Wir zeigen, welche Trends Anwendern in der Blechbearbeitung am wichtigsten sind und worauf es dabei ankommt.
Forschung
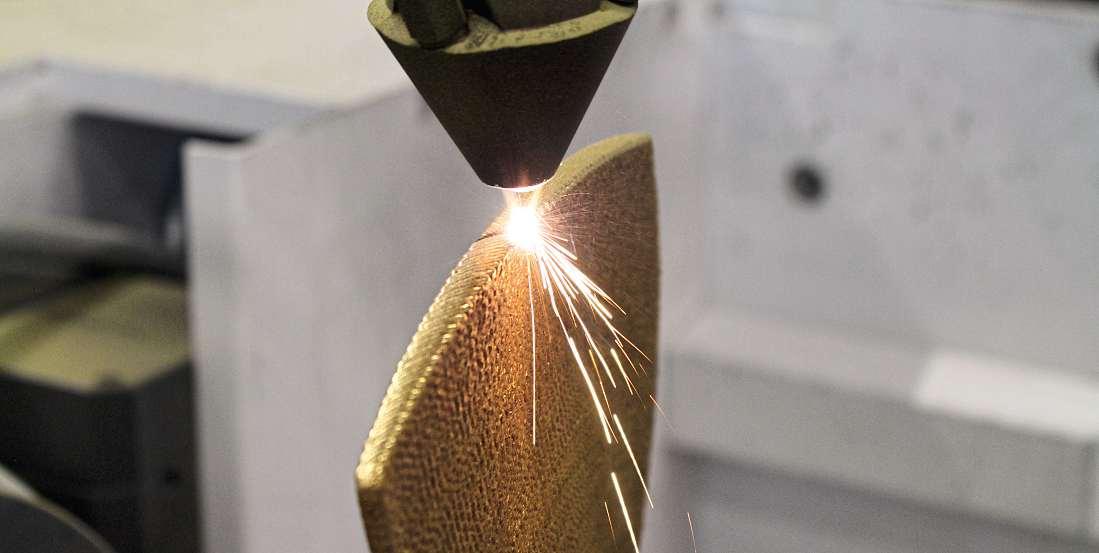
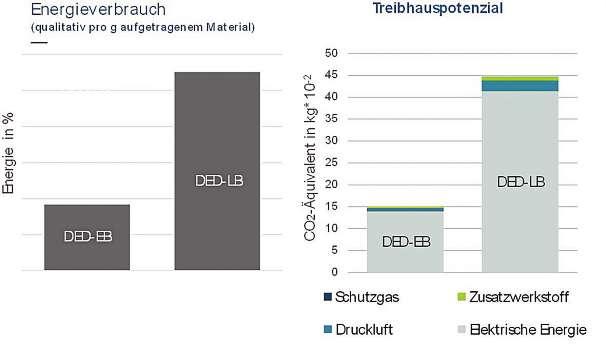
Potenziale der additiven Fertigung
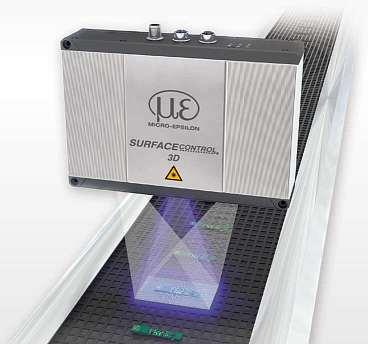
2D-Messsystem
Schneller und präziser prüfen
Robotik
Dank Cobot Kaffee grammgenau mahlen
DieUnsicherheit mussenden
WährendichdieseZeilenschreibe,fragtsichdieWeltgerade, was auf den Raketenangriff des Iran auf Israel folgen wird
In den USA bleibt das Ergebnis der kommenden Präsidentschaftswahlweiterkomplettoffen,inÖsterreichgingdieFPÖausden ParlamentswahlenerstmalsalsstärksteKrafthervorundinDeutschland befindet sich die gesamte politische Landschaft seit Monaten nichtnurineinemgefühltenChaos Ichwerdedasallesnichtpolitisch kommentieren,dasistnichtdasMetierundnichtdieAufgabedesMM Maschinenmarkt Aberichkannesauchnichtignorieren,daszeigen mir meine Gespräche der letzten Wochen
IchhabedasGlück,michineinergroßenRegelmäßigkeitmitwichtigen Persönlichkeiten in der produzierenden Industrie unterhalten zu dürfen und ich kann mich nicht erinnern, dass dabei zu irgendeinemZeitpunktinmeinerLaufbahn(unddieseumfasstvonderFinanzkrisebishinzurCovid-ZeitdocheinigeherausforderndeEpisoden)so häufig die Politik thematisiert wurde Für mich ist das Wort für die aktuelle Situation gar nicht „Krise“, sondern „Unsicherheit“ Denn diese scheint mir noch schwerer zu wiegen, als aktuell negative Geschäftszahlen Krisen sind unvermeidlich und man kann mit ihnen umgehen Manchemussmanaussitzenwieeinenvorüberziehenden Sturm, auf andere gilt es, Antworten zu finden, die manchmal nicht angenehm,aberdochmöglichsind AberUnsicherheitistGiftfürdie Wirtschaft
Ichverstehegut,dasssichaktuellvieleschwertun,Entscheidungen zutreffen,esgehtmirjaselbstso UndandieserStellewerdeichdann doch etwas politisch, aber es wird kein Kommentar, sondern eine Forderung: Es ist Zeit, für Sicherheit zu sorgen Wir brauchen Entscheidungen und eine klare Linie und wir brauchen ein Bekenntnis zumIndustriestandortDeutschland!Dennauchdaswurdeausmeinen Gesprächen klar: Viele Unternehmer fragen sich, ob sie mit ihren Unternehmenhiereigentlichnochgewünschtsind Undhiererwarte icheinklaresBekenntnis,dassDeutschlandeinIndustrielandbleiben soll AusberuflicherwieausprivaterSicht Denneinesistklar:Ohne eine innovative Industrie sind die notwendigen Transformationen nicht zu meistern
diktHofmann Chefredakteur
MM MaschinenMarkt
z-precision bis zu 0,25 µm
Automatisierte Inline-3D-Messung zur Geometrie-, Form- & Oberflächenprüfung
Messfelder bis 180 x 245 mm
Bis zu 2,2 Mio 3D-Punkte / Sekunde
Einfache Integration in alle gängigen 3D-Bildverarbeitungspakete
Leistungsstarke 3D-Software
Koplanaritätsmessung
Ebenheitsmessung
Kontaktieren Sie unsere Applikationsingenieure: Tel. +49 8542 1680
AKTUELLES
Editorial
3 Benedikt Hofmann: Die Unsicherheit muss enden
BilddesMonats
6 Hybride Bauteile aus Holz und Kunststoff
Titelthema
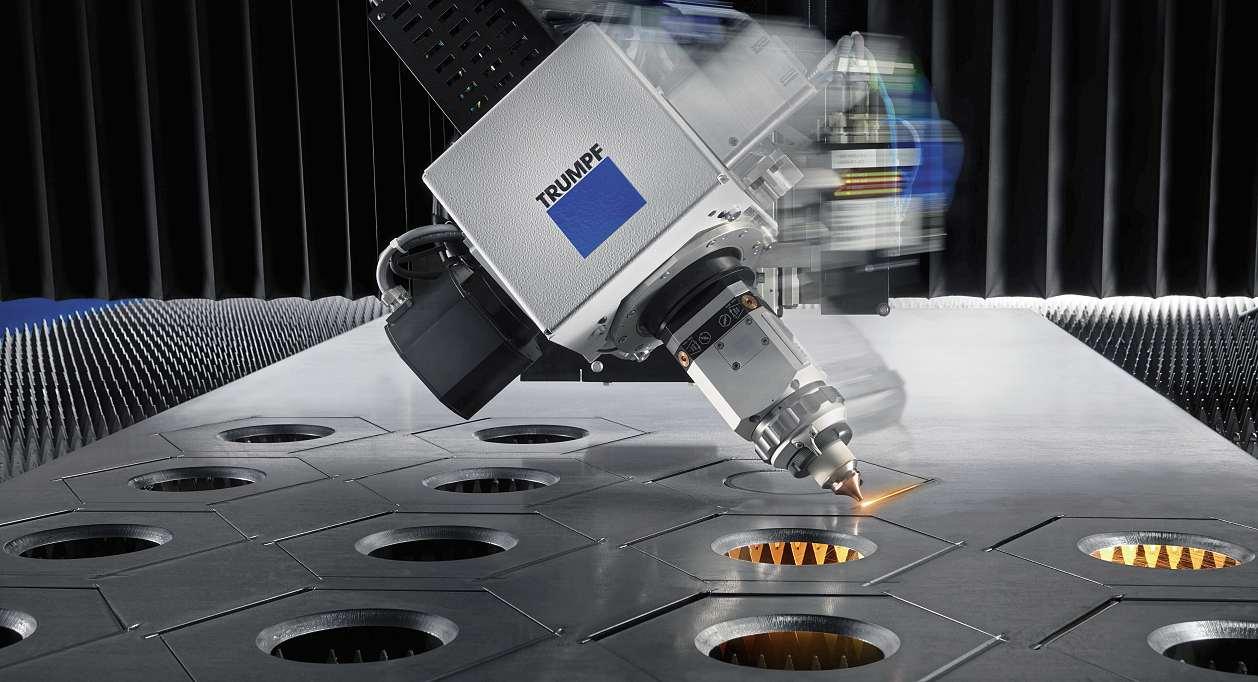
8 Aktuelle Trends in der Lasertechnik (gesponsert von Trumpf)
Branchen-News
12 VW könnte bis zu 30.000 Stellen streichen
13 Aus für Kunststoffdosen-Pionier Tupperware
14 Personalien
15 Kabelspezialist Leoni gehört den Chinesen
Industrie-Barometer
16 Laser in der Blechbearbeitung
Messen
20 Die Fakuma 2024 steht für Effizienz in Kunststoff
21 Automatisierung von Montage und Produktion
SPECIAL:
AUTOMATISIERUNG IN DER MONTAGE
22 Effizienter Klemmenleistenaufbau und Montage
26 Controller im Fuß integriert
28 Digitale Werkerführung
RESSORTS
Produktion&Fertigung
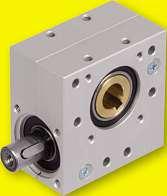
30 Rohrumformsystem für die härtesten Anforderungen
32 Weniger Kosten, Material und CO2
34 Schneller und präziser prüfen
36 Zylinderköpfe sicher montieren
Konstruktion&Entwicklung
38 Anlagenbauer setzt auf FTS in Eigenentwicklung
40 Auf Nummer sicher gehen bei Elektrofahrzeugen
Forschung&Innovation
44 Ökobilanzierung zeigt Potenziale der additiven Fertigung
46 Backpulver wird zum chemischen Wasserstoffspeicher
Robotik&Automatisierung
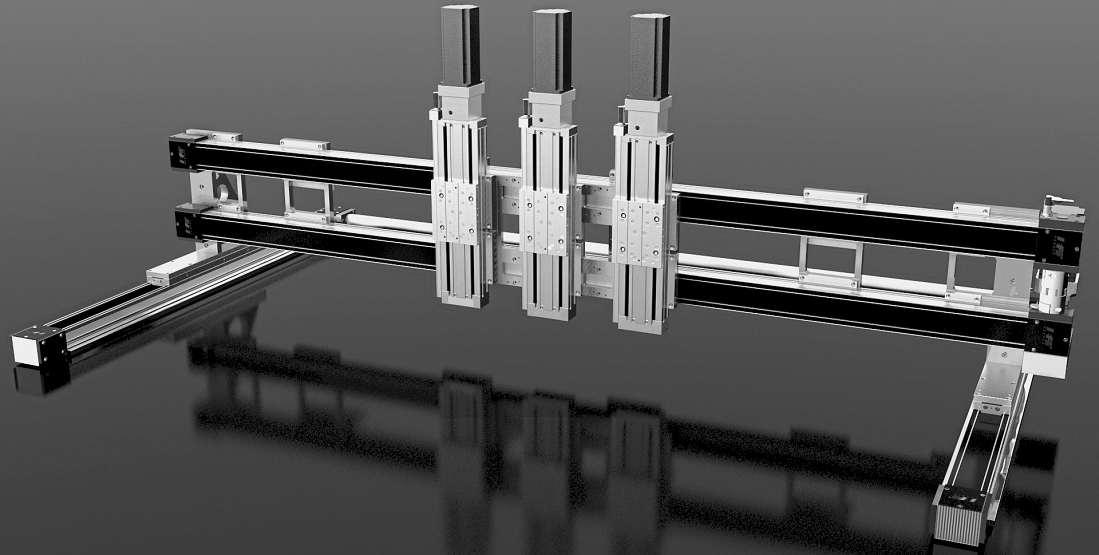
48 Lineareinheit statt Roboter?
50 Die Fäden in der Hand
52 Dank Cobot Kaffee grammgenau mahlen
54 Blocksauger: Robuste Alternative für Holz Betriebstechnik&Materialfluss
56 Schneller, höher, weiter auch in der Intralogistik Management&Strategie
60 Arbeitnehmerüberlassung – darauf kommt es an
62 Business Reengineering als „Game-Changer“
30 Rohrumformsystem für die härtesten Anforderungen.
48 Handling-Aufgaben per Robotern oder mit Linearsystemen lösen?
SERVICE
73 Produkte
74 Impressum
SEITENBLICK
78 Christoph Geigges im Interview: Der Quereinsteiger
82 Gut zu wissen: Fünf Tipps für eine erfolgreiche Dienstreise
BILDDESMONATS An der TU Graz untersucht man, wie man nachhaltige, hybride Bauteile aus Holz und Kunststoff fertigen kann. Dazu nutzt man das additive Herstellungsverfahren namens Addjoining. (pk)
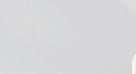
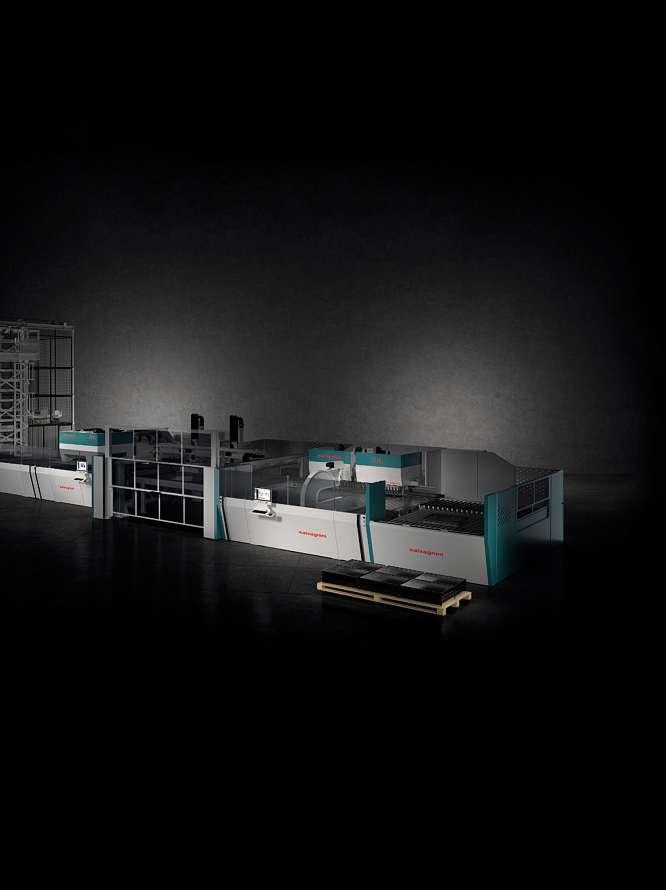
Aktuelle Innovationen im Laserschneiden sorgen für mehr Produktivität und sicherere Prozesse.
Bild: T rumpf
BLECHBEARBEITUNG
TrendsimLaserschneiden
In einer gemeinsamen Befragung haben MM Maschinenmarkt und Trumpf herausgefunden, welche Trends Anwender derzeit am meisten beschäftigen. Dieser Beitrag vertieft die fünf meistgenannten Themen.
Auch wenn sich Laser schon seit Jahrzehnten als wichtigeProduktionstechnologieetablierthaben, ist die Entwicklung noch lange nicht an ihrem Ende angelangt So wird die Laserleistung beispielsweise weiter erhöht, während die Effizienz und Schnittqualitätgleichzeitigzunehmendverbessertwerden Diesist einstetigerProzess,derimmerwiederdurchbesondere Entwicklungenangetriebenwird.Daszeigtsichauchan denThemen,dieAnwenderimBereichderLasertechnologie laut einer Befragung von MM Maschinenmarkt und Trumpf am meisten bewegen.
FortschritteinderLasertechnologie
DabeispielenauchdieganzgrundsätzlichenWeiterentwicklungen im Bereich Laser eine wichtige Rolle. Ein Beispiel hierfür sind Vertical-Cavity Surface-Emitting Laser (VCSEL) oder zu Deutsch Oberflächenemitter Dabei handelt es sich um Laserdioden, die das Licht senkrecht zur Ebene des Halbleiterchips abstrahlen, was im Vergleich zu herkömmlichen, kantenemittierenden Lasern, bei denen Licht an einer oder zwei Flanken des Chips austritt, viele Vorteile bietet. Zum Einsatz kommen VCSELs unter anderem in industriellen Sensoren, inderLiDAR-TechnikundinderDatenübertragungmit Glasfaser Trumpf bietet VCSELs mit unterschiedlichen Wellenlängen an. Die Standardwellenlängen bewegen sich dabei im Bereich 760 nm, 850 nm und 940 nm.
Ein weiteres Beispiel ist die extreme ultraviolette Lithografie (EUV), die dank ihres Einsatzzwecks eine Bekanntheit über Fachkreise hinaus erreicht hat. Denn: EUV ist eine der Schlüsseltechnologien für die Produktion fortschrittlicher Mikrochips. Der Vorteil der Technologie besteht darin, dass sie extrem kurzwelliges UVLichtmiteinerWellenlängevonetwa13,5nmnutzt,um extrem feine Strukturen auf Silizium-Wafern abzubilden. Dies ermöglicht die Produktion von integrierten Schaltkreisen (ICs) mit sehr kleinen Transistoren und feinstenLeiterbahnen.DiesePräzisionistentscheidend, um die immer weiter fortschreitende Miniaturisierung von Chips zu ermöglichen. Bekannt wurde die TechnologieunteranderemdurchihrenEinsatzindenMaschinen des niederländischen Herstellers ASML.
Dass die Entwicklung in diesem Bereich auch weiter nicht stillsteht, zeigt das LDRS-Verfahren (Laser-Driven RadiationSources).Diesesermöglichteszerstörungsfrei nichtnurdurchdickeStahl-undBetonwändehindurch zu sehen, sondern auch in sie hinein. Somit stellt es die
erste Technologie dar, mit der große Bauteile wie Brücken oder Schiffscontainer genauso wie fest verschlosseneBehältervonaußencharakterisiertwerdenkönnen Anstatt konventionelle Beschleunigertechnologie zu verwenden,werdenIonendurchdenLaserbeschleunigt und auf einen Konverter gerichtet, um dort über Teilchenreaktionen Neutronen zu erzeugen Aktuell beschäftigt sich ein von Focused Energy geführtes Verbundprojekt mit der Entwicklung der weltweit ersten lasergetriebenenNeutronenquellefürdenIndustrieeinsatz. Der Hochleistungslaser, der von Trumpf, dem Fraunhofer-ILTundFocusedEnergygebautwird,feuert biszu100MalproSekundeaufeinsichselbsterneuerndes Target, das von Focused Energy zusammen mit der TU Darmstadt entwickelt wird. Der Laser beschleunigt dieTeilchenaufeinerStreckevonwenigenMillimetern. In konventionellen Teilchenbeschleunigern sind dafür mehrere Hundert Meter nötig
HöhereSchnittgeschwindigkeiten undPräzision
Verlässt man die Ebene der generellen Weiterentwicklung der Lasertechnik und beschäftigt sich mit bestehenden Anwendungen – wie zum Beispiel dem Laserschneiden –, trifft man schnell auf einen Bedarf an höheren Schnittgeschwindigkeiten und mehr Präzision. Auch hier gibt es eine ganze Reihe von Weiterentwicklungen,diedieEffizienzfürAnwenderdeutlichsteigern. Der Trend geht nach wie vor hin zu mehr Laserleistung Wie so häufig besteht die Herausforderung dabei aber gar nicht darin, die maximale Kilowatt-Zahl zu erhöhen, sondern diese industrietauglich, also mit entsprechender Schneidqualität aufs und ins Blech zu be-
AufeinenBlick
VERFASST VON
Benedikt
Hofmann
Chefredakteur MM Maschinenmarkt
Höhere Laserleistung ist nicht gleichbedeutend mit besseren Ergebnissen.
Automatisierung in der Blechbearbeitung betrifft die Maschinen, aber auch die gesamte Prozesskette.
Eine nachhaltigere Produktion kann über verschiedene Wege erreicht werden.
kommen. Um das sicherzustellen, kommt es unter anderemaufeinperfektesZusammenspielzwischendem Laser selbst und der Maschine an. Hierbei zeigt sich immer wieder, dass es von großem Vorteil ist, wenn Laserentwicklung und Maschinenentwicklung aus einer Hand oder besser einem Haus kommen.
Genau dieses Zusammenspiel liegt im Kern der Weiterentwicklungen von Trumpf, das Laserlösungen im Programm hat, die 24 kW Laserleistung erreichen und gleichzeitig höchste Qualität liefern. Dies gilt auch bei Baustahl mit einer Blechdicke von 50 mm.
Die Entwicklung von Laser und Maschine aus einer Hand bietet große Vorteile.
AllerdingsbringtauchdiebesteTechnologienurdann zählbare Ergebnisse, wenn sie wirklich zum Einsatz kommt. Daher ist es wichtig, Anwendern die Möglichkeit zu geben, mit den Fähigkeiten der Maschine zu wachsen, und ihnen beratend zur Seite zu stehen Das hat sich Trumpf mit dem Laserguide zur Aufgabe gemacht. Anwender erhaltendortZugriffauf leicht verständliche Basisinformationen zum Laserschneiden, eine Übersicht von Schneidprozessen und Funktionen anhand von Beispielbildern und eine ergebnisorientierte Technologieauswahl mithilfedesProcess-Selection-Tools.Sowirdesmöglich, immerdenzumKundenanspruchpassendenProzesszu finden FürKundenvonTrumpfstehtdiePlattformüber MyTrumpf kostenfrei zur Verfügung
Eine weitere Möglichkeit, die Geschwindigkeit zu erhöhen, liegt darin, Prozessschritte zu optimieren. Ein BeispielistdasAnbringenvonFasen,alsoSchrägschnitten, als Vorbereitung für Schweißnähte oder zum AbrundenscharfkantigerBleche.MitdemLaserlassensich hier schnell präzisere Schnitte, auch für komplexe Geometrien, ermöglichen. Dadurch entfällt ein großer Teil der Nacharbeit. Trumpf bietet hierfür zwei Verfahren Erstens Edgeline Bevel: Hier wird mit Standardlasermaschinen zunächst senkrecht geschnitten und anschließen die Schräge angebracht. Als Neuheit präsentiert
TrumpfzurdiesjährigenEuroblechdieBevelCutEdition. HierwirdmithilfeeinesneuenSchneidkopfesdirektim Schneidprozess der Schrägschnitt von bis zu 50 Grad geschnitten und hebt sich damit vom Wettbewerbsumfeld ab Die Gesamtarbeitszeit kann damit um bis zu 80 Prozent reduziert werden.
AutomatisierungundintelligenteFertigung
Wenig überraschend beschäftigen Fragen der Automatisierung und intelligenten Fertigung Anwender und Interessierte im Bereich der Laserfertigung ebenfalls stark. Dies kann sich auf eine konkrete Maschine und Anwendung ebenso beziehen wie auf größere Zusammenhänge, beispielsweise die Fabriksimulation und Fabrikplanung
LetztereshateinenhohenEinflussaufdieGesamtperformance der Fertigung, die von Maschinen und Prozesszeiten abhängig ist. Wichtig ist dabei, dass es keine Einheitslösungen gibt. Es ist nicht möglich, jemandem ein Standardpaket Smart Factory oder Industrie 4.0 zu verkaufen. In diesem Bereich gilt immer, dass die Lösung auf die individuellen Gegebenheiten und Anwendungsfälle passen muss. Dies beginnt schon bei den ersten Schritten, dem typischen „Wo fange ich nur an?“ Trumpf unterstützt seine Kunden bei dieser HerausforderungunteranderemmitdemGeschäftsbereichSmart FactoryConsulting InderArbeitmitdenKundensetzen dieExpertenbeiTrumpfaufviergrundsätzlicheSchritte:
Analyse: Die Prozesskette wird vom Auftragseingang bis zum Versand analysiert. Darauf basierend werden Schritte zur Verbesserung abgeleitet.
Fahrplan: In Zusammenarbeit zwischen den Kunden und den Experten bei Trumpf wird ein Plan für die individuelle vernetzte Fertigung erstellt.
Aufbau: Die Umsetzung der zukünftigen Fabrik geschieht auf Basis eines Stufenplans für den Ausbau der benötigten Technologien.
Changemanagement: Das Changemanagement wird in diesem Prozess häufig unterschätzt. Daher begleiten die Experten von Trumpf ihre Kunden in diesem Prozess.
Wendet man den Blick den tatsächlichen Produktionsprozessen zu, stellt man schnell fest, das die Automatisierung in der Blechbearbeitung schon bei intelligenten Schneidprozessen beginnt Das kann beispielsweise bedeuten, diese an die äußeren Parameter anzupassen. Ein Aspekt hin zu einer automatisierten Fertigung kann also die adaptive Vorschubregelung Active Speed Control sein. Das System blickt durch die DüseindenSchnittspalt,überwachtdenSchneidprozess und regelt selbstständig die Vorschubgeschwindigkeit SelbstwenndieBlechdickeinnerhalbeinerTafelvariiert oder Qualitätsschwankungen wie Rost und Lackreste das Blech beeinflusst haben, stellt das System den richtigenVorschubbeimBrenn-undSchmelzschnittsicher WieAutomatisierungineinerLaserschneidmaschine am Ende aussehen kann, zeigt Trumpf in seinem FlaggschiffTrulaserCenter Eshandeltsichdabeiumeinkompaktes Laserzentrum, das Beladung, Schneiden, Sortierung auch kleinster Teile und Entladung in einem automatisierten Prozess vereint.
ImRahmenderEuroblech(22 bis25 Oktober2024in Hannover) wird Trumpf außerdem zwei weitere Lösungen aus dem Bereich der Automatisierung vorstellen. DieersteLösungübernimmthäufigzeitaufwendigeSor-
Der Blick in eine experimentelle Laser-Neutronenquelle.
Bild: T rumpf
tierarbeiten automatisiert und ohne Programmierung
Die zweite Lösung soll dort helfen, wo aufgrund des schwelenden Fachkräftemangels Personal immer schwieriger zu finden ist, und Schneidparameter optimieren.
Kostenreduzierungdurchneue KomponentenoderAnlagen
Häufig wird beim Thema Kosten zunächst an den Preis derMaschinengedacht.UndnatürlichistdieBedeutung der Höhe dieser Investition nicht von der Hand zu weisen. Das ist auch Premiumherstellern wie Trumpf bewusst.DieAntwortdesUnternehmensaufdiesenMarktbedarf ist die Tru Laser 1000 Lean Edition Maschinen dieser Serie bieten die bekannte Qualität mit einer Ausstattung, die die Maschinen im mittleren Preissegment verortet. Zielgruppe sind kleinere Unternehmen, die zumerstenMalinMaschinendieserArtinvestieren,nur einegeringeregelmäßigeAuslastunghabenoderihren vorhandenenMaschinenbestand(zumBeispielalteCO2Laser) modernisieren möchten.
Es ist aber auch wichtig, zu betonen, dass gerade bei Fragen der Kostenreduzierung kaufmännischer Sachverstand gefragt ist. So dürfen auch Fördermöglichkeiten und steuerliche Aspekte nicht vergessen werden. Werden nur die reinen Maschinenkosten betrachtet, führt das zu einer Vernachlässigung aller Kosten, die über die Laufzeit der Maschine entstehen. Vor diesem Hintergrund legt Trumpf seinen Fokus auf die Betrachtung der Gesamtkosten der Anlage Diese beinhalten sowohl die Anschaffung als auch die Fertigungskosten, Serviceaufwände und auch den Restwert der Maschine.
So muss man bei der Betrachtung von Investitionen in die bereits angesprochene Automatisierung den Initialinvest möglichen Einsparungen (auch auf der Personalseite) gegenüberstellen. Außerdem können Investments auf der einen Seite zu einem effizienteren Materialeinsatz und damit wiederum Einsparungen führen. Nehmen wir zur Verdeutlichung Nanojoints: Diese führen zu einer engeren Schachtelung der Teile und einer einfacheren Entnahme sowie geringerer Nacharbeit. Dies sind nur einige Beispiele, die man problemlos erweiternkönnte,unteranderemdurchgeringereServicekosten dank Condition Monitoring, verbessertes Materialhandling innerhalb der Lagerlösung Trustore oder
Die Kanten eines Bevel-Schnitts.
Auch beim Laserschneiden wird Automatisierung immer wichtiger
seltenere Maschinenstillstände dank Smart Collision Prevention (einer intelligenten Schachtelung zur Vermeidung von Kollisionen) und Smart Rerun (für einen automatischenWiedereinstiegnachFehlschnittenoder Kollisionen).
EnergieeffizienzderLaserschneidanlagen NatürlichkommtauchdieserBeitragaktuellnichtohne das Thema Energieeffizienz respektive Nachhaltigkeit aus. Diese Themen sind längst keine Fragen der persönlichen Einstellung mehr, sondern wichtige Wettbewerbsfaktoren. Dabei spielt die CO2-Bilanz häufig eine entscheidende Rolle. Hier lohnt es sich, nicht nur die gesamte Maschine, sondern auch einzelne Komponenten zu betrachten. Sparsame Komponenten wie die Düse Highspeed Eco können einen echten Unterschied machenundgleichzeitigeinwichtigesKriteriumfürdie FörderfähigkeiteinerAnlagesein.ÄhnlichesgiltimBereich der Kühlaggregate. Besonders effiziente Kühlaggregate können zu einer Energieeinsparung von bis zu 50 Prozent führen, was eine relevante Größe darstellt.
Weiter kann das N2-Schneidgas in Eigenregie hergestellt werden. Hierfür können Unternehmen ihre Photovoltaikanlage mit einem Stickstoffgenerator verbinden. Trumpf bietet in Kooperation mit Nitro Pro für dieseAnwendungenStickstoffgeneratorenan.Ähnlich wie bei Haushaltsgeräten können auch in der Produktion Energiesparmodi einen deutlichen Unterschied machen. So können moderne Maschinen intelligent zwischen verschiedenen Energiesparmodi wählen und dank einer Leistungsfaktorkorrektur den Strombedarf deutlichsenken.Sowirdsichergestellt,dassimLeerlauf keineEnergieverbrauchtwird,diemanimBetriebdann wieder einsparen muss
Abschließend lässt sich feststellen, dass im Bereich Lasertechnik weiterhin viel Innovationskraft und Weiterentwicklungspotenzial steckt. Und am wichtigsten: EsgibtAntwortenundLösungenfüralleAnforderungen der Anwender, man muss sich nur die richtigen aussuchen. (bh)
Trumpf auf der Euroblech: Halle 11, Stand B94 und B70
MM-TIPP
Bild: T rumpf
AutobauerbelastenIndustrieergebnis
Nach Angaben des Statistischen Bundesamtes ist die Produktion im Monatsvergleichum2,4Prozentzurückgegangen,wiediedpaerfahren hat. Auf Jahressicht betrage der Rückgang sogar 5,3 Prozent. Positiv waren hingegen amtliche Daten zum deutschen Export, der im Juli mit einem kalender- und saisonbereinigten Wert von 130 Milliarden Euro den Vormonat Juni um 1,7 Prozent übertraf
Vor allem der deutsche Automobilbau schmälert die Ergebnisse der Industrie.
