Liebe Leserinnen und Leser,
die Fertigungsindustrie befindet sich mitten in einem grundlegenden digitalen Wandel. Während ERP-Systeme über Jahrzehnte vor allem als Rückgrat der administrativen Prozesse dienten, entwickeln sie sich heute zunehmend zur zentralen Plattform für datengetriebene Produktion. Besonders die Verlagerung von ERP-Lösungen in die Cloud markiert dabei einen wichtigen Technologiesprung – bringt jedoch auch neue Herausforderungen für Produktionsunternehmen mit sich.
Eine der größten Hürden bei der Umstellung auf cloudbasierte ERP-Systeme ist die Migration bestehender Daten und Prozesse. Viele Unternehmen arbeiten mit historisch gewachsenen Systemlandschaften, individuellen Anpassungen und komplexen Schnittstellen. Diese Strukturen lassen sich nicht ohne Weiteres in eine moderne Cloud-Architektur übertragen. Hinzu kommt die Integration neuer Technologien wie künstlicher Intelligenz, die eine konsistente Datenbasis und klar definierte Prozessstrukturen voraussetzt. Der entscheidende Erfolgsfaktor liegt deshalb in der Standardisierung: Wer seine Kernprozesse konsequent harmonisiert, schafft die Grundlage für eine zukunftsfähige ERP-Umgebung.


Gleichzeitig eröffnet die Kombination aus CloudERP und KI neue Potenziale für die Produktion. KI-gestützte Analysen ermöglichen präzisere Bedarfsprognosen, intelligentere Produktionsplanung und eine frühzeitige Erkennung von Engpässen oder Qualitätsabweichungen. Entscheidungen lassen sich damit stärker datenbasiert treffen. Das ERP-System entwickelt sich so vom reinen Verwaltungssystem zu einem aktiven Steuerungsinstrument der Fertigung.
Entscheidend für den tatsächlichen Nutzen ist jedoch die Durchgängigkeit der Prozesse – vom ERP über die Arbeitsvorbereitung bis in die Fertigung. Produktionsunternehmen müssen sicherstellen, dass Informationen ohne Medienbrüche fließen und Daten entlang der gesamten Wertschöpfungskette konsistent bleiben.
Mehr über ERP-Lösungen finden Sie in unserem Schwerpunkt auf den Seiten 18 bis 33. Im Mittelpunkt steht dabei unsere große Expertenumfrage auf den Seiten 26 bis 31. Erfahren Sie von zwölf ERP-Experten, wie durchgängige Informationsflüsse zwischen ERP, Arbeitsvorbereitung und Fertigung geschaffen werden und wie KI für mehr Effizienz und Datenqualität sorgen kann.





BESUCHEN SIE
DIGITAL MANUFACTURING AUCH AUF FACEBOOK, X, XING UND LINKEDIN.





DR. HARALD WUEST, CEO VON VISOMETRY
Ein Umsatzwachstum von 48 Prozent in einem schwierigen Industrieumfeld – Visometry hat 2025 ein starkes Jahr erlebt. Im Interview spricht CEO Dr. Harald Wuest darüber, wie Augmented Reality die Qualitätsprüfung verändert, welche Rolle KI künftig spielen kann und warum Unternehmen beim Einsatz digitaler Technologien oft klein anfangen sollten.
Bild: Visometry

Vorschau auf die Hannover Messe 2026 Zukunftsweisende Technologien live erleben 6
News
Aktuelles aus der Branche 7
Cloudbasierte Softwareverwaltung mit AI-gestütztem Engineering Sicher, effizient und zukunftsfähig 8
Titelstory: Globales MES-Template bei Karl Storz Smart, sicher, skalierbar 10
Im Gespräch: Dr. Harald Wuest, CEO von Visometry „Augmented Reality macht Abweichungen sofort sichtbar“ 13
Lebenszyklus von Bauteilen unter realistischen Bedingungen simulieren
Dauerprüfstände für komplexe Prüfszenarien 16
ERP-Lösung in der Praxis Strategische Weichenstellung vor der S/4HANA-Migration 18
ERP-Lösung in der Praxis Prozesstransparenz aus einem Guss 20
ERP-Unterstützung mit KI Agenten-Teamwork im Vertriebsinnendienst 22
ERP-System mit Variantenmanagement Neues ERP-System liefert Basis für Industrie 4.0 24
Expertenumfrage ERP
Cloud-ERP: Chancen und Hürden 26
KI-Agenten als Gamechanger in der Fertigung
Autonome Intelligenz im ERP 32
Mehr Transparenz und Sicherheit in der digitalen Produktion Vernetzung für mehr Sicherheit im Shopfloor 34
E-Mail-Security im Fokus Wie Produktionsstillstände durch Cyberangriffe drohen 36

Wie agentenlose Remote-Zugriffslösungen IT- und OT-Welten sicher verbinden Sicherer Zugriff aus der Ferne 38
IT/OT-Sicherheit
Digitale Identitäten für Maschinen 40
OT als Achillesferse
Industrielle Daten schützen, Wirtschaft sichern 42
Batterieökonomie im Wandel Optimierung der Batterienutzung in automatisierten Flotten 44
Kollaborative Roboter und fahrerlose Transportsysteme Fertigung kollaborativ automatisieren 46
Digitalisierung der Fertigung
Digital Shopfloor macht Teilefertigung produktiver 48
KI in der Fertigung Prozesse optimieren, Anlagenverfügbarkeit erhöhen 50
Wie KI, Software und Container die Produktion von morgen gestalten Die Fabrik denkt mit 52 Ökodesign-Verordnung
Digitaler Produktpass –eine Chance für Unternehmen 54
Digitalisierung im Werkzeugbau Vollautomatisierung als Hebel zur Produktivitätssteigerung 56
Montagesysteme zur Gestaltung ergonomischer Arbeitsplätze
Der Mensch macht‘s –das Arbeitsplatzsystem hilft 58
3
53 Vorschau, Impressum 54 13
REDAKTIONELL ERWÄHNTE INSTITUTIONEN, ANBIETER UND VERANSTALTER
Abat S. 18, 26, AMDT S. 42, ams.Solution S. 20, 27, BE-terna S. 22, 27, Delta Electronics S. 44, Deutsche Messe S. 6, DLR S. 7, DMG Mori S. 46, DSAG S. 27, 54, Eckelmann Group S. 16, Ecos Technology S. 40, Forterro S. 28, IFS S. 28, IGZ S. 10, Microsoft S. 29, Open Systems S. 36, Phoenix Contact S. 50, Pilz S. 34, Proalpha S. 29, PSI Software S. 30, Red Hat S. 52, RK Rose + Krieger S. 58, Sage S. 30, 32, SAP S. 31, Schunk S. 7, SEW-Eurodrive S. 8, Siemens S. 48, Teamviewer S. 38, Visometry S. 13, Visual Components S. 7, VLEXsoftware S. 24, 31, WBA Aachener Werkzeugbau Akademie S. 56

Titelanzeige: IGZ
Globales MES-Template bei Karl Storz

KARL STORZ ist ein weltweit führender Anbieter in der Medizintechnik und hat mit der Einführung von SAP Digital Manufacturing (SAP DM) einen weiteren entscheidenden
Schritt zur digitalen Transformation seiner Fertigungsprozesse unternommen. Ziel des Projekts war es, die Prozesssicherheit und Effizienz durch ein modernes Manufacturing-Execution-System (MES) nachhaltig zu optimieren, die Benutzerfreundlichkeit für die Mitarbeitenden signifikant zu steigern und eine noch zukunftssichere Systemlandschaft zu schaffen. Im Fokus standen dabei die nahtlose Integration in die bestehende SAP-Systemlandschaft sowie eine möglichst intuitive, qualifikationsabhängige Auftragsdurchführung mit Prozessverriegelung inklusive einer lückenlosen Rückverfolgbarkeit.
IGZ Ingenieurgesellschaft für logistische Informationssysteme mbH
Logistikweg 1
95685 Falkenberg, Deutschland
Telefon: +49 (0) 96 37 / 92 92 - 0
E-Mail: info@igz.com www.igz.com
DIGITAL SHOPFLOOR MACHT
TEILEFERTIGUNG PRODUKTIVER
Schleicher Fahrzeugteile ist dem Wettbewerb einen Schritt voraus – nicht zuletzt dank einer durchdachten Digitalisierung seiner Fertigung. Maschinen, Programme und Werkzeuge sind mit einer Lösung von Siemens smart vernetzt. Das Ziel: Mehr Transparenz, Prozessqualität und Flexibilität.
Bild: Siemens

Die Hannover Messe möchte dieses Jahr Unternehmen und Besuchern noch mehr Orientierung und Nutzen bieten: Mit neuen Ausstellern, einer neuen Themenstruktur, einer optimierten Besucherführung, neuen Networking-Formaten und einem konsequenten KI-Fokus soll auf der Weltleitmesse der produzierenden Industrie deutlich werden, wie aus den Herausforderungen unserer Zeit konkrete Wettbewerbsvorteile entstehen.

Auf der Hannover Messe zeigen viele Aussteller konkrete Anwendungsbeispiele aus der industriellen Praxis.
Globaler Wettbewerb, steigender Kostendruck und die rasante Dynamik technologischer Innovationen stellen die produzierende Industrie vor die größte Transformationsaufgabe ihrer Geschichte. In dieser Phase des Umbruchs brauchen Unternehmen eine Plattform, die technologische Innovationen präsentiert und in konkrete Anwendungsbeispiele übersetzt.
Die Hannover Messe 2026 (20. bis 24. April) will diese Rolle übernehmen und zeigen, wie KI, Automatisierung, Digitalisierung, Energiesysteme sowie Forschung ineinandergreifen, um nachhaltige Wettbewerbsfähigkeit zu sichern.
Industrielle KI wird dabei zum zentralen Innovations- und Wachstumstreiber. Sie analysiert Produktionsdaten in Echtzeit, optimiert Prozesse und ermöglicht eine intelligente, adaptive Steuerung von Produktionsabläufen. So entstehen messbare Effizienzgewinne, höhere Produktivität und ein bewussterer Einsatz von Ressourcen –zugleich eröffnet sie Unternehmen neue datengetriebene Geschäftsmodelle und zusätzliche Wertschöpfungspotenziale.
Grundlage für Effizienzsprünge und Resilienz
„Jetzt ist die Zeit zu handeln und konsequent in neue Technologien zu investieren. Wer heute mutig in künstliche Intelligenz, Automatisierung und digitale Systeme
investiert, schafft die Grundlage für Effizienzsprünge, Resilienz und nachhaltige Wettbewerbsfähigkeit“, sagt Dr. Jochen Köckler, Vorstandsvorsitzender der Deutschen Messe AG. „Die Hannover Messe ist die Plattform, auf der Besucherinnen und Besucher konkrete KI-Anwendungen erleben und im direkten Austausch mit den ausstellenden Unternehmen erfahren, wie sie ihre Produktivität durch den Einsatz von KI steigern können.“
Auf der Weltleitmesse wird erstmals auch das Thema Physical AI eine zentrale Rolle spielen. Gemeint sind KI-Systeme, die unmittelbar mit der physischen Welt interagieren – etwa in Maschinen, Anlagen oder Robotern. „KI wird damit zur produktiven Kraft in der Fabrik – insbesondere bei industriellen und humanoiden Robotern. Das werden wir auf den Ständen der Robotikaussteller eindrucksvoll erleben“, sagt Köckler.
Rund 3.500 Unternehmen aus den Bereichen Maschinenbau, Elektro- und Digitalindustrie sowie Energiewirtschaft präsentieren Lösungen für die Produktion und Energieversorgung von heute und morgen. Dabei spielt KI eine zentrale Rolle.
Zu den Ausstellern zählen globale TechUnternehmen wie AWS, Microsoft, SAP, Schneider Electric oder Siemens sowie Technologieführer wie Beckhoff, Festo, Harting, ifm, Lapp, Phoenix Contact, Rittal, Schaeffler oder SEW-Eurodrive. Namhafte Forschungsinstitute wie Fraunhofer oder
das KIT (Karlsruher Institut für Technologie) skizzieren die Industrielösungen für morgen und mehr als 200 Start-ups aus unterschiedlichen Technologiefeldern zeigen ihre Lösungen.
Neue Themenstruktur und optimierte Besucherführung
Eine zentrale Neuerung ist die überarbeitete Themenstruktur, die in ein neues Hallenlayout (Hallen 11-17, 23, 25-27) mündet. Für Besucherinnen und Besucher bedeutet das eine direktere Orientierung, für die ausstellenden Unternehmen eine stärkere Sichtbarkeit im relevanten Umfeld. Neben der räumlichen Neuausrichtung setzt die Hannover Messe 2026 mit neuen Wissens- und Networking-Formaten noch stärker auf inhaltliche Tiefe. So können sich Experten und Anwender praxisnah über konkrete Herausforderungen und deren Lösungen austauschen. Ob Masterclasses, Roundtables, Expert Stages oder Matchmaking: Die neuen Angebote machen die Messe zum zentralen Ort für Business, Innovation und Networking.
Auch dieses Jahr werden auf der Hannover Messe hochrangige politische Delegationen aus Europa und der ganzen Welt erwartet. Im Mittelpunkt steht dabei das diesjährige Partnerland Brasilien. RT
SCHUNK UND DLR
Auf der German Robotics Conference 2026 in Köln haben Schunk und das Deutsche Zentrum für Luft- und Raumfahrt vereinbart, ihre Zusammenarbeit im Bereich humanoider Robotik auszubauen.
Die Kooperation soll den Technologietransfer in die Industrie beschleunigen und die feinmotorischen Fähigkeiten humanoider Roboterhände für neue Automatisierungsanwendungen voran-
Visual Components bietet mit Version 5.0 eine All-in-One-Digitalumgebung für die Fabriklayout-Planung, Prozesssimulation, Roboter-Offline-Programmierung und virtuelle Inbetriebnahme. Unternehmen können ihre Ideen in einem risikofreien virtuellen Raum testen und verfeinern, bevor sie sie in der Fertigung umsetzen. Die neue Version baut auf über 25 Jahre Simulationserfahrungen des Anbieters auf und optimiert Geschwindigkeit, Flexibilität und Integration in die reale Welt. Das Update ermöglicht es Herstellern, die digitale und physische Produktion nahtloser zu verbinden. Sie können Automatisierungs- und Steuerungssysteme in virtuelle Modelle integrieren, um Prozesse mit größerer Sicherheit zu validieren. Darüber hinaus hebt Visual Components 5.0 die Automatisierung der Roboter-Offline-Programmierung auf ein neues Niveau.

Visual Components hat Version 5.0 seiner gleichnamigen Softwareplattform für 3D-Fertigungssimulation und Roboter-Offline-Programmierung gelauncht.
bringen. Die DLR-Technologie soll künftig in die neuen modularen humanoiden Roboterhände von Schunk einfließen und für industrielle Anwendungen weiterentwickelt werden. Dadurch lassen sich menschenähnliche Geschicklichkeit und insbesondere feinmotorische Manipulationsfertigkeiten für anspruchsvolle Automatisierungsaufgaben gezielt ausbauen.








Auf der Interpack 2026 präsentiert SEW-Eurodrive die OrchestrationSuite, eine webbasierte Plattform für Maschinenbauer, Systemintegratoren und Betreiber von Verpackungslinien. Sie bildet das zentrale, herstellerübergreifende Softwaremanagement und ermöglicht in der softwaredefinierten Fabrik der Zukunft schlanke, flexible Prozesse mit vollständiger Transparenz über den gesamten Lebenszyklus.
Verpackungsmaschinen bestehen aus einer Vielzahl unterschiedlicher Automatisierungskomponenten verschiedenster Herstellerfirmen –darunter SPS, Antriebe, Roboter und HMISysteme. Diese Vielfalt führt zu hohem administrativem Aufwand, verursacht durch unterschiedliche Engineering-Tools, lokale Softwareinstallationen und manuelle Updates. Die OrchestrationSuite schafft hier Transparenz und Ordnung. Mit diesem modernen Tool erhalten Nutzer neue Möglichkeiten zur einfachen Orchestrierung und Verwaltung von Automatisierungssoftware. Die OrchestrationSuite wurde konsequent nach DevSecOps-Prinzipien entwickelt: Sie vereint Entwicklung (Dev), ITBetrieb (Ops) und Security (Sec) und bietet zentrale Versionsverwaltung, strukturierte Releases, CI/CD-Pipelines und vollständige
Mit der OrchestrationSuite erhalten Nutzer neue Möglichkeiten zur einfachen Orchestrierung und Verwaltung von Automatisierungssoftware. Bild: SEW-Eurodrive
Transparenz über den gesamten Lebenszyklus der Software.
KI-gestützte Generierung von SPS-Code
Die Plattform stellt zahlreiche KI-gestützte und benutzerfreundliche Funktionen bereit und wird kontinuierlich weiterentwickelt. Als besonderes Highlight zeigt SEW-Eurodrive auf der Interpack erstmals live die KIgestützte Generierung von SPSCode. Funktionsbeschreibungen lassen sich in natürlicher Sprache eingeben und innerhalb weniger Sekunden in optimierten, produktionsreifen Steuerungscode übersetzen, automatisch kompilieren und für die Softwareverteilung vorbereiten. Mithilfe KIgestützter Dokumentation und automatisierter Versionsanalysen werden Änderungen zwischen Codeständen transparent erklärt, bestehende SPS-Programme strukturiert aufbereitet und verständlich dokumentiert.
Die OrchestrationSuite ermöglicht einen sicheren Remotezugriff nach dem ZeroTrustPrinzip. Jeder Zugriff wird streng kon-
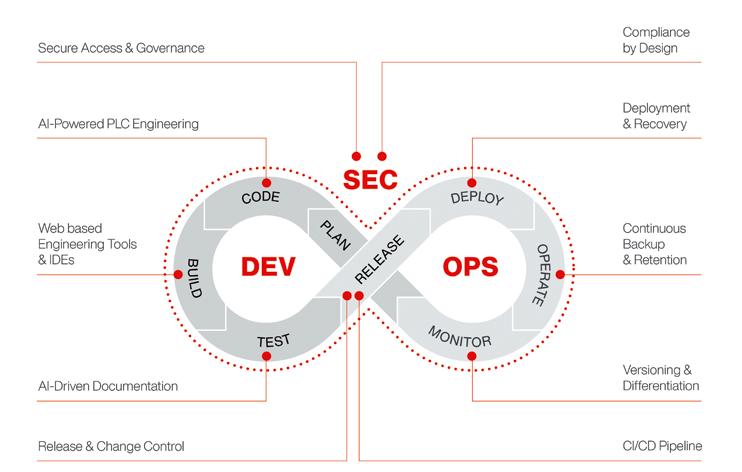
trolliert; Benutzer und Anwendungen erhalten ausschließlich die Rechte, die sie für ihre Aufgaben benötigen. Die Software verwaltet Identitäten zentral, schützt Zugangsdaten und erstellt vollständige Protokolle aller Vorgänge. Durch „Compliance by Design“ erfüllt die Plattform regulatorische Anforderungen an Compliance und Cyber Resilience und schafft eine sichere, nachvollziehbare Grundlage für moderne OT-Umgebungen.
Bewährte IT-Standards für die industrielle Automatisierung
Mit der browserbasierten, integrierten Entwicklungsumgebung (IDE as a Service) arbeiten Entwickler und Entwicklerinnen jederzeit mit der passenden Toolversion –ohne lokale Installation. Strukturierte Versionsverwaltung und kontrollierte Workflows übertragen bewährte IT-Standards in die industrielle Automatisierung und beschleunigen Entwicklungsprozesse nachhaltig. Ob während der Entwicklung von Verpackungsmaschinen oder im laufenden Betrieb: Die OrchestrationSuite verwaltet Softwarestände zentral und ermöglicht reibungslose Aktualisierungen über CI/CDPipelines. Softwareänderungen werden sicher eingespielt und lassen sich bei Bedarf sofort zurücknehmen. Wichtige Daten werden regelmäßig gesichert und geordnet abgelegt; sämtliche Änderungen der Anlagensoftware sind übersichtlich dokumentiert. Die Nachverfolgung von Codeänderungen reduziert Ausfallzeiten und minimiert den Wiederherstellungsaufwand.
Fazit: Die OrchestrationSuite bildet die technologische Grundlage für die softwaredefinierte Fabrik. Sie verbindet DevSecOps, bewährte ITMethoden und AIpowered Engineering zu einer skalierbaren, herstellerübergreifenden Plattform. Damit wird die Produktionslandschaft adaptiv, kontinuierlich optimierbar und softwarezentriert steuerbar. RT
Produktionsprozesse laufen heute rund um die Uhr. Energieeffizienz, Anlagenverfügbarkeit und stabile Datenflüsse sind entscheidend für Wettbewerbsfähigkeit und Profitabilität. Schon kurze Störungen können hohe Kosten verursachen. Das AVEVA PI-System bildet dabei die zentrale Datenbasis für Transparenz, Optimierung und fundierte Entscheidungen.
Fachkräftemangel und steigende Komplexität erschweren den Aufbau einer durchgehenden internen Betreuung. MEGLA unterstützt Industrieunternehmen mit einem 24/7 AVEVA PI-Support, der weit über klassischen IT-Support hinausgeht. Zertifizierte PI-Experten überwachen Systeme proaktiv, erkennen Risiken frühzeitig und greifen innerhalb definierter Reaktionszeiten ein – bevor Störungen den Betrieb beeinträchtigen.
Verlässliche Basis:
Standard-Support mit Struktur
Der MEGLA-Standard-Support umfasst Betreuung während der Geschäftszeiten, strukturierte Fehleranalyse, Systempflege, Monitoring sowie einen klaren Ticket- und Eskalationsprozess. Regelmäßige Healthchecks identifizieren Schwachstellen frühzeitig und erhöhen nachhaltig die Stabilität der PI-Systemlandschaft. Für viele produktionskritische Umgebungen reicht diese Absicherung jedoch nicht aus.
Wenn jede Minute zählt:
Erweiterte 24/7-Bereitschaft
Mit der erweiterten Rufbereitschaft bleiben Unternehmen jederzeit handlungsfähig – auch nachts, am Wochenende oder bei personellen Engpässen. Flexible Modelle wie 24/7, 24/5 oder 16/5 orientieren sich an realen Produktionszeiten. Kritische Ereignisse werden automatisch erkannt, priorisiert und direkt an erfahrene PI-Experten eskaliert, die Störungen schnell und gezielt beheben.
Proaktiv statt reaktiv:
Monitoring, das Ausfälle verhindert
Ein stabiler PI-Betrieb lebt von kontinuierlicher Überwachung. Früh erkannte Anomalien, Performance-Engpässe oder InterfaceAusfälle ermöglichen rechtzeitige Eingriffe, bevor Datenlücken oder Produktionsrisiken
entstehen. So wird Support vom reaktiven Eingreifen zum aktiven Sicherheitsfaktor für Datenqualität und Betriebssicherheit.
„Für unsere Kunden sichert der 24/7 AVEVA PI-Support eine jederzeit verlässliche Produktionsbasis, damit Qualität, Compliance und Lieferfähigkeit dauerhaft gewährleistet sind.“
CHRISTIAN
NOWAK, MEGLA GMBH
Typische Szenarien aus der Praxis
Nächtliche Warnmeldungen werden sofort bearbeitet, lange bevor sie im Tagesgeschäft sichtbar werden. Fällt ein PI-Interface aus, stellen MEGLA-Experten den Datenfluss remote rasch wieder her. Auch Speicher- oder Archiv-Engpässe sowie ITStörungen werden frühzeitig erkannt und automatisch eskaliert – bevor sie Produktionsausfälle verursachen.
Ihr Mehrwert auf einen Blick
Unternehmen profitieren von höherer Systemverfügbarkeit, stabiler Datenqualität und klar definierten Reaktionszeiten. Interne Teams werden entlastet, Risiken reduziert und Investitionen in PI-Systeme langfristig abgesichert – eine verlässliche Basis für Digitalisierung und Automatisierung der Produktion.
Mehr als Support:
Schulungen und MES-Betreuung
MEGLA begleitet Unternehmen entlang des gesamten PI-Lebenszyklus: von Implementierung und Integration über Wartung, Lizenzen und Security-Konzepte bis hin zur Weiterentwicklung und Datenanalyse. Ergänzend bietet der MEGLA-Campus praxisnahe Schulungen sowie umfassende Betreuung im MES-Umfeld – inklusive 24/7MES-Support für maximale Sicherheit auf Daten- und Shopfloor-Ebene.

Feuerwehr-Modus war gestern: Heute verhindern wir Störungen, bevor sie entstehen. Bild: MEGLA GmbH
MEGLA GmbH
Standort Dortmund: Speicherstraße 8, 44147 Dortmund
Standort Meschede: Sophienweg 3, 59872 Meschede
TEL.: +49 291 / 99 85-0 E-MAIL: info@megla.de
www.megla.de
KARL STORZ ist ein weltweit führender Anbieter in der Medizintechnik und hat mit der Einführung von SAP Digital Manufacturing (SAP DM) einen weiteren entscheidenden
Schritt zur digitalen Transformation ihrer Fertigungsprozesse unternommen.
Ziel des Projekts war es, die Prozesssicherheit und Effizienz durch ein modernes Manufacturing-Execution-System (MES) nachhaltig zu optimieren. VON DARIO PETESE
KARL STORZ mit Hauptsitz in Tuttlingen beschäftigt weltweit rund 9.900 Mitarbeitende und zählt zu den international führenden Anbietern in der Endoskopie und Bildgebung sowie für integrierte Operationssaal-Lösungen in vielen chirurgischen Fachgebieten der Human- und Veterinärmedizin. Das internationale Familienunternehmen steht für visionäres Design, handwerkliche Präzision und klinische Effektivität, einschließlich Fortschritten in der digitalen Chirurgie. Vor dem Hintergrund wachsender regulatorischer Anforderungen und zunehmender Variantenvielfalt gewann die Digitalisierung der Fertigung in den vergangenen Jahren weiter an Bedeutung. Die Einführung von SAP Digital Manufacturing markiert dabei den entscheidenden Schritt auf dem Weg zu einer durchgängigen, datengetriebenen und global skalierbaren Produktion.
Vor Projektbeginn boten mehrere Fertigungsbereiche wertvolle Ansatzpunkte zur Weiterentwicklung: So eröffneten die bestehenden Laufwege zwischen den stationären Terminals des BDE-Systems ebenso wie die teils wenig intuitive Benutzerführung Potenziale zur Vereinfachung und
KARL STORZ STEHT FÜR VISIONÄRES DESIGN, HANDWERKLICHE PRÄZISION UND KLINISCHE EFFEKTIVITÄT.
Beschleunigung der Abläufe. Auch im Bereich Qualifizierung bestand Optimierungsspielraum – Trainings und Schulungen für die Werkerinnen und Werker fanden überwiegend theoretisch und offline statt


KARL STORZ bietet komplexe Medizintechnikprodukte im validierten Umfeld.
und konnten dadurch nur eingeschränkt in den Arbeitsalltag integriert werden. Auf Systemebene zeigten sich zusätzliche Möglichkeiten zur Modernisierung, etwa durch die Automatisierung der Pflege von Prüfschritten und Prozesscodes, eine stärkere Maschinenanbindung sowie eine höhere Flexibilität bei Systemanpassungen. Vor diesem Hintergrund formulierte KARL STORZ ambitionierte Ziele: Ein standardisiertes und intuitiv bedienbares MES sollte eingeführt werden, das dynamische, mehrsprachige und kontextbezogene Arbeitsanweisungen direkt am Arbeitsplatz bereitstellt. Zudem waren vollständige Transparenz über Auftragsfortschritt, Prozessdaten und Rückmeldungen sowie eine zukunftsfähige, global ausrollbare Systemlandschaft zur Ablösung bestehender Drittsysteme gefordert.
Warum KARL STORZ auf SAP DM setzt Nach einer fokussierten Evaluierungsphase prüfte KARL STORZ verschiedene Optionen für ein zukunftsfähiges MES. Neben SAP Digital Manufacturing wurde auch die Mög-
Qualitätsprüfung und lückenlose Traceability mit SAP Digital Manufacturing.

