How healthy is your supplychain?
Learn how to validate replacement components and ensure interoperability













The quality of Yaskawa products is second to none, but Yaskawa Quality goes beyond that. It’s the total experience of purchasing Yaskawa products and working with people.
ü Global Expertise






ü Proven Quality Management






ü MTBF of up to 28 Years
ü Award Winning Customer Service


ü Product Lifetime Training






ü Free 24/7/365 Technical Support
Want to have that working for you? Contact Yaskawa today.




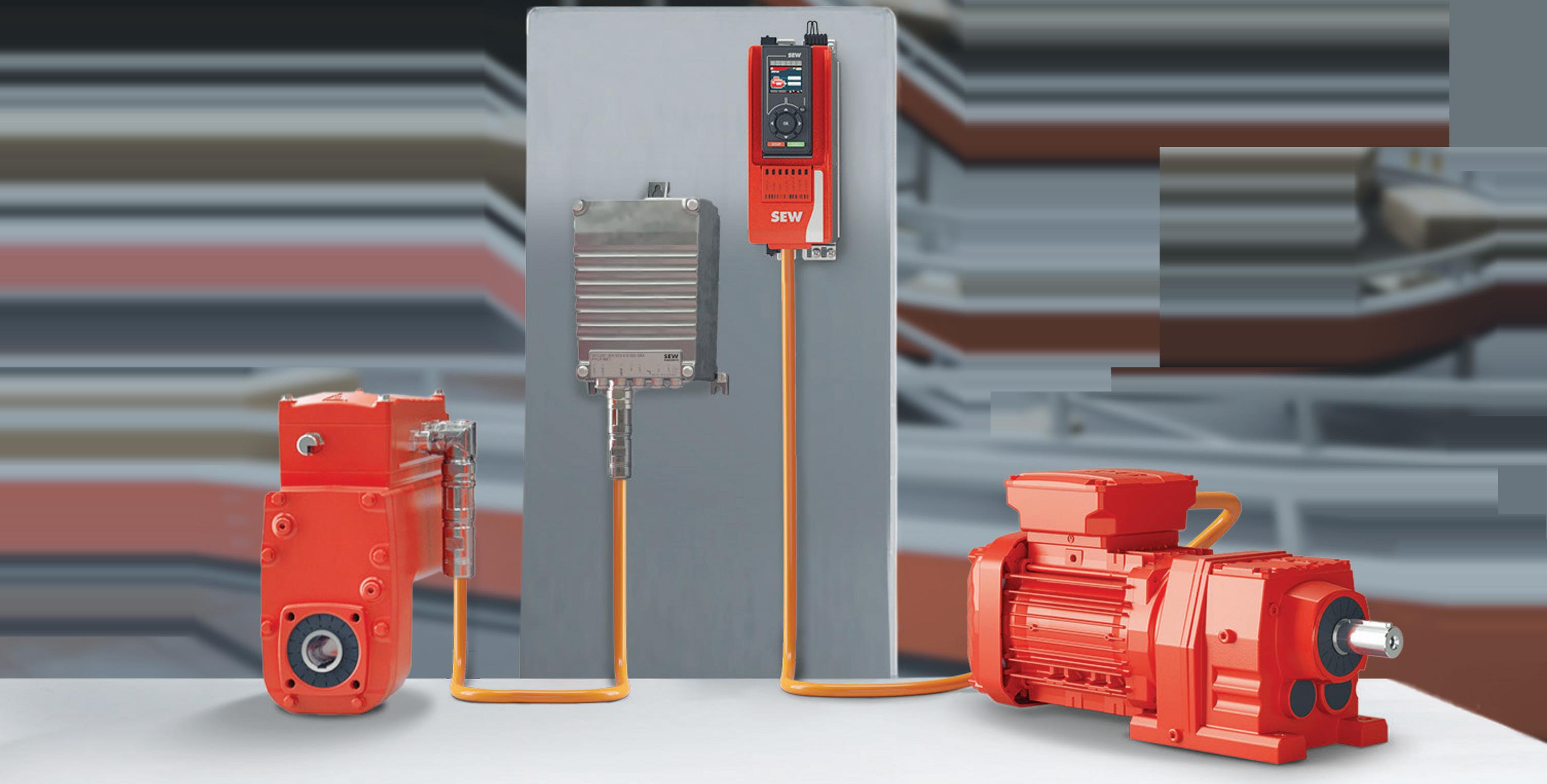


Power, data, safety, and diagnostics. All in one cable.
MOVILINK® Digital Data Interface (DDI) single-cable technology is the world’s most flexible and complete single-cable solution. It streamlines installation, eliminates wiring errors, accelerates commissioning, and enables diagnostics and safety with fewer components. One cable delivers motor power, encoder feedback, brake control, temperature monitoring, digital nameplate data, and more—digitally transmitted between the drive and motor. The same DDI cable works seamlessly with induction motors, servos, and MOVIGEAR® mechatronic units.
Automation starts with precision. We deliver the measurement technology.


SCAN HERE to learn more
VEGAPULS 6X







“One for all”: The all-round radar transmitter for level measurement of liquids and bulk solids.
Everything is possible. With VEGA.
• Accurate level measurements independent of process conditions
• Maintenance-free non-contact measuring technology
• Highest cybersecurity level (IEC 62443-4-2) and safety, SIL2/3 (IEC 61508)
cover story
How healthy is your supply chain?
Learn how to validate replacement components and ensure interoperabililty
Mike Bacidore, editor in chief
machine input
AI introduces cybersecurity questions
Secure data and AI models from data poisoning and theft with OT edge defense-in-depth
Mike Bacidore, editor in chief

system integration
Integrate SCADA, edge computing, PLCs
Factory Technologies’ custom work includes digital twins and legacy system migration
Mike Bacidore, editor in chief
product roundup
Machine control changes with technology
Smarter, faster, more compact and higher processing power meet the needs of industry

CEO
Endeavor Business Media, LLC
30 Burton Hills Blvd, Ste. 185, Nashville, TN 37215
800-547-7377
Chris Ferrell
COO
Patrick Rains
CDO
Jacquie Niemiec
CALO
Tracy Kane
CMO
Amanda Landsaw
EVP Manufacturing & Engineering Group
Lisa Paonessa
VP Corporate Content
Travis Hessman
VP Content Strategy Manufacturing & Engineering Group
Robert Schoenberger
Group Editorial Director
Keith Larson
editorial team
editor in chief
Mike Bacidore
mbacidore@endeavorb2b.com
digital editor
Madison Ratcliff mratcliff@endeavorb2b.com
contributing editor
Rick Rice
rcrice.us@gmail.com
contributing editor
Joey Stubbs
contributing editor
Tobey Strauch tobeylstrauch@gmail.com
columnist Jeremy Pollard jpollard@tsuonline.com
design/production
production manager
Rita Fitzgerald
rfitzgerald@endeavorb2b.com ad services manager
Jennifer George
jgeorge@endeavorb2b.com
art director
Bill Antkowiak
subscriptions
Local: 847-559-7598 • Toll free: 877-382-9187
email: ControlDesign@omeda.com
sales team
Account Manager
Greg Zamin gzamin@endeavorb2b.com
704/256-5433 Fax: 704/256-5434
Account Manager
Jeff Mylin jmylin@endeavorb2b.com
847/516-5879 Fax: 630/625-1124
COLUMNS
Mike Bacidore,
Jeremy Pollard, CET 12 technology trends Bridge the smart relay-PLC-PAC gap
Rick Rice, contributing editor
Tobey Strauch, contributing editor 42 live wire
Joey Stubbs, contributing editor
Better than you thought is easier than you think.

Mitsubishi Electric Automation delivers quality, performance, and compatibility that exceeds your expectations, making your job—and your life—easier. When products are built better, last longer, and work seamlessly with current and future applications, you not only reduce downtime and expenses…you also reduce energy usage, electronic waste in landfills, and scrap. That helps you achieve your productivity and sustainability goals.
Servos and Drives
Software Solutions
Robotics
Visualization
Service Solutions
Learn more about efficient production









Controllers
Engineered Solutions


Mike Bacidore editor in chief mbacidore@endeavorb2b.com
Multi-brand ecosystems embrace data
ECOSYSTEMS CONTINUE TO proliferate in the industrial automation space. From Universal Robots’ UR+ and BoschRexroth’s ctrlX World to Schneider Electric’s EcoStructure and Rockwell Automation’s PartnerNetwork, the groundwork has been laid for bringing components and the data shared by those components into a harmonized environment.
Data has quickly become the darling of manufacturing operations. Every aspect of the process, from design to predictive analytics, can benefit from better data. Those same principles and benefits have made their way into the CNC machine tool realm with the MachiningCloud ecosystem, which reached a significant milestone in January when Sandvik Coromant, the world’s largest cutting tool manufacturer and part of the $30 billion Sandvik Group, became part of the ecosystem.
of sales & marketing at MachiningCloud. “We are working closely with their technical teams to roll out more complex 3D models and advanced application data in strategic phases throughout 2026. This ensures that every piece of data we host is fully validated and ready for immediate use in the customer’s digital workflow.”
CoroPlus suite of digital products remains a core part of Sandvik Coromant’s digital portfolio.
“Manufacturing environments are diverse, and customers value the freedom to choose how they work across different digital experiences,” explains Tobias Unosson, business and partner development manager at Sandvik Coromant. “Through the collaboration with MachiningCloud, Sandvik Coromant offers an additional channel to meet customers where they are, giving them the flexibility to access and consume its products and tooling data across multiple platforms and workflows.”
The full Sandvik Coromant tooling catalogue has been on MachiningCloud since its January 27 launch, providing essential product data for tool selection, CAM programming and manufacturing workflows, explains Unosson. “Moving forward, we will focus on continuous updates, maintenance and enrichment to ensure data accuracy and meet evolving customer needs,” he adds.
“The collaboration is already delivering value, with Sandvik Coromant’s primary catalog of cutting tools and holders live on the platform,” notes Matthew Nicholson, director
The CoroPlus suite of digital products remains a core part of Sandvik Coromant’s digital portfolio. “It consists of more than just data,” explains Unosson. “The collaboration with MachiningCloud extends our reach, allowing us to be present where customers already work across more platforms and markets, while CoroPlus continues to deliver advanced digital functionality and services. The data available on MachiningCloud is the same trusted Sandvik Coromant tooling information.”
Sandvik Coromant joins more than 60 other brands, including fellow Sandvik Group members Dormer Pramet, Seco and Walter, alongside other cuttingtool companies such as Iscar, Guhring, Tungaloy and Kyocera SGS, in a global digital ecosystem. “We are proud to offer the most comprehensive and diverse brand-neutral library available to the manufacturing industry,” says Nicholson.
“The real-world advantage is the massive reduction in dead time during the programming phase,” says Nicholson. “Modern machine shops rarely rely on a single supplier. Instead of hunting through various manufacturer websites, users can source a Sandvik Coromant insert, pair it with another brand’s holder and have a complete digital twin ready.”
With more than 20 export partners, including Mastercam, ESPRIT, TDM Systems and Zoller, data flows seamlessly into the user’s existing software environment, explains Nicholson. “By centralizing this information, we help our customers eliminate manual data entry, reduce human error and get to the first chip much faster,” he says.





