Während ich diese Zeilen schreibe, liebe Leserinnen und Leser, läuft die Hannover Messe. Kanada ist in diesem JahrPartnerlandunddieMesseeröffnungstandganzim Zeichen der US-Zollpolitik und anderer Drohungen Trumps. BundeskanzlerOlafScholznutztedieBühnefüreineklareBotschaft.„Westandbyyourside“,sagteerzurEröffnungderMesse. „Kanada ist kein Bundesstaat von irgendwem. Kanada ist eine stolze, unabhängige Nation“, so der SPD-Politiker Kanada habe Freunde überall auf der Welt – „und ganz besonders viele davon hier in Deutschland und Europa“. Der aktuell noch geschäftsführendeKanzlerbetontevordemHintergrunddesZollstreits mit den USA auch die Rolle des freien Welthandels. Die AntwortaufAbschottungundZöllemüsseheißen:„Mehrfreier Handel,mehrWettbewerbsfähigkeitundmehrtechnologische Souveränität.“ Trotz ökonomischer Unsicherheit und UnberechenbarkeitaufderWeltseiersichsicher:„WirsinddiesenEntwicklungen nicht wehrlos ausgesetzt.“ Er verwies darauf, dass TrumpmitseinerZollpolitikallenschade,auchdenUSAselbst. Die EU werde auf die Zölle reagieren, müsse aber mehr und schnelle Freihandelsabkommen mit anderen Partnern in der die richtige Antwort“, Deutschland habe das EU-Freimit Kanada bereits rati-
Welt zu unserer Proiben eine Stanz- und/ Umformlinie und wollen mehr sich Kosten senken lasQualität und Effizienz können,erfahrenSie chtagung „Mehr Effizienz im 5. Juni 2025 in WürzxisnaheVorträgebeleuchten rschiedenen Handlungsfelder, EffizienzsteigerungbeiNeben den Produktionsanstehen dabei auch die sungen aus dem Perieich,wieWerkzeuge, Qualitätssicherung, Instandaltung, Handhabung und Simulation,imFokus Lesen mehr im Beitrag ab Seite hier: www.effizienzwerk.de
FRAUKE FINUS
Leitende Redakteurin frauke.finus@vogel.de
DIESE STEUERUNG VEREINT PRÄZISION UND KOMFORT.
TITELTHEMA
Der 3D-Druck geht in die „vierte Dimension“ S. 12
AUS DER BRANCHE
DIE BRANCHE IN ZAHLEN
6 Aktuelle Trends, die Zahl des Monats, Ticker AKTUELLES
9 Nachrichten aus der Welt der Blech- und Rohrbearbeitung
VDLB
11 News des Verbands deutscher Laseranwender Blechbearbeitung
THEMEN
UMFORMEN
14 Holen Sie mehr aus Ihrer Umformlinie raus!
16 Schwenkbiegen: Vollautomatisches Abkanten
STANZEN
18 Stanzbiegeautomaten: Gesamte Prozesskette in einer virtuellen Animation
34 Hochfester Stahl ist Spielmacher für Madrid BETRIEBSAUSRÜSTUNG
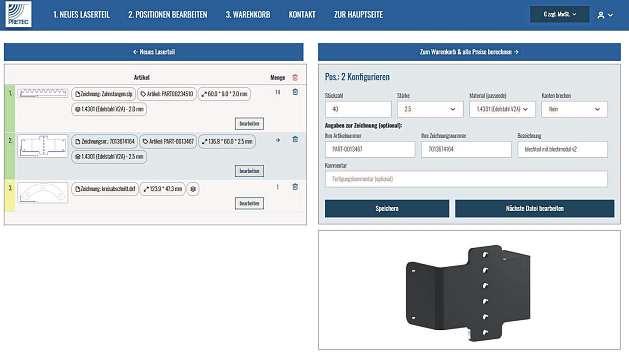
36 Mehr Tempo dank Blechteile-Kalkulator
DIGITALISIERUNG
30 Mit KI die Qualitätssicherung transformieren
Vollautomatisches Abkanten dank Roboter.
Beim 3D-Druck wird das fertige Produkt – bis auf nachträgliche Arbeiten wie zum Beispiel Polituren – in einem Arbeitsschritt hergestellt.
FORSCHUNG & ENTWICKLUNG
38 Materialschonendes Ultraschall-Tiefziehen
BLECHNET TRIFFT.
40 auf ein mobiles Zuhause: 50 Jahre VW Bulli
STANDARDS
3 Editorial
39 Impressum
42 Dialog & Impulse
Sie betreiben eine Stanz- und/oder Umformline und möchten die Effizienz steigern? Sichern Sie sich jetzt Ihr Ticket für die Fachtagung „Mehr Effizienz im Presswerk“!
Systemlösungen, Sondermaschinen und Werkzeuge für Ihre Blechbearbeitung.
Ottemeier Werkzeug- und Maschinentechnik GmbH
Kapellenweg 45 · 33415 Verl-Kaunitz
Fon 05246 9214-0 · Fax 05246 9214-99 m.esken@ottemeier.com · www.ottemeier.com
Erfinder und Forscher aus Deutschland haben im vergangenen Jahr mehr als 25.000 Patente in Europa angemeldet – etwas mehr als im Vorjahr Führendes Land sind mit knapp 48.000 Patenten weiterhin die USA. Damit bleibt Deutschland bei der Zahl der Patente die weltweite Nummer zwei. Es folgten Japan, die Volksrepublik China und Südkorea. Bild:
ZAHL DES MONATS
54,4%
ist der Anteil erneuerbarer Energien am Bruttostromverbrauch im Jahr 2024, wie das Umweltbundesamt mitteilt. Er war damit so hoch wie noch nie. Maßgeblich für die in den letzten Jahren positive Entwicklung sind weiterhin Windenergie und Photovoltaik, die inzwischen über drei Viertel des erneuerbaren Stroms bereitstellten Mit 138,9 TWh stellten Windenergieanlagen an Land und auf See den Löwenanteil des grünen Stroms bereit und sind damit weiterhin der wichtigste Energieträger im deutschen Strommix.
KÜNSTLICHE INTELLIGENZ
Nutzung von Technologien der künstlicher Intelligenz in deutschen Unternehmen.*
ZITAT DES MONATS
*Erfassung rechtlicher Einheiten mit mindestens zehn Beschäftigten.
Jedes fünfte Unternehmen in Deutschland nutzt Technologien der künstlichen Intelligenz (KI). Wie das Statistische Bundesamt nach Ergebnissen für das Jahr 2024 mitteilt, ist damit innerhalb eines Jahres die Nutzung von KI um 8 Prozentpunkte gestiegen.
Wie eine aktuelle Studie von Deloitte ergab, können WEGBRECHENDE EXPORTE IN DIE USA allein durch den europäischen Markt wohl ausgeglichen werden – wenn nicht sogar mehr. Voll nutzen könne man die Chance aber nur, wenn die EU noch bestehende Handelsschranken abbaue. +++ Industrieunternehmen verlagern zunehmend aus Kostengründen PRODUKTION INS AUSLAND. Bei den Gründen für Auslandsinvestitionen deutscher Unternehmen nannten in einer Umfrage der Deutschen Industrie- und Handelskammer (DIHK) rund 35 Prozent der Befragten das Motiv Kostensenkung, was damit auch den höchsten Wert seit der Finanzkrise 2008 bedeutet
ENTDECKEN SIE DIE NEUE AIDA DSF-NE2 SERVO PRESSE
AIDA freut sich, die neue Serie der Monoblock Servopressen DSF-NE2 vorzustellen, die die hohe Ste gkeit des Monoblockrahmens mit der Flexibilität der frei programmierbaren Servobewegung der AIDA DSF®-Technologie kombiniert Jede Komponente des Rahmens wird mittels FEM-Analyse entworfen, überprüft und mit der entsprechenden Präzision gefertigt um die Durchbiegung unter Belastung auf weniger als 0,1 mm/m zu reduzieren. Diese Serie von Pressen, die eine Geschwindigkeit von 120 Hüben pro Minute erreichen kann, steht für absolute Spitzenleistungen
ERLEBEN SIE DIE VORTEILE DER NEUEN AIDA TRANSFERS
AET (AIDA Electronic Transfer) ist eine von AIDA entwickelte Aftermarket-Lösung, die das Handling von Platinen und Teilen vernetzten Pressen ermöglicht. Das AET lässt sich leicht in alle Arten von mechanischen und Servopressen jedes Herstellers integrieren und eignet sich perfekt für die Nachrüstung bestehender Maschinen.
ENTDECKEN SIE MEHR
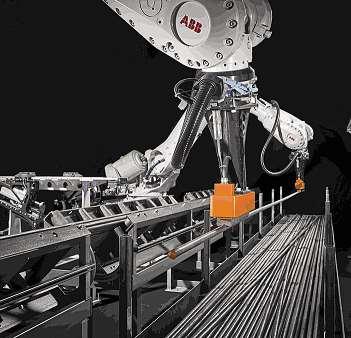
INTELLIGENTE ROBOTERLÖSUNGEN FÜR LANGGUT
PräziseStabvereinzelung
KASTOpick bar: Automatisierte LanggutVereinzelung für präzises, schnelles und sicheres Handling – rund um die Uhr
BestofIndustryAward
Gewinner:
Kategorie
Produktivität
KASTO Maschinenbau
KASTOpick bar
MitKASTOpickbarpräsentiertKASTOeineRobotiklösung zur vollautomatischen Entnahme und Bereitstellung von Stabmaterial Das SystementnimmtFlach-,Vierkant-undRundstangensowie Rund- und Profilrohre – rund um die Uhr, sicher und komplett mannlos.
3D-ErkennungfürpräzisesHandling
KASTOpick bar scannt Lagerkassetten mit einem 3DSensor und erstellt eine Punktewolke mit über neun Millionen Messpunkten. Die KASTO-Software erkennt StäbeundermitteltoptimaleGreifpunkte.Sovereinzelt dasSystemselbstunsortiertesMaterial–ohneTeach-in. Dank der intelligenten Greifstrategie wählt KASTOpick bar automatisch das passende Werkzeug. Selbst ummantelte oder etikettierte Stäbe werden sicher erkannt und verarbeitet.
müssen kein Langgut mehr bewegen, was körperliche Belastungen reduziert und das Unfallrisiko senkt. GleichzeitigsteigertdieintuitiveBenutzeroberflächedie Produktivität: KASTOpick bar ist einfach zu bedienen und erfordert keine lange Einarbeitungszeit.
NahtloseProzessintegration
KASTOpick bar lässt sich sowohl in bestehende Lagersysteme integrieren als auch als Teil einer Neuanlage nutzen. Es kommuniziert mit ERP-Systemen und nachgelagerten Maschinen, um einen reibungslosen Materialfluss sicherzustellen. Das System übernimmt die Kommissionierung von Langgut sowie die Bereitstellung von Einzelstangen für nachfolgende Verarbeitungsschritte.
Automatischkommissionieren
KONTAKT
KASTOMaschinenbauGmbH&Co.KG
Industriestr. 14
77855 Achern
harriet.rommel@kasto.com www.kasto.com
KASTOpickbareignetsichbesondersfürUnternehmen mit variierenden Materialanforderungen. Vor allem in High-Mix-Low-Volume-Anwendungen bietet es klare Vorteile, da es unterschiedlichste Stabformen erkennt und automatisch die optimale Greifstrategie wählt. Die hochpräzise Steuerung gewährleistet sichere Bewegungen mit maximaler Wiederholgenauigkeit.
PerfekteErgänzungimKASTOpick-Portfolio
Mit KASTOpick bar erweitert KASTO sein Automatisierungsportfolio Während KASTOpick sheet Bleche vereinzelt und KASTOpick split geordnet gestapeltes Langgut verarbeitet, übernimmt KASTOpick bar die Herausforderung chaotisch angeordneter Stäbe.
Ab sofort steuern Softwarelösungen von Lantek Stanz- und Scheranlagen von Euromac. Die Kooperation vereint die Leistung der Maschinen des Originalgeräteherstellers (OEM) Euromac mit der fortschrittlichen Automatisierungs- und Synchronisationssoftware von Lantek. Für die Kunden bedeutet sie Kosteneinsparung und einen deutlichen Sprung in ihrer Produktivität und betrieblichen Effizienz, wie es in einer Mitteilung heißt.
Die kombinierten Stanz- und SchermaschinenvonEuromacsindinderLage,lange Schnitte mit einem einzigen Ansatz auszuführen, was Bearbeitungszeit und Materialverbrauch reduziert. Im Gegensatz zu herkömmlichen Methoden, die mehrere Hübe oder einen hohen Energieverbrauch erfordern, liefert diese Technologie, die auf dem Modell Shear XT von Euromac basiert, schnellere und präzisere Schnitte bei bestmöglicherMaterialausnutzung,wieesheißt. DasmitderSoftwareExpertPunch-Plusvon Lantek optimierte Schersystem reduziert
den Blechverschnitt um bis zu 20 Prozent, macht Mikrostege überflüssig und maximiert die Effizienz eines jeden Fertigungsprozesses, wie es weiter heißt.
Über die Schneidleistung hinaus ermöglicht die Softwareintegration von Lantek eine vollständig autonome Produktion, so die Unternehmen. Stackmaster, das Palettiersystem von Lantek, organisiert und sortiert die geschnittenen Teile automatisch und gewährleistet einen nahtlosen Maschinenbetrieb ohne manuelle Eingriffe. Diese Automatisierung steigert die Effizienz der StapelungundKlassifizierungvonTeilenauf der Grundlage spezifischer Aufträge, reduziertdiemanuelleHandhabungundverbessert den Produktionsfluss.
Die Steuerung des Stanz- und Palettierungsprozesses automatisiert den kompletten Produktionszyklus großer Werkstückzahlen. Die automatische Entladung sorgt füreinenunterbrechungsfreien,kontinuierlichen Maschinenbetrieb, auch während mannloser Schichten. (ff) Eine automatisierte Fertigungslinie.
Lant ek
Bild:
BEWERBUNGSSTART FÜR DEN 10. BEST OF INDUSTRY AWARD
JetztIhreInnovationen einreichen!
Die Bewerbungsphase für die 10 Auflage der Best ofIndustryAwardshatbegonnen.DieserseitJahrenangeseheneWettbewerbbietetUnternehmen ausderIndustriedieMöglichkeit,ihreinnovativenProdukte und Lösungen einem breiten Publikum vorzustellen. In insgesamt 22 Kategorien können Unternehmen ihre Einreichungen abgeben und sich die Chance auf den begehrten Titel sichern.
IhreChancezurSichtbarkeit
blechnet-TIPP
Jetzt direkt bewerben: www.bestofindustry.de
Der Best of Industry Award steht für Innovation und Fortschritt in der Industrie. Jedes Jahr sammeln wir die besten Leistungen und Lösungen, die die Branche voranbringen. Mit der Teilnahme an diesem Wettbewerb erhöhen Sie nicht nur die Sichtbarkeit Ihres Unternehmens, sondern positionieren sich auch als Vorreiter in IhrerBranche.NutzenSiedieGelegenheit,umIhreNeuheitenundTechnologienschnellundkostenlosinsRampenlichtzustellenunddasInteressevonVertreternaus den verschiedenen Bereichen der Industrie zu wecken. Gewinnen Sie wertvolle Kontakte, Anerkennung und langfristige Partnerschaften durch den Award
Werkannteilnehmen?
DerWettbewerbrichtetsichanUnternehmenallerGrößen und aus sämtlichen Bereichen der Industrie. Egal, ob Sie ein kleines Start-up oder ein etabliertes Unternehmensind–wennSieinnovativeLösungenoderProdukteentwickelthaben,dieeinenpositivenEinflussauf die Industrie haben, sind Sie herzlich eingeladen, sich zu bewerben. Es spielt keine Rolle, ob Ihre Arbeit lokal, national oder international ausgelegt ist – wir suchen nachsämtlichenInnovationen,diedasPotenzialhaben, den Markt zu revolutionieren. Die Teilname am Award ist kostenlos.
SofunktioniertdieAbstimmung
Die Besonderheit beim Best of Industry Award ist, dass dieEntscheidungüberdieGewinnernichtvoneinerJury, sondern von Online-Usern getroffen wird. Nach AbschlussderBewerbungsphasewerdendieeingereichten Lösungen in einem öffentlichen Online-Voting präsentiert. Jeder Nutzer hat die Möglichkeit, für seine Favoriten abzustimmen und so aktiv an der Gestaltung des Wettbewerbsteilzunehmen.DieseArtderAbstimmung gewährleistet eine breitere Akzeptanz und fördert das InteresseandenteilnehmendenUnternehmenundderen Innovationen.
DieVorteilederTeilnahme
Die Gewinner des Best of Industry Award profitieren nicht nur von der Auszeichnung selbst, sondern auch von der medialen Aufmerksamkeit, die mit dem Wettbewerb einhergeht. Berichterstattung in Fachmedien und die persönliche Einladung der Finalisten zum großen Networking-Event mit Preisverleihung sind nur einige der Vorteile, die Sie durch Ihre Teilnahme erhalten können.