lichkeit einer eigenentwickelten Lösung in Zusammenarbeit mit einem externen Dienstleister in Betracht gezogen. Im Rahmen einer Voranalyse fiel die Entscheidung dann aber zugunsten von SAP DM und IGZ. Ausschlaggebend war die nahtlose Endto-End-Integration in die bestehende SAPLandschaft, die globale Skalierbarkeit, die moderne Architektur und die Möglichkeit, internes Know-how gezielt aufzubauen. SAP DM überzeugte als Standardprodukt in Funktionalität, Benutzerfreundlichkeit, Flexibilität und Erweiterbarkeit. Für die Umsetzung wählte KARL STORZ IGZ als Partner. Entscheidende Kriterien waren das tiefgehende Prozessverständnis der IGZ-SAP-Ingenieure in der diskreten Fertigung sowie ihre methodische und fachliche Expertise in zahlreichen globalen SAP-Template-Projekten.
Blueprint-Projekt als Grundlage für ein globales Template
Um ein zukunftsfähiges und globales SAPDM-Template zu entwickeln, wurden die Anforderungen gleich zu Beginn an zwei repräsentativen Standorten erfasst. Die Wahl fiel auf die Werke Tuttlingen und Schaffhausen (Schweiz): Erprobt wurde das Template bei der Trokar-Montage so -
SAP DM ÜBERZEUGTE ALS STANDARDPRODUKT IN FUNKTIONALITÄT, BENUTZERFREUNDLICHKEIT, FLEXIBILITÄT UND ERWEITERBARKEIT.
wie der Serienfertigung von Schlingen am Standort Tuttlingen und in Schaffhausen bei der Herstellung von Medizingeräten. Während der Projektumsetzung hat man parallel Deltaanalysen für den Spritzguss- und Wiederaufbereitungsbereich im Werk Tallinn (Estland) sowie für den CNC-Fertigungsstandort in Charlton (USA) durchgeführt. Die Ergebnisse dieser Analysen flossen sukzessive in die Weiterentwicklung des globalen SAP-DM-Templates

ein, das als Grundlage für alle künftigen Roll-outs dient.
zur Steigerung der Shopfloor Usability Künftig ermöglichen benutzerfreundliche Touch- und Tablet-Terminals direkt an den Arbeitsplätzen die Auftragsbearbeitung, wodurch sämtliche Laufwege zu den zentralen BDE-Terminals für die Mitarbeitenden entfallen. Die Bedienoberflächen
wurden arbeitsplatzspezifisch gestaltet und zeigen einen priorisierten Arbeitsvorrat an, der durch Scannen von Auftragsoder Materialcodes gesteuert wird. „Die Mitarbeiter innen und Mitarbeiter profitieren enorm von den neuen Production
NACH EINER FOKUSSIERTEN EVALUIERUNGSPHASE PRÜFTE KARL STORZ VERSCHIEDENE OPTIONEN FÜR EIN ZUKUNFTSFÄHIGES MES.
Operator Dashboards (PODs). Die Bedienung ist intuitiv, visuell klar und exakt auf die Arbeitsstation zugeschnitten“, stellt Carola Wörner, Projektmanagerin Digital Production bei KARL STORZ, begeistert fest. Die Scanfunktion bildet die primäre Navigationslogik und gewährleistet eine schnelle und sichere Auswahl gewünschter Fertigungsaufträge und Materialien. Zudem wurden über NFC-Technologie schnelle und regulatorisch konforme Anmelde- und Signaturprozesse geschaffen.
Dynamische Data Driven Work Instructions als Kern digitaler Prozessführung Ein weiterer Meilenstein ist die vollständige Einführung intelligenter, datengetriebener Arbeitsanweisungen. Diese Data Driven
Die Mitarbeiterinnen und Mitarbeiter profitieren enorm von den neuen Production Operator Dashboards (PODs).“
CAROLA WÖRNER, PROJECT MANAGER DIGITAL PRODUCTION BEI KARL STORZ
Work Instructions passen sich automatisch an Produktkonfiguration, Arbeitsplatz, Qualifikationsstand und Prozesskontext an. Sie binden Videos, Bilder und Schritt-fürSchritt-Visualisierungen ein und ermöglichen über automatisierte Versionierung und Freigabe-Workflows eine revisionssichere sowie regulatorisch belastbare Dokumentation. Zudem erhalten Mitarbeitende On-Demand-Schulungen unmittelbar im Prozesskontext, was die Einarbeitung
TITELSTORY:

erheblich praxisnäher, effizienter und sicherer macht.
Erreichung vollständiger Transparenz
Die standardisierte End-to-End-Integration zwischen SAP S/4, SAP DM und SuccessFactors ermöglicht eine vollständig digitale Auftrags- und Prozesskette. Aufträge werden geführt, Prüfungen systematisch eingebunden und Rückmeldungen automatisch in Echtzeit an das ERP übertragen. Nichtkonformitäten lassen sich bereits im Prozess erfassen und qualitätsseitig beheben. Diese Integration bildet die Grundlage für die durchgängige End-to-End-Traceability aller Fertigungsschritte und die verlässliche Erfüllung regulatorischer Anforderungen. Wörner betont: „Die Kombination aus SuccessFactors-Integration mit Berücksichtigung des individuellen Schulungsstatus und Data Driven Work Instructions ist für uns ein Gamechanger in Qualität und Qualifizierung.“
EIN WEITERER MEILENSTEIN IST DIE VOLLSTÄNDIGE EINFÜHRUNG INTELLIGENTER, DATENGETRIEBENER ARBEITSANWEISUNGEN.
Durch die Harmonisierung der Systemlandschaft gelingt KARL STORZ die Transformation zu einer konsistenten, ausbaufähigen Architektur. SAP Digital Manufacturing fungiert als zentrale MES-Plattform, die als Basis für künftige Erweiterungen dient – von neuen funktionalen Anforderungen über weiteres Wachstum mit zusätzlichen Anlagen, Maschinen und Werkern bis hin
Dynamische datengetriebene Arbeitsanweisungen.
Effizienzsteigerung durch intuitive Shopfloor-Dialoge.
IGZ

zur Integration fortschrittlicher Technologien wie künstlicher Intelligenz oder maschinellem Lernen.
Messbarer Nutzen in Qualität und Effizienz
Seit dem Go-Live an den ersten Standorten zeigt sich, wie SAP Digital Manufacturing die Abläufe unterstützt: Die visuell unterstützte Werkerführung erleichtert die Auftragsdurchführung enorm, reduziert Fehler und erhöht damit gleichzeitig die Produktqualität. Echtzeittransparenz über Auftragsstatus, Qualitätsdaten und Kennzahlen ermöglicht eine gezielte Steuerung und fundierte Entscheidungen für kontinuierliche Verbesserungen. Laufwege entfallen vollständig, Rückmeldungen erfolgen automatisiert, und Schulungsaufwand wird durch die direkte Einbettung von Qualifikationsprozessen in die Fertigungsabläufe eingespart. Die digitale Traceability ist jederzeit abrufbar und entspricht allen regulatorischen Anforderungen.
Mit der erfolgreichen Ersteinführung rollt KARL STORZ die Lösung nun in den Werken Tuttlingen und Schaffhausen selbstständig auf die weiteren Produktionsbereiche aus. Parallel läuft seit Anfang 2026 der Roll-out in Tallinn, zudem ist die Einführung in Charl-
ton (USA) in Arbeit, jeweils angepasst an standortspezifische Anforderungen. Darüber hinaus werden auf Basis von SAP DM weitere Digitalisierungsinitiativen umgesetzt: die Integration von SAP Extended Warehouse Management (SAP EWM), die teilautomati-
DURCH DIE HARMONISIERUNG
DER SYSTEMLANDSCHAFT GELINGT KARL STORZ DIE TRANSFORMATION ZU EINER KONSISTENTEN, AUSBAUFÄHIGEN ARCHITEKTUR.
sierte Computer System Validation und ein globales standortübergreifendes Reporting. SAP DM bildet damit einen zentralen Baustein der langfristigen SAP-Strategie von KARL STORZ und eröffnet dem Unternehmen unzählige Möglichkeiten, die Produktion weltweit noch intelligenter, effizienter und zukunftsorientierter weiterzuentwickeln. Manuel Schilling, Senior Manager Manufacturing Solutions, resümiert zufrieden: „Die ersten Einführungen haben gezeigt: SAP DM ist die richtige Plattform für unseren globalen Roll-out. Gemeinsam mit IGZ können wir nun die Digitalisierung unserer Produktionen weltweit skalieren.“ RT
DARIO PETESE ist Key Account Manager bei IGZ.
Ein Umsatzwachstum von 48 Prozent in einem schwierigen Industrieumfeld – Visometry hat 2025 ein starkes Jahr erlebt.
Im Interview spricht CEO Dr. Harald Wuest darüber, wie Augmented Reality die Qualitätsprüfung verändert, welche Rolle KI künftig spielen kann und warum Unternehmen beim Einsatz digitaler Technologien oft klein anfangen sollten.
Digital Manufacturing (DM): Für viele Anbieter war 2025 wirtschaftlich ein schwieriges Jahr. Die anhaltende Krise in der Automobilindustrie und eine wirtschaftliche Stagnation in Europa machten ihnen das Leben schwer. Wie blickt Visometry auf das vergangene Jahr zurück?
DR. HARALD WUEST: Wenn wir auf das Jahr 2025 zurückblicken, dann tun wir das insgesamt sehr positiv – und das trotz eines wirtschaftlich wirklich anspruchsvollen Umfelds. Viele Unternehmen, gerade in der Automobilindustrie, hatten mit der anhaltenden Krise und der wirtschaftlichen Stagnation in Europa zu kämpfen. Umso mehr freut es uns, dass wir uns in diesem Umfeld sehr erfolgreich entwickeln konnten. Wir haben unseren Umsatz im Vergleich zum Vorjahr um 48 Prozent gesteigert – das ist ein starkes Signal und zeigt, dass unser Geschäftsmodell und unsere Lösungen genau den Bedarf des Marktes treffen. Besonders erfreulich ist, dass immer mehr Unternehmen unsere AR-Lösung Twyn produktiv einsetzen. Die Zahl unserer aktiven Kunden ist um mehr als 40 Prozent gewachsen. Parallel dazu ist auch unser Team gewachsen – um rund 20 Prozent. Das zeigt, dass wir nicht nur wirtschaftlich, sondern auch organisatorisch weiter skalieren und uns zukunftssicher aufstellen. Insgesamt war 2025 für uns also kein Krisenjahr, sondern ein Jahr des klaren Wachstums und der strategischen Weiterentwicklung.
DM: Ein Umsatzwachstum von 48 Prozent ist in der Tat bemerkenswert. Welche Faktoren haben dieses Wachstum aus Ihrer Sicht ermöglicht?
DR. HARALD WUEST: Das starke Umsatzwachstum ist aus unserer Sicht kein Zufall, sondern das Ergebnis mehrerer Faktoren, die gut ineinandergreifen. Ein zentraler Treiber war sicherlich der konkrete Kundennutzen unserer AR-Lösung
Unsere AR-Lösung Twyn hilft dabei, Qualitätsprüfungen zu digitalisieren und abzusichern, und schafft damit einen klaren, wirtschaftlich nachvollziehbaren Mehrwert.“
Twyn. In wirtschaftlich schwierigen Zeiten investieren Unternehmen sehr gezielt –nämlich dort, wo sich Effizienz steigern, Fehler reduzieren und Prozesse messbar verbessern lassen. Genau hier setzen wir an. Unsere Lösung hilft dabei, Qualitätsprüfungen zu digitalisieren und abzusichern, und schafft damit einen klaren, wirtschaftlich nachvollziehbaren Mehrwert. Ein weiterer wichtiger Faktor war die konsequente Internationalisierung. Wir haben frühzeitig begonnen, unsere Aktivitäten über den deutschsprachigen Raum hinaus auszubauen, und sehen insbesondere
DR. HARALD WUEST ist CEO und Mitgründer von Visometry. Bild: Visometry
in Märkten wie Südkorea und Italien eine sehr dynamische Entwicklung. Auch erste Lizenzverkäufe in Spanien zeigen, dass unser Ansatz international funktioniert. Diese geografische Diversifizierung hat uns unabhängiger von einzelnen Märkten gemacht.
DM: Ein wichtiges Standbein von Visometry ist Twyn, eine Software zur visuellen Qualitätskontrolle. Was ist das Besondere an dieser Lösung?
DR. HARALD WUEST: Mit Twyn bringen wir CAD-Daten direkt in die reale Produktionsumgebung und ermöglichen eine visuelle Qualitätskontrolle per Augmented Reality (AR). Das heißt: Bauteile oder Baugruppen werden direkt am physischen Objekt mit dem digitalen Soll-Zustand überlagert. Abweichungen werden dadurch sofort sichtbar – intuitiv, präzise und ohne aufwändige Messvorrichtungen. Ein entscheidender Vorteil ist, dass Twyn ohne aufwändige Vorbereitungen der Daten oder auch der Arbeitsumgebung funktioniert. Die Lösung erkennt Bauteile automatisch anhand ihrer Geometrie und benötigt keine speziellen


Über ein gängiges Tablet ermöglicht Twyn die Übereinstimmung eines physischen Objekts mit seinen CAD-Daten in Echtzeit zu überprüfen. Bild: Gothaer Fahrzeugtechnik
Referenzpunkte oder zusätzliche Hardware-Installationen. Das reduziert den Implementierungsaufwand erheblich und macht den Einsatz flexibel – sowohl in der Fertigung als auch in Vorserien, im Prototypenbau oder bei Lieferanten. Gleichzeitig ist Twyn so konzipiert, dass es sich nahtlos in bestehende Qualitätsprozesse integrieren lässt. Prüferinnen und Prüfer arbeiten mit einem Tablet, was die Anwendung niedrigschwellig und schnell erlernbar macht. Dadurch schaffen wir eine Brücke zwischen komplexer 3D-Technologie und praktischer Nutzung im Shopfloor.
DM: Mit Assisted Deviation Detection (ADD) hat Visometry eine neue Funktion zur automatischen Abweichungserkennung eingeführt. Wie verändert diese Technologie die Qualitätskontrolle?
DR. HARALD WUEST: Bisher stand bei Twyn vor allem die visuelle Überlagerung von CAD-Daten und realem Bauteil im Fokus – also die Möglichkeit, Abweichungen intuitiv zu erkennen. Mit ADD erweitern wir dieses Prinzip um eine automatische, softwaregestützte Analyse. Das System unterstützt die Anwenderinnen und Anwender aktiv dabei, geometrische Abweichungen zu identifizieren, anstatt sich ausschließlich auf das menschliche Auge zu verlassen. Das verändert die Qualitätskontrolle in mehrfacher Hinsicht. Zum einen steigert es die Objektivität und Reproduzierbarkeit der Prüfung. Ergebnisse werden weniger abhängig von der Erfahrung einzelner Prüfer. Zum anderen erhöht sich die Effizienz, weil kritische Abweichungen durch farbliche Hervorhebungen schneller und gezielter er-
kannt werden. Dies spart Zeit und reduziert das Risiko, dass Fehler übersehen werden. Gleichzeitig bleibt der Mensch weiterhin zentraler Bestandteil des Prozesses. ADD ist bewusst als ‚Assisted‘-Funktion konzipiert – also als intelligente Unterstützung, nicht als vollständige Automatisierung. Die Technologie liefert zusätzliche Sicherheit und Transparenz, während die finale Bewertung weiterhin beim Menschen liegt.
entwickelt. Entscheidend ist die Kombination aus dem von Apple zur Verfügung gestellten SLAM-Verfahren und unserem modellbasierten AR-Tracking. Die SLAMTechnologie erfasst kontinuierlich die Umgebung und die Bewegung des Geräts im Raum. Parallel dazu wird das reale Bauteil anhand seiner CAD-Geometrie erkannt und verankert. Durch diese Kombination bleibt das Tracking auch dann stabil, wenn nur ein Teil des Objekts im Sichtfeld ist oder wenn sich der Prüfer schnell um das Bauteil herum bewegt. Selbst bei stationären Großkomponenten mit eher unauffälligen Geometrien sorgt diese Technologie für eine verlässliche räumliche Zuordnung.
Die nahtlose Integration in bestehende IT- und PLM-Landschaften ist aus unserer Sicht ein ganz entscheidender Erfolgsfaktor.“
DM: Viele Ihrer Kunden fertigen sehr große und komplexe Bauteile. Welche technischen Herausforderungen gibt es beim Tracking solcher Bauteile, und wie haben Sie Twyn dafür weiterentwickelt?
DR. HARALD WUEST: Große und komplexe Bauteile bringen beim Tracking ganz konkrete technische Herausforderungen mit sich. Oft wird ein Objekt nicht vollständig von der Tablet-Kamera erfasst – gerade bei mehreren Metern langen Komponenten sieht der Prüfer immer nur einen Ausschnitt. Gleichzeitig bewegt er sich um das Bauteil herum, ändert Perspektive und Abstand, und es gibt Bereiche mit wenig ausgeprägten geometrischen Merkmalen. All das kann die Stabilität eines AR-Overlays schnell beeinträchtigen. Genau hier haben wir Twyn gezielt weiter-
DM: Visometry hat in Twyn die Schnittstellen verbessert und die Unterstützung zusätzlicher CAD-Formate ausgebaut. Wie wichtig ist aus Ihrer Sicht die nahtlose Integration in bestehende IT- und PLM-Landschaften? DR. HARALD WUEST: Die nahtlose Integration in bestehende IT- und PLMLandschaften ist aus unserer Sicht ein ganz entscheidender Erfolgsfaktor. Unsere Kunden arbeiten in hochkomplexen Systemumgebungen – mit etablierten CAD-Systemen, PLM-Plattformen und klar definierten Datenprozessen. Deshalb war es für uns strategisch wichtig, die Schnittstellen von Twyn konsequent auszubauen und zusätzliche CAD-Formate zu unterstützen. Je einfacher sich bestehende 3D-Daten ohne Medienbrüche übernehmen lassen, desto geringer ist der Implementierungsaufwand – und desto schneller entsteht ein produktiver Nutzen. Unsere Kunden sollen ihre gewohnten Datenquellen und Prozesse weiter nutzen können, ohne Daten manuell konvertieren oder neu aufbereiten zu müssen. Twyn unterstützt die gängigsten und wichtigsten 3D-CAD-Formate für industrielle und fertigungstechnische Anwendungen. Damit stellen wir sicher, dass sich Twyn in bestehende CAD- und PLM-Prozesse integrieren lässt und unmittelbar mit den vorhandenen 3D-CAD-Daten arbeiten kann.
DM: Sie arbeiten an neuen KI-Funktionalitäten zur Anomalie- und Unterschiedserkennung. Wo sehen Sie heute die Grenzen von KI in der industriellen Qualitätsprüfung, und wie begegnen Sie dem Thema Vertrauen in automatisierte Entscheidungen?
DR. HARALD WUEST: Künstliche Intelligenz kann in der industriellen Qualitäts-
prüfung Prozesse deutlich beschleunigen und optimieren – insbesondere dann, wenn eine große Anzahl kleinerer Merkmale geprüft werden muss, etwa viele einzelne Bolzen oder wiederkehrende Strukturelemente an einem Bauteil. Solche Prüfaufgaben sind oft zeitintensiv und monoton. Hier spielt KI ihre Stärke aus, indem sie systematisch und schnell große Mengen an visuellen Informationen analysiert. Gleichzeitig sehen wir aber auch ganz konkrete technische Einflussfaktoren. Wenn beispielsweise Teile eines Bauteils im Kamerabild verdeckt sind, wirkt sich das unmittelbar auf die Qualität der automatischen Erkennung aus. Teilverdeckungen oder ungünstige Perspektiven können die Ergebnisse beeinträchtigen. Grundsätzlich liefert die KI-basierte Erkennung bereits heute sehr gute Ergebnisse. Und wir sehen aktuell sogar mehr Potenzial als Grenzen. Neben der Merkmalsprüfung denken wir beispielsweise an weitergehende Anwendungen wie die automatische Analyse von Schweißnähten. Hier kann KI helfen, Muster, Unregelmäßigkeiten oder Abweichungen systematisch zu identifizieren und damit zusätzliche Sicherheit in den Prozess zu bringen. Wichtig ist uns dabei ein klarer Grundsatz: KI ist ein Werkzeug, um bestimmte Ziele schneller und effizienter zu erreichen –sie ersetzt nicht die Verantwortung des Menschen. Die finale Bewertung und Entscheidung bleiben beim qualifizierten Anwender. Ergebnisse aus der KI sollten immer kritisch geprüft und im Kontext des Gesamtprozesses bewertet werden. Genau dieses Zusammenspiel aus technologischer Unterstützung und menschlicher Expertise sehen wir als den richtigen Weg in der industriellen Qualitätsprüfung.
DM: Viele Fertigungs- und Werksleiter stehen vor der Frage, wie sie Digitalisierung pragmatisch umsetzen können. Welche Einstiegsszenarien empfehlen Sie Unternehmen, die AR-gestützte Qualitätsprüfung in ihrer Produktion einsetzen wollen?
DR. HARALD WUEST: AR-gestützte Qualitätsinspektion ist aus unserer Sicht vor allem dort besonders interessant, wo Produkte in kleinen Losgrößen und mit hoher Variantenvielfalt gefertigt werden. AR bietet hier den Vorteil, dass sich digitale 3DCAD-Daten direkt nutzen lassen, ohne für jede Variante eigene Prüfmittel aufzubauen. Ein pragmatisches Einstiegsszenario ist beispielsweise die Prüfung von Zulieferteilen im Wareneingang. Genau dort entstehen häufig hohe Folgekosten, wenn falsche oder fehlerhafte Bauteile unent-
den konkreten Mehrwert zu bewerten. Wenn sich der Einsatz bewährt, kann die Lösung schrittweise skaliert werden – beispielsweise durch zusätzliche Geräte in weiteren Produktionsbereichen. So entsteht keine große, riskante Einmalinvestition, sondern eine kontrollierte, praxisnahe Digitalisierung, die sich organisch in die Produktion einfügt.
DM: Wie sehen Ihre Erwartungen für dieses Jahr aus?
KI kann in der industriellen Qualitätsprüfung Prozesse deutlich beschleunigen und optimieren.“
deckt in die Montage gelangen. Mit einer AR-gestützten Prüfung lässt sich frühzeitig sicherstellen, dass Geometrie und Ausführung dem Soll-Zustand entsprechen – und kostspielige Nacharbeiten oder Montageunterbrechungen werden vermieden. Wir empfehlen in der Regel, bewusst klein zu starten: mit einem Prüfgerät. Zunächst sollte geprüft werden, ob sich die vorhandenen CAD-Daten sauber verarbeiten lassen und wie gut sich die ARInspektion in den bestehenden Produktions-Workflow integrieren lässt. Dieser Pilotansatz ermöglicht es, schnell praktische Erfahrungen zu sammeln und























DR. HARALD WUEST: Ein zentraler Schwerpunkt wird auch 2026 die Internationalisierung sein. Wir möchten unsere bestehenden Märkte weiter vertiefen und gleichzeitig gezielt in neue Regionen expandieren. Neben Europa sehen wir insbesondere in Ostasien und perspektivisch auch in weiteren internationalen Märkten großes Potenzial. Unser Ziel ist es, Twyn als festen Bestandteil moderner Qualitätsprozesse international zu etablieren. Gleichzeitig wollen wir zusätzliche Branchen erschließen. Neben unseren etablierten Kunden im Maschinen- und Anlagenbau oder bei Schweißbaugruppen sehen wir Chancen in Bereichen wie der Luft- und Raumfahrt oder im Stahlbau. Auch technologisch werden wir weiter investieren. Unser Anspruch ist es, Twyn kontinuierlich leistungsfähiger und gleichzeitig noch einfacher in der Anwendung zu machen. Insgesamt erwarten wir für 2026 also eine Fortsetzung unseres Wachstumskurses –mit einem klaren Fokus auf Internationalisierung, Innovation und nachhaltigem Kundennutzen.
DM: Herr Dr. Wuest, vielen Dank für das Gespräch.
Die Fragen stellte Rainer Trummer.

















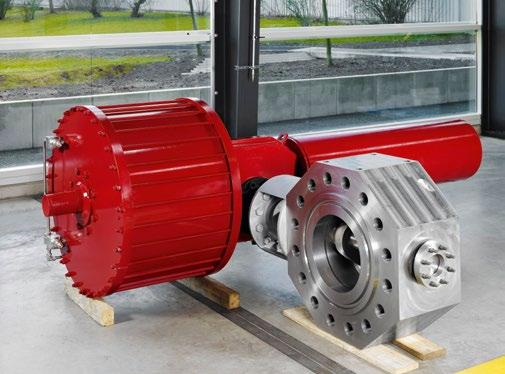
Dauerprüfstände simulieren reale und auch extreme Betriebsbedingungen. Die Technik dafür muss dauerhaft fehlerfrei und ausfallsicher arbeiten. Als Automatisierungsspezialist für digitale Fertigung und KI-gestützte Datenanalyse entwickelt die Eckelmann Group kundenindividuelle
Dauerlaufprüfstände, mit denen der Lebenszyklus von Komponenten außerhalb der realen
Einsatzumgebung unter realistischen Bedingungen simuliert wird. Dabei werden selbst kleinste Abweichungen identifiziert und dokumentiert. VON BIRGITTA RAULF
Die oft mehrmonatigen Zyklen der Dauerlaufprüfung setzen Schlüsselqualifikationen, hohe Zuverlässigkeit, Verfügbarkeit und eine hohe Flexibilität voraus. Ein Grund, weshalb Eckelmann elektrotechnisch anspruchsvolle Schaltschränke fertigt, die individuell auf die Prüfszenarien des Kunden und der Komponenten angepasst werden und in ihrer Kompaktheit wenig Raum beanspruchen. Gemeinsam mit den Unternehmenstöchtern werden Dauerprüfstände für jede Branche und deren Bauteile entwickelt und installiert: von Autoreifen über Wasserzähler bis zu Zahnriemenantrieben. Der Vorteil: Die Langzeittests von Bauteilen, Komponenten oder Gesamtsystemen belegen Lebensdauer, senken den Energieverbrauch und damit langfristig Kosten.
Steuerungen für Dauerlaufprüfstände zum Funktionstest von Kfz-Bremsen „Die Zusammenarbeit währt bereits über 25 Jahre und über viele Bremsengenerationen hinweg. Wo Standard nicht genügt, finden wir die optimalen Lösungen für die besonderen Anforderungen dieser Prüfstand-Generationen“, weiß Christoph Sehr, Gruppenleiter Metals, Vision & AI Solutions bei Eckelmann.
Ein Jahr lang dauert die Prüfung von Bremsen, nur drei Minuten der einzelne Prüfzyklus.
Das ABS-Steuergerät übernimmt die Aufgabe, die von den Raddrehzahlsensoren ermittelte Geschwindigkeit zu verarbeiten. Auf Basis dieser Signale regelt das ABS-Steuergerät die Bremskraft für jedes einzelne Rad. Durch Variieren oder Halten des Bremsdrucks wird ein Blockieren


der Räder verhindert: Das Fahrzeug kann so bestmöglich abgebremst werden und bleibt dabei lenkbar. Simuliert werden Klimazonen von Wüste bis Eis.
Eckelmann liefert Elektroanlagen mit Steuerungen für die Prüfstände
Messgenauigkeit prüfen und belegen: Herstellung von Wasserzählern
24 Stunden, sechs Tage in der Woche, 51 Wochen im Jahr: Die Hochverfügbarkeit der Prüfanlage ist Voraussetzung, wenn jährlich 700.000 Wasserzähler mit Dimensionen von bis zu 300 DN das Produktionswerk von Diehl Metering verlassen. „Eine sehr angenehme Zusammenarbeit und ein echtes Miteinander. Matthias Rex hat unsere Aufgabenstellung zur Chefsache erklärt, den entscheidenden Anstoß gegeben und den Lösungsweg aufgezeigt“, lobt Bernhard Bach vom Bereich Industrial Engineering
Ziel erreicht: die nachhaltige Reduzierung des Energieverbrauchs durch die Zwischenkreiskopplung. Beim Blick in den Schaltschrank zeigen sich die High-Speed-Servoregler des Typs E°Darc C48 der Unternehmenstochter Eckelmann FCS.
Bild: Dennis Mätzig / Eckelmann
bei Diehl Metering. Die Versorgungslage reguliert das zentrale Wassersystem für die Prüfstände in der Produktion und Entwicklung. Aufgabenstellung an REX AT, Unternehmenstochter von Eckelmann: Die SPS-Steuerung der Anlage, die bereits 26 Jahre im Einsatz war, zu ersetzen, um die Ersatzteilverfügbarkeit und den Support für die Folgejahre sicherzustellen. Bei einem altersbedingten Ausfall wäre die Produktion in Ansbach gefährdet.
Die Prüfstände dienen zum einen der Qualitätsprüfung der eigens gefertigten Wasserzähler am Standort Ansbach, zum anderen können bereits genutzte Wasser-

zähler auf ihre Messgenauigkeit geprüft werden. Diehl Metering ist darüber hinaus als Kalibrierlaboratorium anerkannte Prüfstelle für Messgeräte für Wasser und Wärme und nutzt die Anlage auch für Dienstleistungsaufträge, um im Betrieb auffällige Geräte zu testen und gerichtlich anerkannte Gutachten zu erstellen.
Das REX AT-Team ersetzte die veralteten Hardwarekomponenten, übernahm die Elektroprojektierung sowie die Softwareentwicklung mit moderner HMI. Dank Installation mit „doppeltem Boden“ war während der Inbetriebnahme und Testphase der elektrischen Ausrüstung und Steuerungstechnik jederzeit ein Umschalten auf das bestehende Altsystem möglich.
Im Schulterschluss mit den Kunden: Prüfstand für Zahnriemenantriebe
„Breco hat sich zu umweltbewusstem und nachhaltigem Handeln verpflichtet. Durch die intelligente Zwischenkreiskopplung bei unserem neuen Prüfstand müssen wir nun keine überschüssige Energie mehr „verheizen“, weiß Dr.-Ing. Thomas Steinert, Geschäftsführer bei Breco. Das Unternehmen ist seit über 50 Jahren Markt-, Innovations-, und Qualitätsführer auf dem Gebiet der Polyurethan-Zahnriementechnik.
Bei der Umsetzung der antriebs- und steuerungstechnisch anspruchsvollen Aufgabe zur Installation eines energieeffizienter Dauerprüfstands für Zahnriemenantriebe wurde Breco durch die Unternehmenstochter Eckelmann FCS unterstützt. Besondere Herausforderung an
Der Schaltschrankbau zählt zur besonderen Expertise der Eckelmann Group. Über die Hardware, die komplexe Fertigung der Blech- und Gehäuseteile, bis zur individuellen Software – denn vom integrierten Schaltschrank aus werden die praxisnahen Simulationen gesteuert.
Bild: Dennis Mätzig / Eckelmann
einer mechanischen Bremsleistung des Dauerprüfstands von 12 kW werden jährlich 5.624.577 kW eingespart und inf der Folge die Stromrechnung des Unternehmens um 11.200 Euro reduziert.
Durch die intelligente Zwischenkreiskopplung bei unserem neuen Prüfstand müssen wir nun keine überschüssige Energie mehr verheizen.“
DR.-ING. THOMAS STEINERT
das Ingenieurteam: Der Energieverbrauch des Dauerprüfstands für Zahnriemenantriebe musste eklatant gesenkt werden.
Das Team der Eckelmann FCS entwickelte die Software und programmierte eine Lösung zur Auswertung der Testergebnisse. Das Ergebnis rechnet sich: bei
Auf dem neuen Prüfstand wird das Bremsmoment durch einen zweiten, als Generator betriebenen Motor erzeugt. Beim Hardware-Aufbau und kam das E°Darc C Antriebssystem von Eckelmann FCS zum Einsatz. Durch die verlustoptimale Zwischenkreiskopplung der Antriebe kann die gewonnene Bremsenergie dem Antriebssystem zur Verfügung gestellt werden. Durch Vorgabe geeigneter Sollprofile einer überlagerten SPS an die Antriebe kann der Universalprüfstand somit ohne nennenswerten Energieverbrauch betrieben und auf eine Klimatisierung des Schaltschranks verzichtet werden. KF
BRIGITTA RAULF für die Eckelmann Group.
Erfolgreiche Installation mit doppelter Sicherheit für Diehl Metering: Die Eckelmann Unternehmenstochter REX Automatisierungstechnik ersetzte die Steuerung einer Prüfanlage für Wasserzähler, die bereits 26 Jahre im Einsatz war. Bei der Testung gewährleistete das Team im Probebetrieb der Installation die Möglichkeit, auf das bestehende, alte System umzustellen.
Bild: Diehl Metering

Die Transformation auf SAP S/4HANA ist ein anspruchsvolles IT-Vorhaben. Für die Fritz Winter Eisengießerei war jedoch früh klar, dass eine reine Systemmigration nicht ausreichen würde. Bevor die technologische Plattform erneuert werden konnte, musste die Produktionssteuerung grundlegend neu gedacht werden. Denn die hochspezialisierten Gießereiprozesse, verteilt auf mehrere Standorte in Deutschland, sind technologisch detailliert und zudem historisch gewachsen. VON GABRIELA ÖLSCHLÄGER
Im Zuge der anstehenden S/4HANATransformation stellte sich bei der Fritz Winter Eisengießerei die Kernfrage:
Soll die Integration der Produktionsprozesse parallel zur Systemumstellung erfolgen oder zunächst die operative Basis konsolidiert werden? Eine Vorstudie des Bremer SAP-Beratungshauses abat führte zur Entscheidung. Zunächst sollte die Produktions- und Fertigungssteuerung aus einem bestehenden NonSAP-System vollständig in das SAP ERP überführt werden.
Diese Entscheidung war kein Selbstzweck. Vorhandene Strukturen waren von Intransparenz in den Beständen, komplexen Buchungsprozessen und systemisch nicht getrennten Sammellagerorten geprägt. Für ein Unternehmen, dessen Wertschöpfungstiefe und Variantenvielfalt im
Gießereiumfeld besonders hoch ist, bedeutete dies erhebliche Einschränkungen in der Produktionssteuerung. Ziel war daher nicht nur eine technische Migration, sondern die strukturelle Neuordnung von Materialebenen, Lagerlogiken und Fertigungsprozessen als Grundlage für eine nachhaltige Digitalisierung.
Komplexe Gießereiprozesse treffen auf SAP-Standard
Die Überführung der Fertigungssteuerung in SAP ERP war weit mehr als eine Systemkopie. Die gießereispezifischen Anforderungen – etwa komplexe Gießvorschriften, mehrstufige Produktionsabläufe und besondere Anforderungen an Proben- und Prototypenfertigungen – verlangten nach maßgeschneiderten Lösungen innerhalb des SAP-Standards.

Die Umstellung der SAP R/3-Umgebung auf S/4HANA ist für die Fritz Winter Eisengießerei eine Investition in die industrielle Zukunftsfähigkeit. Bild: Morteza Mohammadi/Unsplash
Gemeinsam mit dem Partner abat wurde ein breit angelegtes Programm aufgesetzt, das zahlreiche SAP-Module umfasste, darunter MM, SD, QM, PP, PLM und PM. Eine zentrale Rolle spielte dabei die Konzeption und Einführung der SAP LMPC Heijunka Plantafel. Sie ersetzte die bislang genutzten Planungsinstrumente durch eine digitale, integrierte Produktionsplanung und war mehr als ein Werkzeugwechsel. Es bedeutete den Übergang von dezentraler, teilweise manueller Feinplanung zu einer systemgestützten, transparenten Steuerungslogik. In einer Fertigungsumgebung mit hoher Variantenvielfalt und komplexen Materialflüssen schafft eine solche Lösung die Voraussetzung für belastbare Kapazitätsund Terminplanung.
Parallel dazu wurde ein durchgängiger Prototypen- und Probenprozess entwickelt, der eine transparente Nachverfolgung über sämtliche Produktebenen hinweg ermöglicht. Gerade in der Automobilindustrie, in der Musterteile, Vorserien und Freigabeprozesse eng dokumentiert sein müssen, ist diese Transparenz ein entscheidender Wettbewerbsfaktor.
Auch auf dem Shopfloor wurde angesetzt. Für operative Buchungen kam SAP MII zum Einsatz, wobei insbesondere die Integration der Fertigungsrückmeldungen zwischen SAP ERP und MII eine technische Schlüsselherausforderung darstellte. Ergänzend wurde die Zeichnungsverwaltung in SAP DMS integriert, um Entwicklungs- und Produktionsprozesse enger zu verzahnen.
Zusätzliche Potenziale zur Erweiterung des Projekts Ursprünglich wurde der Aufwand für die Datenmigration als gering eingeschätzt.

