuration can impact the working load limit. For example, a synthetic web sling used at an incorrect angle can significantly lower its working load limit. Wear and corrosion from environmental conditions such as extremes temperatures and exposure to chemicals can degrade the equipment, reducing the “real” workload limit and
causing a mismatch between the marked rating and the “actual” rating. Finally, make sure that you understand the difference between WLL ratings and breaking strength. These two important identifiers can be easily misconstrued. WLLs provide the threshold weight for safe operation while breaking strength, or ultimate tensile strength, is the maximum load that material or equipment can support before it fails or “breaks.” There is no safety margin or safe operational limit like the WLL whose ratings have a safety factor “baked in” that typically is a fraction of the breaking strength.
A strong understanding of these distinctions along with your specific area of application leads to a safe and sustainable workplace for you and your lifting applications. EA
> DC Commutators
•Largest drawing/specification database of various OEM’s
•Reverse Engineering capabilities
•True (OEM & Government approved) spin-seasoning
•New & Refilled. Various types. Up to 12 feet riser diameter
> Low, Medium and High Voltage Slip Ring Assemblies and components
> AC Rotors and rotor components
and
Name an industrial sector and you’re likely to find several lifting hazards. Many safety measures, including the WLL rating, have evolved to help reduce the risks. — H Lift Industries Co. Ltd. photo
How electric utilities are dealing with wildfire risks
Wildfires caused by downed electrical power lines have become such a common occurrence during the summer months that electric utilities, particularly in the western U.S., have established detailed protocols for preventing them and, when necessary, shutting off power to customers temporarily.
The Edison Electric Institute, an association supported by the U.S. electric utilities it represents, considers wildfire risk mitigation to be among its highest priorities. The Institute and its member companies have three primary objectives in dealing with wildfire risks:
>Sharing best practices and working to establish a common understanding of the “wildfire mitigation activities” that electric companies can undertake.
> Expanding partnerships among stakeholders to address wildfire risks.
>Working with regulators, policy makers, ratings agencies, and investors to ensure that electric companies can continue supporting national and economic security to help build a “clean, resilient energy sector.”
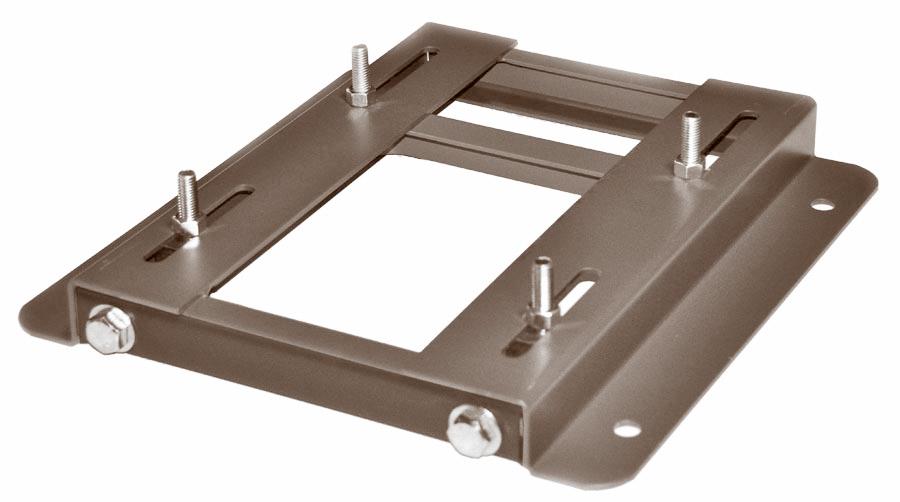
Adjustable Motor Base
Our Adjustable Motor Base is continuously improving to be the most durable and longlasting motor base on the market. With the latest patent pending advancement, Overly Hautz motor bases now last 5 to 9.5 times longer than the competition. Decrease downtime and save money with extended motor base life cycles. Read the verified factory test report at: www.overlyhautz.com
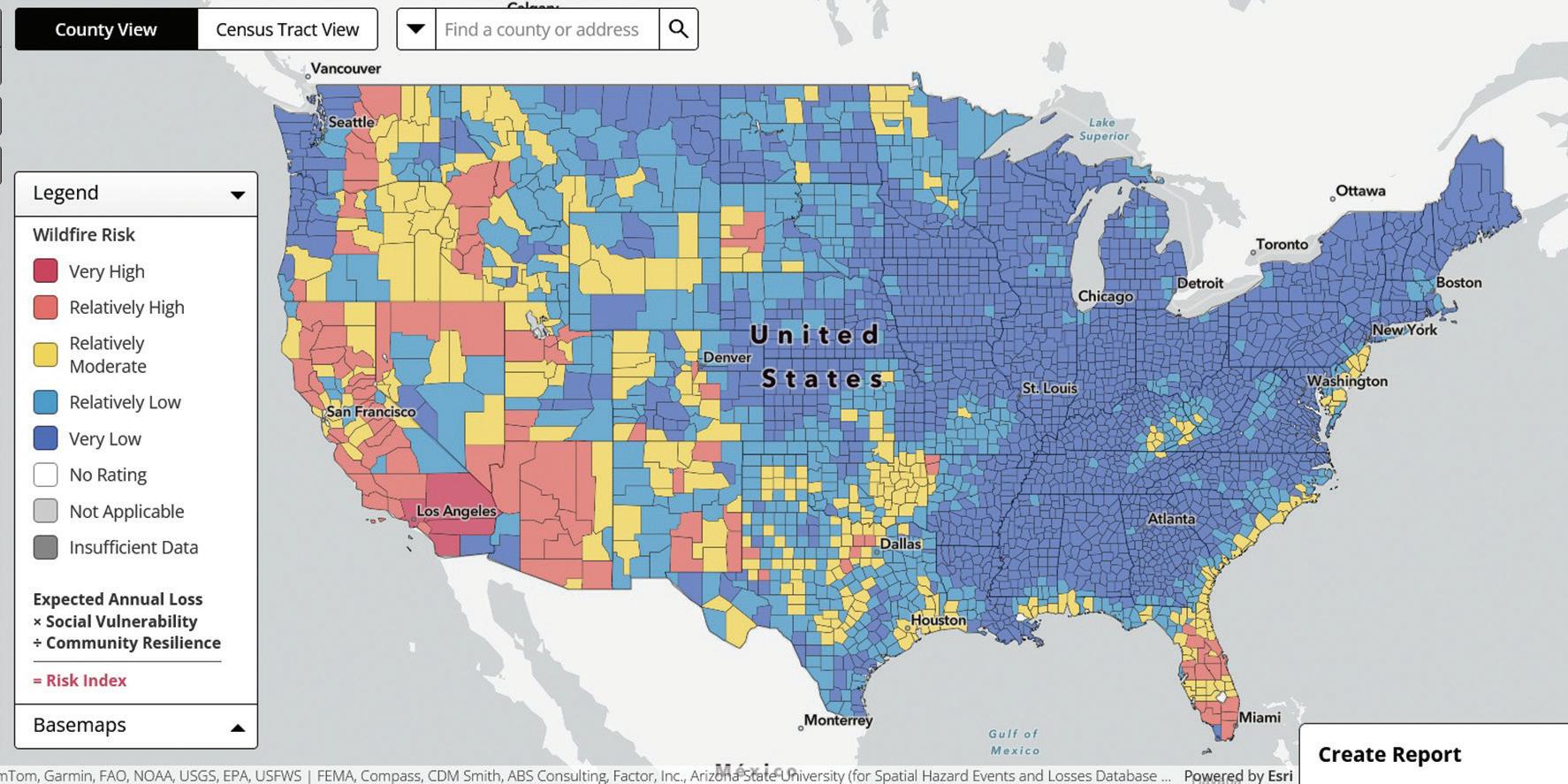
Graphics such as this one from the Federal Emergency Management Agency are among the many wildfire resources available through American Public Power. — Federal Emergency Management Agency graphic
While the Institute serves as a coordinating body to pursue these objectives, member companies are making “significant investments” to reduce the risk of wildfires in their own regions.
Edison Electric Institute member companies are also using existing mutualassistance plans to speed emergency responses, restore power after extreme weather events, and, when necessary, coordinate proactive shutoffs to minimize the risk of fires under certain weather conditions, such as the hot, dry days of summer.
The Edison Electric Institute isn’t the only organization that’s aiding U.S. electric utilities in their efforts to mitigate wildfire risk. The American Public Power Association, which represents community-owned utilities serving some 2,000 communities nationwide, is also an advocate for adopting proactive measures in wildfire risk management.
American Public Power, at www.pub licpower.org/wildfire-mitigation-planning, offers an extensive collection of resources for wildfire mitigation. A link at that site to the National Interagency Fire Center offers, among other things, a list of “wildland fire incident locations” along with maps showing the extent of various jurisdictions of the authorities responsible for “incident management.” A link to the Federal Emergency Management Agency maps out the current risks of wildfires in all regions of the U.S. (See illustration.)
In addition to these resources, American Public Power maintains a collection of “strategies and action plans” to aid in planning for wildfire risk mitigation. A Wildfire Mitigation Reference Guide from the North American Electric Reliability Corp. lays out the elements of a mitigation plan and offers examples of plans used by various U.S. utilities. An Electric
Utility Wildfire Mitigation Plan template from the Washington Dept. of Natural Resources is offered as a downloadable and printable PDF that can be filled out by drafters of such plans.
As federally funded research goes, it doesn’t get much better than the 17 national laboratories operated around the U.S. by some of the nation’s leading scientific minds. Among them is the Lawrence Berkeley National Laboratory, a U.S. Dept. of Energy national laboratory managed by the University of California. Berkeley Lab, as it’s commonly known, is on the leading edge of research into wildfire prevention and abatement. The lab uses high-performance computing, artificial intelligence, remote-sensing data sets, and advanced analytics to predict and manage the effect of wildfires on vegetation, carbon budgets, water and air quality, soils, and watersheds.
Berkeley Lab approaches its research with several questions: How can forests be managed post-wildfire to optimize “sequestering atmospheric carbon”? What’s the best way to convert woody plant matter into liquid biofuel? Do wildfires adversely affect the biogeochemistry of rivers? How do various forest management strategies affect a forest’s ability to regenerate after a wildfire?
In pursuit of answers to these questions, Berkeley Lab scientists have found ways to help policy makers make better decisions about mitigating the severity of California wildfires. They’ve also modeled the growth of forests after fires and discovered, for example, that Alaska’s conifer trees, because of wildfires, are at risk of being pushed out in favor of broadleaf deciduous trees. Currently the lab is examining ways to take wood and brush cleared to prevent wildfires and convert it into usable biofuel. — Kevin Jones EA
Update your calendar with these upcoming trade shows, conferences, and other events.
• August 7-9, 2024 — Safety 2024 Conference & Expo, Colorado Convention Center, Denver, Colo. American Society of Safety Professionals, https://safety.assp. org.
• August 7-9, 2024 — NSPECon24, Raleigh Marriott Crabtree Valley, Raleigh, North Carolina. National Society of Professional Engineers, www.nspecon.org.
• September 9-14, 2024 — IMTS 2024, McCormick Place, Chicago. International Manufacturing Technology Show, www.imts. com.
• September 15-17, 2024 — EGSA Fall Conference, Hyatt Regency Bellevue, Bellevue, Wash. Electrical Generating Systems Association, https://egsa.org/.
• September 15-18, 2024 — Power 2024, the Madison Hotel, Washington, D.C. American Society of Mechanical Engineers, https://event.asme.org/power.
• September 19, 2024 — Golf Day 2024, Portal Golf & Spa Resort, Tarporley, Cheshire, U.K. British Pump Manufacturers Association, https://bit.ly/BPMA-golfday.
• September 25-27, 2024 — AEE World Energy Conference & Expo, Music City Center, Nashville, Tenn. Association of Energy Engineers, https://aeeworld.org.
• September 28-October 1, 2024 — NECA 2024 Convention and Trade Show, San Diego Convention Center, San Diego, Calif. National Electrical Contractors Association, www.necashow.org/NECA2024/ public/enter.aspx.
• October 7-10, 2024 — The Battery Show North America, Huntington Place,
Detroit, Mich. The Battery Show, www.the batteryshow.com/en/home.html.
• October 9-11, 2024 — IFMA World Workplace 2024, Henry B. Gonzalez Convention Center, San Antonio, Tex. International Facility Management Association, https://worldworkplace.ifma.org.
• October 15-17, 2024 — Fabtech 2024, Orange County Convention Center, Orlando, Fla. Fabtech Event Partners, www.fabtechexpo.com.
• October 28-30, 2024 — Offshore Windpower Conference & Exhibition, Atlantic City Convention Center, Atlantic City, N.J. American Clean Power Association, https://cleanpower.org/offshore-wind power.
• November 12-14, 2024 — ANSI World Standards Week, National Housing Center, Washington, D.C. American National Standards Institute, www.ansi. org/events/standards-events/world-standards-week.
• November 21, 2024 — AEMT Conference 2024, Doubletree by Hilton, Coventry, U.K. Association of Electrical & Mechanical Trades, www.theaemt.com/ ems-event-calendar/aemt-conference.html.
• January 19-24, 2025 — Hydraulic Institute Annual Conference, Westin Rancho Mirage Golf Resort & Spa, Rancho Mirage, Calif. The Hydraulic Institute, www.pumps.org/event/2025-annual-conference.
• February 10-12, 2025 — AHR Expo, Orange County Convention Center, Orlando, Fla. The Air-Conditioning, Heating, and Refrigeration Institute, www.ahrexpo. com.
• July 19-22, 2025 — EASA Convention 2025, Gaylord Opryland Resort and Convention Center, Nashville, Tenn. Electrical Apparatus Service Association, https://easa.com/convention/future-easaconventions. — Edited by Kevin Jones EA
The Colorado Convention Center in Denver will host the Safety 2024 Conference & Expo Aug. 7-9. — Colorado Convention Center photo
An industry in flux
Attendees at the EASA Convention were reminded of the critical role they play in a transitioning industry
By Charlie Barks, EA Managing Editor, and Kevin Jones, EA Senior Editor
LAS VEGAS — Three things you can’t do too much of at a convention of the Electrical Apparatus Service Association: Walk, listen, and laugh. Let’s be honest: The walking thing is up for debate. For the 2024 edition of the annual EASA Convention & Solutions Expo, held June 23-26 at Caesars Forum & Harrah’s Las Vegas, there was plenty of walking to be done, as exhibitors and attendees braved heat as high as 110° — or avoided it by using the indoor passage from Harrah’s Hotel and Casino to the show floor and session rooms at Caesars Forum.
Major themes at this year’s show included sales, recruiting, and the valuable position of EASA members in a transitioning industry. Other micro-themes included the importance of relationship-building, the arrival of new players in the shaft-grounding business, the recognition of “power density” as an attribute not only of electric vehicle motors but also of industrial motors, and the emergence of IE6, or “hyper-efficient,” electric motors.
Following a familiar pattern, the conference program was divided into management, marketing, and technical sessions. Some of the highlights are described here. You can see more photos from the convention on pages 31-33.
