
Tradition trifft auf Innovation: Wegbegleiter des Werkplatz Schweiz ab
Meilensteine
Bystronic Laser AG: Innovation und Präzision in der Blechbearbeitung
Sumec AG: Nahezu 40 Jahre Schweizer Präzision und Innovationskraft

Tradition trifft auf Innovation: Wegbegleiter des Werkplatz Schweiz ab
Bystronic Laser AG: Innovation und Präzision in der Blechbearbeitung
Sumec AG: Nahezu 40 Jahre Schweizer Präzision und Innovationskraft
Welch grossartige Leistung! Es ist mir eine grosse Freude, anlässlich des 125-jährigen SMM-Jubiläums ein paar Worte an Sie richten zu dürfen. Schliesslich durfte ich 26 Jahre lang Teil des SMM-Teams sein, das sich kontinuierlich neu aufgestellt hat

Was 1900 mit einem kleinen Anzeiger für Occasionsmaschinen begann, hat sich zur Nummer 1 in der Schweizer MEM-Industrie entwickelt. Ich erinnere mich noch gut daran, wie SMM-Leser extra nach Goldach am Bodensee fuhren, um in der Druckerei die ersten Exemplare frisch von der Maschine zu ergattern, um die Occasionsinserate nach Maschinen zu durchstöbern. Der SMM hat es sich zur Aufgabe gemacht, Innovationen zu dokumentieren und zu fördern. Über Jahrzehnte hinweg haben FachredaktorInnen und externe FachspezialistInnen den SMM zu dem gemacht, was er heute ist –und warum er, wie auch in den Testimonials und Interviews in diesem Heft nachzulesen ist, so sehr geschätzt wird.
Auch als Werbeträger für Ihre Inserate durfte der SMM Innovationen vorstellen und bewerben – dafür möchte ich mich ganz besonders bedanken. Apropos Print: Manche nennen eine Rückschau in einer Printzeitschrift «Schnee von gestern». Für mich ist das ein grosses Kompliment, denn der Schnee von gestern speichert die Winterfülle! Wenn die Sonne kommt, speist sein Schmelzwasser Bäche, Turbinen und Felder Übertragen auf den SMM transferieren Sie mit dem SMM Ihre Innovationen in zukünftige Märkte. Denn während wir auf die letzten 125 Jahre zurückblicken, blicken wir auch gespannt in die Zukunft. Neue Technologien und globale Entwicklungen werden unsere Branche weiterhin prägen. Darum wird das SMM-Team auch zukünftig einen Blick auf die jüngsten Entwicklungen am Werkplatz Schweiz werfen.
Das gesamte SMM-Team freut sich darauf, Sie auf diesem Weg weiterhin begleiten zu dürfen und gemeinsam neue Horizonte zu entdecken. Auf die nächsten 125 Jahre voller Inspiration, Innovation und gemeinsamer Erfolge! Mein grosser Dank geht an unsere langjährigen Kunden, die uns die Treue gehalten haben und an das SMM-Team. Und jetzt verabschiede ich mich herzlich und freue mich auf meinen wohlverdienten Ruhestand
Herzliche Grüsse










JÜRG SOLENTHALER: 46 JAHRE FEHLMANN AG S.22 INNOVATIONEN AUS DER SCHWEIZ PRÄGEN WELTWEIT TECHNIK UND LEBEN S 36
3 125 Jahre SMM und kein bisschen leise
42 Innovation und Präzision in der Blechbearbeitung
46 Nahezu 40 Jahre Schweizer Präzision und Innovationskraft
6 Über 125 Jahre bestens informiert
12 125 Jahre SMM – ein kurzer Rückblick
15 125 Jahre SMM –
26 Glückwünsche: Seiten 15–17, 31, 34–35, 45, 51, 59, 75, 79
20 Jubiläumsabenteuer in der Ruinaulta
INTERVIEWS
22 Jürg Solenthaler:
46 Jahre Fehlmann AG
32 Jan ten Pas: Vorne bleiben
32 Pirmin Zehnder: In innovative Technologien und Fachkräfte investieren
33 Marc Blaser: Erfolg gründet auf Innovation, Bildung und Stabilität
INNOVATIONEN & MESSEN
36 Innovationen aus der Schweiz prägen weltweit Technik und Leben
40 25 Jahre Schweizer Fertigungsmessen
48 Zulieferindustrie im Wandel
52 Olma Messen lancieren «preXcon»
54 Aus United Grinding Group und GF Machining Solutions wird United Machining Solutions
56 75 Jahre Mapal – genau ein halbes Jahrhundert jünger als der SMM
60 50 Jahre Dreh-/Fräszentren von Okuma

62 Nakamura-Tome WY-150 verdoppelt Produktivität bei ±5 µm in Serie
68 Zwei Giganten für die Windkraftzukunft
72 Automatisiert entgraten ist wirtschaftlicher
74 AUTOMATION UND ROBOTIK
76 SENSORIK
77 DIVERSE
78 SOFTWARE
WIRTSCHAFT S.56
75 Jahre Mapal – genau ein halbes Jahrhundert jünger als der SMM

NAKAMURA-TOME WY-150 VERDOPPELT PRODUKTIVITÄT BEI ±5 μm IN SERIE S 62
MARKTPLATZ
80 FIRMEN- UND INSERENTENVERZEICHNIS
81 FREIE KAPAZITÄTEN / OCCASIONSANZEIGER
82 IMPRESSUM
NACH SEITE 84: MSM 06 2025

>> Die Zulieferbranche ist viel spannender und facettenreicher, als ihr Ruf vermuten lässt. << S. 48
STEFAN SCHRÄMLI
ALLEININHABER UND PRÄSIDENT DES VERWALTUNGSRATS DER SCHRÄMLI HOLDING AG































































Mehr erfahren













DiekompakteLösungfür die vielseitige5-Achs-Bearbeitung–wirtschaftlich,fortschrittlich, überzeugend.
Bereitsinder Basisversion istdie neueFräsmaschine fürdas universelle5-Achs-Fräsen mitPositionierung sowiefür die 5-Achs-Simultanbearbeitungausgelegt
•Vielseitig einsetzbar:imKleinserienbereich, in der dynamischen 5-Achs-Präzisionszerspanung undin derAusbildung
•GrosszügigerStörkreis vonØ500 mm bietetPlatz fürSpannmittel
•Moderne Heidenhain-SteuerungTNC 7mit Touch-Bedienung
•OptimaleEinsichtund Zugänglichkeit
•Automatisierbar mitPaletten- oder Teilehandling
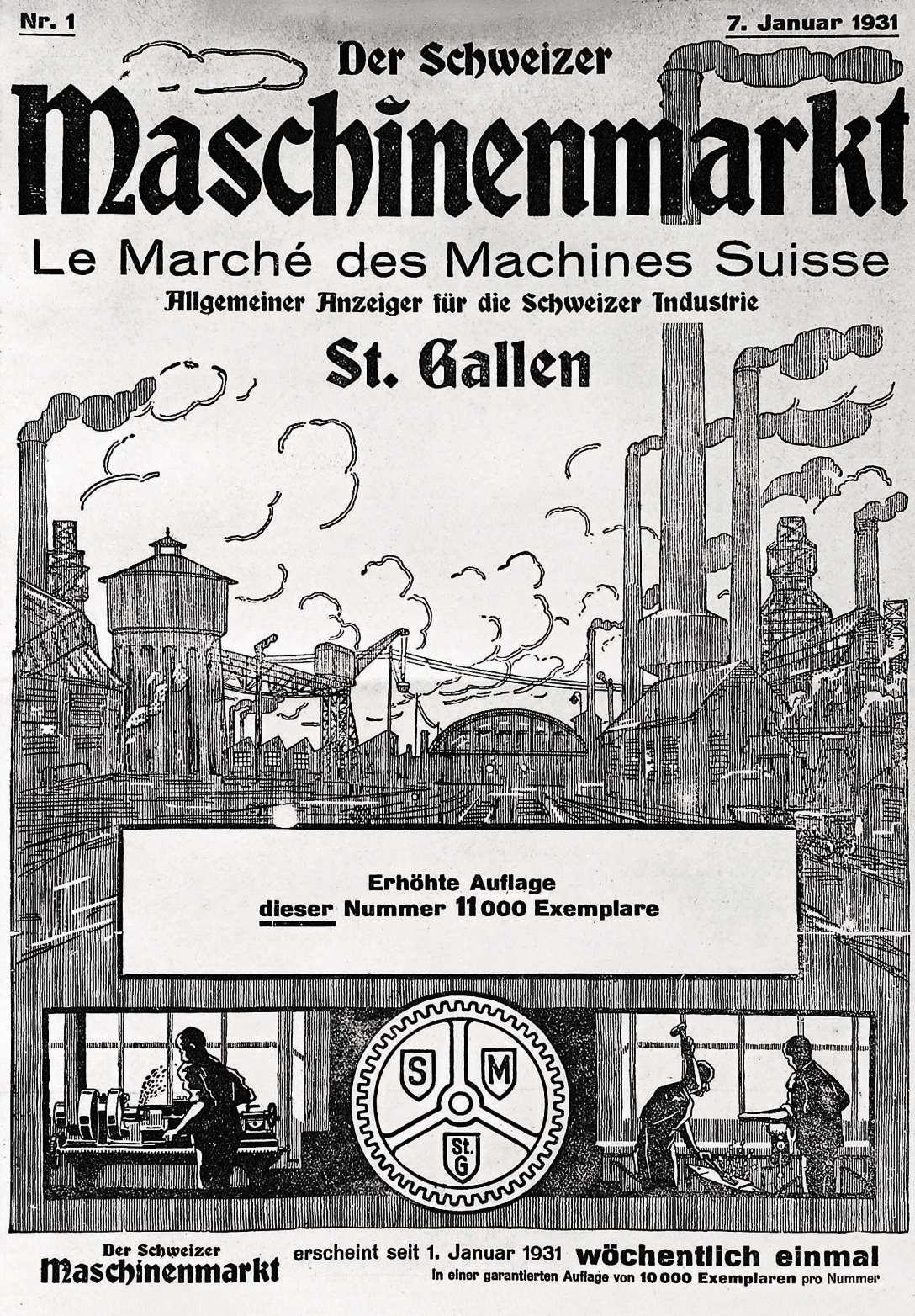
Im Jahr 1931 erschien der SMM erstmals mit einer Ausgabe in französischer Sprache, um auch Leser in der Westschweiz über aktuelle Technik zu informieren.
Um das Jahr 1900 glaubten die Menschen in aller Welt ungebrochen an den Siegeszug der Technik und der Industrialisierung. Überall gab es riesige Fortschritte. Was fehlte, war eine zuverlässige Informationsquelle, um im Umfeld besonders schneller Veränderungen Anbieter und Interessenten gleichmermassen auf dem aktuellen Stand zu halten. Folgerichtig gründete Friedrich Lutz den «Schweizer Maschinenmarkt»
Anzunehmen ist, dass Friedrich Lutz allein vom hehren Wunsch geleitet war, kleine bis grosse Industrieunternehmen unterschiedlicher Gewerbe zu verbinden. Wie seinerzeit üblich erschien der «Schweizer Maschinenmarkt - Anzeiger für die Maschinen-, Werkzeug- und Eisenwarenindustrie» als reines Offertenblatt Somit war eine Möglichkeit geschaffen, dass Schweizer Unternehmen ihre jüngst verwirklichten Produkte bewerben konnten. Interessenten konnten im Abonnement zwei Ausgaben monatlich zu 8 CHF beziehen. Nach einigen Jahren ergänzten redaktionelle Berichte den Informationsgehalt. Bis zum Ausbruch des ersten Weltkriegs florierten die Geschäfte Danach hinterliess das bis Ende der 1920er Jahre anhaltende schwierige wirtschaftliche Umfeld deutliche Spuren.
Mit der Übernahme durch die «Aktiengesellschaft für Verlag und Druckerei» in St Gallen mit Carl Gustav Vogel an der Spitze, einem herausragenden, international erfolgreichen Verleger, erhielt das Fachblatt richtungsweisende Strukturen. Nun erschien der «Schweizer Maschinenmarkt» wöchentlich in einer Auflage von 10000 gedruckten Heften. Neben Abonnenten erhielten erstmals auch wechselnde Empfänger zur Probe einzelne Ausgaben für jeweils einige Wochen. Das trug wesentlich dazu bei, dass die Fachzeitschrift allseits bekannt und geschätzt wurde. Sie durfte sich im Untertitel «Verbreitetste Fachzeitschrift der Schweiz» nennen. Anfänglich liefen die Geschäfte auch unter dem neuen Verleger nur mühsam. Ursache waren die weltweit besonders schwierigen wirtschaftlichen Bedingungen nach dem ersten Weltkrieg und in der weltweiten Wirtschaftskrise zu Ende der 1920er Jahre. Ab dem Jahr 1932 ging es aber schrittweise bergauf Seit Jahresbeginn befanden sich Redaktionsbüro, Setzerei und Druckerei in einer vom Verlag gekauften ehemaligen Stickerei in Goldach am Bodensee. Abgestimmt auf wirtschaftliche und tech-
nische Forderungen baute man das Gebäude schrittweise aus. Anfang des Jahres 1933 erschien erstmals monatlich eine französische Ausgabe «Marché Suisse des Machines» speziell für die Westschweiz und das Tessin, bis heute erfolgreich als Schwesterzeitschrift «MSM».
Der zweite Weltkrieg brachte auch für den Verlag mit seinen Fachzeitschriften eine einschneidende Zäsur
Mehr Inhalt, mehr Inserate, grössere Verbreitung
In den Folgejahren ergaben sich entsprechend der allgemeinen wirtschaftlichen Entwicklung für den Verlag weitreichende Chancen. Man erweiterte den

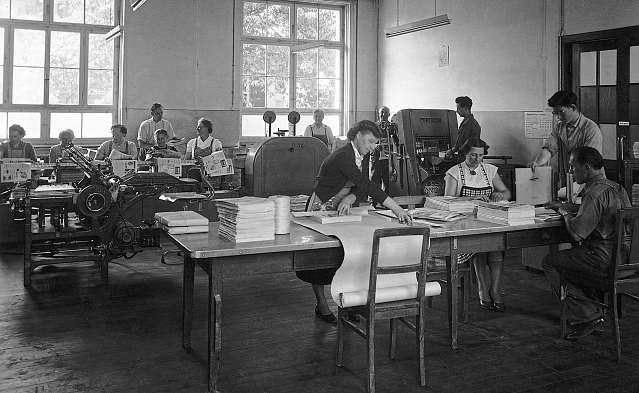
Anfangs der 1930er Jahre investierte der Verleger in ein ehemaliges Stickereigebäude in Goldach, in dem sich fortan die Druckerei befand, in der der SMM angelegt, gesetzt, gedruckt und versandt wurde
redaktionellen Anteil der Hefte. Zahlreiche prominente Führungs- und Fachkräfte aus unterschiedlichen Branchen veröffentlichten Beiträge und steuerten ihre Meinung zu aktuellen Themen bei. Alsbald erschienen Ausgaben des «Schweizer Maschinenmarkt» mit 80 und mehr Seiten Umfang.
Schwerpunkte der Inhalte waren (und sind bis heute) Produktionstechnik, Werkzeugmaschinen und Betriebsausrüstung
Zusätzlich nutzten Fachverbände die Zeitschrift als ihr Organ und Mitteilungsblatt für Mitglieder. So erweiterten Beilagen vom «Verband galvanischer
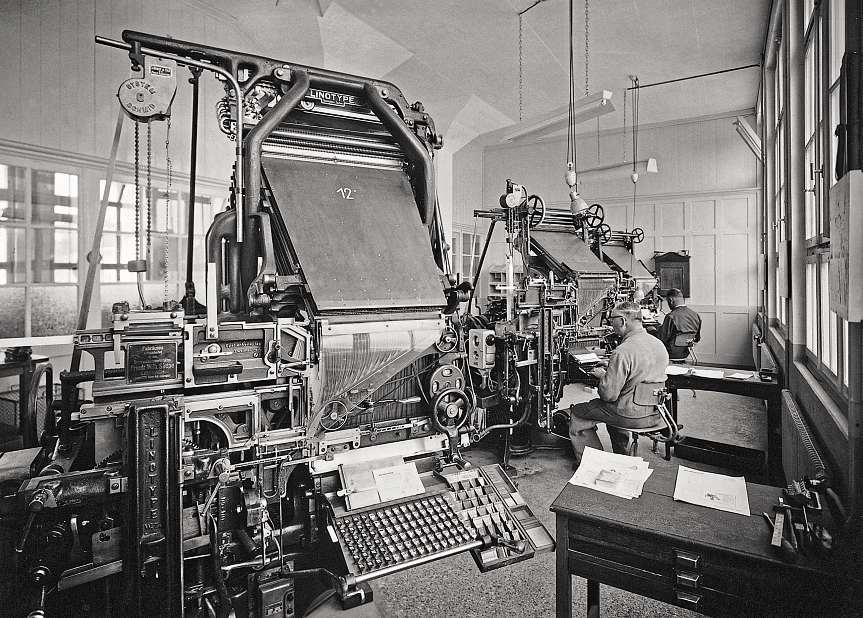
wie hier beim Setzen der
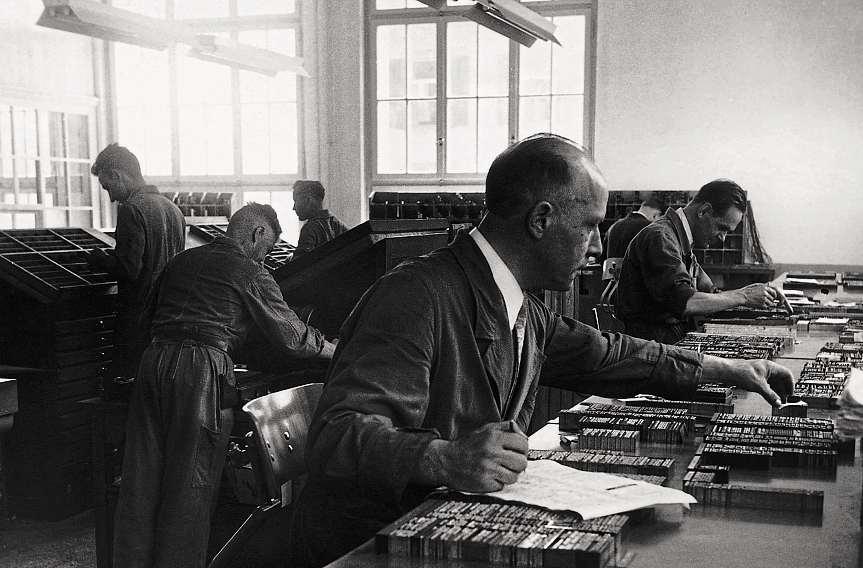
Eine Vielzahl an Beschäftigten war beteiligt, eine Ausgabe des SMM für den Druck vorzubereiten, hier beispielsweise die einzelnen Berichte in Zeilen, Spalten und Seiten passend anzuordnen (umbrechen).
Anstalten der Schweiz » und monatliche Beilagen über «Kunststoffe in der Technik» sowie «LuftKlima-Kälte-Wärme-Staubtechnik» den redaktionellen Inhalt. Viele Jahre später integrierte man die Beilagen als feste Rubriken in den Redaktionsplan. So waren sie Bestandteil des Fachblatts und trugen zu einer zunehmenden Verbreitung und Auflage bei Um in einer sich wandelnden Welt optischer Reize und Wahrnehmungen attraktiv zu bleiben, orientierten sich die Verlagsexperten auch beim Layout an jeweils aktuellen Kriterien. So gab es bereits in den 1950er Jahren zweifarbige Titelseiten, Mitte der 1960er Jahre bereits vierfarbige Umschlagseiten und zu Ende der 1980er Jahre durchgängig in vier Farben gedruckte Ausgaben. Durch den Ausbau seiner Gebäude und erweiterte Kapazitäten in der Druckerei rüstete sich der Verlag, um jeweils technisch und wirtschaftlich auf dem aktuellen Stand der Technik zu arbeiten.
Führend in der Schweiz
Wiederholte Umfragen bei Schweizer Industrieunternehmen sowie unter Empfängern der Fachzeitschrift «Schweizer Maschinenmarkt» bestätigten immer wieder die Führungsrolle der Publikation. Als Pionierleistung in der Schweiz erwies sich die erste Befragung im Jahr 1969, durchgeführt von der
Um die Seiten einer Ausgabe auf den Druckplatten richtig anzuordnen, wurden sie vorab nach einem festgelegten Schema montiert

Ab Mitte der 1930er Jahre druckte der Verlag in Goldach den SMM bereits auf einer Rotationsdruckmaschine, eine seinerzeit moderne Technik.

Publitest AG, einem Institut für Markt- und Werbeforschung. Ergebnis war beispielsweise, dass 15000 verbreitete Hefte bis zu 37000 Leser fanden. Weiteren Befragungen und Analysen zur Verbreitung und zum Leseverhalten in der Schweiz verbreiteter Fachzeitschriften zeigten, welche herausragende Rolle der «Schweizer Maschinenmarkt» für Werbetreibende in industriellen Branchen einnimmt.
Angestossen durch erneut schwierige wirtschaftliche Bedingungen vor der Jahrtausendwende fanden die Fachpresse Goldach und der Vogel Verlag Würzburg zu einer Kooperation und etablierten die gemeinsame Organisation «Fachpresse AG Zürich». Diese residierte fortan im Technopark in Zürich. Um im anbrechenden neuen Jahrtausend in der Schweiz und auch international attraktiv zu sein, erhielt der «Schweizer Maschinenmarkt» ein ansprechendes, weitreichend aktualisiertes Layout. Die Vielfalt redaktioneller Inhalte wurde weiter ausgebaut.
Bereits vor der Jahrtausendwende setzte die SMM-Redaktion auf Digitalisierung und gehört heute zu den führenden Schweizer digitalen Medienportalen. Ein weiterer Schritt in Richtung Diversifizierung erfolgte im Jahr 2012 mit der erstmaligen Ausrichtung des SMM-Kongresses, der heute fester Bestandteil des SMM-Technologieportfolios ist und jährlich in der Messe Luzern stattfindet. Parallel dazu wurde gemeinsam mit der Fehlmann AG Maschinenfabrik der SMM-Technologietag positioniert, der im Mai 2023 erstmals stattfand (siehe auch das Interview in dieser Ausgabe mit Jürg Solenthaler und Adrian Tobler). Somit verfügt die im Jahr 1900 gegründete Printversion des SMM heute über die drei Säulen Print, Digital und Events. Damit ist sie für die zukünftige Entwicklung in der heutigen Vielfalt an Informationsmedien bestens positioniert.
SMM
Vogel Communications Group AG Seestrasse 95, 8800 Thalwil Tel. 044 722 77 00, media@vogel-communications.ch vogel-communications.ch
B ild: Thomas En tzer ot h
Seit 2012 wird der SMM-Kongress veranstaltet. Das Kongresszentrum respektive Forum der Messe Luzern wurde mit dem SMM-Kongress in 2013 sogar eingeweiht
Wenn zwischen Ihnen und uns mehr entsteht: Das ist der MAPAL Effekt.

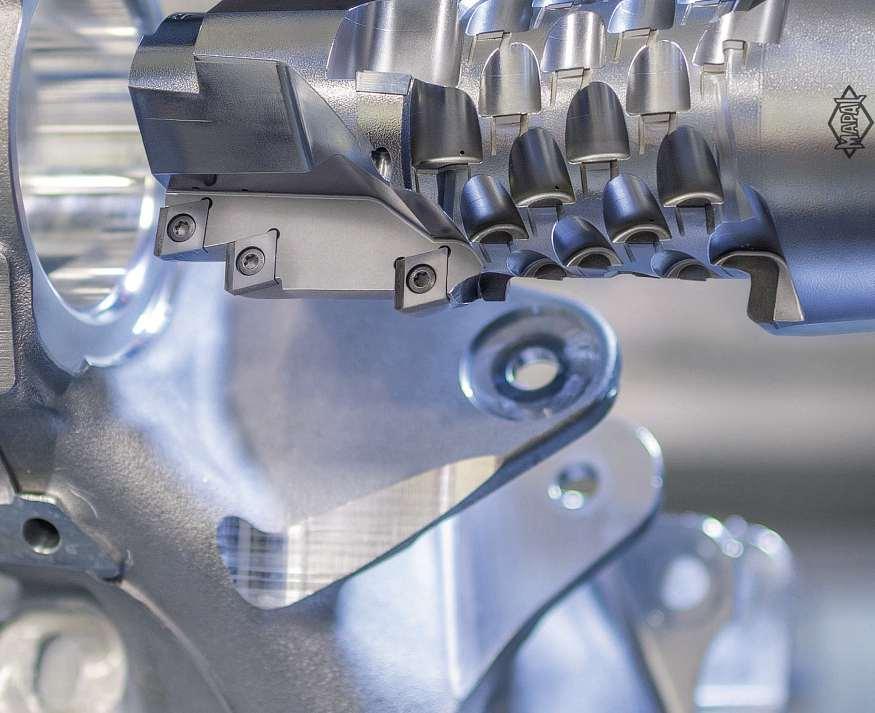
MAPAL –Ihr Technologiepartner inder Automotive-Industrie

MAPAL gratuliertdem gesamten Team des Schweizer Maschinenmarkts zu 125 Jahren erfolgreicher Fachverlagsarbeit.
Ihr Engagement für Qualitätund Fachkompetenz hat Massstäbe gesetzt und die Fachwelt nachhaltig bereichert. Wir wünschen Ihnen weiterhin viel Erfolg, kreative Impulse und zahlreiche inspirierende Publikationen.
Auf vieleweitereJahre erfolgreicher Zusammenarbeit!

Mehr erfahren: www.mapal.com/aluminium

















Wir haben im SMM-Archiv ab 1931 ein wenig gestöbert und nach Inseraten, Pressemeldungen und Editorials Ausschau gehalten. Umweltschutz war schon vor über 30 Jahren ein Thema und es gab und gibt Inserenten, die so richtig erfolgreich mit dem SMM waren und zukünftig auch sind. Aber sehen Sie selbst.
Matthias Böhm, Redaktion SMM
1970: Hier wird auf die besonderen technologischen Eigenschaften einer Schleifscheibe aufmerksam gemacht.

Martin Wohlgenannt war der Chefredaktor des SMM bis zum Ende des letzten Jahrtausends und übergab die Chefredaktion an Christian Keller.

Inserat Mandatec vor 30 Jahren: Das Unternehmen Mandatec hat einen enormen Wandel vollzogen, hat sich massiv modernisiert und seine Produktion komplett umgestellt.
ild: Sc hw eizer Masch in enmarkt
30er Jahre: Die Fernschule Jena (erstes Inserat) konnte man noch vor der Grenzschliessung der damals noch nicht exisitierenden DDR besuchen.
1960: Ausschnitt Titelseite, Müller Maschinen AG in Zürich, die die Werkzeugmaschinenhersteller Tovaglieri, Atomic und Dufor vertreten haben.

Mit Maurer Magnetic, oberstes Inserat, hat der SMM in 2024 eine Bericht zum Thema ‹Mobiles Entmagnetisieren› realsiert. B
B ild: S chw eiz er Maschine nmarkt

Christian Keller hat als Chefredaktor den SMM im neuen Jahtausend modernisiert und gemeinsam mit seinem Team konsequent digitalisiert.



Willkommen zur Weltleitmesse der Produktionstechnologie.








Aldo Tormen war langjäriger stellvertrender Chefredaktor des SMM und arbeitete bis ins zweite Jahrtausend beim SMM. Er war hervorragend vernetzt in der Schweizer Industrie und thematisierte bereits 1995 Umweltaspekte

Anfang der 90er Jahre hatten viele Werkzeugmaschinenunternehmen mit dem osteuropäischem Markt zu kämpfen, der einbrach.

Über solche Schreiben würde sich die SMM-Redaktion sehr freuen. Dieses Schreiben des zufriedenen Kunden elmag wurde 1945 als ganzseitiges Inserat abgedruckt
B ild: Sc hw eiz er Maschinenmarkt
ild: S chw eizer Maschinenmarkt

Aus SMM 1989: Im Jahr 1953 legte Alfred Imhof den Grundstein seines Unternehmens. Im Bild die Alfred
AG in Münchenstein.
B ild: Sc hw eiz er Masc hinen markt
Das ist der SMM vom 31. Mai 1989, als die stellvertetende Chefredaktorin Nastassja Neumaier – in Saporischschja in der Ukraine – das Licht der Welt erblickte.
Wir haben bei einigen unserer Kunden nachgefragt, was sie dem SMM zum 125. Jubiläum wünschen. Tatsächlich waren die Antworten durchweg positiv und nicht wenige freuen sich auf weitere Jahre mit dem SMM Für unser SMM-Team ist das eine tolle Bestätigung. Wir bedanken uns ganz herzlich für die Glückwünsche und blicken zuversichtlich auf den Werkplatz Schweiz, um auch zukünftig über die hervorragenden Kompetenzen unserer Schweizer Fertigungsspezialisten zu berichten
Matthias Böhm, Redaktion SMM

>> Seit 125 Jahren fördert der SMM den Werkplatz Schweiz. Wer technologische Entwicklungen früh erkennt, ihnen gegenüber offen bleibt und sie gezielt einsetzt, wird auch künftig erfolgreich sein. Vischer & Bolli wünscht weiterhin «Freude am Bearbeiten»! <<
Fabian Wettstein, Mitglied der Geschäftsleitung der Vischer & Bolli AG | OSG GROUP COMPANY, 8600 Dübendorf
>> 125 Jahre SMM – wir gratulieren! Als feste Grösse in unserem Marketing-Mix schätzen wir das Magazin als verlässliche Plattform und Stimme für den Werkplatz Schweiz. <<
Christian Haberzeth, Geschäftsführer der DIHAWAG, 2504 Biel-Bienne

>> 125 Jahre SMM – hautnah am Span, mitten am Puls der Industrie. Ihr macht einen herausragenden Job – man spürt den Geruch des Kühlschmierstoffs, den metallischen Funkenflug und erkennt die Brisanz eurer Beiträge. Mit fundierter Recherche, technischem Tiefgang und dem nötigen Innovationsgeist seid ihr seit Generationen ein verlässlicher Kompass in der Welt der Werkstoffbearbeitung und Zerspanung Für uns ist der SMM das führende Fachportal der Branche –fachlich präzise, praxisnah, wegweisend. Danke für 125 Jahre Kompetenz, Orientierung und Leidenschaft für Technik. Wir freuen uns auf die nächsten packenden Beiträge. <<

>> 125 Jahre Schweizer Maschinenmarkt – eine beeindruckende Wegmarke! Für uns bei SMC ist der SMM seit jeher eine unverzichtbare Plattform, um Trends zu teilen, Innovationen sichtbar zu machen und den Dialog mit der Industrie zu fördern. Wir gratulieren herzlich zu diesem Jubiläum! <<
Daniel Langmeier, Geschäftsführer und VR-Präsident der SMC Schweiz AG, 8484 Weisslingen


>> Der SMM ist für uns als Schweizer Hersteller von Werkzeugmaschinen ein unverzichtbares Medium für die produzierende Industrie. Wir gratulieren herzlich zum 125-jährigen Bestehen – ein beeindruckendes Zeichen von Beständigkeit und Relevanz! <<
Daniel Lustenberger, Co-CEO der Reiden Technik AG, 6260 Reiden

>> Herzliche Gratulation zu 125 Jahren Innovation und Fachkompetenz!
Der Schweizer Maschinen Markt ist seit Generationen eine unverzichtbare Informationsquelle für die Industrie. Weiter so! <<
>> Seit 1900 gibt der SMM dem Werkplatz Schweiz eine Stimme. Fachlich stark, thematisch am Puls – auf die nächsten 125 Jahre! <<
Josef
Huber, CEO der VARGUS (Schweiz) AG, 6330 Cham



>> Seit 125 Jahren ein Kompass für die schweizerische Fertigungsindustrie, herzliche Gratulation dem SMM. Konstant hat der SMM seine Formate der Zeit angepasst und bietet heute mit dem Fachmagazin, dem Onlineauftritt sowie den Events einen Mix von Plattformen, die den optimalen Austausch der Fertigungsindustrie ermöglichen. Auf die zukünftige, erfolgreiche Zusammenarbeit freuen wir uns! <<
Ivan Filisetti, CEO der UNITED MACHINING SOLUTIONS, 3014 Bern
Familiengeführtund auf Individualbürstenspezialisiert: Wirbegleiten SieabStückzahl 1 –von derpersönlichenBeratung über Entwicklungund Prototyp bishin zurBürstenserie.
Massgeschneiderte Lösungen, ausWil
Feldstrasse 4, 9500 Wil T: 071913 90 30
info@zeintra.ch www.zeintra.ch

HERZLICHE GRATULATION UND DANKE DEMTEAM VONSMM UND MSMFÜR 125 JAHRE KOMPETENTE BERICHTERSTATTUNG.
ERHÖHTEPRODUKTIVITÄT
KleinereStellfläche mit mehr Bearbeitungsmöglichkeiten

OPTIMIERTE BEARBEITUNG
Neues Design des unteren Revolvers erweitert die DONE-IN-ONE-Kapazität
KI AKTIVIERT
SolidMazatrol
SmoothAi Spindel
Ai Thermal Shield

AUTOMATISIERUNGSFREUNDLICH
Flaches Maschinendesign für die Integration derAutomatisierung
Integrexi-H serie
Die neue INTEGREX i-H Serie vereint innovatives Maschinendesign für eine erhöhte Maschinenleistungund eine Vielzahl von Automatisierungsoptionen, um IhreFertigungsabläufe für die optimale Produktivität undRentabilitätzuverändern.
Machen Sie mit beider Evolution. https://www.mazak.com/de-de/produkte/integrex-i-h/
OPTIMIERTE EFFIZIENZ
Identischedigitale Maschinen-Kopie im Büro mit DigitalTwin-Technologie
Besuchen Sieuns an derEMO Hannover, 22.–26.9.2025,Halle 15,Stand B24.
Anlässlich des 125-jährigen Bestehens des SMM lud die Vogel Communications Group AG Kunden und Partner zu einem unvergesslichen River Rafting in der atemberaubenden Rheinschlucht (rätoromanisch: Ruinaulta), auch bekannt als «Grand Canyon der Schweiz», ein
Am 27. Juni 2025 verwandelte sich der majestätische Vorderrhein in das spritzige Zentrum der SMM-Jubiläumsfeier Die Ruinaulta, ein beeindruckendes Naturwunder, das sich über Jahrtausende aus dem Kalkstein geformt hat, bot die perfekte Kulisse für ein Event, das ebenso aufregend wie erholsam war
Die Reise startete in Ilanz im Herzen der Schlucht. Entlang smaragdgrüner Auenlandschaften und schroffer, weisser
Kalkfelsen, brachten die spritzigen Stromschnellen des Vorderrheins Boote und Stimmung ordentlich in Schwung. Es dauerte nicht lange, bis jedes Team eingespielt war und der synchrone Paddelschlag (nahezu) sass. Über Bord gingen die Teilnehmenden glücklicherweise nur freiwillig. Neben kürzeren Stärkungspausen genossen die Teilnehmenden auf etwa halber Strecke einen wohlverdienten GrillLunch direkt am Flussufer Das Abenteuer endete in Reichenau, wo sich die Gelegen-



heit bot, die Eindrücke des Tages bei einem entspannten Apéro zu teilen.
Das Team der Vogel Communications Group AG dankt allen Teilnehmenden, die diesen Tag zu einem solch erinnerungswürdigen Erlebnis gemacht haben. Auf zukünftige gemeinsame Abenteuer! (neu) SMM
Vogel Communications Group AG Seestrasse 95, 8800 Thawil Tel. 044 722 77 00, media@vogel-communications.ch vogel-communications.ch










>> Meine persönliche Spontanbewerbung 1979 bei der Fehlmann AG war rückblickend betrachtet eine meiner besten Entscheidungen. <<
Jürg Solenthaler, 46 Jahre Fehlmann AG Maschinenfabrik
Vor einem halben Jahrhundert begann Jürg Solenthalers Karriere mit einer Ausbildung zum Werkzeugmacher bei Sprecher und Schuh (1975 - 1979) in Aarau Anschliessend an die Lehre legte er einen Zwischenstopp bei Aciera in Le Locle ein, bevor er 1979 zur Fehlmann AG Maschinenfabrik kam. Das folgende Exklusivinterview ist somit auch eine Zeitreise in die Schweizer Werkzeugmaschinengeschichte. Mit dabei ist Adrian Tobler, der die Aufgaben von Jürg Solenthaler bei Fehlmann zukünftig übernehmen wird. Aber lesen Sie selbst!
Herr Solenthaler, können Sie sich an Ihr Vorstellungsgespräch im Jahr 1979 bei Fehlmann erinnern? Jürg Solenthaler: Da kann ich mich sogar sehr gut daran erinnern, aber dazu muss ich ein wenig ausholen.
Nur zu!
J. Solenthaler: Etwas mehr als vier Jahre zuvor hatte ich meine Ausbildung als Werkzeugmacher bei Sprecher und Schuh in Aarau begonnen. Sprecher und Schuh hatte etwa zwei Dutzend Aciera-Werkzeugmaschinen im Werkzeug- und Formenbau wie auch in der Lehrwerkstatt. Im vierten
Lehrjahr, 1978, montierte ich bei Sprecher und Schuh gemeinsam mit einem Aciera-Techniker aus Le Locle Digitalanzeigen an die Aciera F4-Fräsmaschinen. Nach Abschluss meiner Ausbildung nahm ich Kontakt zu diesem Aciera-Techniker auf und fragte ihn, ob sie eine Stelle für mich hätten. Ich konnte im Mai 1979 direkt in der Montage bei Aciera in Le Locle starten. Ich war damals Wochenaufenthalter und hatte ein Studio in der Rue de la Gare in Le Locle. Man könnte meinen, dass die Angabe der Strasse unwichtig sei, aber sie spielte später während des Vorstellungs-
gesprächs mit Willy Fehlmann doch noch eine Rolle.
Was machten Sie bei Aciera?
J. Solenthaler: Mit über 300 Mitarbeitenden war Aciera damals einer der grössten Schweizer Werkzeugmaschinenhersteller Sie stellten wirklich gute Maschinen her Neben Fräsmaschinen hatten sie auch Koordinaten-Bohrmaschinen im Programm, die sie mit Fehlmann-Kreuztischen ausgerüstet hatten. Meine Aufgabe in der Montage war es u.a., diese Fehlmann-Koordinatentische zu montieren und
>> Jürg hat nicht nur für Fehlmann gearbeitet – er hat mit vollem Einsatz und sehr viel Herzblut für das Unternehmen gelebt. Mir ist das Erbe von Jürg Solenthaler absolut bewusst, und ich nehme es gerne an. <<
Adrian Tobler, Verkaufsleiter Schweiz, Fehlmann AG Maschinenfabrik
auf die Maschine passend einzuschaben. Die Wertigkeit und die ausgezeichnete Verarbeitung dieser Fehlmann-Kreuztische haben mich als jungen Mechaniker damals richtig beeindruckt.
Das war also einer Ihrer ersten Berührungspunkte mit Fehlmann?
J. Solenthaler: Richtig. Nur sechs Monate nach meinem Antritt bei Aciera musste ich aus privaten Gründen in die Region Aarau zurückkehren und mich um eine neue Stelle kümmern. Da hatte ich eigentlich sofort den Gedanken: Jetzt gehe ich mal diese Firma Fehlmann in Seon besuchen.
Jetzt kommen wir zu unserer ersten Frage
J. Solenthaler: Das Bewerbungsgespräch fand am 17. September 1979 unten am

Empfang statt. (Anmerkung der Redaktion: Wir befanden uns während des Interviews, 46 Jahre später, im fünften Stockwerk, oberhalb des damaligen Empfangs.) Ich bin einfach reingegangen und habe der Empfangsdame, Frau Siegrist, gesagt, dass ich eine Stelle als Mechaniker in der Montage suche. Frau Siegrist antwortete sehr direkt und unmissverständlich, dass, wenn kein Stelleninserat ausgeschrieben sei, sie auch keinen Mechaniker suchen würden.
Das war's dann?
J. Solenthaler: Nein, denn im gleichen Moment, als ich gerade gehen wollte, kam der Geschäftsführer und Inhaber Willy Fehlmann – ich kannte ihn nicht – in einem blauen Arbeitsmantel aus der Werkstatt.

Er sah mich und fragte, ob er mir helfen könne. Worauf Frau Siegrist ihm die Situation schilderte
Und dann?
J. Solenthaler: Er begrüsste mich freundlich, fragte mich nach meinem Beruf und warum ich zu Fehlmann gekommen sei Ich erzählte ihm die obige Geschichte. Als ich Aciera erwähnte, wurde Willy Fehlmann hellhörig. Er fragte mich: «Ja, erzählen Sie mal, was Sie bei Aciera gemacht haben.» Er führte mich dann in ein Besprechungszimmer und ich beschrieb ihm meine Tätigkeiten, einschliesslich der Fehlmann-Koordinatentischmontage bei Aciera SA. Wir kamen auch auf mein Zimmer in der Rue de la Gare zu sprechen. Man muss wissen, dass Willy Fehlmann
>> Der grosse Vorteil ist, dass wir die Heidenhain-Steuerung extrem gut kennen. Das zieht sich bei uns durch das gesamte Unternehmen, von der Entwicklung über die Montage bis hin zum Kundendienst. <<
Adrian Tobler, Verkaufsleiter Schweiz, Fehlmann AG Maschinenfabrik
seine Lehre und sein Maschinenbau-Studium in Le Locle absolviert hat; er wohnte damals in derselben Strasse wie ich. Das war ein schönes Detail, und es kamen ein paar Erinnerungen an die Zeit in Le Locle hoch. Auf jeden Fall, ein paar Minuten später hatte ich die Stelle, für die es kein Stelleninserat gab.
Welche Aufgaben haben Sie bei Fehlmann übernommen?
J. Solenthaler: Nur wenige Tage später, am 24. September 1979, startete ich direkt in der Montageabteilung der Picomax 50 Digital Später arbeitete ich dann in der Picomax 100 CNC sowie in der Koordinatentisch-Endmontage. Der Hintergrund für meinen Einsatz in diesem Segment war strategischer Art. Willy Fehlmann meinte, dass wir zukünftig Fachleute benötigen, die in der Lage sind, anspruchsvolle Schulungs-, Inbetriebnahme- und Servicearbeiten bei den Kunden durchzuführen.
Das heisst, die zukünftige Bedeutung des Service-Bereichs war Willy Fehlmann damals bereits sehr bewusst.
J. Solenthaler: Bereits 1976 begann die NC- / CNC-Ära bei Fehlmann und im Laufe der Zeit kamen immer mehr CNC-gesteuerte Fehlmann-Maschinen auf den Markt. Aufgrund der zunehmenden Komplexität dieser Maschinen musste Fehlmann eine absolut zuverlässige Montage, Inbetriebnahme und einen zuverlässigen Service vor Ort gewährleisten. Er fragte mich, ob ich mir vorstellen könne, dieses Aufgabengebiet inklusive Kundenschulun-

>> Der SMM war und ist für uns eine sehr wichtige Plattform, um Innovationen und Lösungen zu präsentieren, Kontakte zu pflegen und den Austausch mit Branchenexperten zu fördern. <<
Adrian Tobler, Verkaufsleiter Schweiz, Fehlmann AG Maschinenfabrik
gen zukünftig zu übernehmen. Damit war mein Weg in den Aussendienst vorgezeichnet. Willy Fehlmann legte grossen Wert darauf, dass das Fehlmann-Kundendienstpersonal die Maschinen von Grund auf kennenlernte. Deshalb arbeitete ich zu Beginn etwa ein Jahr in der Montage.
>> Noch bevor ich aus dem Fahrzeug ausgestiegen war, empfing mich Willy Fehlmann und hat mich darüber aufgeklärt, wer von Konstruktionsfehlern sprechen darf und wer nicht; .... auf jeden Fall, ich durfte es nicht. <<
Jürg Solenthaler, 46 Jahre Fehlmann AG Maschinenfabrik
Und dann ging es in den Service?
J. Solenthaler: Von 1980 bis 1988 war ich als Servicetechniker tätig, führte Inbetriebnahmen und CNC-Schulungen im In- und Ausland durch und war als Vorführungstechniker auf nationalen und internationalen Messen aktiv Zu meinen Aufgabenfel-

dern zählten ebenfalls Maschinen-Vorführungen mit Inhouse-Kundenversuchen.
Wie kam es, dass Sie in den Vertrieb gewechselt sind?
J. Solenthaler: Als unser damaliger Verkaufsleiter Rolf Schlatter im Sommer 1988 in Pension ging, bewarben sich Roland Sandmeier und ich auf die freiwerdende Stelle. Roland Sandmeier übernahm Deutschland inklusive Westeuropa und ich die Schweiz als Verkaufsgebiet. Nach einer Einführungsphase startete ich im Herbst 1988 im Verkauf Schweiz. Mein Aufenthalt bei Aciera hat mir ein wenig geholfen, mich in der Westschweiz zurechtzufinden, aber mein Französisch hätte besser sein können. In den ersten Jahren habe ich, wenn es nötig war, sogar noch den einen oder anderen Servicefall bei Kunden erledigt. Man sagt ja, «Die erste Maschine verkauft der Verkäufer, die zweite der Servicetechniker» – zu Beginn meiner Tätigkeit im Verkauf war das ab und zu ein und dieselbe Person.
Was waren für Sie die prägendsten Erlebnisse in Ihrer Karriere?
J. Solenthaler: Ganz sicher zählen dazu meine ersten Auslandsbesuche im Jahr 1981 in osteuropäischen Ländern wie Ungarn, der Tschechoslowakei und Bulgarien In diesen Ländern war ich sehr oft unterwegs. Das war noch vor der Wende und vor dem «Handy- und E-Mail-Zeitalter». Was heute banal ist – mit dem Auto über die Grenze fahren, ein Auto mieten oder ein Hotel buchen – war damals herausfordernd bis fast unmöglich. Das war ein Kulturschock für mich. Wenn ich meinen jüngeren Kolleginnen und Kollegen von meinen Erlebnissen von damals erzähle, löst das meist ungläubiges Kopfschütteln aus
Und was war aus technologischer Sicht Ihr Highlight?
J. Solenthaler: Aus technologischer Sicht war die Präsentation der Versa 825 an der AMB im Jahr 2008 für mich ein echter Meilenstein. Bereits ab 2002 hatten wir gemeinsam diskutiert, dass wir eine grössere und ‘echte’ 5-Achs-Simultanmaschine entwickeln müssen. Bei einem solchen Projekt kamen natürlich auch Zweifel auf, ob wir das von der Grösse der Firma her stemmen können. Aber: Wir haben es gestemmt. Mit der Versa 825 zogen wir enorm viel interessiertes Publikum auf unseren Stand. Unter den Besuchern waren auch viele Mitbewerber Mit der Versa-Baureihe haben wir uns technologisch zukunftsfähig aufgestellt Das war nicht nur für mich als Verkäufer, sondern für uns alle bei Fehlmann ein grosser Moment Im Nachhinein betrachtet, war die Entwick-










Der EvoGrip bietet ideale 5-Achs-Zugänglichkeit für den Einsatz kurzer Werkzeuge zur Reduzierung von Vibrationen, bei Spannkräften bis zu 75 kN. Mit Adaptionsmöglichkeiten für das Nullpunktspannsystem EvoPoint und anderen Nullpunktspannsystemen, Maschinentischen, Schwenkbrücken, Würfeln und Pyramiden.
Noch mehr Produktivität erzielen Sie mit unserer Fräser-Vielfalt.
Besuchen Sie uns:
22.-26.09.2025
Halle 4
Stand F06 / F08
Vertrieb in der Schweiz über:
www.riwag-schweiz.ch
lung der Versa-Modellreihe ein sehr guter und äusserst wichtiger Schritt.
Wie hervorragend Fehlmann im WZM-Bau ist, zeigt sich auch daran, dass die drei Prototypen noch immer bei euren Kunden laufen.
Adrian Tobler: Genauso ist es. Die ersten drei Versa 825 Maschinen gingen an die Robert Ott AG, an Carbo-Link AG und an die ETH Zürich (Inspire). Alle drei Maschinen laufen nach wie vor zuverlässig und bearbeiten Bauteile im High-End Bereich. Das ist alles andere als selbstverständlich, wenn man ein 5-Achs-Simultan-Bearbeitungszentrum erstmals entwickelt Unsere Entwicklungsingenieure, unsere Produktion und unsere Montage haben also ganze Arbeit geleistet, auf die wir wirklich stolz sein können. Wir haben die Versa-Baureihen über die Jahre hinweg kontinuierlich weiterentwickelt und uns im Bereich der 5-Achs-Bearbeitungscenter
hervorragend positioniert Die Versa 825 Maschine wurde im Jahr 2020 durch die Versa 745 ersetzt.
Wie hat sich das Kundenprofil von Fehlmann im Laufe der Jahrzehnte verändert, und welche Rolle spielte dabei die Entwicklung der Versa-Modelle?
J. Solenthaler: Schon vor der Versa-Entwicklung kamen unsere Werkzeugmaschinen oft im Werkzeug- und Formenbau zum Einsatz. Der Fokus lag dabei auf 5-Achs-Bearbeitungen mit höchster Präzision und perfekter Oberflächengüte. Dabei handelte es sich jedoch eher um Einzelkomponenten und Kleinserien sowie generell um kleinere Bauteile mit einer Kantenlänge von maximal 120 mm. Die Versa-Modellreihe hat bei Fehlmann zu einem grossen Teil dazu beigetragen, dass wir heute komplexe, hochgenaue 5-AchsBAZ bauen – von der Stand-Alone-Maschine bis hin zu, voll automatisierten
Fertigungszellen mit mehreren Maschinen.
A. Tobler: Mit der Versa-Baureihe wurden wir plötzlich auch für Kunden interessant, welche Serienteile und grössere Bauteile fertigen. Dem Werkzeug- und Formenbau sind wir jedoch nach wie vor treu geblieben. Denn die Versa-Modelle bieten Genauigkeit, Zuverlässigkeit und Dynamik in Serie, wie sie für hochgenaue Werkzeugbauteile benötigt werden. Trotzdem haben wir unsere Wurzeln mit den einfacheren Picomax-Maschinen nie aus den Augen verloren. Diese runden unser heutiges Fabrikationsprogramm zu 100 Prozent ab, sodass wir auch in der Ausbildung und überall dort, wo Einzelteile schnell und präzise gefertigt werden müssen, eine Antwort haben.
J. Solenthaler: Wie bereits beschrieben, sind die Anlagen mit den Versa-Modellen komplexer und aufwendiger Gleichzeitig
«Ich dachte, das wäre es dann wohl mit meiner Karriere bei Fehlmann.»
An Ihr Vorstellungsgespräch konnten Sie sich noch genau erinnern. Wie sieht es denn mit dem ersten Serviceeinsatz aus?
J. Solenthaler: Auch daran kann ich mich noch gut erinnern. Ich dachte: «So, das wars bei Fehlmann. Du kannst dein Garderobekästchen räumen.» Aber der Reihe nach. Unser damaliger Montageleiter, Herr Saxer – ich war vielleicht ein Jahr bei Fehlmann – sagte zu mir, sie hätten ein Problem bei einem Kunden mit einer Picomax 50. Das war ein Modell, das ich bereits mehrmals montiert hatte und daher sehr gut kannte. Ich nahm unseren Renault 4, lud meine Service-Ledertasche ein und fuhr zum Kunden. Der Inhaber, Herr Maurer, sagte zur Begrüssung: «Sie sind bereits der dritte Techniker, der kommt.» Er führte mich zu der Maschine. Um die Maschine herum war alles schwarz vom abgeriebenen Keilriemen. Ich habe also die Maschine gereinigt, was sehr lange dauerte. Anschliessend habe ich die vermeintlich defekte Vorschubkupplung ebenfalls nur

Fehlmann setzte bereits 1976 auf CNC-Technologie. Dieses Bild von 1983 zeigt Jürg Solenthaler, vor einer Picomax 51 CNC 3 mit Heidenhain TNC 150 Bahnsteuerung. An einer solchen Maschine führte er seinen ersten Service durch
gereinigt und den Keilriemen ersetzt. Dann lief alles wieder einwandfrei. Nun ging es aber darum, die Ursache für den Defekt des Keilriemens zu ermitteln.
Wo war der Wurm drin?
J. Solenthaler: Der Kunde liess die Maschine immer mit der höchsten Drehzahl von 4700 1/min laufen. Zwischen Keilriemen und einem Getriebedeckel waren nur 2 mm Luft. Das war zu wenig, der Keilriemen schliff am Deckel und wurde deshalb abgerieben. Voreilig sagte ich zu Herrn Maurer, dass es sich um einen Konstruktionsfehler handele. Der neue Riemen würde schnell wieder zerrieben werden, wenn wir das so lassen. Ich packte meine Tasche, denn eine Reparatur war auf die Schnelle unmöglich. Ich fuhr zurück zu Fehlmann, wo ich vor dem Eingang parkierte.
Und dann?
J. Solenthaler: In der Zwischenzeit hatte unser Kunde, Herr Maurer, Herrn Fehlmann darüber informiert, dass meiner Aussage zufolge ein Konstruktionsfehler bei der Maschine vorläge. Noch bevor ich richtig aus dem Fahrzeug ausgestiegen war, empfing mich Willy Fehlmann und klärte mich darüber auf, wer von Konstruktionsfehlern sprechen darf und wer nicht; .... auf jeden Fall, ich durfte es nicht und das war mir nach dem Aussteigen aus dem Auto klar. Ich dachte, das wäre es dann wohl mit meiner Karriere bei Fehlmann. Ich meldete mich bei unserem Montagleiter Herrn Saxer zurück und er fragte mich, wie es denn gelaufen sei. Ich antwortete ihm: «Der Service ist gut gelaufen, aber mit Herrn Fehlmann hätte ich jetzt ein Problem.»
Herr Saxer, der Willy Fehlmann schon länger kannte, beruhigte mich und sagte, ich müsse mir da keine Sorgen machen. Aber ich war mir sicher: Das war mein letzter Tag bei Fehlmann.
Wie wir heute wissen, war es nicht Ihr letzter Tag.
J. Solenthaler: Tatsächlich hatte Herr Saxer die Situation sehr gut eingeschätzt. Drei Stunden später holte Willy Fehlmann Herrn Saxer und mich in sein Büro. Die Konstruktionszeichnungen der Picomax 50 lagen auf dem Tisch ausgebreitet. Er fragte, wo ich das Problem sähe. Wir haben die Situation gemeinsam angesehen und kamen zu dem Schluss, dass die Maschine an der Problemstelle überarbeitet werden muss. Es handelte sich um einen Montage- und Fertigungsfehler. Die Konstruktion stimmte. Ich durfte den Fehler persönlich beheben, danach lief die Maschine wieder perfekt. Das war mein erster Servicefall, bei dem ich dachte, es wäre auch mein letzter Herr Maurer hat über all die Jahre noch einige Werkzeugmaschinen von uns gekauft.
>> Aus technologischer Sicht war die Präsentation der Versa 825 an der AMB im Jahr 2008 für mich ein echter Meilenstein.
Mit der Versa-Baureihe haben wir uns technologisch zukunftsfähig aufgestellt. <<
Jürg Solenthaler, 46 Jahre Fehlmann AG Maschinenfabrik
ist auch der Kundensupport anspruchsvoller geworden. Mit dem Koordinatenschleifen auf den Versa-Maschinen kam zu den herkömmlichen Fräs- und Bohr-Operationen noch ein ganz anderer, für uns neuer Bearbeitungsprozess hinzu, den wir erst erlernen mussten. Bei der Integration des Schleifprozesses in unser Versa-Bearbeitungszentrum war die enge Kooperation mit Heidenhain von entscheidender Bedeutung.
Wie findet der Austausch zwischen Ihren Kunden und der Entwicklung statt?
A. Tobler: Zum einen sind wir im Aussendienst sehr nah am Kunden. Da spielen die technologischen Wünsche eine sehr wichtige Rolle. Das heisst, wir hören genau zu, um zu erfahren, was unsere Kunden erwarten. Unser Aussendienst steht zudem in engem Austausch mit unserer Entwicklung, die ebenfalls mit unseren Kunden im Gespräch ist. Natürlich geht nicht immer alles, aber ich denke, wir machen sehr viel möglich und richtig.