Vor der Erneuerung der technologischen Plattform musste die Produktionssteuerung grundlegend neu gedacht werden. Bild: © Parilov/stock.adobe.com
Diese Annahme wurde angepasst, nachdem weitere Projektpotenziale sichtbar wurden, die eine erweiterte Datenmigration erforderten. Die Einführung neuer SAPWerke, zusätzlicher Materialebenen und die notwendige Anpassung bestehender Datenmodelle machten deutlich, dass nicht nur Daten übertragen, sondern Strukturen neu modelliert werden mussten.
Im Rahmen der Konzeptphase wurden weitere Themenfelder identifiziert, die einer IT-Prozessoptimierung bedurften. In der Konsequenz verschob sich der geplante Go-live-Termin um ein Jahr. Für ein Industrieunternehmen dieser Größenordnung ist eine solche Verschiebung keine triviale Entscheidung. Sie verweist jedoch auf einen Qualitätsanspruch, der strukturelle Stabilität über kurzfristige Termintreue stellt. Der finale Go-live erfolgte im Rahmen eines intensiven Cutover an einem verlängerten Wochenende. Es schloss sich eine zweiwöchige Hypercare-Phase an, in der auftretende Probleme in Schichtarbeit bearbeitet und Mitarbeitende umfassend in die neuen Prozesse eingewiesen wurden. Die enge Zusammenarbeit zwischen Fachbereichen, IT und den SAP-Experten der abat erwies sich dabei als zentraler Erfolgsfaktor.
Transparenz als Fundament für die nächste Transformationsstufe Mit der Integration der Produktionsprozesse in das SAP ERP wurden mehrere strukturelle Optimierungen ermöglicht. Die Einführung neuer Materialebenen und die Neuorganisation der Lagerstrukturen führten zu einer deutlich erhöhten Bestandstransparenz. Gleichzeitig konnten Stammdatenobjekte verschlankt und durch die Verknüpfung mit Dokumenten inhaltlich angereichert werden. Die Buchungsprozesse wurden vereinfacht, Prozessqualität und -stabilität gesteigert und ein durchgängiger, werksübergreifender Probenprozess im SAP-Standard etabliert. Besonders bedeutsam ist
der Startschuss für eine systemgestützte Produktionsplanung, die die manuelle Planung sukzessive ersetzt.
Über die rein operativen Effekte hinaus zeigt das Projekt eine strategische Wirkung. Die geschaffene Transparenz erleichtert nicht nur das Bestandsmanagement, sondern erhöht die Nachvollziehbarkeit sämtlicher Produktionsschritte. Damit wird die Voraussetzung für datengetriebene Optimierungen geschaffen – von der Feinplanung bis zur Performanceanalyse. Vor allem aber bildet die neue Struktur die tragfähige Basis für die anstehende Migration auf SAP S/4HANA. Statt eine histo -
DIE DURCH DIE MIGRATION ERREICHTE TRANSPARENZ ERLEICHTERT NICHT
NUR DAS BESTANDSMANAGEMENT, SONDERN ERHÖHT AUCH
DIE NACHVOLLZIEHBARKEIT DER PRODUKTIONSSCHRITTE.
risch gewachsene Systemlandschaft in die neue Plattform zu überführen, startet Fritz Winter mit bereinigten Prozessen, harmonisierten Datenstrukturen und einer klar definierten Produktionsarchitektur in die nächste Transformationsphase. Was als Ablösung eines Non-SAP-Fertigungssystems begann, hat sich zudem als strategische Weichenstellung erwiesen. Die Gießerei hat ihre digitale Infrastruktur nicht nur modernisiert, sondern ihre Produktionslogik strukturell neu justiert. In einer Branche, in der Effizienz, Qualität und Rückverfolgbarkeit über Wettbewerbsfähigkeit entscheiden, ist das mehr als ein IT-Projekt. Es ist eine Investition in die industrielle Zukunftsfähigkeit. SG
GABRIELA ÖLSCHLÄGER ist freie Autorin.

Bei der Adams Armaturen befand sich über Jahre hinweg eine ERP-Software im Einsatz, die aufgrund fehlender Funktionalität und umständlicher Bedienbarkeit nie die erforderliche Prozesstransparenz bieten konnte. Die Verantwortlichen haben daher mit der Implementierung des Multiprojektmanagement-Systems ams.erp einen neuen
Weg eingeschlagen. VON GUIDO PIECH
Das Familienunternehmen Adams Armaturen aus Herne fertigt Abdicht-, Regel- und Rückschlagklappen sowie Speziallösungen mit großen Nennweiten, hoher Druckresistenz und minimalen Toleranzen, die höchsten Ansprüchen im Kraftwerks- und Wasserwerksbereich, im petrochemischen Umfeld sowie bei der Bereitstellung von Fernwärme oder der Förderung von Öl und Gas genügen müssen. Alle Armaturen üben Schutz- und Sicherheitsfunktionen für dahinterliegende Pumpen, Turbinen oder andere Absperrorgane aus.
Während die Fertigungstiefe für die Bearbeitung von Gussarmaturen relativ gering ausfällt, gilt für die zweite Produktgruppe der Schweißkonstruktionen das Gegenteil. Sie werden immer kundenspezifisch konstruiert und durchlaufen den vollständigen Konstruktions- und Fertigungsprozess bei Adams. Dank Schweißrobotern, Walzanlagen, CNC-Maschinen, 3D-Messmaschinen sowie Wasserstrahl- und Brennschneidanlagen können fast alle Fertigungsschritte

eigenständig ausgeführt werden. Für Vertriebsmitarbeiter Dino Dongowski liegt darin die große Stärke des Unternehmens: „80 Prozent unserer Produkte sind individuell zugeschnitten. Viele Interessenten wenden sich ausschließlich an uns, weil kein anderer Anbieter ihren speziellen Bedarf erfüllen kann“, erläutert der Sales Manager.
Suche nach einem neuen ERP-System
Vor diesem Hintergrund benötigte der Hersteller ein ERP-System, das das komplexe Projektgeschäft und die einhergehenden Fertigungsprozesse flexibel abbilden kann. Genau hier stieß die bis 2021 eingesetzte Software an ihre Grenzen. Sie war laut dem ERP-Verantwortlichen Tobias Bellach tendenziell auf größere Stückzahlen ausgelegt, weswegen sie bei dem Sonder- und Spezialarmaturen-Hersteller mit seinen Losgrößen zwischen 1 und 7 schlichtweg nicht passte. Erschwerend kam hinzu, dass sie hinsichtlich ihrer Bedienbarkeit, den Auswertungsmöglichkeiten und der Datenbankstruktur Defizite aufwies. Als schließlich die Wartung für den bei Adams eingesetzten Release-Stand auslief und klar wurde, dass der notwendige Wechsel auf die aktuelle Version einer Neueinführung gleichkäme, fiel die Entscheidung, sich nach einem neuen ERP-System umzuschauen.
Drei potenzielle Anbieter wurden zu Präsentationen eingeladen, darunter ams.Solution und ein weiterer Mitbewerber sowie zum Vergleich der Anbieter der bisherigen Software. Auf Grundlage der Kommentierungen im zuvor erstellten Lastenheft führten die einzelnen Abteilungen umfassende Nutzwertanalysen durch, aus denen ams. erp als klarer Sieger hervorging. Neben

Adams Armaturen bietet eine große Auswahl an Abdicht-, Drossel- und Regelklappen.
dem Fokus auf die Losgröße 1+ waren dabei vor allem die Übersichtlichkeit bei der Bedienung und die Art der Informationsbereitstellung entscheidende Aspekte. „Wir benötigten ein System, in dem sich alle Beschäftigten intuitiv bewegen können. Wir wollten nicht mehr Dutzende Klicks ausführen müssen, um an Auskünfte zu gelangen“, betont Tobias Bellach.
Digitalisierung ehemals papierbasierter
Eigentlich sollte die Implementierung von ams.erp 2020 erfolgen, wurde aber aufgrund intern notwendig gewordener Prozessnachbesserungen auf 2021 verschoben. So wirkte etwa die Konstruktion darauf hin, sofort eine Schnittstelle vom PDM- ins ERPSystem zu erstellen, anstatt die Daten wie ursprünglich vorgesehen zunächst zeitraubend manuell zu übertragen. Dass die zusätzliche Zeit der ausführlichen Prozessdefinition gut genutzt worden war, zeigt sich daran, dass die anschließende Implementierung weitestgehend reibungslos verlief – vor allem gemessen an der Firmengröße mit rund 250 Mitarbeitern und der Tiefe des ERP-Nutzungsgrads.
„Wir haben neben dem ams-Standardpaket sehr viele weitere optionale Module gleichzeitig eingeführt, darunter das Dokumentenmanagement ams.dms, das Business-Intelligence-Tool ams.bi sowie die Zollsoftware ams.export. Neben der Migration von 17 Millionen Daten führte dies an-

fangs natürlich zu einem erhöhten Arbeitsaufwand“, berichtet Tobias Bellach. Bereits ab Mitte 2021 lief das System sauber. Ein wichtiger Baustein für das Gelingen war, dass mithilfe der eigenen IT eine Reihe von Dashboards für die Abteilungen erstellt worden waren, mit denen die sich von nun an digital organisieren konnten.
dernis weitreichender Anpassungen ins System eingreifen zu können. Neben Workflows zur Abbildung von Prozesslogiken führt der ERP-Verantwortliche vor allem die bereits erwähnten Dashboards an, für deren Erstellung keine externen Spezialisten benötigt werden. Anders als in der Vorgängersoftware sind sie bei ams.erp auch vollständig ins System eingebunden. Statt über die früher üblichen Arbeitsmappen wird beispielsweise die Arbeitsvorbereitung inzwischen mittels Dashboards darüber informiert, dass Stücklisten aktualisiert werden können und dass alle Teile vorhanden sind, um sowohl die Beschaffung anzustoßen als auch die Arbeitspläne anzulegen.
Die Klappenlösungen von Adams Armaturen werden meist nach den speziellen Anforderungen des Kunden entwickelt. Bilder: Adams Armaturen
Das übergeordnete Ziel, die Effizienz in ehemals papierintensiven Bereichen zu erhöhen, konnte auch dank dieser Maßnahme zügig umgesetzt werden. So etwa im Vertrieb, der zuvor fast ausschließlich mit Ordnern gearbeitet hatte. Aber auch im Einkauf, wo Lieferscheine manuell bearbeitet und Bestellungen ausgedruckt wurden, um das gelieferte Material manuell abhaken zu können. „Unsere Abläufe sind heute komplett digital und laufen über das System“, so Tobias Bellach.
Verwaltungstechnische Abbildung des Fertigungsprozesses ams.erp bildet den gesamten Fertigungsprozess bei Adams verwaltungstechnisch ab, was in den Augen des Projektmanagers die wenigsten anderen Programme in diesem Umfang leisten können. Gerade die systembedingten Abhängigkeiten in ams.erp, die keine Drittsysteme erfordern, seien entscheidend für die Fehlervermeidung. Für immense Zeitersparnis aufseiten der Konstruktion beziehungsweise des Technischen Büros sorgt die Schnittstelle zwischen dem PDM-System Edge PLM Compact und der ERP-Software, in der
nach der Übertragung der Daten automatisch eine Stammstückliste angelegt wird.
Besonders positiv wirkt sich aus, dass für alle Konstruktionen 3D-Zeichnungen erstellt werden, von denen danach die Einzelzeichnungen abgeleitet werden. Während früher selbst die Anfertigung der 1:1-Kopie eines Auftrags hohen Aufwand verursachte, weil alle Informationen per Hand abgeschrieben werden mussten, ist dies heute vollkommen problemlos. Selbst konstruktive Änderungen lassen sich dank der vorhandenen 3D-Zeichnungen unkompliziert abwickeln.
Intensiv genutzt werden zudem die Optionen, selbstständig und ohne die Erfor-
Wir benötigten ein System, in dem sich alle Beschäftigten intuitiv bewegen können. Wir wollten nicht mehr Dutzende Klicks ausführen müssen, um an Auskünfte zu gelangen.“
TOBIAS BELLACH, ADAMS ARMATUREN
Die Transparenz wurde auch auf kaufmännischer Ebene erhöht. Waren früher nur der Auftragseingang und der ungefähre Umsatz bekannt, stehen heute alle relevanten Kennzahlen zur Verfügung. Positiv auf die Abläufe in der Auftragskalkulation wirkt sich aus, dass seit der Umstellung jede auftragsspezifisch arbeitende Abteilung Buchungen ausführen kann, was zuvor allein der Werkstatt vorbehalten war. „Insgesamt haben wir versucht, an sämtlichen Stellen aufzuräumen und alle Abläufe so digital wie möglich zu gestalten. Letztlich waren es erheblich mehr als angenommen“, erläutert Tobias Bellach. Dadurch sei es gelungen, übergreifend Prozesssicherheit zu schaffen, weil alle Daten auswertbar seien und in derselben Datenbank liegen.
Die Investition in das neue ERP-System wurde nicht nur dazu genutzt, Fehler in der Ablauforganisation zu vermeiden, sondern auch, um die eigentlichen Fertigungsprozesse selbst zu optimieren. So wurden beispielsweise verschiedene Maschinentypen neu gruppiert und der innerbetriebliche Transport vereinfacht. Zudem wurde erstmalig eine zentrale Warenannahmestelle etabliert. Nun gibt keine Materialanlieferungen mehr, für die keine Bestellung im ERP-System vorhanden ist. SG
GUIDO PIECH ist PR-Fachredakteur bei ams.Solution.
Ob Bestellanfragen, Retourenanmeldungen oder Rückfragen zu bestehenden Aufträgen: Tagtäglich sehen sich Mitarbeiter im Vertriebsinnendienst mit einer Flut von Anfragen konfrontiert. Ein Volumen, das selbst im Mittelstand schnell im sechsstelligen Bereich pro Jahr liegen kann. Die Vorteile einer Automatisierung per Agentic AI liegen damit auf der Hand. Auf die richtige Weise implementiert, entlastet die KI nicht nur den Vertriebsinnendienst, sondern schafft auch die Basis für höhere Effizienz in weiteren Bereichen. VON CHRISTIAN KNOLLINGER
Für eine klassische Automatisierung ist der Vertriebsinnendienst nur bedingt geeignet: Die Kommunikation zeichnet sich durch eine hohe Vielfalt aus. Bestellungen erfordern völlig andere Folgeprozesse wie etwa eine Rückfrage zum aktuellen Auftragsstatus oder die Anmeldung einer Retoure. Auch der geringe Grad an Strukturierung stellt eine Herausforderung dar: So kann eine Bestellung mit Nennung von Artikelnummer, Variante und Menge in Textform eingehen, genauso gut jedoch einen Screenshot aus dem Webshop enthalten, der das gewünschte Produkt in Bildform zeigt. Auch Großbestellungen, die etwa per Excel-Liste übermittelt werden, sind nicht selten im individuellen Format des Kunden gehalten und daher nicht pauschal gleich strukturiert.
Entsprechend erfordert jede einzelne Kommunikation einen händischen Aufwand: Die Nachricht muss gelesen, Informationen manuell extrahiert und nachrecherchiert sowie Folgeprozesse müssen angestoßen werden. Es gilt, neue Aufträge im System anzulegen, bestehende Bestellungen zu modifizieren oder Rückmeldungen an die Kunden zu verfassen.


Technisch setzt sich der Vertriebs-Agent aus mehreren Sub-Agenten und KI-Tools zusammen.
Mit künstlicher Intelligenz bieten sich nun neue Möglichkeiten, diese Komplexität zu bewältigen und damit den Vertriebsinnendienst, der nicht selten an seiner Kapazitätsgrenze arbeitet, umfassend zu entlasten. Agentic AI ist nicht nur in der Lage, Kommunikation zu interpretieren, Folgeschritte daraus abzuleiten und bei Bedarf Kundenrückmeldungen in Textform zu verfassen, sondern kann auch konkrete

Die Verarbeitung der Vertriebskommunikation durch den KI-Agenten erfolgt in mehreren Schritten.
Aktionen in den IT-Systemen durchführen, wie das tatsächliche Einpflegen eines neuen Auftrags im ERP-System.
Auf Teamwork kommt es an –auch für KI-Agenten
Ein KI-basierter Sales-Agent setzt sich technisch jedoch nicht nur aus einem einzigen KI-Agenten, sondern einer Agent-Struktur sowie verschiedenen Tools zusammen: Ein übergeordneter Orchestrator koordiniert den Gesamtablauf und delegiert Teilaufgaben an Sub-Agents. Diese Sub-Agenten sind auf verschiedene Aufgabenbereiche spezialisiert, etwa die Bearbeitung von Verkaufsaufträgen, Statusauskünfte zu Bestellungen und Lieferungen, ProduktReklamationen oder Rechnungs-Reklamationen. Ihnen zur Verfügung stehen wiederum verschiedenste KI-Werkzeuge,

beispielsweise zur Analyse von Text und Dokumenten, zur Kategorisierung der eingehenden Kommunikation oder zum Abgleich von Produkten und Varianten mit dem Artikelstamm im ERP-System.
Zusammenspiel zwischen Orchestrator und Sub-Agent
In der Praxis kann das Zusammenspiel zwischen Orchestrator, Sub-Agent und KI-Tools beispielsweise folgendermaßen aussehen: Geht eine E-Mail ein, analysiert der Orchestrator diese zunächst und ermittelt so die Intentionen des Absenders. Auf deren Basis werden die Werkzeuge gewählt, um diese zu bedienen oder an Sub-Agents zu delegieren, etwa den auf die Anlage von Verkaufsaufträgen spezialisierten Agent. Dieser liest dann die inkludierten Dokumente wie Excel-Tabellen, PDFs oder Bilder – etwa mithilfe von OCR – aus und extrahiert daraus die relevanten Daten wie Artikelnummern, Kundeninformationen oder Details zu gewünschten Varianten oder Mengen.
Bei einer Bestellanfrage etwa müssen zunächst die Daten im ERP-System abgeglichen werden: Handelt es sich um einen Bestandskunden, der bereits im ERP-System hinterlegt ist oder muss ein neuer Stammdatensatz angelegt werden? Befinden sich die gewünschten Produkte auf Lager? Falls nicht, bis wann können die Artikel gefertigt werden? Welche Varianteninformationen sind für den jeweiligen Artikel erforderlich und wurden diese vollständig vom Kunden kommuniziert? Liegen alle erforderlichen Informationen vor, kann schließlich der Sub-Agent den Auftrag im ERP-System einpflegen. Im letzten Schritt wird eine Rückmeldung an den Kunden verfasst.
Der Mitarbeiter als Prüfinstanz
Theoretisch lässt sich ein solcher Prozess vollständig automatisieren, sodass keinerlei Aufwand seitens der Mitarbeitenden erforderlich ist. Involviert werden diese nur, wenn die KI auf Probleme stößt, etwa erforderliche Variantenattribute fehlen, der vom Kunden angegebene Preis nicht dem tatsächlichen Artikelpreis entspricht oder Varianten bestellt werden, die für das gewünschte Produkt gar nicht verfügbar sind.
Praktisch jedoch bestehen oft Vorbehalte, der KI als Black Box vollständig eigenständig die Bearbeitung der eingehenden Kommunikation zu überlassen. In der Regel wird das System daher als KI-Automation mit „Human in the Loop“ implementiert: Bevor die KI die ermittelten Schritte ausführt, prüft jeweils eine Person die Ergebnisse und gibt sie frei. Auch wenn die Effizienzgewinne dadurch ein wenig geringer ausfallen, ermöglicht dies dennoch eine umfassende Entlastung der zuständigen Teams, da nicht länger jede Kommunikation von Grund auf manuell bearbeitet und beantwortet werden muss.
Zudem bestehen Möglichkeiten, die Prüfprozesse selbst so komfortabel wie möglich zu gestalten: etwa, indem die KI nachvollziehbar aufzeigt, wie genau sie zu ihrem jeweiligen Vorschlag gekommen ist. Dies kann beispielsweise in Form einer stichpunktartigen Aufzählung erfolgen, in der die KI die Textstellen aus der Original-E-Mail hervorhebt, in denen sie Daten wie Arti-
kelnummer, Menge oder Variantenattribute identifiziert hat. Auf diese Weise haben die menschlichen Prüfer unmittelbar Einsicht in alle relevanten Dokumente, sodass nicht jedes Detail manuell nachrecherchiert und verifiziert werden muss.
In Zeiten, in denen Wirtschaftlichkeit immer stärker zum zentralen Erfolgsfaktor wird, eröffnet die KI-basierte Automatisierung im Vertriebsinnendienst deutliche Effizienzsteigerungen in der täglichen Praxis. Gleichzeitig schafft der modulare Aufbau eines solchen Vertriebs-Agenten auch die Basis, die Sub-Agents und KITools bei Bedarf auf einfache Weise für andere Einsatzszenarien zu nutzen, die ähnliche Kompetenzen benötigen. So erfordert beispielsweise auch die automatisierte Prüfung eingehender Auftragsbestätigungen von Zulieferern die Fähigkeit, E-Mail-Anhänge auszulesen und zu verstehen, sowie die daraus extrahierten Daten mit dem ERP-System abzugleichen. Ein einmal erstellter Sub-Agent beziehungsweise ein einmal erstelltes KI-Werkzeug bietet damit ein hohes Wiederverwendungspotenzial, um auch in weiteren Bereichen für Effizienzsteigerungen zu sorgen. SG

CHRISTIAN KNOLLINGER ist AI Lead FSCM DACH bei BE-terna.



Die 1882 von Robert Reiss gegründete Reiss Büromöbel GmbH, die unter anderem dem Reiss-Brett, der Reiss-Zwecke und den Reiss-Rechenschiebern den Namen gab, ist ein traditionsreiches Industrieunternehmen mit Sitz im Bad Liebenwerda in Brandenburg. Das Unternehmen hat nun den Schritt zu einem Industrie-4.0-Betrieb vollzogen. Der Bau eines hochmodernen Werkes im Jahr 2019 und die Einführung des ERP-Variantensystems VlexPlus für die Fertigungssteuerung und vernetzte Maschinenkommunikation bildeten die Grundlage für den digitalen Transformationsprozess mit Investitionen in Höhe von rund 30 Millionen Euro. VON VIKTORIA
VIERING
Der zum Unternehmen des Jahres im Land Brandenburg gekürte Büromöbelhersteller entwickelt, produziert und vermarktet hochwertige Büromöbelsysteme für Industrie, Gewerbe und Verwaltung. Die Anpassbarkeit an individuelle Kundenanforderungen ist ein wesentlicher Erfolgsfaktor und zeichnet das Unternehmen bis heute aus.
Die hohe Variantenvielfalt stellt dabei hohe Anforderungen nicht nur an das ERPSystem, sondern vor allem an das Datenmanagement und den Produktkonfigurator. Neue Anforderungen im Tagesgeschäft und Prozessoptimierungen machten jedoch im Laufe der Jahre immer wieder Erweiterungen notwendig, die zu Lasten der Update-Fähigkeit des Gesamtsystems gingen. So reifte 2014 schließlich die Erkenntnis in der Geschäftsführung, eine vollständig neue Software-Generation einzuführen, um sich zukunftssicher aufzustellen.
Die Ausschreibung startete im Jahr 2015 mit Unterstützung einer externen Unternehmensberatung. Besondere Anforderungen in dem Auswahlprozess stellten sich vor allem durch die hohe Wertschöpfungstiefe. So mussten sämtliche Fachbereiche wie Produktentwicklung, Vertrieb, Büroplanung, Logistik und Fertigung abgebildet und mit der Metall- und Holzbearbeitung auch verschiedene Fertigungsbereiche unterstützt werden.
„Neben einem hohen Erfüllungsgrad unserer fachlichen und prozessualen


Anforderungen war uns dabei vor allem ein hoher Integrationsgrad wichtig, insbesondere im Hinblick auf die Finanzbuchhaltung. Denn die Anbindung der externen Finanzbuchhaltung war bislang bei komplexeren Fragestellungen in der Kostenrechnung immer mit gewissen Einschränkungen verbunden – und davon wollten wir weg“, erläutert Hans-Ulrich Weishaupt, Geschäftsführer von Reiss Büromöbel.
Die auftragsbezogene Fertigung erfolgt bei Reiss Büromöbel nach Verladeplänen im Tagesrhythmus, sodass die bestellte Ware umgehend auf den Weg gehen kann.
Zudem sollte die Lösung mit Blick auf die Folgekosten über eine Vielzahl von standardisierten Schnittstellen verfügen und künftige Systemanbindungen über eine offene Schnittstelle erlauben.
Variantenkompetenz versprach mehr Sicherheit
Mit der Systemumstellung haben wir die Grundlage für die Neuausrichtung unserer Organisationsstrukturen geschaffen und die Fertigung mit Losgröße 1 sichergestellt.“
HANS-ULRICH WEISHAUPT, REISS BÜROMÖBEL
Da Reiss neben der Holzfertigung ebenfalls die komplexen Anforderungen einer Metallfertigung erfüllen muss, sollte der künftige Softwarepartner über eine gewisse Expertise in der Möbelfertigung und einen tief integrierten Produktkonfigurator verfügen. „Eine solche Entscheidung hängt aber auch nicht nur am Preis und dem gebotenen Leistungspaket, sondern ist auch immer ein Stück weit Bauchsache. Den Zuschlag haben wir am Ende der Vlexsoft-

Das Lösungsspektrum von Reiss Büromöbel umfasst ergonomische Büromöbelsysteme wie Arbeitsplatz-, Kommunikations-, Akustik-, Stauraumund Empfangslösungen.
Bild: Reiss Büromöbel GmbH
ware erteilt, da die Kommunikation stets auf Augenhöhe und sehr konstruktiv und ergebnisorientiert war. Die hohe Variantenkompetenz und das Gefühl, mit dem Java-basierten System auch technologisch die notwendige Flexibilität für die Zukunft einzukaufen, gaben uns hier einfach das Plus an Sicherheit bei der Entscheidung“, so der Firmenchef.
Fertigungsoptimierung bei vollständiger Prozesstransparenz
Seit September 2017 arbeiten rund 80 Anwender in allen Unternehmensbereichen mit VlexPlus im Produktivbetrieb. Seither ist Reiss in der Lage, die gestiegenen Anforderungen etwa im Hinblick auf einen automatisierten Datenaustausch, elektronische Bestellprozesse oder den Versand elektronischer Rechnungen wirtschaftlich und ohne Störungen der betrieblichen Abläufe umzusetzen. Der elektronische Datenaustausch erfolgt dabei über eine OFML-Schnittstelle (Office Furniture Modeling Language), die es Reiss ermöglicht, eigene Webshops sowie Vertriebs-, Konfigurations- oder Katalogportale nahtlos integrieren und komplexe Multichannel-
Die Anbindung des ERPSystems VlexPlus an das Plattenlager und Zuschnittzentrum erlaubt eine integrierte Verschnitt-Optimierung.
Strategien verfolgen zu können. Der Mitarbeiter kann somit seinen Fokus ganz auf die Prüfung des Auftrags richten, davon profitiert insbesondere die Servicequalität.
Auch die Prüfung von Ressourcen und Kapazitäten zum Zeitpunkt der Auftragserfassung wird mit dem neuen System optimiert. Dank sauberer Rückmeldeprozesse können Materialabläufe systemseitig vollständig automatisiert überwacht werden. Dies macht manuelle Inventuren obsolet und schafft höchste Transparenz beim Lagerbestand und in der Materialbuchhaltung. Die Anbindung an das automatisierte Plattenlager und Zuschnitt-Zentrum erlaubt darüber hinaus eine integrierte Verschnitt-Optimierung. Damit stellt das Unternehmen nicht nur die zuverlässige Basis für Nachkalkulationen sicher, sondern auch, dass der gesamte Prozess mit
minimalem Ressourceneinsatz abgewickelt wird.
Neues Werk nach
Industrie-4.0-Vorbild geplant
„Die Wettbewerbsfähigkeit eines Büromöbelherstellers hängt entscheidend von seiner Fähigkeit ab, individuelle Anforderungen ohne großen Mehraufwand umsetzen zu können. Mit der Systemumstellung haben wir die Grundlage für die Neuausrichtung unserer Organisationsstrukturen geschaffen und sind überdies imstande, eine Fertigung mit Losgröße 1 sicherzustellen, ohne dass dies zu Lasten unserer Wirtschaftlichkeit geht. Durch die Möglichkeit, die Fertigung flexibel etwa von der Losgrößenfertigung auf eine tageweise Einzelfertigung umzustellen, können wir künftig bei Bedarf auch die Durchlaufzeiten gezielt verringern“, berichtet Hans-Ulrich Weishaupt.
Im Zuge des Transformationsprozesses wurde ebenfalls der Bau eines neuen Werkes auf über 12.500 qm Fläche mit einem integrierten MES-Feinsteuerungssystem und einer zukunftsweisenden „Losgröße 1“-Anlage vollzogen. Als eines der leistungsfähigsten und modernsten Werke der Branche und intelligenten Maschinen hat das neue Fertigungswerk nach dem Vorbild der Industrie 4.0 im vierten Quartal 2019 seinen Betrieb aufgenommen. Die Basis für den digitalen Transformationsprozess hat Reiss mit der Umstellung des ERP-Systems bereits gelegt. SG
VIKTORIA VIERING ist Bereichsleiterin Marketing und Kommunikation bei VLEXsoftware.


Die Umstellung auf Cloud-basierte ERP-Systeme birgt Herausforderungen wie Datenmigration und KI-Integration. Der Schlüssel zum Erfolg sind standardisierte Prozesse und ein offenes Mindset. Erfahren Sie von 12 ERP-Expertinnen und Experten, wie durchgängige Informationsflüsse zwischen ERP, Arbeitsvorbereitung und Fertigung geschaffen werden und wie KI für mehr Effizienz und Datenqualität sorgen kann. VON TINO BÖHLER
1 Welche Herausforderungen ergeben sich bei der Umstellung auf Cloud-basierte ERP-Systeme?
2 Welche Vorteile bietet die Integration von Künstlicher Intelligenz in ERP-Systeme?
3 Wie können Produktionsunternehmen die Durchgängigkeit zwischen ERP, Arbeitsvorbereitung und Fertigung realisieren und was müssen sie dabei beachten?

1.
Markus Fischer
Senior Consultant bei Abat Bild: Abat AG
Ein Wechsel beginnt für viele Unternehmen oft mit einer komplexen Datenmigration, um alte Daten zu bereinigen, zu harmonisieren und zu strukturieren. Auch die Anforderungen an IT-Sicherheit und Datenschutz steigen und machen eine sorgfältige Auswahl des Cloud-Anbieters notwendig. Zusätzlich kann die Integration in bestehende IT-Systeme ein gezieltes Change Management erfordern, denn Mitarbeitende müssen neue Prozesse und Tools akzeptieren. Und schließlich verfolgen
cloudbasierte ERP-Systeme einen „Clean-Core-Ansatz“, was Eigenentwicklungen einschränkt.
2.
Die Integration von Künstlicher Intelligenz in ERP-Systeme bringt vor allem mehr Automatisierung und eine deutlich bessere Datenqualität. Viele Routineaufgaben lassen sich automatisiert erledigen, wodurch Fehler reduziert und Prozesse transparenter werden. Ein gutes Beispiel ist die Bestandserfassung im Lager: Statt große Mengen an Rohren oder anderen Teilen manuell zu zählen, genügt ein Foto, aufgenommen mit einem mobilen Endgerät. Die KI analysiert das Bild, ermittelt automatisch die Stückzahl und übergibt die Daten direkt an das ERP-System zur Verbuchung.
3.
Die Integration von künstlicher Intelligenz in ERP-Systeme bringt vor allem mehr Automatisierung und eine deutlich bessere Datenqualität.“
Eine Durchgängigkeit zwischen ERP, Arbeitsvorbereitung und Fertigung entsteht durch konsistenten Informationsfluss. Die Planung erfolgt im ERP-System und wird an Arbeitsvorbereitung und Produktion übergeben. Gleichzeitig fließen Rückmeldungen aus der Fertigung zurück, etwa zu Fortschritt, Materialverbrauch oder Qualität. Wichtig ist dabei eine gemeinsame Datenstruktur mit eindeutigen Identifikatoren, damit Informationen über den gesamten Prozess hinweg miteinander verknüpft und für Auswertungen im Sinne von Industrie 4.0 genutzt werden können.
Modernisierte Produktionsanwendungen nutzen KIgestützte Datenanalysen, um Effizienz und Transparenz in der Fertigung zu steigern. Die digitale Transformation spielt eine entscheidende Rolle bei der Integration von Cloud-ERP-Systemen.
Bild: © Alina Tymofieieva/stock.adobe.com (generiert mit KI)

1.
Prokurist Produktentwicklung bei ams.Solution Bild: ams.Solution AG

Bei der Integration von KI in unser ERPSystem hat sich klar gezeigt, dass die isolierte Betrachtung einzelner, vorab definierter Use Cases zunehmend an Bedeutung verliert.“
ERP-Systeme steuern sämtliche Unternehmensprozesse durchgängig und schaffen Transparenz entlang der gesamten Wertschöpfungskette. Mit Blick auf die Sensibilität der in ihnen verarbeiteten geschäftskritischen Informationen und Kennzahlen stellt sich bei cloudbasierten Architekturen die Frage nach digitaler Souveränität und Datensicherheit – zumal der Faktor „Künstliche Intelligenz“ und die datentechnisch nicht risikolose Nutzung frei zugänglicher Large Language Models (LLM) hinzukommt. ams.Solution empfiehlt daher weiterhin lokale Installationen, was sowohl für die eigene Geschäftssoftware ams.erp als auch für KI gilt. Für deren Nutzung im ERP-Kontext arbeitet ams.Solution an der Entwicklung und dem Aufbau einer sicheren On-Premises-Plattform.
Wichtig ist dabei allerdings die Integrationsfähigkeit: Unser modulares ERP-System schafft mit offenen Standards die Balance zwischen technologischer Eigenständigkeit, Datensicherheit und nahtloser Integration in digitale Ökosysteme.
Bei der Integration von KI in unser ERP-System hat sich klar gezeigt, dass die isolierte Betrachtung einzelner, vorab definierter Use Cases zunehmend an Bedeutung verliert. Entscheidend ist vielmehr eine durchgängige KI-Unterstützung über alle Arbeitsbereiche und Geschäftsprozesse hinweg.
Der AI-Client von ams.Solution greift diesen Ansatz auf, indem er die Interaktion von ERP-Anwendern untereinander – etwa über einen integrierten Chat – ebenso unterstützt wie die Kommunikation in natürlicher Sprache mit angebundenen LLMs. Dazu wird dem jeweiligen LLM Kontext bereitgestellt. Mit entsprechenden Werkzeugen können sowohl Informationen aus zuvor zusammengestellten Dokumenten (etwa PDF) in themenspezifischen Bibliotheken als auch strukturierte ERP-Daten situativ ermittelt, kombiniert und für die weitere Verarbeitung nutzbar gemacht werden. Dies erhöht die Effizienz und die Bearbeitungsgeschwindigkeit bei der Arbeit mit dem ERP-System.
3.
Christian Rothner
Industry Lead bei BE-terna
Bild: BE-terna
1.
Meiner Erfahrung nach ist eine solche Umstellung kein ITUpgrade, sondern ein echter Transformationsprozess. Die größte Herausforderung liegt selten in der Technologie, sondern in der Bereitschaft, Prozesse konsequent zu standardisieren. CloudLösungen leben vom Best-Practice-Ansatz. Wer Cloud als Chance zur Prozessmodernisierung nutzt, gewinnt deutlich an Geschwindigkeit und Transparenz. Es ist eine Investition in die Zukunft.
2.
Ich sehe KI im ERP nicht als „Add-on“, sondern als nächste Evolutionsstufe. ERP-Systeme entwickeln sich weiter zu proaktiven Entscheidungsplattformen mit Prognosen, Risikoerkennung und Handlungsempfehlungen. Ein Beispiel: Im SCM lassen sich mit KI-gestützter Bedarfsprognose in Microsoft Dynamics 365 historische Daten, Saisonalitäten und externe Einflussfaktoren kombinieren. Das führt zu deutlich präziseren Forecasts – und damit zu geringeren Lagerbeständen, reduzierter Kapitalbindung und höherer Lieferfähigkeit. Durch Copilot-Funktionalitäten erhält der Disponent nicht nur Daten, sondern konkrete Handlungsempfehlungen. Das verändert seine Rolle vom reaktiven Verwalter hin zum strategischen Entscheider.
3.
Durchgängigkeit entsteht aus meiner Sicht nicht primär durch Schnittstellen, sondern durch ein klares Zielbild der Systemarchitektur.“
Durchgängigkeit entsteht aus meiner Sicht nicht primär durch Schnittstellen, sondern durch ein klares Zielbild der Systemarchitektur. Entscheidend sind sauber definierte Rollen der jeweiligen Systeme, konsistente Stammdatenmodelle und harmonisierte Abläufe zwischen Arbeitsvorbereitung, Logistik und Produktion. So wird schließlich eine transparente KPI-Steuerung möglich. Ein solches digitales Wertschöpfungsmodell, in dem Planung, Fertigung und kaufmännische Steuerung nahtlos zusammenarbeiten, ist für mich der entscheidende Hebel für Wettbewerbsfähigkeit im heutigen industriellen Umfeld.

