Mit der Integration von Felten manifestiert MPDV seine Marktstellung. Martin Seer, Experte für Prozessindustrie und Principal Sales bei MPDV verrät im Interview, wie’s mit der Digitalisierung der Produktion klappt.
Based on electromagnetic levitation, TILE-X is a compact, Grade A, modular processing unit for high-value pharmaceuticals such as ATMPs. Enabling frictionless component handling, floating shuttles execute processing trajectories for RTU components, generating zero particulate. Each module accomplishes a single operating phase, raising your fill-finish process to the next level.
Weckrufaus Stockholm
Ifo-Chef Clemens Fuest ist ein Mann mit klarer Kante: Der Niedergang von Industrien sei der Preis wirtschaftlicher Entwicklung, sagte er im Oktober letzten Jahres im Interview auf dem Online-Portal von Table Briefings, und gerade erst ließ er in der Frankfurter Allgemeinen Sonntagszeitung verlauten, ein Stahlgipfel sei nicht nötig. Man solle lieber einen Zukunftsgipfel veranstalten. Man muss mit Fuest nicht in allem übereinstimmen, doch im Kern hat er recht. Nur wenn alte Technologien weichen, gibt es Platz für neue Innovationen. Das haben im letzten Jahrhundert deutsche Chemiker gezeigt, die den Kunststoff erfunden haben, aber auch Technologieunternehmen wie Linde oder Uhde. Der Ökonom Joseph Schumpeter hat diese Erkenntnis „Theorie der schöpferischen Zerstörung“ getauft, und das Stockholmer Nobelpreiskomitee hat den diesjährigen Wirtschaftsnobelpreis drei Wissenschaftlern zuerkannt, die genau diese Theorie mathematisch nachgewiesen haben. Ob die Juroren die europäische Wirtschaftsbrille bei ihrer Entscheidung auf hatten oder ob die drei einfach „dran“ waren – das spielt im Grunde keine Rolle. Der Zeitpunkt für genau diesen Nobelpreis ist genau der richtige: Europas, Deutschlands Industrie ist träge geworden. Zu lange hat man sich auf der technischen Überlegenheit ausgeruht – China und Indien als verlängerte Werkbank abgetan. Doch Arroganz rächt sich Beispiele gefällig? Die stolzen deutschen Großanlagenbauer lassen sich von chinesischen Wettbewerbern Marktanteile abjagen. Und wer letztes Jahr offenen Auges über die Achema gegangen ist, konnte sie sehen: die großen chinesischen Pharmazulieferer. Ja es gibt Innovationen, nur wird zu wenig und zu langsam umgesetzt: Gentherapien, Biotechnologie, KI sind weitere Beispiele, die zeigen, dass die Musik zu oft in USA und in China spielt.
Dabei hat Europa so viel zu bieten: Demokratien, Meinungsfreiheit und jede Menge kluger Köpfe. ist der Mut zum Wandel –rschen Sinn.
Einsatz von TOC-Prozess-Analysatoren im Chemiepark
46 DieWasser-Wächter
48 Produktmeldungen
Special: Wasser/Abwasser
Wissenswertes zum Titel
In Chemieparks werden große Mengen an Wasser unterschiedlichster Reinheitsstufen benötigt. Eine Herausforderung in Sachen Überwachung der Wasserqualität. Nur eines von vielen spannenden Themen in unserem Branchen-Special ab Seite 39 AUMA PROFOX X Erfahren Siemehrüber unsere smartenStellantriebe
Entscheidender Wegbegleiter hin zur Smart Factory ist eine geeignete Fertigungs-IT. Sie besteht aus verschiedenen Funktionen und Systemen, die flexibel miteinander zusammenarbeiten müssen. Seite 16
Weltweit
SPATENSTICH FÜR KLIMAFREUNDLICHE FERNWÄRME
industrielleAbwärme
ausLeunanachLeipzig
Heiko Wittig (Projektkoordinator CAC Engineering), Jens Herrler (Projektleiter Total Energies), Udo Schräpler (Projektleiter CAC Engineering) (v.l.) freuen sich über das gemeinsame Projekt.