Sales and recruiting
Jeff Bajorek of Parabola Consulting (Novi, Mich.) and Chris Czarnik (award-winning speaker, trainer, and
Preston Thompson of Megger Baker packed the room on the first day of the EASA conference in a talk about motor testing fundamentals. Sessions on testing appeared to attract larger-than-average audiences.
author of “Winning the War for Talent”) accounted for a bevy of animated conversations during their multiple sessions.
Bajorek’s “Tapping into Your Sales Superpower” offered a look at his own background in a profession he was initially “ready to be done with a year into.” He engaged the audience by asking about their own experiences, discussing what it means to not be too “sales-y” by showing integrity from a sales position. Personable and motivating at the same time, Bajorek’s “You Don’t Have a Closing Problem” aimed to pinpoint sales hindrances well before “closing,” which included problems that can be addressed in pipeline, preparation, messaging, and decisionmaking.
Jeff also moderated a Sales Open Forum, which featured great sharing of ideas, and one of the better quotes of the convention in response to a precarious conversation: “While we’re on that question, I’d like to first discuss religion and politics as well.”
Czarnik, a self-proclaimed “loudmouth from Appleton, Wisconsin” could indeed be heard from the room next door at times, but he was equally effective. In “Changing the Way You Recruit Forever,” the energetic author led an exercise where the gallery searched job sites for their own company — first without typing in the company name, next including it. He stressed not to blame job seekers, articulating that most prospects are more likely unable versus unwilling, and emphasizing that money is not the skeleton key. “Changing jobs is an emotional decision, not a financial one,” he said. “The U.S. government is having trouble hiring TSA agents and postal workers . . . and they can print their own money!”
Jeff Hewitt and his wife Wendy at the Synsun booth.
Czarnik powered through technical difficulties with his primary example at the end of this session, which centered around a Snickers marketing reference: did you realize they haven’t included the actual name of the candy on the wrapper since 2012? Many of us didn’t.
Plenty of networking
Another takeaway from this year’s convention was the diversity of networking among professionals from various corners of the industry and its adjacencies. From Sarah Bouldin, Software Training & Support at Spring Point Solutions, who was excited to showcase the Portland, Me., company’s latest software platforms, to Ray Douglas of Mersen, who seemed to be everywhere on the floor engaging in friendly conversation, this year’s convention had a little bit of everything.
Tyler Voss of EASA was always available for help at the registration desk and near the expo entrance. New companies made just as profound of an impact; take Jeff Hewitt (photo, facing page) of Synsun — a former politician with an impressive record and network and not your typical archetype for an industrial convention. “You can’t have freedom without prosperity,” Hewitt advised after explaining Synsun’s highefficiency motors.
Familiar names and faces were peppered throughout the convention schedule as well. They included EASA mainstay Jerry Peerbolte, who provided industry insights at Tuesday’s opening session. This involved plenty of useful statistics, prominent among them a figure showing that electric motors currently account for at least 46% of the world’s energy use and that 80% of motors today operate “direct,” without a drive attached.
Market mentality
Peerbolte noted that pumps, fans, and blowers still make up the bulk of motor applications, in both the industrial and commercial sectors. He also mentioned that ABB forecasts the number of motors will double by 2040. “Energy costs are skyrocketing abroad,” Peerbolte noted, adding that “the utility
industry is preparing for as much of a tripling of electricity demand by 2050.”
When it came to the sustainability angle, Peerbolte offered up a United Nations report with reluctance, saying “You’re probably thinking, what do they know about motors . . . do they know an amp from a volt?” He cordially said he still appreciates the UN’s research, but his salient point here was that “no other channel has the relationship/tech experience” that EASAns do, currently placing them in the “best position” to facilitate needs and services and deal with efficiency challenges, despite not being able to make regulatory decisions such as government mandates. “EASAns have been in the recycling business forever,” he continued. “Maybe they don’t brag about it, but they’ve been practicing it for a long time.”
This was followed by a panel including reps from Relayr and ABB who addressed concerns raised by audience members. One question that stood out from the gallery: “We’re still not
Please turn to next page
While earnest discussions about motor testing and maintenance practices were going on in nearby conference rooms, EASA guests were given the opportunity to try on the outfit of a classic Las Vegas showgirl.
addressing the problem of supply. How are we addressing the power grid handling these heightened efficiency standards. . . . What, if anything, is being done?” The panel agreed that this is a priority, problem, and challenge for the industry, with one member noting that most infrastructure is still dated from the 1970s and needs to be updated to enable the power grid to handle heightened efficiency standards.
More than your traditional bucket list
In the convention’s keynote session, Sebastian Terry, author of 100 Things: What’s on Your List?, raised the idea of a “bucket list” to a new level, urging his EASA audience to consider taking on challenges that push the limits of their comfort zones and tap into previously unknown personal potential.
Sebastian was 25 years old when he learned that his friend Chris had died tragically. Sebastian asked himself: If he knew he was going to live only until the age of 24, how would he live his life? Chris had lived a life apparently true to himself. Could Sebastian do likewise? Sebastian decided he wanted to change, so he began jotting down a list of things he wanted to accomplish.
Some of these things may have struck others as odd. They included living on a desert island, visiting an inmate on death row, and spending time homeless on the streets. “These ambitions and dreams just spilled onto this bit of paper,” Sebastian recalled. He dropped everything and began pursuing his goals one by one.
Sebastian felt “a tremendous sense of accomplishment” as he began checking items off his list. He has been doing this now for 15 years. Among the lessons he has learned: “We all, as individuals, have a profound impact on the people around us,” he said.
From these and other exploits, Sebastian has learned that by setting meaningful goals and methodically pursuing them, we can become the best person we can be.
Myths about motor testing
The importance of motor testing is increasing among users, according to Preston Thompson of Megger Baker Instruments, Fort Collins, Colo., but misunderstandings about motor testing persist. Chief among them are the erroneous beliefs that voltage is too high, insulation can’t handle the testing, a good insulation test necessarily indicates a motor is “good,” that hipot and surge testing “destroy” motors, and that insulation resistance and insulation breakdown are somehow related.
Thompson explained to a standing-room-only EASA audience several types of tests — insulation resistance, dielectric absorption ratio, polarization index, and hipot — and pointed out that the value of these tests is backed by many industry standards and years of practical application. In spite of rumors to the contrary, “a predictive maintenance program using static testing can reduce in-service motor failures, thereby saving time, resources, and money,” he said. The greatest challenge may lie in convincing customers of this truth.
Recommended motor repair practices
In one of several sessions conducted in Spanish, EASA technical support specialist Carlos Ramírez discussed best practices for motor repair and modifications. In this presentation — which was adapted from a paper originally published by fellow EASA technical support specialist Tom Bishop — Ramírez covered stator core repair, rewinding, mechanical repairs, ventilation modification, and design changes.
Stator core repair has been a concern since the early ’90s, Ramírez explained, but high temperatures endured by the core plates of laminations reduce this problem. It’s good practice to avoid potential damage by adjusting the burn temperature to no more than 360°C. If overheating is detected, a water spray system can ensure that there’s no degradation.
Keynote speaker Sebastian Terry enthralled the EASA audience with anecdotes about his audacious adventures.
Core testing should ensure losses don’t increase more than 20% during the process, Ramírez said. If testing or visual inspection reveals damage, the core should be repaired before rewinding. After the core has been repaired, it should be tested again before rewinding.
Increasing the wire gauge can improve varnish penetration and adherence, enhancing heat transfer and reducing air gaps between wires. However, Ramírez warned, if wires are too tight in the slot or excessive force is applied, the wire and slot insulations can be damaged.
Ramírez o ered several other useful pointers. Mechanical repairs should ensure that replacement bearings are equivalent. Open to closed changes increase friction losses. Incorrect installation can damage bearings and generate noise. It’s good practice to keep open bearings that are installed by manufacturers. Ventilation issues o er few opportunities to improve e ciency by changing a fan or ventilation system. Reducing fan size or air ow lowers ventilation losses but increases winding heating. An inadequate fan cover can reduce air ow.
Very low-frequency a-c high-voltage testing
“Motors and generators, like most other types of electrical apparatus, should be tested in the best manner possible to verify their a-c voltage operating integrity,” Michael Peschel of High Voltage, Inc., said in one presentation. “Other tests, including some using d-c voltage, are ne and needed, but none are a substitute for proper a-c withstand testing and a-c voltage diagnostic testing.”
how to determine how much power a test requires and how to select a very-low-frequency model for hipot testing.
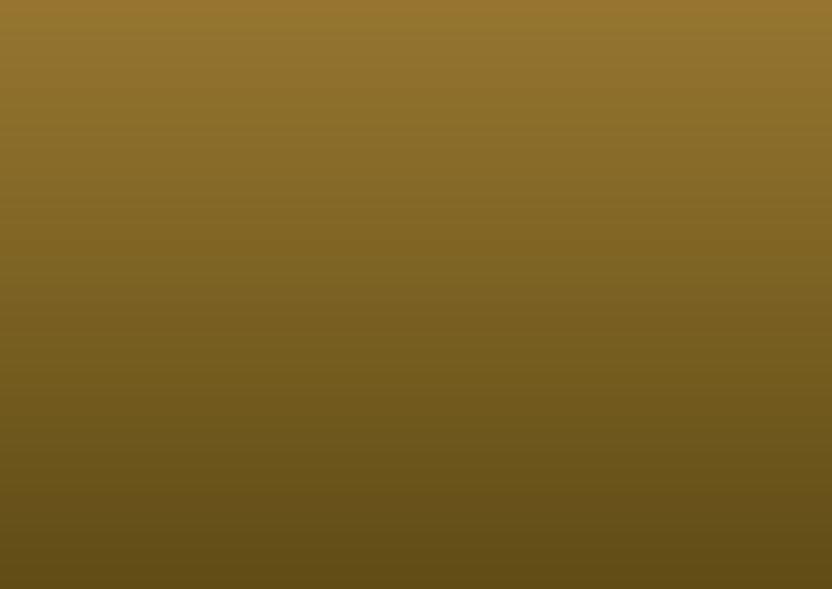
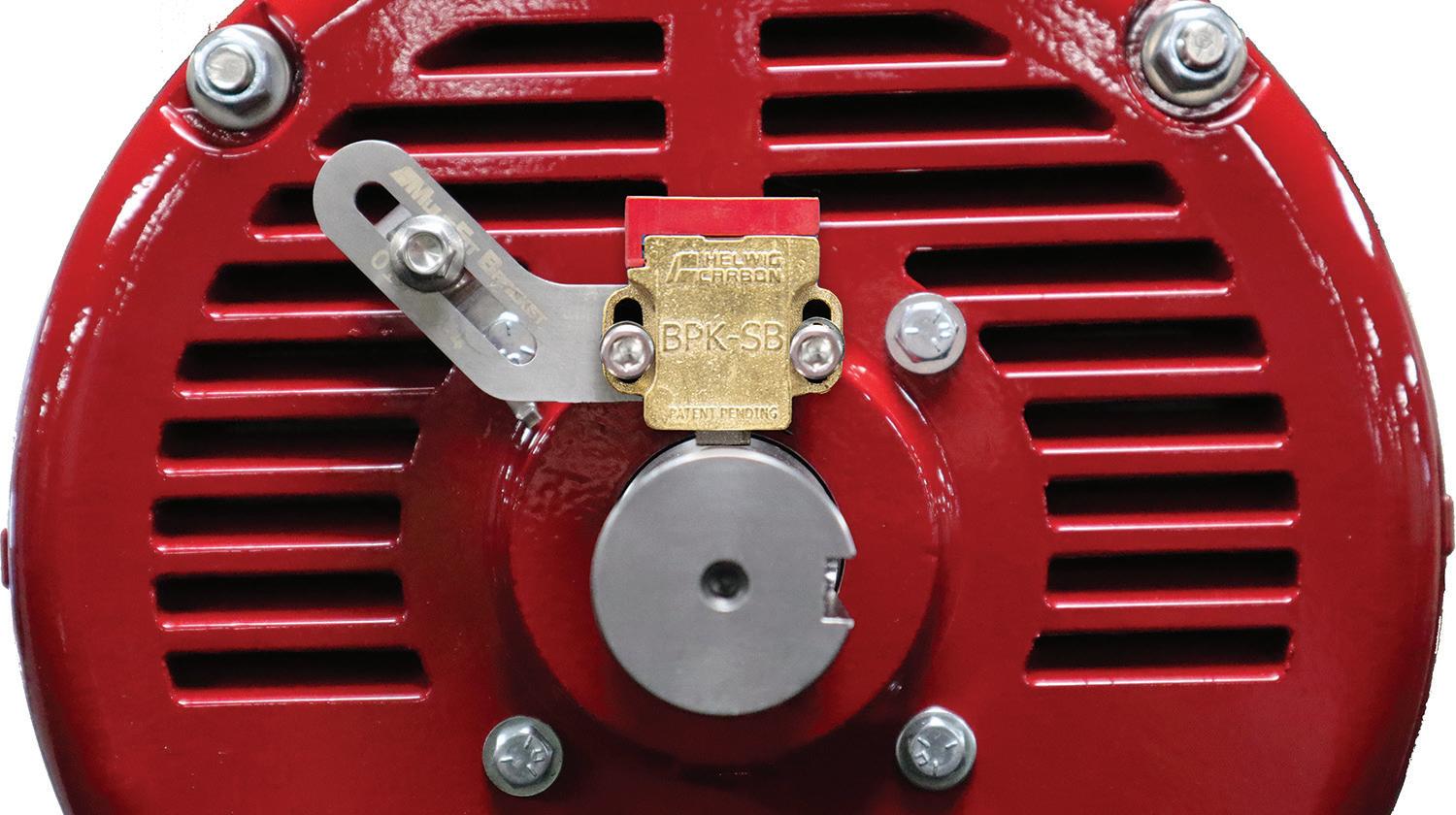
The e ect of spring force on carbon brushes
In a presentation on the importance of spring force on the function of carbon brushes, Je Koenitzer and Nitin Kulkarni, both of Helwig Carbon products, emphasized the critical role spring force plays in optimizing the performance and longevity of electrical systems, particularly in rotating machinery.
Unfortunately, these insights into motor testing are unknown to many. Some users, Peschel said, use d-c voltage tests even for withstand and proof testing. Some use a-c voltage testing, depending on the kVA needed. And some perform no overvoltage testing at all.
It’s an oversimpli cation to say that a-c testing is destructive while d-c testing isn’t, Peschel said. Direct current may not cause failure during testing, but this is true only if the operator is watching the current meter for tip-up and turns o the voltage in time.
After describing the di erent ways in which alternating and direct current a ect our choice of tests and the manner in which we carry them out, Peschel described several tests, including a-c withstand testing, partial discharge testing, and tan-delta testing. He also explained
Carbon brushes serve as conductive components that facilitate the transfer of electrical charges between moving surfaces, Koenitzer and Kulkarni explained. Initially composed of copper, these brushes evolved to use carbon due to that element’s lower friction and adequate conductivity.
