


Innovative Lösungen
fürden Marktvon morgen

Wir machen Energielanglebig.









Unsere skalierbare Batterietechnologie ermöglicht sichere und saubere Energie
MitteJanuar forderteVDA-Präsidentin Hildegard Müller: „2025 muss einJahr des Neustartssein“,mit Blick auf die anstehenden politischen EntscheidungeninBerlin und Brüssel. Der große Wurf seinotwendig, politisch und gesellschaftlich. Seitdemist einiges passiert: Friedrich Merz wirdinKürzeOlaf Scholz ablösen, Ursula vonder Leyenhat einen Aktionsplan zur Rettung der europäischen Automobilindustrie vorgelegt, Volkswagen die Kleinwagenstudie „Every 1“ präsentiert und seine Softwaretochter Cariad weiter geschrumpft, Mercedes-Benz den Hoffnungsträger CLA enthüllt, Webastoseinen CEO ausgetauscht, ZF diePartnersuchefürseineDivisionEbestätigt,ContinentaldieAbspaltung des Automotive-Geschäfts beschlossen–nur einpaar Schlagzeilen ausder jüngeren Vergangenheit.
Jubiläumsjahr mit vielen Neuerungen auch bei »Automobil Industrie«.
Völlig irrezeigt sich derNeustart in den USA: Trump führt Strafzölle gegen Mexikound Kanada ein, um sie kurz darauf wieder auszusetzen, dann nimmt er Europa ins Visier;bizarr seine Tesla-Verkaufsshow mit Elon Musk.
Geradezu bescheiden wirken im Vergleich die Neuerungen bei »Automobil Industrie« –im Rahmen unseres 70-jährigen Jubiläums, das wir 2025 in den Ausgaben März bis November mit Ihnen feiern wollenund dasinder großenJubiläumsausgabe im Dezember gipfeln wird
DieersteAusgabeerscheintmitüberarbeitetemDesign,größeren FotosundfrischerOptikundmitneuenFormaten.EtwaunsereZahlenseite(S.10),dasBilddesMonats(S.12),unsereExklusiv-Umfrage (S.14),denMitschnitt(S.20)oderdasOEM-Interview(S.30).Hinzu kommen neue Rubriken wie China Market Insider (S.22), InnovationenzubevorstehendenMessen(S.46),Praxistest(S.64)undVorschau (S.65).
LesespaßundNutzwertwollenwirIhnenauchmitunserercrossmedialen „70JahreSerie“(S. 32) bieten. ImMittelpunkt stehen UnternehmenmitihrenwegweisendenEntwicklungenundvorallem: mit ihren innovativenIdeen füreine erfolgreiche gemeinsam ut obile Zukunft. Wollen Sie Teil dieser freue mich auf den tausch!
100 –1 000 000 Nm 10 –5 000kW up to 30 000 rpm












































Claus-PeterKö
Chefredakteur
»Automobil Indust




















Sensoren undSoftwareerkennen künftig, ob derMenschhinterdem Lenkradfit ist fürs Fahren.Seite 52

Stahlwirdgrün. Wieweitsinddie Unternehmen, dieden Werkstoffherstellen? Seite62
26 TITELSTORY: Berührungsempfindlicher Bildschirm oder lieber eine Projektion? Das sehendie Hersteller unterschiedlich. BMW entscheidet sich in der neuen Klasse vorwiegend fürProjektionen.
6 Kompakt: HannoverMesse 2025 ++ VW zeigt Nachfolger des E-Up ++ Demontage: BYD- und Tesla-Akkus im Vergleich +++ Branche in Zahlen
12 Bild des Monats: Großbaustelle BMW-Werk München
14 Ausblick 2025: Wasist wichtig und wasmuss zuerst passieren?
20 Mitschnitt: Diese Pläne und Forderungen hatLuca de Meo, CEO der Renault Group
22 Produktion: Wie generativeKIinchinesischen Fabriken genutzt wird
26 Bedienelemente: Bildschirmoder Projektion?
30 BMW Neue Klasse: Entwicklungsvorstand Frank Weber über die neue Modellgeneration
42 Wankstabilisierung: Bekanntes System aufLevel 4
44 Künstliche Intelligenz: Kollaborationstatt Irritation
48 E/E-Architektur: Externe Expertise soll Cariad helfen
50 Energieübertragung: Busbars sind eine AlternativezuLeitungen
52 Fahrerüberwachung: Wenn Dein Auto weiß, dass du getrunken hast
54 Mercedes-BenzManufaktur: Wo ausAutos Kunstwerkewerden
56 E-Mobilität: Batterieproduktion muss alsÖkosystem verstanden werden
58 BMW-Werk Landshut: „Energy Master“ fürdie ganzeWelt
32 Arnold Umformtechnik: Verbinden mit System
36 AutonomesFahren: Der lange Wegzum selbstfahrenden Auto
40 Steer by Wire: Markt für elektronische Lenksysteme formiert sich –inChina
Karosserie &Leichtbau
60 Lightweight Summit: Die Konferenz zum Leichtbauauf der HannoverMesse
62 Rohstoffe: Aufdem Wegzum grünen Stahl
35 FOKUS THEMA: Autonomes
Praxistest
64 Ausfahrt: SAIC MG4
Vorschau
65 AI 2-2025: Das lesenSie im nächsten Heft
Event-Tipp: Smart FactoryDay
Personen &Karriere
66 ImGespräch: PavelBoháč, Chief Executive OfficerAimtec

PavelBoháč ChiefExecutive OfficerAimtec, über KonnektivitätimAutound Mobilitätsservices Seite66

Prozessthermostate

PERFEKTE TEMPERATURSIMULATION FÜRIHREN PRÜFSTAND

Vertrauen Sie bei ihrem Prüfstand und der Temperierung vonUmweltsimulationen für Material- und Qualitätsprüfungen oder Stressund Belastungstests auf die hochdynamischen Temperiersysteme aus der PRESTOReihe Durch jahrzehntelange Erfahrung in der Entwicklungund Herstellung von Prozessthermostaten bietet JULABO nicht nur PremiumTemperiertechnik für höchste Ansprüche, sondern auch individuelle Sonderlösungen für kundenspezifischeAnwendungen.

WWW.JULABO.COM/AUTOMOTIVE








PARTNERLAND KANADA
Vom31. März bis zum 4. April findet die HannoverMessestatt. Das Partnerland ist Kanada. Mehr als 230Aussteller und 250 DelegierteausdemLandwerdenihreindustriellenTechnologienundihrFachwissenin sechs Pavillons präsentieren.
Dabei geht es um fortschrittliche Fertigung,digitaleTechnologien,Forschungund Entwicklung,E-Mobilität und saubereEner-
gie. Das teilt der Veranstalter der Hannover Messemit, die Deutsche Messe KanadasgrößteföderaleForschungs-und Technologieorganisation, der National Research Council of Canada, wird vorOrt sein, um Fachwissen undKompetenzen in den Bereichen saubereEnergie, fortschrittliche Fertigung,digitale Technologienund künstliche Intelligenz zu präsentieren.

STROMSPEICHER
AUTONOMES
Kanadische Wirtschaftschefs werden im Veranstaltungsprogramm aktivsein. Darunterbei einemhochrangigenWirtschaftsgipfel, einem Dialog über erneuerbare Energien, einem Dialog zwischen Führungskräftenundder„FEMWORX“-Konferenz.Außerdem bei mehreren Podiumsdiskussionen, Grundsatzreden, Präsentationen vonÖkosystemen und Produkteinführungen.
In einem Wasserstoff-Pavillon zeigen Vertreter des Landes ihreProdukterund um den Energieträger.DazuzählenTechnologien fürdie Wasserstoff-Wertschöpfungskette, einschließlich kohlenstoffarmer Wasserstoffproduktion,Wasserstoffspeicherung und Endanwendungen.
Kanada wirdsich zudem am „Renewable Dialogue“beteiligen. Er findet am 31. März statt. Die vomLand Niedersachsen und der Deutschen Messe organisierteVeranstaltung befasst sich mit Partnerschaften zwischen Kanada und Deutschland im Bereich der erneuerbaren Technologien.
Eine Auswahl der Produktedie Unternehmen auf der HannoverMesse 2025 vorstellen, habenwir aufden Seiten 46 und47in diesem Heft zusammengestellt.(thg)

:Z FG ro up

Eine Studie des Fraunhofer-Instituts fürSystem- und Innovationsforschung ISI sieht nur eine etwa50-prozentige Chance, dassdas vonderEUgesteckteZieleiner90-prozentigenSelbstversorgungmit Batteriezellen im Jahr 2030erreicht wird. Es gebe guteArgumente dafür,dassauchdas zu optimistisch sei.Eine Versorgung zu 50 bis 60ProzenthaltendieForscherumAutorSteffenLinkaberfürrelativ sicher.Insgesamtwerde dieNachfragenach Batteriezellen in Europabis2030denWertvoneinerTerawattstundeproJahrwahrscheinlich übersteigen. Fürihre Studiesimuliertensie jeweils1.000 Szenarien fürBedarf und Produktion. Dabei gabesFälle, in denen der Bedarf übertroffen wird,häufiger warlautLink aber das Gegenteil. Europa werdezwarvermutlich kaum diegünstigsten Batterien herstellen können, sagt Link. „Aber vielleichtkannman auf lange Sicht in Sachen Nachhaltigkeit oder Performance bessere Eigenschaften erzielen odersogar führend werden.“Wennman nur mit-oder hinterherlaufe, keine Risiken eingehe, und Innovationen nicht proaktivvorantreibe, werde manimWettbewerb weiter zurückfallen. (dpa/thg) Bild:
Das Kraftfahrtbundesamt erlaubtZF Mobility Solutions, ein Level-4-System fürdas autonome Fahren deutschlandweit auf öffentlichen Straßen zu erproben. Bisher galten die erteilten Einzelgenehmigungen fürvorab klar definierteStreckenabschnitteoderStadtgebiete.DerFokusderGenehmigungliegtlaut ZF auf dem öffentlichen –und damit aufdem städtischen undregionalen–Personennahverkehr.Autobahnen,Kraftfahrstraßenund StraßenmiteinerzulässigenHöchstgeschwindigkeitvongrößer100 km/hsindvonderGenehmigungausgenommen.DieGenehmigung ist bis Ende 2026 gültig und kann anschließendbis Ende 2028 verlängert werden.
InDüsseldorftesteteZFimAuftragderRheinbahnAGimFebruar bereits ein autonom fahrendes Shuttle –während der Messe für autonomeTechnologienundRobotik„Xponential“zwischenMesseparkplatz und Messehallen. Im Projekt„RABus“rolltenimvergangenenJahrinFriedrichshafenundMannheimShuttlesnachLevel4 auf zwei ausgewählten Strecken im Mischverkehr (thg)
BMW-Entwicklungsvorstand Frank Weber verlässtdenAutohersteller.SeinNachfolger wirdam1.Juni deraktuelle EinkaufsvorstandJoachimPost.DasRessortEinkaufund LieferantennetzwerkbesetztkünftigNicolai Martin.
WebersNachfolgerJoachimPostfing2002 beiBMWan.SeitJanuar2022isterMitglied desVorstandsfür Einkauf und Lieferantennetzwerk.ErwarzuvorunteranderemLeiter Produktlinie Mittelklasse BMW imRessort EntwicklungsowieLeiterFahrzeugstrategie AlsNachfolgerfürJoachimPostwurdeNicolai Martin zum 1. Juni in den Vorstand der BMW AG berufen. Er ist derzeitProduktlinienleiterOberklasseBMW,Rolls-Royceund hattezuvorunterschiedlicheFührungsfunktionen innerhalb der Entwicklung inne.
Nach Stationen in den Bereichen Gesamtfahrzeug und Antrieb leiteteerden Bereich Fahrerlebnis.
„Frank Weber und das gesamteEntwicklungsressorthabenindenvergangenenJahreneinehervorragendeLeistungvollbracht,

um das zentrale Zukunftsprojekt vonBMW zurSerienreifezuentwickeln:dieNeueKlasse. Fürdiese Leistung gebührt Frank Weber unseraller Dank“, sagteNorbert Reithofer, Vorsitzender des Aufsichtsrates. „Wir wünschenihm und seinem privatenUmfeld alles Gutefür die Zukunft. Und gemeinsam mit dem Vorstand der BMW AG freuen wir unsaufdenStartderNeuenKlasseEndedieses Jahres.“ (thg)
Webasto:NeuerChef
WebastohateinenneuenChef.Seit17.März 2025 ist Jörg Buchheim Vorstandsvorsitzender des Zulieferers. Der Aufsichtsrat und der bisherigeVorstandsvorsitzende Holger EngelmannhabensichlautWebastoeinvernehmlich darauf verständigt. Engelmann tritt zum 31. März 2025 aus dem Unternehmen aus –sein Vertrag wäre Ende 2025ausgelaufen.
DerVorsitzende des Aufsichtsrats, Rolf Bulander,dankt Holger Engelmann fürdessen Bereitschaft, sein Amt frühzeitiger zur Verfügungzustellen.„DerAufsichtsratund die Gesellschafter zollen Dr.Engelmann ihrengroßenRespektfürdiegeleisteteArbeit und das große Engagement.“Für Engelmann ist „jetzt der richtige Zeitpunkt für diesewichtigeEntscheidung,dadienunanstehendePhasederRestrukturierungpersonelle Kontinuität benötigt. Ich dankedem Aufsichtsrat,meinemVorstandsteamsowie allen Mitarbeitenden fürdie Unterstützung unddievertrauensvolleZusammenarbeitin den vergangenen Jahren.“ (thg)






VerkürzenSieEntwicklungszyklendurchagileFertigung unddigitaleZwillinge.AufderHANNOVERMESSE. www.hannovermesse.de/automotive












Mercedes-Benzdarf in Deutschland Markierungsleuchtenfür das automatisierteFahrentesten. Die Genehmigung gilt bundesweit für Erprobungszwecke und ist bis Juli 2028 befristet. DieAußenbeleuchtung soll so anderen Verkehrsteilnehmern anzeigen, ob die hochautomatisierteFahrfunktion aktiviert ist. Verkehrsbehörden undPolizeisollenaußerdemleichtererkennen,obdieFahrerinoder derFahrer sich während der hochautomatisierten Fahrt anderen Tätigkeiten widmen darf
Die Markierungsleuchten sind in den Front- und Heckleuchten undden seitlichen Blinkern in den Außenspiegeln integriert. Bei aktiviertemSystemleuchtendiesetürkis.MercedeshattedieSignalfarbefür dasautomatisierteFahren Ende2023 insSpielgebracht.
Laut des Herstellers wurde die Farbe inzwischeninNormen und Vorschriftsentwürfeaufgenommen,zumBeispieldieSAEJ3134,UNECE und China Compulsory Certification StudienmitProbandenhabengezeigt,dasssichTürkisalsSignalfarbe sehrgut eignet (thg)

Volkswagenhatden Nachfolger des Elektro-Kleinwagens E-Up vorgestellt. Der „ID Every 1“ soll ab dem Jahr 2027inSerieverfügbarsein.BeiderPräsentation Anfang März sprach Volkswagen voneinem Einstiegspreis von „rund 20.000 Euro“ DerE-Up als direkterVorgänger war2023 zum letzten Mal vomBand gelaufen.
Positioniert sein soll das neue Fahrzeug nachHerstellerangaben als „rein elektrisches Einstiegsmodell“. Die Preismarkevon 20.000 EuroistdemnachalsGrundpreiszuverstehen,dervorallemfürdie Kommunikation der Händlerwichtig sein dürfte.
DerKleinwagensollbeidemangekündigtenGrundpreismiteiner Reichweitevon „mindestens250 Kilometern“ausgestattet sein –zum Einsatz kommt vermutlich eine LFP (Lithium-Eisenphosphat)Batterie. NähereAngaben machteVolkswagen nicht. Der E-Motor soll70Kilowattleisten.DerIDEvery1wirdgrößerseinalsderE-Up Soistermit3,88Meternetwa28Zentimeterlänger.ZumVergleich: DerelektrischeKleinwagen„ID2all“soll4,05Meterlangwerden.Im neuen E-UpsollenvierPersonen Platz haben, der Kofferraum soll etwa300 Liter fassen. (thg)
Demontage:BYD-undTesla-AkkusimVergleich
Ein Team des Lehrstuhls „Production Engineering of E-Mobility Components“,PEM, derRWTHAachenhataktuelleAntriebsbatterien vonTesla undvon BYDzerlegt und miteinander verglichen.
Demnach steht bei Teslas 4680-Zellen eine hohe EnergiedichteimVordergrund, während bei der Blade-Zelle vonBYD die Volumeneffizienz und kostengünstigere Materialien bedeutsamer sind. Der Studie
zufolge ist die Batterie vonBYD effizienter, weilsieeineinfacheresWärmemanagement ermöglicht. „Beide Akteurehaben immer nur wenige Datenzuihren Batterien preisgegeben, so dass die mechanische Struktur und die meisten Eigenschaften der Zellen bis datoimVerborgenen geblieben sind“, sagt PEM-Leiter ProfessorAchim Kampker Generell gebe es nurwenige detaillierte Daten und Analysen zu modernen Elektro-


fahrzeug-Batterien.DieRWTH-Forschenden untersuchten daher diemechanische Konstruktion, die Abmessungenund die elektrischen und thermischen Eigenschaften der Zellen sowie die genaue Materialzusammensetzung der Elektroden. Außerdem ermittelten sie die Kosten der Zellmaterialien unddiefürdenZusammenbauverwendeten Verfahren. „Wir warenüberrascht, dass in den Anoden beider Batterien kein Silizium enthalten ist –vor allem bei Teslas Zelle, da Siliziuminder Forschung weithin als Schlüsselmaterial zurErhöhung der Energiedichtegilt“,sagt PEM-Leitungsmitglied Professor Heiner Heimes.Die Forschenden fanden zudem heraus, dass die beiden „hochgradiginnovativen“und„grundlegend unterschiedlich designten“Batterietypen erhebliche Unterschiede in der Geschwindigkeit aufweisen, mit der sie sich im Verhältnis zu ihrer maximalen Kapazität laden oder entladen lassen
BY D
Bild:
Die Batterien wiesen allerdings auch unerwarteteÄhnlichkeitenauf:Sowurdenihre dünnen Elektrodenfolien jeweilsmit dem nochungewöhnlichenLaserschweißenstatt mit dem marktüblichen Ultraschallschweißen miteinander verbunden. (thg)
MANhatimFebruarimWerkNürnbergdie Produktiondesneuen13-Liter-Dieselmotors „MAN D30“gestartet.
Es ist der letzteseiner Art nach mehr als 100 Jahren Dieselmotorenbau am Standort. Den Motor haben die Marken der Traton Groupentwickelt.
NachdemHochlaufderProduktionarbeitenrund 160 BeschäftigteimDreischichtBetrieb an dem Motor.Die technische Kapa-
ELEKTRISCHE LKW Milenceeröffnet ersteMegawattLadestationen

Der Ladetechnikanbieter Milence hat seine ersten MegawattLadestationen in Betrieb genommen. Am Lkw-Rastplatz „Ketenis“ im Hafen vonAntwerpen-Brügge wurden zwei Hochleistungsladegerätevon Power Electronics installiert. Sie leistenjeweilsbiszu1.440Kilowatt, bei bis zu 1.500 Ampereund 1.000 Volt.
Am Ladehub sind damit 22 Ladestationen mit einer Ladeleistung vonvierMegawatt CCS und 2,8 Megawatt MCS vorhanden. „Damit ist er einer der größten in Europa und einechtesWahrzeichen fürelektrischenGüterverkehr“,beschreibt Milence in einer Mitteilung
Das Megawatt Charging System, MCS,kann bis zu 3,75Megawatt Gleichstrom liefern. Das im Hafen vonAntwerpen-Brügge installierteSystemwurde im Jahr 2024 getestet und soll die Ladezeiten um etwa90Prozent senken.Elektro-Lkwsollenihre Akkusin30Minutenladenkönnen. (thg)
zität erlaubt eine Produktionvon rund 50.000Motorenjährlich.EswirdlautUnternehmen der letztevollständig neu entwickelteDiesel-Nutzfahrzeugmotor bei MAN werden. Eine Nachfolgegeneration ist nicht geplant.
Der Produktionsstart erfolgt nahezu parallelzumimFrühjahrgeplantenBeginnder Batterie-SerienproduktionamStandort.Im Werk Nürnbergentstehen damitlaut MAN
fürviele JahreHerzstückeder Antriebe für Modelle mit Verbrennungsmotor und für elektrischangetriebeneFahrzeugedesNutzfahrzeugherstellers.
Der D30 hat laut MAN einen maximalen Wirkungsgrad vonmehr als 50 Prozent und einen der klassenbesten Verbräuche.
Den Motor gibt es in sechs Leistungsstufen von380 bis 560 PS mit 2.100 bis 2.800 Newtonmetern Drehmoment. (thg)

Sie suchen eine zuverlässige, fahrzeugübergreifende Lösung zur Fahrerüberwachung?Schauen Sie in den Rückspiegel.
Dasinden Rückspiegel integrierte Driver Monitoring System (DMS) vonGentex erkennt Ablenkung,Müdigkeit, Vitalität und vieles mehr
UnsereskalierbareTechnologie geht weit über die gesetzlichen Anforderungen hinaus. Sie bietet 2D-und 3D-Innenraumüberwachung zur Erkennungvon Fahrgästen, Bewegungen,Objektenund sogar der Anwesenheit von Leben (PresenceofLife)
Mit Zusatzfunktionen wie Wächtermodus, Videotelefonie, Selfie-Kameraund in den Rückspiegel integrierten Warnhinweisen können wir Ihnen helfen,ein System zu entwickeln, das IhreMarkewiderspiegelt
Wenn Sie also Hightechintegrieren möchten, schauen Sie sich die Möglichkeiten vonGentex an
In die DeckeintegrierteDMS-Lösungensind ebenfalls verfügbar

Fahrer-und Innenraumüberwachung
Zentrale DMS-Funktionen

2D-Innenraumüberwachung

3D-Innenraumüberwachung


Frankfurt will die IAA zurückholen: Mit neuem Konzept wechselte die IAA 2021 vonder Mainmetropole nach München. Bald steht die Vergabefür 2027, 2029 und 2031an.
„Wir haben unseren Hut in den Ring geworfen“, sagte Oberbürgermeister MikeJosef derFAZ.
weltweitinderAutomobilindustrie
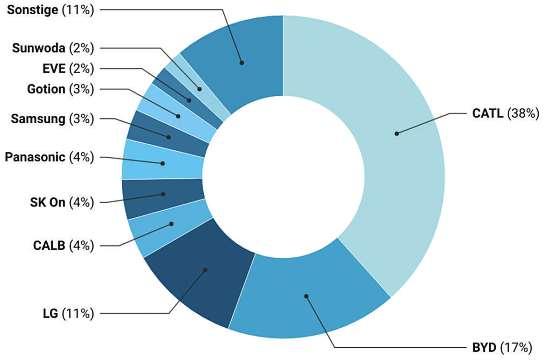
Nicht nur CATL, auch BYD, konnte seinen Marktanteil zuletzt leicht ausbauen. Dasselbe gilt fürGotion(Platz8;Weltmarktanteilvon 2,3 auf 3,2%) undSunwoda (10.; 1,5 auf2,1%). LediglichCALB verschlechterte sich aufdem Weltmarkt leicht im Vergleich zum Vorjahr (4,8 auf4,4%).
EVEhielt unverändert einen Weltmarktanteil von2,3 Prozent(9.).
hatte VolvoTrucks im Jahr 2024 bei schwerenElektro-Lkw ab 16 Tonnen. Im vergangenen Jahr setzteder Nutzfahrzeughersteller nacheigenen Angaben 1.970 Fahrzeuge ab.Die fünf wichtigsten MärkteimJahr2024 fürElektro-Lkw vonVolvo warenDeutschland, die Niederlande, Schweden, Norwegenund die Schweiz Der Anteil vonElektro-Lkw am europäischenLkw-Markt lag Ende 2024 bei 1,3 Prozent.