ENERGIE-, CO2-KOSTEN, BILLIGIMPORTE Ineosschließtzwei Werke
inRheinberg
DerbritischeChemiekonzernIneosschließt zwei Werke in Rheinberg. 175 Stellen seien von der geplanten Maßnahme betroffen, teilte das Unternehmen in London mit. Der genaue Zeitpunkt steht bislang nicht fest. Die Energie- und CO2-Kosten seien erdrückend hoch und es fehle ein Zollschutz gegen„dieFlutbilligerChemikalienausAsien“. Man konzentriere sich nun darauf, die verbliebenenBetriebeinRheinbergzuerhalten und die dortigen 300 Arbeitsplätze zu sichern. Es ist nicht das erste Mal, dass Ineos einemWerkdenSteckerzieht:DenAngaben zufolge wurden Standorte im britischen Grangemouth und im belgischen Geel bereits geschlossen, die Schließung eines Werks in Gladbeck wurde im Sommer verkündet – dort sind 279 Arbeitsplätze betroffen. (wer)
MiteinemSpatenstichinLeunabeginntein GroßprojektfürdieEnergiewende:Ab2027 soll bisher ungenutzte industrielle AbwärmeausderTotalEnergiesRaffinerieLeipzigs Fernwärmenetz speisen. Rund 100.000 Haushalte könnten so klimafreundlich versorgtwerden.CACEngineeringübernimmt dabei eine Schlüsselrolle als Engineeringpartner der Total Energies Raffinerie Mitteldeutschland (TRM), damit industrielle Abwärme aus dem Chemiestandort für die Fernwärmeversorgung der Stadt Leipzig klimafreundlich genutzt werden kann. Der Anlagenbauer verantwortet bei der Projektabwicklung weitreichende Teile der Wertschöpfungskette – von der Detailplanung über die Einkaufsunterstützung, das Behör-
RAFFINERIE IN ROTTERDAM
denengineering bis hin zur Baustellenüberwachung und Inbetriebnahmeunterstützung
Ab Ende des Jahres 2027 soll unvermeidbareProzessabwärmeausmehrerenRaffinerieeinheiten der TRM energetisch genutzt undübereinerund19KilometerlangeFernwärmeleitung in das Netz der Stadtwerke Leipzigeingespeistwerden.CACsetztdieses aufeinemWärmeübertragernetzwerkbasierende Konzept um, welches im Wesentlichen die Einbindung von Platten- und Hochleistungsspiralwärmeübertragern vorsieht. Damit wird in der Raffinerie anfallende Prozessabwärme nicht mehr in die Umgebung abgegeben, sondern zur Erzeugung von Heißwasser genutzt. (wer)
WeltweitgrößterSOEC-Elektrolyseurgestartet
Mit der Inbetriebnahme des Hochtemperatur-Elektrolyseurs in der Neste-Raffinerie Rotterdam erreicht das EU-Projekt Multiplhy einen wichtigen Meilenstein. Die Anlage auf Basis der SOEC-Technologie (Solid Oxide Electrolysis Cell) demonstriert, wie grüner Wasserstoff fossile Energieträger in der Raffinerieindustrie ersetzen kann. Im nächsten Schritt des Demonstrationsprojekts wird ein Testprogramm die Leistungsmerkmale der Technologie validieren. Der Hochtemperatur-Elektrolyseurstammtvom deutschenElektrolyseherstellerSunfire,die Wasserstoffaufbereitungseinheit (HPU) liefertdieSMSGroup NesteistfürdieIntegration in die Raffinerie zuständig und übernimmt mit Sunfire den Betrieb der Anlage. Das Projekt wird vom öffentlichen Forschungsinstitut CEA koordiniert, während Engie für die techno-ökonomische Bewertung verantwortlich ist. Mit seinen zwölf
ModulenundeinerLeistungvon2,6MWist er der weltweit größte HochtemperaturElektrolyseur,derbislangineinerindustriellenUmgebunginstalliertwurde.DasSystem arbeitet bei einer Prozesstemperatur von 850°C und erzeugt mehr als 60kg grünen Wasserstoff pro Stunde. (wer)
Der in Rotterdam installierte HochtemperaturElektrolyseur verbindet europäische Spitzenforschung mit industrieller Anwendung
MiteinerdigitalisiertenPilotanlageundoffenenAutomatisierungslösungen wollen Evonik und Schneider Electric neue Maßstäbe in der thermoplastischen Verarbeitung und im Kunststoffrecycling setzen Die Initiative startete mit dem Kick-off des Projekts auf der K-Messe2025inDüsseldorf DieZusammenarbeitzieltdaraufab,die EffizienzmechanischerKunststoffrecyclingprozessezusteigernund die Qualität der Rezyklate zu verbessern Evonik bringt sein Knowhow im Bereich Hochleistungsadditive und seinen starken Fokus aufCircularEconomyein,währendSchneiderElectricLösungenfür die Prozessautomatisierung und Digitalisierung beisteuert.
