GAIN ACCESSTOYOUR TOOLS WITH THE CVeACMONITOR.
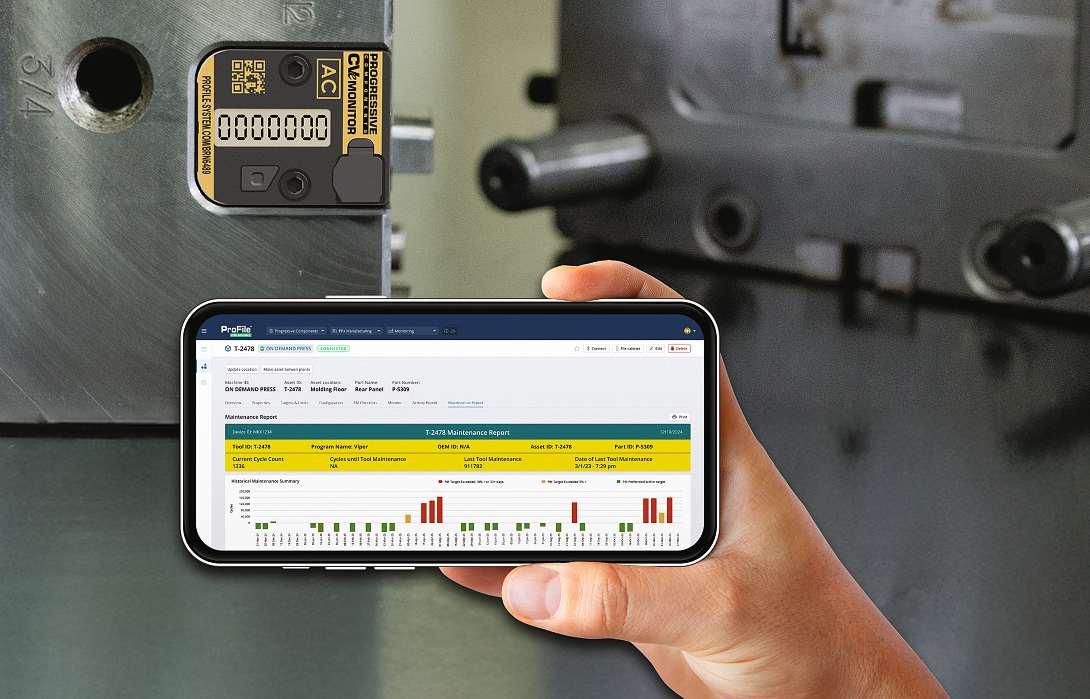
TOTAL MOULD CONTROL
Those responsible for theperformance of mouldsacrossmultiple locations can now access keydata through the new CVe AC:
•Historical cycle counts and timing data.
•Temperature and efficiency metrics.
•Noadded hardware,Bluetooth pairing with smartphones.
•Preventive maintenance tracking.
This innovation addstothe options fromthe ProFile Mould Management platform. Choose from AssetTags, Counters, and real-time Monitors to gain access and controlofyour fleetofinjectionmoulds.











One-sideddeal: Toolmakersunder pressure
For Europe’s machine and mould manufacturers, it is a blow that waswrittenonthewall:TheUSisintroducingflat-ratetariffsof 15 percent on all EU goods, supplemented by a continuing 50 percent levy on steel, iron and aluminium products In return, US exportstotheEUremainduty-free–aclearcompetitivedisadvantage that the EU has so far been unable to counter
The flat-rate nature of the tariff is particularly irritating While possible tariff quotas for steel products are at least being discussed, there is still a lack of clarity as to which industrial goods could be exempted Butonethingiscertain:highlyspecialisedmouldmakingin particular is coming under pressure – US customers will have to pay significantlymoreinfuture,eventhoughtheywillcontinuetorelyon European quality
ThefactisthataroundhalfofthemouldsusedintheUSareimported – many of them from Europe. The imported share for plastics processing machines is also around 70 percent Production in the US cannot meet demand on its own – certainly not in the quality and variety that European suppliers deliver. The tariffs jeopardise establishedsupplyrelationshipsandmakeplanningdifficultonbothsides of the Atlantic. Nevertheless, it is precisely this key industry that is now to be subject to tariffs
Despitethesechallenges,thereiscautiousoptimismintheEuropeanindustry.AstheVDWreportsintherun-uptoEMOHannover2025, themoodandexpectationsarebrightening.Investmentprogrammes andtechnologicalinnovationssuchasdigitalisationandautomation are providing positive impetus "Expectations and the general mood amongcompaniesinGermanyandEuropearenoticeablyimproving," says VDW Managing Director Dr Markus Heering
Transatlantic relations are being put to the test. Europe now needs tostandupforitsindustrialpolicyinterests,boostitscompetitiveness, and clearly commit to rket EMO 2025 nd i tant signal: medi crisis-proof –sert their rol


EDM-TECoHG stands forknow-how and highest productqualityinelectrical discharge machining. We areyourcontact forconsumablesintool andmouldmaking !











COVERSTORY
Meusburger digital portal p. 16
How Meusburger’s new digital portal enhances support for mould and die makers through advanced configurators and streamlined order management
Subscribe to our newsletter
▪ etmm-online/newsletter
▪ facebook.com/ETMMMagazine
Events
▪ etmm-online.com/events
Suppliers database
▪ etmm-online.com/suppliers
Photo galleries
▪ etmm-online.com/galleries
Industry news
▪ etmm-online.com
ETMM Media
▪ media.vogel.de/etmm

NEWS
BY
THE NUMBERS
6 Imports dominate as U.S. plastics machinery shipments fall
NEWS STORIES
8 New brand for plastics trade fairs
TRADE FAIRS
12 Global momentum builds ahead of EMO 2025
14 EMO 2025: Trade fair preview
REPORTS
MARKETS
10 EU drives circular reform in car design
HOT RUNNER SYSTEMS & COMPONENTS
20 KHS and Husky push PET bottle weight limits
COMPONENTS
22 Smarter moulding with thin-film sensors
INJECTION MOULDING
24 HSK expands with 2.5 million euro investment
27 PMMA parts shine in Opel's new electric SUV
CAD/CAM & SOFTWARE
28 A brief history of simulation in CAM software
CUTTING TOOLS
32 Smarter tools for shorter cycles
MACHINING EQUIPMENT
34 Why CNC machining is still the gold standard
37 Ament Plastics optimises thermoset machining
38 Larger components produced a third faster in half the space
MACHINING ACCESSORIES
40 Cut the rattle: New material improves machine stability
ADDITIVE MANUFACTURING
42 BMW scales up 3D printing in production
45 Ultimaker 3D printer for an affordable entry into additive manufacturing
46 Trends impacting Metal Additive Manufacturing's future
QUALITY CONTROL
48 Precise surface inspection with AI-powered camera network
The range of Meusburger includes a broad spectrum of products that are specifically tailored to the needs of injection moulders.

3 Editor’sMessage 49 Masthead 50 ISTMAWorldNews Ranking June/July’s most-clicked articles on etmm-online.com
Additive Manufacturing: BMW scales up 3D printing in production
Machining Equipment: DMG Mori to present eight world premiers at EMO 2025
Machining Equipment: Vision laser replaces wire erosion in tool manufacturing
Hot Runners: KHS and Husky redefine lightweighting with ultra-light PET bottle 5. Machining Accessories: Cooled rack and pinion drives solve thermal challenges in machine tools

ImportsdominateasU.S.plastics machineryshipmentsfall
Trade tensions and tariff uncertainty are taking a toll: U.S. plastics machinery shipments dropped sharply in early 2025, while imports from Europe and Asia continued to dominate.
TariffuncertaintyweighsonUSplasticsequipmentshipmentsinearly2025
Plastics machinery shipments from US manufacturers declined for the second consecutive quarter in Q1 2025. The total shipment value was estimated at 252.1 million dollars, representing a 17.5 percent decrease from the revised fourth-quarter estimate and a 4.6 percent decline year-over-year
Source: Plastics
As of October 2024, U.S. plastics machinery imports year-todate were estimated at 2.9 billion dollars. The top five countries of origin — Germany, Canada, Austria, Italy, and Japan — accounted for 67.4 percent of total imports in 2024.
Source: Plastics
CREATING TOOL PERFORMANCE


walter-machines.com












PRECISION INSPECTION SOLUTIONS
LKMetrologyacquiresProconX-Ray

Best known as a manufacturer and global supplier of coordinate measuring machines (CMMs) and more recently laser scanning sensors, LK Metrology, based in Castle Donington, UK, announces the acquisition of Procon X-Ray, a specialist German manufacturer of computed tomography (CT) systems. With this strategic acquisition, LK Metrology broadens its portfolio of high-precision inspection solutions to include industrial CT imaging, strengthening its position as a long-established provider of metrology systems.
Foundedin2003,ProconX-RaydevelopsandmanufacturesmodularCTandX-rayinspectionequipmentforindustrialandscientific applications. Its systems are renowned for high-resolution focus X-ray technology, as well as customisable hardware and software. They are used worldwide in the automotive, aerospace, electronics, medicalandmaterialsresearchsectors.Throughthisacquisition,LK Metrology can now offer a wider range of products for inspection and measurement from a single source (ast)
K-ALLIANCE
Newbrandforplasticstradefairs

Messe Düsseldorf launches K-Alliance as new global brand.
In October 2025, more than 3,200 exhibitors from around theworldwillpresent a wide range of technologies for manufacturing, processing, and finishing at K in Düsseldorf At the previous edition three years ago, nearly 178,000 trade visitors from 167 countries attended the event to explore live demonstrations by machine manufacturers, raw material suppliers, and processors
Inadditiontothisleadingtradefair,whichtakesplaceeverythree years as a central platform for innovation in the sector, companies in the plastics and rubber industry rely on additional platforms to access growth markets directly. Untilnow, MesseDüsseldorf’s international trade fair activities in this field were grouped under the service brand Global Gate. This brand will now be replaced by the new umbrella name K-Alliance.
“The previous name especially emphasised Messe Düsseldorf’s functionasadooropenerforenteringpromisingsalesmarkets.The designationK-Alliancenowplacesaclearerfocusonthestrongpartnerships and alliances,” says Thomas Franken, Director of K (ast)
ONGOING MARKET WEAKNESS
Trumpf:Salesdown17percent
High-techcompanyTrumpfendedthefiscalyearasexpectedwitha decline in sales and order intake. According to preliminary calculations,inthefiscalyear2024/25(endingJune30,2025)thecompany generated sales of 4.3 billion euros (fiscal year 2023/24: 5.2 billion euros), with an order intake of 4.2 billion euros (previous year: 4.6 billioneuros).InitshomemarketofGermany,salesfellby15percent to around 700 million euros (previous year: 824 million euros). Germany thus remained the strongest single market in terms of sales. Trumpfalsorecordedadecline insalesintheUS Thesefellby 17 percent to approximately 660 million euros (previous year: 796 million euros). Despite a decline by 22 percent, China was still the strongest Asiansinglemarketwithsales of around 480 million euros (previous year: 615 million euros)

T rumpf
Trumpf CEO Nicola Leibinger-Kammüller said: “There were no signs of a real turnaround in the third consecutive year of crisis, either economically or geopolitically. Nevertheless, we believe that we have now reached the lowest point.” (ast)
ACCESS TO NEW MARKETS JSPacquiresGhepiandHapp
Japanese plastic foam specialist JSP has completed the acquisition of the remaining shares in Italian plastics manufacturer Ghepi and German firm Happ Both companies are now wholly owned subsidiaries of JSP According to the company, the acquisitions support a pan-European strategy to expand its injection moulding division.
The move is part of JSP’s long-term ‘Vision 2027’ strategy, which focuses on diversification and investment in new business areas, particularly injection moulding By extending its reach beyond established regional markets, the group aims to broaden its expertise in polymer materials and processing technologies.
Ghepi brings core competencies in the production of metal replacementcomponentsandisactiveinmarketspreviouslyuntapped by JSP Happ, meanwhile, is distinguished by its highly automated productionlinesandin-housemould-makingexpertise.Withthese acquisitions, JSP intends to enhance its enterprise value and drive growth across Europe. (ast)

A bench-top CT-Mini computed tomography (CT) system manufactured by Procon X-Ray.
Trumpf CEO Dr. phil. Nicola Leibinger-Kammüller Sour ce
JSP has acquired the remaining shares in Ghepi and Happ.


New EU regulation aims to boost reuse, recycling and recycled plastic content across the automotive sector
END OF THE ROAD, START OF A CYCLE
EUdrivescircular reformincardesign
The EU Parliament aims to boost circularity in the automotive sector with new rules on vehicle design and recycling. The proposal includes targets for recycled plastic, stricter end-of-life treatment, and clearer export rules.
WRITTEN BY
AlexanderStark
Managing Editor
In early July, the Environment (Envi) and Internal Market (Imco) Committees of the European Parliament adopted their joint proposals for a new EU regulation covering the entire vehicle lifecycle — from design to end-of-lifetreatment.Theobjectiveistoensurethatnew vehicles are designed to support reuse, recycling and recoveryfromtheoutset.Theregulationwouldapplyto cars and vans one year after it enters into force, with a longertransitionperiodoffiveyearsforbuses,heavy-duty vehicles, trailers, motorcycles, quads, mopeds, and minicars.Exemptionsareforeseenforcertaincategories, such as special-purpose vehicles and those of historical or cultural interest Additionally, vehicles built specificallyforthearmedforces,civildefence,emergencymedical services and fire services would be excluded.
The legislative review is part of the broader European Green Deal, which aims to promote circular business modelsbylinkingdesignwithend-of-lifetreatment.Under the proposed rules, vehicles would need to be designed for easy disassembly by authorised treatment facilities, enabling parts to be reused, recycled, refurbished or remanufactured.
MEPsarealsocallingforamandatoryminimumof20 percent recycled plastic in each new vehicle within six years of the regulation’s start. If sufficient recycled plastic is available at reasonable cost, this target should rise to 25 percent within 10 years to support long-term planning and investment.
Virginia Janssens, Managing Director at Plastics Europe, welcomed the 20 percent target but emphasised:
“WhilewewelcometheParliament’scallfora20percent recycledtargetinnewvehicles,webelievethattheCommission’s proposal of 25 percent is not only achievable but essential. A 25 percent target would help create the marketpullessentialforathrivingcirculareconomy,but reaching it requires urgent action: clear policies that attract investment in circular plastics, cut red tape, and ensureagloballevelplayingfieldforEuropeanindustry.”
PlasticsEuropealsoexpressedconcernovertheexclusion of bio-based plastics from the regulation’s targets.
“This is a missed opportunity A future-proof policy framework must recognise the role of plastics made fromsustainablesources,suchasbio-basedfeedstocks,” said Janssens. To support recycling efforts, the industry group proposes that bio-based and carbon capture–based plastics contribute no more than 5 percent to the overall target — “a balanced approach we hope to see reflected in the final legislation.”
Theproposedregulationintroducesextendedproducer responsibility for manufacturers, requiring them to coverthecostsofcollectionandtreatmentofend-of-life vehicles Italsosetsspecificrequirementsfortheremoval of fluids and components containing gases, refrigerants,orhazardoussubstancespriortoshredding MEPs arecallingonnationalauthoritiestostepupinspections oftreatmentfacilitiesandestablishtargetedinspection plans to combat illegal activities Used vehicles would
only be permitted for export if they do not qualify as end-of-lifevehicles.TheParliamentalsoproposesclearer criteria and documentation requirements to assist customs authorities in identifying ELVs
The European Automaker’s Association ACEA welcomed the Committee’s Report on End-of-life Vehicle Regulation as a significant step towards enhancing the autosector’scircularityandimprovingthemanagement of ELVs containing valuable and critical raw materials.
ACEA particularly welcomes the inclusion of pre-consumer plastics in the calculation of recycled content targets,thisensuresthattargetsremainachievableand aligned with manufacturing realities. Nevertheless, a phased-in approach is essential due to the current lack ofhigh-quality,safeandautomotive-graderecycledplastics on the market.
“The Parliament has made notable progress, particularlyonrecycledcontent,”statedSigriddeVries,Director GeneralofACEA.“Butcrushinglegalandfinancialrisks placed unfairly on truck and bus manufacturers, are a seriousconcernatatimewhenthesector’scompetitiveness hangs in the balance,” de Vries added. Clear rules and fair responsibility sharing would be essential to make this Regulation workable in practice, he added.
There are 285.6 million motor vehicles on EU roads and every year around 6.5 million vehicles come to the end of their lives. (ast)


















ETMM-TIP
For the latest updates, exhibitor highlights and program details, visit the official EMO Hannover 2025 website at www emo-hannover.de
MANUFACTURING’S FUTURE ON DISPLAY
Globalmomentumbuilds aheadofEMO2025
From AI chatbots to climate-neutral factories: EMO Hannover 2025 is set to chart the future of manufacturing. As global challenges meet cutting-edge innovation, the trade fair signals a confident turnaround, driven by digitalisation, automation and sustainability.
Astheglobalmanufacturingcommunityprepares forEMOHannover2025,theleadingtradefairfor production technology is sending strong signals ofmomentumandoptimism.FromSeptember22to26, 2025, Hannover will once again become the focal point for international innovation, showcasing cutting-edge technologies in automation, artificial intelligence (AI), sustainability and competitiveness
The industry is facing numerous challenges, which it is tackling with technical innovations and globally oriented strategies. In the run-up to EMO, there are signs that the general conditions are improving again. “The current business situation is certainly difficult, but the
expectations and general mood among companies in Germany and Europe are improving,” says Dr Markus Heering, Executive Director of VDW, event organiser of EMO Newpolicysettings,federalgovernmentspending programs, support for investment, the resolution of the trade dispute with the USA and technological trends such as digitalisation and automation are having a positive impact on the investment climate. The machine tool industry is positioning itself confidently in this environment.
Againstthisbackground,theEMOorganiserisalready reporting high international engagement. Dr. Markus Heering recently concluded a world tour across three