„Wirbraucheneinenrealistischen PfadzurDekarbonisierungder europäischenAutoindustrie–einen,dermarktgetriebenistund nichtvonStrafen.“
Ola Källenius, Mercedes-Benz-CEO und ACEA-Präsident Grafik:Asia Waypoint fürAutomobil Industrie •Quelle: SNEResearch •Erstelltmit Datawrapper
Mercedes entlässt BeschäftigteinChina +++ ZF will Antriebssparteohne Verkaufausgliedern +++ Schuler bekommt neuenNamen +++ Nissan tauscht CEO aus +++ Northvolt meldet Insolvenz in Schweden an +++ Ford-WerkeerhaltenGeld ausden USA +++ Xiaomi bringt E-Autonach Europa +++ Hyundai produziert ab 2026E-Autos in derTürkei +++ Fendt hateinen neuen Entwicklungschef +++ Tesla-Tochterkauft Teile desMaschinenbauers Manz +++ Toyota stellt dritteGenerationseiner Brennstoffzelle vor +++ EDAG Group stellt sich neu auf +++ VW baut den ID 1in Portugal +++ BMW testet Wasserstoff-Lkwfür die Transportlogistik


*FührungskräftebeiAutomobilherstellern und-zulieferernerreichenSiejedeWoche mitdemNewsletterderAutomobilIndustrie
EntdeckenSiehierunsere Mediadaten2025und platzierenSiesichinIhrer Zielgruppe

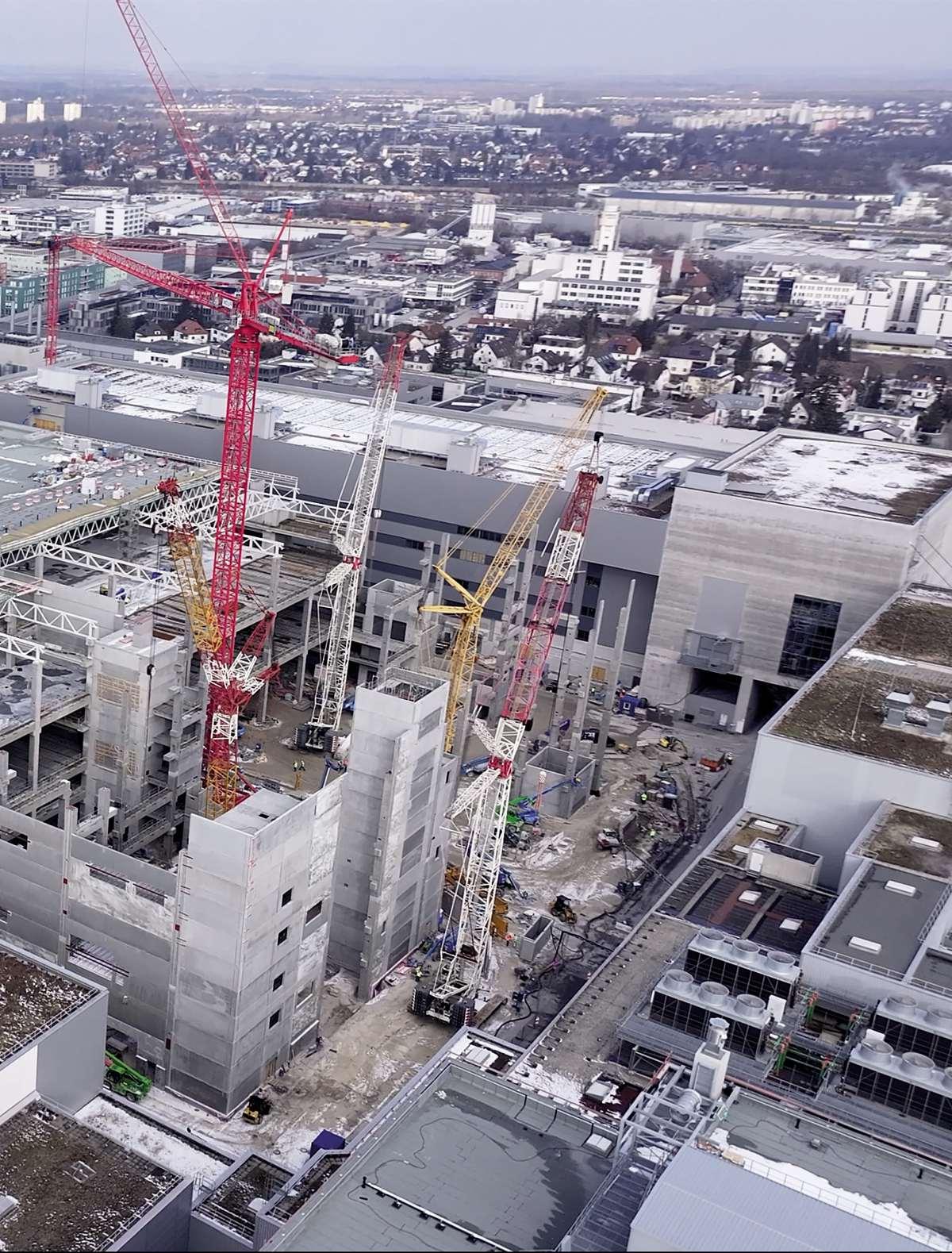
Das BMW-Werk München hat in seiner mehr als 100-jährigen Geschichteschon vieleVeränderungen erlebt. Zu Beginn wurden dort Flugzeugmotoren undMotorräder gebaut;das erste Automobilrollte1952vomBand.AktuellgleichtdasWerkeiner Großbaustelle. Die Vorbereitungen auf dieProduktion der vollelektrischen „Neuen Klasse“abSommer 2026 laufen auf Hochtouren. Im laufenden Betrieb entstehen drei neue ProduktionshallenfürdenKarosseriebau,dieMontageunddieLogistik.Der Gesamtinvest beträgt 650 Millionen Euro. (kt)

HerrGöttel,dasVertrauenindenStandortDeutschland hatstark gelitten,welche Maßnahmensind notwendig,umwiederpositivnachvorneblickenzu können?
Ralf Göttel: FürUnternehmen im industriellenUmfeld istesaktuellsehrherausfordernd,wettbewerbsfähigam Standort Deutschland zu arbeiten. Dies liegt unter anderem an der hohen Bürokratie, an Zusatzaufwendungen –etwaverbunden mitder Nachhaltigkeitsberichterstattung.Eineder größten Belastungensinddarüber hinausdiehohenLohnkostenimVerhältniszureffektivenArbeitszeitvonimSchnittnur8,4MonatenimJahr Aufgrund vonUrlaub,gesetzlichen Feiertagenund verhältnismäßig vielen Krankheitstagen istDeutschland Schlusslicht mit Blick auf die tariflich vereinbarten Arbeitszeiten und Fehltage –selbst im europäischenVergleich.
MitwelchenStärken kann nationalenWettbewerbnoch EigentlichhabenwirinDeutschland gen: ein sicheres Rechtssystem gungslage. Es braucht wieder mehr Signale,dieMutmachen,inDeut Dazu gehörenkonkret weniger industriefreundliche Politik mit Planbarkeit –etwabei Energiep
Mit welchen Erwartungen scha fendeJahr?
BentelerCEO Ralf Göttel.
Die Marktaussichten für2025 sindunsicher.Wir müssenauchinZukunftweitermitvollemEinsatzarbeiten. Gleichzeitig sind wir zuversichtlich: Mit unserer bewährten Strategie und dem Engagement unserer Mitarbeiterinnen und Mitarbeiter sind wir gut gerüstet, kommenden Aufgaben entschlossenzubegegnen. Wir werden –wie bislang –mit der Kombination aus jahrzehntelangem Know-howund großem Pioniergeist auf die sich wandelnden Marktbedingungen reagieren.
WelcheProjekteundThemenhabenfürBentelerim Jahr2025hohePriorität?
EsistunserAnspruch,auchineinemherausfordernden Umfeld die Zukunft zu gestalten. Dazu gehört konkret, dass wirden Aufbau neuer Standortevorantreiben werden–beispielsweiseinMarokkoundindenUSA.Unser Mover–wird2025erstöffentlichenStraßen enfürFahrzeugenieddem einen Trend zu twaimRahmen des ipart-Integration, bei ahrzeugseitenwände, selbstverschweißtund setzenwirbereitsin nicht zuletzt bleibt füruns relevant:Die dinder Automobilinwichtiger.Daherarbeizum Beispiel die Re-

cyclingquoten fürAluminium weiter zu erhöhen.Bei Stahl haben wir bereits nahezu 100 Prozenterreicht.
Herr Heyn, dasVertrauen in den StandortDeutschland hatstark gelitten. Welche Maßnahmensind notwendig,umwiederpositivnachvorneblickenzu können?
Über die schwierige Lage, speziell der deutschen Wirtschaft, besteht weitgehend Konsens:Zu hohe Energiepreise, zu viel Bürokratie, zu wenig Investitionenindie Infrastruktur,zuwenigTempobei derDigitalisierung WirmüssenendlichvomRedenzumHandelnkommen –inDeutschlandundinEuropa.Nursokönnenwirwettbewerbsfähigerund resilienter werden.
Mit welchen Stärken kann Deutschland im internationalenWettbewerbnochpunkten? DeutschlandhatgroßeChancen,einentechnologischen Beitrag zur CO2-Reduzierung in der Welt zu leisten. Wir sind zudem gut im Autobau und in derHardware- und Software-Entwicklung,verfügen über hervorragend ausgebildete Menschen und eine hoheLebensqualität. Wennwirwirtschaftlichwettbewerbsfähigundattraktiv fürTalenteund Investorenbleiben, ist mir umden Standort Deutschland nicht bange.
Mit welchen Erwartungen schauen Sieauf daslaufendeJahr?
Für2025 rechnen wir aktuellmit einer Stagnation der weltweitenFahrzeugproduktion.Aber–unddasstimmt michtrotzallemzuversichtlich:BeiBoschhabenwirdie passendenTechnologien fürdie Mobilitätvon morgen.
Welche Projekteund Themen habenfür Bosch MobilityimJahr2025hohePriorität?
Fürdie Fahrzeuge vonmorgen entwickeln wir bereits heuteTechnologienundLösungenfürneuezentralisierte Architekturen, die durchgängig das Zusammenspiel vonAutomobilelektronik und Cloud beherrschen. Nur sowerdensichkünftigneueSoftware-Funktionenetwa fürInfotainment oder Fahrerassistenz einfach undbequem„overtheair“insAutoeinspielenundständigauf dem neuesten Stand halten lassen. Damit ist Bosch übrigensaucheinidealerPartnerfürdiegroßenTech-Player weltweit.
Herr Romano,das Vertrauen in denStandort Deutschland hatstark gelitten, welche Maßnahmensindnotwendig,umwiederpositivnachvorne blickenzukönnen?
Die Industrie ist angewiesen auf stabile politischeund wirtschaftspolitische Rahmenbedingungen. In der der zeitangespannt es vora Standortbedingungen land. Die trieliegen lich sin kus vo gen auf Wettbe tischspürbar in Deutschland bewerbsf Vergleich Invest

Nino Romano,CTO ContinentalAutomotive.
derne und funktionsfähige Infrastruktur sowieinForschungund Entwicklung
Mit welchen Stärken kann DeutschlandiminternationalenWettbewerbnochpunkten?
Der europäische Binnenmarkt unddie hohe Offenheit fürweltweitenHandelbietenzahlreicheMöglichkeiten fürAbsatz und Beschaffung,die weiter ausgebautwerdensollten.DasdualeAusbildungssystemDeutschlands ist einweltweitanerkanntes Erfolgsmodell. Zudem ist die Rechtssicherheit ein wertvolles Gut fürwirtschaftlichHandelndeamStandort.Außerdemprofitierenwir in Europa und Deutschland vonstarken und verlässlichen Zulieferern.
WelcheProjekteundThemenhabenfürContinental imJahr2025hohePriorität?
Das zentrale Projekt fürContinental ist in diesem Jahr dieAusgliederungdesUnternehmensbereichsAutomotive als börsennotiertes Unternehmen. Nachder erforderlichenZustimmung der Hauptversammlung der Continental AG am 25. April 2025, wollen wir diesen Schritt bis Ende des Jahres vollziehen. Als eigenständiges Unternehmen können wir unsereStärkengezielter einsetzen, flexibler agierenund noch schneller auf Veränderungen im Markt reagieren. Unseresolide Marktposition, kombiniert mit einem hochwertigen ProduktportfolioundexzellenterSystemkompetenz,bietetdafür optimale Voraussetzungen.
WelcheTechnik-ThemenstehenaufIhrerAgenda?
In diesem Jahr werden wir dem autonomen Lkw-TransporteinengroßenSchrittnäherkommen.Durchunsere Partnerschaft mit Aurora tragen wir dazu bei, selbstfahrende Lkw Realität werden zu lassen und so die Sicherheit, Effizienz und Nachhaltigkeitauf unseren Straßen zu verbessern. Ebenfalls große Fortschrittemachen wir Entwicklung vonLösungen fürdas SoftwareDeVehicle (SDV).Die verstärkteNutzung vonKünstIntelligenz erlaubt es uns,physische Testfahrten duzieren und autonome Fahr-und Assistenzsysteeffizient zu entwickeln und zu testen.

unserem Bereich User Experience wächst dasIntean innovativenDesignkonzepten,die differenzieGestaltungselementeund erweiterteIndividualisierungsmöglichkeitenbieten.DasFahrzeuginnerewird zunehmendzueinem personalisierten Raum, der den Lebensstil der Nutzer widerspiegelt. Ein Beispiel dafür kürzlich auf der CES in Las Vegasvorgestellte ional Cockpit“,das Ästhetik, Funktionalität und dualität vereint.

Stefan Brandl,ViceChairman und CEO bei Dräxlmaier
HerrBrandl,dasVertrauenindenStandortDeutschland hatstark gelitten. Welche Maßnahmen sind notwendig,umwiederpositivnachvorneblickenzu können?
ZueinemattraktivenWirtschaftsstandortgehöreneine tragfähige Verkehrsinfrastruktur,eine leistungsstarke digitaleInfrastruktursowiederkontinuierlicheAusbau der Ladeinfrastruktur fürdie Elektromobilität. ZusätzlichverlangendievielschichtigenRahmenbedingungen vonuns als Zulieferer höchsteReaktionsfähigkeit und Veränderungsbereitschaft. Bürokratische Hürden schränken uns spürbar ein, da sie unsereInnovationsgeschwindigkeit bremsen und die Realisierung wichtigerZukunftsprojekteunnötigerschweren.Wirerwarten vonderPolitikpräziseRahmenvorgaben,Klarheitinden politischen Entscheidungen und Verlässlichkeit.
Mit welchen Stärken kann Deutschland im internationalenWettbewerbnochpunkten?
Deutschlandverfügtnachwievorübereineerstklassige akademische Ausbildung,gerade in den Ingenieursberufen, unddie klassische dualeBerufsausbildunghat weiterhin Vorbildcharakter in der Welt. Dementsprechend bietet Deutschland über alle Bildungsniveaus hinweghochqualifiziertepotenzielle Mitarbeiterinnen und Mitarbeiter
Mit welchenErwartungen schauen Sie aufdas laufendeJahr?
ZusätzlichzudenverschiedenengeopolitischenKrisen wirkensich handelspolitischeHemmnisse,etwain Form vonSchutzzöllen, negativauf die gesamtwirtschaftliche Entwicklung aus. In Europa hat sich zudem der Hochlauf der Elektromobilität –zum Teil durch politische Einflüsse –spürbar verlangsamt und lag zuletzt deutlich hinter denPlanungen zurück. Hinzu kommt, dass sich das Marktumfeld in Chinaspürbar dortigeAbsatzmarkt über Wachstumstreiber der war,istderWettbewerb zunehmend umkämpft.

eund Themen haben xlmaierhohePriorität?
rzeit sehr unterschiedntwicklungeninden weltweiten rmüssen daher in den gezieltauf diedortige unserer Kunden und aus resultierenden Lieabrufe eingehen. Dies hatzurFolge,dasswirin
verschiedensten Regionen Produktionshochläufe erfolgreich gestalten müssen –und zwar überall unsere Produktsegmentehinweg.
Herr Jessulat, das Vertrauen in den Standort Deutschland hatstark gelitten, welche Maßnahmensindnotwendig,umwiederpositivnachvorne blickenzukönnen?
WieattraktiveinStandortist,hängtvoneinerMischung aus wirtschaftlichen, rechtlichen, politischen und gesellschaftlichen Gegebenheiten, aber auch der Infrastruktur und dem technologischenUmfeldab. Hier liegen Chancen und Potenziale fürDeutschland.
Mit welchen Stärken kann DeutschlandiminternationalenWettbewerbnochpunkten?
DeutschlandbefindetsichheutesicherlichineinemverstärktenWettbewerb mit anderen Volkswirtschaften. Doch nach wie vorkann Deutschland exzellenteAkteureinWissenschaftundWirtschaftvorweisen,diewiederum auch zur Innovationskraft im Land führen.
Mit welchen Erwartungen schauen Sie aufdas laufendeJahr?
DieAutomobilproduktioninEuropawar2024rückläufig undwirdauchimJahr2025nichtwachsen.Ausdiesem GrundwerdenwirunserenKonzernfürdieTransformationresilientaufstellen.GrundlagedafüristunsereStrategie SHAPE30,die dort ansetzt und uns als Roadmap fürdie kommenden Jahredient.
WelcheProjekteundThemenhabenfürElring-KlingerimJahr2025hohePriorität?
Die Transformation in unserer Branchewirdsichtbar undspürbar.ImRahmenvonSHAPE30analysierenwir aus der Marktperspektive den Kundenbedarf,überprüfen unser Produktportfoliomit Blickauf ZukunftsfähigkeitundleitendarausEntscheidungenab.DieVeräußerungzweier Werkeist beispielsweise ein Ergebnis des Prozesses.Gleichzeitigbereitenwirunsdaraufvor,dass wirmitE-Mobility-ProdukteninZukunftdeutlichmehr Umsatzgenerierenwerden.DieBasisdafürbildenunsere Nominierungen der vergangenen Jahrefür Anwendungen in der Elektromobilität. In Vorbereitung auf deren Hochlauf errichten wirein neues Battery Center in den USAund produzieren dort lokal. Zudem erweitern wir unser BatteriekompetenzzentruminNeuffen. Denn nach einem ersten Großserienauftrag über zukunftsweisende Zellkontaktiersysteme fürBatteriesystemeläuftimJahr2025dervolumenstarkeAuftragüber Zellkontaktiersysteme fürdie „Neue Klasse“von BMW an.IndiesemTransformationsprozessdientunsdiestarke Marktposition im klassischenGeschäftals Rückgrat.
HerrCai,dasVertrauenindenStandortDeutschland hatstark gelitten, welche Maßnahmen sindnotwendig,umwieder positiv nach vorne blicken zu können?
Diedeutsche Politik solltegezielt finanzielle Anreize setzen, um Investitionen in Zukunftstechnologien wie E-Mobilität, KI und Halbleiteranzuziehen.Außerdem mussdiePolitikdierichtigenWeichenstellen,umBürokratie abzubauen, die Energiepreisezusenken und die hoheSteuerlastzureduzieren.InsgesamtmussdieMentalität, die Ärmel hochzukrempeln, im ganzen Land wieder etabliert werden. Es muss sich wieder lohnen,
Preh-CEO Zhengxin „Charlie“Cai.

hart zu arbeiten. Auch solltedie Politik fürschnellere Genehmigungen und günstige Rahmenbedingungen fürInvestitioneninBatterietechnikundLadeinfrastruktursorgen.UnserPortfolioreichtvonHV-Boosternund DC/DC-Wandlern bis hin zu 48-Volt-Batteriemanagementsystemen undOn-Board-Ladegeräten. Wirgehörtenzuden Pionieren in diesen Segmenten uns in einer starken technologischen Position. enttäuschter sind wir,dass solche Themeni land keine staatliche Förderung erwarten kö dereLänder,etwaPortugal, sind da geschick
Mit welchen Stärken kann Deutschland nationalenWettbewerbnochpunkten?
Deutschland punktet weiterhin mit hochqua IngenieurenundeinemstarkenMittelstand bewährtes Ausbildungssystem überzeugt na Wirhaben unsereStärken im Bereich derOrga und des Projektmanagements in Bezug auf standards und Perfektion. Aber wenn es umD rung,BürokratieabbauundZukunftstechno bremsenwir unsderzeit massivaus.
MitwelchenErwartungenschauenSieauf fendeJahr?
Matthias Zink, CEO fürdie SparteP
ehen in der anhaltenden Kombination aus schwaKonjunktur und hohen Kosten fürArbeit, Energie Material weiterhin eine großeHerausforderung kommendieUnsicherheitenangesichtsderZollankündigungendesneuenUS-Präsidenten.Obwohlwir unseremRestrukturierungsprogrammdierichtigen ichen zur Sicherung unserer Wettbewerbsfähigkeit ellthaben,rechnenwirerstab2026miteinerRückauf den ursprünglich geplanten Wachstumspfad.
lcheProjekteundThemenhabenfürPrehimJahr 2025hohePriorität?
2025 wirdein entscheidendes Jahr fürPrehsein. Wir werden mit der Produktion einer neuen Generation unserer „smart cabin“-Technologie fürden Fahrzeuginnenraum sowie derLeistungselektronik fürElektrofahrzeuge beginnen. Sicher ist, dass wir an unserem Engagement fürdie E-Mobilität festhalten werden. Wir sindundbleibeneinHightech-Unternehmenmitguten Zukunftsperspektiven.

den Standort en. Welche ,umwieder zukönnen? fürunseren üssenhartund globalenWettzu verlieren. en sind für ilität und Quaes RahmenbeWettbewerbsBranche unHierzu zähle insbesondereden bürokratischer demmüssen Energiekostenin






Mobilität. Innovation. Zukunft.
Works at ASAP.Dem Wegbereiter für AutonomesFahren, Elektromobilität und Connectivity.Unser Antrieb: Innovative Technologien entwickeln, dieden Weg für #futuremobility ebnen.










den Griff bekommen. FürunsereBranche ist vorallem derHochlauf der E-Mobilität wichtig,damitdie hohen Investitionen in Forschung,Entwicklung und Produktion adäquateErträge abwerfen. Dafür braucht es ein verlässliches Förderprogramm beim Kauf vonE-Autos und den raschenAusbau der Ladeinfrastruktur
Mit welchen Stärken kann Deutschland im internationalenWettbewerbnochpunkten? Wirhaben gut ausgebildeteIngenieureund Wissenschaftler.Dank des hervorragendenZusammenspiels zwischen Bildung,Technologieund Wirtschaft konnte sich dieAutomobilindustrie in der Vergangenheit immer weiterentwickeln und im internationalenWettbewerb behaupten. Wirhaben diese Innovationsfähigkeit in uns. Qualität istebensoTeilunserer DNA. Weltweit steht Deutschland zudem fürVerlässlichkeit und Stabilität. Das alles sind guteVoraussetzungen. Aber wir müssen schneller werden. MehrUnternehmertum, Pragmatismus und Mutwürden uns guttun.
Mit welchen Erwartungen schauen Sieauf das laufendeJahr?
2025 wird sicher nichteinfach werden.Vor unsliegen anspruchsvolle Aufgaben mit einer Vielzahlvon Produktanläufen in einem Marktumfeld, dasvon einem immerschärferen globalen Wettbewerb und hoherUnsicherheit gekennzeichnet ist. Unser Zielist, gerade in diesen Zeiten ein verlässlicher und innovativerPartner unserer Kunden zu sein und gemeinsamdie Transformation derBranche voranzutreiben.
Welche Projekteund Themen habenfür Schaeffler imJahr2025hohePriorität?
GrundlagedesErfolgsistunserstarkesGeschäftimMotor-undGetriebebereich.DieVielzahlderProjektanläufe in diesem Jahr zeigen, dass noch vielRaumfür Innovationen im hybriden Antriebsstrang vorhanden ist. In unserer neuen SparteE-Mobility habenwir dasgrößte Potenzial.2025stehthierunterdemMotto„ProjectExecution“. Nachdem wir in den vergangenen Jahren viele neue Projekte gewonnen haben, laufen 2025 dieentsprechenden Produktean. Diese reichenvon Steuergerätenüber E-Motoren, Leistungselektroniken sowie BatteriemanagementsystemenbishinzuhochintegriertenE-Achsen.ImBereichChassishabenweitereProduktionsanläufe der mechatronischen Hinterachslenkung in China und Deutschland Priorität sowie unservariablesDämpfersystem.DurchunserneuesSensorportfolio eröffnen sich zusätzliche Geschäftsfelder mit hohem Potenzial. ZumBeispiel mit innovativenSensoren für den schlüssellosen Fahrzeugzugang oderSensoren für Brennstoffzellenantrieb
Herr Emmelmann, Deutschland mensindnotw blickenzukön
Eine erfolgrei fordert ein klar kierende Maßnahmen gierung muss dustrie unter politik, die Ladeinfr vonBürokratie Investitionen
Randakist Partner &Director bei der Atreus Group

tivbegleiten.InsgesamtmüssenUnternehmertumund RisikobereitschaftwiedereinenhöherenStellenwertin unserer Gesellschaft bekommen. Vonder neuen Bundesregierung erwarteich mir außerdem, dass siedas Thema Zuwanderung konstruktivund wirtschaftsfreundlich angeht–und rechteKräfte, die unserem Standort schaden, in ihre Schranken weist.
Mit welchen Stärken kann DeutschlandiminternationalenWettbewerbnochpunkten?
Die Innovationskraft deutscher Unternehmen und die gut ausgebildeten Arbeitskräftewerdennach wie vor weltweitgeschätzt.InnovativeProdukteundDienstleistungenerforderneinerfolgreichesZusammenspielvon EntwicklungundProduktion.Dahermüssenwirneben unserer Innovationskompetenz auchdie Industrialisierungskompetenz halten.Auchwenn es wegen der im internationalen Vergleichhohen Arbeitskosten im verarbeitenden Gewerbe immer schwieriger wird, in Deutschland zu produzieren, hängt davondie Zukunft der Branche ab –und unserer Wirtschaftinsgesamt.
WelcheProjekteundThemenhabenfürWebastoim Jahr2025hohePriorität?
Grundsätzlich stehtfür uns 2025 die Restrukturierung und damit die nachhaltige Zukunftssicherung des Unternehmens im Fokus. Strategisch konzentrieren wir unsweiterhinaufdieEntwicklungundHerstellungvon DachsystemenunddieElektrifizierungvonFahrzeugen. DächerundBatteriengehörenzuzentralenKomponenteneinesFahrzeugs.DurchunsereKompetenzeninbeidenBereichensehenwirunsauchkünftigalswichtiger Systempartner fürAutomobilhersteller weltweit. 2025 stehen großvolumige Produktionsanläufe vorallem in Europa und Asien an. Beispielsweise gehen an den BatteriestandortenSchierlinginDeutschlandundDangjin inKoreaneueBatterieprojekteindenAnlauf.InLuxemoduktion vonHigh-

die größtenHerauseAutoindustrie?
der AntriebstechnoE-MobilitätoderanderenAnigkeiten in der Zellen das softwaredefiefizitendereuropäibeiSoftware, autonomes Fahren. EntwicklunginChina Absatz-und Markt-
anteilsverlusten der deutschen OEMs sowie dieweltweiteHegemonie und Einführung vonImportzöllen.
Wiebewerten Siedie Lage der europäischenZulieferer–istdieTalsohleerreicht?
Nein,diegroßenZuliefererbeginnengeradeerstmitder UmsetzungvonweltweitenPersonalabbaumaßnahmen. Diemittelständischen Zulieferer haben nach wievor einengroßenBedarfanTransformation.Wennsienicht gelingt, müssen andereHebelgezogenwerden:Fusionieren, verkaufen oder Insolvenz anmelden.
Wiewürde IhreWachstumsagenda fürdie europäischeAutoindustrieaussehen?
Abbau vonEU-Hürden, die zu Wettbewerbsnachteilen führen. Umsetzung vonMaßnahmen, diezuWettbewerbsvorteilen führen. Stärkeregemeinsame Aktivitätenund Kooperationen,umNachteile in der Entwicklung mindestens auszugleichen, etwainder Softwareentwicklung.Ausreichend Raumschaffen fürNeues, Startupsfördern.AusbauderLadeinfrastrukturunddes 5G-Netzes. Zu guter Letzt gilt es, die Automobilproduktionneuzudenken,umhöhereProduktionskostenhierzulande überzukompensieren.
Herr Radics, wassind derzeit die größtenHerausforderungenfürdieeuropäischeAutoindustrie? ErstensdaslangsameMarktwachstum,zweitensdiefehlendeKlarheitinBezugaufdiekünftigeAntriebstechnologie. Hinzu kommen die Themen Nachhaltigkeitund Digitalisierung:DieBranchemussumweltfreundlichere Praktiken entwickeln, um denCO2-Ausstoß zu reduzierenund den Anforderungen an nachhaltigeMobilität gerecht zu werden. Gleichzeitig stellen die Integration vonSoftware, Konnektivität undautonomen FahrtechnologienneueAnforderungenandieEntwicklungund Produktion vonFahrzeugen. Zudem sinddie globalen Lieferketten weiterhingestört.Außerdemhat dasVerbraucherverhaltendietraditionellenGeschäftsmodelle der Hersteller verändert, in Form einer steigenden NachfragenachMobilitätslösungenwieCarsharingund Ride-Hailing.UndzuguterLetzterhöhenneueAkteure, etwa aus dem Technologiebereich, den Wettbewerb.
Wasbedeutet die zu erwartende Aufweichung der BEV-Ziele?
Eine Verschiebung des Verbrenner-Aus erfordert neue InvestitionenindieseTechnologie,umnichtineinigen Jahrenmit zusein.Aller logien bei fokussiert das BEVi weisen müss
Wiebewe päischen sohleerreicht?
Dass die Krise Wunschdenk gen sind viel haltig.Einige sich zu lange chinesischen
Die Jahre2 den mass

Jens Sulek ist Executive Vice President Automotive beiCapgemini.
Zeiten fürdie Branche. Und leider werden nicht alle OEMsundZuliefererdieseHerausforderungenauseigener Kraft erfolgreichmeistern können.
Herr Sulek, wassind derzeit die größtenHerausforderungenfürdieeuropäischeAutoindustrie?
DieBranchemachtderzeitverschiedeneTransformationengleichzeitigdurch.FürdenUmstiegaufnachhaltige Antriebsformen sie viel investiert, etwaumwettbewerbsfähige elektrifizierteFahrzeuge anbieten zu können.AktuellerfolgtderUmstiegabergeradeinDeutschland nicht so schnell, wie man daserwartet hatte. Gleichzeitig wandeln sich Fahrzeuge vomHardwarezumSoftwareprodukt.Die Kunden habenhohe Erwartungen, wie eine guteCustomer Experience aussieht. DaranhatdasAufkommengenerativerKIeinengroßen Anteil, weil sie neue, nahtlose Formender Interaktion zwischen Herstellern, Händlern und Kunden ermöglicht. Außerdem verändern sich externe Faktoren. GeradeinderE-MobilitättauchenneuePlayermitqualitativund preislich sehr wettbewerbsfähigen Produkten auf.Ferner droht in wichtigen Märkten wie den USA oder China die Einführung vonZöllen, wasdie Wirtschaftlichkeit der Hersteller beeinflussen würde.
WiekanndieBranchedaraufreagieren?