1.
DSAG-Fachvorstand Vertrieb, Produktion & Logistik Bild: DSAG
Herausforderungen liegen unter anderem in Strategie, Prozessanpassung – und Transformationsaufwand. Je nach Ausgangspunkt und Zielbild (Private oder Public Cloud) variiert dieser erheblich. Ein Lift & Shift von S/4HANA On-Premises
ams.erp ist von Vornherein darauf ausgelegt, alle kaufmännischen und technischen Daten zusammenzuführen und für Durchgängigkeit von der Angebotserstellung über den Einkauf, die Arbeitsvorbereitung und die Fertigung bis hin zum After Sales zu sorgen. Die jederzeit aktuelle mitlaufende Kalkulation liefert den Anwendern stets in Echtzeit den Überblick über die Projektkostenentwicklung. Die Funktionalität der wachsenden Stückliste erlaubt zudem fertigungsbegleitende Produktanpassungen, was in der Einzelfertigung eher die Regel als die Ausnahme ist. Wichtig ist die Qualität der verwendeten Stamm- und Artikeldaten.
1 Welche Herausforderungen ergeben sich bei der Umstellung auf Cloud-basierte ERP-Systeme?
2 Welche Vorteile bietet die Integration von Künstlicher Intelligenz in ERP-Systeme?
3 Wie können Produktionsunternehmen die Durchgängigkeit zwischen ERP, Arbeitsvorbereitung und Fertigung realisieren und was müssen sie dabei beachten?
oder ECC in eine Private Cloud ist beispielsweise technisch mit vergleichsweise geringerem Risiko verbunden, da das bestehende On-Premises-System zum Teil nahezu unverändert auf einen Hyperscaler übertragen wird. Die Variante bringt jedoch Themen wie Lizenzumstellung und gegebenenfalls die Ablösung auslaufender Komponenten (etwa SAP Customer Service, und LE-TRA) mit sich.
Entscheidend ist eine integrierte Systemlandschaft, in der ERP, Arbeitsvorbereitung und Fertigungssysteme nahtlos verbunden sind.“
Aufwändiger ist eine Greenfield-Transformation von einem On-Premises-System wie ECC in die S/4HANA Public Cloud. Hier treffen zwei grundlegend unterschiedliche Produktarchitekturen aufeinander. Das heißt: Start bei null, bestehende Prozesse prüfen und an das Zielsystem anpassen. Großes Plus: Danach profitieren Anwender von allen Vorteilen einer Public-CloudLösung (zum Beispiel vollautomatisierte Updates).
2.
KI kann an vielen Stellen im Unternehmen Vorteile bieten, etwa durch Agenten, die operative Prozesse in der Beschaffung automatisieren. Ein ‚Klassiker‘ sind dokumentenbasierte Prozesse. Von Auftragsbestätigung bis Lieferschein: Sie kommen per E-Mail, müssen erfasst und verarbeitet werden. KI kann – sofern sauber integriert – diese manuellen Schritte in Form von SAP Document AI abnehmen. Sie liest eingehende Dokumente aus, strukturiert die Daten und übergibt sie automatisiert an das ERP zur Weiterverarbeitung.
3.
Entscheidend ist eine integrierte Systemlandschaft, in der ERP, Arbeitsvorbereitung und Fertigungssysteme nahtlos verbunden sind. Dafür müssen konsistente Stamm- und Bewegungsdaten, klar definierte Prozessverantwortlichkeiten und Echtzeitintegration ohne Medienbrüche sichergestellt werden. Die Basis dafür muss bereits am Anfang durch fertigungsgerechtes Konstruieren und eine sauber aufgebaute Stücklistenstruktur gelegt werden.

1.
Thomas Knorr
Vice President Cloud Transformation bei Forterro
Bild: Forterro
Die Umstellung auf Cloud-ERP-Systeme stellt mittelständische Unternehmen vor allem vor drei zentrale Heraus-
forderungen. Erstens fehlen oft die personellen und finanziellen Ressourcen sowie spezifisches Cloud-Know-how. Zweitens erweist sich die Integration der gewachsenen, heterogenen IT-Landschaften als technisch komplex. Drittens erfordert die Umstellung einen hohen organisatorischen und kulturellen Wandel, da etablierte Prozesse und Arbeitsweisen tiefgreifend angepasst werden müssen.
2.
Die Integration von künstlicher Intelligenz wandelt ERP-Systeme von reinen Verwaltungswerkzeugen zu proaktiven Steuerungsinstrumenten.“
Die Integration von künstlicher Intelligenz wandelt ERP-Systeme von reinen Verwaltungswerkzeugen zu proaktiven Steuerungsinstrumenten. Sie ermöglicht präzise Prognosen und die Automatisierung von Abläufen, was dem Fachkräftemangel entgegenwirkt. Ein Beispiel ist die vorausschauende Wartung: Sensoren melden Verschleißdaten einer Maschine. Eine KI erkennt ein drohendes Ausfallrisiko frühzeitig und stößt im ERP-System automatisch einen Wartungsauftrag an, bevor ein Schaden entsteht und ein ungeplanter Stillstand die Produktion lahmlegt.
3.
Durchgängigkeit wird durch die Vernetzung des ERPSystems als zentrale Datenplattform mit dem Shopfloor realisiert. Dabei werden auch ältere Maschinen mittels Retrofit und Sensorik nachgerüstet, um Produktionsdaten in Echtzeit zu erfassen. So entsteht ein kontinuierlicher Soll-Ist-Abgleich zwischen der Planung und der realen Fertigung. Zu beachten ist, dass dies ein strategisches Projekt ist, das schrittweise umgesetzt werden sollte. Entscheidend für den Erfolg sind zudem eine hohe Datenqualität sowie die frühzeitige Einbindung und Schulung der Mitarbeiter.

Presales Director DACH bei IFS
Bild: IFS
1. Die Migration kann technisch herausfordernd sein, wenn Legacy-Systeme die Daten in Silos einsperren. In solchen Fällen müssen Schnittstellen geschaffen werden, um Daten zentral und leicht zugänglich zu machen. Zudem müssen Unternehmen darauf achten, dass sie in der Cloud alle Vorgaben hinsichtlich Sicherheit und Datenschutz einhalten und Anwender von Anfang an in die Umstellung einbinden. Ohne Change Management und Schulungen laufen sie Gefahr, dass die Cloud-Lösung nicht angenommen wird oder neue Prozesse und Oberflächen die Anwender überfordern.
Unternehmen müssen darauf achten, dass sie in der Cloud alle Vorgaben hinsichtlich Sicherheit und Datenschutz einhalten und Anwender von Anfang an in die Umstellung einbinden.“
2. KI bietet unzählige Möglichkeiten, Abläufe zu optimieren und zu automatisieren, etwa bei der Anpassung von Produktionsplänen an Bedarfe und Ressourcen, der Verarbeitung und Erstellung von Dokumenten oder der Vorhersage von Ausfällen, um
Stillstandszeiten durch eine optimierte Instandhaltung zu vermeiden. Ebenfalls äußerst hilfreich sind KI-basierte Assistenten, die Anwender mit Kontextinformationen, detaillierten Analysen und Empfehlungen bei Entscheidungen unterstützen.
3.
Der Schlüssel ist eine gemeinsame Datenbasis. Produktionsaufträge, Materialinformationen und Arbeitspläne werden zentral gepflegt, während Fortschritte, Mengen und Qualitätsdaten automatisch zurückfließen. Standardisierte Schnittstellen und klare Prozessregeln sorgen für Transparenz, Steuerbarkeit und Rückverfolgbarkeit entlang der gesamten Wertschöpfungskette.

Senior Go-To-Market Manager für Microsoft Dynamics 365 bei Microsoft Deutschland Bild: Microsoft Deutschland
gesteuerte Orchestrierung. Deshalb sollten Fertigungsunternehmen mit einem gemeinsamen Satz von Stammdaten, wie beispielsweise Materialien und Stücklisten, sowie einer klaren Versionskontrolle beginnen. Anschließend gilt es, eine zuverlässige Feedbackschleife zu schaffen, die nahezu in Echtzeit funktioniert: Die Produktionspläne werden aus dem ERP-System direkt an die Fertigung übermittelt, während Ist-Daten wie Fortschritt, Verbrauch, Qualität oder Ausfallzeiten automatisch von dort zurückfließen. Dafür empfiehlt sich die Verwendung von Standardschnittstellen, um ereignisgesteuerte Integrationen aufzubauen. Dazu muss schon vorher vereinbart werden, welches System als „System of Record“ für jedes Datenobjekt dient. Außerdem sollten die tatsächlichen Bedingungen in der Produktion, wie etwa die Latenzzeiten, dabei berücksichtigt werden.
KI macht aus ERPSystemen intelligente autonome Systeme, die nicht mehr nur Daten verwalten.“
1. Die meisten Unternehmen haben jahrelang eigene Prozesse und Anpassungen in ihren On-Premises-Systemen verankert. Deshalb besteht eine der größten Herausforderungen in der Entscheidung, was davon behalten, neugestaltet oder ausgemustert werden soll. Ein weiteres großes Thema sind die Daten, besonders die Bereinigung und Standardisierung von Stammdaten. Die Integration in die bestehende IT-Landschaft kann ebenso anspruchsvoll sein: Es muss sichergestellt werden, dass das neue Cloud-basierte ERP-System reibungslos mit den umgebenden Systemen verbunden ist, ohne neue Silos zu schaffen. Und schließlich spielen auch die Mitarbeitenden eine entscheidende Rolle. Neue Arbeitsweisen und schnellere Aktualisierungszyklen erfordern Change Management und Schulungen. All dies muss unter Gewährleistung von Sicherheit, Compliance und Data Governance erfolgen. Eine schrittweise Einführung und eine solide Test- und Umstellungsplanung sind deshalb entscheidend, um Ausfallzeiten zu vermeiden.
2. KI macht aus ERP-Systemen intelligente autonome Systeme, die nicht mehr nur Daten verwalten. Schon heute generiert sie Zusammenfassungen oder Berichte, prognostiziert die Nachfrage und erkennt Anomalien. Aber die Zukunft gehört den KI-Agenten: Sie beobachten kontinuierlich relevante Daten, empfehlen daraufhin geeignete Folgeaktivitäten und übernehmen selbständig verschiedene Abschnitte von End-to-End-Prozessen, wobei Mitarbeitende für die Freigaben oder Ausnahmen eingebunden werden. Ein konkretes Beispiel ist der Dynamics 365 Supplier Communications Agent. Er liest automatisch eingehende E-Mails von Lieferanten, aktualisiert die Bestellungen und Liefertermine im ERP-System und löst sogar Warnmeldungen oder eine Neuplanung der Produktion aus, wenn es nötig ist, wobei der Mensch stets eingebunden bleibt. Das steigert die Produktivität und Reaktionsfähigkeit der Lieferkette deutlich.
3.
Die nahtlose Integration erfordert eine einheitliche Datenplattform, nahezu Echtzeit-Konnektivität und eine KI-

1.
Michael Finkler
Geschäftsführer der Proalpha Group
Bild: Proalpha Group
Viele mittelständische Betriebe zeichnen sich durch einen hohen Individualisierungsgrad ihrer Geschäftsprozesse aus. Das verschafft ihnen zwar Wettbewerbsvorteile, erschwert aber gleichzeitig die Cloud-Migration. Zentrale Prozesse wie Materialwirtschaft, Produktionssteuerung und Logistik lassen sich ohne eine Harmonisierung über Branchentemplates und Best Practices nicht optimal in die Cloud überführen. Hinzu kommen Bedenken beim Datenschutz sowie Kostenaspekte, denn versteckte Gebühren kommen oft erst zu spät ans Licht. Bei Proalpha empfehlen wir deshalb eine hybride Strategie, bei der Unternehmen je nach Anwendung die beste Betriebsart wählen können.
Die Integration muss bidirektional sein –das ERP übergibt Fertigungsaufträge, während das MES Rückmeldungen zu Ist-Zeiten und Qualitätsdaten zurückspielt.“
2. KI hebt die Möglichkeiten der Diagnose und Prognose auf ein neues Level – inklusive konkreter Handlungsempfehlungen. In der Fertigung hilft das etwa dabei, die Nachfrage zu prognostizieren und die Produktion anzupassen. Der nächste Entwicklungsschritt sind autonome AI-Agenten, die Geschäftsprozesse analysieren und proaktiv handeln – droht beispielsweise ein Lieferengpass, können sie automatisch bei alternativen Lieferanten bestellen. Ein Beispiel ist unsere KI-Technologie Nemo, die Dispositionsparameter und Sicherheitsbestände optimiert und exakte Verbrauchsprognosen erstellt.
3.
Ein MES fungiert als zentrale Schnittstelle zwischen Planungs- und Fertigungsebene. Die Integration muss bidirektional sein – das ERP übergibt Fertigungsaufträge, während das MES Rückmeldungen zu Ist-Zeiten und Qualitätsdaten zurückspielt. Durch KI-gestützte Analysen lassen sich zudem Anomalien identifizieren und Ineffizienzen aufdecken. Wir bieten hier beispielsweise ein integriertes Portfolio von ERP über MES bis hin zu Qualitäts- und Energiemanagement, das durchgängige Prozesse vom Auftrag bis zur Fertigmeldung sicherstellt.
1 Welche Herausforderungen ergeben sich bei der Umstellung auf Cloud-basierte ERP-Systeme?
2 Welche Vorteile bietet die Integration von Künstlicher Intelligenz in ERP-Systeme?
3 Wie können Produktionsunternehmen die Durchgängigkeit zwischen ERP, Arbeitsvorbereitung und Fertigung realisieren und was müssen sie dabei beachten?

1.
Head of Product bei PSI Software SE, Business Unit Discrete Manufacturing Bild: PSI Software SE
Mit einem erfahrenen Partner sind die Hürden weniger technologischer, sondern eher organisatorischer und psychologischer Natur. Fehlende Prozessstandards und die Angst vor dem Verlust kundenindividueller Lösungen bei hoher Standardisierung sind zentrale Risiken. Entscheidend ist eine vertrauensvolle Zusammenarbeit zwischen Kunde und Anbieter: Ziel muss eine klare, standardnahe Basis sein, die durch moderne Architektur dennoch Raum für spezifische Wettbewerbsvorteile lässt, ohne die UpdateFähigkeit zu gefährden.
2.
Und schließlich ermöglicht es die MCPbasierte Integration von LLM und ERP-System dem Nutzer künftig, seine Aufgaben im natürlichsprachlichen Dialog mit dem ERP zu erledigen.“
Die Integration von KI eröffnet dem Nutzer eine große Bandbreite an neuen Möglichkeiten. Beispielsweise unterstützt beim ERP-System PSIpenta/ERP ein integriertes RAG-System den Nutzer als intelligentes dialogbasiertes Hilfesystem bei der Arbeit. Die Wissensbasis kann durch den Anwender einfach erweitert und auf das eigene Umfeld angepasst werden. Mit dem KI-gestützten
Import von vielfältigen Eingangsdokumenten wie etwa Rechnungen, Bestellungen, Auftragsbestätigungen oder Lieferscheinen in PSIpenta/ERP steigt die Effektivität rasant bei gleichzeitiger drastischer Reduktion der Fehlerquote. Und schließlich ermöglicht es die MCP-basierte Integration von LLM und ERP-System dem Nutzer künftig, seine Aufgaben im natürlichsprachlichen Dialog mit dem ERP zu erledigen.
3.
Der entscheidende Hebel liegt darin, den gesamten Prozess innerhalb einer einzigen, integrierten Lösung abzubilden, statt isolierte Teilsysteme zu verknüpfen. Dies eliminiert Schnittstellenrisiken von Grund auf und schafft eine lückenlose Echtzeit-Transparenz vom Auftrag bis zur Auslieferung. Unternehmen müssen dabei sicherstellen, dass diese integrierte Datenbasis als ‚Single Source of Truth‘ akzeptiert wird, um die volle Skalierbarkeit und Reaktionsgeschwindigkeit in der Fertigung auszuschöpfen.

Product Manager ERP bei Sage Bild: Sage
Die Umstellung auf ein Cloud-ERP ist weniger ein reines IT-Projekt als vielmehr eine unternehmerische Transformation. Die Herausforderungen sind vielfältig. Cloud-ERP-Systeme setzen stärker auf standardisierte Prozesse. Unternehmen müssen bestehende, oft historisch gewachsene Abläufe hinterfragen und anpassen, anstatt sie eins zu eins zu migrieren. Das erfordert klare Prozessentscheidungen und ein konsequentes Change Management.
Cloud-ERPs werden schneller, regelmäßiger und iterativ weiterentwickelt. Neue Funktionen und Verbesserungen kommen in kurzen Abständen. Updates auf aktuelle Versionen sind keine Großprojekte mehr, die nur alle ein bis zwei Jahre stattfinden, sondern Teil des laufenden Betriebs. Das erhöht Innovations-

Eine Cloud-basierte ERP-Architektur ermöglicht eine nahtlose Integration und den Austausch von Daten über verschiedene Systeme hinweg. Dies fördert die Effizienz und Flexibilität in der Unternehmensführung und unterstützt die digitale Transformation im Fertigungssektor.
Bild: © LPhotoworks/stock.adobe.com (generiert mit KI)
geschwindigkeit und Sicherheit, erfordert aber auch organisatorische Reife.
2.
Durch KI entwickeln sich ERP-Systeme von passiven Verwaltungssystemen zu aktiven Entscheidungs- und Assistenzplattformen. KI-Agenten übernehmen Aufgaben für den Benutzer, wie etwa Belegerkennung, Disposition oder Bedarfserkennung und entlasten Fachabteilungen spürbar. Durch die Integration von KI lassen sich Bedarfe, Lieferengpässe oder Kapazitätsprobleme frühzeitig erkennen. KI hilft bei der Interpretation von Daten, gibt Handlungsempfehlungen und beschleunigt die Entscheidungsfindung.
3.
Durch KI entwickeln sich ERP-Systeme von passiven Verwaltungssystemen zu aktiven Entscheidungs- und Assistenzplattformen.“
Echte Durchgängigkeit entsteht nicht durch ein einzelnes System, sondern durch ein klar abgestimmtes Zusammenspiel mehrerer Ebenen – technologisch wie organisatorisch. Voraussetzung ist ein modernes, cloudbasiertes ERP, das ‚composable‘ aufgebaut ist und einen API-first-Ansatz verfolgt. Nur so lassen sich ERP, Arbeitsvorbereitung, MES, PLM oder spezialisierte Fertigungssysteme flexibel und stabil integrieren. Offene, standardisierte Schnittstellen vermeiden Medienbrüche, doppelte Datenhaltung und manuelle Workarounds. Sie ermöglichen einen durchgängigen, skalierbaren Datenfluss entlang der gesamten Wertschöpfung.

Maura Hameroff
Chief Marketing Officer bei SAP Cloud ERP Private and RISE with SAP Bild: SAP
In der Fertigungsindustrie liegt die größte Hürde nicht in der Technologie, sondern im gewachsenen Customizing. Über Jahrzehnte haben Unternehmen Geschäftslogik, Workflows und Shopfloor Integrationen aufgebaut, die häufig nur implizit dokumentiert sind. Eine Cloud-Migration zwingt dazu, dieses Wissen offenzulegen. Zentrale Herausforderungen sind:
2.
ERP-Systeme liefern die ideale Basis für KI, da sie strukturierte Daten, Geschäftslogik, Governance und Compliance vereinen. Der größte Mehrwert liegt nicht in den Algorithmen, sondern in der Reduktion der Zeit zwischen Erkenntnis und Handlung. Ein bewährtes Beispiel ist die Bedarfsplanung: Machine-Learning-Modelle steigern die Prognosegenauigkeit um bis zu 30 bis 50 Prozent und steuern MRP, Beschaffung und Produktion direkt – ohne manuelle Übergaben. Voraussetzung ist jedoch eine hohe Datenqualität, da KI fehlerhafte Daten ebenso verstärkt wie korrekte.
3.
Ziel ist ein geschlossener Regelkreis zwischen Planung und Ausführung. Dafür braucht es ein klares Architekturmodell (ISA 95), konsistente Stammdaten über ERP und MES hinweg sowie standardisierte Schnittstellen wie OPC UA und offene APIs. Empfehlung: klein starten, Erfolge nachweisen und dann skalieren. Big Bang Ansätze haben in der Fertigung selten Erfolg.

Sales, VLEXsoftware
Bild: VLEXsoftware
1. Die Umstellung ist eine technische und organisatorische Veränderung. Unternehmen müssen gewachsene Prozesse, Schnittstellen und Datenstrukturen kritisch hinterfragen und dabei auch Herausforderungen wie Datenmigration, Prozessanpassung, die Integration von Altsystemen sowie Themen rund um Sicherheit, Datenschutz und Compliance berücksichtigen. Denn, egal ob Cloud oder On-Premise: Entscheidend sind vor allem eine hohe Datenqualität sowie ein durchdachtes Change-Management. Wer diese Punkte frühzeitig adressiert, schafft die Basis für eine stabile ERP-Umstellung.
2.
ERP, Arbeitsvorbereitung und Fertigung dürfen nicht als isolierte Bereiche, sondern müssen als durchgängiger Informationsfluss gesehen werden.“
ERP-Systeme liefern die ideale Basis für KI, da sie strukturierte Daten, Geschäftslogik, Governance und Compliance vereinen.“
OT-Integrationen: Enge Kopplungen zwischen ERP und MES, SCADA oder SPS müssen neu gedacht werden, da sie für homogene On-Premise-Netzwerke ausgelegt waren. ChangeManagement: Veränderte Benutzeroberflächen und Prozesse führen zu hohem Schulungsbedarf, der regelmäßig unterschätzt wird. Standardisierung versus. Differenzierung: Cloud-Plattformen fördern Standardprozesse, während Hersteller ihre individuellen Abläufe als Wettbewerbsvorteil sehen. Customizing und Integrationen: Viele Erweiterungen und Add-ons sind nicht cloudfähig oder haben keine direkten Entsprechungen. Business Case und Skills: Hohe Anfangsinvestitionen, schwer quantifizierbarer ROI und ein Mangel an S/4HANA-Know-how bremsen die Transformation.
Erfolgreiche Unternehmen begreifen die Migration daher nicht als Lift and Shift, sondern als strategische Neuausrichtung.
Künstliche Intelligenz schafft in VlexPlus ERP schon heute konkreten Mehrwert. So liefert ein vollständig integrierter Assistent relevante ERP-Daten, unterstützt gezielt und nimmt Routinetätigkeiten ab – alles in natürlicher Sprache. Mit vernetzten Apps und eingebetteten KI-Agenten lassen sich zudem Abläufe automatisieren, Fragen schneller beantworten und Potenziale frühzeitig erkennen. Diese KI-Integration macht tägliche Prozesse effizienter, reduziert manuelle Tätigkeiten und stellt Informationen deutlich schneller zur Verfügung.
3.
ERP, Arbeitsvorbereitung und Fertigung dürfen nicht als isolierte Bereiche, sondern müssen als durchgängiger Informationsfluss gesehen werden. Entscheidend ist, dass alle Beteiligten mit denselben, aktuellen Daten arbeiten. Gerade bei komplexen und variantenreichen Produkten müssen Varianten, Stücklisten, Arbeitspläne und Änderungen jederzeit konsistent verfügbar sein. Dafür braucht es saubere Stammdaten, klar definierte Prozesse und eine enge Integration mit CAD-, MES- und Shopfloor-Systemen.
ERP-Systeme sind die technologischen Herzen der Fertigungsindustrie. Durch die Integration leistungsfähiger KI-Technologien können sie dieser Rolle noch besser gerecht werden. Das gilt insbesondere für den Einsatz von KI-Agenten. Durch ihre Integration schafft ERP den Aufstieg zur Daten- und Entscheidungsplattform für Produktionsunternehmen. VON DOMINIK SCHÄTZEL
Grundsätzlich sorgen mehrere Faktoren dafür, dass sich die Nutzung von KI-Technologien in ERP-Systemen immer weiter etabliert. So verlangen die dynamischen Marktbedingungen, dass die Entscheidungsfindung auf Grundlage verlässlicher, aktueller Daten stattfindet. Zudem werden regulatorische Rahmenbedingungen anspruchsvoller: Digitale Rechnungspflichten, Datenschutzvorgaben, branchenspezifische Standards und Nachhaltigkeitsberichterstattung erfordern transparente, überprüfbare Geschäftsabläufe und Informationsketten. Last but not least nimmt der Druck zu, funktionale Grenzen zu überbrücken und durchgängige Wertschöpfungsketten zu automatisieren – von der Angebotserstellung über Lieferantenmanagement,
Fertigung und Materialfluss bis hin zur Rechnungslegung.
Paradigmenwechsel durch KI-Agenten Der Einsatz von KI-Agenten bedeutet dabei eine wesentlich tiefgreifendere Veränderung der Prozesse in Fertigungsunternehmen als die Nutzung herkömmlicher KI-Technologien. KI-Agenten erzeugen den eigentlichen Quantensprung bei der KINutzung. Herkömmliche KI-Technologien konzentrieren sich auf spezialisierte Systeme mit klar definierten Funktionen, die einzelne Phasen in geschäftlichen Abläufen unterstützen und zur Vorbereitung von Entscheidungen beitragen, ohne diese zu treffen. Dieser bewährte Ansatz ergänzt konventionelle Prozessautomatisierung um Funktionalitäten wie Anomalieerkennung,
FERTIGUNGSUNTERNEHMEN SOLLTEN DARAUF ACHTEN, DASS IHR ERPLIEFERANT EINEN BEWUSST DOMÄNENSPEZIFISCHEN, VERANTWORTUNGSVOLLEN KI-ANSATZ BEFOLGT.
Prognosemodelle und automatisierte Dateninterpretation. In allen Fällen bleibt die Verantwortung bei den Fachleuten: Die Systeme generieren Handlungsoptionen, gewichten diese nach Bedeutsamkeit und markieren Irregularitäten, während die zuständigen Menschen darüber entscheiden, ob sie diese umsetzen, anpassen oder ablehnen.

