Portfolio
LiZhi-Guo
服兵役 第238梯替代役
就業於立喬智能股份有限公司 AI自動化工程師

取得雲林科技大學學士學位

實習於巧新科技工業股份有限公司 工程師(1)
20 21
20 20
參與勞動力發展署雲嘉南分屬 機電整合班暑期培訓
入學國立雲林科技大學設計技優專班 國立民雄高級農工生物產業機電科 科排第二
20 22 20 17
20 18
全國高級中等學校農業類學生技藝競賽生物產業機電職種 金手獎第二名
無人搬運車計時競賽 第三名
乙級氣壓技術士
丙級機電整合技術士
第二學期學科能力競賽工科 第九名
第二學期數學能力競賽工科 第七名
第一學期學科能力競賽工科 第三名 丙級氣壓技術士
20 15
20 16
第二學期學科能力競賽工科 第七名 嘉義縣立民雄國中 班排第二




郭 立智
PROFILE

嘉義縣民雄鄉山中村23鄰331號
0966-469490
godmyeason0901@gmail.com
擅長機電整合、氣壓控制,高職時期參與技能競賽榮獲金手獎第二名靠此經 歷保送雲科大,求學間的寒暑假多次前往職訓局學習,且在大三上完成所有 學業提早進入職場實習,總計一年半,並在畢業前找到工作;工作經驗較同齡 人豐富,實務上有更多的經驗。
EXPERIENCE
PLC(MITSUBISHI、SIMATIC )
ROBOT(ABB、HIWIN、Yaskawa)
通訊協定(Modbus、IEEE-488、SECS/GEM)
C#、C++、Python、Arduino、LabVIEW
CNC車床
氣壓
CONTACT SKILLS EDUCATION
AI自動化工程師
立喬智能股份有限公司 廉喬集團於2022年,將設備部門獨立並拓大營運而成立,集結自動控制、IT、 數據整合、拆移復機的專業人才組成具備專業自動化、IT相關背景之業務及工程團 隊。
為客戶提供最佳的智能自動化整合方案,以提升台灣自動化產業之國際競爭力。
C#程式開發
資料庫維護(SQL Sever) 影像辨識(Solomon、Congex)