Bei einigen potenziellen Kunden hat Fehlmann noch immer das Image eines Bohrmaschinenherstellers. Wie kommt man davon weg?
A. Tobler: Das ist bei einigen wenigen Kunden der Fall, die unsere Entwicklung in Richtung 5-Achs-Simultan-Bearbeitungszentren in den letzten Jahren nicht verfolgt haben. Aber wir sind natürlich auch stolz auf unsere Fehlmann Koordinatenbohrund Fräsmaschinen. Sie stehen in sehr vielen Produktionsbetrieben und verfügen über einen ausgezeichneten Ruf Aufgrund dieser eher einfacheren Maschinen hat Fehlmann eine hohe Marktdurchdringung erreicht.
J. Solenthaler: Nicht jeder potenzielle Kunde hat unsere Entwicklungen gleichermassen mitverfolgt, die wir seit 2008 im 5-Achs-BAZ Bereich mit der Versa-Modellreihe konsequent betrieben haben. Doch im Vergleich zu früheren Jahren stehen wir heute, wo Genauigkeit, universeller Einsatz und Zuverlässigkeit gefragt sind, im 5-Achs-Bereich sehr oft auf der Auswahlliste vieler Schweizer Betriebe. Ich kann Adrian nur beipflichten, dass unsere älteren Fehlmann Bohr-Fräsmaschinen Picomax 51 und 54 usw punkto Genauigkeit, einem grossartigen Handling und Langlebigkeit nach wie vor einen ausgezeichneten Ruf geniessen. Mit den Nachfolgemodellen Picomax 56/56L haben wir für unsere Kunden im Bereich der Einzelteil-, Prototypen- und Kleinserien-Fertigung eine Maschine entwickelt, die in der Schweiz sehr beliebt ist, und vor allem von den Anwendern geschätzt wird. Auch in verschiedenen Ausbildungszentren von Swissmechanic und Swissmem sind viele Picomax 56 Maschinen täglich unverzichtbar im Einsatz.
Themenwechsel: Herr Tobler, Sie haben die Verkaufsleitung von Jürg Solenthaler übernommen. Was schätzen Sie konkret an ihm?
A. Tobler: Ich durfte die letzten 18 Jahre gemeinsam mit Jürg im Verkauf arbeiten. Er verfügt über eine enorme Erfahrung. Von dieser durfte ich viele Jahre profitieren. Was mich an ihm immer wieder beeindruckt hat, ist sein tiefgehendes Verständnis für die Bedürfnisse unserer Kunden. Die Kunden schätzen ihn, weil er ihnen immer helfen möchte. Seine Fachkompetenz und sein Engagement für qualitativ hochwertige Lösungen waren für seine Kunden und natürlich auch für Fehlmann von grossem Wert Bei ihm weiss man immer, woran man ist. Er ist offen und ehrlich. Zusammengefasst kann man wirklich sagen: Jürg hat nicht einfach nur für Fehlmann gearbeitet – er hat mit vollem Einsatz und sehr viel Herzblut für das
Unternehmen gelebt. Mir ist das Erbe von Jürg Solenthaler absolut bewusst, und ich nehme es gerne an.
Herr Solenthaler, Adrian Tobler übernimmt Ihre Nachfolge. Können Sie sich noch an die erste Zusammenarbeit mit ihm erinnern?
J. Solenthaler: Unsere erste Zusammenarbeit und unser erstes Kennenlernen fand 2001 auf der EMO Hannover statt. Wir benötigten dringend Personal, um unsere Produkte den Kunden während der EMO-Woche vorzuführen. Unser Lehrmeister schlug aus der Not heraus Adrian Tobler als grossartigen Lehrling für die Mithilfe an der EMO vor. Ich sagte damals etwas forsch zu Adrian: «Du bist unser Mann, um die Picomax 54 acht Stunden pro Tag unseren Kunden vorzuführen. Pausen kennen wir nicht, sonst wirst du an die Maschine angekettet.» Das Beste war, ich musste ihn nicht anketten, denn Adrian
wusste ganz genau was zu tun war und wie ich das meinte. Er hat acht Tage lang einen tollen Job vollbracht. Damals kam mir der Gedanke: Das wäre mein Mann für den Verkauf Schweiz und ich wusste, das passt Nach diversen Weiterbildungen und vor allem nach fünf Jahren als Anwendungstechniker im Technologiezentrum, übernahm Adrian 2007 unser Verkaufsgebiet Ostschweiz, das sich unter seiner Verantwortung hervorragend entwickelt hat.
Nach 46 Jahren bei Fehlmann. Welche Rolle spielt die Wertschätzung des Arbeitgebers in diesem Zusammenhang für Sie?
J. Solenthaler: Eine sehr grosse; im Verkauf ist es essenziell, dass man nicht nur das Vertrauen der Kunden, sondern auch das des eigenen Teams gewinnt. Dieses Vertrauen muss man sich in beide Richtungen erarbeiten. Ich habe versucht, eine Vorbildfunktion und generell Ehrlichkeit
«Man spürt die hohe Fachkompetenz in allen Bereichen.»
Eine Frage in eigener Sache zum SMM: Welche Rolle spielte der SMM in den vergangenen Jahren für Sie und was schätzen Sie an ihm?
J. Solenthaler: Der SMM war und ist für uns eine sehr wichtige Plattform, um Innovationen und Lösungen zu präsentieren, Kontakte zu pflegen und den Austausch mit Branchenexperten zu fördern. Besonders schätze ich die Möglichkeit, mich über die neuesten Trends zu informieren und wertvolle
Impulse für unsere Weiterentwicklung zu erhalten.
A. Tobler: Wir sind sehr dankbar für die grossartige Beziehung mit dem Schweizer Maschinenmarkt und dem Team dahinter in den vergangenen Jahren – und hoffen, dass es auch in Zukunft so bleibt. Wir arbeiten mit den Mitarbeitenden des SMM sehr gerne und eng zusammen. Man spürt die hohe Fachkompetenz in allen Bereichen.

>> Wir sind sehr dankbar für die grossartige Beziehung mit dem Schweizer Maschinenmarkt und dem Team dahinter in den vergangenen Jahren – und hoffen, dass es auch in Zukunft so bleibt. <<
Adrian
Tobler, Verkaufsleiter Schweiz der Fehlmann AG Maschinenfabrik

>> Willy Fehlmann legte grossen Wert darauf, dass ich die Maschinen von Grund auf genau kennenlernte, weshalb ich zu Beginn etwa ein Jahr in der Montage arbeitete. <<
Jürg Solenthaler, 46 Jahre Fehlmann AG Maschinenfabrik
vorzuleben, manchmal auch gepaart mit einer gewissen Härte. Ich bin stolz darauf, dass ich dafür die Anerkennung vom Fehlmann-Team und von der Familie Fehlmann erhalten habe – früher von Willy und heute von Frank Fehlmann – und dass ich jederzeit auf sie zählen konnte. Ich denke, das grosse Geheimnis von Fehlmann ist, dass wir als Team so hervorragend zusammenarbeiten. Jeder einzelne bei Fehlmann trägt zum Erfolg bei
Im Werkzeugmaschinengeschäft spielen Vertrauen und Zuverlässigkeit eine sehr bedeutende Rolle. Welche Faktoren sind aus Ihrer Sicht entscheidend dafür, dass Fehlmann ein derart hohes Vertrauen im Markt geniesst?
J. Solenthaler: Wir sind keine Marktschreier Aus meiner Sicht verfügt Fehlmann in allen Unternehmensbereichen über ein Team, das mit viel Wille, Leidenschaft, Transparenz und Ehrlichkeit hervorragende Werkzeugmaschinen herstellt und im After-Sales-Bereich einen hervorragenden Job macht. Das Vertrauen, das wir geniessen, mussten wir uns hart erarbeiten.
A. Tobler: Transparente Kommunikation, kontinuierliche Innovationen und die enge Zusammenarbeit mit unseren Kunden





>> Als ich Aciera erwähnte, wurde Willy Fehlmann hellhörig, er fragte mich: «Ja, erzählen Sie mal, was Sie bei Aciera gemacht haben?» Da sind bei ihm noch einige Erinnerungen an Le Locle hochgekommen, und zehn Minuten später hatte ich die Stelle, für die es kein Stelleninserat gab. <<
Jürg Solenthaler, 46 Jahre Fehlmann AG Maschinenfabrik
stärken das Vertrauen. Weitere Faktoren wie die Qualität, Langlebigkeit und Präzision unserer Maschinen sowie ein zuverlässiger Service sind sicher mitentscheidend. Wir setzen alles daran, höchste Standards zu erfüllen, um letztlich langfristige Partnerschaften aufzubauen.
Fehlmann setzt seit Jahren auf Heidenhain CNC-Steuerungen. Welche Vor- und Nachteile hat es, konsequent auf eine CNC-Steuerung zu setzen?
A. Tobler: Unser grosser Vorteil ist, dass wir die Heidenhain-Steuerung extrem gut kennen. Das zieht sich bei uns durch das gesamte Unternehmen, von der Entwick-

lung über die Produktion und Montage bis hin zum Kundendienst. Weitere Vorteile liegen in der sehr hohen Präzision, Zuverlässigkeit und Flexibilität der Heidenhain-Steuerungen. Die neue Heidenhain TNC 7 hat sich seit Frühjahr 2024 am Markt gut etabliert und ist heute sowohl bei uns als auch bei unseren Kunden ein sicherer Wert.
B ild: Nastas sja Ne umaier
J. Solenthaler: Die Heidenhain-Steuerungen sind Spitzenklasse – wir integrieren sie seit 40 Jahren in unsere Werkzeugmaschinen. Im Laufe der Jahre hat sich eine sehr enge Zusammenarbeit zwischen Heidenhain und Fehlmann entwickelt Ich denke und darf sagen, dass wir heute eine ausgezeichnete Partnerschaft haben. Die hätten wir nicht, wenn wir eine zweite oder dritte Steuerung in unsere Maschinen integrieren würden. Unsere Bedürfnisse werden von den Heidenhain-Spezialisten sehr ernst genommen, intensiv diskutiert und, wenn möglich, immer zeitnah in die Praxis umgesetzt.
Was machen Sie nach Fehlmann Herr Solenthaler?
B ild: Ma tthias B öhm
J. Solenthaler: Bevor ich auf die Zukunft zu sprechen komme, möchte ich mich bei all meinen Kunden herzlich bedanken. Es war mir all die Jahre eine Ehre, mit den Fehlmann-Kunden so kooperativ zusammenzuarbeiten und ein solch grosses Vertrauen zu geniessen. In diesem Zusammenhang möchte ich auf unsere Hausausstellung hinweisen, die am 30. und 31. Oktober 2025 in Seon stattfinden wird. Unseren Kunden verspreche ich eine tolle Ausstellung mit sehr interessanten Vorträgen, Maschinenvorführungen und Mitausstellern. Ein besonderes Highlight wird die Besichtigung unseres Neubaus sein Für mich persönlich ist es eine wunderbare Gelegenheit, meine Kunden noch einmal zu treffen und mich zu verabschieden. Was die Zukunft betrifft, so haben noch längst nicht alle Fehlmann-Maschinen in ihren Betrieben. Daran arbeiten wir, und das ist unser Antrieb. Ich habe ein sehr gutes Gefühl, dass es gut kommt. Dem jetzigen und zukünftigen Verkaufsteam Schweiz – Adrian Tobler, Jairo Delgado, Martial Marmy und Fabio Casteletti – wird in den nächsten 46 Jahren die Arbeit nicht ausgehen. Nach meiner Zeit bei Fehlmann werde ich mich meinen Hobbys widmen: Radfahren, Skifahren, Wandern und Reisen mit meiner Lebensgefährtin. Das Wichtigste ist, dass die Gesundheit erhalten bleibt.
Fehlmann AG Maschinenfabrik
Birren 1, 5703 Seon Tel. 062 769 11 11, mail@fehlmann.com fehlmann.com
SMM

>> Seit 125 Jahren bringt der SMM Menschen, Ideen und Technik zusammen. Herzliche Gratulation und vielen Dank für das langjährige Engagement für die Schweizer Fertigungsindustrie. Als Partner der Branche wissen wir die Arbeit als verlässliche Plattform für technologische Entwicklungen und fundierte Berichterstattung sehr zu schätzen <<
Jan ten Pas, Co-CEO der Walter Meier (Fertigungslösungen) AG, 8303 Bassersdorf
>> Herzliche Gratulation zu 125 Jahre SMM! Ich freue mich darauf, dass wir auch in den kommenden Jahren gemeinsam Innovationen für die Schweizer TechIndustrie vorantreiben. Auf weitere inspirierende Jahre! <<

Domenico Iacovelli, Geschäftsführer der Bystronic Laser AG 3362 Niederönz
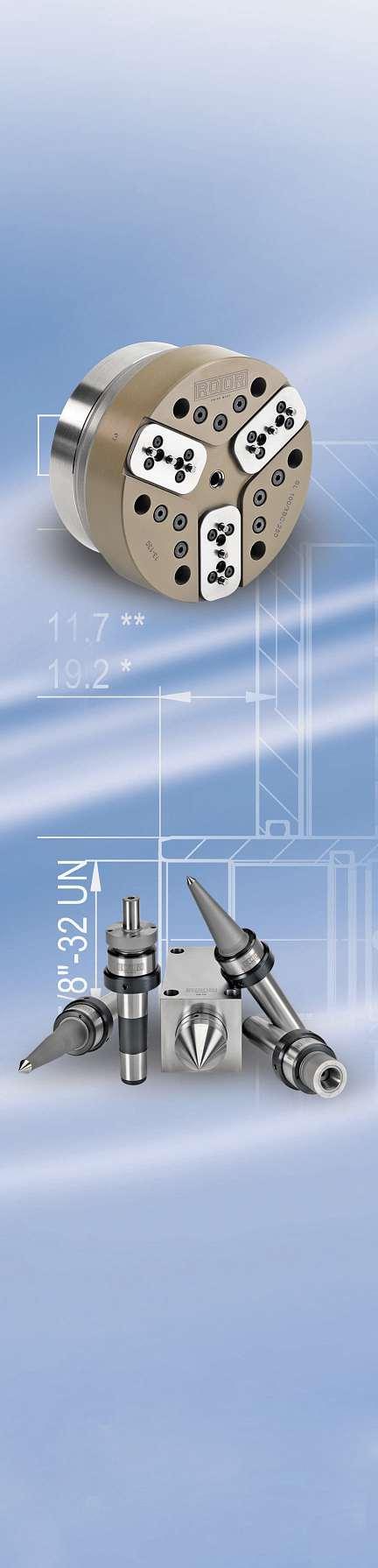
Ihr innovativer und zuverlässiger Partner im Bereich PräzisionsWerkstückspannung
Präzisionsspannfutter
• Pneumatische 2- und 3 Backen-Futter
• Sehr hohe Spannwiederholgenauigkeit
• Geeignet für dünnwandige Werkstücke
• Für Innen- und Aussenspannung
• Optional abgedichtet
Zentrierspitzen
• Hochpräzise Spitzen zum Schleifen, Drehen und Messen
• Kundenspezifische Lösungen
• Umfangreiches Warenlager
• Feste und Rotierende Zentrierspitzen
ROTOR TOOL GmbH
Esslingerstrasse13, CH-8618 Oetwil am See Tel. +41 (0)44 929 24 62, Fax. +41 (0)44 929 15 63 info@rotortool.com, www.rotortool.com
Seit über 85 Jahren ist Walter Meier ein führender Wegbegleiter der Schweizer Fertigungsindustrie. Co-CEO Jan ten Pas spricht im Kurzinterview über die Wettbewerbsfähigkeit des Werkplatzes Schweiz
SMM: Herr ten Pas, welche technologischen Innovationen haben Ihrer Meinung nach am meisten dazu beigetragen, dass der Werkplatz Schweiz in den letzten Jahrzehnten wettbewerbsfähig bleiben konnte? Jan ten Pas: Der Werkplatz Schweiz verdankt seine anhaltende Wettbewerbsfähigkeit einer starken Kombination aus technologischer Weiterentwicklung und unternehmerischem Anspruch. Fortschritte in der Automatisierung, flexible Fertigungssysteme sowie der gezielte Einsatz von Digitalisierung und Sensorik haben es ermöglicht, höchste Präzision mit maximaler Effizienz zu verbinden. Getragen wird die-

se Entwicklung von einer typisch Schweizerischen Haltung: dem Willen, vorne zu bleiben, und dem Anspruch, Qualität, Innovation und Zuverlässigkeit konsequent zu leben.
Blicken wir nach vorne: Welche Herausforderungen und Chancen sehen Sie für den Werkplatz Schweiz?
J. t. Pas: Die grössten Herausforderungen liegen im zunehmenden Fachkräftemangel, im globalen Preisdruck sowie in den anhaltenden geopolitischen Spannungen. Gleichzeitig eröffnen die fortschreitende Digitalisierung und der Trend zu nachhaltiger Produktion neue Chancen. Wer es schafft, Technologieoffenheit, Innovationskraft und gezielte Aus- und Weiterbildung zu vereinen, wird den Werkplatz Schweiz auch künftig erfolgreich und resilient positionieren. (neu)
Walter Meier (Fertigungslösungen) AG Grindelstrasse 1, 8303 Bassersdorf Tel. 044 806 46 46, info@waltermeier.solutions waltermeier.solutions
Anlässlich des 125-jährigen SMM-Jubiläums gibt Pirmin Zehnder, CEO der Tolus Group AG, im Kurzinterview eine Einschätzung zur Innovationskraft der Schweizer Fertigungsindustrie ab.
SMM: Als Verbund führender Technologiepartner (Newemag, Suvema und Bromatec) verfolgen Sie das Ziel, den Produktionsstandort Schweiz weltweit konkurrenzfähig zu halten. Welche technologischen Innovationen haben Ihrer Meinung nach in den letzten Jahrzehnten am meisten dazu beigetragen?
Pirmin Zehnder: Zu den Faktoren, die zum Erfolg des Produktionsstandorts Schweiz beitragen gehören das starke Image unseres Werkplatzes, die Fähigkeit zuverlässig zu erfüllen sowie die gut ausgebildeten Arbeitskräfte.
Technologische Innovationen wie Prozessintegration, Additive Fertigung, Automation, Industrie 4.0, haben uns die letzten Jahre immer effizienter werden lassen. Eine enge Zusammenarbeit basierend auf den konkreten Kundenbedürfnissen mit umfassender Lösungsberatung ist der Schlüssel zum Erfolg. Entscheidend ist aber vor allem auch die konsequente Umsetzung der Gesamtlösungen mit optimierten Prozessabläufen.
Welche Herausforderungen und Chancen sehen Sie für die Schweizer Fertigungsindustrie in den kommenden Jahren?

P. Zehnder: Unser Werkplatz ist aus den Erfahrungen der bereits gemeisterten Herausforderungen der letzten Jahre gut gerüstet. Die kontinuierliche Weiterentwicklung wird auch in Zukunft zu beweisen sein. Fertigungsunternehmen werden verstärkt in innovative Technologien investieren. Dies hat für Unternehmen in der Branche oberste Priorität, um ihre Wettbewerbsfähigkeit in einem dynamischen Marktumfeld zu sichern.
Grüttstrasse 106, 4562 Biberist Tel. 032 674 41 11, info@tolus.com tolus.com B ild: W alt er Me ier (F er tigu ngslösunge n) A G
B ild: T olus Gr oup A G
Der Fachkräftemangel ist und bleibt eine grosse Herausforderung. Das duale Ausbildungssystem soll zukunftsorientiert weiterentwickelt werden, um die kommenden Herausforderungen zu bewältigen. Es geht aber auch um die Weiterbildung bestehender Mitarbeiter und der Förderung des kontinuierlichen Lernens. Diese Massnahmen sind essenziell, um sich an die steigenden Anforderungen neuer Technologien anzupassen, um langfristig konkurrenzfähig zu bleiben. Die technologische Entwicklung schreitet rasant voran. Besonders künstliche Intelligenz (KI), das Internet der Dinge (IoT) und fortschrittliche Automation werden die Produktionsprozesse stark beeinflussen. (neu)
Tolus Group AG
Unter welchen Bedingungen sich über viele Jahre hinweg produzierende Unternehmen in der Schweiz und ein hoch spezialisierter Betriebsstoffhersteller erfolgreich im internationalen Wettbewerb behaupten können, erläutert Marc Blaser.
SMM: Herr Blaser, welche besonderen Faktoren tragen dazu bei, dass produzierende Unternehmen in der Schweiz (mit den hiesigen speziellen Bedingungen) über viele Jahre erfolgreich agieren und sich international behaupten können?
Marc Blaser: Schweizer Produktionsbetriebe zeichnen sich durch eine einzigartige Kombination aus hochqualifizierten Fachkräften, stabilen Rahmenbedingungen sowie einer ausgeprägten Innovationskultur aus, weshalb die Schweiz seit Jahren einen Spitzenplatz in der globalen Wettbewerbsfähigkeit einnimmt. Durch echte Kundennähe und individuell zugeschnittene Lö-

sungen stellen sie die Kunden konsequent ins Zentrum und bauen so langfristige Vertrauensbeziehungen auf

Mit starkenMarkendecken wir die Bedürfnisse derIndustrie optimal ab.Wir setzen Akzente mit Präzision, Qualität und Zuverlässigkeit fürhöchsteAnsprüche.Durch innovativeIdeen, neuzeitliches Management und nachhaltige Überlegungen sind wir dasidealePartnerunternehmen.
Wie hat speziell Blaser es geschafft, in den zurückliegenden Jahrzehnten über alle Krisen hinweg beständig zu bleiben und zu wachsen?
M. Blaser: Dank kontinuierlicher Forschung, hoher Agilität und nachhaltiger Partnerschaften ist es uns gelungen, über alle wirtschaftlichen Tiefs hinweg stabil zu wachsen. Unser konsequenter Fokus liegt auf Lösungen, die für unsere Kunden einen messbaren Mehrwert in Bezug auf Bearbeitungsergebnisse, Produktivität und Wirtschaftlichkeit schaffen. Dadurch sorgen unsere Kühlschmierstoffe für echte Effizienz- und Qualitätsvorteile und werden so zu einem zentralen Erfolgsfaktor – einem flüssigen Werkzeug. (kmu)
Blaser Swisslube AG Winterseistrasse 22, 3415 Hasle-Rüegsau Tel. 034 460 01 01, contact@blaser.com blaser.com



>> Herzliche Gratulation zu 125 Jahren SMM! Ich schätze die Plattform für relevante Infos, gute Kontakte und hervorragend organisierte Anlässe. Weiterhin viel Schwung und Neugier für die Zukunft! <<
Stefan
Inderbitzin,


>> Für uns als Anbieter innovativer Fertigungslösungen ist der SMM eine unverzichtbare Plattform, um technische Kompetenz sichtbar zu machen und gezielt Fachentscheider zu erreichen. Die Zusammenarbeit mit dem SMM/MSM-Team ist dabei stets angenehm und auf höchstem Niveau. <<
>> Herzlichen Glückwunsch zum 125-jährigen Jubiläum! Der SMM steht seit über einem Jahrhundert als wichtigstes Sprachrohr für Innovation, Qualität und Beständigkeit der metallverarbeitenden Industrie. Dieses beeindruckende Jubiläum ist ein Zeichen für die nachhaltige Entwicklung und die kontinuierliche Anpassungsfähigkeit. Wir freuen uns auf viele weitere Jahre voller erfolgreicher Partnerschaften und gemeinsamer Fortschritte! <<
Thomas Nägelin, CEO der FRAISA SA 4512 Bellach

>> Die Diametal Group gratuliert von ganzem Herzen zu 125 Jahren SMM. 125 Jahre SMM zu feiern zeigt, wie wichtig diese Plattform für die Schweizer Industrie war und ist. Für die Diametal Group ist sie ein bedeutendes Verbindungsglied zwischen Innovation und Markt. Seit 125 Jahren begleitet der SMM die Industrie und wird in Zukunft ein wichtiger Hub für Kommunikation, Austausch und Fortschritt sein. <<
Beat Kaufmann, CEO der DIAMETAL Group, 2504 Biel/Bienne

>> Herzlichen Glückwunsch zum 125. Jubiläum! Für mich ist der SMM ein ideales Forum, um mein Netzwerk in der Branche gezielt zu erweitern. <<
Marcel Sütterlin, CEO der Mandatec AG, 2504 Biel/Bienne

Siebauen dieMaschine– wir verpacken und fädeln den weltweiten Transportein Sicher,schnell und nachhaltig. Versprochen.

HOLZVERPACKUNGEN
KARTONVERPACKUNGEN

VERPACKUNGSSERVICE




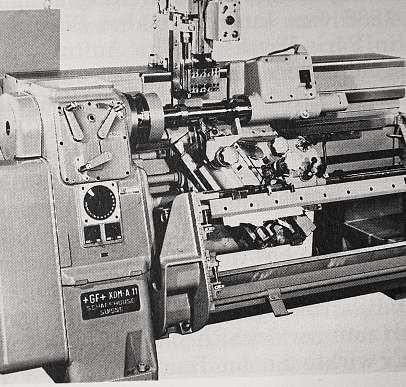
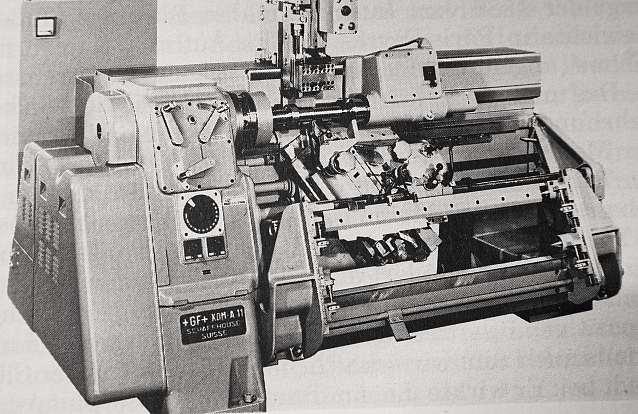
Nach den Plänen der Erfinder aus den 1930er Jahren, der Starrfräsmaschinen AG, Rorschach, von der Georg Fischer AG in den 1970er Jahren gebaute Kopierdrehmaschine mit Schrägbett.
In der Schweiz fehlen nutzbare Rohstoffe. Einzig elektrische Energie aus Wasserkraft steht in ausreichendem Masse zur Verfügung Zwei Drittel der Landesfläche sind nicht für die Landwirtschaft geeignet.
Um dennoch Wohlstand zu schaffen, vertrauten (und vertrauen) Schweizer vor allem ihrem Erfindergeist.
Eine Vielzahl technischer Geräte und Einrichtungen sind für uns inzwischen geradezu selbstverständlich. Unser ganzes Leben baut darauf Doch worauf basiert diese Technik? Wer hatte die zündende Idee? Seit wann können wir überhaupt erst von dieser oder jener Technik profitieren?
Einhergehend mit dem Jubiläum des SMM, zeigt ein Blick in die ersten 200 Jahre des industriellen Zeitalters, dass eine Vielzahl an Schweizer Erfindern und Entwicklern mit ihren Ideen die Technik weltweit geprägt haben. Geht es darum, Innovationsgeist zu beweisen, haben Schweizer allen Grund, stolz zu sein. Einige – eher zufällig herausgegriffene – Beispiele belegen die Innovationskraft und die Beharrlichkeit, mit der Schweizer Erfindergeist die Welt bis heute prägt.
Als zu Beginn des 20. Jahrhunderts zunehmend Automobile Strassen und Wege eroberten, störte sich unter anderem der damalige Fürst von Mona-
B ild: Stif tung Eisenb ibli ot hek
co an den immensen Staubwolken, die Automobile aufwirbelten Dies erwähnte er im Gespräch mit dem damaligen Modearzt der «Hautevolee» Dr Ernst Guglielminetti. Geboren in Brig hatte sich Ernst Guglielminetti in seiner beruflichen Laufbahn vor allem mit der Lungenfunktion und mit Lungenkrankheiten befasst Zudem untersuchte er bei Aufenthalten in Indonesien exotische Tropenkrankheiten. Bei diesen Studien hatte er gesehen, dass die Böden in indonesischen Hospitälern meist mit Teer eingestrichen waren, um sie einfacher reinigen zu können. Daran erinnernd schlug er in Monaco vor, auch Strassen mit Teer einzustreichen, um den Staub zu binden und zu verfestigen. Das erwies sich bei einem Test im Jahr 1902 auf einem kurzen Strassenabschnitt als rundum erfolgreich. In den folgenden Jahren wurden zunehmend Strassen mit Teer bestrichen. Dr Ernst Guglielminetti referierte in zahlreichen Ländern Europas zu seiner Erfindung und wurde als «Dr. Goudron» bekannt.
Die bis zum Jahr 1979 mit einer Spannweite von 1000 Metern längste Hängebrücke der Welt, die im Jahr 1931 errichtete George Washington Bridge in New York, ist das Ergebnis Schweizer Ingenieurskunst. Der in Feuerthalen bei Schaffhausen geborene Othmar H. Ammann hat sie konstruiert und berechnet. Er hatte an der ETH in Zürich Bauwesen studiert und sich auf Brückenbau spezialisiert. Im Jahr 1904 wanderte er nach Amerika aus und war über viele Jahre an unterschiedlichen Projekten zum Brückenbau beteiligt, die er massgeblich prägte Er leitete in den 1930er-Jahren das Ingenieurbüro Ammann & Whitney, das mit zeitweise über 1000 Beschäftigten weltweit Brücken, Autobahnen, Flughafenterminals und Tunnel projektierte und verwirklichte.
Aluminium als heute sehr weit verbreiteter und vorteilhafter Werkstoff ist noch sehr jung. Erst im Jahr 1886 entwickelten ein Franzose und ein Amerikaner ein technisch und wirtschaftlich sinnvolles Verfah-
ren, mit Gleichstrom das Metall in der Schmelzflusselektrolyse aus Tonerde in heissem, flüssigem Kryolith zu lösen und Aluminium abzuscheiden. Auf der Suche nach einem Standort für eine industrielle Anlage entschieden sie sich für Neuhausen am Rheinfall. Die speziell gegründete Aluminium Industrie AG, (heutige Alusuisse) verwirklichte dort im Jahr 1888 die weltweit erste Aluminiumhütte, weil ausreichend günstiger Strom aus Wasserkraft zur Verfügung stand. Auf dem Weg zu heutigen Verpackungsfolien aus Aluminium bewies wiederum ein Schweizer, Alfred Gautschi, überlegenen Erfindergeist. Ihm gelang es im Jahr 1905 erstmals, durch wiederholtes Übereinanderlegen dünner Folien im Walzwerk Aluminiumbleche ohne Risse bis zu einer Dicke von weniger als 0,01 mm zu walzen. Das Herstellen von Stahl durch Frischen mit Sauerstoff in industrieller Grössenordnung geht ebenfalls auf Innovationen aus der Schweiz zurück. Der Schweizer Metallurge Robert Durrer konnte bereits in den 1930er-Jahren nachweisen, dass sich durch das Einblasen von Sauerstoff in glühendes Eisen in einem Konverter hochwertiger Stahl erzeugen lässt Gemeinsam mit der österreichischen Stahlwerke AG verwirklichte er zu Beginn der 1950er-Jahre die ersten Sauerstoff-Einblaskonverter, um Stahl in industriell grossen Mengen zu erzeugen Diese Technik wurde zunächst als Linz-Durrer-Verfahren, später allgemein als Linz-Donawitz-Verfahren (benannt nach dem Standort einer zweiten Versuchsanlage im österreichischen Donawitz) bezeichnet. Die Welt der Kunststoffe wurde massgeblich von dem Genfer Pierre Castan geprägt. Als Beschäftigter eines Zürcher Herstellers für Dentalprodukte suchte er Ende der 1920er-Jahre nach einem für Zahnersatz geeigneten Werkstoff Dabei entdeckte er beinahe zufällig Epoxidharze Deren Vorteile sind eine grosse Härte, dreidimensionale Stabilität und – nach dem Aushärten – physiologische Unbedenklichkeit. Sie werden inzwischen vor allem in der Luftfahrt, bei medizinischen Geräten und bei Sportgeräten in grossen Mengen für Faser-Verbundwerkstoffe sowie in der Elektrotechnik und Elektronik als Vergussmassen, eingesetzt. Bereits im Jahr 1946 hatte das Basler Chemieunternehmen Ciba Geigy erste Produkte unter der Bezeichnung «Araldit» vorgestellt.
Von einer wegweisenden Innovation des Winterthurers Alfred J. Büchi im Jahr 1905 profitieren bis heute Energieerzeuger und Verbrennungsmotoren. Er hatte sich den Aufbau und die Funktion eines Turboladers erdacht und patentieren lassen Die wesentliche Idee dabei war, zusätzliche Verbrennungsluft in den Brennraum einzublasen und die Energie aus den Abgasen zum Antrieb des Gebläses zu nutzen. Bereits ab dem im Jahr 1923 produzierte Brown Boverie & Cie (BBC) in Baden Turbolader in Serie. Diese trugen vor allem bei Autos mit Holzvergaser dazu bei, die Leistung deutlich zu steigern Inzwischen sind nahezu sämtliche Otto- und Die-

Angehrn AG Umformtechnik CH-9113 Degersheim +41713711433 office@angehrn-ag.ch angehrn-ag.ch
Die Innenmessschraube Imicro zum flexiblen, universellen und genauen Messen tiefer Bohrungen und als Ersatz für eine Vielzahl an Lehrdornen ersann im Jahr 1944 Hans Meyer aus Ulmiz bei Murten, dessen Innovation vor allem von der Tesa SA schrittweise verbessert wurde.
selmotoren für Automobile, Lastkraftwagen, Schienenfahrzeuge und Schiffe mit Turboladern ausgestattet. Auch die oft bei Pkw genutzten Druckwellenlader (Comprex) ersann Alfred J. Büchi. BBC hat diese vor allem in den 1980er-Jahren perfektioniert und in Serie produziert. Aktuell werden elektrisch angetriebene Turbolader, die bei bis zu 300000 min1 Drehzahl arbeiten, weltweit führend vor allem von der Fischer Spindle AG in Herzogenbuchsee perfektioniert. Sie dienen dazu, Brennstoffzellen mit ausreichend Luft und somit Sauerstoff zu versorgen. Speziell die Luftfahrt erhofft sich, mit Brennstoff-

Stif tung Eisenb ibli ot hek Anzeige
Eise nbiblio the k
B ild: Stif tung
Erster in Serie im Jahr 1923 bei BBC gefertigter Turbolader nach dem Entwickler und Konstrukteur Alfred J. Büchi.
zellen- und Wasserstoffantrieben künftig klimaneutral zu werden.
Das Prinzip der Turbolader, Luft oder andere Gase zu verdichten, nutzten Ingenieure bei BBC bereits in den 1930er-Jahren, um einen mehrstufigen Verdichter zu verwirklichen. Aus ihm entwickelten sie später die weltweit erste Gasturbine, mit der sie Stromgeneratoren antrieben. Im Jahr 1941 präsentierte BBC die weltweit erste Lokomotive mit Gasturbinenantrieb.
Auch bei Antrieben für Fahrzeuge mit Wasserstoff als Energieträger haben Schweizer Innovationskraft und Ingenieurskunst Pionierarbeit geleis-
B ild: Stif tung Eise nbiblio the k
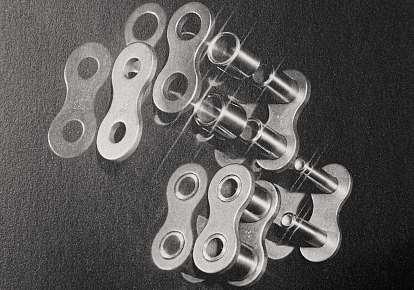
Verschleissarme, stabile und geräuscharm laufende Rollenkette für Fahhrräder, Motorräder und andere Antriebe, erfunden 1879 vom Aarauer Ingenieur Hans Renold.
tet. Aufgrund seiner umweltfreundlichen Abgase und einer nahezu unendlichen Verfügbarkeit gilt Wasserstoff in Fachkreisen als der Energieträger der Zukunft. Allerdings ist er schwierig zu handhaben und zu transportieren. Deshalb entwickelten findige Verfahrenstechniker bereits in den 1970er-Jahren ein Verfahren, bei dem Wasserstoff mit Toluol gebunden und bei Bedarf wieder getrennt wird. Diese Idee griffen Schweizer Forscher am damaligen Eidgenössischen Institut für Reaktorforschung (heute Paul-Scherrer-Institut) in den 1980er-Jahren auf Mit grossen Mengen Strom, die in der Schweiz wirtschaftlich und umweltfreundlich aus Wasserkraft erzeugt werden, erschien das Verfahren zum Binden von Wasserstoff lohnend. So entwickelten die Spezialisten im Jahr 1984 erstmals einen Reaktor, der den zu Methylzyklohexan gebundenen Wasserstoff wieder herauslöste und für einen Verbrennungsmotor zur Verfügung stellte. Allerdings ist die Anlage derart schwer und gross, dass sie allenfalls auf Lastkraftwagen eingesetzt werden kann. Im Jahr 1984 verwirklichten Schweizer Techniker den ersten mit Wasserstoff betriebenen und betriebsfähigen Lkw der Welt
Den Weg vom Hochrad zum heute üblichen Fahrrad ermöglichte die Erfindung des Aarauer Ingenieurs Hans Renold. Bereits um 1880, als sich in England Fahrräder mit zwei gleichen, kleinen Rädern verbreiteten, konstruierte er erstmals die heute noch genutzte, stabile, über lange Zeit verschleissfrei arbeitende Rollenkette. Dabei werden breite Glieder mit Bolzen in die Hülsen schmalerer Glieder gesteckt und mit Sicherungsplatten gehalten, um eine endlose Kette zu bilden.
der manuellen zur automatisierten
Zahlreiche heute übliche und selbstverständliche Einrichtungen in spanenden Fertigungsbetrieben gründen auf den Ideen und Konstruktionen des
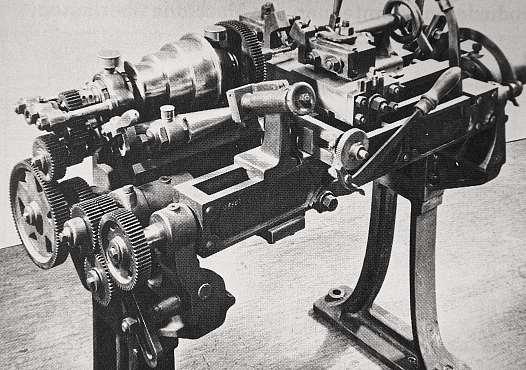
Vom Werkzeugmaschinen-Pionier Johann Georg Bodmer bereits im Jahr 1860 konstruierte und produzierte Sonderdrehmaschine zum Fertigen hinterdrehter Gewindebohrer, die somit mehrmals nachgeschliffen werden können.
B ild: Stif tung Eisenbibl io thek
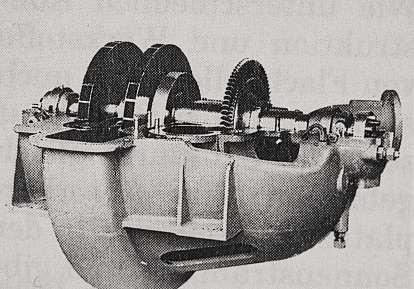
Weltweit erste industrielle Gasturbine mit 4000 kW Leistung zur Stromerzeugung gekoppelt mit Generatoren, gezeigt zur Landesausstellung in Zürich 1939.
B ild: Stif tung Eis enbibl io thek
Schweizers Johann Georg Bodmer Bereits im Jahr 1786 geboren gilt er als einer der grossen Pioniere im Maschinenbau Nach einer Lehre zum Mechaniker betrieb er im badischen St. Blasien zunächst eine mechanisierte Spinnerei und später eine Gewehrfabrik. Seine späten Jahre verbrachte er in England. Dort entwickelte und konstruierte er erstmals unter anderem Zahnrad- und Portalfräsmaschinen, Langhobel und Karusseldrehmaschinen, die allesamt patentiert wurden. Kurz vor seinem Tod, zurück in Zürich, konstruierte er eine richtungsweisende Spezialdrehmaschine. Auf dieser Entwicklung gründete sein Enkel Gottfried Reishauer sein erstes Industrieunternehmen Neben Werkzeugmaschinen entwickelte Johann Georg Bodmer auch Werkzeuge, beispielsweise nachschleifbare Gewindebohrer, sowie unterschiedliche «Automatisierungseinrichtungen» zum mechanisierten Transport von Bauteilen in einer mechanischen Fertigung von einer Werkzeugmaschine zur nächsten.
Einen wesentlichen Beitrag zur automatisierten Fertigung leistete die Starrfräsmaschinen AG in Rorschach. Bereits im Jahr 1935 verwirklichten deren Techniker erstmals einen mechanischen Taster, der auf einer Drehmaschine den Konturen eines Musterbauteils folgte. Hydraulisch wurden die Bewegungen auf die Maschinenschlitten übertragen. Diese Maschinen wurden als Kopierdrehmaschinen bezeichnet. Nach einigen Verbesserungen durch Spezialisten der Georg Fischer AG in Schaffhausen – das betraf unter anderem das Schrägbett – bewährten sich diese automatisiert arbeitenden Drehmaschinen in der Serienfertigung in aller Welt.
Auch bei Werkzeugen haben Schweizer herausragenden Erfindergeist bewiesen Dazu gehört beispielsweise das nach wie vor weltweit häufig eingesetzte Spannmittel für zylindrische Werkzeuge, die Spannzange ER Entwickelt wurde sie vom Schweizer Fritz Weber, Tüftler und Maschinenbauer aus Leidenschaft. Zunächst fertigte er mit seinem Unternehmen Rego-Fix Besenhalter, kurze Zeit später

Schwarz AG
Warmpresswerk CH-9606 Bütschwil +417198270 07 info@schwarzwp.ch schwarzwp.ch
Anzeige
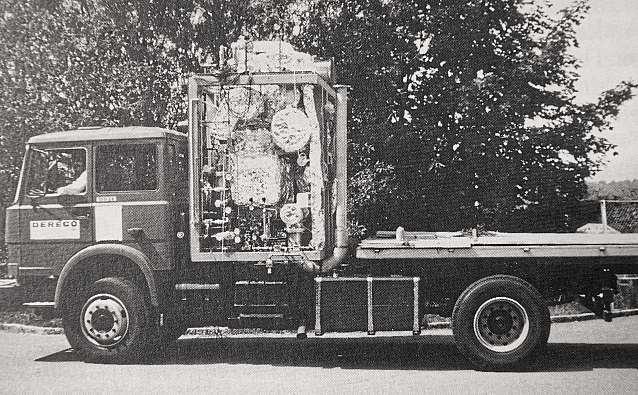
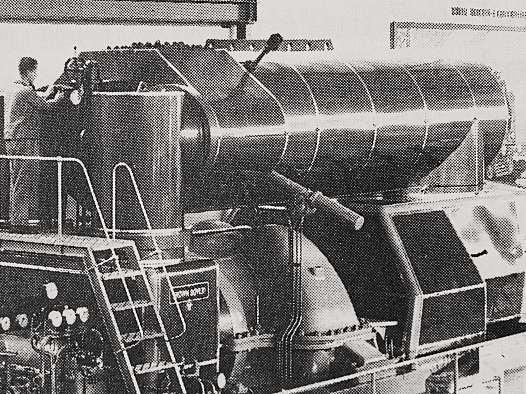
Mit einer Dehydrieranlage ausgerüsteter, erstmals im Jahr 1984 vorgestellter und mit Wasserstoff betriebener Lkw, der am Eidg. Intitut für Reaktorforschung in Zürich (heute Paul-Scherrer- Institut) entwickelt wurde.
auch Sondermaschinen, beispielsweise zum Abfüllen von Joghurt und zum Schneiden von Käselaibe Um die eigene mechanische Fertigung zu optimieren, ersann er Anfang der 1970er-Jahre die Spannzange ER. Sie wurde im Jahr 1992 in die Norm DIN 6488 aufgenommen und weltweit standardisiert. Zur Jahrtausendwende bewiesen Techniker bei Rego-Fix AG, Tenniken, ihre Innovationskraft. Sie verwirklichten das hydraulisch-mechanische Spannsystem pwRgrip. Es vermeidet wiederholtes Erwärmen und Abkühlen von Werkzeugaufnahmen wie bei Schrumpffuttern. Somit arbeitet es über nahezu beliebig viele Spannzyklen ohne Verschleiss. (kmu)
Bilder und Informationen aus: Beiträge der Schweiz zur Technik, Festschrift zum Jubiläum 700 Jahre Eidgenossenschaft, Herausgeber Stiftung Eisenbibliothek, Schaffhausen, der Georg Fischer AG, Schaffhausen, und der SIG Schweizerische Industriegesellschaft Holding AG, Neuhausen am Rheinfall; Olynthus Verlag für verständliche Wissenschaft und Technik, Oberbozberg, 1991. SMM
Vogel Communications Group AG
Seestrasse 95, 8800 Thawil Tel. 044 722 77 00, media@vogel-communications.ch vogel-communications.ch
Die Siams wurde 1989, also vor 36 Jahren, gegründet und gehört damit zu den beständigsten Messen der Schweizer Fertigungsindustrie. Hervorragende Plattformen wie die Swisstech und Prodex wurden durch strategische Fehlentscheide des Messeveranstalters ins Jenseits befördert. Profitieren konnte die Messe Bern, die ihre Stärke im Bereich der Industriemessen (Ble.ch, Innoteq, Sindex) konsequent ausbauen konnte.
Die Siams in Moutier gehört in der Schweiz zu den erfolgreichsten Messen im Bereich der Fertigungstechnik und Zulieferindustrie. Als Regionalmesse 1989 gestartet, kommen heute Besucherinnen und Besucher aus der ganzen Welt. Die Siams bietet ein dermassen breites Spektrum an Mikrotechnologie wie kaum eine andere Messe weltweit.
Small is beautiful – das ist eines der Erfolgskonzepte der Siams-Messemacher (2015 hat Pierre-
Ein Blick zurück in den unteren Hallenbereich der Werkzeugmaschinen der Prodex 2014 in den Baseler Messehallen.
Yves Kohler das Steuer übernommen). Ebenso entscheidend ist, dass viele Aussteller (450) auf dem kleinen Messegelände untergebracht werden. Das macht die Siams extrem vielseitig und lockte 2024 rund 14000 Besucherinnen und Besucher an. Für die Deutschschweiz waren die bedeutendsten Messen seit dem Jahr 2000 im Bereich der Fertigungstechnik die Swisstech und die Prodex. Die Prodex ist die Nachfolgemesse der Messen FAWEM (gestartet 1968 in Basel), Intoolex und Microtecnic.