Der erste Schritt der Partnerschaft ist die Digitalisierung einer PilotanlageamEvonik-StandortEssenGoldschmidt.DieAnlagewird mit einem offenen Automatisierungsansatz ausgestattet, der die Erfassung und Kontextualisierung von Daten aus verschiedenen Maschinen in einem zentralen Zugangspunkt ermöglicht. Diese datengesteuerteStrategiezieltdaraufab,dieLeistungzuanalysieren, manuelle Arbeit zu reduzieren oder zu eliminieren und separate Berechnungsschritte zu rationalisieren. (wer)
Gianluca Merola (Schneider Electric), Hendrik Rasch (Evonik), Delphine Largeteau (Schneider Electric), Alper Aksit (Evonik), Jessica Bethune (Schneider Electric) and Patrick Glöckner (Evonik) auf der K 2025 (v.l.).
LITHIUM
FÜR EUROPA
Genehmigung
fürVulcan-Anlageim IndustrieparkHöchst
Infraserv-Geschäftsführer Dr. Joachim Kreysing, Carsten Bachg (Vulcan), Regierungspräsident Prof. Dr. Jan Hilligardt und Thorsten Weimann (Vulcan) vor Vulcans Zentraler Lithiumelektrolyse-Optimierungsanlage (Cleop) im Industriepark Höchst (v.l.)
MiteinerneuenLithium-AnlagelegtVulcanEnergydenGrundstein für eine klimaneutrale, inländische Lithiumproduktion aus Tiefengeothermie. Die neue Anlage im Industriepark Höchst ist zentraler BestandteildererstenbeidenProjektphasen,welchejeweilsdiekombinierte Gewinnung von klimaneutralem Lithium sowie erneuerbarer Energie aus Tiefengeothermie vorsehen. An der Anlage wird inZukunftLithiumchloridmithilfe vongrünemStromdurcheinen Elektrolyse-ProzesszumEndproduktLithiumhydroxidmonohydrat (LHM) verarbeitet – ein Rohstoff, der essenziell für die Herstellung von Elektrofahrzeugbatterien ist Das Lithiumchlorid wird in der ersten Projektphase „Lionheart“ in einem vorgelagerten Prozessschritt an einer kombinierten Geothermie- und Lithium-Anlage (G-LEP) im Landauer Gewerbegebiet gewonnen. In der zweiten Projektphase soll die Gewinnung des Lithiumchlorids in der Rhein-Neckar-Region umgesetzt werden.
DurchdiekommerzielleLithium-GewinnungandenAnlagenwill Vulcan in der ersten Projektphase jährlich bis zu 24.000 Tonnen LHM für die europäische Batterie- und Automobilbranche bereitstellen, was in etwa für die Herstellung von 500.000 Elektrofahrzeugbatterien ausreicht (wer)
KAESER-Lösungenfür dieWasserwirtschaft:
Mitunseren Kompressorenund Gebläsen bieten wirwirtschaftliche Lösungen fürdie Belüftung in Kläranlagen
Erfahren Siemehr:
Forschung& Entwicklung
NEUES BIOTECHNOLOGIEZENTRUM
KerrybündeltbiotechnologischeKompetenzeninLeipzig
Kerry eröffnet in Leipzig ein neues Biotechnologiezentrum, das innovative Lösungen für Lebensmittel-, Getränke- und Pharmamärkte entwickelt – mit der Expertise von über 100 Wissenschaftlern und Wissenschaftlerinnen.
CIRCULAR FOAM
Geschlossener
Kreislauf fürPU-Hartschäume
Polyurethan-Hartschäume gehören zu den wichtigstenMaterialienfürdieWärmedämmunginGebäudenundfürdieIsolierungin Haushaltsgeräten wie beispielsweise Kühlschränken. Am Ende ihrer Lebensdauer bliebenjedochbislangfastnurdieOptionen Verbrennung oder Deponierung Bei dieser Herausforderung setzte das europäische Forschungsprojekt „Circular Foam – Systemic Expansion of Territorial Circular EcosystemsforEnd-of-lifeFoam“an.DieErgebnisse des Projekts sind breit gefächert. Im Mittelpunkt stand die Weiterentwicklung neuer chemischer Recyclingverfahren. Mittels „Smart Pyrolysis“ gelang es, aus gebrauchten PU-Hartschäumen zentrale Bausteine wie Amine zurückzugewinnen. Damit wurde gezeigt, dass ein geschlossener Kreislauf technisch möglich ist. (dst)
Der irische Lebensmittel-Konzern Kerry hat inLeipzigeinneuesBiotechnologiezentrum eröffnet. Die Einrichtung soll Innovationen für die Lebensmittel-, Getränke- und Pharmaindustrie vorantreiben und nutzt die Expertise von mehr als 100 Wissenschaftlerinnen und Wissenschaftlern – darunter 34 promovierte Experten. Im Fokus stehen die Identifikation und Weiterentwicklung von EnzymenundMikroorganismen,Fermentation, Bioprozessentwicklung und Scale-up Damit will Kerry unter anderem Produktionsprozesse effizienter gestalten, Rohstoffengpässe überwinden und maßgeschneiderte Produkte für mehr Gesundheit und bessereFunktionalitätentwickeln.Beispiele fürmarktreifeAnwendungensindAcrylera-
PAPIERHERSTELLUNG LIEFERT ROHSTOFF
se, eine Enzymlösung zur Reduzierung von Acrylamid in Instantkaffee, oder Denarase, die Rest-DNA entfernt und in Impfstoffproduktion sowie Zell- und Gentherapie eingesetzt wird.