Early rotating electrical machines lacked spring force on brushes, leading to concerns about friction and wear, the speakers said. The introduction of spring force was pivotal as it minimized visible arcing and excess heat, thereby extending brush life and enhancing e ciency.
Various types of springs — such as helical coils, torsion, and constant force — are employed to maintain consistent contact pressure as brushes wear down, Koenitzer and Kulkarni explained. Factors a ecting spring performance might include load, speed, vibration, or environmental conditions. Practical recommendations mentioned by the speakers included using high-quality springs, proper installation techniques, and regular inspection for wear and
Michael Peschel of High Voltage, Inc.
No-load testing and bearing temperature
In a presentation titled “No Load Run Bearing Temperature Criteria,” Blake Bailey of designmotors — who’s profiled in this month’s “EA reader profile” beginning on page 35 — emphasized the critical role no-load testing plays in ensuring the reliability of repaired motors before they’re returned to service.
This testing, also known as uncoupled run testing, involves running the motor without load to detect any issues post-service, Bailey explained. A comprehensive approach includes visual inspections and various electrical tests before conducting the no-load test, which measures parameters like input voltage, current, and RPM.
tear. Springs should be replaced after several brush changes to ensure consistent performance.
Diagnosing rotor cage faults
EASA pump and vibration specialist Gene Vogel, along with Noah Bethel of PDMA Corp., discussed various methods of diagnosing faults in induction motor rotor cages. In their presentation, the speakers emphasized the importance of both offline and online testing techniques. When a motor is removed, methods like single-phase testing on reduced voltage may be employed, they explained, while for in-operation diagnostics, vibration analysis and motor current signature analysis, or MCSA, are brought into play.
Vibration analysis involves regular data collection and trend analysis to detect rotor cage faults, they said. Key indicators include specific fault frequencies, modulation frequencies, and such trends as increasing amplitude or deviations from expected RPM and load conditions. The analysis presented by Vogel and Bethel related these vibrations to the motor’s electrical characteristics.
Unlike vibration analysis, MCSA utilizes the motor’s current spectrum to detect anomalies. It examines the stator current for indications like pole pass frequency (Fp) sidebands around the line frequency, which can signal rotor bar defects. Vogel stressed the need for longitudinal data to distinguish normal variations from developing faults, highlighting the sensitivity of MCSA in early fault detection.
While Vogel provided a comprehensive overview of vibration and MCSA methods, Bethel expanded on rotor analysis techniques. He detailed six independent methods, including average inductance trending, inrush/start-up tests, and current demodulation. Each method offers unique insights into rotor health, Bethel said, from detecting broken rotor bars through inductance changes to identifying rotor defects via demodulated current spectra and harmonic analysis.
Bearing temperature is a crucial metric during these tests, monitored closely against industry standards and historical data to establish acceptable limits, Bailey said. He discussed various standards, such as NEMA MG 1 and IEEE 841, that outline maximum allowable bearing temperatures, although these maximums are typically based on full-load conditions. For no-load tests, practical considerations dictate shorter testing durations due to economic and efficiency reasons — although extended testing may be necessary for large or slow-speed motors.
Practical considerations Bailey outlined included the impact of grease fill, shaft fits, and end bracket tolerances on bearing temperature. Proper maintenance practices and adherence to manufacturer specifications, as detailed by organizations like EASA, are crucial for optimizing motor performance and longevity, Bailey said.
How and when to lubricate motor bearings
EASA technical support specialist Tom Bishop, in a presentation titled “Electric Motor Bearing Lubrication Frequency and Quantity,” examined critical factors for optimizing the lifespan and performance of electric motor bearings through proper lubrication. Bearing failures are understood to be the primary cause of motor and generator failures; to mitigate the risk of these failures, service centers are encouraged to provide end-users with sound advice on the frequency of bearing lubrication.
Grease is defined by ASTM International as a product composed of a thickening agent dispersed in a liquid lubricant, often with additives for special properties, Bishop explained. Grease formulated for this purpose consists primarily of oil, thickener, and performance-enhancing additives. The frequency of re-lubrication is influenced by such factors as operating temperature, motor shaft speed, bearing type and size, load, hours of operation, environmental
EASA CONVENTION continued from previous page
Much-welcome refreshments awaited attendees between educational sessions.
— Photos by Kevin Jones and Charlie Barks and copyright 2024 by Barks Publications, Inc.
Founded in 1973, by Bob Ross, Jasper Electric has provided quality motor and rotor repair by being on the cutting edge of technology and using high-quality materials, such as Ml 9 electrical steel. Handling large and small motors alike, we are the future. We have almost every tool needed to repair or rebuild your rotor and stator. Most motors we repair will run as efficiently if not better than when they were new from factory. Our personnel allow us to work smoothly while giving our customers a peace of mind.
JASPER ELECTRIC MOTORS INC.
Core Loss & 15' VPI
, 300 KVA 20 HP to 10,000 HP
• Computer printout sent with eidl .klb
, Water stripping for fmn v.ound stators
, Full rewindwith 15ftVPI available
, 1 HP to 10,000 HP
• Infrared hot spot check on each job
• Quality core loss report with each job
, Loop testing for 10,000 HP+ stator cores
Motor Load Testing Laminations
, Full 4-Hour load test available or until • Punch or laser cut temperature stabilizes • Pole pieces (laser cut) , Load test up to 1500 HP A(. 925 HP DC • Any size or thickness
, Voltage test up to 7200 volts A(, 600 volts DC
, Run test as long as necessary, 7500 HP
, Government and utility approved
• Synchronous motor testing
, Computer print-out with efficiency rating
•Emergency pick-ups
, Emergency deliveries
, Segment or whole
• Estimate over the phone
• On-site quotes and repairs
• Stacked in your housing, spider/shaft or shipped loose
New Rotors
• All copper alloys to match conductivity
, Normal turnaround 15-24 Days
• In house aluminum and copper extrusion
, R.O.T. Available
Feature | EASA Convention 2024
EASA CONVENTION continued from page 26
conditions, and vibration levels. Precise intervals are determined with graphs correlating motor RPM, bearing dimensions, and hours of operation under different environmental severities. Guidelines for determining grease quantities are provided on the basis of bearing dimensions (outer diameter and width), ensuring optimal lubrication without overapplication, which could lead to bearing damage.
Parting words
EASA president and CEO Linda Raynes led off the closing meeting, where she encouraged use of the association’s Online Learning Library and reminded members to participate in the organization when possible. To conclude matters, Paul Rossiter was appointed EASA’s chairman for the 2025-25 administrative year. The next EASA convention is to be held July 19-22, 2025, at the Gaylord Opryland Resort and Convention Center in Nashville. Watch for information at www.easa.com. EA
Newer entrants in the shaft-grounding arena
One trend evident at this year’s EASA Convention was the proliferation of options for grounding motor shafts to defend against stray voltages caused by variable-frequency drives. Electrical Apparatus visited two companies new to the EASA audience to learn about what they’re offering.
Andy Kveps, president of Aaki Corp., explained how his company — originally established to produce hardware and software primarily for the oil and gas industry — got into the shaft grounding business.
“We basically fell into the business,” Kveps explained. “In the course of doing product development for another product we have, I was working with a local motor repair shop who asked me if we could solve a problem they were having with bearing fluting and frosting, as the solutions out there did not really meet their needs. We worked closely with them, listening to their challenges and over the course of a year developed what is now our motor shaft grounding module mini,” or MSGM.
The basic design, at its heart, is simple, but the ecosystem that the MSGM lives in is a bit more complex. “The customer didn’t really get it or understand why they needed it,” Kveps continued. The MSGM seemed like an extra cost. “Here is a customer buying a perfectly good VFD with all the latest bells and whistles, marrying it to an inverterduty motor that they paid extra for so it would work with this VFD, and putting the whole thing into an application that had been running for years. So why do they need yet another thingamajig bolted to the motor?”
Motor repair shops are in a difficult position. They’re typically short on manpower and skilled labor, and it’s getting worse for most of them. Mounting an MSGM required people who could drill and tap a hole, straight, and in the right spot, and this was being done on a motor that could be worth $5,000 or more.
Get it wrong and there will be extra holes in the motor. Mess it up a bit more and a motor repair shop could be looking at some real costs, both in money and reputation. There’s a lot of risk to installing this part and, to some, little perceived value, and installation of one of these modules needed to be easy and foolproof.
So Aaki took what had been learned and developed an MSGM that did the job (it’s been in production for over six years now). The device
has features that make it easy to install and maintain.
“Over the years, our customer base has grown, and we now have this system being used and designed into everything, from Ferris wheels to EV race cars, autonomous vehicles and sea, air and spacecraft,” Kveps explained. “As we work with our customers, we’re continually making changes to our lineup and adding new features. We are, after all, an engineering design and innovation company at heart, and solving industry challenges is what we live for.”
Aaki isn’t the only company looking to get its message across to the EASA audience. EarthringsUSA of Elgin, Ill., which markets the Earthring, a product of Wyko Industrial, although not new to shaft grounding, was new to the EASA Convention.
The bearing-protection rings produced by EarthringsUSA “consist of very thin micro-fiber that redirects shaft currents and provides a reliable, very low-impedance path from shaft to frame, which bypasses the motor bearings entirely,” the company explains. “The earthing ring is attached to the electric motors bearing housings.”
Once installed, the rings require no maintenance, according to the company. Unlike conventional shaft grounding brushes, the ring’s conductive microfibers work with virtually no friction or wear. The rings are said to be unaffected by dirt, grease, or other contaminants and last for the life of the motor, regardless of motor speed.
In overseas trials, the results show surface wear of less than 0.001 inch per 10,000 hours of continuous operation, and no fiber breakage after 25 million direction reversals, the company says.
For almost a decade these earthing rings have been extensively used in the U.S., the U.K., and more recently in Australia. The rings are seen as a solution to the problem of stray voltages as well as insurance against unforeseen problems.
During changes in load conditions and during adjustments to their drive parameters, it was found that many motors exhibited increased shaft currents after their most recent repair. This is why it’s termed “The Ghost”, since it can never be determined when its effects will drastically increase and rapidly destroy bearings. It is of utmost importance that industry protect itself against this so-called “Ghost,” especially in their critical motors.
Earthing rings of both standard and custom designed sizes can be manufactured and supplied anywhere in the country within 24 to 48 hours, according to the company. Due to the massive increase in the use of variable speed drives, shaft current bearing failures are one of the fastest growing problems on electric motors in the world. — Charlie Barks
Andy Kveps, president of Aaki Corp.
An installed shaft grounding ring from EarthringsUSA
Efficiency, meet sustainability
By Kevin Jones, EA Senior Editor
Several things about the New Solutions Theater at this year’s EASA Convention stood out. Of the nine presentations, fully a third were about motors from ABB. Several representatives of motor manufacturers mentioned “power density,” a motor attribute traditionally associated with electric vehicles, not industrial motors. There were also indications that IE6 or “hyperefficient” motors are increasingly being considered feasible. And the two highest priorities of motor designers appear these days to be greater efficiency and sustainability. Herewith, the skinny on this year’s New Solutions Theater participants:
A testing specialist is moving into vibration
The news from Megger Baker is that the company, having acquired vibration specialist Diagnostic Solutions Ltd. earlier this year, is poised to get into machine vibration testing and monitoring in a big way. Tom Scott, formerly with Diagnostic Solutions, performed a live demo of the Vib Mate app, which detects vibration, reports it, and generates a vibration report that can be printed out as a PDF.
A motor with higher power density
In the company’s first of three presentations, Robert Boyce of ABB introduced the company’s SynRM IEC low-voltage motor, a machine with “extreme power density” that’s available in the IE4 and IE5 efficiency classes. The SynRM line “is not as new as we’d like it to be,” Boyce said, because it’s a combination of technologies previously developed. Still, refinements of the line continue to be made.
Pushing the limits of efficiency
WEG Electric Corp. is another manufacturer that’s taken a preexisting motor line and made higherefficiency versions available. Dale Basso of WEG presented the company’s SYNC+ line of motors, which combine the features of WEG’s synchronous motors with premium efficiency up to 1500 hp. The W23 SYNCH+ motor, introduced at the beginning of this year, comes in the same sizes as traditional induction machines but with even higher efficiency.
Miniaturized motor testing
We heard from Electrom Instruments that the company is pushing the limits of motor testing miniaturization. Electrom’s Jacob Beck introduced the iTIG IV, which he said may be the
smallest 12 V tester on the market. The iTIG IV represents a reduction of 58% in volume and 28% in weight. Coming soon from Electrom, Beck said, is a “very small” 15 kV tester.
Vying for the lead in energy efficiency
A new line of IE4 asynchronous motors was introduced by Ron Csermak of Lafert North America, who said the company has positioned itself as “a leader in energy efficiency.” Csermak was the third representative of a major motor manufacturer to take to the stage and refer to power density along with higher efficiency.
Highly efficient motors made to order
In ABB’s second presentation, Chris Stockton, the company’s North American product and technology manager, introduced the new ABB RXT Series of Reliance legacy motors, which are produced to customer specifications, modified, and engineered to order, with both NEMA totally enclosed and open-frame options available. The designers used advanced simulations to attain higher efficiencies; reduced hot spots in windings, according to Stockton, contribute to longer life.
Motor service pricing is now online
Drawing the largest audience of all nine presentations at the New Solutions Theater was Troy Locke of Spring Point Solutions, who took to the stage to announce that the company’s pricing analyzer is now fully web-based. Spring Point’s software “brings the multiple aspects of an industrial apparatus sales and service company together in a comprehensive system uniquely designed for the industry,” as the company puts it.
Squeezing out yet higher efficiency
In ABB’s third presentation, Brandon Canclini introduced the Baldor-Reliance SP4, a “super premium efficiency” motor that he said takes the Baldor-Reliance a-c induction motor design and improves on it by reducing motor losses by an additional 20%. In keeping with the theater’s unofficial theme, he referred to ABB’s “commitment to efficiency and sustainability.”
An
IoT-connectable
soft starter
Wrapping up this year’s New Product Showcase was Nick Suto of Benshaw, Inc., who introduced the motor control manufacturer’s new MVRNX Series, a medium-voltage soft starter with builtin connectivity that offers versatile starting and stopping options as well as customizable protection. It offers several control modes and even has seismic ratings for use in regions that are prone to earthquakes. EA
ABB’s SynRM motor
ABB RXT motors
ABB SP4 super premium efficiency motor
Benshaw’s MVRNX mediumvoltage soft starter
Electrom’s iTIG-IV
Lafert asynchronous IE4 motor
Megger Baker’s Vib Mate app
Spring Point’s Pricing Analyzer
WEG’s W23 Sync+ motor
Feature | EASA Convention 2024 in photos
The morning of Day 1 of the convention brought conventioneers together for breakfast prior to the education sessions.
By the end of the convention, Luke Stump, son of EMS’s Cory Stump (Hilo, Hawaii), had mastered Techtop’s hoops contest. He also had his own group of fans.
Techtop’s Angela Cooper is always a vibrant, friendly presence at her own booth. Here, she finally gets a break to participate in Hyundai’s arrow throw contest.