Iris Sorgalla: das neue Gesicht der Swisstech und Prodex
Iris Sorgalla (Prodex/Swisstech-Messeleiterin) war ab dem neuen Jahrtausend bis 2016 das neue Gesicht der Swisstech und Prodex. Veranstalter waren die Reed Messen, später übergegangen in Exhibit & More in Fällanden. Unter der Leitung von I Sorgalla hat sich das Messeduo Swisstech/Prodex zur führenden Schweizer Fachmesseplattform entwickelt. Die Prodex war im Fertigungsbereich schlicht der Benchmark der Schweizer Fertigungsmessen. 2016 verlässt Iris Sorgalla, mittlerweile Managing Director des Messeveranstalters Exhibit & More, das Unternehmen, welches unterdessen in die MCH-Group eingegliedert wurde.
Swisstech/Prodex gerät in stürmische Gewässer
Das Messeduo kommt wenig später in stürmisches Gewässer Eine Verschiebung des Messetermins durch die MCH-Group – zunächst von November 2018 auf Februar/März 2019, später dann auf Mai 2019 – läutete das Ende des bisher so erfolgreichen Messeduos Swisstech/Prodex ein. Hintergrund der Terminverschiebung: Um die Aussteller der Baselworld in der Messe Basel zu halten, wurde den Ausstellern angeboten, dass sie ihre Stände alle zwei Jahre in den Hallen stehen lassen können, um deren Kosten zu reduzieren. Gesagt, getan.
Messestände der Baselworld verbauten der Swisstech/Prodex sprichwörtlich die Zukunft
Und so machten die nicht abgebauten Stände dem ursprünglichen Prodex/Swisstech-Termin 2018 einen Strich durch die Rechnung – was die oben genannte Terminverschiebung zur Folge hatte. Die Trägerverbände der Swisstech/Prodex zogen einen Schlussstrich und schrieben eine neue Fertigungsund Zuliefermesse aus, an der sich mehrere Schweizer Messegesellschaften beteiligten. And the winner is: Die Bernexpo. Die Messegesellschaft in Bern bot für die Nachfolgemesse der Prodex/Swisstech die besten Voraussetzungen und erhielt den Zuschlag der Verbände. Die neu gegründete Innoteq hatte zunächst wegen Corona mit Startschwierigkeiten zu kämpfen. Nach der CoronaPandemie zeigte die Bernexpo jedoch ihre Kompetenzen im Industriemessegeschäft und konnte 2023 eine sehr erfolgreiche Innoteq realisieren. Im März 2025 lief die Innoteq dann richtig rund
Innoteq in Basel hat sich hervorragend positioniert
Die Innoteq hat sich damit nachhaltig als Nachfolgemesse der Swisstech/Prodex etabliert und Bern als ausgezeichneten Messestandort für die Schweizer Fertigungsindustrie positioniert. SMM
Professionell. Zuverlässig. 100% BLECHBEARBEITUNG
Engineering | Laserschneiden
CNC-Stanzen/Lasern | Abkanten
Stanzen | Tiefziehen | Fügen
3D-Laserschweissen | Bedrucken
Beschichten | Montage


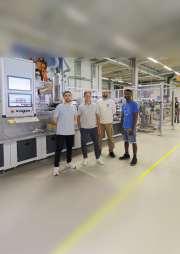
Innovation gehört zu eine der herausragenden Merkmalen Schweizer Unternehmer und Unternehmen. Die Schweiz führt seit 14 Jahren den Global Innovation Index an. Schweizer Innovationen haben dazu beigetragen, die Welt zu revolutionieren. Das betrifft auch die Blechbearbeitung
Von Albert Einsteins Relativitätstheorie über Tim Berners-Lees World Wide Web am CERN in Genf - das unsere digitale Realität erschuf - bis zum legendären Schweizer Taschenmesser, das in jedem Rucksack der Welt zu finden ist: Innovationen aus der Schweiz prägen weltweit den Alltag.
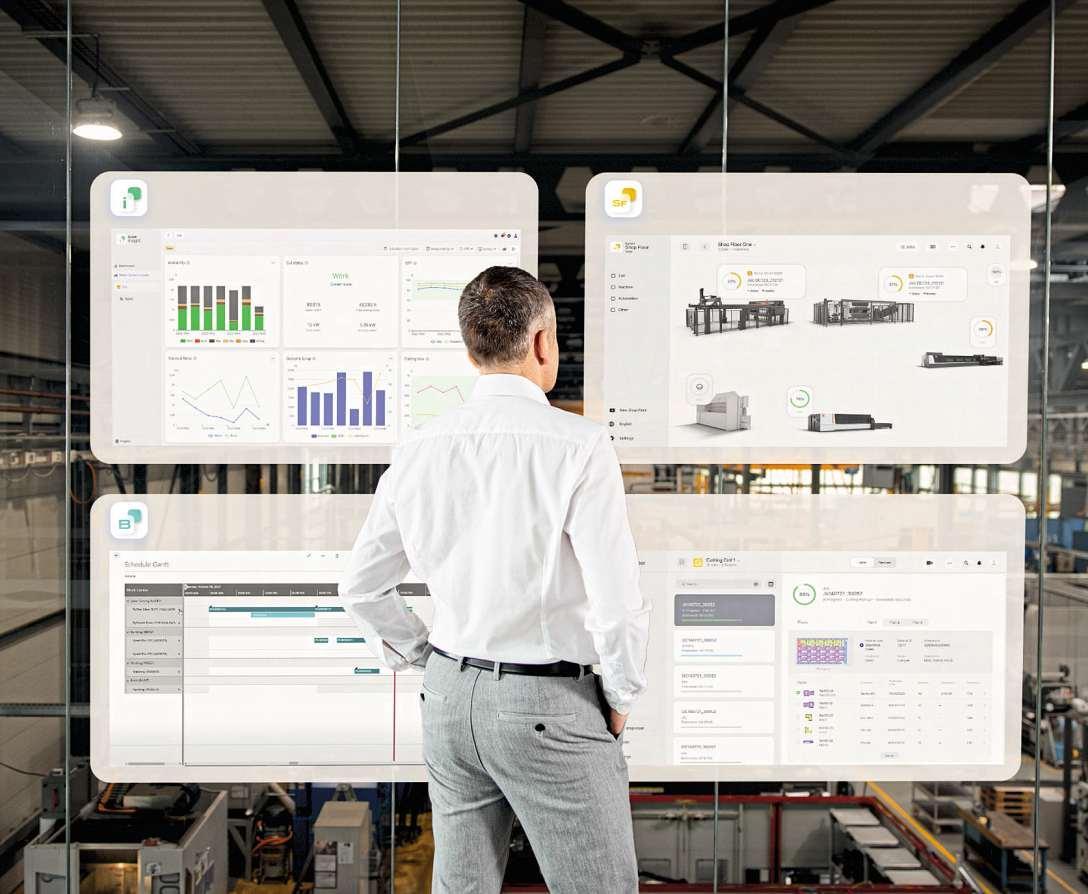
Speziell in der Blechbearbeitung spielt der Schweizer Hersteller Bystronic in Niederönz eine führende Rolle. Er trägt wesentlich dazu bei, dass Fertigungsbetriebe im Wettbewerb an der Spitze bleiben Mit Software-Innovationen, die bei Tausenden Anwendern im Einsatz sind, hat Bystronic die Branche aufgemischt. Als erstes Unternehmen führte es den Touchscreen in der Blechbearbeitung ein und vereinfachte damit erheblich das Bedienen von Maschinen. Die jüngste Innovation «BySoft Suite» ermöglicht eine vollständige Digitalisierung der Prozessabläufe vom Angebot bis zur Lieferung und setzt neue Massstäbe in der Branche.
Auch im Bereich des Laserschneidens leistet Bystronic Pionierarbeit. Mit Laserleistungen von 3 bis 30 kW und der Einführung Künstlicher Intelligenz
Flexibler und profitabler biegen: Die mobile Biegezelle von Bystronic lässt sich an unterschiedlichen Stationen im Produktionsprozess positionieren, um effiziente, schnelle Abläufe zu verwirklichen.



Mehr Leistung, einfacher zu programmieren und zu bedienen: Bystronic trägt wesentlich dazu bei, dass Laserschneiden weitere Anwendungsfelder erobert.
W 1964: Gründung der Bystronic Maschinen AG in Bützberg. Das Unternehmen ist spezialisiert auf die Glasverarbeitung. Der Name ist zusammengesetzt aus den Namen der drei Gründer Byland, Schneider und Trösch.
W 1984: Erste Laserschneidanlage Bylas von Bystronic mit 500 Watt Laserleistung bei Samro in Burgdorf installiert.
W 1986: Gründung der Bystronic Laser AG in Niederönz.
W 1988: Erste Software mit Nesting zum Schneiden von Blechteilen, weltweit erstes Komplettsystem zum Wasserstrahlschneiden.
W 1990: Gründung Bystronic Deutschland
W 1990er Jahre: Internationalisierung beginnt mit Niederlassungen in Europa und weiteren Ländern.
W 1997: Beginn der Konstruktion und des Baus von Biegeanlagen durch Übernahme der Hämmerle AG in Zofingen
W 2002: Erste Niederlassung in China, Produktprogramm Biegemaschinen wird erweitert durch Übernahme der Beyeler Gruppe, Gotha.
W 2005: Erste in China für regionalen Bedarf entwickelte Laserschneidanlage.
W 2010: Erste Laserschneidmaschine mit Faserlaser
W 2013: Erste in China entwickelte FaserlaserSchneidmaschine BySun Fiber
W 2016: Automatisierte Biegezelle und mobile Biegezelle.
W 2019: Rohrlaserschneidmaschine ByTube 130.
W 2020: Lager- und Transportmodule für umfassende Automatisierung und integrierte Blechfertigung.
W 2021: Bystronic erstmals an der Börse
Weitere Informationen: bystronic.com
zur Optimierung der Schneidparameter hat Bystronic das Laserschneiden massgeblich verbessert. Weitere clevere Features verkürzen die Vorbereitungszeit oder machen aufwendige Nachbearbeitungen nahezu überflüssig.
Ein weiteres Highlight ist die mobile Biegeautomation von Bystronic. Die Mobile Bending Cell ermöglicht das Biegen fast an jedem Ort. Eine dynamische Bombierung und das Laser-Winkelmesssystem LAMS sorgen für höchste Präzision ab dem ersten Blech.
Die Zukunft entsteht bei Bystronic durch konsequente Weiterentwicklung Das betrifft intelligente Software, um Produktionsabläufe nahtlos zu vernetzen, präzise Laserschneid-Technologien, die neue Möglichkeiten eröffnen, und strategische Kooperationen für grünen Stahl. Dabei fokussiert jede Innovation darauf, dass Blechverarbeiter einfacher, flexibler, profitabler und zukunftsorientiert arbeiten können. (kmu) SMM
Bystronic Laser AG
Industriestrasse 21, 3362 Niederönz
Tel. 062 956 33 33, info.laser@bystronic.com bystronic.com
>> Der SMM ist für uns ein sehr wertvolles und weit verbreitetes Magazin in der Schweizer Zerspanungsbranche. Wir profitieren von der Reichweite und den verschiedenen Möglichkeiten, die uns diese Plattform bietet. Unsere herzlichen Glückwünsche gehen an das gesamte SMM-Team. <<
Hattenberger,


>> 125 Jahre SMM: Ein starkes Stück Schweizer Industriegeschichte. Ich wünsche dem Team weiterhin Neugier, Relevanz und Mut, den Werkplatz Schweiz bis 2050 aktiv mitzugestalten. <<
Ludger Ignaszak, CEO der UTILIS AG, 8555 Müllheim

Quattrotecdasfortschrittlichste DrehBohrwerkzeug

VARGUS (Schweiz)AG Telefon: +4141784 21 21 info@vargus.ch WeitereInfos aufwww.vargus.ch


Die Sumec AG steht seit fast vier Jahrzehnten als eigenständiges, inhabergeführtes Schweizer Traditionsunternehmen für Präzision und Innovation im Engineering, im Anlagen- und Rohrleitungsbau, in der Instandhaltung, Wartung und Montage sowie in der CNC-Fertigung. Aktuell realisiert das Unternehmen am Standort Niederbipp einen bedeutenden Neubau zur Erweiterung der Produktionskapazitäten im Bereich rostfreier Anlagen- und Rohrleitungsbau sowie CNC-Technik
Der symbolträchtige Spatenstich, mit dem dieses Projekt offiziell begann, markiert nicht nur die physische Erweiterung der Betriebsstätten, sondern unterstreicht auch die ambitionierte Wachstumsstrategie der Sumec AG Ziel der Erweiterung ist es, den steigenden Marktanforderungen gerecht zu werden und die Position des Unternehmens als führender Anbieter im Maschinen- und Anlagenbau weiter zu stärken. Die Sumec AG steht traditionell für Präzision und hohe Flexibilität. Diese Werte prägen sowohl das
tägliche Arbeiten in der CNC-Fertigung, wo komplexe Bauteile und Präzisionskomponenten hergestellt werden, als auch den Anlagen- und Rohrleitungsbau, der höchste Anforderungen an Materialqualität und Verarbeitung stellt. Grosse Sonderanlagen und komplette Maschinen, die bislang in einer externen Halle montiert oder gewartet wurden, werden künftig wieder am Standort Niederbipp abgewickelt. Durch die bauliche Erweiterung entstehen zusätzliche Fertigungsflächen und modern ausgestattete Arbeitsplätze. Dies verbessert nicht

nur die Arbeitsbedingungen für die Mitarbeitenden, sondern erhöht auch die Prozesssicherheit und Produktqualität.
Im Rahmen der Erweiterung planen wir die Anschaffung einer leistungsstarken, hochflexiblen 5-Achs-CNC-Fräsmaschine mit einem Verfahrweg von mindestens 4 Metern. Diese Investition ermöglicht die präzise Bearbeitung grossvolumiger Bauteile und erweitert unser Fertigungsspektrum im Bereich komplexer Geometrien deutlich.
Das Dienstleistungsspektrum der Sumec AG umfasst neben der Herstellung komplexer Anlagenteile und Rohrleitungssysteme auch die komplette Montage, Wartung und Instandhaltung beim Kunden vor Ort. Im Zentrum steht stets die individuelle Lösung – massgeschneidert nach höchsten Standards und abgestimmt auf die spezifischen Anforderungen der jeweiligen Branche: von der Stahl-, Papier-, Pharma- und Lebensmittelindustrie bis hin zur chemischen Industrie sowie der Wasser- und Atomkraft oder der Wasser- und Abwasserversorgung, um nur einige Sparten zu nennen. Überall dort, wo Maschinen im Einsatz sind, sorgt die Sumec AG mit ihrem Team für einen reibungslosen Betrieb.
Das aktuelle Erweiterungsprojekt fügt sich nahtlos in die bisherige Erfolgsgeschichte des Unternehmens ein, die von kontinuierlicher Entwicklung und strategischer Anpassung an Markt- und Kundenbedürfnisse geprägt ist. Dazu zählen auch laufende Investitionen in modernste Technologien und
>> Die Jubiläumsausgabe des SMM bietet uns eine hervorragende Gelegenheit, unsere Innovationskraft und unsere Vision für die Zukunft zu präsentieren. Wir freuen uns, gemeinsam mit Kunden und Partnern weiterhin Akzente zu setzen und die Erfolgsgeschichte der Sumec AG fortzuführen. <<
Dominik Schneeberger, Geschäftsführer der Sumec AG

MEILENSTEINE
W 1986: Firmengründung in Rumisberg
W 1989: Umzug nach Wiedlisbach mit Investitionen in CNC-Maschinen
W 1993: Aufbau Schlosserei und Unterhalt
W 1999: Umzug ins eigene Firmengebäude nach Niederbipp
W 2005: Umwandlung in eine AG mit 30 Mitarbeitenden
W 2009: ISO 9001 Zertifizierung
W 2015: Geschäftsübergabe an die 2. Generation (Janine & Dominik Schneeberger)
W 2016: Neubau einer zusätzlichen Halle für Montage und Apparatebau
W 2020: Aufbau der Orbital-Schweisstechnik
W 2023: Aufbau der Lehrlingsabteilung (bis 7 Ausbildungsplätze)
W 2025: Neue Zertifizierungen (EN 1090-1 & EN 1090-2 / PT2 & VT2)
W 2025: Beginn Bauerweiterung für zusätzliche Fertigungsfläche
Weitere Informationen: sumec.ch
in qualifizierte Fachkräfte. Besonders erwähnenswert ist der jüngste Meilenstein 2025: die Zertifizierung nach EN 1090-1 und EN 1090-2 / PT2 & VT2 – ein weiterer Beleg für die hohen Qualitätsstandards und Kompetenzen der Sumec AG im Bereich Stahlbaukomponenten.
Ein besonderes Merkmal der Sumec AG ist ihr ganzheitlicher Ansatz: Neben technischer Expertise und handwerklichem Können legt das Unternehmen grossen Wert auf langfristige Kundenbeziehungen und nachhaltige Unternehmensführung. Unser wichtigstes Gut, das hinter dem Namen Sumec steht, sind unsere Mitarbeitenden. Dieses Team ermöglicht es uns, scheinbar Unmögliches zu leisten. Vertrauen, Wertschätzung und Menschlichkeit – das sind nicht nur schöne Worte. In unserem Team werden sie gelebt. Und genau deshalb stehen wir für höchste Qualität und Verlässlichkeit
Mit der Fertigstellung des Neubaus im Jahr 2025 / 2026 wird ein neues Kapitel in der Unternehmensgeschichte aufgeschlagen – geprägt von noch leistungsfähigeren Produktionsmöglichkeiten, erweiterten Dienstleistungen und einem verstärkten Fokus auf Innovation und Kundenzufriedenheit.
SMM
Sumec AG
Leenrütimattweg 2, 4704 Niederbipp Tel. 032 633 88 88, info@sumec.ch sumec.ch
Im SMM-Exklusivinterview gibt Stefan Schrämli, Inhaber und Verwaltungsratspräsident der Schrämli Holding AG, spannende Einblicke in die aktuellen Herausforderungen der Schweizer Zulieferindustrie. Von Preisdruck und Differenzierung über Industrie 4.0 bis hin zu Nachhaltigkeit und Fachkräftemangel – Schrämli erläutert, wie sein Unternehmen in einem dynamischen Umfeld bestehen will und welche Strategien er für die Zukunft sieht.
Herr Schrämli, wie bewerten Sie die aktuelle Situation der Schweizer Zulieferindustrie?
Stefan Schrämli: Durch den nationalen und internationalen Wettbewerb herrscht in der Schweizer Zulieferindustrie ein grosser Preisdruck. Das war zwar schon immer so, der Druck hat sich in den letzten zwei bis drei Jahren jedoch nochmals verstärkt. Internationale Grosskunden lassen aus Kostengründen vermehrt im Osten produzieren. Daran hat auch die vermeintliche Lieferkettenproblematik der letzten Jahre nichts geändert. Gerade bei Mittel- und Grossserien hat man als Zulieferer nur noch in Nischen wie zum Beispiel der Medizinaltechnik eine Chance Es bleibt daher die Frage, ob die Schweizer Zulieferindustrie eine Zukunft hat Ich bin
überzeugt, dass es noch eine gibt, aber es wird zunehmend schwierig, sich zu differenzieren.
Hilft das Label «Swiss Made» bei der Differenzierung?
S. Schrämli: Wir haben keine eigenen Produkte, sind klassische Lohnfertiger. Der Bonus von «Swiss Made» zählt hier nicht. In unserer Gruppe kann einzig die Kiebler AG in der Ostschweiz, die eigene Kräne produziert, mit «Swiss Made» punkten, aber auch nur in einem begrenzten Rahmen.
Welche Kriterien zählen stattdessen?
S. Schrämli: Es geht immer um drei Kriterien: Preis, Liefertermineinhaltung und Qualität. Da der Wettbewerb aus dem Ausland in diesen drei Bereichen immer stär-

Automatisiertes Hochregallager mit Anbindung an Laserund Stanzmaschinen bei der Schwarz AG Feinblechtechnik in Würenlingen.
Nastas sja Neumai er
ker wird, ist der Kundenfokus für unsere Differenzierung von entscheidender Bedeutung.
Neben den drei Kriterien achten wir darauf, die Bedürfnisse unserer Kunden zu verstehen und sie effizient umzusetzen. Unsere hohe Moralverpflichtung und Zuverlässigkeit sind Werte, die international weiterhin geschätzt werden. Damit sind wir gut aufgestellt. Solange wir uns dynamisch und flexibel anpassen können, bin ich positiv gestimmt.
Apropos Anpassung: Welche Rolle spielen Themen wie Industrie 4.0, Automatisierung und Lean Manufacturing?
S. Schrämli: Wenn ich den Begriff «Industrie 4.0» höre, muss ich immer schmunzeln, weil der Grossteil der Schweizer Lohnfertiger davon noch weit entfernt ist. Und das aus einem einfachen Grund: Bei der Einzelteilfertigung und bei kleinen Serien, wo wir uns überwiegend bewegen, lohnen sich Investitionen in Robotik & Co. oft einfach nicht.
Eine Automatisierung unserer vielfältigen Aufträge würde die Vor- und Nachlagerung unnötig komplex machen. Wir setzen also auf moderne Maschinen, jedoch nicht um jeden Preis auf Automatisierung. Hier (das Interview fand bei der Schwarz AG Feinblechtechnik statt) haben wir beispielsweise ein automatisiertes Hochregallager mit einer Anbindung an Laser- und Stanzmaschinen. Das ist der Stand der Technik, mehr braucht es nicht.
Wir investieren stattdessen konsequent in die Sicherung und Erweiterung unserer Kompetenzen, um eine möglichst grosse Wertschöpfung innerhalb der Gruppe zu behalten und sie durch sogenanntes Insourcing weiter auszubauen. Dabei profitieren wir auch von den Synergien innerhalb der Gruppe. B ild:
>> Wichtig bleibt, dass wir uns den sich immer wieder verändernden Markbegebenheiten flexibel anpassen, und den Kunden genau zuhören, deren Bedürfnisse erfassen und sie anschliessend entsprechend befriedigen. <<
Stefan Schrämli, Inhaber und Verwaltungsratspräsident der Schrämli Holding AG
Die Schrämli Holding AG bezweckt die Übernahme von substanzstarken kleinen und mittleren Schweizer Unternehmen der produzierenden Industrie, die für ihre Nachfolge einen kompetenten Partner suchen. Die Schrämli Holding übernimmt die KMU jeweils zu 100 Prozent inklusive aller Mitarbeitenden, auch der Firmenname und Standort werden beibehalten.
Die Unternehmensgruppe zählt acht Firmen, beschäftigt rund 220 Mitarbeitende und generiert einen konsolidierten Umsatz von ca. 40 Mio. CHF.
Die Schrämli Holding AG wurde 2008 mit einem Startkapital von CHF 150000.- in Hägendorf SO gegründet. Ihre operative Tätigkeit begann mit dem Kauf des

B ild: S chr ämli Holding A G
Familienunternehmens Dormet Dörfliger Metallwaren AG, das im Zuge einer klassischen Nachfolgeregelung übernommen wurde. Der Ausbau zu einer Gruppe nahm in den folgenden Jahren Form an:
W 2008: Gründung der Schrämli Holding AG und Übernahme der Dormet Dörfliger Metallwaren AG in Hägendorf SO (Metallbearbeitung)
W 2011: Übernahme der Kiebler AG in Zihlschacht TG (Produktion und Service von Krananlagen für Industrie und Landwirtschaft)
W 2015: Übernahme der Präzisionsmechanik Brem AG in Oberglatt ZH (Mechanische Fertigung von Präzisionsteilen für die Hightech-Industrie)
W 2019: Übernahme der
W Schwarz AG Feinblechtechnik in Würenlingen AG (komplexe Blechbearbeitung)
W Schwarz Technology Poland in Kielce, Polen (Schweiss- und Montagearbeiten)
W Lasergraph AG in Würenlingen AG (Laserbeschriftungen)
W 2021: Übernahme der
W A. Bachmann AG in Root LU (Metall- und Blechverarbeitung in der Baunebenbranche)
W BriMetal AG in Magadino TI (Blechbearbeitung im Grossteilebereich)
Weitere Informationen: schraemli-holding.com

Kunden aus dem Fassadenbereich bedienen, da sie auf Gross- und Spezialformate (bis zu 6 Meter im Profil und bis zu 10 Millimeter in der Dicke) spezialisiert ist. Die Schwarz AG Feinblechtechnik entwickelt sich hingegen zu einem Anbieter für komplexe Baugruppen. Zuletzt haben wir hier ein Projekt realisiert, bei dem wir erstmals Elektronikkomponenten verbaut, Dichtigkeitsprüfungen durchgeführt und die gesamte Logistik für den Kunden übernommen haben. Das war ein grosser Meilenstein für die Schwarz AG Feinblechtechnik. In diese Richtung wollen wir weitergehen.
Sie sprachen den Preisdruck als grösste Herausforderung der Branche an. Wie sieht es mit Themen wie Nachhaltigkeit oder dem Fachkräftemangel in Ihrer Branche aus?
S. Schrämli: Nachhaltigkeit ist ein grosses und wichtiges Thema. Vor knapp anderthalb
Wo zeigen sich diese Synergien?
S. Schrämli: Jede Tochterfirma ist für sich erfolgreich am Markt positioniert. Gleichzeitig profitiert die Gruppe von der Dynamik des Netzwerks. Zwischen meinen Tochterfirmen bestehen Lieferanten-Kundenbeziehungen. Ein Beispiel von vielen ist, dass wir bei der Schwarz AG Feinblechtechnik zwar in eine neue 3-Achs-Maschine für wiederkehrende Fräsarbeiten investiert haben, beim Fräsen ansonsten aber auf die Kompetenz der Brem AG aus Oberglatt setzen können, die im 5-Achs-Bereich zu Hause ist. Diese Tochterfirma hat ihre Maschinen übrigens an Roboter angebunden. Darüber hinaus findet ein regelmässiger
Austausch zwischen den Kadern der Tochterfirmen statt. Erfolgsgeschichten werden geteilt, damit voneinander gelernt werden kann.
Wie differenzieren sich Ihre acht Tochterfirmen in ihren Märkten und Produkten?
S. Schrämli: Mit Ausnahme der Kiebler AG, die mit ihren Landwirtschafts- und Industriekränen eigene Produkte hat und eigene Märkte bedient, und der Brem AG, ein klassischer Mechanikbetrieb, bearbeiten alle Tochterfirmen überwiegend Blech. Die Varianz ergibt sich bei der Unternehmensgrösse und dem Kundenportfolio. So kann die BriMetal AG im Tessin beispielsweise



Jahren habe ich die gesamte Unternehmensgruppe einem Multiside-Audit unterzogen. Das war ein Mammutprojekt. Heute kann ich mit Stolz sagen, dass alle acht Tochterfirmen ISO-zertifiziert sind – im Bereich Qualität (ISO 9001:2015), Arbeitssicherheit (ISO 45001:2018) und auch im Bereich Umwelt (ISO 14001:2015). Das war mir sehr wichtig. Letztlich kommt das auch bei den Kunden gut an, die solche Zertifizierungen zunehmend nachfragen. Meiner Meinung nach ist unsere Industrie bereits sehr nachhaltig, da wir einen grossen Teil unserer Wertschöpfung, nämlich den Abfall unseres Rohmaterials, recyceln und somit im Kreislauf halten. Dennoch gibt es immer Raum für Verbesserungen. So haben wir vor wenigen Tagen eine PV-Anlage bei der Dormet Dörfliger Metallwaren AG in Hägendorf in Betrieb genommen, und weitere Anlagen sind bereits in Planung. Mit dem produzierten Solarstrom decken wir 50 Prozent unseres Eigenbedarfs vor Ort. Ein sparsamer Umgang mit Ressourcen ist eine Win-Win-Situation – für Unternehmen und für die Umwelt
Und zum Thema Fachkräftemangel?
S. Schrämli: Der Kampf um qualifizierte Fachkräfte war lange Zeit ein Problem. Seit etwa einem Jahr hat sich die Lage jedoch etwas entspannt und dieser Trend scheint anzuhalten. Der Grund dafür ist simpel: Der Druck auf die Wirtschaft nimmt zu. Viele Unternehmen können diesem Druck nicht standhalten und müssen aufgeben. Dadurch gibt es mehr Fachkräfte auf dem
Für das Interview traf Nastassja Neumaier, stv. SMM-Chefredaktorin, Stefan Schrämli am Standort einer seiner Tochterfirmen, der Schwarz AG Feinblechtechnik in Würenlingen. Geschäftsführer Bekim Ahmetaj (Foto) gab einen Einblick in die Produktion. Der Lohnfertiger bietet vielseitige Möglichkeiten für die Fertigung vom einfachen Teil bis zur komplexen Baugruppe: vom kundenspezifischen Engineering über grösstenteils automatisierte Produktionsprozesse auf modernen Maschinen bis hin zu zertifizierter Schweiss- und Klebetechnik sowie Montage- und Prüfmöglichkeiten.
Zur Bildergalerie:

Weitere Informationen: schwarzag.ch

B ild: Nastas sja Neumaie r
gen auf eine Ausschreibung für einen Mechaniker, einen Apparatebauer, einen Schweisser oder einen Abkanter erhalten (wir können froh sein, wenn es zwischen fünf und zehn Bewerbungen sind), dafür bewerben sich aber tatsächlich jene, die schon einmal in einer Fabrik standen.
Bilden Sie in Ihren Tochterfirmen aus?
Stefan Schrämli, Alleininhaber und Präsident des Verwaltungsrats der Schrämli Holding AG, bezeichnet sich selbst als «Patron alter Schule». Wenn er durch die Fertigungen seiner Tochterfirmen geht, spricht er «manchmal auch ein Lob aus…».
Stefan Schrämli ist seit 2008 Alleininhaber und Präsident des Verwaltungsrats der Schrämli Holding AG. Er absolvierte eine Lehre als Mechaniker bei den Pilatus Flugzeugwerken, bildete sich anschliessend zum Betriebswirt weiter und widmete sich dem Erhalt und der erfolgreichen Fortführung traditioneller Industrieunternehmen. Neben seiner Leidenschaft für KMU der produzierenden Industrie und die Wertschöpfung in der «Old Economy» ist Stefan Schrämli begeisterter Helikopterpilot auf dem Weg zur Fluglizenz.
Markt. Auch die Qualität der Bewerbungen hat sich dadurch verbessert. Es ist zwar noch lange nicht so, dass wir 50 Bewerbun-

Herr Bekim Ahmetaj – Geschäftsführer der Schwarz AG Feinblechtechnik. Vom Lehrling bis zum Geschäftsführer – und 25 Jahre Firmenzugehörigkeit!
S. Schrämli: Nein, das sollen die grossen Firmen machen, die über die entsprechenden Mittel und Zeit verfügen. Sonst leidet die Ausbildungsqualität. Ich selbst durfte meine Lehre bei einer grossen Firma mit eigener Lehrwerkstatt machen und habe das sehr geschätzt
Wie begeistern Sie dann Talente für die Zulieferindustrie?
S. Schrämli: Die Zulieferbranche ist viel spannender und facettenreicher, als ihr Ruf vermuten lässt Wir bieten erfüllende Tätigkeiten, gute Anstellungsbedingungen, darunter eine überdurchschnittliche Pensionskasse, sowie attraktive Weiterbildungsmöglichkeiten. Regelmässige Veranstaltungen wie Sommer- oder Winterfeste fördern zudem das Gemeinschaftsgefühl. Unsere Firmenkultur setzt Hochleistung voraus. Diese erreichen wir jedoch nur, wenn wir uns auch Zeit zum gemeinsamen Entspannen nehmen.
Wo sehen Sie die Schrämli Holding AG in den nächsten 5 bis 10 Jahren?
S. Schrämli: Wir sind klassische Zulieferer und werden es auch bleiben. Das Umfeld ist enorm dynamisch und die Konsolidierungen in der Branche schreiten voran. Das macht es schwierig, so weit in die Zukunft zu blicken. KMU, die bereits seit über 40 Jahren am Markt sind, haben mehrfach bewiesen, dass sie in der Lage sind, schwierige Zeiten zu meistern – das stimmt mich optimistisch. Wichtig bleibt, dass wir uns den sich immer wieder verändernden Markbegebenheiten flexibel anpassen, und den Kunden genau zuhören, deren Bedürfnisse erfassen und sie anschliessend entsprechend befriedigen.
Wie wahrscheinlich sind weitere Akquisitionen?
B ild: Nastas sja Neu maier
S. Schrämli: Ich schaue mir regelmässig geeignete Industriefirmen an, die nachhaltig am Markt existieren können. Nicht alles bietet sich an, aber ich prüfe vielversprechende Möglichkeiten kontinuierlich. SMM
Schrämli Holding AG Industriestrasse West 5, 4614 Hägendorf Tel. 062 209 40 60, info@schraemli-holding.com schraemli-holding.com


>> SMM und MSM geniessen in der Schweiz einen verdienten Platz für qualitativen Tech-Journalismus auf höchstem Niveau. Seit zahlreichen Jahren dürfen wir auf eine partnerschaftliche Zusammenarbeit zurückblicken, bei welcher die Zerspanung und Technologie immer im Mittelpunkt steht. Die REGO-FIX gratuliert zum Jubiläum und freut sich auf viele weitere wertvolle Beiträge in den kommenden Jahren! <<
Pascal Forrer, Designierter CEO der REGO-FIX AG, 4456 Tenniken
>> Der SMM begleitet die Schweizer Maschinenindustrie seit 125 Jahren – in Print und online. Zum Jubiläum wünsche ich dem SMM viel Innovationskraft, um auch die nächsten medialen und technologischen Entwicklungen mitzugehen. <<
Peter Breitenmoser, Geschäftsleiter der SCHMOBI, SCHMOLZ + BICKENBACH Stahlcenter AG, 9552 Bronschhofen
Anzeige
ATEAntriebstechnikund EntwicklungsGmbH&Co.KG
Kundenspezifische
Elektromotorenund Motorkomponenten

















ATEentwickeltundproduziertSonderantriebefürzahlreicheEinsatzgebiete–vonindividuellerStückanfertigungbishinzurSerie.Unsere LösungenumfassenAsynchron-undSynchrontechnologieinverschiedenstenMotortopologien–perfektaufIhreAnwendungenabgestimmt.
HöchsteLeistungs-und Drehmomentdichte HöchsteDrehzahlen Höchsteffizient

Die Olma Messen St.Gallen AG lanciert mit der «preXcon» ein zukunftsgerichtetes Veranstaltungsformat, das Fachmesse und Fachkongress vereint Die Veranstaltung richtet sich an Unternehmen und Fachpersonen aus der Präzisionsindustrie. Bei der Premiere vom 3. bis 5. November 2026 werden rund 150 Ausstellende und 4000 Fachbesuchende erwartet.
Mit der «preXcon» schaffen die Olma Messen eine einzigartige Plattform, die Fachmesse (Marktplatz) und Fachkongress (Content Hub) verbindet. Die Veranstaltung setzt am Anfang der industriellen Wertschöpfungskette an – dort, wo neue Produkte und Technologien entwickelt werden – und versteht sich als neuer Treffpunkt der Präzisionsindustrie
Im Zentrum stehen Technologien und Fachbereiche, die sich mit der Planung, Forschung und Weiterentwicklung neuer Lösungen beschäftigen.
Ausstellende und Besuchende aus Bereichen wie Optik, Photonik, Maschinenbau, Medizintechnik, Mikrotechnik, Automatisierungstechnik, Automobilindustrie sowie Luft- und Raumfahrt haben die Möglichkeit, die neuesten Entwicklungen zu entdecken und gemeinsam die Zukunft der Branche zu gestalten. Die «preXcon» bietet den idealen Rahmen für Networking, Wissensaustausch und die Förderung von Innovationen – mit kurzen Wegen zu potenziellen Partnern, Hochschulen und Fachbesuchenden. Zudem eröffnen gezielte Kooperationsmöglichkeiten neue Absatzkanäle.
Gemeinsam mit der Branche entwickelt
Die «preXcon» – eine Wortschöpfung aus Präzision, Zusammenarbeit und Convention – wurde in enger Abstimmung mit dem Markt entwickelt Über 50 Unternehmen, Institutionen und Fachverbände haben in einer intensiven Vorbereitungsphase an der Ausgestaltung mitgewirkt Die Rückmeldungen aus der Industrie waren durchwegs positiv Die Veranstaltung nutzt gezielt die regionalen Stärken: Die Ostschweiz und das benachbarte Liechtenstein zählen in der Grenzregion zu Deutschland und Österreich zu den weltweit führenden Standorten der High-Tech-Industrie.
«Die Olma Messen verfolgen eine Wachstumsund Innovationsstrategie. Die Lancierung der ‹preXcon› ist ein wichtiger Meilenstein in der konsequenten Weiterentwicklung unseres Fachmesseportfolios», sagt Christine Bolt, CEO der Olma Messen St.Gallen AG «Sie steht exemplarisch für unseren Anspruch, den Messe- und Eventstandort St.Gallen mit innovativen Formaten gezielt zu stärken. Dass bereits 80 Prozent der im Vorfeld befrag-
Termin:
Dienstag, 3.11., bis Donnerstag, 5.11.2026
Ort:
Olma Messen
St. Gallen
Splügenstrasse 12, 9008 St. Gallen
Veranstalter:
Olma Messen
St.Gallen AG
Weitere Informationen: olma-messen.ch/de/ messen/prexcon/ alles-ueber-die-prexcon
ten potenziellen Ausstellenden ihre Unterstützung zugesagt haben, zeigt, dass wir mit der ‹preXcon› ein echtes Bedürfnis der Branche adressieren.»
Unterstützt vom Kanton St.Gallen
Die Standortförderung des Kantons St.Gallen begleitet und unterstützt das neue Format seit der frühen Entwicklungsphase Regierungspräsident Beat Tinner, Vorsteher des Volkswirtschaftsdepartements, sagt: «Die Ostschweiz zählt zu den führenden Standorten für Präzisionstechnologien. Mit der ‹preXcon› entsteht eine Plattform, welche die Innovationskraft und wirtschaftliche Stärke unserer Region sichtbar macht.»
Content Hub: Wissens- und Technologietransfer
Mit der «preXcon» erweitern die Olma Messen ihr Portfolio um ein zukunftsweisendes Format für die High-Tech-Industrie.
Parallel zur Fachmesse bildet ein Content Hub das inhaltliche Herzstück der «preXcon». Hier erwarten die Besuchenden aktuelle Fachvorträge, Best Practices und Diskussionen zu relevanten Technologiethemen. Die Inhalte entstehen in enger Kooperation mit der OST – Ostschweizer Fachhochschule, die als wichtigste inhaltliche Partnerin ihr Know-

how aus den Bereichen Systemtechnik, Mikroelektronik, Medizintechnik, Photonik, Sensorik, Produktionsmesstechnik, Digitalisierung und Künstlicher Intelligenz einbringt. Fach-Pitches, Sonderzonen und Networking-Formate runden das Programm ab und schlagen eine direkte Brücke zwischen Forschung und Praxis.
«Als Scientific Partner der ‹preXcon› bringen wir digitale Spitzenforschung auf die Bühne – praxisnah, interdisziplinär und gemeinsam mit der Industrie», sagt Knut Siercks, Leiter Departement Technik und Standortleiter der OST am Campus Buchs. Mit ihrem Fokus auf Technologie- und Wissenstransfer, modellbasiertes Engineering und interdisziplinäre Zusammenarbeit gehört die OST mit jährlich über 1000 Projekten und Abschlussarbeiten zu den grössten Innovationspartnerinnen der Schweiz Knut Siercks betont: «Die enge Verbindung von Wissenschaft und Wirtschaft ist der Schlüssel für technologischen Fortschritt und Wachstum in Unternehmen. Die ‹preXcon› ist für uns die ideale Plattform, um diesen Dialog zu stärken und gemeinsam die Zukunft der Präzisionstechnologien zu gestalten.»
Ein Novum im deutschsprachigen Raum
«Eine Messe mit integriertem Fachkongress in dieser thematischen Ausrichtung und an dieser Stelle der Wertschöpfungskette gibt es in der Vierländerregion Deutschland, Österreich, Schweiz und Liechtenstein bislang nicht», betont Manuel Zoller, Messeleiter der «preXcon» – und selbst Brancheninsider mit langjähriger Erfahrung in der Industrie. Der Zeitpunkt der Lancierung ist ideal, haben sich die Branchen Mechatronik und Optoelektronik und generell die Systemtechnik in den vergangenen zwei Jahrzehnten doch rasant entwickelt. Expertinnen und Experten rechnen weiterhin mit einem starken Wachstum. Rund 150 Ausstellende sollen bei der Premiere vom 3. bis 5. November 2026 in der hochmodernen St.Galler Kantonalbank Halle dabei sein
Mit der «preXcon» erweitern die Olma Messen ihr Portfolio um ein zukunftsweisendes Format für die High-Tech-Industrie. Damit setzen sie ihre Unternehmensstrategie konsequent fort, das Segment der Fachmessen gezielt auszubauen und neue Branchenplattformen in der Ostschweiz zu entwickeln. Bereits 2023 wurde mit der Gastia ein Fachmesse-Format lanciert, das sich innert kurzer Zeit in der Gastronomie- und Hotellerie-Branche etabliert hat. Die «preXcon» knüpft an diesen Erfolg an und stärkt die Position der Olma Messen als vielseitige Veranstalterin mit wachsendem Fokus auf Fachmessen. (neu) SMM
Olma Messen St.Gallen AG
Splügenstrasse 12, 9008 St.Gallen
Tel. 071 242 01 01, info@olma-messen.ch olma-messen.ch
>> Swissmem engagiert sich für einen innovativen und international wettbewerbsfähigen Werkplatz Schweiz. Die neue Plattform «preXcon» bietet Unternehmen der Präzisionsindustrie eine hervorragende Gelegenheit, ihre technologischen Lösungen sichtbar zu machen, wertvolle Geschäftskontakte zu knüpfen und vom Zugang zu aktuellem Fachwissen zu profitieren. <<
Stefan Brupbacher, Direktor Swissmem
>> Die «preXcon» in St.Gallen zu wissen, ist für uns ein Sechser im Lotto. Gemeinsam mit dem Ostschweizer Technologiesymposium (OTS) wird sie zur Stimme der regionalen Industrie und bietet eine Plattform für Innovation, Austausch und praxisnahe Lösungen im Herzen des deutschsprachigen Raums Dass beide Veranstaltungen zeitgleich auf dem Gelände der Olma Messen stattfinden, ist eine echte Win-win-Situation. Diese einzigartige Zusammenarbeit lassen wir uns nicht entgehen. <<
Rolf Wehrli, Präsident Produktions- und Technologieverbund Ostschweiz (PTV)
>> Als Innovationspark ist es uns ein Anliegen, der Ostschweizer und Liechtensteiner Präzisionsindustrie eine Plattform zu bieten, auf der Schlüsseltechnologien von Optik über Mechanik bis hin zu Elektronik, Softwareentwicklung und KI zusammenfinden. Dafür ist die «preXcon» ideal geeignet. Sie verbindet Wissen und Anwendung und gibt künftig auch Start-ups die Chance, ihre Innovationen einem breiten Fachpublikum zu präsentieren und wertvolle Geschäftskontakte zu knüpfen. <<
Hans Ebinger, Geschäftsführer Switzerland Innovation Park Ost
Mit der Übernahme der GF Machining Solutions Division von Georg Fischer durch die United Grinding Group, ist einer der grössten Werkzeugmaschinenhersteller weltweit entstanden – mit einem Gesamtumsatz von über 1,5 Mrd. USD und rund 5000 Mitarbeitenden an über 50 globalen Standorten. Das Unternehmen firmiert neu unter dem Namen United Machining Solutions und behält seinen Hauptsitz in Bern.
Stephan Nell, CEO der neuen Gruppe und der United Grinding Group, verrät: «Schon seit langer Zeit gab es den Wunsch die beiden Unternehmen zusammenzuführen. Dank des Vertrauens unserer Hauptaktionäre Rosmarie und Martin Ebner in diesen strategisch bedeutenden Schritt im globalen Werkzeugmaschinenbau und der dazu nötigen Kapitalerhöhung, konnte diese Vision nun in die Tat umgesetzt werden. Es kommt selten vor, dass sich zwei Unternehmen so gut ergänzen wie United Grinding und GF Machining Solutions. Das betrifft nicht nur unsere Produktportfolios, unsere internationale Ausrichtung und unser Verständnis von Qualität, sondern auch die Kultur und das Mindset unserer Mitarbeitenden. Ich bin überzeugt, dass wir gemeinsam viel bewegen können, zum Wohle unserer Kunden.» Der Verwaltungsrat der Gruppe hat

den Prozess eng begleitet und unterstützt. Fred Gaegauf, Verwaltungsratspräsident der United Grinding Group, sagt: «Durch den Zusammenschluss der beiden Unternehmen entsteht ein Swiss-Powerhouse des Werkzeugmaschinenbaus.»
Mit der Präsenz an mehr als 50 Standorten, einem umfassenden Produktportfolio und insgesamt 15, in ihren Branchen führenden Marken, wird der Grundstein für künftigen Erfolg gelegt. «Es ist die beste Entscheidung, die wir treffen konnten», bekräftigt
Ivan Filisetti, Präsident von GF Machining Solutions und Mitglied der Geschäftsleitung der neuen Gruppe. «Unsere Produkte überschneiden sich nicht, sie ergänzen sich. Das erleichtert die Integration enorm. Und als Schweizer Unternehmen teilen wir die gleiche Kultur mit einem starken Engagement für Innovation und Digitalisierung. Wir verfolgen auch weiterhin das Ziel der präferierte Partner für unsere Kunden zu sein, der ihnen mit massgeschneiderten Lösungen und umfassender Expertise zur Seite steht – also mit weit mehr als nur mit einer Highend-Maschine. Die Gruppe mit ihrer starken internationalen Ausrichtung, Mitarbeitenden vor Ort bei unseren Kunden und unsere breite Technologiekompetenz, helfen uns dabei.»
Im Bereich Forschung & Entwicklung ist die Zusammenarbeit nicht nur bei der Entwicklung innovativer Lösungen gewinnbringend für das Unternehmen und ihre Kunden. Auch im Hinblick auf neue Standards und Regularien, die zunehmend an Bedeutung gewinnen und auf die Maschinenhersteller reagieren müssen, um ihre Maschinen zukunftsfähig zu halten, können Synergien gehoben werden.
Die gemeinsamen Schweizer Wurzeln und die starke internationale Ausrichtung, verbinden die beiden Unternehmen in be-
>> Schon seit langer Zeit gab es den Wunsch die beiden Unternehmen zusammenzuführen <<
Stephan Nell, CEO, United Machining Solutions
sonderer Art. «Mit über 50 Standorten weltweit gibt es nur wenige Werkzeugmaschinenhersteller, die so international aufgestellt sind wie wir und die so nah bei ihren Kunden sind», ist Nell überzeugt. «Die Sprache unserer Kunden zu sprechen und schnelle kompetente Unterstützung anbieten zu können, ist ein wichtiges Entscheidungskriterium für unsere Kunden.
Die gemeinsamen Wurzeln und Werte verbinden dabei unsere global tätigen Mitarbeitenden», fügt Filisetti hinzu.
Dank vieler Gemeinsamkeiten und einer optimalen Portfolioergänzung, könnten die Voraussetzungen für das erfolgreiche Zusammenwachsen als United Machining Solutions kaum besser sein.
Die Gruppe wird primär mit ihren Einzelmarken auftreten. «Zukünftig wollen wir die Identitäten unserer Marken, die seit vielen Jahren im Markt bekannt und verankert sind, weiter stärken», erklärt Nell. «Die Marken haben eine lange Tradition, stehen für höchste Qualität und sind oftmals Pioniere auf ihrem Gebiet. Unsere Kunden vertrauen den Marken, die sie kennen und schätzen gelernt haben.»
Unter dem Dachnamen der Gruppe, United Machining Solutions, ordnen sich die beiden Divisionen United Grinding und United Machining ein. Zu United Grinding gehören die Marken Mägerle, Blohm, Jung, Studer, Schaudt, Mikrosa, Walter, Ewag und IRPD. Mit ihrer Expertise in den Technologien Flach- und Profilschleifen, Rundschleifen, Werkzeugbearbeitung und Additive Fertigung bieten sie auch weiterhin ein breites Applikationswissen, ein umfangreiches Produktportfolio und ein ausgeprägtes Dienstleistungssortiment für die Fertigung hochpräziser Bauteile. GF Machining Solutions ist einer der global führenden Anbieter von Präzisionstechnik und anspruchsvollen Fertigungstechnologien für hochpräzise Komponenten und die Werkzeugindustrie. Diese Kompetenzen und Technologien gehen in der neuen Gruppe in der Division United Machining auf Mit den Marken Agie Charmilles, Charmilles, Mikron Mill, Liechti, Step Tec und System 3R wird das Portfolio der Gruppe erweitert. Es umfasst Maschi-

nen für das Hochgeschwindigkeitsfräsen, EDM (Electrical Discharge Machining), Lasertexturieren und die Lasermikrobearbeitung. Darüber hinaus bietet die Division hochmoderne Spindeln sowie Lösungen für Automation und Digitalisierung an, unterstützt von einem weltweiten Kundendienst und Anwendungssupport.
Die Geschäftsleitung der United Machining Solutions setzt sich zusammen aus vier Personen, die eine lange Historie in den jeweiligen Unternehmen mitbringen: Stephan Nell, Ivan Filisetti, Michael Horn und Heinz Poklekowski. Stephan Nell, CEO der United Grinding Group und seit 22 Jahren in der Gruppe engagiert, übernimmt den Vorsitz und ist ausserdem für die strategische Ausrichtung der Bereiche Verkauf und Customer Care zuständig. Ivan Filisetti, Präsident von GF Machining Solu-
tions und seit 23 Jahren mit dem Unternehmen verbunden, ist verantwortlich für die langfristige Vision des Technologiebereichs der neuen Gruppe und bleibt CEO von United Machining Michael Horn, der für die Bereiche Operations und IT zustän-