Andreas Radics, Executive Partner & Co-Founder vonBerylls by AlixPartners.
Sie hat verstanden, dass sie an der eigenen Effizienz arbeiten muss, um in die nötigen Innovationen investieren zu können und international wettbewerbsfähig zu bleiben. Automatisierung oder Teilautomatisierung mithilfe generativerKIwirddabei eine wichtige Rolle spielen. WeiterePotenziale lassen sich in der SoftwareEntwicklung heben. Bei der Transformation zum softenFahrzeugstehendiemeistenHersteller Herausforderungen.Daherstelltsichdie OEMvonGrundaufseineneigenenCode muss.DurchKooperationeninbestimmten oder mithilfe vonOpen Source Software Aufgaben effizienter bewältigen.
en Sie die Lage der europäischen ZulieTalsohleerreicht?
euge benötigen die Hersteller andereTeile nner,und das wirdnichtunbedingt Hardele Zulieferer werden künftig also zuminil ihres Geschäfts auf Software-Services Ob die Talsohle erreicht ist, lässt sichpausagen.Vielhängtdavonab,wieschnellihnen ansformation gelingt, und wie gut die OEMs ihre ansformation meistern. Sind die Hersteller stark, ist rdie Zulieferer gut. n
MITSCHNITT
„Ein Tech-Konzern, der mit Autosarbeitet“,das ist Luca de MeosZielfür dieRenault-Gruppe. Vonder EU fordert er eine gezielte Industriepolitik.
Tina Rumpelt

Renault-Chef Luca de Meo aufdem Pariser Automobilsalon
2024: „Auf die Kooperationmit China können wir nicht verzichten.“
DieRenaultGroupstecktmittendrininder„Renaulution“, jenem Strategieplan, mit dem CEO Luca de Meoseitdem Jahr 2021 denKonzern aufVordermann bringt. 2020 fuhr Renault nocheinen Rekordverlust vonachtMilliarden Euroein. 2024 erwirtschaftete der Autobauer 56,2 Milliarden EuroUmsatz und einenoperativenGewinnvon4,3MilliardenEuro(2023: 2,2Mrd.Euro).DerKonzernchefzeigtsichangesichtsdes Rekordergebnisses inZeiteneher lauen Autogeschäfts sehrzufrieden.RenaultseidereinzigeeuropäischeOEM, derseineFinanzzielenichtnachuntenhabekorrigieren müssen,sagteerjüngstgegenüberder„NeuenZüricher Zeitung“.Für 2025 strebt er eine operative Margevon mindestens sieben Prozent an.
2023setztedieerstePhase,die„Renovation“ein,diebis Ende2025terminiertist:NeueModellesowiedermarkenübergreifendeEinsatzvoneinheitlichenPlattformen,Bat-
terietechnik und Elektronikarchitekturen sollen die Profitabilität weiter steigern. Die Fixkosten will de Meo um drei MilliardenEuro, dieKostenpro Fahrzeug um 600 Euro senken.Zudem sollenvor allemauf deneuropäischen Märkten höherpreisige Fahrzeuge den Profit verbessern.
Bis2021warRenaultvorallemeinKleinwagenanbieter SeitheristderAbsatzanteildermargenträchtigerenKompaktfahrzeuge von30auf 43 Prozent gestiegen. 34,7 Prozentder2024inEuropaverkauftenFahrzeugederRenault Group warenelektrifiziert. Der jüngsteSchachzug zum Thema E-Mobilität: Renault und Geelykündigten Mitte FebruarPläne fürdie gemeinsame Produktion undden VerkaufvonE-FahrzeugenundschadstoffarmenFahrzeugeninBrasilien an.Die beiden Unternehmenarbeiten bereits in Südkorea sowie über ihr Gemeinschaftsunternehmen HorseanVerbrenner-und Hybridantrieben zu-
sammen. „Esgibtviele Dinge, diewir gemeinsamtun können“, so de Meo.Geelysei ein hervorragendes Unternehmen,dassehrschnellarbeite.
Um die fürdie Elektrifizierung notwendigen Technologien schneller undvor allemgünstiger bereitstellen zu können, wurde Ende 2023 eine eigene Elektrosparte formiert: Ampere. „Amperevereint dasBeste auszweiWelten:dieErfahrungundSchlagkrafteinesführendenAutomobilherstellers mit der Agilität und dem Innovationsgeist eines Newcomers“,soLuca de Meound weiter:„Wir werden denBatteriepreis in dennächstenzehnJahren halbieren.“Die neue Einheit entwickeltE-Fahrzeuge, Batterietechnik und Software–und führtRegiebei derHerstellung und Vermarktung der E-Autos. Ampere verfolgt ehrgeizige Ziele: Die Listenpreisefür E-FahrzeugeimCSegment bis 2028 um 40 Prozent zu senkenund damit preislichdasNiveauderVerbrennermodellezuerreichen Bis2031willAmperejährlichrundeineMillionE-Fahrzeuge fertigen und eine Produktpalette mit siebenModellen fürallewichtigenSegmenteaufstellen.
Ampere istauchBetreiber desIndustrieclusters „RenaultElectriCity“inNordfrankreich, in demschon im laufendenJahr400.000 Elektroautos gefertigtwerden sollen.Die drei nordfranzösischen StandorteDouai mit allein11.000Mitarbeitern,MaubeugeundRuitzarbeiten dafürals Produktionsverbund zusammen. In Douai entstehteineAkkufabrik mit einer Kapazitätvon biszu24 Gigawattstunden (bis 2030). Partner bei diesem Projekt sind LG Chem, Envision AESC (GemeinschaftsunternehmenvonNissanMotor,NECundNECEnergyDevices)und Batterie-SpezialistVerkor.
GroßeHoffnungsetztdeMeoindasRevivaldesR5.Der in den Siebzigerjahren millionenfach verkaufteKleinwagen kamimHerbst 2024als modern gestylter City-StromeraufdenMarkt.„Wirmüssenzueinerausgewogeneren Mischungaus Premium-Autosund Autos, diedie Menschenkaufenkönnen,zurückkehren“,sagter.InderPipeline für2025 steckenzudem zwei Kleinstwagenmodelle alsNachfolgerdeseingestelltenTwizy:der2,43Meterkurze Zweisitzer (hintereinander) „Duo“und die Mini-Transportervariante„Bento“.DerE-Twingosoll2026folgen,als Einsteigermodellfürcirca20.000EuroGrundpreis.
„SchnelleralsdieWettbewerber“ 2025istnundasJahrder„Revolution“,derPhasedreider „Renaulution“. De Meo will nicht nur„diegrünsteMarke aufdemMarkt“werden,sondernauchbeiDigitalisierung undSmartDataganzvornemitfahren.Bis2030sollen20 Prozentdes Konzernumsatzesmit Mobilitätsdiensten, Services,DatenundEnergiehandelgeneriertwerden. BisEnde2024warLucadeMeoauchPräsidentdeseuropäischen Herstellerverbandes ACEA. Er gibtsich alshartnäckigerKritikerderEUundderBrüsselerBehörden–vor allem mit Blick auf die CO2-Emissionszielefür dieOEMs. „DieEUerfindetnurVorschriften,hataberkeineStrategie. WirbraucheneinestrategischeIndustriepolitik.“
LucadeMeoüber...
die Herausforderungen der Autoindustrie in Europa, mögliche Lösungsansätze,China alsPartner unddas ScheiternderE-Auto-KooperationmitVokswagen:
Die Herausforderungen „In der Automobilindustrie galt bislang das uralteMantra: Größeund Effizienz.Nun ist ein neuer Imperativzum Vorschein gekommen: Innovation und strategische Agilität. Das ist es, wasdie Autohersteller jetzt in den Mittelpunkt ihres Handelns stellen müssen.“
„Ich bin heutezutiefstdavon überzeugt, dass wir auch eine kollektive Antwort und Behörden brauchen, die in der Lage sind, eine europäische Mobilisierung zu koordinieren,wennwirwollen,dassunsereAutomobilindustrie ihrvollesPotenzial ausschöpfen kann.“1 „Essteht der WohlstandunseresKontinentsaufdemSpiel.“2
DieBedrohung
„ImglobalenWettkampfumdasElektroautostehensich dreiradikalunterschiedlicheStrategiengegenüber:China setztaufeineentschlosseneundambitionierteindustrielleStrategie[...];DieUSAsetzenaufWirtschaftsförderung [...];Europareguliert,was dasZeughält.“2 „Ohne jegliche Flexibilität einfachnur Bußgelderzuverhängen und Deadlineszusetzen,istsehrgefährlich.“3
MöglicheLösungsansätze
„WenndiePolitikschnellesWachstumfürElektroautos will, muss sieetwas dafürtun.“ [...] „Wahrscheinlich brauchtEuropaeinMischmodellmitkurzfristigemSchutz unsererIndustrieundKooperation.Ichglaubenicht,dass wirden Verkehrdekarbonisierenund aufE-Fahrzeuge umsteigenkönnen,ohnemitanderenWirtschaftsblöcken zusammenzuarbeiten.“4
GeelyalsE-Auto-Partner
„Auf die Kooperation mit China können wir nichtverzichten. Es hatnun maleineFahrzeuggenerationVorsprunginderElektromobilitätunddieKontrolleüberdie gesamteWertschöpfungskette.“4
DiegeplatzteE-Auto-KooperationmitVW „Ich wolltezeigen, dass dieeuropäische Industrieals Teamzusammenarbeitenkann.Alsodenkeich,dassdies einevertaneChanceist.“5 „Fürmichpersönlichwäreesein starkes Symbol gewesen, wenn sich zwei große europäische Traditionshäuser bei dieser Revolution zusammengeschlossenhätten.“6
DasZeitproblem
„Die Geschwindigkeitdes Hochlaufs der automobilen Elektrifizierungisthalbsoschnellwiedas,waswirbräuchten,umdieZielezuerreichen,beidenenkeineBußgelder drohen.“6 „Alleredenvon2035,[...]aberwirsolltenbesser über2025sprechen,denndannsindwirbereitsinSchwierigkeiten.“3 n
6 www.handelsblatt.com, 22.7.2024 INFO
Unsere„Mitschnitte“ setzen sichaus ZitateninrenommiertenPublikationen zusammen. Diese Textform macht es uns möglich, Ihnen die Denke, Strategien und Ziele vonTop-Managern ausder Automobilbranche zeitnahzupräsentieren –konzentriert aufaktuelle Themen und so komprimiert,wie es kein übliches Interviewvermag.Quellen:
1 Autos.yahoo.com, 22.2.2024
2 Brief an Europa, www.renaultgroup.com, 19.3.2024
3 brusselsignal.eu, 10.9.2024
4 www.faz.net, 13.1.2024
5 auto-motor-sport.de, 24.5.2024

PRODUKTION
Chinasproduzierende Unternehmensetzen vermehrtauf sogenannte Large LanguageModels (LLM)inihren Werken.Einige Projekte gelten unterBeobachtern alsbesonders einflussreicheIoT-Innovationen.

Die generative KI hat begonnen, die chinesische Fertigungsindustrie schneller als bislangzumodernisieren. Das zeigen neue Zahlen, diedas chinesische Industrieministerium MIITveröffentlicht hat. AuchmehrereaktuelleMarktberichteattestierenchinesischen Herstellern eine besonders schnelle Adaption derneuen Technik.
Mehr als 4.500 chinesische Unternehmen bieten inzwischen Large LanguageModels (LLM) an, sagteZhao ZhiguovomMIITderchinesischenNachrichtenagentur Xinhua. Siehaben mehr als 200 LLM entwickelt, die in China 600 Millionen Anwender haben, so der Chef-Ingenieur des Industrieministeriums.
Die Fertigunggehört den Statistiken zufolge neben dem Finanzsektor und dem Gesundheitsbereich in der VolksrepublikzudenWirtschaftsbereichen,diesichdie generative KI besonders schnell zu eigen machen. DerEinsatzvonLLMmachtfürvieleHerstellerinChinaSinn,weilerandereBereichederAutomationergänzt „Die Technik wirdschnell in Zukunftsindustrien integriert, insbesonderebei der Anwendung vonKIinder industriellenProduktion,imBereichderKI-gesteuerten humanoiden Roboter und in end-to-end mit KI verbesserten Produkten wie Smartphones, Computer und Autos“,zitiert die Zeitung Global Times einenMarktbeobachter
Die chinesischen Anbieter breiten sich ausund könnenbald an derSpitzeder euopäischenWindrad-Industrie stehen. Bild:
„LLMswerdenschnellintegriert, insbesonderebeiderAnwendungvonKI inderindustriellenProduktion.“
Bericht „GlobalTimes“
Die Anbieter vonLLM-Tools hätten es inzwischengeschafft,die KI „von einem heißen Gesprächsthema in einen Antriebsmotor zu verwandeln, der die industrielle Transformationund den Aufbau eines modernen, industriellenSystemsbeschleunigt“,schreibtdie Zeitung
EinsatzfelderfürLLM
Industrielle LLM kommen in Chinas Fabriken aufallen Ebenen des Produktionsprozesses zumEinsatz. Besonders dort,worepetitive Aufgaben ausgeführtwerden müssen,könnesieZeitsparenhelfenundsodieProduktivitätsteigern. Vonautomatisierten FertigungsprozessenundderQualitätskontrolle,überdiepräventiveWartung bis hinzum Management vonInventar in den Lagerhäusern findensich zahlreiche Beispiele fürerfolgreiche Anwendungen.
So setzt das chinesischeUnternehmen BOEseitDezember vergangenen Jahres LLM bei derProduktion seinerDisplay-Paneleein,wiedieWirtschaftszeitung 21 ShijiJingjiberichtet.GoldwindTechnologynutztLLMin der Fertigung vonWindturbinen.LongiGreen Energy wiederum setzt die generative KI bei seinen Video-Inspektionen fürCompliance-Checksein.
In 21 neuen „Leuchtturm-Fabriken“, die zum Jahresende 2023 vonder BeratungsagenturMcKinseyveröffentlicht worden sind, nutzen rund 60Prozent Künstliche Intelligenz in ihrer Fertigung.Elf von21dieser Leuchtturm-Fabrikenstehen in China,etwadas Jiangyin-WerkfürSpezialstahlvonCiticPacific,dieJiaxing-FabrikvonLongiGreenEnergyunddasWerkSuzhouvon Hengtong Fiber
Insgesamt steht derEinzug vonLLM in denFertigungsbereichnochamAnfang,weildieKonversionvon UnternehmensdatenmitdemgenerellenKnow-Howder Technik Zeit braucht, sagen gut informierteAnalysten. Dennoch sei ein immer stärkerer Fokus auf industriespezifische Sprachmodelle erkennbar

der

Nundrängt Chinas Regierung seine führenden Hersteller, auch LLM noch schnellerzuadaptieren als bisher Peking hofft, dass neue „hochqualitative Produktivkräfte“wie KI und Automation fürneues Wirtschaftswachstum sorgen. Eine Initiative „KI+“ istinVorbereitung
Ein Bericht, den das Marktforschungsinstitut Coleman Parks Research gemeinsam mit dem Software-Un-
INFO
Die KI-Welt wurde Ende Januar kräftig aufgewirbelt. Daschinesische Unternehmen Deepseek hat am 20.Januar 2025 einLarge LanguageModel aufden Markt gebracht, das so leistungsfähig wie die neuestenSysteme vonOpenAIsein soll –für einen Bruchteil der Kosten. Auch soll das Modell aufälterer Nvidia-Hardwarelaufen. Bis zu diesem Zeitpunkt hattenStart-upsSchwierigkeiten, mit den Tech-Riesen im Bereich Infrastruktur-Ausgaben zu konkurrieren, heißt es bei FinancialTimes.Allein wegendem Bedarf vonmehreren Milliarden Dollar fürgroße Rechenzentren. Laut Medienbericht sind die Trainingskostenfür KI-Softwareallein in denersten Wochen des Jahres um 95 Prozentgesunken. „Fast reflexartig wiesenKI-Riesenauf die nationalen Sicherheitsauswirkungen der Dominanzvon Deepseek hin.“(FinancialTimes). Dabei hätten US-Forscher,auchander Stanford-Universität, bereits Deepseeks Standards repliziert oder übertroffen, heißt es weiter „InEuropawar Mistralinder Lage,für einen Großteil des Jahres 2024 Open-Source-Modelle bereitzustellen,die mitden offenen Llama-Modellenvon Meta konkurrieren konnten, aber mit einem Bruchteil des Budgets trainiert wurden“, sagt Walter Goodwin, CEO vonFractile. Europaverfüge über fähigesPersonal,ist technisch allerdings nicht so eingeschränktwie ein chinesischesUnternehmen. Der jüngsteWirbelsei ein lauterWeckruf fürEuropa, wenn man bei KI weiterhin mitmischen wolle. (sp)
ternehmen SASveröffentlicht hat, zeigt China weltweit gesehen an der Spitzevon 17 Ländern, in denen die Adaptionsratevon generativerKIuntersucht worden ist, berichtet die Nachrichtenagentur Reuters
EinerPrognose der Beratungsagentur Accenturezufolge hat generative KI das Potenzial, bis zum Jahr 2038 in der chinesischen Volkswirtschaft einenwirtschaftlichen Mehrwert vonfast drei Milliarden US-Dollar zu erschließen.Für diese Studie wurden die Wirtschaftsbereiche Fertigung,Finanzen und Lieferketten gemeinsam betrachtet.
Das CCID-Forschungsinstitut, das zumIndustrieministerium MIITgehört, hat im Auftrag der Behörde ermittelt,dassbisEndevergangenenJahresnur15Prozent aller Unternehmen in der chinesischen Fertigungsindustrie LLM in ihreProzesse integriert haben. Obwohl dieerstePhasederAdaptionvielversprechendgewesen sei, gebe es immer noch„ein großes Wachstumspotenzial“, mahnen die Forscher.
ProduktionslinievonLiAutoeineder„einflussreichstenIoT-Innovationen“
Ein Industriebereich, in dem sich neue KI-Lösungen in China relativschnell ausbreiten, istdie Produktion von E-Autosund Hybriden. Ein Beispiel ist die mit KI optimierte„intelligente, automatisierteProduktionslinie“ beiLiAuto,dievondemchinesischenKI-SoftwareanbieterAinnovation Technology Group eingeführt worden ist. Das Projekt schaffteesauf diejüngsteListeder „einflussreichsten IoT-Innovationen“des amerikanischen Magazins Fortune
Indem es KI in seine Produktionslinien fürE-Autos und Hybride integriert habe, konnteLiAutoMedienberichten zufolge seine Fehlerratesenken und Aussetzer derProduktion minimieren. Insgesamt habe man die fürWartungen nötigen Arbeitsstunden um 70 Prozent reduzieren können, hieß es. n




NachhaltigkeitundIndustrie–gehtdas?Undob! EsisthöchsteZeit,KlimaschutzinderIndustriemitzudenken. DochwelchekonkretenWegegibtes?UnserePioniereüberzeugenundinspirieren mitihrenbeeindruckendenStrategien! LernenSievondenBestenderIndustrieunter: www.maschinenmarkt.vogel.de/green-shift-pioneers




Berührungsempfindlicher Bildschirm oder lieber eine Projektion? Die Hersteller verfolgen unterschiedlicheKonzepte, um digitale Inhalte im Auto darzustellen. BMW entscheidetsich in derneuen Klasse vorwiegend fürProjektionen.
Dirk Kunde
BMW möchte den Trend der wachsenden AnzeigeflächenimCockpit nicht mitgehen.„Mit einem übergroßen Bildschirm stehtwortwörtlich etwas zwischen Fahrer und Straße“, beschreibtFrank Weber aus seiner Sicht dasProblem. Der BMW-EntwicklungsvorstandistderMeinung:„Daskann2025nichtdieAntwort sein und fühltesich füruns nicht richtig an.“ Er reflektiertdamitdieEntwicklungsphasederneuenKlasse. In den kommenden Fahrzeugen des Herstellers werden Projektionen auf der Frontscheibe eine große Rolle spielen.
„EsgabinderAutoindustrieeinenGrößenwettbewerb bei den Displays.Wer das größteeinbaut, ist der beste“, sagtWeber.DochmitderGrößewurdeauchdieErreichbarkeit der Inhalte vomFahrer-oder Beifahrersitz aus immer schwieriger.Entscheidet man sich fürein Hochkant-Format, sind in der Regel alle Menüpunktevon beiden Sitzpositionen aus erreichbar, ohne sich vorbeugen zu müssen. Doch fürdie Anzeige einer Straßenkartesowie die Wiedergabe vonVideossindBildschirmeimQuerformat vorteilhaft.
Darumentschied sich Bytonfür eineSteuerungperGestenundSprache. Daschinesische Start-up wollteim Jahr 2019mit dem M-Byte ein E-Auto auf den Markt bringen, bei dem der Bildschirmmit125mal25Zentimeter über das gesamteArmaturenbrett reicht. Mit dem Konzept sorgte Byton fürAufsehen, musste jedochwährend der Corona-Pandemie wegen ausbleibender Zahlungen seiner Investorenaufgeben.
„DieAuswahlvon Musiktitelnmit einemDrehknopf istnichtmehr zeitgemäß.“
Frank Weber,Vorstand BMW
Die ersten Ideenfür Projektionen aufder Windschutzscheibe sind schoneinige Jahrealt. ZumBeispiel arbeiteteRinspeedfür sein Konzeptfahrzeug von2017 mit Wayray zusammen. Doch die Technik wardamalsnoch nichtreiffür einen Serieneinsatz.Zuletztbekamen die Projektionen mehr Interesse, unteranderem durch die Demonstrationen vonHyundai Mobis und Zeiss.
DocheinTrendwargeboren:Mercedes-Benzbringtes beiseinemMBUX-Hyperscreen aufeineBreitevon 141 cm. Optisch wirkt es wie eine Bildschirmfläche, doch tatsächlich werden hierbei drei OLED-Bildschirme verbaut.Nio setztinseinemneuen FlaggschiffET9 aufeinenschmalerenBildschirmstreifenimArmaturenbrett, der über die gesamteBreite(engl. pilar to pilar)reicht. Der Hersteller nennt es Skyline Display.
Der leicht gebogene OLED-Bildschirm liefert eine 5KAuflösung,deren Inhalteman auchbei hellem Sonnenlichtguterkennt.DafürsorgteinKontrastverhältnisvon zwei Millionen zu eins.Der Fahrer bekommt in seinem BereichFahrinformationenangezeigt,währendderBeifahrerdieInhalteauswählenkann.ImAuto-Modusrichtensie sich nachTageszeit und Ort des Fahrzeugs.
Ganz ohneBildschirm wirdauch die „Neue Klasse“ vonBMW nicht auskommen. Die Konzeptautosverfü-

gen über einen berührungsempfindlichen Bildschirm (17,9Zoll; ca. 45 cm), der näherans Lenkradrückt. Die Seiten sind 72,5 Grad zumFahrergeneigt, es wirkt optisch wie ein Parallelogramm. Doch die wesentlichen Informationenfür Fahrer und Beifahrer lieferteineProjektion.DamitverschiebensichsämtlicheAnzeigenim Auto nach oben und somit stärker ins Blickfeld desFahrers.
Die Idee einer Projektion auf die Frontscheibe wurde bereits vorüber zehn Jahren vonIngenieuren im BMW TechnologyOfficeimSiliconValleyentworfen.Dochwar manmitderdamaligenProjektionstechniknichtzufrieden. „Wir haben uns das nun in Prototypen angeschaut und warenpositivüberrascht“,sagtWeber.Die Objekte in derScheibeerhalteneinen 3D-Effektund sindnicht mehrnurvomFahrersitzsichtbar.DieProjektionendes Head-up-Displays sehen alle Insassen.Über Navigati-
Hyundai Mobis arbeitet mit Zeiss an einer holografischen Folie. Diese kann aufdie Windschutzscheibe geklebt werden.
onsangabenhinaus, bieten sich damit weitereAnwendungsfällean. Beispielsweise könntewährendeiner Ladepause der Liedtext füreinen Karaoke-Wettbewerb im Auto auf der Frontscheibe erscheinen.
Zumsogenannten PanoramicVision vonBMW gehört eine Projektionsfläche im unteren Bereich der Frontscheibe. Diese Fläche ist schwarz hinterlegt,sodass Inhaltebei allen Lichtverhältnissen gut zu sehen sind. Dafür wirddie gesamteBreitevon linkerbis rechter ASäulegenutzt.InsgesamtstehenneunFlächenfürInformationen zur Verfügung.DreiElementehinter dem LenkradinformierendenFahrerüberseineaktuelleGeschwindigkeit,erlaubtesTempo,Restreichweite,Zeitbis zum Ziel sowie aktivierteAssistenten.
Die übrigen sechs Bereiche werden freibelegt.Dazu wähltmanausdenRubriken„MyLife“,„MyCar“und„MyJourney“aus.DaskönnenMusiktitel,Wettervorhersage, Himmelsrichtung oder die Visualisierung des Sprachassistenten sein. Dann erscheint ein runder Kopf mit großenAugenaufderProjektionsfläche.DieausgewähltenInhaltewerden vomzentralen Bildschirm mit dem Finger nach oben an die gewünschtePosition gezogen.
DiePersonalisierunggehtaufdemzentralenBildschirm weiter.Nutzer können die Farbgestaltung als auch ein persönliches Hintergrundbild auswählen. Damit entscheidetsichBMWfüreinzweigeteiltesBedienkonzept. Berührung:Auf dem Bildschirm als auch auf dem LenkradwerdenSchaltflächengedrückt.BeimLenkrad liegenlinksFahrassistenzfunktionenundrechtsTelefon sowie Medienwiedergabe.
Die zweiteOption ist Sprache. Erstmals wirdder Sprachassistent auf der Panoramic-Vision-Fläche visualisiert. Die Insassen sehen die Rückmeldungüber die erfolgteUmsetzung der Sprachbefehle im Panoramic Vision, dem Head-up-Display oder auf dem Bildschirm.