Eszeichnetsichimmerdeutlicherab,dassdiedeutscheWirtschaftindiesem Jahrstagnierenwird,meintnichtnurDeutsche-Bank-VolkswirtRobinWinkler Das Deutsche Institut für Wirtschaftsforschung (DIW) hat seine Konjunkturprognose für das laufende Jahr deshalb nach unten korrigiert. Statt eines leichten Wachstums des Bruttoinlandsprodukts von 0,4 Prozent erwarten die WirtschaftsforschernunleidereineNullprozentrunde,weilauchderprivateKonsum nicht anzieht. Die Erholungen aus der Industrie, die man zu Beginn des Jahres erhofft hatte, gab es nicht.
Die deutsche Wirtschaft war im zweiten Quartal zwar nur um 0,1 Prozent geschrumpft, doch nun droht der Rückfall in die Rezession. Für das laufende Jahr haben Ökonomen wenig Hoffnung Zuvor hatten bereits drei führende Wirtschaftsforschungsinstitute ihre Prognosen deutlich gesenkt. Der ProduktionsdämpferimJuliseivorallemaufeineschwacheEntwicklunginderAutoindustrie zurückzuführen. (pk)
Das Gerücht geht um, dass Volkswagen bis zu 30.000 Jobs in Deutschland streichen könnte.
DerVolkswagen-Konzernsoll mittelfristig bis zu 30.000 Stellen in Deutschland abbauen wollen. VW bestätigte dieseZahl,diedasManager-Magazin nannte aber nicht. Der Gesamtbetriebsraterklärte,diese Zahl entbehre jeglicher Grundlage und sei einfach nur Schwachsinn. Nach den Informationen des Magazins will VW-Finanzchef Arno Antlitz aber für Investitionen in den kommenden fünf Jahren die Mittel auf 160 Milliarden Euro kürzen. Zuletzt hatte VW für die mittelfristige Planungvon2025bis2029noch170MilliardenEuroangesetzt.DasLandNiedersachsenistübrigensmit20ProzentderStimmrechtezweitgrößterVW-Anteilseigner
Bild: V olks w agen
www.kern-sohn.com
EineSprecherinderVolkswagenAGinWolfsburgerklärte,esseiklar,dassVW sparen müsse, weil nur so ausreichend Geld für Investitionen in die Zukunft vorhanden sei Wie Volkswagen gemeinsam mit der Arbeitnehmervertretung diesesZielerreichenwill,seiTeillaufenderGespräche,heißtesweiter Auchsie bestätigte die Zahl von 30.000 Stellen, die auf der Kippe stehen sollen, nicht. DochdashabeKonzernchefOliverBlumeimkleinenKreisalslangfristigrealistischerachtet,behauptetdasMagazinzuwissen.InderForschungundEntwicklungkönnteesdemzufolgebesondersbitterwerden,dennvondenrund13.000 BeschäftigteninDeutschlandmüsstenlauteinigenPrognosen4.000bis6.000 ihren Hut nehmen, wenn die Berichte doch stimmen sollten. (pk)
KLOTZ AM BEIN?
Bild: A. Anderso n
DIE PARTY IST VORBEI
AusfürKunststoffdosen-PionierTupperware
Tupperware hat in den USA Insolvenz angemeldet. Nun will man sich neu erfinden.
Tupperware hat nach jahrelangem GerangelumsÜberlebennundochverloren. DasUnternehmenstrebtzugleicheinenVerkauf an und will auch weiterarbeiten Ein
MEHR AUS EINER HAND
VerfahrennachKapitelelfdesUS-Insolvenzrechts schützt das Unternehmen vor Forderungen seiner Gläubiger Tupperware, ein Pionier in Sachen Haushaltsgefäße, aber auch pfiffiger Orangenschäler, Becher, Flaschen, kämpfte bereits seit einiger Zeit mit wirtschaftlichen Schwierigkeiten. In den vergangenen Monaten liefen Verhandlungen mit den Geldgebern, denen man mehrere hundert Millionen Dollar schuldet. Durcheinen Verkauf solldieMarke nungeschütztwerden,hießesineinerMitteilung Zugleich will man damit den Wandel in ein vorrangig technologiebasiertes Unternehmen anstoßen. Immerhin sollte es genug Know-how in puncto Kunststofftechnik geben. (pk)
WittensteinwillMoogBrnoübernehmen
Wittenstein holt sich mehr ins Portfolio. Denn der Spezialist für cybertronische Bewegung aus Baden-Württemberg plant, durch den Erwerb von Moog Brno sein AngebotfürrotativeundlineareServomotoren undServoaktuatorenzuerweitern.DieWittenstein Cyber Motor GmbH, eine hundertprozentige Tochtergesellschaft der Wittenstein SE, hat zum 1. Oktober 2024 die Moog Brnos.r.o mitallendazugehörigenProdukten zu sich geholt
Die Moog Brno hat, wie der Name schon vermuten lässt, den Sitz im tschechischen
Brünn und ist bis dato eine hundertprozentige Tochtergesellschaft der Moog Inc. Der Vertragwurdebereitsam2.September2024 unterzeichnet.DerfinaleVollzugstandaber unter anderem noch unter Vorbehalt der kartellrechtlichenFreigaben.InBrünnwerden rotative und lineare Servomotoren sowie-aktuatorenhergestellt,dievorallemim Maschinen- und Anlagenbau eingesetzt werden. Moog versteht sich dabei als Entwickler,HerstellerundIntegratorvonPräzisionssteuerungskomponenten und -systemen. (pk)
Bild: VDMA
WENIGER
SCHLIMM GlückimUnglück?
Dr Ralph Wiechers zur Lage: „Die Situation im Maschinenbau bleibt unbefriedigend.“
DerAuftragsrückgangimdeutschenMaschinen- und Anlagenbau bremst sich etwas ab Er liegt laut VDMA bei real fünf Prozent,wasimJulizuverzeichnenwar Das sei aber keine Trendwende, weil auch der Vorjahresmonat mager war „Die Messlatte lagangesichtsdieserschwachenBasisnicht allzu hoch“, kommentiert der VDMA-Chefvolkswirt,Dr RalphWiechers.DieBestellungen aus dem In- und Ausland blieben im Juli gleichermaßen um fünf Prozent unter ihrem Vorjahreswert. Die Orders aus den Euro-LändernfielendabeiumsechsProzent ab, während aus den Nicht-Euro-Ländern vier Prozent weniger Bestellungen kamen. Die Lage könnte besser sein. (pk)
Personalien
Neue Aufsichtsratschefin
Die Thyssenkrupp-Vorständin Ilse Henne wird die neue Aufsichtsratschefin des Tochterunternehmens Thyssenkrupp Steel. Im Aufsichtsrat von Steel löst sie somit Sigmar Gabriel ab Henne wird weiterhin auch die Vorständin der Sparte Material Services sein und Teil des Vorstands von Thyssenkrupp bleiben. wwwthyssenkrupp com
Neuernennung des Präsidenten
Seit dem 9. September ist Gunnar Groebler neuer Präsident der WV Stahl. Damit tritt er die Nachfolge von Bernhard Osburg an, der sein Mandat niedergelegt hat. Groebler war zuvor als Vorstandsvorsitzender der Salzgitter AG tätig Nun will er die Wettbewerbsfähigkeit und die Zukunftsfähigkeit der Stahlindustrie sicherstellen. www.stahl-online.de
Führungswechsel bei Daimler
Seit dem 1. Oktober ist Karin Radström die neue Vorsitzende des Nutzfahrzeugherstellers Daimler Truck. Damit folgt Radström auf Martin Daum, der sein Amt vorzeitig niederlegen wird und Ende des Jahres in den vorzeitigen Ruhestand wechselt. Bis dahin wird Daum weiterhin seine Zuständigkeit in den Bereichen Financial Services, Daimler Buses und IT behalten. www daimlertruck com
Neuer CEO der Fair Friends Group Im Zuge einer umfassenden strategischen Neuausrichtung wurde Sebastian Schöning zum weltweiten CEO der Fair Friend Group ernannt. Schöning verfügt bereits über 20 Jahre Berufsund Managementerfahrung und war seit 2021 als COO und CEO der MAG IAS GmbH für die Fair Friends Group tätig www.ffg-ea.com
WASSERSTOFF-ÄRA EINGELÄUTET
BMWundToyotabauenWasserstoffauto
Wasserstoffauto entwickeln.
Toyota und BMW wollen die nächste Generation der Brennstoffzellen-Technikentwickeln. Genauer gesagt, geht es um ein mit Wasserstoff betriebenes neues Auto Die Zusammenarbeit bei Einkauf und Entwicklung soll für große Stückzahlen sorgen und damit dieKostenniedrighalten.BMWChef Oliver Zipse kommentiert, dassdieserSchritteineneueÄra miterheblicherNachfragenach Brennstoffzellen-Elektrofahrzeugeneinläutenwird.Toyota-PräsidentKojiSatosprachvoneinerneuenStufe in der langen Zusammenarbeit beider Unternehmen, die zum Ziel hat, eine Wasserstoffgesellschaftaufzubauen.AngesichtszunehmendknapperBatterierohstoffe einerseits und unzureichender E-Ladenetze andererseits will Zipse nicht alles auf eine Karte setzen. Elektroautos,dieihrenStromausWasserstoffstattauseinerBatteriebeziehen, sieht er als perfekte Ergänzung Die zweijährige Erprobung einer Kleinserie des Wasserstoff-BMW iX5 Hydrogen in Asien, Amerika und Europa habe gezeigt, dassdieTechniksehrrobustundserienreifsei.DerBMW-Konzernwerdedamit auchunabhängigervonstarkgefragtenBatterierohstoffen,wieLithium,Nickel, ManganundKobalt.Toyota,Honda,HyundaiundeinigeandereHerstellerhaben die Wasserstofftechnik auch bereits in Serie. In Deutschland gibt es aber bisher nur wenige Wasserstoff-Tankstellen. In China, Südkorea, Japan und in Kalifornien sei das Netz deutlich besser, wie BMW betont. (pk)
DIGITALER VORSTOSS
KukagründetDigitalisierungssparte
Entwickler freut Euch! Kuka will die Digitalisierung für Anwender sinnvoll pushen.
Bild: K uk a
Kuka startet einen neuen GeschäftsbereichfürDigitalisierungsprojekte, denn im MaschinenbauspieltSoftwareeine immer entscheidendere Rolle. Was früher meist mechanisch gelöstwurde,übernehmenheuteElektronikunddiedazugehörigeSoftware.Undmitdemneuen Segment Kuka Digital erweitert man nun das Software- und Digitalgeschäft. Das Ziel ist es, die durchgängige DigitalisierungunterschiedlicherMaschinenundAnlageninProduktionenzuerreichen,wasvonderersten3D-SimulationüberdieVernetzungundDatenanalysebishinzumEinsatzvonkünstlicher Intelligenz (KI) reichen wird. So will sich Kuka an diesem Markt, der für ein großes Wachstumspotenzial steht, breiter aufstellen.
DiedigitaleWeltsollüberdieRoboter-undAutomatisierungssystemehinaus überdenkomplettenLebenszykluseinerProduktionslandschafterweitertwerden.KukaDigtalwerdesichabernichtnuraufKuka-Roboterbeschränken.Dabei geht es um Schnittstellen, Standards für Daten, Cloud-Integration und Beratungsleistungen, heißt es konkreter Im Sinne eines Ökosystem-Ansatzes setzt KukadabeizusätzlichaufeinNetzwerkkompetenterPartner DerneueKuka-Geschäftsbereich baut auf diesem Wissen auf, das im Laufe der Jahrzehnte angesammelt wurde. Mit Device Insight und Visual Components gebe es bereits starke, eigenständige Marken in den Bereichen Internet of Things (IoT) und Data Analytics sowie Simulationssoftware in der Unternehmensgruppe. (pk)
BMW und Toyota wollen bis 2028 ein
NÄCHSTER UNTERGANG!
WerftderTitanicistinsolvent
Innovativ Bewegen
Die Mutter der Titanic-Werft Harland & Wolff (H&W) ist insolvent. Der neue Eigentümer habe nicht genug Rücklagen, um den Schiffsbauer fit zu machen. Die Werft ist eng mit demberühmtenNamendesUnglücksdampfersTitanicverbunden.DenninBelfastwurde1912 das Schiff gebaut. Nun ist der Mutterkonzern der Werft Harland & Wolff am Ende. Das hat eine Überprüfung aller Beteiligungen der H&W Group Holdings PLC ergeben. Direkt betroffen sind 50 bis 60 Beschäftigte, zunächst aber nichtdieMitarbeiterdervierWerfteninNordirlandundGroßbritannien,wiees heißt Es ist schon die zweite Insolvenz innerhalb von fünf Jahren. (pk) Vom Pech verfolgt! Das Mutterunternehmen der Titanic-Werft H&W ist pleite.
FALL AUFGEHALTEN?
KabelspezialistLeonigehörtdenChinesen
DerösterreichischeUnternehmerStefanPiererverkauftLeoni.Dabeisollen 50,1 Prozent der Anteile an der Leoni AG an den Elektronikzulieferer Luxshare aus China gehen. Eine entsprechende Vereinbarung sei bereits unter Dach und Fach.Diesedrehesichpreistechnischumeinenmittleren3-stelligenMillionenwert.DieKabelspartevonLeonigehezudemzu100ProzentaneinJointVenture unter Führung von Luxshare Die Wettbewerbsbehörden müssen noch zustimmen. Stefan Pierer wurde vor einem Jahr Alleineigentümer des bereits angeschlagenen Nürnberger Autozulieferers.
Die Anteilsscheine der Altaktionäre wurden im Zuge einer spektakulären Rettungsaktion dabei auf null gesetzt und das Unternehmen von der Börse genommen,umeineInsolvenzzuvermeiden.PiererhatteeinKapitalinHöhevon 150MillionenEurozugeschossen.DochAktionärsschützerhattendiesenSchritt scharfkritisiert.ErwarausSichtdesUnternehmensabernötiggeworden,nachdemderdamalszumSchuldenabbaugeplanteVerkaufderKabelsparteaneinen thailändischen Investor überraschend geplatzt war Derzeit beschäftigt Leoni rund 95.000 Mitarbeiter Das Unternehmen wurde durch Corona und den Ukrainekrieg aus der Bahn geworfen. (pk)
WIR BRAUCHEN ES!
DeutschlandsollLithiumabbauen
Deutschland soll unabhängiger von Rohstoffen werden. Nach Meinung von Olaf Scholz brauchtmaninganzEuropadie Bereitschaft,Lithiumundandere strategisch wichtige Rohstoffe abzubauen, wenn es wirtschaftlich ist. Denn das Thema stellesichnichtnurinDeutschland.AndiversenOrtenEuropas gibt es nämlich Rohstoffe, die Europa dringend braucht und die man sich auch holen kann, stellte Scholz bei einem Besuch imSächsischenOberbergamtinFreibergfest.DazubrauchemanaberdieBereitschaft, die Rohstoffe auch zu fördern – das sollte eben nicht nur in Übersee gemacht werden. (pk) Rohstoffe, wie etwa Lithium, sollten in Zukunft auch in Deutschland gefördert werden.
Mit Frank Nonstop mit
Die Anforderungen an moderne Verpackungsmaschinen sind hoch: Gefordert werden Produktivität, Zuverlässigkeit, Nachhaltigkeit und Innovation Franke Linearführungen und Wälzlager tragen diesen Erwartungen Rechnung Sie arbeiten • hochdynamisch
• zuverlässig
• wartungsfrei
• kundenspezifisch e Linearsystemen
Erfahren Sie mehr zu Franke Komponenten für die Verpackungsindustrie
Franke GmbH, Aalen www.franke-gmbh.de
Bild: H&W
LaserinderBlechbearbeitung
ExportvondeutschenLaseranlagenindenJahren2009bis2019 (Angaben in Mrd Euro)
WeltweiterUmsatzmitLasernindenJahren2011bis2021
WeltweiterUmsatzvonindustriellenLasernindenJahren2020bis2021 (Angaben in Mrd US-Dollar)
Schneider Electric berät seine Kunden nicht nur bei der industriellen Transformation, sondern auch beim Thema Nachhaltigkeit. Dafür stehen weltweit 2.500 Experten zur Verfügung
Vom Produktanbieter zum
Nachhaltigkeitsberater
Mit seinen Produkten will Schneider Electric den Kunden helfen, ihren herausfordernden Emissionszielen näher zu kommen Aber viele suchen eine tiefergehende Strategie. Gut, dass der Konzern dafür eine schlagkräftige Beratungseinheit geformt hat.
Wiewärees,wennmanausseinenFehlernnicht nurlernt,sondernseinWissenauchnochzielgerichtet an die Partner und Kunden weitergibt?DiesenAnsatzverfolgtSchneiderElectricseitmehreren Jahren, parallel zu seiner Rolle als Anbieter von nachhaltigen Produkten. Denn auf dem Weg zu einem der nachhaltigsten Unternehmen weltweit sammelte der Konzern Erfahrungen, die er mit seinem Geschäftsbereich Sustainability Business professionell vertreibt. DerBereicharbeitetdabeimiteinem3-Stufen-Modell. Es startet mit einer Strategie und hat hierfür einen klarenBeratungsansatz.DemfolgtdieDigitalisierungbeim Kunden mit Plattformen und Services, um die geplante Ressourceneinsparungzubeobachten,EinsparmöglichkeitenzuidentifizierenundFortschritteherauszuarbeiten. Die letzte Stufe ist die konkrete Dekarbonisierung, indemmitProduktenundSystemendesKonzernsunter
anderem die Produktion des Kunden elektrifiziert oder der Energieverbrauch reduziert wird.
FürdieseganzheitlicheUnterstützungbrauchteseine sehrkompetenteBeratungsleistung:SchneiderElectric hat dafür mehr als 2.500 Experten in 100 Ländern, die derzeit 2.700 Kunden betreuen. Mehr als 250.000 Gebäude werden dabei nachhaltiger gemacht. Die Einheit verantwortet 30 Milliarden Euro Energieressourcen weltweit. Allein von 2018 bis 2019 hat sie mehr als 40 Millionen Tonnen CO2 für die Kunden eingespart.
Energie und Emissionen managen
Einer dieser Experten ist Andreas Scheuerer, Client DevelopmentManagerSustainabilityBusiness,derdieUmfänge der Beratung spezifiziert: „Die von uns gemanagten 32 Milliarden Euro an Energieressourcen entspre-
Green Shift Pioneers: Schneider Electric – die Impact Company
Bild: Schneider Electric
chenmehrals128MillionenTonnenCO2 Wirverwalten nicht nur Energie, sondern auch Emissionen Dafür bietenwirunteranderemunserenEcoStruxureResourceAdvisor DabeihandeltessichumeinePlattform,mit der Unternehmen ihre Energie, Nachhaltigkeitsbilanz und Dekarbonisierungsziele monitoren und managen können Wir ermöglichen es Unternehmen ihre Daten zu managen und somit ein robustes, auditierbares Reportingvorzulegen.Mitderab2025geltendenCorporate Sustainability Reporting Directive (CSRD) wird es für global operierende Konzerne sehr wichtig sein diese DatenakkuratzusammelnumESG-konformzuberichten.“ Laut Scheuerer nutzen bereits circa 48.000 Anwender die Plattform und ergänzt: „Zudem kümmern wir uns in unserer Renewable Energy and Carbon AdvisoryUnitumUmweltgüterbzw grüneRohstoffeüberso genanntePowerPurchaseAgreementsoderGrüneTarife. Hier sind wir der größte Vermittler zwischen den namhaften Energieerzeugern und unseren Kunden.“
Auf diese geht das Team auch direkt zu. „Man kennt SchneiderElectricinDeutschlandausderindustriellen Automatisierung Unsere Nachhaltigkeitsberatung ist vielen nicht bekannt. Das wollen wir ändern“, erklärt Scheuerer AberesgebeKunden,dievonsichausaufdas Beratungsangebot aufmerksam werden Das goutieren dieseimmerhäufigermitAnfragenüberdenHardwareEinkauf hinaus. „Dann kommt ein Partner zu uns und erklärt,dassernichtnurgrüneHardwareeinkaufenwill, sondernaucheineStrategiebraucht,wieerdenScope1, 2und3aufdemWegzurKlimaneutralitätseinesUnternehmens erreichen kann“, so der Manager
Die Anfragen sind sehr unterschiedlich: Manche UnternehmenwolleneinGesamtpaket.Anderewollenlaut Scheuerer strategischer vorgehen: „Hier arbeiten unser BusinessDevelopmentunddieoperativenKollegeneng zusammen und konzipieren eine maßgeschneiderte Lösung für den Kunden.“ Dieses individuelle Vorgehen seibeijedemKundennotwendig,dajedesUnternehmen anders aufgebaut ist. „Da hilft auch keine Einteilung nach Branchen wie Automobilindustrie oder Pharmaindustrie.JederKundesteigtaneinemanderenPunktin die Nachhaltigkeitsbemühungen ein“, so Scheuerer
Vom Konzern bis zu KMU
Beim Thema Energieberatung liegt der Fokus vor allem auf der Beratung größerer Konzerne. „Konkret geht es hierumdiestrategischePlanung:WannistesamklügstenwelcheMaßnahmenaufderDekarbonisierungsreise desUnternehmensanzugehen.BeimanchenUnternehmen fangen wir mit Effizienzmaßnahmen an und bei anderenwiederummitdemEinkaufvon(grüner)Energie und Zielsetzungen in Richtung der Science Based Targets Initiative.“, erklärt Scheuerer
Das Sustainability Business bietet aber auch einzelne Consultinglösungen, wie Scope 1-, Scope 2- und Scope 3-Berechnungen oder betrachtet die Lieferkette eines Kunden. Das sei für Klein- und mittelständische Unternehmen attraktiv „Wir helfen KMUs beispielsweise dabei, einen guten Partner für Energieverträge zu bekommen.Derzeitwerdenvielevonihnenwegendervolatilen MarktsituationbeiauslaufendenFix-zuneuenFloatingverträgen gedrängt, etwa beim Gas. Da haben wir eine gewisse Marktmacht, da wir für unsere Kunden zwi-
schen 1.500 und 1.800 Ausschreibungen pro Jahr machen. Die Energieanbieter kennen uns“, so Scheuerer
Der volatile Energiemarkt hat die Kundenanfragen verändert: Vor 18 Monaten lag der Fokus noch stark auf der Lieferung Ab April 2022 wurden dann die Energiepreise immer mehr zum Thema. Die Kunden fragten immer häufiger, was sie tun müssen, um in den kommenden Jahren wirtschaftlich besser dazustehen. ScheuerererklärtdenneuenAuftragso:„Hierzeigenwir einenWegauf,wiesiesichtrotzderextremenPreissteigerungenabsichernkönnen.Dagehtesteilweiseumdas blanke wirtschaftliche Überleben.“
Die Sustainability-Business-Einheit geht beim Kunden koordiniert vor: Im Rahmen eines EingangsgesprächstreffendieExpertenumAndreasScheuerereine erste Einschätzung In einer Analyse schauen sie dann konkret, an welcher Stelle welcher Bedarf besteht, und sprechen im Schneider-Electric-Konzern die Experten an,diehierübernehmenkönnen.DieReihenfolgelautet also: erst Sales, dann die so genannten Solution-Architects, die sich mit Sales und den Kunden zum weiteren Vorgehen besprechen. Es folgt die operative Abteilung, also die Sustainability Consultancy Sie geht mit den Kunden ins Projekt.
Langfristige Beratung
DiesebreitgestreuteBetreuungspiegeltsichindenvielfältigenFähigkeitendesTeamswider:NebenSales-Spezialisten finden sich dort Energieberater, Manager mit Beratungshintergrund oder Kollegen, die auf den Handel mit Energie, die Nachhaltigkeitsberatung oder OnSite Effizienzmaßnahmen spezialisiert sind.
Scheuerer betont, dass das Geschäft auf Langfristigkeit und Vertrauen basiere: „Wir geben hier nicht nur einePowerpointrausunderklärendemKunden,waser abnunbeispielsweisebeimEnergieeinkaufmachensoll. VielmehrgehtdieBeratungsleitungimmerüberdreibis fünfJahre.“DieKundenhonorierendas:Siebleibendem KonzernauchimBeratungsbereichfastimmertreu.Die Bindungsrate liege bei 98 Prozent.
DiesesVertrauenbasiereaufdemWissenumdieVorreiterrollevonSchneiderElectricinSachenNachhaltigkeit. Die dortigen Erfahrungen seien für die Partner ein Nachweis dafür, dass der Konzern kein Neuland betritt. Oder wie es Andreas Scheuerer ausdrückt: „Wir haben den Proof of Concept im eigenen Haus “
Nachhaltigkeit und Klimaschutz sind entscheidende Themen unserer Zeit. Besonders der Industrie fällt eine entscheidende Rolle auf dem Weg zur Klimaneutralität zu. Fünf Pioniere treiben bereits mit hoher Innovations- und Tatkraft Nachhaltigkeit und Klimaschutz in ihren Branchen voran Deshalb präsentieren wir sie als Leuchttürme, die anderen Unternehmen Orientierung in der Praxis bieten und den Weg zu einer nachhaltigeren Industrie weisen –die GREEN SHIFT PIONEERS
GREENSHIFT
VERFASST VON
Peter
Königsreuther
Redakteur
MM Maschinenmarkt
VORBERICHT ZUR FAKUMA
DieFakuma2024stehtfür EffizienzinKunststoff
Effizienz ist ein dehnbarer Begriff. In puncto Kunststoffverarbeitung will der Messeveranstalter P. E. Schall aber vom 15. bis 19. Oktober entsprechend konkret werden. Das fokussiert sich auf das Spritzgießen und die Extrusion genauso, wie auf das Thermoformen und die additive Fertigung, heißt es.
EffizienzaufmehrerenEbenenheißtimPrinzipdas MottoderFakuma2024inFriedrichshafen.Dasist dann auch immerhin bereits die 29. Ausgabe der MesserundumdieKunststoffverarbeitungimDrei-Länder-Eck bei Friedrichshafen am Bodensee. WasdieKunststoffverarbeitendeBranchewieeinroter (Nylon)faden durchzieht, sind die Aspekte höhere MaterialeffizienzundVerringerungdesEnergiebedarfsbei gleicherProduktivität.UndmitBlickaufdenFachkräftemangel sind auch mehr Automatisierung und die einfachere Bedienbarkeit der Maschinen gefordert, wie es weiterheißt.Nichtzuvergessen,diemöglichstgeschlosseneKreislaufwirtschaftbeiKunststoffprodukteninklusive das Recycling respektive qualitativ hochwertige Rezyklate aus Altmaterialien, um fossile Rohstoffe zu sparen.DasallesuntereinenHutzubringen,kannnach Ansicht von Experten nur mit dem massiven Einsatz digitaler Tools klappen. Die Messe, so der Veranstalter, willdieEntwicklungenindieserHinsichtpushen.Dazu gehört etwa, dass Produkte aus Kunststoff ganzheitlich konzipiert werden sollten, um ihre Wiederverwertbarkeit zu ermöglichen. Circular Economy heißt dabei das Schlagwort, denn Kenner sind sicher, dass die lineare Wertschöpfungskette die längste Zeit von Bedeutung war Um die einst gesteckten Klimaziele erreichen zu können, sind Kunststoffe unverzichtbar So schnell wie möglich müsse deshalb der Materialkreislauf von Polymeren geschlossen, das Recycling erhöht und der Ein-
satz von Rezyklaten intensiviert werden. Praktischen Antworten zu diesen Frage werden deshalb live auf der Fakuma von der Kunststoff-Community gezeigt, diskutiert und weitergedacht, wie es heißt.
HilftDigitalisierungdenKunststofflern?
Diese Frage wollen Experten in Friedrichshafen per Diskussionsrundeaucherörtern.Undwennja,welcheTools sind dafür die richtigen? Immerhin sei die Digitalisierung schon oft im Alltag der Kunststoffverarbeiter zu finden,sagenExperten.Dabeispieltauchdiekünstliche Intelligenz(KI)einegroßeRolle–etwabeiderDatenanalyseundbeiSimulationen,derProduktionoderderProzessoptimierung Habe man sein Unternehmen durchgängig digitalisiert, genieße man nicht zuletzt die volle Transparenz über die Produktion und die Materialkreisläufe. Zu den Experten, die dabei diskutieren, gehören Prof Dr Braungart von Braungart EPEA, Philip Lehner vonderAlplaGroup,GuidoFrohnhausvonArburg,Prof Dr.-Ing Hans-Josef Endres vom Institut für Kunststoffund Kreislauftechnik aus Hannover und Prof Dr.-Ing Thomas Seul von der Hochschule Schmalkalden. Stattfinden wird die hochkarätig besetzte Runde gleich am 15. Oktober um 16:00 Uhr im Konferenz-Zentrum Ost, umRaumBerlin,sodieInformationen.Veranschlagtist eine Stunde mit sich anschließendem Get-together
WeitereSchmankerlnzumKunststoff-Event
Ab dem 15. Oktober kann man in Friedrichshafen wieder alles rund um die Kunststoffverarbeitung erleben. Der Hauptfokus heißt Effizienz. Die Show beginnt jeden Tag um 9:00 Uhr, in prall gefüllten Messehallen, wie es heißt.
P E.SchallöffnetdieBühneauchfürNewcomer,wasim Rahmen der Start-up Arena 2024 geschehen wird. So erhalten pfiffige Jungunternehmen die Gelegenheit, sich in der Technologieregion zu präsentieren, was im Gegenzug die etablierten Experten freut, wenn sie auf neue Ideen aufmerksam gemacht werden. Außerdem stehtder18.MessetagimZeichenKarriere,wieesweiter heißt.AngesprochensinddabeiSchüler,Studentenund Berufseinsteiger, die sich ein Bild von der Branche machen wollen. „Mold your dreams, mold your future“ heißtderSlogan.DieMöglichkeitzurAnmeldungfindet man unter www.schall-registrierung de. Jetzt heißt es also bald mal wieder „Messen für Märkte“, wie der Veranstalter abschließend anmerkt. (pk)
MOTEK 2024
Automatisierungvon MontageundProduktion
Höhere Effizienz und Wirtschaftlichkeit, Ressourcenschonung sowie
Fachkräftemangel: Das sind die Herausforderungen, vor denen Fertigungsunternehmen stehen. Um sich also fit zu machen für die Zukunft, bietet sich die bewährte Fachmesse für Produktions- und Montageautomatisierung Motek an.
DieinternationaleFachmessefürProduktions-und MontageautomatisierungMotekfindetvom8 bis 11. Oktober in Stuttgart statt und bietet ein umfassendesSpektrumanTechnologienundLösungenfür die Automatisierung von Produktionsprozessen, insbesondere in den Bereichen Handhabungs-, Förder- und Zuführtechnik sowie Robotik und industrielle Bildverarbeitung Unternehmen aus verschiedenen Branchen präsentieren zukunftsweisende Lösungen, die den AnforderungenanEffizienz,FlexibilitätundNachhaltigkeit gerecht werden.
EinwesentlicherAspektderdiesjährigenMesseistdie zunehmende Bedeutung digitaler Werkzeuge und Lösungen, die eine nahtlose Integration von Automatisierungstechnologien in bestehende Produktionslinien ermöglichen. Hierzu gehört unter anderem der Einsatz von Simulationsprogrammen, die es erlauben, Produktionsprozesse im Vorfeld virtuell zu planen und zu optimieren. Die Digitalisierung spielt somit eine SchlüsselrolleinderEntwicklungmodernerFertigungslösungen, was sich in den ausgestellten Produkten und Dienstleistungen widerspiegelt.
MehrEffizienzmitCobots
Zu den Highlights der Motek 2024 zählen die Präsentationen führender Unternehmen aus der Robotik. Diese zeigen, wie Cobots in Produktionsumgebungen integriert werden können, um die Effizienz zu steigern und dieArbeitssicherheitzuverbessern.Cobots,dieHandin Hand mit menschlichen Arbeitskräften agieren, gewinnen zunehmend an Bedeutung EinweitererwichtigerBereichderAusstellungistdie Zuführtechnik,dieaufderMotektraditionelleinegroße Rolle spielt. Hier werden Systeme vorgestellt, die eine schnelle, flexible und präzise Handhabung von Bauteilen ermöglichen. Unternehmen aus diesem Bereich demonstrieren, wie moderne Zuführsysteme dazu beitragen können, die Produktivität in automatisierten Fertigungsprozessen zu steigern. NebenderklassischenAutomatisierungstechnologie istauchdieautomatischeTeileerkennung,wiederGriff in die Kiste oder das Multi bin Picking, ein Kernthema der Motek. So wird auf der Messe ein 3D-Vision-System
fürRoboterzusehensein,mitdemderRobotermithilfe vonKIdieObjekteperKameraerkennenundkomplexe Aufgaben im Produktionsumfeld eigenständig ausführen kann.