>> Es ist die beste Entscheidung, die wir treffen konnten. <<
Ivan Filisetti, Mitglied der Geschäftsleitung, United Machining Solutions
B ild: Un it ed Machining S ol utions
Die Geschäftsleitung der neuen Gruppe United Machining Solutions (v l.n.r.): Ivan Filisetti, Heinz Poklekowski, Michael Horn und Stephan Nell.
dig ist, bringt seine jahrelange Erfahrung im Maschinenbau und zuletzt als Vorstandsmitglied der DMG Mori AG in die neue Gruppe ein. Und Heinz Poklekowski, der mit seiner 35-jährigen Gruppenzugehörigkeit zuletzt als CFO für die United Grinding Group tätig war, übernimmt die Verantwortungsbereiche Finanzen und Group Services.
Die neue Gruppe United Machining Solutions wird sich erstmals auf der EMO Hannover, der Weltleitmesse für Produktionstechnologie, vom 22. bis 26. September präsentieren. Seit 50 Jahren bietet die Messe alle zwei Jahre eine einzigartige Plattform, um einen umfassenden Überblick über das globale Angebot der Branche zu gewinnen. United Machining Solutions wird mit seinen nunmehr 15 Marken vertreten sein und nicht weniger als acht Weltneuheiten präsentieren. (neu)
United Machining Solutions
Wankdorfallee 5, 3014 Bern
Tel. 031 356 01 11, info@ums.swiss ums.swiss
EMO 2025: Halle 11, Stand E45
Als der SMM 1950 seinen 50. Geburi feierte, wurde das Unternehmen Mapal in Aalen (D) gegründet. Ein Glückstag, wie sich heute zeigt Aus bescheidenen Anfängen ist das Familienunternehmen Mapal in seiner nunmehr 75-jährigen Geschichte zu einer global agierenden Gruppe mit Weltruf aufgestiegen. Von Beginn an war die Firmengeschichte des Werkzeugherstellers geprägt von Kontinuität und einem innovativen Geist, der vom schwäbischen Tüftlertum genauso gespeist wurde wie vom unternehmerischen Mut der Inhaberfamilie Kress. Der intensive Kontakt zum Kunden sowie das zuverlässige Gespür dafür, was für die Zukunft wichtig ist, prägen bis heute die Unternehmenskultur.
Die Unternehmensgründung im Jahr 1950 verlief durchaus ungewöhnlich. Der promovierte Volkswirt Dr Georg Kress war als Steuerberater tätig, als er die Gelegenheit bekam, die in wirtschaftliche Schwierigkeiten gekommene Firma eines seiner Mandanten zu übernehmen. Obwohl er von Technik, Gewindeschneidwerkzeugen und Schneideisen nichts verstand, kaufte er die «OBA Präzisionswerkzeugbau» von Otto
Betzler. Er veräusserte dafür seine gut laufende Steuerberaterkanzlei in Aalen und wurde als Unternehmer tätig. Der neu entstandene Firmenname «Mapal» steht für «Maschinen- und Präzisionswerkzeugfabrik Aalen» und zeugt davon, dass in den Anfangsjahren auch Holzbearbeitungsmaschinen hergestellt wurden. Weil in den beengten, einfachen Räumlichkeiten an der Oberen Bahnstrasse in Aalen eine wirtschaftliche und

Böhm
B ild: Ma tthias
effiziente Produktion der Profilfräsmaschinen auf Dauer nicht möglich war, trennte Mapal sich sehr schnell wieder von diesem Geschäftsbereich. Man konzentrierte sich auf Gewindebohrer, -schneideisen und -walzrollen, was den Beginn des heutigen Werkzeugprogramms markierte.
Als zukunftsweisend für den langfristigen Erfolg des Unternehmens sollte sich 1952 der Kauf eines Patents für eine neuartige Reibahle erweisen. Anders als bisherige Konstruktionen arbeitet sie nicht mit vier oder sechs Schneiden, sondern nur mit einer einzigen, die in einen Schlitz eingeklemmt wird und einstellbar ist Der italienische Erfinder versprach damit geringere Herstellungskosten und mehr Flexibilität beim Reiben Als Dr Georg Kress das Patent für die Einmesser-Reibahle erwarb, stellte er sich gegen die Techniker aus seinem eigenen Haus, die das Werkzeug für untauglich hielten und damit grundsätzlich auch Recht hatten.
Um die anfänglichen Probleme zu überwinden, setzte Dr Kress auf Forschung und Entwicklung. In mühsamer Tüftelei wurde die Reibahle verbessert, unter anderem wurden dafür zwei Führungsleisten asymmetrisch am Umfang des Reibahlenkörpers eingebracht. Die erste von Mapal entwickelte Einschneiden-Reibahle mit Führungsleisten aus Hartmetall wurde 1954 patentiert, 1962 folgte das Patent für die Reibahle mit Wendeschneidplatten aus Hartmetall. Beide Innovationen bildeten die Basis dafür, die Reibahlen in den fol-
Zukunftsweisend für den langfristigen Erfolg des Unternehmens: Der Kauf eines Patents für eine neuartige Reibahle im Jahr 1952.
genden Jahren zu einem höchst attraktiven Hochleistungswerkzeug zu entwickeln. Die Bohrungsfeinbearbeitung wurde zum Aushängeschild von Mapal
Dr. Dieter Kress konstruierte neue Klemmung der Wendeschneidplatten
Als Dr Dieter Kress 1969 in das Familienunternehmen eintrat, war der Sohn des Firmengründers bestens auf seine künftigen Aufgaben vorbereitet. Anders als sein Vater war er in der Technik zuhause. Bereits an seinem ersten Arbeitstag bei Mapal konstruierte er eine neue Klemmung
für Wendeschneidplatten. Sie wurde patentiert und bildet im Prinzip bis heute die Technologie der Klemmung der Wendeschneidplatten in den Reibahlen von Mapal
Weitsichtige Produktentscheidung: Gewindebohrer und Gewindewalzrollen wurde aufgegeben
Nachdem er 1974 die Geschäftsführung übernommen hatte, machte sich Dr Dieter Kress zügig an die Umgestaltung des Produktportfolios. Der Geschäftsbereich Gewindebohrer und Gewindewalzrollen wurde aufgegeben, um sich ausschliesslich auf die Produktion der Reibahlen zu konzentrieren. Dies geschah zu einem Zeitpunkt, als Mapal zwei Drittel seines Umsatzes mit Gewindewerkzeugen erwirtschaftete. Doch hinter dem Plan steckte unternehmerische Weitsicht. Bei den älteren Produkten gab es kaum Potenzial, sich von zumeist grösseren Herstellern zu differenzieren, die dazu preisgünstiger produzieren konnten. Die EinschneidenReibahle hingegen war etwas ganz Spezielles, für das es keinen direkten Wettbewerb gab. Allerdings musste der Markt dafür erst erschlossen werden.
Nach und nach wurden die Reibahlen so weiterentwickelt, dass sie sich für die in-

dustrielle Grossserienfertigung eigneten. Die Beschichtung von Wendeschneidplatten spielte dabei ebenso eine Rolle wie die Verwendung des Werkstoffs PKD für die Führungsleisten. Mit den Werkzeugen fasste Mapal vor allem in der Automobilindustrie Fuss, wo die Fertigungstechnik von starren Transferstrassen auf flexible Bearbeitungszentren umgestellt wurde. Parallel zu den technischen Verbesserungen baute Mapal sein Vertriebskonzept um und setzte auf maximale Kundennähe. Freie Handelsvertreter wurden durch eigene technische Berater ersetzt, deren Aufgabe es war, Kunden bei der Auslegung der Werkzeuge zu beraten und im Einsatz zu unterstützen. In der Automobilindustrie wurde die Zusammenarbeit so eng, dass die Berater sogar an der Entwicklung von neuen Motoren mitwirkten, indem sie denkbare feinmechanische Bearbeitungsmöglichkeiten früh in den Konstruktionsprozess einbrachten. Sie verkauften nicht einfach Werkzeuge, sondern Lösungen.
Vom Mittelständler zum Global Player, den Kunden gefolgt
In den USA hat Mapal bereits 1977 seine erste Tochtergesellschaft eröffnet. Richtig Fahrt nahm die Globalisierung dann aber in den 1990er-Jahren auf In rascher Folge etablierte Mapal zahlreiche Auslandsniederlassungen. Die Internationalisierungsstrategie von Mapal folgte den Wegen der Grosskunden. Weil diese Produktionsstandorte fast rund um den Globus aufbauten, ergab sich für den vergleichsweise kleinen Mittelständler aus Aalen die
ELB- und BTA-Tiefbohrsysteme für die hochproduktive Bearbeitung
Zentrische oder exzentrische Bohrungen, spezielle Lohnfertigung oder vollautomatische Produktion: UNISIG bietet die Tiefbohrlösung mit der Genauigkeit und Leistung die Sie suchen.

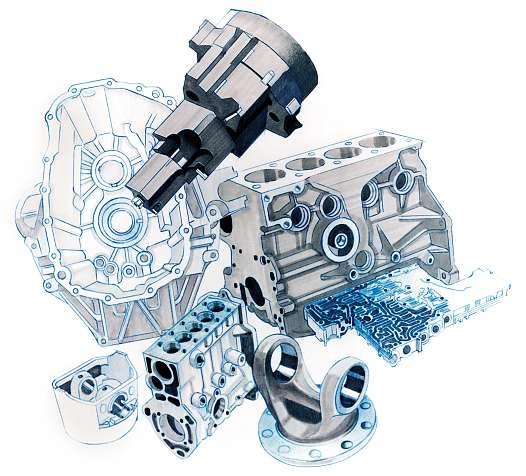
Gelegenheit, mitzugehen und neue Marktpotenziale zu nutzen. Mapal ist heute in 25 Ländern vertreten.
Um sein Produkt- und Leistungsangebot vergrössern zu können, was ebenfalls Anforderungen der Kunden nachkam, integrierte Mapal eine Reihe von spezialisierten Firmen in Deutschland. Mit der Übernahme der WWS in Pforzheim erweiterte Mapal sein Angebot um PKD-Werkzeuge mit gelöteten Schneiden für die Hochgeschwindigkeitsbearbeitung vor allem von Aluminium und deckte damit ein Segment ab, das auf Kundenseite immer mehr an Bedeutung gewann. Von Miller in Altenstadt kamen VHM-Bohrer und VHM-Fräswerkzeuge ins Programm. Da Vollbohroperationen im Produktions-
Maximale Kundennähe wird, insbesondere in der Automobilindustrie zum erfolgreichen Vertriebskonzept.
prozess dem Reiben vorausgehen, wurde damit das Leistungsportfolio von Mapal ideal ergänzt. Die Firma Weisskopf aus Meiningen verstärkte den Vollhartmetallbereich weiter
Der Kauf des Winterlinger Traditionsunternehmens August Beck sicherte die Position von Mapal als führender Hersteller von Reibahlen.
Robert Strom und Isotool ergänzten das Portfolio um ISO- und Aussteuerwerkzeuge. 2015 wurden die beiden Unternehmen in die Mapal ITS umfirmiert, die sich in Eppingen auf komplexe Sonderwerkzeuge mit Aussteuermechanismen fokussiert. Vervollständigt wurde das Produktangebot mit Spannzeugen der WTE aus Ehrenfriedersdorf Strategische Investitionen hat

Mapal später auch noch im Ausland getätigt.
Mit Dr Jochen Kress, der bereits ab 2000 als Entwicklungsingenieur bei Mapal arbeitete, trat 2008 die dritte Generation in die Geschäftsleitung des Familienunternehmens ein. Als er zehn Jahre später die Verantwortung für die Mapal Gruppe als Geschäftsführender Gesellschafter übernahm, ist die Transformation des Marktes bereits in vollem Gang. Den Übergang der Automobilbranche hin zur Elektromobilität geht Mapal proaktiv mit und entwickelte auch in diesem Bereich früh effiziente Fertigungslösungen.
Daneben erfolgte die strategische Ausweitung von Kundensegmenten abseits der Automobilindustrie, die über Jahrzehnte ein Wachstumsgarant gewesen war Mapal fokussiert sich nun zusätzlich auf die Bereiche Aerospace, Fluid Power sowie den Werkzeug- und Formenbau. Digitallösungen bietet die 2017 gegründete c-Com, die inzwischen in die Mapal Gruppe integriert ist und vor allem die Toolmanagementleistungen unterstützt.
Mit einem Umweltmanagementsystem berücksichtigt das Unternehmen alle Aspekte eines nachhaltigen Wirtschaftens. Dazu tragen viele Einzelmassnahmen in Bereich der Produktion und Verwaltung an allen Standorten bei.
Dr. Jochen Kress hat die Transformation von Mapal hin zu einer prozessgesteuerten, global agierenden Organisation angestossen
Strukturen und Prozesse werden der erreichten Grösse des Unternehmens angepasst, Entscheidungsprozesse verschlankt und beschleunigt Die Neuorganisation der Führungsebene in der Aalener Unternehmenszentrale richtet sich an Kernprozessen und Fokusthemen aus. Die strukturellen, organisatorischen und kulturellen Veränderungen, die Dr Jochen Kress initiiert hat, werden das Unternehmen nachhaltig prägen und weit über das Jubiläumsjahr 2025 hinaus Bestand haben.
Der SMM gratuliert an dieser Stelle dem Werkzeughersteller Mapal ganz herzlich zum 75. Jubiläum. (böh) SMM
Mapal Dr. Kress KG
Gässli 10, 4588 Brittern
Gebietsverkaufsleiter Andreas Mollet Tel. 079 794 79 80, andreas.mollet@mapal.com mapal.com

>> Wir gratulieren SMM zu 125 Jahren und wünschen uns für die nächsten Jahre weiterhin viele innovative gute Beiträge über den Werkplatz Schweiz, um die Produktivität und Wettbewerbsfähigkeit all unserer Kunden nachhaltig und zielführend zu unterstützen. <<
>> STUDER gratuliert SMM herzlich zu 125 Jahren Verlagsgeschichte. Der SMM berichtet mit viel Engagement und Fachkenntnis über den Schweizer Werkplatz. Auf viele weitere Jahre mit spannenden Beiträgen! <<


>> Glückwunsch zu 125 Jahren SMM! Wir bei MAPAL feiern dieses Jahr auch einen runden Geburtstag, allerdings erst den 75. Da fehlt uns also ein bisschen etwas zum SMM. Für uns bei MAPAL ist der SMM ein sehr wichtiges Medium, um unser Produktportfolio und Anwendungslösungen als einer der führenden Präzisionswerkzeughersteller einer breiten Leserschaft präsentieren zu können. Hier erreichen wir viele unsere Bestandskunden – und erhalten auch viel positives Feedback von denen, die es noch werden wollen. <<
Andreas Mollet, Gebietsverkaufsleiter Schweiz der MAPAL Dr. Kress SE & Co. KG, 4588 Brittern





Derneueund leistungsfähige EROWABeladeroboter fürsämtliche Fertigungstechnologien. Biszu150 kg Transfergewicht. Grosse undflexibleMagazinkapazität, vonkleinen EROWAITS 50 mm Halternbis zu grossenMTS 400x400mmPaletten. Bedient eine oder zwei Bearbeitungsmaschinen.
www.erowa.com

Die Multus U-Reihe stellt drei Modelle mit optionalem unteren Revolver für höhere Produktivität zur Auswahl. Die Dreh-/Fräszentren lassen sich zudem u.a. mit dem Okuma Armroid oder Roboterzellen für die Automatisierung erweitern
Im Jahr 1975 hat Okuma mit der LM70-AT sein erstes Dreh-/Fräszentrum auf den Markt gebracht: Es konnte in einer einzigen Einheit drehen, bohren und fräsen und so einen kompletten Bearbeitungsprozess abbilden. Das Prinzip hat Okuma in den zurückliegenden Jahren stetig gemäss Marktanforderungen weiterentwickelt. Heute steht die Multus-Serie für technologische Innovation und höchste Standards.
Was im Alltag für viele das Smartphone, ist bei Werkzeugmaschinen die Multitasking-Bearbeitung. Innerhalb einer Maschine können mehrere Prozesse wie Drehen, Fräsen, Bohren, Gewindeschneiden und weitere Oberflächenbearbeitungen durchgeführt werden – ohne Pausen für die Einrichtung.
Die Vorteile für produzierende Unternehmen sind immens: Sie sparen Arbeitsschritte, minimieren dank durchlaufender Prozesse das Risiko manueller Fehler oder Materialverluste, reduzieren Einrichtzeiten
und benötigen weniger Stellplatz. Zudem steigt die Flexibilität in der Auftragsannahme: Selbst dringende Arbeiten können schnell eingeschoben werden, es bedarf nur eines Programmwechsels an der leistungsstarken und bedienerfreundlichen CNC-Software. Dasselbe gilt für Jobs aus neuen Branchen oder für neue regulatorische Vorgaben: Mit Okumas Dreh-/Fräszentren sind Unternehmen in der Lage, sich schnell auf neue Anforderungen einzustellen. So steigt die Wettbewerbsfähigkeit, insbesondere bei kleinen und mittleren Losgrössen.
Prozessintensive Bearbeitung mit detailgetreuem Ergebnis
Die modernsten Okuma-Lösungen für die Multitasking-Bearbeitung bietet die Multus-Serie: Während die Multus BII-Reihe verschiedene Standardmodelle für den einfachen Einstieg umfasst, sind die B-Maschinen der Multus-Serie ideal für komplexe Werkstücke mit Durchmessern bis zu einem und Längen von bis zu sechs Metern. Die Multus U-Reihe stellt drei Modelle mit optionalem unteren Revolver für höhere Produktivität zur Auswahl. Die

Dreh-/Fräszentren lassen sich zudem unter anderem mit dem Okuma Armroid oder Roboterzellen für die Automatisierung erweitern. So steigen Produktivität und Effizienz, während die Bedienfreundlichkeit und die präzise Bearbeitung auf gewohnt hohem Niveau bleiben.
Energiesparend und emissionsarm mit voller Leistung
Die modernen Werkzeugmaschinen von Okuma legen darüber hinaus einen immer stärkeren Fokus auf den geringen und nachhaltigen Energieeinsatz. Temperaturbedingte Schwankungen werden durch das «Thermo-Friendly Concept» kompen-
siert und eine hohe Massstabilität im kontinuierlichen Langzeitbetrieb erreicht. Dies reduziert das Warmlaufen der Maschinen auf ein Minimum und spart dadurch Energie sowie Kosten. Zusätzliche autonome Energiesparfunktionen bietet die «Eco Suite plus». Sie kontrolliert zum Beispiel unnötige Pumpenrotation oder den ständigen Betrieb dezentralen Equipments und schaltet es bei Bedarf ab. Ausserdem werden CO2-Emissionen aufgezeichnet. (neu) SMM
CH-Vertretung: Tolus Group AG Grüttstrasse 106, 4562 Biberist Tel. 032 674 41 11, info@tolus.com tolus.com


B ild: Ok uma

Okumas Dreh-/Fräszentren kommen u.a. in der Medizintechnik zum Einsatz. Das Foto zeigt eine Komponente einer künstlichen Hüfte.
B ild: Ok uma

Auch die Luft- und Raumfahrt setzt auf die Präzision der Okuma-Maschinen, z.B. für die Herstellung von Fahrwerkantrieben.
B ild: Ok uma

Innerhalb eines Okuma Dreh-/Fräszentrums können mehrere Prozesse wie Drehen, Fräsen, Bohren, Gewindeschneiden und weitere Oberflächenbearbeitungen durchgeführt werden – ohne Pausen für die Einrichtung.

Prüfender Blick von Sven Vetterli (Mitinhaber W&T Mechanik AG) eines Bauteils, das ab Stange fertig bearbeitet in Kleinserie auf der neuen NakamuraTome WY-150 gefertigt wird.

Komplexe Dreh-Frästeile – von Prototypen bis hin zu kleinen und mittelgrossen Serien – sind das Tagesgeschäft der W&T Mechanik AG aus Dällikon. 2024 wurde die 30-jährige Nakamura-Tome-Maschine durch die voll automatisierte Multitask-Maschine Nakamura-Tome WY-150 ersetzt.
Dass W&T erneut in eine Maschine von Nakamura-Tome investierte, hatte mehrere Gründe – einer davon war, dass die Erfahrungen mit dem Vorgängermodell schlicht hervorragend waren. Die Nakamura-Tome WY-150 überzeugte durch weitere Faktoren.
Bereits der herzliche Empfang durch Yvonne Beez (Administration) zeigte, dass bei W&T Mechanik AG der Kunde – in diesem Fall die SMM-Redaktion (Nastassja Neumaier und Matthias Böhm) – König ist.
Am Roundtable bei W&T beteiligt waren seitens W&T Luca Flotzinger und Sven Vetterli (beide Mitinhaber) sowie Mathias Zavratnik (Leiter Verkauf Werkzeugmaschinen, Walter Meier (FL) AG). Etwas später stiess noch der ehemalige Inhaber der W&T, Werner Ehrat, zu dem Gespräch hinzu.
Der Grund für den Besuch der SMM-Redaktion: 2024 investierte W&T in ein neues Nakamura-Tome Multi-Taskzentrum vom Typ WY-150, um die Fertigungsprozesse zu optimieren. In der Vergangenheit
setzte das Unternehmen auf Werkzeugmaschinen unterschiedlicher Hersteller, wobei Nakamura-Tome seit Jahrzehnten fester Bestandteil des Portfolios war
Mit acht Mitarbeitenden, drei Fräsmaschinen und sechs Dreh-Fräszentren hat sich W&T auf Einzelteile, Prototypen und Kleinserien spezialisiert. Ab und zu werden auch Losgrössen zwischen 1000 und 2000 Stück produziert.
Technologische Schwerpunkte liegen in der Bearbeitung komplexer Komponenten – auch Proto-
Blick in das «Zerspanungszentrum» der NT WY-150. Haupt- und Gegenspindel (15 kW, 5000 1/min) verfügen zusätzlich über eine C-Achse bis 600 1/min bei 0.0001° Auflösung. Mit den beiden Revolvern mit je 12 angetriebenen Werkzeugplätzen (5.5 kW, 6000 1/min) und/oder bis zu 24 stehenden Werkzeugen pro Revolver verfügt die Nakamura-Tome WY-150 über umfangreiche Fertigungsmöglichkeiten.
typen – mit einer besonderen Kompetenz in der Kunststoffzerspanung, die 60 Prozent des gesamten Fertigungsspektrums ausmacht.
Werner Ehrat: «Kunststofffertigung hat bei der W&T eine sehr lange Tradition. Das hängt auch mit einer aussergewöhnlich guten Beziehung zu einem bedeutenden Kunststoffhersteller in der Schweiz zusammen. Kunststoffzerspanung klingt auf den ers-
Schon vor 30 Jahren investierte Werner Ehrat in die erste Nakamura Tome, die im Jahr 2024 durch die Nakamura-Tome WY-150 ersetzt wurde, v l.n r.: Werner Ehrat (Gründer und ehemaliger Inhaber der W&T Mechanik AG), Luca Flotzinger, Sven Vetterli (beide Mitinhaber der W&T Mechanik AG), Mathias Zavratnik (Verkaufsleiter, Mitglied der Geschäftsleitung der Walter Meier (Fertigungslösungen) AG) und Joel Remund (Maschinenoperateur, W&T Mechanik AG).
ten Blick einfach, ist aber das genaue Gegenteil –nämlich hochgradig anspruchsvoll. Das liegt unter anderem an der Vielseitigkeit der Kunststoffe. Die verschiedenen Kunststoffsorten verfügen alle über ein sehr spezifisches und unterschiedliches Zerspanungsverhalten. Das muss man beim Programmieren der CNC-Codes zwingend berücksichtigen. Ansonsten laufen die Masse schnell aus der Toleranz. Aber nicht nur das.»
Sven Vetterli: «Im Bereich der Kunststoffe bearbeiten wir unter anderem PEEK, POM, PE, PP, PPS bis PVC, PET und ganz neu borbasierte Polymere Darüber hinaus faserverstärkte Kunststoffe – zum Beispiel mit Glas-, Kohlenstoff- oder Borfasern –sowie Holzverbundmaterialien. Die Fasern können kurz, mittellang oder lang sein. Diese – nicht einmal vollständige – Aufzählung der Kombinationsmöglichkeiten zeigt, welche zerspanungstechnischen Herausforderungen täglich beim Bearbeiten unseres Kunststoffportfolios auf uns zukommen.»
Warum ist Kunststoffzerspanung so anspruchsvoll?
Drei Beispiele, die die Herausforderungen veranschaulichen:
W Bei verschiedenen Kunststoffarten weicht das Material der Werkzeugschneide aus. Dadurch wird nicht genau so viel Material abgetragen, wie man per CNC zustellt Das liegt an materialspezifischen Parametern, der Makro- und Mikrogeometrie der Werkzeugschneiden, Zustellparametern und Schnittgeschwindigkeiten. Deshalb ist es entscheidend, das Zerspanungsverhalten der Kunststoffe

Sie sind mit der Entscheidung der Neuinvestition in die Nakamura Tome WY150, die inklusive Teilehandling sehr kompakt baut, sehr zufrieden: Luca Flotzinger (re.), Sven Vetterli (li., beide Mitinhaber der W&T Mechanik AG) sowie Joel Remund (Mitte, Maschinenoperateur, W&T Mechanik AG).
genau zu kennen und die Schnittwerte erfahrungsgemäss an das Material anzupassen, um die Sollmasse sicher zu erreichen.
W Eine weitere Herausforderung stellen Kunststoffe dar, die ihr Volumen aufgrund von Luftfeuchtigkeit stark verändern. In diesen Fällen müssen die Toleranzen in Abhängigkeit von der spezifischen Luftfeuchtigkeit gefertigt werden. Der Umgang mit hydrophilen Kunststoffen erfordert viel Erfahrung – auch hier wissen die W&T-Spezialisten, wie sie die Zerspanungsparameter setzen müssen, damit die Sollmasse innerhalb der Toleranzgrenzen bleiben.
W Werkzeugverschleiss spielt bei reinen Kunststoffen praktisch keine Rolle. Sobald jedoch Kohlenstoff- oder Glasfasern oder abrasive Füllstoffe enthalten sind, kann der Werkzeugverschleiss schlagartig ansteigen. Zudem kann es bei endlosfaserverstärkten Kunststoffen zu Delamination kommen,
Böhm
tthias
Ma
B ild:
wenn die Zerspanungstechnologie (Werkzeugschneiden, Werkzeugmaterial (Diamant), Bearbeitungsrichtung, Bearbeitungsstrategie, Schnittwerte usw.) nicht exakt auf das Material und Werkstück abgestimmt ist.
Sven Vetterli: «Dank unserer langjährigen Erfahrung können wir auf das zerspanungstechnische Verhalten der Kunststoffe sehr gut reagieren. Was wir noch nicht angesprochen haben, ist das langspanende Verhalten vieler Kunststoffe, das der Prozesssicherheit als auch bedienlosen Fertigung nicht zuträglich ist. Hier bietet die Nakamura-Tome WY150 Spanbruchlösungen (Oszillierendes Drehen) an, die wir entsprechend einsetzen.»
Auch Metalle sind anspruchsvoll – aber besser dokumentiert
Sven Vetterli: «Die Metallbearbeitung macht rund 40 Prozent des Geschäfts aus. Auch Metalle zeigen unterschiedliches Zerspanungsverhalten und sind, gerade wenn es um Titan und hochlegierte Chromstähle geht, hochgradig anspruchsvoll betreffend Prozesssicherheit. Jedoch verfügen die meisten Fertigungstechniker und Werkzeughersteller in diesem Bereich über einen extrem breiten Erfahrungsschatz, auf den wir aufbauen können.»
«Bei den 40 Prozent Metallen, die wir bearbeiten, handelt es sich mehrheitlich um Aluminium, Chrom-Nickel-Stähle und Titanlegierungen. Ausserdem werden «normale» Stähle – meist für Hydraulikanwendungen – bearbeitet», sagt Luca Flotzinger
Warum die Wahl auf die Nakamura-Tome WY-150 fiel, erklärt Sven Vetterli wie folgt: «Eine Werkzeugmaschine muss in erster Linie auf die zu fertigenden
Anzeige






























Kunststoffteile produziert, doch als die SMM-Redaktion vor Ort war, wurden diese Komponenten aus Chrom-Nickelstahl gefertigt Geforderte Toleranzen innerhalb eines Hundertstel macht die WY-150 in Serie. B
Werkstücke ausgelegt sein, wobei der Schwerpunkt auf der Fertigbearbeitung mit integriertem Teilehandling liegt. Der Durchmesser der Werkstücke für die neue Drehmaschine liegt bei maximal 65 mm, die Länge unserer Werkstücke liegt typischerweise bei bis zu 200 mm, selten darüber hinaus. Aufgrund unserer kleinen Losgrössen musste das neue Multi-Taskzentrum zudem sehr flexibel und schnell umrüstbar sein. Auch ein sauberes Einzelteilhandling war uns wichtig. Das heisst keine fallenden Teile, um die geforderten Oberflächengüten sicherzustellen. Die Programmierung und Bedienung der CNC sowie der Automation sollte einfach und übersichtlich sein.»
Dass W&T erneut eine Nakamura-Tome durch eine Nakamura-Tome ersetzte, ist kein Zufall Die Ent-














scheidung basiert u.a. auf den hervorragenden Erfahrungen mit den bisherigen Nakamura-TomeMaschinen und der Schweizer Vertretung Walter Meier (Fertigungslösungen) AG.
Sven Vetterli: «Die Nakamura-Tome TW-20 war trotz ihrer 30 Jahre immer noch extrem zuverlässig. Sie war als Doppelspindler mit zwei Revolvern ausgelegt – ähnlich wie die neue Nakamura-Tome WY150.
Luca Flotzinger: «Wir besitzen ausserdem eine Nakamura-Tome NTJ-100 – auch diese Maschine läuft absolut vorbildlich. Da wir auch Werkzeugmaschinen anderer Hersteller in unserer Produktion haben, können wir die Stärken der NakamuraTome-Maschinen gut einordnen. Alle oben genannten Parameter, inklusive dem kompakten Aufbau der Nakamura-Tome WY-150 und unseren bisherigen positiven Erfahrungen mit den Multitaskmaschinen von Nakamura-Tome, haben uns schliesslich überzeugt.»













Moderne Fertigungsstrategien:
High-Performance-Cutting
Gegenüber der NT TW-20 wirkt die neue NT WY-150 fast filigran. In 30 Jahren WZM-Entwicklung hat sich einiges getan. Setzte man früher auf hohes Drehmoment und hohe Zerspankräfte, um ein hohes Zeitspanvolumen zu erzielen, dominieren heute hohe Beschleunigungen, hohe Drehzahlen und hochdynamische Dreh-Fräsprozesse (High-PerformanceCutting – HPC), die durch spezifische Fertigungsstrategien unterstützt werden. Das liegt unter anderem an der zunehmenden Komplexität und Filigranität der Bauteile. Deshalb werden moderne, auf HPC-Zerspanung fokussierte WZM-Konzepte so ausgelegt, dass weniger grosse Massen beschleunigt werden müssen.
Entscheidend ist auch die Werkzeugentwicklung, die das HPC-Verfahren überhaupt ermöglicht hat. Schneidkanten können dank Feinstkorn-Hartmetallen und Hochleistungsbeschichtungen positiver und schärfer ausgelegt werden. Das Resultat: weichere Schnitte, geringere Zerspankräfte und Drehmomente bei gleichzeitig höherem Zeitspanvolumen. Genau in diese Richtung gehen die Fertigungstechniker der W&T mit der neuen NakamuraTome WY-150.
Luca Flotzinger: «Einer der wichtigsten Aspekte in der Fertigung ist die Genauigkeit, das heisst die Toleranzfelder (bis IT06), in denen die Teile gefertigt werden müssen. Bei den Werkstückgrössen, die wir bearbeiten, sind wir bei IT06-Toleranzfeldern schnell im untersten Hundertstel-Bereich, den wir prozesssicher fertigen müssen. Die bisherigen Erfahrungen auf der Nakamura-Tome WY-150 waren schlicht hervorragend, die Wiederholgenauigkeit ist unschlagbar In der Kleinserienfertigung liegen die Toleranzfelder durchweg unter einem Hundertstel bis zu einer Bauteillänge von 200 mm. Das ist wirklich beeindruckend.»
Sven Vetterli: «Generell ist natürlich der Wärmegang der Maschinen beim Neustart am Morgen in diesem Kontext zu berücksichtigen. Nach dem Kaltstart am Morgen beträgt die Abweichung nach zirka 30 Minuten typischerweise 1/100 mm. Wenn sie dann auf Betriebstemperatur ist, hält die Maschine das +/- 0,5 Hundertstel Mass stabil. Diese Hundertstel-Variable planen wir am Morgen immer mit ein, sofern nötig.»
Mathias Zavratnik: «Diese Genauigkeit ist absolut bemerkenswert. Die Nakamura-Tome WY-150 von W&T wurde nämlich nicht mit Glasmassstäben ausgerüstet, was als Sonderoption erhältlich wäre. Die Wegmessung erfolgt somit indirekt per Drehgeber an den Kugelumlaufspindeln. Generell verfügen die Nakamura-Tome nicht nur über ein hervorragendes thermosymmetrisches Werkzeugmaschinenkonzept, sondern darüber hinaus auch über Thermosensoren, mit deren Daten die CNC-Steuerung mögliche thermische Mikroabweichungen

Die Maschinenevaluation führten die W&T-Verantwortlichen in mehreren fachlichen Gesprächen mit den Walter Meier Spezialisten, v l.n.r.: Luca Flotzinger (Mitinhaber, W&T Mechanik AG), Mathias Zavratnik (Verkaufsleiter, Mitglied der Geschäftsleitung, Walter Meier (Fertigungslösungen) AG), Joel Remund (Maschinenoperateur) und Sven Vetterli (Mitinhaber W&T Mechanik AG).
ausgleichen kann. Das Ergebnis zeigt sich letztlich am Werkstück.»
Sven Vetterli: «Matchentscheidend für uns war –neben der hohen Präzision und Prozesssicherheit - ein integriertes Handling, das nicht aufbaut, weil wir relativ wenig Platz in der Produktionshalle haben. Hier bot die Nakamura-Tome WY-150 definitiv die beste Lösung. Die Maschine ist mit einem integrierten Teilehandling ausgestattet, das die Teile sicher abgreift und sauber auf ein Band ablegt, damit die Oberflächen der Teile nicht beschädigt werden können.»
Werner Ehrat: «Das Linearhandlingsystem ist für das gesamte Teilespektrum, das wir auf der Maschine fertigen, sehr flexibel einsetzbar Meiner Meinung nach ist es eines der besten Handlingsysteme, die es in diesem Bereich gibt.»
Mathias Zavratnik: « Compact-Loader heisst diese Art des Handlingsystems, es handelt sich dabei um eine Eigenentwicklung von Nakamura. Die systemische Integration der Automationslösungen während der Entwicklungsphase der Werkzeugmaschine ist sicher auch der Grund, warum das Linearhandling dermassen platzsparend in die Maschine integriert werden kann. Ausserdem ist das gesamte Handling über die CNC-Steuerung programmierbar und sehr intuitiv zu bedienen. Die Maschinenhöhe bleibt unverändert, was bei eingeschränkten Raumhöhen, wie es bei W&T der Fall ist, entscheidend sein kann.»
Aufgrund der immer höher werdenden Komplexität der Komponenten setzt W&T konsequent auf CAM-Programmierung (SolidCAM). Dank des eigens entwickelten Postprozessors stimmt das CAM-Programm praktisch 1:1 mit dem NC-Code überein. Luca Flotzinger: «Das ist entscheidend bei unseren Simulationen, die wir im Vorfeld immer fahren. Sie müssen realitätsgetreu ablaufen. Hierfür haben wir die gesamte Maschine und die Zerspanungs-Peripherie digitalisiert. Von Walter Meier erhielten wir eine Basisdatei, die wir mit Werkzeug-

daten und Halterinformationen ergänzten Digital passt alles auf das Tausendstel – mechanisch sieht es natürlich leicht anders aus. Darüber muss man sich bewusst sein. Aber der digitale Zwilling ist gerade bei Prototypen und Kleinstserien ein Riesengewinn in Sachen Prozesssicherheit. Crashs gehören praktisch der Vergangenheit an.»
Sven Vetterli: «Dank der Simulation können wir erheblich effizienter programmieren, können die Prozesse überlagern. Mit Simulation geht man kein Risiko ein und fertigt alles sicher nacheinander Dank der Simulation nutzen wir den simultanen Eingriff beider Revolver konsequent aus Sowohl die Simulation als auch die Simultanbearbeitung reduziert die Bearbeitungszeiten erheblich, einige Teile fertigen wir jetzt doppelt so schnell.»
Im Vorfeld wurde das Thema Spanbruch angesprochen, das nicht nur im Bereich der Kunststoffbearbeitung ein wichtiges Thema ist Um den Spanbruch sicher zu gewährleisten, verfügt die NakamuraTome WY-150 über die Funktion des oszillierenden Zerspanens, seit etwa zwei Jahren.
«Bei duktilen Stählen und langspanenden Werkstoffen ist diese Funktion ein echter Game-Changer. Frequenz und Amplitude müssen an die jeweilige Zerspanungssituation angepasst werden. Je höher die Frequenz, desto kürzer der Span. Durch die os-

Der Compact-Loader legt die fertigen Bauteile sauber auf einem Band ab. Die komplette Automation ist in die WY-150 integriert. Zusätzlich zum orientierten Entladen der Fertigteile können mit dem Compact-Loader auch Rohteile geladen werden.
zillierende Amplitude entsteht ein Nullschnitt, der den Span zuverlässig bricht», so Mathias Zavratnik Sven Vetterli: «Entscheidend ist, dass die Amplitude auf Werkstoff und Applikation abgestimmt wird. In der bedienlosen Fertigung ist das ein riesiger Vorteil. Gerade beim Drehen entstehen oft Wirrspäne, die zu Unterbrüchen führen. Vor allem bei der Kunststoffbearbeitung – aber nicht nur – waren Wirrspäne eine tägliche Herausforderung. Mit der oszillierenden Zerspanung gehört das der Vergangenheit an. Wir setzen das oszillierende Zerspanen insbesondere beim Schruppen, in Einzelfällen auch beim Schlichten mit grossem Erfolg ein.»
Chatterfree-Funktion:
Drehen ohne Rattermarken
Eine weitere interessante Funktion der NakamuraTome WY-150 ist die Chatterfree-Funktion, die in der CNC-Steuerung integriert ist. Dabei handelt es sich um eine automatische Anpassung u.a. von Vorschub und Drehzahl, sobald Sensoren Vibrationen während des Zerspanungsprozesses erkennen sollten. Die Schnittparameter werden von der Chatterfree-Funktion leicht variiert, um sich aus dem Resonanzfrequenzfeld herauszubewegen. Mit dieser Funktion können Rattermarken in den meisten der Fälle automatisiert eliminiert werden.
Während der Evaluationsphase wurden zwei weitere Hersteller geprüft, die jedoch nicht zum Zug kamen. Unter anderem waren deren Handlingsysteme nicht so kompakt integriert wie bei NakamuraTome, wie Luca Flotzinger gegenüber der SMM-Redaktion sagt: «Wie Nakamura-Tome das Handling direkt in die Nakamura-Tome WY-150 integriert hat, ist absolut vorbildlich. Die Maschine baut extrem kompakt – gerade in der Schweiz ist das Verhältnis von Produktivität zu Platzbedarf entscheidend.»
Sven Vetterli: «Dazu kommt der wirklich hervorragende Service von Walter Meier (FL) – inklusive Ersatzteilservice. Die Zuverlässigkeit der Nakamura-Tome spiegelt sich im Support von Walter Meier wider Die Techniker haben unsere Anliegen stets kompetent, effizient und partnerschaftlich gelöst. Und ein grosses Lob geht auch an Mathias Zavratnik, der unser Teilespektrum und unsere Anforderungen exzellent analysierte – und mit der Nakamura-Tome WY-150 genau die passende Maschine für unser Fertigungsspektrum empfahl.» SMM
Luca Flotzinger: «Hierfür haben wir die gesamte Maschine und die Zerspanungsperipherie digitalisiert. Das ist entscheidend bei unseren Simulationen, die wir im Vorfeld immer fahren. Sie müssen realitätsgetreu ablaufen.» B ild:
W&T Mechanik AG Alte Buchserstrasse 7, 8108 Dällikon Tel. 044 847 30 90, info@wt-mechanik.ch wt-mechanik.ch
Walter Meier (Fertigungslösungen) AG Grindelstrasse 1, 8303 Bassersdorf
Ansprechpartner: Mathias Zavratnik, Verkaufsleiter Deutschschweiz Tel. dir. 079 219 98 81, Tel. 044 806 46 46 mathias.zavratnik@waltermeier.solutions waltermeier.solutions
Seit Anfang 2024 befindet sich eine Droop+Rein-Gantry-Maschine mit verfahrbarem Portal im Einsatz, die sehr grosse Werkstücke flexibel in einer Aufspannung bearbeiten kann.
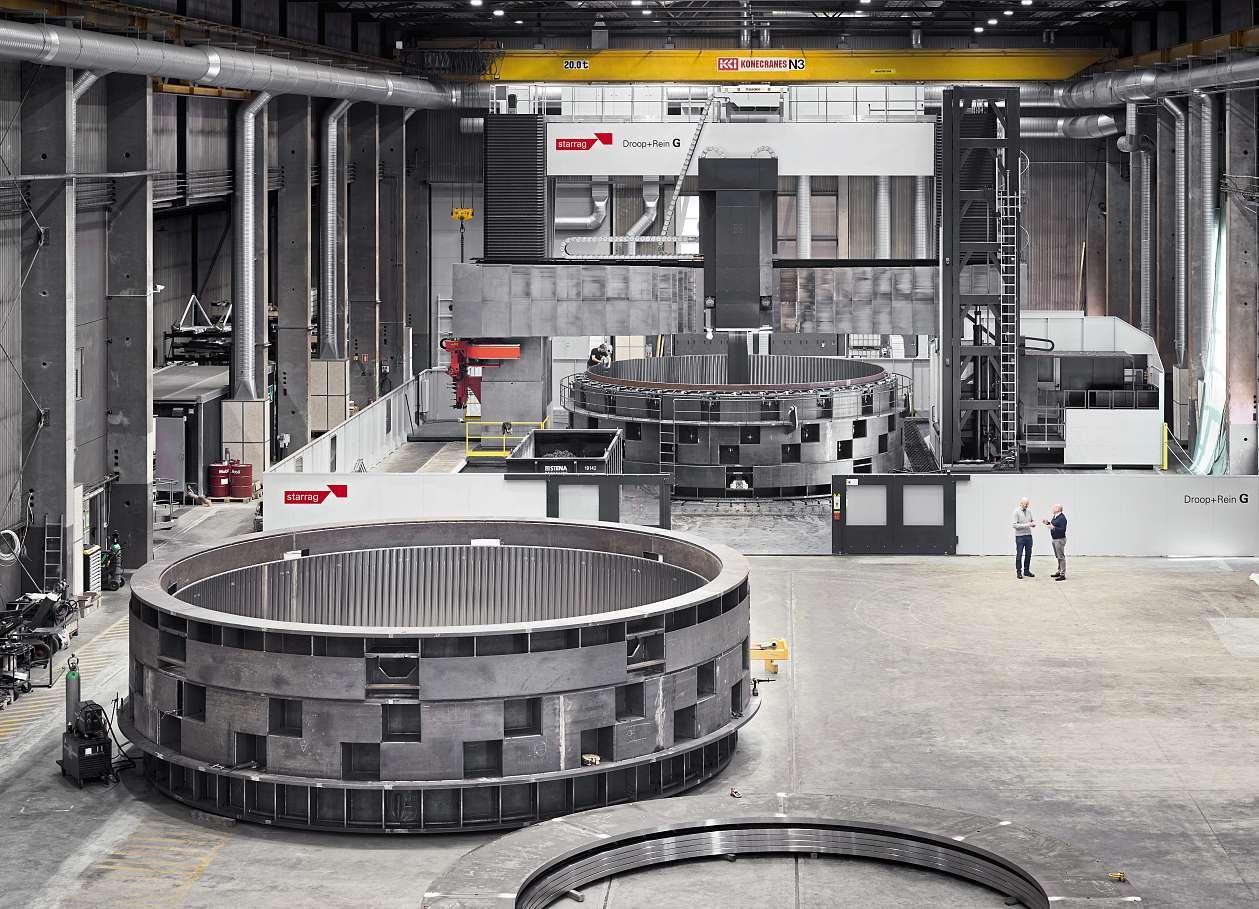
Das dänische Familienunternehmen Haco A/S schlägt mit zwei 870-Tonnen-Maschinen von Starrag ein neues Kapitel in der Fertigung von Offshore-Komponenten auf.
Dipl.-Ing. Nikolaus Fecht, Presseagentur
Die zweite Grossmaschine ist einsatzbereit – ein neues Fertigungsduo startete bei Haco A/S zum perfekten Zusammenspiel. Das dänische Familienunternehmen ist nun für die Windkraftzukunft gewappnet: Es kann riesige Rotorgehäuse und Bremsscheiben für Offshore-Windturbinen der 14- bis 15-MegawattKlasse noch effizienter und präziser bearbeiten.
Die süddänische Kleinstadt Rødekro in der Nähe der deutsch-dänischen Grenze entwickelt sich zum logistischen Dreh- und Angelpunkt für die OffshoreWindindustrie. Die Nähe zum Hafen von Esbjerg, dem führenden Offshore-Wind-Hub Nordeuropas, sowie zu den Häfen Aabenraa und Sønderborg ermöglicht effiziente Transportwege für Windkraftkomponenten. Ein aktuelles Beispiel für nachhaltige Logistik ist die enge Zusammenarbeit zwischen Haco und SM Industrie A/S, einem führenden An-
bieter von Windkraftkomponenten aus Stahl. Das neue Maschinenduo kommt zum Einsatz in einer Halle auf dem Betriebsgelände von SM Industrie.
Bereits seit Anfang 2024 im Einsatz befindet sich eine grosse Droop+Rein-Gantry-Maschine mit verfahrbarem Portal, die sehr grosse Werkstücke flexibel in einer Aufspannung bearbeiten kann. Seit Kurzem unterstützt sie eine ebenfalls sehr grosse Dörries-Portalmaschine mit feststehendem Portal und verschiebbarem Untersatz. Trotz aller Unterschiede basieren beide Maschinen auf den gleichen Kernkomponenten und vereinfachen so die Wartung und Bedienung.
Die neue Gross-Portalmaschine erweitert den Bearbeitungsbereich von Haco deutlich. Dank des
verbesserten Hauptantriebs und des vergrösserten Werkstückumlaufdurchmessers lassen sich nun massivere, geschweisste Rotorgehäuse sowie weitere Grosskomponenten präzise fertigen. «Unsere beiden Grossmaschinen – zwei wahre Giganten –sind jetzt in Produktion», freut sich Hubert Erz, der als Senior Consultant Sales/Renewables bei Starrag den süddänischen Lohnfertiger seit mehr als einem Jahrzehnt betreut. «Damit setzen wir einen neuen Massstab in der Bearbeitung von Werkstücken für getriebelose Windturbinen in den Leistungsklassen 14 und 15 Megawatt Im Fokus stehen dabei vor allem Rotorgehäuse, also Generatorgehäuse, und Bremsscheiben, die beide derzeit einen Durchmesser von rund 9000 mm erreichen und in einem Genauigkeitsbereich von +/- 0,1 mm gefertigt werden.»
Hier kommt die Präzision ins Spiel: Die Windkraftbranche fordert in ihren Lastenheften bei Grossbauteilen wie Rotorgehäusen und Bremsscheiben typischerweise enge Toleranzen. «Unabhängig von der Maschinengrösse kommt es darauf an, die Hauptkomponenten mithilfe moderner konstruktiver Werkzeuge präzise zu berechnen und zu dimensionieren», erläutert Erz. «Schon bei der Formgebung erreichen wir die erste statische Kompensation.» Hinzu kommen fein justierbare mechanische Komponenten und abschliessende elektronische Feinkorrekturen sowie ein exakt ausgelegtes Maschinenfundament, das statische und dynamische Lasten berücksichtigt.
Die Präzision steht und fällt mit der Automatisierung und Steuerung. Im Vordergrund stehen für Haco allerdings auch Produktionssicherheit und Kontinuität. Daher hat sich das Familienunternehmen bewusst gegen die neueste Siemens-Steuerung entschieden. Stattdessen setzt Geschäftsführer Henning Albrechtsen auf die bewährte Version: «Wir vertrauen auf bewährte Technologien. So sichern wir nicht nur die Produktionssicherheit, sondern auch die Flexibilität unserer Mitarbeitenden.»
Sicher ist sicher: Simulation komplexer Bearbeitungsabläufe
Der Geschäftsführer investierte stattdessen in die Programmierung und Simulation. Neue Postprozessoren mit integriertem Simulationsmodul der britischen Starrag-Tochter TTL erlauben es seinem Team, NC-Programme im Stammwerk zu erstellen und den Bearbeitungsprozess inklusive Messprogrammen vorab zu simulieren – ein Ansatz, der die produktive Maschinenlaufzeit erheblich steigert. Zudem erhielt die zweite Maschine ein modernes Magazinkonzept mit automatischem Be- und Entladen der Werkzeuge sowie sechs Bearbeitungsköpfe zum Drehen, Fräsen und Bohren, die eine flexible und präzise Bearbeitung von Grossteilen in einer einzigen Aufspannung ermöglichen.
Die beiden 870 Tonnen schweren Maschinen erforderten ein Fundament, das den enormen stati-

>>
Wir vertrauen auf bewährte Technologien. So sichern wir nicht nur die Produktionssicherheit, sondern auch die Flexibilität unserer Mitarbeitenden. <<
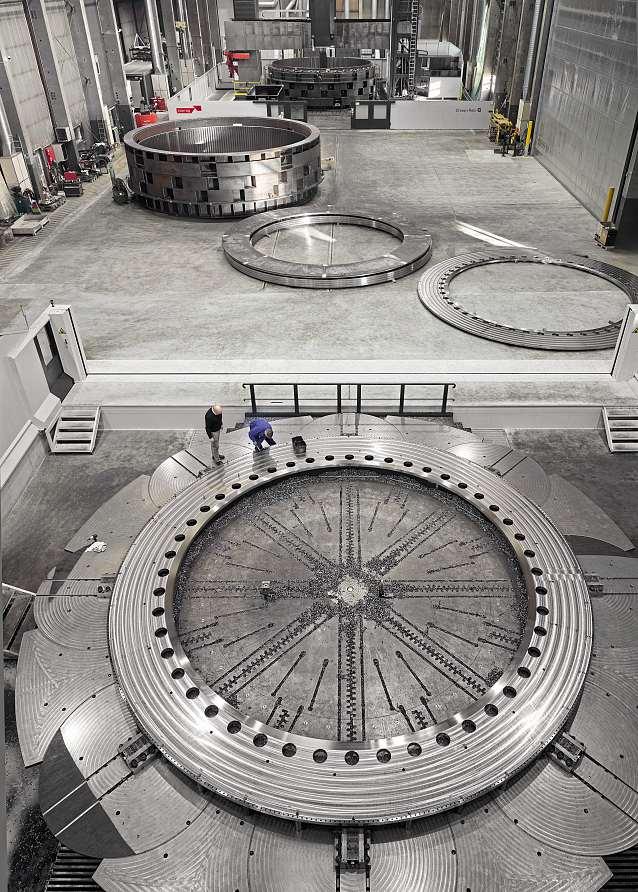
Hubert Erz, Senior Consultant Sales/Renewables bei Starrag: «Unsere beiden Grossmaschinen – zwei wahre Giganten – sind jetzt in Produktion.»