國立雲林科技大學創意生活設計系 設計技優專班
2018-2022

學士 高職
國立民雄高級農工 生物產業機電科
2015-2018
LICENSE
自動化工程師level
EMT-1
製程工程師-機械加工 2021-2022
巧新科技股份有限公司
鍛造為核心技術開發鍛造鋁合金輪圈,市場由北美擴展至歐洲,日本,客戶包括 歐、美、日知名高級車輛製造商。
為維持公司持續成長,2011年開始開發汽車懸吊系統零件做為中期發展的動力。
就長期產品發展策略,將不斷地提升鍛造與機械加工技術,成就公司另一波輝煌表 現。
機械手臂編寫 新產品試製(CNC車床)
製程改善 自動線維護
OI作業指導書建立 單點教育訓練
現場異常排除並給予改善措施
2022-當兵
1 乙級氣壓技術士 丙級機電整合技術士 丙級氣壓技術士
Strength Opportunity
實作經驗較同齡人豐富,大學實習總時數約二年且高 職有技藝競賽經歷。
專長跨域且有整合能力,C#、機械加工(CNC車床)、 PLC、Robot、配線、illustrator、製圖建模。
有教學經驗,時常回高職進行技術指導。
年紀較輕,學習能力正盛。
互聯網技術的進步,加速斜杠青年的崛起。
工業4.0、互聯網、AI迅速發展。
Weakness Threat
理論知識不足,英文能力中低水準。
跨域學習導致與專精人才相比略顯粗劣。
最高學歷為學士,且為新興學程。
AI技術的成熟,伴隨人文藝術的不可取代性加深。
互聯網的劣勢-資訊真實性與去中心化。
全球能源危機。
2022 工作概述-立喬智能股份有限公司
2021 實習工作概述
2021 鍛造輪圈車削變形改善
2020 材料選別姿勢判別搬運加上下載資料庫系統
2020 Modbus TCP/IP、RTU通訊協定
2020 機械手臂組立氣壓缸
2020 Python網路爬蟲程式
2019 LabVIEW比例微分積分控制(PID)Arduino三色燈
2019 LabVIEW餐廳點餐系統+後台管理
2019 Marlin Firmware控制3D列印機
2017 顏色判別無人搬運系統(PLC+Arduino)
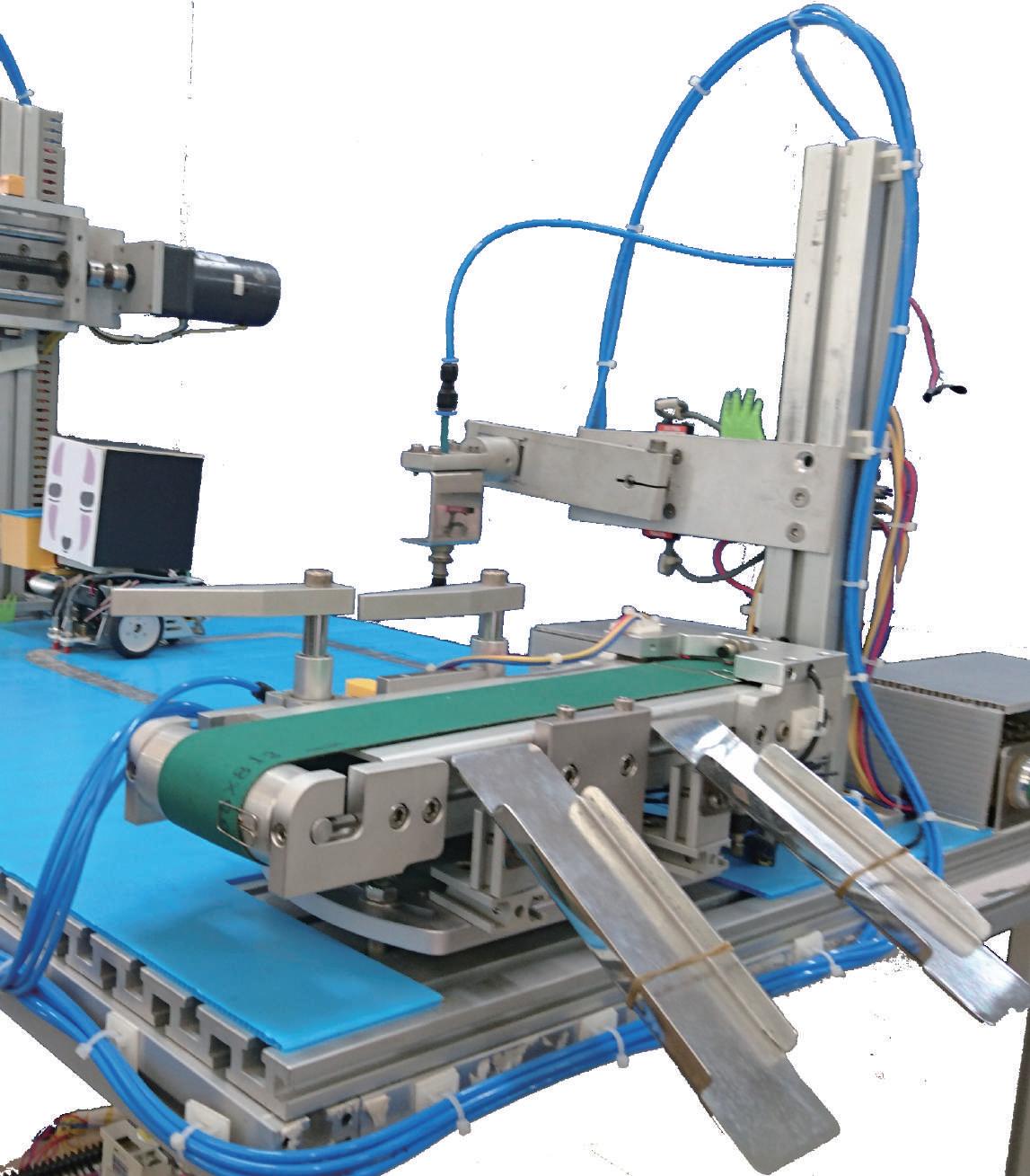
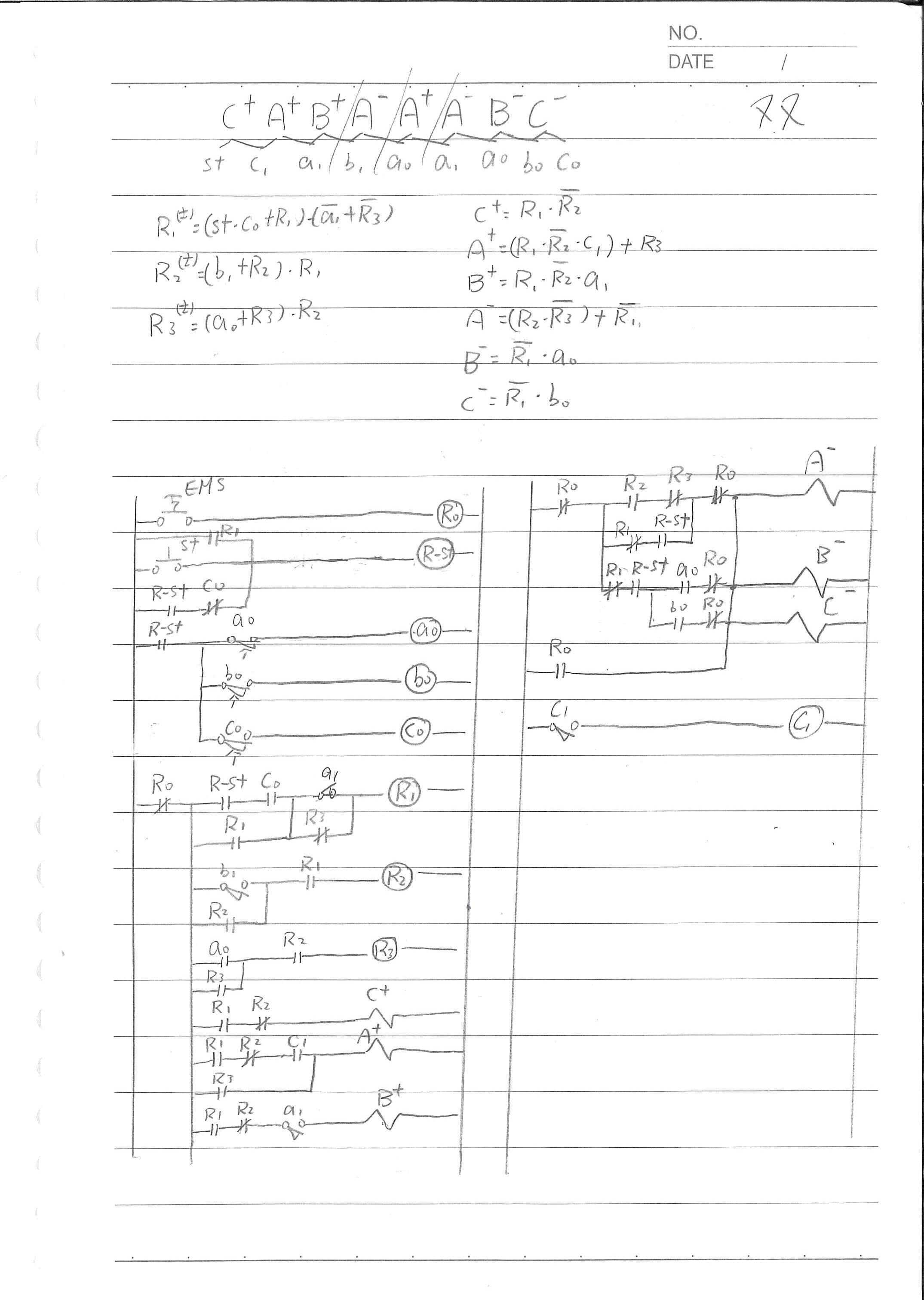
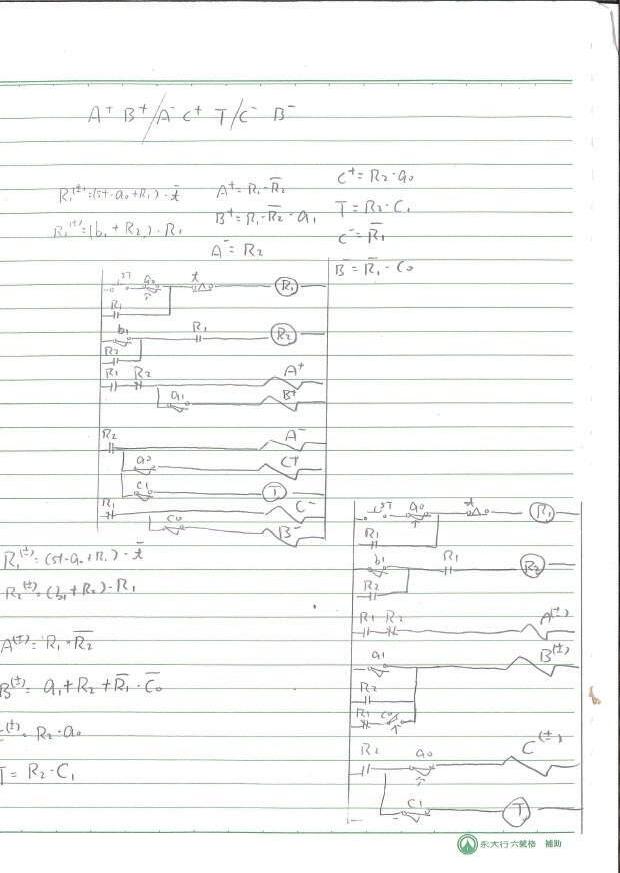
2017 機械、電氣氣壓迴路設計圖
01
專案/實習
1
器材長 器材長 器材長 課程組 場佈組 攝影器材組 第十三屆創設系學會 第十三屆創意生活設計營 第十三屆創設派對 2019 YunTech+ 新生學涯開展營
108學年度創意市集
108學年宿營迎新
2019創設大家聚
器材長 器材長 總負責人 總負責人 課外活動 02 2
第十四屆創意生活設計營 第十四屆創設系系上運動會 第十四屆創設系烤

3
2022 工作概述-立喬智能股份有限公司
2021 實習工作概述
2020 材料選別姿勢判別搬運加上下載資料庫系統
2020 Modbus TCP/IP、RTU通訊協定
2020 機械手臂組立氣壓缸
2020 Python網路爬蟲程式
2019 LabVIEW比例微分積分控制(PID)Arduino三色燈
2019 LabVIEW餐廳點餐系統+後台管理
2019 Marlin Firmware控制3D列印機
2017 顏色判別無人搬運系統(PLC+Arduino)
2017 機械、電氣氣壓迴路設計圖
01
專案/實習
4
立喬智能股份有限公司 自控部 工程師 01 SQL Server維護 02 C# Windows Forms撰寫 05 客戶接洽 06 Robot撰寫 04 教育訓練 03 瑕疵檢測 5
6
實習工作內容概述
技術部 製程課