Happy Hour was loosely defined at EASA’s Solutions Expo, courtesy of setups like WEG’s classic motor tap.
— Photos, except where otherwise credited, by Charlie Barks and Kevin Jones and copyright 2024 by Barks Publications,
During the convention’s keynote session, EASA president and CEO Linda Raynes introduced regional directors from around the world.
Feature | EASA Convention 2024 in photos
Continued from previous page
The audience was entertained and enlightened during the keynote session presented by author
(See page 24 for a description of Terry’s presentation.)
Sebastian Terry.
The Open Technical Forum gave attendees the opportunity to lob questions at EASA technical support staff (from left) Chuck Yung, Tom Bishop, Mike Howell, and Gene Vogel.
Recent “EA reader profile” subject Mario Lenaro (left) and Hernan Arismendi, executive manager at OMEC America, paid a visit to the Electrical Apparatus booth.
Peter Jaeckel, a mechanical engineer at Asheville Mica Co., made the most of his time in the exhibit hall.
In keeping with the spirit of the Las Vegas setting, the exhibit hall offered numerous contests and games of chance.
The Superior Services (Hanceville, Ala.) team (from left): Jessica Mount, Virginia Ramsey, Tanner Plummer, Joyce Bradford, and Jeff Bradford.
This year’s Exceptional Service Achievement Award was presented by past EASA chairman Sid Seymour (left) to John S. Allen for Allen’s service in helping to develop influential standards.
Kevin Koenitzer of Helwig Carbon Products brought along a few of the company’s products — and not a little swag.
Helwig Carbon Products photo
Representatives of HD Hyundai Electric were available and eager to talk to visitors about the company’s expertise in power transmission.
It’s anybody’s guess how many new acquaintances were made and how many deals were closed over the course of the convention.
Oklahoma strong
A solar company inks an Oklahoma deal and public officials and others heap on the praise
By Charlie Barks, EA Managing Editor
The Norwegian solar energy company NorSun has selected Tulsa as the site of its first U.S.-based factory, an initial planned investment of $620 million in a new 5 GW silicon ingot and solar wafer manufacturing facility. Various public office holders and others have seized the moment to promote Oklahoma’s manufacturing prowess.
The expansion, which was facilitated by the Oklahoma Dept. of Commerce and the Tulsa Airports Improvement Trust, will create 320 new direct jobs and provide domestic production of ingot and wafer capacity to meet increasing demand from U.S. solar cell and panel manufacturers, supporting the growth of the renewable energy sector.
“Our business plan has an ambitious timeline, so we knew we needed a partner who can work fast and efficiently to meet the critical need for American-made energy,” said NorSun CEO Erik Løkke-Øwre. “Oklahoma impressed us even before our selection journey – its robust clean energy, manufacturing ecosystem, and workforce development programs were already on our radar, and its competitive business offerings and site acceleration options solidified our decision.”
NorSun has identified a greenfield shovel-ready site of approximately 60 acres. Construction is expected to begin later this year.
“I’m thrilled to welcome a new company bringing high-quality, highpaying jobs to our community,” said U.S. Congressman Kevin Hern, a representative from Oklahoma. “Innovation and excellence thrive in Tulsa, and so will NorSun. Thank you to Governor Stitt for working to make Oklahoma the best place to do business!”
Production is anticipated to come online in 2026, making the Oklahoma facility among the first in the U.S. to produce high-performing silicon ingots and wafers, currently the biggest bottleneck in achieving a fully domestic solar supply chain. The Tulsa site offers an opportunity to further expand production up to 10 GW as the U.S. continues to prioritize domestic energy manufacturing.
“I’m proud to welcome NorSun to Oklahoma, and I’m thrilled that Oklahomans will benefit from hundreds of new jobs in the Tulsa area and a $620 million capital investment,’ said Gov. Kevin Stitt. “Our progrowth policies, workforce development efforts, and ‘more of everything’ energy approach makes us an incredible state to invest in, and I’m glad NorSun can be a part of it.”
In 2023, there was a total of 88 announcements for commerce-assisted new and expanding companies statewide, with a potential investment of $3.6 billion, including Pratt & Whitney, American Airlines, Enel, Windshape, and Blue Whale Materials. These projects are expected to create at least 7,000 new jobs.
“Year after year, Oklahoma makes massive strides in the clean energy space, with consistent investment from notable companies that are transforming the sector,” said Tina Lindsay, interim director of business development for the Oklahoma Dept. of Commerce. “It’s a testament to our pro-business policies, robust workforce, and site readiness, as well as our access to major markets. We’re thrilled to bring
NorSun on board as we aim to scale U.S. solar manufacturing capacity.”
“I want to thank NorSun for their significant investment and support to add jobs in Tulsa and create further opportunity for industry needs across the globe,” Tulsa mayor G.T. Bynum said. “This project represents the work of so many, and we are excited about the positive impact and direction this new development will have in Tulsa and the State of Oklahoma.”
“We are thrilled to see continued foreign direct investment on a portion of our 1,200+ acres of available development land,” said Daniel Regan, director of real estate & development for Tulsa Airports Improvement Trust. “We look forward to working with the NorSun team and assisting in their expedited delivery of this world-class manufacturing plant on our shovel-ready site.”
“Tulsa continues to catch the attention of not only US companies but also companies on a global scale,” said Mike Neal, president and CEO of the Tulsa Regional Chamber of Commerce. “Word is spreading –our skilled workforce and excellent business climate puts us front and center on the international stage. We are excited to welcome NorSun to the region as it connects an important link for the solar industry supply chain.” EA
Representatives from NorSun and the State of Oklahoma took turns praising the NorSun deal. — NorSun photo
A solution finder for people with motors
How Blake Bailey combines a fascination with electric machines with an interest in all things human
By Colin Gregory-Moores, EA Contributing Writer
“So often, what people will say when they first meet me is, ‘You don’t seem like an engineer.’” And at a cursory glance, Blake Bailey, born in 1987, a surfer with a history degree and an entrepreneur with his own consulting engineering business, just does not seem to quite fit the mold. Yet he has been around motor shops since he was a nipper. One of the first words he gleefully uttered was “momo,” sitting on a dirty workshop floor. In the late 1990s, as a cowboy-clad kid, he was even featured in a stylized Old West advertisement run in Electrical Apparatus by his father’s company, Rotating Specialists, Hayden, Ala. By the time Blake was about five, his inspirational father, Bruce Bailey, who at the age of 17 had been dropped off by his father in front of a random motor shop in Central Alabama and told to find work, was running his own motor repair and manufacturing operation in Hayden. Blake would work there in the summers and after school, taking motors apart, reassembling them, winding machines, and cleaning parts. As to the question whether he was a natural at it or just raised around it so long, Blake nimbly answers, “The chicken or the egg?” Either way, he often remembers coming home from the shop as a teenager and taking cold showers. That was the only way to remove the fiberglass that had gotten into all the pores of his skin from stripping windings. Through this rite of passage into the world of electric motors he earned his spurs.
Exploring new horizons
Besides things mechanical, Blake, a self-proclaimed people person, has always been fascinated by all things human. As a teenager, he would accompany his father on foreign business trips, which opened his eyes for other horizons beyond the blue skies of his sweet home of Central Alabama. His voice and eyes ripple with wonderful voyages and chance encounters. “I’ve always been fascinated by all the different ways of life there are to be human.” When it came time to go to university, he therefore chose to study history and eventually go abroad. As fortune would have it, though, he married his wife Molly at the age of 22, and they welcomed their first of three children two years later. With a young family, they accordingly decided that home sweet home and work would be in the U.S. Blake consequently went back to school and gained a B.S. in manufacturing engineering from the University of Wisconsin-Stout in 2013.
After graduating, he worked at Electric Machinery, Minneapolis, as a service engineer, from 2013-2014. In his second year, an electrical design engineer position came open at the company. All charged up, Blake headed straight to the engineers and talked. “I know that I’m not an EE, but I want to do this job, and I know that I can do it.” He had elected not to do an electrical engineering degree because it was not
motor-specific at his university. Still, he tenaciously took every opportunity he had to read literature about motor design. “I can remember putting my kids to bed at night with many PDFs saved on my phone. As they’re drifting off to sleep and I’m lying next to them, I’d be reading about Maxwell’s equations,” he laughs. They invited him for an interview, and he got the job.
The rest is, as they say, history. At Electric Machinery, he got to work with Jacques Leger and Richard Sajous, whom he credits with providing him with a foundation in motor design principles. Not only was he now versed in doing the electrical designs for the large motors, but he also understood how to design
Blake Bailey, seen here doing a field survey, studied history in college and learned what he knows about motor design by following his interests with intense dedication.
— Blake Bailey photo
the stator and rotor laminations, the windings, and how to negotiate performance aspects. These highly specialized skills set him up for the next leg of his journey.
In 2015, he returned to his father’s company Louis Allis, Warrior, Ala., where he had previously worked from 2009-2013 as a project manager. This time around, he got to train several times in Central Florida under the two big names in electric motor redesign in North America in the 1980s-2000s: Kalman Lehoczky and Tony (Anthony) Jordan. For both of them Blake holds a tremendous amount of respect. He particularly and fondly remembers working with Tony, a larger-than-life outspoken son of New Jersey, who had gotten his start in the motor world in the 1950s and 1960s. Blake recalls how Tony would make him physically write out the equations and complete the motor designs by hand. By way of thanks Blake adds, “I’ve seen it go wrong so many times when engineering graduates come straight out of school and trust their software completely.”
Company founder
In 2019, Blake started his own company: designmotors. It provides motor manufacturers and service shops with complete electric motor and generator design solutions by offering “bolt-on” and “when-needed” contract services. Instinctively drawn to the hardworking entrepreneurs in his own family — his father, his wife, her father, and brother — he had often seen that “If you have a vision and you believe in it, you can figure out a way to do it.” Since as a consulting engineer, Blake does not have an inventory, in addition to his motor designs, he also helps colleagues and businesses bring value to each other by connecting them.
Through his company, Blake bridges the old with the new by keeping the tenets of motor design he was taught by the greats of the past while also using state-of-the-art design tools and application concepts. “The solutions I am presenting are based on decades-old established principles, but I also use the most current version of Ansys software to complete my motor designs.” Blake is likewise a strong advocate of putting more modern tools in the hands of the next generation of motor professionals. “The motor industry is to some extent an industry that is stuck in its ways. . . . Sometimes, at a company, there are only one or two people responsible for motor applications whom everyone else relies on.”
In 2021, he cofounded findmotors, which digitally provides buyers with more options and confidence in motor sourcing than otherwise possible. The software for findmotors uses Blake’s documented motor application process, various weighted factors, and an equation scoring different motors against a database of actual motors. Sharing knowledge is very important to Blake as a way of doing his part for the industry. That is why he is also actively involved in the Electrical Apparatus Service Association, sitting in on the virtual trainings, participating in the conventions, contributing to the update of ANSI/EASA AR100, Standard AR100: Recommended Practice for the Repair of Rotating Electrical Apparatus, along with various other industry committee involvements. If needed, Blake is still happy to get his hands dirty with motors on-site. However, most of his work as a consulting engineer is spent remotely getting down into the weeds of the electrical, mechanical, and business details. When looking at problems, Blake usually likes to step way back and see everything. “I must sometimes actually drive my clients nuts because I’ll ask more questions, and more questions, and more questions. . . . I think that I would be morally amiss if I only listened to the one question that they brought me,” he reflects. As both an engineer and a people person, Blake goes that extra mile to find solutions not only for motors, but also for the people with the motors. Through sharing his knowledge with them, he helps to raise their level, and through that he raises his own level. Blake concludes, “I think it fosters stronger relationships.” EA
Blake Bailey spoke at the convention of the Electrical Apparatus Service Association in Las Vegas in June on the subject of “No Load Run Bearing Temperature Criteria.” You’ll find our summary of his presentation on page 26 as part of our convention report.
— Electrical Apparatus photo by Kevin Jones
Never one to back down from a challenge, Blake Bailey enjoys some wintertime surfing on Lake Superior. — Blake Bailey photo
EA READER PROFILE continued from previous page
Feature | Service & Sales Companies
Keeping the big vehicles rolling
Where remanufacturing of off-highway vehicles and equipment for the mining industry converge
By Charlie Barks, EA Managing Editor
PHOENIX — Along an industrial stretch of America’s desert metropolis, big things are put in motion ... and by “big things,” we mean massive vehicles and pieces of equipment:
Trucks weighing between 65,000 and 92,000 lbs. 55,000-lb. forklifts. 3,500 hp payload capacities. 40to 360-ton haul capacity trucks for construction and mining. Nine-ton tires.
To handle projects of this scale, continuity is king. At least that’s the case at Core Machinery in Phoenix, Core Machinery, formerly known as Road Machinery, is best described in three terms: offhighway equipment, remanufacturing, and mining. With locations in Arizona (Phoenix, Tucson, and Prescott) and California (Bakersfield, Mojave, and Perris), CM specializes in the complete overhaul of Komatsu, Terex, and Liebherr mining truck electric
wheel motors, alternators, grid blowers, and generators manufactured by General Electric, Siemens, and Kato.
Its staff includes team members with an average tenure of over 25 years in the industry. Two foremen guided the ERD (Electrical Rotating Department) over the last several decades. Electrical Apparatus was fortunate enough to catch the first of them, Tom DeLoach, right before his retirement after 48 years with the company. DeLoach has been in his current role as reman quality control/technical solutions specialist for the last ten years and was a foreman for about 20 years prior. “He has the most knowledge of the Electrical Rotating Department,” says Amberlee Shaw, the company’s marketing manager.
The company’s ERD began in 1970 when it started to service and rebuild large electric wheel motors for off-high trucks. Based out of a 17,000-square-foot shop in Phoenix, it became the territory’s only certified General Electric Co. rebuild facility. The ERD includes an a-c and d-c electric wheel motor shop, a machine, and a welding shop.
The lot at Core Machinery features a lineup of large-scale, off-highway vehicles.
According to Shaw, “Core Machinery has always been an advocate for advancing equipment technologies, resulting in more efficient ways to work in the mining industry. When the ERD started, we began fabricating our own testing systems and mechanical tooling, which still operate today. Our fully equipped welding and machine shops produce quality and innovative products. Our welding team uses Meta-Lax technology to ensure stress relief and weld conditioning quality.”
Shaw also notes that the company recently achieved the Timken Bearing Certified Shop “Platinum” level for the eighth consecutive year. “The hard work and dedication required to achieve this prestigious level of certification, which few shops earn, demonstrate our commitment to precision and quality work,” she adds.
Kicking up dust since 1955
Since its opening almost 70 years ago, Core Machinery has been out west kicking up dust. The company started out selling street sweepers, then Wabco/Dresser/Haulpak, today known as Komatsu, from its
7th St., Phoenix location. As mentioned above, the company has grown; Core Machinery operates the aforementioned branch locations across Arizona and Southern California, including remanufacturing facilities for diesel engines, transmissions, electrical rotating components, and hydraulic cylinders. The ERD itself is home to 18 mechanics (the Phoenix location has around 30 mechanics total).