Die Dörries-Gross-Portalmaschine mit verfahrbarem Tisch ist für Werkstück-Umlaufdurchmesser von bis zu 15 Metern ausgelegt.

Die Dörries-Gross-Portalmaschine ist seit Ende 2024 im Einsatz.

Tisch wird ein maximaler Durchmesser von 15000 mm realisiert
B ild: Starr ag/Ralf Baumg ar te n
schen und dynamischen Belastungen gerecht wird und so die präzise Bearbeitung sichert. Deshalb traf Starrag bereits in der Konstruktionsphase umfassende Montage- und Handhabungsvorkehrungen, um den Transport und die exakte Ausrichtung der massiven Komponenten zu gewährleisten. Ein wesentliches Element ist die zweigeschossige Unterkellerung, die als stabile Basis dient und den Zugang zu zentralen Komponenten erleichtert Auch diese Herausforderung gingen Haco und Starrag gemeinsam an. Der Auftraggeber ist zufrieden: «Wir integrierten Aggregate im Fundament, sodass die Lärmemission nahezu entfiel – ein klarer Pluspunkt für die Arbeitsqualität.»
Nachhaltige Konzepte für die Windkraftbranche
Das neue Maschinenduo entstand in der StarragGeschäftseinheit LPMS (Large Parts Machining Systems) – einer Einheit, die sich auf innovative Fertigungslösungen für Grossteile spezialisiert hat und sich an den strengen Kriterien des VDMALabels «Bluecompetence» orientiert. Das wirkte sich auch auf dieses Projekt nachhaltig aus. Moderne, energieoptimierte Komponenten, fortschrittliche Antriebstechnik und die Rückspeisung
B ild: Starr ag/Ralf Baumgar te n
StarragTornos Group rechnet mit negativem Halbjahresergebnis, aber deutlich positivem Jahresergebnis 2025
Unter dem Druck der massiven geopolitischen Verwerfungen und der damit verbundenen rückläufigen Entwicklung in einzelnen Absatzmärkten rechnet die StarragTornos Group für das erste Halbjahr 2025 mit einem negativen EBIT und Reingewinn. Für das zweite Halbjahr 2025 geht die Gruppe aber von einer Verbesserung aus. Insgesamt rechnet StarragTornos mit einem deutlich positiven Jahresergebnis 2025. Ein klar besseres Halbjahresresultat als 2024 wird die Gruppe beim Free Cashflow erzielen.
B ild: Starr ag/Ralf Bau mg a rt en
In den vergangenen Monaten sah sich die StarragTornos Group mit grossen Herausforderungen konfrontiert. Auf die gesamtwirtschaftliche Entwicklung im DACH-Raum, die angespannte Marktsituation in den USA und die nachlassende Dynamik in der Uhrenindustrie hat die Gruppe mit gezielten Kostensenkungsmassnahmen und punktuellen Restrukturierungen in einzelnen Unternehmensbereichen reagiert. Dies wird sich im Laufe des Jahres positiv auf die Ergebnisse auswirken. An den Standorten in Vuadens und Moutier in der Schweiz sowie Chemnitz in Deutschland wurde Kurzarbeit eingeführt. Ihre gute Marktposition in der Luft- und Raumfahrt sowie in der Verteidigungsindustrie hat die StarragTornos Group im ersten Halbjahr 2025 behauptet.
Die Gruppe rechnet mit einer Umsatz- und Margensteigerung im zweiten Semester und einem insgesamt deutlich positiven Jahresergebnis.
Weitere Informationen: starragtornos.com
«Mit XXL-Effizienz in die Windkraftzukunft»
Den hohen Anforderungen der Windkraftbranche begegnet Henning Albrechtsen, Geschäftsführer von Haco, mit drei innovativen Strategien.
Herr Albrechtsen, warum setzen Sie auf die Kombination von Fräsen und Drehen in einer Anlage?
Henning Albrechtsen: Wir praktizieren die Komplettbearbeitung –also die Fertigung in möglichst wenigen Aufspannungen unter Einbeziehung von Drehen, Bohren und Fräsen – bereits seit Jahren mit unseren Dörries-Maschinen an unserem Hauptstandort in Barrit. Die dort gewonnenen Erfahrungen flossen direkt in die Planung unserer Anlagen in Rødekro ein. Je grösser die Werkstücke ausfallen, desto aufwendiger wird das Handling. Grund genug für uns, eine Spannvorrichtung zu entwickeln, mit der sich zum Beispiel Rotorgehäuse in einer Aufspannung fertig bearbeiten lassen.
Mit der Unterkellerung und dem neuen Layout gehen Sie neue Wege in der Produktion Wie wirkt sich diese Struktur auf Ergonomie und Wartungsfreundlichkeit aus?
H. Albrechtsen: Die gemeinsamen, intensiven Planungs- und Fundamentarbeiten verfolgten zwei wesentliche Ziele. Einerseits senken sie die Lärmemission, andererseits optimieren sie den Zugang zu sämtlichen Baugruppen der Maschinen. Dies ermöglicht schnelle Wartungs- und Reparatureinsätze und hält die Maschinenverfügbar-
überschüssiger Energie sorgen bei der Firma Haco im Werk in Rødekro für einen reduzierten Energieeinsatz. Diese Massnahmen senken den Materialverbrauch, reduzieren Abfälle und optimieren den Energieeinsatz – ein Wettbewerbsvorteil bei der Arbeit für Branchen, die auf Nachhaltigkeit setzen.
Die Investition in zwei Grossmaschinen bietet hervorragende Möglichkeiten für die Bearbeitung heutiger und zukünftiger Grosskomponenten der Windindustrie und anderer Branchen. Die bewusst ge-
AUTOMATEDFLUID MANAGEME
Mitdem digitalenFluid Management System Kühlschmierstoffe zuverlässigüberwachenu
I Vollautomatisches24/7-Messsystem
I FürindividuelleoderzentralisierteSysteme
I Konzentration, pH-Wert, elektrischeLeitfäh Temperatur onlineüberwachen

keit auf einem hohen Niveau – ein entscheidender Vorteil bei hohem Produktionsdruck Zudem konnten wir Aggregate direkt im Fundament, also im Keller, integrieren. Das senkte die Lärmemission weiter und verbesserte die Arbeitsqualität unserer Mitarbeitenden spürbar
B ild: Starr ag/Ralf Baumg ar te n

Henning Albrechtsen, Geschäftsführer Haco
Die Windkraftindustrie setzt zunehmend auf neue Materialien: Wie stellt Haco sicher, dass die Fertigung auch für zukünftige Werkstoffe optimal ausgerichtet ist?
H. Albrechtsen: Unsere bearbeiteten Komponenten – darunter Rotorgehäuse, Bremsscheiben und Statorbleche – bleiben überwiegend geschweisste Werkstücke, auch wenn diese künftig in grösseren Dimensionen gefertigt werden. Gleichzeitig hat sich unser Produktportfolio erweitert. Neben den traditionellen Teilen bearbeiten wir heute auch Gusswerkstücke, wie Generatorgehäuse und Adapterkomponenten zur Verbindung von Maschinenhaus und Turm. Damit sind wir optimal aufgestellt, um den Anforderungen der nächsten Generation von Windkraftanlagen gerecht zu werden.
Weitere Informationen: haco.dk
wählte flexible Ausführung und Ausrüstung beider Maschinen setzt so gut wie keine Grenzen für die Bearbeitung grosser Bauteile. Erz: «Der Mut von Henning Albrechtsen und seinem Team zahlt sich nun aus. Gemeinsam entstand ein neues Werk, mit dem unser dänischer Stammkunde auch künftige, grössere Generationen von Windturbinen- und XXL-Komponenten nachhaltig, effizient und zuverlässig fertigen kann.» (neu) SMM
StarragTornos Group AG
Seebleichestrasse 61, 9404 Rorschacherberg Tel. 071 858 81 11, info@starrag.com starragtornos.com


Anzeige








COOL 24/7

















Gehäuse aus duroplastischen Kunststoffen im Durchlauf auf einer mit Drahtgurt ausgeführten Strahlanlage zu entgraten erweist sich bei der Schaltbau GmbH in Aldersbach (D) als prozsssicher und wirtschaftlich.

Ein weltweit führender Hersteller elektromechanischer Komponenten zum sicheren und effizienten Schalten in Gleichstromanlagen hat seine Produktion automatisiert und entgratet nun Kunststoffgehäuse mit einer Drahtgurt-Durchlaufstrahlanlage. Vorteilhaft ist der nahezu halbierte Personalbedarf.
Die Schaltbau GmbH ist ein weltweit führender Anbieter von Gleichstromlösungen (DC). Die in München ansässige Unternehmensgruppe hat sich auf Produkte und Lösungen spezialisiert, die die Elektrifizierung in vielen Branchen vorantreiben. Anwender im Schienenverkehr vertrauen seit Jahrzehnten auf das umfangreiche Portfolio aus Schützen, Steckverbindern, Schaltern und Sicherheitskomponenten. Unter der Bezeichnung «Eddicy» stellt der Hersteller innovative Systeme zum sicheren und zuverlässigen Schalten und Schützen von Gleichstromanwendungen in den Bereichen Energie und E-Mobilität her Gefertigt werden die innovativen Produkte an mehreren Standorten in Deutschland (u.a. im bayerischen Aldersbach), in Europa, in den USA und in Asien
Automatisieren senkt Kosten
«Um am Standort Aldersbach weiterhin im globalen Wettbewerb konkurrenzfähig zu sein, ermitteln wir bei jedem Produktionsschritt Optimierungspotenziale, durch die wir Kosten senken können», berichtet Armin Voggenreiter, Director Operations Al-

Unter anderem für die Eisenbahntechnik entwickelt und produziert die Schaltbau GmbH kompakte und zuverlässige Schaltsysteme für Gleichstrom. B ild: Rösl er
dersbach bei der Schaltbau GmbH. Im Zuge eines Lean-Projekts wurde unter anderem die Fertigung der Gehäuseteile genau unter die Lupe genommen. Die Gehäuse werden aus Melamin- und Polyesterharz-Formmassen im Pressverfahren hergestellt Dabei entstehen verfahrensbedingt Grate, die entfernt werden müssen. Dies erfolgte bisher zeit- und personalintensiv manuell. Dafür war an jeder Pressmaschine eine Person im Einsatz Die Automatisierung der Entgratung bot daher deutliches Einsparpotenzial.
Über diese Aufgabenstellung haben die Projektverantwortlichen von Schaltbau mit zwei Anlagenherstellern gesprochen, deren Maschinen bereits in anderen Produktionsbereichen eingesetzt werden. «Darunter Rösler, das Unternehmen ist seit vielen Jahren unser Partner für Gleitschlifftechnik», konkretisiert Armin Voggenreiter
Zu den wesentlichen Punkten bei der Auswahl der Strahlanlage zählte, dass der Prozess schonend erfolgt, die Bauteile während der Bearbeitung nicht umgewälzt und Strahlmittelreste weitestgehend entfernt werden, bevor sie aus der Anlage kommen. «Für diese Aufgabenstellung konnte nur Rösler ein
er

Vermindert Personalaufwand: Ein optional angebautes Transportband bringt die vollständig entgrateten Gehäuse zurück zur Aufgabestation, damit das Personal sie dort entnehmen und ablegen kann.

Reste von Strahlmittel werden im Auslauf der kontinulierlich arbeitenden Anlage zuverlässig von den Kunststoffteilen abgeblasen
Anlagenkonzept vorstellen, das uns zugesagt hat», erinnert sich der Director Operations. Es handelt sich dabei um die flexible Drahtgurt-Durchlaufstrahlanlage RSAB 370-T1+1 zum Bearbeiten der Gehäuse im kontinuierlichen Durchlauf Die Strahlversuche zum Entgraten der Werkstücke wurden auf einem vergleichbaren System durchgeführt. Die überzeugenden Ergebnisse der Versuche waren ausschlaggebend für die Investition.
Nach dem Pressen werden die bis zu 350 x 215 x 45 mm messenden und bis zu 575 g schweren Gehäuse aus Duroplasten auf der Eingabeseite manuell auf das 370 mm breite, verschleissfeste Drahtgliederband aufgelegt.
Die Transportgeschwindigkeit durch die Anlage ist an die jeweiligen Werkstücke und Gratsituationen angepasst und in einem entsprechenden Bearbeitungsprogramm hinterlegt, das vom Bedienpersonal ausgewählt wird. In der Strahlkammer befinden sich zwei speziell zum Bearbeiten von Kunststoffteilen entwickelte Turbinen W32. Sie sind über beziehungsweise unter dem grobmaschigen Drahtgliederband platziert, sodass die Kunststoffteile in einem Durchlauf durch das Strahlmittel – ein Polyamidkorn – rundum entgratet werden. Während des Strahlprozesses wird entstehender Staub kontinuierlich abgesaugt Darüber hinaus sorgen die standardmässige Ablaseeinrichtung und die zusätzliche Druckluftabblasung im Auslaufbereich dafür,
dass auf den Bauteilen befindliches Strahlmittel weitestgehend entfernt wird.
Auf der Ausgabeseite gelangen die bearbeiteten Gehäusekomponenten über eine Rutsche auf ein separates Transportbandsystem, das sie zur Beladeseite zurückbefördert, an der sie manuell wieder abgenommen werden. «Durch die Strahlanlage konnten wir den zum Entgraten erforderlichen Personalaufwand um etwa 40 Prozent verringern», berichtet Armin Voggenreiter Für einen geräuscharmen Betrieb ist die Strahlanlage mit einer Schalldämmkabine eingehaust. Die damit einhergehende Verkürzung des nutzbaren Beladebereichs wurde im Anlagendesign durch einen verlängerten, einlaufseitigen Überstand des Drahtgliederbands ausgeglichen.

Aus duroplastischen Kunststoffen gepresste Gehäuse für elektrische Schaltsysteme sind nach dem Entnehmen aus den Pressformen sorgfältig zu entgraten.
Eine serienmässige, hocheffektive Strahlmittelaufbereitung mit Siebvorrichtung und Kaskadenwindsichtung gewährleistet, unterstützt durch die automatische Nachdosierung, dass das umlaufende Strahlmittelbetriebsgemisch stets in optimaler Korngrössenzusammensetzung konstant dem Strahlprozess zur Verfügung steht. Ein Antistatiksystem, bei der hier vorgestellten Anlage mit automatischer Nachdosierung ausgestattet, gehört zum Standard Mit diesem System wird das elektrostatische Anhaften von Stäuben und Strahlmittelkörnern an Werkstücken wirksam minimiert. Daneben ist es auch ein Element der zum Explosionsschutz relevanten Sicherheitsmassnahmen. Zusätzlich ist die Gesamtanlage mit einem entsprechenden Filtersystem ausgestattet. (kmu) SMM
Rösler Schweiz AG
Staffelbachstrasse 189, 5054 Kirchleerau
Tel. 062 738 55 00, rosler-ch@rosler.com rosler.com
Anwender:
Schaltbau GmbH
Dietmar-von-Ayst-Str. 10, D-94501 Aldersbach
Tel. +49 8543 30 80, aldersbach@schaltbau.com schaltbau.com

Effizienter mit mobilen Robotern
Omron präsentiert seine autonomen mobilen Roboter (AMR) OL-450S. Sie sind konzipiert, den internen Materialfluss in Fertigung und Logistik zu optimieren. Die kompakten Roboter bewegen sich omnidirektional. Sie verfügen über eine integrierte Hebeplatte, die bis 450 kg schwere Lasten heben kann. Sie wurden so ausgelegt, dass sie Rollcontainer, Wagen und Carts ohne Aufsatzvorrichtungen transportieren. Damit eignen sie sich, in der Automobil-, der Elektro- und der Lebensmittelindustrie sowie in der Medizintechnik den Materialfluss zu optimieren und effizienter zu verwirklichen. Ihre Ausstattung gewährleistet dabei ist eine weitreichende Arbeitssicherheit Aufwendig zu installierende Zusatzeinrichtungen in der betrieblichen Infrastruktur entfallen bei dieser Technlogie

Omron Electronics AG Blegistrasse 3, 6340 Baar Tel. 041 748 13 13, info-ch@omron.com industrial.omron.ch
Dazu sagt Peter Lange, Robotics Business Development Manager EMEA bei Omron Industrial Automation Europe: «Die Roboter OL-450S sind die nächste Evolutionsstufe der Plug-and-Play-AMR Sie lassen sich einfach implementieren, fügen sich nahtlos in bestehende Umgebungen ein und können sich problemlos an dynamische Produktionsbedingungen anpassen.» (kmu)
Effizienter und schneller in Fertigung und Logistik

Monotone, sich häufig wiederholende Tätigkeiten von Robotern ausführen zu lassen, entlastet Personal und schafft freie Kapazität für anspruchsvollere Aufgaben. Deshalb nutzt der Kunststoffspezialist Igus in seiner Fertigung und Logistik inzwischen umfassende Automatisierung. Mehr als 1500 Automatisierungsgeräte, unter anderem Cobots, autonome Fahrzeuge und Deltaroboter, arbeiten bereits. Für die nächsten zwei Jahre hat das Unternehmen bereits weitere 1000 Robotikanwendungen geplant. Zu den automatisierten Arbeitsschritten gehört beispielsweise das Entfernen von Angüssen und das Entgraten bei spritzgegossenen Kunststoffteilen. Sämtliche Systeme, die Igus in der Inhouse-Automation einsetzt, können andere Unternehmen nachbauen oder komplett aufgebaut bei sich in Betrieb nehmen. Basis dafür ist die Online-Plattform RBTX.de. Dort sind mehr als 1000 Low-Cost-Roboter und Komponenten, wie Greifer und Vision-Systeme, von über 200 Herstellern beschrieben, die sich nach dem Baukastenprinzip kombinieren lassen. Bevorzugt gehören dazu besonders wirtschaftliche Komponenten, wie der Gelenkarmroboter «ReBeL». Er besteht vollständig aus Kunststoff Bewegungen festzulegen ist dank einer intuitiven Software so einfach wie Computerspielen. Der Cobot eignet sich ideal für einfache Pick-and-Place Aufgaben und als Montagehelfer Bei Igus bohren solche Cobots unter anderem täglich mehrere tausend Gewinde in Gelenkköpfe Sie markieren Bauteile nach dem Extrudieren mit einer Tintenstrahl-Druckeinheit, die sie mit ihrer Roboterhand führen. Sie erweisen sich als so wirtschaftlich, dass bereits nach wenigen Wochen oder Monaten der Return-on-Invest gegeben ist. (kmu)
Igus Schweiz GmbH
Winkelstrasse 5, 4622 Egerkingen
Tel. 062 388 97 97, info@igus.ch igus.ch
Die einheitliche Datenschnittstelle SRCI (Standard Robot Command Interface), deren Entwicklung, Erweiterung und Pflege von PI (Profibus & Profinet International) übernommen wurde, ist Basis für einen einfacheren Einsatz von Robotern und damit einer flexibleren Produktion. Anwender benötigen wesentlich weniger Detailkenntnisse über den jeweiligen Roboterhersteller sowie die Handhabung und den Funktionsumfang des Roboter-Handbediengeräts.
Der Implementierungsprozess für Roboterhersteller wird jetzt mit dem Software Development Kit SRCI-SDK weiter vereinfacht. Sie können nunmehr schneller und einfacher einen Interpreter für SRCI entwickeln und verwirklichen. Aus dem Development Kit können sich Entwickler die erforderlichen Funktionen wie aus einem Baukasten herausgreifen und je nach geplanter InterpreterFunktionalität zusammenstellen und testen. Dazu erläutert Markus Leopold, SRCI Working Group in der PI: «Mit dem Software Development Kit reduziert sich der Entwicklungsaufwand um mehr als die Hälfte, da die SRCI-Funktionen nur noch mit den Firmwarefunktionen verknüpft werden müssen.»
In der Software der Schnittstelle SRCI wurden unter anderem Logging- und Diagnosemechanismen verbessert. Zudem wurden für Cobots spezifische sowie für die Sicherheit unabdingbare Funktionen ergänzt. Insgesamt interpretiert SRCI inzwischen über 126 Roboterfunktionen, die von einfachen Fahrbefehlen, wie lineare Bewegungen, bis zu komplexeren Befehlen zur Kraftregelung reichen. Das Development Kit wird fortlaufend optimiert, um künftig sämtliche SRCI-Funktionen zu unterstützen. (kmu)
Profibus Nutzerorganisation e. V Ohiostr. 8, D-76149 Karlsruhe Tel. +49 721 986197 49, info@profibus.com profibus.com

>> Ich gratuliere dem SMM-Team das mit viel Engagement über die technologischen und wirtschaftlichen Entwicklungen rund um den Werkplatz Schweiz berichtet herzlich zum grossartigen Jubiläum. Der SMM ist eine zentrale und äusserst wertvolle Plattform für alle Marktbegleiter. Wir freuen uns auch in Zukunft mit innovativen und Lösungen und Anwendungsbeispielen zum Mehrwert der Kunden beitragen zu dürfen. <<

bis 2.3x Bohr-Ø
• Rückseitige Bohrungsbearbeitung ohne Wenden des Werkstücks

>> Herzliche Gratulation! Seit 125 Jahren ist der SMM mehr als eine Fachzeitschrift – ein Vordenker für Innovation, Technik und Wandel.
Das Rückgrat der Schweizer Industriekommunikation! <<
Robert Ott, CEO der Robert Ott AG, CNC-Zerspanungstechnik, 5703 Seon
• Zuverlässiges Funktionsprinzip für Bohr-Ø 6.5 mm bis 21.0 mm
• Für den automatisierten Betrieb konzipiert
Halle 5 | Stand A08

Druckmessumformer der Reihe KM von Gefran eignen sich universell für mobile Arbeitsmaschinen und für Schienenfahrzeuge. Ihre Funktion basiert auf einem Dickschicht-Sensorelement, das auf einer Edelstahlmembran aufgebracht ist. Damit können sie zwischen 4 bis 1000 bar Druck messen. Sie sind bis 100V/m elektromagnetisch störfest Die Druckmessumformer stehen mit digitalen und analogen Ausgängen zur Verfügung Sie können mit einer Vielzahl unterschiedlicher Steckverbinder ausgestattet werden. Dazu gehören unter anderem Varianten nach EN 175301-803, 4P und AMP Superseal Mit der Zertifizierung SIL2 nach IEC 61508 erfüllen diese Sensoren die Norm für funktionale Sicherheit, die branchenübergreifend gültig ist. Nunmehr gibt es eine speziell für den Einsatz in Schienenfahrzeugen konzipierte Ausführung Rail der Druckmessumformer KM. Sie ist nach der Bahnnorm EN 50155 zertifiziert Die Druckmessumformer Rail verfügen über sämtliche Eigenschaften der Reihe KM. Sie haben 19 mm Durchmesser und sind nur 50 g leicht. Dank einer SMD-Elektronik und Gehäusen aus Edelstahl widerstehen die Sensoren Stössen bis 100 g und Vibrationen bis 20 g. Somit arbeiten sie auch unter rauen Betriebsbedingungen zuverlässig.
Sie eignen sich beispielsweise als Sensoren in der Pantographenregelung, in Kühlmittelumwälzpumpen oder in pneumatischen sowie hydraulischen Bremssystemen. Er verfügt über die umfangreichen Sicherheitszertifizierungen und Zulassungen der KM-Reihe. Sie können wahlweise in IP65, IP67 und IP69K Schutzart ausgeführt werden. (kmu)
Gefran Deutschland GmbH
Phillip-Reis-Str. 9a, D-63500 Seligenstadt Tel. +49 6182 80 90, vertrieb@gefran.de gefran.de
Time-of-Flight- (ToF-)Sensoren eignen sich generell, um Licht absorbierende und reflektierende Objekte zuverlässig zu erkennen. Sie detektieren nahezu unabhängig von Winkel und Geometrie der Objekte und Einbausituation des Sensors. Die aktuell von Baumer vorgestellten ToF-Sensoren vereinen diese Technologie mit spezifischer Optik und ausgefeilter Algorithmik. Anwendungsfelder sind die Intralogistik, der Gerätebau sowie die Solar- und die Halbleiterfertigung.
Mit den Varianten OT200 und OT330 erweitert der Hersteller sein bisheriges Programm ToF-Sensoren. Sie sind kompakt und wirtschaftlich. Sie haben bis 2,5 m Reichweite Rotlaser und Infrarotlaser stehen als Lichtquellen zur Verfügung.
Die Ausführung OT200 hat kleiner 2 mm Blindbereich auf ultraschwarz und bis 2 m Reichweite bei kleinsten Gehäuseabmes-
Absolutwertgeber der Reihe Acuro von Hengstler erfassen die Bewegungen und Positionen an Gelenken von Robotern und Cobots bei höchster Genauigkeit. Sie ermöglichen sogar im ausgeschalteten Zustand eine genaue Positionsbestimmung – ohne vorheriges Kalibrieren an einem Referenzpunkt. Je nach Anwendungsbereich und Erfordernissen stehen Anwendern Ausführungen als Absolut-Singleturnund als Absolut-Multiturn-Drehgeber zur Verfügung. Zudem gibt es Varianten zum Anbau mit und zum Einbau ohne Gehäuse Die beiden speziellen Varianten AD37 und AD58S entsprechen den Kriterien SIL3 (zertifiziert) und Performance Level e (PLe), Kategorie 3 (nach EN ISO 13849). Damit eignen sie sich ideal zum Einbau in Roboter und Cobots, die besonders strenge Forderungen hinsichtlich des Arbeitsschutzes erfüllen müssen Daten übertragen die Encoder über nur ein Kabel mit dem Datenprotokoll Acuro link. Mit letzterem werden unterschiedlichste Daten in Echtzeit über ein einziges Kabel gesendet – neben Positionsinformationen beispielsweise auch die Wicklungstemperatur des Servomotors, der den Roboterarm bewegt. Mit der Schnittstelle von Hengstler können zudem die Positionsdaten mehrerer Roboterachsen parallel an die Steuerung übermittelt werden. Da nur ein Kabel ausreicht, benötigen Maschinenbauer 50 Prozent weniger Leitungen und Stecker Zudem wird der Aufwand zum Installieren vermindert. Auch der bisher erforderliche Raum zum Einlegen von Kabeln erübrigt sich. Das sorgt dafür, dass Roboter wesentlich wirtschaftlicher verwirklicht werden können. (kmu)
Digana AG
Rosenbergstrasse 1, 8304 Wallisellen
Tel. 044 830 08 93, info@digana.ch digana.ch
Hengstler GmbH
Uhlandstrasse 49, D-78554 Aldingen Tel. +49 7424 89 545, info@hengstler.com hengstler.de

sungen. Sie lässt sich – ebenso wie die Ausführung OT330 – einfach installieren und wartungsarm betreiben. Die Variante OT 330 reicht bis 2,5 m weit, ist besonders wirtschaftlich und somit universell einsetzbar Für rasche Installation und Inbetriebnahme stehen 3D-CAD-Daten inklusive integriertem Strahlverlauf, die Ausrichtung der optischen Achse «qTarget» und das komfortable und reproduzierbare Teachverfahren «qTeach» zur Verfügung. Ein roter Lichtstrahl vereinfacht das Ausrichten der Infrarotlaser (kmu)
Baumer Electric AG
Hummelstrasse 17, 8501 Frauenfeld Tel. 052 728 11 22, sales.ch@baumer.com baumer.com

Die neuen Metall-Planetengetriebe 14GPT und 16GPT von Faulhaber sind robust und tolerieren häufige sowie plötzliche Lastwechsel. Die Getriebe arbeiten mit hoher Effizienz und lassen sich mit vielen unterschiedlichen Motoren kombinieren.
Die neuen Familienmitglieder der Metall-Planetengetriebe-Serie GPT von Faulhaber –14GPT und 16GPT – zeichnen sich durch ein hohes Drehmoment bei minimalem Volumen aus und eignen sich ideal für anspruchsvolle Applikationen mit begrenztem Bauraum.
Die «Kleinen» der Serie setzen auf das bewährte Konstruktionsprinzip der GPT-Getriebe, das extreme Kräfte zuverlässig übertragen kann. Dadurch wird nicht nur ein höheres Drehmoment erzielt, sondern auch eine besonders kurze Baulänge ermöglicht – ideal für Anwendungen, bei denen Platz eine zentrale Rolle spielt. Darüber hinaus erlaubt die optimierte Konstruktion eine höhere Geschwindigkeit von bis zu 24000 U/min, sodass der gesamte Drehzahlbereich des Motors effizient genutzt werden kann. Erweiterte Untersetzungsverhältnisse tragen zu einem verbesserten thermischen Verhalten bei und erweitern den Betriebsbereich des Getriebes Dank der erhöhten radialen und axialen Belastbarkeit können auch grössere Lasten problemlos bewältigt werden.
Um den Anforderungen an Zuverlässigkeit und Langlebigkeit gerecht zu werden, bestehen die neuen GPT-Getriebe vollständig aus gehärtetem Edelstahl Die geschweissten Verbindungen der Komponenten garantieren eine robuste und langlebige Konstruktion, ohne den Einsatz von Klebstoffen. Diese stabile Bauweise sorgt dafür, dass auch bei extremen Lasten eine zuverlässige Kraftübertragung gewährleistet ist.
Dank ihrer robusten Konstruktion und hohen Leistungsfähigkeit sind die neuen 14- und 16-GPT-Getriebe perfekt für Anwendungen in der Robotik, der Laborautomation oder der medizinischen Diagnostik geeignet. (neu)
Faulhaber SA
Zona Artigianale 8, Madonna del Piano 6980 Croglio Tel. 091 611 31 00, info@faulhaber ch faulhaber.ch
Schnelladapter, Rückschlagventile, Komponenten: WEH liefert die passende Verbindungslösung

Flansch, Stutzen oder Aussengewinde.
Mit den Schnelladaptern von WEH werden druckdichte Verbindungen in Sekundenschnelle und ohne Schrauben ermöglicht, was sie zur idealen Lösung für Dichtheits-, Funktions- und Drucktests macht. Diese Adapter tragen zu reibungslosen und effizienten Prüfprozessen bei – ob manuell oder automatisiert. Besonders in der Hydrauliktechnik senken Flat-Face-Kupplungen das Leckagerisiko erheblich und tragen somit wesentlich zur Systemsicherheit bei.
Das WEH-Portfolio wird zudem durch «baromax»-Ultrahochdrucklösungen ergänzt, die extremen Anforderungen unter anspruchsvollsten Bedingungen gerecht werden. Hinzu kommen langlebige Rückschlagventile, die als zuverlässiger Schutzmechanismus fungieren.
Ob Standardlösung oder massgeschneiderte Sonderanfertigung – WEH bietet stets eine Lösung, die maximale Sicherheit, Effizienz und Produktivität gewährleistet, unabhängig von der Komplexität der Anforderungen. (neu)
WEH GmbH Verbindungstechnik
Josef-Henle-Str. 1, D-89257 Illertissen Tel. +49 7303 9609 0, industry@weh.com weh.com
Mit dem neuen CRX-10iA/L Paint bringt Fanuc Europe den ersten explosionsgeschützten (ATEX-zertifizierten) Cobot für industrielle Lackieranwendungen auf den Markt. Der Fanuc CRX-10iA/L Paint Cobot ist ideal für alle Arten von Lackierprozessen, einschliesslich Nassspritzen und Trockenpulverbeschichtung, sowie für viele andere Anwendungsarten, die auch den Klebstoffauftrag umfassen.
Claude Seiler, Manager Products & Application, European Technical Support Robotics, hebt die Benutzerfreundlichkeit hervor: «Unser CRX-10iA/L Paint ist mit seinen einfachen Teach-Funktionen und der Drag-and-Drop-Funktionalität so konzipiert, dass keine Kenntnisse in der Roboterprogrammierung erforderlich sind.»

Reichweite von 1418 mm. Die Prozessflexibilität wird durch die Möglichkeit der Boden-, Überkopf- oder Winkelmontage erreicht. Die Unter-Kopf-Bewegung des Roboters erlaubt es, die Lackierpistole auch auf engem Raum zu bedienen.
Im kollaborativen Modus, bei dem der Anwender im gleichen Lackierbereich wie der Roboter arbeitet, ist eine Höchstgeschwindigkeit von 1000 mm/s gewährleistet. Befindet sich die Maschine in einer geschlossenen Lackierkabine, kann der Anwender den Hochgeschwindigkeitsmodus mit 2000 mm/s aktivieren. (neu)
Der sechsachsige Roboter Fanuc CRX-10iA/L Paint mit Schutzart IP67 bietet eine maximale Nutzlast von 10 kg und eine
Fanuc Switzerland GmbH Grenchenstrasse 7, 2504 Biel Tel. 032 366 63 63, info@fanuc.ch fanuc.ch
Laut MPDV greifen viele Manager bei der Umsetzung neuer Projekte auf Excel oder andere Tools zurück. Schnell geraten sie an Grenzen, da viele Programme die Bedürfnisse aus dem Projektmanagement nicht berücksichtigen. Das Unternehmen schliesst diese Lücke und bringt mit «Detailed Project Management» eine «Manufacturing App» (mApp) auf den Markt, die das Projektmanagement komplett digitalisiert.
Die neue Applikation entlastet Projektmanager, indem sie Projekte übersichtlich in Aufgaben, Arbeitspakete und die Rollenverteilung der Mitarbeitenden strukturiert. Relevante Dokumente, Nachrichten und Rückmeldungen sowie Budgets und Timelines verwaltet die Applikation zuverlässig und genau. Dank aktiver Benachrichtigungen ist die schriftliche Kommunikation im Team leicht zu überblicken.
V
Mit der neuen Applikation «Detailed Project Management» können Unternehmen aus Produktion und Fertigung das eigene Projektmanagement transparent und effizient gestalten. Das Tool ist auf die speziellen Anforderungen dieses Bereichs abgestimmt und kann auch abteilungsübergreifend eingesetzt werden. B ild:
Die MPDV Mikrolab GmbH wurde am 25. Februar 2025 mit dem Deutschen Fachkräftepreis 2025 in der Kategorie Ausbildung ausgezeichnet.
MPDV überzeugte die Jury mit seinem einzigartigen Nachwuchsförderungsprogramm «Smart Factory@School», das spielerisches Lernen («Gamification») gezielt zur Fachkräftesicherung einsetzt und konnte sich unter insgesamt 400 Bewerbern durchsetzen.
Geschäftsführerin Nathalie Kletti, die das familiengeführte Unternehmen in zweiter Generation leitet, betont die Bedeutung innovativer Lernmethoden für die Industrie 4.0: «Wir freuen uns sehr über diese Anerkennung. Sie zeigt, dass unser Engagement für die Ausbildung junger Talente wirkt und einen nachhaltigen Beitrag zur Fachkräftesicherung leistet. Gerade als mittelständisches Unternehmen im ländlichen Raum müssen wir kreativ und innovativ sein, um junge Menschen für technische Berufe zu begeistern. Unser Programm ‹Smart Factory@School› ist dabei ein wichtiger Baustein.»
Ein besonderes Augenmerk hat MPDV auf das Dashboard der mApp gelegt. Die klare Struktur erlaubt, den aktuellen Stand aller laufenden Arbeiten und Tätigkeiten zu erfassen. Durch fundierte Analysen behalten Verantwortliche Projektziele, Personalkapazitäten sowie Kosten im Blick und können fertigungsnahe Projekte im «Manufacturing Execution System» (MES) abbilden. Dank der Schnittstellen zu allen namhaften ERP-Systemen sind auch Projektdaten empfangbar So lassen sich geleistete Arbeitszeiten rückmelden.