BewerbungsfristundKontakt
Die Bewerbungsfrist für den Best of Industry Award endet am 20 Juni 2025 Stellen Sie sicher, dass Sie Ihre innovativenLösungenbisdahineingereichthaben.Für weitere Informationen und zur Einreichung Ihrer Bewerbung besuchen Sie direkt unsere Website unter www.bestofindustry.de/bewerbung (si)
Der Best of Industry Award geht in seine 10. Runde. Auch im Jubiläumsjahr suchen wir nach den herausragendsten neuen Lösungen und Produkten in der Industrie. Bewerben können sich Unternehmen in 22 Kategorien. Die Gewinner des Best of Industry Award 2024.
Jahreshauptversammlung2025 desVdLBinTrier
Die Ordentliche Mitgliederversammlung des Verbandes fand in diesem Jahr im über 2000 Jahre alten Trier statt. Unsere Mitglieder, die Firmen Brosius, Huppertz sowie Die Kanter & Schlosser, hatten eingeladen und die Türen geöffnet.
Zuerst führte uns der Weg in den Landkreis Trier-Saarburg nach Föhren. Thomas Brosius gründete das Unternehmen Brosius Maschinenbau & Stahlkonstuktion GmbH im Jahr 2005. Heute produziert man auf rund 10.000 Quadratmetern mit über 100 Beschäftigten in modernen Hallen und die nächste Generation steht schon in den Startlöchern.
Die nächste Station an diesem Tag war die Firma HuppertzunddiedazugehörigeFirmaNewLaserinSt.Vith in der belgischen Provinz Lüttich Auch im Familienunternehmen Huppertz herrschte eine tolle Atmosphäre, Mireille und ihre Mitstreiter Thomas Cramer und FreddyClassenzeigtenunsbeeindruckendeFirmenbei herzlicherGastfreundschaft.Diesekonntenwiraucham nächsten Tag bei Die Kanter & Schlosser in Trier genießen.
Die Atmosphäre war durch einen regen Austausch geprägt,alleTeilnehmerhattenoffensichtlichSpaßander gelungenen ersten Veranstaltung im Jahr 2025. ZumAuftaktderOrdentlichenMitgliederversammlung legteder1.VorsitzendedesVerbandes,MatthiasDücker, seinen Rechenschaftsbericht für das Jahr 2024 dar und stellte die Planungen für Sommer und Herbst 2025 inklusive der Treffen der zweiten Führungsebene vor. Die Vertreter dieses Formats werden sich im Mai im Allgäu treffen und u.a. das Mitgliedsunternehmen Kolb sowie dieFirmenDMGMoriinPfrontenundExploryxinOberstaufen besuchen.
Für Diskussionen aktueller Themen bot ein Workshop Raum.InformationenvonderFirmaThyssenkruppgab es im Rahmen des Vortragsteils der JahreshauptversammlungzumThema„NachhaltigkeitinderStahlproduktion: CO₂-reduzierter Stahl und die Vision von klimaneutralem Stahl bis 2050“.
Die nächste Veranstaltung des Verbandes deutscher Laseranwendere.V findetvom26 bis29.Juni2025inEmsdettenimnördlichenMünsterlandbeiderFirmaWüller statt. Auch dort erwartet die Teilnehmer ein interessantesProgramm,u.a miteinemBesuchundVorträgenim Bioenergiepark in der Klimakommune Saerbeck. Zum Schwerpunkt Unternehmenskultur wird Eva SchulteAustum das Thema Erfolgsfaktor Vertrauen in den Mittelpunkt ihres Referates stellen. Im Herbst werden wir unser Mitglied, die Firma Schink, im Coburger Land besuchen. Wir freuen uns auch dort auf Firmen-Besichtigungen und eine spannende Zeit mit interessantem Programm. Selbstverständlich sind auch zu diesen Veranstaltungen wieder Gäste aus der Branche herzlich willkommen, Interessenten melden sich gerne in der GeschäftsstelledesVdLBbeiUlrikeLängert. Die Kontaktdaten finden Sie auf derHomepagedesVerbandesund untenstehend n
Verbandstreffen & Netzwerken
Die Jahreshauptversammlung des VdLB lockte in diesem Jahr in den Großraum Trier
Bild:
Der3D-Druckgehtin die„vierteDimension“
Beim 3D-Druck wird das fertige Produkt – bis auf nachträgliche Arbeiten wie zum Beispiel Polituren – in einem Arbeitsschritt hergestellt
Obwohl das Verfahren des 3D-Drucks seit mehr als drei Jahrzehnten angewandt wird, ist diese Technologie noch jung im Vergleich zu etablierten Fertigungstechniken. Besonders bei den Ausgangsmaterialien, speziell wenn es um metallische Werkstoffe geht, gibt es noch Optimierungsbedarf.
Dank3D-DruckskönnenProduktemitbishernicht möglichen, komplexen StoffzusammensetzungenunddamitauchvölligneuartigenEigenschaften hergestellt werden. Hier setzt das neue Fachgebiet „Werkstoffe für die Additive Fertigung“ an, welches an der TU Berlin im Rahmen einer Kooperation mit dem Werner-von-Siemens Centre for Industry and Science gegründet wurde.
Glühend heißer Stahl fließt in eine Barrenform und wird nach dem Erstarren, immer noch glühend, zu Blechen oder Stäben gewalzt. Diese können anschließend zuunterschiedlichenFormentiefgezogen,gebogenoder geschmiedet werden. „Bei jeder dieser Umformungen verändert sich auch die Werkstoffstruktur, wobei aber die wichtigsten Materialeigenschaften bereits beim Guss des Werkstoffrohlings festgelegt werden“, sagt ChristianHaase.ImGegensatzzudiesemTop-down-AnsatznutzemanbeideradditivenFertigungeineBottomup-Methode: Beim 3D-Druck wird das fertige Produkt –bis auf nachträgliche Arbeiten wie zum Beispiel Polituren – in einem Arbeitsschritt hergestellt. Im sogenannten Pulverbettverfahren schmilzt dazu ein Laser- oder Elektronenstrahl ein pulverförmig vorliegendes Material selektiv an bestimmten Stellen auf, sodass schließlich Schicht für Schicht ein komplexes Werkstück mit fast beliebigen Formen entstehen kann. Beim Laserauftragschweißen können sogar ganz unterschiedliche MaterialienzusammeneinWerkstückaufbauen,wobei das jeweils gewünschte Material erst kurz vor dem Aufschmelzen durch den Laser etwa als Pulver-Gas-Gemisch aufgesprüht wird.
„Durch diese Produktionsweise lassen sich direkt bei derFormgebunganunterschiedlichenStellendesWerkstücks ganz unterschiedliche Material- und Oberflächeneigenschaften einstellen, und zwar auf völlig verschiedenenGrößenskalen“,sagtChristianHaase Neben derMöglichkeit,beimLaserauftragschweißenverschiedene Materialien zu kombinieren, seien auch die Energie, der Strahldurchmesser und die BewegungsgeschwindigkeitdesLasersParameter,mitdenenMaterialeigenschaften beeinflusst werden können „Von der unterschiedlichenchemischenZusammensetzungund der Anordnung einzelner Atoms, über großräumigere, erwünschte Abweichungen in der Kristallstruktur bis hinzurKornstrukturdesMaterials,diemanchmalschon mit bloßem Auge sichtbar ist – in all diesen GrößenbereichenkönnenwirgezieltVeränderungenvornehmen.“
Diese Möglichkeit, neben der praktisch frei wählbaren dreidimensionalen Form in der additiven Fertigung auch völlig neue Materialeigenschaften in die MikrostrukturderWerkstoffezuintegrieren,wirdinderFachwelt auch als „vierte Dimension“ im 3D-Druck bezeichnet.IndenkommendenfünfJahrenwirdHaasemitdem
ERCStartingGrant„HeteroGenius4D“diesezusätzliche Dimension untersuchen. „Die Schwierigkeit ist hier, dassdieAnzahlderParameter,diemanverändernkann, sehr hoch ist. Schon allein der Raum der chemischen Zusammensetzungen,mitdenenmanarbeitenkann,ist extrem breit, selbst wenn man sich auf metallische Werkstoffe beschränkt“, erklärt Haase. Dazu kämen die Prozessparameter wie die Eigenschaften und die FührungdesLaserstrahls.„EsgibtalsoeineVielzahlanmöglichen Kombinationen, aus denen man das Optimum herausfiltern muss. “
Um diese Herausforderung zu lösen, setzt Haase auf Computersimulationen von neuen Werkstoffen, die deren Eigenschaften vorhersagen. „Das funktioniert aber nur, wenn diese Simulationen auf einer soliden Datenbasis aufbauen können“, sagt Haase. Daher führen er undseinTeamauchsogenannteHochdurchsatz-Experimentedurch,beidenenProbekörpermitHilfedesLaserauftragschweißens in Hochgeschwindigkeit erstellt werden und automatisiert Messungen der Härte dieser Probekörper und elektronenmikroskopische Aufnahmen von ihnen durchgeführt werden. „Am Schluss habenwirganzeLandkarten,diezeigen,wiedieWerkstoffeigenschaften von der chemischen Zusammensetzung undetwaderLaserleistungabhängen.AufdiesenLandkarten können dann Simulationsprogramme eine verfeinerte Suche nach den für einen Anwendungszweck genau gewünschten Materialeigenschaften durchführen. “
3D-Druck wird in der Industrie traditionell dort angewandt, wo komplexe Werkstücke in kleiner Stückzahl benötigtwerden.EtwafürGussformenundSpezialwerkzeugeinProduktionsanlagen,inderHalbleiterindustrie, aber auch in der Luft- und Raumfahrt. „Auch bei der Energiewende wird die additive Fertigung eine hilfreiche Rolle spielen“, sagt Christian Haase und nennt als Beispiel ein Forschungsprojekt, das er im Bereich Mobilität durchgeführt hat. Dabei ging es um hochfeste Aluminiumlegierungen, bei denen das teure und geopolitischkritischeElementScandiumersetztwerdensollte. Mithilfe seines Ansatzes aus Experiment und Simulation konnte die Gruppe von Haase das preiswertere ElementZirkonalsErsatzausmachen,dasinderLegierung besser Eigenschaften zeigte und zudem Gewicht einsparte.
„Auch in den heißen Bereichen von Gasturbinen, sei es im Flugzeug oder aber bei der Umwandlung von Erdgas oder Wasserstoff in elektrischen Strom, kann der 3D-Druck große Vorteile bringen, etwa weil durch neue Geometrienganzandere,indieTurbineintegrierteKühlsysteme möglich werden“, so Haase, der in diesem Bereich ebenfalls bereits einschlägige Projekterfahrung vorweisen kann. (ff)
VERFASST VON StefanieTerp
Chief Communication Officer
TU Berlin
Sichern Sie sich jetzt Ihre Tickets für die 5. Fachtagung „Mehr Effizienz im Presswerk“ am 5. Juni 2025!
JETZT TICKETS SICHERN!
HolenSiemehrausIhrer Umformlinieraus!
Sie betreiben eine Stanz- und/oder Umformlinie und wollen mehr rausholen? Wie sich Kosten senken lassen und Output, Qualität und Effizienz gesteigert werden können, erfahren Sie auf der Fachtagung „Mehr Effizienz im Presswerk“ am 5. Juni 2025 in Würzburg.
Laufen müssen sie! Pressenlinien sind eine große Investition,entsprechendvielOutputerwartetman von ihnen. Vor dem Hintergrund der Herausforderungen von Qualität, Flexibilität, sinkenden Losgrößen undVerfügbarkeitengiltes,dieProduktionfürdensteigenden Kostendruck fit zu machen.
Welche Ansätze bieten sich zur Steigerung der Gesamtanlageneffektivität (Overall Equipment Effectiveness,OEE)?WelcheRealisierungenhelfen,dieAnlagenverfügbarkeit zu erhöhen? Beispielsweise können zu langeRüstprozesseodernichtoptimalaufgesetzteintralogistische Schnittstellen für Verluste sorgen.
DasProgrammsteht
Die Fachtagung „Mehr Effizienz im Presswerk“ zeigt, welchePotenzialeinIhrerProduktionausgeschöpftwerdenkönnen,undbietetLösungen,dieSiesofortinIhrem beruflichen Alltag unterstützen. Dabei beleuchtet sie mit praxisnahen Vorträgen die verschiedenen Handlungsfelder, die zu einer Effizienzsteigerung beitragen.
NebendenProduktionsanlagenselbststehendabeiauch die nötigen Lösungen aus dem Peripheriebereich, wie Werkzeuge, Qualitätssicherung, Instandhaltung, Handhabung und Simulation, im Fokus
Das Programm steht und bietet zahlreiche Vorträge Aus dem Bereich der Pressenhersteller zeigt zum Beispiel Fagor Arrasate, wie neue Technologien im Presswerk die Wettbewerbsfähigkeit erhöhen. Darüber hinaus geht es um Automation und wie eine Effizienzsteigerung durch Transfersteuerung möglich wird.
OhneDigitalisierunggehtesnichtmehr
DasFraunhofer-IWUstelltsmarteundautarkeSysteme vor, die als Enabler für eine effiziente und optimale Produktion fungieren. Im Vortrag wird an zwei Beispielen gezeigt, wie smarte Systeme in der Pressentechnik eingesetzt werden können, um Fehler und resultierende Anlagenstillständezuvermeidenundeffizienterzuproduzieren. Zusätzlich wird ein intelligentes Antriebssystem vorgestellt, welches unter Einsatz von autark funk-
tionierender Überwachungssoftware den Betrieb hydraulischer Pressen energieoptimal gestalten kann
Und Autoform Engineering nimmt die Teilnehmer mitzumThema„SmarteProduktion–mitdemdigitalen Prozess-Zwilling“ DieserdigitaleProzess-Zwillingbildet den Produktionsprozess virtuell ab und unterstützt die Pressenbediener dabei, datenbasierte Entscheidungen zu treffen Der aktuelle Ist-Zustand wird dabei kontinuierlich mit dem Soll-Zustand verglichen Sobald die Abweichungen zueinander zu groß werden, beginnt die SoftwareeinenÄnderungsvorschlagaufBasisdervorab durchgeführten Sensitivitätsanalyse zu erarbeiten, die diesen Produktionsdrift kompensieren soll. Somit können gezielte Handlungsempfehlungen für den Pressenbediener abgeleitet werden.
Ebenfalls mit „Beautiful Data“ beschäftigt sich Consenses: Bestmögliche Datenqualität nennen wir Beautiful Data, weil innerhalb kürzester Zeit kritische Eigenschaften von Prozessen zielgerichtet hinterfragt und bewertet werden können. Im Vortrag zeigt Consenses Anwendungsbeispiele und geht auf ein aktuelles F&EProjekt ein, in dem das Unternehmen derartige Daten mittels Wissensgraftechnologie an Konstruktionsanforderungen bindet.
ElunicstelltKI-AgentenimPresswerkvor:KI-Agenten, die autonom Prozesse abwickeln, sind der Dampfmaschine der Moderne vergleichbar Anhand umgesetzter und wirksamer Anwendungsfälle aus einem Presswerk und Fertigungsbetrieb wird dargestellt, wie KI die Effizienz, Qualität und Wartung optimiert. Der Fokus liegt auf der Integration in bestehende Systeme und dem WandelderArbeitskultur.ErfahrenSie,warumKI-Agenten in der Produktion unverzichtbar werden und Wettbewerbsvorteile sichern – und wie sie auch Ihren Arbeitsalltag revolutionieren können.
ForcamEniscozeigt,dassKennzahlenwiedieOEEfür einzelne Bereiche wichtig sind, entscheidend aber der Gesamtprozessist.DerSchlüsselzumErfolgist,ausvielenEinzelbedingungeneinenstabilenGesamtprozesszu formen. Das klappt mit digitaler Steuerung durch moderne MES-Software.
Effizienz,DigitalisierungundNachhaltigkeitsindzentraleErfolgsfaktorenindermodernenAutomobilindustrie.DieUnternehmenIlarizundCoilDNA,präsentieren einen innovativen Ansatz, der diese Ziele maßgeblich gezielt unterstützt. Effiziente und nachhaltige Produktion durch digitale Rückverfolgbarkeit in der Umformtechnik ist hier das Motto.
Peripherie,dennjedeStellschraubezählt
Qualität hat sich auch das Fraunhofer-IPM auf die Fahnen geschrieben: „Mehr Präzision im Presswerk: zukunftsweisendeoptischeMesstechnologienfürhöchste Qualitätsansprüche“ DerVortragpräsentiertinnovative Ansätze zur Qualitätssicherung in der Pressenlinie, mit einem Fokus auf neuartige optische Messsysteme, die auf Speckle-interferometrischen Technologien sowie Multi-Kamera- und Multispektral-Ansätzen basieren Diese Technologien ermöglichen eine ortsaufgelöste Rauheitsmessung der Blechoberfläche und die flächige Inspektion von Beölung und Verschmutzung direkt vor dem Umformprozess.