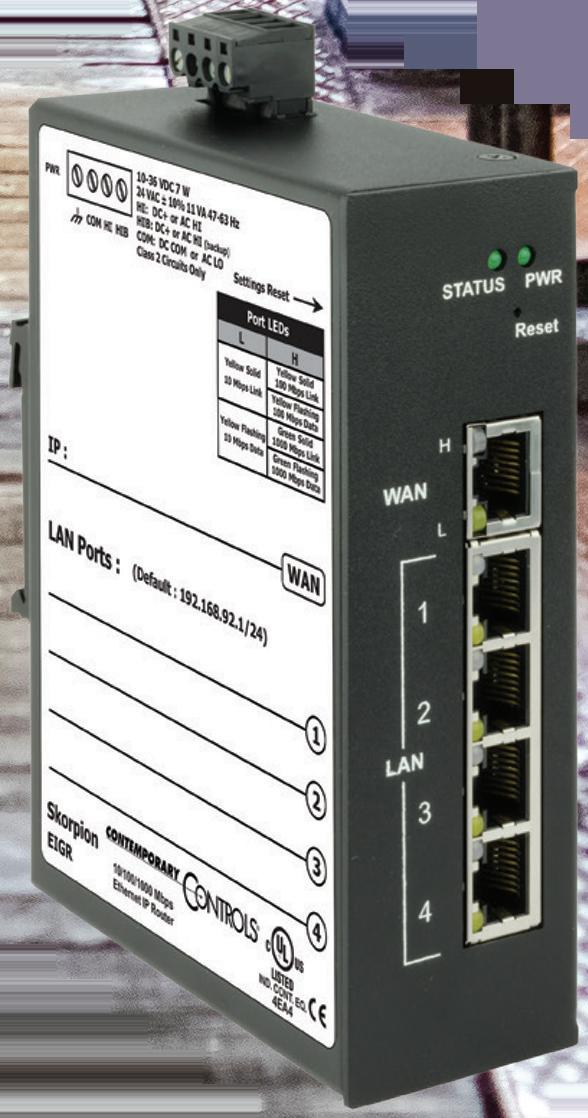


Easy Machine Integration and Remote Access
Maintain your factory-set IP addresses when integrating with the customer’s IP network by using the Skorpion IP Router.

• Reduce installation time
• Eliminate IP conflicts
• Easily comply with your customer’s IP requirements
Eliminate site visits with secure remote access using RemoteVPN , Self-HostedVPN or BridgeVPN.
• Quick troubleshooting of equipment and machines with real-time access
• Applicable to both permanent and temporary remote access
• Flexible man-machine and machine-machine applications
• Wired or wireless access





Jeremy Pollard jpollard@tsuonline.com
How standardized protocols drive I/O
One of the benefits of a common “standard” protocol is that hardware from various vendors can mesh and work together. One of the most common benefactors is supervisory control and data acquisition (SCADA)/human-machine interface (HMI) systems. One graphic display panel or computer can run multiple protocols and therefore grab data from disparate control systems for operator display and interfacing.
With the advent of common communication platforms, new layers of automation devices became available to control systems on the plant floor.
With a plethora of I/O vendors entering the marketplace, the vendor’s PLC just needs to talk to the connected devices. And those devices can be just about anything. Power supplies can talk on the network and can become part of the control strategy as an I/O device. Encoders and drives can become I/O to the system for monitoring and control.
nected devices makes system programming easier and presents data to the SCADA/HMI nodes for control and display.
One area of expansion in practice is the ability to implement safety systems on the same network. The integration of safety systems within the control strategy can make the overall system reliability and understanding of how it works more presentable.
Protocols like CIP Safety and ProfiSafe can be implemented in certain configurations as integrated safety. These protocols interface with safety I/O and have the checks and balances intrinsic to the system to be safety certified.
While IO-Link requires a master node, that node can support protocols such as Ethernet/IP.
There are other I/O networks available such as IO-Link. It is based on the IEC standard 61131-9, so any device conforming to that standard can be connected.
While IO-Link requires a master node, that node can support protocols such as Ethernet/IP. This would expose the connected I/O to the control system.
IO-Link is designed to have installation benefits and configuration tools that can support multiple devices of the same type—change-one-and-change-them-all scenario.
Certain system configurations use electronic data sheets (EDSs) to tell the host system how to interface to the device. Some might use Extensible Markup Language (XML) Device Description (XDD) in order to integrate the device(s) into the control system.
In process analog applications, certain I/O can be standalone and connected using a protocol supported by the control system CPU network. Closed-loop control within the PLC, for instance, can control the valve directly over the network. Valve manifolds for discrete solenoid valves can also be used for the discrete part of the control.
Variable-frequency drives (VFDs) have been used on the network for quite some time, which simplifies installation and configuration. Reading and writing data to these con-
Wireless network communication has made its way onto the plant floor, which allows for mobile data monitoring. Wireless safety is also making some headway, whereas wireless device implementation has been executed in current systems. Wireless brings to bear various issues such as dropped packets, interference, potential channel hopping, latency, and, of course, network security. In any application that requires timely data for operation it would be suggested to only use wired connections for control. Graphic display can be wireless for mobility, but understand that latency can occur.
I/O systems can be in-cabinet or remote. There is movement toward taking the I/O to the process or machine to reduce field wiring. The remote I/O can be from any vendor, even a mix-and-match. Multiple vendors’ products can coexist in the same area or panel, so you can choose the best product for the application.
There is also a move to have in-cabinet I/O networking to ease installation costs and time, as well as panel size. Fewer terminal blocks would be required to reduce the footprint of the installation. With the availability of the I/O data, as well as system diagnostics, troubleshooting these systems may just have gotten easier.
JEREMY POLLARD, CET, has been writing about technology and software issues for many years. Pollard has been involved in control system programming and training for more than 25 years.
technology trends
Rick Rice contributing editor rcrice.us@gmail.com

Bridge the smart relay-PLC-PAC gap
ONE DISTINCT ADVANTAGE to a long career in automation is to witness, firsthand, the evolution of technology. Looking at the technology of today, it is hard to imagine how we got things done 40 years ago, but, clearly, we did.
My first experience was on a MAC. No, not the one by Apple but an early programmable controller by Allen-Bradley. The Bulletin 1742 modular automation controller (MAC) was basically a motherboard bolted to the back panel of a control cabinet with eight reserved spots on the circuit board to which input and output modules could be plugged in to interact with 120 Vac or 24 Vdc I/O.
Each module could process four I/O points. The controller was programmed using a Bulletin 1740 operator terminal, which was a handheld programmer with small display through which simple ladder logic could be entered. There were modes of operation that allowed for single-scan troubleshooting and diagnostics.
that has been assigned to other processors in the backplane.
The latest evolution of the PAC is to have both the main processor and a dedicated safety processor in the same physical module. In addition to a cost savings, the safety processor has specific, safety-rated I/O modules that permit building a safety environment in the graphical programming format commonly used for a standalone safety PLC, while programming the normal, non-safety application in ladder diagram (LD), structured text (ST), function block diagram (FBD), sequential flow chart (SFC) or instruction list (IL).
I can use the library of code that I have collected over the years and adapt it.
For smaller applications, hardware manufacturers came up with smart relays. These were basically a relay with, as the name suggests, some smart functions that could be configured by the user. Physically similar in size to a control relay, these smart relays could add function without having to involve a PLC and the associated cost.
The next step on my evolution as a programmer was the early Omron SysMAC programmable logic controller (PLC) series. These were brick PLCs where they came with a predetermined set of inputs and outputs on base module that also contained the processor.
Additional modules could be added to the base brick to expand the I/O and capabilities. It was on this platform that I cut my teeth in automation, and it launched me into what is a nearly 40-year career. From those early experiences, I quickly graduated to a variety of PLCs by Rockwell Automation’s Allen-Bradley, Omron, Schneider Electric’s Modicon and Siemens.
As most of us are aware, PLCs have evolved into current technology where the programmable automation controller (PAC) is now the king of the hill. This platform combines the Boolean logic of the PLC with the ability to program in advanced text-based languages like Visual Basic, various versions of C and other advanced programming languages. Furthermore, the PAC also has an architecture where it is possible to have more than one processor on the logical backplane, and each processor can have assigned I/O modules that are exclusive to that processor or can “listen” to I/O
Smart relays quickly evolved into something more than a smart relay. Single-input/single-output became a few inputs and outputs that could be programmed with an interface cable from relay to laptop. These became my favorite tool for junction box operations where I might want to add some time or count functionality to a smaller application without having to build a control box with a PLC.
These smart relays also came in handy to adapt a negative-positive-negative, or sinking, system to a positivenegative-positive, or sourcing, system and vice versa, without converting the whole machine or process over to the matching wiring system.
Each manufacturer seems to have a version of a smart relay and the low cost and built-in flexibility has led to an evolution of the original smart relay into something much more powerful. Progressive smart relays have come out with a few more I/O and a few more commands. The smart relay has become an entirely new platform of PLC.
Small footprint and low or no cost for the programming software made the smart relay extremely popular. In a few short years, we have seen the gap between smart relay and micro-PLC pretty much evaporate.
Controller options have evolved and expanded over the decades. The line between relays, machine automation controllers (MACs), programmable logic controllers (PLCs), programmable automation controllers (PACs) and microcontrollers has blurred.
The standalone relay has a communications backplane that allows for expansion modules, and the inclusion of a common network protocol means that the micro-PLC can now talk to other devices in a control design.
The evolution of the smart relay to micro-PLC has reached the point where the micro-PLC is really a micro-PAC. A recent project I worked on allowed me to include drop-in add-on instructions that would communicate directly with variable-frequency drives (VFDs) that I would formerly have had to use with a full-on PLC or PAC as part of a control design. The hardware company has greatly enhanced its programming software, which is still free, such that I can cut and paste code directly out of the PLC or PAC into my micro-PLC software application.
Program development is greatly reduced, as I can use the library of code that I have collected over the years and adapt it, with only a few adjustments, for use with the micro-PLC.
All of this progression from smart relay to micro-PLC is creating a bit of a dilemma when it comes to selecting a controller platform for new designs because the lines of distinction between full-on PAC, a mini-PAC and the microPLC/PAC are quite blurred.
For me, I would still use a fixed backplane PAC for a large process or material-handling operation where interaction with a higher-level supervisory control and data acquisition (SCADA) or enterprise resource planning (ERP) system might be involved.
A standalone machine would easily fit into the modular mini-PAC category where high-speed actions are required and interaction with other machines on a line might be required. However, I can see where the microPLC would easily be a choice for something like a tote dumper or elevator control system where the operations are relatively slow but can benefit from a controller that can be part of a plant or room network but otherwise operates independently of other processes.
The interesting part of the continuing evolution of the programmable controller is that the modular PAC was intended to offer a more economical version of the chassisbased PAC, and the micro-PLC was intended as a replace -
technology trends
ment for products like Siemens’ Simatic S5 and Rockwell Automation’s Allen-Bradley SLC-500 platforms. However, with the micro-PAC, we have a product that started out as a smart relay but has evolved into a platform that nearly equals the micro-PLC, but at a fraction of the cost of investment. Many automation companies have product lines that now rival the main brands and, in many cases, exceed the capabilities of these established product lines.
It is worth it to thoroughly research the options available if the choice of a processor is not specified by the end user. While this is not intended to be a complete list—I do apologize if I missed anyone—many of the usual suspects, as I call them, may not be the only choices for the application.
For example, I recently came across comparable products from Keyence, which is normally a sensor company for me, Maple Systems, traditionally a human-machine interface (HMI) supplier, and Turck, sensors and cables, that popped up as considerations for programmable controllers. I have used products from AutomationDirect in the past but never gave its PLC products much of a glance and was surprised to learn how powerful they are. B&R and Wago are also steady players in the field of small/ micro-PLC/PAC products. Arduino is gaining a lot of notice and is a favorite on many of the social-media platforms. Unitronics has PLCs with built-in HMIs, and this is certainly a consideration that reduces cost and development time. Schneider Electric, Eaton, Beckoff, Phoenix Contact, Opto22, Raspberry Pi and Mitsubishi Electric also offer products that fit into the small PLC/PAC realm.
The point to listing all of the above brands is to encourage a wider view when it comes to automation design. We don’t necessarily need to stick to our favorite brands, and we might even discover that going with what we might think of as an off-brand may end up being a new favorite and open up opportunities to work with new clients who might have a tighter budget but still require some horsepower when it comes to an application.
Best of all, not all PLCs restrict the programmer to ladder logic. There are many more options available with structured text languages gaining strength and offering the ability to migrate into HTML or Python languages as an alternative to the traditional programming languages.
RICK RICE is a controls engineer at Trew Automation, a material handling manufacturer based in West Chester, Ohio.
Tobey Strauch contributing editor tobeylstrauch@gmail.com