工程師(1)
鋁圈品質管控,尺寸調整、外觀控管
CNC車床換產線/改善機時、製程
ABB機械手臂異常排除

精熟自動線設備,獨立排除問題與改善
8
鍛造輪圈車削變形改善
田口法分析
事件描述:
淨成形輪圈技術尚未完善,正盤面平面度相差約15mm,且 材料(鍛造韌性高)等因素導致該產品切削應力殘留,後續輪圈 變形0.6mm,偏擺未達顧客要求(0.3mm以下)、動平衡嚴重 超標。
實驗規劃: 列出信號因子、雜音因子、控制因子與品質特性。 產生直交表且每項連續加工3pcs(排除個案),實驗 前更換切削液、刀具並使用同一台車床。
刀具狀態、來料硬度與 尺寸偏差、切削液溫度 濃度等
信號因子(M)
來料狀態分別是只切削 正盤面、只切削扣爪夾 持面、兩者皆切削和皆
不加工
雜音因子(X)
輪圈變形 製程改善
控制因子(Z)
品質特性(y) (反應值)
偏擺值、動平衡
AP(切深)、F(進給率)和 S(轉速),轉速使用G96
且G50設定900
1 2 3 4 5 6 7 8 9 只切削正盤面 只切削正盤面 只切削正盤面 只切削扣爪夾持面 只切削扣爪夾持面 只切削扣爪夾持面 兩者皆切削 兩者皆切削 兩者皆切削 1.5 1 0.8 1.5 1 0.8 1.5 1 0.8 1.5 1 0.8 1 0.8 1.5 0.8 1.5 1 900 750 600 600 900 750 750 600 900 No. 鍛胚 AP(mm) F(mm/rev) S(RPM) P.S. 每組皆連續生產3pcs 01 02 9
驗證實驗:
此實驗為望小(偏擺值),並以此為基準分析出最佳、次 等與最差的參數進行連續加工3pcs,進一步驗證實驗 可靠性。 03
機時改善:
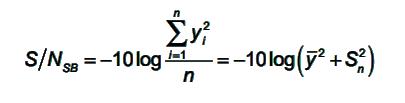
驗證實驗結果預測與實際相符合,但因最佳參數該機時 為31min(原製程14min),相距甚遠。以S/N比與水準間 差異將AP選擇次一等,並改變F進行二次實驗。 04
小結:
因為切削應力殘留過大,導致所有輪圈皆屬NG品,使用田 口法將製程改善的工時降低。先行探討出最佳參數解,而後 利用前次實驗記錄將引響製程比例較低的參數調整成次級, 並進行二次實驗。
將機時下降約23%,每pcs成本降低42。
A1 偏擺值 A2 A3 B1 B2 B3 C1 C2 C3 D1 D2 D3
10
05







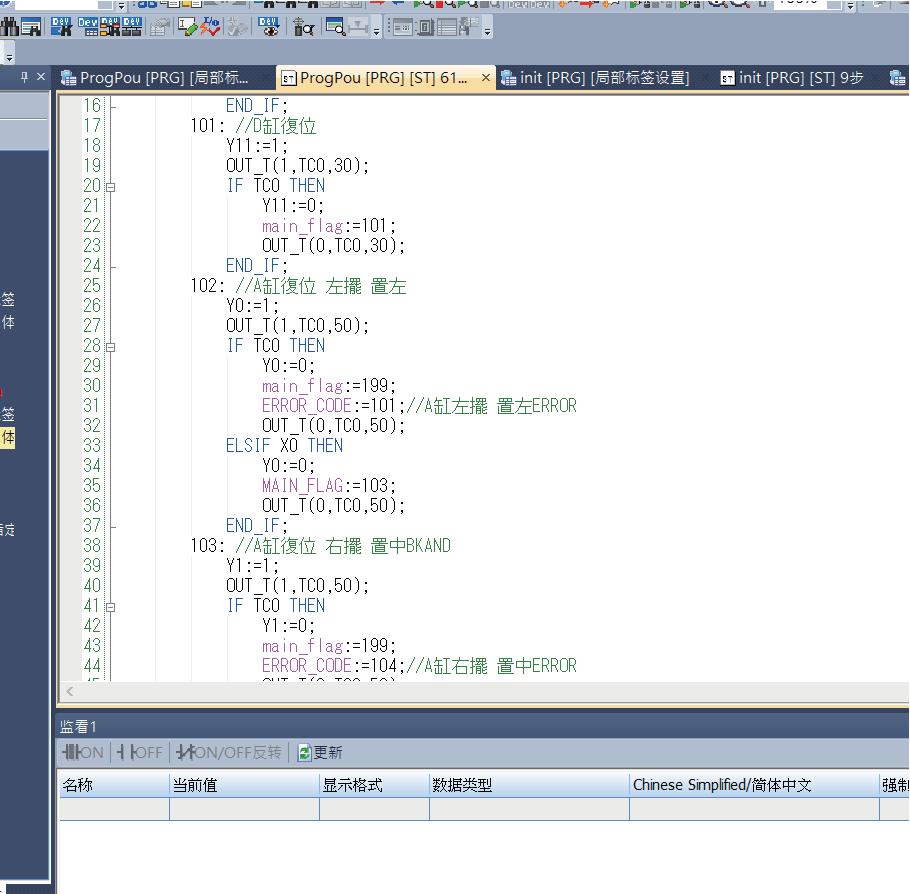
加上下載資料庫系統 使用軟體 GX Works3 GP-Pro EX 4.0 Visual Studio fl_sim_p Visual Studio 使用C#建構資料庫
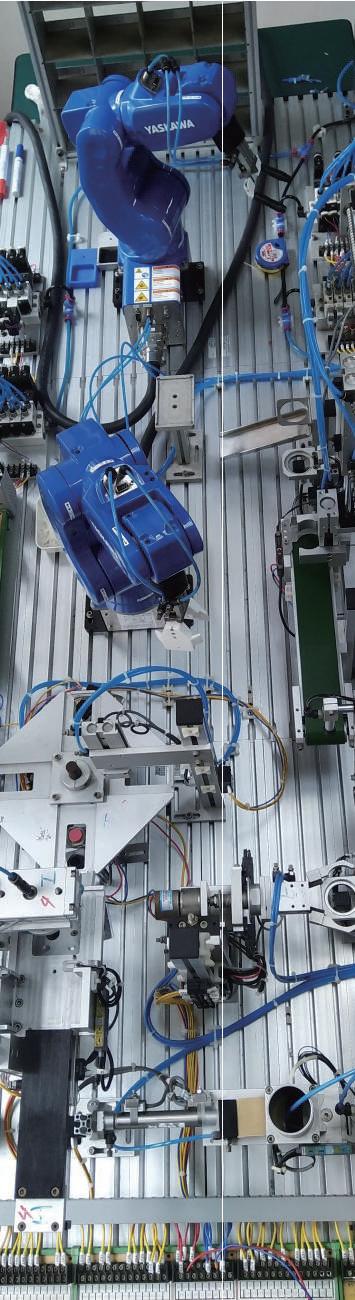
材料選別姿勢判別搬運
Modbus TCP
PLC1
PLC2
人機介面 (讀取機械手臂資料加顯示機台狀態)
資料存入SD卡裡 流程圖 11
PLC3
PLC4


12
材料選別姿勢判別搬運
加上下載資料庫系統
PC Read FX5U(C#)
13
+24V 0V R1 R2 R1 M R2 Y12 Y13 R1 R2 R1 R2 Y20 R3 R4 M R3 Y23 Y22 R4 R5 R5 1 3 DC直流馬達 (E缸迴轉馬達用) DC直流馬達 (輸送帶用) Y36 R6 R8 R6 Y40 R7 Y47 Y41 R6 R7 M M R7 R8 R9 R8 R7 R8 M R9 R9 0V +24V 4 7 DC直流馬達 (輸送帶用) DC直流馬達 (日 內瓦機構用) DC直流馬達 (鑽孔用) R4 R5 M ~ AC110V AC交流馬達 (龍門螺桿用) 電路圖 氣壓圖 4 2 5 1 3 Y0 4 2 5 1 3 Y1 4 2 5 1 3 Y2 Y3 4 2 5 1 3 Y4 4 2 5 1 3 Y5 PS 4 2 5 1 3 Y6 Y7 4 2 5 1 3 Y10 Y11 D0 D1 E0 E1 4 2 5 1 3 Y14 Y15 4 2 5 1 3 Y16 4 2 5 1 3 Y21 4 2 5 1 3 Y24 Y25 C0 C1 H0 H1 4 2 5 1 3 Y30 4 2 5 1 3 Y31 4 2 5 1 3 Y33 4 2 5 1 3 Y34 Y35 4 2 5 1 3 Y42 K0 K1 L0 L1 4 2 5 1 3 Y44 Y43 F0 F1 4 2 5 1 3 Y45 Y46 2 1 10 2 1 10 A迴轉缸 D推料缸 I迴轉缸 I吸盤 K蓋印缸 L夾料缸 F鑽孔缸 H推料缸 E夾爪缸 E垂直缸 C垂直缸 C夾爪缸 A吸盤 B迴轉缸 B吸盤 14
Modbus TCP/IP、 RTU通訊協定
PLC傳統傳輸方式為通過RS485或者乙太網有線方式進行的,對於一般用戶來說,PLC 設備是在改造或改造項目中設計集成的,在這種情況下重新布設通信線是非常麻煩的, 要打開或新挖電纜溝,這對於系統集成商來說很痛苦,更痛苦地是有些場合根本無法布 線。所以說PLC無線化是PLC發展的主要方向之一。
1.無線PLC的兩層含義