WeiterbildungüberFachforenundVorträge
Ergänzt wird die Messe durch das Fachforum „Safety + SecurityinAutomation“ ImVordergrundstehensicherheitsrelevante Aspekte der Automatisierungstechnik, insbesondere im Hinblick auf den Schutz von Mensch und Maschine in hochautomatisierten Umgebungen. Diskutiert werden innovative Sicherheitslösungen, die dazu beitragen, das Risiko von Arbeitsunfällen zu minimieren und gleichzeitig die Produktivität zu maximieren.
Zudem bieten zahlreiche Vorträge und Diskussionen während der Messe die Gelegenheit, sich über aktuelle Trends und Entwicklungen in der Automatisierungstechnikzuinformieren.ExpertenausIndustrieundForschung teilen ihre Erkenntnisse und geben einen Ausblick auf zukünftige Herausforderungen und Chancen. DiesesumfangreicheRahmenprogrammsolldieMotek 2024 zu einer unverzichtbaren Plattform für Fachbesucher machen, die sich über die aktuellen Technologien im Bereich der Produktions- und Montageautomatisierung informieren möchten. (mi)
Die Motek, internationale Fachmesse für Produktions- und Montageautomatisierung: ein Mekka für die Handhabungsund Zuführtechnik.
VERFASST VON StefanieMichel
Redakteurin
MM Maschinenmarkt
MM-TIPP
Die Motek findet vom 8. bis 11. Oktober in Stuttgart statt. Sie hat von 9 bis 17 Uhr geöffnet, am Freitag bis 16 Uhr Tickets gibt es online für 30 Euro (ermäßigt 22 Euro).
Bild: P E. Scha ll
Eine vorgelagerte Baugruppenmontage mit anschließendem Einbau vollständig bestückter Tragschienen bietet ein großes Effizienzpotenzial im Schaltschrankbau.
EFFIZIENZ IM SCHALTSCHRANKBAU
EffizienterKlemmenleistenaufbauundMontage
Schaltschrankbauer sehen sich mit besonderen Herausforderungen an die Wirtschaftlichkeit ihrer Prozesse konfrontiert. Zunehmender
Kostendruck und der Fachkräftemangel sind dabei zwei zentrale Treiber für die Entwicklung von Lösungen zur Effizienzsteigerung im Schaltschrankbau.
AufeinenBlick
Die Tragschienenbestückung geschieht heute noch meist manuell an der montierten Tragschiene.
Railfix-Adapter von Phoenix Contact ermöglichen die Montage bestückter Tragschienen im Schaltschrank
So lässt sich die Bestückung und Kennzeichnung der Tragschienen automatisieren und vom Schaltschrankbau abkoppeln. Spezielle Arbeitsplätze sind für die Bestückung von Tragschienen optimiert und vereinfachen die Arbeit.
TrotzdeszunehmendenGradsderAutomatisierung im Schaltschrankbau prägen überwiegend manuell ausgeführte Tätigkeiten die Montage. AutomatisierteTeilprozessefindensichvorallemimBereichder Material-undArbeitsvorbereitung Hierzuzählenunter anderem die mechanische Vorbereitung der MontageplatteunddesSchaltschrankgehäuses,dasAblängender Verdrahtungskanäle und Tragschienen sowie die VorkonfektionierungderLeiter DiemanuellenTätigkeiten in der Montage reichen von der Kommissionierung der einzelnen Komponenten und Halbzeuge über die MontageimSchaltschrankbishinzurVerdrahtungundPrüfung Die Arbeiten erfolgen überwiegend direkt auf der
bereits im Schaltschrank montierten Montageplatte Häufig führt eine qualifizierte Fachkraft diese Tätigkeiten durch. Um die oben genannten Problemstellungen zulösen,müssendieMontageprozessegenauanalysiert werden. Im ersten Schritt wird die direkte Montage im Schaltschrank in eine vorgelagerte Baugruppenmontage überführt.
In einer vorgelagerten Baugruppenmontage wird die Tragschiene zuerst vollständig bestückt und anschließend im Schaltschrank eingebaut. Durch eine digitale Aufbereitung der Schalt- und Aufbaupläne sowie optimierteArbeitsplätzemitWerkerassistenzsystemlassen sichsämtlicheTätigkeitenimRahmendervorgelagerten Baugruppenmontage effizienter gestalten
Die Basis für ein solches Werkerassistenzsystem im MontageprozessdesSchaltschranksistdieDatendurchgängigkeit vom Engineering bis in die Fertigung Nahezu alle gängigen ECAD-Systeme verfügen über eine Exportfunktion oder eine bidirektionale Schnittstelle zu einerEngineering-SoftwarewiedemClipxEngineervon Phoenix Contact. Im Anschluss an den Export werden alleKomponenten,Funktionen,Anschlussquerschnitte undKennzeichnungsinformationeninderEngineering-
Software übernommen und der Werkerassistenz-Software bereitgestellt.
Die Engineering-Software dient somit als zentrale digitale Datenbasis für den gesamten Fertigungsprozess im Schaltschrankbau. Die Datendurchgängigkeit vom Engineering in die Fertigung vermeidet papierbasierte Medienbrüche. Zudem stellt die Werkerassistenz-Soft-
Arbeitsplatz mit softwaregestütztem Werkerassistenzsystem für die effiziente Bestückung von Tragschienen.
Valona BIO Schneidöle für die Zerspanung
Biologisch abbaubarer und kennzeichnungsfreier Kühlschmierstoff
Ihr persönlicher Ansprechpartner: Harald Fischer (0162) 1333 826 harald fischer@totalenergies com totalenergies.de/industrie
VERFASST VON
ReinerBusse
Produktmanager in der BU Industrial Cabinet
Connectivity
Phoenix Contact
Dr.Fabian
Bertelsmeier
Produktmanager in der BU Industrial Cabinet
Solutions
Phoenix Contact
AndreasRadeck
Produktmanager in der BU Marking and Identification
Phoenix Contact
warenurdieInformationenbereit,diefürdenjeweiligen Fertigungsschritt benötigt werden. Ein Blättern und Suchen in einer umfassenden Fertigungsdokumentation entfällt.
VerfügteinArbeitsplatzmitinteragierendemWerkerassistenzsystem beispielsweise über ein zusätzliches Pick-by-Light-System, das an einem Regalsystem angebrachtist,steigert diesdieEffizienzweiter Angesteuert überdieWerkerassistenz-Software,wirdbeimjeweiligen Montageschritt das passende Regalfach angezeigt, aus dem der Werker die benötigten Komponenten entnehmen soll. So wird der Mitarbeitende in der Fertigung Schritt für Schritt durch die Klemmenleistenerstellung geleitet.DieVerwendungeinesWerkerassistenzsystems reduziert Suchzeiten und Fehlerquellen und steigert somit die Effizienz signifikant. Zudem können auch angelernte Arbeitskräfte die Montagetätigkeiten durchführen.
AnforderungenandieMarkierung
Nachdem die Tragschiene Schritt für Schritt bestückt wurde, erfolgt deren Kennzeichnung Eine eindeutige, gut sichtbare und dauerhafte Kennzeichnung sorgt für SicherheitundvereinfachtArbeitsabläufe.AlleArbeitsprozesse entlang des Produktlebenszyklus eines Schaltschranks lassen sich effizienter durchführen, wenn die Komponenteneinheitlichbeschriftetsind.Biszu30 Prozent der gesamten Produktionsdauer eines SchaltschranksentfallenalleinaufdasBedrucken,Vereinzeln und Montieren von Markierungen.
Um den Kennzeichnungsprozess optimal zu unterstützen, bietet Phoenix Contact ein umfangreiches Produktportfolio mit Kennzeichnungslösungen für jede Applikation Dies umfasst vielseitige Beschriftungsmaterialien für unterschiedliche Anwendungsbereiche sowie intuitive Markierungssysteme. Mit dem Angebot verschiedener Kennzeichnungstechnologien wird die BeschriftungdurchflexiblenThermotransferdruck,vielseitigen UV-Inkjetdruck oder widerstandsfähige Laserdirektbeschriftung ermöglicht.
Im Aufbau einer Tragschiene und damit deren Kennzeichnung sindhoheKomponentenvielfaltundProjektvarianz möglich. Das Werkerassistenzsystem vereinfacht die Auswahl der Markierungslösung sowie deren Erstellung und Montage Die Engineering-Software liefert alle notwendigen Informationen zur Erstellung der MarkierungundbereitetsiezurWeiterverarbeitungauf Dies vermeidet Fehler durch falsche oder redundante Dateneingaben. Die aufbereiteten Markierungsdaten sind zu diesem Zeitpunkt noch keinem Beschriftungsmaterial oder Markierungssystem zugeordnet. Über eine Schnittstelle in der Werkerassistenzsoftware gelangen Mitarbeitende zur Markierungssoftware. Dort bestimmen sie die für das Projekt passenden Kombinationen aus Markierungssystemen und Beschriftungs materialien, sodass die Zuweisung der Markierungsdaten automatisch erfolgt und die Materialien im Anschluss bedruckt werden können. Der Anwender wird beim Aufbringen der Markierung auf der KlemmenleisteSchrittfürSchrittdurchdenProzessgeleitet.Sowird die Fehlerquote auf ein Minimum reduziert und auch angelernte Arbeitskräfte können komplexe Projekte umsetzen.
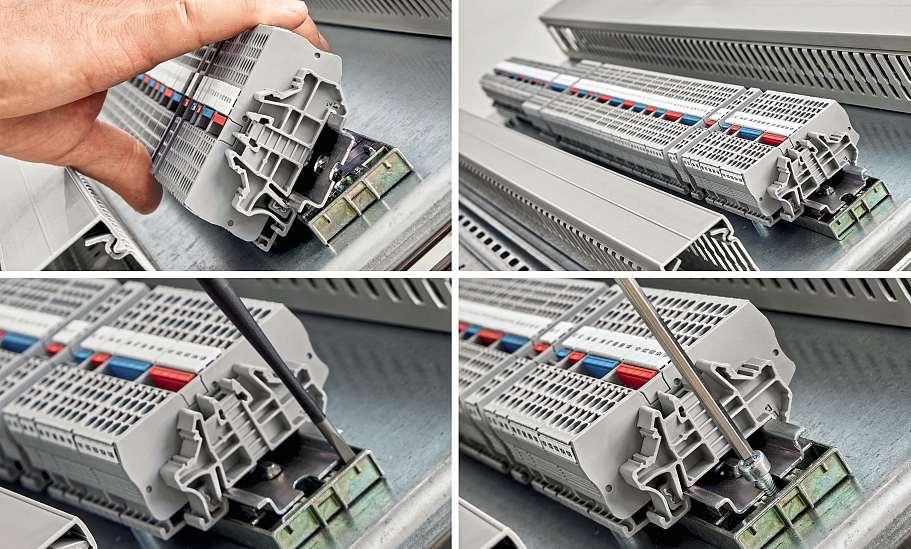
EffizienteMontagevonKlemmenleisten Ist die Klemmenleiste aufgebaut und fertig markiert, erfolgtdieMontageimSchaltschrank.DieHerausforderung bei Klemmenleisten, also vorab bestückten Tragschienen, besteht darin, dass die Langlöcher der TragschienebeiderMontageinderRegelnichtmehrerreichbar sind. Sie sind von den montierten Komponenten verdecktundesistnichtmehrmöglich,dieSchraubezur BefestigungderTragschienevonvornzumontieren Bisher war das für viele Schaltschrankbauer ein Beweggrund, keine Klemmenleisten einzusetzen und weiterhin klassisch zu montieren: Zuerst die Tragschiene an
Der effiziente Montageprozess der Klemmenleiste mit RailfixAdaptern. Bild:
der Montagewand befestigen und anschließend die Komponenten auf die Tragschiene rasten Kunden,dieheuteschonKlemmenleistenverwenden, gehen verschiedene Wege bei der Montage, die allerdings mit zusätzlichem Platz- oder Montageaufwand verbunden sind. Entweder lassen sie auf der Klemmenleiste Freiräume für die Befestigungspunkte, wodurch jedoch die Kapazität der Tragschiene nicht voll ausgeschöpftwerdenkann.OdersiedemontierenKomponenten im Bereich der Befestigungspunkte von der voll bestückten Tragschiene, die sie nach der Befestigung der Tragschiene wieder montieren. Da hier auch Zubehörteile wie Brücken und Markierungen berücksichtigt werden müssen, ist der zeitliche Aufwand sehr groß. Außerdem entsteht dadurch ein qualitatives Risiko, wenn die Komponenten bei der erneuten Montage nicht korrekt gesetzt werden.
Die Railfix-Adapter von PhoenixContactsetzengenau hier an und bieten die Möglichkeit, voll bestückte Klemmenleisten einfach zu montieren, ohne einen Zugang zu den Langlöchern von vorn zu benötigen. Die Adapter werden vorab auf der Montageplatte montiert. Anschließend wird die Klemmenleiste befestigt, indem die LanglöcherderTragschienezunächst in die Rasthaken der Adapter eingefädelt werden. Unterstützend wirken dabei Führungselemente auf den Adaptern, auf denen die Tragschiene aufgesetzt werden kann. Anschließend wird die Tragschiene unter Zuhilfenahme einesSchraubendrehersunter die Rasthaken gehebelt. Für den optimalen Ansatz des Schraubendrehers sind auf den Adaptern Montageschlitze in unterschiedlichen Positionen vorgesehen. Die Klemmenleiste wird abschließend mit einer M5-Schraube am letztenAdaptergesichertund ist fertig montiert.
Die Montageabstände der Railfix-Adapter werden dabei einerseitsdurchdasRasterder Tragschiene vorgegeben und richtensichandererseitsnach der statischen und dynamischenBelastung,diedurchdie montierten Komponenten wirkt. Da die Adapter mit Zinkdruckguss aus einem elektrischleitfähigenMaterial hergestellt sind, lassen sich Schirmströmedarüberaufdie Montageplatte ableiten.
Die Entkopplung des Klemmenleistenaufbaus im Schaltschrankbau bietet großes Potenzial zur Effizienzsteigerung Eine solche vorgelagerte Baugruppenmontage erfolgt im Idealfall mithilfe eines Werkerassistenzsystems. Ein solches System beschleunigt durch digital unterstützte Arbeitsabläufe und Fertigungsunterlagen dieProzesse,reduziertSuch-undDurchlaufzeitensowie Fehlerquellen. Zudem können die Montagetätigkeiten auchvonangelerntenArbeitskräftendurchgeführtwerden. Die anschließende Montage der vollständig bestückten und markierten Tragschienen erfolgt mithilfe der Railfix-Adapter schnell und einfach, ohne zeitaufwendiges Nachbestücken. (st)
Die Mink Slide-Brush für Vibrationsförderer bietet eine Vielzahl von Vorteilen zur Optimierung Ihrer Förderprozesse. Die stabilen, schräggestellten Fasern fördern Schüttgüter sanft in linearen und spiralförmigen Steigungsrichtungen, ohne diese dabei zu beschädigen
JETZT ANSEHEN
Die sieben Achsen machen die Cobots von Kassow Robots schon wendig, doch mit dem im Fuß verbauten Controller können sie noch leichter Teil eines mobilen Cobot-Systems werden
COBOTS
ControllerimFußintegriert
Kassow Robots hat für die Edge Edition den Controller miniaturisiert im Fuß der 7-Achs-Cobots verbaut. Zudem verfügen diese fünf Cobots über einen DC-Anschluss, sodass sie mit Gleichstrom betrieben und an Batterien mobiler Roboter angeschlossen werden können. Diese Neuheit eröffnet zahlreiche Möglichkeiten.
VERFASST VON
StefanieMichel
Redakteurin
MM Maschinenmarkt
Strong – fast – simple: unter diesem Motto veranschaulicht Kassow Robots seit 2018, dass die CobotsdesdänischenHerstellersmitdemMehrheitseigentümerBoschRexrothvielPowerundSpeedhaben – gleichzeitig aber auch einfach eingesetzt werden können. Weil sie von jedem, der ein wenig technikaffin ist, einfach programmiert und sogar bedient werden können.AußerdemlassensichdieLeichtbaurobotereinfach in bestehende Produktionsumgebungen integrieren –auchinbeengteRäumlichkeiten.DankdersiebtenAchsesindalleProduktebesonderswendig,denndiesiebte Achse des Roboterarms ermöglicht den Griff „ums Eck“
ControllerimRoboterfußversteckt
DieCobotssindalsobereitssehrflexibel.NunhatKassowRobotsmitder„EdgeEdition“eineWeltneuheitvorgestellt: Dem Team um den Firmengründer und CEO KristianKassowistesgelungen,denControlleraufrund
10 Prozent zu miniaturisieren und im Fuß der 7-AchsCobots zu verbauen. Warum also diese Entwicklung, wennschondieklassischensiebenAchsensehrflexibel sind?DieterPletscher,GlobalSalesManagerKassowRobots, weiß die Antwort: „Jeder, der Cobots kennt – das müssen nicht einmal unsere sein –, weiß, dass der externeControllernormalerweiserechtvoluminösist.Das istauchgarnichthinderlich,wennesumeherstatische Lösungen geht. Ein Beispiel: Natürlich kann ein Kunde einen Cobot auch fest installieren und rund um die Uhr für ein und dieselbe Applikation nutzen, zum Beispiel für das Bestücken einer CNC-Maschine oder zum Palettieren – auch das lohnt sich. Aber wird es nicht richtig spannend, wenn man den Cobot zu einem mobilen Helfer macht? Und da kommt die Edge Edition ins Spiel!“
Der Controller, also die Robotersteuerung, beansprucht bei Cobots normalerweise getrennt vom Roboterfuß extra Platz. Durch die Edge Edition wird er sozu-
Bild:
sagen unsichtbar Diese enorme Kompaktheit ist aber nur ein Vorteil. Gleichzeitig profitieren die IndustriekundenvomDC-Anschluss.DasisteinechtesPlus,wenn derflexibleCobotbesonderseinfachTeileinesmobilen Cobot-Systems werden soll.
EinHochaufdieFlexibilität
Ein solches mobiles Cobot-System ist vor allem dort sinnvoll, wo wiederkehrende Aufgaben an verschiedenen Orten der Produktion anstehen, also zum Beispiel beiaufeinemAGVoderAMRmontiertenCobot.Erkann von Maschine zu Maschine fahren und belädt den Kartonspeicher all dieser Maschinen mit neuen Kartons. Oder man denke an all die anderen Aufgaben im sogenannten „Material Handling“ und der Intralogistik,
Vorteileder
EdgeEdition:
kein externer
Controller
industrietauglich
hohe Beweglichkeit dank sieben Achsen
kompakt und kleiner Footprint
DC-Anschluss
wennMaterialvonWerkplätzen–zumBeispielinKleinladungsträgern – zur Maschine gebracht oder von dort abgeholt werden soll. „Der 7-Achs-Cobot auf einem mobilenRoboterkanndaswunderbareinfachübernehmen – ein Mehr an Flexibilität kombiniert mit Mobilität geht ja kaum“, ist sich Pletscher sicher Gerade in solchen Fällen hilft die Edge Edition, denn sie spart Platz und vereinfacht die Umsetzung dieser mobilen Lösungen deutlich. Der Roboterarm und die SteuerungwerdenzueinerkompaktenEinheit.„DerRoboterarmkanneinfachaufeinemfahrerlosenTransportfahrzeugoderaufeinemmobilenRobotermontiertwerden. Dank dem DC-Anschluss der Edge Edition können alleunsereCobotsderEdgeSeriesdirektandieBatterie desAGV(AutomatedGuidedVehicle,fahrerlosesTransportfahrzeug) oder auch AMR (autonomer mobiler Roboter)angeschlossenwerden.Kurz:EdgeEditionaufden mobilen Roboter montieren, an Batterie anschließen und los geht’s“, erklärt Pletscher
DenCobotalsMultifunktionsgerätimBlick haben
Strategisch sieht Pletscher in zahlreichen Firmen potenzielleKunden,denndiesemobileLösungrichtetsich vor allem an Unternehmen, die die Kombination von Leichtbauroboter und AGV oder AMR im Blick haben.
Kassow Robots konnte den Controller auf rund 10 Prozent miniaturisieren und im Fuß der 7-AchsCobots verbauen.
„AuchmancherRoboterneuling,dervielleichtersteinmal ‚nur’ auf unsere klassischen 7-Achs-Cobots setzt, sollteimmerdenCobotalsMultifunktionsgerätimSinn haben.Dakannesvielleichtsinnvollsein,gleichdieEdge Edition zu wählen, um das Türchen für diese CobotAMR/AGV-Lösungen offenzuhalten. Daher empfehlen wir:NutzenSiedasKnow-howvoneinemunserermehr als 80 Systemintegratoren.“ Diese können auch aufzeigen, was über die ursprüngliche Idee hinaus noch mit dem Cobot im Unternehmen automatisiert werden könnte. (mi)
Elektrokonstruktion im Maschinenbau: automatisieren und profitieren
Durch die Automatisierung Ihrer Elektrokonstruktion sparen Sie nicht nur Zeit und Geld, sondern entlasten auch Fachkräfte und erhöhen die Projektqualität. Mit Eplan setzen Sie die Grundlagen für Automated Engineering im laufenden Tagesgeschäft um und profitieren auf ganzer Linie:
n Projektvorlagen sichern einheitliche Ergebnisse
n Bibliotheken mit Standardschaltungen gewährleisten hohe Qualität
n Automatisch abgeleitete Dokumente bieten mehr Geschwindigkeit
n Schaltpläne auf Knopfdruck erhöhen Ihre Schlagzahl
Weitere Tipps für Ihren Maschinenbau: www.eplan.de
Durch den Trend zur Individualisierung und zu wachsender Variantenvielfalt werden auch manuelle Prozesse in der Montage und Nachbearbeitung immer komplexer. Die digitale Werkerführung mit dynamischer Laser- und Videoprojektion kann helfen.
VERFASST
InderVergangenheiterfolgtedieWerkerführungmeist analog mithilfe von Handbüchern oder laminierten Hinweistafeln an der Station. Bei hoher Komplexität, großer Variantenvielfalt und kurzer Taktung sind analoge Methoden der Werkerführung kaum noch praktikabel.
Viele Unternehmen haben daher bereits eine digitale Werkerführung etabliert. Einfache Lösungen sind zum Beispiel Bildschirme am Montageplatz, auf denen Anweisungeneingeblendetwerden,odersogenanntePickby-Light-Systeme, die den Montageprozess durch optische Signale unterstützen. Solche Systeme sind kostengünstigundeignensichgut,umeinezweidimensionale Schritt-für-Schritt-Reihenfolgedarzustellen.DerWerker erhält jedoch keine zusätzlichen Informationen, wo genau er das Bauteil einbauen soll.
BMWsetztfürdieQualitätssicherunginderLackiererei die dynamische Laserprojektion ein. Zunächst identifiziert ein Vision-System KI-gestützt potenzielle nachzubearbeitende Stellen in der Grundierung oder im Decklack. Aus diesen Daten wird dann automatisiert eine Laserprojektion für die Werkerführung generiert. Dort, wo der Mitarbeiter manuell nacharbeiten muss, erscheint ein grünes Dreieck auf der Karosse.
Die digitale Werkerführung mit Laser- oder Videoprojektion empfiehlt sich bei kurzen Taktzeiten, großer Variantenvielfalt, hoher Komplexität oder starker Mitarbeiterfluktuation Außerdem hilft sie bei besonders
ermüdenden Tätigkeiten, wie dem manuellen Abzählen
Doch auch bei nur wenigen Varianten kann die Komplexität hoch sein. Ein Beispiel ist das FusionsenergieForschungsprojektIter:AnderReaktorkammermüssen unzählige Sensoren und Verbindungskabel montiert werden, wobei insgesamt 150.000 Schweißpunkte zu setzen sind – und das mit einer Präzision, die eine Abweichungvonmaximal2Millimeternerlaubt.DieArbeiter nutzen die dynamische Laserprojektion nicht nur, umdieAnsatzpunktefürdasSchweißgerätanzuzeigen, sondern auch, um die Position von Bauteilen zu visualisieren,diemitPunktschweißungenangebrachtwerden müssen. Außerdem projiziert der Laser weitere Instruktionen, etwa die Teilenummer und Schweißnummer Und auch bei geringer Komplexität, aber sehr kurzen Taktzeiten lohnt sich das. Der Einsatz rechnet sich bereitsabdreibisfünfVariantenoderabzehnHandgriffen. Ein japanischer Automobilhersteller nutzt die WerkerführungzumBeispielfürdieMontagevonKabelbäumen am Dachhimmel An sich ist diese Arbeit einfach, aber der Werker steht untermm hohem Zeitdruck: Er muss sofort erkennen, mit welchem Modell er es zu tun hat undanwelchenStellenerdenKabelbaumfixierenmuss
DieProjektionfürdiedigitaleWerkerführungkannentweder von Hand oder automatisiert erstellt werden Beim manuellen Anlernen lädt ein Mitarbeiter das 3DModell eines Bauteils in die Software der Projektionslösung und legt per Mausklick fest, was projiziert werden soll Bei einer überschaubaren Zahl von maximal 50 bis 100 Varianten fällt dieser Aufwand nicht ins Gewicht Jedes Bauteil kann dann ein Mal händisch angelernt werden Somit sind unter Umständen keine Softwareschnittstellen, etwa zum ERP-System, nötig DieAnbindungeinessimplenBarcodescannersgenügt und die Applikationslogik kann mit Bordmitteln der Werkerassistenz-Software umgesetzt werden Treten jedochsovieleBauteilvariantenauf,dasseinmanuelles Anlernennichtmehrmöglichist,wirdAutomatisierung unverzichtbar
Herausforderungenbeiautomatisierter Projektion
Um vollautomatisierte Datenprozesse zu ermöglichen, müssen die Daten vollständig und verlässlich konsistent strukturiert sein Denn nur dann kann der Algorithmus die relevanten Stellen, etwa Löcher und Schweißpunkte, sowie die Anbauteile, zum Beispiel Stopfen und Halter, automatisiert identifizieren Bei komplexen Bauteilen stellt sich außerdem die Frage, was die Projektion anzeigen soll Ist es besser, die KontaktflächeaufdemGrundkörperzuvisualisieren?Oder sollte man lieber etwas Markantes auf der dem Nutzer zugewandtenOberseitedesAnbauteilsprojizieren,um die Positionierung zu erleichtern? Und wie kann das System die Oberfläche des Bauteils von der Auflagefläche unterscheiden? Am besten lassen sich die Herausforderungen gemeinsam mit dem Anbieter der Projektionslösung bewältigen, der über spezialisierte Expertise und Erfahrung aus zahlreichen Kundenprojekten verfügt (sh)
VERFASST VON
Kevin Schumacher
Product and Application Engineer
Voss Fluid
RALLY DAKAR
Rohrumformsystemfürdie härtestenAnforderungen
Ein innovatives System zur Rohrumformung ist eine wirtschaftliche Alternative zu Schneidringverschraubungen. Voss hat mit diesem System dabei geholfen, dass ein 3,3 Tonnen schwerer Pick-up von einem Verbrennungsmotor auf eine Brennstoffzelle umgerüstet werden konnte und in dieser Ausstattung das Ziel der Rally Dakar erreichte.
Die Dakar Rally in Saudi-Arabien ist weltweit bekannt für ihr Rennen durch unwegsame Wüstenlandschaft.DieteilnehmendenFahrzeugeunddie verbauten Komponenten müssen den härtesten Bedingungen durch Staub und Dreck standhalten. Mit der „FutureMission1000“wurdeeingänzlichneuesRennen in Richtung einer nachhaltigeren Zukunft etabliert, an demnurFahrzeugefolgenderAntriebstypenzugelassen sind: vollständig elektrisch, vollständig wasserstoffbetrieben und Hybridtechnologie.
Beweisen müssen sich Fahrzeug und Fahrer bei diesem besonderen Rennen auf zwölf rund 100 Kilometer langen Etappen. Bei dem CO2-neutralen Rennen traten AnfangdesJahresvoninsgesamtzehnTeilnehmernvier WasserstofffahrzeugeundeinBrennstoffzellenfahrzeug an. Vor allem die Konstrukteure und Zulieferer der Teams wollen ihre eingebauten Systemlösungen und
ihre innovativen Spitzentechnologien für eine nachhaltigereZukunftaufdieProbestellen.Dabeisetzensiesich diesenextremenBedingungenwieGeröll,Sand,Felsen, feinemStaubsowiestarkenStößenundVibrationenaus, um ihre Grenzen zu testen.
MitderpassendenRohrumformlösung zumZiel
Für dieses Vorhaben haben sich E-Lions H2, ein Umrüster von dieselbetriebenen Nutzfahrzeugen auf Brennstoffzellen-Elektrofahrzeuge, E-car-tech, ein Engineering-Partner für Elektromobilität, und Iontrak, ein Systemlieferant von Wasserstoffsystemen und Umrüster von Nutzfahrzeugen auf Elektroantriebe, zusammengetan. Innerhalb von drei Monaten wurde für die „FutureMission1000“ein3,3TonnenschwererPick-upder
Mit der „Future Mission 1000“ wurde im Rahmen der Rally Dakar ein gänzlich neues Rennen in Richtung einer nachhaltigeren Zukunft etabliert, an dem nur Fahrzeuge folgender Antriebstypen zugelassen sind
UmdieseHerausforderunginnerhalbderkurzenZeitspannezumeistern,wareineSystemlösungfürLeitungsund Verbindungstechnik erforderlich, die den Wasserstofftransport im Fahrzeug sicherstellt und insbesondere durch ihre absolute Dichtheit überzeugt. Hierfür zogen die Partner Voss, einen Premiumhersteller und Qualitätsanbieter von Verbindungssystemen für die Mobil- und Stationärhydraulik sowie für Wasserstoffanwendungen, hinzu.
UnterimmensemZeitdrucklieferteVossdasgesamte, eigens entwickelte Leitungssystem inklusive montagefreundlicher Anschlusskomponenten. Diese mussten fürdenHoch-undNiederdruckbereichdesWasserstoffsystems im Fahrzeug einsetzbar sein, um an jegliche Schnittstellen zwischen Befüllstutzen/Receptacle bis zum Einlass an die Brennstoffzelle anschließen zu können. Die Lösung war hier Voss Lok40, ein innovatives System zur Rohrumformung und eine wirtschaftliche Alternative zu Schneidringverschraubungen. Das Edelstahlsystem, das sich bereits seit Jahren bewährt und sich in Serienproduktion befindet, überzeugt durch hohe Feinstdichtheit bis 700 Bar Hierfür wird am Rohrende mithilfe einer speziellen Umformmaschine eine Dicht- und Haltekontur angeformt, die auch unter extremenBedingungenmaximaleLeckagesicherheitbietet, wiesiefürWasserstoffanwendungenerforderlichist.Der Verschraubungsstutzen und die Rohrkontur sind dabei so aufeinander abgestimmt, dass die höchste Verpressung der Dichtflächen erzielt wird. Dadurch können OberflächenfehleramRohreliminiertundeineoptimale Abdichtung möglicher Leckagepfade erzielt werden.