Cycle your control system every 10 years
IT’S THE BEGINNING of the new year, and everyone’s capital budget is going to get reset and be revised. People will come out with their five-year and 10-year and 20-year plans, and once again plant management will ask the question: “Can we upgrade the control systems?”
Once again, the yearly debate will continue with all the answers to the questions about spares, capacity, resources and insurance already known, but having to be answered to repopulate the study for the C suite.
Most maintenance managers will call on their project managers and planners and engineers and technicians to fill in the blanks for the justifications. They will field the 100 phone calls from the integrators and the original equipment manufacturers (OEMs) saying how great their components are this year and that “this is the best time to upgrade.” Then the list will go out, and the contenders who won the prize will sigh relief and then be disappointed that the front-end loading process for project management of engineering projects will take a year to make sure the design is correct and to get proper bids and contracts in place.
legacy PLCs are reliable. However, they become more at risk as they age. Sometimes the simple act of having to power legacy components off and then back on can cause component failure. Electrical wiring has a lifespan, and, when PLCs are being used for 40-plus years, there becomes a time when power-up means that the dice are going to land on snake eyes and the card is going to smoke, or the 40-year-old component will fail, and then there will be one person left in the plant that can figure that the replacement card needs to be programmed with firmware to work.
Adopt design specifications that allow for interoperability and expansion.
The two things occurring here are simple: the cards are obsolete, and the new engineers are depending on the tribal knowledge to maintain the system. The company risk is that the skills are not being built in real time.
The fallout from the cost centers that do not get machine upgrades will be varied. Some people might quit in defiance and find a company that prioritizes keeping machines up to date. Others will see what they can do to keep the machine going and alleviate downtime. But what can one really say if the company does not upgrade the control systems in a timely manner? The risks of not upgrading are many. Risks in general are related to cybersecurity, reliability, operability and resource access.
Cybersecurity risks are exposed by legacy systems, such as programmable logic controllers (PLCs) that do not encrypt communications or have certificate management, secure boot or user-role separation. Older PLCs also do not allow for live updates so that people can maintain proper backups or do hot online changes. New networks and edge computers make legacy PLCs subject to ransomware, remote access problems, protocol spoofing and firmware tampering.
Reliability and operability may be related, but in general
People do not learn that all PLC cards need firmware or configurations, regardless of whether the card requires two hands or one hand to carry. Second, the chances of finding a card if the firmware update fails are slim past 40 years. Thus, there is not a guaranteed reliability when a company is going off using “spares in the storeroom” and depending on the last known person in the plant that can remember how to configure that card—”You know, that one card that we have not had to change in 20 years.”
Reliability and operability are only touching the surface of the costs that are related to the vendor lock-in and the maintenance costs. If a company runs on 40-year-old systems, then they are stuck using the one integrator that will service that machine and they are paying a premium. On top of that, replacement components are on average more expensive than if the system were updated to a modern PLC. Downtime is one issue, but upgrades become harder because there is no guarantee that the old cards will stay reliable to the end of a PLC system conversion. The cost of maintenance on a hybrid system with legacy and new equipment or on multi-vendor systems becomes harder.
Interoperability is at risk because old system protocols were not open standards like OPC UA, MQTT or EthernetAPL. Legacy systems use proprietary protocols. This
means money must be spent on some way to convert the protocol, and that requires money and skills.
If components cannot communicate, then there becomes the risk of not having a like-for-like replacement. This increases the risks of downtime from two days to weeks.
Another part of operability is related to safety compliance. Hybrid systems can be hard to integrate with safety standards. Why? There is a mix of hardwired safety and safety over Ethernet IP. If both sides are not integrated properly, then there could be problems.
Resources to run a hybrid system can be difficult, and, if the control system is large, the time and costs to upgrade the system will span millions and years. During the upgrade time, the machine’s operational readiness will be affected.
Thus, the yearly discussion about whether this is the year to upgrade the controls system will continue. Is this enough? In modern manufacturing, companies should know by now that, to stay competitive, they need to cycle their control systems, at a minimum every 10 years. Mind you, that means that the actual change would occur every 20 years due to budget and project management and machine availability.
If the machines just automatically go on an upgrade cycle, then that alleviates the begging for new equipment. And 10 years is middle ground for technology expirations.
Another way to alleviate the pain of upgrading is to adopt design specifications that allow for interoperability and expansion. For instance, today’s upgrades are requiring network upgrades and infrastructure. If companies choose to build on that and create PLC systems with good architectures and choose proper field architectures, then upgradeability may become easier due to being more compart-
component considerations
mentalized. Ie, put the machine into sections that are easily shut down for maintenance while other parts of the machine may run.
Use redundancy for human machine interface (HMI) servers. Use modular field systems that allow everything in
one section to be upgraded at a time instead of centralizing wiring. Choose nonproprietary protocols for communications. Use virtual PLCs.
Tobey Strauch is an independent principal industrial controls engineer.
Drive Forward with EtherCAT from Delta Motion



SENSORS HYDRAULIC VALVES MOTOR DRIVES
One axis or fifty.
Servo hydraulic or servo electric. Position, velocity, or force control. Direct connection or through EtherCAT.
Delta RMC Motion Controllers and graphical RMCTools software make complex motion easier, smoother, and more precise.




Drive over to deltamotion.com or call 1-360-254-8688 and get your next project moving forward more quickly than you thought possible!





machine input
AI introduces cybersecurity questions
Secure data and AI models from data poisoning and theft with OT edge defense-in-depth
by Mike Bacidore, editor-in-chief
ENGINEERS WORKING WITH artificial intelligence (AI) in manufacturing equipment controls need to focus on the unique vulnerabilities and operational impact within an industrial setting. Thomas Kuckhoff, automation product manager with Omron Automation, answers questions about tackling cybersecurity in the age of AI.
The intersection of artificial intelligence (AI) and cybersecurity within operational technology (OT) environments will have a profound effect on manufacturing equipment controls, such as the necessity of running AI models at the edge to protect proprietary data and achieve low latency. Engineers working on AI cybersecurity for manufacturing equipment controls need to focus on the unique vulnerabilities and operational impact within an industrial setting.
Samuel Prescott, product manager for Emerson’s Machine Automation Solutions business, answers questions and outlines a defense-in-depth strategy to secure valuable models and manage supply chain risks. Prescott joined Emerson as a software engineer in 2018 and earned his bachelor’s degree in computer science from the University of Virginia.
In a manufacturing environment, a compromised or manipulated data feed from an IoT sensor or an historian could trick a quality-control or
PdM AI and incorrectly train the AI model, for example, teaching it that defective parts are normal or cause an AI model to make an incorrect and potentially dangerous real-time inference, such as ignoring a safety alarm, by subtly altering the input data. How can we ensure the integrity of the sensor data and control parameters used by AI/machine learning models to prevent data poisoning and adversarial attacks that could lead to physical damage or production errors?