第一層含義是給PLC增加無線通訊的功能,實現PLC與PLC之間,PLC與觸摸屏之間, PLC與組態軟體之間的無線485通信;第二層含義是指用無線數據終端替代PLC巨控 GRM100系列PLC專用無線數傳模塊其無線開關量傳輸模塊具有少量開關量輸入輸出 端子,無線模擬量採集模塊具有模擬量輸入輸出端子,在一定場合可以替代PLC功能。
2.無線PLC的距離
用戶首先關心的是傳輸距離問題,距離其實不是問題。近則採用巨控GRM100系列PLC 專用無線數傳模塊。遠可以採用巨控GRM200 系列PLC無線通訊模塊所謂「近」,指3 公里以內可以覆蓋大多數廠礦;所謂「遠」,是指通訊距離超過3公里,甚至跨越不同地 域以及不同國家,所以距離不是問題。
15





使用軟體 LOGO!Soft Comfort V8.2 TIA Portal V15.1 GT Designer3 16
機械手臂組立氣壓缸
Mitsubishi UR robot
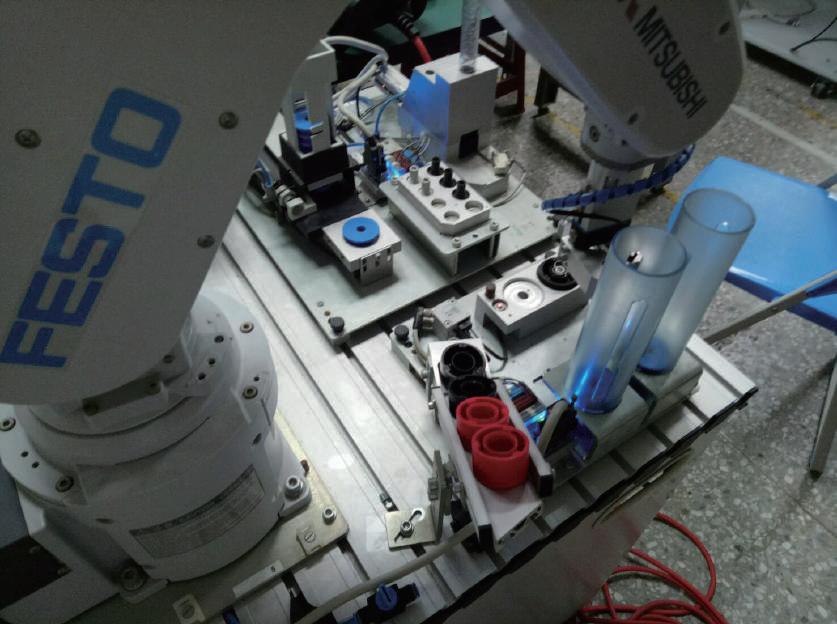

機械手臂是具有模仿人類手臂功能並可完成各種作業的自動控制設備,這種機器人系 統有多關節連結並節允許在平面或三度空間進行運動或使用線性位移移動。
構造上由機械主體、控制器、伺服機構和感應器所組成,並由程式根據作業需求設定 其一定的指定動作。
機器人的運作由電動機驅動移動一隻手臂,張開或關閉一個夾子的動作,並精確的回 饋至可程式邏輯的控制器。
此專題透過機械手臂完成小型氣壓缸的組立(放入活塞、彈簧並鎖上蓋子)。
使用軟體
RT ToolBox2