DenWidrigkeitenderWüste standhalten
Beim Rennen der Rally Dakar stellten feinste Partikel, Verunreinigungen sowie größere Gesteinsbrocken die Funktionsfähigkeit der verbauten Konstruktionsteile auf eine harte Probe. Die eingesetzten Edelstahlkomponenten aus nicht magnetischem, nicht rostendem austenitischenChrom-Nickel-Stahleignetensichaufgrund ihrer Korrosionsbeständigkeit besonders, den WidrigkeitenderWüstestandzuhalten.Aufgrunddergeringen Zeit konnten vor Ort keine Tests stattfinden, hier überzeugte das Umformsystem besonders durch seine einfache Montage, die in nur wenigen Schritten erfolgen konnte. Neben der Verwendung von Anschlusskomponenten im Niederdruckbereich waren Dichtheit und Funktionssicherheit für die Wasserstoffanwendung vor allem im Hochdruckbereich von oberster Priorität und Sicherheitsrelevanz.Umdiesezuüberwachenundeine mögliche Leckage schnell zu lokalisieren, kamen ein Wasserstoffsensor und ein Schnüffler zum Einsatz Der SensorüberwachtekontinuierlichdenBetrieb,während die Schnüffelmethode im Voraus an den einzelnen Schnittstellen angewendet wurde. Im Falle einer Leckage hätten die Sensoren den Austritt des Mediums erkannt und somit die Weiterfahrt des Fahrzeugs verhindert. Die Bemühungen zahlten sich schließlich aus: DurchdieGemeinschaftsleistungallerPartnerfuhrdas Brennstoffzellenfahrzeug erfolgreich mit dem Team Stichting Rainbow Trucks und dem niederländischen Fahrer Dick Zuurmond ohne Ausfälle als fünftes Fahrzeug durch das Ziel. (ff)
VERFASST VON FraukeFinus
Leitende Redakteurin
Blechnet
SCHRAUBEN
WenigerKosten,Material undCO
2
Kugelbolzen, Antriebswellen, Stellspindeln oder Schrauben: Statt sie zu zerspanen, lassen sich langschaftige Präzisionsteile mit komplexen Profilen auch spanlos herstellen. Ein neues Fertigungsverfahren kombiniert dabei einen Press- mit einem Walzprozess.
Wer deutsche Oldtimer liebt, der kennt OberRamstadt.IndemOrtinHessenanderGrenze zumOdenwaldhatGustavRöhrinden1920erJahren seine gleichnamigen Autos gebaut. Ein solches, sehr gepflegtes Prachtexemplar steht im Showroom beimVerbindungsteilespezialistenBaier&Michels(B& M), dessen Geschichte selbst bis ins Jahr 1932 zurück reichtunddervorgut20JahrenausFrankfurtrausnach Ober-Ramstadt gezogen ist. Als langjähriger Zulieferer vonVerbindungslösungenfürdieAutomobil-undFahrzeugindustrieschließtsichhierderKreis Heutewerden natürlich auch andere Branchen wie Weiße Ware oder auch die Elektroindustrie beliefert.
Zunächst war B & M, seit 1973 Mitglied der WürthGruppe, als Händler aktiv – Mitte der 2000er-Jahre brachten Olaf Ambros, Prokurist und Leiter Technik & EntwicklungbeiB&M,undseinengstesTeamersteLösungsansätzefürProblemstellungenvonKundenhervor, die die zu dem Zeitpunkt gehandelte Ware nicht beantwortenkonnte.InderFolgezeitwurdendieerstenPaten-
te angemeldet. Im Fokus stehen neben Schrauben mit Sonderfunktionen – wie etwa gewindefurchend und abdichtend – vor allem komplexe Umformteile.
Heute entwickeln und fertigen weltweit rund 500 Mitarbeiter an 9 Standorten unter anderem Direktverschraubungssysteme, Verschluss- und Dichtelemente oder auch Verbindungsteile mit Funktionsintegration. Am Hauptsitz in Ober-Ramstadt entsteht derzeit eine neue Produktionshalle. In ihr steckt auch ein bisschen HerzblutvonAmbros.ErhattebeiderEntwicklungvon „Ecco Tec“ maßgeblich seine Finger im Spiel – und für genau dieses Fertigungsverfahren wird die Halle jetzt gebaut Ecco Tec ist (Ecological Coldforming Technology) ein kombiniertes Verfahren aus einem Press- und einem Walzprozess und damit eine intelligente Alternative zur kostenintensiven Drehteilherstellung „Das VerfahrenvereintdiePräzisionderZerspanungmitden Vorteilen der Kaltumformung Denn wir können wie in der Zerspanung auch hier engste Toleranzen und hohe Oberflächengüten realisieren – aber als Massenfertigung “ , erläutert Ambros. „Durch Verschieben der Volumina nutzen wir das Rohmaterial vollständig aus. So können wir über 60 Prozent Material einsparen.“ Rund 10-mal schnellere Taktzeiten machen das Verfahren außerdemzueinerattraktivenAlternativezuspanabhebenden Lösungen.
Die Umformprozesse Pressen und Walzen sind in der Schraubenherstellung nicht neu. Vom Coil runter entstehtausDrahtübermehrereUmformstufeneinSchraubenrohling, dem anschließend ein Gewinde aufgewalzt wird. Neu ist jetzt, dass Ecco Tec die beiden UmformprozesseweiterentwickelthatundnunauchfürdieHerstellung von Präzisionsteilen nutzt. „Die Rohteile werdendurcheinenPressprozessgeneriertunddurcheinen WalzprozessaufdieEndkonturgebracht.DieTeilefallen also einbaufertig hinten aus der Anlage“, schildert Ambros. Kundenwünsche bei der Außengeometrie sind einfach umzusetzen: Zum Beispiel sind Hinterschnitte, Verzahnungen, Einstiche und Rillen ebenso umsetzbar wie komplexe Profile und Funktionsflächen mit engen Toleranzen. Eine hohe mechanische Festigkeit der Ver-
bindungsteile erhöht dabei die Lebensdauer der Endprodukte.
WenigerProzessschritte alsbeimZerspanen
DerzeitstelltB&MinOber-RamstadtbereitsFormteile mit höchster Oberflächengüte und Laufverzahnungen der Klasse 8 her Dabei liegen die Durchmesser- und Rundlauftoleranzen für Ecco-Tec-Produkte im Hundertstelmillimeterbereich.„MitBlickaufunsereKunden ist es das Ziel, Präzision, Wirtschaftlichkeit und Nachhaltigkeit zu kombinieren“, erklärt Ambros. Während zum Beispiel bei der Ecco-Tec-Produktion einer SchneckengetriebewellekeineweiterenBearbeitungsschritte notwendig sind, erfordert das zerspanende Prinzip zusätzlich zum Drehen auch das Verzahnen, eine WärmebehandlungsowieeinenSchleifprozess.„Sofertigenwir imSpanprozess4bis6TeileinderMinute–mitunserem Verfahrenbiszu40Teile“,unterstreichtAmbrosdieVorteile.„HoheAusbringungsmengen,absoluteKonturfreiheit und eine massive Reduzierung des CO2-Abdrucks sind hier also möglich!“
Im Frühjahr 2025 ist die Eröffnungsfeier der neuen Produktionshallegeplant,diemiteinigen4.0-Ideenausgestattet sein wird Beispielsweise wird eine KI im RahmenderQualitätssicherungbeimMessenundSortieren
Beseitigung von Beschichtungsrückständen
Die „Trimscrew“ von Baier & Michels ist eine metrische Schraube, die mit der Zusatzfunktion ausgestattet ist, Beschichtungsrückstände im Gewinde zu beseitigen. Die Trimscrew weist drei Vertiefungen auf, die Lackrückstände, Schweißspritzer oder Rost im Gewinde, aber auch partielle Deformationen des Gewindes entfernen und somit Störungen beim Einschrauben verhindern.
der Bauteile helfen. Bereits jetzt setzt B & S auf ein FertigungssteuerungssystemauseigenerFeder Undumdie Produktiontransparenterzugestalten,werdenbeiBaier &MichelsalleMaschinen-undBetriebsdatendigitalerfasstundverwaltet.DiesermöglichteinenLive-Einblick in die aktuelle Maschinenbelegung und -nutzung Ambros: „Wir freuen uns sehr auf die Feier und die Inbetriebnahme der Halle!“ (ff)
22. 25. OKTOBER HANNOVER, Deutschland
Befestiger können maßgeschneiderte Lösungen sein, die von SFS entweder eigenständig entwickelt oder in Zusammenarbeit mit Kunden konzipiert und von qualifizierten Partnern produziert werden.
2D-MESSSYSTEM
Schnellerundpräziserprüfen
Mit einem optischen 2D-Messsystem konnte SFS die Effizienz der stichprobenartigen Qualitätskontrolle von Befestigungselementen steigern. Damit sieht man sich auch für zukünftige, anspruchsvolle Messaufgaben gerüstet.
VERFASST VON
TheoDrechsel
Freier Autor
SFS gehört zu den weltweit führenden Unternehmen in den Bereichen Präzisionskomponenten undBaugruppen,mechanischeBefestigungssysteme,QualitätswerkzeugesowieLogistiksysteme Gerade die Entwicklung von Befestigungslösungen spielt bei den Schweizern eine entscheidende Rolle Befestiger können maßgeschneiderte Lösungen sein, die von SFS entweder eigenständig entwickelt oder in Zusammenarbeit mit Kunden konzipiert und von qualifizierten Partnern produziert werden. Zusätzlich vertreibt SFS unterschiedliche Normteile, die alle Aspekte der Befestigungstechnik abdecken, einschließlich Schrauben, Unterlegscheiben und Sicherungselementen. Der KundenkreisimBereichBefestigerumfasstübrigensneben demMaschinenbau(z B fürWendeschneidplatten)vor allem Unternehmen aus dem Metallbau (z. B für industriellenLeichtbau)undderBaubranche(fürTüren,Fenster und Fassaden)
Diese Normteile werden nicht von der SFS-Gruppe selbst hergestellt, sondern von verschiedenen Lieferan-
ten bezogen, was eine effektive Qualitätskontrolle erfordert.„EsistunserZiel,denKundeninallenBereichen einwandfreie Produkte zu liefern,da ihre Zufriedenheit entscheidendfürunserlangfristigesGeschäftist“,betont MatteodiCataldo,LeiterQualität&Operations.„Durch eine gründliche Wareneingangskontrolle stellen wir sicher,dassnureinwandfreieKomponentengelagertund letztendlich an unsere Kunden geliefert werden. Dabei erfolgt die Prüfung der Befestigungselemente stichprobenartig nach vordefinierten Kriterien, die im ERP-System von SFS hinterlegt sind.“
Optisches2D-Messsystem lässtsichintuitivbedienen
Zur Erfüllung der hohen Qualitätsansprüche vertraut SFS auf modernste Messtechnologien. Im QC-Büro am Schweizer Standort Rotkreuz zieht sofort ein MesssystemvonDr HeinrichSchneiderMesstechnikdieBlicke an: Das V-CAD 400 CNC lightning ist ein optisches
2D-Messsystem–auchbekanntalsdigitalerMessprojektor–miteinemMessbereichvon400Millimetern×200 Millimetern. Zur Standardausstattung des Systems gehören u. a. die 5-Megapixel-CCD-s/w-Kamera und der telezentrische 4-Stufen-Motorzoom mit vier unterschiedlichen Bildfeldern zur präzisen Messung Das Gesamtpaket komplettiert die Mess-und-Auswerte-Software Saphir 7, die sich durch ihren klaren Aufbau und die einfache, intuitive Bedienung auszeichnet.
Zuvor setzten die Messexperten in Rotkreuz ein altes, manuelles Mikroskop bei den anfallenden Messaufgaben ein. Der Bereich Qualität & Operations wollte sich jedochdeutlichverbessernundauchfürzukünftige,anspruchsvolle Messaufgaben gerüstet sein – und konnte dies mit dem V-CAD 400 CNC lightning hervorragend umsetzen. Bereits im Zuge des Auswahlprozesses kristallisiertesichschnellheraus,dassdasGerätvonSchneider Messtechnik das optimale System für die AnforderungenvonSFSwäre.Diesbestätigteaucheineabschließende Testmessung eindrucksvoll. Angeschafft wurde das V-CAD 400 CNC lightning im letzten Jahr
InwenigenSekundenzumMessprotokoll
Seitdem kontrolliert es zuverlässig den Wareneingang für die Normteile: Dabei ermöglicht es das V-CAD 400 CNC lightning den Schweizern, neben der schnellen MessungvonEinzelteilenauchmehrereidentischeoder unterschiedliche Teile in einem Stitching-Prozess zu überprüfen.HierbeierfasstdieKameradenfestgelegten Arbeitsbereich in der Bewegung und fügt die Einzelbilder zu einem Gesamtbild zusammen. Die Software erkennt dann die einzelnen Teile und führt jeweils eine Auswertung mit entsprechendem Messprotokoll durch – und das alles innerhalb weniger Sekunden. Zudem eröffnet der 4-Stufen-Zoom nun auch die Möglichkeit, kleineWerkstückegenauundreproduzierbarzumessen
Das V-CAD 400 CNC lightning hat sich bereits innerhalb kurzer Zeit in Rotkreuz absolut bewährt. Das Ziel, eine schnellere und präzisere Prüfung der Befestigermerkmale – wie Längen, Dicken, Radien, Winkel, Einstiche, Durchmesser, Gewinde etc. – zu erreichen, setzt das System eindrucksvoll um. Außerdem konnte SFS
dasSpektrumderzuprüfendenTeilemitderneuenMaschine deutlich erweitern, was u a. eine höhere Messgenauigkeit (durch höhere Zoomfähigkeit) bei kleinen Teilen ermöglicht. Darüber hinaus ist die automatische Erstellung von Prüfprotokollen möglich. Nicht zuletzt konnte der Prüfprozess – bei gleichzeitig signifikanter Reduzierung der Prüfzeit – optimiert werden „Unsere Erwartungen an die Messtechnik von Schneider Messtechnik sind vollständig erfüllt worden. Zumal wir mit dem System noch weiteres Potenzial nach oben haben undunsauchfürzukünftigeMessaufgabengutgerüstet sehen“, zieht Matteo Di Cataldo ein positives Fazit. „Wir werden mittelfristig die Kapazität für weitere Werkstücke ausbauen. Ein passendes Messsystem haben wir dafür schon ins Auge gefasst.“(vs)
V-CAD 400 CNC lightning ermöglicht mit schnellen Messungen die zuverlässige Kontrolle des Wareneingangs der Normteile.
Bild: Schneider Messt echnik
VERFASST VON Matthias
Holzapfel
Inhaber
Maxximum-PR
VENTILSPIEL-MESSANLAGE
Zylinderköpfesicher montieren
Kaum ein Bauteil im Verbrennungsmotor ist so komplex wie der Zylinderkopf. Deshalb sorgt bei einem deutschen Autobauer eine neue Ventilspiel-Messanlage von OPW ab sofort für eine sichere Montage des anspruchsvollen Bauteils.
AufgrundvonextremhohenKräften,denenerausgesetzt ist, vielfältigen konstruktiven AnforderungensowiehöchstenAnsprüchenanPräzision undMaßtoleranzenbeiderFertigungderverschiedenen Bauteile gehört der Zylinderkopf zu den aufwendigsten und teuersten Bauteilen in der Automobilproduktion. Bei einem deutschen Automobilkonzern sollte zur Realisierung prozesssicherer Montagebedingungen auch derSerienstandardhinsichtlichMesstechnikindieeigene Fertigung integriert werden. Nach geometrischen Änderungen des Ventildeckels wurde eine neue Ventilspiel-Messanlage für die Ersatz- und Austauschmotorenfertigung benötigt. Die Entscheidung fiel auf den ausgewiesenen Spezialisten Oberndorfer PräzisionsWerk GmbH & Co KG (OPW).
Die Ein- und Auslassventile im Zylinderkopf werden durch die Nockenwelle zum richtigen Zeitpunkt und in der richtigen Reihenfolge gesteuert. Stimmt der Ventilzustandoffen/geschlossennicht,d.h.,istdasVentilspiel zuklein/großodererfolgtdieVentilöffnungzufrüh/spät, kann das dazu führen, dass der Motor schlechte Kalt-
starteigenschaften oder einen unruhigen Leerlauf hat sowieLeistungsmangeloderMotorgeräuscheauftreten. Daher ist ein präzises Ventilspiel der Ein- und Auslassventile schon im Fertigungsprozess eine wesentliche VoraussetzungfürdiefehlerfreieFunktiondesZylinderkopfes.
„Trotz einer Ausstoßmenge von täglich nur zehn MotorenliegtderFokusunseresKundenklaraufderQualitätssicherung seiner hochwertigen und hochpreisigen Motoren.DamitsteigendieAnforderungenanGenauigkeit, gleichzeitig sinken die Toleranzgrenzen. Entsprechend anspruchsvoll waren die Vorgaben an eine LösungzurVentilspielmessunginderfertigungsbegleitendenProzesskontrolle.UmaufBasisderMessergebnisse das jeweils korrekte Ventilspiel präzise einstellen zu können, müssen darüber hinaus die zum Toleranzausgleich benötigten Scheiben für jedes einzelne Ventil im My-Bereichdefiniertwerden“,sagtUweHildebrandt,Geschäftsführer OPW Konstruktionsleiter Andreas Himmelspachergänzt:„EineweitereForderungandieneue Ventilspiel-Messanlage war deren Vor-/Rückwärtskom-
Pneumatisch zugestellte inkrementelle Taster kommen aufgrund der hohen Anforderungen an die Flexibilität zum Einsatz.
patibilität,damitdasschnelleundparalleleMessenuniversell über mehrere aktuelle und ohne Rüstungsaufwand auch für künftige Motorvarianten anwendbar ist. ZudemmusstedieProzesssteuerungauchdieArbeitdes bedienendenWerkersvereinfachen,umeineZeitersparnis im Vergleich zum bisherigen Prüfablauf zu generieren. “
Ventilspielmessen,einstellenund gegenprüfen
Zunächst wird der Zylinderkopf vom Werker auf der Messvorrichtungfixiert,Master-Scheibenund-Nockenwelle werden eingelegt und der Ventildeckel aufgelegt. Der Messtisch wurde von OPW so konstruiert, dass er durch eine abnehmbare Haube sowohl die Messanlage schützt als auch die Arbeitssicherheit des Werkers gemäß Maschinenrichtlinie 2006/42/EG gewährleistet. Anschließend wird der Ventildeckel an den Anschraubpunkten pneumatisch auf den Zylinderkopf niedergedrückt,wodurchdieVerschraubsituationsimuliertwird. Grundlage für das präzise Einstellen des Ventilspiels ist eine Messung mit Master-Nockenwelle und Überdrücken des Ventils Der Messtaster nimmt dabei das Maß auf, um das das Ventil herausgedrückt wird. Auf Basis bestimmter Parameter wie der Verrechnung der Messwerte,derReferenzscheiben,desÜbermaßesderMasterNockenwelle oder der Bauteilmaße der zugeordneten NockenwelledefiniertdieMesssoftwareOPW-S4.0dann im Mikrometerbereich die zum Toleranzausgleich für jedeseinzelnederzwölfVentilebenötigteScheibenklasse.NachderMontagedererrechnetenEinlegeplättchen wird durch eine weitere Messung gegengeprüft, ob das einzustellende Ventilspiel mit dem nun eingestellten übereinstimmt. Neben Visualisierung und Dokumentation der Messergebnisse führt die Software den Werker zudemSchrittfürSchrittbedienerfreundlichdurchden gesamten Messprozess.
Das Messen einer Baugruppe unter einer Niederhalterkraft von bis zu 20.000 Newton zur Simulation der EinbausituationimMotor,dieKraftverteilungaufjedes einzelne der zwölf Ventile, mathematische Berechnungsformeln zur Definition der passenden ScheibenklasseoderdiebedienerfreundlicheMessplatzkonstruktion unter Beachtung höchster Sicherheitsstandards erforderten mehr als eine messtechnische Standardlösung (vs)
Einstelllehren zur Kalibrierung der Messvorrichtung: Mit einem Handscanner liest man den Teilecode und lädt die Softwaredaten automatisch.
INFO
Nach gemeinsamen Planungsgesprächen und dem Fixieren einer Leistungsbeschreibung wurde die VentilspielMessanlage Anfang 2023 im Oberndorfer OPWWerk entwickelt, konstruiert und produziert.
Im FFT igv Agility sind zwei Franke Drehverbindungen des Typs LVA 350 verbaut.
ANTRIEBSTECHNIK
Anlagenbauersetztauf FTSinEigenentwicklung
In den Projekten von FFT sind häufig automatisierte Flurförderzeuge gefragt. So begann das Unternehmen, diese selbst herzustellen und als eigenständige Produkte zu vertreiben. In der Variante FFT igv Agility sind Drehverbindungen von Franke für die Lenkung verbaut.
FFT ist Anbieter für komplexe Fertigungsanlagen undHerstellereigenerAnlagenkomponentenzum Fügen, Falzen und Trennen, für bildgestützte Prozesse sowie für Handling- und Transportaufgaben. Das Unternehmen setzt auf die Zusammenarbeit von MenschenundRoboternundaufdiedigitaleVernetzung Als Systemanbieter ist FFT jedoch nicht auf seine eigenen Produkte beschränkt. So bezieht das Unternehmen beispielsweiseRoboterundvieleandereKomponentenvon anderen Herstellern.
UmmehrereAnlagenkomponentenmiteinanderlogistisch zu verketten, benötigt FFT unter anderem fahrerlose Transportsysteme (FTS) Diese können einerseits vollständig automatisiert eingesetzt werden und sind andererseitssehrflexibelnutzbar
Für Anlagenprojekte von FFT in China und Vietnam wurden2021solcheselbstfahrendenFlurförderzeugebenötigt „WirhabenunsdamalsalsFFTdazuentschlossen, diese selbst zu entwickeln und herzustellen, um im FolgendendarauseineeigeneProduktkategoriezumachen“, berichtetAccountManagerChristianSchuster,zuständig für den Vertrieb der fahrerlosen Transportsysteme Bereits2021darinverbaut:DrehverbindungenvonFranke
FrankeistErfinderundHerstellervonDrahtwälzlagern Drahtwälzlager können direkt in die umschließende Konstruktion integriert werden Franke Drehverbindungen können auf die Anforderungen des Kunden abgestimmtwerden SiesindinjederGröße,mitindividuellen BohrungenundVerzahnungenundinzahlreichenMaterialien, wie beispielsweise Aluminium, Niro-Stahl, Karbon,oderals3D-gedrucktesGehäuseerhältlich
GenaudiepassendeGröße
Nils Kramm, verantwortlich für die mechanische KonstruktionderTransportsysteme,kanntedieFranke-Technik bereits von einer vorhergehenden beruflichen Station und von einem Forschungsprojekt mit dem Fraunhofer-Institut. Zur Lenkung der fahrerlosen TransportsystemeentschiedenerundseineKollegensichfüreine praktischeFertiglösungvonFranke:Drehverbindungen der Baureihe LVA. Hinsichtlich der Größe hatte der Antriebsspezialist genau das passende Produkt im Programm: „Die Größe der verbauten Komponenten spielt eine ausschlaggebende Rolle bei der Entwicklung des Gesamtsystems“, erklärt Kramm.
Aus den Erfahrungen, die man mit dem ersten fahrerlosen Transportsystem gesammelt hat, hat FFT das Produktinzwischenweiterentwickeltundwirdesauchkünftig weiter optimieren Aktuell sind Franke Drehverbindungen des Typs LVA 350 in der höchsten Ausbaustufe des Transportsystems namens FFT igv Agility verbaut Diese verfügt über zwei Antriebseinheiten mit jeweils einer Franke Drehverbindung zur Lenkung Die zwei Räder einer Antriebseinheit werden einzeln angetrieben und angesteuert Mit diesem Antrieb ist das TransportsystemFFTigvAgilitysehrbeweglich:Eskannsichunter anderem auf der Stelle drehen, quer fahren und nahezu rechtwinkligabbiegen ZurAusstattunggehörtaucheine Lifteinheitmit150MillimeternHub
Das neue Transportsystem überzeugt mit seiner Produktqualität und Funktionalität „Aber unser größter Wettbewerbsvorteil ist unser Know-how, das Transportsystem in die automatisierten Prozesse der Kunden einzubinden“, erklärt Account Manager Christian Schuster „Esgehörtmehrdazu,alsvonAnachBzufahren DieFahrzeuge müssen auch automatisiert be- und entladen werden DiedamitverbundenenSchnittstellenfragendecken wirvollständigmitab
DieflexibleAnpassungandieBedürfnissederKunden gehört zu den besonderen Stärken von FFT Dazu passt, dass in den Transportsystemen des Unternehmens vorzugsweiseIndustriestandardkomponentenverbautsind „Das erleichtert den Kunden die Instandhaltung und spätereAnpassungenimProzess BeiunskaufendieKunden keineBlackBox“,führtChristianSchusteraus
WeitereVariantedes TransportsystemsinPlanung
Das FFT igv Agility ist derzeit mit einer Traglast von 1,5 und 3 Tonnen erhältlich. Eine weitere Variante mit 10 Tonnen Traglast ist in Planung „Wir können dies umsetzen, indem wir unter anderem die Anzahl der Antriebseinheiten skalieren“, erklärt Mechanikentwickler Nils Kramm. In dieser Variante würden dann also vier Drehverbindungen von Franke verbaut.
Mit den Produkten von Franke und der Zusammenarbeit mit Franke hat Nils Kramm gute Erfahrungen gemacht:„TechnischpassendieDrehverbindungenperfekt zu unseren Anforderungen Über Franke-Berater AndreasBöttcherpflegenwireinenengenKontaktzuFranke Bei der technischen Auslegung der Drehverbindungen und Projektierung hinsichtlich wirtschaftlicher Fragen bekamen wir wertvolle Unterstützung telefonisch und direktbeiunsvorOrt “ (mi)
Die große Mittenfreiheit der Franke Drehverbindung schafft Platz für Kabel und Komponenten.
Der EOLT-Batterietester der Hahn Automation Group sorgt für eine vollautomatische 100-ProzentPrüfung der Batteriezellen.
AUTOMATISIERTE BATTERIEPRÜFUNG
AufNummersichergehen beiElektrofahrzeugen
Von der sicheren und einwandfreien Funktionsweise der Batterien hängen Erfolg und Reputation der Hersteller von Elektrofahrzeugen ab. Daher hat die Hahn Automation Group einen Batterietester entwickelt, der automatisiert eine 100-Prozent-Prüfung der Energiespeicher durchführt. An zentraler Stelle: ein 3-Achs-Portal aus elektrischen Antrieben von Festo.
AufeinenBlick
Mit seinem End-of-Line-Testsystem hat Hahn Automation eine Anlage entwickelt, die alle relevanten Testszenarien für 90 Prozent aller am Markt verfügbaren Batterie-Packs umsetzt.
Für den Dichtigkeitstest nutzt das Unternehmen ein 3-Achs-Portal mit Antrieben von Festo, an dem eine Helium-Schnüffellanze und eine Kamera angebracht sind.
Durch die Engineering-Tools von Festo können die Hahn-Konstrukteure die Produkte aus der elektrischen und pneumatischen Automatisierungstechnik schnell einsetzen.
DerHahnBatteryEOLT(End-of-Line-Tester)isteine Komplettlösung zum Prüfen von Batterie-Packs. Auf dem End-of-Line-Testsystem können alle relevanten Testszenarien für 90 Prozent aller am Markt verfügbarenBatterie-Packsumgesetztwerden,denndie Anlage ist auf viele Größen einfach skalierbar Von der LeistungselektroniküberPrüfgerätebishinzurPrüfsoftware und Automatisierung bietet Hahn Automation Group alles aus einer Hand. „Dank des großen Fachwissens in Sachen Prüftechnik hilft das Unternehmen, die bestenPrüfstrategienzudefinieren,umZykluszeitenzu optimieren und die angestrebte Produktqualität zu gewährleisten“,sagtChristianBubat,SeniorSalesManager NewBusinessbeiHahnAutomationGroup BeiderEnt-
wicklungarbeitetedasUnternehmenmitdemLehrstuhl „Production Engineering of E-Mobility Components“ (PEM) der RWTH Aachen zusammen.
BeimBatterietestaufNummersichergehen „EinneuentwickeltesBrandschutz-undSicherheitskonzept für den Batterietester EOLT stellt im Falle eines BrandesdessenzuverlässigeErkennungsicher“,ergänzt MartinSulzbacher,LeiterR&DbeiderHahnAutomation Group In einem solchen Fall wird die Batterie vollautomatisch verschlossen, um den Brand einzudämmen, und anschließend ebenfalls vollautomatisch in einen sicheren Bereich transportiert Rauchfilter verhindern dieKontaminierungderUmgebung „BrändeinBatteriefabriken haben mitunter zu einem zweiwöchigen Produktionsstopp geführt, denn die Hallen mussten aufgrund der giftigen Dämpfe aufwendig gereinigt und dekontaminiert werden“, so Sulzbacher weiter
Das zum Sicherheitskonzept. Doch wie läuft ein Batterietest ab? „Wir wären nicht die Hahn Automation Group, wenn wir nichts unversucht ließen, jeden Prozessschritt zu automatisieren“, erklärt Bubat. In einem ersten Schritt fährt ein Batterie-Pack mit einem selbstfahrenden AGV in den Batterietester ein. Über eine eigens entwickelte, standardisierte Kupplung wird das Batterie-Pack mit Steckern kontaktiert, dabei geladen und wieder entladen. Ein Hochvolttest ergänzt die elektrische Testroutine. Um die Dichtigkeit eines BatteriePacks zu prüfen, wird dieser mit Helium befüllt.
Am 3-Achs-Portal mit den elektrischen Antrieben vom Typ EGC von Festo sind eine Helium-Schnüffellanze für den Dichtigkeitstest sowie eine Kamera für die optische Prüfung angebracht. Angetrieben werden die AchsenvondenMotorenEMMT-ASundangesteuertvon den Controllern CMMT-AS von Festo Damit sind das Antriebs-unddasSteuerungspaketpassenduntereinander angestimmt
Auf dem End-of-Line-Testsystem können alle relevanten Testszenarien für 90 Prozent aller am Markt verfügbaren Batteriepacks umgesetzt werden.
An zentraler Stelle: ein 3-Achs-Portal für die optische und Dichtheitsprüfung, bestehend aus elektrischen Antrieben von Festo Bild: F est o
FLUIDLYNX
AUTOMATED FLUID MANA
Mit dem digitalen Fluid Management Sy Kühlschmierstoffe zuverlässig überwac
I Vollautomatisches 24/7-Messsystem I Für individuelle oder zentralisierte Sy
I Konzentration, pH-Wert, elektrische L Temperatur online überwachen
PräziseautomatisiertePrüfung desBatterie-Packs
Das Achsportal bewegt und positioniert diese beiden Sensoren entlang aller Kanten des Batterie-Packs, um eventuelle Leckagen am Gehäuse und am Kühlsystem der Batterie aufzuspüren. Die Kamera prüft den korrektenSitzallerSchilderundAufklebersowiedieeinwand-
Die Hahn Automation Group hat frühzeitig Marktanalysen durchgeführt und in Zusammenarbeit mit dem PEM in Aachen die zentralen Herausforderungen der Batterieproduktion identifiziert. Wir konzentrieren uns auf die Bereiche Modulmontage, Pack-Assemblierung und Testing So haben wir den End-of-Line-Tester für BatteriePacks entwickelt, der Automationslösungen integriert, für die wir bereits vier Patente angemeldet haben. Diese Entwicklungen positionieren uns optimal am wachsenden Markt der Batterieproduktion und eröffnen neue Geschäftsperspektiven.
Wir stellen den Kunden in den Mittelpunkt unserer Entwicklungen und erarbeiten gemeinsam das optimale Automatisierungskonzept für seine spezifischen Anforderungen. Aber auch Nachhaltigkeit ist ein wichtiges Thema in unserer Strategie. Aktuell kooperieren wir unter anderem mit VW, BASF und der RWTH Aachen in einem interdisziplinären Forschungsprojekt zum Batterierecycling Konkret geht es darum, Batterien mithilfe von Automatisierungslösungen noch feiner in ihre Einzelkomponenten zu zerlegen, als dies heute möglich ist. So wollen wir Erkenntnisse gewinnen, um zukünftige Batteriedesigns nachhaltiger zu entwickeln – insbesondere die Recyclingquote knapper Ressourcen wie Lithium, Kobalt und Nickel durch besser recycelbare Modullösungen zu erhöhen.
Mit Hahn Analytics hat die Hahn Automation Group ein leistungsfähiges Analysetool entwickelt, mit dem Daten in unseren Anlagen erfasst und verarbeitet werden können. Hahn Analytics basiert auf etablierten Standards und lässt sich nahtlos in bestehende Netzwerkarchitekturen integrieren. Darüber hinaus können wir Daten von Fremdanlagen importieren und auswerten, was unsere Flexibilität und Effizienz in der digitalen Vernetzung weiter erhöht.
DasInterviewführteStefanieMichel.