Die Preisverleihung fand in Berlin in Anwesenheit von rund 180 Gästen aus Politik, Wirtschaft und Gesellschaft statt. Geschäftsführerin Nathalie Kletti nahm die Auszeichnung virtuell entgegen.
Weitere Informationen: mpdv.com/industrie-4-0/nachwuchsfoerderung
B ild: J. Konr ad Sc hmidt ( BFF Pr of es sional)
Eigenständige Projekt-Insellösungen gehören damit der Vergangenheit an, da die Digitalisierung der Prozesse nun auch für Projekte umgesetzt werden kann. In einer sich schnell verändernden Produktionslandschaft ist das ein entscheidender Wettbewerbsvorteil.
Die mApp «Detailed Project Management» ist die logische Weiterentwicklung einer digitalisierten Produktion, die Projektplanung, -durchführung und -Controlling miteinbezieht. Damit setzt MPDV sein Ziel, Produktionsunternehmen mit den passenden
Lösungen auf dem Weg zur Digitalisierung zu begleiten, konsequent um.
«Die neue mApp für das Projektmanagement ist verständlich aufgebaut, wodurch sich Tasks, Zeitpläne und alle relevanten Daten schnell erfassen lassen. Projektmanager brauchen keine unübersichtlichen Listen mehr führen, sondern können sich nun auf eine digitale Lösung verlassen. Dadurch steigt die Effizienzkurve bei Projekten steil nach oben», erklärt Bernd Berres, Chief Product Management bei MPDV (neu)
MPDV Schweiz AG Walzmühlestrasse 48, 8500 Frauenfeld Tel. 052 765 30 53, info.ch@mpdv.com mpdv.com
>> Herzlichen Glückwunsch zum 125-jährigen Jubiläum. Ein beeindruckender Meilenstein, der die wertvollen Beiträge über Neuheiten, Trends und Innovationen in unserer Branche würdigt. Möge der SMM weiterhin erfolgreich sein und noch viele Jahre bestehen. <<


>> Unsere Zusammenarbeit basiert auf gemeinsamen Werten. SMM und MSM sind die Referenzen der Schweizer Maschinenindustrie. Wir bewundern das Team und seinen Pioniergeist für Innovation und Kundenorientierung. Ich wünsche dem SMM-Team 125 weitere erfolgreiche Jahre! <<
Marco Cirfeta, Global Head of Sales & Marketing der Mikron Switzerland AG, Division Tool 6982 Agno
Wir entgraten und waschen für Sie! Mit Wasserstrahl-Hochdruck bis zu 850 bar.
Testen Sie uns!
www.mandatec.ch info@mandatec.ch +41 32 344 70 60
Inserateschluss: Freitag, 12:00 Uhr vor Erscheinungswoche erscheint 14-täglich, jeweils mittwochs Auskunft und Beratung: Telefon 044 722 77 00 media@vogel-communications.ch
Angehrn AG 9113 Degersheim37
ATE Antriebstechnik und Entwicklungs GmbH & Co. KG D-88299 Leutkirch51
B
Bachmann AG 8222 Beringen81
Brändle Werkzeugmaschinen GmbH 9536 Schwarzenbach SG81 Bystronic Laser AG 3362 Niederönz2. US
D
Dihawag 2504 Biel/Bienne4. US Dübit-Tech AG 8492 Wila81 E
Egloff Gravuren AG 5436 Würenlos81
EMUGE-Werk
Richard Glimpel GmbH & Co. KG D-91207 Lauf a.d.Pegnitz25 Erowa AG 6233 Büron59
F
Fehlmann AG Maschinenfabrik 5703 Seon5
H
Hans Eberle AG Metallwarenfabrik 8755 Ennenda41 Heule Werkzeug AG 9436 Balgach75
Jato-Düsenbau AG 6015 Luzern64–65 L
Lastech AG 5507 Mellingen61 Laemmle Chemicals AG 8322 Madetswil27
Mandatec 2500 Biel/Bienne9, 79 Mapal Dr. Kress SE & Co. KG D-73431 Aalen11 Martignoni & Co. AG 3110 Münsingen73
Motorex AG 4900 Langenthal71
Murrplastik AG 8253 Willisdorf29 Müller Biegetechnik AG 5313 Klingnau49 N Newemag AG 6274 Eschenbach33
Rego-Fix AG 4456 Tenniken43 Robert Ott AG 5703 Seon3 Rotor Tool GmbH 8618 Oetwil am See31
S Schwarz AG 9606 Bütschwil39 U Unisig GmbH D-72574 Bad
7 V Vargus (Schweiz) AG 6330 Cham45 Verein Deutscher Werkzeugmaschinenfabriken e. V. (VDW) D-60528 Frankfurt am
3 W Walter Meier (Fertigungslösungen) AG 8303 BassersdorfFlappe Wegmüller AG 8544 Attikon35 Wenk AG / SA 2540 Grenchen18–19 Z Zeintra AG 9500 Wil SG17
B
Baumer Electric AG 8501 Frauenfeld76
Blaser Swisslube AG 3415 Hasle-Rüegsau33 Bystronic Laser AG 3362 Niederönz42
D Digana AG 8304 Wallisellen76
F Fanuc Switzerland GmbH 2504 Biel/Bienne77 Faulhaber SA 6980 Croglio77 Fehlmann AG Maschinenfabrik 5703 Seon22
G Gefran Deutschland GmbH D-63500 Seligenstadt76
H Hengstler GmbH D-78554 Aldingen76
Redaktionell erwähnte Unternehmen
Igus Schweiz GmbH 4622 Egerkingen74 M
Mapal Dr. Kress KG 4588 Brittern56 MPDV Schweiz AG 8500 Frauenfeld78 O
Okuma Europe GmbH D-47807 Krefeld60 Olma Messen St.Gallen AG 9008 St. Gallen52 Omron Electronics AG 6340 Baar74 P Profibus Nutzerorganisation e. V. (PNO) D-76149 Karlsruhe74 R Rösler Schweiz AG 5054 Kirchleerau72
S
Schaltbau GmbH D-94501 Aldersbach72
Schrämli Holding AG 4614 Hägendorf48
StarragTornos Group AG 9404 Rorschacherberg68 Sumec AG 4704 Niederbipp46 T Tolus Group AG 4562 Biberist32, 60 U United Machining Solutions 3014 Bern54 W Walter Meier (Fertigungslösungen) AG 8303 Bassersdorf32, 62
W&T Mechanik AG 8108 Dällikon62
WEH GmbH Verbindungstechnik D-89257 Illertissen77
Inserateschluss: Freitag, 12:00 Uhr vor Erscheinungswoche erscheint 14-täglich, jeweils mittwochs
Auskunft und Beratung: Telefon 044 722 77 00 media@vogel-communications.ch
Nachfolge oder Partnerschaft gesucht: Maschinenbaubetrieb imTösstal
Ein gut etablierter kleiner Maschinenbaubetrieb mit vollständig eingerichteter Werkstatt im Tösstal bietet eine attraktive Gelegenheit zur Nachfolge oder Mitbenutzung. Das Angebot im Überblick:
• Entwicklung und Vertrieb eigener Produkte mit weltweitem Einsatz - insbes. in der Verpackungsindustrie
• Solide technische Infrastruktur mit Ausbaupotenzial
• Breiter und langjähriger Kundenstamm
• Ideal als solide Existenzgrundlage für eine fachkundige Person oder als sinnvolle Ergänzung zu einem bestehenden Betrieb
Diese Chance richtet sich an engagierte Fachleute aus dem Maschinenbau oder verwandten Bereichen, die unternehmerisch tätig sein wollen oder ihre bestehenden Kapazitäten sinnvoll erweitern möchten. Die Übergabe kann flexibel gestaltet werden. Interessenten melden sich bitte unter: Bruno Dübendorfer • dübi-tech ag Maschinenbau
Huebwiesstrasse 4 • 8492 Wila • dtech@bluewin.ch
Tel. 052 / 385 32 25 • Fax 079 / 742 73 65
Wir bieten Ihnen termingerecht und preiswert folgende Tätigkeiten: preiswer
Konstruktion (CAD/3D)
Elektroplanung und Entwicklung
Steuerungsbau
Revisionen / Modernisierungen
Schlosser- / Schweissarbeiten
Mechanische Zerspanung Malerei
Zusammenbau / Montage (Mechanik, Elektrik, Pneumatik, Hydraulik)
Viel Platz für Herstellung und Montage Ihr zuverlässiger Partner seit 1962

Bachmann AG Beringen Grafensteinweg 6 8222 Beringen www.swisscrane.ch
Tel. 052 687 60 60
Preiswerte
Werkzeugmaschinen:
• Drehmasch. HARRISON M350, 200 × 1500 mm, DIGI; ANGELINI AS 125; URSUS 20, 200 × 1000; REIDEN, 200 × 1000;KNUTH Servoturn 560 × 2000 mm; SUNMASTER 250 × 1000 mm
• CNC-Drehmaschine BENZIGER TNE-V1 Sinumerik 840D
• Radialbohrmaschine STANKO 2M55, ∅ 50 mm, 1600 mm
• Bohrmasch. ALZMETALL AB3, MK-3; SUPER CONDOR 40, MK-4, ∅ 40 mm; SERRMAC Digit, MK-4, ∅ 40 mm; HM 32, MK-3, ∅ 32 mm
• Bandsäge-Halbautomaten IMET BS 300; CARIF 320 BSA VAR-E + 260 BSA
• Bandsäge-Automat KASTO SBA 260, ∅ 260; Vertikalsäge JAESPA AS 6
• Kreissägen OMP 350 Halbautomat; Messbahn MECAN 4 m motorisiert; KALTENBACH Alu SKL 350; KALTENBACH KKS 400 E
• CNC-VMC MAHO MH 400T 400/375/250 mm; DECKEL DMU 103 V 1000/600/600 mm; MIKRON WF 40 C, 600/600/460 mm TNC 155; MIKRON UM 600 TNC 410
• CNC FEHLMANN Picomax P 60 M CNC, 500/350/610, ISO 30,10'000 min-1 , TNC 426; FEHLMANN Picomax 51 CNC, X/Y/Z 420/240/120 mm, 9000 min-1 , TNC 155, 4. Achse
• CNC ALU VMC EMMEGI Satellite XL, 6650/800/500 mm m. CNC ISAC 200 IHS
• CNC Bearb. CNC-Step Raptor X-SL S-1200 Portalfräs.; KUNZMANN WF 3/4 TNC320
• Fräsmaschinen LUNAN X8140, 500/350/400 mm, mit Digital; AVIA FNC 25, SK30, 420/200/330, mit Digital
• Stanze GEKA Hydracrop 70/SD; Stanzpresse ATOM SE 16 t
• Rundbiegem SCHWARTMANNS 1020 × 1,5 mm; HÄUSLER 2000 × 6 mm
• Tafelscheren HÄMMERLE 4000 × 10 mm, Hinteranschl. 1000 mm; RAS 1020 × 2 mm; HATEBUR 3000 × 13 mm; PROMECAM 4000 × 8 + 3000 × 10mm
• Entgratmaschine ERNST NEPTUN 1500 mm; RSA STL
• Kantenfräser SCHALLBERGER
• Abkantpress. HÄMMERLE 2500 mm × 100 t; PROMECAM 2500-75; GUIFIL 25-60
• Tafelscheren AMADA GP 425 2500 × 4 mm; VON ARX 2000 × 4 mm; IMEX 3000 × 4 mm
• Hydr. Presse BENEDETTI C-Presse 50 t; Kompressor CECCATO 300 lt/min
• Schere + Abkantpr. 2 in 1 Combi 2040 × 6 mm bzw. 3050 × 6 mm × 100 t, neu
• div. Schweissmasch. MIG; TIG; PLASMA; Temperaturschr. WEISS KPW 64
• Schweisstische YAHANDA z. B. 1000 × 1000 od. 1200 × 2400, neu
• Messtisch Granit, 250 × 125 × 25 cm; Messprojektor SCHNEIDER ST 360 V
• Zentrumbohrmaschine ZENTRIX, neu
Weitere Maschinen neu und gebraucht auf www.braendle-gmbh.ch
www.facebook.com/ smmredaktion

Brändle Werkzeugmaschinen GmbH Bahnhofstrasse 4, CH-9536 Schwarzenbach Tel. 071 923 23 80, info@braendle-gmbh.ch www.braendle-gmbh.ch

Seien auch Sie dabei, präsentieren Sie sich mit einem Firmenporträtals Technologieunternehmen desWerkplatzes Schweiz !
IMPRESSUM
SMM Schweizer Maschinenmarkt
SMM, die Nummer 1 der Schweiz*
*Der SMM ist die umsatzstärkste Industriezeitschrift der Schweiz. Quelle: Werbeträgerstatistik der vertriebsunion meynen GmbH & Co. KG, http://www.vertriebsunion.de, 125. Jahrgang Beglaubigte Auflage (WEMF, 2020); Verkauft: 1382, Gratisauflage: 3524; ISSN 0036-7397
Geschäftsleiter/Publisher
Matthias Böhm
Verlag
Vogel Communications Group AG Seestrasse 95, 8800 Thalwil Tel. 044 722 77-00, Fax 044 720 10-78 media@vogel-communications.ch; www.smm.ch
Redaktion
Matthias Böhm (böh), Chefredaktor Tel. -91, matthias.boehm@vogel-communications.ch Nastassja Neumaier (neu), Stv. Chefredaktorin Tel. +41 79 392 46 14, nastassja.neumaier@vogelcommunications.ch Konrad Mücke (kmu), Redaktor Tel. -28, konrad.muecke@vogel-communications.ch Autor/innen sind namentlich zu Beginn des Beitrags genannt. Beiträge, die von der Redaktion redigiert wurden, sind mit einem Redaktionskürzel am Ende des Beitrags gekennzeichnet.
Hinweis: Die Redaktion richtet sich bei allen Schreibweisen nach den Empfehlungen des Dudens. Firmen- und Produktnamen werden deshalb wie normale Substantive geschrieben – also ohne Versalien, Kursivstellungen oder Mittelinitiale. Produktion/CvD
Barbara Gronemeier, Tel. +41 44 722 77 73, barbara.gronemeier@vogel-communications ch Konzeption & Layout
Alexandra Geißner, Tel. +49-931-418-2736
Marketing und Vertrieb
Abetare Yaves
Valeria Carballo
Tatiane Gonçalves-Dornheim
Leserservice / Abonnementsdienst Telefon: 044 722 77-88
E-Mail: abo@vogel-communications.ch DataM-Services GmbH, Max-Planck-Str. 7/9, D-97082 Würzburg
Registergericht Würzburg, HRB 6071
Managing directors: Matthias Bauer, Günter Schürger
Inserate-Verkauf
Abetare Yaves, Tel. -80, abetare.yaves@vogel-communications.ch
Verkauf:
Loris de Cia, Tel. 079 374 32 70, loris.decia@vogel-communications.ch, Margaux Pontieu, Tel. 079 938 50 24, margaux.pontieu@vogel-communications.ch
Julia Mirsberger, Tel +41 44 722 77 12, julia.mirsberger@vogel-communications.ch Stephan Knauer, stephan.knauer@vogelcommunications.ch, Tel. +41 79 814 82 49
Die in dieser Zeitschrift publizierten Inserate dürfen von Dritten weder ganz noch teilweise kopiert, bearbeitet oder sonst wie verwertet werden. Ausgeschlossen ist insbesondere auch eine Einspeisung auf Online-Dienste, unabhängig davon, ob die Inserate zu diesem Zweck bearbeitet werden oder nicht. Der Verleger und die Inserenten untersagen ausdrücklich die Übernahme auf OnlineDienste durch Dritte. Jeder Verstoss gegen dieses Verbot wird vom Verlag rechtlich verfolgt.
Auslandvertretung Italien
Ferdinando Salaris, Via Rimembranze 1, 20026 Novate Milanese Tel. +39 3388 28 50 21
Auslandvertretung Österreich
Technik & Medien, Verlagsges.m.b.H. Traviatgasse 21-29/8/2, AT-1230 Wien Tel. +43 1 876 8379 0, Fax +43 1 876 8379 15
Informationen:
maschinenmarkt.ch/smm-technologiestandort/
Auslandvertretung USA, Kanada und UK Vogel Europublishing inc., Mark Hauser, Ashbourne Circle San Ramon, CA 94583, Tel. 001 925 08 03 12 65
Erscheinungsweise
Der SMM Schweizer Maschinenmarkt erscheint 18x im Jahr
Manuskripte und Nachdruck
Mit der Annahme eines Manuskriptes hat der Verlag das Recht zum Abdruck in seinen Fachorganen, zur Übersetzung in andere Sprachen und zur Speicherung in elektronische Datenbanken erworben. Für unaufgefordert zugesandte Manuskripte und Fotos kann keine Verantwortung übernommen werden. Der Nachdruck von Fachbeiträgen bedarf der schriftlichen Zustimmung durch die Redaktion
Abonnement
Inland: Fr. 160.– (inkl. MwSt.) für ein Jahr mit SMM GUIDE (Jahresausgabe/Einkaufsführer)
Annahmeschluss
Empfehlungsinserate: 10 Arbeitstage vor Erscheinen der Nummer; Stelleninserate, Freie Kapazitäten, Verschiedenes, Occasionsinserate: Montag vor Erscheinen, 8.00 Uhr
Druck und Ausrüstung
AVD Goldach AG, CH-9403 Goldach, Tel. 071 844 94 44
Fragen zur Produktsicherheit produktsicherheit@vogel.de



Point de mire
United Grinding Group et GF Machining Solutions deviennent
Pomoca automatise un maillon clé de sa production
United Machining Solutions P.08
Intelligence artificielle
Protection de la vie privée à l'ère de la surveillance P.42
Techniques de production

Tournage efficace et sans vibrations P.44 Dossier robotique P.27
22. –26.09.2025
Halle 11 Stand E45

S31 avec insertLoad –Lapolyvalente pour les grandes tâches.
S41 –Lapolyvalente pour les tâches de rectification complexes. favoritCNC –Lehit en matière de prixpour les applications lesplus importantes.
S131 Radius –L'experte pour la rectification intérieureetderayons PREMIÈREMONDIALE –Nouvelle rectifieusecylindrique universelle. studer.com



Ces derniers mois n'ont pas été de tout repos pour notre industrie et notre monde. Alors que la conjoncture économique est toujours morose, les entreprises sont dans l'attente d'une reprise. Il est temps de faire une pause estivale et de recharger nos batteries !

La baisse conjoncturelle que traverse notre industrie dure depuis bientôt deux ans. Les causes sont multiples, parfois si imbriquées qu’elles en deviennent difficiles à saisir sur la durée. Pourtant, nous les connaissons bien : une surproduction post-Covid qui a perturbé les chaînes d'approvisionnement, suivie d’un ralentissement économique mondial, notamment chez certains partenaires historiques de la Suisse, comme l'Allemagne et sa crise automobile, ou la Chine dont la baisse drastique des importations pèse lourd (les exportations horlogères suisses vers la Chine ont chuté de 25 % l’année dernière)
À cela s’ajoutent la guerre en Ukraine, qui a entraîné une hausse des coûts énergétiques, un franc fort qui complique notre compétitivité à l’international, et des taxes américaines, sur lesquelles Trump joue depuis quelques mois, qui n’aident en rien à envisager une reprise forte et durable. Prudence et attentisme définissent donc la situation que nous vivons aujourd’hui.
Pourtant, plusieurs signaux encourageants nous laissent espérer une sortie de cette période délicate. D’abord, le RHT prolongé à 18 mois permet à de nombreuses entreprises de garder la tête hors de l’eau. Ensuite, les accords bilatéraux signés avec l’Inde et l’accord de libre-échange avec le Mercosur offrent une bouffée d’oxygène bienvenue pour notre branche Les événements qui nous ont rassemblés en ce début d’année ont eux aussi apporté une note positive : la fréquentation, tant en nombre d’exposants que de visiteurs, a dépassé les attentes, et la morosité annoncée n’était finalement pas au rendez-vous. Innoteq, le Congrès MSM ou encore l’EPHJ ont ainsi été de véritables lieux d’échanges et d’optimisme, porteurs d’espoir pour la suite Swatch Group, de son côté, vient d’affirmer que pour la seconde moitié de l’année, « des premiers signes positifs d’amélioration sont visibles ». Le groupe entend d’ailleurs miser sur l’intelligence artificielle pour dynamiser sa croissance et prévoit de lancer cet été un service de personnalisation de montres Swatch reposant sur une technologie IA baptisée AI-DADA. Alors, en attendant de voir ce que la fin de l’année nous réserve, je vous souhaite de savourer ce numéro du MSM sous le soleil… et un très bel été à toutes et à tous !

2– 4SEPTEMBRE 2025 ÀBERNE


• ÉNORME PORTÉE
• NUMÉRIQUE ET IMPRIMÉ
• DISTRIBUTION AUX EXPOSANTS ET VISITEURS
• 15 000EXEMPLAIRES LON LINGU
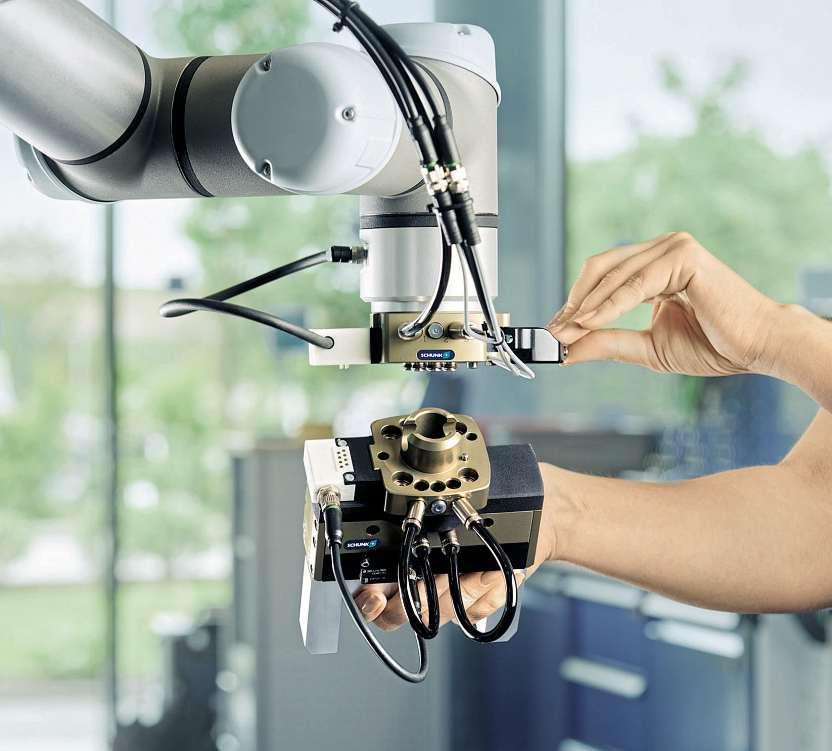
3 Soufflez, c'est l'été !
6 The Ark : 110 entreprises accompagnées en 2024
8 United Grinding Group et GF Machining Solutions deviennent United Machining Solutions
10 Swissmem décide d’approuver les Bilatérales III
12 Swissmem salue l’accord de libre-échange avec le Mercosur
14 NPR: projets de coopération industrielle
16 Le système de production microtechnique pris en tenaille
18 Coworking Blockchain Neuchâtel inauguré avec succès et le Paradigme Bitcoin 2025 affiche complet
21 Le Microtech Booster devient CoBooster: une nouvelle étape pour l’innovation collaborative en Suisse
22 SIAMS 2026: infatigables et toujours en recherche d’excellence
24 EPHJ 2025 : interview du lauréat du prix des exposants

TOURNAGE EFFICACE ET SANS VIBRATIONS P.44

36 Pomoca automatise un maillon clé de sa production
INTELLIGENCE ARTIFICIELLE
42 Protection de la vie privée à l’ère de la surveillance
TECHNIQUES
44 Tournage efficace et sans vibrations

46 Silex : 1ère micro-machine suisse industrialisée en série avec une commande numérique Fanuc
48 Une gestion révolutionnaire de l’huile de coupe
49 Répertoire des annonceurs
49 Répertoire des entreprises
50 Dernière minute : Le groupe Acrotec rend hommage à Boris Petitpierre
50 Impressum
TECHNIQUES DE PRODUCTION P. 46
Silex : 1ère micro-machine suisse industrialisée en série avec une commande numérique Fanuc

DOSSIER ROBOTIQUE
27 Automatisation avancée : la robotique au cœur de l’industrie
28 DIY Cobot-Handling : une solution robotique très intuitive
31 Smith+Nephew mise sur la sécurité et la performance avec l’automatisation Fanuc
33 Grand PLUS pour les robots !


En 2024, la Fondation The Ark a célébré ses 20 ans, marquant deux décennies d'engagement au service de l'innovation et de l'entrepreneuriat en Valais. Cet anniversaire s'est traduit par des projets concrets entre entreprises et étudiants valaisans De manière générale, 110 entreprises ont bénéficié de l'accompagnement de The Ark en 2024, dont près de 70 % de PME.
Au niveau des start-up, le millésime 2024 a été marqué par Depoly, lauréate du Top100 suisse. Une première pour une jeune entreprise valaisanne, et surtout une fierté pour tout l'écosystème de soutien à l'entrepreneuriat en Valais. C'est ce qui ressort du rapport d'activités de The Ark, qui vient d'être publié.
L'an dernier, 92 % des moyens de la Fondation ont été investis dans des projets
avec des entreprises valaisannes Au total, 34 start-up et 76 PME ont bénéficié de conseils, d'accompagnement et de financement de prestations. Ces entreprises évoluent dans différents domaines, avec un focus particulier sur les sciences de la vie, l'énergie, la durabilité et la digitalisation.
Parmi ces projets, l'entreprise Axama (Collombey-Muraz) a bénéficié de l'aide de The Ark pour robotiser ses chaînes de production de portes de métros, exportées dans le monde entier H55 constitue un autre exemple de réussite L'entreprise
sédunoise a pu faire certifier son système de batteries électriques pour l'aviation. Son avion de démonstration, qui a parcouru la Suisse l'an dernier, est actuellement en tournée aux États-Unis.

Du côté des start-up, outre Depoly (désignée start-up la plus prometteuse de Suisse pour son procédé de recyclage du PET), plusieurs jeunes pousses de l'Incubateur The Ark se distinguent sur la scène nationale et internationale, à l'image de Depoly, start-up de l’année 2024, est l’une des 34 start-up accompagnées par The Ark. S our ce : The Ark
WattAnyWhere, dont les démonstrateurs de stations de recharge au bioéthanol sont déployés dans plusieurs pays. « Ces succès entrepreneuriaux sont de belles récompenses pour ces entreprises, et une fierté pour les personnes qui les accompagnent du côté de The Ark comme de Promotion économique Valai », souligne Frédéric Bagnoud, secrétaire général de la Fondation The Ark.
300 étudiants au contact des PME valaisannes The Ark est le fer de lance de l'innovation valaisanne depuis 2004. En 20 ans, plusieurs centaines d'entrepreneurs ont fait appel à ses services. « Pour marquer cette année anniversaire, nous avons décidé de mettre en avant la jeune génération, afin de lui rappeler les possibilités d'innover en Valais. » Des workshops ont ainsi réuni 300 étudiants valaisans et une dizaine de PME. Chaque classe a travaillé sur des projets de développement concret pour les entreprises. « Les résultats ont été présentés en décembre dernier lors d'une soirée festive, qui a permis un mélange des générations », rappelle Frédéric Bagnoud. Une vingtaine de vidéos promo-
tionnelles d'entrepreneurs valaisans ont également été diffusées sur les réseaux sociaux, afin de montrer la richesse du tissu industriel cantonal.
Durant l'année écoulée, The Ark a aussi relooké son image de marque et lancé un nouveau site internet. Quant à son rapport d'activités, disponible dès maintenant, il est dorénavant consultable uniquement en version digitale, afin d'amener davantage d'interactions avec le lecteur L'année 2024 a été bien remplie, et les suivantes promettent également beaucoup. « The Ark va poursuivre, inlassablement, son travail de soutien au tissu économique et aux entrepreneurs. En ces temps incertains pour l'économie, l'innovation reste à notre sens la clé de la résilience de notre économie », conclut Frédéric Bagnoud. MSM
Fondation the Ark
Rue de l'Industrie 23, 1950 Sion
Tél. 058 332 21 20, info@theark.ch theark.ch
LegroupeTOLUSréunitlescompétencesprofessionnellesdetroisfournisseursétablisetprospèresdesolutions globalesdansledomainedel’industrie delafabricationsousunmêmetoit.
Avec desmarques fortes, nous couvrons de manière optimaleles besoinsdel’industrie.Nousmettons l’accent sur la précision, la qualitéetlafiabilitépourrépondre aux exigences lesplusélevées. Grâce àdes idées innovantes, une gestion moderne et desréflexions durables, nous sommes l’entreprise partenaireidéale.
Ensavoirplus surnous:
TOLUSGroupAG
Grüttstrasse 106 4562Biberist

032 6744111 info@tolus.com tolus.com



L'acquisition stratégique annoncée a été finalisée Avec le rachat de la division GF Machining Solutions du groupe Georg Fischer AG, United Grinding Group élargit son portefeuille à 15 marques. Le nouveau groupe opérera désormais sous le nom United Machining Solutions et, avec un chiffre d 'affaires de plus de 1,5 milliard de dollars, devient l'un des plus grands fabricants de machines-outils au monde
Grâce à cette acquisition, United Grinding Group a donné naissance, avec la division GF Machining Solutions de Georg Fischer, à l'un des plus grands fabricants mondiaux
de machines-outils avec un chiffre d'affaires de plus de 1,5 milliard de dollars et quelque 5000 collaborateurs répartis sur plus de 50 sites à travers le monde. L'entreprise adopte désormais le nom United
Machining Solutions et conserve son siège à Berne, en Suisse.
Stephan Nell, PDG du nouveau groupe et de United Grinding Group, se confie : « Cela faisait longtemps que nous souhai-
tions fusionner les deux entreprises. Grâce à la confiance de nos principaux actionnaires, Rosmarie et Martin Ebner, dans cette décision stratégique majeure pour le secteur mondial de la machine-outil, ainsi qu'à l'augmentation de capital nécessaire, cette vision a pu devenir réalité Il est rare que deux entreprises se complètent aussi parfaitement que United Grinding et GF Machining Solutions. Cela concerne non seulement nos portefeuilles de produits, notre orientation internationale et notre compréhension de la qualité, mais aussi la culture d'entreprise et l'état d'esprit de nos collaborateurs. Je suis convaincu que nous pouvons accomplir de grandes choses ensemble, dans l'intérêt de nos clients. » Le conseil d'administration du groupe a accompagné et soutenu de près ce processus. Fred Gaegauf, président du conseil d'administration de United Grinding Group, déclare : « La fusion de ces deux entreprises donne naissance à une puissance suisse de la machine-outil. »
Avec plus de 50 sites, un portefeuille produits étendu et un total de 15 marques leaders dans leurs secteurs respectifs, les bases d'un succès futur solide sont posées « C'est la meilleure décision que nous pouvions prendre », confirme Ivan Filisetti, président de GF Machining Solutions et membre de la direction du nouveau groupe « Nos produits ne se chevauchent pas, ils se complètent. Cela facilite considérablement l'intégration. Et en tant qu'entreprises suisses, nous partageons une même culture marquée par un fort engagement en faveur de l'innovation et de la digitalisation. Nous poursuivons toujours le même objectif : être le partenaire privilégié de nos clients, en leur offrant des solutions sur mesure et un savoir-faire approfondi, bien au-delà d'une simple machine haut de gamme. L'orientation internationale du groupe, la présence locale de nos collaborateurs auprès des clients et notre large expertise technologique sont des atouts majeurs. »
Dans le domaine de la recherche et du développement, cette collaboration crée également une réelle valeur ajoutée, notamment en matière d'innovation, pour les deux entreprises et leurs clients. Même en ce qui concerne les nouvelles normes et réglementations, dont l'importance ne cesse de croître et auxquelles les fabricants de machines doivent s'adapter pour garantir la pérennité de leurs produits, des synergies peuvent être exploitées.
Les racines suisses communes et la forte orientation internationale unissent les deux entreprises de manière tout à fait particulière. « Avec plus de 50 sites dans le monde, il existe peu de fabricants de machines-outils aussi bien implantés à l'international que nous, et aussi proches de leurs clients », affirme Stephan Nell « Parler la langue de nos clients et pouvoir leur offrir une assistance rapide et compétente sont des critères décisifs pour eux. Ce sont nos valeurs et nos racines communes qui relient nos collaborateurs à travers le monde », ajoute Ivan Filisetti.
Grâce à de nombreux points communs et à une complémentarité parfaite des portefeuilles, les conditions d'une intégration réussie au sein de United Machining Solutions sont idéales.
Le groupe continuera à s'appuyer sur la force de ses marques individuelles « À l'avenir, nous voulons continuer à renforcer l'identité de nos marques, bien établies sur le marché depuis de nombreuses années », explique Stephan Nell. « Ces marques ont une longue tradition, incarnent une qualité d'excellence et sont souvent pionnières dans leur domaine. Nos clients font confiance aux marques qu'ils connaissent et qu'ils apprécient. »
United Machining Solutions : deux divisions et un management expérimenté
Sous l'égide du groupe United Machining Solutions, les deux divisions United Grinding et United Machining sont intégrées. United Grinding regroupe les marques Mägerle, Blohm, Jung, Studer, Schaudt, Mikrosa, Walter, EWAG et IRPD. Grâce à leur expertise dans les technologies de rectification plane et de profil, de rectification cylindrique, d'usinage d'outils et de fabrication additive, elles continuent d'offrir un vaste savoir-faire applicatif, un portefeuille produit complet et une gamme étendue de services pour la fabrication de pièces de haute précision.
GF Machining Solutions est l'un des leaders mondiaux des technologies de précision et des procédés de fabrication avancés pour les composants de haute précision et l'industrie de l'outillage. Ces compétences et technologies seront intégrées à la division United Machining du nouveau groupe. Avec les marques Agie Charmilles, Charmilles, Mikron Mill, Liechti, Step Tec et System 3R, le portefeuille du groupe est encore élargi. Il comprend des machines pour le fraisage à grande vitesse, l'électroérosion (EDM), le texturage laser et le micro-usinage laser En outre, la division propose des broches
de haute technologie ainsi que des solutions pour l'automatisation et la digitalisation, appuyées par un service client mondial et une assistance à l'application.
La direction de United Machining Solutions est composée de quatre membres, qui possèdent tous une longue expérience au sein de leurs entreprises respectives : Stephan Nell, Ivan Filisetti, Michael Horn et Heinz Poklekowski. Stephan Nell, PDG de United Grinding Group et actif dans le groupe depuis 22 ans, prend la présidence de la nouvelle entité. Il est également responsable de l'orientation stratégique des départements Ventes et Customer Care Ivan Filisetti, président de GF Machining Solutions et présent dans l'entreprise depuis 23 ans, est chargé de la vision à long terme pour le domaine technologique du nouveau groupe et reste PDG de United Machining. Michael Horn, en charge des opérations et des technologies de l'information, apporte à la nouvelle entité sa longue expérience dans la construction de machines, ainsi que son dernier poste en tant que membre du directoire de DMG MORI AG Heinz Poklekowski, fort de ses 35 années d'ancienneté dans le groupe et récemment encore CFO de United Grinding Group, prendra en charge les finances et les services généraux du groupe
Première participation à l'EMO Hanovre avec huit nouveautés mondiales
Le nouveau groupe United Machining Solutions se présentera pour la première fois à l'EMO Hanovre, le salon mondial de référence pour les technologies de production. Depuis 50 ans, ce salon biennal constitue une plateforme unique pour obtenir une vue d'ensemble complète de l'offre mondiale du secteur Le salon se tiendra cette année du 22 au 26 septembre. United Machining Solutions y sera présente avec ses désormais 15 marques et dévoilera pas moins de huit nouveautés mondiales. MSM
United Machining Solutions
Wankdorfallee 5, 3014 Bern
Tél. 031 356 01 11, info@unternehmen.com grinding.ch, gfms.com EMO 2025 : halle 11, stand E45
Après un examen approfondi, Swissmem soutient le paquet d'accords des Bilatérales III : ainsi en a décidé à l'unanimité le Conseil de l'association. Les accords garantissent à l'industrie tech suisse (industrie des machines, des équipements électriques et des métaux, ainsi que branches technologiques apparentées), fortement orientée vers l'exportation, un accès sans entrave au marché européen, de loin le plus important avec une part d'exportation de 55 , et renforcent la sécurité juridique.
En outre, les Bilatérales III tiennent compte de manière appropriée des intérêts de la branche en matière de coopération dans la recherche et de sécurité d'approvisionnement en électricité. Il est toutefois essentiel que le marché libéral du travail soit conservé.
C'est pourquoi la mesure 14 relative à la protection contre le licenciement doit être adaptée.
Après environ quatre ans de sondages et de négociations, le Conseil fédéral a mis en consultation le paquet des Bilatérales III le 13 juin 2025. Celui-ci garantit le meil-
leur accès possible au marché intérieur de l'UE et crée une base viable à long terme pour les relations avec l'UE. Pour l'industrie tech suisse, l'accès le plus libre possible au marché intérieur de l'UE, son principal débouché avec une part d'exportation de 55 % et un important pool de

main-d'œuvre, est essentiel. Après un examen approfondi par les spécialistes du secrétariat, le Conseil de Swissmem a approuvé le paquet d'accords. La décision est liée à la condition que le marché libéral du travail soit préservé.
Les nouveautés institutionnelles créent une plus grande sécurité juridique
Les Bilatérales III apportent des nouveautés institutionnelles : la reprise dynamique du droit oblige la Suisse à reprendre les nouvelles réglementations de l'UE dans les cinq accords existants sur le marché intérieur (libre circulation des personnes, suppression des obstacles techniques au commerce, transport terrestre, transport aérien et, en partie, agriculture) ainsi que dans le nouvel accord sur l'électricité. La Suisse peut toutefois décider, par le biais du Parlement ou d'une votation populaire, de ne pas reprendre le droit. Comme pour tout accord, cela entraîne des mesures compensatoires, qui doivent toutefois être proportionnées.
Dans ce contexte, le nouveau mécanisme de règlement des litiges place la Suisse dans une position nettement plus favorable qu'auparavant. Elle peut désormais porter plainte elle-même, sur un pied d'égalité, contre les préjudices causés par l'UE et est, grâce à ce mécanisme, bien mieux protégée qu'auparavant contre les répressions de l'UE. Les chicanes, telles que l'exclusion des programmes de recherche, ne sont plus possibles. Le rôle de la Cour européenne de justice est limité à l'interprétation ; c'est toujours le tribunal arbitral, composé de manière paritaire, qui décide
Libre circulation des personnes avec clause de sauvegarde
La Suisse a également obtenu beaucoup dans le cadre des négociations sur la libre circulation des personnes : la migration reste principalement limitée à l'activité professionnelle, et l'expulsion pénale reste possible. La procédure d'annonce pour les séjours de courte durée à but économique est également préservée. Toutefois, la Suisse a dû faire des concessions en matière d'autorisation de séjour, ce qui peut également entraîner une augmentation des dépenses d'aide sociale. Deux éléments sont de ce fait d'autant plus importants : premièrement, la clause de sauvegarde, qui permet à la Suisse de limiter de manière autonome et temporaire une
immigration excessive en cas de problèmes économiques ou sociaux graves, même contre la volonté de l'UE. Et deuxièmement, dans le domaine de l'asile, la Confédération et les cantons doivent utiliser au maximum leur marge de manœuvre, voire l'élargir
La mesure 14 sur la protection des salaires compromet l'acceptation du paquet global
En ce qui concerne les mesures de politique intérieure, les partenaires sociaux se sont déjà mis d'accord en mars 2025 sur un train de mesures visant à garantir la protection des salaires. Les mesures 1 à 13 qu'il contient garantissent effectivement la protection des salaires sans interférer avec le marché libéral du travail. C'est pourquoi Swissmem soutient le train de mesures visant à garantir la protection des salaires dans la mesure où, dans le cadre du processus politique, il est maintenu intégralement. En revanche, la mesure 14 proposée en supplément par le Conseil fédéral pour étendre la protection contre le licenciement à un groupe de représentants élus des travailleurs pouvant atteindre 35 000 personnes va clairement trop loin. Elle doit être réduite à un niveau acceptable, et Swissmem est prête à collaborer de manière constructive pour trouver une solution équilibrée.
Horizon Europe renforce la capacité d'innovation : Erasmus+ n'apporte pas assez de valeur ajoutée
Pour Swissmem, l'association complète de la Suisse au programme de recherche Horizon Europe de l'UE est de la plus haute importance. Environ un quart des projets soutenus favorisent les PME suisses, qui ont ainsi accès au savoir-faire, aux réseaux et aux marchés de l'innovation. En revanche, Swissmem s'oppose à une participation à Erasmus+ : par rapport à la solution suisse existante, la valeur ajoutée qu'apporterait une association est trop modeste compte tenu des coûts nettement plus élevés.
Accord sur l'électricité : davantage de sécurité d'approvisionnement, des coûts plus bas
Le nouvel accord sur l'électricité permet à la Suisse de se raccorder au marché intérieur européen de l'électricité, renforce
la sécurité d'approvisionnement et améliore la prévisibilité des flux d'électricité transfrontaliers. Pour l'industrie tech suisse, cet accord revêt une importance stratégique : il ouvre le marché de l'électricité (tout en préservant la liberté de choix), permet une utilisation optimale de l'énergie hydraulique, et tend à faire baisser les prix de l'électricité.
Bilatérales III : les avantages l'emportent clairement sur les inconvénients
La Suisse a bien négocié et est parvenue à faire valoir de nombreuses demandes qui lui tenaient à cœur Mais l'euphorie n'est toutefois pas de mise. Les préoccupations en matière de politique migratoire sont compréhensibles et doivent être prises en compte dans le domaine de l'asile. En outre, en ce qui concerne la protection des salaires, des adaptations sont nécessaires pour la mesure 14. Enfin, les Bilatérales III, et donc l'accès garanti et amélioré au principal partenaire économique et partageant nos valeurs, ont un prix : les versements au titre de la cohésion augmenteront avec le temps pour atteindre environ 40 francs par an et par habitant. Ce montant est néanmoins acceptable.
En conclusion : les Bilatérales III favorisent la prospérité de notre pays. Les intérêts de l'industrie tech, orientée vers l'exportation, ont également été pris en compte dans les domaines clés, à savoir accès au marché, recherche, approvisionnement en électricité et clarté juridique. C'est pourquoi, du point de vue du Conseil de Swissmem, les avantages des Bilatérales III l'emportent nettement sur les inconvénients. Les mots d'ordre concernant les différents objets de votation seront donnés par le Conseil de Swissmem après que le Parlement aura adopté le paquet législatif MSM
Swissmem Avenue d'Ouchy 47, 1006 Lausanne Tél. 044 384 42 30, info@swissmem.ch swissmem.ch
Les négociations sur l'accord de libre-échange (ALE) entre les États de l'AELE et du Mercosur (Argentine, Brésil, Paraguay et Uruguay) ont été conclues après de longues années de pourparlers. C'est un nouveau jalon pour la politique commerciale extérieure de la Suisse, et une lueur d'espoir pour l'industrie tech suisse, malmenée depuis plus de deux ans
Face aux droits de douane, aux guerres commerciales et à l'insécurité dans le monde, le développement du réseau de libre-échange est essentiel pour maintenir en marche la « locomotive » de la prospérité qu'est l'industrie d'exportation. Parallèlement, la durabilité est renforcée. Swiss-
mem appelle les politiques à mener à bien le processus d'approbation aussi rapidement que pour l'ALE avec l'Inde. La Suisse parviendrait ainsi à passer la ligne d'arrivée avant ses concurrents de l'UE. Grâce à cet accord, environ 95 % des produits exportés vers les pays du Mercosur seront totalement exemptés des droits
de douane actuellement en vigueur, de 10 à 16 % en moyenne (avec un maximum de 35 %), immédiatement ou sur une période de 4 à 15 ans. Les PME suisses qui ne sont pas établies en Amérique latine ont ainsi d'excellentes chances de vendre davantage à partir de la Suisse et de préserver ainsi les emplois locaux. L'accord est un

grand avantage pour l'ensemble de l'économie.
Le commerce entre la Suisse et les pays du Mercosur constitue déjà un élément important de l'économie suisse. Malgré des droits de douane élevés, l'industrie tech suisse a exporté pour 530 millions de francs de produits vers cette région en 2024. Les machines représentent la plus grande part des exportations avec 49 % Les importations en provenance des pays du Mercosur comprennent principalement des produits agricoles comme la viande et le soja, qui représentent la plus grande part des importations. Ces chiffres reflètent le potentiel du commerce bilatéral, qui sera stimulé par la suppression des barrières douanières élevées.
Renforcer la compétitivité des entreprises suisses
En concluant cet accord, la Suisse a fait un pas important pour assurer sa compétiti-
vité face à l'UE. Cette dernière a en effet déjà conclu un ALE avec les pays du Mercosur à la fin de l'année dernière, mais le processus politique piétine. La Suisse peut désormais dépasser ses concurrents de l'UE sur la ligne d'arrivée. Dès que l'UE aura réussi à faire entrer en vigueur son ALE avec le Mercosur, la Suisse, sans un accord comparable, sera désavantagée en matière de concurrence. Swissmem appelle donc les politiques à faire bloc derrière l'accord et à l'approuver aussi rapidement que celui conclu avec l'Inde. Un référendum serait un affront pour les PME industrielles qui se battent activement et pour les 330 000 travailleurs de la branche.
L'ALE apporte également des progrès importants en matière de durabilité. Il contient un chapitre complet et juridiquement contraignant sur le commerce et le développement durable. Ce chapitre comprend des dispositions relatives aux normes environnementales et sociales et
s'inspire des objectifs de développement durable des Nations unies. Grâce à l'accord de libre-échange, les clients des pays du Mercosur pourront accéder plus facilement et à moindre coût à des produits suisses innovants et haut de gamme Ainsi, les entreprises suisses peuvent contribuer à une meilleure protection de l'environnement et du climat sur place grâce à leurs produits innovants de premier ordre, par exemple dans les domaines de l'efficience au niveau des ressources et de l'énergie. MSM
Swissmem - Suisse romande
Avenue d’Ouchy 47, 1006 Lausanne
Tél. 044 384 42 30, info@swissmem.ch swissmem.ch
Le canton de Fribourg lance un premier Appel à Projets Collaboratifs (APC) thématique dans le cadre de la Nouvelle politique régionale (NPR), en mettant à disposition un montant total de 290 000 francs pour soutenir des projets de coopération industrielle
Il s'agit d'une première : jamais encore un appel à projets NPR n'avait été lancé autour d'un thème imposé. Le premier thème retenu est : optimisation des chaînes d'approvisionnement et logistique bas carbone L'objectif est de soutenir la transition vers une économie plus sobre en carbone, en s'appuyant sur des technologies innovantes telles que l'intelligence artificielle. Les entreprises intéressées ont jusqu'au 10 septembre 2025 pour déposer leur candidature sur le site de la Promotion économique du canton de Fribourg : www.promfr.ch/npr-appel.
La Nouvelle politique régionale (NPR) vise à renforcer la compétitivité et la création de valeur à l'échelle régionale. Dans le canton de Fribourg, des projets de coopération et de mutualisation industrielle sont soutenus depuis 2008. À ce jour, 74 projets ont été réalisés via la NPR, impliquant plus de 390 entreprises issues de tous les secteurs d'activité.
Avec son nouveau programme pluriannuel 2024–2027, le canton innove : pour la
première fois, un appel à projets thématique est lancé à l'intention des entreprises et des hautes écoles. Le contenu final du projet retenu sera affiné en concertation avec les partenaires concernés
L'intelligence artificielle au service de l'optimisation logistique
Alain Lunghi, directeur adjoint de la Promotion économique et responsable de la NPR, explique : « Avec le programme 2024–2027, nous introduisons ce nouvel instrument de soutien. Le choix du thème reflète à la fois la stratégie cantonale, les grandes tendances actuelles, comme l'intelligence artificielle, et les besoins concrets exprimés par les entreprises fribourgeoises. » Pour l'heure, seule l'orientation générale est définie. Les partenaires finaux et le contenu détaillé seront définis suite à la sélection des idées les plus prometteuses, sur la base de critères prédéfinis : innovation, impact, durabilité, compétences de l'équipe et faisabilité.

S our ce : G er d Altmann / Pixaba y
Le thème choisi, optimisation des chaînes d'approvisionnement et logistique bas carbone, s'adresse à l'ensemble des secteurs économiques. Nicolas Huet, responsable d'INNOSQUARE, précise : « Il ne s'agit pas seulement de logistique, mais plus largement de la gestion des chaînes de valeur, au sein des entreprises comme entre elles, en s'appuyant sur les nouvelles technologies comme l'IA. »
Modalités de participation et financement
Avec cet appel, le canton de Fribourg entend stimuler le potentiel d'innovation dans des domaines stratégiques pour les entreprises et les hautes écoles du canton. D'autres appels thématiques sont d'ores et déjà prévus dans les deux années à venir
Le financement de 290 000 francs est assuré par la NPR. Les projets sélectionnés devront associer au minimum trois entreprises, dont deux au moins doivent être domiciliées dans le canton de Fribourg Des partenaires académiques pourront être intégrés si nécessaire. Les entreprises participantes devront contribuer à hauteur de 10 % du budget en numéraire, ainsi que de 25 % sous forme de prestations propres. Les candidatures, individuelles ou en consortium, doivent être déposées en ligne à l'adresse suivante : www.promfr.ch/npr-appel
Cet appel à projets est porté par la Promotion économique du canton de Fribourg (PromFR), en charge de la NPR, en partenariat avec la Chambre de commerce et d'industrie du canton de Fribourg (CCIF), représentante des entreprises, et la plateforme fribourgeoise d'innovation technologique INNOSQUARE, chargée de la mise en oeuvre du projet. MSM
Promotion économique PromFR Boulevard de Pérolles 25, 1701 Fribourg Tél. 026 304 14 00, promfr@fr.ch promfr.ch




















L’enchaînement des effets de la politique erratique des USA avec une séquence de ralentissement net de l’horlogerie explique en grande partie l’accentuation de la diminution d’activité de l’industrie microtechnique.
La complication des relations commerciales déclenchées par les USA en mars 2025 commence à déployer des effets directs et indirects pour les entreprises de l’écosystème de production microtechnique
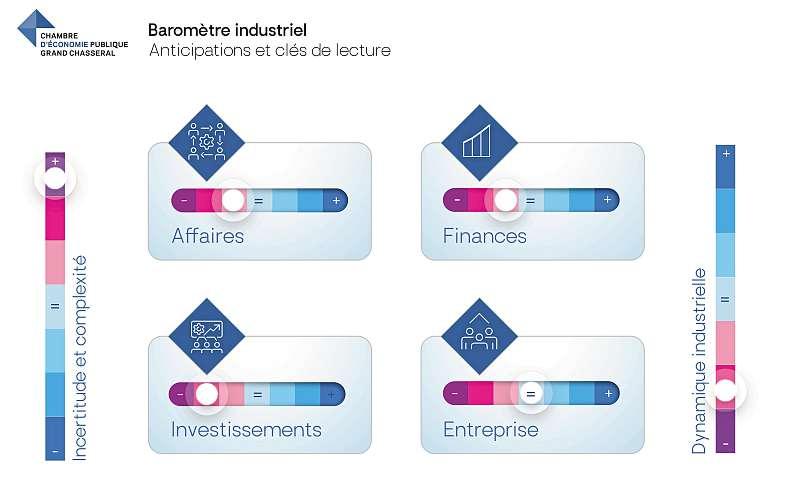
Cette perturbation inopinée et le manque de visibilité qui l’accompagne interviennent durant une séquence où le secteur secondaire est déjà sous forte pression en raison d’un important affaissement de la demande horlogère, premier domaine d’application des capacités de production microtechniques, démarré en 2024. Cette interaction néfaste de deux facteurs importants pour l’industrie de la précision promet de prendre en tenaille le secteur secondaire dans la période qui s’annonce. Les projections des volumes d’affaires pour le troisième trimestre 2025 indiquent d’ailleurs une poursuite de leur contraction. « L’enchaînement de logiques protectionnistes sur un marché essentiel avec une séquence horlogère baissière engendre une configuration inquiétante pour les PME industrielles suisses et spécialement celles qui composent l’industrie de la précision. La politique américaine et son imprévisibilité infligent une nouvelle strate de défis aux entreprises au plus mauvais moment du point de vue horloger » souligne Patrick Linder, directeur de la CEP Pour la CEP, dans une période de délitement des principes de commerce international, une ré-
flexion politique sur les outils et moyens fédéraux mobilisés pour amortir l’impact de ce changement de contexte sur l’économie suisse s’impose
Prévisions pour le troisième trimestre 2025
Le baromètre industriel de la Chambre d’économie publique Grand Chasseral (CEP) analyse chaque trimestre les principales tendances de l’industrie de la précision à travers une approche prospective. Représentant environ la moitié des emplois dans la région du Grand Chasseral (Jura bernois), le secteur secondaire se distingue par son homogénéité, la complémentarité de ses chaînes de valeur et les liens étroits entre ses entreprises. Conçu comme un outil de compréhension, le baromètre industriel propose une synthèse régulière des dynamiques du secteur secondaire, en particulier dans le domaine de la microtechnique. Les entrées de commandes devraient encore diminuer durant le troisième trimestre 2025 selon les anticipations des entreprises de la région Grand Chasseral, cœur géographique de l’écosystème microtechnique suisse. Si le volume d’affaires pour les prochains mois se stabilise pour quelques
acteurs industriels, il est appelé à se contracter encore pour d’autres accentuant ainsi un mouvement ayant débuté il y a près d’une année et demi. « L’enchaînement des effets de la politique erratique des USA avec une séquence de ralentissement net de l’horlogerie explique en grande partie l’accentuation de la diminution d’activité » avance Patrick Linder La prolongation de cette phase pour des raisons propres au domaine d’application principal et historique des capacités de production, l’horlogerie, ou à la politique imprévisible des USA risque désormais d’affecter directement des entreprises qui, dans de nombreux cas, utilisent déjà la réduction de l’horaire de travail, pour absorber ces fluctuations. « Il semble opportun d’insister sur la différenciation à opérer entre effets sectoriels, perceptibles depuis début 2024 jusqu’à aujourd’hui, et effets de l’érection de barrières douanières qui commencent à se faire ressentir Cette distinction commande notamment la mise en place de mesures adaptées à l’échelon fédéral » commente Patrick Linder Au niveau des résultats opérationnels, les entreprises partagent dans l’ensemble des prévisions de performance dans la lignée de la dernière période (durant laquelle la profitabilité des activités est directement mise en question). La majorité des acteurs s’attend ainsi à des résultats comparables aux derniers mois, mais une minorité craint une péjoration. L’installation durable de cette configuration est un risque sérieux pour l’industrie suisse de la précision d’autant plus que le franc suisse - dont la fonction de valeur refuge est activée au gré de soubresauts économiques internationaux - reste une épée de Damoclès pesant sur les performances financières. Les projets d’investissements, condition première du maintien de la capacité d’innovation des entreprises, sont eux directement affectés par la configuration asphyxiante en vigueur actuellement. Déjà sensiblement réduit au cours de la dernière année, l’investissement devrait encore s’affaiblir, ce qui s’avère de mauvais augure pour l’écosystème de production microtechnique interconnecté où les besoins de certaines entreprises sont satisfaits par d’autres à proximité immédiate. L’investissement est le vecteur principal de propagation de la demande vers l’amont de la chaine de valeur et son ralentissement décrit un problème systémique en gestation. En termes de niveau d’organisation, les entreprises ne prévoient aucune expansion et ne signalent aucune diminution notable. Un recours généralisé à la RHT semble expliquer que le tissu industriel ne s’atrophie pas plus dans cette séquence compliquée. La durée de la couverture offerte par cet instrument temporaire de soutien s’avérera déterminante pour la préservation de l’emploi et le maintien des compétences des entreprises.
Le baromètre industriel de la Chambre d’économie publique Grand Chasseral (CEP) démontre que les effets de la politique protectionniste américaine commencent à être concrètement mesurés dans certaines PME. L’impact direct reste encore limité dans
cette période incertaine de négociation d’un accord bilatéral, notamment parce que d’abondantes commandes ont été passées hâtivement dans le court délai annoncé avant l’entrée en vigueur de la première taxe Les entreprises font cependant déjà état d’une forme d’attentisme chez les clients américains dans l’expectative d’une clarification des conditions de fonctionnement de l’économie et particulièrement de l’effet des taxes sur les chaînes de valeur À ce jour, la prudence adoptée par les acteurs industriels américains implique donc soit une réduction des volumes soit des reports de décisions d’investissement. Ces aspects interfèrent directement sur le volume d’activité de l’écosystème de production microtechnique du Grand Chasseral et risquent, en cas d’accord insatisfaisant, de développer de graves conséquences. Les effets indirects des positions américaines sont aujourd’hui prépondérants et largement sous-estimés. Les acteurs globaux affichent de manière générale une prudence accrue en raison des incertitudes touchant les principes fondamentaux du commerce international. Absence de visibilité, demande américaine minimale, report de décisions d’investissement impactent des entreprises mondiales ayant des fournisseurs, des sous-traitants ou des partenaires suisses. Cet impact indirect, lié à l’intrication des chaînes de valeurs, engendre une grande variation de la demande, une projection difficile et un immobilisme qui affecte notamment le secteur des moyens et des solutions de production. La retenue des donneurs d’ordre mondiaux est actuellement la conséquence probablement la plus effective de la politique américaine pour les PME suisses. Du point de vue sectoriel, les effets des barrières douanières sur la commercialisation de montres sur le marché américain, promettent de se répercuter sur les besoins horlogers en composants, moyens de production, et solutions de métrologie ou de contrôle. Ils aggraveront une situation de branche compliquée depuis une année et demi et touchant directement l’écosystème de production microtechnique, Enfin, le franc suisse, valeur refuge constante dans les périodes de complication, n’a cessé de pénaliser les activités d’exportation depuis mars. Pour la CEP, ce passage en revue superficiel des effets réellement ressentis par les entreprises industrielles du Grand Chasseral démontre la nécessité d’un accord bilatéral Suisse-USA prenant en compte la complexité de l’industrie suisse, la diversité des situations, l’imbrication des chaînes de valeur globales, et, surtout, l’importance primordiale des PME industrielles dans l’économie nationale. Ce constat peut être étendu aux outils de soutien conjoncturel pour lesquels des adaptations remettraient d’optimiser un système ayant fait ses preuves, mais c’est probablement une réflexion d’ensemble qui s’avérera nécessaire pour gérer une situation inédite dont les répercussions sont potentiellement graves pour l’emploi et les entreprises. MSM
CEP
Rue Pierre-Pertuis 1, 2605 Sonceboz-Sombeval
Tél. 032 492 70 33, cepinfo@cep.ch cep.ch
Les interventions étaient de haute qualité lors de ce Paradigme Bitcoin. De g. à dr. Aurore Galves Orjol, Alexis Roussel et Elodie Sagan.
Du 3 au 5 juillet, plus de 600 personnes se sont réunies à Neuchâtel pour découvrir le Coworking Blockchain Neuchâtel (CBN) et assister à la 4e édition du Paradigme Bitcoin. Un signal fort : Neuchâtel est le nouveau pôle incontournable des technologies blockchain et IA en Suisse romande