GX Works3
17


18
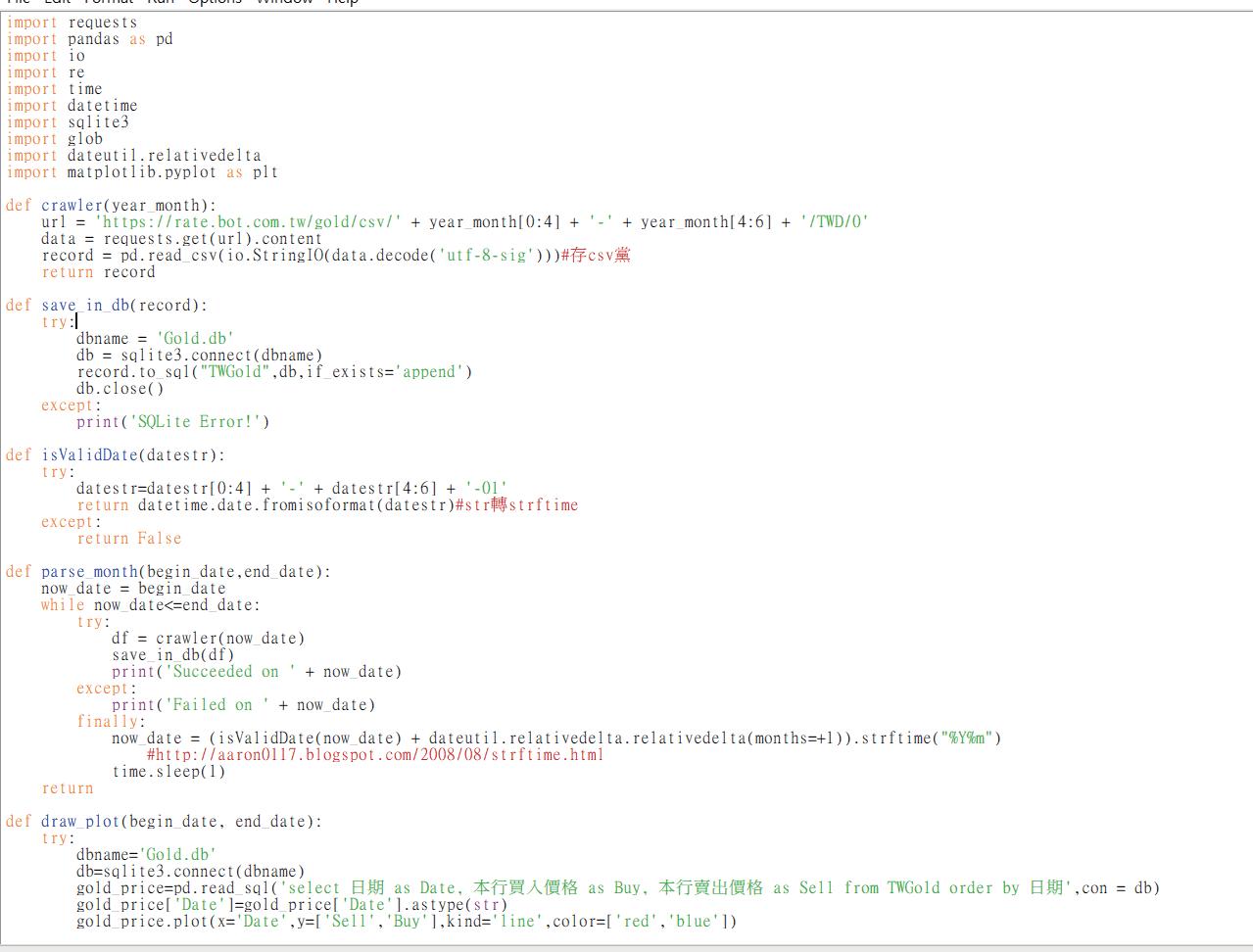
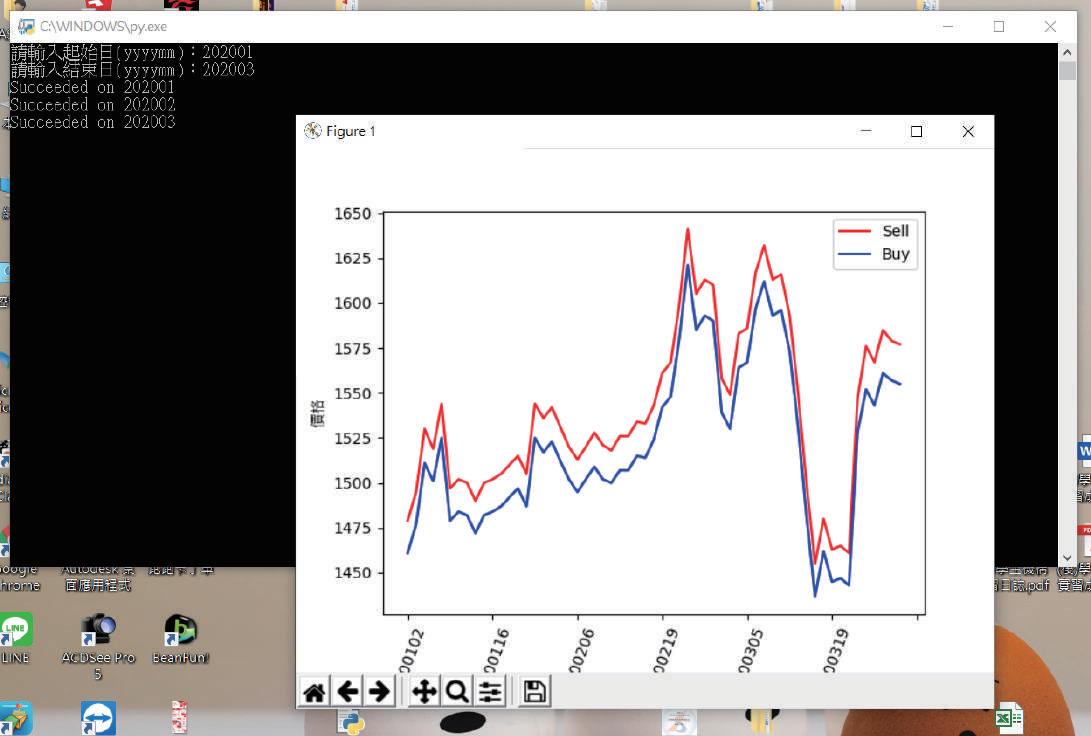
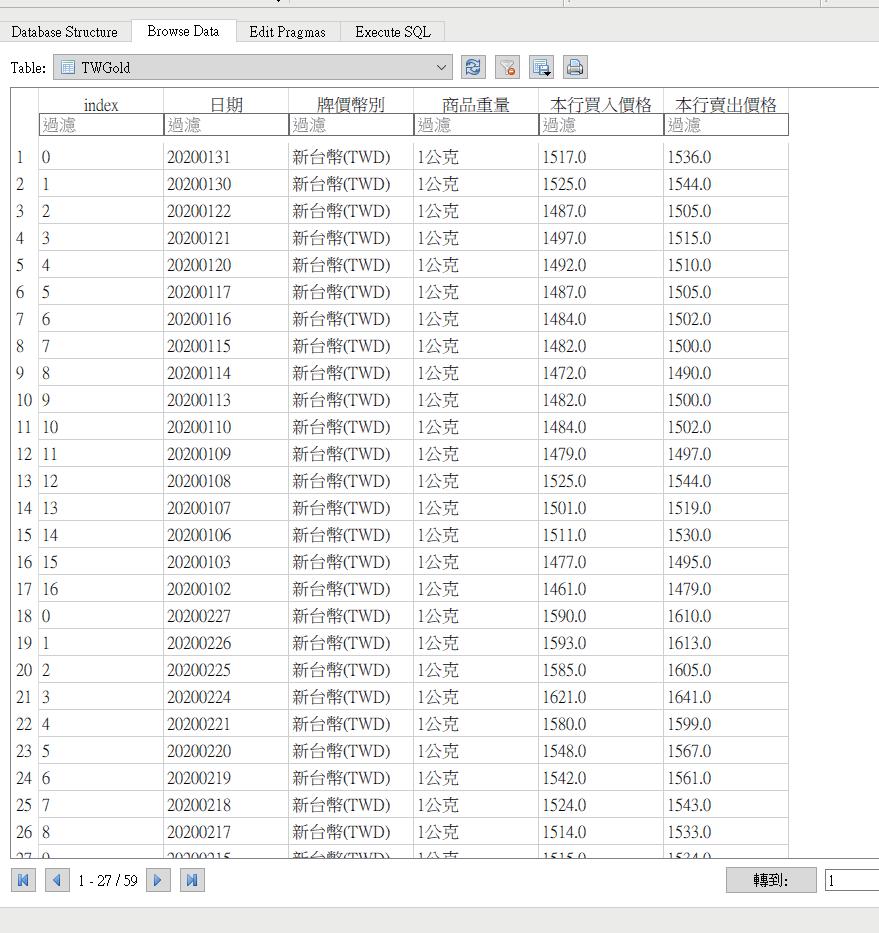
Python
網路爬蟲程式
自台銀https://rate.bot.com.tw/gold/passbook下載2019年1月至2020年7月的 歷史黃金存褶牌價;所有月份資料存入sqlite3的資料庫Gold.db,匯整成單一 資料表名稱TWGold;繪製折線圖。
執行結果與程式如下:
19

使用軟體
20
IDLE (Python 3.8 32-bit)
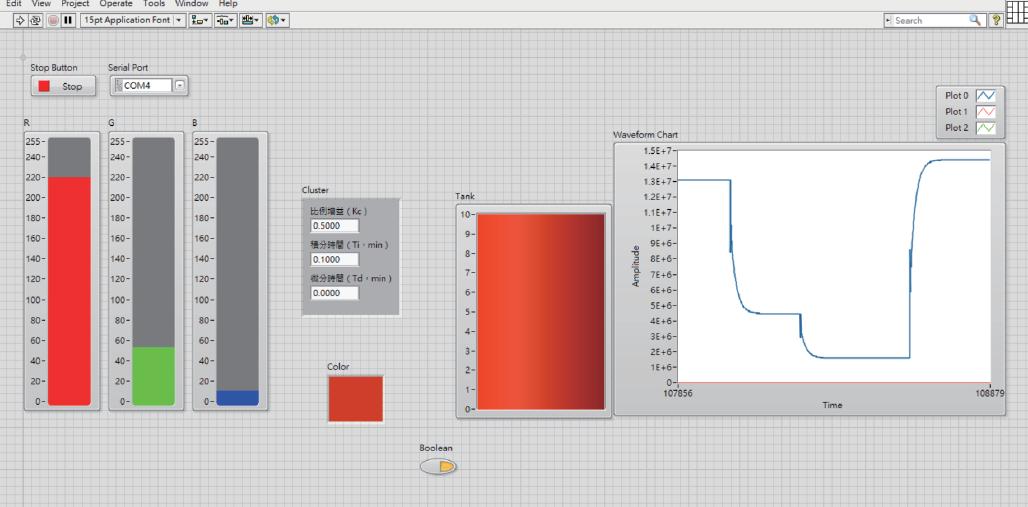
LabVIEW
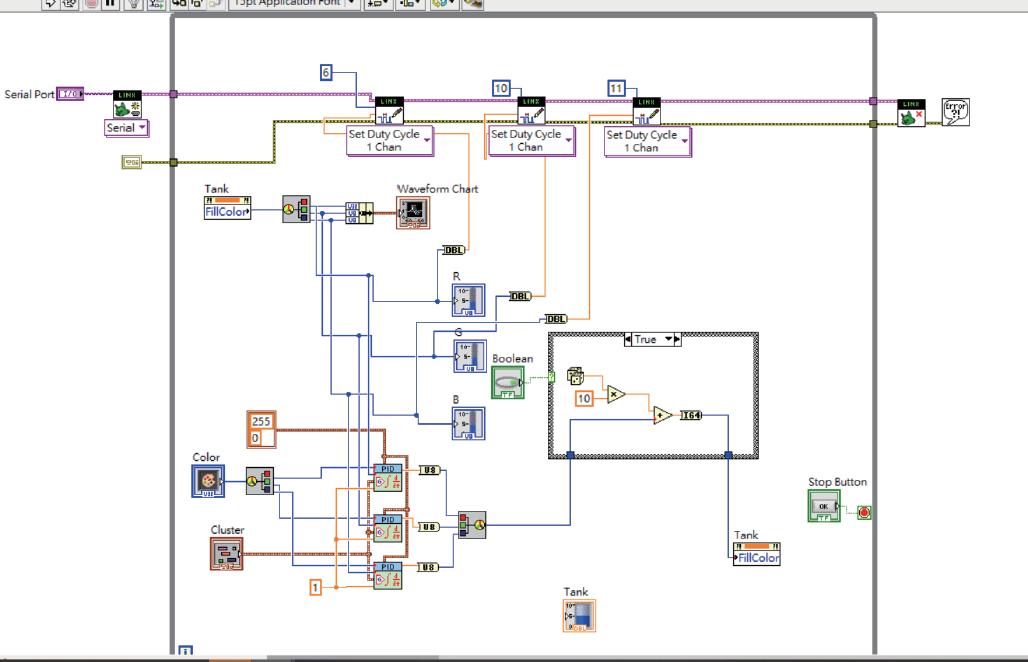
比例微分積分控制(PID)Arduino三色燈
21
Arduino 這個開發平台現在非常流行,相信有不少人接觸過,有一些開發者希望可以在 LABVIEW裡直接操作Arduino的各種IO能力,所以在LABVIEW Tools Net 裡NI發佈了
一個叫LIFA(LABVIEW Interface for Arduino)的套件,它能提供你不需寫Arduino 的 code 就能直接在Labview 中使用Arduino 連結操作的能力。