Martin Sulzbacher ist Leiter R&D bei der Hahn Automation Group
freie Verarbeitung des Batterie-Packs und spürt eventuelle mechanische Schäden auf Ein Test des Batteriemanagementsystems überprüft die Kommunikation und bewertet die Sensoren.
„Wie die einzelnen Prozessschritte zeigen, betrachten wirdasThemaBatterieprüfungausdemBlickwinkelder Automatisierung Der Batterietester fasst mehrere Prüfungenzusammenundkönntedreischichtig24Stunden inBetriebsein“,erklärtBubat.Daherseieswichtig,dass die Hahn Automation Group auch auf Lieferantenseite mit verlässlichen Automatisierungspartnern zusammenarbeiten könne, die die Aufgaben und Ziele von Hahn Automation Group verstünden.
SchnelleAuslegung undSimulation
„Wie schon in vielen vorangegangenen Automatisierungsprojekten hat sich gezeigt, dass Festo der richtige, weltweitverlässlichePartnerinder elektrischen und pneumatischen Automatisierungstechnikist“,ergänztEntwicklungschef Sulzbacher Dabei beginnt die Partnerschaft mit Festo schon bei der Konstruktion und Produktauswahl: „Einfach zu bedienende Auslegungs- und Simulationstools erleichtern uns die Arbeit“, fährt er fort. Durch die langjährige Partnerschaft kennt man die Automatisierungsprodukte von Festo schon lange und kann sie gezielt einsetzen. Mit Online-Produktfindern, intelligenter Auslegungssoftware und den Engineering-Tools finden die Konstrukteure von Hahn Automation Group sicher, schnellundohneaufwendige Berechnungen die passenden
Die Hahn Automation Group setzt auch bei der Qualifizierung ihrer Mitarbeiter auf die Expertise von Festo Alles aus einer Hand, von der Planung über die Umsetzung und die Inbetriebnahme bis hin zur Aus- und Weiterbildung Die Ausbildungsräume von Hahn wurden mit modernsten Lernsystemen von Festo Didactic ausgestattet SounterstütztFestoDidacticHahnschonheute bei der Gewinnung und Entwicklung seiner Automatisierungsexperten von morgen. (mi)
1,7 llionen Stunden
...
In Deutschland fallen bei Rolltreppen jedes Jahr 1,7 Millionen Stunden Wartungszeit an, um die Lagerbuchsen in den Rollenketten nachzuschmieren, die die Stufen bewegen (Manufacturing Technology Institute MTI und Werkzeugmaschinenlabor WZL der RWTH Aachen, „Ökologiebewertung des Einsatzes von Kunststoffgleitlagern“, Aachen 2023)
Christian Bubat ist Senior Sales Manager New Business bei der Hahn Automation Group
Wir müssen bekanntlich Ressourcen sparen. Das gilt für Energieträger genauso wie für Rohstoffe. Deshalb muss die Industrie umdenken. Forscher vom Fraunhofer-IPK in Berlin helfen jetzt dabei.
VERFASST VON
M.Sc.Julius
Raute
Wissenschaftlicher
Mitarbeiter
Fraunhofer-IPK
M.Sc.Vinzenz
Müller
Wissenschaftlicher
Mitarbeiter
Fraunhofer-IPK
Das Thema Nachhaltigkeit steht bekanntlich seit einigen Jahren verstärkt im Fokus der Gesellschaft Es rückt natürlich auch unaufhaltsam in den Produktionsalltag der Industrie vor Nicht zuletzt führen gesetzliche Regelungen wie die Neuauflage der EU-Ökodesignrichtlinie (ESPR), die EU-weite Ausweitung der Berichtspflicht für Unternehmen (CSR-Richtlinie)sowiedieRichtliniezurStärkungderVerbraucher für den ökologischen Wandel auch für den deutschen Mittelstand zur Notwendigkeit, sich mit dem Thema auseinanderzusetzen.
DievierPhasenderÖkobilanzierung
Dabei ist die Ökobilanzierung kein Selbstzweck. Sie kann neben der Erfüllung gesetzlicher Vorgaben ein nützlichesWerkzeugzurOptimierungvonProduktionsprozessendarstellen.PerÖkobilanzierungermitteltund quantifiziertmanrelevanteUmweltauswirkungeneines
Bild 1: Hier sieht man die additive Fertigung eines Bauteils aus Aluminiumbronze am Fraunhofer-IPK per Laser-Pulver-Auftragschweißen. Doch auch ein Verfahren mit Elektronenstrahl wurde betrachtet, um zu erfahren, welcher Prozess ressourcenschonender ist.
Prozesses oder Produktes Dabei kann in Abhängigkeit der Fertigungstiefe eines Unternehmens der gesamte Lebenszyklus eines Produktes oder nur ein einzelner ProzessschrittseinerHerstellungbetrachtetwerden.Der AblaufderBilanzierungistinderISO14040/44genormt und gliedert sich in vier Phasen.
Zu Beginn wird der Rahmen der Untersuchung festgelegt und die Ziele definiert. Dabei werden beispielsweise die zu betrachtenden Schritte für die Herstellung einesProduktes,nötigeVereinfachungenzuschwerverfügbarenDatensowiediezurBewertungsinnvollenUmweltfaktorenausgewählt.ImzweitenSchrittwirdinder sogenannten Sachbilanz ein Modell gebildet, welches alle Inputs und Outputs an Ressourcen zur Herstellung des Produkts berücksichtigt.
Dabei werden alle benötigten Rohstoffe, die elektrische Energie und die mit der Energiegewinnung verknüpftenEmissionenberücksichtigt.InderPraxiswird zur Modellbildung häufig spezielle Software genutzt,
welchediequantifiziertenStoff-undMedienströmemit einer Emissionsdatenbank verknüpft. So lassen sich je nach Standort der Produktion etwa regionale Unterschiede in der Zusammensetzung des Strommixes berücksichtigen, oder Daten zu externen Prozessen und eingekauften Halbzeugen ermitteln.
ImdrittenSchritterfolgtdieWirkabschätzung,inder dieUmwelteinflüsseanhandderverbrauchtenRessourcen über Umweltfaktoren bewertet werden. Aus vielen Umweltfaktoren,dieausgewähltwerdenkönnen,eignen sichfürdieBewertungvonProzessenundProduktender additiven Fertigung vor allem das Triebhauspotenzial, das Eutrophierungspotenzial, das sogenannte VersauerungspotenzialsowiedasOzonbildungspotenzial.Diese berücksichtigen besonders Einflüsse aus der Herstellung von metallischen Pulvern und Drähten, sowie diejenigenderüblichenSchutzgase,diemandabeiverwendet. Sie werden beispielsweise von der World Steel Association für die Berücksichtigung von Umwelteinflüssen bei der Stahlherstellung genutzt. Zum Abschluss einer Ökobilanzierung erfolgt die Auswertung und Diskussion,indereinFazitzurUmweltbilanzdesProzesses gezogen oder Handlungsempfehlungen abgeleitet werden können.
Das Fraunhofer-Institut für Produktionsanlagen und Konstruktionstechnik (IPK) in Berlin beschäftigt schon sichseitvielenJahreninverschiedenenForschungsprojekten und gemeinsam mit der Industrie mit dem Thema Nachhaltigkeit für Schweißverfahren und mit additiver Fertigung Hierbei werden Ökobilanzen mit Life Cycle Assessments (LCA), Social Life Cycle Assessment (SLCA)undCriticalReviewsnachISO14040/44undDIN/ TS 35235 für Produktionsprozesse erarbeitet. Außer der EinhaltunggesetzlicherVorgabenermöglichtesdieökologischeBewertungauch,bestehendeProzesseausökonomischer Sicht zu verbessern oder Investitionsentscheidungenzutreffen.Insbesonderewennverschiedene verwandte Verfahren oder Technologien zur Umsetzung einer Fertigungsaufgabe in Frage kommen, kann die Ökobilanzierung als zusätzliches Entscheidungskriterium wertvolle Anhaltspunkte zur Auswahl beisteuern. Das gilt auch im Bereich der additiven Fertigung, wiedernachfolgendeAuszugauseineraktuellenStudie des IPK zeigen soll.
Laser-undElektronenstrahlimVergleich
ÜbereinprozessbasiertesLifeCycleAssessmentwurden diezweiVerfahrenausderadditivenFertigungfüreinen identischen Anwendungsfall – die Fertigung eines ZylindersauseinerAluminiumbronze–verglichen Dabei wurden zwei Prozesse aus der Verfahrensgruppe der Directed Energy Deposition (DED) gegenübergestellt. Ein etabliertes Verfahren mit dem Laser sowie eingeblasenem Pulver (DED-LB) – auch Laser-Pulver-Auftragschweißengenannt–sowieeineVarianteperDrahtund Elektronenstrahl,dieimVakuumabläuft(DED-EB)und auch als Wire Electron Beam additive Manufacturing bekannt ist.
Der Fokus im Rahmen der hier beschriebenen Ökobilanzierung lag auf dem additiven Fertigungsprozess, für den alle notwendigen Ressourcen (elektrische Energie,Zusatzmaterial,SchutzgaseundDruckluft)ermittelt wurden. Anlagenspezifische Unterschiede in der Prozessführung wurden durch Normierung aller gemessenen Ressourcenverbräuche pro Gramm an aufgetrage-
Bild 2: Die additive Fertigung per Laser- (DED-LB) respektive Elektronenstrahl (DEDEB) ist hier mit Blick auf das sogenannte Treibhauspotenzial im Vergleich zu sehen. Der Laser hat unübersehbar ein rund dreimal höheres Treibhauspotenzial, um das gleiche Bauteil zu fertigen.
nemMaterialkompensiert.DerEnergiebedarfwährend derFertigungwurdemithilfeeinesEnergiemessgerätes für alle Anlagenkomponenten aufgezeichnet. Nach Ermittlung der Daten bei der Herstellung eines Probebauteils erfolgte die Übernahme der Messdaten in die Software „openLCA“ Diese dient der Modellbildung und DurchführungderWirkabschätzung,unterNutzungvon EmissionsdatenausderDatenbank„Ecoinvent_34“ Die Grafik in Bild 2 vergleicht beide Prozesse anhand des Treibhauspotenzials, welches Aufschluss über den CO2Ausstoß und damit den Anteil am Treibhauseffekt gibt. Auch der gemessenen Energiebedarf ist dargestellt.
DerLaserschneidetschlechterab
Betrachtet man die Ergebnisse und interpretiert sie entsprechend, lassen sich die Anteile der einzelnen Ressourcen an der CO2-Bilanz erkennen und Rückschlüsse auf Optimierungsmöglichkeiten ziehen. Als HaupteinflussgrößeaufdasTreibhauspotenzialfürbeideadditive Fertigungsverfahren wurde die elektrische Energie erkannt. Diese hat den mit Abstand größten Anteil am CO2-Ausstoß,gefolgtvonDruckluft,Zusatzwerkstoffund Schutzgas. Beim Einsatz des lasergestützten Prozesses wird für die Verarbeitung derselben Materialmenge etwa die dreifache Menge an CO2 ausgestoßen als beim elektronenstrahlbasierten DED
DieseBeobachtungkannaufdengroßenUnterschied im Energiebedarf beider Verfahren zurückgeführt werden. So benötigt das DED-EB nur etwa ein Drittel der Energie zum Aufschmelzen als der vergleichbare Laserprozess, was auf den höheren Wirkungsgrad der StrahlquelleunddiebessereAbsorptiondesElektronenstrahls im Vergleich zum Laserstrahl zurückzuführen ist. Die Studie zeigt also, dass sich mittels Prozessdaten, Energiemessungen, geeigneter Software und dem entsprechendenKnow-HowAbschätzungenzurÖkobilanzvon Fertigungsprozessentreffenlassen.Dieseschaffenzum einenVerständnisüberdieGrößenordnungderBeiträge einzelner Anlagenteile und der benötigten Ressourcen. Zum anderen ermöglichen sie den Vergleich verschiedener Prozesse und offenbaren so Ansatzpunkte zur Optimierung (pk)
HILFE AUS DER KÜCHE
Backpulverwirdzum chemischenWasserstoffspeicher
Wasserstoffgas ist flüchtig und brennbar. Letztere Eigenschaft macht ihn zu einem guten Energielieferanten. Aber die Flüchtigkeit macht die Speicherung schwierig. Schnödes Backpulver könnten helfen.
Wer hätte gedacht, dass normales Backpulver die Energiewende in Sachen Wasserstoffspeicherung vorantreiben kann? Lesen Sie hier, wie das chemisch als Natrium- oder Kaliumbicarbonat bezeichnete Pulver nicht nur Teigwaren zu Höherem treibt.
VERFASST VON
Peter Königsreuther
Redakteur
MM Maschinenmarkt
ForschervomLeibniz-InstitutfürKatalyseinRostock (Likat) und Experten des Unternehmens „H2Apex“ entwickelten ein homogenes Katalysatorsystem, mit dem sie Wasserstoff an Kaliumbicarbonat binden und so sicher und stabil chemisch speichern können. Bikarbonate sind Salze der Kohlensäure, die landläufig alsBackpulveroderNatronbekanntsind(auchNatriumbicarbonat wird als solches verwendet) Mit Bikarbonat reagiert der Wasserstoff im beschriebenen System in Gegenwart eines Ruthenium-Katalysators zu Formiat, einemebenfallsharmlosenSalzderAmeisensäure.Der Clou des Ganzen ist, dass der im Formiat gespeicherte Wasserstoff jederzeit wieder freigesetzt werden kann –und zwar mit demselben Katalysator im selben System. Die Reaktion ist also reversibel. Die Reaktion laufe bei
60 °C stabil ab Je nachdem, mit welchem Druck man den Wasserstoff in das System gebe, werde das Gas entwederandasBikarbonatzuFormiatgebundenoderdie Reaktion kehrt sich um, wobei das Formiat den Wasserstoff wieder freigebe. Der Katalysator verbraucht sich auch dabei nicht, was ja eine Grundeigenschaft von Katalysatoren ist. Das Ganze soll technisch auch noch gut zu steuern sein, wie die Forscher sagen.
Formiatesindungiftigundgutzu transportieren
Als Speichermedien für eine künftige WasserstoffwirtschaftwerdenderzeitunteranderemMethanol,Ammoniak und Methan diskutiert. Doch Ameisensäuresalze
Bild: Pul v ermeier
sindimVergleichdazuimVorteil,wasdieGiftigkeitund den Energiebedarf angeht. Denn Formiat ließe sich gefahrlos in Kunststoffcontainern lagern und in Tanklastern transportieren.
ZusammenmitdemBikarbonatbildetdasFormiatein Energiesystem, das wie eine Batterie über Wasserstoff be- oder entladen wird. Ein solches System eignet sich tatsächlich vor allem im lokalen Bereich – etwa in ländlichen Gegenden. Dort kann Windkraft oder Solarenergie in Phasen, bei denen mehr Strom bereitgestellt als abgenommenwird,überdieElektrolysegrünenWasserstoffproduzieren,derdannwiebeschriebengespeichert werden kann. Für Kaliumbicarbonat hat man sich entschieden,weileseinehöhereSpeicherfähigkeitfürWasserstoff hat als andere Bikarbonate, wie die Forscher anmerken.
Rund50LiterWasserstoffinhoherReinheit gewonnen
Der Prozess ist vor allem auch CO2-neutral, wie die Forscher betonen. Üblicherweise wird bei der Rückgewinnung von Wasserstoff ein Teil des Bikarbonats zu Kohlendioxidzersetztundfreigegeben.DochdasinRostock entwickelteSystemhalteCO2 dauerhaftfest.Sokannaus
diesem Speichersystem reiner Wasserstoff gewonnen werden, der direkt und ohne weiteren ReiningungsaufwandineinerBrennstoffzellegenutztwerdenkann.Die Forscher berichten außerdem von 40 aufeinanderfolgendenZyklenderWasserstoffspeicherungund-abgabe über einen Zeitraum von sechs Monaten. Dabei spielte aber auch eine minimale Menge des Rutheniumkatalysators im ppm-Bereich (Parts per million) eine Rolle DabeiproduziertendieChemikermitihrerLaboranlage 50 Liter Wasserstoff mit einer durchschnittlichen Reinheit von 99,5 Prozent.
DashatmannunmitdiesenBackpulverErkennissenvor
Das Unternehmen „H2Apex“ verwendet nun unter anderem diese Ergebnisse, um einen größeren Demonstrator zu bauen, wozu der Industriepartner auch das Technikum des Instituts nutzt. Wenn alles wie geplant verlaufe,werdedieentsprechendeAnlagebisEnde2025 kommerzialisiert sein. Das chemische Symbol für ein WasserstoffatomH,bedeutetdannauchHwieHoffnung für die Energiewende, schließen die Experten ihren Bericht. (Der Bericht wurde in der jüngsten Ausgabe von Nature Communication erstmals veröffentlicht) (pk)
TREFFEN SIE UNS AUF DER EUROBLECH 2024
und entdecken Sie Schneid-, Automations- und Digitalisierungslösungen für die produktive Blechbearbeitung der Zukunft!
Wir zeigen Ihnen Komplettlösungen aus einer Hand, die den gesamten Materialfluss sowie die Informationsprozesse in der Produktion automatisieren und Ihre Schneidprozesse wirtschaftlich, nachhaltig und sicher gestalten
Die Highlights:
+ Live-Premiere unseres neuen leistungsstarken Laserschneidsystems
+ Laser-Fasentechnologie bis 50 mm in bester Schneidqualität
+ Digitalisierungslösungen für die Blechbearbeitung der Zukunft
+ modulare Automationslösungen für maximale Produktionseffizienz
+ effizientes, ressourcenschonendes und sicheres Schneiden, Wärmen und Richten mit Wasserstoff in der Live-Demo
+ innovative Gaselösungen zum Schweißen und Schneiden
Ihr Besuch lohnt sich dieses Jahr doppelt: an gleich zwei Messer Cutting Systems Ständen! Sichern Sie sich noch heute Ihr Ticket!
de messer-cutting com/euroblech-2024
Hannover
22.–25.10.2024 13B128/15A05
Mit leistungsstarken Linearsystemen lassen sich auch sehr spezielle Anforderungen optimal erfüllen – zum Beispiel mit einem 5-Achs-Modul.
HANDLING
LineareinheitstattRoboter?
Automatisierung wird immer mehr zum Wettbewerbsfaktor. Für Handling-Aufgaben kann zwischen Robotern und Linearsystemen gewählt werden. Doch welche Lösung ist wirtschaftlicher und auf was ist zu achten? IEF-Werner hilft bei der Entscheidung.
FüreineeffizienteundwirtschaftlicheMontageund Handhabung setzen Fertigungsunternehmen auf Automatisierung Industrieroboter haben sich in vielenAnwendungenbewährt.„Dochnichtimmersind sie die richtige Wahl“, weiß Thomas Hettich, Produktmanager bei IEF-Werner „Es gibt Anwendungen, bei denenRoboterweitmehrkönnen,alseigentlichverlangt ist. Und dann stimmt das Preis-Leistungs-Verhältnis nicht mehr Positioniersysteme aus standardisierten Lineareinheiten können die Alternative sein.“
Der Automatisierungsspezialist entwickelt für seine Kunden individuell abgestimmte Positionierlösungen –von der einfachen Lineareinheit bis hin zum mehrachsigen, komplett montierten System in verschiedenen Baugrößen.FüreineeffektiveAutomatisierunghatjede Lösung ihre Berechtigung auf dem Markt. Die Frage ist nur:WelcheTechnikistfürwelcheAnwendungdiewirtschaftlichste?
„Bei bis zu zwei Achsen ist eine Linearführung in der RegeldiebessereWahl“,sagtHettich.Vergleichenlassen sich beide Lösungen erst, wenn sie einen dreidimensio-
nalenRaumabbildenmüssen,alsowenneineKombination von mindestens drei Achsen oder ein Roboter im Einsatz ist. Dann ist zu definieren, welche Anforderungen das System erfüllen soll – etwa in Bezug auf Geschwindigkeit,Dynamik,diezubewegendeLastoderauf die Länge des Verfahrweges. „Linearführungen kommen immer dann zum Einsatz, wenn eine hohe PositioniergenauigkeitoderschnelleundpräziseBewegungen entlangeinerStreckegefordertsindoderwennschwere Bauteile bewegt werden müssen“, so Hettich.
Wennespräziseseinmuss
Linearführungen bieten an jeder Position die gleiche Steifigkeit, unabhängig davon, wie schwer die Last ist. Anders bei einem Roboter: Je größer der Abstand zwischen Greifer und Drehachse, desto häufiger treten Vibrationen auf, was zu Lasten der Genauigkeit geht. Auch wirkt sich das Gewicht des zu handhabenden Bauteils negativ darauf aus. „Bei einem Roboter habe ich die Möglichkeit,diesenentsprechendzupositionieren.Das
kann ihn jedoch in seiner Freiheit einschränken oder auch andere Nachteile mit sich bringen“, sagt Hettich
Zum Beispiel sah ein Kunde für eine bestimmte Anwendung erst einen Roboter vor Dieser musste jedoch aufgrund der Verfahrwege und der Bauteile entsprechend groß dimensioniert werden, was sich auf die Dynamik ausgewirkt hätte. Um die geforderte Präzision erfüllenzukönnen,hättendieProdukteimKreisumden Roboterplatziertwerdenmüssen.DashätteaberwesentlichmehrFlächeerfordert EinRoboterwäredamitnicht wirtschaftlich gewesen, die Kosten für den Kunden unverhältnismäßig hoch. Am Ende entschied er sich für ein Linearsystem. Linearachsen mit Zahnriemen oder ZahnstangenantriebkönnenpotenziellsehrgroßeHübe überwinden und sich so zwischen verschiedenen Bearbeitungsstationen schnell hin- und herbewegen.
Einfachoderkomplex?
„Wenn es darum geht, einfache Handling-Aufgaben zu lösenunddieAnforderungeninRichtungGeschwindigkeit, Dynamik und Präzision gehen, raten wir in den meisten Fällen zu einem Linearsystem“, erläutert Hettich. Im Vergleich zu Robotern sind sie oftmals auch wesentlichkompakter IEF-WerneristinderLage,unterschiedlicheAntriebstechnikenzukombinieren Jenach Anforderung kommen Spindel-, Direkt- oder Zahnriemenantriebe zum Einsatz.
Roboter eignen sich hingegen für komplexe Anwendungen. Ein klassischer Knickarmroboter hat deutlich mehr Freiheitsgrade. Damit kann er auch Dreh- und Schwenkbewegungen umsetzen. Das heißt: Je mehr BewegungsmöglichkeitendieAnwendungerfordert,desto mehr schlägt das Pendel Richtung Roboter aus. Zudem isterflexibelpositionierbarunderfordertkeineaufwendigeUnterkonstruktion.„EsgibtauchFälle,indenenes sichlohnt,LineartechnikundRobotikzukombinieren“, weißHettich.SolässtsichinderMontageundimMaterial-Handling die Effizienz deutlich erhöhen: Ein Roboter kann auf einer Lineareinheit montiert sein, um sich sovoneinemFertigungsplatzzumanderenzubewegen
Die Linearachse erhöht die Reichweite des Roboters.
„Linearsysteme und Roboter lassen sich unterschiedlich steuern“, berichtet Michael Reißle, Softwareent-
wickler für Systeme bei IEF-Werner Während Roboter eineeigeneSprachebesitzen,istdieHauptkomponente eines Linearsystems eine SPS Der Aufwand für die Programmierung sei für beide Systeme ähnlich, so Reißle. Die Roboterprogrammierung konzentriert sich oft auf spezifische Aufgaben. Sie kann zeitaufwendig sein, erfordert jedoch meist weniger komplexe Programmierstrukturen. Die SPS-Programmierung ist flexibler und komplexer bezüglich der Steuerung und Überwachung von Prozessen und beim Erfassen von Prozessdaten.
ZeitfürInstandhaltung
Auch in Sachen Instandhaltung ist der Anwender mit einemLinearsystemaufdersicherenSeite Denngerade in Applikationen, in denen es um enorme Stückzahlen undeinehoheAusbringunggeht,wirddieAutomatisierungstarkbeansprucht.„BeiMillionenvonZyklenmuss ein Roboter irgendwann zur Revision zurück zum Hersteller,denndieKomponentensindimGehäuseverbaut und in der Regel schwer zugänglich“, sagt Hettich Bei einer Achse jedoch können Reparaturen meist selbst vorgenommenwerden.DasisteindeutlicherKostenvorteil. „Roboter oder Linearsystem? Die Frage ist von Fall zu Fall sehr individuell“, resümiert Hettich „Wir stehen unseren Kunden beratend zur Seite.“ (mi)
Rendering eines realisierten Kundenprojekts: Variostack Trayhandling mit integriertem Roboter
Vor der Stickmaschine
MVD71 erklärt Peter Hirt (r.) Patrik Schwarz die Vorteile des Industrial Security Routers von Weidmüller
CLOUDBASIERTER FERNZUGRIFF
DieFädeninderHand
Früher waren Serviceeinsätze fester Bestandteil des Arbeitsalltags für den Schweizer
Stickmaschinenhersteller Lässer. Für Wartung und Reparatur mussten
Servicetechniker zur Maschine beim Kunden reisen. Heute wird dies vom Firmensitz in der Schweiz aus durchgeführt, denn Lässer kann über den Remote-Access-Service u-link ortsunabhängig auf Maschinen zugreifen.
VERFASST VON
SvenOberschelp
Produktmanager
Industrial Ethernet
Weidmüller
Wenn Mode mit raffinierten Stickereien auf internationalenLaufstegenpräsentiertwird,hat häufigLässerzumErfolgderKollektionenbeigetragen. Mit 180 Mitarbeitern ist das Familienunternehmen einer der weltweit führenden Hersteller hochleistungsfähiger Stickmaschinen. Um die filigranen Kunstwerke aus Garn präzise auf unterschiedlichen Materialien wie Seide, Baumwolle oder Tüll anzubringen, müssen die bis zu 30 Meter langen Maschinen Genauigkeit und Laufruhe garantieren.
Nach dem Kauf bietet Lässer seinen Kunden einen hohen Servicestandard, denn Maschinenstillstandszeiten sind ein hoher Kostenfaktor für Anlagenbetreiber Vor-Ort-EinsätzedurchTechnikersindimdigitalenZeitalter jedoch unwirtschaftlich: Die Verfügbarkeit von Spezialisten sowie die Reise zum Anlagenbetreiber im
BedarfsfallkostenZeitundGeld.Folglichkommtbeider Instandhaltung der Stickmaschinen von Lässer heute u-link,derRemote-Access-ServicevonWeidmüller,zum Einsatz.LässerhatdamitdieMöglichkeit,weltweitund über Ländergrenzen hinweg auf seine Maschinen zuzugreifen.
VereinfachterServiceüberdieCloud
Auf dem Rechner des Servicetechnikers wird dazu ein VPN-Client installiert, über den eine sichere, ausgehende Verbindung mit einem Meeting-Point-Server in der Cloud hergestellt wird. Über diesen wird, ausgehend vom Router, ein durchgängiger VPN-Tunnel zu einem Industrial-Security-Router an der Maschine des Betreibersaufgebaut.LässerbautdieIndustrial-Security-Rou-
Im Fall einer Störung kann der Maschinenbetreiber entscheiden, ob und wann Lässer Zugriff auf eine Maschine erhält. Hat der Servicetechniker sich am u-linkPortalangemeldet,siehter,welcherIndustrial-SecurityRoutereineVPN-VerbindungzumMeeting-Point-Server aufgebaut hat. Nun kann er sich mit dem Router verbindenunddieAnlagenvisualisierungsowieParameter der Steuerung einsehen. So lässt sich beispielsweise erkennen, in welchem Programmabschnitt die Maschine ausgefallen ist. Durch den Fernzugriff reduziert Lässer die Zeit zwischen der Meldung eines Fehlers beim ServiceteamunddemWiederanlaufderMaschinedeutlich. Auch regelmäßige Updates der Maschinen laufen mittlerweilestandardmäßigüberdenRemote-Access-Service.
AusgiebigesTestenerwünscht
DerWunschnacheinemFernzugriffbestandbereits,als PeterHirt,SegmentManagerMachinery&Automation Sales bei Weidmüller, Lässer zum ersten Mal besuchte. Die Entscheidung für u-link fiel, nachdem sich Patrik Schwarz, Softwareentwickler und ProjektverantwortlicherbeiLässer,inderPraxisvonderLösungüberzeugte. Mit einem Muster-Router und einem Testzugang zur
WebanwendungkonnteerdieFunktionenvonu-linkim Vorfeldtesten.WährendderSystemauslegungund-einrichtungfandenzwischenLässerundWeidmüllerregelmäßigeOnlinemeetingsstatt,indenenwichtigeFragen wie die Rechtevergabe oder die notwendigen FirewallEinstellungen besprochen wurden. Sogar spezifische Anforderungen des Schweizer Unternehmens wurden umgesetzt, beispielsweise die Möglichkeit der Konfiguration und Steuerung des Routers über die Maschinensteuerung
Auch das Thema Datensicherheit sowie der Standort der Server spielten in der anfänglichen Planungsphase eine Rolle, denn nicht selten lagern Anbieter von Fernwartungslösungen ihre Cloudspeicher in Länder aus, deren Datenschutzgesetze nicht dem deutschen Standard entsprechen Alle Server hingegen, auf die u-link zugreift, stehen in Westeuropa und erfüllen sämtliche relevanten Sicherheitsstandards.
Bei einem umfangreichen Projekt wie diesem sind durchgängige Informationen die Basis für eine erfolgreiche Zusammenarbeit. Heute wird die Fern zugriffslösung durch den engen Austausch zwischen Lässer und Weidmüller kontinuierlich verbessert. So wurde kürzlich eine Schnittstelle vom u-link-Portal zu den Steuerungen und dem Entwicklungsportal implementiert, sodass der Router hieraus konfiguriert wird. DieWeiterentwicklungdesKundenserviceistfürLässer ein wichtiges Zukunftsthema. (st)
Lösungen / Produkte / Digitales Engineering / Service
Die Industrial Security Router von Weidmüller ermöglichen eine sichere Fernwartung
Alexander Fahringer, technischer Entwicklungs- und Versuchsingenieur bei Gronbach, ist davon überzeugt, dass Cobots im Qualitätsmanagement künftig einen festen Platz haben.
DankCobotKaffee grammgenaumahlen
Kaffee grammgenau mahlen zu können, ist nicht mehr nur teuren
Gastro-Kaffeeautomaten vorbehalten. Entwickler der GronbachGruppe entwickelten mithilfe eines Kuka-Cobots ein neues Mahlwerk für den Consumerbereich.
VERFASST VON
JonasMicheler
Global Content Marketing Manager
Kuka Deutschland GmbH
Die Unternehmensgruppe Gronbach hat sich auf die Entwicklung und Fertigung von technischen Baugruppen und kompletten Produkten spezialisiert. Diese werden international an über 500 verschiedene Kunden vornehmlich aus der Hausgerätebranche geliefert, beispielsweise Kaffeemaschinen, InduktionskochfelderoderDampfgarer Darüberhinauszählendie Branchen Gastro, Medizin, Automotive und Consumer Goods zum Kundenkreis.
Der Produktions- und F&E-Standort Niederndorf in Tirolmitrund200MitarbeitendenhatfürdieGronbachGruppe große Bedeutung, wenn es um die GesamtentwicklungvonProduktlösungengeht,vonMechaniküber Elektrik und Elektronik bis hin zur Software. Ein Team widmetsichderForschungundderkundenspezifischen EntwicklungvonGerätenundBaugruppen FürdieQualitätskontrolleeinesneuenKaffeemahlwerkssetztendie Entwicklungstechniker zur Verbesserung der Prozesse in einem Testaufbau auf die Unterstützung durch den Kuka-Cobot LBR Iisy Unter der Eigenmarke Ligre tritt
das Unternehmen ab sofort selbst als Hersteller von High-End-Maschinen für die Kaffeezubereitung in den Markt ein. Eines der ersten Produkte ist neben einer Espressomaschine die Kaffeemühle Ligre Siji.