Abschiedvombisherigeni-Drive-Konzept Einen haptischen Drehknopf fürdie Lautstärkekann mannocherwarten,abervomlangjährigeni-Drive-Konzept mit Drehen und Drückenverabschiedet sich BMW „ImZeitaltervonAppsistselbstdieAuswahlvonNavigationszielenoderMusiktitelnmiteinemDrehknopfnicht mehrzeitgemäß.Dasfühltsichnichtmehrgutan“,sagt Weber.Die Projektionen sowie Steuerung über Stimme und Berührung bilden fürdie BMW-Stammkundschaft einen Bruch. „Wir haben das vorabmit über 3.000 ProbandenrundumdieWeltgetestet“,sagtStephanDurach, Senior Vice PresidentUI/UX undConnected Company Development bei BMW.Angstvor einer Ablehnung des neuenBedienkonzeptsfürchtetmanbeidemOEMnicht. Die Personalisierung bietet nocheinen weiteren Vorteil: universelle Nutzung.Die Auswahl der sechsElementeimPanoramic-Vision-Bereich als auch das Hintergrundfotoauf dem Bildschirm kann der Nutzer über die BMW-App speichern. „Wer einen BMW als Mietwagenhat,kanndarinseinegewohnteKonfigurationübernehmen“,sagtDurach.Erweiterungenbietetzudemein App-Store.HierhatsichBMWfürdasAngebotAppning by Forvia entschieden. Auch die Nutzung vonAndroid

AutoundAppleCarplayistimneuenBedienkonzeptvorgesehen.
BMWwirdnichtlangedereinzigeHerstellerbleiben,der dieFrontscheibefürProjektionennutzt.HyundaiMobis präsentierteauf der diesjährigen CES in LasVegas eine holografischeProjektion. Dazu wirdeinevon Zeiss entwickelte100 Mikrometer dünne Folieauf die Scheibe aufgebracht. Sieerzeugt eine räumlicheWirkung beim Betrachter.Das Exponatauf der Messe zeigteebenfalls eineNutzung des unteren Bereichs derFrontscheibe. Aufder gesamten Breitewerden Informationen fürden Fahrer sowie die Auswahl vonMedien undanderen digitalenInhaltenprojiziert.
Auch Continental präsentiertebei der CES eine Projektionslösung.AllerdingshatsichderZuliefererdafürdie hinteren Seitenscheiben ausgesucht. Hierpräsentiert derZahnarztseinePraxisoderzeigtderSport-Fanseine Liebe zum Verein. Fürdie Projektion wirddie Scheibe elektronisch abgedunkelt. Der Projektorist im Dachhimmel verbaut. Dabei benötigtdas Bauteilnur einen halben Liter Bauraum. Statt einerFahrzeugbeklebung bieteteine Projektion dieOptionwechselnder Inhalte Allerdings sehen deutsche Gerichteden Trend kritisch
DasHamburger Verwaltungsgericht untersagteAnfangdesJahresdemzumStellantis-Konzerngehörenden Carsharing-UnternehmenShareNoweineWerbeprojektion.Eshatte Fahrzeuge mit einem Projektorausgestattet, der Anzeigen auf die rechtehintere Scheibe projizierte.Die Werbebotschaft warnur zu sehen, wenn das Fahrzeug parkte. Dennoch sah das Gericht die visuelle Ablenkung fürRadfahrer und Fußgänger alsGefährdung der Verkehrssicherheit. Fahrzeuge dürften nur
über die in der Zulassungsordnung vorgeschriebenen und fürzulässig erklärten lichttechnischen Einrichtungen verfügen.
DifferenzierungnachFahrzeugkategorien
DasKonzeptderProjektionhältmitderneuenKlassebei BMWinsämtlicheMarkenundFahrzeugkategorienEinzug.„DabeiwirdesnatürlicheineDifferenzierunginder Ausführung der Fahrzeugklassen geben“, sagt Durach Das Armaturenbrett im 1er wirdanders aussehen als in einem7er.AuchRolls-RoyceundMiniübernehmendie Softwarebasis des Bedienkonzepts.Wobei das jeweilige BedienkonzeptderMarkeangepasstwird,sowerdendie Minis weiterhin einen großen, runden Bildschirmhaben. n
Continentalzeigte Anfang2025 eine Technik fürholografische Projektionen auf den Seitenscheiben.
Bytonwar bereits 2018 aufdem Weg, übergroße Bildschirme einzusetzen. Das chinesische Start-up existiert allerdings nicht mehr

Neue Klasse ist fürBMW ein historisch besetzter Begriff. Wird es wieder ein kompletterNeubeginn für dasUnternehmen?
Frank Weber: Wirbefinden uns heuteineiner deutlich besseren Ausgangslage.Damals ging es um unserÜberleben.HeutekommenwirauseinererfolgreicherenZeit, was vielleicht eine andereForm vonRisikodarstellt.Da musstenwirgenauüberlegen,wievielErneuerungrichtig undwichtigist.Wirmöchten,dassessichfürKundenso anfühlt, als hätten wir eine Autogeneration übersprungen und nicht einfach mit dem weiter gemacht, waswir dieGenerationendavor getanhaben. Die Geschwindigkeit der Veränderungen in unserer Industrie hatsich rapide erhöht. Die Entwicklung der Neuen Klasse ist unser Weg,umweiterhin so erfolgreich zu bleiben
In der Neuen Klasse setzen Sie aufein anderesBedienkonzept.IstdasauchAusdruckeinerVerschiebung? Es geht nun weniger um dasErlebnisder Fortbewegung im Auto alsumdie Visualisierung vondigitalen Inhalten.
Das Digitale dient natürlich dem Erlebnis,genauwie die Freude am Fahren ein Erlebnis an sich ist. Wirhaben in der Entwicklung mit Freude festgestellt, dass digitale Inhalte,dieinderWindschutzscheibeerscheinen,denFahrer ganz anders mit dem Auto verbinden.Uns hatdas gefallen, weil esgenaudasist,wasBMWwill.Ich möchtenicht das eine oder das andere. Ich möchte, dass Digitales beim Fahrerlebnis Freude macht. Ein BMW ist schließlich auch kein komplett anderes Auto im Vergleich zu den Produkten anderer Hersteller.Und dennoch spürenunsereKunden den Unterschied, sagen, unsereLenkung ist etwas präziser; derSitzistetwasangenehmer;dasGefühl,mitdemAuto verbunden zu sein, ist intensiver.Wenn dasauch im Digitalenpassiert,dassdueineandereBeziehungzudiesen Inhalten aufbaust, habenwir unser Ziel erreicht.
Ein Computer auf Rädern isteben nicht unsereVorstellung voneinemAuto. Wirgehen voneiner hochgradig emotionalenBeziehungzumAutoausunddassollbeim SDVsobleiben.DasAutoistdochkeineKüchenmaschine. VomÖffnenderTür,Platznehmen,losfahrenundlenken –die Interaktion ist etwas ganz anderes als der Umgang mit einem Computer auf dem Schreibtisch.Vor allem: Wiereagiertdas Auto in Notsituationen?Was passiert, wenndieStraßenassistunddasFahrzeugbeginntzurutschen? Wieschnell haben Sie als Fahrer wieder dieKontrolle? Hier muss man es schaffen, eine vertrauensvolle Beziehung mit dem Fahrer aufzubauen. Daswirdsich nicht ändern, nur weil mehr Recheneinheiten verbaut sind.
Bei anderen Herstellern läuft die SoftwareentwicklungnichtsoruhigwiebeiIhnen.Wasmachen Sie besser?
„DieSoftware-Entwicklungmuss injedeAbteilungintegriertsein.“
Frank Weber,Vorstand BMW
Der Vergleich, das Auto sei ein Computer aufRädern hinkt bereits, denn mit den vier SupercomputernistesehereinRechenzentrum.Warummögen Sie den Vergleich nicht?
ZURPERSON
ist seit Juli 2020 Mitglied desVorstands derBMW AG fürdas Ressort Entwicklung.Nach seinem Maschinenbaustudium an der TU Darmstadt begann er 1991 seine Karriereals Projektingenieur Gesamtfahrzeugbei Opel. Ab 1995 hatteerverschiedene leitende Positioneninne.Von 2007 bis2010war er in den USAbei General Motorstätig,bevor er zu Opel zurückkehrte. Seit2011 ist Weber in verschiedenen Führungspositionen beiBMW aktiv
Das ist auch beiuns nicht trivial und einanstrengender Kraftakt. Aber wir hatten unser traumatisches Erlebnis, aus dem wir viel gelernt haben. Der E65, die vierteGeneration der 7er-Reihe, kam2001 mit demersteni-DriveSystem auf den Markt. Die Menüstruktur auf dem Bildschirm hat man per Drücken und Drehen gesteuert. Das warein komplett neues Bedienkonzept. DasAutohatte erstmals ein Bus-System fürdie Datenübertragung.Wirsinddamit sehr ambitioniert gestartet und mussten viel Kritik einstecken. Ja, wirhatten Fehler gemacht. Wir hatten das komplexeZusammenspiel vonSteuergeräten und Software unterschätzt. Daraus haben wir gelernt: Wenn es kompliziert wird,darfst du die Arbeiten nicht auslagern,sondern musstsieindieMittederOrganisationholen.Genaudas haben wir getan. Seitdem sind über 20 Jahrevergangen, undwir arbeiten heuteimmernoch so.Inder Abteilung fürFahrdynamik etwaarbeiten genauso viele SoftwareEntwickler wie im Bereich fürBordnetzeoder Infotainment. Um die Softwarezuverstehen, musst du die Entwicklung in jede Abteilung integrieren.
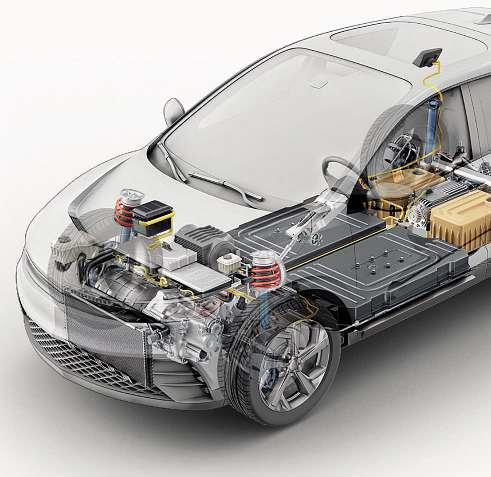
WennSieheuteeinneuesE-Autokonstruieren,worauf achten Sie am meisten?
Fürmich steht Effizienz ganz klar an erster Stelle. Jede Wattstundezählt.EsgibtnichtsSchlimmeres,alsdieBatterie immer größer zu machen, um danach den Energiegewinn durch Ineffizienzen zu verspielen. Als es darum ging,Autos leichter zu machen, habenwir jederGewichtsreduktioneinenEuro-Wertbeigemessen,alsoEuro proGramm. Das machen wir jetzt in Form vonEuropro eingesparteWattstunde. Wirmachen „Efficient Dynamics“ schon eine ganzeWeile, aber das ist jetzt Efficient Dynamcis zum Quadrat. Das beginnt beider Aerodynamik.Diewirktvielfrüher,alsvieledenken:sobaldSiedie Stadtgrenzehinter sich lassen, etwabei 70 km/h.Esist aucherstaunlich,welchenUnterschiedReifenmiteinem geringerenRollwiderstand machen. Dann natürlichdie E-MaschinemitdenWechselrichtern.Wieeffizientistdie Umwandlung vonGleich- in Wechselstrom? Wasverbraucht die Leistungselektronik? Die Fahrassistenten machenhiereinenerheblichenAnteilaus.Wirgehendas Auto einmal vonoben nach unten durch. Mitder Neuen Klasse erreichen wir so 30 Prozent mehrReichweiteund biszu25ProzentmehrEffizienzinderEnergienutzung. n
Digitalisierung in der Praxis: Inbetriebnahme und Servicevon Anlagen mit RemoteZugriff und VR/ AR--Brille.
FÜGETECHNIK
FürArnold Umformtechnikbegann vor30Jahrenein erfolgreichesKapitel: die Systemtechnik. Basierendauf kundenspezifischenVerbindungslösungenund meist hoch automatisierten Montageanlagenarbeitet das Unternehmenheute an analogen und digitalen Systemen fürdie „NewMobility“.
Alles schon einmal dagewesen: Dieser Eindruck kannentstehen,wennmanindieGeschichtevon Arnold Umformtechnik eintaucht. Das im Jahr 1898alsSchraubenfabrikgegründeteUnternehmenhatte bereits vordem Ersten Weltkrieg „Duraluminiumschrauben“für den automobilenLeichtbauund den Luftschiffbau im Programm.
1955, im Gründungsjahr der „Automobil Industrie“, konnteArnold also schon eine mehr als 40-jährige Erfahrung im Automobilbau vorweisen –und bot in der Phase des „Wirtschaftswunders“ den Herstellern von Käfer,Isabella &Co. die Möglichkeit, dauerhafte Schraubverbindungen mit geringemEigengewicht zu schaffen.
InderFolgezeiterweitertedasUnternehmenseinSortimenthochwertigerSchraubverbindungenimmerweiter, stets mit dem Blick auf die Automobilindustrie. –und hattebei der Entwicklung neuer Schraubentypen immer auch die FertigungstechnikimBlick:möglichst automatisiert und effizient.
Vorgut30Jahren:Einstiegindie Systemtechnik
In das Jahr 1994 fiel dieRichtungsentscheidung fürein neuesGeschäftsmodell: ArnoldgründeteeinJointVenturemit dem japanischen UnternehmenShinjo InternationalCo.Ltd ZieldesGemeinschaftsunternehmens



wardie Einführung des „PIAS“-Einstanzmuttern-Systems auf dem europäischen Markt. Dazu gehörteauch –unddaswarneufürArnold–dieZuführ-undVerarbeitungstechnik. Der Anwender bezog vonArnold also nebenden hochwertigen (Schraub-)Verbindungselementen auch die Anlagen, um diese Verbindungenin diekundenspezifischen Bauteileeinzubringen.
DiesesModell erwies sich sehr raschals erfolgreich. Zugleich festigteArnolddurch dieneueRolle als SystemlieferantdieBeziehungenzuOEMsundZulieferern inderMobilitätsindustrie.DasErgebnis:Nachnurzwei Jahren zogdie Systemtechnik in eigene Räume um.
Das Geschäftsmodell und natürlich auch die Technologieder Systemtechnik beschleunigtenden Ausbau der weltweitenPräsenzvonArnoldUmformtechnik.ImJahr 2006bautedasUnternehmenindenUSAeineneigenen Systemtechnikvertrieb auf,nur einJahrspäterfolgte eine strategische ExpansionnachChina.Zum raschen Wachstum trug sicherlich auch bei, dass die Anwender beimUmstieg aufdie Arnold-Systemtechnik vorhandene Anlagen wie Schweißroboter einbeziehenund quasi „zweckentfremden“konnten.
Parallel dazu entwickelteArnold neue Verbindungssysteme, die sich vorallem in der Automobilindustrie schnell durchsetzten.Das gelang 2009 mitder Einführung vonFlowform, einem fließlochformenden Schraubsystem, das die FertigungstechnikimKarosse-
SONDERVERÖFFENTLICHUNG

riebau erheblich verbesserte. 2015 folgtedie EntwicklungvonFlexweld,einerWiderstandselement-Schweißtechnologie, die in enger Zusammenarbeit mit Volkswagen entstand.
2017konsolidiertendieAktivitätenderSystemtechnik in der BusinessUnitFastening Systems. Diese Integration ermöglichtedie Entwicklung neuer Technologien wieFlowweld(2018)undSwoptec(2019)inKooperation mit Partnern wie Mercedes und Benteler
InnovationenfürAutomatisierung, DigitalisierungundNachhaltigkeit
„ArnoldistaufAutomatisierungundDigitalisierungderProduktion vorbereitet.“
Thorsten
Lienhardt-Schuster, Chief Operating Officer, Arnold Umformtechnik
Soviel zum Gestern und Heute. Wiegehtesweiter? Thorsten Lienhardt-Schuster,Chief OperatingOfficer vonArnoldUmformtechnik:„DieProduktionsweltsteht voreinem Paradigmenwechsel: Automatisierungund Digitalisierung sind entscheidende Erfolgsfaktoren für eine effizienteund wettbewerbsfähige Fertigung.“ Die Systemtechnik vonArnold istdaraufvorbereitet–vonAnfangan. Beim Entwicklungsprozess ist der Kunde vonBeginn an dabei. Die Breiteder Verbindungstechnologien, dieArnoldbeherrscht und diestets kundenundprojektspezifischadaptiertwird,istbeachtlich.Und wenndauerhaftoderimerstenSchrittnurkleinereBauteilmengen herzustellensind, bietet der Bereich EngineeredAssembliesvonArnolddieLieferungkompletter Baugruppen als Dienstleistung an.
MaßgeschneiderteEntwicklung, bedarfsgerechteAutomation
Der Entwicklungsprozess folgt grundsätzlich dem Systemgedanken. Zeitgleichmit der Entwicklung oder Adaption eines maßgeschneiderten Verbindungssystems entsteht die dazu passende Automatisierungstechnik. Dabei richtet sich die konstruktive Auslegungder Zuführ-undVerarbeitungstechnik–vonmanuellenLösungenbiszurVollautomatisierung–nachderProduktionsgröße und der Integration in dievor-und nachgeordnetenMontageschritte. Schnelles Prototyping gehört ebenso zu diesem Konzeptwie die schlüsselfertige Implementierung mit vollständiger Integration. So wünschen es die OEMs und ihre Zulieferer
UndweilsiehocheffizienteVerbindungsprozessefordern, entwickelt Arnoldkontinuierlichneue Innovationen fürdie Zuführtechnik (Feedtec)und Verarbeitungstechnik (Tooltec)–zum Beispiel einhoch leistungsfähigesMulti-Feed-SystemfürdiegleichzeitigeVersorgung vonbis zu 16 Einpressstationen. Außerdem einen Segmentförderer, dereine schonende Zuführung vonVerbindungselementen ermöglicht und besonders bei Anwendungen mit hohen Sauberkeitsanforderungen die Montage- und Betriebssicherheit erhöht.

Mit der fließlochformenden SchraubeFlowform Plus, eingeführtimJahr 2021, adressiert Arnolddas Thema „NachhaltigeSchraubverbindung“.Durch optimierte Geometrien undreduzierteMaterialverdrängung verbessert„FlowformPlus“dieProzessstabilität,undsenkt zugleich den CO2-Fußabdruck durch das um 25 Prozent geringereGewicht, und das gleich doppelt: Es wirdwenigerMaterialverbrauchtbeziehungsweiseumgeformt, und das Auto wirdleichter –bis zu 500 Gramm. Das wiederum bedeutet geringeren Energieverbrauch.Davonabgesehen spricht aus Sicht der Nachhaltigkeitein weiteres Argument ganz grundsätzlichfür die vonArnold Umformtechnik entwickelten Systemlösungen. Thorsten Lienhardt-Schuster:„Schraubensinddie einzigeVerbindungstechnik,dieerstenslösbaristundzweitens wieder verbunden, das heißt verschraubtwerden kann. Sie sind also nicht nur kreislauffähig,sondern auch reparaturfähig.“
BereitfürneueMärkteunddiedigitale Transformation
Mit der Ausweitung der Verbindungstechnikauf Branchen wie E-Mobilität, erneuerbareEnergienund Mischbauweisen sieht Arnold aktuell große Chancen, neue Lösungen fürkomplexeAnforderungen zu schaffen. Und einweiteres Aufgabenfelderöffnet mindestens ebenso großesPotenzial.Thorsten Lienhardt-Schuster: „Diezunehmende Digitalisierung in der ProduktionerfordertintelligenteVerbindungslösungen.Wirarbeiten an neuen Ansätzen wie dem Einsatz vondigitalenZwillingen und datengetriebenenProzessen undwerden –gemeinsam mitunseren Kunden in derAutomobilindustrie–die Verbindungstechnik der Zukunft aktiv mitgestalten.“
ErstedigitaleDienstleistungenwirdesinKürzegeben: „RemoteTec“,eine Lösung fürdie Fernwartung und Prozessoptimierung.Mithilfe vonVR-Technologien und sicherendigitalenZwillingenkönnendieTechnikervor Ort, mit Online-Assistenz durch Experten vonArnold, Maschinenstörungenschnellerdiagnostizierenundbeheben.DasspartKostenundZeitundreduziertebenfalls den CO2-Fußabdruck. Ein gutes Beispiel fürden praktischen Nutzen der Digitalisierung in der Automobilfertigung n
Thorsten LienhardtSchuster ist Chief Operating Officer vonArnold Umformtechnik.
Zum70. Geburtstag von»Automobil Industrie« beleuchten wir im Jubiläumsjahr 2025 die Innovationsfreude derBranche. Neben dergroßenJubiläumsausgabe im Dezemberstellenwir das ganzeJahrüber in einer crossmedialen Serie wegweisende Entwicklungen unsererKommunikationspartnervor: In denPrint-Ausgaben vonJanuar bis November sowie digitalauf www.automobil-industrie.de





Wiekannder Wegzum autonomenFahrengestaltet werden?Die Antwortenauf dieseFragenhaben sich zuletztgeändert: Autohersteller setzen eher ein„+“ hinter Level2,statt dienächsthöhereStufe anzubieten.Dafür werden Sensoren und Regelsystemeverbessert.Steer-by-wireundWankstabilisierungerhöhendenFahrkomfort. Zudemverändert KI dieMensch-Maschine-Schnittstelle rasend schnell.
AUTONOMES FAHREN
Level2-Systeme sind weitverbreitet und werden um Plus-Funktionen erweitert. Beim Level3und 4sind dieHersteller eherzurückhaltend.
Solldas Auto nicht selbstständig fahren?
Dirk Kunde
Der Drangzum Fahren in Level3 istnicht sonderlich groß.Aktuell bietendas in Deutschlandnur BMWundMercedes-Benzan.WarumdieHersteller das Level3 nur dezent bewerben und Käufer zurückhaltend reagieren, istschnell erklärt: Regulatorik, Preis und Nutzungsmöglichkeiten.
Ein Fahrassistent imLevel 3ist vereinfacht gesagt ein Schönwetter-Pilot.Regen,Nebel,SchneeoderTemperaturenuntervierGradCelsiussindAusschlusskriterien.Baustellen, Tunnelund Dunkelheit sind es ebenfalls.FehlendesHD-Kartenmaterial führtebenfalls zu Problemen. Fährt niemand voraus oder erkennen die Mikrofone Sirenenvon Rettungsfahrzeugen, fordertder Assistentzur Übernahme der Fahrfunktion auf. Die Hersteller sindso vorsichtig,dabeim Level3 dieHaftungbei Unfällen auf sieübergeht.
TeuresLevel3
Um den Assistenten fürKunden attraktiverzumachen, erhöhteMercedes-BenzdieHöchstgeschwindigkeitseines Drive Pilots in der S-Klasse von60auf 95 km/h. Bei BMW ist der Personal Pilot L3 fürden 7er noch auf 60
km/hlimitiert.Erbietetsichalsonurinzähfließendem Verkehr an. Beiden Stuttgartern soll es mit einem weiterenZwischenschrittbaldinRichtung130km/hgehen. Diese Geschwindigkeitsangabe verdeutlicht, der Assistent ist fürdie Autobahn gedacht. Das sind viele Einschränkungen füreine Option, die beiMercedes-Benz und BMW etwa6.000 Eurokostet.
Level-2-Systemesinddeutlichgünstiger undbieten mitunter mehr.Zudem sind sie häufiger im Straßenverkehreinsetzbar.EtlicheHerstellerhabenihreAssistenten überdenSpurhalterundadaptivenAbstandstempomaten hinausweiterentwickelt.Umdasdeutlichzumachen,gebensiedemSystemeinodersogarzweiPlus-Symbole.Das ist allerdings keine offizielle Bezeichnung des AutoingenieurverbandsSAEundbedarfeinerSondergenehmigung der Zulassungsbehörden. Ein Beispiel ist FordsBlue Cruise (Level 2+). Aufbestimmten Autobahnabschnitten (BlaueZonen)hältdasAutoTempounddieSpur,derFahrerdarf die Hände vomLenkrad nehmen. Eigentlich ist Level2 noch einHands-onSystem. Blue Cruise kostet nachder90-tägigenTestzeit280EuroproJahr
Der Autobahnassistentvon BMW kostet einmalig 850 Euround man darf beimFahrenebenfalls die Hände in

Beim automatisierten Fahren gehen die meisten Hersteller nicht über Level2hinaus. Bei dieser Stufe wirdzunehmend überwacht, ob der Fahrer seine Hände am Lenkrad hatund aufmerksam ist.