EMO Hannover 2025 sets the stage for the next era of manufacturing technology.
continents, 27 countries, and 35 cities — where he met with industry leaders, exhibitors and journalists who shared their anticipation for EMO “Despite global uncertainties, we expect positive signals from EMO,” Heering said at the international preview event held in July in Frankfurt am Main.
Innovationsevery90seconds
EMOreflectsthecurrentmegatrendsofautomation,digitalisation, artificial intelligence (AI) and sustainability, explained Heering. This was also confirmed by the 26 exhibitors who were present at the preview. In 90-secondpitches,theydescribedtotheaudiencewhatvisitors can expect to see on their EMO stand in September An entertaining,thoroughlysportyforay,butonethatledto various in-depth discussions, also during the evening boattripontheRiverMain.Manyofthepitchesrevolved around new machines and features, tools, automation or quick-change systems (“time is money”). It was all about process optimisation and the use of robots with intelligentsoftwareorautonomoustransportsystemsin thefactory Sustainabilityconceptswerediscussed,with long-lasting machines and retrofitting for a second life, as well as the question of how the CO2 footprint of machines can be reduced. The topics of sustainability and energy efficiency were also to be addressed on the second day of the preview, during which a tour of the ETA factory in Darmstadt, a model factory of the Technical University, was on the agenda and where the focus was on research for the climate-neutral factory
The innovations presented in the three pitch rounds alsoaddressedsolutionstotheshortageofskilledworkers, for example machines with intuitive machine controls to show how easy high technology can be.
EconomicForumatEMO2025
VDWishostingtheEconomicForumforthefirsttimeat EMO 2025. The focus during the event held on September 9 from 2 to 4 pm will be on the prospects for top customerindustriesinmetalworking Ontheonehand,the developmentandintegrationofnewtechnologiesopens upadditionalmarkets.RolandSommer,HeadofShared ServiceProductionatmachinemanufacturerKronesin Neutraubling, Germany, says: “The intelligent use of automation and digitalisation in discrete manufacturing is more important than ever in today’s world Added value can only be generated through the right interactionbetweenthemachinetool,theemployees,thedata and the networking of processes.” On the other hand, a positive mindset can help drive positive outcomes. Eric Müller, CTO — High Pressure Die Casting at Italian automotive supplier Gnutti Carlo Group in Maclodio, emphasises: “As the world’s leading trade fair that brings together the world’s leading metalworking companies, EMO offers us the opportunity to bring European production back to the top!”
Infact,theagreementjustreachedinthetariffdispute betweentheUSAandtheEUcreatesareliableplanning foundationforinvestments,atleastintheshortterm “A flat-ratetariffof15percentwillofcourseraisetheprices ofmachinesandcomponents.Howthisaffectstheindividual customer industries will certainly be a topic of discussion at the EMO Economic Forum,” concludes Dr. Heering (ast)








































































Thecompact solution forversatile 5-axis machining–economical,progressive, convincing
Even thebasic versionofthe newmilling machineis designed foruniversal 5-axis millingwithpositioning, as well as for5-axissimultaneousmachining
•Versatile:for smallseriesproduction, dynamic 5-axis precisionmachining and training
•Generousswing circle of Ø500 mm offersspace forclampingdevices
•ModernHeidenhainTNC7control system with touchoperation
•Optimum visibility and accessibility
•Can be automatedwithpalletorparts handling

Discoverhow the PICOMAX550/550 PRO sets newstandards in 5-axis machining
SMART MACHINING SOLUTIONS
Automationmeetsprecision

Fehlmann Maschinenfabrik will showcase efficient solutions for modernmanufacturing The focus will be on innovative machine tools andflexibleautomation systems for single-part and small-batch production.
The new Picomax 550 PRO takes center stage at the booth. This compact, user-friendly, and versatile 5-axis CNC machine offers high precision, ease of use and powerful components. For the first time, it will be shown with an integrated automation solution: A fast, compact 6-axis robotic system automatically loads and unloads workpiece pallets. Both the CNC machine and robot are centrally controlled via the Fehlmann MillingCenterManager(MCM) Torquedrives,compactdesign,and intuitivecontrolmakethesystemhighlypreciseandspace-efficient. Thanks to the open system architecture of Fehlmann machining centers, they can be integrated into a wide variety of production environments–includingconnectionstocontrolsystemslikeErowa, Soflex, Promot, or barcode-based tool identification. www.fehlmann.com
DIGITALISED MANUFACTURING
Advancedworkholdingsolutions

Roemheld’s approach to Industry 4.0 is rooted in mechatronics. It involves enhancing existing hydraulic and pneumatic clamping devices with a powerful combination of mechanics, electronics and software. The innovative strategy ensures that even for applications demanding high clamping forces, where hydraulic solutionsremainthepreferredchoice,thebenefitsofdigitalisation may be fully realised.
AttheheartofthisphilosophyisStark.intelligence,asystemwith modular sensors designed to make hydraulically, pneumatically or mechanically operated zero-point clamping systems digital-ready. Each clamp is equipped with its own multi-sensor unit that continuously collects critical information, such as travel (position), temperature and pressure. The data is aggregated by a master unit and transmittedtovariousenddevicesviaanIO-Linkinterface,available inbothinductiveandwiredversions Stark.intelligenceoffersahigh degree of modularity and flexibility, allowing easy installation into machine tables or quick-release pallets. www.roemheld.de
GOODBYE LONG CHIPS! Makingshortworkoflongchips
In metalworking, chip formation plays a central role in process reliability, tool life and surface quality, according to the company. Controlled chip formation is particularly important in the fine machining of unalloyed, alloyed and stainless steels. However, influencing thishasbeendifficultuntilnow.Butwiththedevelopmentofanew, standardised chip breaker geometry for its fine boring inserts, the cutting tool manufacturer Mapal from Aalen has now taken a decisive step in this direction. The innovation is expected to bring both technical and economic advantages when it comes to machining long-chipping materials.
Thenewdevelopmentcombinesapreciselydefinedrakeangleand chipanglegeometrywithoptimallycoordinatedcuttingvaluesand cutting depths This precise coordination perfectly influences chip formation and breakingbehaviour—even with demanding materials. Machinists benefit from optimal chip removal, reduced heat generationandsignificantly increased process stability The new approach to chip breaking will be presented at EMO Hannover 2025. mapal.com

SMART AUTOMATION Machinesforeveryproductionneed
Exhibitingunderthetheme‘Experienceinnovation,empoweryour future’, Mazak’s stand at EMO will highlight the benefits of a real partnership between machine manufacturer and user, with a stand thatplacescustomersuccess,smartautomationanddigitalintegrationattheheartofmodernmanufacturing Visitorswillexperience a comprehensive showcase of new machine tools, connected technologies and expert support services.
TheMazakstandwillhostatotalof20machinesthathighlightthe breadthofthetechnologiesavailable,from3-axislathesandvertical machiningcentresofferinganaffordableintroductiontotheMazak brand and the latest additions to the most sophisticated Integrex levelofMulti-TaskingandAutoGeartechnology.Thenewmachines on show will include the new Integrex j-200 NEO — shown for the firsttimeinEurope—whichcombinesoutstandingproductivityfor complex high-mix/low-volume batch work with an attractive price from the pioneers of Multi-Tasking machining www.mazak.com

LASER TECHNOLOGY
Visionlaserreplaceswireerosion
The latest Vision Laser laser processing machine from WalterMaschinenbauoffers laser technology for a wide range of applications for brazed tools in modern tool production. The design of the machine is based on the HelitronicVision,whichhas been tried and tested and reliable for decades. The laser technology used offers industry-proven reliability for the precise and efficient laserprocessingoftoolswith high quality requirements.

The Vision Laser enables efficient, contact-free processing of a variety of tool materials, including PCD (polycrystalline diamond), CVD (chemically deposited diamond), MKD (monocrystalline diamond) and carbide. It is ideal forapplicationssuchasendmills,ballnoseendmills,steptoolsand more. The Vision Laser ensures chipping- and crack-free cutting edges across a wide grit range, boosting performance and wear resistance. Even highly complex geometries — such as chip breakers and concave internal contours — can be produced with maximum accuracy Theprocessisresource-efficient,asiteliminatestheneed for consumables like cooling lubricants, filters or wires www.walter-machines.com
CUTTING TOOLS
Future-readytoolmanufacturing

One focus of Anca’s trade fair appearance is Ultra technology — a combination of high-precision axis control, intelligent servo algorithms and an integrated precision package consisting of innovative mechanical components, software and AI. This technology, which is made possible by Anca’s vertical integration, is designed to significantly improve accuracy, repeatability and productivity in grinding
Two new products based on this platform will be showcased: MicroXUltraisahigh-precisiongrindingmachinedesignedforseries productionofmicrotoolswithdiametersassmallas0.03mm.MX7 Ultrawillhighlightthefullyautomatedgrindingofindexableinserts withcomplexgeometries.Thismachineoffersexceptionalprecision and is ideally suited for high-performance insert manufacturing
The EPX-SF stream finishing machine celebrates its market premiere with several upgrades: improved gripper technology, easier drum changes, integrated coating solutions, 45 percent faster loading/unloading and intelligent process-based fine-tuning machines.anca.com
HIGH-TECH MACHINING DMGMoripresents8worldpremiers
Underthemotto‘ManufacturingtheFuture’,DMGMoriwillfeature inhall2morethan40high-technologyproductioncentres,eightof which will be world premieres Altogether, 33 automated manufacturing solutions will be on show.
There will be two new 5-axis machining centres, the new DMC 65 Monoblock2andtheDMU20linear3,bothvertical-spindlemodels, as well as a horizontal-spindle DMC 55 H Twin. The Ultrasonic 60 Precision will go one step further, offering 5-axis milling combined with ultrasonic-assisted machining and a positioning accuracy of 4 μm as standard.
Anew,universalturningmachineintheportfoliowillbethepowerful,versatileNLX2500|12502ndGeneration.Additionally,withits twin spindles and two B-axis tool carriers, the NZ DUE TC will combinethecharacteristicsofahighlyproductiveproductionlathewith turn-mill complete machining capability The DMV 200 and Sprint 420 lathes willalsobenewat the show. All of the world premieres may be automated to utilise their production capacity optimally. en.dmgmori.com

ADVANCED FUNCTIONS
AI-integratedmachiningsolutions
Artificialintelligence(AI)atmachiningcentremanufacturerHeller isalreadyareality,focusedonthecleargoalofraisingtheproductivityofitscustomers.Workingcloselywithpartners,thecompanyhas accumulatedtheexpertiseneededtointegratedigitalsolutionswith AI elements into machining cells and is already applying the technology across three platforms, intended to support machine operators, production planners and service personnel. The way in which these developments are delivering added value will be presented at the EMO 2025 exhibition in Hannover.
Visitors to the stand can witness live demonstrations on two Heller 5-axis machining centres, the HF 3500 and F 5000 Both models are be equipped with new automation solutions for workpiece and tool handling respectively The manufacturing cells enable automated production of complex components.
A new feature to be introducedatEMOprovides customers with an intelligent chat function, ASKme. This tool, integrated into the control interface, provides operators with a ChatGPT-like assistant. www.heller.biz Sour ce : Heller

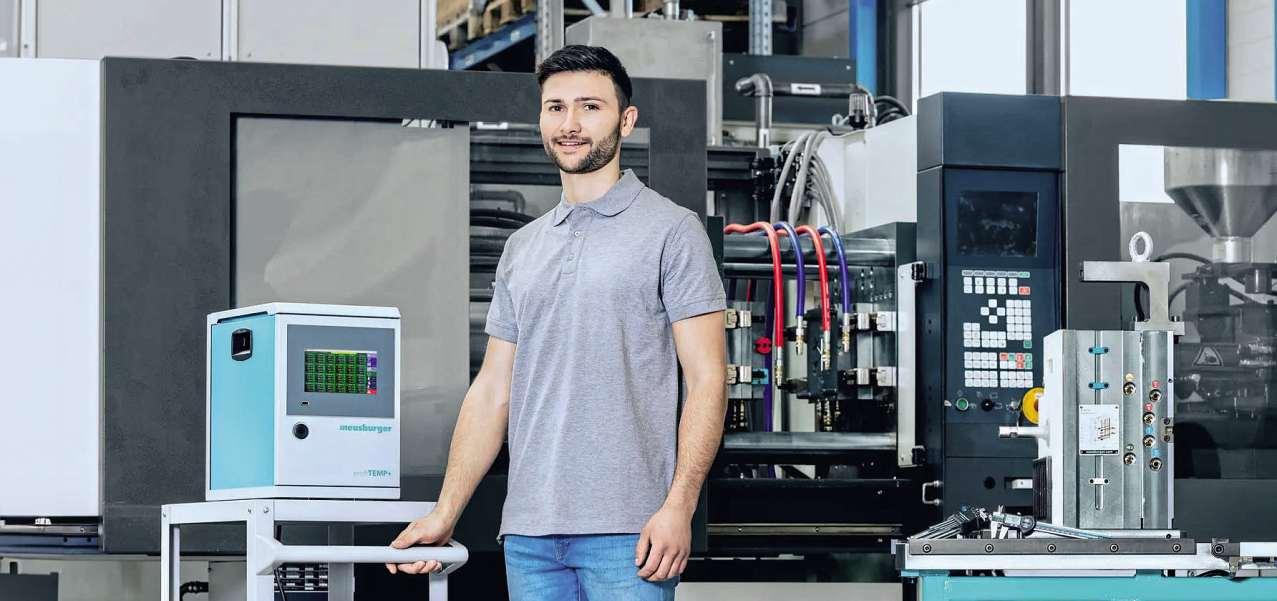
ThenewMeusburgerportal—

functions,moreoptions!
With its newly expanded digital portal, Meusburger is enhancing support for mould and die makers through improved usability, advanced configurators, and streamlined order management.
Meusburger offers mould makers and injection moulders a wide range of high-quality components and accessories for their production and manufacturingtasks.Truetothemotto‘Everythingfrom onesource’,customersbenefitfromacompletepackage tailored to efficient processes, maximum quality and reliableresultsininjectionmoulding Thecompanyhas a finished goods warehouse of around 18,000 m2 and offers approximately 100,000 items, with 98 percent directly available from stock, which saves customers time and money when purchasing and operating
The standard parts manufacturer is meeting the currentchallengesinmouldanddiemakingwithastrategic combination of increased efficiency and greater digitalisation. Despite a general decline in market volume in theindustry,thecompanyismaintainingitspositionas market leader and focuses on innovative solutions to provide customers with optimum support even in difficult times
“We have been investing heavily in important digitalisation projects for years so that we can get a clear head start,”saysGuntramMeusburger.Thenewonlineportal plays a central role in this regard.
The Meusburger portal is designed to help customers reach their goals quickly and efficiently. Its intuitive interface makes designing easy, while a comprehensive support service ensures smooth operation. Accessible 24/7andavailablein20languages,theportaloffersflexibility and convenience worldwide.
Since its launch in 2024, the new Meusburger portal has continuously evolved through regular updates and functional enhancements. Each improvement aims to expand the digital possibilities for users, making the platform more intuitive, flexible and efficient. With optimised workflows and extended configuration options, the portal now offers even stronger support throughout the entire mould making and injection moulding process.
Meusburger plate configurator sets new standards
The Meusburger plate configurator enables customers to configure and order their plates quickly and easily. Maximum flexibility, short lead times and maximum planning reliability make the configurator a dependable solution, whether square or round plates are needed.
Wide range of possibilities
The plate configurator from Meusburger enables users to put together their desired plate step by step with the help of features such as a check of entered values in the background, a material selection wizard, and interactive selection tables with illustrations. Even the most demanding projects can be realised with the help of the plate configurator Drilled or non-drilled plates, the configurator covers all needs. Customers can also individually configure all plate types of the lengthwise and crosswise mould bases and flexibly adapt plates for die sets to their requirements.
Customised solutions

Meusburger offers eight standardised variations that are optimally aligned to the customers’ needs. The variations 1 to 8 cover a wide range of different predefined machining combinations. Requesting them is very easy. All available materials are heat-treated for stress relief Thanks to optimised production processes, users benefit from maximum quality and short lead times. Special plates are usually ready for shipping in three working days.
All advantages at a glance
The plate configurator provides instant information on price and shipment so that customers always have their projects under their control. A large stock of raw materials guarantees the continuous availability of the plates. In addition, the steel that has been heat-treated for stress relief ensures maximum process safety, as it guarantees reduced warping and enhanced smoothness during machining. The configurator sets new standards in terms of flexibility, speed and reliability in plate configuration and can be tested on the Meusburger portal: www.meusburger.com/plate-configurator.
Sour ce Meusbur ger
Meusburger’s portal helps users configure, order, and manage components with ease.