Völlig neuartig bei einer Kaffeemühle des Consumersegments ist die grammgenau voreinstellbare Kaffeemenge pro Mahlvorgang Die Experten von Gronbach entschlossen sich, diese Neuentwicklung einer intensivenQualitätskontrollezuunterziehen.DieKaffeemühle sollteinihrerLebensspannevonrundzehnJahrenetwa 500 Kilogramm Kaffee mahlen. Um für diese Gesamtmenge langfristig korrekte Wiegeergebnisse unter verschiedenen Einsatzbedingungen zu ermitteln, war es erforderlich, den Test nicht nur in absehbarer Zeit beenden zu können, sondern auch wiederholgenaue Ergebnisse zu erhalten. Schließlich sollten die Daten be-
ROBOTER
Bild:
lastbar sein und die gewonnenen Erkenntnisse in künftige Weiterentwicklungen und Verbesserungen einfließen.
Eine wirtschaftliche Qualitätssicherung ließ sich nur mittels Automatisierung durch Roboter erreichen Da am Standort Niederndorf bei Kufstein bereits mehrere Industrieroboter von Kuka im Einsatz sind, lag der LBR Iisy als Cobot für diese Prozesse auf der Hand.
QualitätsmanagementinsechsSchritten
Der eigentlichen Test lief über zwei Monate, in dem der LBR Iisy 55.000 Mahl- und Wiegevorgänge mit Kaffee vollautomatisiert durchführen sollte. Jeder Vorgang erfolgte in sechs identischen Schritten: Tarieren des SiebträgersaufderPräzisionswaage,GreifendesSiebträgers und Fahrt in die Kaffeemühle, Entkoppeln des Siebträgers und Warten auf das Ende des Mahlvorgangs, Aufnehmen des Siebträgers und Fahrt zur Waage, EntkoppelnundSpeicherndesWaagenwertsinderDatenbank, Aufnahme des Siebträgers, Entleerung und wiederum Ablegen auf der Waage.
Ein großer Vorteil des Kuka-Cobots ist die einfache ProgrammierungmithilfedesTeachbuttons:„Mankann denkollaborierendenRobotermitderHandführenund ihm so die gewünschten Aufgaben wie Bewegungen oder Wartezeiten auf Tastendruck beibringen“, betont Michael Reindl, Account Manager bei Kuka. Dank der
intuitiven Handhabung bietet der Roboter flexible Einsatzmöglichkeiten und kann sowohl von Automatisierungsexperten als auch von Robotikeinsteigern rasch und sicher in Betrieb genommen und bedient werden. Dabei entspricht der Roboter sämtlichen Anforderungen zur Sicherheit für den kollaborierenden Betrieb
Jeder einzelne Prozesschritt vom Mahl- bis zum Wiegevorgang wurde im Dauerbetrieb zuverlässig ausgeführt und protokolliert, so konnten Abweichungen schnell erkannt und die Qualität sichergestellt werden. Reindlerklärt:„DieRobotersteuerungfungierteindieser Applikation als Master für alle anderen Komponenten.“ Die Offenheit der Steuerung für verschiedene Systeme macht es möglich.
„Das Mahlwerk wies nach dem simulierten Einsatz über zehn Jahre praktisch keine Abnutzungserscheinungenauf,eswürdealsobedeutendlängerhalten“,sagt Entwicklungs-undVersuchs-IngenieurAlexanderFahringer Die 55.000 Testmahlungen waren auch für den Cobot kein Problem. „Er ist gerade einmal gut eingefahren “ , spielt Reindl auf mehrere Millionen Zyklen an, die Kuka-Roboter standardmäßig erreichen.
„WirmachenunsbereitsGedanken,wieunsderCobot beiweiterenProzessenunterstützenkann“,erklärtFahringer „GeradekollaborierendeRoboterwiedenLBRIisy stellen wir Kunden gerne unbürokratisch zur Verfügung“, sagt Reindl abschließend, schließlich passe der Roboter in jeden Kofferraum. (st)
DasRobotik-Event fürjedenFall
MM-TIPP
Die Cobots der LBR Iisy-Serie mit einer Traglast von bis zu 3, 11 oder 15 Kilogramm sind prädestiniert für das Abarbeiten von eher einfachen, eintönigen und oftmals zu wiederholenden Handling-Tätigkeiten in unmittelbarer Umgebung von anderen Mitarbeitenden mit höchster Sicherheit. Die Varianten für 11 und 15 Kilogramm sind staub- und spritzwasserfest nach IP54.
Für gute Ergebnisse ist eine sichere Fixierung der Werkstücke auf dem Maschinentisch bei einer CNC-Holzbearbeitungsmaschine unerlässlich. Warum die Holzmanufaktur Dittus auf Blocksauger von Schmalz statt auf die Spannmittel des Erstausrüsters setzt.
Die Höhe der Blocksauger ist maßhaltig bis 0,06 mm. Damit sorgen sie für die nötige Präzision im Fertigungsprozess.
VERFASST VON TimoGans
Leiter Unternehmenskommunikation
J Schmalz GmbH
DerWerkstoffHolzisteinMultitalent:EristinzahlreichenVariantenerhältlich,biologischabbaubar und lässt sich leicht bearbeiten. Holz bindet als nachwachsender Rohstoff CO2 und wirkt somit der Klimaerwärmungentgegen.DieHolzmanufakturDittusim württembergischenAmmerbuchverarbeitetseit111Jahren unterschiedliche Hölzer zu Möbeln und Türen Einen Schwerpunkt hat der Handwerksbetrieb mit zehn Beschäftigten auf die Ausstattung von EinzelhandelsgeschäftenundArztpraxengelegt.DieSchreinergeben oberflächenkritischen Teilen wie Arbeitsplatten und KüchenfrontendasrichtigeFinish,bauenSchränkeund Tische. Neben gewachsenem Holz kommen dabei auch MDF-, Pressspan- und Multiplex-Platten zum Einsatz. Dittus nutzt das CNC-Bearbeitungszentrum Rover C6 von Biesse. Der italienische Hersteller plant, produziert und vertreibt ein Komplettsortiment an Maschinen für Schreinereien und die Holz verarbeitende Großindustrie. Mit der Rover können die Fachkräfte Möbel sowie Komponenten von Fenstern und Türen jeder Form, Größe und Dicke problemlos fertigen. Ein Vakuum-Aufspannsystem fixiert die Werkstücke, die Arbeitseinheit
Bild : J Schma lz GmbH
BlocksaugerkannOberflächenbeschädigen
„Mit der Rover sind wir eigentlich zufrieden, aber das Aufspannsystem machte immer wieder Schwierigkeiten“, sagt Ralf Gutekunst, Betriebsleiter der Dittus Holzmanufaktur Das Problem: Bei den Blocksaugern von BiessesitztdieGummidichtungineinerNut.Wirddiese Fugebeschädigt,reichtesoftnichtaus,dieDichtungzu ersetzen,damitsichdasModulwiederevakuierenlässt.
„Wir waren gezwungen, den ganzen Blocksauger auszutauschen. Das verursachte hohe Kosten und war nicht nachhaltig“, erklärt Ralf Gutekunst. Ein weiterer Kritikpunkt: Die Auflage besteht aus hartem Kunststoff und kann empfindliche Oberflächen beschädigen
AuchdieErsatzteilbeschaffunggestaltetesichschwierig „Die Lieferzeiten beim Originalhersteller waren besonders über die Sommerzeit viel zu lang Wir mussten oft drei bis vier Wochen auf die neuen Blocksauger warten. Undmanchmalsogarnochlänger,weildieLieferungen nichtimmerverlässlichwaren“,blicktGutekunstzurück. Damit hatte der Handwerksbetrieb keine Prozesssicherheit.
Beim Glattener Unternehmen Schmalz fand die Schreinerei mit dem Blocksauger VCBL-B eine Alternative. Bei Verschleiß oder Beschädigung der SaugplattefälltkeineteureWiederbeschaffungeineskompletten Bauteilsan.MitwenigenHandgriffenkanneinMitarbeiter die defekte Saugplatte entfernen und das neue Element aufziehen. Der Sauger ist danach sofort einsatzbereit. Zudem besteht die Saugplatte aus weichem Elastomer – das schützt empfindliche Oberflächen. Bereits seit sechs Jahren setzt die Holzmanufaktur Dittus die Blocksauger von Schmalz ein.
Vakuum-AufspannsystemfürMischbetrieb
Schmalz hat die Blocksauger VCBL-B als schlauchloses Vakuum-Aufspannsystem speziell für Konsolentische vonBiesseentwickelt.SiesindmitdenSaugerndesErstausrüsters voll kompatibel und lassen sich daher auch imMischbetriebnutzen.DieSchreinerkönnendieSaugflächen nach Wunsch ausrichten, indem sie die Blocksauger in beliebiger Richtung mit dem Adapterring in 15-Grad-SchrittenindieStandardaufnahmeneinsetzen. Das steigert die Flexibilität und verkürzt die Rüstzeit.
SpannlaschenamBlocksaugerringundMagneteermöglichen eine sichere Fixierung in der Saugeraufnahme. DasintegrierteTastventilaktiviertnurSauger,aufdenen ein Werkstück liegt. Nicht benötigte Blocksauger können somit auf dem Maschinentisch verbleiben. Der TasterlässtsichbeiBeschädigungebenfallsleichtersetzen, auchhierbeiistkeinAustauschdeskomplettenSaugers erforderlich
Der Grundkörper der Blocksauger besteht aus einem robusten Kunststoff Schmalz hat die Dichtkanten und Reiboberflächen speziell auf die Holzbearbeitung abgestimmt.DieSaugerübertragengroßeHorizontalkräfteundsindindenHöhen29und48Millimeterfür3-und 4-Achs-Maschinen sowie 74 Millimeter für 5-Achs-Maschinenverfügbar IhreHöheistmaßhaltigbis0,06Millimeter Damit sorgen sie für die nötige Präzision im Fertigungsprozess. Saugflächen und Arbeitshöhen entsprechen den Maßen der Sauger von Biesse. Die Störkonturen der VCBL-B-Typen sind nahezu identisch mit denenderErstausrüstung DamitkönnendieHolzexpertendiebestehendeCAM-Softwareweiterhinnutzen.(st)
Messe Stuttgart 08.-11.10.2024 Halle 3 Stand 3218
+ Winkelgetriebe mit hohem Drehmoment
+ Minimale Abmessungen
+ Ideal für vielfältige Einsatzgebiete und begrenzten Bauraum.
+ Wartungsfrei, robust und langlebig.
Die Holzmanufaktur Dittus nutzt die Blocksauger VCBL-B seit sechs Jahren
Bild:
MITGÄNGER-HOCHHUBWAGEN
Schneller,höher,weiter... auchinderIntralogistik
VERFASST VON
Bernd
Maienschein
Redakteur
MM Maschinenmarkt
Deichselgeführte Mitgänger-Hochhubwagen sind die Allrounder der Intralogistik. Keine „Ameisen“ sind sie mehr, aber auch noch keine echten Stapler mit Fahrersitz. Als offizieller Material-Handling-Partner der Olympischen und Paralympischen Spiele nutzt Toyota Material Handling Europe mit seinen neuesten Produkten diese Bühne. Doch der Konkurrenzkampf ist groß, nicht nur unter den Sportlern.
AufeinenBlick
Selbst relativ hoch gelegene Regalböden kann man mit dem richtigen Deichselstapler leicht erreichen.
Bei Geräten mit Initialhub ermöglicht deren größere Bodenfreiheit eine leichtere Handhabung an Steigungen und auf unebenen Flächen – ein viel breiteres Anwendungsspektrum wird möglich.
Intelligente Gewichtsverteilung innerhalb des Fahrzeugchassis kann die Standsicherheit der Mitgängergeräte deutlich verbessern.
Clark,dasallgemeinals„ErfinderdesGabelstaplers“ giltundseit2003dersüdkoreanischenUnternehmerfamilie Young An und der gleichnamigen Firmenruppegehört,hateinenneuenHochhubwagenmit Lithium-Ionen-Technologie auf den Markt geworfen. „Unschlagbar wendig und sicher in der Bedienung“ kommt der SWX16 mit einer Tragfähigkeit von – Eingeweihte ahnen es – 1,6 Tonnen daher Das Gerät eigne sichinsbesonderefürdenTransportvonWarenaufkurzenStrecken:inIndustrie,HandelundDistribution.Der Deichselstapler verfügt über eine maximale Hubhöhe von 5.500 Millimetern und kann damit selbst höher gelegene Regalböden problemlos erreichen. Interessant:
Bild: Cr own
Der Mitgeh-Hochhubwagen ESi 4000 mit zusätzlichem Initialhub nimmt Steigungen und unebene Flächen mit Leichtigkeit.
Wie man hört, hat das Unternehmen Clark seinen Hauptsitz am 1. Juli von Bucheon wieder zurück in die USA verlegt, und zwar nach Dallas (Texas) Crown, ein weiterer US-amerikanischer Anbieter äußerst solider Flurförderzeuge, bietet in Sachen MitgehHochhubwagenaktuelldieSerienES4000undESi4000
Je geringer der Abstand zwischen Bediener und SWX16 ist, umso mehr wird die Geschwindigkeit dieses handgeführten Lagerhelfers reduziert.
an, wobei erstere mit einer Ausstattung daherkommt, „die den Anforderungen in Kerneinsatzbereichen gerechtwird“,heißtesausdemUnternehmen.Esgibtdrei AusführungenmitTraglastenvon1,2,1,4oder1,6Tonnen und Hubhöhen von 2,4 bis 5,4 Metern. Das Modell mit dem ergänzenden „i“ im Namen verfügt über einen zusätzlichenInitialhub DiegrößereBodenfreiheitermöglicht eine leichtere Handhabung der Arbeitsmaschine an Steigungen und auf unebenen Flächen und eröffnet dem Hochhubwagen somit ein viel breiteres Anwendungsspektrum.TypischeAnwendungensindkleinebis mittelgroße Arbeitsbereiche mit Rampen und Steigungen. Aber auch unebene Oberflächen und Böden mit Abflussrinnen lassen sich mit dem ESi 4000 leicht bewältigen.
Und ein weiterer Elektro-Geh-Gabelhochhubwagen, wie ihn der Hersteller von „überm großen Teich“ bezeichnet, macht uns seine Aufwartung: Der S1.RUT von HystererfüllevieleLager-undKommissionieraufgaben, seizuverlässig,unkompliziertundvorallemerschwinglich,heißtes.DerStaplerbietetschnelleHub-undSenkgeschwindigkeiten sowie eine Hubkapazität von 1,5 Tonnen bei 600 Millimetern Lastschwerpunkt und eignet sich damit insbesondere für kurze Fahrten mit palettierten Lasten zum und vom Lager
Ultrakompakt dank 100-prozentiger Lithium-IonenTechnologie kommt ein Neuling aus Hamburg daher,
Bild: Clark
Durch das völlig neue Fahrzeugdesign zeichnet sich die EJC-Baureihe 1i mit besonderer Kompaktheit bei gleichzeitig erheblich gesteigerter Resttragfähigkeit aus.
Zu Mitte Juli 2024
löste Nadine Despineux den Vertriebsvorstand Christian Erlach bei Jungheinrich ab Bild: J ungh einrich
Die mittig angebrachte, lange, tief angelenkte Deichsel des L16 sorgt für einen großen Sicherheitsabstand zwischen Bediener und Fahrzeug Bild : Li
undzwarvomPremiumanbieterJungheinrich.Dieneue FahrzeuggeometriedesaufderLogimat2024vorgestellten Elektro-Hochhubwagens der EJC-Baureihe 1i erreiche eine „deutliche Performance-Steigerung durch höhere Hub- und Senkgeschwindigkeiten“, verlautet aus Hamburg SeitMitteJuliistVertriebsvorständinNadine DespineuxalsNachfolgerinvonChristianErlachfürden Erfolg dieses Neugeräts verantwortlich Despineux war zuletzt als Segment CEO für die Geschäftsbereiche Marine & Industrie, Gleitlager, Digitalisierung und IT bei der Renk Group in Augsburg verantwortlich Jungheinrich-Vorstandsvorsitzender Dr Lars Brzoska kommentiert: „Ich freue mich sehr, Nadine Despineux bei Jungheinrich willkommen zu heißen. Mit ihrer großen Expertise und Erfahrung ist sie eine hervorragende Ergänzung für unser Vorstandsteam und den Jungheinrich-Vertrieb “
KleinererBau,bessererStand
Doch zurück zur EJC-Baureihe 1i: Obwohl diese Fahrzeugewesentlichkompakterundkleinerbauenalsihre Vorgängermodelle, sei es Jungheinrich gelungen, ihre Standsicherheit noch einmal deutlich zu verbessern, heißtesausHamburg Möglichgewordenseidiesdurch eineintelligenteGewichtsverteilunginnerhalbdesFahrzeugchassisunddiedamitverbundeneOptimierungdes Fahrzeugschwerpunkts. Und auch neue Hubgerüstprofile spielen hier mit rein. In der Folge konnte man die Resttragfähigkeitummehrals150Kilogrammerhöhen.
„Die Regel, je kleiner und leichter Batterie und Fahrzeug, desto geringer die Standfestigkeit und damit die Resttragfähigkeit, gilt nicht mehr“, sagt der scheidende Vertriebsvorstand Christian Erlach. „Bei unserer EJCBaureihe 1i ist es uns gelungen, eine Kombination aus Kompaktheit und Performance zu erreichen, die in diesem Segment ihresgleichen sucht.“
Auch bei Europas größtem Staplerbauer aus Aschaffenburg, Linde Material Handling, deutet die ModellbezeichnungdieLeistungsfähigkeitan:DieGeräteLinde L14 bis L20 arbeiten im Traglastbereich von 1,4 bis 2,0 Tonnen. Die Mitgänger-Hochhubwagen aus Unterfranken sorgen auf der Basis von leistungsstarken 2,3-Kilowatt-DrehstrommotorenundhohenTragfähigkeitenfür
Mögliche Ausrichtungen der Deichsel des Elektro-Hochhubwagens BT Staxio SWE120 von Toyota.
eine starke Umschlagleistung Wie das Unternehmen angibt, eignen sich diese Modelle für das Handling in schmalen Gängen oder Serviceaufzügen. Optional gibt es auch hier eine Initialhubversion für mehr Bodenfreiheit,mitderenHilfedasFahrzeugauchLastenbis2Tonnen sicher über Rampen und Unebenheiten transportiert.DiefeinfühligeOptilift-Hubmaststeuerungvereinfacht das Handling, weil alle Hubbewegungen sehr präzise ablaufen, wie es heißt. Optional kann das FahrzeugauchmitdemLindeLoadManagementausgerüstet werden,welchesdasaktuelleGewichtunddieHöheder Last berechnet.
Mit Linde, dem Intralogistikspezialisten Dematic und weiteren Unternehmen unter dem Dach des Kion-Konzernsvereint,tretendieStaplerbauervonStillausHamburg trotz aller Verbundenheit als Konkurrent auf, und zwar ebenfalls mit neuen Hochhubwagen für hohe EffizienzaufkleinstemRaum.BesonderskompakteAbmessungen,eineVielzahlanAusstattungsoptionenfürnoch
H yst er
Beim Transport von Lasten über kurze Strecken zwischen verschiedenen Lagereinheiten bietet der S1.5UT von Hyster Stabilität durch eine einstellbare Ausgleichsrolle.
Bild: J ungheinrich
Bild: T o y ota
Ma t eria l Handling
Bild:
mehrErgonomieundSicherheitunddaspreisgekrönte Still-Deichselkonzept: Mit dem EXV 10C-16C präsentierendieNorddeutscheneinenHochhubwagen,„derpassgenaudiewachsendenAnforderungenderKundennach einem leistungsstarken, wendigen und intuitiv zu bedienenden Lagerhelfer für leichte bis mittlere Einsätze auch auf engstem Raum erfüllt“
Dank des stabilen 4-Rad-Fahrwerks hat der EXV 10C16CtrotzseinerschlankenSilhouetteauchinengenKurvenfahrten immer einen stabilen Stand Smarte Sicherheitsfeatures wie Dynamic Load Control passen zudem die Hubhöhe stets an die aktuelle Last an. Unterschiedliche Fahrprogramme und die optionale Radarmverlängerung sorgen für „höchste Flexibilität im Einsatz“, wie es heißt. Dank abgerundeter Gabelspitzen ist mit den Still-Neuheiten ein unkompliziertes, schnelles Einfädeln der Paletten möglich.
DieEuropaorganisationdesmitweitemAbstandweltgrößtenHerstellersvonFlurförderzeugen,ToyotaMaterial Handling, will bei den vielen Neuheiten natürlich nicht im Schatten stehen. Dazu hat man sich einen formidablen Werbecoup ausgedacht: Warum nicht eine Großveranstaltung sponsern? Und das ist augenscheinlich gelungen, denn geht es (viel) größer als bei der Olympiade?AlsoffiziellerPartnerfürMaterialHandling Equipment der Olympischen und Paralympischen Spiele Paris 2024 möchten die Japaner mehr AufmerksamkeitfürdiewichtigeRollederLogistikbrancheerzeugen Unter dem Slogan #WeDeliverForYou hebt das Unternehmen die enorme Bedeutung hervor, die die Logistik bei der Versorgung von mehr als 750 Millionen Menschen auf dem europäischen Kontinent hat. „In Europa arbeitenüber5MillionenMenscheninderLogistikbranche–obsienuninLagernanpacken,Lastwagenfahren, Pakete ausliefern oder ausgeklügelte IT-Systeme bedienen. Wir wollen die wichtige Rolle, die sie in der Gesellschaft spielen, ins Rampenlicht rücken“, erklärt Mark Peters,MarketingdirektorbeiToyotaMaterialHandling Europe (TMHE).
Der BT Tyro SHE100 ist Toyotas neuester ElektroHochhubwagenderEinstiegsklasse.DasMitgängergerät eigne sich „perfekt“ für weniger intensive Stapelanwendungen. Es kann Lasten bis zu 1.000 Kilogramm transportierenundheben.DerSHE100istmitLithium-IonenTechnologiefüreinehoheEnergieeffizienzausgestattet – eine gute Möglichkeit für Anwender, die von manuellen oder semielektrischen Staplern kostengünstig auf einen Elektrodeichselstapler umsteigen möchten Von höherer Arbeitseffizienz bis zu geringeren Betriebskosten berichtet ein weiterer US-amerikanischer Anbieter Die Doppelstock-Gabelhochhubwagen des
Kommt inklusive Plattform daher: der Yale-Doppelstock-Gabelhochhubwagen
Typs MS20XD von Yale kommen mit Plattform daher und können zwei Paletten gleichzeitig laden Sie sind den reinen Mitgehgeräten dadurch natürlich von Haus aus überlegen. Die Zinken des Gabelhochhubwagens sindkurz.DasprädestiniertihnfürBereichemithohem Verkehrsaufkommen: Lebensmittel, Getränke, Einzelhandel und Logistik, auch mit Kühlhausoption, sind typische Einsatzgebiete. Der MS20XD bietet Fahrmodi für Anfänger, Fortgeschrittene und Profis. Zusätzlich sind vier anpassbare Modi verfügbar, in denen Parameter wie Fahrgeschwindigkeit, Beschleunigung und Verzögerung programmiert werden können. (bm)
Seine Wendigkeit und die leichtgängige Bedienung auch auf engem Raum verdankt der EXV 10C16C auch der Ifoyprämierten, ergonomischen Deichsel.
MS20XD
Bild: S till
In unserer von Agilität, Fachkräftemangel und Innovationskraft geprägten Zeit ist Hybrid Workforce ein Schlüsselelement zum Unternehmenserfolg
PERSONAL
Arbeitnehmerüberlassung –daraufkommtesan
Bei Hybrid Workforce werden die Stärken der Stammbelegschaft mit dem Spezialwissen externer Experten verbunden. Doch welche Weichen müssen gestellt werden, um eine erfolgreiche Zusammenarbeit zu gewährleisten?
AufeinenBlick
Unternehmen können durch Arbeitnehmerüberlassungen flexibel bleiben und sich gleichzeitig frisches Know-how ins Haus holen.
Ein professionelles Onboarding-Programm bildet die organisatorische Grundlage für eine erfolgreiche Hybrid Workforce.
Es ist wichtig, einige rechtliche Aspekte bei einer Hybrid Workforce zu beachten. Beispielsweise Überlassungsdauer, Urlaubsanspruch oder Lohnfortzahlung im Krankheitsfall
Arbeitnehmerüberlassung, Zeitarbeit und PersonalleasingsindinderheutigenArbeitsweltnicht nur reine Schlagworte – sie ermöglichen UnternehmendenflexiblenEinsatzvonexternenFachkräften für temporäre Arbeitseinsätze oder spezielle, oft auch außerplanmäßige Projekte. Diese Modelle funktionieren wie ein Leasingvertrag für Fachkompetenz, wobei ein Personaldienstleister spezialisierte Fachkräfte für begrenzte Zeit an Unternehmen überlässt. Doch wie funktioniert ein solches Zeitarbeitsmodell?
Im Zentrum dieses geschäftlichen Dreiecksverhältnisses steht ein Personaldienstleister (Verleiher), der spezialisierte Fachkräfte rekrutiert und für einen be-
grenzten Zeitraum an ein Kundenunternehmen (Entleiher) überlässt. Der Personaldienstleister als formaler ArbeitgeberkümmertsichumalleadministrativenAufgabenwieLohn-undGehaltsabrechnung,währenddas Kundenunternehmen die fachliche Führung innehat. Dies schafft einen rechtssicheren Rahmen für den Einsatz hoch qualifizierter Fach- und Führungskräfte und sorgt für transparente und verlässliche Beschäftigungsverhältnisse
WannisteineArbeitnehmerüberlassung sinnvoll?
Die Arbeitnehmerüberlassung ist besonders für UnternehmenvonVorteil,dieflexibelbleibenundsichgleichzeitig frisches Know-how ins Haus holen wollen. Ein innovatives Maschinenbauunternehmen kann beispielsweiseseineProduktionslinienoptimieren,indem es externe Ingenieure mit Fachwissen in Technologien wie Industrie 4.0, Robotik und Prozessautomatisierung einbindet.
Durch diesen gezielten Einsatz externer Expertise können Unternehmen zeitnah auf neueste Marktentwicklungen und technologische Fortschritte reagieren undZeitundKostensparen:StattlangwierigerRekrutierungs- und Einarbeitungsprozesse erhalten sie den direkten Zugriff auf genau das Expertenwissen, das benötigt wird.
VERFASST VON PhilippRiedel Geschäftsführer Avantgarde Experts
desZeitarbeitnehmersunddieVoraussetzungenandie Tätigkeit. Obwohl die Höchstüberlassungsdauer 18 Monatebeträgt,bestehtdieMöglichkeit,Zeitarbeitnehmer schon vorher in ein festes Arbeitsverhältnis zu übernehmen.
Soklapptesmitdererfolgreichen Integration
BasisfüreineerfolgreicheHybridWorkforceisteinprofessionellesOnboarding-Programm:Dabeigehtesnicht nurumdiefachlicheEinarbeitung,sondernauchumdie Förderung sozialer Anknüpfungspunkte wie gemeinsame Mittagspausen, die den neuen Arbeitskräften das Gefühlgeben,willkommenzusein.Vorallemdiephysische Präsenz der Externen am Arbeitsplatz fördert das Zugehörigkeitsgefühl und beeinflusst damit den Integrationserfolg maßgeblich.
DerFührungskraftkommthierbeieineentscheidende Rolle zu: Sie ist ein Integrator, dessen Aufgabe es ist, externeMitarbeitendeerfolgreichindasTeamzuintegrieren. So sorgt sie dank Einfühlungsvermögen maßgeblich für eine positive Teamdynamik und beugt möglichen Ausgrenzungen vor
Eine offene Kommunikation und die Definition gemeinsamer Ziele sind wichtige Schlüsselfaktoren für eine gelungene Integration im Unternehmen.
DadurchbietetdasModelleineAntwortaufdenFachkräftemangel, indem es es Unternehmen ermöglicht, aufExpertenzuzugreifen,diesichimmerseltenerdurch eine Festanstellung binden möchten. Abteilungsleiter, die mit einer knappen Personaldecke konfrontiert sind, können diese Lücken effizient schließen.
DierichtigenExpertenfinden–sogelingtes
Der Prozess beginnt mit einer gezielten Bedarfsermittlung,beiderUnternehmenundPersonaldienstleisterin einem Strategiegespräch die Anforderungen und das Idealprofil potenzieller Kandidaten definieren Anschließend erfolgt die Kandidatensuche der RecruitingExperten sowohl im eigenen Talentpool als auch über Stellenanzeigen und Active Sourcing
Nach einer Vorauswahl anhand definierter Kriterien werdendiepassendstenProfiledemKundenvorgestellt und mit den Favoriten Vorstellungsgespräche geführt. Bei einer erfolgreichen Auswahl werden der Arbeitsvertrag zwischen Kandidat und Zeitarbeitsunternehmen sowiederArbeitnehmerüberlassungs-Vertragzwischen Zeitarbeitsunternehmen und Kundenunternehmen geschlossen.
In diesen Verträgen werden alle wichtigen Rahmenbedingungengeregelt,unteranderemdieQualifikation
Eine offene Kommunikation und die Definition gemeinsamerZielesindweitereSchlüsselfaktorenfüreine gelungene Integration. Unternehmen sollten dazu Strukturenschaffen,dieeinenregelmäßigenAustausch zwischen internen und externen Teammitgliedern ermöglichen. Administrative Hürden sollten vermieden werden, um eine gute Zusammenarbeit im Alltag zu gewährleisten.
Checkliste:Dasgiltesrechtlichzubeachten
BeiderGestaltungeinererfolgreichenHybridWorkforce sind neben den organisatorischen auch rechtliche Aspekte der Arbeitnehmerüberlassung zu beachten, wie zum Beispiel:
ErlaubniszurArbeitnehmerüberlassung: Um Zeitarbeit legal betreiben zu können, benötigen Unternehmen eine Erlaubnis Diese wird von der Bundesagentur für Arbeit erteilt und bestätigt, dass das Zeitarbeitsunternehmen alle gesetzlichen Anforderungen erfüllt.
Höchstüberlassungsdauer: Nach deutschem Arbeitsrecht ist die Überlassungsdauer eines Zeitarbeitnehmers auf maximal 18 Monate begrenzt. Danach hat das entleihende Unternehmen die Möglichkeit, die externe Fachkraft in ein festes Arbeitsverhältnis zu übernehmen.
Urlaubsanspruch: Zeitarbeitskräfte haben außerdem Anspruch auf bezahlten Urlaub Die genaue Anzahl der Urlaubstage ist im Vertrag festgelegt und hängt von den wöchentlichen Arbeitstagen ab Wichtig ist, dass Urlaubsanträge sowohl vom Entleiher als auch vom Verleiher genehmigt werden müssen.
LohnfortzahlungimKrankheitsfall: In diesem Fall haben Zeitarbeitnehmer Anspruch auf Lohnfortzahlung durch den Verleiher, sodass eine finanzielle Absicherung während der Abwesenheit gewährleistet ist. (mk)
Beim Business Reengineering werden die drei Dimensionen Prozessorientierung, Mitarbeiterorientierung und Kundenorientierung miteinander verbunden
ORGANISATIONSENTWICKLUNG
BusinessReengineeringals „Game-Changer“
Produktionsunternehmen versuchen Rentabilitäts- und Kostenprobleme oft durch den Einsatz neuer Technologien zu lösen. Eher selten stellen sie jedoch ihre Organisationsstrukturen infrage.
In der produzierenden Industrie vollzieht sich ein radikalerWandel.AllseitsistdasBemühenspürbar,die Unternehmensstrukturenschlankundkostengünstig undsomitkonkurrenzfähigzugestalten.VieleManagementkonzeptewieLeanManagement/LeanProduction, TotalQualityManagementundKaizenversprechenhier-
AufeinenBlick
Das Business Reengineering betrachtet Unternehmensprozesse ganzheitlich und verbindet Prozess-, Mitarbeiter- und Kundenorientierung
Das Konzept stellt den Menschen als entscheidenden Erfolgsfaktor in den Mittelpunkt
Traditionelle, hierarchische Strukturen werden durch prozessorientierte, flexible Organisationsformen ersetzt, um Effizienz und Innovationskraft zu steigern.
bei Hilfe. Ein weiterer Ansatz, der um die Jahrtausendwende boomte, ist das sogenannte Business Reengineering EsknüpftandieErfolgskonzeptederzurückliegenden Jahrzehnte an, die mit dem Begriff einer schlanken ProduktionverbundensindundauchdenMenschenals wichtigen Produktivitätsfaktor rehabilitierten. Es verspricht jedoch mehr: Wachstum in nicht mehr für möglicherachtetenGrößenordnungen;außerdemeineSteigerung der betrieblichen Prosperität trotz einer sich verschärfendenKonkurrenz.DenAnsatzhierfürsiehtes ineinerganzheitlichenBetrachtungderUnternehmensprozesse,diediedreiDimensionenProzess-,Mitarbeiterund Kundenorientierung miteinander verbindet.