Der Standort Leipzig wurde aufgrund der starkenForschungslandschaftunddesFachkräftepotenzials ausgewählt. Bereits 2022 hatteKerrydasLeipzigerBiotech-Unternehmen C-Lecta übernommen, ein Spin-off der Universität Leipzig, dessen Gründer, Dr MarcStruhalla,dasneueZentrumleitet.Zur Eröffnung sagte Kerry-CEO Edmond Scanlon:„BiotechnologischeLösungeneröffnen neueHorizontefürInnovationundChancen in den globalen Lebensmittel-, Getränkeund Pharmamärkten.“ (dst)
ForscherderTHKölnhabeneinenSynthesewegentwickelt,umausTerpentinölMenthol zugewinnen.Terpentinölentstehtwährend derPapierproduktion,wennHolzfasernzerkocht werden. Allein am Hauptsitz des ProjektpartnersUPMKymmenesindesjährlich mehrere 10.000 Tonnen. Die Forscher konzentrierten sich auf die chemische Verbindung 3-Caren, die etwa 30 Prozent des Öls ausmachtundausdersichMentholherstellen lässt. Um das 3-Caren aus dem Terpentinöl zu gewinnen, errichteten sie am CampusDeutzeinerundachtMeterhoheTrennkolonneimTechnikumsmaßstab Dabeiwar esdenForschernwichtig,dassihrVerfahren auch in der Industrie umgesetzt werden kann.Daherwolltensiemitmöglichstwenigen Syntheseschritten auskommen. Im EndeffektbenötigtensievierSchrittebiszur
Herstellung von Menthol. Die ersten drei SchrittesindmiteinerAusbeutevon90Prozent und mehr bereits praxistauglich. Der letzte Schritt kommt auf eine Ausbeute von 65 Prozent. (dst)
In einer selbst entwickelten, acht Meter hohen Trennkolonne wurde das Terpentinöl in seine Bestandteile zerlegt.
Mit der Chemical Invention Factory (CIF) wirddieeuropaweitgrößteLaborinfrastrukturfürTransfer-undVorgründungsteamsin der Grünen Chemie geschaffen. Sie soll maßgeblich dazu beitragen, dass der Transfer von Innovationen aus der Wissenschaft in grüne Anwendungen auf dem Gebiet der Materialchemieweitervorangetriebenwird. Die CIF wird mit Mitteln der TU Berlin und des Landes Berlin finanziert und soll bis 2027 auf dem Campus Charlottenburg der TU Berlin an der Marchstraße errichtet werden.
Mit einem gemeinsamen Spatenstich durch Dr Ina Czyborra, Senatorin für Wissenschaft, Gesundheit und Pflege des Landes Berlin, Prof Dr Geraldine Rauch, Präsidentin der Technischen Universität Berlin, Prof Dr JohnWarner,NamensgeberderCIF, Honorarprofessor an der TU Berlin und Begründer der zwölf Prinzipien der Grünen Chemie sowie weiteren Beteiligten wurde der Startschuss für die CIF gegeben.
Bis zu zwölf Teams aus aller Welt werden in der CIF ihre Forschungsergebnisse zu marktfähigen Produkten entwickeln, um die Chemie in eine nachhaltige Kreislaufwirtschaft auf der Basis von nachwachsenden Rohstoffen zu transformieren. Eingebunden werden sie dabei in das Berliner Innovationsökosystem Greenchem. Die La-
borbereichefürjedesTeam,dieauchBesprechungsräume beinhalten, sind gesichert, um den Schutz geistigen Eigentums zu gewährleisten. Im Erdgeschoss wird es ein Café, Platz für Austausch und Begegnung sowie ein Demolab geben, das hinter einer Glasscheibe Anlagen im nächstgrößeren Maßstab erprobt. (wer)
WE MAKE AUTOMATION work.