S our ce : Co wo rking Neuchât el
CBN, le nouveau site de coworking de Neuchâtel, a été inauguré le 3 juillet en deux temps : une cérémonie officielle le matin, puis un événement festif en soirée pour les coworkers et la communauté. La cérémonie s’est déroulée en présence de Mme Florence Nater, Conseillère d’État, et de M. Jonathan Gretillat, Conseiller communal, ainsi que de 80 in-
vités. En soirée, quelque 120 personnes ont participé à l’inauguration dédiée à l’écosystème blockchain et aux coworkers. Situé rue St-Maurice 9, en plein coeur de Neuchâtel, CBN s’adresse aux entreprises actives dans les technologies numériques émergentes, comme la blockchain et l’intelligence artificielle. Il ambitionne aussi de devenir un centre de démocratisation et de formation dans ces domaines.
Organisé dans la foulée les 4 et 5 juillet à CBN également, Paradigme Bitcoin 2025 affichait complet deux semaines avant la manifestation.
Quelques chiffres-clés :
W 400 participants, venus de Suisse, de France et de Belgique
W 26 sponsors
W 20 bénévoles
W 12 workshops et réunions gratuits
W 9 mois de préparation
W 6 collaboratrices et collaborateurs
W 6 conférences payantes
Des figures éminentes de l’écosystème Bitcoin ont pris la parole : Alexandre Stachtchenko, Renaud Lifchitz, Nicolas Cantu ou encore Aurore Galves-Orjol, pour n’en citer que quelques-uns
Les conférences ont alterné entre réflexions techniques, enjeux énergétiques et libertés numériques. MSM
Coworking Neuchâtel sàrl
Place Numa-Droz 2, 2000 Neuchâtel
Tél. +41 32 544 20 31, hello@coworking-neuchatel.ch coworking-neuchatel.ch

Les entreprises industrielles se digitalisent et s’exposent ainsi à de nouvelles menaces, telles que la compromission du fonctionnement des machines et la perturbation des lignes de production, ou encore l’espionnage industriel et l’exfiltration de données.
L’essor de l’industrie 4.0 rime avec la numérisation des processus de production, la multiplication des capteurs et des actionneurs, la connexion d’objets intelligents et la communication machine-to-machine, le partage de données avec les constructeurs et les sous-traitants, ou encore intégration d’intelligences artificielles. Les systèmes industriels, autrefois isolés, sont ainsi de plus en plus connectés et intégrés aux technologies de l'information, augmentant donc fortement leur exposition aux cybermenaces.
La convergence des technologies de l'information (IT – Information Technology) et des technologies opérationnelles (OT – Operational Technology) a ainsi ouvert la voie à de nouvelles opportunités, mais aussi à des vulnérabilités accrues.
De nombreuses entreprises industrielles peinent encore à mettre en place des stratégies et des so-
lutions de cybersécurité efficaces pour protéger leurs infrastructures et leurs données, assurer la continuité de leurs opérations et préserver leurs secrets de fabrication. Les environnements industriels présentent en effet des particularités (maintien en production de systèmes obsolètes, hétérogénéité des systèmes, multitudes de composants, protocoles propriétaires spécifiques, etc.) qui requièrent des exigences pointues et des nouvelles approches en matière de cybersécurité et de tests. Cela explique pourquoi la mise en oeuvre de mesures de sécurité efficaces dans les réseaux OT est encore aujourd'hui largement insuffisante.
Les risques auxquelles s’exposent ces entreprises sont majeurs et les conséquences peuvent être dramatiques, notamment au niveau de la sécurité physique (perturbation de services vitaux, mise en danger des employés, etc.) et de la fuite de
secrets industriels ; ce qui porte attention aux hackers qui y voient une nouvelle opportunité financière. Les cyberattaques ciblant les infrastructures industrielles ont ainsi connu une augmentation significative ces dernières années, avec des incidents notables impliquant des ransomwares (cryptolockage contre demande de rançon), des attaques sur les chaînes d'approvisionnement et des infiltrations dans les systèmes de supervision et d'acquisition de données.
Face à ce fléau, les réglementations imposant aux acteurs industriels de renforcer leur cybersécurité se multiplient. Il devient donc urgent d'intégrer la cybersécurité comme un pilier fondamental de la transformation numérique des entreprises industrielles afin que celles-ci puissent se moderniser dans un cadre de confiance (sûr, sécurité et robuste).
Cet appel à projets vise à explorer de nouvelles idées, étudier et élaborer des concepts disruptifs et développer des solutions techniques innovantes pour renforcer la cybersécurité et résilience des systèmes industriels, et ainsi contribuer à la pérennité de l’industrie suisse et la protection de nos infrastructures critiques.
Plus spécifiquement, les objectifs sont les suivants (non-exhaustif) :
W Renforcer la sécurisation des technologies opérationnelles (OT) par l’adoption d’une approche holistique pour gérer les cybermenaces spécifiques aux environnements industriels et protéger les infrastructures critiques (systèmes de surveillance en temps réel, hardening des équipements industriels, contrôle des flux d’information, solutions de segmentation réseau, sécurité des protocoles industriels, mécanismes d'authentification avancés, protection contre les attaques par injection et compromission de firmware)
W Favoriser une approche Zero Trust dans les environnements industriels et OT par le développement d'architectures spécifiques aux infrastructures industrielles, tenant compte des contraintes de disponibilité et de performance (pare-feu industriels, segmentation des réseaux IT/OT et DMZ, sé-
W 19.06.2025 : Ouverture de l’appel à projets dans le cadre de l’événement Digital Industry
W 30.08.2025 : Soumission des pré-projets (1 pager + vidéo pitch 3–5mn)
W 15.09.2025 : Attribution des Setup Boosters
W 15.11.2025 : Soumission des projets finaux
W 05.12.2025 : Sélection des projets et attribution des soutiens financiers par le Comité [seal]
W 01.03.2026 : Date limite pour débuter les projets
W 28.02.2027 : Date limite de clôture des projets
W 05–06.2027 (TBD) : Evénement de valorisation des projets
curisation des communications machine-to-machine, accès distants sécurisés, mécanismes de chiffrement adaptés aux contraintes)
W Développer des technologies et solutions de protection des systèmes de contrôle industriel (ICS) capables de détecter des anomalies et de prévenir les intrusions sans perturber les opérations, notamment par l’utilisation de l'intelligence artificielle et de l'apprentissage automatique
W Améliorer la gestion des risques et la conformité en offrant une meilleure visibilité des risques et des menaces permettant une prise de décision efficace (outils pour l’évaluation dynamique des risques et la mise en conformité avec les réglementations)
Les projets s’inscrivent notamment dans les domaines suivants (non-exhaustif) :
W Sécurité des systèmes de contrôle industriel (ICS) : conception d’architectures sécurisées des systèmes OT, sécurisation des protocoles industriels, gestion de la segmentation IT/OT, hardening des équipements industriels, solutions de détection d’anomalies adaptées aux environnements ICS
W Sécurisation des réseaux industriels : conception d’architectures réseau sécurisées pour l’OT (firewalls industriels, VLAN, micro-segmentation), IDS/IPS pour OT, gestion des accès distants sécurisés (fournisseurs, maintenance, sous-traitants, …), surveillance du trafic industriel (analyse des communications M2M), solutions de protection contre les attaques spécifiques sur l’OT (replay attacks, MITM, injection de commandes)
W Sécurité des terminaux : durcissement et protection des codes source des firmwares et softwares, protection des systèmes embarqués (automates, capteurs, passerelles IoT), gestion des vulnérabilités des équipements industriels, détection et prévention des malwares OT
W Détection et réponse aux incidents OT : threat hunting en environnement OT, identification des attaques avancées (APT), analyse forensique des systèmes ICS après incident, SOC et SIEM dédiés aux infrastructures industrielles, analyse comportementale des équipements industriels pour détecter les anomalies
W Cryptographie et sécurisation des données en environnement contraint : chiffrement des communications industrielles, protection des identités et authentification forte (MFA, PKI industrielle), sécurisation des API industrielles exposées, prévention des attaques par injection sur les interfaces homme-machine, protection des données industrielles contre l’exfiltration et la manipulation
W Automatisation & IA pour la sécurité OT : détection des comportements anormaux via Machine Learning, automatisation du monitoring des vulnérabilités ICS, modélisation des menaces industrielles (cyber kill chain appliquée aux infrastructures critiques) MSM
[seal]
Sandy Wetzel Responsable du Programme [seal] Tél. +41 78 761 23 36, contact@seal-innovation.ch seal-innovation.ch
À l’issue du financement Innosuisse, le programme Innovation Booster Microtech évolue et devient le CoBooster, une association nationale à but non lucratif, indépendante et neutre, dédiée à l’innovation industrielle collaborative.
Depuis 2021, le Microtech Booster a soutenu 45 études de faisabilité réunissant recherche académique et besoins industriels, favorisant des synergies et des projets concrets. Ce succès se poursuit désormais sous une nouvelle forme pour assurer sa pérennité et son rayonnement.
Une plateforme collaborative pour transformer les idées en projets
Le CoBooster met à disposition une plateforme en ligne d’idéation, gratuite et ouverte à tous les acteurs de l’innovation (entreprises, instituts R&D, startups). Plus de 650 membres actifs y contribuent. Les utilisateurs peuvent :
W Soumettre des idées ou défis technologiques réels, publiquement ou anonymement
W Participer au crowdfunding pour rejoindre des projets en cours
W Constituer des équipes pour réaliser des études de faisabilité de 6 à 8 mois
W Valoriser des brevets en les mettant en vente ou sous licence
Chaque projet est présenté sur une marketplace sécurisée, soutenue par la communauté via un système de crowdfunding interne. L’objectif : cofinancer des solutions concrètes qui dynamisent l’innovation suisse
La plateforme CoBooster offre un environnement sécurisé, conçu pour favoriser la confiance et l’état

d’esprit collaboratif indispensables aux projets d’innovation. Les équipes bénéficient d’un accompagnement structuré, notamment pour définir un cadre légal clair dès le départ.
Dix projets sont actuellement à la recherche de partenaires, dans des domaines comme l'impression 3, les capteurs, le traitement laser, l'environnement, les matériaux. Rejoindre un projet, c’est investir quelques milliers de francs, partager les risques et bénéficier d’un réseau d’expertise unique.
Nouveauté 2025 : valorisez vos brevets via la plateforme
CoBooster propose désormais un service de valorisation de la propriété intellectuelle pour transformer les résultats de recherche en valeur industrielle.
Au programme : des cessions ou licences (exclusives ou non), un modèle éthique, un accompagnement professionnel : négociation, coaching, outils contractuels, une opportunité concrète pour PME, startups et instituts R&D d’exploiter ou transférer leurs technologies MSM
CoBooster Avenue des Sciences 19, 1400 Yverdon-les-Bains Tél. 076 392 92 87, joelle.tosetti@cobooster.ch cobooster.ch
Le CoBooster est une association suisse à but non lucratif, moteur d’innovation collaborative, facilitant le transfert technologique et la valorisation de brevets. Sa plateforme d’idéation relie industrie et recherche à l’échelle nationale pour faire émerger des projets concrets, à fort impact et à coûts partagés.
À 10 mois de la manifestation et alors que les confirmations finales d'inscriptions par les exposants s'effectueront dès le 24 juin sur une toute nouvelle plateforme d'inscription en ligne, nous avons rencontré les organisateurs pour en savoir plus sur la 19e édition de SIAMS qui se tiendra du 21 au 24 avril 2026 à Moutier.
Le directeur nous dit en préambule : « Nous n'arrêtons jamais d'essayer de nous améliorer, de bien faire notre travail et de proposer toujours davantage à nos clients, qu'ils soient exposants ou visiteurs. »
Traditionnellement, les 450 exposants de SIAMS préréservent leur stand d'une édition à l'autre avec bien entendu très souvent des souhaits de changements d'emplacement ou de taille de stand. Avec près de 95 % de fidélité, le salon est stable et garantit les places à ses exposants habituels. Afin de combler les quelques chan-
gements inévitables, les organisateurs peuvent compter sur une liste d'attente d'entreprises intéressées. Tous les exposants de 2024 ont été contactés et des propositions sont en cours pour allouer les quelques derniers stands disponibles. La confirmation définitive des inscriptions sera effectuée en ligne dès le 24 juin par les exposants. Le salon peut donc être considéré comme déjà complet.
Depuis l'inscription de cette année, les exposants disposent d'une toute nouvelle plateforme mise en place par Uditis. Dotée
des dernières technologies, elle permet aux entreprises de s'inscrire, commander, communiquer et interagir en toute sécurité avec les organisateurs mais également les visiteurs. Hervé Sanglard, directeur partenaire chez Uditis précise : « Le site de SIAMS est un outil de travail très puissant qui commençait à se faire vieux. Nous avons procédé à une refonte complète de la partie publique l'année dernière et de toute la partie administration cette année. » Pierre-Yves Kohler, directeur général de SIAMS ajoute : « Avec des milliers de news sur le portail d'infos et toutes les possibilités, tant pour les exposants que pour les visiteurs et pour nous, cette migration a été un projet pharaonique gé-

Le montage et le démontage des stands : un sacré travail ! S our ce : F
Les travaux effectués simplifient l’accès aux différentes halles, en particulier pour les personnes à mobilité réduite.

ré de main de maître par Uditis. Merci à eux »
Amélioration importante des flux et travaux dans les locaux
Les organisateurs et la société Forum de l'Arc SA ont entamé d'importants travaux dans les locaux. Un nouvel ascenseur permettra aux personnes à mobilité réduite de pouvoir accéder à toutes les halles avec simplicité. Ceci permet également un nouveau passage de la halle 1.2 (grande halle du haut) vers l'ancien bâtiment où de nouveaux sanitaires ainsi qu'un local de lavage de vaisselle (pour les exposants de SIAMS par exemple) sont en cours de construction. Les possibilités en termes de sanitaires seront ainsi nettement augmentées Catherine Hahn, présidente du Conseil d'administration de Forum de l'Arc SA précise : « Nous investissons pour la pérennité du bâtiment. Ces modifications vont permettre un bien meilleur flux dans les locaux et ainsi éviter de trop forts engorgements dans les escaliers lors de manifestations importantes comme le SIAMS. »
Après la dernière édition de SIAMS, plusieurs séances se sont déroulées en présences des exposants. Les données récoltées ont été complétées par des discussions avec des visiteurs et le comité des exposants. De nombreuses pistes d'améliorations ont dès lors été évoquées et analysées par les équipes de l'organisation. Une nouvelle séance du comité des exposants sera organisée juste après les
vacances d'été pour discuter et valider la mise en place de nouvelles idées Christophe Bichsel, responsable clients précise : « Nous avons à discuter de nombreuses pistes de travail pour des services avant, pendant et après l'exposition. »
Tel le serpent de mer, la problématique des parkings se profile à nouveau à l'horizon. Cette année, la situation est encore péjorée par la perte d'environ 200 places pour les exposants sur le parking du restaurant l'Indus pour raison d'implantation d'un McDonald's. Selon la disposition des places de parking aux Laives, une certaine compensation pourrait être trouvée. Le SIAMS travaille en collaboration avec la municipalité de Moutier afin de trouver des solutions. Les organisateurs recommandent d'ores et déjà à toutes et tous de privilégier les transports publics. « Avec les navettes, l'accès de la gare à la manifestation est rapide et efficace. Depuis Granges, nous sommes à l'expo en moins d'une demi-heure », explique Daniel Ryf, CEO de l'entreprise du même nom située à Granges
Si le SIAMS propose ses stands sur la base de la fidélité, le fonctionnement des équipes est le même. Les spécialistes de la logistique, de la sécurité, de l'électricité, de la pneumatique, du nettoyage, du transport et du montage des stands (pour ne nommer que les plus évidents) sont des partenaires de longue date qui ont l'habi-
tude de travailler ensemble et se connaissent parfaitement. Pierre-Yves Kohler explique : « Nous sommes une toute petite équipe et nous devons pouvoir être certains que nous pouvons compter les uns sur les autres. Nos partenaires sont exceptionnels et forment un groupe totalement fiable et efficace. Merci à eux. »
On dévoile quelques « autres secrets »
Si de nombreux éléments restent encore à organiser ou sont en cours d'organisation, le directeur est fier de lever le voile sur quelques éléments et notamment d'annoncer la présence de Mme la Conseillère fédérale Elisabeth Baume-Schneider pour l'inauguration et de confirmer les trois soirées. La première consistera en conférences de haute valeur mises en place en collaboration avec la Chambre d'économie publique de Grand Chasseral sur un thème brûlant, la seconde avec les trois promotions économiques de Berne, du Jura et de Neuchâtel pour une soirée réseautage en présence des autorités des trois cantons et la troisième qui prendra la forme de la traditionnelle soirée des exposants dans les halles. Lab traiteur qui avait fait l'unanimité en tant que traiteur et sandwicherie l'année passée sera également à nouveau de la partie Une seconde tête d'affiche est toujours en cours d'organisation pour l'inauguration. MSM
FAJI SA
Rue industrielle 98, 2740 Moutier
Tél. 032 492 70 10, info@faji.ch faji.ch, siams.ch
4 jours de salon, 800 entreprises exposantes dont 114 nouvelles : l'EPHJ a refermé les portes de sa 23e édition avec une fréquentation dans la continuité des chiffres records de 2024 avec plus de 20 000 visiteurs, et de nombreuses innovations, dont le tatouage quantique d'authentification invisible de Quantum Brand Protection, lauréat du Prix des exposants. Dr. Nasser Hefiana a répondu à nos questions


À quel besoin répond votre innovation ?
Nous avons cherché à lier de manière sécurisée le produit physique qu'est la montre aux informations la concernant, afin d'offrir aux marques horlogères un outil de lutte contre les contrefaçons. Notre innovation est d'avoir réussi à créer ce lien entre les informations digitalisées
et la montre sans aucun autre élément intermédiaire, comme une carte de garantie avec code QR pour consulter une base de données client par exemple. Car même si l'information digitale est sécurisée sur des serveurs par des technologies de type blockchain, un code QR imprimé sur une carte est une faiblesse dans la chaîne de
sécurité et peut être le point d'entrée de fraude Le fait que la montre soit ellemême porteuse de son accès aux données et que ces données soient stockées et accessibles de manière sécurisée permet de s'affranchir de ce problème. Notre technologie est donc un savant mélange de différents domaines de compé-
tences : photonique quantique, matériaux, électronique, optique, industrialisation, etc. La contrainte principale était de développer une solution la plus simple d'utilisation possible, mais également suffisamment complexe pour ne pas pouvoir être reproduite.
Quelles ont été les étapes de développement de ce projet ?
Les réflexions sur ce projet ont commencé en 2014. Intéressé par le monde de l'horlogerie, je me suis demandé comment les marques pouvaient protéger leurs clientèle et leur réputation face au fléau des contrefaçons, menace grandissant avec l'amélioration de la qualité de reproduction. Grâce au programme Innosuisse, nous avons pu financer une première phase de faisabilité de 18 mois au laboratoire de photonique quantique de l'EPFL Nous avons pu ainsi démontrer la faisabilité de notre idée et développer une première ébauche industrielle. Nous avons alors présenté ce prototype à quelques marques afin de collecter les avis de nos clients potentiels, ce qui nous a permis de comprendre que notre démarche était bonne mais pas assez complète. Il manquait par exemple la possibilité de lire l'information de manière simple, rapide et avec plusieurs outils.
Nous nous sommes donc interrogés sur la manière de rendre la lecture de l'information sécurisée accessible à tout le monde, ce qui sous-entend l'utilisation d'outils de lecture standards et aisément disponibles. Nous avons alors pensé au smartphone, faisant désormais partie des plus communs des objets Après plusieurs années de développement, nous avons déposé un brevet qui couvre à l'heure actuelle 25 pays, soit à peu près 85 % du marché horloger du luxe. Le dépôt de brevet nous protège en tant que développeur de la technologie, mais rassure aussi nos clients. À l'été 2017, nous présentions notre première montre prototype, intégrant notre technologie et fonctionnant avec un outil de lecture commercial, une caméra de standard inférieur à celle des smartphone. En 2018 malheureusement, nous avons fait face à la crise horlogère, suivie du COVID-19. Bien que nous n'ayons pas arrêté notre projet pendant ces années, nous n'avons pas pu commercialiser le produit comme souhaité. Nous avons donc plus ou moins hiberné d'un point de vue commercial mais cela nous a donné l'occasion de pousser le développement technologique et de tester l'industrialisation de notre procédé. La confrontation au contraintes techniques et aux contraintes
Présentation sur l'usinage par enlèvement de copeaux de matériaux durs, en partenariat avec les entreprises Crevoisier et Gabus.
Les outils mis en avant dans cette présentation sont des outils en PCD monobloc taillés au laser femto du fabricant Zecha. Ces outils sont disponibles depuis deux ans sur le marché et sont dédiés à l'usinage de métaux dur, du saphir et de la céramique, cas d'application présenté aujourd'hui.
Pour pallier les problématiques en phase d'ébauche, nous avons utilisé une petite meule comportant des goujures, galvanisée puis retaillée au laser. Cette dernière étape permet de s'assurer de la concentricité de l'outil, qui va alors s'user uniformément.
Les fraises de finition, telles que les fraises à surfacer et les fraises en bout, ont
quant à elle pour but de répondre aux défis liés à l'utilisation de meules à ce stade de la fabrication. Leur acuité d'arête, adaptée à l'usinage de la céramique, permet de stabiliser et d'optimiser le processus de production tout en garantissant les cotes et la géométrie des pièces. Le temps de cycle est sensiblement le même qu'avec d'autres méthodes, mais les résultats en termes de géométrie sont nettement meilleurs.
Du côté des forets en PCD, les outils dédiés à l'usinage de la céramique ont une géométrie différente de ceux préposés à l'usinage du métal dur. Les forets spécifiques à la céramique permettent une entrée en matière sans création d'éclat ce qui répond à la fois aux exigences de fonctionnalité et d'esthétisme de l'industrie horlogère. De ce côté, c'est sur le temps de cycle que l'on note un gain.
Ho fst et te r
S our ce : Marina

Des représentants de Dihawag, Gabus et Crevoisier ont fait une présentation commune sur l’usinage par enlèvement de copeaux pour un projet céramique.
financières de l'industrialisation nous a permis d'aboutir à un procédé fiable pour des volumes importants et dans des prix tout à fait abordables pour les marques de luxe.
En 2023, nous avons été invités par la Fondation Haute Horlogerie pour présenter notre technologie au salon Watch and Wonder à Genève Ce salon était pour nous le véritable test de notre technologie, car nos potentiels clients étaient là. À notre bonne surprise, notre technologie a reçu intérêt et engouement. Et aujourd'hui, nous sommes particulièrement fiers de recevoir ce Prix des exposants EPHJ. Ce
prix est pour nous une véritable reconnaissance de l'industrie.
Pouvez-vous nous décrire votre produit plus en détails ?
Nous intégrons les informations liées à la montre de manière imperceptible à l'œil nu dans un élément de la montre, ici le verre de montre en saphir Nous proposons donc une solution totalement intégrée dans le produit fini sans changer son esthétisme.
Notre marquage transparent apparait lorsqu'un certain type de lumière UV l'illumine, mais est totalement invisible à la lumière
du jour L'avantage d'avoir intégré notre technologie dans le saphir est de pouvoir fournir une solution universelle, le verre en saphir étant un composant que l'on retrouve sur toutes les montres. Du fait que notre technologie est invisible à l'œil nu, nous n'avons pas de contrainte de taille. Le QR code qui apparait sous les conditions nécessaires d'illumination peut donc être de grande taille. Ce qui est assez drôle, c'est la surprise des gens lorsqu'ils voient la taille du QR code sur le verre de montre.
Ce lien automatique entre les caractéristiques « invisible » et « petit » est assez curieux ! En utilisant un smartphone pour scanner ce QR code, on est renvoyé sur une page de connexion sécurisée qui donne accès au passeport de la montre, c'est-à-dire à tout son historique, informations de fabrication mais aussi actions de maintenance ou de réparation. Les données sont éditées par la marque ellemême et non par le propriétaire de la montre. Ainsi, la montre peut être certifiée CPO (Certified Pre-Owned) par la marque comme, gage de valeur indiscutable lors d'une potentielle revente.
Votre technologie pourrait-elle être utilisée pour d'autres applications ?
Nous travaillons sur le développement de notre technologie dans d'autres types de matériaux que le saphir Par exemple, lors du salon Watch Wonders 2023, certaines marques horlogères nous ont demandé s'il était également possible de marquer les mouvements, donc d'appliquer notre technologie sur du métal. Nous avons ainsi travaillé sur l'adaptabilité de notre procédé pour développer une version compatible métal qui suscite désormais aussi beaucoup d'intérêt. En effet, grâce à cette évolution, notre technologie peut être utilisée dans des domaines très variés comme la bijouterie et la joaillerie si l'on reste dans le domaine du luxe, mais de manière globale, dans toute industrie dans laquelle les composants contiennent des métaux à très haute valeur ajoutée. Un exemple simple est celui des batteries électriques de véhicules. La réglementation européenne sur les batteries établit des exigences pour les fabricants de ces batteries, notamment en termes de durabilité, de recyclage, et de traçabilité. Ainsi on peut imaginer intégrer aux batteries le même type de passeport digital que celui que nous avons développé pour le marché horloger Nous avons effectué des tests avec un fabricant de batteries européen et les premiers résultats sont très encourageants.
Nous avons également un client qui représente une maison fabriquant des instruments de musique de très haut de gamme. La maison cherche à sécuriser ces instruments qui sont souvent en prêt. Ce type de demande n'est pas le cœur de métier de Quantum Brand Protection, car nous avons vraiment une vocation industrielle et ce type de projet est un projet de niche, mais l'agilité de notre solution nous permet de travailler également sur de telles demandes.
Nous nous sommes donc focalisés sur un domaine initial qu'est le domaine horloger, mais nous développons désormais des solutions pour d'autres secteurs. La mise en place des nouvelles réglementations notamment en termes de traçabilité nous aide à accélérer l'adoption de notre solution, même si nous sommes bien conscients de ne pas être les seuls sur le marché à proposer des solutions pour répondre à ces problématiques. Mais qui ne tente rien n'a rien ! MSM
Jusqu'à présent, chez Emissa, nous travaillions sur cahier des charges pour la fabrication de machines spéciales. Dans l'optique de pouvoir répondre à d'autres besoins clients, nous avons décidé de fabriquer une machine standard qui nous positionne sur un segment encore peu concurrentiel : une machine relativement compacte mais puissante, qui reste sur du HSK 25.
Le PreciMill 5X est donc un centre de fraisage cinq axes, permettant un fraisage à 50 000 tours par minute, mais également du tournage jusqu'à 4200 tours par minute. Nous avons intégré des puces RFID pour l'identification et l'orientation des outils. La broche avec arrosage au centre possède une pompe haute pression réglable par outil et pouvant aller jusqu'à 120 bars.
L'empreinte au sol atteint 2,25 m2, pour une machine où tout est intégré : pompe haute pression, systèmes anti-incendie, etc. Rien ne dépasse. La machine peut être aisément déplacée dans l'atelier à l'aide d'un simple transpalette
Le magasin d'outils possède une capaci-
té de 100 places. Le changement d'outil s'effectue en 2,7 secondes, et la préparation en temps masqué de l'outil suivant en moins de trois secondes également.
Le volume disponible pour l'usinage est adapté à des pièces d'environ 120 x 120 x 120 mm, répondant donc aux besoin de l'industrie horlogère, mais aussi de la technique médicale et de l'aéronautique. Pour la première fois, nous avons intégré des axes linéaires en X, Y et Z, et nous atteignons des accélérations jusqu'à 1g.
Le PreciMill 5X est disponible clé en main, et son prix inclut la réception, la livraison en Suisse, la réception et l'installation chez le client ainsi que la formation des utilisateurs. La machine exposée aujourd'hui est la toute première, nous l'avons terminé il y a une semaine. Elle va être testée dans les prochains temps par l'un de nos clients actif dans le haut de gamme horloger, afin de confirmer que nous obtenons sur les pièces la précision d'usinage exceptionnelle que nous attendons. Nous la présenterons de nouveau à l'EMO à Hannovre, où nous mettrons en avant l'usinage d'aubes de turbine.

La robotique industrielle connaît une évolution fulgurante, portée par l’automatisation, l’intelligence artificielle et la quête de compétitivité. Hier cantonnée aux tâches répétitives, elle devient collaborative, plus flexible et connectée. Pourtant, cette mutation pose des défis majeurs : adaptation des compétences, sécurité des travailleurs, impact environnemental et dépendance technologique. Cette révolution est rendue possible grâce au travail conjoint des fabricants de robots, des concepteurs de préhenseurs et de tous les acteurs de la chaîne industrielle. Petit tour d'horizon dans ce dossier

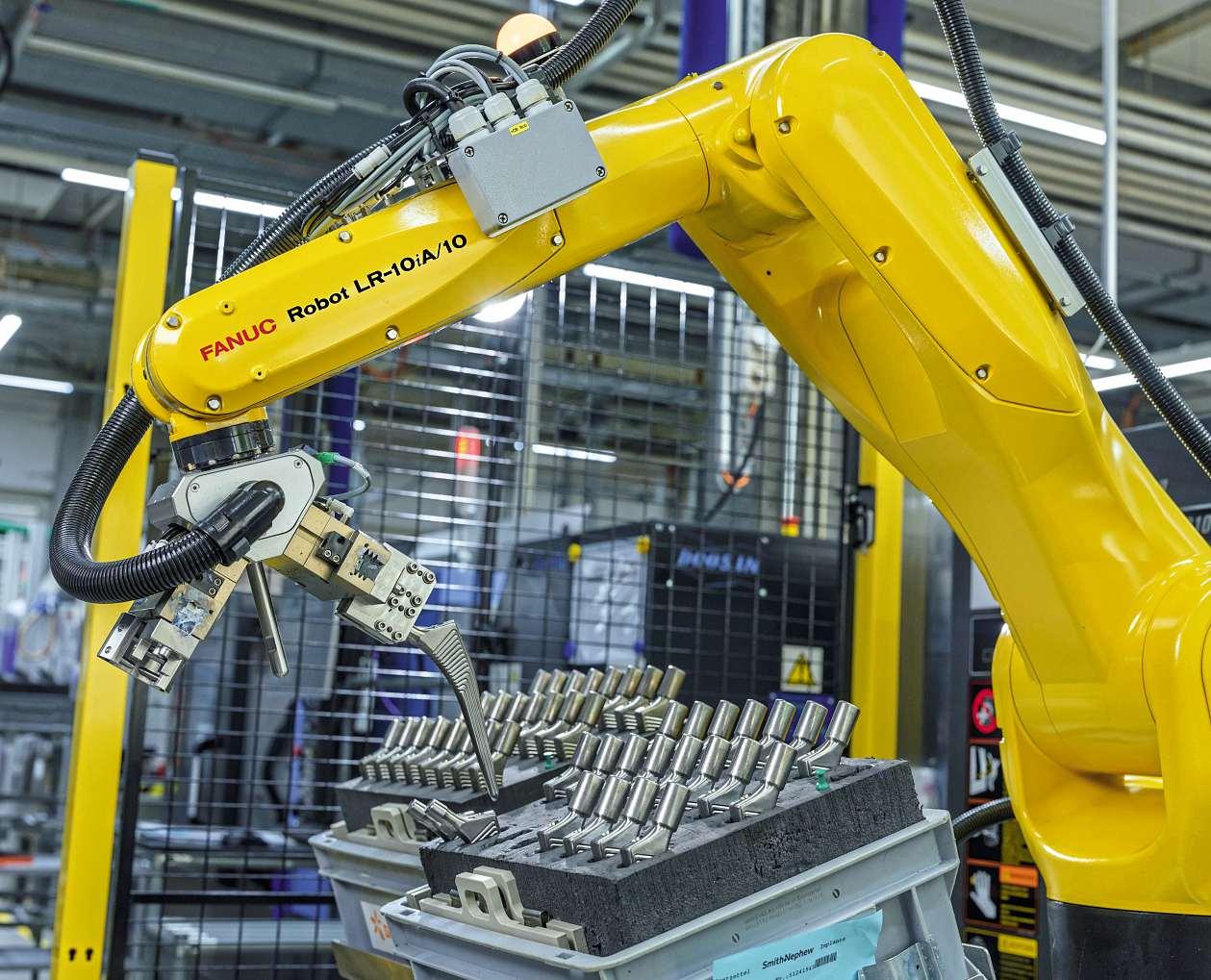
Les moyennes entreprises actives dans des secteurs non techniques, comme la transformation des aliments, dépendent généralement de prestataires de services externes en matière d'automatisation avec des robots. Cependant, cela implique des dépendances et des coûts élevés lorsque des reprogrammations sont nécessaires.
Aujourd'hui, on trouve sur le marché des fournisseurs de robots qui proposent non seulement des appareils performants à des prix avantageux mais qui aident aussi les entreprises à se débrouiller seuls par l'intermédiaire de leurs représentants locaux. Voici un rapport d'expérience. « Depuis la création de notre entreprise en 1930, nous sommes spécialisés dans la transformation de denrées alimentaires de haute qualité », explique le directeur de l'entreprise Morga AG à Ebnat-Kappel (Suisse). Cette entreprise familiale de taille moyenne, qui emploie une centaine de personnes, fabrique plus de 1500 produits
végétariens différents à partir d'aliments naturels de qualité, dont beaucoup sont bio. Parmi ces produits, on compte des mélanges de noix et de fruits secs, des mueslis, des pâtes, des plats cuisinés, des bouillons, des jus de fruits et des confitures ainsi que des thés. Une attention particulière est accordée à une alimentation saine et à la prise en compte des allergies et des intolérances. De plus, divers produits, destinés pour la plupart à l'exportation, doivent respecter des prescriptions spécifiques lors de leur fabrication et de leur conditionnement, car les clients exigent une certification halal ou casher En complément, l'entreprise opère égale-
ment dans le domaine du conditionnement et de l'emballage en sous-traitance pour de grandes chaînes de magasins.
Pour un conditionnement du thé hautement automatisé...
« Étant donné que dans le domaine du conditionnement du thé, nous travaillons pour le compte de divers gros clients, ce service est particulièrement automatisé », explique le directeur technique de chez Morga. Aujourd'hui, l'usine compte quatre dispositifs de mise en sachet entièrement automatisés. Grâce à leur technologie complexe, ces dispositifs produisent 350

Après un arrêt du robot suite à une collision, il suffit de le tapoter deux fois pour qu’il se remette au travail. S our ce : Klaus V ollr at h
sachets de thé par minute, lesquels sont ensuite emballés individuellement et regroupés par 20 dans des packs de thé. Enfin, le système emballe cinq de ces packs de thé dans une « barquette » que les commerçants peuvent placer directement sur les rayons après en avoir retiré le couvercle. Ces barquettes sont alors étiquetées et quittent l'installation par un convoyeur à rouleaux.
En aval de la ligne de conditionnement, un robot collaboratif équipé d'un préhenseur à ventouses saisit les suremballages et les empile sur des palettes. Deux de ces palettes se trouvent en position d'attente à droite et à gauche du Cobot. Dès que l'une d'entre elles est pleine, les employés la remplacent par une palette vide à l'aide d'un transpalette. Ces mêmes employés veillent également à ce que les consommables nécessaires tels que le mélange de thé, les sachets en tissu pour les sachets de thé, les étiquettes, les cartons, etc soient toujours disponibles en quantité suffisante dans les machines d'emballage. Ils gèrent également les messages de dysfonctionnement et l'élimination des petits défauts.
« Lorsque nous avons décidé d'automatiser une quatrième ligne de conditionnement début 2023, nous voulions nous affranchir de notre dépendance vis-à-vis du fabricant de programmes », se souvient le directeur de l'entreprise. De plus, les modèles disponibles sur le marché étaient parfois nettement moins chers que les solutions proposées par le fournisseur que nous utilisions jusque-là. Après un examen approfondi de l'offre du marché, la décision préliminaire a été prise en faveur du modèle RB3-1200 du fabricant sud-coréen Rainbow Robotics, avec un prix extrêmement compétitif, et dont les dimensions étaient également mieux adaptées à l'espace disponible en amont de la ligne de conditionnement. Les robots utilisés jusqu'à présent nécessitaient un préhenseur spécial coudé en raison de l'étroitesse de l'espace disponible.
Le fait que ce produit bénéficie d'une assistance complète assurée par un partenaire commercial suisse compétent a toutefois été déterminant. Compar AG est une société d'ingénierie disposant de plu-
sieurs dizaines d'années d'expérience dans le domaine de l'automatisation des processus industriels, avec un accent particulier sur la robotique et le contrôle qualité assistée par caméra. En tant que distributeur suisse des robots collaboratifs de Rainbow Robotics, Compar est prêt à fournir à ses clients utilisant les cobots de Rainbow Robotics non seulement une assistance technique, mais aussi une aide à "l'auto-assistance" pour la réalisation de leurs propres solutions robotiques.
Avec audace.
« Nous avions déjà de l'expérience en matière de "teaching" de nos robots existants, mais nous mais nous avons dû nous jeter à l'eau en matière de programmation proprement dite », révèle le directeur technique. C'est pourquoi, en juin 2023, nous nous sommes d'abord rendus chez Compar à Freienbach pour voir un robot Rainbow. L'accueil fut très chaleureux. Rapidement, il est apparu que Compar était prêt à minimiser les risques liés à la programmation en interne grâce à une assistance complète. Ainsi, Compar a d'abord







vérifié la faisabilité de la solution robotique envisagée à l'aide d'une simulation et a confirmé que le fabricant Rainbow accordait une importance particulière à la facilité d'apprentissage de l'utilisation. Dans la mesure du possible, l'utilisateur doit pouvoir se débrouiller sans avoir recours à un intégrateur externe. Ainsi, la programmation et l'utilisation se font à l'aide d'une tablette classique, ce qui permet aux employés de se familiariser avec l'appareil sans avoir besoin de connaissances approfondies en programmation complexe.
« Compar et Rainbow nous ont non seulement fourni une bonne documentation, mais aussi un « programme modèle » et des conseils pour une stratégie de programmation appropriée », explique le directeur technique. Pour la programmation proprement dite, il a souvent pu recourir à des blocs de code préprogrammés. De plus, Compar s'est avéré très utile en donnant des conseils et en répondant aux questions. Grâce à ce soutien, l'installation a pu être mise en service en seulement quatre semaines. Comme il devait assumer de nombreuses autres tâches pendant cette période en raison de ses autres responsabilités au sein de l'entreprise, le directeur technique estime que le temps net réellement consacré à la programmation du robot ne représente qu'une semaine de travail pour une personne environ. Et ce, bien que la programmation n'ait pas pu être réalisée selon les schémas habituels. La raison : à cause de l'espace restreint sur le bord intérieur de la palette, le robot doit tourner le poignet dans le sens inverse par rapport à l'extérieur Finalement, l'ensemble du projet a été réalisé très rapidement : après la commande en juillet 2023, le robot a été livré dès la fin août et installé dès le mois de septembre. Depuis novembre 2023, le système fonctionne sans aucun problème.
Personnel « très
« Un aspect particulièrement important pour nous a été l'acceptation du nouveau robot par les employés du service », ajoute le directeur de l'entreprise. Au début, ils n'étaient pas rassurés par le changement, mais cela a rapidement changé et le « nouveau robot » est considéré comme le meilleur robot du service. L'utilisation de ce Cobot est déjà très conviviale. Pour le « teaching », les employés peuvent facilement déplacer à la main l'ensemble du bras avec les axes libérés vers l'endroit

qu'il doit atteindre. En cas de contact involontaire avec un employé, le robot s'arrête immédiatement et ne reprend que lorsqu'on le tapote légèrement deux fois. La manipulation se fait à l'aide d'une interface utilisateur graphique facile à comprendre sur une tablette disponible dans le commerce Lorsqu'il faut le redémarrer après une interruption prolongée, il suffit à l'employé de lancer le logiciel de commande du robot et d'entrer les données relatives à la palette et à la position de la pile sur la palette à partir de laquelle il doit continuer
« Nous sommes très satisfaits du résultat de ce projet. Le courage et l'enga-
gement ont porté leurs fruits Nous avons pu économiser des milliers de francs et, chose presque plus importante, réduire notre dépendance vis-à-vis des services externes », conclut le directeur de l'entreprise. MSM
Morga AG
Kapplerstrasse 60, 9642 Ebnat-Kappel
Tél. 071 992 60 40, info@morga.ch morga.ch
Compar AG
Schwerzistrasse6, 8807 Freienbach
Tél. 055 416 10 60, info@compar.ch compar.ch

De telles machines permettent à Morga de produire 350 sachets de thé finis par minute, y compris leur emballage préservant les arômes. Des suremballages en carton contenant chacun 5 cartons de vente de 20 sachets arrivent ensuite dans la zone de sortie.
Smith+Nephew s’est tourné vers son partenaire de confiance, Robotec Solutions, intégrateur officiel des systèmes FANUC depuis plus de 25 ans pour augmenter le rendement tout en maintenant un haut niveau de sécurité sur le lieu de travail.
L’entretien des machines, notamment le chargement et le déchargement, est l’une des applications les plus courantes pour les robots industriels.
Un espace sécurisé pour l’usinage des implants orthopédiques
Elle permet non seulement de réduire les coûts de main-d’œuvre, mais aussi d’augmenter considérablement le débit de production. Toutefois, dans une usine industrielle très active, une question essentielle se pose : comment garantir la sécurité des collaborateurs à proximité d’une installation aussi rapide et puissante ?
La réponse se trouve dans la technologie Dual Check Safety (DCS) de Fanuc, mise en œuvre avec succès chez Smith+Nephew, leader mondial de la technologie médicale. Le site de production d’Aarau, en Suisse, souhaitait automatiser l’un de ses processus clés : l’usinage d’implants de tige de hanche en titane.
Jusqu’alors, cette tâche était effectuée manuellement par un opérateur, qui chargeait et déchargeait les implants entre les caisses et un centre
À propos de Smith+Nephew Avec plus de 18 000 employés dans le monde, Smith+Nephew est l’un des principaux acteurs mondiaux de la technologie médicale. L’entreprise est spécialisée dans les domaines de l’orthopédie, de la médecine du sport, de l’oto-rhino-laryngologie (ORL) et des solutions avancées de traitement des plaies.
Le site de production d’Aarau, en Suisse, emploie 250 personnes et fabrique chaque année plus de 500 000 produits, dont des implants de hanche et de genou, des technologies robotiques et numériques, ainsi que des systèmes de fixation internes et externes.
>> Nous privilégions des solutions d’automatisation simples et progressives que nous pouvons mettre en œuvre rapidement et facilement, car elles représentent un avantage majeur pour nous. <<
Beat Schwarzentruber, directeur de la production chez Smith+Nephew
d’usinage CNC. L’objectif était clair : augmenter le rendement tout en maintenant un haut niveau de sécurité sur le lieu de travail.
Pour ce projet, Smith+Nephew s’est tourné vers son partenaire de confiance, Robotec Solutions, intégrateur officiel des systèmes Fanuc depuis plus de 25 ans. Robotec a recommandé l’utilisation du robot industriel FANUC LR-10iA/10, un modèle compact à 6 axes, doté d’une charge utile de 10 kg et d’une portée de 1101 mm. Léger et entièrement caréné, ce robot est parfaitement adapté aux petites cellules d’automatisation, notamment pour les opérations de maintenance des machines.
Un élément clé de la solution proposée était l’intégration de la technologie Dual Check Safety (DCS) de Fanuc, permettant de créer une barrière de sécurité virtuelle autour de la cellule robotisée. Ce système surveille en temps réel les mouvements, les positions et les vitesses du robot, garantissant ainsi une sécurité optimale pour les opérateurs.
Depuis l’installation du robot Fanuc, Smith+Nephew a constaté une augmentation de 45 % du débit de production des implants de hanche usinés De plus, la cellule automatisée permet un fonctionnement autonome pendant quatre heures chaque jour, libérant ainsi du temps pour les opérateurs et optimisant les ressources.
L’un des défis techniques majeurs du projet concernait la détermination précise de la position des caisses contenant les implants, qui arrivent souvent à des hauteurs ou des angles légèrement différents. Étant donné qu’aucun opérateur ne peut pénétrer dans la barrière de sécurité virtuelle pendant le fonctionnement, Robotec a développé une méthode innovante de balayage laser, permettant de détecter dynamiquement la position exacte de chaque caisse.

Beat Schwarzentruber, directeur de la production chez Smith+Nephew à Aarau, résume la stratégie de l’entreprise en matière de robotique :
« Nous privilégions des solutions d’automatisation simples et progressives que nous pouvons mettre en œuvre rapidement et facilement, car elles représentent un avantage majeur pour nous. »
Cette approche a également guidé le projet actuel, comme l’explique Patrizia Rieser, cheffe de projet :
« Nous recherchions une solution de chargement/déchargement qui nous permettrait d’améliorer une opération d’usinage de base à l’aide d’un robot industriel rapide et stable. »
Le site d’Aarau utilise les robots Fanuc depuis plus de 20 ans, en partenariat étroit avec Robotec Solutions.
« Nous utilisons des robots Fanuc depuis plus de 20 ans avec une entière satisfaction. Ces robots sont à la fois flexibles et fiables », souligne Rieser Aron Spigaglia, chef de projet chez Robotec Solutions AG, ajoute :
« Nous utilisons les produits Fanuc en raison de leur fiabilité inhérente et de leurs normes de construction élevées. Grâce aux technologies Fanuc, nous avons réussi à mettre en œuvre une automatisation complète pour l’usinage d’implants de hanche à Aarau. »
Un témoignage fort de cette fiabilité : les premiers robots Fanuc installés sur le site sont toujours en service, preuve de leur robustesse dans des environnements de production exigeants. MSM
Fanuc Switzerland GmbH
Grenchenstrasse 7, 2504 Bienne Tél. 032 366 63 63, info@Fanuc.ch fanuc.eu/ch/
Le nouveau portefeuille Robot PLUS de Schunk offre des options polyvalentes pour une automatisation robotisée flexible.
Il comprend des changeurs d’outils, des unités de compensation et des capteurs de force/couple 6 axes, qui peuvent tous être combinés de diverses façons avec les préhenseurs issus du vaste portefeuille de Schunk. Cela permet à Schunk de proposer des solutions com-
plètes, flexibles et efficaces pour la main du robot, le tout auprès d’un seul fournisseur
La flexibilité est essentielle pour l’automatisation moderne — et Schunk fournit les solutions adaptées. Ce pionnier technologique élargit son portefeuille d’outils
de bout de bras pour applications robotiques, conçu en Allemagne et tourné vers l’avenir Ce portefeuille couvre l’espace entre la bride du robot et l’effecteur terminal, et peut être adapté de manière flexible aux besoins individuels. Schunk trace ainsi la voie de l’avenir, tout en s’ap-
Le changeur d’outils CPS est entièrement compatible avec les systèmes Schunk existants. Grâce à des cycles de changement rapides entre différents effecteurs terminaux, il minimise les temps d’arrêt machine et augmente la productivité.