Time-savingdesign

ETMM-TIP
Discover the full range of functions and tools on the new Meusburger portal at www.meusburger.com/portal-en.
Organised and time-saving work is crucial when it comes to design. That is why the navigation in the new Meusburger portal was designed to be clear and user-friendlydespiteitssize.Designerscannowsavetheir partslistsbasedonthespecificprojectandindependentlyoftheshoppingcart,whichisidealforflexibleworking acrossmultipleprojects.Theresultisahighuseracceptance.Numerouscustomersarealreadyusingtheportal andareenthusiasticaboutthenewfunctions,including KummerWerkzeugbau.“Wehavebeenusingtheportal sincetheverybeginningandfinditeasytonavigate.The systemisclearlylaidoutandself-explanatory,”saysFelix Deutsch, Managing Director at Kummer The company fromOberaachinSwitzerlandhasbeenproducinginjection and die casting moulds in its own factory for more than 50 years and has relied on Meusburger as a supplier for several years.
MeusburgerhasalsosignificantlyimprovedCADdata handling ForFelixDeutsch,itisparticularlyconvenient that the CAD export can be started directly from the productdetailpages,withouthavingtoaddtheproduct to a parts list or the shopping cart first. In addition, the individual configuration of models is more user-friendly and offers direct access to downloads
Ontheproductdetailpages,userswillfindtablesand selection options specially developed for the industry andcustomisedtotheirindividualrequirements “After logging in, the net prices of the products are displayed immediately Thisway,wearealwaysuptodateandcan orderquicklyandeasily,”explainsDeutsch.SIMMeccanica from Ternate, Italy, for example, also benefits from this function The company was founded in 1980 and specialisesintheconstructionofprogressive,blockand transfer dies for the cold sheet processing as well as the construction of special machines “We have been working with Meusburger for a long time and are delighted withtheirextensiveproductrange.Wehavebeenusing the new portal for a few months now, which has considerably accelerated our ordering process,” confirms Mirko Tapparo, designer at SIM Meccanica
“Wehavebeeninvestingheavilyin importantdigitalisationprojectsforyears sothatwecangetaclearheadstart.”
Guntram Meusburger, Managing Director
A clearly structured and user-friendly design facilitates navigation and ensures a smooth user experience. The portal’s wizards and configurators, which offer customers a wide range of options, are particularly advantageous.Theycombinethetriedandtrustedadvantages with optimised and clearer functions
Oneexampledesignedtomakeproductselectioneasy for mould makers is Meusburger’s plate configurator It enables users to put together their desired plate step by stepwiththehelpoffeaturessuchasacheckofentered values in the background, a material selection wizard, and interactive selection tables with illustrations (see additional information in the box) In addition to the plate configurator and the wizards for mould bases and die sets, numerous other wizards and configurators are available in the portal.
Precisioncomponentsandpracticaltools formoulders
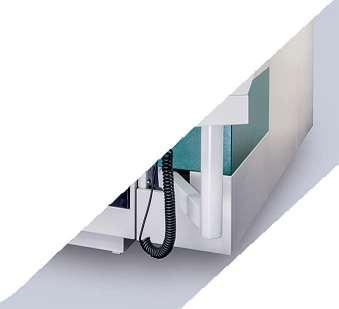
Apart from plates, the Meusburger portal offers quick access to a wide range of high-quality components and accessories for mould making The range includes a broadspectrumofproductsthatarespecificallytailored to the needs of injection moulders. In the field of temperatureregulation,thecompanyoffersreliableandsafe elementsthatensureperfectconditionsforhigh-quality injection moulded parts and smooth operation. A large selectionofready-to-useejectorsandcorepinsindifferent designs and materials is also immediately available fromstock.Additionally,aconfiguratorenablesthecustomised cutting to length of the pins
A comprehensive range of electrical components, includingindustrialconnectorswithvariouscombination options, matching cable ranges, proximity and limit switchesaswellasmagneticproximitysensors,thermocouples and pressure sensors, enables optimal process monitoring and secures production. Additional accessories are complementing the offer The range also includes a variety of marking stamps for individual marking of plastic parts in many versions, sizes and marking types, even with a fixed height and with latching function for highest process reliability
Reliable, high-precision guiding elements, also in self-lubricating versions or as ball guiding units, form theidealbaseforpreciseinjectionmoulds.Ready-to-use and interchangeable centring units in round and flat designsensurereliablefinalcentringofthemouldinthe split line face.
To complete the moulds, Meusburger offers a wide range of attachments, from lifting equipment to cycle counters, ensuring a safe operation and transport. This
Sour ce : Meusbur ger
The website brings all key functions together for faster and more efficient workflows.
Sour ce : Meusbur ger

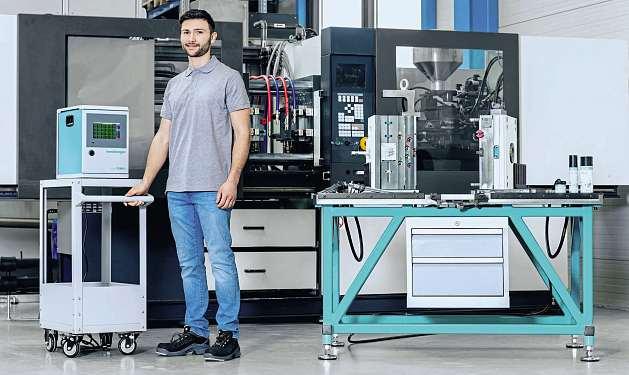
The company is optimising its internal processes and focuses increasingly on automation and digitalisation.
offer is rounded off by an extensive range of workshop equipment with high-quality items for various applications in mould making
Selectingandpurchasingthoseproductsisnoweasier than ever.
Anoverviewofeverythingwith‘Myaccount’
The ‘My account’ area simplifies order processing considerably and gives customers quick access to all order data and receipts. The receipts are available just a few minutes after an order is placed. Customers can choose between different shipping methods (express shipping, standardshippingorself-collectioninGerman-speaking countries) and specify a desired dispatch date The delivery address can be conveniently selected via a dropdownmenu,andanewaddresscanbeaddedifrequired. Offers can also be ordered directly or requested again Felix Deutsch summarises: “Compared to the previous version,ordermanagementismuchmoreclearlyorganised and saves us a lot of time.” Marko Tapparo and his team at SIM Meccanica also use ‘My Account’ regularly. “Thecentralisedorderprocessingworksexcellently,and handling is very simple We can place our orders much more quickly than before. We also greatly benefit from the ability to evaluate product costs in real time,” says Tapparo.
To make the ordering process as efficient as possible, the item import in the portal is designed to be flexible: users can upload items as a group using Excel files or MEU files or enter them individually. Entering part of a term will automatically suggest matching items. In the
The range of Meusburger includes a broad spectrum of products that are specifically tailored to the needs of injection moulders.
‘My account’ area, customers not only benefit from simpleorderprocessing,theyalsohaveaccesstoalltheorder dataandreceipts.Inadditiontothecurrentorderstatus, customers can also track the location of the delivery A detailed support area provides answers to all the frequently asked questions
Quicklyandefficientlytothegoal
Meusburger prioritises getting customers to their goals as quickly and efficiently as possible. The search and filterfunctionsinthenewportalmakeiteasytofindand filter products or orders. On top of that, both the shopping cart and the parts lists are automatically saved all the time — so the customer is guaranteed to save time. Parts lists can also be conveniently forwarded.
If there are any challenges handling the portal, the extensive support area provides relevant and helpful information as well as the possibility to contact Meusburger via a form in the ‘My account’ area to make enquiries or requests on hot runner and control systems
The employees of Kummer Werkzeugbau AG have also benefited from this, as Felix Deutsch reports: “The transition to the new portal went smoothly and we quickly found our way around. In case of questions, both the personal contact Mr Oliver Jonischus and the support areaintheportalweretheretohelpus.”MarkoTapparo adds: “The transition was straightforward, we had no problemsatall.Thenewsystemisextremelyuser-friendlyandself-explanatory.”Thankstoitsresponsivedesign, the portal can also be used on mobile devices, which is ideal for use in the workshop
The Meusburger portal combines efficiency, user-friendliness and flexibility in one digital platform, providing the best digital support that creates tangible added value.
Partofacomprehensivedigitalisation strategy
Despite the current difficult market situation and although the full-range supplier did record a single-digit decline in turnover, Meusburger is able to maintain its position as the market leader for standard parts manufacturing in Europe. This is because the company is monitoringdevelopmentsinthemarketverycloselyand reactsflexiblytothechangingsituation.Inordertokeep abreastofcurrenttrendsandchallengesintheindustry, thecompanyhaslauncheditsownmarketbarometerin collaborationwiththeWBAToolingAcademy.Thefocus of all analyses is on serving customer needs even better in the future. This also includes the bespoke online service.
On top of that, the standard parts supplier is optimising its internal processes and focuses increasingly on automation and digitalisation. The aim of these measures is to continue to provide customers with optimum supportandtobethebestpartnerinmouldanddiemaking Examplesoftheoptimisationincludethenew‘Driverless Transport System’ (DTS), which was successfully put into operation in autumn. The packaging and picking processes were also optimised. Both measures help to further reduce lead times. “Ordered today, immediately dispatched” — with this aspiration, Meusburger wantstocontinuetoguaranteeitscustomersmaximum quality and short lead times (ast)
Meusbur
30 PERCENT LESS MATERIAL
KHSandHuskypushPET bottleweightlimits
In just four months, KHS and Husky Technologies have jointly developed one of the world’s lightest PET bottles for still beverages. The 5.89-gram “Factor 101” bottle sets new standards in material savings, top-load stability and line compatibility.
BydevelopingoneofthelightestPETbottlesforstill beverages,KHSispushingtheboundariesoflightweight packaging technology Under the working title of Factor 101, in close cooperation with Canadian-basedinjectionmouldingtechnologyequipmentand

services provider Husky Technologies, a container has been produced that uses just 5.89 grams of material to hold 591 milliliters of product. This is equivalent to the 20-ounce size common in the United States.
AtDrinktec2017KHSpresenteditsFactor100concept asafeasibilitystudythatfeaturedaPETbottleweighing approximatelyfivegramswithacapacityof500milliliters.Anumberofoptimisationshavenowbeenmadeto the further development, as KHS packaging designer Fabian Osterhold in Hamburg explains. “With such extreme lightweighting, what’s known as the top load is especially important. This value tells us how sturdy the bottle is from a vertical perspective It determines whetherthecontainercanbestackedornotandsurvive transportation undamaged.”
Extremelyrobustlightweight
To increase stability, the shoulder design of Factor 101 has been modified and the bottle body reinforced with functional webbing Moreover, Osterhold and his colleagueshavedevelopedabasewithapop-ineffect.Here, thebasepopsinwardstoacertaindegreewhenatopload isapplied,increasingtheinternalpressureandtherefore the stability of the bottle.
Twohundrednewtonsisacommontoploadthreshold in the industry; at 220 newtons, the Factor 101 exceeds this. In order to achieve this high value for a PET bottle used for still beverages, adapting just the container shape wasn’t enough “The preform design also needed to be developed further,” emphasises Osterhold. This is whyKHSjoinedforceswiththespecialistsatHusky The companyhasawealthofexpertiseasequipmentsupplier of PET preform injection moulding systems and services and has been in cooperation with KHS for many years. “Our joint aim is to produce a high-quality, high-performing, lighter weight result than either of us coulddoworkingonourown.Or,asIliketoputit:forus, oneplusoneisgreaterthantwo,”saysFrankHaesendonckx, Head of Stretch Blow Molding Technology at KHS
Challengingcoordination
Technically speaking, the stretching factors from blank to bottle and the resulting preform dimensions were especially important here. The relation of length to wall
thickness is particularly relevant to injection moulding In this context, KHS addressed the specifications and feasibilities of the stretch blow moulder and bottle design, while Husky made the necessary modifications to the preform. “The focus here was on the exact profiling ofthepreformmadepossiblebyKHStechnology,”Osterhold ascertains. “Focus lamps in the heater on our Inno-PETBlomaxSeriesV,forexample,makeforextremelyprecisetemperatureprofilingdirectlyunderthebottle neck ring This ensures that no material stays unstretched.Inturn,thisconsiderablyreducestheamount of plastic used.”
30percentlessmaterial
Compared to the standard lightweight PET container holding 500 milliliters of still water that usually weighs seven grams on the US market, the joint KHS/Husky product requires 30 percent less material. It can also be manufactured entirely from rPET.
However,bottlegeometryisjustonefactor “Linecompatibilityinthehigh-capacityrangeofupto90,000bottles per hour was a key challenge,” says Osterhold. “The
main issues here were conveying, labeling and the secondary packaging In the shrink tunnel, for instance, special attention had to be paid to the bottle shoulder —andthebottleofcourseshouldn’tfalloverduringconveying.”
“Not only the weight but also the time in which the project was implemented are possibly record-breaking,” Osterholdstates.Thankstothegreatteamworkbetween Husky and the many KHS departments involved in the development process, the project was successfully concluded in just four months.
Greatinterestinthemarket
Factor 101 was first presented live by Husky at the NPE 2024plasticstradeshowinOrlando,Florida,inMaylast year Theextremelightweightofthebottlewasmetwith great interest in the industry “The bottle in this form is of particular relevance to contract fillers who operate under great cost pressure,” believes Osterhold. The prime target markets are the United States, the Middle EastandSouthAmerica Thefirstprojectsarealreadyin preparation. (ast)




















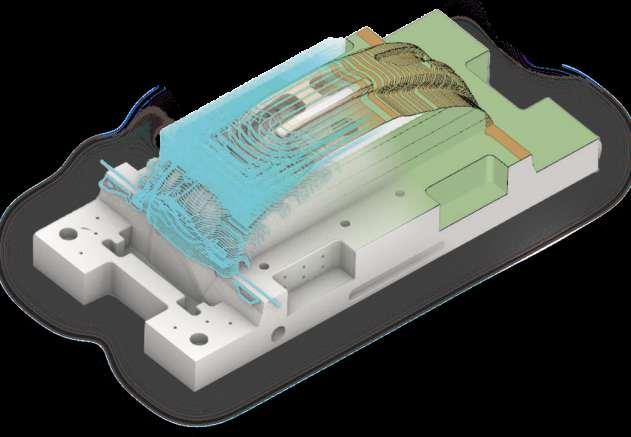
Smartermouldingwith thin-filmsensors
To make plastic production more efficient and sustainable, Fraunhofer IST has developed thin-film sensors that monitor pressure and temperature directly in the mould Combined with machine learning, the system enables real-time quality control and process optimisation.
For the resource-conserving and, at the same time, economicalproductionofplasticcomponents,the utilisation of intelligent, automated processes is crucial. In order to be able to monitor production processesautomaticallywiththeaidofAI,innovativesensor systems are required that provide, with the highest possible data quality, real-time information regarding the statusoftheproductandprocess.Inthe“AI-Net-Aniara” project,theFraunhoferInstituteforSurfaceEngineering andThinFilmsISTthereforeconductedworkonthedevelopment of innovative thin-film sensors
During the project, the Fraunhofer IST has developed an innovative sensor system that records process data such as temperature and pressure in real time — directly in the tool. The wear-resistant thin-film sensors and the adoption of machine learning methods enable pre-
cise monitoring, automated quality assurance and sustainableoptimisationoftheinjection-mouldingprocess.
Thepotentialofthin-filmsensortechnology
WithinthecontextofIndustry4.0,thepreciserecording andmonitoringofrelevantparameters,suchastemperatureandpressurecurvesinplasticinjectionmoulding, is essential.
The Fraunhofer IST has developed multifunctional thin-film sensors that are deposited directly onto the tool surface. These sensors enable spatially resolved real-time measurement of the temperature in the main stress zones of the injection-moulding process.
The thin-film sensor system was applied to an exchangeabletoolinsert.Thesensorsystemwasdeposited
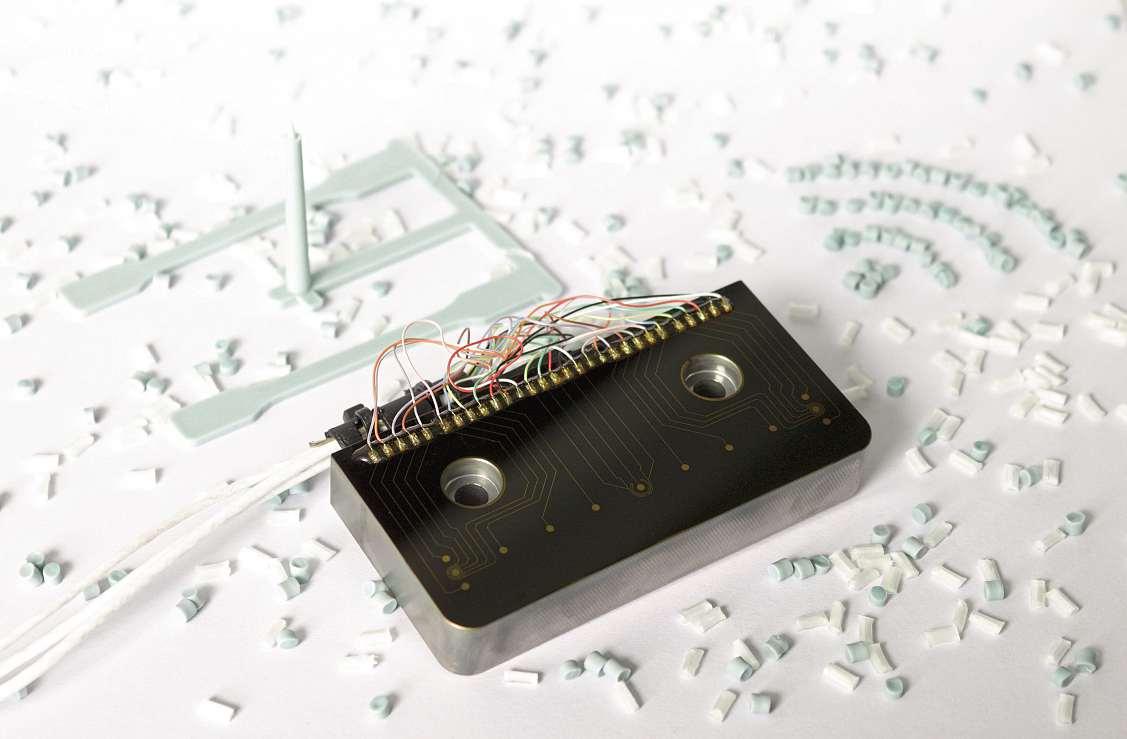
Tool insert with thin-film sensors for plastic injection moulding.
on steel inserts by means of physical and chemical vacuumdeposition(PECVD),whichcanbeeasilyintegrated intothetool.Thebaselayerconsistsofathermoresistive andwear-resistantdiamond-likecarbon(DLC)layer An array of 13 electrode structures made of chromium was structuredontop,mappingtheflowfrontalongthecomponentgeometry.Thisisfollowedbytwoelectricalinsulation layers made of Sicon, between which the chromium-basedconductortrackswereproducedusingphotolithographic processes.
Machinelearningforimmediateprocess adjustments
Via a specially adapted electronic unit, the collected data are read out in real time and processed directly. With the aid of intelligent automation by means of machine learning algorithms on edge devices, it is possible to detectfaultsandweakpointsimmediately Thecomponent qualityisreliablydeterminedandisdisplayedasacolour signal even before the mould is reopened following the injection process. As a result, corrections and adjustments can be swiftly implemented.
The developed sensor system was tested on the injection-moulding machine at the Institute of Machine ToolsandProductionTechnology(IWF)attheTUBraunschweig As a sub-process of incremental manufacturing,digitalisedandintelligentmanufacturingstrategies fortheefficientmanufactureoffunctionalisedproducts in differing quantities were investigated with the aid of sensor technology It was found that as a result of the increased data availability in combination with the applicationofmachinelearningprocesses,individualised (intermediate) product states can be predicted and suitable optimisation strategies can be derived.
The high wear resistance of the thin-film system also enablesthemonitoringofprocesseswithahighproportionofglassfibersandrecyclates.Thisprovidesasignificantcontributiontowardstheutilisationofsustainable materials in production operations within the framework of the circular economy. (ast)
ETMM-TIP
Find out more about the AI-Net-Aniara project and its sensor innovations at www.ist.fraunhofer.de
ETMM-INFO
The Project
Within the framework of the EU research program AI-Net, research is being conducted into technologies that will accelerate the digital transformation in Europe. In a number of industry-led projects, the technology fields of communication networks and technologies for 5G and, prospectively, 6G, user-oriented data centers and artificial intelligence (AI) are being addressed. The German project consortium of “AI-Net-Aniara” focused on the application fields of sensor systems and production technologies.
The Fraunhofer IST contributed to Aniara with the development of a real-time-capable sensor system which can be integrated into existing infrastructures and utilised for data analysis with AI algorithms. By means of automated error detection and the derivation of virtual product properties, optimal operating strategies were developed.