Thomas Kuckhoff, automation product manager, Omron Automation: Ensuring data integrity for AI and machine learning models in manufacturing involves two main strategies: monitoring the data inputs and refining the software development process. Most issues arise not from malicious actors, but from accidental faults such as dirty sensors, damaged cables or incorrect replacements. Systems should be equipped to detect abnormal trends or sudden shifts in data, flagging potential issues for review. Hardware-based roots of trust and encryption can help, but the key is close monitoring and trend analysis to catch anomalies early.
On the software side, robust and
agreed-upon reward functions during model training are essential. These functions define non-negotiable safety or quality standards, ensuring the AI cannot inadvertently be trained to compromise critical parameters. For example, setting strict boundaries for safety reaction times prevents the model from learning unsafe behaviors. Digitally signed firmware, encrypted data transmission and hardware-based trust mechanisms further minimize tampering risks. The goal is to encrypt and verify as much as possible, combining technical safeguards with vigilant operational practices.
In short, secure sensor data by encrypting it and verifying its source using digital signatures. This ensures the data hasn’t been changed. Also use software at the edge—close to the machines—to detect unusual patterns that might indicate someone is trying to trick the AI.
The AI model, a valuable asset containing years of proprietary operational knowledge, must be protected. In manufacturing, the AI model is often deployed directly on the equipment, in the form of edge computing, for low-latency control. An attacker could steal the model and obtain its parameters to replicate the proprietary
manufacturing process or tamper with the model and alter the model’s logic to introduce subtle, long-term failures or quality issues. This requires security measures beyond traditional IT, such as hardware-based security for model storage and secure, encrypted communication for model updates. What mechanisms should be in place to secure the proprietary AI models deployed on edge devices within the operational technology (OT) network from model theft or reverse engineering?

Samuel Prescott, product manager, Emerson Machine
Automation Solutions: Cybersecurity is always at its strongest when companies practice defense-in-depth. An effective cyber solution for AI incorporates multiple layers of protection to secure against a wide array of attack vectors, both physical and digital.
Model weights can be secured by calculating their hash value, which can be stored in the protected environment or on another trusted device. Every time a model is started, it can be compared to make sure weights did not get altered.
In addition, data for the model retraining needs to be carefully sanitized. It starts with making sure that data connections to the sensors use protocols that support encryption and authentication, such as OPC UA or
message queuing telemetry transport (MQTT), secured using certificates. Data sanitization prior to training can involve the existing model or, better yet, an alternative model, to review the values and flag the user if suspicious or inconsistent values are detected. After retraining, the new model should be validated by having test cases that include both good and bad data samples to make sure the new model remains accurate.
Going beyond digital protection, teams must also secure the physical layer, ensuring both personnel and individuals outside of the company do not have access to critical equipment. On the most basic level, this can be accomplished by securing facilities— locking buildings, securing control cabinets, installing cameras and implementing other physical security around the manufacturing site.
Then, teams can start focusing on the security posture of individual pieces of equipment. Selecting technologies like IPCs built with secure design principles helps simplify the process of securing against outside threats. User authentication is also a critical component of an overall cybersecurity strategy. Individual, secure accounts limit access to technologies like AI models deployed on edge devices. Those devices should also offer secure data connections to sensors, other IPCs or even the cloud to prevent interception of critical data or compromise via vulnerable connections.
Thomas Kuckhoff, automation product manager, Omron Automation: Protecting proprietary AI models on edge devices requires a multi-layered security approach. Data is the
machine input
currency, and the models themselves represent significant intellectual wealth. Security should begin with a thorough assessment of the factory floor, identifying and strengthening the weakest links. Once models are ready for deployment, security measures must run in parallel with scaling efforts to avoid exposing competitive advantages.
Key mechanisms include secure enclaves with hardware-backed encryption, encrypted model updates, strict access policies and runtime monitoring for adversarial manipulation. Technologies such as subnet capabilities, container topology lockdowns and virtual machine security add further layers of protection. Regular risk assessments and continuous evaluation are vital, as deploying AI securely is often more resource-intensive than development itself.
In short, store AI models in secure hardware zones that are locked down and encrypted. Only authorized updates are allowed. And monitor the model’s behavior to catch any signs of tampering. This protects the model from being copied or misused.
AI in industrial manufacturing components likely uses libraries, pre-trained models and specialized hardware from multiple vendors, creating the potential for a supply-chain risk. Manufacturing environments often contain legacy devices that can’t be easily patched or updated. How is the security of third-party AI components verified before deployment?
machine input
Thomas Kuckhoff, automation product manager, Omron
Automation: Verifying the security of third-party AI components hinges on transparency and due diligence. Manufacturers should provide a bill of materials for both hardware and software, enabling teams to review the origins and composition of each component. Code analysis, along with scrutiny of security certifications, are essential steps. Teams must understand how the software was developed and trained and be aware of any biases introduced by societal data.
Security checks should include searching for zero-day vulnerabilities and reading the fine print to avoid unintended data sharing. Backups of all systems and strong recordkeeping are crucial in case a rollback is needed. Ultimately, trust but verify; ensure you know exactly what you’re integrating, as third-party software often goes to the heart of critical processes. This level of diligence helps organizations avoid exposing sensitive data or introducing new vulnerabilities.
Samuel Prescott, product manager, Emerson Machine
Automation Solutions: Though there are some proprietary models being designed for specific industrial applications, a lot of AI software is open source. With open-source software there is always a choice. Teams can manage their open-source software supply chain themselves, but that means monitoring and keeping up with security updates through the lifecycle of all the products. From the operating system to tools and packages used on top of the operating system, and potentially
even the connections between them, there will be many points that need continual monitoring, patching and updating. It takes constant effort and vigilance, and there is always risk.
Alternatively, many organizations are looking to shift some of that security responsibility from their team to a trusted partner. These groups are implementing bundled solutions where the automation supplier handles the security solutions for the user. The supplier applies the latest updates from the operating-system vendor and for the open-source tools included in the package. More importantly, the solution provider performs extensive testing before deploying those updates to the field, so teams can feel more confident that changes won’t impact operations. Realistically, in today’s environment, ensuring systems are secure requires a well-designed and efficient update method. No matter how hard one tries, it is only a question of time until a serious vulnerability is exposed, and systems need to be updated quickly and efficiently. The best modern software can help navigate these challenges.
What is the end-to-end security posture of the AI supply chain, and how do we manage the risk introduced when integrating third-party AI components with existing, often unpatched, industrial control systems?
Samuel Prescott, product manager, Emerson Machine Automation Solutions: End-to-end security posture of the AI supply chain is as dependent on defense-indepth as any other area of cybersecu-
rity posture. On-site, teams should ensure that they have layers of protection in place—network segmentation, network monitoring, antivirus and malware solutions, whitelisting and network security. They should also be focused on providing the physical security and digital access control— user account management, password restrictions, two-factor authentication—necessary to ensure systems are protected from exposure. Partnering closely with expert automation suppliers in this step can help avoid conflicts with existing industrial control technologies. Those suppliers can help teams navigate the challenges of working with legacy systems, identifying places where conflicts and challenges might arise based on decades of experience.
Across the supply chain, teams also need to ensure that they carefully vet the suppliers of their technology solutions. Teams should regularly evaluate their suppliers to ensure that each one has a plan to deliver security across the lifecycle of their products. This is an area where bundled solutions from expert automation suppliers can provide a significant advantage. The most experienced automation solution providers perform risk assessments on all vendors across their supply chains, continually evaluating and reevaluating their cybersecurity maturity and ability to handle issues as cyber threats increase and evolve.
When working with AI, it can also be very hard to test or evaluate how a model will behave based on different inputs. Closed models that were trained using undisclosed datasets are particularly hard to predict. One recommendation is to use models from trusted
suppliers that have a lot of exposure in the open-source community. The more teams use, evaluate and test a model, the higher the probability is that hidden risks and weaknesses get discovered.
Thomas Kuckhoff, automation product manager, Omron Automation: End-to-end security for AI in manufacturing involves managing risks throughout the entire lifecycle, from problem identification and solution development to deployment, scaling and eventual retirement. Teams must assess what they want to augment, what risks they’re willing to accept and what is non-negotiable, such as safety systems. Continuous validation and monitoring are necessary to ensure vulnerabilities remain controlled and value is maximized. Vendor vetting, secure development practices, runtime monitoring, zero-day vulnerability assessments and ongoing due diligence are all part of a robust security posture. Different organizations have varying appetites for risk, depending on their competitive position and operational priorities. The process requires clear limits on acceptable risk and a commitment to maintaining or improving security standards over time. In short, it includes vendor vetting, secure development practices, runtime monitoring and lifecycle management. Risk is mitigated through zero-trust architecture, continuous vulnerability scanning and patching strategies tailored for OT environments.
Tell us about your company’s state-of-the-art product that involves artificial intelligence/
cybersecurity.
Thomas Kuckhoff, automation product manager, Omron Automation: Our approach to AI and cybersecurity in manufacturing is organized into four main categories.
1. foundational data— how to capture highvalue process insight non-intrusively
2. prototype AI— how to create robust designs for edge deployment
3. scaled AI— how to methodically deploy without ripping and replacing current automation
4. evergreen security— making new security compliance industry standard.
The first focuses on meeting factories where they are today, primarily through the DX100 Data Flow Edge Device by Omron. This product connects to as much technology on the factory floor as possible, collects comprehensive data and visualizes it securely, often on the edge or isolated from the broader network to minimize vulnerabilities. The DX helps factories analyze data used at different intervals to maintain quality, optimize output and control costs.
The second and third categories involve products that are slightly ahead of current market adoption, illuminating the path for future AI use on the factory floor. These include technologies for prototyping, validating and scaling software securely, with hardware tailored to computational needs at specific locations.
The fourth category is focused on compliance, particularly with the upcoming European Union Cyber Resiliency Act. Omron is committed to meeting these regulations ahead of schedule, enhancing security without disrupting production.
All four taken together make a comprehensive approach that ensures both innovation and operational continuity.
machine input
Samuel Prescott, product manager, Emerson Machine Automation
Solutions: Many of the most popular large language models (LLM) are hosted in data centers on the cloud. Because cloud LLMs are both public and shared, there is not a lot of guarantee around the security of the data put into them. However, much of the data that is most useful for analysis by AI and machine learning (ML) technologies is proprietary data, so manufacturers need AI and ML solutions that can keep their data safe and contained to protect trade secrets. Moreover, many of the most powerful ML solutions, which often deliver some of the best value in driving operational excellence, require the lower latency communication only available at the edge.
Fit-for-purpose industrial PCs (IPCs) like Emerson’s PACSystems IPC 6010,7010 and 8010 are ideally suited for the purpose of providing AI and ML capabilities on-site at the edge without having to rely on a third-party cloud provider. The IPCs provide highperformance computing and graphical capabilities in a ruggedized footprint suitable for any environment. In addition, expansion capabilities allow for the use of graphics processing units and neural processing units to drive the high processing power necessary for AI and ML tasks, without the need to expose sensitive data beyond the walls of the organization. IPCs can be bundled with the PACEdge software platform that provides a collection of tools and services to make it easier for teams to build their own analytics, ML, dashboards, graphics and data visualizations. Intuitive tools are available out of the box and incorporate security and OS updates.