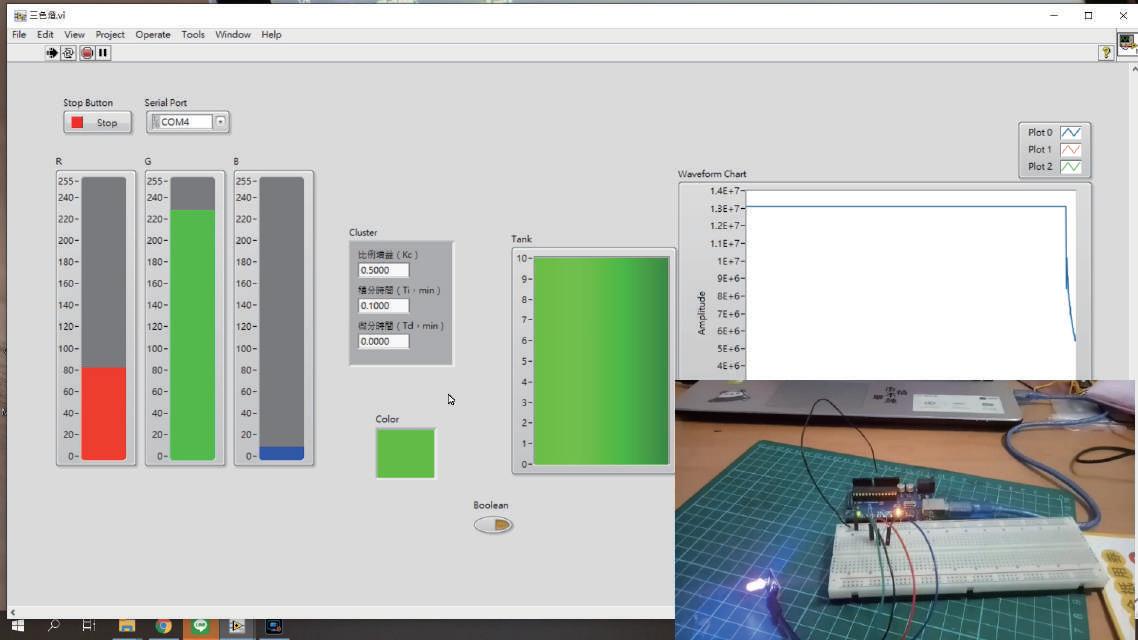
而此專題使用的是LIFA的後繼者 LINX(LABVIEW Interface for X)套件。

22
使用軟體
Linx Arduino LabVIEW
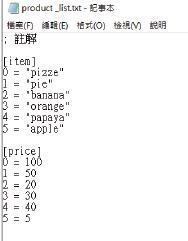
餐廳點餐系統+後台管理
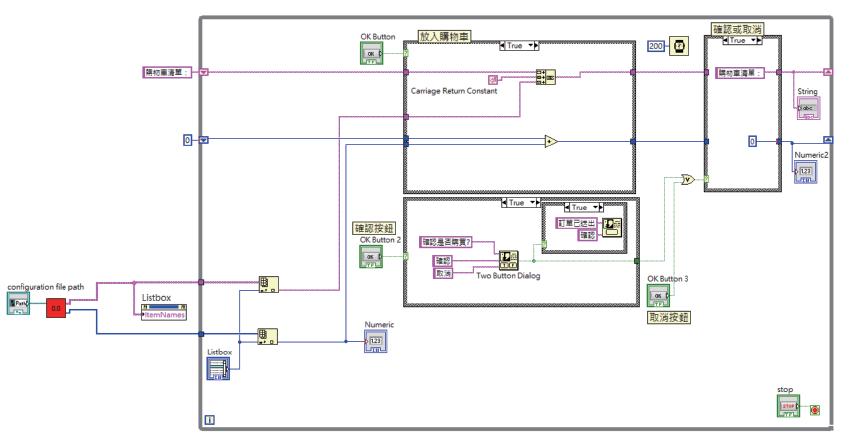

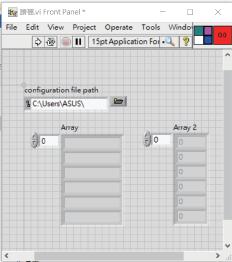
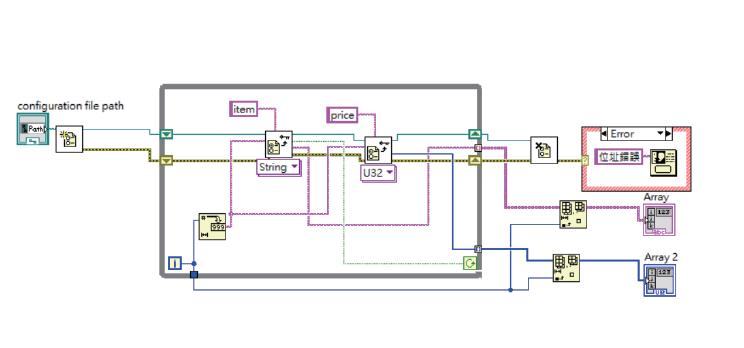
程式圖 副程式(txt讀檔)
可將資料存入txt檔,同時有著後臺管理系統,也可做線上修改。 LabVIEW
23
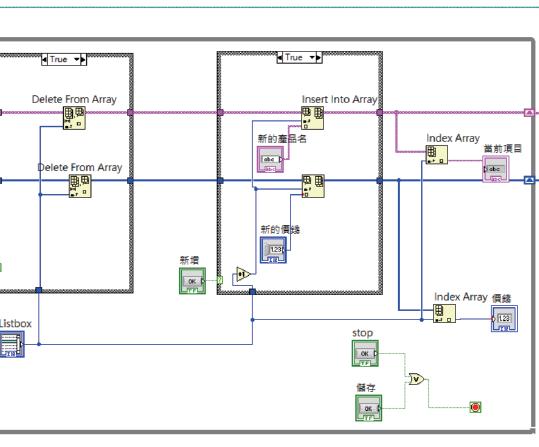
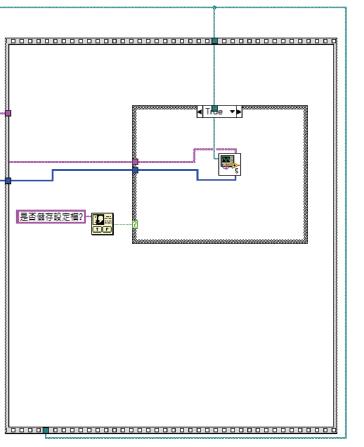
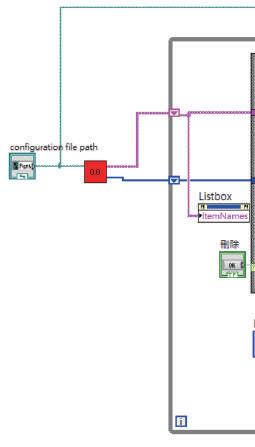