Left to right: Jürgen Burkert (Managing Director HSK), Mathias Grimm (Head of Plant 2 HSK), Ralf Schiefer (Head of Strategic Business + Product Development HSK) and Dr. Gerald Fiedler (sales engineer Sumitomo (SHI) Demag,) using an Intelect Multi 300 for 2K injection moulding
HSKexpandswith2.5 millioneuroinvestment
With a recent investment in all-electric multi-component moulding technology, HSK reaffirms its position in polymer processing.
Supported by nearly 150 machines from Sumitomo (SHI) Demag, the company is expanding globally.
NestledbeneaththeridgesoftheOremountainsin Germany are two plants manufacturing thousands of multi-material components for OEMs daily. With an additional site recently opened in SouthwesternOntario,Canada,HugoStiehlKunststofftechnik (HSK)investedin10injectionmouldingmachinesfrom the Sumitomo (SHI) Demag Intelect series. The latest installations include six advanced multi-component manufacturing cells comprising machines, peripherals and conveyors.
BringingtheirtotalnumberofSumitomo(SHI)Demag injectionmouldingmachinestonearly150,HugoStiehl Kunststofftechnik (HSK), which operates from four international sites, recently invested 2.5 million euros in multi-componentmouldingtechnology AsoneofHSK’s
longest serving machinery partners, Sumitomo (SHI) Demag Plastics Machinery delivered ten all-electric injection moulding machines from its popular Intelect series,withclampforcesrangingbetween750and1,800 kN (Multi).
Four of the systems have been installed at the company’s German HQ in Crottendorf, with six cells placed in Brantford Ontario in Canada — tested and certified to meet the regulatory safety requirements set by the Canadian Standards Association (CSA). “These machines were specifically commissioned to support the production and assembly of battery technology components withcomplexgeometriesusingourprecisetoolingtechnology,” explains Ralf Schiefer, Head of Strategic Business and Product Development at HSK
Sour ce :
Su mit
om o (SHI)
Demag
Two 2K machines Intelect Multi 180 and two Intelect 75 were installed at the Crottendorf site, with four Intelect Multi 180 and two Intelect 75 shipped to Canada. Asaprominentleaderinall-electricinjectionmoulding machines, as well as multi-component and 2K technologies,Sumitomo(SHI)Demaghandledtheentirecustomisation, technology integration and cell validation process.Thisincludedinstallingallofthesafety-relevant components, machines, peripherals and conveyor technology, reports Schiefer
Longstandingloyalty
Having supplied over 150 machines to HSK since 1990, Sumitomo (SHI) Demag was considered to be unquestionably the most reliable collaborative partner for this latest project “As a direct result of thesesuccessfulcooperations betweenbothcompaniesover threedecades,wewereideally positioned to respond to the exact project requirements. Our familiarity of the company also enabled us to pull forward production to meet the tight time frame specified by HSK,” says sales engineer Dr Gerald Fiedler who oversaw theentireprojectfromstartto finish.
Focusing on the value of this mutually cooperative partnership, Schiefer adds: “There are many factors that we appreciate in Sumitomo (SHI)Demagasapartner.The excellent customer support, themodularconceptsoftheir machines which increases thelongevityandflexibilityof our investments, familiarity of the control system, as well as the maintenance support which when combined results in some of the most efficient production cycle times.”
For the Saxon polymer processor, nearly 80 percent of the entire fleet now carries the Sumitomo (SHI) Demag badge.
Performance-wise,Schiefer has long appreciated the responsiveness of the toggle platformonthehydraulicmachines. This proven technology has now been applied to the all-electric Intelect series but now uses direct drives to achieve the most efficient yet repeatable performance required by manufacturers of safety components today.
Strongestadvocatesofall-electric
Eager to set the precedence for cleaner, less energy intensive production, HSK became one of the earliest adoptersofall-electricinjectionmouldingtechnologies. “Wechoseall-electricinjectionmouldingmachinesatan early stage because we always had our eye on ecology,” says HSK Managing Director Jürgen Burkert.
The Intelect series from Sumitomo (SHI) Demag quicklyfulfilledthecompany’srequirementsbydeliveringlowenergyconsumption,highprecision,repeatability, durability and a significantly less background noise Now, with 50 all-electric injection moulding machines

Special plates
Configurespecialplates
quicklyandeasily
Meusburger offers special plates in eight different standard variations, which are available in customisable dimensions and different materials, all in the usual high quality.
Howyoubenefit:
› More than 25 materials available
› Easy configuration of drilled and non-drilled plates
› Ready for shipping in three working days


operating in the clamp force range of between 500 and 3,500kN,HSKremainsoneofthemostenthusiasticsupporters of Sumitomo (SHI) Demag’s technologically advanced know-how. In particular the company’s prominent leadership in direct drive, inverter and control technologies, which for a mass manufacturer like HSK is considered to be state-of-the-art.
With a sustained history of responding to the latest trends, few companies possess the depth of processing expertise and technologies to match HSK’s wealth of experience and competence in 2K injection moulding Of the 31 2K Multi machines currently operating at HSK, overhalfareIntelectMultimachines.Equippedwiththe very latest multi-component technology, the large mould space combined with high tie bar clearance, optimisestheworkingenvelope.Thisprovidestherotation space to accommodate a large tooling estate, while simultaneously delivering maximum precision with parallel, dynamic movements, explains Fiedler
Early2Kadopters
Greater processing precision when using the Intelect Multi’scanbeattributedtothecompany’sservomotors which are designed and built by the Sumitomo Heavy Industries Group The dosing is fully electric to ensure thehighestdegreeofaccuracy Themachinedesignalso featuresauniqueautomatictie-barpullontheoperating side.Additionally,theservomotoroftheindexdrivehas been integrated into the control system, explains Dr Gerald Fiedler
ETMM-TIP
Looking to boost efficiency and precision? Explore all-electric multi-component moulding on sumitomo-shi-demag.eu.
“Thesemachineswerespecifically commissionedtosupporttheproduction andassemblyofbatterytechnology components.”
Ralf Schiefer, Head of Strategic Business and Product Development, HSK
HSK purchased the first 2K injection moulding machine produced in Wiehe in 1997 It was an Ergotech Multi 50-120H/80V with the production number 71440001, recalls Fiedler, providing additional assurance of the long-standing trust enjoyed between the two like minded and innovative companies.
Eager to maintain the company’s position at the forefront of polymer processing trends, managing director Burkert elaborates that by specialising in 2K injection moulding and IMD, and by transitioning to all-electric machines HSK continues to adapt to shifting demands.
“As a full-service manufacturer with an advanced machineryfleetandover400highlyskilledpeople,wecontinuetoobserveheighteneddemandforadvancedmanufacturing techniques. In particular an expansion of applicationsofferingveryspecificsafetyfunctionalities for battery housings.”
Similarly, Sumitomo (SHI) Demag continues to push the boundaries of innovation, particularly with regard to connectivity, interfaces and data exchange. The networked support service My Connect allows for remote support and rapid reactions to unplanned production disruptions. This variety of functionalities is especially beneficialformulti-sitemanufacturerslikeHSK,which with the opening of the Canadian plant in December 2024, as well as two plants in Crottendorf and another subsidiary in Dalovice in the Czech Republic, now operate across multiple time zones
Newmachinesformodernfacilities
Aspartofthecompany’srobustexpansionstrategy,HSK Canada commenced production in December 2024. ServingtheUSandMexicanmarkets,tosupporttheprocessing of hundreds of thousands 2K components daily ontheirnewIntelectmachinesandtohelpmaintainthe tightqualitycontrolparameters,thefacilityisequipped with the latest in assembly, camera and measurement technologies. Alongside 2K injection moulding, as a technical moulder HSK is also heavily involved in highly-specialistprocesses.Thisincludesinmouldlabelling, insert injection moulding, over moulding of textile and metal cables, and micro-injection moulding (ast)
The majority of the 140 injection moulding machines currently running at HSK, including plant 2 in Crottendorf (pictured) are supplied by Sumitomo (SHI) Demag
At the Hugo Stiehl Canadian facility, four Intelect Multi 180 and two Intelect 75 produce hundreds of thousands of components daily.
ILLUMINATED LOGOS
PMMApartsshineinOpel’s newelectricSUV
The new Opel Grandland Electric features illuminated Plexiglas moulded lettering in place of traditional chrome elements. Developed in collaboration with Röhm and Hella, the design reflects current trends in lighting technology and materials use.
The Opel “Blitz” lightning bolt glows white at the front, and brand name in signal red letters at the rear ThenewGrandlandElectricSUVisOpel’sfirst seriesmodeltofeaturethenewexteriordesignwithout chrome elements. Instead, the brand insignia are made fromPlexiglasandareilluminated.Withthisilluminatedlettering,parentcompanyStellantisistakingadefinitivestepinmodernisingandelectrifyingthistraditional German car brand.
Integrated into the slimline rear light strip that extends across the entire width of the vehicle, the Opel letteringisdiscernibleevenfromadistance Thelighting specialistsatHellaLightingproducethemulti-partrear light of the Opel Grandland Electric using Plexiglas moulding compounds, the brand polymethyl methacrylate(PMMA)fromRöhm “It’sawell-knownmaterial for us at Hella. We know and appreciate the properties,” says Samuel Tomka, head of the Optical Development Department at Hella Slovakia.
Thethree-dimensionalletteringisinjection-moulded in one piece. The letters are approximately 30 millimeters high and long, and 10 millimeters deep “The challenge is to achieve uniform thickness and avoid cracks and sink marks,” explains Tomka. “Plexiglas moulding compoundshavethepotentialtomitigatetheserisksto a minimum, so we can produce the lettering with the highest precision and ensure that the aesthetics and functionality meet the highest demands.”
Rafal Czokow, Senior Business Manager in Röhm’s MouldingCompoundsbusinessunit,describesthecharacteristics of the moulding compound used here: “This Plexiglas product is characterised by maximum optical purity and excellent light-guiding properties, as well as ahighheatdeflectiontemperatureandmechanicalstability,makingitagreatchoiceforuseinvehiclelighting components.Thankstoitswell-balancedmeltviscosity, themouldingcompoundisverywellsuitedforinjection moulding and offers great freedom of design.”
Targetedlightextractionatthesurface
Sincetheletteringispartoftherearlight,ithastocomply with the international regulations for vehicle lighting.ThisiswhytheOpelbrandnameisalsoilluminated insignalred,therequiredcolourforrearlights.Theoptical properties of the brand PMMA enable designers to create spectacular lighting effects: Thanks to a fine sur-
ETMM-TIP
Advanced materials enable sleek, regulation-compliant lighting designs. Learn more at plexiglas.de
All eyes on the brand — the Grandland Electric SUV is the first series model from Opel to feature an illuminated brand lettering
face structure, the red light of the LEDs is emitted only through the front of the otherwise crystal-clear letters. In daylight, the Opel lettering stands out beneath the rear light cover thanks to its elegant 3D effect.
HellaalsoproducesthetransparentcoverfromPlexiglas moulding compound. This is because, in addition to its high transparency, the material also has excellent UV and weather resistance, and does not turn yellow overtime.Asaresult,thesignalcoloursrequiredbythe relevant standards are reproduced perfectly, and the Opel brand name is highlighted with sharp and crystal-clear brilliance
InEurope,illuminatedemblemsandlogosonvehicle exteriors have only been allowed since 2023, and they aresubjecttostrictrequirementsintermsofdimensions andcolours.Whenitcomestovehicleinteriors,however, lighting designers have virtually free rein. In his role atHellaLighting,Tomkahasnoticedthatambientlighting is increasingly coming into focus in automotive design, and that both the showcasing of the brand and customisable lighting scenarios are set to play a major roleinfuture.“Thisopensupexcitingnewopportunities forus,andrelievesbondsfromcreativeminds,”saysthe newly appointed Head of Program Management for Interior Lighting in the International Segment. (ast)

COMPUTER AIDED MANUFACTURING
Abriefhistoryofsimulation inCAMsoftware
Simulation in CAM has evolved from a visual aid to a core pillar of safe, efficient manufacturing. This personal deep dive traces its transformation — from the early days of 5-axis backplotting to today’s real-time collision avoidance and GPUaccelerated material removal.
Intheworldofcomputer-aidedmanufacturing(CAM), simulation technology has evolved from a luxury to what many consider an essential component. In the landscapeofCAMsoftware,threequestionsconsistently emerge:IssimulationoftoolpathsinCAMtrulyamust haveormerelyanice-to-havefeature?Whatcapabilities should we expect from simulation in today’s modern CAM software and powerful hardware? And perhaps mostimportantly,whatdevelopmentscanweanticipate in the coming years?
Thepioneeringphase:breakingnewground
In 1997, 3D CAM was still very new. The primary challenge was educating manufacturing companies about the necessity of CAM software, post processors, and data import capabilities from different CAM systems. Five-axis machining was an even smaller niche, and professionals used the term “True 5-axis machining” to describe the continuous motion of all five axes simultaneously. The majority of customers were performing
WRITTEN BY
Dr.Yavuz Murtezaoglu Founder & Managing Director Module Works