Durch die hochgenaue Vermessung von 3D-Geometrien und Oberflächen werden kleinste Defekte und Inhomogenitäten erkannt, was eine Qualitätsprüfung der
umgeformten Bauteile in Echtzeit und direkt in der Fertigungslinie ermöglicht.
ZumWerkzeugträgtdasICMInstitutChemnitzerMaschinen- und Anlagenbau bei und beschäftigt sich in seinem Vortrag mit einer Pressencharakterisierung für die simulationsgestützte Bombierung von Karosseriewerkzeugen. Und Dayton Progress stellt in seinem Vortrag die Vorteile eines Einsatzes von Verbundwerkstoffen als Gleit- und Führungselemente in Presswerkzeugen für die Kalt- und Warmumformung vor Die vorgestellten Verbundwerkstoffe sind dreimal hitzebeständiger und achtmal leichter als herkömmliche Bronze mit Graphiteinsätzen, was sie ideal für die Warmumformung macht. Das geringe Gewicht erleichtert das Handling, reduziert dynamische Lasten und spart beim Transport CO2-Emissionen. Ein extrem niedrigerReibkoeffizient(zwölfmalgeringer)minimiertVerschleißundWartung,wasimProduktlebenszyklusdeutliche Kostenvorteile bietet. Und Steinel zeigt Lösungen für Stickstoffsysteme im Presswerk.
Kostenersparnis durch robuste und flexible Handhabung – so sieht die Handhabungstechnik aus, die Formhand beleuchtet. Die Greifkissen des Unternehmens sinddieGrundlagefüruniverselleinsetzbareGreifer,die aufgrundihrerneuartigenBauweiseeinehoheFlexibilitätaufweisenundinderHandhabungstechnikzurdrastischen Reduzierung vorhandener Greifer führen.
Handlingprozesse im Presswerk schaut sich auch Strothman an. In diesen schlummern zahlreiche Potenziale, die mithilfe von Simulationen identifiziert und genutzt werden können. Ein zentrales Beispiel dafür ist die Bewegungsplanung von Transfersystemen. Durch die Optimierung dieser Bewegungsabläufe kann wertvolle Zeit eingespart und die Ausbringungsleistung der Anlage gesteigert werden. Gleichzeitig werden potenzielle Kollisionen erkannt, wodurch für einen sicheren und stabilen Prozessablauf gesorgt wird
Transfersysteme, Feedersysteme, Platinenlader oder auch Bandanlagen beleuchtet Automatic-Systeme Dreher im Vortrag
MitWissenZukunftsichern
Den Fokus auf Beölung legen die Unternehmen REA Elektronik, LBI oilfree und Amtec Kistler So helfen innovativeölfreieSchmiermittelsystemebeiPräzisionund Nachhaltigkeit beim Umformen und eine Reduzierung vonAusschusswirddurchselektiveundprozesssichere Nachbeölung der Platinen im Front of Line möglich. Ein Einblick der besonderen Art wird von WBI gegeben. Wissen ist der Schlüssel zum Erfolg in der modernen Wirtschaft. Doch wie können Sie Ihr Unternehmenswissen bestmöglich sichern, organisieren und nutzbar machen, um sich einen Vorsprung zu verschaffen und neue Lösungen zu entwickeln? In diesem Vortrag erfahren Sie, wie wichtig strukturiertes Wissensmanagement ist und warum es Ihnen hilft, den aktuellen Herausforderungen und Chancen in Europa zu begegnen,demFachkräftemangelentgegenzuwirkenund derKonkurrenzausFernosteinenSchrittvorauszusein.
Beim gemeinsamen Vorabend-Event in Reisers Genussmanufaktur und in der begleitenden Fachausstellung ist genügend Zeit, um individuelle Gespräche und Networking zu genießen. (ff) SichernSiesichjetztIhreTickets! www.effizienz-im-presswerk.de
VERFASST VON FraukeFinus
Leitende Redakteurin blechnet
SCHWENKBIEGEN
VollautomatischesAbkanten
Die Schröder Group hat kürzlich eine Anlage für vollautomatische industrielle
Produktionsprozesse vorgestellt: die MAK 4 Evolution UD, die mit einem FanucRoboter ausgestattet wurde. Die gesamte Automatisierung wird über die Software von Schröder gesteuert – spezielle Robotikkenntnisse sind dafür nicht erforderlich.
VERFASST VON
MarcusPlanckh
Freier Autor
DerMarktbietetbislangnurwenigeLösungen,die Blechteile mit einem Gewicht von mehr als 100 Kilo automatisiert handhaben können. Üblicherweise werden bisher Abkantpressen durch Roboter bedient,wasjedochtechnischaufwendigundlangsamist Die Schröder Group dringt mit ihren SchwenkbiegemaschinenseitJahreninBereichevor,indenenbisherausschließlich Gesenkbiegemaschinen eingesetzt wurden. Automatisierungslösungen auf Basis der bidirektionalenSchwenkbiegemaschinevonSchröderfolgendem Prinzip„einMalanschlagen,allesbiegen“underreichen damit kurze Taktzeiten. Die auf der letzten Euroblech präsentierte Lösung demonstrierte eindrucksvoll die Zukunft des industriellen Abkantens schwerer Bleche. Der Roboter lädt bis zu 6 Millimeter starke und 3000 × 1500 Millimeter große Bleche auf die Maschine, während die fertig gebogenen Produkte automatisch auf einer Palettierstation gestapelt werden. Dank des pneumatischen Anschlags der MAK 4 Evolution UD und der Up-and-down-Biegewange durchläuft die Schwenkbie-
gemaschine den Fertigungsprozess selbst völlig ohne Eingriffe des Roboters
Keepitsimple
DasZielderSchröderGroupwares,einerobuste,einfach zu bedienende Lösung zu entwickeln, die höchste WiederholgenauigkeitmiteinemschnellenTaktvereint.Ein entscheidender Vorteil: Der Fertigungsprozess selbst erfolgt völlig ohne Eingriffe des Roboters. Möglich ist dies durch den bereits sehr hohen AutomatisierungsgradderSchwenkbiegemaschine.EinzentralesElement ist dabei die exakte Positionierung des Blechs. Das Advanced Handling System von Schröder setzt hierfür auf einoptischesKantendetektierverfahrenmitzweiKameras. Direkt hinter der Biegelinie wird die Position des BlechserfasstundmitderGeometriederflachenPlatine oder des Bauteils abgeglichen. So wird sichergestellt, dass das Material exakt zum Biegeprogramm passt. Zusätzlich wird in diesem Schritt ein Positionsmessver-
Liegt das Blech auf dem Anschlagtisch, übernimmt das pneumatische Advanced Handling System der Maschine.
DasRobotermodul inderSchröderSteuerung
POS3000
Der Bediener erstellt im POS 3000 eine Jobliste, die bestimmt, welche Produkte in welcher Stückzahl gefertigt werden sollen. Die POS 3000 kommuniziert mit der Supervisor-Software von Starmatik, in der über eine 3D-Darstellung festgelegt wurde, wo sich welche Platinen befinden. Die POS 3000 entscheidet dann über den bestmöglichen Ablauf für den Roboter
fahrendurchgeführt,daseinemöglicheVerdrehungdes eingebrachtenBauteilssowieeinenVersatzinzweiRichtungen erkennt. Die Maschine berechnet dann innerhalbvonSekundendieerforderlichenAchsenanpassungen.AnstatteinerVermessungdesBlechswieüblicham Hinteranschlag wird hier das Blech 200 Millimeter hinter der Biegelinie vermessen. Für die Positionierung ist der Saugplattenanschlag der Maschine zuständig Dadurch ist keine hochgenaue Roboterpositionierung erforderlich. Das langsamere Anschlagen an HardwarePins des Hinteranschlags durch den Roboter wird lediglich bei Blechen bis zu einer Größe von 2500 × 1200 Millimeter genutzt, um parallel zur Hauptnutzungszeit das nächste Blech für den Biegeprozess vorzubereiten.
Die Fertigung mit Roboterhandlingsystemläuftwiefolgt ab: Zunächst greift der Roboter ein Blech von der Palette mitzugeschnittenenPlatinen und führt es an die Doppelblecherkennung Dabei handelt es sich um ein einfaches Messsystem, das sicherstellt, dass nicht versehentlich zwei zusammenhaftende Bleche aufgenommen werden. Falls diesdieSpreizmagneteinden Aufnahmestationen der Rohplatinen nicht bereits verhindert haben, sorgt diese Vorkehrung für zusätzliche Sicherheit. Anschließend positioniert der Roboterarm das Blech so, dass es in der richtigen Ausrichtung auf die Schwenkbiegemaschine kommen kann. Dazu dient ein „klassischer“Zentriertisch,wie er aufgrund seiner Einfachheit in den meisten Blechroboteranwendungen verwendet wird. Der Roboter legt das Blech auf den schrägen Tisch und das Blech rutscht gegen zweifesteAnschlagseiten.Danachübernimmtderdrehbare Saugplattenanschlag des Biegezentrums das Bauteil und richtet es für den Biegeprozess aus.
Im Anschluss übernimmt der Roboterarm das Stapeln der Produkte. Dabei kann die Wendestation zum Einsatz kommen. Sie fixiert das gebogene Produkt vertikal, während der Roboter darum herumfährt, um es von der anderen Seite zu greifen. So können gebogene Bleche in verschiedenen Orientierungen auf der Palette gestapelt oder geschachtelt werden. Eine weitere Anwendung: Häufig müssen Rohplatinen nach
dem Laserschneiden gewendet werden, um die Gratseite des Bleches in einem Biegeprodukt nach innen zu bekommen. Dies ist sonst oft ein eigenständiger Vorgang WozudieWendestationallerdingsnormalerweise nicht benötigt wird, ist das Wenden des Blechs für Gegenkantungen, da diese mit der Up-and-down-Biegewange durchgeführt werden.
DieAnlageerreichtihrenhohenTaktauchdurcheine effizienteMehrfachnutzungvonNebenzeiten.Während dieBiegemaschinerüstet,kannderRoboterRohplatinen beladen.UndwährenddieMaschinebiegt,kannderRoboter entweder die nächste Platine beladen oder ein gebogenes Produkt entladen. (ff)
Stanzgestelle von Meusburger HöchsteEffizienzdurch
Standardisierung
Die hochwertigen Normalien von Meusburger bilden eine verlässliche Grundlage für den Werkzeugbau. Durch den konsequenten Einsatz von Normalien lassen sich erhebliche Kosteneinsparungspotentiale nutzen.
Ihre Vorteile:
› Verzugsreduktion durch Spannungsarmglühen
› Höchste Präzision
› Ständige Verfügbarkeit
STANZBIEGEAUTOMATEN
GesamteProzessketteineiner virtuellenAnimation
Mit drei neuen Multicentern MC 42 und MC 82 von Bihler fertigt Schnöring seit
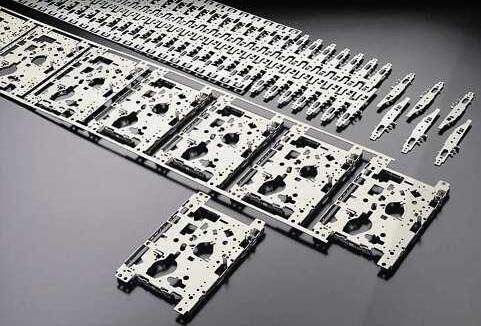
Kurzem Baugruppen für Gira-Steckdosen. Die virtuelle Animation der Fertigungslösung setzt das Unternehmen gezielt für Demonstrationen und Schulungen ein. Sie zeigt die gesamte, hochkomplexe Prozesskette, die die geforderte Taktratenerhöhung um 50 Prozent ebenso sicherstellt wie die hohe Bauteilqualität der Erdungsbügel und Schuko-Kontakte.
SeitihrerGründungimJahre1926istdieSchnöring GmbHinSchalksmühlebeständiggewachsenund verfügtheuteüberetwa110Federwindeautomaten und rund 50 Bihler-Stanzbiegeautomaten. Damit stellt dasFamilienunternehmen,dasseit2018Mitgliedinder Kern-Liebers-Gruppe ist, auf etwa 16.000 Quadratmetern Produktionsfläche Federn, Drahtbiegeteile, Stanzbiegeteile und Baugruppen her
DigitalisierterProduktionsprozess
Zum Baugruppenbereich gehört seit 2008 auch die Fertigung von Komponenten für Gira-Steckdosen. Dabei handelt es sich um den Erdungsbügel und die beiden zugehörigen Schuko-Kontakte in Rechts- und Linksva-
Die virtuelle Animation der neuen Fertigungslösung setzt Schnöring gezielt für Demonstrationen und Schulungen ein.
riante. Für diese Bauteile verfügt das Unternehmen nun über eine neue Fertigungslösung, die sowohl praktische Vorteile als auch virtuell erheblichen Mehrwert bietet. Dazu wurde der gesamte ProduktionsprozessderSchuko-Kontaktedigitalisiertundist alsAnimationverfügbar–analogzumdigitalen Animationsmodul der Bihler Digital App, das die Visualisierung und Animation kompletter Fertigungsanlagen sowie einzelner BaugruppenoderWerkzeugeohnezusätzliche Software ermöglicht. „Wir nutzen die Animation hauptsächlich für Schulungszwecke. Damit können wir auch unerfahrenen Mitarbeitern ohne CAD-Kenntnisse ganz genau zeigen, was wann und wo im Werkzeug passiert. Hilfreich sind dabei auch die in der Animation hinterlegten Infos und Hinweise zu spezifischen Werkzeug-Einstellmöglichkeiten“, sagt Axel Schnöring, verantwortlich für das Kern-Liebers Lead Center Stamped Bent Parts in Schalksmühle. „Die Animation hilft uns, unseren Mitarbeitern das nötige Know-how für diese komplexe Prozesskette zu vermitteln und sie dafür gezielt zu qualifizieren“, ergänzt Jürgen Brielmaier, COO der Kern-Liebers-Gruppe. „Mit derartigen Animationen können wir unsere Kunden aber auch sehr gut beispielsweise bei ProduktänderungenbegleitenundentsprechendeLösungenerarbeiten. AnimationensinddamitdieidealeErgänzungzumherkömmlichen Musterbauteil.“
„In der Vergangenheit haben wir die Bauteile für die alte Gira-Steckdose ebenfalls auf Bihler-Maschinen gefertigt. Von anfangs 80 Takten pro Minute konnten wir die Leistung im Laufe der Jahre auf ca. 100 Takte steigern, womit wir aber definitiv unsere Kapazitätsgrenze erreicht hatten“, erzählt Axel Schnöring „Vor einigen Jahren entwickelte unser Kunde die Steckdosen jedoch weiter Neben einer Anpassung des Fertigungsprinzips gingdamitauchdieForderungnachhöherenTaktraten einher, um mehr als 700.000 Bauteile pro Woche ferti-
Bild:
Bihler
gen zu können. Auch die ohnehin schon hohe Maßhaltigkeit der Bauteile sollte nochmals gesteigert werden.“
FertigungamStreifen
Klar, dass sich diese Anforderungen mit dem bestehenden Equipment nicht umsetzen ließen – und so entwickelte die Schnöring GmbH zusammen mit Bihler ein neues Fertigungskonzept. Das Herzstück bilden zwei neue Multicenter MC 42 und ein neues Multicenter MC 82 Auf ihm erfolgt die Fertigung des sechsteiligen Erdungsbügels. Von diesen sechs Bauteilen werden der Bügel und der Kasten auf der MC 82 gestanzt und gebogen und mit den anderen vier Bauteilen (zwei Finger, SperrfederundKunststofflöseknebel)montiert,dieüber Fördereinrichtungen der Anlage zugeführt werden. Im Fertigungsprozess gelangt der Erdungsbügel mithilfe einesTransportbandesvonderMaschinenseiteAaufdie Maschinenseite B. Anschließend wird das Bauteil vereinzelt und gelangt dann in eine Messzelle, die automatischperKamerainTaktgeschwindigkeitauf100-prozentige Fehlerfreiheit prüft.
Auf den beiden Multicentern MC 42 hingegen laufen jeweils in Rechts- und Linksausformung die SchukoKontakte. Der Prozess startet mit dem Stanzen des Gehäuses und der Zuführung und Vormontage der vorgefertigtenundzugeführtenSperrfeder Dervormontierte Kontakt wird anschließend am Streifen auf die B-Seite
der Maschine geführt und ebenfalls mit einem Kunststofflöseknebel versehen. Das Bauteil wird am Streifen fertiggebogen,amStreifenderMesszellezugeführtund dortvermessen,bevorzumSchlussvereinzeltwird.„Der ausschlaggebende Unterschied zu unserem bisherigen Fertigungsverfahren besteht darin, dass praktisch alle Prozessschritte am Streifen und nicht am Einzelbauteil erfolgen.DieswarderentscheidendeFaktordafür,dass wirdiegeforderteTaktrateerreichenkonntenunddabei auch die geforderte, sehr hohe Bauteilqualität sicherstellenkönnen“,machtAxelSchnöringklar Dasgesamte Werkzeug- und Montagepaket wurde in der unternehmenseigenen Abteilung Konstruktion und Werkzeugbauentwickeltundgebaut.HiersetztdieSchnöring GmbHimBereichCADaufdieBihler-SoftwarebNX Die Lösung läuft seit April 2022 und bietet die nötigen Kapazitäten für jährlich mehr als 35 Millionen Bauteile.