Volvohat beim Modell EX90 den Lidarsensorindas Dach integriert.
den Schoß legen. Ein Blick in den linkenAußenspiegel bestätigteinenvorgeschlagenenÜberholvorgang,denein BMWi5oderi7danneigenständigvollzieht.DieserAssistent arbeitet bis Tempo 130 km/h. Somit bietetder AssistentdemFahrerhäufigerEntlastungaufderAutobahnals dasdeutlichteurereLevel-3-System.
EinzigerUnterschied:BeiallenLevel-2-Variantenbleibt der Fahrer in der Verantwortung.Damit sich Fahrer nichtinfalscher Sicherheit wiegen, schreibtder Gesetzgeber einepermanenteFahrerüberwachungvor.Inder RegelschauenInfrarotkameras,wohinKopfbzw.Augen desFahrersgerichtetsind.AuchobdieAugengeschlossensind,stellendieKamerasfest.UnterbrechenTablets oder Zeitungen die Sicht der Kameras auf ihr Überwachungsobjekt, ertönt eine Warnung und danach wird das System abgeschaltet.
„Mit zunehmender Level-2-Funktionalitätsteigtaus Sicherheitsgründen auch die Fahrerüberwachung, schließlich bleibt der Fahrer nach wie vorinder Verantwortung. Deswegen gibt es auch einnatürliches Limitbei Level-

Die dargestellten Verkehrsteilnehmersollen den Insassen die korrekteFunktiondes Systems vermitteln.
2-Systemen,dairgendwanndienotwendigeÜberwachung störender ist als der Zugewinn durchdie Komfortfunktion“, sagt Frank Weber,Entwicklungsvorstand beiBMW FürModelle der„NeuenKlasse“plant BMWmit Level3-Assistenten.BeimParkvorgangistsogarvonLevel4die Rede. Dabei ist noch unklar,obein Valet-Parking-System auf die Infrastruktur im Parkhaus angewiesen sein wird oderobeinTeleoperatorausderFerneeingreift.
Bei der CES 2024 zeigteBMW in Zusammenarbeit mit ValeoeinSystem,beidemeinTeleoperatordenBMWferngesteuertindiefreieParklückemanövrierte.
„DieÜberwachungwirdirgendwann störender,alsderKomfortgewinn.“
Frank Weber,Vorstand BMW

Bild:KI-generiert/DirkKunde


DaszögerlicheVorgehenderHerstellerbeimLevel3liegt zudemanderkomplexenRegulatorik.WährendUNECERegeln auf internationaler Ebene bereits die Grundlage schaffen,müssendieeinzelnenLänderdieVorgabenin nationalesRechtübersetzen.Dassorgtdafür,dassjedes europäischeLandandereAnforderungenandieHersteller füreine Freigabe stellt. In den USAerfolgtdie Genehmigung auf Bundesstaatenebene. Mercedes-Benz starteteseinen Piloten zunächst nur in Nevada und Kalifornien.
Aufder Hardware-Seitesind vieleModelle bereits für Level3ausgestattet.NebenKamerasundRadarsensoren

kommen noch Lidar-Gerätezum Einsatz. Die E-Autos vonNio werden bereits mit Lidar-Sensor im Dachausgeliefert. Allerdings bietet der chinesischeHersteller noch keine Level-3-Fahrfunktionen in Deutschland an. EinmöglicherStartterminwirdvomUnternehmennicht kommuniziert.DabeibewegensichdieNio-Modelleim Heimatland bereits durch einige Städtemit NOP+. Das Akronym steht fürNavigateonPilot und steuert dieEAutosnicht nur über Autobahnen, sondern auf Stadtstraßen mit sehr unübersichtlichen Kreuzungen. Volvopräsentiert seinen großen SUVEX90 ebenfalls mit Lidar-Sensor oberhalb der Frontscheibe.Doch noch sammeltder Laserlicht-Sensornur Daten. Im Laufe des Jahres soll ein Updatekommen, das neue Assistenzfunktionen bietet. Wasdas umfasst und in welches Leveles einsortiert werden kann, mochteder Volvo-PressesprecherbeiderFahrveranstaltunginHamburgnichtverraten.



Der US-Autohersteller nutzt nicht die SAE-Level, was KundeneineVergleichbarkeitderLeistungenzwischen unterschiedlichenModellenundHerstellernerschwert. DerName„Autopilot“wecktvonAnfanganaufKundenseiteErwartungen,diederAssistentnichterfüllenkann. Schonlangeverspricht Elon MuskseinenKunden, vollständigautonomesFahrenseidemnächstverfügbar.Die Basisfunktionen des „Autopiloten“sindTeilder Serienausstattung. Fürdas Paket„Volles Potenzial fürautonomes Fahren“zahltder Kunde 7.500 Euro. Wann dasfreigeschaltetwird, bleibt fürden Käufer unklar.
Der entscheidendeUnterschiedbei Tesla ist dieHardware.Das US-Unternehmen will autonomes Fahren ausschließlichüberKamerasrealisieren.Lidar-Sensorenhält Musk fürVerschwendung.Cortex, ein Hochleistungsre-

chenzentrumanseinemFertigungsstandort in Austin, Texas, soll die Bilderkennung und Analyse aus der TeslaFlottemithilfe künstlicherIntelligenz verbessern. So will ersein„Visiononly“-KonzeptRealitätwerdenlassen.
Systeme des Levels 4, also Fahren ohne menschlichen Fahrer,werfen ihreSchatten bereits voraus. Nochim Laufe desJahressollen Fahrzeuge desProjekts Alikein Hamburgauf die Straße gehen –allerdings mit Sicherheitsfahrer. Die Frage bleibt, ob Level4 auch im Pkw einen Markt findet. Die Autoswerden mit derartigen Systemennochmalsteurer.WiegroßmussderNutzensein, damitKundenbereitsind,diesenAufpreiszubezahlen?
FürdiekommerzielleNutzunginFlottendürfteLevel4 dagegen den wirtschaftlichen Durchbruch bedeuten. FallendieKostenfürdenmenschlichenFahrerweg,rechnen sich Fahrdienstedeutlich schneller.InHamburgschickt dieHochbahnalsProjektteilnehmervonAlikeeinenShuttle vonHolon,einem Tochterunternehmen vonBenteler, aufdieStraße.
MoiaarbeitetzusammenmitVolkswagenNutzfahrzeugesowieMobileyeaneinemautonomfahrendenIDBuzz. DerVerkehrinderHansestadtdürfteeingutesTestfeldfür Level4sein. Beispielsweise wechselt die erlaubteFahrtrichtung aufder Sierichstraßeum12Uhr vonstadteinwärtsindieandereRichtung
In denGesprächenmit deutschenHerstellern wird deutlich,dasssiesicheinegrößereAkzeptanzderKunden beiLevel-3-Systemenerhoffen.Daswürdedoppelthelfen: Zumeinen hätte es eine Wirkung auf die Politik, um RegulatorikunddamitdieZulassungzuvereinfachen.Zum anderenwürdensteigendeStückzahlenzuSkaleneffekten führen.Das teureSensor-Setdürftedeutlichgünstiger werden. n
STEER-BY-WIRE
Keine mechanische Verbindung mehr zwischenLenkrad und Rädern.
Unterstützt vondeutschen ZulieferernkönnteChina damit zum
Trendsetterfür dienächsteRevolutioninder Autoindustrie werden.
Henrik Bork

Nios neue Limousine wurde im Herbst2024 vom chinesischenIndustrieministeriumMIITfürden Straßenverkehr zugelassen. DasModell „ET9“ kommt ab dem Frühjahr 2025 mit „Steer-by-Wire-Technik“auf den chinesischen Markt. DerHersteller wird dabei vonZFunterstützt. Damit kommt die jüngsteGeneration eines komplett elektronischenLenksystems vonZFerstmals in einem chinesischen Modell der LuxusklassezumEinsatz.NioundderdeutscheZulieferer aus Friedrichshafen arbeiten bereits seit Oktober 2022 zusammen. ZF liefert nach eigenen Angaben den Lenkrad-Aktuatorzum Lenken undzur Darstellung des Lenkgefühls, denredundanten Lenkgetriebe-Aktuator und die dazugehörigeSoftware.
In dem neuen Nio-Modell wirdes somit keinemechanischeVerbindungzwischendemFahrerunddenVorderrädern mehr geben.Steer-by-Wirebedeutet,dass elektronische Impulse und Aktuatoren, gesteuert vonSoftware, das Lenken übernehmen. Über einen elektrischenAntrieb –die sogenannte
Torque-Feedback-Unit –werden das natürliche Lenkgefühl und die Rückmeldung vonder Straße reproduziert. DabeipasstdasZF-SystemdieLenkübersetzungindividuellan,jenachFahrgeschwindigkeitenoder-situationen.
DieTechnik hat großen Einfluss auf das Lenkrad:Das System kann den Lenkwinkel so übersetzen, dass FahrerinnenundFahrerbeimEinparkennichtmehrumgreifen müssen.WennHerstellerdasumsetzenmöchten,können siedeutlich kompaktereLenkräder entwerfen. Peugeot zeigteimHerbstseinKonzeptMehr„Hypersquare“.Zirka 33 mal20Zentimeter großund mehrRechteck als Kreis, besitzt das Lenkrad neben einemzentralen Displayvier große, runde Löcher in den Ecken, deren abgeschrägten InnenseiteneineTouchflächefürdieDaumenbilden.Auf demDisplaywiederumbefindensichebenfallsvierKreisflächen mitden Touch-Bedienmenüs Start, View,Drive Mode und Gangwahl. Ausder Sicht vonZFsind zwei Megatrendsdafür verantwortlich, dass sich die Steer-by-wire-Technik in modernen Autosdurchsetzen wird:Die ElektromobilitätunddasautonomeFahren
NioteiltdieseSicht.SeinneuesTopmodellET9lässtvermuten, dass sich die Technik zuerst in China durchsetzenund vondort aus den Weltmarkt erobern wird „Steer-by-wiresteuertauf den kritischen Punkt seiner Adoption im Massenmarkt zu“, kommentiert daschinesische Fachportal Gaogong Zhineng Qiche die Lizenzfür das neue Nio-Auto.
ExperteninChinaerwarten,dassdieAdoptionähnlich wieund parallel zum autonomen Fahren zuerst im gehobenenPreissegmentdesMarktesbeginnenwird.Vondort auswirdessich immer weiter in den Massenmarkt von günstigerenModellenvorschieben.Für dieHersteller bringtSteer-by-wireaufDauereineKostenreduzierungbei dernötigenHardware.
Derzeitüberwiegennochdietechnischen,nichtdiekostenbezogenenArgumente.„BeimautomatisiertenFahren ab Level2und höher übernimmt der Computerdie KontrolleüberLängs-undQuerdynamikdesFahrzeugs–daher musservollständig auf dieLenkung undauf die Bremse zugreifen können“, wirdManfred Meyer, Leiterder Forschungs-und-Entwicklungsabteilung bei „Chassis Solutions“ vonZFauf der Webseiteseines Unternehmens zitiert.„By-Wire-Systemesinddeutlichbesseraufeinereine Software-Regelungausgelegt alsSysteme,indenen es nocheinenmechanischenDurchgriffgebenmuss.“
WenninChinageradesehrwahrscheinlichdernächste Milliardenmarkt heranwächst, so ist dasauch eine gute NachrichtfürdeutscheTier-1-ZuliefererwieZFoderBosch.
Denn es gibt momentan international nichtallzuviele Hersteller,die komplette„X-by-Wire“-Kompetenz haben, alsodie elektronische Steuerung vonLenkung,Bremse, Stoßdämpfung und komplett integrierterChassis beherrschenundentsprechendeProdukteanbieten.
Das Gemeinschaftsunternehmen vonBosch inChina, BoschHuayu,hatebenfallseinerstesSteer-by-wire-Lenksystem namens „Bosch HuayuSteeringSystems“oder BHSS entwickelt. Erste Bestellungen sollenschon eingegangensein,heißtesinderBranche.
ZF bietet sein Steer-by-WireSystem fürVorder-und Hinterachse an.

Die Konkurrenz, sowohl die internationale als auch die chinesische, ist allerdings sehr aktiv. Sowohl OEMals auchZulieferer,dienennenswerteMarktanteilebeiden momentannochdominierendenEPS-Lenkungenhaben, bereitensichaufdasneueZeitalterderBy-wire-Lenkungen vor.
UndschondrängenNeu-oderQuer-Einsteigeraufden jungen Markt. Zwei Beispiele: Anfang dieses Monats habenderchinesischeAutobauerChanganAutomobileund dasUnternehmenGACAutopartsgemeinsamindasStartup „Chenzhi Technology“ investiert, das neue „X-by-Wire“-Lösungen, inklusive vollelektronischer Lenkungen, entwickeln soll. Auch derTech-Konzern Huawei, der bereitsbeimautonomenFahrenmitmischt,bereiteteinProduktportfolioimBereichSteer-by-wirevor n
Erstes SBW-Produkt in China basierend aufder lokalisierten „HE-Plattform“
Geplant fürHighendElektrofahrzeuge ab 2025
erste
Partnerschaft mit BWI zur Entwicklung von X-by-Wire-Fahrwerkssystemen
mehr SBW-Produktein der Entwicklung Daten: GGIIEnterprises/Asia

Mercedes-Benzwar um die Jahrtausendwendeeiner dererstenOEM,der den Wankbewegungender Karosserie mit aktiven Systemen zu Leibe rückte.
Aktive Wankstabilisierungssysteme sindschonseit Jahren in Serie. Jetzt soll ihreVerknüpfungmit automatisiertenFahrfunktionen aufLevel 4für noch mehrKomfort sorgen.Bis dahin müssenaber noch Herausforderungen gelöst werden.
Hartmut Hammer
CitroënundMercedes-Benzpräsentiertenschonvor der Jahrtausendwende Fahrwerks-Regelsysteme, die Wanken und Nicken unterdrücken sollten. Seitdem haben etliche OEMsund Tier1-Zulieferer passive und zunehmendaktiveRegelsysteme entwickelt. Schaeffler etwahat 2015 den erstenaktivenmechatronischen Wankstabilisator auf 12- beziehungsweise 48-Volt-BasisaufdenMarktgebracht.Ende2024hatdie ZF Group ihr aktivesFahrwerk S-Motion vorgestellt: Es vereint die bekannten CDC-Dämpfer mit je einem Hydraulikkreislauf,Ölpumpen,Regelventile und eineausgeklügelte Steuerungselektronik.
Damit kann S-Motion laut ZF dieaktivenDämpfer an jedemRadimMillisekundenbereichumbiszuachtZentimeter „aufbocken“und so die Wankneigungbei KurvenfahrtsowiedasNickenbeimAnfahrenundAbbremsenweitestgehendkompensieren.Dasverbessereeinerseits das Komfortgefühlder Passagiereund könne so auchdieReisekrankheitvermeidenhelfen.Andererseits kanneinaktivesFahrwerks-Regelsystembeispielsweise
bei einer Notbremsung die Nickneigung minimieren und damit den Bremsweg verkürzen.
Besserohne„FaktorMensch“
Nachteil aller bisherigen aktivenFahrwerks-Regelsysteme: prinzipbedingt reagieren sieauf Karosseriebewegungenerst,wenndiesestattfinden.DieserMaluskönnteinZeitenderDigitalisierungbaldpassésein.AufBasis vonperSensorikerhobenenUmfelddatenkanndieFahrwerkregelung proaktivund radselektivdie Feder-und Dämpferraten einstellen, sobald ein Schlagloch oder eine KurveinSicht sind. „Sind mitder Umfeldsensorik gleichzeitig ADAS-Funktionen an Bord, können die Längs- undQuerdynamikdes Fahrzeugs und seine Karosseriebewegungen aus einem Guss optimal geregelt werden“, so Jonas Grötzinger,Senior Expert fürVehicle Motion &PerformanceVehicles bei der EDAG Engineering GmbH. „Nicht zuletzt, weil die Fahrwerksregelung durchdie berechnete Richtungstrajektorie vorabweiß,
wohin das Fahrzeug im nächsten Augenblick automatisiert fährt.“Bei einem fahrergesteuertenPkw müssen die Fahrwerksalgorithmen immer dieunvorhersehbarenLenkradbewegungendes Fahrers mit in die Berechnungeneinbeziehen,waszueinemPhasenverzugführt, weniger Reaktionszeit lässt und so den Regelungskomfort beeinträchtigt
Beim automatisierten Fahren auf Level4 hingegen kann die Fahrwerksregelung beispielsweise bei einem vorberechnetenSpurwechselaufderAutobahndieLuftfederngezielt vorkonditionieren, um die zu erwartenden Querkräftenachlinksund rechts abzumildern. Es ist sogar möglich, dass aufder Landstraßeder Wankwinkelnegativeingestelltwird,damitdasFahrzeugsich ähnlichwieeinMotorradindieKurvelegtunddieQuerkräftefürdiePassagiereverringert.Aktuellbieteneinige wenigeKleinserien-Fahrzeuge(nochohneADAS)solch eineFunktion.SieistabernurbeiautomatisiertemFahrenratsam,daeinFahrerdadurcheventuelleinfalsches Sicherheitsgefühl vermittelt bekommt.
Die meistenaktuellen Fahrzeuge mit aktivemFahrwerk, aber ohne ADAS-Funktionen, bleibenlangehorizontalmitnurminimalerWankneigung,umdemFahrer einberuhigendesFeedback zu vermitteln.Erst in den GrenzbereichenwirdeinleichterRollwinkeleingestellt, um dem Fahrer das Näherrücken der fahrdynamischen Grenzen mitzuteilen.
Rolleseitwärts
Doch welches Fahrgefühl wollen diePassagiere eigentlich beim automatisiertenFahrenund wie kann man dieses zuverlässig parametrieren? Wichtige Daten werdeneinerseitsdie Überwachungder Passagiereliefern müssen,umetwaÜbelkeit,WohlbefindenoderAngstzu detektieren.AndererseitssindzumBeispiel„Parameter wie die Fahrzeuggeschwindigkeit, die Querbeschleunigung,dieVertikalbeschleunigung,dieGierrate,Rollrate, Pitchratesowie die Radbeschleunigung wichtig zur BeschreibungundRegelungdesWankverhaltens“,ergänzt Jonas Grötzinger.Schaeffler teilteauf Anfrage mit, dass „Passagiereinsbesondereauf niederfrequente Anregungen sensibel reagieren. Bei Aufbaubewegungen sind Nickbewegungen kritischer als Wankbewegungen.“
GenauerwollteesHitachiAstemowissen:Derjapanische Tier1-Zulieferer hat in einer Studie Parameterzur Beschreibung und Bewertung des Unbehagens vonPassagieren bei Spurwechseln aufder Autobahn gesucht.

DazuwurdenineinemerstenSchrittProbandenumdie subjektive Bewertung verschiedener Lenkmuster und Rollwinkelgeschwindigkeitengebeten.ParallelzeichnetenGyrosensorenamKopfundderBrustihreBewegungen auf, diese Daten wurden dann mit demgefühlten Komfortniveau korreliert.
Es stelltesich heraus, dass das auf die Fahrgästeeinwirkende Rollmoment (Passenger Roll Moment, PRM) des Fahrzeugs und dessen Änderungsrate(PRM-Rate) gutmitdensubjektivenKomfortbewertungenkorrelierten.AlsguteAbhilfegegenhohePRM-Werteund-Raten identifizierten die japanischen Ingenieureeinen negativenWankwinkel der Karosserie.
SimulationenundFahrtestsineinemPrototypenfahrzeug bestätigten dieseHypothese.Inweiteren Studien willHitachiAstemodieAuswirkungennegativerWankwinkel und die Praktikabilität der Parameter PRM und PRM-Rateauf verschiedene Sitzpositionen betrachten unddieÜbertragbarkeitaufandereFahrszenarien–wie aufNickbewegungenbeimBeschleunigenundAbbremsen –untersuchen.
Technisch sind aktiveFahrwerks-Regelsysteme bereits Serienstand. Dieerfolgreiche Verknüpfung mit automatisierten Fahrfunktionen hängt aber nochvon EntwicklungsfortschrittenbeiebendieserDomäneab.„Eine Herausforderung ist das saubereAufsetzen des ADASSoftwarestacks füreine präzise und schnelle Berechnung der Fahrtrajektorie“,weiß Jonas Grötzinger zu berichten.EDAGarbeitetnachseinenAngabenbereitsan einigen Forschungs- und erstenKundenprojekten.
Eine weitereunabdingbareVoraussetzung ist nach Grötzingers Angaben ein leistungsfähiger zentraler Fahrdynamik-Controller,der die gesamteAktuatorik steuert. Insbesonderedie Schnelligkeit derSignalverarbeitung und Aktuatoransteuerung müsse bis zur Serienreife noch gesteigert werden.
In diesesBild passt die Aussage eines ZF-Sprechers, dass beim Zulieferer dieWankstabilisierung in Kombination mit vorausschauendem Fahren natürlich ein Thema sei, man sich aber bisher nicht dazu äußern wolle.SchaefflerteilteaufAnfragemit,dassmanSchlüsseltechniken fürintelligenteFahrwerksanwendungen im Bereichdes automatisierten und autonomen Fahrens vorantreiben wolle. Aktuell arbeiteman nicht an einer IntegrationdereigenenWankstabilisierungssystemein automatisierteFahrfunktionen. Laut JonasGrötzinger beschäftigen sich jedoch „vieleOEMs, Tier1-Zulieferer und Engineeringdienstleister“ mit diesem Thema. n
„WirarbeitenaneinigenForschungs-und erstenKundenprojektenzurVerknüpfung vonWankstabilisierungundautomatisiertemFahren.“
Jonas Grötzinger,EDAG
KÜNSTLICHE INTELLIGENZ
DieMensch-Maschine-Schnittstelle erweist sich seit Beginndes digitalenZeitaltersals ein stetiger Quell fürIrritationen. Künstliche Intelligenz (KI) sollkünftigdabei helfen, diebisher wenigintuitivenBedienroutinen durch einesituationsgerechte Ansprache abzulösen.
Hartmut Hammer

Audi hataneinem sehr seriennahen
Pkw-Fahrsimulator
eine KI mit nutzerspezifischem Sprachstil entwickelt.
Fehlbedienungen, Fehlinformationen und unlogischeMenüführungensindweitverbreiteter,alsuns lieb ist. DasAutomobilmacht da keineAusnahme. KI kann hier Abhilfe schaffen, mussaberersteinmal eineindividuelleund intuitive Ansprache und Dialogführung bieten. Dieses Ziel verfolgtedie letztendrei Jahredas Projekt Karli (Künstliche Intelligenz für adaptive,responsiveundlevelkonformeInteraktionimFahrzeug der Zukunft). Die zwölf Projektpartner hatten sich der Aufgabe gewidmet, den „Wechsel zwischen aktiven und passiven Nutzungsrollen möglichst sicherund komfortabel zu gestalten“, erläutert Dr.FrederikDiederichs, technischer Projektleiter vonKarli und FachgruppenleiteramFraunhoferIOSB.„Dazuprofitierenwirvon den Möglichkeiten, die KI uns heutebietet. Im Wesentlichen geht es darum,die Situation im Fahrzeug richtig zu interpretieren unddie notwendige Mensch-Maschine-Interaktion individuell auszugestalten.“
Der Projektpartner TWT hat ein Konzept füreinen empathischenundadaptivenSprachassistentenentwickelt. Die Befragten wünschten sich beispielsweise überwiegend einen reaktivenAssistenten, der nur auf Anforderung mit den Fahrenden kommuniziert. Ein proaktiver Sprachassistent warwesentlichseltener erwünscht. Gleichzeitig erwarteten die Probanden eine hohe Transparenz bei der Kommunikation. So soll der Assistent beispielsweise auf den Befehl„Radio an“dem FahrendeneinekurzeBestätigungalsFeedbackgeben.Auffällig ist, dass bei allen vier Persönlichkeitsprofilen kaum Unterschiede bezüglich der gewünschten Aktivität und Transparenz zu verzeichnensind.
AmAnfangstandenrahmengebendeFragen:Wiesoll dieAktivitäteinerKIdenFahrzeugpassagierensichtbar gemachtwerden?Wiekanneinvertrauenswürdigerund verständlicherKI-Avataraussehen?WiekanndieKIdie Fahrenden und die Nutzungssituationensemantisch verstehen? Zurgezielten Erforschung dieser Punktehaben die Projektpartner vier soziodemografische Persönlichkeitsprofiledefiniert, in die alle Befragten eingruppiertwurden.DieSpannereichtvonjungbisalt,technikaffin bis traditionell, statusbewusst bis pragmatisch DiesePersonenprofilehabenjeweilsandereAnforderungen und Präferenzen an einen Sprachassistenten.
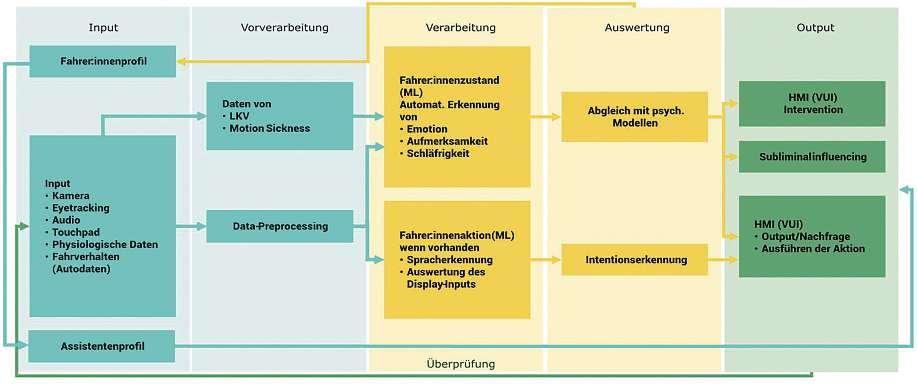
UmmöglichstsituativaufdenFahrendeneinzugehen, berücksichtigt der Konzeptansatz vonTWT unteranderemdiefahrerischenPräferenzenunddenkörperlichen Zustand des Fahrers, die Verkehrslage,den Straßenzustand und das jeweils aktuelle Automatisierungslevel des Fahrzeugs. Die Sprachassistenz trifft aber aufeine unterschiedliche Akzeptanz.Sowünschensich die Befragten bei einem hohenAutomatisierungslevel einen proaktivenSprachassistenten, der „klare Ansagen“ macht. Das Gleiche trifft bei müde werdenden Piloten, bei entspannten Fahrten, aufbekannten Strecken und beileicht zu unterbrechenden Tätigkeiten zu
Sind die Fahrenden hingegen mit dem Fahrzeug gut vertraut,sollderSprachassistentdeutlichzurückhaltendersein als in einem unbekannten Fahrzeug.EineähnlicheZurückhaltungwünschensichdieProbandenauch bei Stress –sei es unter Zeitdruck, in unbekanntem Terrain oder bei Telefonaten.
AufBasis dieser Befragungsergebnissewurden dann mithilfe eines großen SprachmodellszweiSprachassistenten entwickelt: ein proaktiverund einreaktiver. Beide wurden anschließend vomFraunhoferIAO (Institut fürArbeitswirtschaft undOrganisation)anTestpersonen im Fahrsimulator erprobt. Die ProbandenempfandendenproaktivenundreaktivenSprachassistentenals annähernd gleichwertig.Der Unterschiedwar,dassam Anfang eher skeptisch eingestelltePersonenden proaktivenAssistentennacheiner gewissenEingewöhnungszeit als deutlich positiverbewerteten.Umdiesen Gewöhnungseffekt detaillierterzuerforschen, plädiert das Fraunhofer IAOfür eine mehrmalige Nutzung des Sprachassistenten am Fahrsimulator mitkontinuierlicher Überwachung des Nutzererlebnisses.
ChatbotanBord
Audi hat im Rahmen vonKarli ebenfalls an einer künstlichen Intelligenz gearbeitet. Eine Vorstudieergab erstens, dass Fahrende mehrheitlich ablehnen,dassein Sprachassistent bei ihnen detektiertekritischeFitnesszuständeoffenanspricht.ZweitensmöchtendieFahrendenvom Sprachassistenten stimmungsabhängig angesprochen werden.
Als Antwort hat Audi an einem Fahrsimulator(ein sehr seriennaher Audi-Pkw)eine KI mit nutzerspezifischemSprachstilentwickelt.SiebeziehtzahlreicheUm-
gebungsfaktoren mit ein und wählt fürden aktuellen Kontext aus einer ListemöglicherFragen diegeeignetsteaus.DerFragestilistempathisch,geeigneteAktionen werden als unverbindliche Fragen unterbreitet.
Der Frage-Antwort-Assistent vonAudi basiert auf einemLarge-Language-Modell.ErkannFragenstellen,die auf den Zustand des Nutzers und des Fahrzeugs abgestimmtsind.DieNutzerpräferenzenmüssennichtmehr manuelleingegebenwerden,dasSystempasstsichautomatisch an. Das hat laut Audi zwei Vorteile: erstens reduzierederadaptiveAnsatzdieFrage-undAntwortvielfalt und damit auch die Datenmenge und erhöhe die Lernkurveder KI. Zweitens könne der Nutzer die Fahrzeugfunktionendurch situative Fragenkennenlernen, die in relevanten Momenten gestellt werden.
Denfür die Sprachassistentensowichtigen Nutzerzustand hatauch der Projektpartner Semvoxerforscht. Dazu griff man im Wesentlichen auf Sensordatendes Fahrzeugsund aufper Algorithmusgewonnene Daten über den Zustand des Fahrers zurück. Diese Informationen werden in einem Large Language Model zu einer AbschätzungdesNutzerzustandsweiterverarbeitet.Der errechneteNutzerzustand kann dann einerseits mit demUmgebungszustandabgeglichenwerden,umlevelkonformes Verhalten zu fördern. Andererseits ist der Nutzerzustand eine wichtige Eingangsgröße fürKI-gestützteSprachassistenten(etwavonAudiundTWT),um passgenaueDialogemitdenFahrendenzugenerieren. n
Das TWT-Konzeptzur Datenverarbeitung sieht eine gleichzeitige Verarbeitung von Zustand und Intention der Fahrenden vor, sowieein ständig lernendes Assistentenprofil.
Das Karli-Konsortium (Künstliche Intelligenz für adaptive, responsive und levelkonforme InteraktionimFahrzeug der Zukunft)entwickelte vonJuli 2021 bis September 2024 Schlüsseltechnologien fürdie Einführung automatisierter Fahrzeuge. Ziel wareine KI-gestützte, adaptive, responsiveund levelkonforme Interaktionzwischen Fahrzeug und Fahrer.Projektpartner warenAudi, Continental, Ford,Invensity, Semvox, Studiokurbos, TWT, Fraunhofer IAO, Fraunhofer IOSB,Allround Team, Hochschule der Medien sowie UniversitätStuttgart IAT.