Le capteur de force/couple FTS mesure les forces et moments de processus avec une résolution et une précision élevées, garantissant une qualité constante et des résultats fiables en fabrication automatisée.

L’unité de compensation AGM compense les tolérances, améliorant la stabilité et l’efficacité des processus. Elle se distingue par sa capacité de charge élevée, son comportement de compensation multidirectionnel et sa grande variété de versions disponibles.

Le système de changement manuel CMS convivial se verrouille et se déverrouille facilement et confortablement, sans outil supplémentaire
puyant sur des décennies d’expérience dans la technologie d’automatisation.
d’outils : maîtriser efficacement la variété des composants
SE & Co . K G
S our ce : SCHUNK
Grâce à un changeur d’outils, les robots peuvent exécuter une grande variété de tâches de manutention ou d’usinage, de manière flexible et sans temps de réglage supplémentaire. Ils permettent de changer rapidement et facilement les préhenseurs, outils et autres effecteurs terminaux, réduisant ainsi les temps d’arrêt. Le portefeuille Robot PLUS comprend actuellement trois produits différents dans cette catégorie.
Pour les applications industrielles, les changeurs d’outils CPS et CPB sont parfaitement adaptés. Ils remplacent les effecteurs terminaux de manière entièrement automatique via des systèmes pneumatiques. De plus, ils permettent divers transferts de médias grâce à une large gamme de modules de signaux, pneumatiques, fluidiques et de communication.
S E & Co. K G
S our ce : SCHUNK
Le changeur d’outils CPS est un outil polyvalent et flexible, où le module maître (CPS-K) et l’adaptateur (CPS-A) sont reliés de manière fiable grâce à un mécanisme de verrouillage à billes. Le système permet un échange rapide et sûr de préhenseurs et d’autres outils, pour une charge manipulée jusqu’à 1 :000 kg Tous les composants fonctionnels étant en acier trempé, le CPS est parfaitement adapté aux environnements industriels exigeants La série comprend 18 tailles, garantissant un changeur adapté à chaque robot. Lors du remplacement d’anciens changeurs Schunk, aucune reprogrammation n’est nécessaire, car le CPS est entièrement compatible.
SE & Co. K G
S our ce : SCHUNK
Le changeur d’outils CPB garantit des changements d’outils efficaces, alliant flexibilité maximale et fiabilité de processus. Sa particularité réside dans son mécanisme de verrouillage robuste à goupilles. Schunk met ici à profit plus de 20 ans d’expérience dans la technologie de serrage stationnaire, en transférant ce système éprouvé de la table de machine au robot Le mécanisme à goupilles autobloquant et emboîtant, en acier inoxydable trempé sous vide, assure une stabilité maximale et une longue durée de vie L’interface ISO intégrée permet un montage rapide et réduit les efforts de mise en service.
Le système de changement manuel CMS est l’élément idéal pour diverses tâches en fabrication, en technologie de manutention ou sur des postes d’assem-
blage. Compact et facile à utiliser, ce système permet des changements rapides à l’extrémité du robot. Grâce à la technologie de levier poussoir éprouvée, le CMS se verrouille et se déverrouille facilement, sans effort et sans outil supplémentaire. Il peut manipuler des charges jusqu’à 58 :kg. Le système de capteurs intégré garantit également la sécurité opérationnelle et la fiabilité des processus. Grâce
INTERVIEW
au motif de bride ISO, le CMS peut être monté sur tout robot standard sans plaque adaptatrice supplémentaire.
L’unité de compensation AGM compense efficacement les tolérances dans les processus automatisés avec robots. Elle per-
Quels sont les plus grands défis de l’automatisation robotisée aujourd’hui ?
La complexité croissante des applications représente un défi majeur pour les entreprises : gérer une variété de composants de plus en plus large dans des processus exigeants et avec une productivité élevée est l’objectif. Les solutions robotiques doivent donc être non seulement précises et efficaces, mais surtout extrêmement flexibles. Dans le même temps, les utilisateurs attendent une intégration simple — même dans des environnements de production existants. Et ces trois aspects — productivité, flexibilité et simplicité — doivent aussi s’accompagner d’une grande fiabilité. L’objectif est de minimiser les temps d’arrêt et de garantir une production stable.
Quelle valeur ajoutée Schunk offre-t-elle à ses clients avec ce nouveau portefeuille ?
Nos clients attendent un conseil expert pour la planification système, une disponibilité mondiale des composants standards et une réactivité maximale en ventes et après-vente. Cela vaut aussi pour Robot PLUS. Les composants coordonnés rendent les processus d’automatisation robotisée plus efficaces, flexibles et productifs. Les normes de qualité les plus élevées garantissent une durée de vie maximale des outils. Une grande partie du portefeuille est disponible sur stock et livrée dans le monde entier via notre réseau de filiales. Ces valeurs ajoutées contribuent à optimiser les environnements de production modernes et à garantir ainsi la sécurité des investissements à long terme. Pour cela, nous nous appuyons sur des décennies d’expérience en automatisation, une expertise technique étendue et un réseau mondial.
Comment Schunk accompagne-t-elle les entreprises dans la mise en œuvre de solutions d’automatisation ? Nous adoptons une approche globale, qui prend en compte aussi bien les nouveaux venus dans l’automatisation que ceux qui ont déjà une grande expérience et des besoins spécifiques. Nous accompagnons nos clients depuis l’analyse et le conseil, en passant par le développement du concept, la validation et la mise en service finale. Notre portefeuille comprend des composants standards pouvant être adaptés aux besoins de nos clients. Pour des solutions spéciales sur mesure, nous

Sebastian Höpfl, Executive Vice President, Gripping Technology & Automation Technology chez Schunk.
proposons une ingénierie rapide, spécifique au secteur, qui s’adapte de manière flexible aux exigences individuelles. Et cela, dans le monde entier, avec des interlocuteurs locaux. Nous soutenons ainsi nos clients à chaque phase de l’automatisation — pour une mise en œuvre sans accroc et un succès durable.
Quelles applications et industries cibles sont concernées par le portefeuille Robot PLUS ?
Le portefeuille Robot PLUS a été conçu pour être si polyvalent qu’il peut être utilisé dans de nombreux secteurs et applications. Nous voyons un fort potentiel notamment dans nos industries clés : automobile, e-mobilité, sciences de la vie, électronique et aérospatial. Un exemple pour l’e-mobilité est notre changeur d’outils CPS, utilisé dans la production de cellules de batteries. Il permet des changements rapides et précis pour exécuter efficacement diverses étapes de manutention et d’assemblage. Dans les industries automobile et aérospatiale, notre unité de compensation AGM est fréquemment utilisée. Elle compense les tolérances, par exemple lors du chargement et du déchargement de machines-outils ou lors des processus d’assemblage, garantissant ainsi un fonctionnement fluide et une fiabilité élevée des processus. Grâce à la flexibilité et à la précision de nos produits, nos solutions peuvent être adaptées individuellement aux applications les plus exigeantes — quel que soit le secteur ou les exigences spécifiques.
met d’éviter, par exemple, les blocages lors du chargement et du déchargement de machines-outils, les imprécisions lors des opérations d’assemblage ou les coincements lors du bin picking. La gamme modulaire AGM comprend 23 tailles, éliminant toute contrainte liée aux contours perturbateurs. Grâce à sa grande diversité de variantes, les utilisateurs trouveront toujours l’unité adaptée à chaque application. L’AGM séduit également par son comportement de compensation : elle compense les mouvements dans toutes les directions (XY, Z, W) et leurs combinaisons (XYZ, WZ). Sa capacité de charge est particulièrement impressionnante : de quelques grammes à plus de 400 kg. Les cartouches à ressort brevetées et les cartouches à air garantissent une compensation fiable du poids — même en position horizontale ou inclinée — tandis que les guidages robustes assurent une longue durée de vie.
S our ce : SCHUNK
Qu’il s’agisse de contrôle qualité — par exemple dans la fabrication de batteries pour l’e-mobilité — de surveillance de processus, ou de tâches de meulage et d’assemblage : le capteur de force/couple 6 axes FTS mesure les forces et moments de processus avec une résolution et une précision élevées. Cela permet une évaluation fiable de toutes les forces agissantes. La surveillance continue garantit une qualité de fabrication constante et des résultats précis. Doté d’un indice de protection IP67, le capteur FTS est disponible en neuf tailles et offre des performances fiables même dans des conditions difficiles. La boîte d’interface prenant en charge EtherNet/IP, EtherCAT et PROFINET assure une intégration facile dans les systèmes existants.
Avec le portefeuille Robot PLUS, Schunk crée des options variées pour une automatisation robotisée flexible Grâce à des décennies d’expertise dans le développement de composants d’automatisation parfaitement adaptés et ingénieux, Schunk est synonyme de productivité, de flexibilité et d’efficacité des ressources exceptionnelles. MSM
SCHUNK Intec AG
Schützenstraße 25, 8355 Aadorf
Tél. 052 354 31 31, info@ch.schunk.com schunk.com/ch/fr
Pour répondre aux exigences croissantes du marché du ski de randonnée, Pomoca SA a récemment franchi une étape décisive dans la modernisation de sa chaîne de production L'entreprise s’est appuyée sur l’expertise de TCI Engineering SA pour concevoir une nouvelle machine d'encollage sur mesure, intégrant des composants de commande et d'automatisation fournis par Beckhoff Automation SA. Ce partenariat technologique a permis de développer une solution à la fois performante, fiable et évolutive, taillée pour les prochaines décennies

Fondée en 1933 aux Avants, dans les hauts de Montreux, par la famille Dufour, Pomoca est une entreprise historique initialement spécialisée dans les articles de sport Rapidement, elle s'oriente vers la fabrication de peaux de phoque pour le ski de randonnée, devenant ainsi le tout premier fabricant mondial dans ce domaine et ce, sans concurrence pendant près de vingt ans.
Restée une entreprise familiale jusqu'en 2011, Pomoca est alors rachetée par le groupe italien Oberalp, lui-même familial. Depuis, la croissance a été significative, portée par l'essor du ski de randonnée. Aujourd'hui, Pomoca est leader du marché mondial, avec plus d'un tiers de parts de marché globales et près de 50 % aux États-Unis. L'entreprise est reconnue pour la qualité de ses produits, positionnés en milieu et haut de gamme.
« Dans ce secteur, nous avons deux canaux de distribution : Pomoca pour la vente directe, et le white label, qui représente plus de la moitié de nos volumes, vendus directement aux fabricants de skis », explique Josep Castellet, CEO de Pomoca
Une chaîne de production entièrement maîtrisée
Toute la production finale a lieu en Suisse. Cependant, le processus débute en Afrique du Sud, avec la laine mohair issue de la chèvre angora. Cette matière première est d'abord filée, puis expédiée en Allemagne, chez un tisseur qui fait partie du groupe Pomoca C'est là que la laine est tissée, teinte, puis renforcée par une membrane en caoutchouc appliquée en contre-collage.
De retour en Suisse, Pomoca prend en charge les étapes finales de fabrication. Cela comprend l'encollage de la peau, sa découpe aux dimensions exactes des skis, l'ajout du logo ou de la marque par sérigraphie, ainsi que le conditionnement en vue de la vente.
Aujourd'hui, l'entreprise produit environ 100 000 paires de peaux chaque année. Ce chiffre avait atteint 300 000 pendant la période de la pandémie Malgré un contexte économique encore fragile, Pomoca prévoit d'augmenter sa production à 150 000 paires dès l'année prochaine, dans un marché mondial qui oscille entre 450 000 et 500 000 unités par an.
Des utilisateurs variés avec des exigences élevées
Les peaux Pomoca sont utilisées aussi bien par les particuliers (randonneurs, freeriders) que par les professionnels, notamment en coupe du monde ou aux Jeux olympiques. Une des épreuves les plus emblématiques reste la Patrouille des Glaciers. Un segment plus confidentiel concerne les armées et les utilisateurs professionnels, comme les guides et patrouilleurs.
Dans les compétitions, un moment clé est celui de la transition. Il s'agit d'enlever les peaux le plus
S our ce : M SM
S our ce : M SM

La tourelle des rouleaux bruts est entraînée par un servomoteur Beckhoff et s’incline à l’horizontale pour faciliter le chargement.
S our ce : MSM


S our ce : M SM

S our ce : MSM
Il faut un équilibre subtil entre une adhérence suffisante même en milieu froid et humide, et une facilité de retrait sans traces.
Pomoca ne développe pas ses colles à partir de zéro, car elle n'en consomme qu'entre 5 et 10 tonnes par an. Elle les sélectionne parmi les références existantes sur le marché et, si nécessaire, demande des ajustements aux fabricants pour répondre à ses besoins spécifiques.
Le développement des produits reste avant tout empirique. « Aucun modèle mathématique ne peut prédire si une peau aux poils plus longs ou tissée différemment offrira une meilleure glisse. Seuls les tests sur le terrain, dans toutes les conditions météo et types de neige, permettent de valider les innovations C'est un processus long et rigoureux », précise Josep Castellet.
Pomoca propose aujourd’hui 4 modèles de peaux de base, 4 modèles « pro » et 5 modèles spécialisés.
Avant le lancement du projet avec TCI Engineering, l'entreprise disposait déjà d'une encolleuse développée en interne, qui a largement contribué à son succès durant 20 ans. Mais avec le temps, certaines pièces devenaient introuvables et la machine manquait d'automatisation.
Il y a trois ans, Pomoca a donc décidé de lancer une nouvelle machine. En s'appuyant sur l’expérience accumulée, un cahier des charges précis a été établi, capitalisant sur les points forts de l'ancienne encolleuse et améliorant les aspects plus faibles. Cinq entreprises ont été consultées, et TCI a été choisie pour la qualité de sa solution, le respect des délais et la garantie de confidentialité.
rapidement possible pour entamer la descente. En sprint olympique, la course ne dure que trois minutes pour les meilleurs. Il s'agit d’un sport très complet, alliant intensité physique et technicité « Cette année, 67 % des médailles en compétition ont été gagnées avec des peaux Pomoca. Cela s'explique par la qualité de nos produits, la glisse bien sûr, mais surtout la facilité de manipulation, qui dépend en grande partie de notre colle », poursuit Josep Castellet.
Le système de collage développé par Pomoca permet une adhérence optimale tout en garantissant un retrait facile, sans résidus sur les semelles, même lors de transitions rapides sans déchausser les skis.
La colle est au cœur du produit. Sa durée de vie varie entre 3 et 5 ans, selon les conditions d'utilisation et de stockage. Pour les fabricants de peaux, la formulation de la colle est un véritable Graal Chaque entreprise possède son propre savoir-faire.
« Nous sommes très satisfaits du travail de TCI. La machine, commandée en février 2023, a été testée chez eux en novembre 2023, puis installée chez nous en mars 2024. Quelques ajustements ont été nécessaires, mais TCI a été très réactif Et ils sont à 15 minutes de chez nous, ce qui est un vrai atout », conclut Josep Castellet.
La machine d’encollage des peaux développée par TCI intègre de nombreuses solutions innovantes. « L'innovation qu’apporte Beckhoff est intéressante pour un fabricant de machines spéciales, cela lui permet de se démarquer des concurrents, et d’apporter des solutions technologiques de pointe à ses clients », souligne Vincent Hauert, area sales manager chez Beckhoff Automation SA à Yverdon-lesBains.
Par rapport à l'ancienne encolleuse maison, la nouvelle machine développée par TCI introduit plusieurs avancées majeures, à commencer par le système de chargement, et déchargement des rouleaux, celui de la peau brute en entrée, et celui de la peau encollée en sortie.
Ces rouleaux, pouvant contenir jusqu’à 400 mètres de peau, représentent un poids conséquent. Dans l'ancienne configuration, ils étaient positionnés à l'horizontale pour en faciliter le chargement et le déchargement. Toutefois, cette disposition imposait deux torsions successives de la peau, une première de 90 degrés pour la placer à plat lors de l'encollage, puis une seconde pour la remettre à la verticale avant l'enroulement final. Ce double mouvement compliquait le guidage de la bande, et pouvait impacter la qualité du processus.
Désormais, la nouvelle machine est équipée de deux tourelles basculantes en entrée, et en sortie. Celles-ci permettent un chargement et un déchargement horizontaux, toujours aussi simple, puis basculent à la verticale pour assurer un déroulement et un enroulement de la peau à plat, sans torsion. Cette configuration améliore à la fois la qualité du guidage, la précision de l'encollage, et l'ergonomie pour les opérateurs.
Une station située à l'entrée de la machine facilite le raccordement de la peau suivante, sans intervention manuelle. Grâce à un système de pantin, équipé d'une vanne proportionnelle, la peau est tendue avec précision. Une jauge de contrainte placée sur l'un des rouleaux permet de contrôler en continu la tension réelle, et de la comparer à la consigne.
Le centrage de la peau est ensuite affiné par une station équipée de roues de guidage, qui s'ajuste automatiquement à la largeur du produit. Avant la dépose de colle, la peau passe dans une station de chauffe infrarouge. La température y est régulée en fonction du type de peau, afin de garantir une adhérence optimale. Cette fonction, ainsi que celle de refroidissement, ne sont pas encore utilisées, comme l'explique Pierre Guyot, opérateur de la machine chez Pomoca : « Actuellement la machine fonctionne encore à vitesse réduite. Nous devons

avant cela valider le processus d'encollage avec des tests de terrain en conditions réelles dans différents types de neiges, et conditions météorologiques Une fois le procédé validé, nous pourrons profiter de l'impressionnante vitesse de défilement de cette nouvelle machine. »
Ensuite la tête d’encollage applique une couche de colle. Le dosage est précis, contrôlé pour assurer une épaisseur de film constante, ce qui impose une vitesse de défilement parfaitement stable. Des masques, positionnés dynamiquement grâce à des capteurs optiques, empêchent les coulures en stoppant la colle à la limite exacte des bords de la peau.
La peau est ensuite refroidie dans une station prévue à cet effet. Cette étape est indispensable, car la colle est déposée à chaud, et la température doit être abaissée avant les étapes suivantes. Là




En haut à gauche, le PC industriel Beckhoff CX2033, équipé d’un processeur bicœur AMD Ryzen™ V1202B cadencé à 2,3 GHz.
encore, la régulation thermique dépend du type de peau traité.
Avant l'enroulement final, un film protecteur, appelé liner, est appliqué sur la face encollée. Ce liner est déroulé depuis un rouleau, puis appliqué avec précision grâce à un système de plaquage. Sa tension est contrôlée par un servomoteur Un capteur mesure en continu le diamètre du rouleau de liner, lorsqu’un rouleau arrive en fin de course, le système bascule automatiquement sur un second rouleau, garantissant ainsi une production ininterrompue. L'arrêt du défilement étant proscrit pour maintenir la qualité, cette fonction est essentielle
Enfin, la peau est enroulée sur un plateau en sortie de machine. Cet enrouleur, similaire dans sa conception au dérouleur d'entrée, peut passer de la position verticale à horizontale. C'est le servomoteur de cet enrouleur qui assure la traction et la vitesse de défilement de la peau, en se basant sur les données fournies par un codeur monté sur l'un des rouleaux de renvoi.


Une des deux armoires électriques de la machine avec en bas à gauche les drivers Beckhoff pour les servomoteurs
Le haut niveau d’automatisation de la nouvelle encolleuse transforme en profondeur les méthodes de travail chez Pomoca. « Grâce à cette automatisation, nous pouvons affecter nos opérateurs à d’autres tâches à plus forte valeur ajoutée, tout en réduisant considérablement les temps de changement de lots », souligne Honoré Becker, responsable de secteur Au-delà du gain de productivité, l'enjeu environnemental et économique est également significatif La machine permet d'éviter les pertes de matière en optimisant l'utilisation des rouleaux. « Auparavant, nous devions systématiquement jeter les cinq premiers mètres de peau à cause de défauts liés à la mise en route. Aujourd'hui, l'intégralité des rouleaux est exploitée sans perte », précise-t-il.
Autre avantage, le système de supervision intégré génère de nombreux messages d'alerte et de diagnostic, offrant un suivi extrêmement précis du processus de production.
Pour TCI Engineering, les PC de Beckhoff offrent une grande flexibilité tant en matière de développement que d'intégration. Le choix du PC s'est orienté vers une solution suffisamment puissante pour piloter les 16 axes, gérer la régulation de vitesse et de température, et afficher l'interface HMI basée sur TF2000 via un navigateur « Ce PC nous permet à la fois de bénéficier d'une puissance d'automate élevée, d'exécuter diverses applications Windows, de calibrer nos capteurs et de communiquer avec d'autres PC en réseau », précise Ronald Berney, technicien en systèmes d'automatisation industrielle chez TCI Engineering.
La commande de l’encolleuse utilise l’HMI TF2000 de Beckhoff associé à deux écrans tactiles.
Le bus EtherCAT, natif chez Beckhoff, apporte une compatibilité étendue avec différents périphériques. Le premier avantage est sa rapidité de configuration, le scan du matériel est automatique En cas de remplacement d'une carte ou d'un drive, la configuration est automatiquement rechargée. TCI

utilise prioritairement TwinCAT 3 et ses modules complémentaires, ce qui permet de répondre aux besoins spécifiques de ses clients, tout en assurant une efficacité de développement et un haut niveau de qualité.
Le choix du HMI TF2000 s'est imposé pour ses performances, sa modernité, sa rapidité de développement et sa capacité à fournir une interface complète et intuitive. Grâce aux outils fournis par Beckhoff, TCI a pu concevoir une interface personnalisable. Concernant les E/S, de nombreux modules EtherCAT IP67 de la série EP ont été employés, notamment le EP1008 pour des E/S numériques simples, le EP3184 pour des entrées analogiques multifonctions (4-20 mA, 0-10 V), ou encore le EP5101 pour la lecture de codeurs D'autres cartes ont été ajoutées afin de permettre l intégration de bus de terrain spécifiques à certains capteurs. L'autre avantage est sa grande souplesse de fonctionnement.
Le panneau de commande retenu est un modèle CP2916-0010 de 16 pouces, choisi pour sa haute résolution et son raccordement simplifié par CPLink, qui regroupe alimentation, données et signal tactile dans un seul câble. En matière d'entraînement, Beckhoff permet une intégration simplifiée des moteurs et axes. La machine comprend deux moteurs asynchrones et dix-huit servomoteurs, chacun affecté à des fonctions précises de transport, de tension ou d'application.
La maîtrise de Pomoca dans la fabrication de peaux de phoque, combinée à l'expertise de TCI et aux solutions de Beckhoff Automation, a permis de concevoir une machine performante dont le plein potentiel reste à exploiter « TCI Engineering est partenaire de Beckhoff depuis plus de dix ans, une
relation qui s'inscrit dans la durée », souligne Vincent Hauert, avant d’ajouter : « Nous collaborons très étroitement avec nos partenaires, tant sur le plan technique que commercial. Pour cela, nous comptons sur une équipe d'une dizaine de collaborateurs basés en Suisse romande. »
Ce projet illustre l'alliance réussie entre savoir-faire traditionnel et innovation technologique En modernisant sa production avec des solutions évolutives, Pomoca se prépare à relever les défis futurs du marché, tout en garantissant la qualité et la précision qui font sa réputation. Il témoigne aussi de l'importance de partenariats solides et de technologies flexibles pour concevoir des machines spéciales adaptées aux besoins spécifiques de l’industrie sportive. MSM
Pomoca SA 23 route de Saint-Marcel, 1373 Chavornay Tél. 021 821 52 72, info@pomoca.com pomoca.com
Beckhoff Automation AG Avenue des Sciences 15, 1400 Yverdon-les-Bains Tél. 024 447 27 00, yverdon@beckhoff.ch beckhoff.com
TCI Engineering SA Chemin du Montillier 4, 1303 Penthaz Tél. 021 863 05 10, tci@tci-engineering.ch tci-sa.ch










Votrepartenaire CFAO depuis plus de 35 ans
info@productec.ch |www.productec.ch
Des chercheurs et chercheuses du CSEM ont mis au point une solution révolutionnaire : une méthode d'entraînement de l'IA qui effectue des tâches de surveillance complexes tout en effaçant de manière irréversible de sa mémoire les traits personnels tels que les visages, le sexe ou l'âge
La reconnaissance faciale et la surveillance par IA se répandent rapidement, des aéroports aux hôpitaux, en passant par les Smart Cities et les appareils personnels Bien que ces outils promettent un renforcement de la sécurité et un gain d'efficacité, ils soulèvent également des préoccupations majeures en matière de protection de la vie privée, de consentement et de biais algorithmique.
Le CSEM a mis au point une nouvelle méthode puissante d'entraînement de l'IA qui permet de surveiller la population (par exemple dans les espaces publics ou les hôpitaux) tout en protégeant la vie privée des individus et en évitant les préjugés La méthode s'appuie sur une stratégie astucieuse d'« apprentissage antagoniste », qui introduit un réseau dit de « chiens de garde » pendant la phase d'entraînement de l'IA. Ce challenger interne détecte lorsque le système tente de conserver des informations qu'il ne devrait pas (comme l'âge d'une personne) et le force à oublier
Résultat : une IA capable de surveiller les flux de foule, de détecter les anomalies de santé ou d'aider à contrôler les accès sans jamais enregistrer l'identité des personnes « Grâce à cette technologie, nous prouvons qu'une IA éthique et axée sur la vie privée est non seulement possible, mais aussi pratique », déclare Nadim Maamari, chef de groupe au CSEM.
Développée par le groupe Edge AI and Vision Systems du CSEM, cette innovation a été testée à l'aide de données médicales et d'images faciales. Cet essai a montré que les modèles formés avec la méthode de protection de la vie privée étaient encore meilleurs que les systèmes d'IA traditionnels, améliorant la précision des tâches de jusqu'à 6,7 % Plus important encore, ils se sont avérés résistants aux attaques modernes contre la vie privée, y
compris les tentatives de rétro-ingénierie à partir des paramètres des modèles. Ces résultats ont été présentés récemment lors de la 22e Conférence internationale sur l'informatique distribuée et l'intelligence artificielle (DCAI) en France.
Pour résumer : aucune donnée sensible n'a besoin d'être stockée, transmise ou même vue par le système. Cette approche permet de déployer l'IA en toute sécurité dans des secteurs comme la santé, la sécurité publique, la mobilité urbaine et l'électronique grand public.
mondiale de la technologie de reconnaissance faciale
La technologie de reconnaissance faciale (FRT) progresse rapidement. Des systèmes comme Meta's Deep Face atteignent désormais la même précision que l'homme. En 2024, la police britannique a scanné plus de 4,7 millions de visages à l'aide de la reconnaissance faciale en di-
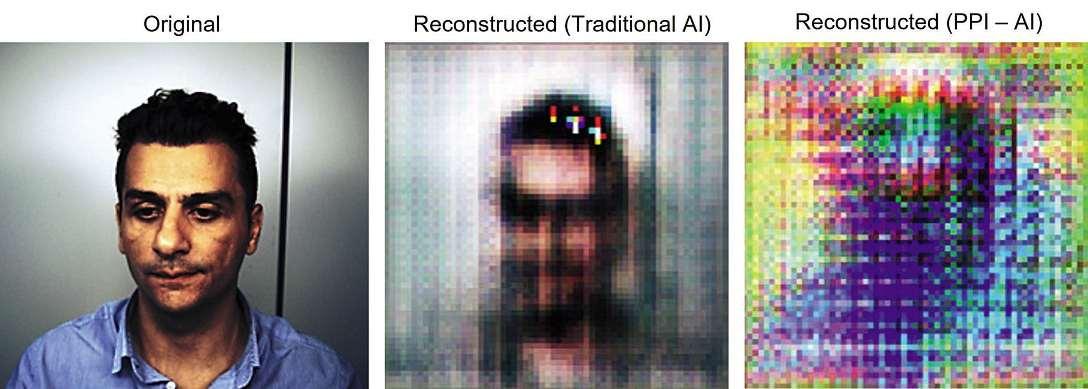
rect, contribuant à des centaines d'arrestations. Un sondage réalisé en 2020 aux États-Unis a révélé que 66 % des personnes sont favorables à l'utilisation de la FRT dans le cadre du maintien de l'ordre
Pourtant, des préoccupations majeures subsistent. La précision varie encore considérablement d'un groupe à l'autre, avec des taux d'erreur pouvant atteindre 34,7 % chez les femmes à la peau foncée contre 0,8 % chez les hommes à la peau claire. La confiance du public est partagée, surtout lorsque des acteurs commerciaux ou étatiques sont impliqués.
Les gouvernements du monde entier réagissent. La Chine a mis en place des règles de transparence et de consentement. L'UE est en train de mettre la dernière main à sa loi sur l'intelligence artificielle. Parallèlement, la Suisse adopte une approche sectorielle en intégrant la supervision de l'IA aux structures juridiques existantes.
Suisse : la réglementation se renforce, l'innovation fournit des réponses
La loi fédérale suisse révisée sur la protection des données (LPD), en vigueur depuis septembre 2023, classe les données biométriques comme hautement sensibles. Comme l'a confirmé le Commissaire fédéral à la protection des données et à l'information, la reconnaissance faciale en temps réel à grande échelle dans les espaces publics est effectivement interdite en l'absence de justification juridique spécifique.
Dans une pétition de 2021, les Suisses ont réclamé une interdiction nationale de la reconnaissance faciale dans le cadre de la surveillance, et 80 % des candidats au Parlement se sont prononcés en faveur de contrôles plus stricts en 2023 Les initiatives cantonales progressent également : Neuchâtel a inscrit « l'intégrité numérique » dans sa constitution, Saint-Gall pilote les signatures électroniques et Lausanne poursuit des réformes de la gouvernance numérique.
L'IA respectueuse de la confidentialité conçue par le CSEM est prête à être déployée
La méthode du CSEM appuie ce cadre réglementaire en veillant à ce que l'IA ne conserve ou ne traite jamais de données personnelles sensibles, réduisant ainsi les risques d'abus, de profilage et d'atteinte à la vie privée. La technologie est compacte, économe en énergie et idéale pour une
Photo reconstruite avec une IA traditionnelle. S our ce :

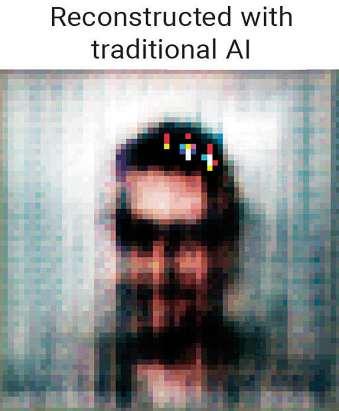
Photo reconstruite avec une IA préservant la vie privée. S our ce : CSEM
utilisation dans des systèmes embarqués. Elle garantit que les systèmes d'IA apprennent uniquement ce dont ils ont besoin pour leur mission. Grâce à cette approche, les données personnelles n'ont pas à être stockées ni transmises. Le système « désapprend » activement l'identité des personnes et se concentre uniquement sur ce qui compte, ce qui le rend
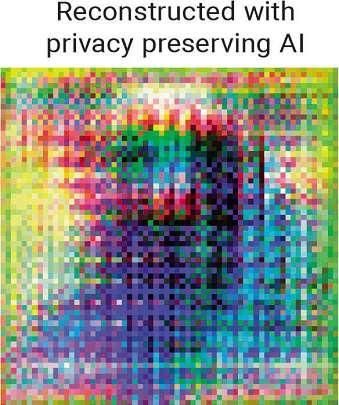
idéal pour des applications responsables dans les domaines de la santé, de la sécurité et des services publics. La technologie est testée, opérationnelle et prête à être déployée dès aujourd'hui. MSM
CSEM
Rue Jaquet-Droz 1, 2002 Neuchâtel Tél. 032 720 5111, info@csem.ch csem.ch
La nouvelle gamme de porte-outils monobloc de Big Daishowa permet de réaliser des opérations de tournage directement sur les centres d'usinage compacts Speedio de Brother, améliorant ainsi la flexibilité et la productivité.
Big Daishowa, un leader dans la fourniture de systèmes d'outils de haute précision et de solutions pour l'industrie de la métallurgie, lance une nouvelle gamme de porte-outils monoblocs pour le tournage, conçus pour être utilisés avec les centres d'usinage verticaux Speedio de Brother En version monobloc avec cône de broche intégré, ces porte-outils garantissent une rigidité et une précision exceptionnelles, des caractéristiques essentielles pour les opérations de tournage complexes dans des espaces réduits.
Ces porte-outils permettent un tournage précis sur les centres d'usinage Brother Speedio, réputés pour leur vitesse, leur encombrement réduit et leur efficacité énergétique. En permettant le tour-
nage sur la même machine utilisée pour le fraisage et le perçage, ces nouveaux porte-outils soutiennent des processus de production optimisés et une utilisation plus efficace des machines.
Les porte-outils sont exclusivement conçus pour s'adapter à l'interface des machines Brother Leur conception à corps carré assure une rigidité élevée et une excellente répétabilité, tandis qu'un porteà-faux minimal permet de réduire les vibrations et de garantir une stabilité optimale durant l'usinage. La compatibilité avec les fonctions de tournage intégrées de Brother permet aux utilisateurs d'élar-

gir leurs capacités d'usinage sans avoir besoin d'équipements supplémentaires
« Ces solutions de tournage sont particulièrement intéressantes pour les ateliers qui souhaitent accroître leur flexibilité et réduire leurs temps de cycle », déclare Giampaolo Roccatello, Chief Sales & Marketing Officer Europe chez Big Daishowa Europe. « Qu'il s'agisse de production très variée, de petits volumes ou de lignes dédiées à des composants spécifiques, la combinaison de nos porte-outils et des machines Speedio de Brother permet de mettre en place des processus agiles et efficaces. »
« Nous collaborons avec Big Daishowa à l'échelle mondiale », affirme Masaya Nakayama, General Manager de Brother Machine Tools Europe. « Ils sont bien plus qu'un fabricant mondialement reconnu de mandrins de haute précision : ils sont un véritable fournisseur de solutions. Leur équipe possède une connaissance approfondie des processus d'usinage et comprend les défis quotidiens rencontrés en atelier. »
« Les porte-outils et les outils fournis par Big Daishowa aident nos clients à exploiter pleinement le potentiel des machines Brother, en assurant une productivité élevée avec un encombrement minimal et une faible consommation d'énergie », poursuit M. Nakayama.
« Personnellement, j'apprécie particulièrement les porte-outils de tournage avec cône de broche intégré. Leur rigidité et leur précision assurent une stabilité de coupe sur le long terme. Alors que ces outils sont généralement fabriqués sur mesure, Big Daishowa les propose en
standard, un avantage considérable pour nos clients. »
Contrairement aux porte-outils classiques reposant sur une bague de butée vissée, souvent fixée à l'aide d'une seule vis, Big Daishowa usine le cône et le corps de l'outil à partir d'une seule pièce de matériau. Cette structure monobloc élimine les points faibles potentiels et offre une stabilité nettement supérieure, notamment dans les applications de tournage exigeantes où la maîtrise des vibrations est cruciale.
Les nouveaux porte-outils de tournage sont disponibles dans toute l'Europe via le réseau de distributeurs partenaires de Big Daishowa. La gamme de tournage pour machines Brother Speedio comprend également des porte-outils à serrage latéral, des interfaces de base type F et des plaquettes type F. Le catalogue complet des solutions Big Daishowa pour Brother est disponible en téléchargement. MSM
Big Kaiser Präzisionswerkzeuge AG
Glattalstrasse 516, 8153 Rümlang Tél. 044 817 92 00, info@ch.bigkaiser.com bigdaishowa.eu

d’usinage 5 axes M300Xd1 de Brother



























À l'EPHJ 2025, Enoveas a présenté une évolution inédite de sa micro-machine CNC
Silex : déjà saluée pour sa compacité, sa précision et son approche écoresponsable, elle devient aujourd'hui la première micro-machine suisse issue de la technologie
HE-ARC à être produite en série avec une commande numérique Fanuc intégrée.
Une rupture industrielle née de l'innovation suisse
Silex n'est pas une nouvelle machine. C'est une rupture dans l'industrialisation des micro-fabrication de haute précision. Issue d'une technologie développée par la haute école d'ingénierie HE-ARC, cette micromachine CNC 4/5 axes incarne un changement d'échelle dans le secteur de l'usi-
nage de très haute précision et répond directement aux nouveaux défis de l'industrie : miniaturisation des composants, pression sur les coûts, exigences de qualité et transition vers des ateliers plus flexibles, plus sobres et plus compacts. Avec un encombrement de seulement 0,56 m2 , un poids inférieur à 500 kg, une précision allant jusqu'à ± 1 μm et une vitesse de broche de 60 000 t/min, Silex in-
tègre désormais la commande numérique Fanuc 31i-B5 Plus, standard industriel mondialement reconnu.
Une réponse concrète aux attentes de l'industrie
Cette nouvelle version de Silex a été développée en réponse directe aux retours des clients et partenaires industriels. La mi-
>> Cette avancée marque une première, alliant l'ingénierie suisse de haute précision à une compatibilité universelle, dans une configuration pensée pour l'industrialisation à large échelle. <<
Martin Boeni, Fondateur d'Enoveas CEO de B-Next Group
La Silex d'Enoveas en chiffres :
W Encombrement : 0,56 m2
W Poids : < 500 kg
W Vitesse de broche : 60'000 t/min
W Nombre d'outils : jusqu'à 60
W CNC intégrée : Fanuc 31i-B5 Plus
W Précision : ±2 μm
W Consommation électrique : < 500 W
W Accessibilité : Poste PMR
W Maintenance : 25 ans – wordlwide
cro-machine conserve sa compacité et sa précision, tout en intégrant une commande numérique reconnue mondialement, et assurant ainsi :
W une prise en main immédiate pour les opérateurs ;
W une compatibilité directe avec les programmes CNC existants ;
W une fiabilité extrême (Mean Time Between Failure MTBF > 30 ans) ;
W un support international garanti pendant 25 ans.
Une machine pensée pour l'impact industriel, environnemental et humain
1. Éco-responsabilité : consommation énergétique inférieure à 500 W, réduction de l'empreinte carbone jusqu'à - 95 %.
2. Inclusion : accès PMR (Personne à Mobilité Réduite) facilité, pupitre de commande ajustable, ergonomie optimisée.
3. Autonomie et automation : magasin jusqu'à 60 outils, maintenance réduite.
4. Mobilité et modularité : installation sans contrainte d'infrastructure lourde.
Silex de Enoveas incarne une vision industrielle à taille humaine, plus durable, plus précise, plus agile MSM
Enoveas
Rue du Verger 11, 2014 Bôle
Tél. 032 552 33 50, welcome@enoveas.com enoveas.com
S our ce : E no ve as

Silex sort la première micro-machine suisse issue de la technologie HE-ARC à être produite en série avec une commande numérique Fanuc intégrée.
Nettoyage et ébavurage au jet d'eau à haute pression jusqu'à 850 bars.
Testez-nous!
www.mandatec.ch info@mandatec.ch +41 32 344 70 60
Pour s'imposer avec succès au centre de la technique médicale, il faut fournir des prestations particulières. Dans cet environnement exigeant, HIPP medical AG est rapidement devenue un partenaire performant et un pionnier technologique.
Pour répondre à ses exigences de fabrication élevées, l'entreprise a mis en service il y a un an la première FLUIDLYNX NEATOIL BOX.
HIPP medical utilise exclusivement de l'huile de coupe pour le refroidissement et la lubrification de toutes les machines. Judicieux, car l'absence totale de germes et la propreté sont des impératifs. Un autre aspect est la durabilité. L'idée est venue d'automatiser le remplissage, le contrôle, le filtrage et la préparation – HIPP medical s'est adressé à Motorex , son partenaire de longue date dans le domaine de l'huile de coupe.
Ralf Gfrörer, Head of Machining chez HIPP medical, voit de nombreux avantages dans le système :
HIPP medical utilise exclusivement de l’huile de coupe pour le refroidissement et la lubrification de toutes les machines, ils ont fait confiance à Motorex pour la gestion de celle-ci.

« La boîte prolonge la durée de vie de l'huile, réduit les coûts d'élimination et améliore notre gestion des copeaux. Nos collaborateurs sont libérés des tâches « fastidieuses » et peuvent se concentrer sur l'essentiel » Auparavant, l'intuition et l'expérience décidaient de la qualité de l'huile de coupe, désormais le tableau de bord affiche toutes les informations pertinentes telles que le niveau de remplissage, la température et la nature des particules de chaque machine. Les techniciens de service Motorex peuvent d'ores et déjà accéder à distance au boîtier et y installer par exemple des mises à jour logicielles. MSM
Motorex-Bucher Group Bern-Zürich-Strasse 31, 4901 Langenthal Tél. 062 919 75 75, info@motorex.com motorex.com

DES ENTREPRISES DYNAMIQUES PROPOSENT LEURS SERVICES
Bernexpo AG 3014 Bern45
Helukabel AG 5620 Bremgarten15
Herren Frères & Cie 1422 Grandson29
Eplan Software & Service AG 8902 Urdorf39
F Fritz Studer AG 3602 Thun2. US
Délai des annonces : vendredi 12 heures la semaine précédant Mode de parution : mensuel jour de parution : mercredi Contact : Tél. 044 722 77 00 media@vogel-communications.ch LISTE DES ENTREPRISES CITÉES DANS
Acrotec 2802 Develier50 B Beckhoff Automation SA 1400 Yverdon-les-Bains36 Big Kaiser Präzisionswerkzeuge AG 8153 Rümlang44
C
Chambre d'économie publique du Jura bernois CEP 2735 Bévilard16 Cobooster 1400 Yverdon-les-Bains21 Compar AG 8807 Freienbach28
Coworking Neuchâtel sàrl 2000 Neuchâtel18 CSEM SA 2000 Neuchâtel42
Dihawag 2504 Bienne24
Mandatec 2500 Biel/Bienne13, 47 N
Newemag AG 6274 Eschenbach LU7
Emissa 2400 Le Locle24 Enoveas 2014 Bôle46 F
FAJI SA 2740 Moutier22
Fanuc Switzerland GmbH 2504 Biel/Bienne31 Fondation The Ark 1950 Sion6
G
GIM – Groupement suisse de l'industrie des Machines 1094 Paudex19 Groupe Acrotec SA 2802 Develier50
Morga AG 9642 Ebnat-Kappel28 Motorex AG 4900 Langenthal48
Productec SA 2842 Rossemaison41
Walter Meier (Fertigungslösungen) AG 8303 Bassersdorf5 B
C’est avec une immense tristesse que le Groupe Acrotec a appris le décès soudain et brutal de Boris Petitpierre, figure historique de l’industrie horlogère et directeur emblématique de Petitpierre SA, société qu’il a dirigée pendant plus de 30 ans avec passion, vision et humanité.
Héritier d’une entreprise familiale fondée en 1973, Boris a su en faire un acteur de référence dans les domaines des outils horlogers, du contrôle qualité et de l’automatisation de haute précision, bien au-delà des frontières de l’arc jurassien. Son sens de l’innovation, son écoute attentive des besoins du terrain et son profond respect des savoir-faire ont durablement marqué l’ADN de Petitpierre SA, devenue membre du Groupe Acrotec en 2016.
Homme de conviction, de coeur et d’engagement, Boris était reconnu pour sa proximité avec ses équipes, sa joie de vivre communicative, son humour toujours bienveillant, mais aussi pour sa fidélité indéfectible à ses collaborateurs, à ses partenaires et à ses valeurs.
« Boris était bien plus qu’un dirigeant : il était un bâtisseur, un compagnon de route fidèle et un ami sincère. Son humanité, sa loyauté et sa capacité à rassembler
MSM Le Mensuel de l’industrie
Revue technique et industrielle
93e année, paraît tous les mois
ISSN 0025-2840
Tirage confirmé (WEMF 2020/21)
Mode de parution: mensuel
Tirage vendu au total: 999 exemplaires
Tirage gratuit: 3616 exemplaires
Bulletin de Swissmechanic et du GIM-CH Association pour les petites et moyennes entreprises de la branche mécanique et technique www.swissmechanic.ch – www.gim-ch.ch
Organe de liaison du Swiss plastics cluster www.swissplastics-cluster.ch
Direction d’édition: Matthias Böhm
Rédaction MSM (rédactrice en chef): Margaux Pontieu (mp), margaux.pontieu@vogel-communications.ch
Tél. 079 938 50 24, www.msm.ch
Rédaction MSM : Marina Hofstetter (mh), marina.hofstetter@vogel-communications.ch
Tél. 044 722 7768, www.msm.ch
Gilles Bordet (gb), gilles.bordet@vogel-communications.ch, Rue des Fontaines 11,1322 Croy, Tél. 079 138 60 72
Production : Barbara Gronemeier
Layout : Alexandra Geißner, Tél. +49 (0)931 418 27 36
En-ligne : Abetare Yaves
Mise en page avec Censhare :
Vogel Communications Group GmbH & Co. KG, D-97064 Würzburg
Editeur :
Vogel Communications Group AG, Seestrasse 95, 8800 Thalwil, Tél. 044 722 77 00
media@vogel-communications.ch –www vogel-communications.ch
Boris Petitpierre est décédé soudainement à l’âge de 60 ans lors d’un séjour au Portugal, annonce sa famille. Il était une référence dans le monde horloger pour avoir dirigé pendant 30 ans l’entreprise familiale.
laissent une empreinte inaltérable dans notre groupe. Nous perdons un homme rare, un esprit libre et un pilier de notre aventure industrielle. Nos pensées vont à sa famille, à ses proches et à toute l’équipe
S our ce : A cr ote c
de Petitpierre SA, dont il restera à jamais le père spirituel », témoigne François Billig, CEO du Groupe Acrotec En janvier dernier, Boris avait transmis avec confiance la direction générale de Petitpierre SA à Vincent Rieder, afin de se consacrer à d'autres projets professionnels et personnels Il avait su accompagner cette transition avec la même rigueur et la même bienveillance qui ont toujours caractérisé son parcours.
Boris laisse derrière lui une épouse aimante, Christine, et trois enfants, Jules, Arthur et Lili, à qui nous pensons très fort, ainsi qu’une communauté professionnelle profondément marquée par sa disparition. Son absence crée un vide immense. Il nous manquera terriblement.
Groupe Acrotec SA
Chemin de la Combatte 7, 2802 Develier Tél. 032 421 47 10, info@acrotec.ch acrotec.ch
Service aux lecteurs / Abonnements :
Tél.: +41 4472277-99
E-Mail: abo@vogel-communications.ch
DataM-Services GmbH, Max-Planck-Str. 7/9, D-97082 Würzburg
Registergericht Würzburg, HRB 6071
Directeur: Matthias Bauer, Günter Schürger
Marketing & distribution : Abetare Yaves
Valeria Carballo
Tatiane Goncalves-Dornheim
Régie des annonces Suisse romande : Margaux Pontieu, Tél. 044 722 77 81, Natel 079 938 50 24, margaux.pontieu@vogel-communications.ch Services publicité et média : Vogel Communications Group AG
Seestrasse 95, 8800 Thalwil, Tél. 044 722 77 00
Ventes Suisse alémanique : Loris DeCia, Tél. 044 722 77 77 loris.decia@vogel-communications.ch
Julia Mirsberger, Tél. 044 722 77 12, julia.mirsberger@vogel-communications.ch
Stephan Knauer, Tél. +41 79 814 82 49 stephan.knauer@vogel-communications.ch
Représentation en Allemagne : Vogel Communications Group GmbH & Co. KG Benjamin Wahler, D-97064 Würzburg
Tél. +49 170 855 37 23
Italie : Ferdinando Salaris, Via Rimembranze 1, 20026 Novate Milanese, Tél. +39 3388 28 50 21
Autriche : Technik & Medien Verlagsges. m.b.H., Traviatgasse 21-29/8/2, A-1230 Wien
Tél. 0043 1 876 8379 0, Fax 0043 1 876 8379 15
USA, Canada et UK : Vogel Europublishing inc., Mark Hauser
Ashbourne Circle, San Ramon, CA 94583, Tél. 001 925 08 03 12 65
Abonnements :
Prix annuel avec SMM/MSM Guide d’achat:
En Suisse: fr. 94.–, prix au numéro: fr. 8.50 (inclus TVA); exemplaire gratuit sur demande.
En Europe: fr. 107.– (TTC)
Autres régions: fr. 128.– (TTC)
Chaque numéro contient des articles réalisés sur des thèmes techniques, économiques et industriels : gestion d’entreprise, procédés, automation, qualité et mesure, machines et outillages, matériaux, électronique, électrotechnique, micro-électronique, GPAO, CAO, FAO, logistique et transport, énergie et sécurité. Thèmes spéciaux: salons spécialisés dossiers. Chroniques régulières: «Les cahiers de la soustraitance», «Point de mire», «News». Dossiers spéciaux Horlogerie et Medtech.
Manuscrits : par l’acceptation des manuscrits, la rédaction acquiert le droit de faire paraître le texte dans les périodiques et d’en faire des traductions. La rédaction décline toute responsabilité envers les manuscrits et les documents photos qui lui sont spontanément remis.
Copyright : toute reproduction d’articles doit être soumise à l’autorisation préalable de la rédaction.
Impression: AVD Goldach, 9403 Goldach, Tél. 071 844 94 44, www.avd.ch
Pour toutes questions concernant la sécurité du produit : produktsicherheit@vogel.de



13. November 2025


GF Machining Solutions AG
Roger-Federer-Allee 7
2504 Biel / Bienne
Partner:
Informationen und Anmeldung:smm-technologietage.ch
















TECHNOLUTION!
Wenn Technologieauf Evolutiontrifft |Quand la technologierencontre l’évolution
UnserPartner |Notre partenaire