„Erfolgsentscheidend für das Projekt war die enge ZusammenarbeitmitBihler DadurchkonntenwirdieKundenanforderungen hinsichtlich der 50-prozentigen Taktratenerhöhung wie auch die hohe Bauteilqualität realisieren“,bilanziertAxelSchnöring „DieneueLösung hatunsereKompetenzenenormerweitertundhebtuns deutlich von unseren Mitbewerbern ab Sie ist für uns wie ein Türöffner für weitere wegweisende Zukunftsprojekte.Dazuzähltbeispielsweiseeinelasergeschweißte mehrteilige Baugruppe, die wir auf einer Bimeric BM 4500 umsetzen werden.“ (ff)
VERFASST VON Dr.AnselmKoopmannundVinzenzHörmann
Unternehmenskommunikation & Marketing Otto Bihler Maschinenfabrik
Die Live-Demonstrationen wurden im Versuchsfeld des Fraunhofer-IWU gezeigt
STANZEN UND UMFORMEN
Zukunftsweisende TechnologieninChemnitz
Die 6. Fachtagung zum Stanzen und Umformen am Fraunhofer-IWU in Chemnitz übertraf alle Erwartungen. Mit gut 200 Teilnehmern aus 90 Einrichtungen wurde ein neuer Besucherrekord aufgestellt. Die Veranstaltung bot ein vielseitiges Programm mit Fachvorträgen, Live-Demonstrationen modernster Stanztechnik und regem Austausch zwischen Industrie und Forschung.
Am 30 Januar 2025 strömten rund 200 Fachleute nach Chemnitz, um an der 6 Fachtagung zum StanzenundUmformenteilzunehmen.DieOrganisatoren – das Fraunhofer-IWU, sowie die Firmen Unidor, Raziol, Bruderer und Fibro – hatten ein abwechslungsreichesProgrammzusammengestellt,dasdieTeilnehmer begeisterte.
VERFASST VON
Andreas
Hemmerle
Pressereferent
Fraunhofer-IWU
Ein zentraler Punkt der Tagung war die enge VerzahnungvonIndustrieundForschung Dieszeigtesichnicht nur in den Fachvorträgen, sondern auch in den LiveDemonstrationenimVersuchsfelddesFraunhofer-IWU Dort konnten die Teilnehmer zahlreiche neue Maschi-
nen und Anlagen in Erstvorführungen bestaunen, darunter einen Hochleistungs-Präzisionsstanzautomaten von Bruderer, die FB One von Feintool zur Umformung metallischer Bipolarplatten und das Axa-Bearbeitungsportal zur inkrementellen Blechumformung An insgesamt25VersuchsständenerlebtendieTeilnehmerinnovativeTechnologienundVerfahrenlive,wobeivielRaum fürAustauschundDiskussionenblieb ImFokusdervon WissenschaftlernundPraktikerngestaltetenVorführungen standen flexible inkrementelle Umformverfahren, Industrie-4.0/5.0-Prozesse rund um den Werkzeugbau und Retrofit-Lösungen zur Nachrüstung von Bestands-
Bild:
maschinen. Ein wichtiger Zukunftstrend, der auf der Tagungdeutlichwurde,istdieBauteilverfolgungmittels modernster, aufwandsarmer Technologien.
IntelligenteFertigungsprozessketten
Die elf Fachvorträge behandelten ein breites Spektrum an Themen, von der industriellen Bildbearbeitung mit künstlicherIntelligenzüberSchmierstoffeundAuftragtechnik im Stanzprozess bis hin zum CO2-Fußabdruck vonStanzautomaten.EinbesonderesAugenmerklagauf Zukunftsthemen wie intelligente Fertigungsprozessketten, nachhaltige Prozessstabilität, Hochgeschwindigkeitstechnologien und intelligente Bauteilverfolgung
DieRekordteilnehmerzahlunterstreichteinweiterhin wachsendesInteresseanThemendesStanzensundUmformens.DieTeilnehmerkamennichtmehrnurausder Automobilzulieferindustrie, sondern auch aus anderen Branchen wie dem Fassadenbau, Werkzeugdienstleistungen,HärtereiundBeschichtung Vieledergezeigten Technologien und Werkzeuge sind beispielsweise auch für die Wasserstoffsystemproduktion interessant – die Teilnehmer waren sich einig, dass die Stanz- und Umformtechnik vielfältige Anwendungsmöglichkeiten bietet,ummitbestehendenMaschinenundAnlagenein „atmendes“ Produktionsprogramm zu realisieren.
Branchenübergreifend wurden auch zahlreiche Herausforderungen diskutiert, denen sich viele Unternehmenstellenmüssen.EtwadieAnforderung,auchkleine Stückzahlen fertigen bzw. den Spagat von der (Groß-) Serie bis zur kleinen Stückzahl leisten zu können.
LösungsansätzehierzustandenimMittelpunktvieler Gespräche;wichtigeAnregungenbotendiezahlreichen Einblicke in wesentliche Abschnitte der Prozesskette Umformen und dazugehörige Technologien und Werkzeuge.
SpagatvonGroß-undKleinserie
Die Organisatoren sind nicht nur auf die sehr hohe Teilnehmerzahl stolz. Ebenso wichtig ist ihnen, dass das FormatinBezugaufAustauschundNetworkingsehrgut funktionierte. Dazu bot die Veranstaltung viel Raum, den die Teilnehmer bis deutlich nach dem offiziellen Veranstaltungsende ausgiebig nutzten.
So war die Veranstaltung aus Gästesicht ein voller Erfolg und hat gezeigt, dass der Schulterschluss zwischen WissenschaftundIndustriefürdenWissenstransferunerlässlich bleibt. Der Spirit, Herausforderungen mit Innovationen zu begegnen, erwies sich in Chemnitz als sehr vital – und die Planungen für eine Fachtagung Nr 7 im ersten Halbjahr 2027 haben bereits begonnen. (ff)
Bo nhöh bi 400 mm
UpDown-Schwenkbiegen nhöhe bis iege läuf
Intelligentes Bombiersystem
-Schwenkbiegen von Stahlbl bi mm
Programmieren der ab e mb rsystem
Einzigartige Halte- und Zudrückkräfte d Oberw b
Optional mit MetalLift für ergonomisches Arbeiten
lt nd Zudrückkräf O rw v z 120
präzis Bie n von dicken Blechen
Neue Schneidlösung
bei Ivens: Die robuste Schneidanlage der Baureihe Combi Cut wurde mit einer Arbeitsfläche von 21.000 x 4.500 Millimetern zur Bearbeitung besonders großer Bleche ausgelegt.
SCHNEIDEN
Plasmaschneidenin großenDimensionen
Mit einer neuen Plasmaschneidanlage kann das belgische Unternehmen Ivens im Antwerpener Hafengebiet moderne
Tanks schneller und präziser produzieren.
VERFASST VON
MelanieSöhnel
Marketing & Kommunikation
Microstep Europa
Das1930gegründetebelgischeUnternehmenIvens hat seinen Sitz seit fast 45 Jahren im Hafengebiet vonAntwerpen.HierentwirftundbautdasFamilienunternehmenmoderneTanksfürdieLagerungvon GasenundFlüssigkeiten,ChemikalienundBrennstoffen in allen Größen und Dimensionen. Zur Fertigung der LagertanksmiteinemDurchmesservonbiszu60mund biszu60.000KubikmeternVolumenbenötigtIvensgroße Blechbearbeitungsmaschinen. Nachdem eine von zwei Plasmaschneidanlagen nach 14 Jahren ersetzt werdenmusste,investiertedasUnternehmenineinerobuste Anlage der Baureihe Combi Cut von Microstep mit 21 Metern Länge und neuster Technologie
DasbelgischeUnternehmenIvensmitSitzimAntwerpener Hafengebiet wurde 1930 vom Urgroßvater von Peter Van de Perck gegründet, welcher das FamilienunternehmenheuteinvierterGenerationleitet IndenAnfängenbautedasUnternehmenvorallemunterirdische Kraftstofftanks.SeitdemVormarschderPetrochemiein den 1960er-Jahren konzentriert sich Ivens auf diesen Markt. Mit der Entwicklung des Antwerpener Hafens
ging auch das Wachstum als Unternehmen einher und soistIvensheutemit450Mitarbeiterneinesderführenden Tankbauunternehmen in Westeuropa, das Komplettlösungen für die Lagerung von Flüssigkeiten im petrochemischenSektoranbietet.VomEntwurfüberdie FertigungbishinzuTransport,InstallationundWartung erfolgt alles aus einer Hand. Die Lagertanks und Druckbehälter werden vom Hafen aus meist in europäische Länder und nach Zentralafrika verschifft
FürgroßeTanks
Die oberirdischen Flüssigkeitstanks haben heute ein Volumen von 100 bis 60.000 Kubikmeter „In unseren Produktionshallen können wir Tanks bis zu einer Höhe von 18 Metern und einem Durchmesser von 20 Meter bauen. Wenn wir sie vor Ort montieren, können wir sogar bis zu einem Durchmesser von 60 Metern gehen“, berichtet Inhaber Van de Perck. Solch große Dimensionen erfordern ebenfalls große Blechbearbeitungsmaschinen.BisherimEinsatzwarenbeiIvenszweiPlasma-
schneidanlagen: „Die kleine Maschine hat einen Schneidtisch von 14 x 3 Meter, die große hatte 21 x 4,5 Meter Letztere mussten wir nach 14 Jahren intensiver Nutzungersetzen“,soProduktionsleiterKrisLuyten.Dabei wandte sich der Tankbauer an den ihm vertrauten Microstep-HändlerWoutersCutting&Welding,aufden er sich bereits bei den bisherigen Schneidanlagen im Hinblick auf eine gute Kommunikation, schnelle Reaktionszeiten und erfahrene Servicetechniker stets verlassen konnte.
ZahlreicheBearbeitungsmöglichkeiten
Nach intensiver Beratung entschied sich Ivens für eine Plasmaschneidanlage der Baureihe Combi Cut von Microstep.DerAbsaugtischdervorherigenPlasmaschneidanlage konnte beibehalten werden, in vielen weiteren Bereichen brachte die neue Anlage technologische Verbesserung mit sich. Bei der Plasmaquelle stockte Ivens von 260 Ampere auf 450 Ampere auf, wodurch der Zuschnitt einiger Stähle jetzt mit Blechdicken von bis zu 50 Millimeter möglich ist. „Durch die Weiterentwicklung der Technologie sind wir noch schneller und können die Bleche präziser zuschneiden, was für uns sehr wichtigist,dadiePlattengenauzusammenpassenmüssen.“ Neben dem Plasmarotator verfügt die Combi Cut über einen Inkjet-Markierkopf und einen Nadelmarkie-
rer, um Schmelznummern aufzubringen, welche der Tankbauer für die Rückverfolgbarkeit benötigt „Früher wurde diese Hartprägung in einem späteren Produktionsschritt manuell vorgenommen. Indem wir dies nun direktvonderSteuerungderSchneidmaschineausmarkieren,sparenwirnochmalsvielZeitundreduzierendie Fehlerquote“,berichtetLuyten.AuchinSachenSoftware ist Ivens jetzt dank dem Machine Production Management MPM, das mit beiden Plasmaschneidmaschinen kommuniziert,aufdemneustenStand.„Diesermöglicht es uns, die gesamte Produktion vom Büro aus zu überwachen und alle nützlichen Daten auszulesen“, so der Produktionsleiter (ff)
Lieferzuverlässigkeit von99,7%
Zugangzu150 Hightech-Maschinen Keine Lagerhaltung und weniger technisches Personal nötig
VERFASST VON TimoSchmidt
Cobot Distribution & Ecosystem ABB Robotics
FACHARBEITERMANGEL
Schweiß-Cobots unterstützenMöbelbau
Der finnische Metallproduzent Lankapaja setzt zwei GoFa-Cobots von ABB ein. Das Unternehmen begegnet damit drei Herausforderungen dem Mangel an qualifizierten Schweißern, wachsendem Kapazitätsbedarf und dem Anspruch auf konsistent hohe Qualität.
Die Lankapaja Corporation ist ein finnischer Hersteller von Blech- und Drahtprodukten. Weitere wichtige Geschäftsbereiche sind die Metallbearbeitung und das hochpräzise Laserschneiden von Rohrprofilen, die zu anderen Komponenten geformt oder verbundenwerden.InihremWerkinSchwedenwerden vornehmlichRohrezuKomponentenfürMöbelundanderen Endprodukten geschweißt. Um die wachsende Kundennachfrage zu bedienen, galt es, die Produktion zu steigern. Da es jedoch an qualifizierten Schweißern mangelte,suchtedasUnternehmennachMöglichkeiten, den Schweißprozess mit Robotern zu automatisieren.
Durch den Einsatz von zwei GoFa-Cobots von ABB ist es dem Unternehmen inzwischen gelungen, die Schweißqualität zu verbessern und gleichzeitig die Personalengpässe zu beheben. Das Unternehmen hatte lange Zeit Probleme, qualifizierte Schweißer zu finden, dieinderLagewaren,dengefordertenhohenStandards
gerechtzuwerden.DiesführtezueinerVerringerungder Produktionskapazität und hinderte das Unternehmen daran, die Vorteile eines schnell wachsenden Marktes nutzen zu können.
CobotssparenwertvolleStellfläche
Deshalb installierte Lankapaja kollaborative Roboter in den Metall-Inertgas (MIG)-Schweißstationen. Das Unternehmen hatte bereits Erfahrung mit sechs großen ABB-Industrieroboterngesammelt,diezumLichtbogenschweißeneingesetztwerden.DiewichtigstenAnforderungenandieCobotswaren:SiesollteninderLagesein, qualitativ hochwertige Schweißnähte zu erzeugen, derenOptikMöbelanwendungengerechtwird.Zudemgalt der einfachen Bedienung ein weiteres Augenmerk. JERobotTeknik,einzertifizierterPartnervonABB,verfügtüberlangjährigeErfahrungimEinsatzvonSchweiß-
Im schwedischen Werk der finnischen Lankapaja Corporation kommen kollaborative GoFa-Roboter von ABB zum Einsatz. Dort führen sie – Seite an Seite mit den Mitarbeitenden –Schweißaufgaben an der Komponentenschweißstation aus.
roboternindenunterschiedlichstenAnwendungenund entwickelte eine Lösung, die auf zwei GoFa-Cobots von ABB basiert Mithilfe des Programmier- und Simulationstools RobotStudio von ABB stellte JE RobotTeknik sicher,dasssichdieCobotsandervorgesehenenArbeitsstation in den gewünschten Bahnen bewegen und es zu keinen Kollisionen mit Bauteilen oder Haltevorrichtungen kommen kann.
DieABB-CobotsbenötigenkeineSicherheitsbarrieren oder Zäune, wodurch Lankapaja wertvolle Stellfläche einspart. Zudem können die Cobots während der Produktion sicher neben den Mitarbeitern eingesetzt werden.DieCobotshalfenLankapajadarüberhinaus,PersonalfürandereAufgabenfreizusetzen,danureinePerson für die Überwachung der beiden Roboter benötigt wird
SchnelleProgrammierung,hoheQualität
Die No-Code-Software Wizard Easy Programming von ABBbasiertaufeinfachen,miteinanderkombinierbaren Blöcken, mit deren Hilfe sich Programme für die GoFaCobotserstellenlassen.DamitkönnenauchMitarbeitende ohne Programmiererfahrung ein einfaches Programm für fünf bis sechs Schweißnähte erstellen – in wenigeralsfünfMinuten.ZudembietendieRoboterdas sogenannteLead-through-Programmieren,beidemder RoboterperHandandiegewünschtenPositionenbewegt wird. Diese werden per Knopfdruck abgespeichert und das Programm ist sofort einsatzbereit.
Der GoFa-Schweißroboter von ABB verfügt über fortschrittliche Sensoren und eine Bewegungssteuerungstechnologie, die genaue Positionierung, reibungslose Bewegung und optimale Brennersteuerung gewährleisten.DamitmeistertderSchweißroboterkomplexeNahtkonfigurationen, enge Räume und schwierige Winkel, wasjederzeiteinwandfreieSchweißnähtegewährleistet.