Die KI-gestütztePlattform „ecoplanet Cockpit“ vonEcoplanet ermöglicht es laut Hersteller,denEnergieverbrauchinEchtzeitzu analysieren, dynamische Tarifeoptimal zu nutzenunderneuerbareEnergienbesserzu berücksichtigen.
DafürintegriertderHerstellernachUnternehmensangabenerneuerbareEnergienwie Solar-undWindkraftnahtlosinbestehende SystemeundpriorisiertdieeffizientesteVerfügbarkeit und die Kosten. Es soll zudem möglich sein, überschüssige Energie zu aggregierenundflexibelamMarktzuhandeln.
Die Plattform bietet demnach einen flexiblen, skalierbaren Ansatz, mit dem Unternehmen ihreEnergiekosten umbis zu 20 Prozent senken können.
MöglichistaußerdemdasAutomatisieren vonEnergiemonitoring,Beschaffungsprozessen und Netzentgeltoptimierung www.ecoplanet.tech
Das Unternehmen PTCergänzt die CloudnativenFunktionen seiner Onshape-Suite um „CAM Studio Beta“.
„CAM Studio“integriert die computergestützteFertigung,das Computer-Aided Manufacturing,CAM, direkt in die OnshapePlattform.
DasoptimiertlautHerstellerdieVerbindung zwischen Design- und Produktionsworkflows. DieSoftwarekombiniert demnach lautHerstelleralsbranchenweitersteCloudnative SoftwareComputer-Aided Design, CAM und Produktdatenmanagement. So sollenKonstruktions-undFertigungsteams Bearbeitungsprozesse planen, simulieren und gemeinsam bearbeiten. CAM Studio unterstütztdie 2,5- und 3-Achsen-Bearbei-
tung mitden gängigsten Fertigungsstrategien und Maschinen. FürBenutzer mit weitergehenden Anforderungen an die FertigungbietetCAMStudioAdvancederweiterteFunktionen,inklusivefortschrittlicher3-, 4- und 5-Achsen-Bearbeitungsstrategien. Die Version vonCAM Studio direkt in der Cloud-nativenPlattform vonOnshape soll Anwendern eine integrierteVersionskontrolle undeinen zentralenSpeicherort für ihreFertigungsstrategienbieten.Dassolldie Zusammenarbeit verbessern, Risiken von dateibasiertenWorkflowseliminieren–und einesehrguteRückverfolgbarkeit während des Design-to-Manufacturing-Prozesses ermöglichen.
www.ptc.com
FERTIGUNG
VisionLasertechnikpräsentiertbeiderHannoverMesse den FSS-Schweißroboter „RoboHawk“. Er ist entstanden in ZusammenarbeitmitABBundIPG.DerRoboterkombiniert den Cobot „GoFa“ vonABB mit dem qcw-Laserschweißsystem vonIPG. Der Roboterist ausgerüstet mit einem gepulsten FSS-Faserlaser.Die maximalen Impulsleistungenbetragen1,5,3,4,5und6Kilowatt.DiemittlereAusgangsleistungliegtbei 150,300,450 oder 600 Watt. Möglich sind zudem 900 Watt, indem zwei 450 Watt starke Lasermodule kombiniert werden. Die Pulswiederholrateliegt zwischen1und 100 Hertz, die verfügbaren Schnittstellen sind RS232 und CAN-Bus. DerEnergieverbrauch der Standard-Varianten variiert laut Hersteller zwischen 800 Watt und 2,5 Kilowatt.
Montiert istder Laseraneinem SechsachsRoboter vonABB.Inallen Standardvarian-
tenbenötigt die Anlage eine Grundfläche von120x120x180 Zentimetern. DasLaserbelastetdasWerkstückthermisch laut Hersteller nur minimal. Entsprechend sollen Verzug und Verfärbung ausgeschlossen sein. Inbetriebnahme und Bedienung sind laut Hersteller intuitivmöglich. www.vision-lasertechnik.de

Schwere Lastenheben, ohne dabei den Rücken zu überlasten –das will Ottobock mit dem „IX Back Volton“erreichen. Laut Hersteller ist es das weltweit erstebatteriebetriebene, intelligenteExoskelett fürIndustrie, Logistik und Retail.
Es erkennt Bewegungsmuster in Echtzeit undpasstdieUnterstützungan.Soentlastet esRückenundMuskulatur,währenddienatürliche Bewegungsfreiheit erhalten bleibt. Das System wiegt 4,8Kilogramm.
Die Akkulaufzeit liegt laut Hersteller bei biszuachtStunden.InHannoverfindetdie Weltpremierestatt. www.ottobock.com
GemeinsammitInfosyspräsentiertIn-Tech Produktezukünstlicher Intelligenz, Software&SystemsEngineering,SmartFactory und Cybersecurity
Dazu gehört „KI on Edge“. Es ermöglicht laut Unternehmen Daten vorOrt zu verarbeiten,indemKI-Modelleauf lokalen Gerätenlaufen.
WeitereAnsätze sind flexible Microservice-Architekturen, die kürzereEntwicklungszeitenermöglichensollen.Außerdem zeigen die Unternehmen containerbasierte Softwarearchitekturen.SiesolleneinenbesserenSchutzvorCyberbedrohungenbieten. www.in-tech.com
KÜNSTLICHE INTELLIGENZ
Rittal und Eplan zeigen mehrere Anwendungsbeispiele,unteranderemmitSiemens undMicrosoft.DazugehörendasKI-gestützte Generieren vonMontageplatten-Layouts auf Basis vonMicrosoft AzureOpen AIService.MitSiemensarbeitetEplananderEndto-End Integration. Sie soll laut Eplan künftig den Engineering-Prozess digitalisieren undautomatisieren.
Rittalzeigtzudem acht neue Komplettboards in den Schaltschrankbreitenfür 550A und800A beziehungsweise 380kW und 500kW,außerdemMaschinenzurKupferbearbeitung und neue Systemgehäuse. www.rittal.com
Solarzellen aus Perowskit-Halbleiterschichtenhaben laut des Karlsruher Instituts für Technologie(KIT)sehrhoheWirkungsgrade und sind kostengünstig herstellbar.Zudem lässtsichdieTechnologiedünnundflexibel gestalten. In Kombination mit Silizium-So-
larzellen können sie zurkünftigen Generation der Photovoltaikwerden. Herausforderungen bestehen noch bei der Langzeitstabilität und der Hochskalierung auf große Flächen. Am KITentstand dazu eine Studie. Sie zeigt, dass Maschinelles Lernen entscheidend ist, um das fürdie industrielle Fertigung erforderliche Monitoring der Perowskit-Dünnschichtbildungzuverbessern, teiltdasInstitutmit.MithilfevonDeepLearning –einer Methode ausdem Bereichdes MaschinellenLernens,dieneuronaleNetze nutzt–konntendie Forschenden am KIT Materialeigenschaften undWirkungsgrade vonSolarzellenauchjenseitsdesLabormaßstabs schnell und präzise vorhersagen. www.kit.edu
DieAbwärmevonSchraubenkompressoren, Nachverdichtern und Gebläsen ist mittels Wärmerückgewinnungssystemenvielseitig nutzbar:zum Heizen vonRäumen, der Warmwasserbereitungoderumindustrielle Prozessezuunterstützen.InjedemFallkönnenUnternehmensoEnergiekostensparen.
Kaeser Kompressoren stellt auf der HannoverMesseamBeispiel eines Kunden ein interaktivesSystemvor,das die Möglichkeitender Wärmerückgewinnung veranschaulicht.
Ein weiteres Highlight ist laut Unternehmen ein hybrides Modell bestehend auseiner Miniatur-Kompressorstation in Kombination mit 3D-animierten Druckluftanwendungen. Dieses Hybrid-Modell soll dieViel-
Bild: Ka eser Ko mp re sso re n

seitigkeit und Effizienz der Produktefür unterschiedliche Druckluft-und Gebläseanwendungen demonstrieren. www.kaeser.com
Projekt„Batteriezellenproduktion“

Elf Unternehmen präsentieren gemeinsam das Projekt „Batteriezellenproduktion“: Bosch Rexroth, DBR77,EDAG, Fanuc,FraunhoferFFB,IBG,Keyence,Lenze, Mybotshop, Schunk und Vision Lasertechnikzeigen an-
hand eines modellhaften Fertigungsprozesses,wiedierobotergestützteProduktionvon Batteriezellen und Batteriepacks fürE-Fahrzeuge skaliert und optimiert werden kann. Das Anwendungsbeispiel beinhaltet einzelneProduktionsabschnitte.DieZwischenschrittewerdenmittels digitaler Zwillinge undVR-Technologievisualisiert.Sukzessive sollenjedesJahrweitereAusstellerundLiveProduktionsabschnittehinzukommen, um die Innovationskraftder beteiligten UnternehmeninderZellen-undPackproduktion zu zeigen. Die Erkenntnisse und Erfahrungen lassen sich auf zahlreiche weitereProduktionsprozesse übertragen, die hohe Präzision und Qualität erfordern. www.hannovermesse.de
E/E-ARCHITEKTUR
Neue Strategie, neue Partner,neue Struktur:Wie der VW-Konzern nach 14 Milliarden Euro gezahltem Lehrgeld seinTochter-Unternehmen Cariad umbaut.
Sven Prawitz
Cariad hat dem VW-Konzern bisher viel Geld gekostet:LauteinemBerichtderWirtschaftszeitung Handelsblatt seit der Gründung im Jahr 2020 insgesamt 14 Milliarden Euro. Nicht eingerechnet die Kostendurch verschobene Produktanläufe. Promineste BeispielesinddieModelleAudiQ6undPorscheMacan, diezweiJahrespäteraufdenMarktgekommensind,als geplant. Nach einer Analyse vonMcKinseykostetedas demSportwagenhersteller etwadreiMilliarden Euro. Das Softwareunternehmen sollteauchfür dasehemalige Vorzeigeprojekt vonVolkswagen –„Trinity“ –eine wichtige Rolle spielen. Diese wurde jedoch längst in die 2030er Jahreverschoben. Dassind einige Gründe,
„Weare Cariad“ drückte im Januar 2023 der Messespruchnoch Selbstbewusstsein aus. Mittlerweile ist klar,die VW-Tochter wirdkeineE/E-Architekturen mehr verantworten. Stattdessen soll sie Softwarebausteine entwickeln und die Pflege bestehender Architekturen unterstützen.
weshalb Cariad seit gut einem Jahr neu aufgestellt wird. CEOPeterBosch–selbstüberzehnJahrelangBeraterbei OliverWyman –hat entschieden,dass Cariaddie Verantwortung fürdie E/E-Architekturen abgibt. Wieein Sprecher bestätigt, übernimmt die MarkeVolkswagen die bestehende E/E-Architektur E3 1.1, die in denMEBModellen zum Einsatz kommt. In den PPE-Modellen wirdE3 1.2 eingesetzt. Fürdiese Plattform ist nun Audi zuständig.Cariadwerdeweiterhinengeingebundenund Softwarefür diese Architekturen liefern.
Die Zukunft vonCariad liegt somit in den BasisfunktioneneinzelnerBereiche:DieVW-Tochtersteuertkünftig zum Beispiel die Aktivitäten fürdas automatisierte


Fahren, Infotainment sowie Daten, Backend undCloud. Hier könntedie zentrale Organisation Synergieeffekte über alle Marken hinwegerreichen.
Der Volkswagen-Konzern setzt unter CEO OliverBlumeeheraufPartnerschaften.DerZukaufvonKnow-how soll helfen, Projekteschneller umzusetzen. In China arbeitet Cariadmit Xpeng an dersogenanntenChina ElectronicArchitecture(CEA).Diesesollzunächstinvier ModellenderMarkeVWimEinstiegssegmentderKompaktklasseeingesetzt werden –als Bestandteilder Fahrzeugplattform„ChinaMainPlatform“(CMP).Außerdem istgeplant,CEA auch in den beiden gemeinsammit Xpeng entwickelten Fahrzeugen der MarkeVWfür das Mittelklassesegmenteinzusetzen.Wie es vorknapp einemJahrhieß,zunächstineinemSUV,das2026aufden Markt kommen soll.
Fürdie restlichen MärktearbeitetVWmit RivianzusammenundhatmitdemStart-upeinJointVenturegegründet. Die unter dem Namen „E3 2.0“geplanteE/EArchitektur fürdas Projekt Trinity ist nunimneuen Gemeinschaftsunternehmen platziert –und wurdein „SDV1.0“umbenannt.
„Das Hauptziel des Joint Ventures ist die eigenständige Entwicklung einer neuen, hochleistungsfähigen E/EArchitektur und Softwarefür das sogenannteSoftware Defined Vehicle (SDV)“, beantwortet einPressesprecher vonCariadunsereAnfragezurZusammenarbeit.Esgehe umeinereinzonaleArchitekturfürdie„künftigenElektrofahrzeuge beider Unternehmeninallenrelevanten Segmenten,einschließlichKleinwagen“.Daskannman alsindirekteBestätigungderGerüchte,wonachderVW ID 1das ersteKonzernmodell mit dieserneuen Architekturseinsoll.DieMarkehatkürzlichmitdemKonzept ID Every 1einen Ausblick aufden Kleinwagen,der in Portugal gebaut wird, gegeben.
„Wir sind bestrebt,diese [Computerund Software]in so vielen Fahrzeugen wie möglich einzusetzen und die sichdaraus ergebenden Vorteile in Bezugauf Skaleneffekte, Sourcing und die Gesamtkostenstruktur zunutzen“,kommentierte der Rivian CEO Robert JosephScaringe im Sommer 2024 den finanziellenEinstieg des VW-Konzerns beim Start-up
FürCariad bedeutetdas alles, weiter zu schrumpfen. DieFührungderkriselndenVW-Softwaretochterwillbis zum Jahresende 1.600Mitarbeiter entlassen.Darüber berichtetennach einer Betriebsversammlung Mitte März das Handelsblatt unddas Manager Magazin übereinstimmend. Der Betriebsrat widersprach dieser Darstellung:Esseien keine Zahlen festgelegt und genannt worden. Man verhandle momentan über ein Abfindungsprogramm. Fürdie VW-Tochter besteht eine Beschäftigungssicherung bis zum Jahr 2029.
DerStellenabbaubetrifftlautHandelsblattBeschäftigteandenStandorteninBerlin,Ingolstadt,Mönsheimbei Stuttgart und Wolfsburg.Cariad beschäftigt zurzeit 5.900 Mitarbeiter


JetztMonatsaboDigital abschließen!
MitdemMonatsaboDigitalhabenSieZugriff aufdaskompletteDigitalangebotundkönnen diesesuneingeschränktnutzen.
JederCariad-BeschäftigtekönnedieAbfindungsangebotegrundsätzlich annehmen. Die Geschäftsführung zieltjedochwenigerdaraufab,klassischeEntwicklerzu entlassen, heißt es beim Handelsblatt.Stattdessen möchtesievorallemAngestellteabbauen,diebisherdie Steuerung mit Zulieferern koordiniert haben. n EinAngebotvon
ErfahrenSiemehrunter:
www.automobil-industrie.de/monatsabo
einerMarkeder
Große Querschnitteverringern elektrischeVerluste. Dicke Leitungensindaber schwer.;Busbars gelten alsAlternative. Claire Magne, Produktmanagerinbei TE Connectivity,beschreibt die Potenziale.
Das Interview führteSvenPrawitz
Frau Magne, Reichweiten und Ladezeiten sind die kritischenParametervonE-Autos.WelcheFaktoren limitieren momentaninbeiden Bereichen die Leistung?
ClaireMagne: Um Autosschneller zu laden, benötigen wirein höheresStromprofil,was größereKabelquerschnitteunddamitmehrGewichterfordert.Diesistnicht gutfürdieReichweitedesAutos.EinKompromissistnotwendig,umgrößereLeitungen mit weniger Gewicht zu haben.DerTrendgehtzuAluminium-Busbars,die50Prozent weniger wiegen als Kupferund günstiger sind. Die Ladezeit hängt auch vonder Batteriearchitekturund der allgemeinenFahrzeugarchitekturab.EinigeOEMssetzen auf800-Volt-Systeme,umhöhereStromprofilezuermöglichen

WieverbreitetistdieAnwendungvonBusbars?
DieführendenHerstellervonElektroautosentwickelnsich zunehmend in diese Richtung,dasie darin klare Vorteile sehen. Diese Technik wirdnun verstärkt vonverschiedenenglobalenOEMsnachgefragtundintensivuntersucht.
Welche Vorteile haben Busbar-Systeme gegenüber flexiblenLeitungenfürAutohersteller?
Busbar-Systeme leiten Wärme effizienter aus dem System abalsflexibleLeitungen.DurchihrestarreBeschaffenheit ausMaterialienwieAluminiumoderKupferlassensichdie Produktion vonBusbar-Systemen einfacher automatisieren.
Die Ladedosen sind sehr oft oberhalb der Radläufe, die Batterie hingegen sitzt im Unterboden. Macht das die Kontur einer gebogenen Alu-Schiene nicht sehrkomplex?
DieMontage ist sogareinfacher im Vergleich zu flexiblen Leitungen.DieBusbarslassensichgutmitRoboternhandhaben. Es gibt sicherlich noch Themen hinsichtlich Toleranzen. Da sind wir im Austausch mitden OEMs und den Bordnetzherstellern.
starteteihreberufliche Karrierebei Bertrandt und wechselte Ende 2016 alsSalesund Marketing-Trainee zu TE Connectivity Im Anschluss warsie im Vertrieb fürdie Kundengruppe PSA bzw. Stellantis tätig. 2022 wechselteMagne in das Produktmanagement. Das Gespräch führtesie in der Funktiondes „GlobalProduct Manager High Voltage Interconnection–AutomotiveEmobility“.Seit Februar 2025 ist sie Sales Director fürden Kunden Stellantis. Claire Magne hateinen Masterabschluss in Elektrotechnik.
„Esgibtsicherlich nochThemenhinsichtlichToleranzen.“
ClaireMagne, Produktmanager

TE Connectivity bietet Verbindungstechnik fürdie Hochvolt-Energieübertragung elektrifizierterAntriebsstränge an.
Können Sie mit TE-Produkten die Toleranzenausgleichen?
UnsereF&ETeamshabenverschiedeneLösungenfürdie Steckerseiteentwickelt. Alternativsind auch Lösungen aufSeitenderKabelbaumherstellermöglich.Wirarbeiten eng mit unserenPartnern aus der Kabelbaumfertigung zusammen.
BeieinerBusbarausAluminiumundKontaktenaus Kupfer kommt es zu einer bzgl. GalvanikungünstigenVerbindung.WiereduzierenSiedasRisiko?
FürdiesesProblemhabenwirbereitsLösungenentwickelt underfolgreichgetestet
WieverhaltensichBusbarsbeiVibration,Korrosion undAlterungimVergleichzuflexiblenLeitungen?
DurchihregrößereSteifigkeithabenStromschieneneine deutlich höhereEigenfrequenz als Leitungen undverringerndadurchihreKraft-EinkopplungaufdieSchnittstelle bezogenauf denFrequenzbereich.FlexibleLeitungen dämpfen die Vibrationen, durch innereReibung,besser als starreLeiter.ImResonanzfallwirderheblich Energie in die Schnittstelle eingeleitet. Dies kann zu Kontaktkorrosion oder Überlastungführen.Schraubverbindungen bieten bessereHaltekräfte und sind beihochbelasteten Hochstromanwendungenüblich.WirhabenbeiTEdiesen Sachverhalt bei der Entwicklung vonspezifischen Steckverbinderlösungenvertieftundberücksichtigt
WievielPotenzialstecktimBatteriemanagement?
DasBatteriemanagementhaterheblichesPotenzial.Esist wichtig,dassdieKontaktpunkteindenStecksystemengut sind,umVerlusteundErhitzungzuvermeiden.Wirhaben Produkte mitintegriertenTemperatursensorenentwickelt, um die Temperatur zu überwachenund dasStromprofilanzupassen.Dashilft,Verlustezuminimieren
Können TE-Produkte1:1 in batterieelektrischen Nutzfahrzeugeneingesetztwerden?
Zu Beginn waresso. Doch mittlerweileentwickeln wir eigene Produktfamilien fürLkw.Denn in diesen Anwendungsfällen haben wir ein höheresVibrationsprofil, höhere Anforderungenbezüglich Korrosionoderhöhere StromprofilealsimPkw n
Eine neue Entwicklung ist die Aluminium-Busbar.

Die Bleche sind dünn und könnenautomatisiert gefertigt werden.

FAHRERÜBERWACHUNG
SensorenimLenkrad, Kameras und Softwareerkennen künftig, ob Fahrer müde, abgelenktoder alkoholisiert sind. DieEUmacht diese Technik zur Pflicht.Zulieferer bieten bereits Systeme an, die darüber hinausgehen.
Sven Prawitz
DieKarolinskaSchläfrigkeitsskaladefiniertStufen, diedie Müdigkeit beim Autofahren beschreiben: Drei stehtfür „normalwach“,sieben beschreibt eine müde Person, die aber ohne Mühewachbleiben kann. Eine Stufe höher (8)hat die Person schon etwas Mühe, wach zu bleiben. Die vollständige Tabelle ist Teil der EU-Verordnung 2021/1341. Dort sind dieAnforderungenandieFahrerüberwachungvonneuhomologiertenFahrzeugendefiniert.WirdbeimFahrermindestens Stufe 8erkannt, müssen dieFahrzeugsystemedarauf aufmerksam machen,dass eine Pause angebrachtist. KünftigsolldieTechniksogutsein,dasszusätzlichdie Aufmerksamkeit des Fahrers erkannt wird. DerBlick nachvornRichtungStraßealleinreichtdannnichtmehr Ablenkungdurch ein Telefongespräch oder intensives Nachdenken muss zuverlässig erkannt werden.Ebenso derEinflussvonAlkohol,weiterenDrogenoderMedikamenten auf die Fahrfähigkeit. Die künftigenAnforderungenvonEuroNCAPgehenineineähnlicheRichtung MitdemProtokoll2026führendieVerbraucherschützereinneuesBewertungsmodellein,das25SicherheitspunktefürdieFahrerüberwachungvorsieht.Biszuzwei Punkte werden vergeben fürdie Erkennung vonBeeinträchtigungen,dienichtaufErmüdungzurückzuführen sind,etwadurchAlkohol–ohnedassdabeiaufaufdringliche Verriegelungssysteme zurückgegriffen werden muss. BeiFahrzeugen mit Fahrerassistenzsystemen machen diesezweiPunktebis zu 16 Prozentder Anforderungen an dieFahrerüberwachung aus.
Die Entwickler des Unternehmens „CorrActions“ bietenhierfüreineLösungan,dielediglicheinezusätzliche Software benötigt. „Die Sensoren einesLenkradserfassenüberdenUmfang4.000Messpunkte“,sagtIlanReingold. Der CEO des im Jahr 2019gegründeten Start-ups verdeutlicht: „Die Daten, die wir benötigen, sindheute schon da.Wir nehmen sie uns vomCAN-Bus.“
Mit diesen Daten wollen Reingoldund sein etwa 20 Köpfe zählendes Team eine Vielzahl vonBeeinträchti-

gungen der Fahrtüchtigkeit erkennen –Müdigkeit, Trunkenheit, Drogeneinfluss, Medikamente. Reingold sagt, das System könne den Alkoholpegel in Echtzeit erfassen– deutlich bevorkörperliche Symptome auftreten.
Wasdie Software„NeuraMonitor“ letztlich auswertet, sind Mikrobewegungen im Sub-Millimeterbereich der menschlichen Muskeln –imGesicht, aber auch der Arme und Hände. DieseBewegungen steuernwir unterbewusst.Undsieverändernsich,jenachkognitiverLeistungsfähigkeit.
Alkoholkonsumerkennen
Ausder Masse an Daten der Cockpit-Sensoren –etwa solche fürLenkwinkel, Lenkmoment oder Radar –soll dieSoftwarevonCorractionsMustererkennen.DasSystemmuss jedoch nicht an ein Individuum vorherangepasst, betont Reingold. Die Softwaresei füralle möglichen Fahrer gleich. Allerdingsbraucht das System nach dem Start ein paar Minuten, um den Fahrer „kennenzulernen“.DanachkönneinEchtzeitgemessenwerden. Da die Muskelbewegungen, die Corractions auswertet nichtbewusst gesteuert werden, könne die Technik nichtmanipuliertwerden.
Neue Überwachungssysteme können Vitalparameter erfassen. Manche ermitteln sogar dieBlutalkoholkonzentration –ohne zu pieksen.