24
即時增加或減少商品,也可做價錢的細微調整。
Marlin Firmware

控制3D列印機
3D列印介紹
3D列印能製造出複雜、客製化的物品,能源與材料的使用更有效率, 設計師可以在開始製作之前進行改良,讓成本的衝擊降到最低,隨著 技術擴展到大眾市場,爆發力不可限量。
製作方式

使用Arduino mega 2560完成控制,程式方面由Erik van der Zalm等
人於2011年為RepRap和Ultimaker首次創建。
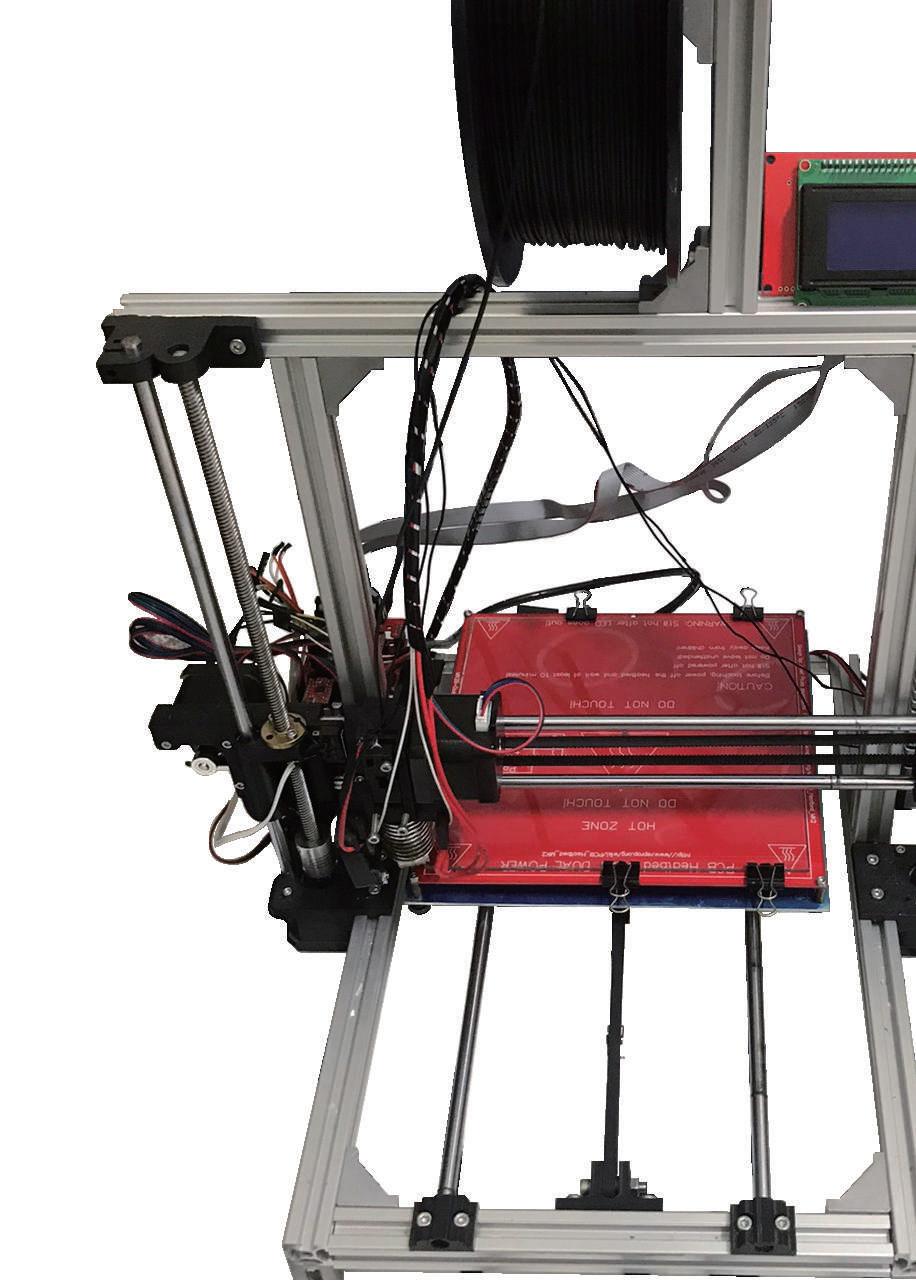
如今,Marlin推動著世界上大多數3D打印機的發展。
機構方面使用鋁擠條,個機件的連接利用3D列印來完成。
使用軟體 SOLIDWORKS Arduino

顏色判別無人搬運系統 (PLC+Arduino)
PLC+Arduino
機械加工從傳統的人力操作到現在的無人化自動加工;隨著 時代的演變,自動化系統變得越來越重要,在往後的社會中 大部分工廠都會變成自動進料及加工。所以,我們將利用高 職所學的技術,組合了一台「無人搬運系統」,它利用顏色 感測器判別顏色不同的工件,進行不同的加工流程及排料方 式,以達成物件自動分類之作業。機器是由PLC(可程式控制 器)所控制,而無人搬運車由Arduino控制,兩種控制器進行