Andreas Lundberg, Geschäftsführer von Lankapaja, betont:„DieCobotsvonABBsindeingroßerGewinn Die zusätzliche Kapazität, die sie ermöglichen, hat uns ein Wachstum in den Märkten für Möbel und Ladenbau sowie in anderen Segmenten beschert. Wir sind bereits dabei, mehr Platz zu schaffen, damit wir in naher Zukunft sechs Roboter mit drei Bedienenden einsetzen können, was eine weitere Ausweitung unserer Produktionskapazität ermöglicht.“ (st)
Neben der No-CodeSoftware Wizard Easy Programming von ABB können die Mitarbeitenden auch die sogenannte Lead-Through-Programmierung nutzen Hierfür muss der Roboter lediglich per Hand an die gewünschten Positionen bewegten werden. Diese werden dann per Knopfdruck automatisch abgespeichert.
blechnet-TIPP Für Lankapaja stellt die Kombination aus einfacher Programmierung und Geschicklichkeit der Cobots eine ideale Lösung dar, mit der das Unternehmen seine Produktionskapazität steigern konnte.
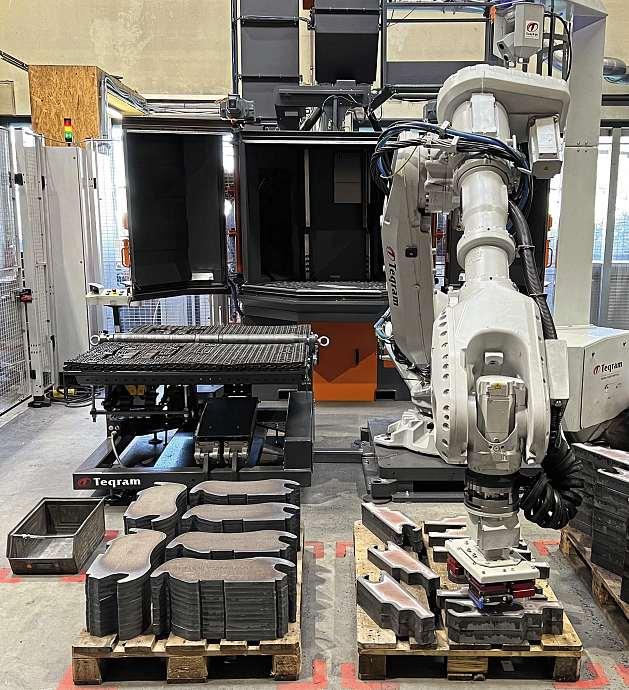
Früher wurden bei Martin in Ludesch, nahe Feldkirch und der Grenze zu Liechtenstein, Blechteile für Baggerschaufeln mühsam von Hand mit Meißel und Winkelschleifer bearbeitet. Seit Juli 2024 nutzt das Unternehmen einen Teqram-Roboter, der das Verputzen und Strahlen von Blechzuschnitten vollautomatisch übernimmt. Dadurch konnte Martin die Effizienz in der Teilefertigung steigern und die Arbeitsbedingungen der Mitarbeiter verbessern.
Als einer der größten Hersteller in Österreich produziert die Martin GmbH, eine Tochtergesellschaft von Huppenkothen, jährlich etwa 20.000 Anbaugeräte, darunter Schnellwechselsysteme, Löffel und Hydraulikkupplungen. Eine enorme Menge, die höchste Effizienz in der Bearbeitung verlangt.
VERFASST VON FransTollenaar undMarkus Lindörfer Geschäftsführer und Berater Teqram
HohekörperlicheBelastung
Die bearbeiteten Blechzuschnitte, mit Materialstärken von8bis70Millimeter,werdenaufeinermodernenPlasma- und Autogenschneidanlage geschnitten. Bis vor Kurzem waren mehrere Mitarbeiter damit beschäftigt, diese Teile manuell für die Weiterverarbeitung vorzubereiten.DieSchlackeanderUnterseitewurdemitMeißelnentfernt,währenddieOberseitemiteinemWinkelschleifer bearbeitet wurde. Diese Arbeit war nicht nur zeitaufwendig, sondern auch körperlich extrem belastend. Die Bauteile wiegen oft über 50 Kilo und müssen allegewendetwerden.Zusätzlichstelltdiestundenlange Handhabung vibrierender Werkzeuge eine große Belastung für die Mitarbeiter dar „Überhaupt Mitarbeiter für diese schwere und monotone Arbeit zu finden, war schon schwierig genug“, erklärt Herwig Koch, Betriebs- und Technikleiter bei Martin. „Zudem führten Krankmeldungen zu erheblichen Störungen im Betriebsablauf.“ Die Arbeit mit solchen HandwerkzeugenistnichtohneGefahr „DankderAutomatisierung mit dem Teqram-Roboter gehören diese Probleme jetzt der Vergangenheit an.“
DieEntdeckungdiesesrevolutionärenSystemsaufder Euroblech 2022 war ein Wendepunkt für Martin. „Ein Roboter, der ohne Programmierung arbeitet? Das hat unser Interesse sofort geweckt. Für unsere Teilevielfalt ist das eine Grundvoraussetzung“, berichtet Koch begeistert.
Flexibel,präziseundvollautomatisch
DasinnovativeSystemvonTeqrambietetmaximaleFlexibilität. Die Brennzuschnitte werden auf Europaletten indieRoboterzellegestellt,woderBedienerlediglichdie gewünschteBearbeitungsqualitätauswählt.VondereinfachenSchlackenentfernungbishinzumSchleifenvon SchmalseitenoderdemErstelleneines2-Millimeter-RadiusanallenEcken–derEasyGrindervonTeqrammeistert jede Anforderung mit verschiedenen, automatisch wechselnden Werkzeugen. Auch das Wenden und Greifen der Teile erfolgt vollautomatisch.
Teqram-Roboter bei Martin zum Entschlacken, Entgraten und Beladen der Rundtischstrahlanlage
Kleinteile werden beim Schleifen mit Magneten gehalten
Nachdem die Werkstücke verputzt wurden, übernimmteineRundtischstrahlanlagevonRöslerdasStrahlen. Der Teqram-Roboter schachtelt und platziert die Teile automatisch für eine optimale Auslastung der StrahlanlageundstapeltdiefertigenTeilewiederaufdie Paletten ab Alles ohne Programmierung Das Ergebnis sindeinbaufertigeBauteile,diesofortweiterverarbeitet werden können.
Was Teqram auszeichnet, ist die Vision-Technologie. Über das Easy-Eye-System und 3D-Vision-Sensoren erkennt der Roboter die Konturen der Werkstücke ohne aufwendiges Einlesen von Zeichnungen Auf Basis der ermittelten Geometrie und Materialstärke wird das Gewicht berechnet und der passende Greifer ausgewählt Das Werkstück wird dann automatisch auf dem Easy Flipperpositioniert.DerEasyFlipperwendetdasBauteil, sodass die beidseitige Bearbeitung optimal erfolgen kann.
KeineProgrammierung
Teqram verfolgt mit all seinen Lösungen den Ansatz „keine Programmierung erforderlich“. Dies macht das System besonders attraktiv für Unternehmen wie Martin,diekleinebismittlereLosgrößenfertigenundhäufig wechselnde Werkstücke bearbeiten Eine zeitintensive Programmierung wäre für solche Unternehmen schlichtweg unwirtschaftlich.
Mit der Automatisierung durch Teqram optimiert Martin nicht nur seine Produktionsprozesse, sondern stellt auch sicher, dass man Kunden höchste Qualität und Zuverlässigkeit bietet – und das bei maximaler Effizienz. Darüber hinaus haben sich die Arbeitsbedingungen für die Mitarbeiter deutlich verbessert, was Martin zu einem noch attraktiveren Arbeitgeber macht
VisionGuidedRobotics
Die von Teqram entwickelten autonomen Robotersysteme basieren auf einem modularen Baukastensystem. Mit innovativen Komponenten, wie einem 3D-VisionSystem,intelligentenGreifern,einerWendevorrichtung und einer KI-basierten Steuerung, lassen sich verschiedeneRobotiklösungenflexibelkonfigurieren–stetsmit dem Grundsatz, dass keine Programmierung oder manuelles Teachen erforderlich ist Zusätzlich zu den bei Martin eingesetzten Easy-Grinder- und Easy-ShotblastLösungen bietet Teqram auch Systeme für das Be- und Entladen von Entgrat- und Richtmaschinen, Durchlaufstrahlanlagen und Fräsmaschinen an. (ff)
SPEED MATTERS
5x SCHNELLER
Produkte bis zu fünfmal verarbeiten schnellerfür maximaleEffizienz.
RADIUS3
Sorgt für ein perfekt abgerundetes FinishSchlichtbearbeitung mit einem Radius bis zu 3mm.
Q-Fin garantiert den besten Selbstkostenpreis proProdukt. ScannenSie den QR und entdecken Sie dieQ-Fin-Geschwindigkeit
NACHHALTIGES DESIGN
DieEvolutionder technischenKonstruktion
In der Entwurfsphase werden 80 Prozent der Umweltauswirkungen eines Produkts festgelegt. Für eine größere Berücksichtigung der Nachhaltigkeit müssen viele Aspekte in die Konstruktionsentscheidungen einfließen. Wie das funktioniert, ohne in einer Datenlawine gefangen zu sein, zeigt Siemens.
Für eine umfassende Nachhaltigkeitsbewertung ist es wichtig, zu verstehen, wie ein Bauteil in die Fertigung und zum Kunden gelangt
DieArtundWeise,wiewirProdukteentwerfen,hat sich im Laufe unserer Existenz drastisch verändert – von den einfachen Werkzeugen unserer Vorfahren bis hin zur modernen Elektronik. Innerhalb dieses Bogens gibt es einen wichtigen Übergang: die Industrialisierung, denn mit ihr war eine genauere Planung des Herstellungsprozesses notwendig.
VERFASST VON ErynDevola
Head of Sustainability
Siemens Digital Industries
DiesezusätzlichenkonstruktivenÜberlegungenführten zu wesentlich höheren Produktionsmengen, da das Produkt unter Berücksichtigung des Herstellungsprozesses entworfen wurde. Durch industrielle Konstruktion konnten Produkte schneller und kostengünstiger hergestelltwerden.ImLaufederZeitwurdendieKosten minimiert und kreative Entwürfe im Rahmen der starren Anforderungen industrieller Prozesse erarbeitet –daherderNametechnischeKonstruktion.Leiderfehlte in dieser Formel eine Variable für langfristigen Erfolg
NachhaltigesDesign,alsoKonstruktionunterBerücksichtigung der Nachhaltigkeit, ist der nächste wichtige Entwicklungsschritt der Konstruktion. Die Gründe für
Unternehmen,NachhaltigesDesignzuimplementieren, sind ebenso vielfältig wie die Methoden, die sie anwendenwerden:SiereichenvomRealisierenderNetto-NullEmissionsverpflichtungen über die Erfüllung von KundenerwartungeninBezugaufUmweltauswirkungenbis hin zum Erfassen von ESG-Investitionen (Environmental, Social, Governance) und der Überwindung von Ressourcenknappheit.
Ähnlich wie die technische Konstruktion funktioniert auch das Nachhaltiges Design auf der Grundlage der komplexen Beziehungen zwischen
den Zielen eines Produkts,
seiner Herstellbarkeit und
seiner Leistung in der Praxis.
Bei Entscheidungen müssen verschiedene Anforderungen berücksichtigt werden, da auch scheinbar un-
komplizierte Konstruktionsentscheidungen weitreichende Auswirkungen auf die allgemeine NachhaltigkeiteinesProduktshabenkönnen.DieMaterialauswahl kann die CO2-Emissionen erhöhen, die bei der VerarbeitungzueinemverwendbarenRohstoffentstehen Ebenso sorgt die Wahl bestimmter Lieferanten eventuell für zusätzliche Transportemissionen. Zudem können bestimmteHerstellungsverfahrendieReparatureinesProdukts erschweren. Es zeigt sich also, wie komplex die Auswirkungen auf die Nachhaltigkeit bei bestimmten Konstruktionsentscheidungen sind. Das erfordert eine umfassendere Lösung, eine digitale Lösung Da 80 Prozent der gesamten Umweltauswirkungen einesProduktsinderEntwurfsphasefestgelegtwerden, ist es wichtig, die Auswirkungen von Entscheidungen bereits in den frühesten Phasen des konzeptionellen Entwurfszuverstehen.EinedigitaleLösungermöglicht es Unternehmen und Konstrukteuren, Daten von Lieferanten, Simulationen und Sensoren zu integrieren und zuuntersuchen,umdiebestmöglichenEntscheidungen für die Nachhaltigkeit ihres Produkts zu treffen Der Schlüssel zum Erfolg liegt darin, dies im Einklang mit den traditionellen Geschäftstreibern Kosten, Zeit und Qualität zu tun. Durch die Integration dieser digitalen ToolskönnenKonstrukteuredieseFaktorenbessersteuernunddiepositivenAuswirkungenihrerEntscheidungen maximieren, z. B. eine bessere Recycelbarkeit oder eine effizientere Fertigung
WiemanNachhaltigkeitnachhaltig integriert
Um zu verhindern, dass die Zunahme der ProduktkomplexitätUnternehmenuntereinerDatenlawinebegräbt, müssen ein Rahmen geschaffen und stetig neue Prozesse hinzugefügt werden. Mit der Integration von NachhaltigkeitindiekonzeptionelleGestaltung,dieLieferantenbeschaffung, die detaillierte Gestaltung, die Validierung und die Produktoptimierung lässt sich eine nachhaltige Produktentwicklung erfolgreich umsetzen
Bei der konzeptionellen Entwicklung werden Nachhaltigkeitsvorschriften zu einer breiteren Palette von Konstruktionsanforderungenführen,sodassesvonentscheidender Bedeutung ist, die relevanten Nachhaltigkeits-KPIsfüreinProduktzuerfassenundzudefinieren Um Lieferanten effektiv auszuwählen, können Unternehmenihr„digitalesUnternehmen“nutzen,umpotenzielleLieferantenundLogistiknetzwerkeaufderGrundlage von Nachhaltigkeitsanforderungen zu finden und zu vergleichen. Auf der Grundlage ihrer digitalen Modelle können Konstrukteure dann detaillierte Entscheidungen treffen, beispielsweise die Materialauswahl auf derGrundlagederMaterialeigenschaftenundderdamit verbundenen Nachhaltigkeitsbewertungen für Leichtbau, Flexibilität, Modularität und Zuverlässigkeit.
Die Validierung der Nachhaltigkeitskriterien eines Designs erfordert häufig Simulationen und Prototypen unter Herstellungs- und Nutzungsbedingungen Sie kann aber auch Daten widerspiegeln, die während des Betriebs gesammelt wurden, um Wartungspläne und zukünftigeÜberarbeitungenmitDatenzuuntermauern Und durch kontinuierliche Produktverbesserungen können die Daten aus der realen Nutzung, Simulation und Produktionsüberwachung Leistungslücken, VerbesserungenderZuverlässigkeitundMöglichkeitenzur Modernisierung oder Aufrüstung aufdecken
Beim Sustainable Design geht es darum, mehrere Anforderungen unter einen Hut zu bringen und eine positive Lösung zu finden – zum Beispiel Sonnenkollektoren für Schatten und das Aufladen von Elektrofahrzeugen. Bild: Getty Images/Gr emlin
Jede dieser Phasen hat einen wichtigen Einfluss auf den konstruktiven Aufbau eines Produkts und ein Unternehmen könnte jede dieser Phasen umsetzen, um eine Verbesserung zu erzielen. Die beste Option ist es, kontinuierlich Schritte in Richtung Nachhaltigkeit zu unternehmen. Viele der Werkzeuge, um dorthin zu gelangen, existieren bereits. Das Ziel besteht darin, zu verstehen, wie man sie auf neue Weise einsetzt, um mehr Informationen aus dem gesamten Lebenszyklus und den Ökosystemen in den digitalen Zwilling zu bringen.
EineZukunftinNachhaltigesDesign aufbauen
Nachhaltiges Design bedeutet viel mehr, als nur die AnforderungenaneinProduktzuerfüllen.Esschaffteinen Rahmen,vondemausInnovationenaufeinerbreiteren Plattform als je zuvor möglich sind – genau wie es die technische Konstruktion vor Jahrhunderten getan hat. Der Unterschied besteht darin, dass Unternehmen sich nicht nur auf Kosten, Qualität und Zeit konzentrieren, sondern auch die Auswirkungen ihrer Produkte und Fertigung auf die Umwelt verstehen müssen.
DieseveränderteSichtweisekannUnternehmenauch bisher ungeahnte Möglichkeiten bei der Entwicklung ihrer nächsten Produkte bieten. Bei einer entsprechendenGestaltungdesProduktsfürdenFertigungsprozess kann der Energieverbrauch in der Fertigung gesenkt werden, was Emissionen reduziert und Betriebskosten spart. Der Übergang zu zirkulären Materialsystemen senkt sowohl die damit verbundenen Emissionen und Materialkosten als auch das Risiko der Ressourcenknappheit. Die Entwicklung reparierbarer Produkte kannfüreinenstabilerenlaufendenUmsatzsorgenund gleichzeitigdasVertrauenderVerbraucherindieMarke fördern, da Qualitätsprodukte entwickelt werden.