How healthy is your supplychain?
Learn how to validate replacement components and ensure interoperabililty by
Mike Bacidore, editor in chief
THE COMBINATION OF technology and market forces is reshaping the automation supply chain for machine builders. In November, five industry veterans discussed how to navigate the changing landscape in the Machin Automation Supply Chain Strategies webinar that I hosted. It was the first of a three-part series.
The manufacturing sector’s labor shortage continues to increase the demand for robotics and artificial intelligence (AI), which in turn accelerates the need for controllers, motors, drives, sensors, processors and other components.
AI-powered analytics can improve supply chain resilience, allowing companies to foresee disruptions, optimize inventory and identify alternative component sources.
At the same time, the push toward open architectures and vendor-agnostic automation mitigates the risks of vendor lock-in, creating a more competitive and diversified marketplace. This shift favors suppliers who adhere to common, published standards, enabling system integrators and machine builders to source from a broader, more flexible network of specialized component providers and clearing potential regional bottlenecks.
Finally, market forces dictate that manufacturers innovate for efficiency and speed, which clashes with the cost and complexity associated with finding or designing substitute components, forcing a trade-off between supply chain security and performance specification.
Navigating these hazards and avoiding a backlog similar to the one we experienced following the COVID pandemic, not to mention the ever-changing minefield of tariffs, can be daunting.

Where can a machine builder turn for answers?
During the previous component shortage, which was caused largely by COVID-19, many machine build-
ers and system integrators and manufacturers were looking at alternative brands for their electronic components, some more successfully than others.
The art of alternative procurement
Vendor-agnostic technology and open architectures have become important considerations for relieving supply-chain pressure, but there can be downsides to venturing outside of a closedcomponent ecosystem.
“I’m a little bit lucky here,” says Dr. Brian Romano, director of technology development at Arthur G. Russell (AGR), a machine builder and system integrator in Bristol, Connecticut. Romano also teaches at two universities, serves as chair of the ISA’s IIoT Technical Committee and was awarded the 2022 ISA SM/IIoT Division Leader of the Year Award and was named an ISA Fellow in 2025. “I manage the control systems engineering department and the electrical assembly, and we have a procurement team just for my department. They’re not just procurement.”
The individual in Romano’s department has been with the company for more than 30 years. “He knows how we go to business, what we buy and how we buy it,” explains Romano. “So, the shift to alternative brands he’s procuring—let’s make up a thing here, 30 breakers. If it’s a dc breaker, it really doesn’t matter who it is, unless the customer has a very
definite spec in their user requirement specification (URS). If they do, then we have to buy what we have to buy. But, other than that, he does a great job of canvassing our vendors, finding the most agnostic that is still quality and has the availability on the shelf with the best price.”
At Hargrove Controls + Automation, a system integrator in Mobile, Alabama, where Karen Griffin, PE, is vice president and leads a team of 150 individuals, including automation engineers and specialists, there used to be a default.
“Whatever brand it was, different shops had different defaults. That’s what you went to, and it was easy,” she explains. Griffin is the former chair of the board of the Control System Integrators Association (CSIA). She has more than 26 years of experience in automation and 19 years of experience as a system integrator.
In 2024, she was presented the distinguished Charlie Bergman “Remember Me” Award from CSIA and received the Auburn University Chemical Engineering Outstanding Departmental Alumni Award from the Samuel Ginn College of Engineering.
“Now we have people that are tasked with finding alternatives, finding the best pricing for a given time,” Griffin explains. “That’s not a job function that we really put a lot of emphasis on, especially when
it came to the world of commodity products. Now we’re having to staff, and we’re having to look at our forecast, making sure we’ve got the appropriate number in our stores for our future projects because our clients don’t want to hear that we cannot deliver within the timeline they need.”
Clients still have outages that they plan around, she notes. “They still have production requirements that they’re planning around. They need us to come up with opportunities to deliver, and that does oftentimes require that we do things differently,” Griffin says. “Having people on your staff that are constantly keeping up with these products that we commonly use and where the best pricing is and where the availability is—it’s just something we didn’t have to account for in the past.”
The overall architecture of projects and machines requires using as many open standards as possible, recommends Bernd Raithel, director of product and solution development, Siemens


“Maybe we can have a little trial in our office so we can show that it works. We can get the vendor to supply the data on the longevity of it. Maybe we can get an additional warranty, and we can pass that through. Those are the types of conversations I would have with them, but for us it always boils down to risk and how we appropriate that risk amongst the parties invested in it.”
Karen Griffin, PE, vice president, Hargrove Controls + Automation
Factory Automation, United States, where he’s been for more than 20 years.
“If you use Profinet, EtherNet/IP, EtherCAT or OPC UA, if you go into the standards, then you will find an I/O vendor that supports the standards,” Raithel explains. “You have options. That’s one thing just to have flexibility in what you’re doing, even if it’s not your standard, but you can move around.”
“Especially coming out of COVID, everybody wanted to be very vendor-agnostic. ‘I just want to move my code around. I just want to pick whatever controller I want.’ It sounds great in theory, but there are a few things about that. Your initial code had to be written in something that is portable, so, if you didn’t pick a vendor already that chose the IEC 61131 programming standard, you’re rewriting the code.”
Daymon Thompson, director of product management, Beckhoff USA
Raithel also sees Siemens customers who indicate their softwarebased controllers allow them to use whatever PC they want, who say, “Let’s use a software controller or even a virtual PLC and run it in a data center.” This lends itself to a hardware-agnostic solution where you run your PLC code, he explains.
“You still need a solution for the drives. You still need a solution for the breakers and I/Os. It’s not going to go away,” says Raithel. “That’s really where open communication standards help— so that you’re flexible between vendors.”
It starts at the very beginning when you do your selection of control platforms, explains Daymon Thompson, director or product management at Beckhoff, where he leads the company’s U.S. product management and advanced applications teams.
“Using something that’s truly open, like EtherCAT or Profinet, you can use other I/O or other devices,” he says.
“EtherCAT, for example, has 7,000 member companies, so, if you had to pivot away and find something else, it’s not a complete re-engineering.”
It’s also about the platform speaking multiple protocols, Thompson continues. “If you can’t get that device that happens to speak EtherNet/IP, but you can get something similar that speaks a different protocol, you can pivot pretty quickly. Your engineers do not have to switch the whole PLC control to do it,” he explains.
“We did hear some horror stories during that time when there was a customer that could get the I/O, but they could not get the controller, so they wanted to go find another controller to use the same I/O,” recalls Thompson. “And while it was a standard fieldbus, the provider of the I/O had done some proprietary things on that standard fieldbus, which means they couldn’t use another master. They couldn’t use another controller with that same I/O family.”
This required redesigning all of the I/O layout, including electrical drawings, which was quite an effort, notes Thompson.
“The software-based controllers are not like the old-school, hard real-time controllers, but you can switch out some of the PC hardware underneath,” Thompson continues.
“Especially coming out of COVID, everybody wanted to be very vendoragnostic,” he remembers. “‘I just want to move my code around. I just want to pick whatever controller I want.’ It sounds great in theory, but there are a few things about that. Your initial code had to be written in something that is portable, so, if you didn’t pick a vendor already that chose the IEC 61131 programming standard, you’re rewriting the code.”
Even if you have a vendor that’s using the 61131 programming standard, but not following things like
PLCopen, the code and the syntax are the same, but you’re still rewriting a lot of the logic and the blocks because they didn’t follow another open standard, explains Thompson.
“And then we still got into more nuances where a vendor would support 61131 and PLCopen, but they had no clean way of exporting the code into another platform because they didn’t support things like the PLCopen XML exchange format, so you couldn’t take the code between controllers. You’re copying and pasting it. It was a really terrible process,” he notes.
“And then the last mile, so to speak, on making things truly agnostic, is always interacting with certain hardware,” says Thompson. “If you’re interacting with a serial port, for example, how you interact with the serial port between different vendors is not standardized, so that code and that function block and library is going to be a little bit different.”
The dream of having one code base that sits across multiple platforms might work if you have a very simple

application, but, when it gets into really complicated ones, “there’s always going to be a couple of little nuances that need to be thought about, if that’s the strategy,” warns Thompson.
Distribution channels
One of the lessons learned from the COVID-inspired supply-chain shortage is what Eric J. Halvorson, senior marketing technology manager—automation & control at DigiKey, calls “the Amazon effect,” where customers got used to buying products at home.
“They got used to buying their toilet paper from home. And then they brought that into the workplace. Now they’re able to utilize more global distribution channels where they maybe have a larger offering,” explains Halvorson, who’s provided technical strategic marketing support to key automation-focused supplier partners for 15 years.
“I don’t think that’s ever going to replace local distributors,” he predicts. “There’s always going to be a need for them, but having the ability to source from these larger
“If you wanted to say, ‘I need to put this into a Siemens PLC or a Rockwell PLC,’ it would take the pseudocode and had a module that would actually reapply the level, the language, the nuances of the particular platform, and put it back. It wasn’t 100%, but it was an interesting approach, being able to take this and write it in pseudocode and make it versatile to any platform.”
Dr. Brian Romano, director of technology development, Arthur G. Russell