in CAM software has evolved from a luxury to a necessity during the past three decades.
whatwecalled“indexed”or“3+2axismachining”,where the machining direction remained fixed for each tool path operation.
Machine tool vendors were increasingly introducing 5-axisCNCmachinestothemarket,andcontrolmakers like Siemens and Heidenhain were enhancing their capabilities to support these advanced machines.
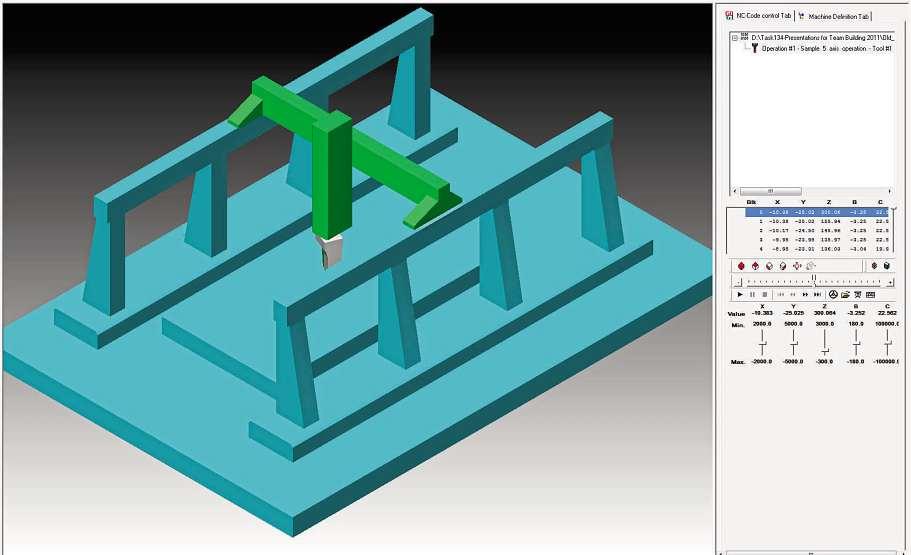
During this period, I was developing 5-axis tool path algorithms to overcome CAM software limitations, enabling customers to machine complex shapes across various industries. However, determining whether a tool path was safe presented significant challenges. The integrated simulation in CAM software utilised backplot technology to display the tooltip as a series of lines — effective for 2D or 3-axis machining but inadequate for 5-axis machining, where the tool tip could maintain its position on the line while the tool itself tilted.
The material removal simulation integrated into these systems effectively demonstrated how parts werecreatedfromstockmaterialbutfailedtoidentify potential collisions when all machine components were in motion. Dedicated standalone simulation software was available, but it required separate licensing, installation,andconsiderablepatiencetoevaluateeach program.
Themachinekinematicsrevolution
We recognised that the most significant risk in 5-axis machining was machine crashes To address this, we begansimulatingcompletemachinekinematics.Given the complexity of machine geometry, we focused on simplifying it, concentrating on critical components such as the table, work holding, and spindle while disregarding the housing and other less critical details.
We discovered that OpenGL, well-developed for gaming, could be leveraged to create fluid animations of machine movements for any 5-axis tool path The challenge was converting CAM software tool paths to machinemotion.Thesolutionlayinthepostprocessor:its roleistotransformthetoolpathfortheparttomachine kinematics, mathematically converting the tool axis vector in the workpiece coordinate system into rotary axis angle values for the specific machine. Since 5-axis
postprocessorswerescarce,wedevelopedourown.Our in-houseteamprovidedthekinematicmodel,whichwe linked to an OpenGL engine. The result was a fast, versatile 5-axis simulation capability, which we first demonstrated in the early 2000s — bringing complex toolpathstolifeonalargescreenwithimpressivespeed and precision.
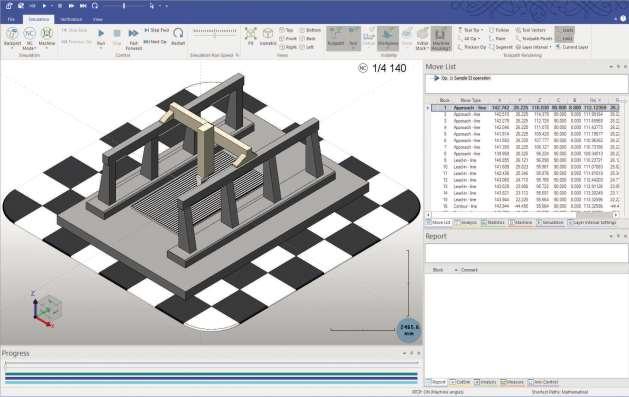
Latestreleaseofmachinesimulation
While fast, this system initially didn’t report collisions. Nevertheless, it proved valuable. We termed it “Visual collision checking”, similar to tool path backplotting where users manually inspect the tool path. Operators could run the simulation, rotate the view with the mouse,andvisuallydetermineifcollisionswouldoccur Given the comparative slowness of computers at that time, this represented a pragmatic solution, offering instant simulation without waiting time. Users could navigate between the program’s start and end points simply by moving a slider bar with the mouse, visualising all motions.
We decided that our 5-axis tool path should be used in conjunction with this simulation and bundled them togethertopreventmachinedamageduetoinadequate simulation capabilities. While some customers purchased additional standalone simulation packages, most found our fully integrated simulation extremely helpfulsinceitutilisedthesamekinematicsolverasthe post processor they employed to operate the machine.
“SimulationinCAMhasevolvedfroma luxurytowhatmanyconsideran essentialcomponent.”
Dr. Yavuz Murtezaoglu, Founder & Managing Director of Module Works
Fromvisualtovirtual:perfectingcollision detection
As computer hardware became increasingly powerful, ourambitionsgrew:whynotimplementactualcollision checking instead of merely visual collision checking? Encouraged by OpenGL’s success in gaming and how it facilitated our solution development, we explored furthergamingtechnologyandcollaboratedwithanexpert who had developed collision detection engines for the gaming industry After significant investment and adaptation to meet industrial needs, we achieved full collision checking, also known as “clash detection”.
ETMM-TIP
Want to learn how real-time collision avoidance works in practice? Visit moduleworks.com
Accustomed to instant simulation capability, we aimed to maintain similar speed levels even with collision checking This presented challenges, but we discoveredthatbyreducingthenumberoftrianglesinthe triangle mesh model, we could achieve satisfactory speeds.Additionally,wedefinedspecificcollisionpairs ratherthancheckingeverythingagainsteverything For instance, since a machine’s table would never crash against its housing, we eliminated that check. The outcome was extremely satisfactory and quickly became integral to our solution.
Simulation
CollisionAvoidanceSystem(CAS)ofModule Works
Atthisstage,however,wewereonlyaddressingmachine collisionsandgougesofthetoolandspindleagainstthe target workpiece geometry While we could guarantee thatthetargetpartwouldn’tbedamagedbythetooland no machine collisions would occur, we lacked material removal simulation, meaning unexpected cuts into unmachinedstockwentundetected,suchasarapidmotion crossing the stock. This required material removal simulation,sowedirecteduserstoruntheintegratedmaterial removal simulation engine within their CAM software, typically licensed from specialist companies providing such technology
We initially thought this would conclude our journey, as our primary objective was to help users run our 5-axis tool paths safely, and we had developed a working solution that satisfied our customers
Thedigitalchisel:revolutionisingmaterial removalsimulation
In 2005, at an academic conference, I met Dr Stautner fromDortmundUniversity,whohadcompletedhisPhD on material removal simulation technology and subsequently joined our team. We were receiving numerous customerrequestsforfullyintegratedmaterialremoval simulation within the machine simulator
Upon examining existing market technology, we found that most CAM software utilised a technology basedonmeshBooleans,wheretoolmotionisdescribed asameshsubtractedfromthestockmesh.Whileinitially quick, the process slowed dramatically as more Booleans generated increasingly more triangles. We adoptedthediscretemodeloriginatingfromDortmund Universitybutrecognisedthesubstantialworkrequired to ensure accuracy Though fast, making the results vis-
ually appealing and supporting technologies like turning and wire cutting presented significant challenges. Sincethen,we’veinvestedapproximately200person years in development, including quality assurance and productmanagement,tobringthetechnologytoitscurrent level — an achievement we’re extremely proud of Asdevelopers,wetendtoseekelegant,simplesolutions to complex problems, but this particular challenge demanded extensive effort since every detail is critical to avoidmisleadingusers.Thesolutionmustbeabsolutely safe, fast, user-friendly, and integrable.
Preventiveintelligence:real-timecollision avoidance
By 2015, our journey continued despite our satisfaction with our simulation technology, which had been integrated into numerous CAM software systems for material removal and machine simulation, with our market share growing steadily A new challenge emerged: how to run the simulation engine on an industrial PC adjacent to CNC control to prevent machine collisions in real time.
This exciting challenge came with the advantage of receiving information about future machine movements with a one-second look-ahead, providing data of the “future” one second in advance. Our task was to calculate collisions and material removal and stop the machine before any issues occurred. This necessitated significant optimisation of our calculation engine and required heroic efforts from our team to deliver timely solutions to partners
We named this technology CAS (Collision Avoidance System) and believe it could eliminate all machine tool crashes if widely implemented. With the rapid advancement of chip technology, accelerated by developments inArtificialIntelligence,weanticipatethatwithinafew years, even basic chips in CNC controls will have suffi-
Module Works’ first release of Machine Simulation in 2006.
cient performance, eliminating the need for additional industrial PCs.
Breakingbarriers:universalstandardsand GPUacceleration
WhileCNCmachinescanavoidcollisionsusingCAS,this requires proper definition of tool, holder, work holding, andstockgeometryforeachjobtoenableCASfunctionality ManyCNCmachinesdon’trequiresuchdatatocut parts, but it’s essential for collision avoidance Upon investigation,wedeterminedthatallthisdataexistswithinCAMsoftwarebutlackedastandardformatforexport to CNC machines - typically, only the NC program was transmitted
We initiated the development of MDES (ManufacturingDataExchangeSpecification)toenabletheexportof jobsetupdatafromCAMsoftwaretoCNCmachinesrunning CAS Working with approximately 90 % of major global CAM vendors and most CNC control makers and machine tool vendors, we secured substantial support fromkeyindustryplayers.Theadoptionofthisworkflow is progressing impressively To accelerate adoption, we’vemadethisspecificationfreelyavailableasanopen standard to prevent the proliferation of competing proprietary standards
RepresentationofaGPU
Thestorydoesn’tendthere.NVIDIA’ssuccesswithAIhas driven the development of powerful GPUs previously primarilyusedforgaming Withstabledevelopmentenvironments now available for industrial GPU applications like simulation, we’ve ported the most computationallyintensivepartsofoursimulationenginetoGPU While maintaining all features developed over the past 20 years, we now benefit from GPU power. The benchmarkresultsonamid-rangeGPUarefascinating:many tool paths with 1-3 million lines of NC code complete simulationatthehighestresolutioninunder10seconds I confidently assert that material removal simulation should never take more than 10 seconds, regardless of tool path size We’ve achieved this without compromis-
“Whiledevelopingcomplexalgorithms ischallenging,creatingindustry-grade complexalgorithmsissignificantly moredemanding.”
Dr. Yavuz Murtezaoglu, Founder & Managing Director, Module Works
ing quality or taking shortcuts to increase speed, maintaining the extensive detailed work we’ve invested (the 200 person years of effort since 2005). This approach facilitates straightforward retrofitting for all CAM softwarecompaniesusingoursolution,theyneedn’tchange anything for their users to enjoy this dramatically improved performance.
While one team focused on GPU simulation, another team worked with numerous developers for years on triangulatingourdiscretemodel.Wediscoveredthatour discrete model offered many advantages, including linear speed increases with more moves, numerical stability, and perfect memory usage control. However, the triangulation was based on discretisation. We found a method to generate perfect triangulation based on customer tolerance requirements without generating excessive or insufficient triangles while preserving featureslikeholes,sharpedges,andfillets.Thissignificantly improved simulation speed in “play mode” and substantially accelerated the simulation engine used for updating stock models between consecutive tool path operationssuchasroughingandrest-roughing,asitgenerated better and fewer triangles. Improving tool path calculationqualityandspeedrepresentsamajorbenefit forallCAMusers.Werealisedthatreliable,accurate,and fast (thanks to GPU) in-process stock updates in CAM systems could deliver significant time savings.
It’sexcitingtoseehowoursimulationtechnologycontributes to productivity gains for CAM users worldwide. As our CAM partners integrate and release these capabilities,userswillsoonaccessthisexcitingtechnological suite.
Thefutureofsimulation
Areweslowingdown?Notatall.Sinceoursolutionsare being integrated into existing hardware and software platforms,we’rebusyensuringalloursolutionsworkon ARM CPU architecture, Linux, macOS, and various real-time operating systems. Supporting numerous features across multiple platforms and operating systems necessitatesextensiveworkonautomatedperformance and regression testing Approximately 30 people work in Quality Assurance, and hundreds of CPUs and GPUs test our code after every single code change submitted toourcodebase.Whiledevelopingcomplexalgorithms is challenging, creating industry-grade complex algorithms is significantly more demanding This explains why we now employ almost 400 people, most in development, with no time to decelerate. (ast)
Horn has expanded its solid carbide DC circular milling system for grooving, parting-off and threading

Smartertoolsforshorter cycletimes
Faster, cleaner, smarter: New cutting tool solutions from Tungaloy, Horn and Seco deliver improved productivity, energy efficiency and machining versatility — from high-feed turning to groove milling and rough copy milling in demanding materials.
WRITTEN BY AlexanderStark Managing Editor
Asmanufacturersfaceincreasingpressuretoshorten machining times and boost sustainability, cutting tool innovation is stepping up to deliver. Recent product developments from Tungaloy, Horn, and Secoillustratehowmoderntoolingsystemsareaddressing demands for higher performance, versatility and cost-efficiency in both milling and turning operations
Shorter cycle times not only improve output but also contributetolowerenergyconsumption,supportingenvironmental and cost-efficiency goals. This is what Tungaloy delivers with a new tool series. The company’s Addmultiturn turning tools are designed as a flexible, high-efficiencytoolforexternalturning,facing,profiling and high-feed turning Featuring double-sided inserts with six cutting edges, the tool system offers extended toollife,fewerinsertchangesandimprovedproductivity
The expanded product line now includes PSC holders in three interface sizes (C4, C5, and C6), with square shank types in 20 mm and 25 mm set to follow later in 2025. This broader compatibility makes the Addmultiturnsystemaccessibletoawiderrangeofmachinetools and production environments.
Theinternalcoolantholdersfeatureamulti-pointsupply system, delivering coolant from seven locations — fourfromthetopandthreefromthebottom—ensuring direct cooling at the cutting edge during both forward and reverse turning This design improves chip evacuation,reducesheatgeneration,andsignificantlyextends insert life.
Thehigh-rigidityclampstructureandoptimisedcoolantpathsalsosupportstablemachiningacrossmultiple directions.Inparticular,thecombinationofrobusttool design and enhanced cooling performance enables efficient high-feed reverse turning
Solidcarbidecutterswithnewgrades
Cutting tool manufacturer Horn is also continuing to expanditsrangeofcuttingtools.Thisincludessolidcarbide cutters for circular interpolation milling The DC circular milling system is intended for grooving, parting-off and threading operations and in contrast to indexable insert tools, have a solid carbide monoblock construction.Oneoftheadvantagesofthedesignishigh
milling depth when grooving or machining small internal threads.
New is the use of RC25 and RC45 as the standard carbidegrades,whichareabletocopewithabroadrangeof machining operations and materials Furthermore, optimised macro geometries and micro-scale geometries of the cutting edges ensure even higher milling performance than before.
Additional variants include 35 types of DCN groove millingcutter,allowingcustomerstoselectatoolthatis morecloselytailoredtotheirspecificgroovedimensions, materials and machining requirements. Included are intermediatetoolsizeswithdiametersinodd-numbered increments of 5, 7, 9 and 11 mm, which are offered as standard from stock. It gives usersmoreflexibilityandless need for custom tools, which can be expensive and have extended delivery lead-times. The cutters are available for machining grooves from 0.5 mm wide.
Horn’sDCFchamfermilling cutters and DCX keyway milling cutter series have been similarly updated with new grades and geometries.
Copymills
Seco has introduced the next generation of its Round 20 copy milling system, delivering improved material removal rates in steel, stainless steel and heat-resistant alloys. Round 20 inserts are compatible with cutter bodies from previous generations and provide additional performance in challenging materials.
ThenewSecoRound20cuttersandinsertsarewellsuited for highly productive medium-to-rough milling in steel, stainless steels and heat-resistant superalloys and can alsobeproductivelyappliedto cast iron and hardened steels. The large-diameter inserts maximise material removal ratesandofferacost-effective meanstogenerateanR10mm radii with 20 mm round inserts.
“The new generation of Round 20 represents a significantstepforwardfromitspredecessors,” said Seco Product Manager Benoit Patriarca.
“Withtoday’sRound20,inserts can be indexed to four, six or eightpositions,allowingusers to match the insert consumption to the depth of cut being
taken. This flexibility also means the new inserts integrate with existing cutter bodies that index to four or eight positions.” Through the use of insert shims and cassettes,userscanmaximisethelifeofRound20cutter bodies. With these options, manufacturers reduce the risk of damaging an insert pocket and eliminate the replacementcostandpotentialdowntimethataccompany unexpected tool breakage. Round 20 has sixteen available cutter bodies with four shim options, three cassette options and thirty indexable cutting inserts
Theseinnovationsshowhowtoolmakersarepushing the boundaries of machining performance while offering practical solutions for shop floor challenges (ast)


Chip BreakerEffect







WhyCNCmachiningisstill thegoldstandard
CNC machining is gaining importance in rapid prototyping by enabling precise, fast, and material-accurate component production — helping to shorten development cycles across various industries.
In today’s fast-paced manufacturing landscape, rapid prototyping has become a critical enabler of innovation—andCNCmachiningplaysacentralroleinthis evolution While the concept of computer numerical control (CNC) is far from new, its relevance in rapid prototypingisgrowingrapidly.Oncedominatedbysubtractivemanufacturingmethods,theprototypingprocessis now being revitalised by CNC technologies. Engineers,designers,andmanufacturersarerediscoveringtheadvantagesofCNCmachining:it’sfast,precise, reliable, and cost-effective Despite being a subtractive technique,CNCremainsoneofthemostpowerfultools for turning digital designs into functional prototypes quickly and efficiently. But what exactly makes CNC so valuableintheprototypingphase—andwhyareleading
industries increasingly relying on it to accelerate development?
In industries driven by tight timelines, the gap between concept and validation has narrowed considerably. Prototyping cycles that once took months can now becompletedinweeks—orevendays.CNCmachining offers a distinct competitive edge in this accelerated environment.Whileadditivemanufacturingmethodslike 3D printing build parts layer by layer, CNC machining startswithasolidblockofmaterial—suchassteel,titanium, aluminium, or high-performance plastics — and removes excess material using precision cutting tools along pre-programmed tool paths This approach enablesthecreationoffullyfunctionalprototypesfromthe same materials used in final production.

CNC machining plays a key role in modern prototyping by enabling the fast, precise and reliable production of functional components across industries.
MachiningEquipment
These high-fidelity prototypes are ideal for testing and refining designs before scaling up to mass production. Because they replicate the mechanical, thermal, and wear characteristics of the final product, they help identify and resolve potential issues early in the developmentprocess—reducingrisksandsavingtimedown the line
HowCNCcutsdaysofdevelopmenttime
In prototype development, speed is no longer a luxury — it’s a necessity According to the 2023 Smarter Manufacturing Insights study, companies that use CNC machining for rapid prototyping report a 32 percent reduction in product cycle times compared to those relying solely on traditional fabrication methods.
This increase in speed can be attributed to:
Toolpathautomation: Modern CAM (Computer-Aided Manufacturing) software provides toolpaths from CAD files in a few minutes
Multi-axiscapabilities: 5-axis CNC machines can mill complicated geometries without part repositioning. Ultimately, these help minimise machining time and human error
Readinessofmaterials: The 3D printing requires specialised polymers or resins. On the other hand, CNC works with standard stock material available off the shelf. So, the cost is comparably lower than additive manufacturing options.
Reducing development cycles by a few days can lead to asignificantcompetitiveadvantageinindustrieswhere time-to-marketiscrucial,suchasmedicaltechnologyor consumer electronics.
Precisionprototypingandthetolerance factor
Modern CNC machines can achieve tolerances as tight as±25microns,enablingprecisemechanicaltestingand accurate verification of assembly fit. When it comes to producing functional prototype parts, CNC machining oftenoutperformsotherrapidmanufacturingmethods —particularlywhereprecisionandmaterialintegrityare critical.
Thishighlevelofaccuracyisessentialforprototyping componentswithtight-fittinginterfacesorthoserequiring regulatory approval for real-world use. In sectors such as aerospace and medical technology, prototypes must meet stringent standards for compliance, performance, and reliability Even a slight deviation in shape can render a prototype misleading or unusable — an uncertainty that CNC machining significantly reduces.
Moreover, CNC technology allows for the use of engineering-grade materials like PEEK, Delrin, and 6061 aluminium. This enables engineers to evaluate the mechanical, chemical, and thermal behaviour of components under real-world conditions, ensuring that prototypes truly reflect the final product’s performance
HowCNCmachiningcutscosts
Atfirstglance,CNCmachiningmayappearmoreexpensive than 3D printing However, when factoring in the full scope of prototyping costs — including failed attempts,designrevisions,andtime-relateddelays—the financial equation shifts significantly in favour of CNC.




























Inthisdossier,wepresentsomeofthekeyissuesonthe waytotheSmartFactory.Withexplanations,practical examplesanddosanddon’tstohelpyoualongthewayof adaptingtothechangescomingwithIndustry4.0. www.etmm-online.com/smart-factory
CNC prototyping reduces the need for extensive post-processing and minimises functional risks by enabling early design validation and rapid iteration. This leads to substantially shorter development cycles
Moreover, CNC processes can operate under direct machining conditions or incorporate soft tooling, eliminating the need for costly moulds typically required in injection moulding at the prototyping stage.
AccordingtoastudybyGlobalManufacturingTrends (GMT), 61 % of companies reported lower overall prototyping costs after integrating CNC machining into the productdesignphase.WhileCNCpartsmayhaveahigher per-unit price compared to additive parts, their superior precision, material compatibility, and reduced downstreamcostsmakethemamorecost-effectivesolution in many cases.
In today’s fast-paced industrial environment, deliveringprecisioncomponentsquicklyisessentialtomeeting ever-evolvingcustomerdemands.CNCmachiningplays a crucial role in fulfilling these expectations by offering a powerful combination of speed, accuracy, and material versatility It efficiently transforms digital designs into high-performance physical parts — consistently and reliably across industries.
Cross-Sectorapplications
In the aerospace industry, CNC-machined components are tested and validated without delays before being clearedforflight.Lightweightyetdurablematerialssuch asaluminiumandtitaniumarefrequentlyused,astheir properties are ideally suited for demanding aerospace applications.
In the medical field, CNC machining enables the production of high-precision surgical instruments and implants. These components are carefully engineered to meet stringent medical standards and fit the human body with exacting accuracy Early-stage testing takes place before clinical trials or large-scale production, helping to reduce regulatory risks and improve patient safety
ConsumerelectronicsmanufacturersrelyonCNCmachining to produce functional prototypes that closely mirror the final product. CNC allows for the creation of detailedcasingsandfitments,whichcanbestress-tested for thermal and dimensional stability — essential for ensuring durability and performance.
CNC vs. 3D printing in prototyping
While 3D printing is widely used for early-stage concept models and complex geometries, CNC machining remains the preferred solution for functional prototypes that require real-world performance testing. CNC-machined parts are typically stronger and more precise than those produced via additive methods. They can better withstand stress, heat, and wear — making them more representative of the final product.
In short, CNC machining continues to outperform 3D printing when it comes to producing robust, test-ready prototypes. It enables faster validation of designs, reduces development risks, and supports a smoother transition to full-scale manufacturing.