Der Einsatz von KI-Agenten führt zu deutlich tiefgreifenderen Veränderungen in den Prozessen von Fertigungsunternehmen als der Gebrauch herkömmlicher KI-Technologien. Bild: © InfiniteFlow/stock.adobe.com
KI-Agenten hingegen funktionieren weitgehend unabhängig und zweckorientiert. Solche Systeme analysieren Geschäftskontexte, greifen strukturiert auf Informationsbestände zu, führen notwendige Operationen durch und dokumentieren ihre Schlussfolgerungen nachvollziehbar. Wie das aussieht, lässt sich an konkreten Beispielen verdeutlichen. Ein KI-Vertriebsagent generiert eigenständig aus Kundenangaben optimierte Transaktionen, validiert Kreditvorgaben, reserviert Bestände und leitet Lieferprozesse ein. In der Lieferkettenverwaltung beurteilt ein KI-Agent Partner hinsichtlich Liefertreue, Qualitätsstandards und Kostenentwicklung, liefert Szenarioanalysen und Rahmenvereinbarungen. Ein KI-Produktionsagent optimiert die Ressourcenauslastung, erkennt Kapazitätsengpässe, passt Arbeitspläne an und berücksichtigt dabei operative Kennzahlen. Im Analysewesen kreieren KI-Agenten datengestützte Überwachungs-Dashboards, die bei kritischen Wertabweichungen selbsttätig Maßnahmen auslösen. Zudem unterstützen KI-Agenten Anwender kontinuierlich durch kontextbezogene Anleitungen, Erklärungen von Systemfunktionen und relevanten Zugriffsrechten – integriert in die Anwendungsoberfläche.
Vertrauen durch Kontrolle
Der Einsatz autonom agierender Agentensysteme sorgt allerdings für zusätzliche Anforderungen an Compliance und Transparenz. Zugriffskontrollmechanismen, Audit-Trails und sichere, revisionsfähige Datenspeicherung sollten ohnehin in jedem ERP-System gewährleistet sein. Um eine Compliance-gerechte Nutzung von KI-Agenten zu gewährleisten, sollten Fertigungsunternehmen darauf achten, dass ihr ERP-Lieferant einen bewusst domänenspezifischen, verantwortungsvollen KI-Ansatz befolgt. Darüber hinaus müssen Datenschutz und DSGVO-Konformität, Privacy by Design und klare „Stopp“-Funktionen integrale Bestandteile der Lösung sein. KI-Agenten benötigen auch klare Vorgaben zu Zielen, erlaubten Aktionen, Schwellenwerten, zugelassenen Datenquellen und Erklärbarkeit. Zudem muss jede Agentenaktion protokolliert, begründet und reversibel sein.
Konzentration auf den Mehrwert
Ein wichtiges Thema beim Einsatz von KI im Allgemeinen ist ihr tatsächlicher Nut-
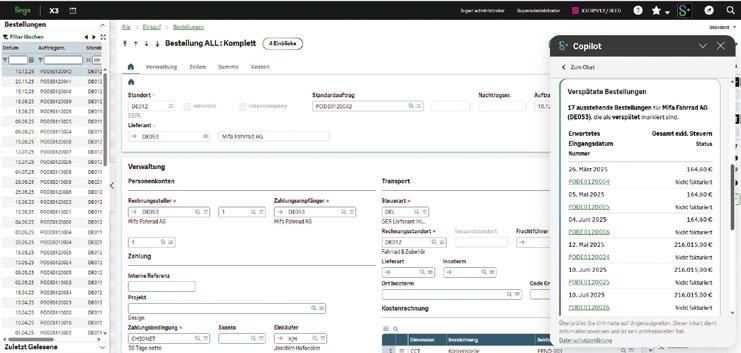
Der KI-Assistent Sage Copilot Insights warnt proaktiv im jeweiligen Prozesskontext, zum Beispiel im Einkauf, Lager oder Fertigungsauftrag. Bild: Sage
zen. Oft scheitern KI-Projekte an unklaren Zielvorgaben oder überzogenen Erwartungen. Um diese Situation zu vermeiden, sollten Entscheider ihr Augenmerk vor allem auf Engpässe richten, die mithilfe von KIAgenten beseitigt werden können: kürzere
KI-AGENTEN SIND KEINE ALLESKÖNNER, SONDERN SPEZIALISTEN MIT KLAREN GRENZEN.
Durchlaufzeiten, geringere Bestände bei höherer Liefertreue, schnellere Abschlüsse, weniger Fehler, geringere Rückläuferquoten, präzisere Forecasts. Daneben ist es wichtig, die Erwartungen zu managen. KI-Agenten sind keine Alleskönner, sondern Spezialisten mit klaren Grenzen. Sie benötigen kuratierte Daten, eindeutige Ziele und sauber modellierte Prozesse. Es empfiehlt sich, bei Prozessen zu beginnen, bei denen eine hohe Datenqualität gewährleistet ist und die wiederkehrende Entscheidungen beinhalten. Das sind beispielsweise die Lieferantenpriorisierung nach Servicelevels oder die Kapazitätsplanung mit definierten Regeln.
Die richtige Entscheidung
Im Übrigen gilt: Wer in KI-Agenten investieren will, kommt mit reinen Funktionslisten nicht weit. Er oder sie sollte sich vielmehr diese Fragen stellen:
Wie einfach lassen sich Prozesse durchgängig digitalisieren, damit KI-Agenten stabile Ziele und Aktionen vorfinden? Welche Möglichkeiten gibt es, Agenten domänenspezifisch zu konfigurieren,
inklusive Datenquellen, erlaubter Aktionen, Schwellenwerten und Prüfpfaden? Sind APIs vollständig und kontextfähig, um lesend wie schreibend effizient zu arbeiten?
Wie werden Sicherheit, Rechte und Compliance durchgesetzt, insbesondere bei autonomen Aktionen?
Wie offen ist das Ökosystem für Integrationen mit CRM, E-Commerce, Marktplätzen, EDI, Payments oder Steuerservices, damit wirklich durchgängige Prozesse entstehen können?
Wie werden Anwender (in der App, in Schulungen, durch Community und Partner) befähigt, das ERP-System effizient und mit Vertrauen zu nutzen?
Im Zuge fortschreitender digitaler Reife werden Fertigungsunternehmen verschiedene KI-Agenten koordinieren. Zentral ist dabei die präzise Definition von Aufgaben, Verantwortungen und Übergabepunkten, damit Prozessschritte nachvollziehbar bleiben und jede automatisierte Operation auf validierten Informationsbeständen aufbaut. Produktionsunternehmen, die heute ein robustes Fundament errichten, schaffen damit die Bedingungen, automatisierte Entscheidungssysteme als tragende Ebene ihrer Abläufe zu etablieren. Gerade in der Fertigungsbranche mit wachsenden ESG-Vorgaben und steigenden Compliance-Anforderungen ist das der Weg, Widerstandsfähigkeit, Geschwindigkeit und Innovationskraft zu erhöhen. KF
DOMINIK SCHÄTZEL ist Product Manager ERP bei Sage.
Der reibungslose Betrieb eines Maschinenparks ist eine anspruchsvolle Aufgabe: Produktive Abläufe müssen zuverlässig funktionieren, gleichzeitig steht der Schutz von Menschen, Maschinen und Daten im Fokus. Betrachtet man den Lebenszyklus einer Maschine, entstehen in jeder Phase spezifische Anforderungen an die Sicherheit – und damit an diejenigen, die tagtäglich die Verantwortung für den Betrieb tragen. VON MARCUS FRITZMANN

Das Zusammenspiel aus Personal, Maschine und Prozess im gesamten Maschinenlebenszyklus funktioniert dann zuverlässig, wenn vier zentrale Werte erfüllt werden:
1. Mitarbeiterschutz:
Der Schutz vor physischen und psychischen Gefährdungen hat oberste Priorität. Eine systematische Gefährdungsbeurteilung bildet die Grundlage für ein wirksames Schutzkonzept, das unter anderem Zugänge und Berechtigungen regelt und regelmäßig aktualisiert wird.
2. Haftungsschutz:
Kommt es zu einem Zwischenfall, müssen Verantwortliche nachweisen können, dass Unterweisungen, Prüfungen und Sicherheitsmaßnahmen dokumentiert und aktuell waren. Dafür sind vollständige und aktuelle Dokumente essenziell.
3. Produktivität: Sicherheit und Effizienz gehen Hand in Hand. Die Reduzierung von Manipulation und Fehlbedienung sowie eine kontrollierte Zugangsvergabe tragen zur Sicherung der Anlagenverfügbarkeit bei.
4. Security:
Maschinen und Prozesse müssen vor unberechtigten Zugriffen geschützt werden. Da Cyberrisiken einem ständigen Wandel unterliegen, erfordert Security eine kontinuierliche Risikobeurteilung und ein dynamisches Berechtigungskonzept. All diese Werte erfordern, dass der Maschinenpark dem Stand der Technik entspricht, geltende Normen eingehalten werden
und Qualifikationen des Bedienpersonals stets aktuell verfügbar sind.
Ein digitales Netzwerk nach dem Vorbild der Natur
In der Natur bildet das Myzel ein unsichtbares Netzwerk aus feinen Pilzfäden, das Bäume, Pflanzen und Mikroorganismen miteinander verbindet. Mit der MYZEL Lifecycle Platform überträgt der Automatisierungsexperte Pilz dieses Prinzip auf den Shopfloor: Sie vernetzt Daten, Menschen und Maschinen, fördert Wissenstransfer und schafft die Grundlage für intelligente, adaptive Systeme.
Auf dem Dashboard der MYZEL Lifecycle Platform sehen Anwender den Status von Assets wie Daten, Menschen oder Maschinen in Echtzeit. Die Plattform vereint das Management von Personal und Maschinen und unterstützt bei der Einhaltung von Gesetzen und Sicherheitsanforderungen Bild: © iStock.com/Farknot_Architect, Pilz GmbH & Co. KG
Die MYZEL Lifecycle Platform ist eine Software-as-a-ServiceLösung, die Produktionsleiter, Sicherheitsverantwortliche und das Management in allen Fragen rund um Safety, Security und Compliance unterstützt. Sie bietet Transparenz darüber, in welchem Zustand sich Maschinen befinden, welche Qualifikationen Mitarbeitende besitzen und welche Maßnahmen zur Einhaltung von Normen und gesetzlichen Vorgaben notwendig sind. Im ersten Release verfügt die Plattform über ein Asset-Management sowie über flexibel wählbare Workflows.
Maschinen und Mitarbeitende digital abbilden
Auf der Plattform können Betreiber ihre Produktionsstandorte vollständig digital abbilden – inklusive aller Maschinen, Dokumente und Anwender. Jede Maschine lässt sich mit relevanten Artefakten wie Bedienungsanleitungen, Validierungen, Konformitätserklärungen oder Wartungsplänen verknüpfen. Mitarbeitende werden mit Schulungsnachweisen, Zertifikaten und Berechtigungen hinterlegt.
Diese Informationen sind jederzeit von jedem Standort aus abrufbar und auch offline nutzbar. Damit entfällt die zeitintensive Suche nach Unterlagen, die oft dezentral oder nur bei einzelnen Wissensträgern abgelegt sind.
Produktions- und Sicherheitsverantwortliche können alle sicherheitsrelevanten Dokumente in einer zentralen Plattform managen. Die Besonderheit: Während viele Asset-Management-Systeme ausschließlich Maschinen erfassen, betrachtet MYZEL auch das Personal. Gerade in Sicherheitsfragen ist die Verbindung beider Seiten essenziell, denn selbst eine rechtskonform betriebene Maschine kann zum Risiko werden, wenn Bediener nicht ausreichend qualifiziert oder berechtigt sind.
Das Herzstück der Plattform ist myCore. Hier legen Anwender ihre Maschinen an und speichern alle relevanten Informationen zentral. Falls bereits ein anderes Asset-Management-System im Einsatz ist, ist der Import der Daten in MYZEL möglich. Ein Dashboard zeigt den Status aller Assets – Maschinen, Daten, Menschen –übersichtlich an. Abweichungen, fehlende Nachweise oder ablaufende Fristen werden sofort sichtbar. Führungskräfte erhalten damit einen klaren Überblick über sicherheitskritische Aspekte. Ein Audit Log hält zudem jede Aktion im System nachvollziehbar fest.
Für Sicherheitsverantwortliche stehen Fragen rund um die Maschinensicherheit im Mittelpunkt. Sie erhalten mit der MYZEL Lifecycle Platform Hilfestellung für den Umgang mit Maschinen und Personal. Drei definierte Workflows, die auf Monatsbasis abonniert werden, können bei der täglichen Arbeit unterstützen:
mySafeDesign: Der Workflow für sicheres Maschinendesign führt den Anwender durch die Risikobewertung oder Validierung (für neue Maschinen).
mySafeOperation: Mit dem Workflow für sicheren Maschinenbetrieb erhalten Anwender Unterstützung bei der Inspektion nach den gesetzlichen Vorschriften. myAccessControl: Um die individuellen Zugangs- und Zugriffsrechte der Mitarbeiter zu managen, steht der Workflow für industrielles Zugangsmanagement bereit.
Digitale Checklisten und Vorlagen stellen sicher, dass sich Prozesse normenkonform durchführen lassen. KI-gestützte Funktionen wie die Analyse von Maschinenbildern erleichtern Risikobeurteilungen und steigern die Effizienz.
Berechtigungen sicher managen
Setzt ein Unternehmen das Identification and Access Management-System (I.A.M.) von Pilz ein, lassen sich im Workflow myAccessControl alle Berechtigungen zentral verwalten. Qualifikationen werden überwacht, Fristen angezeigt und wieder-
Die ECOS TrustManagementAppliance (TMA) ist eine hochintegrierte PKI- und Key-ManagementLösung „Made in Germany“ zur automatisierten Erstellung und Verwaltung von sicheren Maschinen- und Geräteidentitäten (Non-Human Identities) in OT-, IoT- und Embedded-Systemen.
In der vernetzten Industrie kommunizieren unterschiedlichste Geräte, Smart Devices, Dienste, Prozesse und Sensoren. Und auch KI-Agenten müssen in Infrastrukturen eingebunden werden. Die Grundlage für die sichere Kommunikation sind Maschinen- und Geräteidentitäten auf Basis von Zertifikaten und kryptographischen Schlüsseln.
Fundament für Industrial Cybersecurity schaffen
Die ECOS TMA deckt alle Funktionen rund um das Management von Zertifikaten und Schlüsseln ab: Vom automatisierten Erstellen, Speichern und Verteilen bis hin zum Verlängern und Zurückziehen. Unternehmen schaffen damit die Basis für ver-
trauenswürdige Infrastrukturen – und können das Fundament legen, um regulatorische Anforderungen wie NIS-2 und CRA zu erfüllen.
Digitale Identitäten direkt im Produktionsumfeld ausrollen Für (verteilte) Produktionsumgebungen und Auftragsfertiger ist das TMA Edge Gateway konzipiert. Die kompakte Softwarelösung kann direkt auf Edge Devices eingesetzt werden – auch ohne permanente Internetanbindung und in Air-Gapped-Umgebungen. Sie bietet breite Protokoll- und Schnittstellenunterstützung (u. a. OPC UA, HTTPS, SCEP, EST, ACME, CMP, MQTT, OCSP) und ein flexibles Deployment als ausführbares Binary, Container, VM oder App.
kehrende Unterweisungen lückenlos dokumentiert – ein wesentlicher Beitrag zu Security und Compliance.
Die Plattform speichert alle Daten datenschutzkonform auf EU-Servern und ist nach ISO/IEC 27017 und ISO/IEC 27018 zertifiziert. Normen und gesetzliche Vorlagen werden kontinuierlich aktualisiert, sodass Anwender zu jeder Zeit mit aktuellen Informationen arbeiten.
Die MYZEL Lifecycle Platform unterstützt Produktions- und Sicherheitsverantwortliche umfassend über den gesamten Maschinenlebenszyklus. Sie digitalisiert Abläufe, reduziert Dokumentationsaufwand und sorgt dafür, dass Sicherheit, Produktivität und Compliance jederzeit gewährleistet sind. Mit der Verbindung von Menschen, Maschinen und Daten schafft die Plattform die Grundlage für eine zukunftsfähige, transparente und normgerechte Produktion. RT

Bild: © Pugun & Photo Studio/stock.adobe.com
ECOS Technology GmbH
Sant’ Ambrogio-Ring 13 a-b 55276 Oppenheim, Deutschland
TEL.: +49 (0) 61 33 / 9 39-2 22 E-MAIL: info@ecos.de
www.ecos.de/pki
E-Mail-Angriffe stellen eine zunehmende Bedrohung für Industrieunternehmen dar, da sie oft über veraltete Systeme betrieben werden und Mitarbeitende in der Produktion häufig unvorbereitet sind. Die Konvergenz von IT und OT bringt zwar Effizienzgewinne, öffnet jedoch auch neue Angriffsflächen für Cyberkriminelle. Um Produktionsstillstände zu vermeiden, ist es entscheidend, effektive E-Mail-Sicherheitsstrategien und kontinuierliche Schulungen für das Personal zu implementieren. VON STEFAN KELLER
Industrieunternehmen weltweit vernetzen zunehmend ihre Maschinen, Anlagen und Produktionsumgebungen mit der IT. Die Konvergenz von Operational Technology (OT) mit Informationstechnologie dient dem Zweck, Industrieprozesse effizienter überwachen und steuern zu können. Während die Vernetzung von IT und OT große Vorteile für den Betrieb, die Sicherheit und auch die Wirtschaftlichkeit von Produktionsunternehmen bedeutet, öffnet sie für Cyberkriminelle neue Angriffsflächen und bedarf daher eines speziellen Schutzes.
PRODUKTIONSBETRIEBE
MÜSSEN EINE PASSENDE
VERTEIDIGUNGSSTRATEGIE
GEGEN E-MAIL-ATTACKEN ETABLIEREN.
Ein Punkt, der häufig übersehen wird, ist die E-Mail-Security. Das ist insofern fatal, da Angriffe über elektronische Post der häufigste Einfallsvektor sind. Bei E-Mail-Attacken, die sich gegen Industrieunternehmen richten, ist die Zielgruppe jedoch eine andere als bei anderen Branchen: statt Mitarbeitende im Backoffice sowie in IT- oder HR-Abteilungen fokussieren Hacker jene in der Produktion, Wartungstechniker oder – besonders gefährlich – externe Dienstleister. Da Industrieunternehmen ihre hochspezialisierten Maschinen selten selbst warten, benötigen die Hersteller und deren Service-Personal externen Zugriff auf Maschinen.
OT besonders anfällig
Der Grund, warum Industrieunternehmen verstärkt in den Fokus von Hackern rücken, sind die relativ schwachen Verteidigungsmaßnahmen im OT-Bereich. Anders als die meisten IT-Systeme laufen die Legacy-Systeme in der Regel auf veralteten Betriebssystemen, für die es keine modernen Sicherheitsfunktionen gibt. Auch für Monitoring- und Endpoint-Protection-Systeme bleibt die OT häufig ein Blind Spot. Hacker wissen das, gleichzeitig drohen bei Produktionsausfall heftige Konsequenzen. So kommt es, dass viele das geforderte Lösegeld stillschweigend zahlen. Doch während Industrieunternehmen sich Gedanken darüber machen müssen, wie sie ihre Legacy-Systeme auf Fabrikebene sichern können, ist der Faktor Mensch nach wie vor die größte Schwachstelle. Gerade im Manufacturing-Bereich sind Mitarbeitende selten für Cyberbedrohungen sensibilisiert – das war bis vor Kurzem auch nicht nötig, da die Konvergenz zwischen IT und OT noch nicht in dem Maß vorhanden war.
Und das macht sie so anfällig für E-Mail-basierte Angriffe, was die Notwendigkeit entsprechender Schutzmaßnahmen unterstreicht. Erschwerend kommt hinzu, dass Hackern mittlerweile ein ganzes Arsenal an unterschiedlichsten E-Mail-Attacken zur Verfügung steht.
Klassische Mail-Attacken bleiben große Gefahr Angriffe auf OT-Systeme via E-Mail greifen häufig ineinander. Beim klassischen Phishing täuschen Hacker Mitarbeitenden Dringlichkeit vor oder geben sich als Vorgesetzter aus, um an Zugangsdaten zu gelangen. Bei einer sogenannte BEC (Business
Technologische Maßnahmen allein reichen nicht aus, um den E-Mail-Verkehr in der Produktion sicher zu gestalten. Bilder: Open Systems

Hacker nutzen immer häufiger KI, um täuschend echte Phishing-Mails zu erstellen, die auf die ManufacturingBranche zugeschnitten sind.
Email Compromise)-Attacke hingegen nehmen Angreifer die Identität von Lieferanten, Partnern oder internen Führungskräften an, um Zahlungen zu provozieren oder vertrauliche Daten zu erschleichen. Ein weiterer Klassiker sind Ransomware- und Malware-Mails, bei denen Schadsoftware über präparierte Anhänge oder schädliche Links in die Infrastruktur gelangt. Das kann die Produktion stören oder gar durch Verschlüsselung geschäftskritischer Daten komplett zum Erliegen bringen. Immer häufiger setzen Hacker auch Social Engineering ein. Mitarbeitende werden dabei gezielt manipuliert, sodass sie Kriminellen digitalen oder teils sogar physischen Zugriff auf kritische Anlagen gewähren.
In der Praxis verlaufen diese Kampagnen oft mehrstufig: Cyberkriminelle attackieren zunächst nicht das Zielunternehmen selbst, sondern einen Zulieferer. Perfide daran ist, dass sie dann über dessen legitime Kommunikationskanäle Phishing- oder Ransomware-Mails verschicken. Die kommen dann nicht von einem unbekannten Absender, sondern von einem vertrauenswürdigen Partner. Die Hürde, auf schädliche Links zu klicken oder Anhänge zu öffnen, ist so noch niedriger als ohnehin schon. Auch eine Schulung des Personals ist keine Lösung, da der Absender ja nicht nur vertrauenswürdig erscheint, sondern es tatsächlich ist. Ohne entsprechende Sicherheitslösungen, die auch bei vermeintlich vertrauenswürdigen Absendern Anomalien oder Auffälligkeiten erkennen, wird es schwierig, diese E-Mails herauszufiltern.
Die KI-Evolution birgt neue E-Mail-Gefahren
Eine neue Eskalationsstufe erreichen E-MailAttacken durch die Weiterentwicklung von KI. LLMs geben Angreifern alles an die Hand, um ihr E-Mail-Game auf das nächste Level zu heben. Sie sind nun in der Lage fehlerfreie, kontextbezogene und individuell auf das Opfer zugeschnittene Phishing-Nachrichten zu erzeugen. KI-Modelle können zudem Schreibstil von Kollegen, Vorgesetzten oder Partnern präzise imitieren, was klassische Erkennungsmerkmale herkömmlicher Sicherheitslösungen aushebelt.
DER GRUND, WARUM INDUSTRIEUNTERNEHMEN VERSTÄRKT IN DEN FOKUS VON HACKERN RÜCKEN, SIND DIE RELATIV SCHWACHEN VERTEIDIGUNGSMASSNAHMEN IM OT-BEREICH.
Auch QR-Code-Phishing (kurz: Quishing), etabliert sich als relevanter Angriffsvektor. Manipulierte Codes, die Hacker via E-Mail verschicken, führen auf gefälschte Login-Seiten oder schleusen Schadsoftware auf Endgeräte ein. Da die Webadressen, die sich hinter QR-Codes verbergen, nicht unmittelbar sichtbar sind, reichen traditionelle Prüfmechanismen allein nicht mehr aus. Auch an dieser Stelle sind E-Mail-Sicherheitslösungen mit speziellen Authentifizierungsund Anomalieerkennungsverfahren nötig.
Eine sinnvolle E-Mail-Sicherheitslösung geht weit über klassische Spam-Filter und signaturbasierte Virenscanner hinaus. Sie bietet KI-gestützte Anomalieerkennung, die nicht nur Inhalte, Anhänge oder eingebettete Links analysiert, sondern Kommunikationsmuster und situative Auffälligkeiten bewertet. Auf diese Weise erkennt sie, ob eine vermeintlich interne Nachricht oder ein dringlicher Wartungshinweis tatsächlich dem üblichen Verhalten des Absenders entspricht. Ergänzend kommen verhaltensbasierte Analysen und Sandboxing-Technologien zum Einsatz, die verdächtige Dateien oder URLs in isolierten Umgebungen prüfen, bevor diese E-Mails an die Zieladresse weitergeleitet werden. Verfahren zur Absenderverifikation und Domain-Authentifizierung wie SPF, DKIM und DMARC reduzieren zudem das Risiko von Identitätsfälschungen.

Eine neue Eskalationsstufe erreichen E-MailAttacken durch die Weiterentwicklung von KI. LLMs geben Angreifern alles an die Hand, um ihr E-Mail-Game auf das nächste Level zu heben.“
STEFAN KELLER
Die Praxis zeigt allerdings, dass technologische Maßnahmen allein keine ausreichende Sicherheit bedeuten. Aus diesem Grund ist die kontinuierliche Sensibilisierung der Mitarbeitenden wichtiger Bestandteil einer wirksamen Sicherheitsstrategie. Schulungen müssen darauf abzielen, typische Phishing-Muster, ungewöhnliche Handlungsaufforderungen oder subtile Anzeichen von Social Engineering zu erkennen. Regelmäßige Awareness-Programme und realitätsnahe Phishing-Simulationen stärken die Handlungssicherheit im Ernstfall und tragen dazu bei, die Angriffsfläche in industriellen Umgebungen zu reduzieren. TB
STEFAN KELLER ist Chief Product Officer bei Open Systems.
Ungeplante Maschinenstillstände bringen schnell ganze Produktionsketten ins Wanken und machen deutlich, wie entscheidend ein schneller, sicherer Fernzugriff ist. Gleichzeitig stehen Unternehmen vor der Herausforderung, Effizienz, Verfügbarkeit und strenge Sicherheitsanforderungen in immer komplexeren IT- und OT-Landschaften miteinander zu vereinen. Agentenlose Remote-Zugriffslösungen bieten hier einen vielversprechenden Ansatz, um diese scheinbaren Gegensätze in Einklang zu bringen. VON FELIX WIRTHMANN

Der Agentless-Access-Ansatz ermöglicht den Remote-Zugriff auf industrielle Systeme ohne lokale Softwareinstallation..
Wenn eine Maschine ungeplant ausfällt, kommt oft die gesamte Wertschöpfungskette ins Stocken. Der schnelle und sichere Zugriff auf Maschinen und Steuerungen entscheidet dann über die Resilienz von Produktion und Unternehmen. Aber auch geplante Stillstände für Wartungen, Kalibrierungen und technischen Service könnten per Fernzugriff kosten- und zeitsparend durchgeführt werden – zumindest in der Theorie.
In der Praxis treffen allerdings traditionell zwei Welten aufeinander. Die IT mit ihren Anforderungen an Governance, Cybersecurity, Zero Trust und lückenloser Auditierung sowie die OT, deren oberste Prioritäten Verfügbarkeit, Stabilität und minimale Eingriffe in laufende Anlagen sind. Hinzu kommt, dass viele Unternehmen über Jahrzehnte eine heterogene Produktionslandschaft aufgebaut haben. Auf der einen Seite stehen hochvernetzten Produktionslinien und zunehmende Automatisierung, auf der anderen Seite
aber auch kritische Legacy-Systeme unterschiedlichsten Alters.
Produktions- und Fertigungsleiter, Automatisierungsexperten und IT-Verantwortliche sind täglich mit einer Realität konfrontiert, in der sie gleichzeitig Effizienz, Verfügbarkeit und Sicherheit gewährleisten müssen. Moderne Fertigungsumgebungen benötigen deshalb Remote-Zugriffslösungen, die den Takt der Industrie 4.0 mitgehen, zertifizierte Sicherheit auf industriellem Niveau mitbringen und den Zugriff etwa für den technischen Kundenservice oder die Produktionsunternehmen ermöglichen. Gleichzeitig sollten diese Lösungen Brownfield-kompatibel sein und ein möglichst nahtloses Retrofitting auch älterer Produktionskomplexe ermöglichen.
Hergebrachte Software reicht dafür häufig nicht mehr aus. Sie ist zum Beispiel nur schwer über die ganze Produktion skalierbar oder entsprechen nicht mehr den aktuellen Sicherheitsanforderungen. In stark regulierten und validierten Produktionsumgebungen, insbesondere mit
Legacy-Systemen, sind Eingriffe meist gar nicht mehr erlaubt.
Gleichzeitig verlangt das operative Geschäft schnelle Reaktionen, effizientes Troubleshooting und minimale Eingriffe in laufende Prozesse, um die Kunden bestmöglich zu bedienen und die Wertschöpfungskette am Laufen zu halten. Zugleich müssen Zugriffskontrolle, Genehmigungsprozesse und eine Zero-Trust-Architektur gewährleistet sein, damit Nutzer nur auf die Systeme zugreifen können, die für die aktuelle Aufgabe notwendig sind. Der Bedarf an einem sicheren, flexiblen und auditierbaren Fernzugriff, der beiden Seiten gerecht wird, ist heute so groß wie nie zuvor. Damit stellt sich die Frage, wie Unternehmen diese gegensätzlichen Anforderungen aus IT und OT in einer praxisnahen und sicheren Lösung vereinen können.
schließt die Lücke zwischen IT und OT Die Lösung liegt in einem agentenlosen Zugriffssystem. Diese wurden speziell für Industrieunternehmen entwickelt und schließen die bestehende Lücke zwischen IT-Governance und operativer Realität in der Fertigung.
Agentenloser Zugriff ist so konzipiert, dass Maschinenhersteller, Produktionsbetriebe und Automatisierungsteams auf gängige OT-Endpunkte wie SPS-Steuerungen oder HMIs zugreifen können, ohne das System selbst anzutasten. Mit diesem Ansatz lassen sich daher moderne IT-Systeme in der Produktion genauso ansteuern wie validierte oder geschlossene Systeme, die nicht verändert werden dürfen, sowie ältere oder proprietäre Steuerungsarchitekturen, die keinen Agenten zulassen.
Zero Trust und NIS2: Sicherheit als Grundlage industrieller Produktivität Sicherheit ist längst nicht mehr nur eine IT-Disziplin, sondern entscheidender Fak-
tor für das gesamte Unternehmen. Der moderne Zero-Trust-Ansatz setzt auf die Grundlogik, dass standardmäßig kein Zugriff besteht. Stattdessen muss jeder einzelne Zugriff pro Endpoint und Verbindung explizit erlaubt werden.
In industriellen Netzwerken ist dieser Paradigmenwechsel besonders relevant. Viele Unternehmen setzen hier immer noch auf klassische VPN-Lösungen. Allerdings eröffnet die VPN-Technologie nach der Authentifizierung zunächst den Zugriff auf Netzwerk-Ebene und muss anschließend durch Sicherheits- und Eingrenzungsmaßnahme wie etwa Access Control Lists so konfiguriert werden, dass kein Zugriff mehr auf gesamte (Sub-)netze möglich sind. Für Produktionsanlagen, die aus Sicherheitsgründen streng segmentiert sein müssen, ist dieses Modell daher zunehmend ungeeignet.
Agentenlose Lösungen, die nach einem „Restrictive-by-Design“-Ansatz aufgebaut sind, verfolgen dagegen eine restriktive Punkt-zu-Punkt-Architektur. Durch die Unterstützung von Protokollen wie VNC und SSH in Verbindung mit Remote-ProtokollIsolation sowie Layer-4 Port-Tunneling wird der Zugriff ausschließlich auf die konkrete Schnittstelle beschränkt, die für die jeweilige Aufgabe benötigt wird. Jede Verbindung muss zeitlich, kontextbezogen und rollenbasiert freigegeben werden. Auditierbarkeit, Protokollisolierung und granulare Kontrolle schaffen ein Umfeld, das den Anforderungen von NIS2 gerecht wird und die operativen Bedürfnisse abdeckt. Unternehmen profitieren so von einem hohen Maß an Governance, während Ma-
schinenbauer, Anlagenbetreiber und interne Automatisierungsteams direkt und nach den Vorgaben einer modernen Zero-TrustArchitektur auf ihre Systeme, darunter auch Legacy-Systeme, zugreifen können. Statt vereinzelter Remote-Access-Lösungen verschiedener Hersteller wird der Zugriff über
SCHNELLE REAKTIONEN, EFFIZIENTES
TROUBLESHOOTING UND MINIMALE EINGRIFFE IN LAUFENDE PROZESSE.
eine zentrale Plattform verwaltet. Dieser Ansatz entspricht den Anforderungen moderner Fertigungsumgebungen deutlich besser als etwa VPN-Lösungen und reduziert die Angriffsflächen in hochsensiblen OT-Netzen erheblich.
Agentenlose Zugriffssysteme: Worauf Unternehmen achten sollten Unternehmen sollten bei der Auswahl einer agentenlosen Zugrifflösung auf drei Faktoren achten:
1. Autorisierung und Zugangskontrolle
2. Auditierbarkeit und Transparenz sowie 3. Zertifizierungen und externe Bewertungen.
Zentral ist ein granularer Autorisierungsmechanismus mit Features wie Single Sign-on (SSO), Zwei-Faktor-Authentifizierung (2FA), der rollenbasierten Zugriffskontrolle (RBAC) und Hybrid Conditional Access. Zugriffsrechte lassen sich damit präzise definieren: Unternehmen können exakt steuern, wer in

welchem Zeitraum auf welchen Endpoint zugreifen darf. So lässt sich etwa einem externen Dienstleister ein zeitlich begrenzter Zugang zu einem spezifischen Systemteil freigeben, der sich danach automatisch wieder deaktiviert.
Damit der Zugriff in segmentierten Netzwerken sicher und kontrolliert erfolgt, werden Hybrid Conditional Access als Last-Bastion-Komponente und das Agentless-Access-Gateway direkt in der Netzwerkinfrastruktur des Unternehmens eingesetzt.
Ebenso wichtig ist vollständige Transparenz über alle Verbindungen. Geeignete Lösungen bieten hierfür detaillierte Audit-Logs und Cloud Session Recordings, die jeden Zugriff, jede Änderung und jede Sitzung revisionssicher dokumentieren. Dadurch bleibt der Fernzugriff jederzeit nachvollziehbar und regelkonform.
Zusätzliche Orientierung bei der Auswahl des passenden Lieferanten bieten internationale Sicherheitszertifizierungen wie ISO 27001, IEC 62443 und SOC 2/3 sowie starke Bewertungen in unabhängigen Cybersecurity-Rankings wie etwa Security Scorecard oder BitSight.
Ausblick: Standardisierung als Zukunft der industriellen Fernwartung Aufgrund der steigenden Cyberbedrohungen und regulatorischen Vorgaben entwickelt sich der industrielle Fernzugriff von individuellen, oft historisch gewachsenen und fragmentierten Lösungen hin zu standardisierten, übergreifenden Architekturen. Unternehmen möchten ihre globalen Standorte effizienter vernetzen, ihre Maschinenparks digitalisieren und dabei strenge Sicherheits- und ComplianceAnforderungen erfüllen. Der Markt wird sich in Richtung klar definierter, auditierbarer und einfach implementierbarer Remote-Access-Modelle bewegen. Vorkonfigurierte Gateway-Hardware als einfache Plug-and-Play-Lösungen ermöglichen eine noch schnellere Inbetriebnahme. Der agentenlose Zugriff mit Lösungen wie Teamviewer Agentless Access bildet dafür eine tragfähige Grundlage. Unternehmen haben damit die Möglichkeit, produktionskritische Prozesse schnell und sicher zu unterstützen – über Standorte, Kontinente und Systemgenerationen hinweg. KF
FELIX WIRTHMANN ist Director Product Management bei Teamviewer.
Ob Sensoren in der Fertigungslinie, Steuerungscomputer in der Prozessautomation, vernetzte Feldgeräte im Außeneinsatz oder inzwischen auch KI-Agenten: Industrielle Infrastrukturen kommunizieren zunehmend digital, autonom und über Netzwerkgrenzen hinweg. Was dabei oft unterschätzt wird: Jede dieser Kommunikationsverbindungen ist nur so sicher wie die Identitäten, auf die sie sich stützt. Digitale Zertifikate sind das Rückgrat dieser Vertrauensinfrastruktur. VON GERALD RICHTER