協同作業,完成全自動化的控制系統,模擬出關燈工廠的樣 貌。

使用PLC(可程式控制器)來達到顏色、形狀判別與數量統計,結合Arduino自走車進 行搬運,自走車以磁力感測器來完成循跡系統,因此跑道可以使用電力來控制;龍 門機構使用座標定位讓程式更好修改,並用並進程式來提高效率;使用3D列印來獲 得特定形狀的機件。
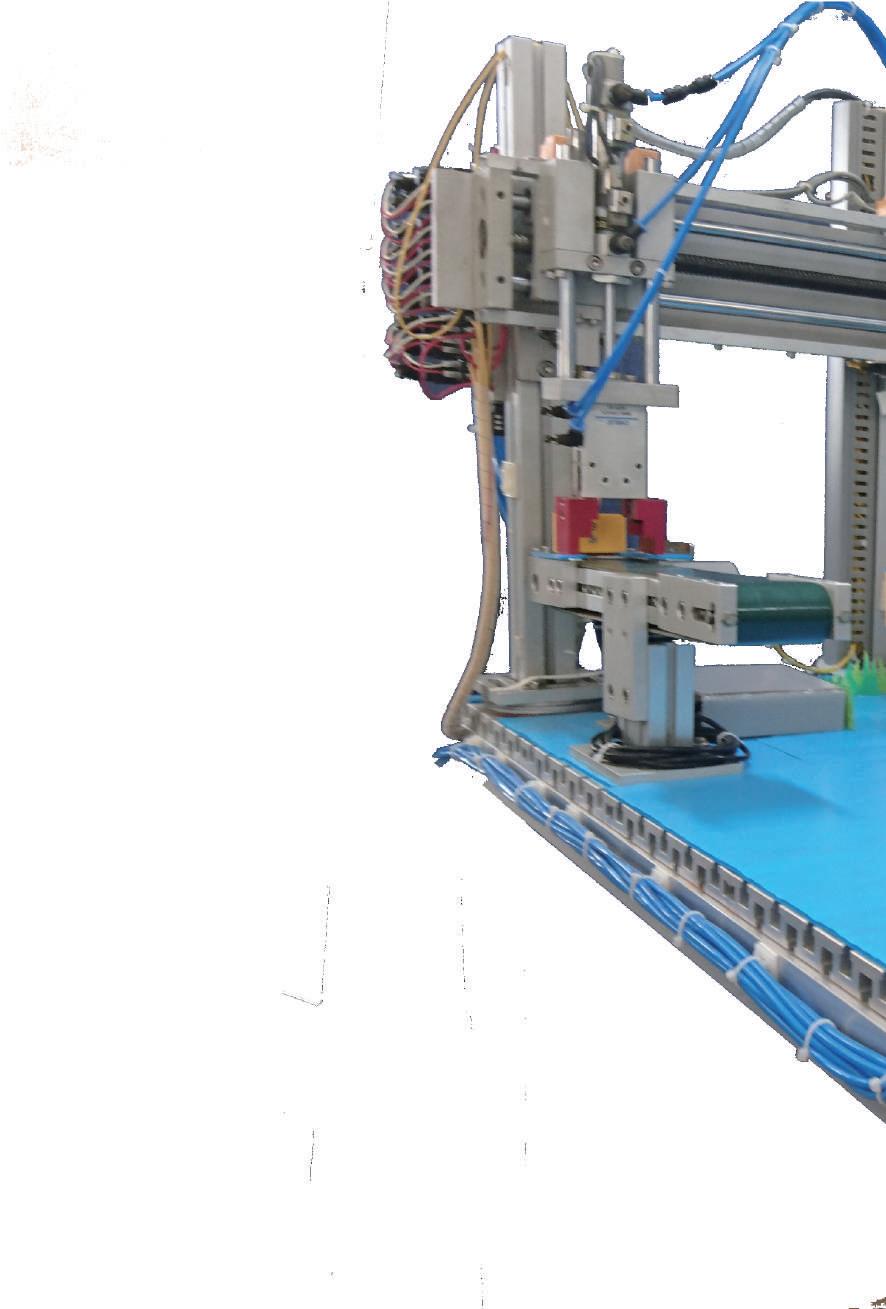
使用軟體 DOPSoft Arduino GX Works2
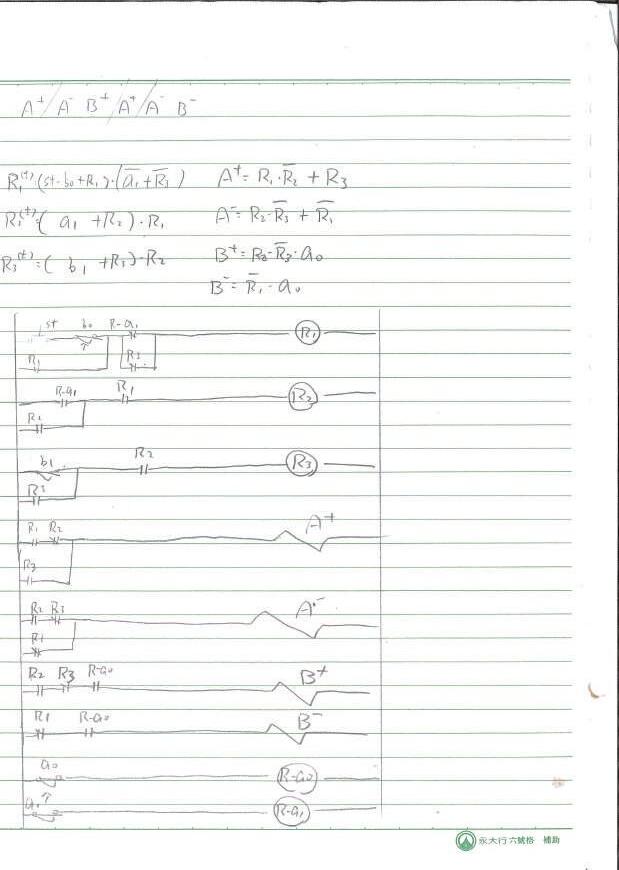
4 2 5 1 3 A0 A1 I I I 2 1 3 B0 2 1 3 A1 1 1 2 4 2 5 1 3 2 1 3 A0 1 1 2 1 1 2 2 1 3 S T 2 1 3 1 1 2 4 2 5 1 3 1 1 2 2 1 3 2 1 3
機械、電氣氣壓迴路設計圖
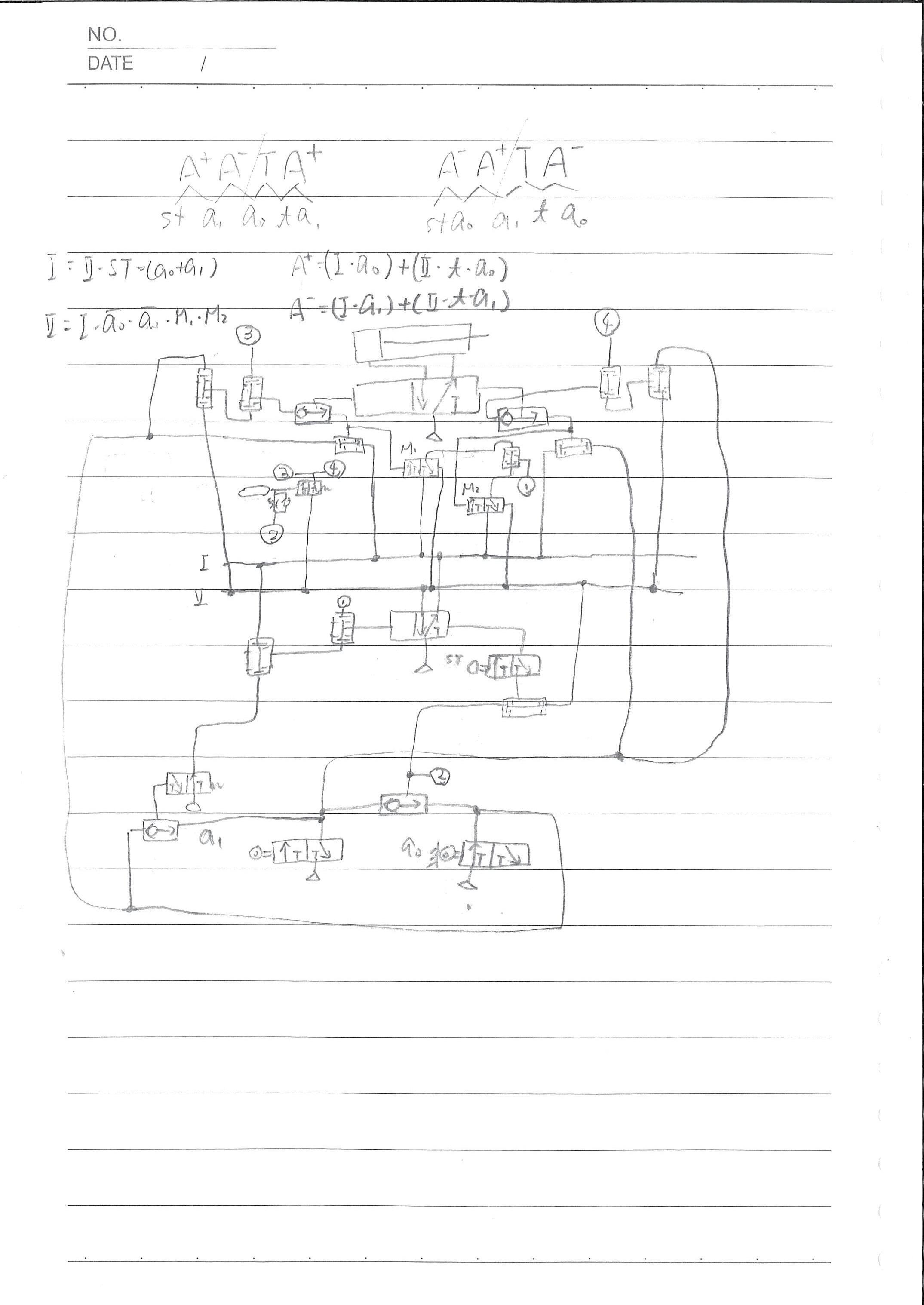
4 2 5 1 3 B0 B1 2 1 3 B1 1 1 2 2 1 3 2 1 3 STOP 2 1 3

課外活動 02
第十三屆創設系學會
第十三屆創意生活設計營
第十三屆創設派對
2019 YunTech+ 新生學涯開展營
108學年宿營迎新
108學年度創意市集
2019創設大家聚
第十四屆創意生活設計營
第十四屆創設系系上運動會
第十四屆創設系烤
課程組 場佈組 攝影器材組
器材長 器材長 器材長
器材長 器材長 總負責人 總負責人





課外活動
第十三屆創設系學會
第十三屆創意生活設計營
第十三屆創設派對
2019 YunTech+ 新生學涯開展營
108學年宿營迎新
108學年度創意市集
2019創設大家聚


第十四屆創意生活設計營
第十四屆創設系系上運動會
第十四屆創設系烤
總負責人
總負責人
器材長 器材長 器材長 課程組 場佈組 攝影器材組
器材長 器材長
- Thank YouName Li-Zhi Guo 2000-09-01 0966-469490 godmyeason0901@gmail.com