In the automotive industry, CNC-manufactured parts are vital for meeting strict structural and performance requirements. From engine components to battery housings and mounting brackets, CNC machining ensures that parts meet initial load and vibration testing criteria. This helps engineering teams identify and resolve potential issues before scaling up production.
Limitationstoknow
All technologies carry specific disadvantages in their operation. Subtracting material forms the basis of CNC machining operations. It eliminates material to form products with specific shapes. When generating deep features and cuts, the procedure encounters several potential issues.
However,3Dprintingtechnologyenablesthedevelopmentofdetailedinternalstructurestoasuperiordegree. The technology builds its products by adding sections layerbylayerratherthanusingblockremovalmethods. CNC machines pose limitations to achieving efficient productionofsuchshapes.Certaindesignspecifications willrequireyoutomodifyyourmanufacturingapproach.
CNCsetupstendtodecreaseoperationalspeedinrapid production teams The process of tool replacements, equipmentcalibrations,andwaitinginqueuemachines consumesproductiontime.Mass-productionshopstypicallyshowdelaysinprototypedelivery CNCproduction combinedwithadditive(HybridApproach)isemerging as a popular workflow solution due to its productivity benefits.
Concludingnotes
CNC machining proves that speed and quality can go hand in hand. Its role in prototyping is not to replace innovation but to enable it — through accurate, repeatable, and real-world-ready results
As 3D printing continues to evolve, CNC machining remainsfoundationaltomodernprototyping Itsability to deliver tight tolerances, real-material testing, and dependablefunctionalityensuresitsrelevanceinshaping the future of manufacturing For industries aiming for theirnextbreakthrough,CNCmachiningisn’tjustuseful — it’s essential. (ast)
Prototypes are best for making design iterations before commencing to large-scale production.
TURN-MILLING MACHINE
AmentPlasticsoptimises thermosetmachining
To boost efficiency in machining challenging thermosetting plastics, German subcontractor Ament Plastics has invested in a high-precision turn-mill centre from DMG Mori. The upgrade enables one-hit, sixsided machining, significantly reducing throughput times.

German subcontractor Ament Plastics, located in Wernberg-Köblitz, has been producing complex precision components from technical plastics since 2005, mostly individual parts and small series. Longstandingcustomersintheautomotive,medicaland aerospaceindustriesinparticularrelyontheexperience ofthe25-strongteam,especiallyasthermosettingplastic components,whicharenotoriouslydifficulttomachine, account for 70 percent of production.
Toallowittoturn,millanddrillthesematerialsmore efficiently in one hit, in 2022 the contract machining specialist invested in a CLX 450 TC twin-spindle turn-millingcentrefromDMGMoriaspartofacapacity expansionandprocessoptimisationexercise.Thanksto six-sided complete machining of components in one visit to the machine, rather than having to reclamp the partsonanothermachinetobecompleted,thecompany has been able to reduce throughput times, raise quality and increase production flexibility
Compared to thermoplastics, which Ament also machines, thermosets place significantly higher demands on machining Explaining the difference between the two materials, company founder and CEO Klaus Ament said:“Whilethefirstproducesnormalchips,thermosetting plastics produce dust that must be flushed away, which results in an aggressive slurry Depending on the application,however,forexampleinelectricalengineering, we cannot use coolant at all because the material
Turn-mill machining allows Ament Plastics to produce complex workpieces economically and precisely.
absorbs too much moisture, so the dust must be extracted.”
Hecommentedfurtherthat,inthecaseof laminatedthermosetsmadefromsynthetic resins, the layers consist of hard paper, cotton fabric or, since the middle of the 20thcentury,epoxyglassfibre.Thelatter in particular is very abrasive, which means that harder tools are required. Every plastic has its own parameters, whichAment’sexperiencedengineershave to bear in mind during production.
Five-axismachiningcentresandmodernCNC turning machines with driven tools are now standardproductionplatformsforprocessingthesematerials. Erik Fleischmann, Ament’s production manager said: “Ourpreviousproductionmethodsinvolvedatleasttwo machine tools and repeated reclamping, which takes muchlonger,tiesupmachinecapacityandcompromisesaccuracy InvestmentintheCLX450TCwastherefore a major milestone for us.”
Together with a colleague, Erik Fleischmann was responsible for the acquisition of the turn-mill centre. GoodexperiencewithsimilaroldermachinesfromGildemeister, which is now part of DMG Mori, led him to approach the machine tool manufacturing group The CLX 450 TC was chosen due to its compact footprint, as space on the shop floor is limited in Wernberg-Köblitz. With X,Y,Z travels of 750 × 200 × 1,100 mm, the CLX 450TCiscapableofproducingawidevarietyofcomponents. A counter spindle and the Compact Master turnmill tool spindle make it a versatile production centre forone-hitproduction.Themachineisequippedwitha Breuning Irco bar loader and a container for finished parts,allowingproductiontorununattendedovernight. Ifrequired,MrFleischmannintegratesin-processmeasurement,whichisgenerallyemployedwhenproducing aseriesofpartssothattheirqualitycanbecontinuously monitored within the working area, saving subsequent inspection time.
ETMM-TIP
Visit www.dmgmori.com to explore DMG Mori’s full portfolio of CNC machines.
Mr Ament concluded: “Despite attractive environment working with technical plastics, it is a major challenge to find skilled machine operators and trainees. Complete machining and a high degree of process integration will therefore remain an important criterion when we invest in further machine tools.” (ast)
Atomic Precision partners Michael Phillips (left) and Wayne Robins with their Brother Speedio U500Xd1 30-taper, 5-axis machining centre.

5-AXIS MACHINING
Largercomponentsproduceda thirdfasterinhalfthespace
With rapid growth in the high-tech subcontracting sector, Atomic Precision turned to Brother’s Speedio U500Xd1 to boost productivity. Dubbed the “Swiss army knife of 5-axis machining centres”, the compact powerhouse delivers high-speed and highprecision results
MichaelPhillips,jointownerwithpartnerWayne Robins of contract machining firm Atomic Precision, describes their recently-purchased, Japanese-built Brother Speedio U500Xd1 as “a Swiss army knifeof5-axismachiningcentres.”Hiscommentisdue to the 30-taper machine’s high quality, versatile functionality,compactness,andabilitytocompleteanextensive range of jobs quickly and efficiently. Brother machinesaresoldandservicedintheUKandIrelandbysole agent Whitehouse Machine Tools, Kenilworth
FoundedinEastHendred,Oxfordshire,in2020bythe two time-served mechanical engineering apprentices, who both previously worked in the machine shop at nearbyRutherfordAppletonLaboratory’sspacedevelopmentfacility,AtomicPrecisionspecialisesunsurprisinglyinmanufacturingcomponentsandassembliesforthe space and scientific research sectors.
A succession of 40-taper vertical machining centres (VMCs) from another supplier arrived on the shop floor over the next four years, three 3-axis models and two 5-axis machines. During that time, the subcontractor enjoyedanimpressivegrowthrateof50percentyearon year
It was clear to the two partners, who work alone, that the ongoing rate of growth was unsustainable without progressionontheshopfloortomoreefficientmachine tools, and perhaps also automation to gain substantial periodsofunattendedproduction.Theyoperateasingle day shift and working longer hours is not part of their game plan.
As a first step to raising productivity, the high-speed Brother U500Xd1 was installed and commissioned by WhitehouseMachineToolsinSeptember2024.ThepartnersbecameawareofthemachineattheSouthernMan-
ufacturing exhibition in Farnborough in early 2023. After early hesitation regarding the smaller spindle interface, which later proved to be a non-issue, and benchmarking a couple of other 30-taper machines on the market, the order was placed.
High-mix,high-volumeproduction
MrPhillipscommented:“Theareatakenuponourshop floor by the U500Xd1 is half of the space that one of our 40-taper5-axismachinesoccupies,yetthe30-taperVMC actually produces larger parts. Not only that, but the Speedio finishes an identical component in two-thirds of the time, as the non-cutting elements of cycles are incredibly short, so tools are in-cut for typically 90 percentofthetimeduringacycle.Thelinearaxesaccelerate at 2.2 g up to 56 m/min and chip-to-chip time is 1.3 seconds Rotary positioning by the trunnion and table are similarly fast and parts come off complete, resulting in really quick floor-to-floor times.”
The machine installed in East Hendred is a well-specified version of the Speedio model, with a 16,000 rpm / 15 kW spindle, 28-position tool turret, high pressure coolant, and Blum tool and part probing Axis strokes are 500 x 400 x 300 mm, but multi-face machining of componentsupto500mmindiameterby270mmhigh andweighingupto100kgispossibleowingtothelayout of the machining area. Remarkably, this happens in a 1,500 x 2,490 mm footprint.
As well as producing parts up to the maximum workingenvelope,theSpeedioalsomachinesverysmallcomponents requiring complex features cut with a 0.2 mm diameterendmill,hencethedecisiontooptforthehighest speed spindle Brother offers. Extensive use is made of towers for fixturing multiple smaller parts to extend walk-away time from the machine if individual cycle times are short. Batch size is normally up to 10-off, although often single prototypes are machined.
However, in November 2024, Atomic Precision receivedanunusuallylargeorderfromanewcustomerfor












Machining area of the U500Xd1.

400-offaluminiumbracketsrequiringa3+2machining strategy, using the rotary axes to position the part. The subcontractor could not have accepted the contract if it hadbeenunabletousetheelevatedspeedoftheBrother machine.
Alargevarietyofmaterialsisprocessedinthefactory, including aluminium, stainless steel, brass, copper, tungstenandtantalum.MrPhillipsadvisesthatitispossible to hold ± 10 microns dimensional tolerance “comfortably” on the Speedio, even without climate control in the factory (ast)
Safe Handling. Safe Working.
RUD Mold Handling products are engineered for maximum workplace safety when handling heavy moldsfrom up to 64 tonnes. With our products, you can make your maintenance processes not only more efficient, but above all safer.


Highlights:
- Safe turning and opening of tools – even with heavy weights
- Ergonomic working positions
- Reduction of accident risks thanks to stable, well thought-out designs
- Quick, safe, and standardized maintenance process
- And much more
The composite material Hoverlight has a core made of aluminium foam with encapsulated hollow spheres (visible in the cross-section as round openings). The combined damping effects of foam and particle-filled hollow spheres are comparable to those of magnesium.