IoT-Umgebungen in der Industrie werden durch eine Vielzahl von Cyberangriffen bedroht.
Bild: © metamorworks/stock.adobe.com
Traditionelle industrielle Kommunikationsprotokolle wie Profibus oder Modbus wurden in einer Ära entworfen, in der Sicherheit noch kein primäres Designziel war. Netzwerke waren physisch isoliert und Vertrauen wurde durch den bloßen Zugang zur Infrastruktur gewährt. Diese Welt existiert in vielen Betrieben noch heute – zumindest auf der untersten Feldebene. Doch darüber hat sich die Landschaft grundlegend verändert. Protokolle wie OPC UA integrieren kryptografische Sicherheit als nativen Bestandteil des Standards. Verbindungen zwischen Steuerungsgeräten, SCADA-Systemen oder MES-Ebenen werden TLS-verschlüsselt, zudem müssen sich die Kommunikationspartner gegenseitig mit Zertifikaten authentifizieren. CloudIntegration, Remote-Monitoring und die Vernetzung von Produktionsanlagen mit ERP-Systemen treiben den Bedarf nach zuverlässigen digitalen Identitäten weiter voran.
Das Ergebnis: In mittelgroßen bis großen Produktionsumgebungen können schnell
Tausende oder Zehntausende von Zertifikaten im Umlauf sein – für Geräte, Dienste, Benutzer, Maschinen bis hin zu KI-Agenten. Jedes dieser Zertifikate hat eine begrenzte Gültigkeitsdauer, muss bei Bedarf widerrufen werden können und in einen geordneten Lebenszyklus eingebunden sein. Wer das ohne systematisches Management betreibt, riskiert nicht nur Sicherheitslücken, sondern auch Produktionsstillstände durch unbemerkt abgelaufene Zertifikate.
Im Zentrum jeder professionellen Zertifikatsverwaltung steht eine Public-Key-Infrastruktur (PKI). Sie definiert, wer Zertifikate ausstellen darf, welchen Richtlinien diese entsprechen müssen und wie Vertrauen zwischen Kommunikationspartnern hergestellt wird. Dabei bildet die Certificate Authority (CA) das Herzstück: Sie signiert Zertifikate mit ihrem privaten Schlüssel und bezeugt damit die Authentizität der ausgestellten digitalen Identitäten. Für Industrieunter-
nehmen empfiehlt sich in der Regel eine hierarchische PKI-Struktur mit Root-CA und untergeordneten Sub-CAs. Die Root-CA steht dabei an der Spitze der Vertrauenskette und bleibt üblicherweise offline, um das höchste Schutzniveau zu gewährleisten. Für den operativen Betrieb stellen Sub-CAs die eigentlichen Zertifikate aus.
Ein solches mehrstufiges Modell ermöglicht eine differenzierte Segmentierung nach Organisationseinheiten, Produktionsbereichen oder Sicherheitsanforderungen. Zertifikate für Produktionssteuerungen können anderen Richtlinien unterliegen als jene für Webserver oder Benutzeridentitäten. Gleichzeitig bleibt die gesamte Infrastruktur durch die gemeinsame Vertrauenskette konsistent verwaltbar. Wichtig ist dabei, dass Zertifikate nicht nur ausgestellt, sondern auch widerrufen werden können, wenn ein Gerät außer Betrieb genommen wird, ein Schlüssel kompromittiert wurde oder eine Identität nicht mehr gültig ist.
als Schlüssel zur Skalierbarkeit
Die wohl größte Herausforderung im industriellen Kontext ist die schiere Menge: In IoT-Umgebungen können einzelne Produktionslinien Hunderte von Geräten umfassen, die jede für sich eine gültige, aktuelle Maschinenidentität benötigen. Manuelle Prozesse stoßen hier rasch an ihre Grenzen. Dies gilt sowohl hinsichtlich der Effizienz als auch mit Blick auf die Fehleranfälligkeit.
Moderne PKI-Lösungen setzen daher auf weitreichende Automatisierung, gestützt auf etablierte Enrollment-Protokolle. SCEP (Simple Certificate Enrollment Protocol) gilt als industrieller Standard und wird von den meisten Geräten und Systemen unterstützt. EST (Enrollment over Secure Transport) bietet als HTTPS-basiertes Protokoll höhere Sicherheit durch TLS als Transportschicht und unterstützt neuere kryptografische
Verfahren. ACME, ursprünglich für WebZertifikate entwickelt, ermöglicht eine automatisierte Ausstellung ohne manuelle Interaktion. Das Certificate Management Protocol (CMP) schließlich bietet als besonders umfassendes Protokoll Unterstützung für Registrierung, Verlängerung oder Sperrung.
Für Geräte, die keines dieser Standardprotokolle unterstützen, etwa ältere Switches, Router oder proprietäre Produktionsanlagen, bieten spezialisierte PKI-Lösungen sogenannte Enrollment Agents, die sich über SSH oder andere Schnittstellen auf Zielsystemen anmelden und die Zertifikatbereitstellung dort direkt übernehmen. Entscheidend ist dabei, dass alle Prozesse – Ausstellung, Verlängerung, Widerruf – nach vordefinierten Richtlinien (Policies) ablaufen. Diese Policies legen fest, welche Attribute ein Zertifikat aufweisen darf, welche Algorithmen zulässig sind und wie lang die Gültigkeitsdauer maximal sein darf. Zertifikatanfragen, die nicht den Richtlinien entsprechen, werden automatisch abgelehnt. Dies ist ein wesentlicher Mechanismus zur konsequenten Durchsetzung von Sicherheitsstandards in großen Umgebungen.
Sichere Schlüsselspeicherung und der Faktor Hardware Zertifikate sind immer nur so sicher wie die privaten Schlüssel, die ihnen zugrunde liegen. In der Praxis ist die sichere Speicherung dieser Schlüssel oft ein unterschätztes Sicherheitsrisiko. Geraten private Schlüssel – etwa der private Schlüssel einer Root-CA – in unbefugte Hände, ist die gesamte Vertrauenshierarchie kompromittiert.
Hardware Security Modules (HSMs) adressieren dieses Problem durch eine hardwarebasierte Isolierung: Der private Schlüssel wird direkt im HSM erzeugt und verlässt dieses nie. Alle kryptografischen Operationen finden innerhalb des gesicherten Moduls statt. Der Schlüssel ist dselbst dann nicht extrahierbar, wenn ein Angreifer vollen Zugriff auf das System erlangt, das das HSM nutzt.
HSMs sind in verschiedenen Formfaktoren verfügbar, beispielsweise als USB-Geräte für lokale Umgebungen, als NetzwerkHSMs für zentrale Infrastrukturen oder als Cloud-HSM-Dienste für hybrid betriebene Umgebungen. Für Produktionsumgebungen mit erhöhten Sicherheitsanforderungen ist der Einsatz eines HSM für die Schlüssel der Root-CA praktisch unverzichtbar. Neben asymmetrischen Schlüsselpaaren
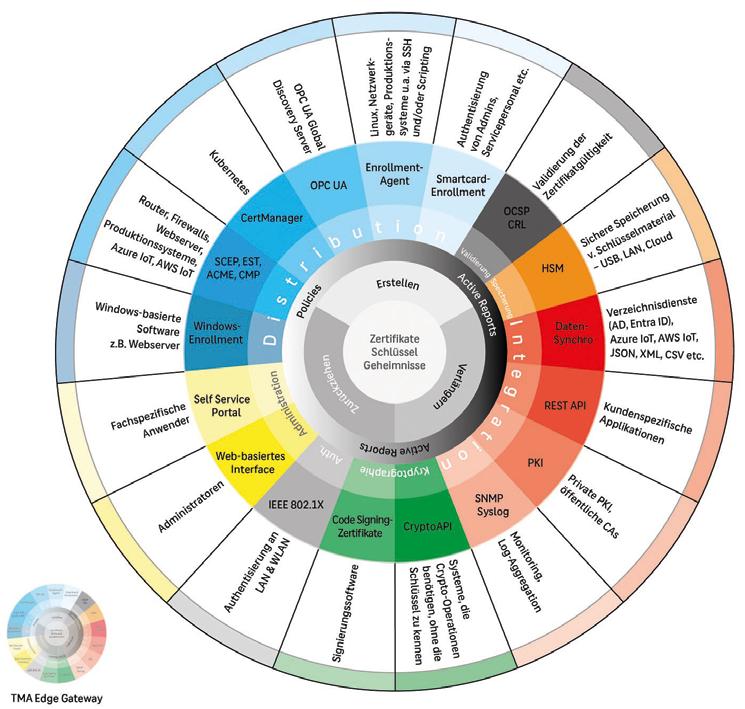
Das Konzept TMA Edge Gateway von Ecos stellt eine lokale Instanz der PKI-Funktionalität in der Produktionsumgebung bereit. Bild: Ecos Technology
können moderne PKI-Systeme auch symmetrische Schlüssel und sonstige Geheimnisse wie Datenbankpasswörter oder APICredentials sicher erzeugen und verwalten.
Dezentrale Produktion, zentrale Kontrolle mit Edge Gateway Produktionsunternehmen mit mehreren Standorten, Auslandswerken oder Fertigungslinien bei Dienstleistern stehen oft vor einer besonderen Herausforderung: Die Zertifikatinfrastruktur muss auch ohne permanente Internetanbindung und in AirGapped-Umgebungen funktionieren. EdgeGateway-Konzepte wie das TMA Edge Gateway von Ecos adressieren dieses Problem, indem sie eine lokale Instanz der PKI-Funktionalität direkt in der Produktionsumgebung bereitstellen. Das Edge Gateway fungiert als Sub-CA, kann eigenständig Zertifikate ausstellen und auf den produzierten Geräten installieren – auch dann, wenn die Verbindung zur zentralen PKI-Infrastruktur unterbrochen ist. Bei der nächsten OnlineVerbindung synchronisiert sich das Gateway mit dem Hauptstandort.
Solche Lösungen sind für den Betrieb durch nicht-spezialisiertes Personal ausgelegt und erfordern weder komplexe Administration noch tiefes PKI-Fachwissen.
Geräte können bereits im Produktionsprozess mit ihrer digitalen Identität ausgestattet werden – noch bevor sie das Werk verlassen. Das schafft eine durchgängige Vertrauenskette vom Herstellungsprozess über den laufenden Betrieb bis zur späteren Außerbetriebnahme.
Die Verwaltung von Maschinenidentitäten ist kein rein technisches Nischenthema, sondern eine organisatorische Querschnittsaufgabe, die Produktions-IT, IT-Sicherheit und operativen Betrieb gleichermaßen betrifft. Dies gilt in Zeiten umso mehr, in denen auch KI-Agenten sinnvoll abgesichert werden müssen. Unternehmen, die eine strukturierte Infrastruktur aufbauen, schaffen nicht nur die Grundlage für eine sichere vernetzte Produktion – sie sind auch besser gerüstet für die regulatorischen Anforderungen, die in den kommenden Jahren weiter zunehmen werden. SG
GERALD RICHTER ist Geschäftsführer der Ecos Technology GmbH.

Cyberangriffe gefährden Produktion und Lieferketten – Produktionsrezepte, Maschinenkonfigurationen und Prozessdaten sind Ziele. Der Weg zu echter Cyberresilienz führt über vollständige Transparenz aller Systeme, zentrale und redundante Datenspeicherung sowie gleichwertige Priorität von OT und IT. Nur mit strukturellen Investitionen und klaren Verantwortlichkeiten lässt sich die industrielle Produktion langfristig schützen. Jetzt dringend handeln.
VON DAVID PETRIKAT
Der Weg zu besserer Cyberresilienz beginnt mit Transparenz: Unternehmen brauchen ein vollständiges, aktuelles Bild aller Systeme und Abhängigkeiten. Genauso wichtig ist eine zentrale, redundante Datenspeicherung, die im Ernstfall eine schnelle Wiederherstellung ermöglicht. In einer geopolitisch angespannten Gesamtlage, die staatliche, wirtschaftliche und gesellschaftliche Bereiche gleichzeitig betrifft, darf Resilienz kein Schlagwort bleiben – sie muss strukturell verankert werden.
OT – die unterschätzte Achillesferse der Cybersecurity
Wenn es um Cybersicherheit geht, richtet sich der Blick meist zuerst auf die IT. Dort gibt es etablierte Prozesse, Budgets, Verantwortlichkeiten und ein hohes Bewusstsein für Risiken. Doch der Schutz industrieller Daten, insbesondere von: Produktionsrezepten, Maschinenkonfigurationen, Messdaten und Prozessparametern ist genauso geschäftskritisch wie die Absicherung klassischer IT-Systeme. Und genau hier spielt die Operational Technology (OT) eine zentrale Rolle. OT-Systeme steuern Produktionsanlagen, Energieversorgung, Robotik und Fertigungsstraßen. Wenn sie ausfallen oder manipuliert werden, steht nicht nur die IT, sondern die gesamte Wertschöpfungskette still. Ausfälle in der OT können physische Schäden
OT-Systeme steuern Produktionsanlagen, Robotik und Fertigungsstraßen – wie die hier gezeigten Industrieroboter – und verbinden digitale Steuerungslogik mit physischen Prozessen. Ihre Manipulation oder Ausfälle können Produktion, Produktqualität und Lieferketten sofort und massiv beeinträchtigen.
verursachen, Lieferketten unterbrechen und ganze Produktionsstandorte lahmlegen und damit einen massiven wirtschaftlichen Schaden anrichten. Wie verletzlich industrielle Produktionsketten heute sind, zeigte eindrucksvoll der Cyberangriff im September 2025 auf die japanische Brau-
CYBERANGRIFFE SIND EINE DER GRÖSSTEN BEDROHUNGEN FÜR UNSERE WIRTSCHAFT: LAUT DER BITKOM-STUDIE „WIRTSCHAFTSSCHUTZ 2025“ VERURSACHT CYBERCRIME JÄHRLICH RUND 289,2 MILLIARDEN EURO SCHADEN IN DEUTSCHLAND.
erei Asahi, die zu den größten der Welt zählt. Die Folge: Asahi musste aufgrund eines kompletten Systemausfalls die Produktion in sechs japanischen Brauereien mehrere Tage stoppen. Nicht nur die Produktionsstätten waren betroffen, ebenso im Einzelhandel führte der RansomwareAngriff zu Lieferengpässen. Der Vorfall macht deutlich, wie eng IT und OT inzwischen verknüpft sind und wie schnell ein Angriff auf digitale Systeme unmittelbare Konsequenzen für reale Produktionsprozesse haben kann.
Trotz dieser Bedeutung ist OT-Sicherheit in vielen Unternehmen deutlich unterfinanziert. Während IT-Abteilungen oft auf moderne Sicherheitsarchitekturen zurückgreifen können, arbeiten OT-Bereiche vie -

Der Weg zu besserer Cyberresilienz beginnt mit Transparenz: Nur wer vollständige Übersicht über Assets, Versionen und Datenflüsse hat, kann Risiken frühzeitig erkennen, Prioritäten setzen und im Ernstfall Systeme schnell wiederherstellen.
Bilder: AMDT
WENN DEUTSCHLAND SEIN ZIEL, EINE DER SICHERSTEN UND RESILIENTESTEN DIGITAL-NATIONEN ZU SEIN, ERNST MEINT, DANN REICHT ES NICHT AUS, AUSSCHLIESSLICH DIE IT ZU STÄRKEN.
es nicht aus, ausschließlich die IT zu stärken. Die Zukunft der Cyberresilienz wird in den Fabrikhallen, an den Maschinen und in vernetzten Produktionsumgebungen entschieden. Dazu braucht es drei Dinge. Gleichwertige Priorität für OT und IT: Gleichwertige Priorität für OT und ITOT darf kein nachgelagerter Bereich sein. Cybersicherheit in der Produktion ist Geschäftsrisiko Nr. 1, kein „nice to have“.
Investitionen in Transparenz und Struktursicherheit: Ohne einen vollständigen Überblick über Assets, Datenflüsse und Versionierungen gibt es keine belastbare Verteidigungsstrategie.
lerorts mit veralteten Systemen, knappen Ressourcen und fragmentierten Verantwortlichkeiten. Historisch gewachsene Anlagenlandschaften, fehlende Transparenz und jahrzehntealte Geräte, die ohne eingebaute Sicherheitsfunktionen entwickelt wurden, machen den Schutz zusätzlich komplex. Daher ist ein Abwarten keine Option mehr. Die aktuellen Herausforderungen verlangen entschlossenes Vorgehen.
Warum industrielle Daten so wertvoll und so gefährdet sind Industrielle Daten sind nicht einfach nur „Informationen“ – sie sind die DNA moderner Produktionsprozesse. Wer Zugriff auf diese Daten erhält, kann Produktionsabläufe sabotieren oder sogar vollständig lahmlegen. Ebenso besteht die Gefahr, dass Angreifer unbemerkt die Qualität von Produkten manipulieren, geistiges Eigentum abgreifen oder ganze Lieferketten destabilisieren. Die Folgen reichen von unmittelbaren wirtschaftlichen Schäden bis hin zu langfristigen Reputationsverlusten, die Unternehmen nachhaltig schwächen können.
Angriffe der vergangenen Jahre haben deutlich gezeigt, wie gezielt OT-Systeme mittlerweile ins Visier genommen werden
und wie gravierend die Auswirkungen sind, wenn Angreifern Manipulationen oder Störungen gelingen. Mit der fortschreitenden Digitalisierung von Fabriken, der zunehmenden Vernetzung über Sensorik, Cloud-Anbindungen und datengetriebene
INDUSTRIELLE DATEN SIND NICHT EINFACH NUR „INFORMATIONEN“ – SIE
SIND DIE DNA MODERNER PRODUKTIONSPROZESSE. WER ZUGRIFF AUF DIESE DATEN ERHÄLT, KANN PRODUKTIONSABLÄUFE SABOTIEREN ODER SOGAR VOLLSTÄNDIG LAHMLEGEN.
Wartungssysteme wächst die Angriffsfläche kontinuierlich weiter. Dadurch steigt die Notwendigkeit, industrielle Daten und die zugrunde liegenden Produktionsstrukturen konsequenter zu schützen als jemals zuvor.
Mit starker OT zur Cybernation Deutschland
Wenn Deutschland sein Ziel, eine der sichersten und resilientesten DigitalNationen zu sein, ernst meint, dann reicht
Neue Denkmuster und Verantwortlichkeiten: OT-Security muss als strategisches Thema verstanden werden und nicht nur als technische Disziplin. Dabei gilt es besonders, die Unterschiede zur IT gesondert zu adressieren.
OT nicht länger Nische: Priorität jetzt und hier
Wenn wir den Schutz industrieller Daten und Systeme ernst nehmen, stärken wir nicht nur einzelne Unternehmen, sondern schützen Produktionsstandorte, Lieferketten und letztlich die gesamte wirtschaftliche Zukunft Deutschlands.
OT ist nicht länger ein Nischenbereich der Industrie. Sie ist der Schlüssel zur Cyberresilienz im digitalisierten Zeitalter. Doch solange sie strukturell unterfinanziert bleibt, wird Deutschland sein enormes Risiko nicht reduzieren können.
Es ist Zeit, den Wert industrieller Daten anzuerkennen und die OT auf Augenhöhe mit der IT zu heben. Wer jetzt investiert, handelt nicht nur verantwortungsvoll, er stellt sicher, dass Produktion, Innovation und Wachstum auch in Zukunft gegen die zunehmenden Cyberbedrohungen geschützt sind. TB
DAVID PETRIKAT ist Chief Strategy & Communications Officer bei AMDT.
Automatisierte Flotte aus Staplern, AGVs und AMRs mit konduktiver und induktiver Ladeinfrastruktur, realisiert mit dem MOOV-Portfolio (Modular, Optimal, Open and Versatile) von Delta Electronics – weltweit im Einsatz für über eine Million geladene Fahrzeuge.
Mit der zunehmenden Automatisierung in Lagern und Produktionswerken steigen die Anforderungen an Energiesysteme: Automatisierte Flurförderzeuge verlangen mehr als leistungsfähige Batterien. Entscheidend wird, wie effizient und schonend Energie über tausende Ladezyklen übertragen wird – für höhere Lebensdauer und sinkende Total Cost of Ownership. VON SVEN MAYER
Automatisierte Flurförderzeuge, AGVs und AMRs prägen heute die Materialflüsse in Distributionszentren und Produktionswerken.
Lithium-Ionen-Batterien ermöglichen hohe Verfügbarkeit, kurze Ladezeiten und wartungsarmen Betrieb. Mit zunehmender Automatisierung verschiebt sich jedoch ein zentraler wirtschaftlicher Parameter: Nicht mehr allein die Zellchemie bestimmt Lebensdauer und Kostenstruktur der Batteriesysteme – entscheidend wird die Qualität der Ladeinfrastruktur.
In hochautomatisierten 24/7-Umgebungen ist das Ladesystem kein Nebenaggregat mehr, sondern integraler Bestandteil der Betriebsstrategie. Es beeinflusst unmittelbar Energieeffizienz, Batteriealterung, Anlagenverfügbarkeit und damit die Total Cost of Ownership (TCO).
Automatisierung verändert die energetischen Rahmenbedingungen
Klassische Staplerflotten waren schichtbasiert organisiert. Batterien wurden so dimensioniert, dass sie eine vollständige Arbeitsschicht ohne Zwischenladung abdecken konnten. Geladen wurde in festen Zeitfenstern. Automatisierte Flotten folgen einem anderen Ansatz: Fahrzeuge sind nahezu kontinuierlich im Einsatz und nutzen Opportunity Charging – kurze, häufige Ladevorgänge während Prozessunter-
brechungen. Lithium-Ionen-Technologie unterstützt dieses Modell, stellt jedoch erhöhte Anforderungen an die Ladegeräte: reproduzierbare Stromprofile, präzise Regelung und thermische Stabilität. Die zentrale Frage lautet daher nicht mehr, wie lange eine Batterie ohne Nachladen durchhält, sondern wie effizient und batterieschonend Energie über tausende Mikrozyklen hinweg übertragen wird.
AUTOMATISIERTE FLOTTEN VERBRAUCHEN ENERGIE KONTINUIERLICH.
BEREITS GERINGE WIRKUNGSGRADVERLUSTE BEI DER AC/DC-UMWANDLUNG SUMMIEREN SICH ÜBER DAS JAHR ZU RELEVANTEN KOSTEN.
Opportunity Charging ermöglicht das sogenannte Right-Sizing von Batterien in automatisierten Flotten. Anstelle von überdimensionierten Batteriepaketen können kleinere Speicher eingesetzt werden, vorausgesetzt, die Ladeprozesse laufen stabil und wiederholgenau ab. Dies hat mehrere wirtschaftliche Vorteile. Es führt
zu einer Reduktion der Investitionskosten, einer Verringerung von Gewicht und Bauraumbedarf sowie zu einer Verbesserung der fahrzeugseitigen Energieeffizienz und einer flexibleren Systemauslegung.
Voraussetzung ist jedoch ein kontrollierter Ladeprozess. Unkontrolliertes Schnellladen oder hohe DC-Restwelligkeit beschleunigen Alterungsprozesse und gefährden die kalkulierte Lebensdauer. Erst eine technisch ausgereifte Ladearchitektur macht kleinere Batteriesysteme wirtschaftlich tragfähig.
Energieeffizienz als OpEx-Faktor
Automatisierte Flotten verbrauchen kontinuierlich Energie, und bereits geringe Wirkungsgradverluste bei der AC/DCUmwandlung können sich über das Jahr zu erheblichen Kosten summieren. Der Einsatz hocheffizienter Ladegeräte ist in vielerlei Hinsicht vorteilhaft. So minimieren sie Umwandlungsverluste, reduzieren die Abwärme, entlasten die Infrastruktur im Ladebereich und senken die laufenden Energiekosten. Dadurch wird nicht nur die Wirtschaftlichkeit verbessert, sondern auch die Nachhaltigkeit der Betriebsabläufe gefördert. In großen Installationen mit zahlreichen Fahrzeugen wird Ladeeffizienz damit zu einem strategischen OpEx-Hebel – nicht nur zu einem Nachhaltigkeitsthema.
DC-Restwelligkeit: Ein oft unterschätzter Faktor
Ein technisch relevanter, oft unterschätzter Parameter ist die DC-Restwelligkeit. Wechselstromanteile im Gleichstromausgang erhöhen die interne Zelltemperatur und können elektrochemische Alterungsprozesse beschleunigen. Insbesondere bei hohen Ladefrequenzen und partiellen Ladezyklen gewinnt die Stromqualität an Bedeutung. Ladegeräte mit minimierter Restwelligkeit liefern einen stabilen Stromfluss und reduzieren thermischen Stress. Über tausende Zyklen hinweg verlangsamt sich so die Kapazitätsdegradation – ein unmittelbarer Beitrag zur Verlängerung der Nutzungsdauer.
Modulare Architektur erhöht die Verfügbarkeit
In automatisierten Anlagen teilen sich häufig mehrere Fahrzeuge ein Ladesystem, weshalb ein Ausfall direkt Auswirkungen auf den Materialfluss hat. Modulare Ladeplattformen erhöhen die Systemrobustheit erheblich. Sie bieten redundante Leistungsmodule, die eine kontinuierliche Betriebsbereitschaft gewährleisten. Darüber hinaus führen sie zu verkürzten Servicezeiten und ermöglichen eine flexible Skalierbarkeit bei der Erweiterung der Flotte. Eine modulares Design sorgt zudem für eine höhere mittlere Betriebsdauer zwischen Ausfällen, was die Effizienz der gesamten Anlage verbessert.
Die MOOVbase Modular Charger Serie von Delta Electronics ist ein Beispiel für diese Architektur. Die Plattform wurde für hochdynamische 24/7-Anwendungen entwickelt und hat in Anwendungen weltweit bereits über eine Milliarde Ladezyklen absolviert – ein Indikator für ihre Eignung in automatisierten Umgebungen.
Vernetzung ermöglicht aktives Energiemanagement
Mit der Digitalisierung der Intralogistik wird Konnektivität zur Grundanforderung. Ethernet-fähige Ladegeräte lassen sich in Fahrzeugsteuerungen, Batterie-Management-Systeme und standortweite Energiemanagementsysteme integrieren. Durch kontinuierliches Monitoring von Ladeparametern und Energieflüssen werden Ladeprofile dynamisch an Ladezustand, Temperatur oder Alterungsgrad angepasst. Gleichzeitig unterstützt die Systemintegration ein intelligentes Lastmanagement zur Reduzierung von Lastspitzen. Das Ladesystem entwickelt sich damit vom reinen Energieversorger zum aktiven Steuerungselement innerhalb der Gesamtarchitektur.

bis

auf
Viele kurze Ladezyklen sichern Effizienz, verlängern Batterielebensdauer und optimieren Betriebskosten.
Datenbasierte Batterie-Strategie statt reaktiver Wartung
In automatisierten Flotten ist der Zeitpunkt des Batterieaustauschs wirtschaftlich kritisch. Zu frühe Ersatzinvestitionen binden Kapital, zu späte erhöhen das Ausfallrisiko. Durch kontinuierliche Datenerfassung wird ein zustandsbasierter Ansatz möglich. Dieser basiert auf Austauschentscheidungen auf Basis realer Nutzung, auf Vermeidung ungeplanter Stillstände sowie auf der Optimierung der Lebenszykluskosten. Damit verschiebt sich der Fokus von reaktiver Wartung hin zu datengetriebenem Batterie-Management.
Fazit: Ladeinfrastruktur als strategischer Wirtschaftsfaktor
In automatisierten, lithium-ionenbasierten Intralogistikflotten entstehen Batteriekosten nicht allein beim Kauf – sie werden täglich durch die Qualität des Ladeprozesses geprägt. Entscheidend sind dabei ein hoher Wirkungsgrad, minimierte DC-Restwelligkeit, modulare und ausfallsichere Architektur, digitale Konnektivität sowie intelligentes Energiemanagement.
Die Ladeinfrastruktur wird damit zum strategischen Kernbaustein moderner Materialflusssysteme. Wer Batterieökonomie nachhaltig optimieren will, muss das Laden als integralen Bestandteil der Systemarchitektur verstehen – nicht als Nebenfunktion, sondern als zentralen Performance- und Wirtschaftsfaktor. TB
SVEN MAYER ist Sales Director, Industrial and Medical Business Unit, bei Delta Energy Systems (Germany).
Delta Electronics präsentiert seine Lösungen im Bereich Ladeinfrastruktur, industrielle Energieversorgung und vieles mehr auf der Hannover Messe 2026 vom 20. bis 24. April 2026 in Halle 13, Stand C02.
Steigende Variantenvielfalt, kleinere Losgrößen und Fachkräftemangel setzen produzierende Unternehmen zunehmend unter Druck. Gleichzeitig erfordert die moderne CNC-Bearbeitung flexible, wirtschaftliche und skalierbare Fertigungskonzepte über den gesamten Shopfloor hinweg. Integrierte Automationslösungen bieten hier einen entscheidenden Hebel, um Produktivität zu steigern und Mitarbeitende gezielt zu entlasten. VON SASCHA DIETZE
Produzierende Unternehmen stehen mehr denn je vor der Herausforderung, flexibel auf wechselnde Aufträge mit kleineren Losgrößen zu reagieren und hochwirtschaftlich arbeiten zu müssen. Außerdem verändern immer kürzere Entwicklungszyklen und variantenreichere Produkte die CNC-Bearbeitung in großen Schritten. Gleichzeitig wächst die Herausforderung, qualifiziertes Personal zu finden. Damit die vorhandenen Fachkräfte ihre Kapazitäten voll und ganz für die Programmierung, das Rüsten und die Qualitätskontrolle aufwenden können, gewinnen Automationslösungen zunehmend an Bedeutung. DMG Mori bedient diese Entwicklung mit einem breitgefächerten Portfolio, das den unterschiedlichsten Anforderungen gerecht wird und schon im Bereich der kollaborativen Roboter ansetzt – sowohl für das Werkstückhandling als auch für den Transport von Rohmaterial, Werkzeugen oder Spänen.