The company is also moving into new areas of service, most recently taking on large wind generators. As DeLoach notes, “This is not a new concept in motors; it’s no different than a motor that has an outside, inside, bearings, etc.” The latest job in this realm is devoted to a motor for a wind farm in California.
Some of the primary factors that have driven the business are the development of partnerships over the years and the company’s remanufacturing expertise. The company partners with world-renowned brands, including Komatsu and Liebherr, providing equipment sales, rental, parts, and services to support Arizona and Southern California’s mining, quarries, and production industries.
“When we were employee-owned, we didn’t have a territory,” says incoming shop foreman Carlos Padilla. “When Komatsu bought it out, it became an OEM focus.” A group of skilled technicians offers full product support at all of the locations as well as on-site through an extensive mobile fleet that features some of the largest vehicles in the business: think “Bob the Builder” toys come to life for adults. Rentals are also available at all Core Machinery locations for short- or long-term rental, and a full range of OEM parts is stocked at each site.
For the remanufacturing aspect of the business, one of Core’s key assets is a product line called Magnaflux, which it uses for “magnetic particle inspection” and “non-destructive testing to check for cracks,” DeLoach says. Magnaflux magnetic particle inspection equipment is designed to find indications and defects like fatigue cracks in ferrous materials through wet- or dry-method mag particle testing. The equipment offers magnetization to find surface and subsurface defects with clearer indications while using minimal power. It can be sized for specific test parts and accommodates almost any size part. The magnetic yokes come in a range of outputs, including a-c and d-c.
“Exceptional service is at the core of everything we do for each and every customer, each and every day. For us, it’s about working together at every level to ensure that each detail in the sales and service pipeline is delivered promptly, respectfully, and, above all, is performed safely,” the company’s mission statement says.
The recently completed remanufacturing facility at Core Machinery’s Phoenix headquarters.
Tom DeLoach on his last day at Core Machinery after a 48-year tenure with the company.
40
CORE MACHINERY continued from previous page
In-house training has helped propel Core Machinery’s success since 1955.
Getting the terminology straight
Let’s go through some quick terminology and detail the difference between “off-hi” (off-highway) and other types of construction/work. We’ll also describe the term “remanufacturing” and how it differs from good-old “manufacturing” as well as “repair” or “refurbishment.”
The current consensus is that off-highway refers to the use of OHVs (off-highway vehicles) intended for use on steep or uneven ground, such as those used in construction and agriculture. But this may leave some wanting some clarity on the “public roadway” definitions they’ve encountered. For this, DeLoach helpfully steps in: “OHVs are specifically designed for off-road use and can be enclosed or open air.”
Furthermore, the construction dictionary says that an OHV is often characterized by having large tires with deep treads, flexible suspension and, at times, caterpillar tracks. These include tractors, forklifts, cranes, combine harvesters, and bulldozers.
Similarly, EA has been covering the emergence of “remanufacturing” over the past ten to fifteen years. We have some veterans of the industry whose experience is steeped in repair; suffice to say that some of them are somewhat attached to this term. The differences can be broken down in this way: Repair brings damaged components back to a functional condition; remanufacturing rebuilds devices to meet the same specifications as new products; refurbishing/reconditioning restores components to a functional and/or satisfactory state to the original specification, using methods such as resurfacing, repainting, etc.
One of the areas in which remanufacturing is used at Core Machinery is in wheel motors. These massive, rebuildable specimens power the
large vehicles needed for off-highway jobs. In a testament to the company’s continuity, DeLoach points out a certain wheel motor that “has been here six or seven times since the 1990s,” something that he says runs parallel to a theory of the “four lives” of motors.
A look at the typical job
To get a rough feel for an example of the remanufacturing process at Core, consider this job. A Liebherr wheel motor comes into the Phoenix facility, usually handled by the company’s Liebherr specialist, Juan Hernandez. “Juan is the Liebherr guy,” DeLoach says. In this case, the motor has traveled from northern Nevada. It gets a thorough remanufacturing treatment before being sent into service at the Asarco Ray Mine in Kearny, Ariz., about 30 miles east of Phoenix. This treatment included adding gussets, fixing a cracked Liebherr piece that could have prevented a huge safety issue during operation. “Reman can sometimes be better than the original OEM standards,” DeLoach explains, because they can catch things like deep fractures that get longer as they’re transported. The process also puts all hands on deck in terms of resources: the Magnaflux method as well as X-ray and ultrasound.
Other things being worked on at Core Machinery on a given day? AFSEs (alternating field static exciters), which are systems used in modern power plants to provide precise and efficient control of the generator’s field current; an AFSE employs solidstate devices to regulate the excitation current, ensuring stable and synchronized operation of a generator. Static exciters contain no moving parts and provide direct current to the alternator’s field windings for pole magnetization. Grid packages, which DeLoach describes as “a giant toaster” that blows air through the equipment in question; grid blowers, engine dynos, 170 haul trucks, and more.
The company’s training has always been done in-house, and it relies heavily on on-the-job mentorship. At Core, new hires learn an important workflow process that goes as follows: Starting in the yard — entering the shop (apprentice) — learning components — then moving on to a specialty area, usually the paint shop, once they are one year on.
Long-term stability
This brings us to DeLoach’s successor, the company’s new foreman, Carlos Padilla. With 37 years at Core Machinery under his belt, you’d think he’d be the longest-tenured employee at the company. He’s the third generation of his family to work in the business. He’s also had sisters, cousins, and sons working at Core over the years. When he started at Core, “I was eating $3.50 Swansons family dinners in the kitchen,” Padilla says. There might be no better
illustration of how you can rise within a company through hard work.
Padilla mentions that he considers Core Machinery’s training program to be especially effective because they’ve been able to combat the skills gap with word of mouth. That’s how his family got involved, and it’s carried over to plenty of other employees. Padilla’s duties include quoting, inspecting, training, running the floor, scheduling, ADQ, meeting environmental requirements, heading up safety meetings, and overseeing the 18 mechanics in the ERD. He has kind parting words for his co-worker DeLoach: “Tom will be missed. He’s trained me on stuff we don’t even do anymore. So I’m very grateful. . . . Tom gave me this role.”
As their staff transitions, the company continues to do the same and build on opportunities. These come through new partnerships and even new alignments with associations — one of which is fitting for this issue of EA: Core Machinery only recently joined the Electrical Apparatus Service Association, in 2022. Becoming affiliated with EASA was driven by Amberlee Shaw’s outreach and desire to expand into new markets and potentially find new people to network with. “Their technical material is highly useful, including some of the resources they put on their website,” DeLoach says of EASA. “So it isn’t something that is considered small change to these people, it’s more so just a new affiliation that hasn’t fully been tapped into yet.”
On June 26, the company added another partner: The Core Machinery Hydraulic Reman facility in
Tucson is now an authorized EnCORE hydraulic cylinder rebuild and repair partner for Manitowoc Cranes in Arizona.
As a part of the Manitowoc EnCORE program, highly skilled technicians at Core Machinery rebuild hydraulic pumps and motors to meet OEM standards using only OEM parts. Whether a crane needs repair due to damage from an accident or needs an end-of-service life rebuild, the EnCORE program provides a cost-effective alternative to purchasing a new crane.
“We are looking forward to the strategic partnership with Core Machinery as an authorized EnCORE hydraulic cylinder rebuild and repair location,” said Andy Claybrook, Global EnCORE Director for
An overhead view of part of Core Machinery’s Electrical Rotating Dept.
Core Machinery’s Electrical Rotating Dept.
Reflecting on an industry
One man’s 48-year run doesn’t sum up the complex works of a company with a hundred employees at multiple locations, nor does it eclipse their hard work. But it does offer a valuable perspective on changes in the industry over the years. Speaking from the viewpoint of his setting at Core Machinery, back when it was still Road Machinery, DeLoach offers the following insight:
Manitowoc. “The agreement adds an essential service to the Southwest region of the United States.”
The Tucson Hydraulic Reman facility routinely repairs, tests, and remanufactures large hydraulic cylinders, suspensions, pumps, motors, and valves from any manufacturer. Repairs and rebuilds are assembled and tested to meet or exceed OEM specifications.
“Back then, it was all equipment — common equipment — that helped build roads and keep the farmers going. And the kind of stuff that you would see in everyday life. Then they introduced the mining side of it and realized that there was money to be made in rebuilding. So with that, the evolution of the electric trucks is where we stand today, from the beginning of the electric truck and through all the phases of it.
“And I’ve seen all the phases of it,” DeLoach goes on to say. “I’ve worked on all the phases of it. And it’s different today than it was 50 years ago, sure. With these guys here, they’re completely oblivious to the first generation of stuff. None of them worked on it. Even the technology part of life, well, analog, is what it’s been called. Well, now the big trucks have multiple computers on them. The computer talks to the OEM and sends information directly to them like Cloud-based services. It’s hard to keep up with for me sometimes because things are advancing so quickly.”
How interesting and valuable it can be to hear from someone who’s been around to see these transitions.
Part of that transition can be clearly seen on this month’s cover of Electrical Apparatus in the form of Core Machinery’s latest fleet addition: the Komatsu HD785-7 autonomous water truck, introduced to the industry in 2022 after vigorous trials.
The model is based on its proven Autonomous Haulage System (AHS). The technology on the concept HD785-7 truck autonomously controls both the truck’s movement and water disbursement through the same platform.
The truck is designed to enhance safety and productivity in mines. Komatsu’s AHS enables the water truck to travel autonomously on a pre-defined haul road and work cooperatively with other autonomous trucks and staffed equipment. The system controls the amount of water disbursed, according to the vehicle speed and haul road inclination, and also manages the watering history to avoid overwatering.
“It’s kind of cool,” DeLoach concluded during our visit. “It really is, right? I come and see what’s gonna change today.”
From wind turbine components to wheel motors, “the yard” at Core Machinery services large-scale equipment.
Tom DeLoach (right) gets in some last-minute coaching on his last day on the job.
CORE MACHINERY continued from previous page
— Electrical Apparatus photos by Charlie Barks
Feature | Power Transmission & Distribution
Controlling motors with VFDs
. . . and dealing
with
the various challenges that may arise in their use
By David Bredhold, EA Contributing Writer
The practice of controlling a motor with a conventional electromagnetic starter has been around for more than a hundred years. Electromagnetic motor starters are straightforward: Wire a circuit breaker to a power source, add a starter with overload protection, connect a standard induction motor using conduit and wire, and we are good to go.
Replacing the motor starter with a variable-frequency drive, or VFD, especially when a standard induction motor is used, may change the picture. VFDs used in industrial systems were discussed in an earlier article, “Adjustable-speed drives and power quality,” in the May 2024 issue of Electrical Apparatus. The article covered harmonics created on the input side of the system by the VFDs. This article discusses the load side of VFDs and certain problems that may be created for motors on their output side.
Standard induction motors
Standard a-c motors are wound with magnet wire. The varnish on the magnet wire is the only insulation separating one turn from another. For standard applications using conventional starters, the varnish is adequate. Some magnetic wire has insulation ratings as low as 1000 V.
VFDs (Figure 1) operate with a pulse width modulated (PWM) carrier frequency to produce the output waveform to drive a motor. The insulation in the field wiring to the motor acts as a capacitor. For long runs (length depends on the motor horsepower), the waveform builds to a relatively high voltage that may cause insulation breakdown at the motor’s end turns. The field wiring is a low impedance, while the motor’s windings offer a high impedance. The traveling waveform reflects off the relatively higher impedance of the motor, causing a high-magnitude reflected wave. The reflected wave can cause insulation breakdown at the motor’s end turns. Note that for drives rated 240 V or less, reflected waves are not considered to be a problem.
Any three-phase a-c motor, induction or synchronous, can be powered from a VFD. Though less than satisfactory results are not always to be anticipated, it does depend on the installation. While a standard induction motor with twenty feet of conduit and building wire connecting the motor to the VFD will likely not encounter any issues, the same motor separated from the VFD by 400 ft. of wire and cable may very well lead to unfortunate consequences for the motor.
VFD field wiring to motors
The recommended maximum length for the field wiring varies by manufacturer, by the model, and by the horsepower of the drive. Be sure to consult the manufacturer’s user manual for the model of the VFD to be used for recommendations.
Building wire enclosed in conduit may serve as field wiring to the motor within limits. The conduit serves to contain the radiated electromagnetic energy from the field wiring. Rockwell Automation, in its Publication 520-UM001M-EN-E, states:
A note about terminology
We covered some basic terminology pertaining to adjustable-speed drives in the May 2024 Electrical Apparatus (“Adjustable-speed drives and power quality,” page 39), but it may be helpful to go over the terms again:
The term ASD was adopted by the Institute for Electrical and Electronic Engineers to describe adjustable-speed drives in general, whether a-c (various technologies), d-c, or other types. VFD is an abbreviation for variable-frequency drive and is the term commonly used to designate an a-c adjustable-frequency drive. Actually, the output frequency controlling the motor is adjustable by intent rather than variable, which connotes an uncontrolled commodity.
Some manufacturers prefer AFD (adjustablefrequency drive) because it better describes the technology and the application. This article uses VFD when referring to an a-c adjustablespeed (frequency) drive because it is the term commonly used to describe the device. — DB
Figure 1. A typical variable-frequency drive. — Benshaw, Inc., photo
“Various cable types are acceptable for drive installations. For many installations, unshielded cable is adequate, provided it can be separated from sensitive circuits. As an approximate guide, allow a spacing of 0.3 meter (1 ft.) for every 10 meters (32.8 ft.) of length. In all cases, long parallel runs must be avoided. Do not use cable with an insulation thickness less than 15 mils (0.4 mm/0.015 in.). Do not route more than three sets of motor leads in a single conduit to minimize cross talk. If more than three drive/motor connections per conduit are required, shielded cable must be used.”
With that said, it is always imperative to avoid unshielded cable that is run without conduit, in cable tray for example. I have seen problems — with VFDs themselves and with other devices — that are caused through use of ordinary unshielded cable.
Example: A manufacturer of stretch wrapping machinery encountered induced current generated by the PWM waveform that flowed on the framework of the machinery. The induced current interfered with various sensors mounted on the machinery frame. The remedy was to install shielded VFD cable (Figure 2).
Example: An installation at a truck scale was plagued by the radiated electromagnetic field from VFDs using unshielded cable. The induced current interfered with the load cells used to weigh trucks, resulting in erratic weight readings. The remedy again was to install shielded VFD cable.
Shielded VFD cable is constructed with three phase-conductors, three segmented grounding conductors, an overall tape shield, and an outer jacket. Shielded VFD cables are sized using National Electrical Code (NEC) section 430.6 and other sections in Article 430 the same as any other motor field wiring conductor. Remember to take into account voltage drop when sizing the conductors, as would be done for other motor conductors; the same rules apply. Desired maximum voltage drop from source to the load is 5%. Though not mandated by the NEC, it is offered as guidance for satisfactory operation.