Losgehen soll es mitder Erkennung eines Rauschzustands(Alkohol und Drogen).Während derCES in Las VegasAnfang Januar sprach Reingold voneinemangestrebten SOP im Jahr 2026. Hier setzt Corractions vorwiegend auf das Euro-NCAP-Protokoll,das ab dem genanntenJahrgültigist.AllerdingsbetontederCEO,dass dasisraelische Unternehmen (Sitz in TelAviv) bisher nichtfür ein Serienprojekt nominiert wurde. In einer zweiten Stufe sollen Funktionen zur ErkennungvonMüdigkeitundAblenkungausgerolltwerden. Alleskann drahtlos auf dieFahrzeuge übertragenund aktivgeschaltet werden, so Reingold.
FürFlottenbetreiberseiesmöglich,dieSoftwareinder Cloudzubetreiben. Die Telematikeinheiten derFahrzeuge müssten dann dieerforderlichen Daten„uploaden“.
AktivitätenamSteuerbeobachten
AnfangJanuar hat auch FEVein Überwachungssystem präsentiert.„CogniSafe“nutzt Deep Learningund Computer Vision, um Fahrerzustände wieAblenkung,Müdigkeit und Unaufmerksamkeit in Echtzeit zu überwachen.Die Entwickler desUnternehmenskombinieren fürdie Funktionen ein Netzwerk vonKamerasfür sicht-
baresLichtundInfrarot-Spektrum.DamitwirddasFahrerverhalten aus unterschiedlichenWinkeln analysiert. Aufdieser Basis nimmt das System beim Fahrer kontinuierlicheineBlickverfolgung,eineAnalysedesAugenzustands (Prozentsatz des Augenschlusses)und eine Einschätzung der Kopfhaltung vor, wodurch weitere Aufschlüsse hinsichtlich Aufmerksamkeit, Müdigkeit bzw. Schläfrigkeit gezogen werden können.
Zusätzlich analysiert Cognisafe das Fahrerverhalten hinsichtlich solcher Aktivitäten, welche dieSicherheit beeinträchtigen können. Dazu zählen unteranderem das Schreiben vonTextnachrichten auf dem Mobiltelefon, Trinken während der Fahrt oder das Verstellen von BedienelementenimFahrzeug.IndiesemFallkanndas System den Fahrer visuell und akustisch informieren und,sofernerforderlich,aktiveSicherheitsmaßnahmen wieeineNotbremsungeinleitenodereineSpurassistenz aktivieren.
Auch Cognisafe soll nahtlos in bestehende Assistenzsysteme integriert und könne zudem in cloudbasierte Struktureneingebundenwerden.AußerdemistdieEntwicklung modular erweiterbar und kann an künftige Technologien und Vorschriften angepasst werden.
ContinentalstartetevorwenigenJahrendieZusammenarbeit mit Trinamix. Als einesder ersten ProduktewurdeeineFahrererkennungpräsentiert.DerZuliefererhat dieTechnikderBASF-TochtermittlerweileineinenBildschirm integriert. Dort befinden sich fürdie Nutzer unsichtbareineInfrarotkamera(1,5MP,nearinfrared)und ein fürdas menschliche Auge ungefährlicher Laserprojektor hinter dem OLED-Bildschirm.
Bild: Co ntinenta l
EinebiometrischeBildanalysevonTrinamixnutztdie Reflexionen der vomLaserprojektor im unsichtbaren Lichtspektrum ausgesendeten Lichtpunkte, um auf Basis vonkünstlicher Intelligenz Ergebnisse abzuleiten. Diese werden beim vorgestellten Produkt genutzt, um Vitalparameter der Insassen zu ermitteln. Zudem stellt das System weitereInformationen bereit: den Abstand vonFahrerin oder Fahrer zum Cockpit oder auch die KlassifikationvonTextilstoffen,diezurErkennungeines korrekt angelegten Sicherheitsgurtes benötigt wird.
Durch eine 3D-Tiefenkartelässtsich etwader Airbag angepasst an die jeweilige Situation auslösen. Ausden Vitalparametern will der Zulieferer Stresssituationen oder einen sich anbahnenden medizinischen Notfall rechtzeitig registrieren können. „Das ‚Invisible Biometrics Sensing Display‘ erhebt eine Vielzahl vonrelevantenDatenpunkten,diefürdieInterpretationvonFahrerüberwachungssystemen relevant sind“, nennt Pavel Prouza, Head of User Experiencebei Continental,weitere Anwendungsfälle der Technik.
„Vitalparameter und andererelevantePassagierdaten ohne physische Interaktion und mit nur einem Hardware-Modulerfassenzukönnen,isteinzigartigaufdem Markt“, begeistert sich Wilfried Hermes, Director Consumer Electronics Nordamerika und Europa vonTrinamix, fürdie präsentierteTechnik
Die Beispiele der Zulieferer zeigen, dass den Autoherstellern momentan eine Vielzahl vonFunktionen angeboten werden, die weit über die EU-Regeln und die NCAP-Vorgaben hinausgehen. n
MERCEDES-BENZ MANUFAKTUR
Individuelle Autossind dieLeidenschaft der Menschen inder Manufaktur vonMercedes-Benz. Mit Handwerk, Materialien und High-Tech schaffen sie ganz besondere Modelle.
Tina Rumpelt

LuxusbrauchtZeit.UndfüreinTopmodellvonMercedes-Benz,dasmiteinpaarExtravaganzenschon mal 250.000 Euround auch noch deutlich mehr kosten kann, nimmt man sich Zeit. Willkommeninder Mercedes-BenzManufakturimWerkSindelfingen!Dort ist alles unter einem Dach zusammengekommen, was im Bereich Individualisierung bei Mercedes-Benzund AMGfür rollende Kundenträume sorgt
Es sei „die Heimat des markenübergreifenden Individualisierungs- und Personalisierungsprogramms“,verkündetetdasUnternehmenbeideroffiziellenEröffnung des Manufaktur-Studios Anfang Dezember.Im„Studio“ erfolgt die Veredelung der Serienfahrzeuge in Exklusivmodelle.EsistgleichzeitigeineinzigartigerShowroom, in dem die künftigen Besitzer die Entstehung ihresAutosmiterleben können.
ErlebnisProduktion
„WirbietenunserenKundinnenundKundeneinenexklusivenBereichfüreinProdukterlebnismitdemhöchstenIndividualisierungsgrad. Wirverbinden dabei traditionelle Handwerkskunst mit innovativen, digitalen Produktionsprozessen“, erklärt Jörg Burzer, im Mercedes-Benz-VorstandzuständigfürProduktion,Qualität& SupplyChain Management.
Das „Studio“ist eine große Halle, helle Wände, hellgrauer Boden, eine freundliche, blitzsaubereMontage. Man sieht ihr an, dass hier die Uhren anderesticken als in der automobilen Großserienfertigungnebenan. Sitzgelegenheitenund edle Musterteileerwartendie BesucherimEingangsbereich.BlickfangistderLicht-Tunnel fürdie finale Oberflächeninspektion. „It’scool here“, schwärmt Burzer
Neun Stationen fürdie unterschiedlichen Arbeitsschritteverteilen sichinder Halle. Hier wird verbaut, wasnach den individuellen Kundenwünschen mitexklusivenMaterialien ebenfallsinSindelfingen,inder „Manufaktur“,gefertigt wird: zum Beispiel mit KlavierlackoderCarbonveredelteLenkräder,maßgeschneiderte Sitze, kompletteLeder-Interieurs. Ob beimBeledern,
„Wir
verbindentraditionelleHandwerkskunstmitinnovativen,digitalen Produktionsprozessen.“
Jörg Burzer,Mercedes-Benz
Stolz aufdas neue Studio der Sindelfinger Manufaktur:JörgBurzer,Mercedes-Benz-Vorstand Produktion, Qualität& Supply Chain Management (l.), und Michael Schiebe, Vorsitzender der Geschäftsführung der Mercedes-AMG GmbH und Leiter Geschäftsbereiche Mercedes-Benz G-Klasse &Mercedes Maybach.
Besticken oder Nähen –unübersehbar ist dasgroße handwerklicheKönnen,dasdieHerstellungdieserTeile erfordert.
Über Kundenwünsche und Extravaganzenkönnten die etwa 250 Manufaktur-Mitarbeiterinnen und -Mitarbeiter wahrscheinlich längst ein Buch schreiben.Sie tun es natürlich nicht, denn Diskretion gehört zumGeschäft. Paloma Cury,Senior Manager Mercedes-Benz Manufaktur,plaudertnatürlichauchnichtsaus,abersie berichtet als Beispiel dafür,was allesmachbarist, von der„NordicGlow“-EditiondesMercedesMaybachS680: Two-Tone-Lackierung in Violett und Weiß, Innenausstattung in rosé-grauem Nappa-Leder,beheizteund gekühlteCupholder,KühlschrankimFond mitMaybachChampagner-Gläsern und –passend dazu? –Felgen im
Bild: Mer ce des-Benz AG


Präzisionmit geschickten Händen:Lenkradfertigunginder Manufaktur.Jedes Teil ein Einzelstück.
„Champagne-Flute“-Design.Ja, diegibt’swirklich. Die Sonderserieist auf50Fahrzeuge limitiert und wird exklusivinden USAangeboten. Das Ganze ab 300.000 Euroaufwärts.
Jenach„Wunsch-Volumen“verbringendieFahrzeuge zwischen ein paar Stunden und bis zu zwei Tage in der Veredelungswerkstatt. FTSschieben die Fahrzeuge je nach Bedarf und unabhängig voneiner festen Reihenfolge zwischen deneinzelnen Produktionsclustern umher.GesteuertwirddieseMatrix-FertigungKI-unterstützt über einen digitalen Zwilling,mit dem jeder Fertigungsfortschritt kontrolliert und bei Bedarf optimiert wird.
Ein technologischesHighlight ist das sogenannte PixelPaint-Verfahren, das neueMöglichkeiten bei der Fahrzeuglackierungermöglicht.NachdemTintenstrahldrucker-Prinzip wirdder Lack aus über 1.000 Düsen direktauf die Karosserie aufgetragen –ohne jeglichen Overspray.Undzwarsopräzise,dassfastjedesauchnoch so filigrane Muster realisiert werden kann.
DasManufaktur-Angebotbeschränktsichaktuellauf ausgewählteBaureihen vonMercedes-Benz G- und SKlasse, Mercedes-AMG undMercedes-Maybach. „Das Programm ist ein voller Erfolg,daher bauen wir es nun noch weiter aus“,erläuterteMichael Schiebe, Vorsitzender der Geschäftsführung der Mercedes-AMG GmbH und Leiter Geschäftsbereiche Mercedes-Benz G-Klasse &Mercedes Maybach.
So wächst ab 2025 unter anderem das Angebotder Lackfarben von30auf 80 Varianten. Auch eine Ausweitung aufTopmodelle anderer Baureihen, zum Beispiel E-Klasse, hält Burzer für„denkbar“
Im ersten Halbjahr 2024 veredeltedie Sindelfinger Manufakturbereitsüber30ProzentderverkauftenFahrzeugeimTop-End-Segment.DergrößteMarkt:dieUSA. Nur etwajedes zehnteManufaktur-Autobleibtin Deutschland. n

DieIndustrialisierungder Batterieproduktionist in Europa noch nicht so weit wie in anderen Bereichen.Notwendig sind mehr Partnerschaftenund Allianzen und eine Bündelungvon Fördermaßnahmen.
Claus-Peter Köth
Ein Schlüssel zu erschwinglicher E-Mobilitätsind Batteriezellen und -module sowiederen Produktion.Europa hat hiermit großen Problemenzu kämpfen.ZentraleHerausforderungensinddieStandardisierung und Industrialisierung vonProduktionsprozessen. „Standardisierung spielt eine große Rolle.In unserer Wahrnehmung ist die Industrialisierungder Batteriezellproduktion noch nicht so weit wie in anderenBereichen. Das fängt schon beimProdukt selbst an; unterschiedlicheHerstellersetzenaufunterschiedliche Zellformate–zylindrisch,prismatischoderPouch-Zelle“, erklärt Markus Glaser-Gallion, CEO desIndustrieDienstleisters Leadec.
Hinzukomme laut Glaser-Gallion diefehlendeStandardisierung bei den Maschinen und Anlagen. Gäbe es diese, hätteman einen besseren Blick aufdie Schnittstellenzwischenden einzelnen, biszu14Prozess- und Produktionsabschnitten. Auch gebe es in der Batterieproduktionzuwenige qualifizierteMitarbeiterinnen undMitarbeiter –was sich aber durch Schulungenund Weiterbildungen ändern ließe. Und die VersorgungslogistikundInstandhaltungderAnlagenseiennochnicht so etabliert, wie man das vonanderen, reiferen Produktenher kenne.
„Auch die chinesischen und koreanischen ZellherstellerhabenSchwierigkeitenbeimHochlaufihrereuropäischen Fabriken. Die asiatischen Maschinen- und Anlagenbauer müssen sich in Europa erst etablieren und ihreKenntnisse über lokale Vorschriften und Anforderungen vertiefen“, weiß Glaser-Gallion. Zuhause seien diePartnerschafteninderchinesischenbeziehungsweise koreanischen Community deutlich stärker ausgeprägt.
Generell müsse Europa die Batterieproduktion als Ökosystemverstehen,inklusiveZugangzumRohstoffmarkt Notwendigseien mehr Partnerschaften und Allianzen, weniger singuläreAngebote, um die Industrialisierung strategisch aufzubauen. „Als Dienstleister sind wir wesentlicherTeildieserAllianzen.Wirkönnenmitunserer Prozesskompetenz einen hohen Beitrag zur Fertigungseffizienz leisten, etwamit vorausschauender Instandhaltung oder intelligenterRessourcensteuerung beim Betrieb der Fabriken“, betont Glaser-Gallion. ProblematischseienderzeitdieUnsicherheiteninBezug auf die Nachfrage nachBatterien, weil die E-Mobili-

tätinEuropa–allenvoraninDeutschland–nurlangsam voranschreitet.„VieleUnternehmenhabendierichtigen Maßnahmen ergriffen, kräftig investiert undsindtechnologisch schon sehr weit gekommen. Jetzt fehlt ihnen dieNachfrage,manchebereitsbeauftragteProjektewurden komplett gestoppt“,sagtGlaser-Gallion Hoffnung setzen die europäischen Hersteller in die neue EU-Batterieverordnung.Sie soll dieKreislaufwirtschaft, Ressourcennutzung und -effizienz sowie den Lebenszyklus vonBatterien bezüglich Klimaneutralität undUmweltschutz deutlich verbessern. „Daskönnte helfen,zumindesteine gewisse Chancengleichheitherzustellen. Die Vormachtstellung der asiatischen Zellherstellerlässtsichdamitjedochnichtbrechen.Europa muss seineHausaufgaben machen, anfangenzukooperieren, Allianzen bilden und die bestehende Technologie- undProzesskompetenz schnell auf neue Batteriegenerationen adaptieren“, fasst Glaser-Gallion zusammen.
Generell ist die Batterieproduktion fürLeadec eininteressantesThemenfeld.„UmeinenschnellerenHochlauf zu gewährleisten, konzentrieren wir unsvor allem auf Genehmigungsverfahren und Maschinenabnahmen, die Industrialisierung des Produktionsprozesses, eine stabileLieferkette und die Schulung vonMitarbeiterinnen und Mitarbeitern. Im laufenden Betriebkommen dannweitereServicesdazu,etwaklassischeInstandhaltungskonzepte, Facility Management fürGebäudetech-
Bild: Leadec/Nik ola us Grün wa ld

Leadec-CEOMarkus Glaser-Gallion: „Europamuss seine Hausaufgaben machen,Allianzen bilden und diebestehende Technologie- und Prozesskompetenz schnell aufneueBatteriegenerationen adaptieren.“
nik oder die Inhouse-Logistik“, erklärt Glaser-Gallion. Hohes Potenzial sieht er auchinder Digitalisierung der Produktionsprozesse: „Wir nutzen unser globales Netzwerk und alle Chancen der Digitalisierung.Unseredigitale Plattform Leadec.os erhöhtzum Beispiel die Effizienz und Qualität der Dienstleistungen an 150 Standorten.DieDatenbasisschafftsowohlfürunsereKundenals auch füruns eine Entscheidungsgrundlage, um Prozessewirtschaftlicher,qualitativbesserundflexiblerzugestalten.“
Bild: KI-generiert
DenEinsatzvonKünstlicherIntelligenzsiehterebenfalls positiv. KI könneetwadabei helfen, redundante Prozessezuoptimieren,Fehlerzuanalysierenundsomit den Ausschuss zu minimieren. Auch beim Anlernen neuerMitarbeiterinnenundMitarbeitersowiebeimSkalierenvonFachwissenhelfedieKI.DieVielzahlanDaten schaffe dabei hohe Transparenz.
Insgesamtsieht Leadec-CEO Markus Glaser-Gallion denAufbaueinereuropäischenBatterieproduktioneher alsMarathonundwenigeralsSprint,alleineschon,weil vomBaueinerGigafabriküberdenHochlaufbishinzum eingeschwungenen Zustand schnell drei bisvier Jahre vergehen.
In den nächsten zwei Jahren gelte es nun vorallem, denregulatorischenRahmenzuschaffen,dieAllianzen zu unterstützen und Förderungen zu bündeln. „Wenn Europajetztaufwacht,sichzusammenrauftunddierichtigen Entscheidungen trifft,dann könntenach diesen zwei Jahren ein deutlich beschleunigterKapazitätsaufbau stattfinden“, so Glaser-Gallion. n
Seit 2019 betreibt Leadec in Hoyerswerdaein eigenesBatterie-Reparatur-Zentrum (BRZ). Dort erbringt das Unternehmen Leistungen wie Vormontage, Dichtigkeitsprüfungen, Reparatur und Qualitätsprüfung,Korrosionsschutz und Logistik inklusiveder Lagerung von bis zu 20.000 Batterien bis hin zu Instandsetzung undZerlegung. Mit diesenErfahrungen kann der Dienstleister dieFahrzeug-und Batteriehersteller bei der Umsetzung der neuen EU-Batterieverordnung unterstützen. Seit 2024 werden sie schrittweisegezwungen, den CO2-Fußabdruck vonBatterien zu verringern. Dies gelingt unter anderem, indem die Lebensdauer der Batterie durch Reparatur und Zweitverwertung (Repair&Reuse)verlängert wird sowie durch die Erhöhung des Anteils recycelter Rohstoffe bei derBatterieproduktion.

Der sogenannte „Energy Master“,die Schaltzentraleauf der Hochvoltbatterie fürdie Fahrzeuge der Neuen Klasse wirdimBMWWerk Landshut produziert.
BMW-WERKLANDSHUT
DieSchaltzentraleauf der Hochvoltbatterie vonBMWs„Neuer Klasse“kommt ausLandshut. In der hochflexiblen Produktion werden künftig 400Roboter und 700 Beschäftigtearbeiten.
Tina Rumpelt
Noch steht ein gutes Dutzend quietschoranger Roboter nur Spalier in der ansonsten ehergrauen Fabrikhalle. Sie bildeten leuchtende Farbtupfer am Rande der Präsentation der neuen Fertigungsanlagen fürHigh-Tech-SteuergeräteamFreitag,den 21. Februar.Die Schaltzentralen, BMWnennt sie„EnergyMaster“,werden auf der Hochvoltbatterie montiert und fungierenalsSchnittstellefürdieHoch-undNiedervoltstromversorgung sowie fürdie Daten aus der Hochvoltbatterie.DarüberhinaussteuernsiedieStromzufuhrder E-Maschine und des Bordnetzes.
AktuellläuftdieVorserie.Insgesamtetwa400Roboter werdenkünftigdieSteuereinheitenmontierenundprü-
fen. Der Start-of-Production istmit 200 MitarbeiterinnenundMitarbeiterfürAugustgeplant.Ineinerzweiten Ausbaustufe ab Mitte2026 soll dieZahl der Beschäftigtenauf bis zu 700steigen.
„Entwicklungstempoisthoch“
Wolfgang Blümlhuber,Bereichsleiter Fahrdynamik und Inhouse-Komponentenfertigung,betontedie enge Vernetzung zwischen Entwicklung,Einkaufund Komponentenfertigung bei BMW.Die Steuergerätefür die Hochvoltbatterie der sechsten Generation der eDriveTechnologie vonBMW (abgekürzt „Gen6-E-Antrieb“)
wurdenkomplettinhouseentwickeltundnunauchproduziert.„DasaktuelleEntwicklungstempoistsehrhoch, da ist internes Fachwissen entscheidend“, erläuterte Blümlhuber
WerkleiterThomasThymzeigtsichstolzaufdashochflexible Produktionssystem, das ebenfalls komplett inhouse konzipiert wurde: „Alle Batterie-Montagewerke der BMW Group weltweit werden vomStandort Landshut aus mit dem Steuergerät aus der neuenFertigung versorgt.“DassindnebendemStandortinIrlbach-Straßkirchen (knapp 100 Kilometer nordöstlich vonLandshut)dieWerkeinDebrecen(Ungarn),Shenyang(China), SanLuisPotosi(Mexiko)undWoodruffbeiSpartanburg (USA).
FürThymist die neue Fertigung auch eine „nachhaltige Stärkung des Industriestandortes Niederbayern“. BMWbeschäftigtinLandshut,demgrößtenKomponentenwerk der Gruppe, circa 3.700 Mitarbeiterinnen und Mitarbeiter.Seit2020investiertederOEMeinenhohen dreistelligenMillionenbetragindenAusbauderElektromobilität in dem niederbayerischen Werk.
400RoboterauffünfFußballfeldern
Das modular aufgebaut Produktionssystem aufeiner Fläche vonfünf Fußballfeldern mit im Endausbau 400 RoboternerreichteinenAutomatisierungsgradvonüber 80Prozent.DieQualitätssicherungstütztsichvorallem auf In-Prozess-Überwachung,unter anderem mit KI-basierten Kamerasystemen sowie eine 100-prozentige End-of-line-Systemprüfung
NurumdieDimensionendeutlichzumachen:ProTag werden in der neuen Anlageetwa560.000 Schrauben gesetzt. Montage-Roboter sind mit flexiblen Greifern bestückt undbewegen sich aufSchienenbahnen, um eine möglichst große Flexibilität zu gewährleisten. Die einzelnenArbeitsstationen sind nichtverkettet, sondernalsModule–jenachBedarf–variabelnutzbarund auch skalierbar.Die Teileversorgung erfolgt über ein neuesHochregellagermit30 000Stellplätzensowieein Kleinteilelager mit 18.000 Plätzen.
Gefertigtwerden zwei Bauvarianten, eine fürden einmotorigenFrontantrieb,diezweitefürGen6-E-Antriebe mit bis zu vier Elektromotoren. WeitereVariantenentstehen über dieSoftware. Geschickte Menschenhände





brauchtesjedoch nachwie vorfür die manuelle Montage des Kabelbaums im Steuergerät. DochohneRoboter läuftauchhiernichts:EinstählernerKollegeübernimmt denQualitätscheckanderStationundprüftunteranderem, ob die Stecker korrekt eingerastetsind. n



Als größtes Komponentenwerk der BMW Groupspielt Landshut eine zentraleRolle fürBMWs„Neue Klasse“. Insgesamt investierte BMWdortseit 2020 einen hohen dreistelligenMillionenbetragin denAusbauder E-Mobilität. Im Rahmen des Smart FactoryDay 2025 gewährt der OEMam14. Mai ab 16 Uhr exklusive Einblickein das hochmoderne Produktionssystem des„Energy Master“: Der hohe Automatisierungsgradmit bis zu 400 Robotern in der finalen Ausbaustufe garantiert maximale Effizienz.Umfassende In-Prozess-Überwachungen, unter anderem mit KI-basierten Kamerasystemen, sowie 100-prozentige End-of-Line-Systemprüfungen in einer Reinraumumgebung sorgen fürhöchsteQualität. Ebenfalls gezeigt wirddie Landshuter Leichtmetallgießerei, die sich in der Vorserienproduktionfür das Zentralgehäuse derelektrischenAntriebsmaschine der „Neuen Klasse“befindet. Ein Paradebeipsielfür die Innovationskraftdes Werks ist das ICA-Gießverfahren(InjectorCasting). Am 15. Mai startet der Smart FactoryDay um 9Uhr in denStadtsälenBernlochner mit namhaften Referenten.Amfrühen Nachmittag gibt es eine Start-Up-Session, ehe Franz Heiglvon derBMW Group die Umsetzung der digitalenTransformationinden Komponentenwerken des OEMs erläutert. Im Anschluss erfolgt der Transfer ins Leichtbau- und Technologiezentrumdes BMW-Werks Landshut. An sechs Marktständen, stellen die Experten vonBMW konkreteProjektevor –zuden Themen: Lean Management, Nachhaltigkeit mit FokusGießerei,KI, Cybersecurityund Catena-X, Shopfloordigital, Logistik-Prozesse sowie Berufsausbildung.Weitere Informationen und Anmeldung unter:www.smart-factory-day.de



Undsosindauchunsere Beschichtungslösungen.