Wie auch immer Unternehmen mit Nachhaltiges Design in die Zukunft gehen: Siemens kann dabei helfen, diesen Übergang greifbar zu machen. Ein Teil davon ist die Entwicklung eines neuen Mindsets, um Nachhaltigkeit so früh wie möglich in die Planung einzubeziehen. Ebensowichtigistes,Strukturen,DatenundWerkzeuge bereitzustellen. Die Digitalisierung ist nötig, damit Unternehmen die gesamte Wertschöpfungskette verbinden und ein Produkt, seine Ziele und die damit verbundenen Herausforderungen verstehen können. (mi)
FÜR EINE EFFIZIENTE PRODUKTION
MitKIdieQualitätssicherung transformieren
Produktionsprozesse optimieren und die Effizienz steigern – dafür nutzen immer mehr Unternehmen künstliche Intelligenz. Doch das Training ist aufwendig. Neue Methoden ebnen nun den Weg für eine wirtschaftliche und zugängliche KI-basierte Qualitätssicherung.
Das Fraunhofer IGD arbeitet an Lösungen zur KI-basierten Qualitätssicherung
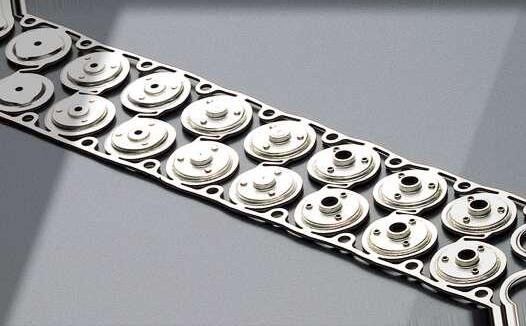
Das Programm Marquis bietet eine visuelle Inspektion während des laufenden Montageprozesses und kann auch die zugehörige Dokumentation abbilden.
Generative KI bereichert bereits den Alltag vieler Menschen,Industrieunternehmenstehenbeider Implementierung dieser Technologie jedoch vor einer Herausforderung: Für das Training der KI benötigen sie nicht nur Bilder einwandfreier Produkte (kurz: OK-Daten) – sondern auch hunderte Bilder von Mängelexemplaren(kurz:NOK-Daten).WaseigentlichvonVorteil ist, wird in diesem Fall zur Hürde. Denn grundsätzlich soll die Produktion möglichst wenig mangelhafte Stücke her-vorbringen. Ansätze wie das Training allein mit OK-Daten und die synthetische Generierung von Trainingsdaten auf Basis von CAD-Daten können die Herausforderung lösen.
ellen Kameras aus diversen Perspektiven und OrientierungenBilderderdreidimensionalenModelleaufBasis von CAD-Daten zu generieren. Anschließend versehen sie das Bauteil virtuell mit unterschiedlichen Materialien und dann einer Vielzahl an Hintergründen. „So lassen sich innerhalb kürzester Zeit zahlreiche Bilder erzeugen und Trainingsdatenbanken aufbauen, ohne je reale Fotos hinzufügen zu müssen“, erklärt Holger Graf, Abteilungsleiter Virtual und Augmented Reality am Fraunhofer IGD
DasPrüfsystemhatimBetriebdenrealenAufbauund dieProduktkonfigurationnochniezuvorgesehen–und kann dennoch das Objekt erkennen, klassifizieren und dessen Lage schätzen. Zudem verkürzt der Ansatz die UmrüstzeitdesPrüfsystemsaufbeliebigeVarianten.Das Fraunhofer IGD entwickelte die Technologie insbesonderefürdieZusammenbau-oderBauzustandskontrolle im Automobil- und Nutzfahrzeugbau sowie bei der Betriebsmittelfertigung EinweiteresBeispielzeigtdieAnwendung der Lösung in der Fertigung von Airbagzündern.Hierkommtderautomatisierten,optischenQualitätskontrolle eine besondere Bedeutung zu: Das Endprodukt hat eine hohe Sicherheitsrelevanz und kann zudemnichtabschließendgetestetwerden–dieAirbags sind nach einmaligem Auslösen nicht mehr zu verwenden.
OptimalklassifizierenalleinmitOK-Daten
VERFASST VON
Prof.Dr.-Ing
AndréStork
Branchenleiter
Automotive
Fraunhofer IGD
MitCAD-DatenkünstlicheTrainingsbilder generieren
StehenAnwenderzuBeginneinesFertigungsprozesses, existieren noch keine realen Fotos – weder OK- noch NOK-Daten. Das Fraunhofer-Institut für Graphische Datenverarbeitung IGD forscht an Verfahren, mit virtu-
In anderen Anwendungsfällen kann die Qualitätsprüfung nicht anhand der CAD-Daten erfolgen. Das liegt daran, dass diese entweder nicht vorliegen oder dass nichtdasProduktinseinemUrsprungszustand,sondern sein Erscheinungsbild nach einer Belastungsprobe beurteiltwerdensoll.InderKonsequenzmüssendieUnternehmen ihre KI-Systeme mit Realdaten trainieren. Um auf die Vielzahl an NOK-Daten verzichten zu können, entwickelte Ulrich Krispel mit seinem Team von FraunhoferAustriaeineLösung,diealleinausOK-Datenlernt. DiesewurdenimSinnedesProduktionsbetriebesals„in Ordnung“qualifiziert,müssenalsonichtnachbearbeitet oder aussortiert werden. Das Verfahren lernt also eine Variation der Normalität und erkennt schließlich auch Abweichungen davon. So kann die KI auch zuvor nicht gesehene Fehler finden. Denn wird die KI klassisch mit
Bild: F ra unhofer IGD
NOK-Datentrainiert,istdaseinbekanntesProblem:Sie kann nicht angemessen reagieren, wenn sie mit einem Bild konfrontiert wird, das außerhalb der bekannten Fehlerklassen liegt. Der Grund dafür ist, dass die KI lediglich darauf trainiert wurde, bekannte Fehler zu erkennen und zu klassifizieren.
Die Fraunhofer-Lösung basiert auf Transfer Learning, also auf vortrainierten neuronalen Netzen, die für die Forschung entwickelt und publiziert wurden Diese haben bereits gelernt, auf welche Bereiche im Bild sie zur Klassifikation achten müssen. Die Wissenschaftler passen das Modell mit statistischen Methoden an den Anwendungsfall an. „Vortrainierte neuronale Netze machen es möglich, den Trainingsaufwand so gering wie möglich zu halten“, erklärt Krispel. Die Forschenden identifizieren außerdem für jeden Anwendungsfall das passende Modell. Es soll optimale Ergebnisse hervorbringen, gleichzeitig aber auch schnelle Entscheidungen treffen können.
Denn neben einer möglichst kurzen Trainingszeit kommt es auch auf eine prozessfähige Klassifikationszeitan.SchließlichsolldasPrüfsystemdieProduktionsabläufe nicht stören, sondern eine kontinuierliche und unterbrechungsfreieÜberwachungderProduktqualität in Echtzeit ermöglichen. So können Fehler frühzeitig erkannt und behoben werden.
Zur Evaluierung des Modells genügen einige wenige NOK-Bilder DieKImarkiertAbweichungenvonderNor-
malitätfarblich–blaufürgeringeAbweichungen,rotfür fehlerhafte Bereiche im Bild.
ManuelleQualitätssicherungunterstützen
Ob Training ausschließlich mit OK-Daten oder Trainingsdatensynthese – KI-basierte Qualitätskontrolle zahlt auf das übergeordnete Ziel einer wirtschaftlichen Produktion ein. „Unsere Erfahrung zeigt: Die Unternehmen sind neugierig und möchten die Vorteile künstlicher Intelligenz für sich nutzen. Wir helfen KMU sowie Konzernendabei,eineindividuellaufsiezugeschnittene Lösungzufinden.DennjedesProdukthatseineeigenen Besonderheiten, jede Produktionsumgebung unterschiedliche Anforderungen“, betont Holger Graf Auch hinsichtlich Bilderfassungssystemen und der technischenAusstattungunterstütztdasFraunhoferIGDinteressierte Unternehmen.
Mit den beiden vorgestellten Ansätzen lässt sich der AufwandfürAnwenderenormsenken,ohnebeiderZuverlässigkeitinderEntscheidungzwischenOKundNOK Einbußenverzeichnenzumüssen.MitderAutomatisierung von Qualitätsprüfungen durch KI reduzieren UnternehmenschließlichdenBedarfanmanuellerInspektion und minimieren menschliche Fehler, was wiederum Ausschuss und Nacharbeitskosten verringert. Als ErgänzungkannKIsomitauchdenFachkräftemangelin der Qualitätssicherung mildern. (sh)
THE BEST LINE-UP FOR LASER CUTTING:
& SAFETY
Die FIBERBLADE GU ist die leistungsstarke und hochpräzise Laserschneidmaschine für Standard-Blechformate. Ob einfache Schnitte in dicken Materialien oder filigrane Konturenschnitte in dünnen Blechen - die
FIBERBLADE liefert stets perfekte Ergebnisse. Dank der optimal aufeinander abgestimmten Komponenten bietet die Maschine eine kosteneffiziente Lösung mit herausragender Performance
LI-IONEN-AKKUS
Qualitätskontrollefür Beschichtungen
Für die Fertigung von Akkumulatoren im Rahmen der Automotive-Elektrifizierung
benötigen Hersteller Pilotanlagen, auf denen Beschichtungsvarianten und Verarbeitungstechnologien unter produktionsnahen Bedingungen getestet werden können. Ein Gespräch mit einer Schweizer Engineeringfirma, die auf diesem Gebiet weltweit tätig ist.
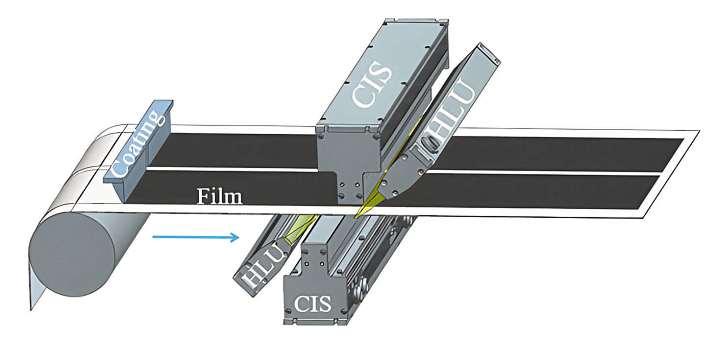
Kernelemente von Lithium-Ionen-Akkumulatoren sind dünne Metallfolien, die beidseitig mit speziellen Massen beschichtet werden. Die Sicherung der Qualität erfolgt mithilfe von CIS-Sensoren.
VERFASST VON
KlausVollrath
Freier Autor
Die Automobilindustrie rechnet für die nächsten JahrzehntemitexplosionsartigemWachstumbei der Umstellung von Verbrenner- auf Elektroantriebe. Schlüssel hierfür ist die Weiterentwicklung der Akkumulatoren, deren Leistungen und Kosten noch nicht den Erwartungen der Kundschaft entsprechen HierfürbenötigendieHerstellerPilotanlagen,aufdenen Beschichtungsvarianten und Verarbeitungstechnologien unter produktionsnahen Bedingungen getestet werden können. Eine Schweizer Engineeringfirma ist auf diesem Gebiet weltweit tätig
„WirhabenunsvomHerstellervonTextilfärbeanlagen zum weltweit tätigen Engineering-Partner für anspruchsvolle Beschichtungstechnologien weiterentwickelt“,berichtetClemensDisch,Sales-&-Marketing-ManagerderMathisAGinOberhasli(Schweiz).Mitderzeit rund60Mitarbeiternentwickeltundrealisiertdasfamiliengeführte Unternehmen hochmoderne Beschichtungsanlagen für Hightechbranchen wie den Automobilsektor, die chemische Industrie, die Fertigung von Li-Ionen-AkkusoderdieHerstellervonSolarzellen.Als PartnerihrerKundenhelfendieMathis-Spezialistendabei,realfunktionierendeAnlagentechnologienfürneue IdeenundTechnologieansätzeherzustellen.Mitsolchen
Blick auf den unteren CIS-Sensor mit zwei LED-Reihen beiderseits der Fotozellen-Reihe. Rechts davon befindet sich der zusätzlich installierte Leuchtbalken.
Pilotanlagen können die Kunden dann die PraxistauglichkeitneuerAnsätzeaustesten.DamitkanndieMachbarkeitdesAnlagenkonzeptsgründlichgeprüftwerden. Dies soll sicherstellen, dass die später mit hohem Kapitalaufwand gebauten Großanlagen auch das gewünschte Ergebnis liefern. Bei solchen Projekten stützt sich Mathis auf ein dicht geknüpftes Netzwerk bewährter Liefer- und Entwicklungspartner aus der näheren Umgebung
FürdenAutomobilsektor
„Obwohl ihr Prinzip schon länger bekannt ist, sind Lithium-Ionen-Akkus für den Straßenverkehr weiterhin einesderheißestenEntwicklungsthemenderKfz-Hersteller“, ergänzt Nico Brand von der Abteilung für technisches Engineering Die Alltagstauglichkeit der derzeit verfügbaren Lösungen bezüglich Reichweite, Ladegeschwindigkeit,ZyklusfestigkeitundKostenkönneviele Kunden nicht überzeugen. Um Fortschritte zu erzielen, müsstenzahlreichemöglicheVariantenuntersuchtund optimiert werden. Prinzipiell ist ein solcher Akkumulator aus Zellen aufgebaut, die jeweils aus Anode und KathodemitdazwischenliegenderSeparatorfoliebestehen.
Bild:Vollrath
Bild: V ollr at h
Als Anode dient eine Kupferfolie, die mit einer graphithaltigen Anodenmasse belegt ist. Die Kathode besteht aus Aluminium mit einer Beschichtung, die Ionen von Übergangsmetallen wie Cobalt, Nickel, Mangan oder Eisenenthält.DieSeparatorfolieistfürdieLithiumionen des Elektrolyten durchlässig und ermöglicht so den Ladungstransport. Die Beschichtungen werden in einer oder auch mehreren Schichten gleichzeitig oder nacheinander als pastöse Masse aufgebracht. Sie enthalten teils hoch gesundheitsschädliche Lösungsmittel, die aufwendige Trocknungs- und Reinigungsverfahren der Abluft erfordern. Das Aufbringen erfolgt mit unterschiedlichen Verfahren wie Schlitzdüsen oder Rakel in Dickenzwischen10und350Mikrometern Umrationell produzierenzukönnen,werdenaufindustriellerEbene oftmöglichstbreiteBänderverarbeitet,aufdenendann separate Streifen aufgebracht werden Manchmal werdendieStreifenauchunterbrochenausgeführt,sodass separate „Patches“ entstehen. Und je nach Anlage wird die Beschichtung zunächst nur auf einer Seite oder gleichzeitig auf Ober- und Unterseite aufgebracht. Bei einseitig arbeitenden Anlagen wird das Band dann in einem zweiten Durchgang auf der Gegenseite beschichtet. Für die Fertigung der eigentlichen Akkumulatoren werden die fertigen Bänder in passgerechte Stücke unterteilt, wobei es keinen Versatz zwischen Ober- und Unterseite geben darf
CIS-SpezialsensorikfürdieKontrolle
„Einer der Knackpunkte bei der Herstellung solcher Beschichtungsanlagen ist deshalb die sichere Einhaltung enger Positionstoleranzen zwischen den Schichten auf der Ober- und Unterseite der Folien“, erläutert Clemens Disch. Referenz ist jeweils die Bandkante in Laufrichtung rechts. Mit Bezug dazu muss die Beschichtung einendefiniertenAbstandmiteinerPositionstoleranzvon ± 0,2 Millimetern einhalten. Die bisher eingesetzten CCD-Kamerasysteme waren nicht zuverlässig, die aktuelle Breite von 760 Millimetern erforderte bereits den Einsatz von mehreren Kameras nebeneinander Stattdessen fiel die Wahl auf einen sogenannten Contact Image Sensor (CIS). Hierbei handelt es sich um „Zeilenkameras“, wie sie auch in Kopiersystemen zum Einsatz kommen. Für die Beschichtung werden jedoch wesentlich höhere Genauigkeiten und Geschwindigkeit benötigt. Der jetzt eingesetzte CIS-Sensor ist 800 Millimeter breit und besteht aus knapp 19.000 linienförmig angeordnetenmonochromenFotozellenmitFestfokusoptik. DieeinzelnenFotozellenhabeneinenAbstandvon0,042 Millimetern. Ebenfalls integriert sind zwei Reihen von Leuchtdiodenjeweilsvorbzw.hinterderFotozellenreihe EinwesentlicherUnterschiedzudeneinfachenCIS-Sensoren in Kopierern ist die Scangeschwindigkeit, denn dasmitbiszu10MeternproMinutedurchlaufendeBand mussmiteinerAbtastratevonfastvierMegahertzerfasst werden.