Das unterscheidet das Business Reengineering von früheren Optimierungsansätzen. Diese strebten oft nur in einer der drei genannten Dimensionen Verbesserungen an. Das Business Reengineering hingegen will alle erfolgsrelevanten Handlungsfelder und Abläufe eines Unternehmens neu ordnen. Außerdem strebt es eine radikale Verschlankung seiner zentralen Geschäftsprozesse mit dem Ziel an, den Kundennutzen zu steigern und die Organisation so weiterzuentwickeln, dass langfristige Wettbewerbsvorteile entstehen.
Um dies zu erreichen, stellt das Business Reengineering die bisherige Unternehmenspraxis von Grund auf infrage.Esdurchleuchtetsiekritischundordnetsieentlang der betrieblichen Wertschöpfungskette neu.
DieProblemursacheninderOrganisation ermitteln
Eine solche Radikalkur setzt die Bereitschaft zu einem fundamentalen Überdenken und Umformen aller Geschäftsprozesse voraus Denn nur dann lässt sich das hochgesteckte Ziel realisieren, Leistungsdaten wie Kosten,Qualität,ServiceundGeschwindigkeitdrastischzu verbessern. Eine nachhaltige Wirkung entfalten diese Veränderungen zudem nur, wenn zugleich der Produktionsfaktor Mensch wieder ins Zentrum der strategischen Überlegungen rückt. Bei vielen Produktionsunternehmen ist dies noch nicht der Fall. Traditionell reagieren sie auf Rentabilitäts- und Kostenprobleme mit einem Mengenwachstum, einer Steigerung des Veredelungsgrades, dem Einsatz verbesserter Technologien, Verfahren und Rezepturen sowie
einer Optimierung des Rohstoffeinsatzes.
Insgesamt herrscht eine Konzentration auf technologische Verbesserungen vor Es wird nach Verbesserungspotenzialen unter Beibehaltung der erstarrten Organisationsstrukturen gesucht.
DieInnovationsbarrierenüberwinden
Deshalb widersprechen aktuell die OrganisationsstrukturenvielerProduktionsunternehmennochweithinden Merkmalen einer modernen Unternehmensführung und-gestaltung SostandenzumBeispielbisvorKurzem in vielen Betrieben die meist tayloristischen Arbeitsstrukturen und -abläufe noch nicht zur Disposition EbensowenigwurdenAnsätzeverfolgt,diesichaufeine konsequente Nutzung der Innovationskraft der Mitarbeiter richten. Diese wurden primär als Kostenfaktor gesehen. Dies zeigen die vielfältigen Bemühungen, die Personalkosten zu senken.
NachwievordominiertindenProduktionsunternehmeneinestarkhierarchischeundfunktionalausgerichtete Aufbauorganisation. Die Betriebe sind fast durchgängig den technischen Anlagen entsprechend gegliedert.Dertayloristisch-funktionalenArbeitsorganisation entsprichtdasDenkenderMitarbeiter Siesindoftnoch imAbteilungsdenkenverhafteteMaschinenspezialisten. DieNachteilesolcherstarrenOrganisationsformenund
Denkstrukturen treten insbesondere in wirtschaftlich schwierigenSituationenwiederaktuellenzutage.Dann erweisen sie sich als Barrieren, die grundlegende Problemlösungen behindern. Solche Problemlagen sind unter anderem
lange Instanzenwege,
eine Vielzahl an Kompetenzabgrenzungen,
eine einseitige Qualifikation der Mitarbeiter,
eine mangelnde Motivation und fehlende Identifikation der Mitarbeiter mit dem Unternehmen sowie
eine vordergründige Fixierung auf die Kostenstruktur
Zudem bewirkte die vom Taylorismus geprägte Organisationsform insbesondere in der Fertigung ein auf Maschinentätigkeiten verengtes Denken. In ihm ist für eine Vorstellung vom Prozessfluss der Produktion kein Platz. Hierdurch wird die Austauschbarkeit des Personals stark begrenzt; außerdem entwickeln die MitarbeiteraufgrundihrereingeschränktenHandlungsspielräume kaum Formen des Mitdenkens.
WokapitalintensiveGroßanlagendieKostenrechnung prägen, wird generell eher selten an die Mitarbeiter im Zentrum des Geschehens gedacht. Gerechtfertigt wird dieVernachlässigungdesFaktorsMenschdamit,dasser inderbetrieblichenKostenstrukturnureinegeringeBedeutung spielt. Schließlich beträgt der Anteil der Personalkosten an den Gesamtkosten in vielen Industrieun-
Diese und viele weitere attraktive Stellenangebote für Entscheider in Management, Produktion, Automation und Konstruktion finden Sie unter jobware de, der Jobbörse an Ihrer Seite
Maschinen- und Anlagenführer (m/w/d)
Pölzig
Jobware-ID 048987016
Maschinen- und Anlagenführer Profilierung (m/w/d)
Iserlohn
Jobware-ID 050125851
Maschinen- und Anlagenführer (m/w/d) für die Sparte Wellpappe
Miehlen
Jobware-ID 049726059
Versuchstechniker im Bereich Innenballistik (m/w/d)
Saint-Louis (Frankreich)
Jobware-ID 049999522
Gehen Sie auf www jobware de, geben Sie dort die Jobware-ID in die Suchmaske ein und lesen Sie die komplette Stellenanzeige Viel Erfolg!
Ich hab´den Job!
VERFASST VON Dr GeorgKraus ührender er ernehmensberatung artner
MM-TIPP
Weitere spannende Artikel zum Thema Organisation und Unternehmensführung lesen Sie alle zwei Wochen in unserem ManagementNewsletter
ternehmen nur 8 bis 15 Prozent. Deshalb wird hier kein Potenzial für durchgreifende Rationalisierungserfolge gesehen. Dabei wird übersehen, dass mit eben diesen 8 bis 15 Prozent der Kosten der gesamte Prozess gesteuert wird,alsodasVielfacheandererKostenbeeinflusstwird.
Das„ErfolgspotenzialMensch“nutzen
DeshalbisteseineelementareManagementaufgabe,das Leistungs- und Innovationspotenzial der Mitarbeiter voll zu nutzen. Als Königsweg hierzu erachtet das Business Reengineering die funktions- und bereichsübergreifendeTeamarbeit;seiesinFormtemporärarbeitenderTeams(zumBeispielProjektgruppen,KVP-Gruppen) oder in Form dauerhaft zusammenarbeitender Arbeitsgruppen (Gruppenarbeit).
DerentscheidendeVorteileinersolchenOrganisation liegt in den erzielten Synergieeffekten. Sie lassen sich mit der mathematisch unmöglichen Formel 2 + 2 = 7 beschreiben. Diese besagt, dass ein effektiv zusammenarbeitendesTeammehrleistetalsdieSummedereinzelnen Teammitglieder
Die Forcierung der Teamarbeit als arbeitsorganisatorisches Grundmodell erinnert stark an die Gedankenwelt des Lean Managements beziehungsweise der Lean Production.DasBusinessReengineeringgehtabereinen Schritt weiter, indem es sämtliche Geschäftsprozesse neu ordnet. Dabei fällt den Teams die Aufgabe zu, die durch das Reengineering bereits erreichten Leistungsstandards kontinuierlich zu verbessern.
Gerade in Branchen, die mit revolutionären technologischen Innovationen und einem relativ instabilen Umfeld (Märkte, Werkstoffpreise) konfrontiert sind, musseinmodernesManagementnichtnurdenStellenwert der einzusetzenden Techniken und Technologien stets neu definieren. Es muss auch eine Organisationsform schaffen, die ein Höchstmaß an Flexibilität und Effizienz beim Einsatz aller Ressourcen ermöglicht. Folglich muss sich das Management auch intensiv mit den Themen Arbeitsorganisation, Führung und Personalentwicklungbefassen FolgendeEntwicklungslinien lassen sich bezüglich einer zukunftsorientierten Unternehmensführung konstatieren:
Führung:Das(Top-)Managementmusssichverstärkt den strategischen Herausforderungen widmen und weniger Zeit im operativen Tagesgeschäft verbringen. Für dasWahrnehmenseinergestalterischenAufgaben(wie dem Erschließen neuer Geschäftsfelder) benötigt es Freiräume. Deshalb müssen die Führungskräfte Routinearbeiten, mit denen sie beschäftigt sind, delegieren. Entscheidung/Kontrolle: Ein modernes Management delegiert Entscheidungskompetenzen von oben nach unten. Hierdurch wird das mittlere und obere Management entlastet. Aus der Fremdkontrolle wird eine laufende Selbstkontrolle und -organisation unterhalb der betrieblichen Führung Dadurch entstehen die Freiräume, die die Führungskräfte brauchen. Organisation: Durch das Zusammenlegen vormals getrennterFunktionenwerdenganzheitlicheAufgaben geschaffen, die von den Mitarbeitern beziehungsweise Teams selbstverantwortlich erledigt werden Dadurch wird für die Mitarbeiter wieder erkennbar, welche Bedeutung ihre Tätigkeit für das Unternehmen hat. Dies steigert ihr Verantwortungsgefühl und ihre Identifikation mit dem eigenen Tun. Außerdem wird das „Wir“Gefühl gefördert.
Produkte: Die verschärfte Konkurrenzsituation erforderteinehoheQualitätderProdukteundLeistungen; zum einen, um eine optimale Kundenzufriedenheit zu sichern, zum anderen, um Verschwendung zu vermeiden.SokönnenzumBeispielübereineVerringerungdes Ausschusses die Kosten gesenkt und Abschläge infolge mangelhafter Qualität vermieden werden. Dies steigert die Rentabilität und verbessert das Betriebsergebnis sowie die Konkurrenzfähigkeit.
Strategie:ZurVerbesserungdesBetriebsergebnisses trägtaucheineKonzentrationderUnternehmensaktivitätenaufdasKerngeschäftbei.EineSteigerungderWertschöpfung wird außerdem durch den Ausbau der Kernkompetenz und ein gezieltes Outsourcing unrentabler Geschäftsbereiche erreicht.
WodieskizziertenEntwicklungslinieneinesmodernen Management- und Führungsstils greifen, löst eine prozessorientierte Aufbau- und Ablauforganisation die traditionellen Formen der Unternehmensorganisation ab IndenMittelpunktderBetriebsorganisationrückenAnstrengungen, die darauf abzielen,
die Auftragsdurchläufe zu beschleunigen,
Schnittstellen der Geschäftsprozesse als mögliche Fehlerquellen auszuschalten und
Maßnahmen zur Verbesserung der Ergebnisse einzuleiten.
Zugleich treten alle Formen von der oben genannten praktiziertenzentralistischenPlanungundKontrollein den Hintergrund. Darauf aufbauende Fitnessprogramme und Reorganisationsprojekte verfolgen das Ziel, die PotenzialeaufderShopfloor-Ebenebeziehungsweisevor Ort besser zu nutzen, indem sie auf Dezentralisierung setzen; außerdem auf die Kompetenz, Eigenverantwortung und Selbstorganisationsfähigkeit der Mitarbeiter
Das Erreichen solcher Zielsetzungen ist nur mit kreativen,lernfähigen,engagiertenundeigeninitiativenMitarbeitern möglich. Deshalb ist es eine zentrale Managementaufgabe,dieVoraussetzungenzuschaffen,dassdie Mitarbeiter ihr Potenzial voll entfalten können. Dies gelingtambestendurchdasEinführeneinerteamorientierten Arbeitsorganisation.
DasUnternehmen,DenkenundTun neuausrichten
So weitreichende Eingriffe in die bestehenden Strukturen, wie sie das Business Reengineering vollzieht, verlaufennichtimmerkonfliktfrei Problemeergebensich voralleminUnternehmen(-sbereichen),dienochwenig Erfahrung mit der Teamarbeit haben. Ermöglicht die ReorganisationzudemumfangreicheStellenkürzungen, dann erweist es sich zudem oft als schwierig, bei der BelegschaftausreichendAkzeptanzfürdieVeränderungsmaßnahmen zu erzielen.
VonVorteilistesdann,wennimUnternehmenbereits Erfahrungen mit dem Total-Quality-Management (TQM), dem kontinuierlichen Verbesserungsprozess (KVP) oder dem Lean Management vorliegen. Denn Unternehmen, die entsprechende Change-Projekte schon durchlaufen haben, sind in der Regel reifer als andere und können die Reengineering-Philosophie leichter aufnehmen und umsetzen. (mk)
Thorsten Muschler, Gründer, Gesellschafter & Geschäftsführer von Maschinensucher
Liebe Leserinnen und Leser,
die AMB in Stuttgart hat einmal mehr gezeigt, dass die metallverarbeitende Industrie vor herausfordernden Zeiten steht. Unsere Kollegen aus dem Auktionsbereich waren vor Ort und konnten sich selbst ein Bild von der aktuellen Marktsituation verschaffen.
Es ist wenig überraschend, dass sich viele Unternehmen weiterhin im Krisenmodus befinden Die Zunahme von Kurzarbeit in der Branche verdeutlicht den anhaltenden wirtschaftlichen Druck Diese Situation führt zu herausfordernden Entwicklungen im Marktgeschehen. Die wohl auffälligste Tendenz auf der Messe war der massive Preisdruck, den OEMs durch Rabatte auszugleichen versuchen. In zahlreichen Gesprächen wurde uns von erheblichen Preisnachlässen berichtet
Wir befinden uns derzeit in einem klaren Käufermarkt, in dem Kunden ihre starke Verhandlungsposition gezielt ausspielen Hersteller sehen sich mit rückläufigen Auftragszahlen konfrontiert. So sind sie gezwungen, Preisnachlässe zu gewähren, um neue Aufträge zu sichern. Natürlich birgt dies auch Risiken.
Ein weiteres Phänomen ist der Umgang mit Gebrauchtmaschinen Viele Hersteller „erkaufen“ sich derzeit buchstäblich Aufträge, indem sie Gebrauchtmaschinen zu teilweise überhöhten Preisen in Zahlung nehmen Dabei scheint die tatsächliche Verwertung dieser Maschinen oft nur zweitrangig zu sein – im Vordergrund steht der Verkauf von Neumaschinen. Hier stellt sich die Frage, wie nachhaltig dieses Vorgehen ist. Die AMB hat uns eindrucksvoll vor Augen geführt, wie tiefgreifend die Veränderungen in der Branche tatsächlich sind
Seien Sie versichert: Die Machineseeker Group investiert weiter Mit Maschinensucher investieren wir vor allem in Reichweite in wachsenden Käufermärkten im europäischen Ausland. Das Ergebnis: Über unsere Plattform werden mehr Maschinen angefragt als je zuvor Wir vermitteln unseren Verkäufern 15 Prozent mehr Kaufinteressenten als im Vorjahr Als starker Partner unterstützen wir Sie, Ihre Maschinen schneller zum Bestpreis zu verkaufen
Inserieren Sie Ihre Gebrauchtmaschinen noch heute unter maschinensucher.de/tarife und profitieren Sie von unseren attraktiven Konditionen. Wenn Sie Ihre Maschinen erfolgreich versteigern möchten, bieten unsere beliebten Online-Auktionen den idealen Verkaufskanal Wenden Sie sich gerne direkt an unseren Bereichsleiter Herrn Fiene (max fiene@maschinensucher de) Eine Zusammenarbeit würde uns freuen
Herzliche Grüße
Ihr Thorsten Muschler Gründer, Gesellschafter & Geschäftsführer
Erfolgreich versteigern mit Maschinensucher.de
Auktions-Highlights
Mit den Premium-Auktionen von Maschinensucher bietet der weltweite Marktführer Verkäufern einen weiteren erfolgreichen Vertriebskanal, um Neu- und Gebrauchtmaschinen zu unschlagbaren Bestpreisen zu verkaufen Die erzielten Zuschlagspreise und Verkaufsquoten sprechen für sich Mehr als jede zweite Maschine findet innerhalb weniger Wochen einen Käufer –zu Verkaufspreisen, die die Erwartungen weit übertreffen Entdecken Sie hier eine Auswahl brandaktueller Auktions-Highlights
Top-Auktionen
Bearbeitungszentrum
AXA
VPC 40 U
Baujahr:
Zustand:
CNC-Drehzentrum
BIGLIA B 545YS
Baujahr: Zustand: Standort: Verkaufspreis: 2017 sehr gut Baden-Württemberg > 75 000 €
Die Martin Beschle GmbH ist seit ihrer Gründung im Jahr 1995 ein renommierter Anbieter von gebrauchten CNC-Maschinen, spezialisiert auf Bearbeitungszentren, Fräs- und Drehmaschinen Über die Grenzen Deutschlands hinaus hat sich das Unternehmen aus Aach, einer Kleinstadt nahe der Schweizer Grenze im westlichen Bodenseeraum, europaweit als verlässlicher Partner mit Spitzenqualität im Maschinenhandel etabliert
„Alles aus einer Hand“-Service
Auf einer modernen Betriebsfläche von über 1 000 qm bietet die Martin Beschle GmbH eine große Auswahl an sofort verfügbaren Gebraucht- und Neumaschinen namhafter Marken wie Deckel Maho, Gildemeister, Hermle und Mikron an Alle Lagermaschinen sind betriebsbereit und können jederzeit unter Strom vorgeführt werden Neben dem Verkauf spielt auch der Ankauf gebrauchter Werkzeugmaschinen eine zentrale Rolle. Hierbei übernimmt das serviceorientierte Unternehmen den gesamten Prozess – von der Bewertung bis hin zum Transport – und bietet dabei eine professionelle und reibungslose Abwicklung.
Die Martin Beschle GmbH bietet ihren Kunden ein umfassendes Serviceangebot, das weit über den reinen Handel hinausgeht und den gesamten Prozess der Maschinenbeschaffung abdeckt Von der fachgerechten Montage und Demontage der Maschinen bis hin zur vollständigen Transportplanung, alles wird von eige-
nem, qualifiziertem Fachpersonal durchgeführt. Um die Maschinen optimal zu schützen, werden diese ausschließlich mit luftgefederten LKW transportiert
Auch die Inbetriebnahme der Maschinen am Zielort gehört zum Serviceportfolio des Unternehmens. Auf Wunsch bietet die Martin Beschle GmbH ihren Kunden zusätzlich Wartungs- und Überholungsdienste an, um sicherzustellen, dass die Maschinen stets im besten Zustand bleiben.
Im Mittelpunkt des Geschäfts steht der persönliche Kundenkontakt Geschäftsführer Martin Beschle kümmert sich um jede Anfrage persönlich und sorgt dafür, dass maßgeschneiderte Lösungen gefunden werden. Dieser direkte Austausch gewährleistet die bestmögliche Erfüllung aller individuellen Kundenwünsche – sei es beim Kauf oder Verkauf von Maschinen
Marktführer Maschinensucher
Seit 2010 setzt die Martin Beschle GmbH auf das internationale Netzwerk der Machineseeker Group (Maschinensucher, Machineseeker, Gebrauchtmaschinen.de, Werktuigen und Used-Machines.com), um ihr umfangreiches Maschinenportfolio erfolgreich zu vermarkten „Die Maschinensucher-Plattformen bieten uns die perfekte Kombination aus Sichtbarkeit und Zielgruppengenauigkeit, sodass wir seit nunmehr 14 Jahren zuverlässig und schnell den passenden Käufer für unsere Maschinen finden“, erklärt Martin Beschle die langjährige Zusammenarbeit
„Wir freuen uns sehr, dass Martin Beschle seit so vielen Jahren auf unser Netzwerk vertraut Solche Partnerschaften unterstreichen den Mehrwert, den unsere Online-Marktplätze der Branche bieten“, ergänzt Sven Schmidt, Geschäftsführer der Machineseeker Group.
Preis: auf Anfrage Ort: 40764 Langenfeld Telefon: +4921737926234
Rundschleifmaschine TACCHELLA Elektra 1018 MPC
Baujahr: 1999
Preis: auf Anfrage Ort: 71706 Markgröningen Telefon: +4971451249848
Werkzeugschleifmaschine Walter Helitronic Minipower
Baujahr: 1998
Preis: auf Anfrage Ort: 72820 Sonnenbuehl Telefon: +4971288339118
Laserquelle MaxPhotonics MFSC-2000 Elite
Baujahr: 2024
Preis: auf Anfrage Ort: 86825 Bad Wörishofen Telefon: +4982473859799
Baujahr: 1993
Preis: auf Anfrage Ort: 41352 Korschenbroich Telefon: +4921828569457
Baujahr: 2016
Wasserstrahlschneidanlage KMT Waterjet STREAMLINE SL-VI 50 Plus
Preis: auf Anfrage Ort: 71691 Freiberg am Neckar Telefon: +4971442868885
Wasserstrahlschneidanlage Perndorfer
Baujahr: 2009
Preis: auf Anfrage Ort: 58119 Hagen Telefon: +4923345085872
LEISTUNGSSTARKES ALLROUND-TALENT
IndustriesaugerfüralleStaubbelastungen
Der Industriesauger Nilfisk VHS210 eigne sich zum einenfürdieAufnahmebrennbarer und explosionsgefährlicher Stäube in klassifizierten Atex-22-Zonen. Gleichzeitig garantiere der Neuzugang des Reinigungsgerätespezialisten Nilfisk densouveränenUmgangmit StäubenderKlassenL,Mund H nach strengsten Sicherheitsstandards. Entwickelt für die Bedürfnisse im anspruchsvollen Produktionsbereich, verbinde die zertifizierte Wechselstrom-Serie
SORTIMENTERWEITERUNG
Explosionsschutz mit Staubkompetenz.
Der wartungsfreie Motor sei fürdenDauereinsatzausgelegt und liefere bei einer geringen Aufnahmeleistungvon1,85Kilowatt, einen Unterdruck von 260 Millibar sowie ein hohes Luftvolumen von 5.500 Litern proMinute.Dievollständiggeerdeten Maschinen sind laut Hersteller ausnahmslos von externen, unabhängigen Stellen zertifiziert und bieten den höchsten Sicherheitsstandard auf dem Markt. www.nilfisk.com
UnentbehrlichfürdenFormen-undWerkzeugbau
Das Vollsortiment von Norelem wird um 18 Produktfamilien und etwa 2.300 Artikel erweitert. Zu den neuen Produkten zählen FührungssäulenundFührungsbolzensowie Führungsbuchsen, Führungsrohre und Gleitplatten.
NorelembietezumeinenFührungssäulen an,zylindrischeStäbeausgehärtetemStahl, mitderenHilfesichbeweglicheTeilepräzise vertikalausrichtenundstabilführenlassen sollen.EbenfallsausgehärtetemStahlseien die Norelem Führungsbolzen, zylindrische Stifte, die genau in die Bohrungen der Führungssäulen passen sollen.
Verfügbar seien außerdem Führungsbuchsen, Führungsrohre und Gleitplatten aus Bronze mit Graphiteinsätzen bzw aus
Bild: No r elem
gehärtetem Stahl. Die besondere MaterialzusammensetzungverleihedenElementen eine hohe mechanische Festigkeit und mache sie widerstandsfähig gegenüber Belastungen und Stößen. www.norelem.com
Mit dem Las 260 H/Ex stellt ULT eine neue LösungzurBeseitigungkritischerStäubebei verschiedenen Laserprozessen vor Das Gerät mit Explosionsschutz wurde zur Absaugung und Filterung trockener, brennbarer, und gesundheitsgefährdender Schadstoffe
(Stäube und Rauche) entwickelt, die bei der LaserbearbeitungvonKunststoffenundMetallen entstehen können. Als Atex-konforme, zündquellenfrei ausgelegte Anlage sei das Las 260 H/Ex für die Aufstellung und den Betrieb innerhalb einer Zone 22 geeignet und ermögliche die sichere Abscheidung brennbarer Stäube. Dabei sollen auch feinstePartikelineinemzweistufigenFiltersystem inkl. Hepa H-14- Filter und Sicherheitsfilterstufezu99,995Prozentabgeschiedenwerden.DerSicherheitsfiltermitintegrierter Aktivkohleschüttung gewährleiste den sicheren Betrieb des Gerätes und entferne gesundheitsgefährdende Gase sowie störende Gerüche. www.ult.de
K. Steiger Werkzeugmaschinen GmbH Gebrauchte Werkzeugmaschinen www.kurt-steiger.de E-Mail: Info@kurt-steiger.de
Große Anzahl an gebrauchten Werkzeug- und Blechbearbeitungsmaschinen. Bitte fragen Sie an! Kurt Steiger Werkzeugmaschinen 65197 Wiesbaden, Flachstraße 11 Tel. 06 11/42 10 47, info@kurt-steiger.de www.kurt-steiger.de
HD Werkzeugmaschinenhandel GmbH Internet: http://www.hd-gmbh.com E-Mail: info@hd-gmbh.com
ANKAUF–VERKAUF
Werkzeug- u. Blechbearbeitungsmaschinen sowie komplette Betriebsauflösungen. BästleinGebrauchtmaschinenhandelGmbH, Augsburger Str 56, 89312 Günzburg, Telefon (082 21) 9 30 37-0, Fax 9 30 37-29, info@baestlein.com www.baestlein.com
FLEXIBEL UND MOBIL
www.maschinenmarkt.de
Leserservice
maschinenmarkt.de/hilfe oder E-Mail an vertrieb@vogel.de mit Betreff „Maschinenmarkt” Gerne mit Angabe Ihrer Kundennummer vom Adressetikett: *0001234567
Redaktionsservice
Kontakt zur Redaktion: Tel. +49 931 418-2333 fachmedien@vogel.de
Chefredakteur: Benedikt Hofmann (bh)
Redaktion:
Frauke Finus (ff), Sebastian Human (sh), Peter Königsreuther (pk), Melanie Krauß (mk), Bernd Maienschein (bm), Stefanie Michel (mi), Victoria Sonnenberg (vs), Ralf Steck (st)
Redaktionelle Mitarbeiter: Lorena Suniaga Leukert (ll), Louise Steinebach (ls), Christina Welnhofer (cw)
Layout: Alexandra Geißner
Schreibweisen, Firmen- und Produktnamen: Wir halten uns generell an die Schreibempfehlungen des Dudens.
Haftungsausschluss:
Für den Inhalt der einzelnen Artikel sind die jeweils benannten Autoren verantwortlich, er spiegelt nicht zwangsläufig die Meinung der Redaktion wider Eine Haftung für die Richtigkeit der Veröffentlichungen kann trotz sorgfältiger Prüfung nicht übernommen werden. Kein Teil dieser Publikation darf ohne ausdrückliche schriftliche Genehmigung in irgendeiner Form reproduziert oder unter Verwendung elektronischer Systeme verarbeitet, vervielfältigt oder verbreitet werden.
Kommanditisten: Dr Kurt Eckernkamp GmbH, Nina Eckernkamp, Klaus-Ulrich von Wangenheim, Heiko Lindner, Axel von Kaphengst
Geschäftsführung:
Matthias Bauer (Vorsitz), Günter Schürger
Druck: Vogel Druck und Medienservice GmbH 97204 Höchberg
Copyright: Vogel Communications Group GmbH & Co KG
MESSMITTELVERWALTUNG
Messmittelintelligentverwalten
Auf der AMB 2024 präsentierte die Hoffmann Group erstmals öffentlich ihre intelligente Messmittelverwaltung„Connected Metrology“ Mit dieser digitalenLösungkönnenUnternehmen ihren kompletten Messmittelbestand permanent überwachen und den aktuellen Status eines jeden Messmittels abrufen – selbst während des Kalibrierprozesses im Labor der Hoffmann Group
ZurindividuellenNachverfolgung wird jedes Messmittel mit einereigenenHoffmannUnique ID serialisiert. Das Kalibrierlabor der Hoffmann Group befindetsichaufdemGeländeder„LogisticCity“inNürnbergundübernimmtsowohl die Kalibrierung von Neuware als auch die Rekalibrierung gebrauchter Messmittel.