The segmented grounding conductors in the VFD cable provide a balanced grounding field around the live conductors. Along with fillers, they help round out the cable. The total circular mil area of the grounding conductors is at least equal to that of an equipment grounding conductor required by NEC Table 250.122, “Minimum Size Equipment Grounding Conductors for Grounding Raceway and Equipment.”
As noted above, the VFD cable also contains an overall shield. The shield serves to contain the electromagnetic field created by the PWM carrier frequency, preventing interference with sensitive equipment adjacent to it.
Shielded VFD cable is available with insulation for 600 V, 1000 V, and 2000 V. My preference is 2000 V. Because the spike from the carrier wave can have values approaching this magnitude, concern is alleviated for possible insulation breakdown.
Cables rated for hazardous location Classes I, II, and III are advantageous when working in classified locations. Classes I, II, and III, Division II is a common offering for most cable manufacturers, while Class III, Division 1 is available from at least one manufacturer.
VFD cables rated Type TC-ER are common. Type TC allows the cable to be used in cable tray. The -ER feature allows unsupported lengths to six feet, possibly precluding the need for flexible conduit in some applications.
When installing shielded VFD cable, no more shield should be removed than is necessary. The shield must be grounded at each end.
Bearing problems created by the PWM carrier
Induction motors operated from VFDs can suffer from problems with capacitively induced shaft voltages that are not encountered with motors operated when using standard motor starters. The induced voltage causes bearing fluting that eventually destroys the bearing. Shaft grounding rings can solve this problem. White papers and case studies are available from manufacturers of shaft grounding rings that describe the problem in detail, as well as discuss solutions using grounding rings. A search on the internet will be worthwhile.
Grounding rings and other grounding solutions are available from several well-known manufacturers. Among them are Electro Static Technology, Helwig Carbon Products, Inpro/Seal, WorldWide Electric, and two relative newcomers, Aaki and Earthrings (see page 28). Application papers addressing specific installation solutions are available on some of their websites; be sure to look for them when seeking a solution.
Shaft grounding rings and other grounding devices can be applied by the motor’s manufacturer when the motor is assembled. It is a low-cost option that is well worth the investment. Grounding rings can easily last the lifetime of the motor; actually, they can easily outlast the motor!
Shaft grounding rings can also be retrofitted by the local electric motor repair facility. I have seen this service provided when fluting damage to bearings was diagnosed as the reason for bearing failure. A solution is shown (Figure 3) of a shaft grounding assembly mounted on a motor. Note that it is mounted on the motor’s drive end.
As stated in the Electro Static handbook for the Aegis grounding ring (www.est-aegis.com/resources/ handbook/), “Designed with specific mechanical and electrical characteristics that minimize wear and maintain conductivity, Aegis microfibers will last for the life of the motor. Based on wear of less than 0.001 [0.025 mm] during 10,000 hours of testing, proven to withstand over 200,000 hours of continuous operation.”
One tear-down to replace a motor’s bearing will exceed the cost of the grounding ring, notwithstanding
Figure 2. A cross-section view of shielded VFD cable. — Drawing by David Bredhold
the cost of an outage, and labor cost to remove and replace the motor. And not many motors will last 200,000 hours; that is the equivalent of nearly twenty-three years, operating 24/7.
Motor disconnect switches
The National Electrical Code requires a disconnecting means to be located within sight of the motor. Section 430.102(B) states:
A disconnecting means shall be provided for a motor in accordance with (B)(1) or (B) (2).
(1) Separate Motor Disconnect. A disconnecting means for the motor shall be located in sight from the motor location and the driven machinery location.
(2) Controller Disconnect. The controller disconnecting means required in accordance
with 430.102(A) shall be permitted to serve as the disconnecting means for the motor if it is in sight from the motor location and the driven machinery location.
The NEC defines In Sight From as not more than 50 feet distance from the object.
While the motor controller, VFD in an MCC, or a combination motor controller, for instance, may serve as the disconnecting means, motors are often not located in close proximity to the MCC or to the combination motor controller. For these cases, a local motor disconnect switch can be provided (Figure 4). A feature that can be added to protect the VFD is through use of an auxiliary switch within the motor disconnect switch (Figure 5).
While the motor disconnect switch disconnects the motor’s power circuit, it can leave the VFD operating if the VFD has not been stopped prior to de-energizing the local disconnect. The result can be damage to the VFD. Additionally, if the VFD has still not been stopped, re-energizing the local disconnect will cause the VFD to fault. An optional auxiliary switch located in the disconnect switch (Figure 5) can be wired in the VFD’s stop circuit to de-energize the VFD. Inadvertent pulling of the disconnect switch prior to stopping the VFD causes the VFD to stop because the auxiliary switch performed its function.
If the wiring for the auxiliary switch is run in the same conduit with the motor conductors, it should be shielded cable with 600 V insulation for a 480 V motor. Unlike the shielding for the VFD power cable, which must be grounded at each end,
Please turn to next page
Figure 4. A motor disconnect switch of the type that might be used where another means of disconnecting is not an option. — Schneider Electric/Square D photo
CB
VFD
Figure 5. Diagram of a typical motor disconnect switch.
— Drawing by David Bredhold
The current diverter ring from Inpro/Seal is a sleeve that provides a consistent contact surface for the conductive filaments, reducing wear. Shown here is clip-on mounting configuration intended to provide ease of installation.
— Inpro/Seal photo
Figure 3. Shaft grounding systems from different manufacturers come in different configurations. Shown here is an externally mounted bracket for the BPK shaft grounding system from Helwig Carbon Products. — Helwig Carbon Products photo
Inverter-duty motors
To compensate for the reflected wave problem addressed earlier, motor manufacturers produce motors known as inverter-duty motors (Figure 6). Motor manufacturers wind their inverter-duty motors using magnet wire with insulation values of 1600 V or higher. The higher-voltage magnet wire is resistant to the voltage spike created by the high-voltage condition. It is good practice to consult the VFD manufacturer’s instruction manual to determine the maximum distance that the motor may safely be located from the VFD through use of VFD cable; the distance varies with VFD manufacturers.
the shield for the control cable is grounded at only one end, usually at the VFD.
Many VFDs today are equipped with a feature known as STO (safe torque off). STO stops the VFD by opening the firing circuit to the insulated gate bipolar transistors (IGBTs) that provide the output power for the motor. The motor coasts to a stop. Generally, the VFD must be reset after the STO circuit is opened. The auxiliary switch can be wired to the STO terminals to stop the VFD if desired. Optionally, the auxiliary switch can be wired to a control input terminal. The choice is left to the person designing the system.
Shielded VFD cable was addressed earlier in our discussion. When passing through a disconnect, it must be terminated correctly. Wire and cable manufacturer Southwire has published an excellent paper titled “Terminating VFD Cable inside Intermediate Termination Boxes,” which includes motor disconnect switches. Be sure to consult it and to provide for your technicians or electricians prior to installing VFD cable. (The paper can be found online at bit.ly/swvfd cable.)
When the distance the motor will be located from the VFD has been determined and the distance is greater than recommended by the VFD manufacturer, consideration must be made as to how to effectively protect the motor from the reflected wave. Reflected wave filters can be employed at the motor if adequate room is available for the filter. For some installations, the VFD may be located closer to the motor. Most installations are not so complicated, but there are those that are.
Motor overtemperature protection
Protection for motors used with VFDs must conform to NEC 430.126, Motor Overtemperature Protection. Several methods are noted. Probably the most frequent and easily employed is through the use of a thermostat, actually three or more in series, within the motor. Figure 7 shows a single line illustration.
The thermostats are wired in series and brought out as a single wire pair and are illustrated as a thermostat for simplicity. Wired into the VFD’s control circuit, it can protect a motor from overheating, especially when used in constant-torque applications. When a motor is operated at less than full speed, the motor’s cooling fan does not cool as efficiently. The thermostat compensates by tripping the VFD to prevent overheating. Thermostats can be incorporated into any motor, not only inverter-duty motors. If the thermostat cable is included in the conduit with the motor field wiring, it should be shielded and must have 600 V insulation (for 480 V motors). The cable must also bear other ratings as necessary: cable tray, wet location, and such.
And while a thermostat is usually wired into the motor’s stop circuit, it may not always be so wired. For a motor that is considered a critical motor due to the load it is powering, it may prove more desirable to wire the thermostat into an alarm circuit so as not to de-energize the VFD immediately. When the alarm is raised, the motor can be shut down in an orderly fashion as soon as possible.
A specification for an inverter duty motor might read:
Figure 6. Outwardly, an inverter-duty motor may resemble any other motor designed for industrial applications.
— ABB photo
CB
VFD
Motor thermostat
Figure 7. Diagram of a motor thermostat included within a motor.
— Drawing by David Bredhold
VFDs continued from previous page
Motors through 100 hp: Inverter duty, 1600 V winding insulation minimum, motor thermostat, shaft grounding ring drive end (DE).
Motors greater than 100 hp: Inverter duty, 1600 V winding insulation minimum, motor thermostat, shaft grounding ring drive end, insulated bearing opposite drive end (ODE).
Note that simply specifying an inverter-duty motor does not assure all of the specifications shown, or from all manufacturers. Not all manufacturers incorporate the same features in inverter-duty motors. Some include thermostats in their inverter-duty motors as a standard feature, while others treat them as an option.
Some manufacturers include shaft grounding rings as a standard feature while others do not. It is best to provide a hard spec to ensure compliance.
Standard motors and unshielded cable
In some applications, it is not possible to use shielded cable due to excessive distance or other factors. A well field installation employed submersible pumps using standard (non-inverter-duty) submersible pump motors (Figure 8).
Intermittent motor failures were a problem. Replacement costs were excessive because a specialized crew had to be dispatched to pull the cable, the motor, and the connecting piping. A replacement motor had to be supplied, and the installation process reversed.
Even if an inverter-duty motor had been used, the distance the cable spanned was several hundred feet, precluding the advantage of using an inverter-duty motor due to distributed capacitance in the wire. To mitigate the problems created by the reflected wave from the VFD, a sine filter
(Figure 9a) was employed. Figure 9b illustrates a single-line sketch of the filter circuit.
The sine filter creates an output that is a sine wave. The sine wave is nearly the same as would be expected from a standard power source. Many times, submersible pumps are equipped with standard motors while controlled from a VFD. The sine filter is an excellent addition to the toolkit, protecting the motor while providing the speed adjustment required by the application.
Summing up
VFDs are a popular and effective method for controlling induction and synchronous motors. VFDs offer advantages over other starting methods — softstarting, adjustable speed, soft-stopping, braking — that other starting methods cannot provide, or only with difficulty. Given thoughtful consideration when specifying and applying, they can prove a cost-effective option for controlling motors. EA
Figure 8. In this application — a well-field installation employing submersible pumps with standard pump motors — inverter-duty motors were not an option. A sine wave filter was used instead.
— Drawing by David Bredhold
Figure 9. A sine filter, shown both photographically (a) and as a diagram (b), used as a solution to the challenge encountered in the application of Figure 8.
Feature | Finance & The Workplace
Upgrade your project accounting
Systems for analyzing profitability aid in cost control and in forecasting the effect of critical decisions
By William Wiersema, CPA, EA Contributing Editor
Electrical service companies face complex projects, from servicing large generators at electric utilities to wiring high-rise buildings. Particularly for these projects, cost accounting systems help managers identify problems and enhance profits by utilizing project data to support planning, pricing, investments, performance, divestitures, and niche services.
Proper costing clarifies what makes or loses money. Profitability analysis crosses dimensions such as order type, service, customer, annual sales volume, specialty, or any other meaningful aspect. Additionally, these systems assist in cost control and forecasting the impact of critical decisions. Costs drive budgets, which are essential before commencing projects.
In accounting, cost reflects the dollar amount of resources consumed in producing or acquiring an item or providing a service. As we shall see, cost accounting plays a critical role in managing projects.
Document well
Large projects call for solid quotes. Quoting too high can lose you new business, whereas quoting too low can get the work but put you out of business. Project plans need to be derived from specific tasks and phases necessary to complete a project. Good quotes provide a project budget so that managers can realistically estimate costs, allocate resources, track expenses, and evaluate the project’s financial performance. Moreover, it forms a baseline for comparing actual costs as the project progresses, updating estimates, and anticipating funding needs.
Budgets relate units with expected costs. Applying histories of completed jobs, companies can create a data base of expectations. Past averages can serve as a baseline for improvements. Benchmark costs provide a means of monitoring how significant productivity problems are, such as unplanned overtime. They allow comparing budgeted cost to actual. Excessive cost incurred is highlighted for investigation. Managers have tools for identifying and addressing problems underlying deficient performance.
To avoid overlooking or duplicating costs, vendor and customer must confirm their responsibilities. The clearer the scope of work in specifying what is
included and excluded, the more reliable and less likely to be disputed. Norman Foster et al., in the book Construction Estimates, provide subcontractor examples of common grey area tasks: “(1) excavation for underground electrical conduit, (2) backfill and compaction of the electrical excavations, (3) concrete encasements, (4) concrete equipment pads, and (5) temporary electrical lighting and construction services.”
Beyond defining a scope of work, actual costs must be documented. Meticulous record keeping is essential for complex projects that involve multiple stakeholders. Costs include labor, materials, equipment, travel expenses, and fixed items. Quoting relies on accurate project costing. Among their other benefits, good records assess performance, defend contractors in disputes, and support compliance in audit, funding, and tax.
On larger projects, records are more open to challenge. Especially for time and materials contracts, maintaining accountability requires tracking projects in an organized manner, including job order, customer name, operation, and labor grade, and for materials, purchase order, receiver, and vendor invoice.
Today, labor time is tracked with apps with optical character recognition and automated data accuracy checking. Time charges must be
— Illustration by Bing generative AI
approved by supervisors and should reconcile with time paid. Rates for direct labor are often departmental averages by skill category. It is important to maintain confidentiality by not disclosing actual pay rates for non-union personnel. Records, including an audit trail of changes, should be maintained independently of the operations being measured.
Major raw materials are charged to projects directly, whereas stock items are reflected as withdrawn. Equipment costs include depreciation, maintenance, supplies, energy, and related indirect labor. Costs by machine can be the basis for charging projects. Perfecting methods takes effort.
Refine project costing
To achieve profit, managers must understand their costs. Companies often account for only direct materials and labor in detail, while applying the rest through percentage markups for overhead and profit. However, many of the unassigned costs are project-specific — for example, skills, operations, anticipated rework, equipment, and certain indirect costs. Moreover, costs may differ in purpose, such as mobilization costs at project inception or expected warranty or punch list after completion. All are properly charged to projects.
While overhead rates are commonly a percentage to direct labor or an amount of overhead per hour, an ideal cost accounting system goes further, in clarifying the activities that cause costs. These relationships take the form of activity drivers, used for estimating project costs and tested through budgeting. For example, indirect purchasing costs activities might be applied over the activity driver of number of purchase orders. Large projects warrant tracking multiple rates. These approaches minimize the necessity for high general overhead percentages or broad-brush applications.