Am 1. April findet aufder HannoverMesse der6.Lightweighting Summitdes Bundesministeriums fürWirtschaft und Klimaschutz statt. Die Erwartungen an den Leichtbau sindhöher denn je
Claus-Peter Köth

6. Lightweighting Summit, 01.04.2025, 14:3017:30 Uhr,Hannover Messe, Halle 19/20,Saal „Maple Leaf“

Die ökonomische Bedeutung des Leichtbaus in Deutschland ist deutlich größer als bislang angenommen, das CO2-Einsparpotenzial ist groß. Leichtbauzieltdaraufab,dasGewichtvonBauteilenund Produkten zu reduzieren, Material undEnergie einzusparen sowie die Kreislauffähigkeit zu erhöhen –bei gleichbleibender oder verbesserter Funktionalität. Die Schlüsseltechnik ist ein Innovationstreiberinvielen BranchenundträgtmaßgeblichzurnachhaltigenTransformation derIndustrie bei. Leichtbau ist omnipräsent. DochdasbringtaucheinenNachteilmitsich:Dieökonomischen Kennziffern verteilen sichsektorübergreifendaufsehrvieleBranchen.Deshalbwirddievolkswirtschaftliche und regionalwirtschaftliche Bedeutung des Leichtbaus als dynamischer und schnell wachsender Sektorbislang statistischnicht abgebildet und häufig unterschätzt.
SatellitenkontoschafftTransparenz
UmdiesbezüglichmehrTransparenzzuschaffen,hatdie Econmove GmbH in ihrer Studie „Die ökonomische Bedeutung des Leichtbaus in Deutschland“ein sogenanntesSatellitenkontogenutzt.Dazuwurdeeinevierstufige Definition erstellt, analog zu denLeichtbau-Satellitenkonten in Österreichund Schweden. Mittels Input-Output-Analyse können damit nicht nur die direkten EffektedesLeichtbausaufBruttowertschöpfungundBeschäftigungberechnetwerden,sondernauchdieAuswirkungen in der vor- (indirekteEffekte) und nachgelagerten (induzierteEffekte)Wertschöpfungskette.Auftraggeber derStudie wardas Bundesministerium fürWirtschaft und Klimaschutz, kurzBMWK.
Die Ergebnisse lassen aufhorchen: Die direkten Wertschöpfungsbeiträge des Leichtbaus –sprich alle leicht-
baurelevanten Güter und Dienstleistungen –liegen demnach bei 124 Milliarden Euround damit bei knapp vierProzentderdeutschenWirtschaftsleistung.Inklusive der Effekteinder vor- und nachgelagerten Wertschöpfungsketteerhöhtsich derWert auf knapp 245 Milliarden Euro. Mehr als 1,3Millionen Arbeitsplätze könnendurchLeichtbaugesichertodergeschaffenwerden. „Leichtbauist jedoch deutlich wertschöpfungsintensiverals beschäftigungsintensiv“,sagtStudienautorin Anna Kleissner,Geschäftsführerin der Econmove GmbH. Mit jedem Arbeitsplatz in leichtbaurelevanten Branchen könne man 1,4bis 1,66weitereArbeitsplätze in anderen Branchen schaffen. Somit erhöhe sichder gesamteBeschäftigungseffekt, der nahezu alle Wirtschaftssektoren tangiert, auf fast 3,2Millionen Jobs.
LeichtbaubleibtSchlüsseltechnik
Die Automobilindustrie ist mit 30Milliarden Euro leichtbaurelevanter Wertschöpfung einer der Top-Anwendungsbereiche fürden Leichtbau. Demgegenüber liegt derMaschinenbau hierzulande mit elf Milliarden EuroWertschöpfung bereits deutlich abgeschlagenauf Platzzwei.GenerellkönntenInvestitionenindenLeichtbaudieAbhängigkeitvonanderenLändernreduzieren. „Weniger Ressourcen, weniger Import-Abhängigkeit, mehrNachhaltigkeit:DieFrageistnichtob,sondernwie schnell und mit welcher Ausprägung Leichtbauzum Einsatz kommen wird“,ist Kleissner überzeugt. Der Leichtbau werdeinden nächsten Jahren undJahrzehnteneineSchlüsseltechnik bleiben, so Kleissner. Das größteWachstumspotenzialsieht sieimZusammenhangmitderNachhaltigkeit.Wichtigdabeisei,dass die heimischenWertschöpfungsnetzwerkeund Cluster gut funktionieren. Die Schlüsselsektorenzögenandere Sektoren mit. Aber das gelteinbeide Richtungen. Deshalb wirbt Kleissner fürgezielte (europäische) Förderprojekte, anstatt einzelner Initiativenund einer Verteilung vonFinanzmitteln nach dem Gießkannenprinzip
DerLightweightingSummit2025startetam1.Aprilum 14:30 Uhr auf derHannoverMesse in derHalle 19/20, Saal „Maple Leaf“. DieBegrüßung übernehmen Jochen Köckler,CEO Deutsche Messe AG,und RobertHabeck, Bundesminister fürWirtschaft und Klimaschutz. Es folgen ein Impulsvortrag vonTim-OliverMüllervom Hauptverband derDeutschen Bauindustrie, unddrei Projekthighlights vonder Photon LaserManufacturing GmbH,derEd.ZüblinAGsowievonAudiausdemTechnologietransfer-ProgrammLeichtbau(TTPLB).Danach erklärt Daniel Böttger,Bereichsleiter Entwicklung Gesamtfahrzeug,denStellenwertdesLeichtbausimHause BMW und dessen Rolle als Treiber fürInnovationund Wettbewerbsfähigkeit.
Die anschließende Paneldiskussioneröffnet Anna KleissnermiteinemImpulsvortrag.DenFragenderModeratorenChristine Koblmiller und Claus-Peter Köth stellensichJürgenKerner,IGMetall,IsabellGradert,Airbus Operations,Michael Heußen, HAI Group,AnnaBuling, Eloxalwerk,Johannes Wölper,OttoBock. Das SchlussworthatdieBremerStaatsrätinMaikeFrese.Die Teilnahme am Summit ist kostenlos. WeitereInformationen undAnmeldung unter: https://geschaeftsstelleleichtbau.de/6-lightweighting-summit n








STUTTGART wieder in2026
JETZT TICKET SICHERN! EINTRITT FREI

HANNOVER 19.März 2025
Neu

LANDSHUT 14.Mai 2025 BOCHUM 3.September 2025


KATTOWITZ (PL) 16.September 2025 DRESDEN 5.November 2025
DieSchraubTeckommt auch2025inIhreRegion
InpraxisnahenVorträgenundderAusstellungstärkenSieIhrFachwissenund IhreFertigkeitenfürsichereSchraubverbindungeninderIndustrie.
www.schraubtec.com
Eine Veranstaltungder
ROHSTOFFE
DerStahl wird grün –das ist gesetzt. Nicht ganz so klar ist: Wieviel teurer wirdder dekarbonisierte Stahlsein? Und wie weit sinddie Stahlkocher aufdem Wegzum grünen Stahlfürs Auto?
GeraldScheffels
Hohe Energiekosten, weltweite Überkapazitäten, geringe Planungssicherheit, Absatzkrisenbei vielen Kunden und in wichtigen Zielmärkten: Eigentlich haben die Stahlhersteller,die in die Automobilindustrie liefern, genug Herausforderungen zu meistern. Dabei ist die vielleichtgrößteHerausforderung nochgarnichtgenannt:dieDekarbonisierung.Siewird Milliarden verschlingen und damitzwingend auch den Stahl verteuern.
Alle namhaften Stahlproduzenten haben fürsich einen Zeitpfad fürdie Dekarbonisierung definiert und bereits begonnen, ihreAnlagen umzurüsten. Dabeisetzen sie im Wesentlichen auf zwei Technologien: Elektro-Lichtbogenöfen(EAF) und Direktreduktion mitWasserstoff (DRI).Bei EAF wird, ganz im Sinne der Kreislaufwirtschaft,StahlschrottmithilfevonelektrischerEnergiezu „neuem“Stahl verarbeitet. Das spart im Vergleich zum konventionellen Hochofen rund 80 Prozent CO2-Emissionen. Bei der DRI ersetzt Wasserstoff den Kohlenstoff, der fürdie Eisenerzreduktion benötigtwird, waszur BildungvonWasseranstellevonCO2 führt.DasEinspar-
potenzial ist abhängig vonder Herkunft des Wasserstoffs.
EinkurzerÜberblicküberdieZeitpläneundZieleeiniger Hersteller vonStahl fürdie Automobilindustrie: Thyssenkrupp Steel will bis 2030 die CO2-Emissionen um über 30 Prozent senken, spätestens 2045 soll die Stahlproduktionvollständig klimaneutral sein.Das größte Einzelprojekt ist die DRI-Anlage in Duisburg. Sie soll ab 2027 in Betrieb gehen und mitgrünem Stromund, vorerst,Erdgasbetriebenwerden.Sukzessivewirdsiedann auf Wasserstoff umgestellt.

BeiTataSteelkanndieAutomobilindustrieschonjetzt „Zeremis Carbon Lite“-Stähle mit einem um bis zu 90 Prozent reduzierten massenbilanzierten CO2-Fußabdruckbeziehen.ImJahr2030werdendiegeplantenDRIundEAF-AnlagenihreProduktionstartenundStahlmit 30bis40ProzentgeringerenCO2-Emissionenherstellen. Voestalpinewird2027jeeinengrünstrombetriebenen Elektrolichtbogenofen (EAF) in Linzund Donawitz in Betrieb nehmen, die Bauarbeitensindinvollem Gange. Bis2029könnendadurch,imVergleichzu2019,rund30
Prozent der CO2-Emissionen eingespart werden. Ab 2030plantVoestalpinejeweilseinenweiterenHochofen in Linz undDonawitz abzulösen. 2050 soll dieStahlproduktion mit Net-Zero-CO2-Emissionen erreicht sein.
Salzgitter hat schon vorzehnJahrendas „SALCOS“Programm fürdie CO2-reduzierteStahlproduktion gestartet– und ist damit gut vorangekommen.Die praktische Umsetzung begann 2022, und schon im nächsten Jahr werden die Salcos-Anlagen der erstenStufe in Betriebgehen.DietechnischenDaten:100MWElektrolyse, Zwei-Millionen-Tonnnen-DRI-Anlage, 1,9 MillionenTonnen-Elektrolichtbogenofen.Dasheißt:Ab2026können Kunden vonSalzgitter grünen Stahlerhalten.
IstderBedarfda?
Die Umrüstung einesStahlwerks aufCO2-neutrale Produktionkostetneun-biszehnstelligeSummen,diesich fürden Stahlerzeuger amortisieren müssen. Ist der BedarfinderAutomobilindustrieda?DieErzeugerkönnen aufgroßesInteresse und auf Lieferverträge verweisen –sozumBeispielSalzgitterundTata,inDeutschlandund anderen Ländern. Thyssenkruppverweist aufein Memorandum of Understanding mit Volkswagen zur BelieferungmitCO2-reduziertemStahlausderDRI-Anlage in Duisburgab2028.
WiehochsinddieMehrkosten?
Mit der Frage nach dem Bedarf ist dieFrage nachden Mehrkostenverbunden.GrünerStahlistteurer,aberbezogenaufdenFahrzeugpreisistdieRelationgering–vor allem mit Blick aufden Gesamtnutzen.Nach Angaben derWirtschaftsvereinigung Stahl führt derEinsatz von dekarbonisiertemStahlbei einem Mittelklasse-Pkwzu MehrkostenvonwenigeralseinemProzent,währenddie Gesamtemissionen –Scope 1bis 3– um 23 Prozent sinken. Das heißt: Die Autohersteller können so den CO2Fußabdruck des Fahrzeugs reduzieren, ohne ineigene Dekarbonisierungsprozesseinvestierenzumüssen.Pro Tonne konventionell erzeugtem Primärstahlwerden immerhin zwei Tonnen CO2 freigesetzt.
Bei E-Autossiehtdie Rechnung ähnlich aus. Laut der BCG-Studie„TransformingtheSteelIndustrymaybethe UltimateClimateChallenge“wirdder Preis fürein EAutoaufgrunddesEinsatzesvonGrünstahllediglichum 0,6Prozent steigen. Und diese Mehrpreise bieten einen Nutzen.DavidBusstra,CommercialManagerCircularity beiTataSteel:„DieDekarbonisierungdurchElektrifizierung ist Bestandteil der europäischen Energiestrategie

in den
Produktionsstätten –imBild das Stahlwerk vonVoestalpine in
„WirbegreifendieTransformationalseine Chancefürdiedeutscheundeuropäische Stahlindustrie,unabhängigervongeopolitischenVerwerfungen,Lieferkettenund vonImportenteilsqualitativminderwertigerenStahlsausdemAuslandzuwerden.“
Stefan Mecke, Salcos-Projektsprecher
–das gilt fürdie Stahlerzeugung und fürdie Fahrzeuge selbst. Innovative Autohersteller gehen hier voranund die Käufer sind bereit, fürdiese Fahrzeuge und Marken zubezahlen.DassiehtmanauchamWachstumvonneuen AutomarkeninEuropa.“
WirdgrünerStahlknapp?
Angesichts der Pläne zur Dekarbonisierung,die alle Stahlhersteller verfolgen, könnteAnlass zurSorge bestehen,dasshierdienächstenÜberkapazitätendrohen. Zumal mit dem Stahlwerk, das H2 Green Steel in Nordschweden errichtet, ab 2026 nocheinmal 2,5 Millionen Tonnen Grünstahl proJahrhinzukommen. BMW,Porsche,ZFundanderehabenschonLiefervereinbarungen getroffen, Mercedes hatsich nicht nur jährlich 50.000 Tonnen nahezu CO2-freien „Schwedenstahl“gesichert, sondernsichauchandemMilliarden-InvestfürdasStartup beteiligt.
Trotz dieser vielen Bauprojektekönntees, so die Einschätzung vonBCG,mittelfristig eher zu wenigals zu vielgrünen Stahl geben. FürFlachstahlerwartet die Unternehmensberatung in Europa bis 2030 eine Angebotslückevon bis zu 20 MillionenTonnenimJahr
Bei Salzgitter sieht man –neben der CO2-Minderung –noch einen weiteren Vorteil in der Erzeugung vongrünem Stahl. Stefan Mecke, Salcos-Projektsprecher:„Wir begreifen die Transformation als eine Chance fürdie deutscheundeuropäischeStahlindustrie,unabhängiger vongeopolitischenVerwerfungen,Lieferkettenundvon Importen teils qualitativminderwertigeren Stahls aus dem Ausland zu werden.“
Das kann, so Mecke, zu einem Katalysator füreine stärkerewirtschaftliche Unabhängigkeit Europas werden. Und letztlich ist dieTransformation in Richtung Grünstahl ein gutes Argument im Wettbewerb der Werkstoffe. Hier kann Stahl schon jetzt mit Aspekten wieLeichtbaumithöchstfestenStählenundNachhaltigkeit aufgrund der guten Recyclingfähigkeit punkten. Künftig kommt die weitgehende CO2-neutrale Erzeugung hinzu. n

MitdemMG4hatdiezumHerstellerSAIC gehörende Markeein erfolgreiches Elektroautoentwickelt. Die Variante„XPower“ hat einen Allradantrieb und eine Leistung von 320kW, leidet aber unter hohem Energieverbrauch,vorwiegendbeiniedrigerenTemperaturen. Das schwache Thermomanagement wirktsichauchaufdieInnenraumtemperatur aus.Erstaunlich: Die Außenspiegel sind nicht beheizt. WeitereSchwächen zeigen sich im langsamen Infotainmentsystem und dem FehlendervorderenParksensoren–dafürwird derAbstandzumhinterenHindernisinZentimeter angezeigt. Mit Preisen ab 35.000 Euro ist der MG4 ein solides Elektroautoohnenennenswertetechnische Inno



•Die100größtenZuliefererderWelt
Wirveröffentlichendie aktuelle Tabelleder 100größten Zulieferer der Welt (nach Umsatz). Begleitet vonumfangreichen Analysenzeigen wir, wie sich derMarktfür Lieferanten verändert hatund worin Chancen und Herausforderungen für die Unternehmen liegen.
•Die100größtenZuliefererderWelt
Bewertung des Standorts Deutschland
•TransformationinEuropa China alsBeschleuniger
•Fokus:E-Mobilität
Wirblicken aufaktuelle Entwicklungenbei Antriebs-und Batterietechnik
•Sonderbeilage:Engineering-Dienstleister2025
DasSonderheft widmetsichden Entwicklungsdienstleistern derAutomobilindustrie. Inklusive Marktübersicht zum Portfolio der Dienstleister

Am 15. Mai findet in Landshut der Smart FactoryDay 2025 statt. Die Konferenz beginnt am Vortag miteiner Führung im BMW-Werk in Landshut.Der Schwerpunkt derFührung liegt aufElektrifizierung/ Elektrische Antriebstechnik.Stationen werden u. a. dieGießerei sowieein neuer Produktionsbereich fürE/E-Komponenten sein Anschließend bietet ein gemeinsamenAbendessen den perfekten Rahmen, die gesammelten Eindrückeauszutauschen. Das Vortragsprogramm wirdvon einemStart-up-Pitch undeinem WorkshopimLeichtbau- und Technologiezentrum desBMW Group Werks Landshut ergänzt. Mehr Infosgibt esunter www.smart-factory-day.de/programm
www.automobil-industrie.vogel.de
Leserservice automobil-industrie.de/hilfe oder E-Mail an vertrieb@vogel.de mit Betreff „Automobil Industrie“. Gerne mit AngabeIhrer Kundennummer vomAdressetikett: *CS-1234567*
Redaktionsservice
Kontakt zur Redaktion: Tel. +49 931 418-2333 fachmedien@vogel.de
Chefredakteur: Claus-Peter Köth (kt),V.i.S.d.P
Redaktion: Thomas Günnel (thg), Sven Prawitz(sp)
Ständige Mitarbeiter: Hartmut Hammer,Tina Rumpelt,GeraldScheffels
Layout: AlexandraGeißner
Schreibweisen, Firmen- und Produktnamen: Wirhaltenuns generell an die Schreibempfehlungen des Dudens.
Haftungsausschluss:
Fürden Inhalt der einzelnen Artikel sind die jeweils benannten Autorenverantwortlich, er spiegelt nicht zwangsläufig die Meinung der Redaktionwider Eine Haftung fürdie Richtigkeit der Veröffentlichungen kann trotz sorgfältiger Prüfung nicht übernommen werden.Kein Teil dieser Publikationdarf ohne ausdrückliche schriftliche Genehmigung in irgendeiner Form reproduziert oder unter Verwendung elektronischer Systeme verarbeitet, vervielfältigt oder verbreitet werden.
VerkaufvonMedialeistungen
Director Sales: AnnikaSchlosser Tel. +49 931 418-2982 sales@vogel.de
Auftragsmanagement: auftragsmanagement@vogel.de
Abonnement
Bezugspreis: Jahresabo Print +Digital: 190,80 €inkl. MwSt. VerbreiteteAuflage:
Angeschlossen der Informationsgemeinschaft zur Feststellung der Verbreitung von Werbeträgern –Sicherung der Auflagenwahrheit. Aktuelle Zahlen: www.ivw.de ISSN 0005-1306

Vogel Communications Group GmbH &Co. KG Max-Planck-Str.7/9, 97082 Würzburg Tel. +49 931 418-0 www.vogel.de
Beteiligungsverhältnisse: Persönlich haftendeGesellschafterin: Vogel Communications GroupVerwaltungs GmbH Max-Planck-Straße7/9, 97082 Würzburg Kommanditisten: Dr.Kurt Eckernkamp GmbH, Nina Eckernkamp,Klaus-Ulrich vonWangenheim, HeikoLindner,Axelvon Kaphengst Geschäftsführung: Matthias Bauer (Vorsitz), Günter Schürger
Druck: Vogel Druck und MedienserviceGmbH Leibnizstraße5,97204 Höchberg Gedruckt aufPEFC zertifiziertem Papier Fragen zur Produktsicherheit: produktsicherheit@vogel.de
Copyright: Vogel Communications GroupGmbH &Co. KG
WelcheswarIhrerstesAuto?
MeinerstesAutowareinSkoda105.AktuellfahreicheinenSkoda Kodiaq
WasistIhrTraumauto?
Ich bin eher praktisch veranlagt, ein James-Bond-Auto wäre nichts fürmich. Andererseits glaube ich andas simple Erbe unsererVäter.AmWochenendefahreichdahergernemiteinem meineraltenJawa-Motorräderausden50ernmitZweitaktmotor.
WiegelangenSievon„A“nach„B“?
ZumGlückistPilsenrelativkompakt.DahabeichvieleMöglichkeiten,nichtnurmitdemAutozufahren,sondernauchmaldas FahrradzunehmenoderzuFußzugehen.ImSommerfahreich immer mit dem Fahrrad ins Büro, so es dasWetterzulässt.Aufgrund meiner Position im Unternehmen binich oftunterwegs Da nehme ichmeistens meinen Skoda
UndeinE-Auto?
Aktuell fahreich noch kein Elektroauto, ich kann mirabersehr gutvorstellen, dass der Nachfolger meines Kodiaq elektrisch fahrenwird. Wirsind dabei, unseren Fuhrparkbei Aimtec schrittweise auf E-Fahrzeuge umzustellen. Grundsätzlichist es die besteund nachhaltigsteTechnik, die uns langfristig zur Verfügung steht.
WelchesAusstattungsdetaildarfimAutonichtfehlen?
Fürmich ist eine guteKonnektivität entscheidend,daich oft unterwegs bin und flexibel arbeiten muss. Ein zuverlässigesNavigationssystem, eine stabile Internetverbindung und moderne AssistenzsystemeerleichternmirdenAlltagenorm.Außerdem gibt es einige Features rund um das autonome Fahren, dieich sehr mag und die ich in meinem nächsten Auto habenwill. Gleichzeitigschätzeich praktische Lösungen, wie ausreichend Stauraum oder eine robusteInnenausstattung.Ein Auto sollte sowohlfürgeschäftlicheFahrtenalsauchfürdenFreizeitbereich gut nutzbar sein.
WelcheMobilitätsservicesfehlenIhnen?
DiedigitaleTransformationhatvieleMobilitätsangeboterevolutioniert, aberesgibt noch Lücken. Besonders im ländlichen RaumfehltofteineguteInfrastrukturfüralternativeMobilitätsformen.AuchdieLadeinfrastrukturfürElektroautosistbislang nichtüberallausreichendvorhanden.IchsehezudemPotenzial fürbesseredigitale Plattformen, die verschiedeneMobilitätsarteneffizient vernetzen. Eine stärkereIntegration vonindividuellen und öffentlichen Verkehrsmitteln könnte fürviele eine attraktive Alternative sein.
WelchenStudiengangwürdenSieheutewählen?
Ich würde mich heutefür ein Studium entscheiden, das eine KombinationausTechnologie,BeratungundManagementbietet. BesondersreizvollfändeicheinStudiumimBereichWirtschaftsingenieurwesen, digitale Transformation oder Datenwissenschaft, da diese Themen eng mit meiner aktuellenArbeit bei Aimtec verknüpft sind.Den effektivenEinsatzvon künstlicher Intelligenz finde ich auch sehr spannend.
WelchenRatgebenSieautomobilenBerufseinsteiger?
Sie solltensich auf Digitalisierung,Anpassungsfähigkeit und Innovationsbereitschaftkonzentrieren.Gleichzeitigerfordert dievolatile MarktlageFlexibilität. Wermutig neue Wege geht, kann langfristig erfolgreich sein.
ChiefExecutiveOfficerAimtec

PavelBoháč ist seit zwölf Jahren fürAimtec tätig:seitJuli 2024 alsCEO.Zuvor leitete er übersiebenJahre alsDirector die Geschäftseinheit Advanced Planning and Scheduling Systems (APS).Ertratnach seinem Studienabschluss in das Unternehmen ein, wo er zunächst alsBerater fürSoftwareimBereich Produktionsplanung (APS) arbeitete. Seine akademische Ausbildung schloss Boháč alsIngenieur im Bereich Mechatronik, Robotik und Automatisierungstechnik an der Westböhmischen UniversitätinPilsen ab

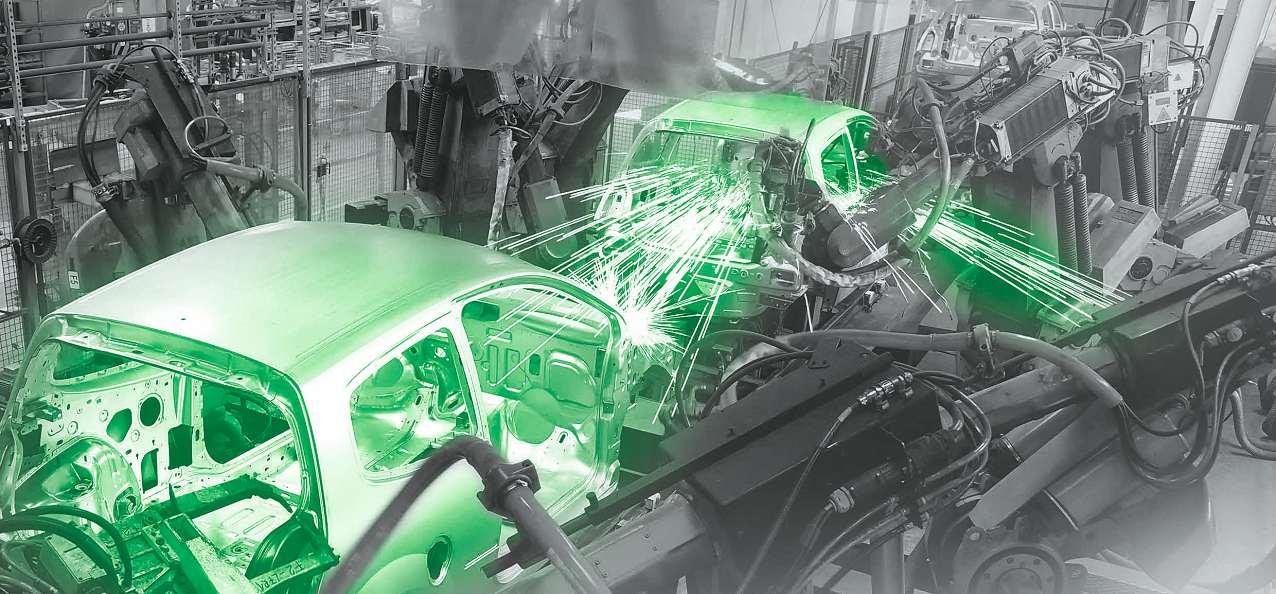







Jetztanmeldenundvernetzen!


Live-Event mitexklusiver Führungdurchdas BMWGroupWerk Landshut

Der»SmartFactoryDay«vernetztExpertenausderProduktion DiskutierenSiemitTop-ReferentenausderIndustrieüberEffizienz undNachhaltigkeitinderFertigung,dasDigitalisierenvonProzessen, MaschinellesLernen,KI,CybersicherheitinderProduktionund EnvironmentalSocialGovernance(ESG) www.smart-factory-day.de