Automation endet heute nicht mehr an der Maschine. Sie umfasst den gesamten Shopfloor und damit auch vor- und nachgelagerte Prozesse. Vor diesem Hintergrund hat sich DMG Mori vom klassischen Maschinenbauer zu einem ganzheitlichen System- und Lösungspartner entwickelt, der neben Bearbeitungszentren auch Automationslinien, digitale Lösungen und innerbetriebliche Logistik integriert. Ziel ist es, Fertigungskonzepte aus einer Hand bereitzustellen, die Effizienz, Qualität und Nachhaltigkeit miteinander verbinden. Treiber dieser Entwicklung sind vor allem
Automatisierte Fertigung mit kollaborativen Robotern für das Werkstückhandling bis zu Systemen für Material-, Werkzeug- und Spänetransport. Bilder: DMG Mori

der zunehmende Fachkräftebedarf in den Werkstätten, steigende Anforderungen an Flexibilität und Rückverfolgbarkeit, der internationale Wettbewerbsdruck sowie höhere Erwartungen an energie- und ressourcenschonende Produktion.
Anstelle eines Bedieners übernehmen kollaborative Roboter vor allem einfache manuelle Tätigkeiten wie das Be- und Entladen von Maschinen. Sie eignen sich für kleine bis mittlere Losgrößen, was eine autonome Fertigung über mehrere Stunden hinweg ermöglicht. „Das kommt einerseits den personellen Kapazitäten zugute, andererseits lässt sich die Produktion so auch auf mannlose Schichten ausweiten. Eine bessere Maschinenauslastung erhöht die Produktivität. Auch die Bauteilqualität profitiert von dem vollautomatischen Handling, weil Fehler durch manuelles Ein- und Ausspannen eliminiert werden. Typische Lösungen von DMG Mori finden sich hier in der Robo2Go Baureihe beginnend mit dem Robo2Go Open für Werkstücke bis zehn Kilogramm. Der platzsparende und frei bewegliche Roboter lässt sich unkompliziert und flexibel vor einem Bearbeitungszentrum oder einer Drehmaschine positionieren. Das Training des Robo2Go Open erfordert zudem keine Roboterkenntnisse. Denn gerade bei solchen Produkten ist eine einfache Bedienung entscheidend, um kurze Rüstzeiten zu realisieren.
Während der Robo2Go Open als kollaborativer Roboter ausgelegt ist, ergänzt die Robo2Go-Baureihe die Fertigung als klassische Automationslösungen und ermöglicht eine besonders flexible sowie schnell

umsetzbare Automatisierung bestehender Prozesse. So übernimmt der Robo2Go 3. Generation das Handling von größeren Bauteilen mit bis zu 40 Kilogramm Werkstückgewicht, den DMG Mori auf der diesjährigen Hausausstellung in Pfronten vorgestellt hat. Insbesondere die Speicherlösungen hat der Anbieter neu gestaltet. Eine Europalette im Standard erhöht die Kapazität um 12 Prozent, der Schubladenspeicher wurde um 32 Prozent vergrößert. Darüber hinaus ist ein Palettenhandling mit drei Europaletten erhältlich, das den Speicher um 50 Prozent erweitert. Dadurch realisiert DMG Mori deutlich längere Phasen der automatisierten Fertigung und entsprechend mehr Zeit für anspruchsvolle Tätigkeiten in der Arbeitsvorbereitung.
Produktivität nachträglich steigern durch Automation Retrofit
Da Investitionen in Werkzeugmaschinen und Automationslösungen sehr sorgfältig getätigt werden, kann DMG Mori den Robo2Go 3. Generation – ebenso wie andere Automationslösungen – auch nachträglich installieren. Im Rahmen des Automation Retrofit können Kunden ihre Produktivität zu einem späteren Zeitpunkt erhöhen, beispielsweise nachdem der eigentliche Fertigungsprozess optimal umgesetzt wurde. Die Automation kann dann binnen weniger Tage installiert und sofort voll ausgelastet werden, was eine schnelle Amortisation unterstützt.
Automatisierte Logistik mit fahrerlosen Transportsystemen
Eine zweite Möglichkeit, Automationslösungen kollaborativ einzusetzen, sind fahrerlose Transportsysteme, sogenannte
Der Robo2Go Open kann bei Bedarf binnen weniger Minuten platzsparend an einer Maschine positioniert werden.
Autonomous Mobile Robots. Das Portfolio umfasst AMR-Werkstückhandlings, PH-AMR Modelle für den Transport von bis zu 1.600 x 1.250 Millimeter großen Paletten und AMR Universalhandlings, die das Werkzeughandling, den Materialtransport und die Späneentsorgung übernehmen. Die Gemeinsamkeit dieser Lösungen: Sie bewegen sich selbstständig auf dem Shopfloor. Eine sichere Navigation im Zusammenspiel mit Menschen gewährleisten Technologien von Sick und Siemens. Durch die freie Layoutgestaltung können die AMR-Modelle jederzeit in eine bestehende Produktion integriert werden, wo sie logistische Prozesse zwischen Paletten-, Material- oder Werkzeuglager und der Fertigung nachhaltig optimieren.
Mit den fahrerlosen Transportsystemen kann DMG Mori Fertigungslösungen noch ganzheitlicher betrachten, weil sowohl die eigentliche Bearbeitung als auch die umliegende Logistik automatisiert werden. Insbesondere in größeren Produktionen hat der Transport von Paletten, Material und Werkzeugen – üblicherweise per Gabelstapler oder Hubwagen – einen erheblichen Anteil am Gesamtprozess. Fahrerlose Transportsysteme dienen an dieser Stelle als ein weiterer Weg, das Personal zu entlasten. Darüber hinaus sind sie skalierbar, so dass sie schrittweise erweitert werden können.
Machining Transformation live auf der Hannover Messe
Mit seinem Produktspektrum im Bereich der kollaborativen Roboter zeigt DMG Mori, dass Automationslösungen nicht zwangsläufig an einzelne Maschinen gekoppelt sein müssen. Vielmehr bieten nachrüstbare Lösungen
wie der Robo2Go und fahrerlose Transportsysteme zusätzliche Möglichkeiten, eine Produktion zukunftssicher zu gestalten. Denn die automatisierte Fertigung ist hierfür ein entscheidender Baustein mit Blick auf die Machining Transformation (MX), die DMG Mori auf der Hannover Messe vom 20. bis zum 24. April 2026 präsentiert.
Mit diesem Konzept ebnet der Werkzeugmaschinenhersteller den Weg in die Zukunft der Fertigung, was in anspruchsvollen Branchen wie Medical, Aviation & Space oder Mobility eine langfristige Wettbewerbsfähigkeit sicherstellt. Neben Prozessintegration, Digitaler Transformation (DX) und Grüner Transformation (GX) ist Automation eine tragende Säule der Machining Transformation (MX). Kollaborative Roboter bringen in diesem Zusammenhang einen weiteren wichtigen Faktor mit sich: Sie fungieren als Produktionsassistenten, die vor allem monotone Aufgaben übernehmen. Die Verantwortung der Fachkräfte wird auf qualifizierte Tätigkeiten verlagert, was die Motivation steigert und für mehr Zufriedenheit sorgt.
DMG Mori schafft mit integrierter Automation einen zukunftssicheren Weg in Richtung autonomer Fertigungsumgebungen. Die Lösungen sind umfassend, praxistauglich, nachrüstbar und darauf ausgelegt, Unternehmen in allen Bereichen der modernen Produktion zu stärken, von der Einzelteilfertigung bis zur vollautomatisierten Serienproduktion.
Mit dem Zusammenspiel aus kollaborativen Robotern und autonomen Transportsystemen entwickelt sich die CNCBearbeitung zu einem flexiblen, effizient skalierbaren Produktionsumfeld. Kollaborative Lösungen wie der Robo2Go Open und die AMR-Modelle markieren damit einen wichtigen Schritt hin zu einer wirtschaftlich wie organisatorisch zukunftsfähigen Produktion. Unternehmen können ihre bestehenden Maschinenkapazitäten besser nutzen, Personal gezielt entlasten und damit den steigenden Anforderungen an Variantenvielfalt und Lieferperformance begegnen. Gleichzeitig entsteht eine Grundlage für zukünftige Fertigungskonzepte, in denen Automatisierung und Fachwissen ineinandergreifen. KF
SASCHA DIETZE ist Redakteur bei Pressgate.
Schleicher Fahrzeugteile ist dem Wettbewerb einen Schritt voraus – nicht zuletzt dank einer durchdachten Digitalisierung
seiner Fertigung. Maschinen, Programme und Werkzeuge sind mit einer Lösung von Siemens smart vernetzt.
Das Ziel: Mehr Transparenz, Prozessqualität und Flexibilität. VON FRANZISKA TRAUTMANN UND SEBASTIAN
Welche Ziele sich die Schleicher Fahrzeugteile GmbH gesetzt hat, kann Stefan Schleicher jederzeit anhand eines Dashboards präsentieren. Anschaulich zeigen grüne und braune Balken hier die aktuelle Produktivität der Maschinen. „Wir wollen unsere Prozesse so verbessern, dass wir eine möglichst hohe Anlagenverfügbarkeit sicherstellen“, erklärt der frühere Geschäftsführer, der nach wie vor als Beirat und Gesellschafter für das Unternehmen aktiv ist. Unter seiner Federführung hat das Unternehmen die Transformation vom Automobilzulieferer zum Spezialisten für Wellen aller Art gemeistert, von großen Schiffsnockenwellen bis hin zu filigranen Wellen für medizinische Laborsysteme.
Qualität und Produktivität sind die beiden Werte, die in diesem Geschäft eine zentrale Rolle spielen. Dank einer vernetzten Fertigung und digitalen Werkzeugen sieht sich Schleicher hier gut aufgestellt: „Wir sind in unserem Bereich führend – und durch die richtigen Informationen aus der Produktion können wir diesen Vorsprung ausbauen.“
Schleicher setzt auf den Digital Shopfloor
Die Basis für diese datenbasierte Optimierung liefert die Shopfloor-Plattform Mcenter, über die aktuell 15 Bearbeitungsmaschinen vernetzt sind. Die Verfügbarkeit und Auslastung der Maschinen wertet Schleicher über Analyze MyPerformance /OEE aus. Sowohl Programmierung als auch Produktion nut-

zen darüber hinaus Manage MyResources / Programs, um die Bearbeitungsprogramme zu verwalten und an die richtige Maschine zu übertragen, und im nächsten Schritt wird auch die Werkzeugverwaltung mit Manage MyResources/ Tools digitalisiert. Zudem setzt Schleicher auch einen digitalen Zwilling seiner Maschinen ein – sowohl für die Auslegung neuer Produkte und Prozesse als auch für die Arbeitsvorbereitung. Schritt für Schritt entsteht so eine vollständig digitale Prozesskette. „Ich bin überzeugt, dass wir damit effizienter arbeiten, analysieren und produzieren“, ist sich Stefan Schleicher sicher.
Schritt für Schritt zu mehr Effizienz Als Partner für diese Digitalisierungsstrategie holte Schleicher Siemens in das Projekt: „Was für mich den Ausschlag gegeben hat, war dieses ganzheitliche Denken, das Siemens in seiner Lösung demonstriert, bis hin zur Vernetzung mit den MES- und ERP-Systemen. Aber auch das Cockpit für die Performance war von Anfang an durchdacht und ganz stark in der Funktion“, so der frühere Geschäftsführer. Dennoch entschied sich Schleicher dafür, das Projekt schrittweise umzusetzen. „Wir haben eine enorme Teile- und Prozessvielfalt, die wir sukzessive im System abgebildet haben“, erinnert sich Yasin Kilic, Teamleiter Digitalisierung bei Schleicher. In enger Zusammenarbeit mit Siemens hat er durch gezieltes Feedback dazu beigetragen, die Mcenter-Plattform auf die besonderen Anforderungen von Kleinund Kleinstserien auszurichten – und er ist schon jetzt überzeugt: „Allein die Programmverwaltung hilft uns enorm, unsere Prozessqualität zu verbessern: Es geht keine Information verloren, wir haben einen konsistenten Stand an allen Maschinen, mit einem freigegebenen Paket, das Werkzeugliste und Teileprogramm enthält.“

So profitiert Schleicher von einem ganzheitlichen Blick auf den Shopfloor
Es sind die kleinen und großen Verbesserungen im Umfeld der Bearbeitungsmaschine, die für Stefan Schleicher den Unterschied machen. „Mit der Performance analyse können wir detailliert aufschlüsseln, wo die Engpässe in der Produktion liegen. Und da zeigt sich, dass das Umfeld eine entscheidende Rolle spielt: Wie schnell kann ich rüsten? Wie hoch ist meine Auslastung in den Prozessen, aber auch von Mitarbeitern? Das sind die Faktoren, die bestimmen, wie viele Teile sich in einer Stunde produzieren lassen.“ So kann das Unternehmen gezielt die Engpässe angehen, die den größten Benefit bringen – und am Ende die entscheidenden Performancegewinne bringen.
Bottlenecks identifizieren, Prozesse optimieren
Doch die digitalen Werkzeuge sind nicht nur für die Geschäftsführung wichtig: Auch Produktionsleiter Krunoslav Gusak ist mittlerweile ein echter Fan der Performanceanalyse: „Wir haben früher viel Zeit auf-

wenden müssen, um Fehlerursachen von der Maschine in die Produktionsplanung zurückzuspielen, teils sogar händisch und auf Papier. Jetzt habe ich alle Daten einfach per Knopfdruck.“ Er kann damit unter anderem die reale Taktzeit für Produkte unter regulären Produktionsbedingungen ermitteln, „nicht nur anhand einiger Testläufe, sondern anhand einer ganzen Schicht“, und so zum Beispiel neue Produkte besser einplanen. „Aber auch Langzeitanalysen und Archivdaten – eben alles, was wir brauchen, um unsere Prozesse zu verbessern. Alle Daten stehen jederzeit online zur Verfügung.“
Währenddessen arbeitet Kilic gemeinsam mit Siemens daran, die restlichen Maschinen in Mcenter zu integrieren, darunter sowohl neue als auch Bestandsmaschinen. „Hier kommt uns die Offenheit des Systems zugute“, so Kilic. Parallel stellt Schleicher auch die Werkzeugverwaltung schrittweise auf Manage MyResources /Tools um. Hier erwartet Kilic sogar einen noch größeren
Wie schnell kann ich rüsten? Wie hoch ist meine Auslastung in den Prozessen, aber auch von Mitarbeitern? Das sind die Faktoren, die bestimmen, wie viele Teile ich am Ende in einer Stunde produzieren kann.“
STEFAN SCHLEICHER
Performancegewinn: „Gerade, weil wir unsere Maschinen so häufig rüsten müssen, liegt hier ein besonders großes Potenzial: Wir bringen so immer das richtige Werkzeug an die Maschine und müssen es nur einmal rüsten. Alle Daten werden digital und ohne Fehler übertragen. Wir versprechen uns hier eine deutliche Zeitersparnis.“
Der Digital Shopfloor als Wettbewerbsfaktor
Schon jetzt ist für Stefan Schleicher klar, dass die Entscheidung für den digitalen Shopfloor die richtige war – gerade weil sich mittelständische Unternehmen wie Schleicher Fahrzeugteile bei der Digitalisierung oft schwertun, wie er zugibt: „Auch bei uns war das Thema nicht unumstritten. Sollten wir uns nicht besser auf die Maschinen konzentrieren? Aber jetzt haben wir es schwarz auf weiß, wo wir noch Potenzial in unseren Prozessen

Mit Analyze MyPerformance /OEE lässt sich jederzeit die Produktivität der Maschinen analysieren. Bilder:
haben, und das ist eben das Umfeld der Maschinen.“ Es ist nicht die einzige weitreichende Entscheidung, die er in den vergangenen Jahren getroffen hat: „Der Abschied von Auto motive als unserem Hauptmarkt, die Zusammenlegung unserer beiden Stand orte und die Digitalisierung unserer Produktion – damit sind wir heute bestens aufgestellt“, sagt er nicht ohne Stolz, und ergänzt: „Alle reden über Transformation. Wir haben es einfach gemacht.“ RT
FRANZISKA TRAUTMANN arbeitet im Bereich Business Enablement bei Siemens.
SEBASTIAN MEYER ist Customer Success Manager bei Siemens.
In der modernen Produktion erweisen sich ungeplante Stillstände als kostspieliger Störfaktor. Mit MLnext Creation stellt Phoenix Contact eine Lösung zur Verfügung, die es Domänenexperten ermöglicht, ohne KI-Kenntnisse leistungsfähige Modelle zur Anomalieerkennung zu erstellen. Die Kombination aus MLnext Creation und MLnext Execution erlaubt es, Anomalien nicht nur zu erkennen, sondern auch zu interpretieren – ein entscheidender Schritt in Richtung vorausschauende Instandhaltung. VON TOM HAMMERBACHER

KI bietet neue Möglichkeiten für die Instandhaltung und das Qualitätsmanagement, wenn es in Einklang mit den Domänenexperten gebracht wird. Bilder: Phoenix Contact
Am Anfang der Machine-LearningLösung steht die Auswahl der relevanten Datenpunkte. Wichtig ist, dass die entsprechenden Sensorwerte oder Variablen die zu überwachende Komponente oder den zu analysierenden Prozess abbilden. Für einen Elektromotor bieten sich zum Beispiel die Leistungsaufnahme, Vibration und Temperatur an. Wenn am Motor ein Problem vorliegt, muss sich dieses ebenfalls in einer Veränderung der Sensorwerte bemerkbar machen. Dabei ist es unwesentlich, dass die Art der Anomalie in den Sensordaten auch von einem Menschen detektiert und interpretiert werden kann. Außerdem muss der Experte diese Störungen nicht in den Daten markieren. Die in MLnext eingesetzten Modelle sind
in der Lage, das untypische Verhalten allein durch die Abweichung zum Normalverhalten unter Berücksichtigung des Zeitverlaufs festzustellen. Sind markierte Daten vorhanden, lassen sich diese trotzdem zur Validierung und Verbesserung des Modells einbringen. Nach ihrer Auswahl und Aufzeichnung können die Daten nun in MLnext Creation hochgeladen werden.
Bei MLnext Creation handelt es sich um eine Software-Lösung zur Erstellung von Machine-Learning-Modellen auf Basis von Zeitreihendaten. Die Besonderheit: Die Modelle werden automatisch generiert, ohne dass Programmierkenntnisse
erforderlich sind. Anwender können über eine Weboberfläche Experimente konfigurieren sowie Modelle trainieren und vergleichen. Ein zentrales neues Feature stellt die Interpretation von Anomalien mithilfe von Graph Deviation Networks (GDN) und Variational Autoencoders (VAE) dar. Mit diesen Modellen lassen sich nicht nur Abweichungen feststellen, sondern auf einzelne Sensoren und Prozessschritte lokalisieren. Darüber hinaus ist ersichtlich, wie der Wert vom erwarteten Normalverhalten abweicht. So wird aus einem bloßen Alarm ein interpretierbarer Hinweis für den Instandhalter.
Das generierte Modell lässt sich aus MLnext Creation als Datei herunterladen und in MLnext Execution auf den Live-Daten anwenden. Phoenix Contact setzt hier auf den offenen Austauschstandard für Machine-Learning-Lösungen, nämlich ONNX (Open Neural Network Exchange). Somit können Modelle aus anderen Machine-Learning-Lösungen ebenfalls genutzt und mit MLnext Execution in der Industrie verwendet und verwaltet werden. Die neuesten Prozessdaten lassen sich beispielsweise direkt aus Datenbanken laden, die Phoenix Contact für die Steuerungen PLCnext Control bereitstellt. Zudem können die Daten per OPC UA, REST-API oder einen Streaming-Prozessor übergeben werden. MLnext Execution führt die Modelle dann kontinuierlich oder lediglich bei Bedarf aus. Dabei werden Durchlaufzeiten überwacht und die Ergebnisse zur Verfügung gestellt. Auf diese Weise lässt sich sicherstellen, dass die Antwort des Modells in der gewünschten Zeit für die Weiterverarbeitung vorliegt. Ein passendes Beispiel wäre ein Förderband, das nach einer Qualitätskontrolle in verschiedene Richtungen angesteuert wird.
Die Lösung MLnext ist als Demoversion im PLCnext Store verfügbar.

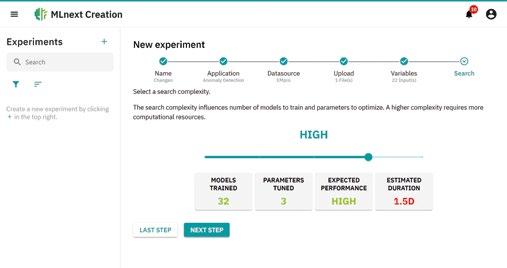
Download als App auf Steuerungen und Edge-PC MLnext Creation kann auf PCs installiert werden, die mit dem Betriebssystem Windows 11 arbeiten. Für die Erstellung von Modellen zur Analyse von Zeitreihendaten ist eine Grafikkarte nicht zwingend erforderlich. Mit einer bestehenden und CUDA-fähigen Graphics Processing Unit (GPU) lässt sich MLnext Creation aber problemlos erweitern. MLnext Execution kann als App auf die Steuerungen PLCnext Control und die Edge-PC von Phoenix Contact aufgespielt werden. Dadurch wird das Machine-Learning-Modell direkt dort ausgeführt, wo die Daten für die Automatisierung verarbeitet werden. Dies ermöglicht kurze Antwortzeiten, zum Beispiel in Kombination mit dem Kommunikationsstandard OPC UA. Sind hohe Flexibilität und Skalierbarkeit gefragt, lassen sich die MLnext-Lösungen auch als OCI-Container (Open Container Initiative) einsetzen. Durch die Umsetzung der Benutzeroberflächen als Web-FrontEnd und die Bedienbarkeit über eine RESTAPI sowie Benutzerverwaltung ist MLnext bestens für den Server-Client-Betrieb vorbereitet. Phoenix Contact nutzt MLnext auf dem unternehmenseigenen DeepLearning-Server. Somit können mehrere Fachabteilungen die Services von MLnext unabhängig voneinander verwenden. Ferner lässt sich MLnext beliebig mit anderen auf einem OCI-Container basierenden
Darstellung des Schritt-für-SchrittProzesses von den Daten zum MachineLearning-Modell, wobei der Anwender nur konfigurieren muss.
Lösungen von Phoenix Contact kombinieren. Beispielsweise bietet der Einsatz zusammen mit der Virtual PLCnext Control und den IIoT-Apps ein Automatisierungsund Analysesystem. Damit stehen als Ausführungsplattform deutlich mehr Möglichkeiten zur Verfügung. Die Nutzung in der zentralen IT-Abteilung auf einem Server oder in der Cloud ist ebenso realisierbar.
von interpretierbaren Hinweisen
Mit MLnext Creation gelingt der Brückenschlag zwischen domänenspezifischem Wissen und moderner KI-Technologie. Mit der Lösung können Instandhalter und Servicetechniker eigenständig leistungsfähige Modelle zur Anomalieerkennung erstellen – ganz ohne Programmierkenntnisse. Durch die Kombination mit MLnext Execution lassen sich die Modelle direkt in der Produktion verwenden und liefern interpretierbare Hinweise statt bloßer Alarme. So werden ungeplante Stillstände reduziert, Prozesse optimiert und die Anlagenverfügbarkeit nachhaltig gesteigert. MLnext ist folglich ein zentraler Baustein für eine zukunftsorientierte und datengetriebene Instandhaltungsstrategie. SG
TOM HAMMERBACHER ist Manager Digital Factory, Vertical Market Management Factory Automation bei Phoenix Contact.













Bei der Methode Retrieval-Augmented Generation (RAG) können in einem LLM vorhandene Daten durch externe Wissensquellen ergänzt werden.

Bild: © Rsquare stock/stock.adobe.com (generiert mit KI)
KI eröffnet in der Fertigung neue Möglichkeiten, Prozesse zu analysieren, Entscheidungen zu beschleunigen und Abläufe selbstlernend zu optimieren. Kombiniert mit modernen IT-Prinzipien wie Software-definierten Infrastrukturen und ContainerTechnologien entsteht die Basis für den automatisierten, flexiblen und resilienten Fertigungsbetrieb der Zukunft.
Unternehmen aller Branchen setzen auf Automatisierung, um die Effizienz, Qualität und Kosteneffektivität zu steigern. KI erweitert diesen Ansatz um eine entscheidende Dimension: Sie ermöglicht es, in Daten Zusammenhänge zu erkennen, Anomalien frühzeitig zu identifizieren und Wartungsmaßnahmen proaktiv einzuleiten. Anwendungen wie Predictive Maintenance oder Visual Inspection sind längst etabliert. Der Zustand einer gesamten Produktionslinie oder die Kommunikation zwischen verschiedenen Systemen werden dabei jedoch nicht genügend berücksichtigt. Möglich wird das aber dank neuer Entwicklungen im Bereich generativer KI. Damit können etwa Maschinendaten, Logfiles, Handbücher oder Monitoring-Informationen
kombiniert werden, um Techniker beim Troubleshooting zu unterstützen. Allerdings müssen dafür die generischen Large Language Models (LLMs) mit weiteren Informationen angereichert werden. LLMs sind mit sehr großen Datenmengen trainiert, das heißt, alle Informationen stecken in den Modellen und ihr Wissen ist immer die Basis für die Antworten. In der Regel sind somit keine aktuellen Daten vorhanden. Für die Echtzeitnutzung in der Produktion ist das folglich nicht ausreichend.
Es geht also darum, dass nicht nur das LLM als Wissensquelle genutzt wird, sondern auch weitere Dokumente und vor allem auch unternehmensspezifische Echtzeit-
und Maschinendaten wie Fehlermeldungen oder Logdaten. Inzwischen gibt es bereits mehrere Ansätze und Techniken, die dies ermöglichen. Ein prominentes Beispiel dafür ist die Nutzung der Methode Retrieval-Augmented Generation (RAG). Damit können die in einem LLM vorhandenen Daten durch externe Wissensquellen ergänzt werden, etwa durch Daten-Repositories oder bestehende Dokumentationen. So lässt sich die Qualität der Antworten wesentlich einfacher steuern und das Risiko von Halluzinationen minimieren. Eine solche Integration von Wissen und Daten wird künftig entscheidend dazu beitragen, Produktionslinien als dynamische Gesamtsysteme zu steuern und nicht nur einzelne Maschinen im Blick zu haben.

Software-definiert:
Neue Flexibilität in der Fertigung
Damit KI ihr volles Potenzial entfalten kann, braucht sie eine flexible und skalierbare Architektur. Hier setzt der Software-definierte Ansatz an: Hardware- und SoftwareLebenszyklen werden voneinander entkoppelt, Fertigungs- und Kontrollsysteme virtualisiert und als Cluster verwaltet. Viele Industrie-PCs und Steuerungen lassen sich so in einer gemeinsamen Software-definierten Umgebung konsolidieren.
Ein solcher Software-definierter Manufacturing-Ansatz bildet auch die Grundlage für die Realisierung einer virtuellen speicherprogrammierbaren Steuerung (vSPS). Diese Umgebung bietet zahlreiche Vorteile. So können Upgrades und Updates zentral und automatisiert durchgeführt werden, wodurch ein manuelles Patchen einzelner Controller entfällt. Neue Funktionalitäten lassen sich deutlich schneller bereitstellen, sodass die Flexibilität und Innovationsgeschwindigkeit erhöht werden. Zugleich wird eine effizientere Auslastung der Systeme erreicht, da durch die Virtualisierung das Risiko eines Overprovisioning fragmentierter Rechner sinkt. Darüber hinaus erleichtert eine virtuelle Umgebung die Integration von Controllern mit anderen Systemen.
Dies führt zu einer nahtloseren Zusammenarbeit innerhalb der gesamten Produktionsinfrastruktur.
Container-Technologien:
Grundlage agiler Produktion
Wer den Software-definierten Weg geht, profitiert von den Vorteilen moderner Container-Technologien. Container ermöglichen es, Änderungen an Betriebssystemen oder Applikationsplattformen standardisiert zu verpacken und sicher zu verteilen – auch in Edge-Umgebungen nahe der Fertigungslinie. So lassen sich Konfigurationsabweichungen minimieren, die sonst zu Sicherheitsrisiken oder inkonsistenten Betriebszuständen führen könnten. Zudem bietet der Container-Ansatz auch im Hinblick auf die steigende Nutzung von ML-
diesem Trend. Mit Rise with SAP und der SAP Edge Integration Cell (EIC) werden Cloud-native, containerbasierte Lösungen Realität. Sie erlauben es Unternehmen, Daten lokal zu verarbeiten und gleichzeitig mit Cloud-Diensten zu verknüpfen – ein zentraler Schritt auf dem Weg zur hybriden, modernen Produktions-IT. Die Ablösung der herkömmlichen Orchestrierung und Integration von SAP-Landschaften durch eine Cloud-native Variante ist somit ebenfalls ein Beleg für den zunehmenden produktionsnahen Einsatz von ContainerTechnologien.
Grenzen zwischen IT und OT verschwimmen
Die Entwicklungen bei SPS und MES zeigen eines in aller Deutlichkeit: IT-Tech -
Dokumente :
● Manuals für Maschinen
● Betriebshandbücher
● Wartungsanweisungen
Knowledge Base
Augmented Generation
Betriebsdaten:
● Maschinen -Logs
● Maintenance-Historie
● Sensor-Daten
Relevantes Wissen
Wartungs- und Instandhaltungsvorgaben gefunden. Bitte nächste Schritte befolgen…
Antwort
Technologien in der Fertigungsindustrie einen erheblichen Nutzen. So können die ML-Modelle in Container-Images gelegt und dann unter Nutzung von DevOpsund GitOps-Verfahren an die Edge-Geräte ausgerollt werden. Container sind ohnehin die Grundlage für die Bewältigung von KIWorkloads und die Beschleunigung des ML-Lifecycles, denn sie bieten Data Scientists die Agilität, Flexibilität, Portierbarkeit und Skalierbarkeit, die für ML-Modelle benötigt werden.
Dass die Bedeutung der Container-Technologie auf breiter Front zunimmt, zeigen auch andere Entwicklungen. Selbst klassische Manufacturing Execution Systems (MES) gehen zunehmend den ContainerWeg. Die Vorteile liegen auf der Hand: ein effizienterer Betrieb, einfachere Updates und eine höhere Systemverfügbarkeit. Auch SAP-Systeme, traditionell das Rückgrat vieler Fertigungsprozesse, folgen
Der Einsatz von Retrieval-Augmented Generation auf dem Shopfloor im Überblick. Bild: Red Hat
nologien halten Einzug in die ehemals abgeschottete OT-Welt. Fakt ist, dass die Grenzen zwischen IT und OT zunehmend verschwimmen. Was früher getrennt war, wächst dank KI, Software-definierten Ansätzen und Container-Technologien zusammen – hin zu einer automatisierten, adaptiven Fertigungsumgebung. Wer diese Entwicklung aktiv gestaltet, gewinnt nicht nur Effizienz und Qualität, sondern sichert auch seine Wettbewerbsfähigkeit in einer zunehmend datengetriebenen Industrie. KF
ist Chief Architect Manufacturing bei Red Hat.