DAMPING FOR MACHINE TOOLS
Cuttherattle:Newmaterial improvesmachinestability
The Fraunhofer Institutes IWU and Ifam have developed Hoverlight, a unique damping solution for machine tools. This innovation delivers 20 percent weight savings and triple the vibration damping, enhancing precision and productivity.
Researchers at the Fraunhofer Institutes for MachineToolsandFormingTechnologyIWUandfor ManufacturingTechnologyandAdvancedMaterials Research Ifam have made a breakthrough in materials research. With the development of the composite material Hoverlight, they are setting new standards in machine tool construction: by combining aluminium foam and particle-filled hollow spheres, Hoverlight achieves an unprecedented combination of lightness, stiffness, and vibration damping In a
joint project with an industrial partner, the two FraunhoferInstituteshavedemonstratedforthefirsttimethat Hoverlightcandampenvibrationsinseriesmachinesby a factor of 3. All this comes with a weight saving of 20 percent compared to the original assembly.
“WithHoverlight,wehave developedamaterialthat pushestheboundariesof whatispossibleinvibration damping.”
Dr.-Ing. Jörg Hohlfeld, Fraunhofer IWU
Hoverlight is a composite of metal foam and hollow spheres and can serve as the core of sandwich structures. This sandwich principleresultsinasignificant weight reduction, and the Hoverlight core guarantees high damping: the aluminium foam with
the integrated hollow spheres dampens vibrations significantly more than previously used composite materials, leading to higher precision in machining and a longer lifetime of the machine. The sandwich constructionalsoenablessignificantweightsavings,allowingfor higher dynamics in machining processes Hoverlight adapts to the specific requirements of different applications.
Hoverlightboostsmillingmachine performance
In a joint project with CNC machine manufacturer ChironGroup,Hoverlightwasintegratedintothecrossbeam of a milling machine. Initial results indicate strong performance The Hoverlight crossbeam is around 20 percent lighter than a comparable component made from conventional materials. This reduction in weight can contribute to improved machine dynamics and energy efficiency In addition, the material offers significantly higher vibration damping — by a factor of three — resulting in greater machining precision and longer tool life.MachinesequippedwithHoverlightcrossbeamscan also operate at higher speeds with consistent accuracy, increasingoverallproductivityandenablingtheproduction of more parts in less time.
Solvingtheengineeringparadox: lightweight,stiffandquiet
Dr.-Ing Jörg Hohlfeld, responsible for the research area of metal foam at Fraunhofer IWU explains what makes this material so special: “With Hoverlight, we have developedamaterialthatpushestheboundariesofwhatis possible in vibration damping We solve the conflict of objectives that arises from the inherently contradictory requirements of a stiff design of modern machine tools, lightweight moving assemblies, and effective vibration damping.”
ETMM-INFO
Vibration damping
Aluminium foam is very light, with a density of 0.5 g/cm3. Its cellular structure enables the dissipation of vibration energy through microplastic deformation and friction between the surfaces of microcracks in the cell walls.
Particle-filled hollow spheres have a vibration-damping effect through a different mechanism. When the sphere is set in periodic motion, the momentum is transferred to the loose particles inside the hollow sphere. The energy required to move the particles is extracted from the vibration energy of the environment. The friction between the particles when they collide with each other and with the sphere walls converts the kinetic energy of the particles into heat. The vibrations in the assembly are successfully dampened.
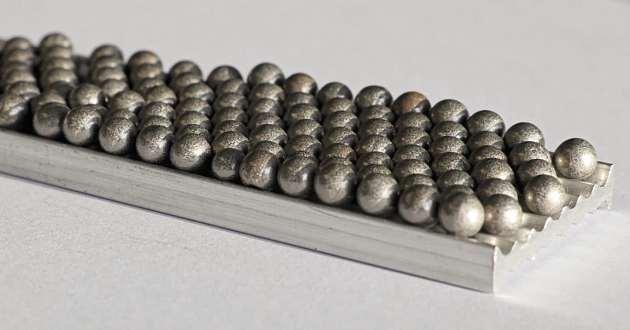
Allmovingcomponentsinmachinetools,suchasmachine slides, are predestined for Hoverlight. However, numerous other applications are also conceivable outside mechanical engineering, wherever lightness, stiffness, and precision matter
Robot arms designed as sandwich structures would benefit from high stiffness at low mass, as lower weight allows for higher speeds and accelerations.
Stiffening structures made of aluminium foam are alreadypartofcrashstructuresinseriesproductioncars, albeit without particle-filled hollow spheres, whose primary task is to reduce vibrations. Foam structures are sufficientforenergyabsorption.Wallandfloorelements forrailvehiclesaresuitablefortheuseofHoverlight;in the Beijing subway, the floor plates consist of sandwiches with an aluminium foam core — for better damping at lower weight. In servers and high-performance computers, lightweight and stiff housings are necessary to ensure stability and heat dissipation while damping vibrations. Medical applications such as MRI or ultrasounddevicesrelyonlightweightandstiffdesigns;only in this way can precise measurements be guaranteed and vibrations that impair image quality minimised.
Thenextgoal:attractivemanufacturing costs
The researchers are continuously working to improve Hoverlight and expand its range of applications. The goalistoadaptthepropertiesofthecompositematerial to the requirements of further applications and to reduce its manufacturing costs through industrialised processes.Theproductionofhollowspheresiscomplex, energy-intensive,andnotyetreproducible.Apromising approach is to use simpler and thus cheaper to produce metallic blisters instead of hollow spheres, as in drug packaging TheFraunhoferteamisconfidentthisshould allow for significant cost reductions within a few years.
The German Federal Ministry for Economic Affairs and Climate Action funded the project partners (Fraunhofer Institutes IWU and Ifam, along with Chiron) through the IGF (Industrial Joint Research) program, a government initiative designed to support pre-competitive research. This funding follows a decision by the GermanBundestag TheVDWResearchInstituteoffered technicalandorganisationalsupporttotheprojectpartners throughout the initiative (ast)
ETMM-TIP Head over to Fraunhofer IWU’s official website (www.iwu.fraunhofer.de) to discover their latest projects.
Particle-filled hollow spheres on foamable aluminium.
BMWscalesup3Dprinting inproduction
BMW is expanding its use of 3D printing in production, deploying lightweight, custom robot grippers and sand casting moulds to boost efficiency, cut emissions, and enable more flexible, automated manufacturing across its global plants.
Wsystem in various 3D printing processes. From tailor-madeorthosesforemployees,andteachingandproduction aids, to large, weight-optimised robot grippers, used for such things as CFRP roofs and entire floor assemblies At the “Additive Manufacturing Campus” in Oberschleißheim, Germany, the BMW Group’s central hubforproduction,researchandtrainingin3Dprinting, more than 300,000 parts were “printed” in 2023. FurLIGHTWEIGHT GRIPPERS AND MOULDS
ithmorethan30yearsofexperience,theBMW Groupisapioneerinthefieldofadditivemanufacturing, better known as 3D printing 3D printershavebeenusedfromasearlyas1991toproduce individual vehicle parts and components, initially for conceptcars,prototypesandracecars,thenlaterforproduction models. The BMW Group now also manufactures many work aids and tools for its own production
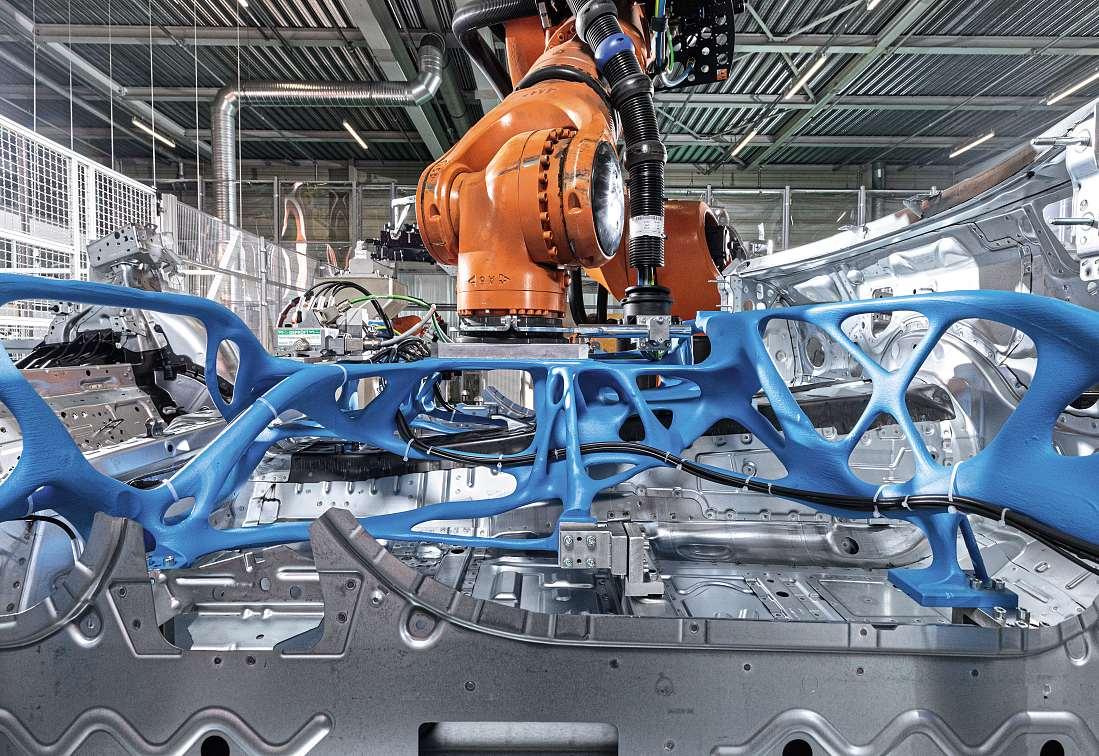
New bionic grippers developed by BMW using sand casting and generative design software demonstrate the growing role of 3D printing in optimising industrial automation and lightweight construction.
thermore,over100,000printedpartswereproducedper yearacrossalltheplantsthatformtheglobalproduction network, from Spartanburg and the German plants to sites in Asia.
“The increasing use of additive manufacturing in the BMW Group production system has many benefits. For example, we are able to quickly, economically, and flexibly produce our own production aids and handling robots,whichwecanindividuallyadapttospecificrequirementsatanytime,aswellasbeingabletooptimisetheir weight.Lessweightallowshigherspeedsontheproduction line, shorter cycle times and reduced costs. Plus, smaller robots can be used in the medium term, which alsocutsCO2 emissionsandcosts,”saysJensErtel,Head of the BMW Group Additive Manufacturing Center.
“As well as the direct additive manufacturing procedure, the BMW Group has also been using sand-based 3Dprintingtocreatemouldsformanyyearsatitssitein Landshut. This technology is typically used to manufactureprototypecasts,aswellasforthelarge-scaleproduction of components for high-performance motors. Another very attractive field of application is now that of large production aids,” says Klaus Sammer, Head of ProductandProcessPlanningforLightMetalCastingat the BMW Group’s site in Landshut.
Printedmouldsforaluminiumcylinder headsinlarge-scaleproduction
Additive manufacturing processes have been used on a dailybasisforalongtimeatBMWGroupPlantLandshut. For many years, these have included moulds for the manufacturingofaluminiumcylinderheads,whichare printedthree-dimensionallyusingthesandcastingprocess Here, sand is repeatedly applied in thin layers and stuck together using binders. This makes it possible to create moulds for the manufacturing of very complex structures, which are then filled with liquefied aluminium.
Using3Dprintingtomanufacturelarge robotgrippersforCFRProofs
For a number of years, the BMW Group’s Lightweight Construction and Technology Centre in Landshut has been using a particularly large gripper element. This component was manufactured using the 3D printing process.Weighingaround120kilograms,thegripperfor arobotcanbemanufacturedinjust22hoursandisthen used on a press in the production of all CFRP roofs for BMWMGmbHmodels.Thepressisfirstloadedwiththe CFRPrawmaterial.Thegripperissimplyrotated180degreestoremovethefinishedroofs Comparedtoconventional grippers, the version manufactured using 3D
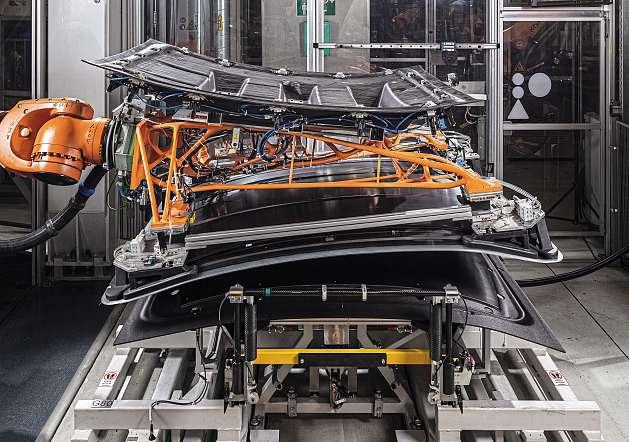
printing was roughly 20 percent lighter, which in turn extend the operating life of the robots and also reduced wear and tear on the system, as well as cutting maintenance intervals. The combined use for two steps also reduced the cycle time.
Auniquefeatureoftherobotgripperistheidealcombination of two different 3D printing processes. While thevacuumgrippersandtheclampsfortheneedlegrippertolifttheCFRPrawmaterialaremadeusingselective laser sintering (SLS), the large roof shell and bearing structure are manufactured using large scale printing (LSP).LSPcanbeusedtoproducelargecomponentseconomically and sustainably. The process uses injection moulding granules and recycled plastics, while CFRP residual material can also be used and recycled. Comparedtotheuseofprimaryrawmaterials,CO2 emissions whenmanufacturingthegripperareroughly60percent lower.
Furtherweightsavings,courtesyofnew generationofbionicgrippers
ETMM-TIP
Explore more additive manufacturing insights at etmm-online.com/ additive_technology
“Weuse3Dprintingtoequipour establishedgripperswithindividual, printedattachments.”
Markus Lehmann, Head of Plant Engineering and Robotics, BMW Group Plant Munich
Inthesummerof2023,anew,evenlightergenerationof gripper was introduced. To achieve this, the previous gripper concept was analysed and optimised topologically — the birth of the bionic robot gripper This combines the roof shell from the LSP printer with SLS vacuums and a bionically optimised bearing structure. For this,amouldwithprintedcoresisusedinthesandcasting This mould is then cast with the intricate aluminium structure.
Thenewgripperisafurther25percentlighterthanits predecessor model, meaning the entire process of manufacturingaCFRProofoftheBMWM3canbeperformed with just one robot, rather than three as was previously the case. Today, all CFRP roofs produced at the BMW GroupPlantinLandshutarehandledusingdoublegrippersthatareindividuallymanufacturedin-house These components are produced using advanced 3D printing technology
At sites like Landshut, Regensburg, and Munich, BMW is leveraging 3D printing to develop custom, bionic grippers that reduce robot load, extend equipment life, and support sustainable manufacturing
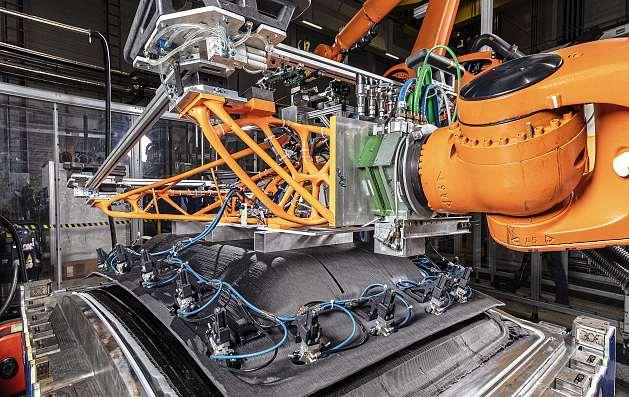

New3D-printedgripperalsousedinchassis constructioninoperation
The BMW Group also employs grippers produced using the 3D printing process in chassis construction — for example,grippersprintedwiththeLSPprocessfordealing with doors at BMW Group Plant Regensburg. “With anoptimisedbearingstructureproducedusing3Dprinting, we were able to increase the rigidity of the gripper when handling door elements at the plant in Regensburg, while at the same time reducing weight. In subsequentprojects,itisthenpossibletouserobotswithalow bearing capacity, which helps to cut costs,” says Florian Riebel,HeadofDoorandFlapProductioninRegensburg. However, the company is now taking it one step furtheratBMWGroupPlantMunich Asofrecently,thefirst examplesofabionicrobotgripperhavebeenusedatthe parentplant.Thisgrippercanholdandmovetheentire floor assembly of a BMW i4. For the floor assembly grip-
per, 3D printing is used to create a sand casting mould, which is filled with liquid aluminium. The bearer is optimisedintermsofweightandmaximumloadcapacity, and weighs with all additional add-on elements a mere 110 kilograms. That makes it roughly 30 percent lighter than the previous, conventional model. Manufacturing using sand casting and aluminium makes it possible to represent intricate load-optimised structures. This results in maximum weight reduction and thus makes it possible in the medium term to use smaller and lighter heavy-dutyliftingrobots,whichrequirelessenergyand thus reduce CO2 emissions.
Markus Lehmann, Head of Plant Engineering and Robotics at BMW Group Plant Munich: “At the Munich plant,wearecontinuouslyexpandingtheuseofproductionaidscreatedthroughadditivemanufacturing When itcomestothefieldofgripperandhandlingsystems,we use 3D printing to equip our established grippers with individual, printed attachments and are already replacingcompletegrippersystemswithhighly-integratedand weight-optimised bearing structures. When handling thefullBMWi4floorassembly,thisallowedustoreduce the weight of the complete gripper by 30 percent — accountingfor50kg—andthustoextendtheservicelife of our facilities.”
Useofinnovativesoftwaresolutionsin additivemanufacturing
Intricate and bionic structures are designed and calculatedusingspecialgenericsoftwaretools,suchasSynera. BMW iVentures had strategically invested in this software,previouslyknownasElise.Syneraenablesfastand efficientoptimisationandisnowusedacrossnumerous developmentareaswithintheBMWGroup Thesoftware isparticularlyvaluableinthefieldof3Dprinting,where topologically optimised, bionic structures can be producedalmostexactlyasdesigned,thankstotheflexibilityoftheadditivemanufacturingprocess.Thisapproach allows the full lightweight construction potential to be realised.
TheBMWGroup’sAdditiveManufacturingCampusis home to a team of design and construction specialists, who compare a diverse range of software solutions and usethemtodesigncomponents.Theknowledgeisthen passed on throughout the company via the Additive Manufacturing Campus. In the case of gripper design, specialworkflowshavebeendevelopedandimplemented, which allow the calculation and construction of the bearingstructuretobelargelyautomated,andthusfast and efficient. (ast)
“Aswellasthedirectadditive manufacturingprocedure,theBMW Grouphasalsobeenusingsand-based 3Dprintingtocreatemoulds.”
Klaus Sammer, Head of Product and Process Planning for Light Metal Casting, BMW Group
The BMW Group is expanding its use of 3D-printed, weight-optimised robot grippers across its global production network to enhance efficiency, reduce CO₂ emissions, and cut maintenance costs.
Sour ce : Harry Z der a/ BMW Gr oup
With over 400,000 3D-printed parts produced globally, BMW continues to scale additive manufacturing for both vehicle components and production tools such as advanced grippers.
Sour ce Harry Z der a/ BMW Gr oup
FASTER PRINTING
Ultimaker3Dprinterforanaffordableentryintoadditivemanufacturing
With the S6, Ultimaker says it offers a 3D printerthatcombineshighspeeds,intuitive ease of use and flexibility at an attractive price. The S6 has been specially developed for engineers, manufacturing teams and maintenance personnel who need reliable 3D prints for manufacturing, prototyping and on-demand repairs. The device, which is designed to enable users in all industries toscaletheirproductionefficiently,impresses above all with its high performance and cost-effectiveness. Equipped with the new Ultimaker Cheetah Motion Planner, the Ultimaker S6 achieves print speeds of up to 500 millimetres per second and an acceleration of 50,000 millimetres per square second, as emphasised.
Every movement is optimised in an ‘intelligent’ way, resulting in printing times that are four times shorter than the previous model. The familiar ‘dual extrusion’ functions ensure even greater efficiency and enable seamless printing with different materials. Because both print heads are supplied by a single material station, the system’s operating time can be further maximised. The S6 also has two print plates. One is kept flexibleforawiderangeofapplications.The
REPRODUCIBLE RESULTS
other is a glass plate that is particularly suitableformedicalapplicationsandfoodpackaging, where the highest hygiene standards must be met, as Ultimaker explains
Designed for maximum flexibility, the device is also backwards compatible with the Ultimaker S5. It thus represents a seamless evolution of what is said to be one of the brand’s most popular platforms, with over 40,000 units sold worldwide to date. The material stations, air managers, print cores and materials are also interchangeable across the entire S series This means that users’ investments pay off over a longer period of time. In larger manufacturing processes, parts can be reused so that productioncancontinuewithouthavingtorecreate files. The familiar user interface and the entire ecosystem are designed for minimal training and intuitive operation to save preparationtime.TheS6isthefirstUltimaker printer to come with an extended 24-month warranty – twice as long as usual. Schwartz Off Road Motorsportz in the USA and DP3D in France have already had positive experiences with the printer
The S6 fits seamlessly into Ultimaker’s software,materialandhardwareecosystem,
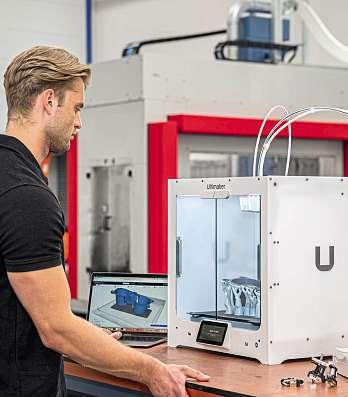
which is based on Cura and Digital Factory With the ‘Cura Cloud’ feature available via Digital Factory, users can manage, slice and print jobs from anywhere to optimise their workflows across teams and zones. The S6 also supports over 300 printing materials, allowing users to reliably additively manufacture virtually any project. ultimaker.com
Aim3Dpushesboundarieswithmulti-materialpelletextrusiontechnology
Aim 3D, a German company specialising in 3D pellet extrusion printing, has developed new extruders designed for both additive manufacturing and finishing applications. Theseuniversalpelletextruderssupportvariousindustrialprocesses,includinglarge-capacity3Dprinting,roboticsystemsandclassicfinishingtechniquessuchascoatingand joining By integrating these extruders into third-party systems, Aim 3D seeks to enhance the efficiency and versatility of additive manufacturing
Since 2017, Aim 3D has focused on 3D pellet printers that utilise granules instead of filaments, offering cost-effective and environmentally sustainable production methods. The use of granules significantly reduces material costs while allowing for the incorporation of recycled materials. The company’s CEM (Composite Extrusion Modeling) extruders, which are compatible with metal injectionmoulding(MIM),ceramic injection moulding (CIM), and high-performance plastics, have
Sour ce : Aim 3D
nowbeenadaptedforintegrationintoexternal systems.
Daniel Selck, CSO of Aim 3D, highlighted the advantages of their technology, stating, “OurprovenCEMextrudersarecharacterised by material versatility, robustness, and reproducibility The ability to use polymer granules provides a clear cost advantage
over filament-based 3D printing, while also improving mechanical properties.”
The new extruders include the CEM E2 andCEME3models,designedforuseinthe company’s Exam 255 and Exam 510 printer series.Theseextruderssupportmulti-material printing with metal, ceramics and plastics.Additionally,theyofferahighbuildrate, currently at 150 cm3/h, with the potential to increase to 300–600 cm3/hinthefuture.Thisadvancement is expected to facilitate an annual processing volume of up to 4,000 kg of material. A key aspectofthetechnologyisitsability to ensure high reproducibility, a crucial factor for manufacturers producing small and medium-sized series. Aim 3D has demonstrated the stability of its process through tensile tests conductedinaccordancewithDINEN ISO 527-2 Type 1A standards. These tests confirm that the technology achieves consistent component quality with minimal deviations.

www.aim3d.de
MARKET REPORT
TrendsimpactingMetalAdditive Manufacturing’sfuture
Metal additive manufacturing is evolving from a prototyping tool into a driver of high-value production across industries. A new ID Tech Ex report forecasts the market will nearly triple by 2035, with laser powder bed fusion leading the way
With the broader 3D printing industry, which encompasses material sub-specialities like polymers, ceramics, and electronics, metal additive manufacturing (AM) has particularly shown strengthinrecentyears Asmoreusersidentifyend-use applications for metal 3D-printed parts in sectors like aerospace, automotive, manufacturing, etc., it is clear that the industry is maturing beyond prototyping and tooling to penetrate high-value applications. This will helpthemetalAMhardwareandmaterialsmarketnearlytripleitsmarketsizeby2035,accordingtoIDTechEx’s report “Metal Additive Manufacturing 2025-2035: Technologies, Players, and Market Outlook.”
Eveninthishighlydifferentiatedbillion-dollarindustry, overflowing with many players and unique metal printing technologies, broader trends are still shaping
WRITTEN BY SonaDadhania Principal Technology Analyst
ID Tech Ex
themetalAMindustry’sdirection,bothintheshort-and long-term.
Powderbedfusion:Undisputedtechnology leaderofmetalAM
Inthepastseveralyears,therehasbeensignificanthype aroundgrowingmetalAMtechnologies,includingmetal binder jetting (MBJ) and metal-polymer filament extrusion (MPFE) (also known as bound metal extrusion). The unique capabilities of these technologies promised increasedadoptionbyend-userswhowereotherwisenot well-served by incumbent metal 3D printing technologies. However, the past several years has proven that laser powder bed fusion (LPBF), the first metal AM technology, has been and will remain the undisputed leader