“Having the ability to source from these larger global distributors, where they can get a wider offering from a wider selection of suppliers, is going to be critical for them in helping them to absorb some of the delays in the supply chain and helping them to get better pricing. A lot of times you can get the product on their doorstep in about the same amount of time as it takes for at least some of these local distributors.”
Eric J. Halvorson, senior marketing technology manager—automation & control, DigiKey
global distributors, where they can get a wider offering from a wider selection of suppliers, is going to be critical for them in helping them to absorb some of the delays in

the supply chain and helping them to get better pricing. A lot of times you can get the product on their doorstep in about the same amount of time as it takes for at least some of these local distributors.”
DigiKey is an online stocking distributor, notes Halvorson. “We stock 95% of the customers’ needs in-house. As a distributor, it’s our job to hold inventory for the manufacturer, for the OEM, making sure that, when the customer needs it, we have it,” he says.
“I do see reps as a necessary piece of the puzzle,” Halvorson explains. “Being able to get in close with those customers, being able to go to the customer’s facility on Tuesdays and find out what they need is important still. As we move forward in the e-commerce space, you’re going to see a lot more distributors actually carrying inventory. That was one of the big lessons learned from COVID. We need to have inventory. It’ll carry the supply chain through any crisis.”
For Hargrove Controls + Automation, it always boils down to risk, Griffin explains. “Our clients, generally speaking, want us to take the risk on substitutions,” she says. “They want to know that whatever we supply them with is going to work. We’ll oftentimes have conversations with them about alternatives, things that are not the standard that they’ve been using in the past.” As long as you can prove the alternative is going to work the way that product’s worked in the past and over the long term, that’s fine, Griffin notes.
“Oftentimes, it’s really an assignment of risk, and you can have good mature conversations with your clients on how to best manage that risk,” recommends Griffin. “Obviously we’re a system integrator. We can’t take all of the risk. We wouldn’t stay in business if we did. Our owners know that, but they need to know that we also are willing to stand behind what we’re asking them to take. You just have those conversations up front. Maybe we can have a little trial in our office so we can show














































































































































that it works. We can get the vendor to supply the data on the longevity of it. Maybe we can get an additional warranty, and we can pass that through. Those are the types of conversations I would have with them, but for us it always boils down to risk and how we appropriate that risk amongst the parties invested in it.”
Should AI write code?
The adoption of artificial intelligence (AI) to write controller code has been slow, but companies continue to investigate and experiment with it. “I think we will see more of it,” foretells Raithel. “It’s not there yet, but we at Siemens are working on co-pilots, especially for engineering, for TIA Portal, and I guess every other automation vendor is working on that, as well.”
Younger engineers will benefit from the ability to get things done more quickly or start projects more quickly, explains Raithel. “It will help switching between vendors.
It will help in many ways to reduce the time,” he says.
“The other part, which we also saw during COVID, was combining it with digital twins and simulation,” Raithel notes. “When you switch from Vendor A to Vendor B, you might need to rewrite some of the logic, but you don’t have to retest everything on a real machine. You can do it in your lab. You can do it in the office or in a virtual environment, and you can validate the new code you have for a different platform and then make sure it’s actually working before you go to the machine.”
Technologies such as AI, simulation and digital twins will be extremely important in the future to not only shorten timelines, but also to help with flexibility, Raithel says.
AI code generation is being trialed at Hargove, discloses Griffin. “We might try to put some engineering data into one of these AI platforms that has a large language model (LLM) behind it and say, ‘Generate this code in four different flavors of vendors.’ On the very simple stuff, it does work, but it’s just not there yet on the complex stuff.”






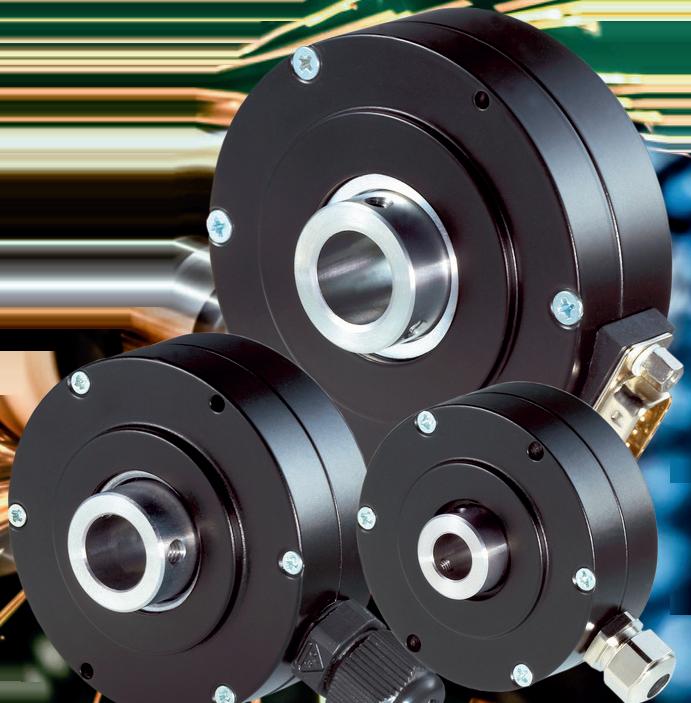


Industrial Encoder Corp. manufactures buil t-to-order hollow shaft encoders delivering precise, reliable feedback for demanding OEM applications
Thanks to their compact, direct shaft-mounted design, these hollow shaft encoders simplify installation by eliminating the need for mounting accessories and complex alignment
Key features:
ore sizes f rom 2 5 – 140 mm (1/ 10" – 5")
Incremental and absolute encoder options
Wide interface compatibility, including IO-Link
Fast built-to-order turnaround
Will it get there? Griffin admits there are many drivers behind this potential success, but the industry as a whole would benefit from it.
“Anything that you can do to reduce the complexity around the work you’re currently performing allows you to increase the complexity around something else and thereby drive greater value to your clients,” Griffin explains. “If we can free ourselves up from the tasks that we think of as simple in nature, then we have freed ourselves up to do the things that are more complex and provide more value.”
Hargrove and other technology companies will continue to trial. “We’re interested in it. We love to automate things, not only the things in plants, but also in our workflows, so we’re looking forward to it,” explains Griffin.
Beckhoff’s Thompson recalls the adoption of virtual commissioning during COVID as builders tried to get as far as they could while waiting on parts. So, it became necessary to start adopting those tools.
“On coding with AI, it depends on how well it does on the language because it’s all the training data,” Thompson explains. “For example, if you need to write some JavaScript, it’s pretty amazing at what LLMs can do for JavaScript. But, when you get into structured text in 61131 languages, it’s a bit less. When you get into graphical languages like ladder, it’s even less. It really depends on the language you’re trying to generate, as well.”

“When you switch from Vendor A to Vendor B, you might need to rewrite some of the logic, but you don’t have to retest everything on a real machine. You can do it in your lab. You can do it in the office or in a virtual environment, and you can validate the new code you have for a different platform and then make sure it’s actually working before you go to the machine.”
Bernd Raithel, director of product and solution development, Siemens Factory Automation, United States
the LLM worked on the pseudocode, so, if you offered any suggestions in the LLM, it could make the change.
“If you wanted to say, ‘I need to put this into a Siemens PLC or a Rockwell PLC,’ it would take the pseudocode and had a module that would actually reapply the level, the language,








Integrate SCADA, edge computing, PLCs
Factory Technologies’ custom work includes digital twins and legacy system migration
by Mike Bacidore, editor in chief
A MEMBER OF THE Control System Integrators Association (CSIA), Modesto, California-based Factory Technologies (FTI) was founded in 2014 (Figure 1). With the majority of its 25 employees being electrical or mechanical engineers, almost all of the work it undertakes are custom integration projects. “We provide services nationally, offering both onsite support and remote VPN support,” explains FTI President Jared Hoefle. In California, Factory Technologies provides full-service support in the diverse food and beverage industries throughout the state. “We make complex factories efficient, stable and straightforward to operate, so the client can protect their bottom line,” adds Hoefle, who answered a few questions about FTI.
Describe the machines you integrate. How many machines do you integrate on average each year?
Jared Hoefle, president, Factory Technologies: I’d estimate 50 per year; we average one per week. FTI’s primary business is the food and beverage industry. As such, typical equipment would include fillers, filtration skids, presses, CIP processing, tank storage/ fermentation, refrigeration, wastewater lift stations, palletizers, cartoners, cappers and utility monitoring.

Highlight some of your most innovative machine integrations. What makes them unique?

Jared Hoefle, president, Factory Technologies: Factory Technologies is particularly proud of a large greenfield bottling facility where we were the primary integrator. This integration included the design/development/deployment of a facility-wide Inductive Automation Ignition system. This application
evolved from a traditional supervisory control and data acquisition (SCADA) system to include live camera feeds, regulatory agency reporting, manufacturing execution system (MES)/overall equipment effectiveness (OEE) tracking, energy management and lot/batch control. We upgraded, designed and rebuilt the facility-wide OT network to incorporate all aspects of the operations with the new Ignition system. Finally, as the primary integrator on this project, we completed traditional programmable logic controller (PLC) programming/commissioning to
Figure 1: Factory Technologies was founded in 2014.
Jared Hoefle
integrate OEM machine centers into functional processing lines.
What is your core business? What industries do you work in? What type of manufacturers do you work with?
Jared Hoefle, president, Factory Technologies: Our core business is system integration, specializing in industrial automation and control systems. Due to our location in California’s Central Valley, we primarily work in the food and beverage industry—wine, dairy, cheese, juices, syrups, tomatoes, rice, vegetables, almonds, walnuts—yet we also provide automation solutions for refrigeration, water/wastewater, rock quarries, chemical plants, feed mills, utilities and canals.
What are the important trends affecting the industries you work with and the types of machines you integrate?
Jared Hoefle, president, Factory Technologies: In the food and beverage industry, our customers are looking for flexible solutions which allow them to scale their production needs and adapt to market demands. Additionally, we have many clients wanting to migrate legacy systems with traditional hardwired I/O to more modern and smarter interconnected devices to collect data.
How much time does it typically take to go from the design stage to installation on a typical machine? Do you have other projects that vary?
Jared Hoefle, president, Factory Technologies: We have projects that take half a day and projects that take two years. The average project goes from design to installation in eight to 12 weeks.
How do you use digital twin software or other technology for the design process?
Jared Hoefle, president, Factory Technologies: We utilize both SCADA and PLC digital twin software to simulate field conditions without having physical hardware available. When hardware is available, such as on a project with new panels/hardware/servers, we’ll bench test the applications with the project’s physical hardware. However, many projects are add-ons to existing processes, where physically testing the hardware is not possible. In these cases, utilizing a digital twin is the best option for simulating site conditions.
What are your supplier preferences and why? How does each component type and/or its technology enhance your machines? What technology trends are driving design? How often do you rely on customers to dictate component choice?
Jared Hoefle, president, Factory Technologies: Our clients dictate component choice about 75% of the time (Figure 2). Control: We tend to stick with client selection of controllers, which in California’s Central Valley typically means Allen-Bradley by Rockwell Automation. We do also support Siemens, Omron, Schneider Electric and ABB. We are seeing an increase of CoDeSys controllers on stand-alone skids, such as ifm Efector, Wago and Opto 22. Motion: Allen-Bradley by Rockwell Automation. For pneumatics, it’s SMC. Sensing: ifm Efector, Emerson, Endress+Hauser, VEGA, Allen-Bradley by Rockwell Automation. Connections: ifm Efector and AllenBradley by Rockwell Automation. Enclosures: nVent Hoffman, Saginaw Control and Engineering and Rittal.
Displays: Hope Industrial, OnLogic, Allen-Bradley by Rockwell Automation and C-more industrial displays, which are distributed by AutomationDirect. Safety components: Safety processors with Flex 5000 Safety I/O from AllenBradley by Rockwell Automation.
How does data enhance your machine integration? Do you integrate machines that use edge computing? Do you integrate remote connectivity to machines? How do the machines you work with use analytics?
Jared Hoefle, president, Factory Technologies: Most of our clients utilize on-premise edge computing for their SCADA/MES/OEE solutions. These clients typically have robust OT networks, so VPN connections to their systems allow secure remote access. Food-and-beverage clients have stringent reporting requirements on the data being obtained from our machine integration.