EinweitererwichtigerGesichtspunktbeiderAuswahl des Sensors ist die Fähigkeit, schwierigste Kontrastverhältnisse von metallisch glänzend und spiegelnd bis zu mattschwarz absorbierend bewältigen zu können. Deshalb war im vorliegenden Fall eine zusätzliche Ausstattung mit einem schräg angeordneten Lichtbalken erforderlich.ProAnlagekommenzweiderartigeSysteme zum Einsatz, je eines für die Oberseite bzw Unterseite des Bandes Hierbei vermisst der obere Sensor sowohl
die Bandkantenlage als auch die Breite der Beschichtung(en),währendderuntereSensorlediglichdieBandposition überwacht. „Ein geeigneter Sensor findet sich im Produktprogramm eines chinesischen Herstellers“, erinnert sich Brand. Entscheidende Voraussetzung für die Wahl war – zusätzlich zur Erfüllung der erforderlichen Hardwareeigenschaften – die umfassende Engineering-Unterstützung durch dessen Schweizer Vertretung, die Compar AG im nahe gelegenen Freienbach Compar ist Systemintegrator für Machine Vision und RobotikmitjahrzehntelangerErfahrungundhathierfür eine Softwareplattform mit der Bezeichnung Visionexpertentwickelt.Visionexpertisteinflexibeleinsetzbares Tool für die Lösung unterschiedlichster Aufgabenstellungen im Bereich Bilderfassung und optischer Fehlererkennung Dank einfacher Handhabung und zahlreicher Schnittstellen eignet es sich bestens für die rationelle Entwicklung kundenspezifischer Lösungen.
Nach der Kontaktaufnahme Mitte 2022 wurde im August eine erste Bestellung aufgegeben. Daran schloss sicheinemehrmonatigeEntwicklungszusammenarbeit an, die zur beidseitigen Zufriedenheit verlief Compar stelltedieCIS-SensorenfertigaufdieAufgabenstellung ein, sodass später keine Kalibrierung mehr erforderlich ist.DarüberhinauswurdedieSoftwarefürdieoptimale Einstellung der Beleuchtung, die Bildauswertung und die Umsetzung in Steuersignale für die Korrektur der Bandposition auf den Walzen realisiert
Eine erste Bestellung über eine mit CIS-Sensor bestückte Pilot-Beschichtungsanlage konnte Mathis im Januar 2023 hereinholen, die interne Abnahme der funktionsfähig montierten Linie erfolgte im Mai 2023. DieFreigabebeimKundenfandnacherfolgreichbestandenemFactoryAcceptanceTest(FAT)bereitsimDezember 2023 statt. Der CIS-Sensor funktioniert seit dem ersten Einbau klaglos. Inzwischen wird bei Mathis bereitseinezweiteLiniemitdieserSensorikbestücktund vier weitere Projekte sind bereits in der Pipeline.
WeitereProjekteangedacht
„ComparverfügtüberjahrzehntelangeErfahrungbeider Entwicklung kameragestützter Systeme zur AutomatisierungundQualitätskontrolleunderwiessichalskompetenter und reaktionsschneller Partner“, sagt Disch. DasCIS-SystemverbliebnachderLieferungzunächstfür zwei Monate bei Compar, um dort die optimale Einstellung für unterschiedliche Folien sowie Beschichtungsvarianten herauszuarbeiten. Dies betraf insbesondere auch die Beleuchtung, für die ein zusätzlicher LeuchtbalkeninSchräganordnunginstalliertwurde.Anschließend wurde das System auf der Pilotanlage montiert. Hier übernahm die Softwareabteilung von Mathis die Integration der von der CIS-Steuerung kommenden Signale in die SPS der Bandanlage. Die Zusammenarbeit habe auf Anhieb sehr gut funktioniert. Compar habe sich als Entwicklungspartner auf Augenhöhe erwiesen, der bei aufkommenden Fragen oder Problemen stets schnell reagierte, so Disch. Auch nach Einbau des Systems in die Bandanlage seien die Compar-Mitarbeiter bei Bedarf oft in weniger als einer Stunde vor Ort gewesen. Gute Erfahrungen habe man auch mit dem OnlineSupport sowie der Zusammenarbeit per Telefon gemacht. Compar habe sich als Zulieferpartner erwiesen, mit dem man auch in Zukunft gerne weitere Projekte angehen werde, so Disch. (ff)
VERFASST VON
Ursula
Herrling-Tusch
Freie Autorin
DACHKONSTRUKTION
HochfesterStahlist
SpielmacherfürMadrid
Ein hochfester Premiumstahl für leichte Stahlbaukonstruktionen von Dillinger ermöglicht die herausfordernde Dachkonstruktion des Estadio Santiago Bernabéu, des Stadions von Real Madrid.
Das Estadio Santiago Bernabéu ist Mythos und Magnetzugleich.AlsHeimatvonRealMadrid,einem der erfolgreichsten Fußballvereine der Welt, ist die 1947 eröffnete Arena regelmäßig Schauplatz legendärer Begegnungen. Nach mehreren Umbauten und ErweiterungenindenvergangenenJahrzehntenbegann imJahr2019diespannendstePartiedesFußballtempels – die Transformation zu einer Multifunktionsarena, die weltweit ihresgleichen sucht. Für Real Madrid war deshalb bei der Umsetzung der ambitionierten NeugestaltungdiejeweilsbesteLösunggeradegutgenug Dasgalt fürdieamBaubeteiligtenUnternehmenebensowiefür die eingesetzten Materialien. Beispielhaft dafür steht S690QL1vonDillinger,einhochfesterPremiumstahlfür leichte Stahlbaukonstruktionen, der in nie zuvor eingesetzterMengefürsolcheinProjektdieherausforderndeDachkonstruktiondesEstadioSantiagoBernabéuerst ermöglichte.
Dasneue,spektakuläreStadiondesignisteinGemeinschaftsentwurf des Hamburger Architekturbüros von Gerkan, Marg und Partner (gmp), der spanischen Pro-
Das Estadio Santiago Bernabéu von Real Madrid ist Mythos und Magnet zugleich.
Bild: R ea l Madrid
jektpartner L35 Arquitectos, Ribas & Ribas Arquitectos sowiederIngenieurbürosDchlaichbergermannpartner (sbp) und Ines Consulting Engineers. Neben der skulpturalen Hülle aus diagonal geschwungenen Edelstahllamellen mit unterschiedlichen Transparenzgraden, dem versenkbaren Rasen und einem 360-Grad-LEDScreen an der inneren Dachkante zählt die schwebend anmutende Dachkonstruktion mit vollständig einfahrbarem Innendach zu den prägenden Designelementen des neuen Bernabéu-Stadions Das spanische Stahlbauunternehmen Horta Coslada wurde mit dem Bau von gleichdreidieserherausragendenGestaltungselemente beauftragt. Mit vier Werken in Spanien und einer Gesamtproduktionsflächevon390.000Quadratmeternist Horta Coslada das größte Stahlbauunternehmen SpaniensundaufkomplexeGroßprojektewieBrücken,Stadien,InfrastrukturundHochhäuserspezialisiert.Zuden Referenzendes1963gegründetenUnternehmenszählen unter anderem das Terminal 4 des Flughafens von Madrid(21.000TonnenStahl),dieCitédelaMusiqueinParis (3.500 Tonnen Stahl), das NATO-Hauptquartier in Brüssel (6.000 Tonnen Stahl) oder Stadionbauten wie das Estadio Wanda Metropolitano von Atlético Madrid (5.700 Tonnen Stahl) oder das Stade Vélodrome von Olympique Marseille (5.800 Tonnen Stahl).
GroßaufgebotimBernabéu-Stadion
Seit etwa 15 Jahren setzt Horta Coslada auch auf Stahl vonDillinger:BeispielhaftdafürsindderCepsa-Turmin Madrid, mit 249,5 Metern der höchste Wolkenkratzer Spaniens,unddiePontdel'Assutdel'OrinValencia.Für dasDachdesBernabéu-StadionsverarbeiteteHortaCoslada insgesamt 13.000 Tonnen Stahl, davon 3.100 Tonnen des höherfesten Stahls S690QL1 von Dillinger in Blechdicken von 10 bis 120 Millimetern. Diese höhere Festigkeit ermöglicht leichtere und schlankere Konstruktionen,diesonstbautechnischnichtmöglichwären. DasgeringereGewichtderKomponentenerlaubtzudem größere Bauteile und erschließt gänzlich neue architektonischeMöglichkeiten.ZugleichsinkenKosten-und ZeitaufwanddesSchweißvolumensdeutlich.AlsPremiumhersteller bietet Dillinger ein sehr breites Spektrum an höherfesten Güten. Dazu zählen auch solche besonderenProduktewieS690nachNormbisingrößteBlechdicken.ImKranbauistderEinsatzdiesesStahlsgängige Praxis, wohingegen er im Stahlbau eher untypisch ist
und – wenn überhaupt – nur in geringen Tonnagen eingesetztwird.NachderEinschätzungvonAlejandroOteroGutiérrez,GeschäftsführervonHortaCoslada,wurde eine so große Menge an S690, wie sie für das Dach des Bernabéu Stadions verarbeitet wurde, in Europa noch niezuvorimStahlbaueingesetzt DievonHortaCoslada auchfürdünnereBlechebestellteQL1-Klasseistzudem durch die schärfste Zähigkeitsklasse ein besonders anspruchsvollerStahl,derhöchsteSicherheitslevelerfüllt. DerFußballtempelimZentrumvonMadridblicktauf eine lange Geschichte zurück. Erklärtes Ziel von Real Madridwares,mitdemjetzigenUmbaudemlegendären Estadio Santiago Bernabéu ein völlig neues Gesicht zu geben und es zum besten Stadion der Welt zu machen. MitvierneuenTribünenstockwerken,Einkaufszentrum, Hotel, interaktivem Klubmuseum, verfahrbarem Hightech-Dach und versenkbarem Rasenspielfeld läutet die HeimstättedesspanischenRekordmeistersdenBeginn einer neuen Generation an Multifunktionsarenen ein. Als weltweite Referenz in Sport und Architektur soll diehochmoderneArenafortannichtnureinSchauplatz der Emotionen sein, sondern auch ein Maximum an Komfort,SicherheitundSpitzentechnologiebieten Das Bernabéu-StadionliegtdirektanderHauptverkehrsader im dichtbesiedelten Zentrum von Madrid. Eine besondereHerausforderungbeiderRenovierungwarfolglich für alle daran beteiligten Unternehmen die ursprüngliche Auflage von Real Madrid, den gesamten Stadionumbau bei laufendem Spielbetrieb und ohne jeglichen Zutritt zum Innenraum durchzuführen. Der von Real Madrid eingesetzte Generalunternehmer Fomento de ConstruccionesyContratas(FCC)undHortaCosladaentwickelten deshalb gemeinsam eine Konstruktionsstrategie, um die für die Dachkonstruktion erforderlichen riesigen Traversen außerhalb des Stadions zusammenzubauen. Kernbestandteil dieser Strategie war eine provisorische Plattform in sechs Metern Höhe vor dem westlichen Stadioneingang, auf der alle Komponenten der Dachträger vormontiert wurden. Durch diese Konstruktion hätten die Zuschauer das Stadion wie unter einer Brücke hindurch betreten und verlassen können. Obwohl wegen der wenige Monate später einsetzenden Covid-19-PandemiederSpielbetriebausfiel,wurdediese Konstruktionsstrategie dennoch beibehalten
VierTraversenfürgesamteDachlast
Vergleichbar anspruchsvolle Anforderungen hatte Horta Coslada bereits bei den Stadien von Atlético Madrid undOlympiqueMarseilleerfolgreichumgesetzt,wasdas Unternehmen auch für das Bernabéu-Stadion als erste Stahlbauadresse empfahl. Im Jahr 2019 wurde das erfahrene Stahlbauunternehmen deshalb von FCC mit demBaudesneuenDachsdesBernabéu-Stadionsbeauftragt.
Die ursprüngliche Planung der Ingenieure für das Hauptdach beruhte auf dem leichten Speichenradprinzip: ein innerer Zugring, der über 44 Radialseile mit einem äußerem Druckring verbunden werden und auf StahlauslegernderBestandsschüssellagernsollte.Diese leichte Seilkonstruktion wurde durch FCC aufgegeben und durch ein konventionelleres System mit vier Fachwerkträgern aus Stahl, die das gesamte Stadiondach tragen, ersetzt Hauptträger sind die Nord- und Südtraverse, jeweils je sechs Meter breit und hoch bei einer Spannweite von 176 Metern. Diese Schlüsselelemente
desDachsspieltenzugleicheineentscheidendeRollefür diegesamteMontage:WährendderBauarbeitenermöglichten sie es, die übrigen Dachkomponenten auf der Plattform außerhalb des Stadions vorzumontieren. Beide Hauptträger wurden in Fachwerkkonstruktion vollständig aus dem höherfesten Stahl S690 gebaut und wiegen jeweils fast 1.500 Tonnen. Sie liegen an nur vier Punkten,sprichSäulen,auf,vondenenzweineugebaut wurden.„DieseKonstruktionwarnurmitderStahlsorte S690,einemleichtenStahlmitsehrhoherStreckgrenze, möglich“, erklärt Alejandro Otero Gutiérrez. Er ergänzt: „Die nur dadurch erzielbare Gewichtseinsparung war ausschlaggebend für das Gelingen der gesamten Konstruktion:VerglichenmitanderenLösungenkonntenwir durch den Einsatz dieses Stahls etwa 40 Prozent Stahl einsparen!“ Rund ein Drittel der gesamten Dachkonstruktion des Bernabéu-Stadions wurde aus S690 von Dillinger gefertigt.
„Bei anderen Stahlgüten hätte das Dach etwa 20.000 Tonnen Gewicht gehabt. Mit dem S690 haben wir nur etwa 12.000 Tonnen Stahl benötigt“, sagt Otero Gutiérrez. Für die beiden anderen Träger, die Ost- und SüdtraversenmiteinerSpannweitevon138Metern,wurden dieStahlgütenS690undS460zuetwagleichenAnteilen kombiniert.
HerausforderndeInstallation
Die Vorfertigung aller Einzelteile erfolgte im Werk von Horta Coslada am Standort Madrid. Über 100.000 Teile wurden dort geschnitten und gebohrt, bevor sie in der vorgeschriebenen Geometrie zu transportfähigen Elementen aus Trägern und Diagonalen zusammengeschweißt wurden. Für den Transport zur Baustelle mit maximal18MeterlangenElementenmusstejederTräger in 40 Teile unterteilt werden. Um sicherzustellen, dass auf der Baustelle alle Schrauben auch wirklich passten, erfolgteindenProduktionshallenvonHortaCosladadie komplette Probemontage aller Komponenten. Die gesamteTrägerkonstruktionüberdemStadionistvollständig verschraubt, ohne eine einzige Schweißnaht. Insgesamt 336.500 Schrauben waren dafür erforderlich. Nach der Vormontage auf der Plattform außerhalb des StadionswurdendieNord-undSüdtraversenmiteinem 600-Tonnen-Raupenkran angehoben und von den vier EckenausobeninderLuftSchrittfürSchrittzusammengeschraubt. Die vormontierten Komponenten der beidenanderenTraversenwurdendannpaarweiseangehoben, verschraubt und – gestützt durch die Haupttraversen – auf Rädern mittels Elektromotoren auf die gegenüberliegende Seite geschoben.
Rückblickend erklärt der Stahlbauer: „Ich kann nur sagen, dass es eines der schwierigsten Projekte in unserer Unternehmensgeschichte war – wegen der Baumethode,derLogistik,desextremengenZeitplansundder Stahlsorte.“ Die Stahlsorte war aus seiner Sicht dabei wahrscheinlichsogareinedergrößtenHerausforderungen. „Ich kenne in Europa nur zwei Firmen, die diesen Stahl in dieser Dicke herstellen können. Dillinger ist in EuropaalswahrscheinlichbesterLieferantvonsodicken undhochwertigenStählenbekannt.“SeinUnternehmen hat mit Dillinger bereits viele Projekte erfolgreich abgewickelt.DiehoheKapazitätundLiefertreuedesStahlherstellers sprachen angesichts des engen Zeitplans überdies für die Zusammenarbeit mit dem saarländischen Lieferanten. (ff)
VERFASST VON
TomKrause
Geschäftsführer
Automate-Me
ONLINE-PRICING
MehrTempodank Blechteile-Kalkulator
Die Pretec Schneidtechnologien GmbH profitiert vom Online-Pricing mit automatischer Datenübertragung ins ERP. Händisches Eintippen von Kundendaten gehört der Vergangenheit an.