Der Digitale Produktpass kommt. Als Teil der Ökodesign-Verordnung für nachhaltige Produkte (ESPR) wird dieser ab 2027 schrittweise verpflichtend. Für Unternehmen heißt das früher oder später: Daten erfassen, speichern und teilen. Was nach hohem Mehraufwand klingt, kann mit der richtigen Vorbereitung und einem überlegten SAP-Einsatz zur echten Chance werden. VON THOMAS HENZLER
Umweltrelevante Informationen zu einem Produkt über dessen gesamten Lebenszyklus hinweg bündeln und das in einem standardisierten, vergleichbaren Format – diesen Zweck soll der Digitale Produktpass (DPP) erfüllen. Er wird in den nächsten Jahren sukzessive für fast alle Produkte Pflicht, die auf dem EUMarkt in den Verkehr gebracht und verkauft werden: ab 2027 für Industrie- und Elektrofahrzeugbatterien, in den darauffolgenden Jahren unter anderem auch für Textilien, Elektronik, Möbel, Kunststoffe und Bauprodukte. Ziel der EU-Kommission ist es, damit Transparenz innerhalb der gesamten Wertschöpfungs- und Lieferkette zu erreichen, sodass alle Akteure gemeinsam einen Beitrag zur ressourcenschonenden Kreislaufwirtschaft leisten können.
Datensatz mit Auswirkungen auf globale Lieferketten
Da der DPP nicht nur Daten wie Inhaltsstoffe, Materialien und Komponenten zusam-
menfasst, sondern auch Informationen zu Produktionsmethoden, Energieverbrauch, Reparierbarkeit und mehr, hat er Auswirkung auf globale Lieferketten. Er betrifft Zulieferer, Hersteller, Händler, Verbraucher genauso wie Reparatur- und Recyclingbetriebe. Damit stehen zahlreiche Unternehmen weltweit vor der Herausforderung, umfassende Daten zu ihren Produkten zu erfassen, zu speichern und mit anderen Akteuren entlang der Wertschöpfungskette zu teilen.
Aktiv handeln, Potenzial nutzen
Deshalb gilt es, spätestens jetzt aktiv zu werden. Schließlich kann der DPP weit mehr sein als eine regulatorische Vorgabe. Ist er erst einmal aufgesetzt, in die bestehenden Prozesse und Dateninfrastruktur integriert und etabliert, bietet er Unternehmen wie eine Art „Teil des digitalen Zwillings“ zahlreiche Vorteile. So lassen sich über ihn aktuelle Produktinfos auslesen, verarbeiten und teilen. Das vereinfacht
den Austausch mit involvierten Partnern oder Kunden erheblich. Ein weiteres Plus: Die gesammelten Werte können zugleich als digitale Produktdaten (PIM) für E-Commerce-Plattformen oder ähnliche Portale genutzt werden, um Kunden mehr komfortable Services und Infos bereitzustellen. Darüber hinaus lassen sich mithilfe des DPP Umweltauswirkungen besser nachverfolgen und gezielt verbessern. Somit ist er für Unternehmen auch eine echte Chance, sich nachhaltiger, digital und zukunftsfähig aufzustellen.
Dateninventur, Gap-Analyse und Verantwortlichkeiten
Wo sollten produzierende Unternehmen also ansetzen? Ein guter Anfang ist eine Bestandsaufnahme der Produktdaten verbunden mit einer Gap-Analyse. Welche Stammdaten liegen schon vor und welche müssen künftig verpflichtend für den DPP erfasst und bereitgestellt werden? Wie können fehlende, aber bald notwendige
Der digitale Produktpass (DPP) wird in den nächsten Jahren für fast alle Produkte Pflicht, die im EU-Markt angeboten werden. Bild: © ImageFlow/stock.adobe.com
Informationen – zum Beispiel aus der Lieferkette – verlässlich eingeholt werden?
Ebenso sind Vorüberlegungen wichtig, etwa: Inwiefern werden Zertifikate beziehungsweise Qualitäts-, Nachhaltigkeitsoder Compliance-Nachweise fällig, die den Fertigungs- oder Prüfverlauf betreffen? Wie lassen sich Prüfungen effizient in bestehende Prozesse integrieren – und wie die erfassten Werte so speichern, dass sie nicht zu Datensilos werden und Anwender sie später manuell zusammentragen müssen? Last, but not least die Rollenverteilung: Wer übernimmt bei einem solch bereichsübergreifenden Vorhaben innerhalb des Unternehmens für welche Aufgabe die Verantwortung?
Überlegtes Zugriffs- und Berechtigungssystem für Daten Nicht nur eine saubere Datenpflege und ein strukturiertes Produktdatenmanagement sind erfolgsentscheidend, sondern auch die Bereitstellung der Informationen. Dafür muss zunächst geklärt werden, in welchen Systemen und Formaten die relevanten Daten aktuell vorliegen – etwa im Enterprise-Resource-Planning (ERP)System, in Excel-Dateien, als PDFs oder in anderen Ablagen. Unternehmen sollten festlegen, wie und mit welcher Lösung sie diese Informationen künftig bündeln und zur Verfügung stellen.
Der DPP ist schließlich ein zentraler Informationspool, der erstens aktuell gehalten werden muss, und zweitens unterschiedliche Interessengruppen wie Zulieferer, Behörden oder Endverbraucher einsehen können müssen. Entsprechend ist es notwendig, Daten gezielt zu schützen und je nach Stakeholder-Gruppe kontrolliert und nachvollziehbar bereitzustellen. Dafür braucht es eine durchdachte und hochintegrierte Plattform mit klarer Zugriffspolitik und passendem Berechtigungssystem. Vorgeschrieben ist, dass die Informationen digital und interoperabel nutzbar sind –also auf offenen Standards basieren sowie maschinenlesbar, strukturiert und durchsuchbar vorliegen.
Die gute Nachricht: Unternehmen fangen nicht bei null an, viele Daten liegen in der Regel schon vor. In SAP-Anwendungen werden DPP-relevante Inhalte wie Material- und Stücklisten, technische Spezifikationen bis hin zu Produktions-, Logistik- und Qualitätsdaten bereits erfasst. Dank ERPSystem und Lösungen wie SAP Product Lifecycle Management (PLM) können Anwender diese verlässlich entlang des Produktlebenszyklus auditieren und verwalten. Tools wie SAP Sustainability Control Tower, Product Footprint Management oder Responsible Design and Production helfen dabei, umweltrelevante Kennzahlen wie den CO2-Fußabdruck oder Materialzusammensetzungen zu berechnen, zu dokumentieren und für den DPP bereitzustellen. Über das SAP Business Network lassen sich Lieferanten systematisch in die Datenerfassung und -bereitstellung einbinden. Damit kann SAP wichtige und zentrale Datenquelle werden, auf die der DPP aufsetzt.
DER DPP STELLT UNTERNEHMEN VOR
DIE AUFGABE, DATEN, PROZESSE UND VERANTWORTLICHKEITEN ZU ORGANISIEREN – SOWOHL INTERN ALS AUCH MIT EXTERNEN ANSPRUCHSGRUPPEN.
„Kann“ ist hier das Stichwort, denn noch fließen Daten in SAP nicht nahtlos über Systemgrenzen hinweg. Nach wie vor ist eine durchgängige Dokumentenverwaltung ohne Medienbrüche nicht ohne individuelle Entwicklungen möglich – und selbst dann nur mit Einschränkungen. Dies führt dazu, dass sich dokumentenbasierte Prozesse bislang nicht durchgehend und performant systemübergreifend über alle Lösungen hinweg abbilden lassen. Dazu kommt das Thema Interoperabilität. Um SAP als belastbares Datenrückgrat für den DPP zu etablieren, braucht es klar definierte, standardisierte und DPP-konforme Schnittstellen sowie eine konsequente Ausrichtung auf offene Standards. Hier hat der Software-Konzern genauso wie andere Hersteller noch Hausaufgaben zu machen. Schließlich müssen alle dafür notwendigen APIs für die jeweiligen Datentypen vorhanden sein.
Gerade bei komplexen Lieferketten reicht es nicht aus, Daten nur intern zu organisieren – entscheidend ist der sichere, kontrollierte und vor allem standardisierte Austausch über Unternehmensgrenzen hinweg. Genau hier setzen Initiativen wie Catena-X oder Factory-X an: Die Datenraum-Ökosysteme ermöglichen es Unternehmen, Daten entlang der Wertschöpfungskette standardisiert und souverän zu teilen und Partner einzubinden – ohne dass sie ihre Datenhoheit verlieren. In Kombination mit SAP-Lösungen können Unternehmen so eine durchgängige Datenkette aufbauen: von der Erfassung und Verwaltung im eigenen System bis hin zum sicheren Austausch mit Lieferanten, Kunden oder weiteren Akteuren – eine zentrale Voraussetzung, um den DPP effizient und zukunftssicher umzusetzen.
Herausforderungen als Chancen von morgen begreifen Der DPP stellt Unternehmen vor die Aufgabe, Daten, Prozesse und Verantwortlichkeiten zu organisieren – sowohl intern als auch mit externen Anspruchsgruppen. Herausforderungen wie diese sind nicht neu. Inwiefern solche gesetzlichen Vorgaben Unternehmen im Verwaltungsaufwand ersticken lassen und gegenüber anderen Wirtschaftsräumen Nachteile bringen, wurde bereits viel und heißt diskutiert, zum Beispiel im Kontext des Lieferkettensorgfaltspflichtengesetzes.
Am Ende zählt jedoch eines: Unternehmen müssen früher oder später Produktdaten digitalisieren – der Schritt wird immer wichtiger. Allein der Blick auf Kunden zeigt den steigenden Bedarf nach Online-Services und Transparenz. Entscheidend ist also, dass Unternehmen Anforderungen wie den DPP nicht isoliert behandeln, sondern das Thema digitale Datenerfassung und Datenaustausch ganzheitlich betrachten und systematisch angehen. Dann wird die Herausforderung des DPPs von heute zur Chance von morgen. SG
THOMAS HENZLER
ist Fachvorstand Vertrieb, Produktion & Logistik bei der Deutschsprachigen SAP-Anwendergruppe e. V. (DSAG).

Der Werkzeugbau in Hochlohnländern sieht sich einem zunehmenden Wettbewerb mit Anbietern aus Regionen mit Niedriglohn ausgesetzt. Letzere konnten hinsichtlich der Faktoren Zeit, Kosten und Qualität signifikante Fortschritte verzeichnen. Anstelle von Kapazitätsaufbau sind nun Produktivitätssprünge nötig: Vollautomatisierung der Auftragsabwicklung, also digital integrierte Prozesse von der Anfrage bis zum Tryout, Automatisierung der CAD- und CAM-Anwendungen und eine einheitliche Datenbasis. Für KMU empfiehlt sich außerdem ein modularer und schrittweiser Rollout.
VON PROF. DR.-ING. WOLFGANG BOOS, DR.-ING. DAVID WELLING, THOMAS EBERIUS, LEONHARD KLISCH UND KIRA FÜRSTENBERG
In der Werkzeugbau-Branche im DACHRaum wird der Wettbewerbsvorteil traditionell durch hohe Qualitätsstandards definiert. Gleichzeitig sind die Kostenstrukturen und Lieferzeiten zunehmend unter Druck geraten, da insbesondere Anbieter aus China sich durch kurze Durchlaufzeiten auszeichnen, die durch hohe verfügbare Kapazitäten begünstigt werden. Im Zuge dessen wird es für die deutschsprachigen Branche Werkzeugbau unabdingbar, einen signifikanten Produktivitätssprung zu erzielen, der nicht in erster Linie durch einen Kapazitätsausbau, sondern durch eine Effizienzsteigerung realisiert wird. Ein zentraler Ansatz hierfür ist die Vollautomatisierung der Auftragsabwicklung.
Vollautomatisierung
als Zielbild des Werkzeugbaus
Der vollautomatisierte Werkzeugbau wird durch eine durchgängig digital integrierte und physisch vernetzte Prozesskette charakterisiert, in der Aufträge von der Anfrage bis zum Try-out weitgehend ohne manuelle Eingriffe und Medienbrüche ablaufen. Ziel ist es, die vorhandenen Kapazitäten maximal wirksam zu nutzen.
Die Vollautomatisierung beschränkt sich dabei nicht auf die robotergestützte Fertigung, sondern umfasst auch die Automatisierung nicht wertschöpfender Tätigkeiten entlang der Auftragsabwicklung. Im Rahmen dessen können Entscheidungen KI-gestützt vorbereitet werden sowie definierte Workflows durch Ereignisse wie Statuswechsel automatisch ausgelöst werden. Voraussetzung hierfür ist eine konsistente und aktuelle Datenbasis als „Single Source of Truth“, die sowohl dem Menschen als auch den Maschinen als gemeinsame Informationsgrundlage dient.
Im Werkzeugbau ist die Umsetzung dieses Zielbilds besonders anspruchsvoll. Zum einen erschweren der Unikatcharakter der Werkzeuge und der hohe EngineeringAnteil die Standardisierung. Zum anderen prägt die KMU-Struktur die Investitionsentscheidungen, da Budgets und personelle Ressourcen begrenzt sind und Automatisierung daher schrittweise sowie modular eingeführt werden muss.
entlang der Prozesskette
Entlang der Prozesskette kann die Vollautomatisierung im Werkzeugbau sich wie

folgt gestalten: Im Vertrieb und in der Kalkulation können softwaregestützte KI-Agenten Kundenanfragen autonom erfassen, prüfen und priorisieren, dabei auf CRM-, ERP- und IIoT-Systeme zugreifen und so Prozesse beschleunigen. Erste Ansätze einer solchen Umsetzung wurden von der WBA Werkzeugbau Akademie in Kooperation mit hiqs in Form eines Vertriebsagenten entwickelt. Darauf aufbauend können in der Konstruktion die Methodenplanung und Auslegung ebenfalls KI-gestützt erfolgen. KI wird die Konstruktion künftig vor allem als Assistenzsystem unterstützen, indem zum Beispiel LLMs Richtlinien und Regulatorik chatbasiert erschließen, Anforderungen prüfen und als angebundene „Copiloten“ CAD-Workflows beschleunigen.
CAD-integrierte Erweiterungen
Parallel ermöglichen CAD-integrierte Erweiterungen die KI-gestützte Optimierung bestehender Geometrien sowie zunehmend die Generierung von Bauteilen aus Texteingaben. In der AV und CAMProgrammierung können Arbeitspläne auf Basis von CAD-Daten und Stücklisten automatisch erzeugt werden. Zudem sind

Die Auftragsabwicklung im Werkzeugbau erstreckt sich über sechs Bereiche.
Grafiken: WBA Aachener Werkzeugbau Akademie

CAM-Systeme in der Lage, Merkmale zu erkennen, Bearbeitungsstrategien zuzuordnen sowie Kollisions-Checks automatisiert auszuführen. In der mechanischen Fertigung ist das Fräsen vielerorts bereits hoch automatisiert. Beim Senkerodieren werden in deutschsprachigen Betrieben mit über 60 Prozent ebenfalls hohe Automatisierungsgrade erreicht.
Für eine weitergehende Vollautomatisierung können durchgängige Zustands-, Laufzeit- und Verschleißdaten die Grundlage einer datenbasierten Prozessüberwachung bilden, sodass Entscheidungen automatisch vorbereitet und ausgelöst werden können. In der Montage können digitale Arbeitsanweisungen und Montage-Assistenzsysteme eine Schritt-fürSchritt-Führung mit Echtzeit-Rückmeldung ermöglichen, während Barcode/RFID die Verwechslungssicherheit erhöhen. Im Rahmen des Try-outs besteht die Möglichkeit, Messprogramme aus CAD-Daten abzuleiten, Prozessdaten präzise zu erfassen und diese automatisch in die vorgelagerten Schritte zur Optimierung des Vorgehens einfließen zu lassen.
Von der Insellösung zur Vollautomatisierung
Eine durchgängige Automatisierung wird im Werkzeugbau über die Integration teilautomatisierter Lösungen und durch den Einsatz von KI zu einem erreichbaren Zielbild. Zunächst ist darauf zu achten, dass Prozesse stabil und reproduzierbar ablaufen. Aufbauend auf diesen Erkenntnissen führt die Standardisierung durch verbindliche Vorgaben zu einer Reduktion der
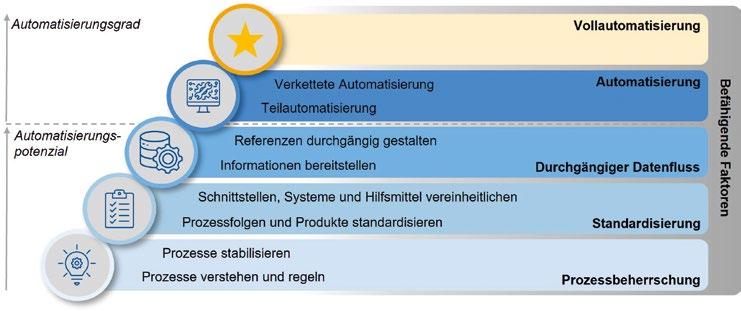
Die Vollautomatisierung im Werkzeugbau wird über vier Stufen erreicht.
Komplexität. Ein durchgängiger Datenfluss gewährleistet konsistente Informationen ohne Medienbrüche entlang der Auftragsabwicklung. Durch diese drei Schritte wird zunächst das Automatisierungspotenzial strukturiert erhöht, um anschließend systematisch den Automatisierungsgrad zu steigern. Im Rahmen der Automatisierung werden ausgewählte Prozessschritte von digitalen Systemen und Maschinen übernommen. Die Vollautomatisierung beschreibt das Zielbild einer durchgängig digital integrierten und physisch vernetzten Prozesskette von der Anfrage bis zum Try-out, in der die Rolle der Mitarbeitenden vom Ausführen zum Überwachen und Entscheiden wechseln.
Die Steigerung der Wettbewerbsfähigkeit im Werkzeugbau erfordert Produktivitätssprünge, die durch eine durchgängige Automatisierung von Tätigkeiten und Ma-
schinen entlang der gesamten Auftragsabwicklung erreichbar sind. Kern-Befähiger sind ein belastbares Datenfundament, KI-gestützte Agenten sowie physische Automation in der Fertigung. In der Zukunft wird jedoch nicht der Werkzeugbaubetrieb führend sein, der lediglich die meisten Roboter im Einsatz hat, sondern der, der eine durchgängige, medienbruchfreie Auftragsabwicklung gewährleistet. Die WBA Aachener Werkzeugbau Akademie unterstützt Unternehmen bei der Planung und Umsetzung von Automatisierungsprojekten im Werkzeugbau. SG
PROF. DR.-ING. WOLFGANG BOOS ist geschäftsführender Gesellschafter, DR.-ING. DAVID WELLING ist Geschäftsführer; THOMAS EBERIUS ist Leiter Industrieberatung; LEONHARD KLISCH ist Senior Berater; KIRA FÜRSTENBERG ist Beraterin, alle bei der WBA Aachener Werkzeugbau Akademie.
Der ergonomische RK Easymount für die Schaltschrankmontage.

Kleinere Losgrößen bei größerer Varianz. Das ist die Entwicklung, die sich in fast allen Produktionsbranchen durchgesetzt hat. Für den Fertigungsprozess lässt sich dies im Wesentlichen durch Automation und Digitalisierung realisieren. Kommt es zur Montage, gilt gerade für variantenreiche im Produktionsprozess abzählbare Produkte die manuelle Fertigstellung als die meist wirtschaftlichere Lösung. Entscheidend ist dabei die optimale Gestaltung des manuellen Arbeitsplatzes.
Faktoren der Produktivität optimal ausrichten
RK Rose+Krieger entwickelt und fertigt Komponenten und Systeme für alle Prozesse in der industriellen Produktion und für die Automatisierung. Die Projektierung ganzheitlicher Produktions- und Montagelinien zählt zu den Kernkompetenzen des Unternehmens aus Minden. Diese entstehen aus seinem modularen Baukasten, der Produkte der Linear-, Profil-, Verbindungsund Modultechnik umfasst, wie beispielsweise Achs-Portale, Linearachsen oder Arbeits- und Montagetische.
„Spielt der Mensch in einem Prozessbereich die Hauptrolle, muss er sie auch
Die Montage gilt als neuralgischer Punkt innerhalb der Wertschöpfungskette. Je nach Produkt fallen hier zwischen 60 und 70 Prozent der gesamten Produktionszeit an. Neben der Arbeitsorganisation sind es die Arbeitsplatzgestaltung und die nahtlose Integration in den Ablauf, die hier die Produktivität des Gesamtprozesses maßgeblich bestimmen. RK Rose+Krieger liefert die Montagesysteme dazu. VON OLIVER WALTHER
in der Gestaltung der Arbeitsumgebung spielen“, sagt Björn Riechers, Geschäftsführer von RK Rose+Krieger. „Es geht darum, ihn darin zu unterstützen, seine produktive Leistung für die Wertschöpfung bestmöglich einzubringen.“ Die Modullösungen des Systemherstellers berücksichtigen die Faktoren, über die sich die Produktivität des Menschen und damit der gesamten Montagelinie optimieren lässt.
Ergonomie: Arbeitsplätze für ermüdungsfreies Arbeiten
Ein bestimmender Faktor in der Linienkonzeption ist der optimal gestaltete Arbeitsplatz der Mitarbeiter. Ergonomische Aspekte stehen hier im Vordergrund, um dem Werker ein ermüdungsfreies Arbeiten
zu ermöglichen und damit dessen Zuverlässigkeit zu steigern. „5 bis 15 Prozent Produktivitätssteigerung sind erzielbar, wenn wir die körperliche Belastung der Mitarbeiter minimieren“, sagt Riechers.
Die Gestaltung ergonomischer Arbeitsplätze ist ein Schwerpunktthema von RK Rose+Krieger. Grundkonzept der Mindener ist der RK Easywork, von dem sich viele anwendungsspezifische Anpassungen ableiten lassen. Als jüngste Entwicklung entstand daraus mit dem RK Easymount ein Arbeitstisch zur Schaltschrankmontage. Seine Arbeitsfläche ist mit elektrischen Hubsäulen in der Höhe bis 650 mm einstellbar. Auch der Winkel lässt sich auf diese Weise zwischen 0° und 90° variieren. Damit kann der Mitarbeiter einfach per 6-Tasten-

Auf Basis seines Produktbaukastens entwickelt RK Rose+Krieger ergonomische Arbeitsplatzsysteme.


Das Setago-Pick-to-Light-System unterstützt den Werker darin, die richtigen Bauteile in der richtigen Reihenfolge zu montieren.
Handschalter den Tisch an den aktuellen Arbeitsschritt anpassen. Ein zu montierender Schaltschrank lässt sich mit Hilfe von Nutensteinen schnell fixieren. Anwender können diese flexibel an unterschiedliche Bohrbilder von Schaltschränken anpassen. Mit montierbaren Hebe-, Lenk- oder Bockrollen und der akkubetriebenen Steuerungseinheit MultiControl II accu wird der RK Easymount in der Feldebene frei bewegbar. Mehrfache Handlingschritte, die durch verschiedenste ortsgebundene Montagetätigkeiten normalerweise nötig sind, entfallen.
Null-Fehler-Strategie:
Assistenzsysteme zur Werkerführung Assistenzsysteme sorgen für zusätzliche Entlastung, was die kognitive Leistungsfähigkeit angeht. Insbesondere in einer variantenreichen Montage können typische Fehler entstehen, wie die Entnahme falscher Teile oder das falsche Zusammensetzen. Mit einer Null-Fehler-Strategie den Ausschuss so minimal wie möglich zu halten, gilt als weiterer wichtiger Faktor der Produktivität.
„Mitarbeiter erhalten Sicherheit, wenn sich komplexe Prozesse schnell erfassen und damit fehlerfrei bewerkstelligen lassen“, so Riechers. Für seine Linienkonzepte verwendet das Unternehmen kognitive Assistenzsysteme, die Kamerabilder, Algorithmen der industriellen Bildverarbeitung, Sensorik und künstliche Intelligenz nutzen. In Echtzeit erfasste Kamerabilder sowie von Sensoren ermittelte Umgebungsdaten
werden vom Assistenzsystem fortlaufend analysiert und mit digital gespeicherten Plänen verknüpft. Daraus ergibt sich eine Anleitung, die den Mitarbeiter Schritt für Schritt durch den Montageprozess führt. Setzt er die anstehende Aufgabe richtig um, leitet das System die nächste Aufgabe ein. Unterläuft dem Werker ein Fehler, bekommt er einen entsprechenden Korrekturhinweis angezeigt.



„SPIELT DER MENSCH IN EINEM PROZESSBEREICH DIE HAUPTROLLE, MUSS ER SIE AUCH IN DER GESTALTUNG DER ARBEITSUMGEBUNG SPIELEN.“
Ähnlich funktioniert das Setago-Pick-toLight-System. Es kombiniert Sensorik, digitale Anleitung und ein Licht-Leit-System zu einer leicht verständlichen Werkerführung. Bilder und Videos zeigen an, wie Maschinen- oder Bauteile fehlerfrei zu montieren sind. Lichtsignale geben vor, welche Materialien jeweils als nächstes zu entnehmen ist. Fehler werden vom Sensor erkannt und dem Mitarbeiter angezeigt. Mit seinem Poka Yoke-Arbeitsplatz erweitert RK Rose+Krieger dieses Prinzip um Bauteilbehälter, die mit Klappen verschlossen sind. Bei verwechslungsähnlichen Materialien wird damit eine Entnahme zum falschen Montagezeitpunkt verhindert.

Teilautomation: Entlastung durch „Kollege Cobot“
Bereits 2018 hat sich der VDMA in einem Arbeitskreis mit dem Namen „Handmontage wird digital“ genau damit befasst. Mithilfe von Assistenzsystemen lassen sich, so die Aussage, eine höhere Produktvarianz bis Losgröße 1 und damit individuellere Produkte realisieren. Das führt auch zu einem weiteren Produktivitätsfaktor: die Entlastung der Werker von allen Tätigkeiten, die nicht wirklich manuell durchgeführt werden müssen. In Montagelinien von RK Rose+Krieger unterstützen kollaborierende Roboter, sogenannte Cobots, die menschlichen Kollegen bei schweren oder einseitig belastenden Aufgaben. Sie bewegen Lasten oder reichen Teile wiederholgenau an. Mithilfe seines LineartechnikPortfolios kann das Unternehmen den Aktionsradius des Roboters problemlos erweitern. Während auf der Y-Achse elektrische Hubsäulen den Cobot verfahren, bewegen ihn Linearachsen zusätzlich auf der X- und Z-Achse. Auf diese Weise können Cobots gleich über mehrere Arbeits- oder Ablageplätze agieren.

Fördersysteme aus Blocan-Profilen binden auch vorgeschaltete Prozessschritte reibungslos an. Bilder: RK Rose+Krieger

Mit AMR (autonome mobile Roboter) lassen sich Materialbereitstellungswagen automatisch an die jeweils nächste Arbeitsstation transportieren.
Systeme
Integration:
Prozessfluss durch nahtlose Anbindung Platzübergreifend arbeitende Cobots sind nur eine Möglichkeit, mit denen RK Rose+Krieger den letzten entscheidenden Produktivitätsfaktor bedient: den reibungslosen Prozessfluss mit optimalen Durchlaufzeiten. „Die Leistungsfähigkeit entsteht nicht allein an den Arbeitsplätzen, sondern auch an den Schnittstellen zwischen den einzelnen Plätzen und Prozessen“, so Riechers. Die nahtlose Integration gelingt neben den erweiterbaren Cobots auch mit fahrerlosen Transportsystemen, den AMR (autonome mobile Roboter). Mit ihnen lassen sich beispielsweise Materialbereitstellungswagen automatisch an die jeweils nächste Arbeitsstation fahren. Mittels Fördersystemen aus Blocan-Profilen sind auch die vorgeschalteten Prozessschritte der Produktion reibungslos anzubinden. RK Rose+Krieger liefert dafür Lösungen vom einfachen Transport zwischen zwei oder mehreren Stationen bis hin zum Sortieren, Ausrichten oder Positionieren eines Handhabungsobjekts mit automatisierter Formatverstellung. Letztere realisiert der Hersteller mittels Linearachsen, Stellantrieben und Führungsschienen mit Sensoren und Lichtschranken.
Baukasten macht die Systeme flexibel anpassbar
Über 6.500 Katalogartikel umfasst das Portfolio des Komplettanbieters RK Rose+Krieger. „Wir verstehen unser um-
fangreiches Programm nicht als einen Bauchladen“, betont Geschäftsführer Riechers. „Es ist für uns ein Baukasten, mit dem wir funktionierende Abläufe möglich machen.“ Die Stärke der RK-Disziplinen Linear-, Profil-, Verbindungs- und Modultechnik sieht er ganz klar in deren Variabilität. „Mit unserem Know-how als Systemhersteller gestalten wir Einzelplätze wie integrierte Montagelinien, die sich an jede Aufgabe und jeden existierenden Produktionsprozess individuell anpassen lassen.“ Das gelte auch für bestehende Systeme, die an veränderte Bedingungen angeglichen werden müssen.
Welches die spezifischen Anforderungen eines Kunden an seine Montagelinie sind und wie die jeweiligen Arbeitsplätze dafür zu gestalten sind, erarbeitet RK Rose+Krieger gemeinsam mit seinen Kunden. In seinen Lean Solutions-Workshops wird die jeweilige Bestandssituation analysiert und erste Systemansätze in einer realitätsnahen Simulation mit sogenannten „Cardboard Workshops“ von den Mitarbeitern getestet. „Wir setzen damit die menschliche Arbeit an den Anfang der Entwicklung unserer Systeme“, lautet Riechers‘ Fazit. „So entstehen die Lösungen, die Robotik, Maschine und den Menschen zu einem Team werden lassen, das produktiv und wertschöpfend funktioniert.“ KF
OLIVER WALTHER ist Head of Sales and Marketing bei RK Rose+Krieger.














In einer Welt, in der Unsicherheiten wachsen und Automatisierung zur Pflicht wird, müssen Produktionsprozesse vorausschauend denken können, adaptiv reagieren und jederzeit beherrschbar bleiben.
Um dies umzusetzen, benötigt man nicht mehr Daten, sondern bessere Daten. Gefragt ist die Fähigkeit, Informationen aus Sensoren, Maschinen und Materialflüssen so miteinander zu verknüpfen, dass daraus echte Handlungsempfehlungen entstehen. Genau hier kommen IIoT-Plattformen ins Spiel, auf denen Daten, Prozesse und Wissen zusammenfließen.
Bild: © industrieblick/stock.adobe.com
In vielen Fertigungsunternehmen wird noch erstaunlich analog gearbeitet: Auftragsdaten hängen an Pinnwänden, Maschinenstillstände werden handschriftlich notiert, Effizienzkennzahlen entstehen mühsam in Excel. Doch mit wachsender Produktvielfalt, steigenden Qualitätsanforderungen und zunehmendem Kostendruck stoßen solche Strukturen schnell an ihre Grenzen. Wer heute wettbewerbsfähig bleiben will, muss wissen, was in der Fertigung tatsächlich passiert – in Echtzeit und auf belastbarer Datenbasis. Ein ManufacturingExecution-System (MES) schließt genau diese Lücke.
Bild: © panuwat/stock.adobe.com

Herausgeber und Geschäftsführer: Matthias Bauer, Dennis Hirthammer
DIGITAL MANUFACTURING im Internet: http://www.digital-manufacturing-magazin.de
So erreichen Sie die Redaktion:
Chefredaktion: Rainer Trummer (v.i.S.d.P.), (089-3866617-10, rainer.trummer@win-verlag.de)
Redaktion: Karin Faulstroh (karin.faulstroh@win-verlag.de), Tino M. Böhler (tino.boehler@win-verlag.de), Stefan Girschner (stefan.girschner@win-verlag.de), Kirsten Seegmüller (externe Mitarbeiterin, kirsten.seegmueller@extern.win-verlag.de)
Mitarbeiter dieser Ausgabe: Stefan Bergstein, Prof. Dr.-Ing. Wolfgang Boos, Sascha Dietze, Thomas Eberius, Marcus Fritzmann, Kira Fürstenberg, Tom Hammerbacher, Thomas Henzler, Stefan Keller, Leonhard Klisch, Christian Knollinger, Sven Mayer, Sebastian Meyer, Gabriela Ölschläger, Dario Petese, David Petrikat, Guido Piech, Brigitta Raulf, Gerald Richter, Dominik Schätzel, Franziska Trautmann, Viktoria Viering, Oliver Walther, Dr.-Ing. David Welling, Felix Wirthmann
So erreichen Sie die Anzeigenabteilung: Anzeigengesamtleitung: Martina Summer (089-3866617-31, martina.summer@win-verlag.de), Anzeigen verantwortlich Mediaberatung: Michael Nerke (Anzeigenverkaufsleiter, Tel.: 089-3866617-20, michael.nerke@win-verlag.de), Maximilian Schröck (Tel.: 089-3866617-34, maximilian.schroeck@win-verlag.de)

3D-Simulationen sind das Mittel der Wahl, wenn es um die digitale Fabrik- und Logistikplanung geht. Ob zur Fabriksimulation (Erweiterung, Umbau oder Neubau), Materialflusssimulation, Robotersimulation, Visualisierung komplexer Prozesse oder Emulation (systemgestützte Testumgebung) – 3D-Simulationen verhelfen zu mehr Transparenz und Effizienz in der Fertigung und unterstützen dabei, bessere Investitionsentscheidungen zu treffen.
Bild: Visual Components
WEITERE THEMEN IN DER KOMMENDEN AUSGABE: intelligentes Energiemanagement Materialhandhabung Automatisierungslösungen Industrie-PCs Lösungen für die Personaleinsatzplanung Aus aktuellem Anlass sind Änderungen möglich.
Anzeigendisposition: Auftragsmanagement@win-verlag.de Chris Kerler (089/3866617-32, chris.kerler@win-verlag.de )
Abonnentenservice und Vertrieb: Tel: +49 89 3866617 46 www.digital-manufacturing-magazin.de/hilfe oder eMail an abovertrieb@win-verlag.de mit Betreff „DIGITAL MANUFACTURING“ Gerne mit Angabe Ihrer Kundennummer vom Adressetikett Artdirection und Titelgestaltung: Saskia Kölliker Grafik, München Bildnachweis/Fotos: falls nicht gekennzeichnet: Werkfotos, AdobeStock, shutterstock.com, fotolia.de
Titelbild: IGZ Ingenieurgesellschaft für logistische Informationssysteme mbH
Druck: Vogel Druck und Medienservice GmbH Leibnizstraße 5, 97204 Höchberg
Produktion und Herstellung: Jens Einloft (089/3866617-36, jens.einloft@win-verlag.de)
Anschrift Anzeigen, Vertrieb und alle Verantwortlichen: WIN-Verlag GmbH & Co. KG Chiemgaustr. 148 81549 München, Tel.: 089-3866617-0
Verlagsleitung:
Martina Summer (089/3866617-31, martina.summer@win-verlag.de)
Objektleitung: Rainer Trummer (089/3866617-10, rainer.trummer@win-verlag.de)
Zentrale Anlaufstelle für Fragen zur Produktsicherheit: Martina Summer (martina.summer@win-verlag.de, 089/3866617-31)
Bezugspreise:
Einzelverkaufspreis: 14,40 Euro in D, A, CH und 16,60 Euro in den weiteren EU-Ländern inkl. Porto und MwSt. Jahresabonnement (8 Ausgaben): 115,20 Euro in D, A, CH und 132,80 Euro in den weiteren EU-Ländern inkl. Porto und MwSt. Vorzugspreis für Studenten, Schüler, Auszubildende und Wehrdienstleistende gegen Vorlage eines Nachweises auf Anfrage. Bezugspreise außerhalb der EU auf Anfrage. 18. Jahrgang
Erscheinungsweise: achtmal jährlich
Einsendungen: Redaktionelle Beiträge werden gerne von der Redaktion entgegen genommen. Die Zustimmung zum Abdruck und zur Vervielfältigung wird vorausgesetzt. Gleichzeitig versichert der Verfasser, dass die Einsendungen frei von Rechten Dritter sind und nicht bereits an anderer Stelle zur Veröffentlichung oder gewerblicher Nutzung angeboten wurden. Honorare nach Vereinbarung. Mit der Erfüllung der Honorarvereinbarung ist die gesamte, technisch mögliche Verwertung der umfassenden Nutzungsrechte durch den Verlag – auch wiederholt und in Zusammenfassungen – abgegolten. Eine Haftung für die Richtigkeit der Veröffentlichung kann trotz Prüfung durch die Redaktion vom Herausgeber nicht übernommen werden.
Copyright © 2026 für alle Beiträge bei der WIN-Verlag GmbH & Co. KG
Kein Teil dieser Zeitschrift darf ohne schriftliche Genehmigung des Verlages vervielfältigt oder verbreitet werden. Unter dieses Verbot fallen insbesondere der Nachdruck, die gewerbliche Vervielfältigung per Kopie, die Aufnahme in elektronische Datenbanken und die Vervielfältigung auf CD-ROM und allen anderen elektronischen Datenträgern. ISSN 1867-9781 - Ausgabe 2025-07
Unsere Papiere sind PEFC zertifiziert
Wir drucken mit mineralölfreien Druckfarben
Außerdem erscheinen bei der WIN-Verlag GmbH & Co. KG: AUTOCAD Magazin, BAUEN AKTUELL, DIGITAL ENGINEERING Magazin, DIGITAL BUSINESS, e-commerce Magazin, PlastXnow, Plastverarbeiter, r.energy, KGK Rubberpoint