DieCloud-LösungConnectedMetrologyermöglichteineeffizienteVerwaltung vonPrüfmittelnundKalibrierdatenundstelltdazuauchdievomKalibrierlabor der Hoffmann Group für die Werkzeuge ausgestellten Kalibrierscheine online bereit.DieSoftwarelässtsichschnellundkomfortabelüberdieCloudeinrichten. Sieerlaubtes,eineunbegrenzteAnzahlanNutzernundMessmittelnanzulegen, zuverwaltenundzusperren.ÜbereinenDatenimportkönnenMessmittelsamt Stammdaten einfach in Connected Metrology übernommen werden. Um die Messwerkzeuge auf ihrem Weg durch das Kalibrierlabor und die Produktion nahtlosüberwachenzukönnen,werdensievonderHoffmannGroupmiteinem Data-Matrix-Code (DMC) und einer Hoffmann Unique ID serialisiert – Letztere wirdanschließendmitdenWerkzeugdateninConnectedMetrologyverknüpft. Der Kunde kann damit über den Messmittel-Livestatus stets den Verbleib und denaktuellenZustandseinerMessmittelonlineabfragen,indemerverschiedeneEinsatzorteinderSoftwareanlegtundpflegt.DieHoffmannGroupspeichert die Kalibrierscheine mindestens zehn Jahre lang und ermöglicht dadurch eine prozess-undauditsichereDokumentationundArchivierungnachISO9001.Die Software ist intuitiv über eine klar strukturierte Oberfläche bedienbar www.hoffmann-group.com
WERKZEUGE
UniverselleinsetzbareWerkzeuge
Mitneuen5-und6-schneidigenVollhartmetall-FräsernderFamilieME232Performsowie2-und4-schneidigenRadiuskopierfräsernME432Performkomplettiert Walter sein bestehendes Perform-Line-Programm. Interessant ist die PerformLinenichtnurfürAnwendermitkleinenundmittlerenStückzahlen,welche die hohe Standzeit eines Großserienwerkzeugs oft gar nicht ausschöpfen können,sondernauchfürHändlersowieAnwenderimpreissensitivenSegment. Insbesonderedieneuen,kurzen3-und4-SchneiderfürDrehzentrenmitstehendenoderangetriebenenWerkzeugenbesitzenhiereinenormesPotenzial,dasie indiesemBereichzumStandard-Set-Upgehören.NachderaktuellenProgrammerweiterung bietet Walter die Fräser der Perform Line nun mit Durchmesser 1 bis 20 Millimeter, 2 bis 6 Schneiden sowie in den Schneidenlängen 1 × Dc bis 3×Dc an.DieneuenPerform-Line-FräserverfügenübereineHigh-PerformanceGeometrie,beiderZähnezahlundSpiralsteigungidealaufeinanderabgestimmt sind.DiessorgtsowohlfürhoheLaufruhealsauchguteAbtragleistungen.Eine weitere Gemeinsamkeit ist die Wirtschaftlichkeit sowie universelle Einsetzbarkeit für unterschiedlichste Werkstoffe und Frässtrategien. wwwwalter-tools.com
Bild: Hoffmann Gr oup
MONTAGEAUTOMATION
PortalrobotermitkabellosemLaufwagen
FibroLäppleTechnology(FLT)hatalsMesseexponat auf der Motek den Portalroboter LGR-3-ID mit einem kabellosen Laufwagen ausgestattet.BeidieserLösungwirdzurverschleiß-undwartungsfreienEnergieversorgung das Prinzip der induktiven Energie-
PORTALSYSTEM
FürLastenbis10Kilo
DasH-Bot-SystemhatRollonspeziellfürAnwendungen entwickelt, die Präzision und ZuverlässigkeitaufengemRaumerfordern Es zeichnet sich nach Unternehmensangaben durch ein neues Design mit Einzelriemenkonzept und Doppelmotor auf der XAchse aus und gewährleistet präzise Bewegungen.DerkartesischeRoboterbestehtaus zwei X-Achsen und einer Y-Achse mit Aluminiumprofilen. Der Antrieb erfolgt über zwei feststehende Motoren auf der X-Achse mit einem einzigen Riemen, der über Riemenscheiben angetrieben wird und leicht zu spannen ist. Die Linearachsen mit ZahnriemenantriebundKugelumlaufführungen erreichen einen maximalen Hub von 2.500 Millimetern auf der X-Achse und von 1.500 Millimetern auf der Y-Achse. www.rollon.de
übertragung angewendet. Die Übertragung derEnergieerfolgtkontaktlosdurchelektromagnetische Kopplung über einen fest verlegtenLinienleiteraufeinemodermehreren Laufwägen. Die induktive EnergieübertragungbietetzahlreicheVorteile:Verfahrwege der Laufwägen von über 100 Metern sind möglich,dieArbeitsbereichederLaufwägen können sich beliebig überlappen. Zudem entfällt das Risiko des Abreißens oder KippensderEnergieketteundesentstehtdurch sie auch kein erhöhter Fahrwiderstand. DarüberhinaussolldasSystemeinehoheEnergieeffizienz aufweisen, die durch Energierückgewinnung über einen Kondensatorspeicher ermöglicht wird. www.fibro-laepple.com
BÜRSTEN
Die neue Slide-Brush von Mink soll Förderprozesse optimieren, denn die schräggestelltenBürstenfaserngarantierenlautHersteller eine gleichmäßige und schnelle Förderung des Materials – sowohl bei linearen als auch spiralförmigen Bewegungen in verschiedenen Steigungsrichtungen. Die BürstewurdespeziellfürdenTransportvon KleinteilenwieSchraubenundMutternentwickelt.DasflexibleTrägermaterialunddie anpassungsfähigen Bürstenfasern erzielen eine Reduzierung des Geräuschpegels um bis zu 40 Prozent. Die Konstruktion der Bürsteistanpassungsfähig DerBürstenkörper lässt sich auf die benötigte Form zuschneiden und fügt sich in bestehende Fördersystemeein.FürdiePharmaindustrieist ein zertifizierten Faserbesatz erhältlich www.mink-buersten.com
3D-DRUCKSOFTWARE
HP-Texturen-Bibliothek
ZusammenmitCoreTechnologiehatder3DDrucker-HerstellerHPfürseine3D-Drucker Texturenentwickelt,um3D-Druck-Bauteile optischundhaptischzuveredeln.DieseTexturen und eine Anleitung zur Anwendung des Musters können kostenlos von der HPWebseite heruntergeladen und dann in das Texturen-Modul der 3D-Drucksoftware 4D Additiveimportiertwerden.InderSoftware werden die gewünschten Flächen des CADModells selektiert und eine Textur ausgewählt, um das Muster auf das Bauteil zu projizieren.DerAnwenderstelltGröße,AusrichtungundHöhederHP-Texturindividuell ein. Dann wird das Druckmodell erzeugt und nahtlos an den HP-Drucker gesendet. www coretechnologie.com Elastischer Pumpen-, Pharma- und Förderschlauch für höchste Ansprüche
• High-Tech-Elastomer EPDM/PP: Temperaturbeständig bis +135 °C, UV-beständig, chemikalienresistent, niedrige Gaspermeabilität
• Für Schlauchquetschventile und Peristaltikpumpen: Bis zu 30 mal höhere Standzeiten gegenüber anderen Schläuchen
• Biokompatibel und sterilisierbar: Zulassungen nach FDA,
18
STROMVERSORGUNG
IndustrienetzteilfürneueCPU
Das BEA-551K von Bicker Elektronik ist ein Industrie-PC-Netzteil mit 500 WattfürdieStromversorgung von Mainboards mit der neuesten CPUGeneration Intel Core. Deren hochdynamische Leistungsaufnahme mit teilsextremenLeistungssprüngen meistert das Netzteil einer +12V-Single-Rail mit 36 Ampere und einem ausgezeichneten Regelverhalten füralleAusgangsspannungen.DasBEA-551KbieteteinenTemperaturbereich von -10 bis +70 °Celsius, hochwertige Komponenten wie japanischeMarkenkondensatorenderGüteklasse+105°Celsiusverlängern die Lebensdauer selbst bei hohen Betriebstemperaturen. Ein Wirkungsgrad von bis zu 92,5 Prozent und ein Standby-Verbrauch von weniger als 0,5 Watt reduzieren den Energieverbrauch, mitseinemWeitbereichseingangvon90bis264VACundderaktiven Leistungsfaktorkorrektur (PFC) ist das Netzteil für den weltweiten Einsatzausgelegt.ZudemistdasBEA-551KnachEN/UL62368-1und CCC zertifiziert. Die Ausgänge sind gegen Kurzschlüsse, Überstrom und Überspannung gesichert.
www.bickerde
INDUSTRIEROBOTER
BeladeroboterzumCobot-Preis
Cobot-Lösungen haben trotz günstiger Preise auch einige Nachteile. Die Lebensdauer des Roboters ist kürzer, das Umrüsten für eine neue Serie umständlich und zeitaufwendig Zudem ist die Sicherheit von der Anwendung abhängig Mit dem Halter Basic ProbietetHalterCNC Automation hochwertige Technologie aufBasiseinesIndustrieroboters von Fanuc zu einem attraktiven Preis. Mit der bedienungsfreundlichen Steuerungssoftware Halter SmartControl beträgt die Umrüstzeit zudem nur fünf Minuten, auch bei bisher nicht gefertigten Werkstücken. www.haltercncautomation.de
Die neuen Pro-Linien HP Pro und HVLP Pro (Bild) von Röhm punkten laut Hersteller mit einer Rundlaufgenauigkeit von 0,003Millimeternundsetzenso neue Maßstäbe in diesem Sektor, wenn es um das präzise Gegenspannen von Werkstücken aufDreh-undSchleifmaschinen geht. Die Spitzen der HVLP-ProSerie sind dabei außerdem mit verlängerterLaufspitzeausgestattet,wieesweiterheißt. Dieser Clou ermögliche eine bessere WerkzeugzugänglichkeitdurchgeringereStörkonturundschaffesomehr Platz zwischen Spitzenkörper und Werkstück. Wie alle Röhm-Zentrierspitzensindauchdiesedreifachgelagert. www.roehm.biz
FLOTTE FARBUMSTELLUNG
Beilagenhinweis
Hasco-Heißkanalinnovation
Hasco hot runner hat Neues im Bereich 3D-gedruckter Heißkanalkomponenten zu bieten – das innovativeShadowfree-Modul Es eliminiert nämlich den Fließschatten bei Nadelverschlusssystemen und ermöglichteinenbiszu40 Prozent schnelleren Farbwechsel. Erweiterungen des Value-Shot Programms H203/ vergrößern die Anwendungsmöglichkeiten dieser Düsenserie, bei gleichbleibendattraktivemKosten-Nutzen-Faktor,heißtes.Neue Filtereinsätze minimieren den Druckverlust. Und mit dem RFID-Typenschild könne papierlos direkt auf dem Spritzgießwerkzeug dokumentiert werden. www.hasco com
VOLLE INFORMATION
Metallteilepunktgenau kennzeichnen
Dieser Auflage liegen Prospekte der Firma Reichelt Chemietechnik GmbH & Co., Heidelberg, bei.
Wir bitten unsere Leser freundlichst um Beachtung.
Hersteller für CNC-Drehteile
Bild : REA
Drucken, etikettieren und verifizieren heißen die Aufgaben, die mit dem umfangreichen Portfolio von REA Elektronik in SachenKennzeichnungvonMetalloberflächen erledigt werden können. Als besondere Highlights werden die REA-Drucker der HR-Serie bezeichnet. Denn sie sorgten für gestochen Scharfe Druckbilder Je nach Größe des zu druckenden Motivs können bis zu vier Schreibköpfekombiniertwerden,heißtesweiter Dann kann man knapp über 50 Millimeter hohe Symbole applizieren, wie der Hersteller betont. www.rea-jet.com
Ein grüner Fußabdruck für Ihr Prüflabor –CO2 sparen durch Modernisierung
Fertigung in Deutschland EN ISO 9001:2015 Präzision und Kompetenz seit 1920
Fon 02191 8599
www kemper-drehteile de MM@kemper-drehteile.de
Bild: Hasc o
DAS INTERVIEW FÜHRTE
Benedikt
Hofmann
Chefredakteur
MM Maschinenmarkt
CHRISTOPH GEIGGES IM INTERVIEW
DerQuereinsteiger
Christoph Geigges ist seit November 2022 President und CEO beim Werkzeugspezialisten Walter. Im Interview mit MM MaschinenmarktChefredakteur Benedikt Hofmann spricht er über seinen nicht ganz branchentypischen Werdegang und worauf es ankommt, um ein Unternehmen im immer schnelleren Wandel erfolgreich zu führen.
Zu Beginn eines solchen Interviews ist es natürlich immer besonders spannend, zu erfahren, wer die befragte Person eigentlich ist. Damit meine ich keine persönlichen Details, sondern den beruflichen Werdegang. Könnten Sie uns ein bisschen darüber erzählen, wie Ihre berufliche Laufbahn bis hierhin aussah?
ChristophGeigges:Gerne MeinberuflicherWerdegang isteinweniguntypischfürjemandeninmeinerPosition IchkommeursprünglichausdemFinanzwesen.GestartethabeichmeineKarriereineinemSchweizerPharmaund Medizintechnikunternehmen und hatte dort die Möglichkeit, erstmals Führungsverantwortung zu übernehmen. Die Erfahrungen, die ich hierbei gesammelt habe, haben zu einem tiefen Verständnis für die finanziellenundgeschäftlichenAspekteeinesUnternehmens geführt. Später bin ich in den Nahen Osten gegangen
undwardortalskaufmännischerGeschäftsführereines StandortsinSaudi-Arabientätig DieseZeitwaräußerst lehrreich Dorthabeichgelernt,wiewichtiginterkulturelle Kompetenzen sind und wie man in einem dynamischen Markt erfolgreich agiert. Es waren dann private Gründe, die mich zurück nach Deutschland gebracht haben. Meine Frau kommt aus dem Schwarzwald und dorthin sind wir dann mit unserer Familie gezogen. AlsohabeichmichindiesemlokalenUmfeldnacheinem neuenUnternehmenumgesehen,wasmichschließlich zu Walter gebracht hat.
Was war Ihnen bei der Wahl des Unternehmens besonderswichtig?
Ich habe ein Unternehmen gesucht, das viel Wert auf QualitätundaufPremiumproduktelegt.DaslagmireinfachschonausmeinerZeitinderMedizintechniknahe. Ich bin ein Mensch, der lieber auf Klasse als auf Masse setzt. Außerdem war mir wichtig, dass das Unternehmen international aufgestellt ist und agiert Ich wollte also ein Unternehmen, das gut zu meinen Erfahrungen und meinem Skillset passt, und das habe ich bei Walter gefunden.
Genau,indiesemBereichhatteichdiegrößteErfahrung Und von dort ging dann tatsächlich alles ziemlich schnell. Nachdem ich nur ein paar Monate im Unternehmen war, entschied sich der bisherige CFO, Walter nachmehralseinemJahrzehntzuverlassen.Sohatteich
ZURPERSON
Christoph Geigges
Christoph Geigges ist seit 23. November 2022 President von Walter Er ist seit August 2020 bei Walter tätig, seit Mai 2021 Vice President Finance. Zuvor war Christoph Geigges in verschiedenen Managementpositionen vor allem in der Pharma-Diagnostik-Industrie beschäftigt, unter anderem in der Schweiz und im Nahen Osten.
dieMöglichkeit,meinenHutindenRingzuwerfen.Was sollichsagen,eshatfunktioniertundichwurdeFinanzvorstandbeiWalter ZweiJahrespäterhatdannderCEO das Unternehmen verlassen. Ich habe erneut gesagt, dass ich die Position gerne übernehmen würde, und es ist wieder gelungen.
Siehabenesbereitsangesprochen,esistgrundsätzlichnichtüblich,dasseinCFOzumCEOeinesUnternehmens wird, das technische Produkte herstellt. WarumwarenSiefürdieRollegeeignet?
Ich habe schon immer sehr viel Wert darauf gelegt, Interesse am Unternehmen, den Menschen, den Produkten sowie an Kunden, Lieferanten und Partnern zu zeigen. Das Wissen, das ich mir dadurch angeeignet habe, war für mich dann auch ausschlaggebend für meine Entscheidung, diese Position anzustreben Mein Einblick im Unternehmen ging deutlich über die Finanzkennzahlen hinaus.
AmEndegehtesjaabernicht nur darum, das verantwortliche Gremium zu überzeugen, man benötigt auch das Vertrauen im Unternehmen. In Ihrer Branche ist es da eher typisch, dass CEOs einen technischen Hintergrund haben.GabesdaeinAkzeptanzprobleminderBelegschaft?
So stellen wir sicher, dass wir sowohl für die gegenwärtigen als auch für die zukünftigen Herausforderungen gewappnet sind.
Tatsächlich war das nie ein Problem. Ich wurde von Anfang an sehr gut anerkannt und der Belegschaftwardurchausbewusst, dassmeinInteresseschonvormeinerTätigkeitalsCEO überdiefinanziellenAspektehinausging Ichhabemich auchaktiviningenieursrelevanteThemeneingearbeitet und an Produktschulungen teilgenommen Diese Neugier hat mir geholfen, ein besseres Verständnis für die Herausforderungen und Chancen im Unternehmen zu entwickeln.DashatletztlichauchmeineFührungskompetenz gestärkt.
NatürlichkönnenwirandieserStelleauchdieIdentität des Unternehmens nicht außen vor lassen. Walter ist mehr als 100 Jahre alt, was eine stolze Tradition mit sich bringt, wie beispielsweise das Unternehmensmuseum zeigt. Was überwiegt an dieserStellefürSie,derStolzaufdieTraditionoder die Verantwortung, den Grundstein dafür legen zu müssen, dass diese Geschichte ebenso erfolgreich weitergeht?
Natürlichisteseinbisschenvonbeidem.Ichwürdeaber sagenamstärkstenwirkendieVerantwortung,dieman trägt, und der Stolz, die Zukunft eines solchen Unternehmens gestalten zu dürfen. Ein etabliertes UnternehmenwieWalterhateinstarkesFundament,aufdemwir aufbauen, aber es bedeutet auch, dass wir die nächsten 100 Jahre aktiv gestalten müssen. Wir müssen unsere Tradition bewahren, aber auch innovativ sein und uns an die sich ständig ändernden Marktbedingungen anpassen. Es ist mir wichtig, dass wir die Mitarbeitenden in die richtige Richtung lenken, um auf die Herausforderungen der Zukunft vorbereitet zu sein. Zudem planen wir, noch mehr in Schulungen und EntwicklungsmöglichkeitenfürunsereMitarbeitendenzuinvestieren
Wer heute an der Spitze eines Unternehmens steht, mussauchdamitleben,dasssichderMarktunddie wichtigenThemendeutlichschnellerverändern,als dasfrüherderFallwar ThemenwieDigitalisierung oder der modernisierte Nachhaltigkeitsgedanke sind da nur einige Beispiele. Wie wirkt sich diese großeEntwicklungsgeschwindigkeitaufIhreArbeit ausundwiegehensiedamitum? Esistsicherso,dassheuteeindeutlichgrößererTeilder ArbeiteinesManagersdafüreingesetztwird,aufderHöhederaktuellenTrendszubleiben.Gleichzeitigfindeich aber auch, dass genau diese Tatsache die Arbeit spannend macht. Gerade in einem global agierenden Unternehmen wie dem unseren entstehen dadurch Möglichkeiten, sich immer wieder einzubringen und zu gestalten – an Produkten zu arbeiten und sich in Kunden hineinzudenken. Gleichzeitig bringt die Geschwindigkeit dieser Entwicklungen neue Herausforderungen im Bereich der Führung und der Kommunikation mit sich- sowohlinternalsauchextern. Wir müssen flexibel und anpassungsfähig sein, um diesen Veränderungen gerecht zu werden.EineunsererStrategien istes,eineInnovationskulturzu fördern, die es uns ermöglicht, neueIdeenundTechnologienin unsere bestehenden Prozesse zu integrieren.
Zu den großen Veränderungen der letzten Jahre gehört das neue Bewusstsein und Konzept von Nachhaltigkeit.AuchinderIndustriemussmansichheuteaktivmitdiesemThemabeschäftigen,wennman wettbewerbsfähig bleiben möchte. Bei Walter thematisieren Sie das aktiv mit Ihrer Nachhaltigkeitsstrategie„CreatetheChange“ WelcheSchwerpunkte setzen Sie dabei und warum sind diese Ihrer Meinungnachsowichtig?
Wir messen dem Thema tatsächlich eine sehr große Bedeutung zu, weshalb unsere Nachhaltigkeitsstrategie beispielsweise auch auf unserer Homepage sehr prominent vertreten ist. Es geht uns dabei um die moralische Verpflichtung, die auch wir als Unternehmen beim SchutzderRessourcenundunseresPlanetentragen.Auf deranderenSeitegehtesauchumwirtschaftlicheÜberlegungenunddabinichganzIhrerMeinung:Nachhaltig zu arbeiten, ist eine wesentliche Voraussetzung, um langfristig in unserer Branche erfolgreich zu sein. Das sehen wir beispielsweise im Automobilbau, wo die EntwicklungganzklarweiterinRichtungE-Mobilitätgehen wird. Das hat im Umkehrschluss auch Einfluss auf uns und unsere Partner Grundsätzlich Arbeiten wir mit einer Viersäulenstrategie. Die erste Säule ist Zirkularität und Wasser Das zweite Thema nennt sich bei uns netto null und Biodiversität. Der dritte Bereich beschäftigt sich mit Menschen und Communitys. Es geht also um unseren EinflussaufdieGesellschaft.UnddenviertenBereichfassen wir unter Fair Play zusammen und meinen damit ein
Die Produkte der Tiger-tec-Reihe gehören zu den Highlights im Portfolio von Walter
verantwortungsvollesHandeln IneinemUnternehmen wie dem unseren kommt dem Bereich Zirkularität eine besonders wichtige Rolle zu. Es ist nun mal so, dass wir RohstoffefürunsereProduktebrauchen,daranwirdsich nichtsändern Aberwirkönnenetwasdaranändern,wie wir mit den Rohstoffen umgehen. Das erfolgt in unseremFalldurchdasNachschleifenunsererWerkzeugein Herstellerqualität oder auch durch Recyclingprozesse. Beim Thema netto null gibt es verschiedene Dinge, an denen wir arbeiten – in unserer eigenen Produktion, aberauchmitunserenPartnern.Gleichzeitigsindauch die Werkzeuge heute viel effizienter als in der VergangenheitundfürjedesMaterialundjedeBearbeitunggibt eseinepassendeZerspanungslösung BeimThemaMenschen geht es für uns in erster Linie um die Sicherheit entlang unserer Wertschöpfungskette. Um unser verantwortungsvollesHandelnzustärken,habenwireinen CodeofConductentwickelt,aufdenwirunsereMitarbeitenden, Kunden und Partner verpflichten.
Ich würde hier noch gerne etwas näher auf das Thema Rohstoffe und besonders Recycling eingehen, das Sie angesprochen haben. Sie haben ein Recycling-KundenportalinsLebengerufen.WelcheRolle spieltdiesesinIhrerNachhaltigkeitsstrategie?
GrundsätzlichisteseineunverrückbareWahrheit,dass die Rohstoffe, die wir für unsere Produkte benötigen, immerseltenerwerden.Daherhabenwireinwirtschaftliches Interesse, möglichst nachhaltig mit diesen Rohstoffen umzugehen. Vor diesem Hintergrund beschäftigen wir uns schon seit einiger Zeit mit dem Thema Recycling Das Recycling-Kundenportal ist jetzt eines der neuestenErgebnissedieserÜberlegungen.Esbietetuns die Möglichkeit, dass wir die gebrauchten Werkzeuge
unsererKundeneinsammelnundwiederverwerten.Wir konntenaufeineidealeGrundlagezurückgreifen,daein konzerninternes Schwesterunternehmen das Pulver herstellt,dasdieBasisfürunsereProdukteist.Sohatten wir diesen Arbeitsschritt bereits sehr nahe bei uns und es vergleichsweise einfach, einen Prozess zu erarbeiten. FürunsereKundenundPartnerbedeutetdasneuePortal eine sehr komfortable Möglichkeit, ihre verwendeten Werkzeuge mit einem kostenlosen Abholservice und Transport an uns zurückzuführen. Wir kaufen die verbrauchten Produkte zurück.
Wer auf dem Portal registriert ist, kann mit wenigen Klickseingeben,waszurückgegebenwerdensollunddie dazugehörigen Recyclingbehälter kostenlos mitbestellen. Auf Basis der Angaben wird direkt ein Angebot für den Rückkaufpreis erstellt. Das Wiegen und Prüfen der Boxeninhalte erfolgt bei Walter und der Rückkaufpreis kann dann noch angepasst werden. Grundsätzlich ist dieses Portal für mich eine Win-win-Situation Unsere Kunden und Partner bekommen ein komfortables Management für die Produkte, die sie entsorgen wollen, und werden für die Rückgabe entlohnt. Bei Walter fließen die recycelten Werkzeuge zu 100 Prozent wieder in den Produktionsprozess ein und wir steigern dadurch nicht nur unsere Nachhaltigkeit, sondern wir sichern auch unsere Rohstoffversorgung
Mit dem Thema Nachhaltigkeit haben wir den erstenHakenbeidenPunkten,dieichineinemsolchen Interviewansprechenmuss.DerzweiteHakenwird dannimmerbeimFachkräftemangelgesetzt.Natürlichmussichauchdiesenthematisieren.SpürenSie die Auswirkungen des Fachkräftemangels schon odersindSiebisherdavonverschont?
Ja,wirspürendieAuswirkungenbereitsheuteundsind unsbewusst,dasssichdasinZukunftweiterverstärken wird. Es ist wichtig, dass wir als Arbeitgeber attraktiv sind DazugehörennichtnurguteArbeitsbedingungen, sondern auch unsere Nachhaltigkeitsstrategie und die Möglichkeit, in einem innovativen und dynamischen Umfeld zu arbeiten. Wir setzen auf kulturelle Vielfalt und fördern ein Arbeitsumfeld, das Kreativität und Eigenverantwortung unterstützt. Zusätzlich haben wir verschiedene Programme zur Weiterbildung und persönlichen Entwicklung implementiert, um Talente zu fördern und langfristig an unser Unternehmen zu binden.
Betrifft der Fachkräftemangel spezielle Tätigkeitsbereicheoderisterallgemeinspürbar?
Tatsächlichwirdhierzuerstimmerüberdietechnischen Berufe gesprochen. Aber wir sehen das auch auf ganz anderenTätigkeitsfeldern,beispielsweisewennwirneue MitarbeitendeinderFinanzabteilungsuchen.Auchdort merkt man, dass die Anzahl der Bewerber deutlich kleiner ist, als das noch vor fünf oder zehn Jahren der Fall war Das verstärkt die Dringlichkeit, sich als Unternehmen aktiv mit Themen wie Employer Branding auseinanderzusetzen.Wirmüssen,wiegesagt,daranarbeiten, einattraktiverArbeitgeberzuseinundauchzubleiben. Wenn das nicht gelingt, wird es zukünftig schwerfallen, die richtigen Fachkräfte für sich zu gewinnen.
wodurch dann die ein oder andere Fachkraft möglichweisegarnichtmehrbenötigtwird.
Automatisierung wird sicherlich einige der traditionellen Aufgaben verändern, aber ich denke nicht, dass sie zwangsläufig zu einer Reduzierung der Arbeitsplätze führen wird. Wir erwarten, dass neue Jobprofile entstehen, insbesondere im Bereich KI, Datenanalyse und digitale Technologien. Menschen werden weiterhin benötigt,umdieseSystemezubetreuen,zuwartenundzu optimieren. Unser Ziel ist es, die Mitarbeitenden dort einzusetzen, wo sie am meisten Wert schaffen können. Wir glauben, dass wir durch die Kombination von TechnologieundmenschlichemTalentdieEffizienzsteigern und gleichzeitig neue Möglichkeiten schaffen können.
EinweitererAspekt,beidemsichdieWeltziemlich schnell ändert, ist das Thema Kooperationen. Wo Unternehmenfrühervielalleingetüftelthabenund sichnichtindieKartenschauenlassenwollten,sind heutevieleExpertenderMeinung,dassesohneKooperationennichtmehrgeht.WiestehenSiedazu? Kooperationen sind entscheidend. Zum Beispiel haben wireineZusammenarbeitmitdemUnternehmenHeller Maschinenfabrik in Nürtingen vereinbart, um unsere Innovationskraft zu steigern. Auch Kooperationen mit Wettbewerbern halte ich für möglich, sofern es um gemeinsame Ziele geht. Dies könnte besonders in puncto nachhaltige Praktiken und Ausbildungsinitiativen von Vorteil sein. Wir können voneinander lernen und Best Practice austauschen, was der gesamten Branche zugutekommt.
Sie haben bereits angedeutet, dass Veränderungen wichtig sind. Welche Führungsphilosophie prägt Ihre Unternehmensleitung und wie trägt diese zur Unternehmenskulturbei?
Mir sind Bescheidenheit, Ehrlichkeit und eine gute Vorbereitung wichtig Natürlich gilt das immer in einem möglichen Rahmen. Ich kann mich beispielsweise auf ein Technologiegespräch vorbereiten und werde trotzdem nicht der im Raum mit dem meisten Wissen dazu sein. Dann gebietet eben die Bescheidenheit, das zu akzeptieren,unddieEhrlichkeit,dasauchzuzugeben Und weilichmeinWissenerweiternmöchte,werdeichdann allesdaransetzen,dazuzulernen.Vertrauenistfürmich ebenfalls ein zentrales Element der Führung Ich bin überzeugt, dass jeder täglich sein Bestes geben möchte, und wir unterstützen eine Kultur des kontinuierlichen Lernens. Meine Führung basiert auf der Überzeugung, dass jeder im Team wertvolle Beiträge leisten kann. Durch regelmäßige Feedback-Gespräche und offene Kommunikation fördern wir eine positive Unternehmenskultur,dieInnovationundTeamarbeitwertschätzt. Wir möchten außerdem eine Sichtweise in unserer Belegschaftetablieren,beiderwirnichtnurdarübernachdenken,wasfürunspersönlichrichtigist,sondernauch für unser Arbeitsumfeld, für unser Team und für unser Unternehmen.PersönlichmöchteichalsFührungskraft jeden Tag Veränderungen anführen. Denn die Welt verändertsichkontinuierlichundwiralsUnternehmentun das ebenso
War das für Sie immer ein Karriereziel, also Führungsverantwortung zu übernehmen und voranzugehen?
Ja, das war tatsächlich so Natürlich hat mich das nicht täglich beeinflusst oder beschäftigt, aber das Ziel war immer da. Das ist für mich auch ein Ergebnis aus der Tatsache, dass mir meine Arbeit immer Spaß gemacht hatundichimmerdasInteressehatte,weiterzukommen und mehr zu lernen.
DieserDrangbringtaberauchgewisseGefahrenmit sich.DaherdieFrage:WiegehenSiepersönlichmit Stress und den Herausforderungen der Unternehmensführungum?HabenSieStrategienentwickelt, umeinenAusgleichinIhremLebenzufinden?
Christoph Geigges im Gespräch mit MM MaschinenmarktChefredakteur Benedikt Hofmann.
Mein Ausgleich kommt vor allem durch meine Familie. IchbinsehraktivimLebenmeinerKinder,zumBeispiel als Fußballtrainer für das U7-Team meines älteren Sohnes. Zudem mache ich Sport, um fit zu bleiben, sei es LaufenoderTennis.Fürmichisteswichtig,einengesunden Ausgleich zwischen Arbeit und Freizeit zu finden, damitichauchinstressigenZeitenleistungsfähigbleibe. Darüberhinausachteichdarauf,regelmäßigPauseneinzulegen,ummeineGedankenzusortierenunddenKopf freizubekommen.
Zum Abschluss, welche Ratschläge würden Sie jungen Fachkräften geben, die in ihren Karrieren Verantwortung übernehmen möchten? Gibt es bestimmte Eigenschaften oder Fähigkeiten, die wichtigsind,umindieserBrancheerfolgreichzusein? Offenheit, Wissbegierigkeit und der Wille, etwas zu bewegen, sind entscheidend. Nehmt Herausforderungen an, bleibt neugierig und scheut euch nicht, Verantwortungzuübernehmen!Darüberhinausisteswichtig,sich ständigweiterzubildenundsichanneueGegebenheiten anzupassen.Daswirdeuchineurenkarrierefördernden Entscheidungen helfen und eröffnet viele Möglichkeiten. Außerdem sind eine gute Teamarbeit und Kommunikationsfähigkeit in dieser Branche unerlässlich. (bh)
Bild: V C G
VERFASST VON
Christina
Welnhofer
Redaktionelle
Mitarbeiterin
MM Maschinenmarkt
GUT ZU WISSEN
FünfTippsfüreine erfolgreicheDienstreise
Auch in unserem digitalen Zeitalter sind Dienstreisen noch angebracht.
Durch eine gute Vorbereitung können Sie sie effizient nutzen und das Beste herausholen.
1.Termineeffizientplanen
Oftmals werden große Strecken überwunden, um Termine mit Geschäftspartnern wahrzunehmen. Hierbei lohnt es sich, geografisch zu planen.WennSiesichmehrereMeetingsvorgenommen haben,isteslohnenswert,dieseineinemähnlichenUmkreis abzuhalten. Somit werden Zeit und Reisekosten gespart. Das gilt auch für die An- und Abreise: Befindet sich ein weiterer Kontakt in der Nähe des Treffpunkts oder findet eine passende Messe statt? In diesem Fall bietet sich ein Besuch oder die Teilnahme an lokalen Konferenzen an.
MM-TIPP
Mithilfe von Google
Maps können Sie sich darstellen lassen, welche Punkte innerhalb einer bestimmten Zeitspanne erreichbar sind. Klicken Sie hierfür auf „Ebenen“ dann „Mehr“ und zuletzt „Reisedauer“ Nun ist auf einen Blick sichtbar, welche Kunden nach einem Messebesuch noch erreichbar sind
3.SomaximierenSieIhr Networking
Nutzen Sie Ihre Dienstreise aus, indem Sie auch zwischen Meetings Networking betreiben. Bei einem gemeinsamenMittagessenoderKaffeetrinkenkönnenSie Ihre Kollegen oder Geschäftspartner auch informell kennenlernen und ihren Tag mit guten Gesprächen abrunden.HierbeimüssenSienichtüberdieArbeitreden, sondern können auch Privates erzählen. Somit stärken Sie die Beziehung zu Ihren Geschäftspartnern und schließen möglicherweise neue Kontakte.
Manchmal sind Dienstreisen wahre GlückstrefferundführeneinenanwunderschöneOrtederWelt. Diese Chance können Sie ergreifen! Falls es Ihnen möglich ist, verlängern Sie Ihre Dienstreise um einen privatenAufenthalt.SomitverbindenSiedieReisemitetwas Freizeit und sparen sich eine separate Reise. (cw)
2.AchtenSieaufPufferzeiten!
Ob Stau, Verspätung der Bahn oder eine Autopanne – mögliche Verzögerungen sollten Sie immer mit einplanen. Durch Pufferzeiten können Sie den Verzug ausgleichen oder Bescheid geben, dass Sie sich verspäten. Wichtig ist hierbei: Bleiben Sie flexibel und lassen Sie sich dadurch nicht aus der Ruhe bringen.NehmenSiedieVerzögerungstattdessenruhig hin und nutzen Sie die Zeit, um sich auf das Meeting vorzubereiten. Längere Wartezeiten können außerdem verwendet werden, um E-Mails zu beantworten, Präsentationen zu überarbeiten oder andere Aufgaben zu erledigen.
4.TunSiesichetwasGutes!
Eine Dienstreise ist meist auch mit Stress verbunden.UmsowichtigersinddaherPausen zur Erholung Insbesondere bei langen Reisen sollten Sie Erholungszeiten einplanen, bevor Sie mit den Meetings starten. Auf diese Weise sind Sie wacher und können sich noch mental auf den Termin vorbereiten. Doch auch zwischen Terminen sind Pausen wichtig In diesenkönnenSiesichentspannen,Energietankenoder sich bewegen und ihren Standort erkunden.