From laser powder bed fusion to expanding applications and new regional players, metal 3D printing is evolving into a cornerstone of advanced manufacturing.
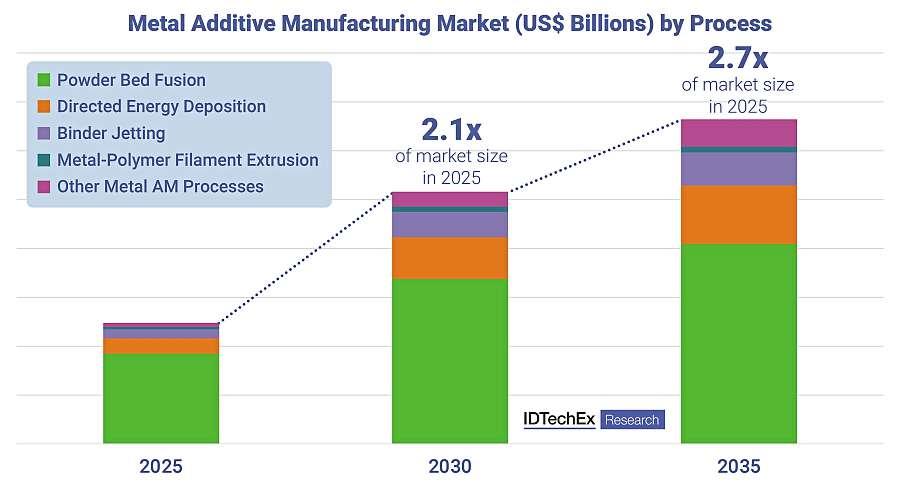
of metal AM technologies, according to ID Tech Ex forecasts.
Part of this stems from LPBF’s maturity as a technology As the first metal AM technology to be commercialised, it is backed up by years of manufacturer and end-userexperiencethatenableittobeusedeffectively In many cases, end-users of growing technologies, like MBJ and MPFE, are still working to address pain points in these processes and to identify applications where these processes, particularly MBJ, are technologically and economically advantageous.
Additionally,LPBFisahighlyversatiletechnology Depending on the configuration of the printer (i.e. build size, number of lasers, etc.), LPBF can be used for everythingfromsmallinjectionmouldstomassiverocketengines.Incontrast,MPFEisbestsuitedforprototyping,jigs,andfixtures,whileMBJisbestforhighvolumes of small to medium-sized parts that have geometries compatiblewiththesinteringprocess.Theversatilityof LPBF ensures that the technology will continue to lead themetalAMindustryinrevenueoverthenextdecade
China:MetalAM’sfastestgrowingregion
The regional growth of the Chinese metal 3D printing market is one of metal AM’s biggest stories. As the Chinese metal AM market has largely remained domestic, awarenessofthisfactinNorthAmericaandEuropewas relativelylowupuntilthepastfewyears,butthereisno doubtthatmetal3DprintinghastakenoffinChina.Chinese LPBF manufacturers like BLT, HBD, and Eplus 3D havegrownsubstantiallyoverthepastdecadetoservea domesticaudiencethatlargelypreferredlocal,cost-competitive suppliers over incumbent players like EOS and SLMSolutions.ThesheersizeofChina’sdomesticindustries, whether it be aerospace, manufacturing, automotive, etc., provided more than enough customers for these Chinese AM leaders to experience double-digit growth.
Theirsuccessenablesthemtoexpandtooverseascustomers, with several Chinese manufacturers opening
European or American offices and establishing partnerships with distributors to reach customers. Given that capital cost is a major barrier to adoption for metal 3D printing, Chinese manufacturers’ main value proposition of cost-competitive metal AM machines is quite attractive for end-users abroad. However, with ongoing geopoliticaltensionsandthelevyingoftariffs,thatvalue proposition may be eroded. Still, the overall strength of the domestic Chinese market will make it an important region for AM for years to come.
Tariffs:Adouble-edgedswordformetalAM
Currently,theimplementationoftariffsiscreatingheadwinds and tailwinds for the metal additive manufacturing industry These tariffs are ostensibly meant to encouragedomesticmanufacturingintheUS Foronshoringtooccur,extensiveamountsofautomationwouldbe required, which can be supported through metal additive manufacturing Additionally, metal AM’s fast turnaroundtimescanhelpspeeduptimelinestosetupmanufacturingoperations.Intheory,metalAMasanenabler formanufacturingoperationsmeansthatthemetalAM industry could benefit from increased domestic manufacturing caused by tariffs.
Ontheotherhand,thepushandpulloftariffscreates significant uncertainty in the economy Many companiesarepullingbackfromcapitalinvestmentduringthis time, which includes new manufacturing operations. Additionally, many companies are pulling back R&D spending to focus on core business operations; as such, companies are reluctant to invest in new technologies like additive manufacturing This lack of investment could negatively impact the adoption and expansion of metal AM.
As such, tariffs may be a double-edged sword for metal AM, and it is uncertain exactly how the industry will be impacted in 2025. Economic uncertainty already caused some slowdown in the industry in the second half of 2024, and tariffs may or may not continue that trend in the next few years (ast)
A new ID Tech Ex report forecasts a near tripling of the metal additive manufacturing market by 2035, driven by LPBF’s technological maturity, China’s rapid growth and shifting trade policies.
ETMM-TIP
Want to dive deeper into the technologies, players, and market forces shaping the future of metal 3D printing? Visit www.IDTechEx.com
ZERO-DEFECT INSPECTION
Precisesurfaceinspectionwith AI-poweredcameranetwork
In high-precision industries even the smallest defect can cause costly disruptions. Vivaldi Digital Solutions, in partnership with IDS, has implemented a real-time AI inspection system at a Czech production site that sets a new standard in accuracy, efficiency and traceability.
In areas such as high-precision metalworking, accuracy is non-negotiable. This includes the automotive industry and its suppliers. The automotive industry's quality assurance standards are strict, the component geometries are complex and the demands on precision and process reliability are enormous. Fluctuations in detection, insufficient traceability to individual serial numbers or batches and changing environmental conditions can lead to costly errors, production downtime and complaints.
Vivaldi Digital Solutions has developed an exemplary solution for AI quality inspection in real time. In additiontoanedgeserverwithanIntelprocessor,intelligent imageprocessingplaysakeyroleintheso-calledSensor Box. Designed for an automotive supplier and its production site in the Czech Republic, up to 70 USB3 uEye+ XC autofocus cameras from IDS Imaging Development Systemsperformautomaticvisualinspectionforsurface inspection in several inspection cells.
“TheIDScamerasintegratedintothetestcellscapture high-resolution images of the surface of aluminium componentsfromGermanOEMs,inthiscaseanelectric
motor,”saysUweSiegwart,ManagingDirectoratVivaldi, explaining the camera's task. The captured images are pre-processed to optimise factors such as exposure, white balance and colour correction. The AI recognises various surface defects such as scratches, pores or dirt. “There are strict requirements at the plant in Czech Republic. According to the defect catalogue, defects from 0.2 millimetres must be reliably detected. The test time per component must not exceed 36 seconds,” says Uwe Siegwart, explaining the stringent guidelines. Up to 2,400electricmotorhousingsperdayaretested100percent automatically with the successfully implemented system.
TheuEyeXCcamerafromIDScancaptureseveralsurfaces at different distances from the camera. This simplifiesthetestingprocessandensuresgreaterefficiency andflexibility Thisisacrucialfactorwhen,forexample, differentcomponentvariantsneedtobetested.Withthe macroattachmentlens,theminimumobjectdistanceof the camera can also be shortened very easily.
“TheBSIpixeltechnologyenablesthesensortodeliver consistently precise and reliable results, even in chang-
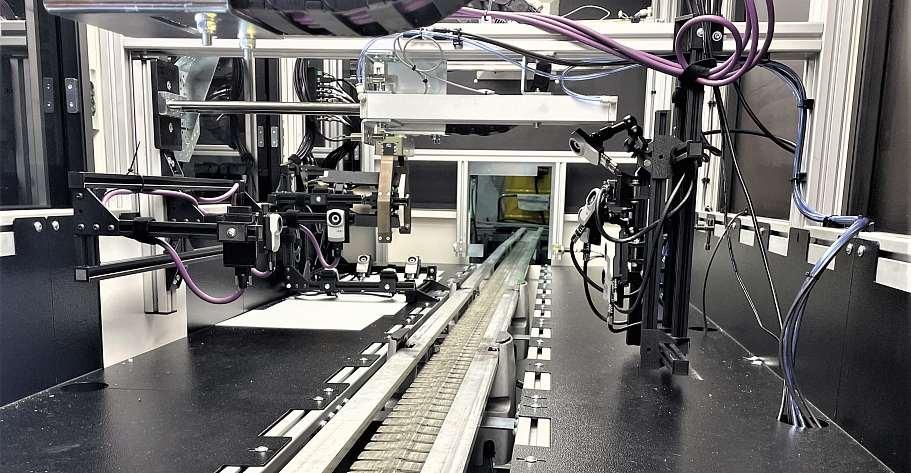
A multi-cell camera tunnel enables automated handling by capturing detailed visual data across multiple inspection zones.
ing light conditions,” explains Jürgen Hejna, Product Owner2DcamerasatIDS Itisnotonlytheexcellentlowlight performance and minimal pixel noise that make the sensor particularly suitable for this application
AI-supportedanalysesandsynchronous cameracontrolviaedgeserver
Thesimultaneousimageprocessingtaskiscomplexand thechallengesarediverse.Aluminiumpartsoftenhave very shiny surfaces that reflect light and therefore have a strong influence on images. These reflections make it difficult to reliably recognise defects such as scratches, coldruns,chattermarksorsurfaceirregularities,asthey areoftenobscuredordistortedbylightreflections.This, alongwithothermaterialandenvironmentalvariations, means AI-based image processing must therefore be able to distinguish precisely between the normal material structure and actual raw areas in surfaces to be processed that are considered defects.
Image processing is carried out via an optimised infrastructure. Up to eight cameras can be connected per USB hub, enabling simultaneous recording of several inspectionareas.AmaximumoftwooftheseUSBhubs areconnectedtoaself-developed'camcontroller',which bundles and processes the image signals. Several cam controllers are networked with the edge server This servernotonlycalculatestheAI-supportedanalyses,but also communicates directly with the system controller, whichcoordinatesthetriggeringofthecamerasandensures synchronised recording
“Image processing is a central component for traceability, which is the actual technological centrepiece of the solution, and IDS is the ideal partner for this point,” underlines Uwe Siegwart. “Digitised quality data acquisition in real time and linking with other production parametersnotonlyincreasesefficiency,butalsosignificantlyreducesrejectsandrework.Errorsareminimised, costs are reduced and production processes are optimised.”
ThesystemhasalreadypaidoffinCzechRepublic:The numberofcomplaintsperyearhasbeenreducedbytwo thirds and the number of unrecognised surface defects has even been reduced to zero.
“The market for digital quality control is developing rapidly,particularlyduetomorefavourablecameratechnology, for example with regard to higher resolutions Optimised image processing processes and tools also make it possible for real-time analyses to be carried out by end users,” states Eike Humpert. “Improved resolution, more compact design and price-optimised camerasareindemand.”Theportfoliooftheindustrialcamera manufacturerIDSisdesignedtomeetthisdemandwith state-of-the-art technology (ast)
ETMM-TIP
Discover how AI-powered vision systems with IDS cameras can optimise your quality control, visit ids-imaging.com
“The24xdigitalzoom,combinedwithauto whitebalanceandprecisecolourcorrection, contributessignificantlytothesuccessof thisdemandingtestprocedure.”
Jürgen Hejna, Product Owner 2D Cameras, IDS
ReaderService etmm-online.com/help or an e-mail to vertrieb@vogel.de with Subject “ETMM”
Please include your customer number from the address label: *CS-1234567*
Readerandeditorialservice
Editorial enquiries: Phone +49 931 418-2333 fachmedien@vogel.de
Editor-in-Chief: Benedikt Hofmann, V.i.S d P
Managing Editor: editor@etmm-online.com
Alexander Stark (ast)
Contributing Editor: Ahlam Rais (ars)
Conceptual Design & Layout: Alexandra Geißner
Spellings, names of firms and products: In general we follow the recommendations in Duden.
Legal disclaimer: The content of individual articles is the responsibility of the authors named and does not necessarily reflect the opinion of editorial staff. Although all published material is checked carefully, no liability can be accepted for possible inaccuracies. No part of this publication can be reproduced in any form or, with the help of electronic systems, processed, copied or distributed, without express written permission.
Sales
Director Sales: Annika Schlosser Phone +49 931 418-2982 sales@vogel.de
Advertising Sales France / UK: Britta Solloway Phone +44 115 8545527 britta.solloway@vogel.de
Order Management: ordermanagement@vogel.de
Production
Subscriptions: European Tool & Mould Making is published 4 times per year
Annual subscription fee: 130,90 €, plus 24 €postage Circulation Audit: Member of the Informationsgemeinschaft zur Feststellung der Verbreitung von Werbeträgern e.V. (IVW), Berlin ISSN 2194-7589 www.etmm-online.com
Vogel Communications Group GmbH & Co. KG
Max-Planck-Str. 7/9, 97082 Würzburg, Germany Phone +49 931 418-0 www.vogel.com
Ownership: Full liability: Vogel Communications Group Verwaltungs GmbH Max-Planck-Straße 7/9, 97082 Würzburg, Germany
Limited partners: Dr. Kurt Eckernkamp GmbH, Nina Eckernkamp, Klaus-Ulrich von Wangenheim, Heiko Lindner, Axel von Kaphengst
Managing Directors:
Matthias Bauer (Chairman), Günter Schürger
Print: Vogel Druck und Medienservice GmbH
Leibnizstraße 5, 97204 Höchberg, Germany
Printed on PEFC-certified paper
Printed with mineral oil-free inks
Questions about product safety: produktsicherheit@vogel.de
Copyright: Vogel Communications Group GmbH & Co. KG
Official Media Partner of ISTMA World
ISTMAWorldNews&Events
The International Special Tooling & Machining Association (ISTMA) is an international association representing 19 special tooling and machining associations throughout the world. Collectively, ISTMA member associations represent over 8,000 companies and over 40bn Dollar in annual sales ISTMA World is in charge of the central coordination and organisation of all international activities
HONOURARY MEDAL
ISTMAPresidenthonouredat MouldingExpo2025
ISTMApresidentRobWilliamsonwashonouredwiththeprestigious Tool and Mould Making Medal of Honour at Moulding Expo 2025. This award was presented on May 7, 2025, recognizing his outstanding and long-standing contributions to the international success of the tool, pattern, and mould-making industry As ISTMA President, Williamson has played a crucial role in increasing the global visibility and recognition of this sector, representing its interests at both nationalandinternationallevels.Theawardhighlightshiscommitment to the industry, his advocacy for its value in the broader manufacturingecosystem,andhiseffortstocounteracttheunderappreciation that often surrounds this field.

The Tool Construction and Mould Making honourary Medal has been awarded since the first Moulding Expo to individuals whose innovativeapproachesandleadershiphavesignificantlyshapedthe industry Williamson expressed his honour at receiving the medal,
MEMBERS
Tool Factories Association www.svaz-nastrojaren.eu
Estonian Special Tooling Association www.estatools.ee
The Federation of Finnish Technology Industries www.techind.fi
Association Française des Industries du Moule, Modèle et Maquette (AFIM) www.afim-france.com
VDWF www.vdwf.de
VDMA www.vdma.org
The Gauge & Tool Maker’s Association (GTMA) www.gtma.co.uk
Szerszámgyártók Magyarorsazági Szövetsége (SZMSZ) www.szmsz.hu
Unione Costruttori Italiani Stampi e Attrezzature di Precisione (UCISAP) www.ucisap.it
Stowarzyszenie Techniczne –Tworzywa Sztuczne www.stts.com.pl
Associação Nacional da Indústria de Moldes (CEFAMOL) www.cefamol.pt
emphasizing the foundational importance of toolmaking in industrial success and pledging ongoing support for the sector www.istma.org
SURVEY
ISTMABusinessConditionsReport surveyavailable
Twice each year, ISTMA compiles comprehensive reports on the business conditions within the industry across the Americas, Asia, andEurope.Publishedbiannually,thesereportsaredevelopedbased on data collected voluntarily by companies affiliated with ISTMA’s national associations. The insights, available to association membersimmediatelyandreleasedforpublicaccessaftertwoyears,offer detailedanalysesatthecountrylevelregardingvariouskeybusiness metrics from the preceding semester
Each report delves into several critical variables including the number of participating companies and skilled employees, the averageweeklyworkhoursperskilledworker,andthevolumeoffuture work orders measured in weeks Furthermore, the documents provide insights into the activity distribution of companies, particularlyfocusingonthosedealingwithoverorunder10tonsofmaterials. Moreover, the reports detail the current and projected business conditions.Thesecoverarangeofareasfromquotingtoshipments, backlog, profits, employment, and investments, examining the percentage of company responses categorized as poor to excellent and trackingtrendssuchasincreases,stability,ordeclines.Theaimisto furnishindustrystakeholderswithrobuststatisticaldatatoenhance strategic planning and decision-making in tooling and machining sectors.
www.istma.org/en/bcr
Slovenian Tool and Die Development Center www.tecos.si
Toolmaking Association of South Africa (TASA) www.tasaweb.co.za
Swedish Moulding and Press Tools Association www.sinf.se
Swissmem www.swissmem.ch
International Mould Manufacturers Union www.ukub.org.tr
For information, contact: Mr. Manuel Oliveira Secretariat, Istma Europe c/o Cefamol Av. D. Dinis 17 Aptdo. 257 2430-263 Marinha Grande Portugal
Tel. +351 244 575150 Fax +351 244 575159 istma-europe@istma-europe.com www.istma-europe.com










The future of metrologyishere

Renishaw’slatest innovations forprocess automation, closed-loop process control, andrapid partverification will be on displayatEMO Hannover 2025
Visit us at EMO Hannovertosee the latestinnovations shaping the future of industry. Discovergroundbreakingnew launches, including the Equator-X™ 500 dual-method gauge and revolutionary MODUS™ IM Equator intelligent metrologysoftware Thefuture of metrology is not justonthe horizon–it’shere,now