When applying costs over activity drivers or units, the basis for computing the rate must align with the actual amount expected. A common error in rate calculations is dividing overhead by total direct labor without considering the non-chargeable portion. Typically, 20% or more of time paid is not charged to projects. This time comprises vacation, holiday, sick leave, breaks, downtime, cleanup, maintenance, and other indirect operations, which should be part of overhead. This oversight can have a significant impact. For instance, if overhead is $275,000 divided by $100,000 total direct labor, it may seem to indicate a 275% overhead rate. However, if direct labor is only 75% chargeable, adjusting the overhead results in $300,000 divided by $75,000 chargeable direct labor, representing a true rate of 400%.
To estimate project-chargeable hours, one can start with the number of annual workdays per employee, considering the days in a year minus weekends, holidays, and compensated absences. This can be multiplied by the number of productive hours per day, which is the total minus non-chargeable time and administrative allowances for activities such as training. An annual base of 1,500 to 1,750 hours per employee is reasonable.
For management, these controls form the basis for comparing estimates with actuals by order, which provides feedback for improving quoting and efficiency. They also reduce the risk of underpricing complex projects and help identify niche services.
Recognize revenue
Cost accounting systems must also support financial and tax reporting. Budgets are not only for controlling the project but also for revenue
recognition. Under Generally Accepted Accounting Principles, most electrical contractors recognize revenue on large projects “over time” (OT), following a method formerly known as percentage of completion. OT matches revenue pro-rata with production or project progress, contemporaneously as earned with its associated costs. Since 2019, applying a completed contract method as projects close is no longer an option.
Typically, revenue is proportionate to the ratio of costs incurred to the total budgeted cost. For example, for a $200,000 contract budgeted to have $100,000 in costs, incurring $30,000 in costs triggers $60,000 in revenue, regardless of a 50% or $100,000 deposit received. As such, revenue recognition is independent of billing and gives rise to an asset or liability on the balance sheet. The underlying theory is that the customer controls the asset as the vendor improves it.
So long as budgeted costs equal the actual, recognizing revenue over time results in perfect matching of revenues with costs. However, in practice, actual costs inevitably vary, even if progress billings align precisely with budgeted costs through the end of the month covered by the bill. OT has elements of uncertainty and subjectivity.
Estimated remaining costs are a critical element. In the example, if budgeted costs are estimated at only $60,000 rather than $100,000, it means that the project is 50% complete and recognizes $100,000 in revenue. On the other hand, if budgeted costs increase to $200,000, then revenue becomes only $30,000.
Shortcutting OT computations by recognizing revenue at billing milestones is not allowed because it ignores work-in-process in between. Similarly, recognizing revenue at regular intervals, such as monthly, does not reflect the variation in effort during the contract. Instead, OT must reflect the earning of profit pro-rata across the performance obligation, without front- or back-loading. Commonly, managers also provide a reserve to complete contracts as contracts finish, to accommodate potential additional charges for rework and warranty.
Using OT also yields unexpected results. For example, a business in trouble might stop recording accounts payable to make its financials look better. However, using OT, that same business might record accounts payable early, rather than later, to inflate earnings. When projects are open, every dollar of cost adds margin. They might also record more revenue than billed, such as for overruns, and uncollectible assets. Billings might also be made in advance or even not sent to the customer. Managers must implement OT carefully, and seek outside help as needed. EA
Product Showcase
The newest and best in tools and equipment for the plant and shop
New partnership for PCB stator motors
Design and software company ECM PCB Stator Tech and global engineering and manufacturing services rm East West Manufacturing have announced a strategic partnership to advance adoption of next-generation products incorporating PCB (printed circuit board) stator electric motors. ECM’s PCB stators are intended to replace the bulky copper windings in traditional motors with an ultra-thin disc. PCB stator motors designed via PrintStator are said to be up to 70% lighter than conventional options and achieve e ciencies in excess of 90% while requiring just 20% of the raw materials.
Milton Roy’s Primeroyal Q pumps
Milton Roy, a manufacturer of dosing and mixing equipment, has announced the launch of its new Primeroyal Q series (PQ) chemical metering pump. The PQ series o ers an extensive and modular API 675 range that includes eight drive sizes and nine liquid end technologies, with the objective of o ering versatility and the ability to meet the hydraulic performance requirements of high ows and high discharge pressures.
WEG adds to its Shark motor line
WEG Electric Corp. has announced the most recent extension to its Shark line of motors. The motors will now be functional up to 30 hp, the company says. The stainless-steel Shark line is for use in food processing, pharmaceutical, and other environments requiring extreme cleanliness and frequent washdowns. Made of stainless steel and resistant to corrosion, these motors are said to provide 75% more cycles than other brands. They’re available in horsepower ratings from ½ hp through 5 hp and RPM options of 860, 1140, 1725, and 3450. Enclosures include TENV or TEFC, NEMA frames 56C and 143/5TC. Features include Class F epoxy insulation, F1 mounting, and laser-etched nameplate data on the motor body.
JVL 4.5 kW MAC motor now available
Recently launched by JVL Industri Elektronik, the motion control designer and manufacturer, is a new high-capacity MAC4500 integrated servo motor that increases the power output of the MAC motor series with a power rating of 4.5 kW at 3000 RPM and three times peak torque. The MAC4500 integrates motor, encoder, and servo drive in a compact and robust housing with a wide choice of optional motion control interfacing and Ethernet comms modules. Further options include absolute multi turn encoders, brakes, STO (safe torque o , SIL3), and application-matched gear units.
Teledyne incorporates MEMS tech
The high-performance OLCT 100-XP-MS range of ammable gas detectors from Teledyne Gas and Flame Detection now incorporates MEMS micro-electromechanical systems (MEMS) sensor technology. Delivering accurate readings for more than 14 of the most common combustible gasses and gas mixes — including hydrogen, methane, propane and butane — MEMS technology adds to the capabilities provided by conventional sensors. Users are said to enjoy notable advantages regarding “poison” immunity and operating life, particularly in environments that sometimes prove challenging for catalytic sensors.
Schneider launches Altivar soft starter
Schneider Electric has launched a new soft motor starter, the Altivar ATS130. The new ATS130, which has a power range from 11 kW to 55 kW, extends the ATS01 soft starter’s power range and delivers bene ts such as increased mechanical and electrical exibility, increased operational e ciency, and optimized motor management compared to direct-on-line starters. Easy to install side-by-side by DIN rail mounting or back plate, the compact ATS130 allows engineers to save space and reduce their cabinet size as well as reduce installation time, according to the manufacturer. — Chelsea Fisher EA
Large-scale EV adoption
Addressing the design and implementation challenges posed by larger electric vehicles
By Maura Keller, EA Contributing Writer
As attention is turning to what role EVs can play within the world of mass, off-road construction and manufacturing trucks, there are a myriad of unique challenges and opportunities that large-scale EVs bring to the automotive and construction industries.
Gina Bonini, vice president and general manager of Advanced Thermal Systems at Modine Manufacturing Co., said that transitioning offroad vehicles to electric propulsion presents unique challenges. Unlike traditional ICE vehicles, EVs rely on intricate electronic components, such as inverters, converters, traction motors, onboard chargers, and large battery banks.
“Specific use-cases, such as extended operational periods, demand that batteries maintain peak performance and range,” Bonini said. “Additionally, off-road vehicles endure harsh environments, requiring robust designs to withstand dirt, weather, and operational wear. Balancing these factors while ensuring reliability and efficiency poses significant challenges for manufacturers.”
John Waterman, energy services manager at Ethero Truck + Energy, said access to power and charging infrastructure in non-public/commercial environments is challenging. “Electrifying a mine site is vastly
different than electrifying a shopping center parking lot. The hardware technology will be there; it’s everything else energy-related that will be the barrier.”
Waterman also pointed out that battery charge times will be a challenge due to charger output capacities, the overall size of battery system, and available power.
“The larger the system, the more time and power are required for the asset to return to work,” Waterman said. “The technology is evolving at or below the pace of the equipment that requires the capability. In the Level 2 and d-c fast charging (DCFC) space, there are challenges with uniformity and interoperability — in other words, there are too many options. It’s to be believed that this will be compounded when OEMs continue to make proprietary ports, chargers, and systems.”
According to Kirk Miller, vice president of direct sales at Hypercraft, a company that is seasoned in
A Ford F-250 that Hypercraft converted for a mining company. Kirk Miller, vice president of direct sales at Hypercraft, observes that large electric vehicles face many of the same challenges as their ICE counterparts, but infrastructure for electric trucks and technicians qualified to service them are still needed.
EV powertrains and advanced propulsion systems, the challenges of large-scale electrification of off-road construction trucks face are the same for all industrial vehicles, regardless of their size. “Large trucks have some additional inherent problems, but when you think about it, regardless of size, they’re going to run into the same problems. Out of the gate, infrastructure varies,” he said. “You’re going from fueling trucks to charging stations, so that requires different support infrastructure.”
Another challenge is that currently the infrastructure for EVs isn’t nearly as mobile as it is for internal combustion engines (ICE). Meaning, today fuel tankers are showing up and filling up several ICE vehicles, versus having charging stations, power run to a site, or larger scale solar fields to support EVs.
“In addition, technicians in the field and service techs need to learn an entirely new skillset with regard to EV powertrains versus ICE,” Miller said. “These are all great opportunities, but in addition to that, they are challenges just the same.”
Power & space needs
Large-scale trucks require substantial power for propulsion and auxiliary systems, necessitating sizable batteries.
With regard to fuel storage, the ESS or the battery packs are going to have to be substantially larger in size and weight with the current battery technologies available, in comparison to an ICE application with a fuel tank.
In this case with large scale equipment, Miller said that there’s kind of a flip, meaning when you look at a large ICE vehicle, you have a fuel tank that’s necessary to allow the vehicle to perform through a day’s work. The ICE package of that is very substantial in size and weight. When you go to an EV, because of the efficiency of the electric motor, you can downsize the motor, but then you have to increase the battery packs, which are substantially larger than the fuel tanks.
“It’s a see-saw between the two,” Miller said. “Further, with today’s technology, the pack’s weight and size are more than likely going to require the addition of some weight. That being said, it really depends on the use-case.” When you have a use-case where you have an empty EV truck to go uphill and then load at the top of the hill and then come down, under re-gen, you can repack the batteries with energy so you can reduce your overall battery size. In cases like this you don’t have to use the energy from
the battery packs to power the vehicle 100% of the time, and can even reduce the amount of charging that will be required at the end of a workday. But, a scenario like this only works if you have a large regen opportunity.
As Bonini pointed out, space constraints also are significant, especially for retrofitting existing vehicles. And charging infrastructure challenges include high-capacity charging stations capable of quickly replenishing large batteries.
“Additionally, remote operating environments may lack adequate infrastructure, requiring innovative solutions for on-site charging,” Bonini said.
From a fleet perspective, the expected demands of powering a fleet of large-scale EV trucks include meticulous planning to ensure vehicles are charged on time and remain in optimal operating conditions. That’s why Bonini said fleet managers must consider charging infrastructure availability, charging schedules to minimize downtime, and monitoring of thermal management systems to safeguard battery health and maximize performance.
“Effective fleet management software can help optimize charging schedules and monitor vehicle health in real time,” Bonini said.
Miller added that the expected demands are that the electric trucks meet or exceed their duties out in the field. There should be no compromise with what these vehicles are capable of doing in the field.
The benefits a fleet owner should anticipate from EV conversions are a substantial reduction in service requirements and intervals for the powertrain, and over time, a substantial reduction in the operating costs, because of the increased efficiencies of the EVs. Needless to say, some of this revolves around your energy source for charging the batteries. If you have a clean energy source, like solar or wind, there’s another cost-down opportunity there for charging the packs.
In a nutshell, there are fewer moving parts and supporting items involved with EV fleets, leading to a reduction in service costs over the life of an EV versus an ICE powertrain.
Design of large-scale EVs
To be able to have electric functionality, these largescale vehicles have unique design characteristics.
As Bonini explained, electric off-road vehicles require specialized design considerations, particularly regarding thermal management. Optimal battery performance requires precise temperature control, ranging from 77°F to 95°F. Managing temperature extremes during charging and operation is essential, necessitating robust thermal management systems.
“Additionally, off-road vehicles often operate in rugged environments, pushing the need for durable
Gina Bonini, vice president and general manager of Advanced Thermal Systems at Modine Manufacturing Co. — Modine Manufacturing Co. photo
John Waterman, energy services manager at Ethero Truck + Energy. — Ethero Truck + Energy photo
construction to withstand harsh conditions and weather,” Bonini said. Modine’s approach involves leveraging thermal management systems for battery packs and power electronics, combining battery thermal management system (BTMS) with an Electronics Cooling Package (ECP), designed to resist clogging caused by poor air quality or high particulate levels. Rigorous testing ensures that thermal management systems meet the extreme conditions of off-road applications, ensuring reliability and longevity.
Waterman added that industrial applications will require three-phase power, which is uncommon in the market. The utility will need to provide additional requirements (transformers, breakers, switchgear), which adds cost and time to each project.
“The larger the solution requirement, the more moving parts, such as engineering, procurement, and construction. We are seeing more and more cookie-cutter, turnkey infrastructure designs, but it has become very apparent to Ethero that each fleet’s solution requirement is unique in its own right,” Waterman said. “The larger the solution, the closer to power, the more time and resources required. We’ve become accustomed to helping guide the fleets we work with through this process. From initial consultation and evaluating their products, energy requirements, and charging timelines to on-site visits, installation, and ongoing service to ensure our power solutions fit their business needs.”
And because electric motors spin at a higher RPM (2, 3, or 4x) than the diesel engines used in most offroad construction vehicles, Miller said one of the biggest demands is a higher step down ratio if the ICE-designed drivetrain is planned to be used.
For example, some mid-sized diesel engines will spin up to 1,500-1,800 RPM, whereas a comparably powered electric motor can spin as high as 4,0006,000 RPM. Right there, you need to have that step down to get to an input RPM range that the traditional drivetrain can accept. “The opportunities you gain there are being able to use some of or all of the existing drivetrain parts that are well-validated; meaning a drivetrain that sits behind the electric motor, like the transmission, transfer case and differentials/axles,” Miller said. “Also, because of the additional step down, you can see an increase in torque, meaning in some cases you can reduce the motor size to match the power requirements.”
Future attention given
Attention is being paid today to electrifying largescale construction vehicle. One example of this is the Caterpillar 793 Battery Electric, used in large mining applications. “As we should view our global energy mix, too much of one thing is not always the
best,” Waterman said. “We’ll continue to see a blended approach between electric, hydrogen, and fossil fuel in the equipment space. There are applications where full electric or even H2 make complete sense both practically and economically and there are applications where it does not make sense at all.”
He believes the foreseeable future will depend on governmental support and backing because we have yet to reach price parity between internal combustion engine equipment and alternative fuels/power equipment. As this improves, adoption to non-fossil fuel systems will improve.
Miller also expects there will be an increased amount of attention paid to electrifying large-scale, off-road trucks. A great example of that is with the use-case of mining in closed areas, where you do not want an internal combustion engine running, because of air quality challenges.