Figure 2: Clients dictate component choice about 75% of the time.



CONTEMPORARY CONTROL SYSTEMS

With more than 50 years of experience, Contemporary Controls is a leader in innovative solutions for industrial automation. Contemporary Controls’ customers are systems integrators, contractors and OEMs seeking simple, reliable networking and control products from a dependable source.
Designed for unattended operation in demanding environments, Contemporary Controls’ products provide convenient DIN-rail mounting in control panels, 24VAC/DC power, UL 508 and EMC compliance.
Plug-and-play unmanaged switches provide a cost-effective method for expanding Ethernet networks.
For troubleshooting, diagnostic switches allow a network sniffer to attach to an unused port on a switch and observe all traffic on the network.
Power over Ethernet (PoE) equipment adds power along with data in Ethernet wiring so devices such as surveillance and card access machines can be powered via standard Ethernet cabling.
Media converters offer the lowest latency because they are pure media converters and not 2-port switches. Conversion from copper to fiber optic cabling is possible without the loss of auto-negotiation features. For longdistance IP communication over single-pair cabling, Contemporary Controls’ new T1L media converter is a reliable solution for bridging traditional Ethernet networks with T1L infrastructure.
While Ethernet switches expand a single Ethernet network, IP routers connect two Internet Protocol (IP) networks together—passing appropriate traffic while blocking all other traffic. Contemporary Controls provides several secure wired and cellular IP routers that simplify integration of new machines into existing plant network.
Virtual private network (VPN) models of the IP routers provide secure access to remote job sites, giving systems integrators the flexibility to maintain systems from an offsite location. Cellular routers with available data plans provide quick and easy commissioning of the devices on the remote jobsite.
With a reputation for dependability and technical expertise, Contemporary Controls’ products have been used in robotics, automated guided vehicles (AGVs), packaging, scientific equipment, and more.



For over 50 years, KEB has delivered German-engineered automation solutions, ensuring machines run reliably and efficiently. Our VFDs, controls, geared motors, brakes, and clutches boost performance and productivity. With world-class engineering, tailored solutions, and local support for North American OEMs, we’re ready to elevate your automation capabilities.
KEB America is a North American manufacturer of industrial automation products for applications in the packaging, plastics, metalworking, and material handling industries. The company manufactures, assembles, and supports its German-engineered controls, drives, motors, brakes, and clutches at its ISO 9001:2015 certified, 150,000-square-foot facility in Shakopee, Minnesota.
Machine builders utilize KEB’s motion control and automation solutions due to their performance, safety, reliability, and energy efficiency. The product lineup includes: precise motor control through variable frequency drives (VFDs) and servo motors; efficient power transmission via gearboxes and geared motors; reliable braking and clutch systems for stopping and starting; and seamless system integration and control through automation software and human-machine interfaces (HMIs).
Complementing these core offerings, KEB provides dedicated safety products, including FSoE in its drives, safety PLCs and safety I/O modules, designed to meet stringent safety standards like IEC 61508 SIL 3 and DIN EN ISO 13849-1 PLe. These safety components ensure reliable monitoring and control of safety functions, integrating seamlessly with KEB’s automation ecosystem to provide a comprehensive and safe solution for industrial applications.
KEB America is a wholly owned subsidiary of KEB Automation KG, a global provider of complete automation system solutions headquartered in Barntrup, Germany. KEB Automation KG has four global production sites, 14 international offices, and 1,500+ employees worldwide.



Mitsubishi Electric will contribute to the realization of a vibrant and sustainable society through continuous technological innovation and ceaseless creativity.
We are committed to making the world a better place. We help organizations innovate their manufacturing and processes, accelerate digital transformation, and improve energy efficiency and sustainability by leveraging the quality, performance, and compatibility built into our intelligent automation solutions. Our solutions include robots, programmable logic controllers, human-machine interfaces, variable frequency drives, servo amplifiers and motors, motion controllers, computer numerical controls, and custom engineered solutions. Mitsubishi Electric Automation has a great depth of knowledge from working with a wide range of industries.



For nearly 100 years, SEW-EURODRIVE has been the driving force in machine automation, powering the movement, precision, and reliability behind industries around the world. What began in 1931 as a family-owned engineering company has grown into a global technology leader trusted for its sophisticated German engineering, unmatched product breadth, and a solutions-oriented approach that puts customer needs at the center of everything it does.
SEW-EURODRIVE’s technology portfolio is one of the most comprehensive in the drive and automation industry. It includes a wide range of sizes of high-efficiency right-angle, inline, and parallel shaft gear units and integral gearmotors; an expanded line of stainlesssteel gear units and motors for hygienic and corrosive applications; servo gear units for high-precision, dynamic motion, and heavy-duty Industrial Gear (HIG) units engineered for the world’s most demanding environments. The company also offers a full line of decentralized solutions included MOVIGEAR – the all-in-one mechatronic drive, motion controllers, and energy-efficient inverter technologies.
The MOVI-C® automation platform reduces complexity and startup time with controls, components and software all designed to work together seamlessly – from a single source. MOVI-C unifies engineering, controls, components, communication, and safety into a single, easily scalable ecosystem. Together, these technologies enable customers to design complete, flexible solutions—from simple conveying lines to fully automated, networked production facilities.
A defining strength of SEW-EURODRIVE is its global presence paired with deep local accessibility. With operations in more than 50 countries, 17 manufacturing plants, and more than 85 Drive Technology Centers, SEW-EURODRIVE delivers world-class support with regional expertise and responsiveness. As the company approaches its 100-year milestone, SEW-EURODRIVE remains focused on shaping the future of motion and automation.




Our mission is to contribute to automation and labor-saving operations in industries through delivering high quality and high-performance automation control equipment to customers in all kinds of industrial sectors throughout the world.
SMC Corporation is the leading global pneumatics and industrial automation components manufacturer. We support processing and packaging customers with our vast catalog of over 12,000 standard products including over 700,000 variations.
Air Preparation • Actuators • Chemical Handling • Connectors • Directional Control Valves • Electrical Products • Sensors & Switches • Static Control • Temperature Control • Vacuum. This automation technology, including NEW product releases such as cobot end effectors, a combo electric rotary table/electric gripper, and battery-less absolute end coder for electric actuators, serves as solutions to the shortage of unskilled labor while creating new opportunities for technical talent. SMC’s commitment to sustainable products are designed to reduce unnecessary air and electrical consumption while still hitting rigorous performance expectations that meet or exceed existing specifications. By adopting the latest SMC technologies, we will help you lower energy costs and boost efficiencies, resulting in both cost savings and labor savings. SMC has a comprehensive approach focused on consuming less raw materials in our manufacturing process by making our products smaller, lighter and by extending the operating life thus reducing CO2 footprint. Our technical development centers in Japan, U.S., Europe and China house over 1,600 engineers. There are 560



sales offices (30 in the U.S. and Canada) supported by a sales force of over 8,400 in 83 countries and regions worldwide with domestic engineering, manufacturing and inventory. With its goal of ever more advanced automation, and using its many achievements as a base, SMC is developing high quality, highly reliable products to contribute to automation in industry, as well as in familiar areas of everyday life. SMC is dedicated to effectively delivering firstclass business solutions to our customers through superior products and top-notch customer service.

With innovative technologies and services, VEGA develops solutions that inspire. Through our sense of simplicity and our focus on people, we are looking to the future with curiosity. Locally grounded and globally connected, together we give values – measurement values as well as human values – a home. VEGA is the HOME OF VALUES.
For more than 70 years, VEGA has provided industry-leading products for the measurement of level, pressure, density, and weight. Through constant innovation, the company has become the market leader in radar level measurement instrumentation.
VEGA has sensors in use in over one million applications around the world. Their latest innovation is the VEGAPULS 6X non-contact radar sensor, the one sensor for any application. Each VEGAPULS 6X is configured to the customer’s applicationno more navigating confusing model numbers and frequency ranges. Powered by VEGA’s new radar chip, it is VEGA’s first radar sensor with both SIL certification and IEC 62443 cybersecurity compliance, ensuring unmatched safety and security.
VEGA manufactures hygienic pressure sensors and point level devices with a brilliant advantage. The VEGABAR pressure sensors and VEGAPOINT level switches use a universal hygienic adapter system, which provides the flexibility to keep installation effort and parts inventory to a minimum. Process fittings can be selected as needed to meet application-specific requirements.
The VEGABAR 20 and 30 series come standard with a 360° switching status display, which can easily be seen from any direction. The color of the illuminated ring can be customized with one of 256 different colors, all of which remain clearly visible, even in daylight. At a glance, users can see when the process is running, if the sensor is switching, or if the sensor requires maintenance.
Standard IO-Link protocol is built into every pressure sensor and point level switch, ensuring universal, simple communication. This gives these instruments a standardized communication platform, enabling seamless data transfer and simple system integration.
VEGA Americas designs, manufactures, and sells these products throughout North, Central, and South America and is a wholly-owned subsidiary of VEGA Grieshaber KG, headquartered in Schiltach, Germany. VEGA employs more than 2,700 people around the world, 350+ of which are employed with VEGA Americas.