Die Geschwindigkeit und der AutomatisierungsgradmodernerLaserschneidmaschinennehmen jedes Jahr zu. Dadurch steigt die Effizienz dieser CNC-Maschinen kontinuierlich. Doch die Prozesse im „Büro“ werden dabei oft vernachlässigt In vielen BetriebensindmanuelleKalkulationundAngebotserstellung nach wie vor der Standard. Dabei liegt gerade in diesen Prozessen ein enormes Potenzial: Durch Optimierung
oder Automatisierung dieser Abläufe werden Kapazitäten frei, die gewinnbringend entweder an der Maschine oder beim Kunden genutzt werden können. Ein Vorzeigebeispiel für einen modernen Laserschneidbetrieb ist die Pretec Schneidtechnologien GmbH aus Dresden Schon früh wurde dort Automatisierung großgeschrieben. Bereits im Jahr 2007 wurden alle Laseranlagen mit automatischen Beladesystemen
Dr. Steffen Albrecht (Geschäftsführer der Pretec Schneidtechnologien GmbH, links) und Tom Krause (Geschäftsführer der Automate-Me GmbH) vor einer Laserschneidmaschine von Trumpf.
ausgestattetundaneinHochregallagersystemmitüber 700 Materialplätzen angebunden. Das ermöglicht eine durchgängige Fertigung im 3-Schicht-System
Online-KalkulationvonBlechteilendurch CAD-Upload
Ein weiterer großer Schritt wurde jetzt vollzogen: die Einführung eines Online-Kalkulators für Blechteile. „Durch den neuen Online-Kalkulator können unsere Kunden nun innerhalb weniger Sekunden Preise für ihre individuellen Laser- und Blechbiegeteile erhalten“, erklärt Dr Steffen Albrecht, Geschäftsführer der Pretec Laserschneidtechnologien GmbH.
Zum Einsatz kommt der Cad2calc-Blechteile-KalkulatorderAutomate-MeGmbH,derexaktaufdieBedürfnisse des Blechteilfertigers abgestimmt wurde. Die Kalkulation basiert auf den gleichen Formeln und Ergebnissen wie die bisherige Excel-basierte Berechnung Zudem wurden die spezifischen Laserparameter von Pretec integriert, sodass die Schnittzeitberechnung präzise mit den eigenen Maschinen übereinstimmt.
MitdemKalkulatorkönnenNutzerbiszu15Zeichnungen gleichzeitig hochladen. In einer übersichtlichen Darstellung lassen sich die Teile anschließend schnell undeinfachkonfigurieren–egal,obeinfachesLaserteil imDXF-FormatoderkomplexesBiegeteilalsSTEP-Datei. Die Zeichnungen werden innerhalb weniger Sekunden analysiert und kalkuliert.
DurchdiedirekteAnbindunganOseonvonTrumpfwerden Neukunden automatisch angelegt und die Positionen auf der Auftragsbestätigung werden direkt vom Onlineshop ins ERP-System übernommen Dank dieser automatischenDatenübertragungentfälltdasmanuelle Abtippen von Adress- und Auftragsdaten. Stammkunden können sogar mit ihrer bestehenden Kundennummerdirektonlinebestellen Umdieszuermöglichen,hat Automate-Me eine neue XML-Schnittstelle entwickelt, diegenauaufdieAnforderungenvonPretecabgestimmt wurde. Dadurch fügen sich die Daten nahtlos in die ITProzesskette ein. (ff)
Blechbiegeteile und Laserteile in wenigen Sekunden online kalkulieren mit dem Blechteile-Kalkulator der Pretec Schneidtechnologien GmbH aus Dresden, erstellt durch die AutomateMe GmbH.
Die AL-KO CLEAN UNIT entfernt zuverlässig Späne, Stäube sowie Schweißrauch – mobil, leistungsstark und selbstreinigend.
Jetzt persönlich beraten lassen.
PATENTREIF
Materialschonendes Ultraschall-Tiefziehen
Am Fraunhofer-IWU hat man Vibrodraw entwickelt. Dieses Verfahren reduziert den Ausschuss beim Tiefziehen von Blechkomponenten.
SiefindensichinvielenHaushaltsgeräten,in derGebäudetechnik,inzahllosenRohr-und Hydraulikleitungen:kleine,zylindrischeTeile, die in Tiefziehprozessen gefertigt werden. Bei der Umformung wird das Material stark belastet, was zu ungewollterAusdünnung,Oberflächenschädenundsogarzu Rissen führen kann. Abhilfe schaffen Ultraschallschwingungen,diedieReibungimMaterialundimKon-
Das Tiefziehen von Blechkomponenten wird jetzt wirtschaftlicher und ressourcenschonender. Denn mit dem neuen Verfahren Vibrodraw vermeidet man nicht nur Ausschuss durch Bodenreißer (links), sondern kommt mit nur einem Step zum i.O.-Bauteil (rechts).
takt mit den Werkzeugen erheblich reduzieren. Im Verfahren Vibrodraw ist es dem FraunhoferIWU gemeinsam mit der Mark Metallwarenfabrik GmbH und der Devad GmbH gelungen, Ultraschallschwingungen bei industrierelevanten Tiefziehprozessen mit Taktzahlen von bis zu 500 Hüben pro Minute wirksam einzukoppeln.
BishergelangdieeffektiveNutzung von Ultraschall nur in nahezu statischen Laboraufbauten.
DassUltraschallbeimTiefziehenReibungreduzieren unddamitsowohlWerkzeugealsauchMaterialschonen kann, ist schon seit Längerem bekannt. Auch das Energiesparpotenzial, das sich aus den geringeren Kräften ergibt,würdendieHerstellervonLeitungenundFittings (Verbindungsmaterial) gern nutzen. Doch erst dem Team um M. Sc. Martin Mädlow ist es gelungen, die typischenschlagartigenBelastungeninindustriellenUmformprozessen zu beherrschen. Bisher gelang die effektive Nutzung von Ultraschall nur in nahezu statischen Laboraufbauten.
Mindestens20Prozent wenigerReibung
Für die Schwingungsanregung kommen die aktiven Werkzeugteile Stempel und Matrize ebenso infrage wie derNiederhalter,derdasBlechwährenddesUmformens in der gewünschten Position hält. Die Forschenden haben sich für die Matrize entschieden, denn sie hat den größten Anteil an der Relativbewegung beim Umformen.„InderMatrizeistammeistenzuholen.20Prozent Reibungsreduzierunghabenwirbereitsgeschafft,sehen aberdurchausnochweiteresPotenzial“,betontMädlow Reglementiert durch die vom Werkstück übertragbareProzesskrafterfolgtdasUmformenmeistineinerAbfolge mehrerer Stufen. Bei reduzierter Reibung kann in einer einzelnen Stufe deutlich weiter tiefgezogen werden,ohnedassdasMaterialgeschädigtwird.Sogenügen beispielsweise zwei anstelle von drei konventionellen Umformschritten. Reduzierte Reibung bedeutet auch weniger Wärmeeintrag, wodurch höhere Hubzahlen möglich werden, Werkzeugstandzeiten verlängert werden und das Verkoken der eingesetzten Schmierstoffe verhindert wird.
Für einen zügigen Transfer in die unternehmerische PraxistreibtdasFraunhofer-IWUseineAktivitätennun weiter voran. Aktuell liegt der Fokus auf dem Ultraschall-TiefziehenvonZellgehäusen,dieinHochvoltspeichern batterieelektrischer Fahrzeuge benötigt werden. DasZielsindgrößereZellformate,diedenBauraumbesserausnutzenunddankeinergesteigertenEnergiedichte für höhere Reichweiten sorgen. Die Anmeldung von Vibrodraw zum Patent (EPA WO2025/012830 A1) ist bereits erfolgt.
Vorbild für die Übertragung der Schwingungsanregung auf Tiefziehprozesse ist eine Ausgründung aus demFraunhofer-IWU:VibrocutsetztaufSchwingungen in Zerspanungsprozessen, um die Bearbeitungskräfte unddenWerkzeugverschleißzureduzieren.Siehedazu auchdiePressemitteilungVibrocut:Schwingungsunterstützte Zerspanung (pk)
VERFASST VON Andreas Hemmerle
Pressereferent Fraunhofer-IWU
IMPRESSUM
Serienreif: Tiefziehen mit Ultraschallaktorik unter der Matrize.
www.blechnet.com
Leserservice
blechnet.de/hilfe oder E-Mail an vertrieb@vogel.de mit Betreff „blechnet”. Gerne mit Angabe Ihrer Kundennummer vom Adressetikett: *CS-1234567*
Redaktionsservice
Kontakt zur Redaktion: Tel. +49 931 418-2333 fachmedien@vogel.de
Leitende Redakteurin: Frauke Finus (V. i. S. d. P.)
Freie Mitarbeiter:
Eryn Devola, Andreas Hemmerle, Ursula HerrlingTusch, Vinzenz Hörmann, Anselm Koopmann, Tom Krause, Markus Lindörfer, Antje Maas, Marcus Planckh, Timo Schmidt, Melanie Söhnel, André Stork, Stefanie Terp, Frans Tollenaar, Klaus Vollrath und Ulrike Längert, verantwortlich für die VdLB-Nachrichten.
Layout: Alexandra Geißner
Schreibweisen, Firmen- und Produktnamen: Wir halten uns generell an die Schreibempfehlungen des Dudens.
Haftungsausschluss:
Für den Inhalt der einzelnen Artikel sind die jeweils benannten Autoren verantwortlich, er spiegelt nicht zwangsläufig die Meinung der Redaktion wider Eine Haftung für die Richtigkeit der Veröffentlichungen kann trotz sorgfältiger Prüfung nicht übernommen werden. Kein Teil dieser Publikation darf ohne ausdrückliche schriftliche Genehmigung in irgendeiner Form reproduziert oder unter Verwendung elektronischer Systeme verarbeitet, vervielfältigt oder verbreitet werden.
VerkaufvonMedialeistungen
Director Sales: Annika Schlosser Tel. +49 931 418-2982 sales@vogel.de
Verbreitete Auflage: Angeschlossen der Informationsgemeinschaft zur Feststellung der Verbreitung von Werbeträgern – Sicherung der Auflagenwahrheit. Aktuelle Zahlen: www.ivw.de ISSN 1864-1016
Vogel Communications Group GmbH & Co. KG Max-Planck-Str. 7/9, 97082 Würzburg Tel. +49 931 418-0 www.vogel.de
Beteiligungsverhältnisse: Persönlich haftende Gesellschafterin: Vogel Communications Group Verwaltungs GmbH Max-Planck-Straße 7/9, 97082 Würzburg Kommanditisten: Dr. Kurt Eckernkamp GmbH, Nina Eckernkamp, Klaus-Ulrich von Wangenheim, Heiko Lindner, Axel von Kaphengst Geschäftsführung: Matthias Bauer (Vorsitz), Günter Schürger
Druck:
Vogel Druck und Medienservice GmbH Leibnizstraße 5, 97204 Höchberg Gedruckt auf PEFC zertifiziertem Papier Gedruckt mit mineralölfreien Druckfarben Fragen zur Produktsicherheit: produktsicherheit@vogel.de
Copyright: Vogel Communications Group GmbH & Co. KG
BLECHNET TRIFFT ... ...
aufeinmobilesZuhause:50Jahre
2025 feiert Volkswagen Nutzfahrzeuge (VWN) den Geburtstag einer Ikone:
75 Jahre Bulli. Ein Fahrzeug, das Arbeit und Freizeit vereint. Eins, das Wirtschaft und Gesellschaft antreibt. Eins, das Träume möglich macht und Menschen verbindet, die ihn lieben, fahren, umbauen und zum mobilen Zuhause machen.
VERFASST VON
AntjeMaas
Leitung Kommunikation
Volkswagen Nutzfahrzeuge
Der VW Bus – oder Bulli, wie er liebevoll genannt wird – ist seit 75 Jahren der vielseitige Partner für nahezu alle Lebenslagen Mehr als nur ein Fahrzeug: Der VW Bus hat Herzen erobert und Geschichte geschrieben.VomerstenT1imJahr1950biszumneuen Transporter,demaktuellenMultivanunddemzukunftsweisendenID Buzzvonheute–derBullihatsichimmer wieder neu erfunden und Generationen begleitet. Als
Camper, Familienmobil oder zuverlässiger Partner im AlltagverkörperterAbenteuer,FreiheitundInnovation
KultseiteinerEwigkeit
Der Bulli ist das am längsten gebaute Nutzfahrzeug Europas. Am 8. März 1950 fuhr der erste Transporter, kurz T1 genannt, in Wolfsburg vom Band. Seitdem folgten ihm – ab 1956 in Hannover-Stöcken produziert – mehr als 12,5 Millionen weitere Bulli. Damit ist er das erfolgreichste europäische Nutzfahrzeug aller Zeiten. Er ist Kult seit einer Ewigkeit.
Vom T1 bis zum T6.1 der sechsten Generation lieferte stets eine Plattform die Basis für alle Derivate – vom
VWBulli
Transporter bis hin zu den Camper-Ikonen Doch das Zeitalter der E-Mobilität machte eine Transformation des Allrounders und damit einen Paradigmenwechsel notwendig:Aus„einemBullifüralle“wurdedeshalb„für jeden der richtige Bulli“
EineneueEpoche
Den Aufbruch in die neue Epoche markierte 2021 der aktuelle Multivan – ein Freizeit- und Business-Van mit optionalemPlug-in-Hybridantrieb Ihmfolgte2022mit demID BuzzdererstevollelektrischeBulliinGroßserie 2025 nimmt nun als dritte Baureihe die ebenfalls neue Transporter-Baureihe Fahrt auf – das „Arbeitstier“ des TriosmitmehrNutzlast,mehrAnhängelast,mehrVolumen – als BEV, Diesel und Hybridversion Das aktuelle Bulli-ProgrammbestehtdamitausdreiSäulenmitsechs Grundmodellen: dem Multivan und dem baugleichen California,demID BuzzunddemNutzfahrzeugID Buzz Cargo sowie dem Transporter und der technisch identischen Shuttle-Version Caravelle. Sie alle tragen noch heute die DNA des multifunktionalen T1 in ihrem Design und konstruktiven Layout. (ff)
Durch den Einsatz von KI werde sich die Produktivität zwar steigern, heißt es in dem Gutachten des Instituts der deutschen Wirtschaft (IW) im Auftrag des Gemeinschaftsausschusses der Deutschen Gewerblichen Wirtschaft. Doch das große Potenzial von KI-Anwendungen für die Produktivität werde in Deutschland bisher nur unzureichend genutzt, lautet das Fazit der Studie. Helena Melnikov, Hauptgeschäftsführerin der Deutschen Industrie- und Handelskammer (DIHK), sagte zur Studie: „Wir erleben gerade spannende Tage mit enormen globalen Herausforderungen und einer schweren Wirtschaftskrise im eigenen Land. Dabei zeigt sich, dass viele der Probleme struktureller Art sind – also hausgemacht.“ Doch es gebe aktuell große Chancen für konkrete Verbesserungen. Das betreffe vor allem die rasante technologische Entwicklung Melnikov rief dazu auf, insbesondere den Bereich der KI stärker zu nutzen. Laut der Studie setzen bisher noch relativ wenige Unternehmen hierzulande KI aktiv ein: Nur jedes vierte bis fünfte Unternehmen wende die Technologie an. In einer Projektion für die Jahre 2025 bis 2030 erwartet das IW für Deutschland ein jährliches Wachstum der Produktivität von 0,9 Prozent und für die Jahre 2030 bis 2040 von 1,2 Prozent.
NETZWERK
Termine
Lamiera
Vom 6. bis 9. Mai öffnet die Lamiera, Italiens wichtigste Messe für Blechbearbeitung, in Mailand ihre Tore.
Control
In Stuttgart begrüßt die Control vom 6. bis 9. Mai ihre Gäste. Hier treffen sich die Experten für die industrielle Qualitätssicherung
CuttingWorld
Auf die gesamte Prozesskette zum Thema Schneiden fokussiert sich die Cutting World vom 6. bis 8. Mai in Essen.
Leserblick
„MehrEffizienz imPresswerk“
Sie betreiben eine Linie zum Stanzen und/oder Umformen und möchten mehr rausholen? Wie lassen sich Kosten senken und die Effizienz erhöhen? Vor dem Hintergrund der Herausforderungen von Qualität, Flexibilität, sinkenden Losgrößen und Verfügbarkeiten gilt es, die Produktion für den steigenden Kostendruck fit zu machen. Welche Ansätze bieten sich zur Steigerung der Gesamtanlageneffektivität (Overall Equipment Effectiveness, OEE)? Welche Realisierungen helfen die Anlagenverfügbarkeit zu erhöhen? Beispielsweise können zu lange Rüstprozesse oder nicht optimal aufgesetzte intralogistische Schnittstellen für Verluste sorgen.
Die Fachtagung „Mehr Effizienz im Presswerk“ am 5. Juni in Würzburg zeigt, welche Potenziale in Ihrer Produktion ausgeschöpft werden können, und bietet Lösungen, die Sie sofort in Ihrem beruflichen Alltag unterstützen. Dabei beleuchtet sie mit praxisnahen Vorträgen die verschiedenen Handlungsfelder, die zu einer Effizienzsteigerung beitragen.