“There’s an entire section of the market that can immediately capitalize on the conversion to EV,” Miller said. “From the perspective of a fleet owner-operator, you’ll see opportunities there due to the costs of EVs and ICE powered vehicles coming closer in line with each other. From an OEM’s perspective, the square footage required to assemble an EV versus an ICE program is substantially smaller, due to fewer parts being required for the entire powertrain, not to mention the costs OEMs will be burdened with as emission standards continue to tighten on ICE powertrains.”
And with increasing focus on reducing emissions, Bonini expects that the electrification of large-scale off-road trucks will likely garner more attention. Recent initiatives like the federal government’s stringent tailpipe emissions standards and plan to build out electric freight charging infrastructure nationwide signal a shift toward cleaner transportation.
“While challenges exist, advancements in EV technology, infrastructure, and regulatory incentives are expected to drive further electrification efforts in the off-road trucking industry,” Bonini said. “Enhanced collaboration between manufacturers, technology providers, and regulatory bodies will be essential to overcoming challenges and realizing the full potential of electric off-road vehicles in the future.”
A peek under the hood of a Ford F-250 for which Hypercraft provided the powertrain. — Hypercraft photo
Maintaining larger pumps
The special maintenance needs of pumps at the larger end of the size spectrum
By Kevin Jones, EA Senior Editor
The difficulty of talking about large pumps begins with the difficulty of defining what a large pump is. Unlike electric motors, for which we have NEMA definitions of size based on horsepower ranges, pumps have no absolute size classifications.
The U.S. Dept. of Energy doesn’t have an official definition of “large pump” that’s universally applicable across all applications. Instead, the department refers to different types of pumps according to their power rating, flow rate, or physical dimensions. When we talk about a large pump, we aren’t referring to a codified classification but to certain understandings that have come about as a result of conventional usage.
That said, large pumps find applications in a wide variety of industries and applications, including:
Water movement. Large pumps are often used in water treatment facilities, irrigation systems, and other applications where large volumes of water need to be moved.
Chemical processing. Large pumps might handle the transfer of various chemicals, including corrosive or viscous substances.
Large-volume fluid management. This includes industries such as oil and gas, where large volumes of fluids need to be transferred over long distances.
Pressurizing fluids. Large pumps are often used to increase the pressure of a fluid required for many industrial processes.
Mining. Large pumps are used for tasks such as tailings reclamation or removal, slurry transfer, and dewatering of mines. (We saw an example of mine dewatering in the June 2024 “Pump It Up.”)
Municipal applications. Municipalities rely on large pumps to drive sewage transfer, wastewater treatment, and clean water purification systems.
Food processing. Large pumps, especially those designed to handle viscous fluids, find numerous applications here.
Pharmaceuticals. Large pumps are used in this industry for transferring raw materials, active ingredients, and finished products.
Petrochemicals. Large pumps are used in this industry for the transfer of crude oil, natural gas, and other petrochemicals.
Maintaining large pumps requires special considerations to ensure their optimal performance and longevity. Regular maintenance can help prevent
unexpected breakdowns, reduce energy consumption, and lower overall operating costs — music to the typical plant manager’s ears.
Safety should always be the user’s top priority when performing maintenance tasks. Lockout/tagout procedures must be followed to prevent accidental start-ups. Anyone working around large pumps should wear appropriate personal protective equipment such as gloves, safety glasses, and hearing protection.
Consider the environment in which the pump operates. For example, if it’s in a hazardous location, special precautions in addition to those mentioned above may be required. If a pump handles hazardous materials, one should take extra care to contain and manage the materials during maintenance.
Routine maintenance tasks include checking and securing the mounting bolts, looking for fluid leaks, adjusting packing, and checking for proper oil and grease levels. Maintenance personnel should also check the pump’s pressure and flow, inspect the temperature, clean motor vents, and examine the condition of the pump casing. The pump’s bearings should be lubricated in accordance with the manufacturer’s specifications.
The user should periodically carry out a pump system analysis. This involves monitoring the performance parameters of the pump in a preventive or predictive monitoring program. Nor should vibration analysis be overlooked. Excessive vibration can indicate a serious problem.
As with many other electrically powered machines, large pumps benefit from continuous condition monitoring. This typically involves the ongoing monitoring of a pump to detect any changes that could indicate a problem.
The precise maintenance requirements of any larger pump will vary depending on the pump’s type and its application, so don’t neglect to refer to the manufacturer’s guidelines for maintenance recommendations.
Like a large pet, a large pump has needs unique to its size that must be addressed to ensure good health and proper behavior. — Shutterstock / Corepics VOF photo
Classified
RATES AND INFORMATION
$14 per 8 pt. line (1 column width); minimum charge: $70. Logos, box numbers and limited formatting may be added for additional charges. Classified display ads also available. For more information, closing dates and requirements, contact Barbara Wachter, Advertising Director
E-mail: barbara@barks.com
Phone: (312) 626-2316
Business Opportunity
LOOKING TO RETIRE
Well established (66 years) Long Island, NY motor shop and industrial electrical contractor looking for a new owner, or interested in hiring an employee to come and learn our successful practice to possibly purchase the business. Owners looking to retire.
Heavy mechanical background, drives, and PLC knowledge a plus.
Plenty of room for expansion.
All replies are confidential. Reply to Box 30, barbara@barks.com
Business for Sale
MIDWEST SHOP FOR SALE
Seven employees including the owner. $2+ million in revenue in 2023. Profitable for the last 20 years under the current owner. Contact 785-221-8299.
Business for Sale
BUSINESS FOR SALE
St Louis area
5000 square foot building
All equipment and inventory
Rewind and repair to 500 horsepower
Will sell or lease building
Jerry Mathys 636 225 6650
Business for Sale
EASTERN ONTARIO SMALL SHOP
Owner considering retirement.
Well established, well equipped shop with environmental permit in place. Good mix of industrial sales, repairs, and outside service, with long serving experienced technicians. Building and property are owned by the corporation, will consider sale of real-estate if buyer interested.
Owner willing to stay on for a negotiated transition period. Sale to properly qualified and financed individuals/corporations only. Contact: avinvestmentsandholdings@gmail. com
JOIN OUR TEAM IN TAMPA, FLORIDA! Southern Winding Services is looking to welcome new members to our Shop. We are currently hiring for the following positions:
• Electric Motor Mechanics
• Winders
• Welders Why Choose Us?
• Relocation bonus
• Competitive wages
• Comprehensive benefits package
• Growth opportunities
• Stable and reliable work
With over 75 years in business, we are a leading outsourced supplier of quality rewinds for full-service electrical apparatus repair and motor management service providers.
Ready to Take the Next Step? Contact us for an interview today!
941-405-0400 or laura@southernwinding.com
Business for Sale
GREAT OPPORTUNITY
Mid Michigan electric motor repair shop for sale.
All equipment, truck, and property, Established over 60 years ago 350,000.
Owner retiring.
Email barbara@barks.com Box #41
Help Wanted
MOTOR WINDERS
Industrial Electric Motor Service of Orangeville, Utah is looking for motor winders.
Knowledge of 3 phase winding up to 7000 volt and armature winding required. Full benefits with medical and profit-sharing plan.
Orangeville is a small-town of 1500 people with no tra c. 30 minutes to the West is tall pines with hunting and fishing. 30 minutes to the East is the desert for ATV trails and the San Rafael Swell.
Contact Todd Hinkins at 435-749-1466 or triplehsports@hotmail.com
EXPERIENCED SHOP FOREMAN
North End Electric in Wilkes Barre Pa, Shop overseeing all repair, field diagnosis, rewind and machine work progress. Must be experienced with AC/DC electric motors, gearboxes and other various rotating equipment. Contact cody.hendricks@ northendelectric.com to inquire.
Help Wanted
HAYDEN ELECTRIC MOTORS, INC. COME TO ALASKA! CURRENT OPENINGS:
• Electric Motor & Generator Winder 3-5 years experience required (from data taking to final connections)
• Electric Motor & Generator Technician 3-5 years experience required (In-Shop equipment analysis, Troubleshooting, Control Repair, Field Service Calls)
Call Chelsea at: 907-561-1073 Accounts@Hayden-AK.Com www.Hayden-AK.Com
The EA word search
A very fine decision
In the grid at left, nd and circle the words listed below, taken from this month’s article, “Controlling motors with VFDs,” by EA Contributing Writer David Bredhold. Arrange the uncircled letters in sequence to discover an appealing trait of shaft grounding solutions. The solution may be found online at http://barks.com/puzzles, or call (312) 321-9440. Happy hunting!
ELECTRIC MOTOR WINDER
One of the Northeast’s largest independently owned electro-mechanical repair, sales, and field service facilities is looking to hire an electric motor winder. The qualified electric motor winder applicant should have a minimum of 3-5 years experience in rewinding DC and AC electric motors. This individual needs to be self motivated and willing to work independently, as well as a team. We o er competitive wages, health, dental, vision insurances, paid holidays, sick time, earned time o , paid life insurance, short term disability insurance, and a 401K with company match. Relocation assistance is available. Please send résumés to dave@ applied-dynamics.com
Help Wanted
MOTOR REWINDER
Motor Rewinder needed for expanding business in beautiful Hawaii. Candidate must have mechanic knowledge as secondary skill and experience rewinding electric motors up to 4160 volts. Send résumé to mark@sakoelectric.net
Help Wanted
MIDWEST SERVICE CENTER —HOBART, IN
Our Electrical division is seeking qualified candidates for the following positions:
• Motor Mechanic
• Machinist
• Electrical Motor Winder
We o er:
Competitive Wages, Comprehensive Benefits Package, Relocation Assistance, as well as 10 Paid Holidays per year.
Prime Electric in Gorham, ME is looking for an experienced Electric Motor Technician. Relocation compensation, training program & advancement opportunities. Safe, friendly environment. Call 207-591-7800 or email résumés to dan@PrimeElectricMotor.com. Visit us at PrimeElectricMotor.com.
Electric Motor Shop in Wake Forest, NC, is looking for candidates for:
• Field Service Techs
• Manual Machinists
• Motor Mechanics
• Outside Sales Reps
• Field Service Manager
• Pump Mechanics
• Switchgear Specialist
• Winders
Electric Motor Shop o ers competitive pay and benefits, including 401k. For employment consideration, please contact Kristine Larsen at 919-556-3229 or by email at Kristine.Larsen@emsnc.com
EASA SEEKS MOTOR ENGINEER
Join EASA’s world-renowned technical support team! EASA seeks an engineer with at least 5 years of experience in repair, service, maintenance and/or redesign of ac and dc motors. Must understand motor theory as well as application and be able to communicate e ectively in a fast-paced consulting role. Some travel required. For more info, see easa.com/careers.
Competitive salary; excellent benefits; team environment. Remote work option for the right candidate.
This is an exciting role with variety that impacts the entire indsutry. Send cover note and resumé to Linda Raynes; lraynes@easa.com.
Help Wanted
ELECTRIC MOTOR WINDER
Savannah Apparatus Repair in the “Hostess City of the South” Savannah, GA for over 45 years is searching for an experienced motor winder. Rewind various 3 phase AC/ DC, random wound, form coil, stators, rotors, and armatures. Electrical experience and Baker testing up to 4160V required. Start to finish- strip and recording data to brazing and soldering connections etc. Competitive wages and benefits (medical, dental, vision, vacation). Relocation assistance provided for the right candidate. Send résumé to ChrisB@savannahapparatus.com or call (912)925-8700
Classified Display
ELECTRIC MOTOR WINDER
Best Repair Company in Norfolk VA is looking for qualified candidates for:
• Quality Manager
• Motor Winders
• Pump Mechanics
• Manual Machinist
• Shop Helpers
BRC o ers a competitive salary, health insurance & 401K plan. Visit our Web Site at www.Bestrepair.net or contact gary.phelps@bestrepair.net if interested.
Classified Display
SHOP FOREMAN
Westside Electric Inc
Located in Jacksonville Florida
Experience in all areas of electric motors, AC & DC, generators, pumps. These repairs are found in a typical EASA repair facility. Must have good management and coordinating skills to advise and assist technicians in completing the jobs in a timely and accurate manner that will satisfy the customer and be profitable. The Foreman is responsible for scheduling shop work and field service and insuring that the customer’s needs are met. Safety procedures, customer relations and the knowledge of test equipment are required. Send résumé to bruce@westsideelectric.com or call (904)757-1126.
Classified Display
ADVERTISING INDEX
Learn more about the products and services featured in this issue! Use the QR code or go to https://shout.com/s/tyhKaNhQ to request information from advertisers.
REPAIR REINFORCEMENTS. A group of 25 organizations connected mostly to the automotive and repair sectors teamed up for a letter to Congress July 11 urging it to pass legislation for auto industry repairs. The legislation would be similar to many of the “Right to Repair” laws that have become increasingly common (albeit contentious) in the past two decades. This iteration specifically addresses workers’ equity in the automotive industry and supports the independent aftermarket. It is entitled HR 906, “The Right to Equitable and Professional Auto Industry Repair Act” (REPAIR Act).
AEM CHALLENGE. The Association for Equipment Manufacturers (AEM) embarked on its largest public engagement initiative in 130 years with the introduction of the Manufacturing Challenge on its Manufacturing Express bus tour. This innovative online video game, created exclusively for AEM, invites anyone in the continental US to tackle industry-themed questions for a chance to win prizes, including the grand prize of a Ford F-150: Visit www.manu facturingexpress.org to participate.
WISH GRANTED, AGAIN. The U.S. government awarded $2 billion in grants to help restart or expand electric vehicle manufacturing and assembly sites owned by General Motors, Fiat Chrysler, Volvo, and other carmakers in eight states: Michigan, Pennsylvania, Georgia, Ohio, Illinois, Indiana, Maryland, and Virginia. They cover a broad range of the automotive supply chain, including parts for electric motorcycles and school buses, hybrid powertrains, heavy-duty commercial truck batteries, and electric SUVs, per the DOE.
FIND YOUR FAME. Due to the high number of apprenticeship applications received, the Kanawha Valley Federation of Advanced Manufacturing Education chapter in West Virginia is seeking employers to join the skilled industrial maintenance apprenticeship program. Over 100 applications were received for 27 apprenticeship slots in the previous apprentice recruiting season, the largest application response in the program’s history.
SOUNDING OFF. The National Center for Manufacturing Sciences, in partnership with Puget Sound Naval Shipyard, hosted a Technology Showcase at the Kitsap Conference Center July 30 to Aug. 1 in Bremerton, Wash. Held annually for several years, the gathering is among the center’s most popular events, with an expected 800 to 1,000 shipyard workers visiting to view technologies that can save time, money, and required personnel. — Charlie Barks
Have the digital “Direct & Current” delivered each week, at no charge, to your e-mail in-box. Scan the code at right or sign up now at http://eepurl.com/dEkrB9.
The AEM Manufacturing Express kicks off its crosscountry tour. — AEM photo
-Variable Frequency Drives -Soft Starters
-Across the Line Starters
- Pre-configured/Customizable Cabinets and Panels
- Remote Operation, Pilot Devices, Safety Switches, Contactors & Relays