At Yaskawa, we help you explore what’s possible, and open new doors to opportunity. Rather than accepting the status quo, we invite you to wonder, “What if …?” And then we make it possible. That dedication to engineering and innovation is what makes us different.
Experience is often the difference between solving a problem the right way and settling for “good enough.” Our global expertise is unmatched and unquestioned, with 100+ Years of manufacturing excellence, 30 countries with sales, service, and manufacturing locations, and $4.5 billion in global sales per year.
We provide both standard products and tailor-made solutions, all backed by proven quality and reliability. We continuously work to save you money, time, and energy because we believe your machine can always run faster, smoother, and more productively. It’s about making the correct diagnoses, creating the right automation machinery, and implementing it in the best way possible.
Yaskawa low- and medium-voltage AC Variable Frequency Drives cover every automation application in the industrial plant. With outputs ranging from fractional to 16,000 HP, they have a legendary reputation for reliability and advanced technology. Our latest variable frequency drives provide simple motor setup with highly flexible network communications, embedded functional safety, no-power programming, and easy-to-use tools featuring mobile device connectivity with our Drive Wizard mobile app.
Yaskawa AC Servo Systems come to a precise position with a speed and consistency that is unmatched in the industry. Connect our rotary, linear, and direct drive motors to an advanced Yaskawa iC9200 machine controller to manage motion, logic, kinematics, safety, security, and more from a single EtherCAT-based controller utilizing our iCube Control™ platform.
Over 600,000 Yaskawa Robots are at work worldwide, with 150+ models to choose from and the strength of decades of application expertise. Our industrial robots increase efficiency, provide consistent quality, and boost productivity to deliver outstanding ROI.



Machine control changes with technology
Smarter, faster, more compact and higher processing power meet the needs of industry

Beckhoff embedded PC
The CX82xx series measures 71 mm x 100 mm x 73 mm (w x h x d), while the CX9240 is only slightly larger at 84 mm x 100 mm x 91 mm. The ARM Cortex A53 processor offers a 64-bit architecture, higher clock frequency of 1.2 GHz and two CPU cores available in an ultra-compact format. This CPU with the same low power consumption expands the range of application options. In addition, the series features a 1 Gbit Ethernet interface and double 1 GB LPDDR4 RAM for main memory. The series includes CX8200 with Gbit interface; CX8210 with Gbit and EtherCAT slave interface; CX8280 with Gbit and RS-232/RS-485 interface; CX8290 with Gbit interface and second, switched Ethernet port for various protocols including EtherNet/IP, Profinet and BACnet. The CX9240 Embedded PC represents a further development of the CX9020 and also has a 1.2 GHz ARM Cortex A53 CPU. The more powerful processor with four cores is used here. The CX9240 features two independent 1 Gbit Ethernet interfaces, which enable higher data transfer rates. Its 2 GB LPDDR4 RAM is double the main memory of its predecessor device. Beckhoff Automation / www.beckhoff.com

KEB America controller and gateway
KEB America’s C6 Compact 3 is an embedded controller and communication gateway designed for various industrial automation applications. With dual-core 64-bit ARM CortexA53 1 GHz, single-core Cortex-R5F 800 MHz and single-core Cortex-M4F 400 MHz processing, the C6 Compact 3 supports IEC 61131 programming, motion control and multi-axis coordination. Engineered with dual functionality, it can serve as a complete, integrated machine controller for compact machines or work as a motion sub-controller for larger, complex systems.
KEB America / www.kebamerica.com
Pepperl+Fuchs
BPC3200 Box PC
The Box PC 3200 series from Pepperl+Fuchs is based on the seventh-generation Intel Celeron and i5 (Kaby Lake) embedded processor. It supports the latest high-speed memory technology (M.2 NVMe 1.3) and extended RAM configurations with up to 16 GB DDR4. These industrial box PCs offer application flexibility and can be used as a stand-alone device, as a panel PC, when mounted on a Pepperl+Fuchs display unit, or as a human-machine interface (HMI) system—panel PC installed in a Pepperl+Fuchs enclosure. Pepperl+Fuchs / www.pepperl-fuchs.com/en-us

Yokogawa
intelligent edge controller
Yokogawa of America’s OpreX Intelligent Edge Controller A8 is part of the OpreX Control Devices portfolio. The A8 is designed to deliver real-time control, software architecture and development efficiency. The A8 is a next-generation embedded equipment controller built on Linux Ubuntu 24.04 with applied real-time patches to ensure high-speed responsiveness and reliable deterministic performance. Leveraging decades of control technology from the Yokogawa FA-M3 and e-RT3 families, the A8 introduces a software development framework called Data Stream. Data Stream unifies device access and continuously streams I/O data for intuitive, tag-based interaction, shifting development from hardware-dependent coding to a fully data-centric approach that boosts reusability and shortens engineering cycles. Coupled with a control function library, including motion control, PID control and EtherCAT MainDevice support, the A8 is designed to enable rapid system integration.
Yokogawa / www.yokogawa.com




Omron machine automation controller
Omron’s NX102 machine automation controllers have been designed to give manufacturing facilities robust safety, accurate motion and transparent control by harnessing Sysmac’s One Controller, One Connection and One Software architecture.
Omron Automation Americas / automation.omron.com
Emerson industrial computing platforms

Emerson PACSystems IPC 6010, IPC 7010 and IPC 8010 industrial computing platforms feature a CPU designed specifically to support AI-enabled capabilities such as predictive maintenance, process optimization, quality inspection, decision support and supply chain management. The PACSystems line uses soldered industrialrated 13th Generation Intel Core processors with up to 64 GB soldered ECC memory, for resistance against shock and vibration. Fanless cooling allows for an operating temperature range up to 70 °C, with thermal monitoring and an optional fan available. PACSystems IPCs are built on Emerson’s patented vibration and thermal technologies. With solid-state drive (SSD) storage options ranging up to 4 terabytes, multiple gigabit Ethernet interfaces, up to four PCIe slots, and other interfaces, PACSystems IPCs can be tailored to deliver the computing required for vision systems, advanced analytics, data processing and historization/visualization. Operating system options include Windows IoT Enterprise LTSC 2021, PACEdge, and Linux. Software options include PACEdge, Movicon Connext and Movicon WebHMI. Alternatively, users can load their own OS or software. Emerson / www.emerson.com

SoftPLC CPU for SLC-500 I/O
The SoftPLC-500 model controller CPU resides in a SLC-500 rack and communicates to 1747 I/O modules. The module has Ethernet, two USB ports, and two ports for DH+, Allen-Bradley RIO, all user-configurable for popular
protocols. Existing SLC-500 application programs and documentation can be imported with a utility included with the programming software. The component is designed to allow upgrading of the SLC-500 system to a modern CPU without losing investment in I/O wiring, engineering or spare parts, with little to no downtime.
SoftPLC / softplc.com
OnLogic industrial PC

The OnLogic CL260 is an ultra-compact industrial computer designed to address the challenges of cost, reliability and integration in edge computing. As the latest addition to the CL200 series of computers, the fanless CL260 is designed to make deployment feasible for industrial IoT and automation projects of any size. The CL260 is purposebuilt to enable on-site analytics and decision-making by gathering data directly at the source. Its combination of size and value make it an edge gateway for high-volume deployment across applications like remote data logging, digital signage control and industrial process monitoring. The CL260 measures 115 x 82 x 30 mm and is optimized for DIN rail mounting, is powered by Intel N-Series processing and features a terminal block for RS-232/-422/-485 serial connectivity and 12–24 Vdc power input.
OnLogic / www.onlogic.com
Wago compact controller

The Wago enhanced Compact Controller 100 with configurable I/O functions and capabilities is designed for complex automation tasks where adaptability and precision are key. This controller features eight digital inputs and eight configurable digital channels that can function as either inputs or outputs. These channels are designed for flexibility and performance, especially for distributed energy and microgrid systems, by offering flexible deployment with precision control.
Wago / www.wago.com
Joey Stubbs joey.stubbs@gmail.com
Why safety integrity level matters
IN FACTORY AUTOMATION, safety systems are no longer the peripheral add-ons of the past. They are integral to the design, operation and long-term viability of production lines. As automation increases and machinery becomes more interconnected, engineers are routinely tasked with specifying safety controllers, networks, sensors and safety I/O devices that carry a defined safety integrity level (SIL).
SIL is intended to quantify how reliably a safety function reduces risk. Defined in standards such as IEC 61508 and IEC 62061, it measures the probability that a safety system will fail dangerously. In simple terms, the higher the SIL number, the lower the allowable probability of failure. The challenge for automation engineers and engineering managers is that SIL is not a “more is better” metric. Specifying a SIL that is either too low or too high for a given application can introduce serious problems. The goal is not maximum SIL, but the correct SIL based on a sound risk assessment.

it correctly from the start. Retrofitting sensors, logic solvers and final elements often means downtime, revalidation and retraining. In short, specifying too low a SIL leaves unacceptable residual risk in the system.
Over-specifying SIL is more common than many engineers admit. It is often driven by caution, lack of experience or a desire to future-proof a system. While this approach may feel safer, it brings its own set of drawbacks.
Higher SIL systems are more complex to design and maintain.
The most immediate impact is cost. SIL-rated controllers, safety I/O, certified networks and redundant architectures come at a premium. As SIL increases, the number of acceptable components decreases, limiting supplier options and driving up prices. Engineering hours also rise due to stricter documentation, verification and validation requirements.
Choosing a SIL that is too low for an application carries the most obvious and severe consequences. At its core, an under-specified safety system does not reduce risk to a tolerable level. That increases the likelihood of injury, loss of life or significant equipment damage when failures occur.
From a compliance standpoint, this creates immediate exposure. Functional safety standards require that achieved risk reduction match the risk identified during assessment. If an incident occurs and investigations show the safety function did not meet the required SIL, the decision becomes difficult to defend. Regulators, insurers and courts will focus on whether the hazard was foreseeable and whether reasonable measures were taken to mitigate it.
Operationally, a low SIL can create a false sense of security. Operators and managers may believe a process is protected when it is not. Lower diagnostic coverage and higher probabilities of dangerous failure increase the chance that faults remain undetected until a hazardous event occurs.
There is also a long-term cost implication. If audits or insurance requirements later mandate a higher SIL, upgrading an operating line can be far more expensive than designing
Higher SIL systems are more complex to design and maintain. Redundancy, diagnostics and fault-handling must be carefully engineered and tested. Maintenance teams face increased proof-testing requirements and more rigorous recordkeeping. Any modification, even a small one, may trigger reanalysis and revalidation.
Availability is another concern. Poorly designed diagnostics can lead to nuisance trips and unnecessary shutdowns. Over time, this frustrates operators and maintenance staff and increases the temptation to bypass safety functions— an outcome that ultimately reduces safety.
Overly conservative systems can also limit flexibility. As production needs evolve, highly constrained safety architectures may make it harder to adapt or expand a line without significant rework. The result is a system that costs more, takes longer to commission and delivers little additional safety benefit beyond what a correctly specified SIL would provide. When SIL is specified correctly, the system achieves compliance and credible risk reduction.
Joey Stubbs is a former Navy nuclear technician, holds a BSEE from the University of South Carolina, was a development engineer in the fiber optics industry and is the former head of the EtherCAT Technology group in North America.