Lösungen, die funktionieren – seit 1962.
Mehr Informationen auf: roesberg.com
Rösberg entwickelt Innovationen, die die Prozessindustrie revolutionieren. In enger, partnerschaftlicher Zusammenarbeit liefern wir lösungsorientierte, zukunftssichere Ansätze für Ihre Projekte. Setzen Sie auf langjährige Erfahrung und profitieren Sie von unserem integrierten Portfolio aus Engineering-Dienstleistungen und ergänzenden Softwarelösungen.
Vertreter von TU Berlin, Politik und Forschung geben gemeinsam den Startschuss für die „Chemical Invention Factory“
Bild: TU Berlin/ Christian Kielmann
Dampf
ist ein wichtiges Betriebsmittel in der Prozessindustrie. Doch die Einbindung der Erzeugungsanlagen ins Leitsystem kostet Zeit und Nerven, weil jeder Hersteller seine eigene Schnittstelle mitbringt. Das PLT-Labor in Köln hat nun eine Datenkapsel mit der standardisierten MTP-Schnittstelle entwickelt, und so die Integration deutlich einfacher macht.
CDas PLT-Labor hat den MTP-Demonstrator bereits auf der Achema 2024 und der Namurtagung vorgestellt.
hemische Prozesse antreiben, erwärmen, verdampfen, trocknen oder sterilisieren – ob Strippen, Fraktionieren oder Stromerzeugung Dampf ist in der Prozessindustrie ein wichtiges Medium zur Wärmeübertragung Ebenso vielfältig wie die Einsatzbereiche sind auch die Erzeugungsprozesse und Auslegung der komplexen Systeme. Auch für die Automatisierungstechnik sind Dampferzeugungssysteme eine Herausforderung VorallembeideninderChemie-und Petrochemie eingesetzten Anlagen, die Dampf mit hohen Drücken erzeugen, entstehen oft komplexe Wirkungszusammenhänge zwischen Erzeugung und Verbrauch.
HinzukommteinegroßeSystemvielfaltderAnlagen. ModulareinsetzbareDampferzeugerkönnenverhältnismäßig einfach in einen Anlagenverbund eingebunden werden. Dies ermöglicht eine hohe Flexibilität, da die ModulejenachAnforderungzusammengestelltwerden können,allerdingsistdieIntegrationsolcherModulein LeitsystememitgroßemAufwandverbunden,daesbisher nur herstellerspezifische Schnittstellen gibt. Von Plug-and-Play ist man hier noch weit entfernt.
MitdemMTP-Konzept(ModuleTypePackage)undder damit einhergehenden Kapselung der Automatisierungstechnik des Moduls kann man diesem Ziel einen deutlichen Schritt näher kommen.
-Labors am Institut für KölnhateineSoftware Schnittstelle entwickelt. ormationen zur Anbindie Visualisierung, Zuten wie Temperatur, Dampfkessel sowie des maximal zulässiniedrigen Füllstand
rd hierdurch gekapselt Der Wissenschaftliche Mitarbeiter Jan John erläuterthierzu:„AlleDatenwerdenineineDateigepackt,die vom Leitsystem eingelesen werden kann. Dadurch werden die Package Units – von einem Drittanbieter bereitgestellte (Teil-)Anlagen, die eine bestimmte Funktionalität übernehmen – herstellerunabhängig und können einfacher in das übergeordnete System integriert werden, um den Produktionsprozess ganzheitlich zu steuern“
ModularerGedankealsEnabler
Die Kapselung bietet zahlreiche Vorteile. Automatisierungslösungenkönnenherstellerneutralprogrammiert und mit geringem Aufwand von einem Automatisierungssystem auf ein anderes übertragen werden. DarüberhinausermöglichteinedefinierteSchnittstelle,dass der modulare Ansatz auch ohne ein MTP-fähiges Leitsystem verfolgt werden kann. Besonders in Anwendungen, bei denen ähnliche Automatisierungslösungen räumlich getrennt durchgeführt werden, führt diese VorgehensweisezuerhöhterFlexibilitätundeinerdamit verbundenen Kostenreduktion.
Im Rahmen verschiedener anderer Projekte wurden sowohl Pumpwerke im Abwasserbereich nach diesen PrinzipienaufgebautalsauchkomplexeApplikationen mit Exzenter-Schneckenpumpen realisiert. Dieses Konzept eignet sich ebenfalls hervorragend für die AutomatisierungderProzessanalysentechnik(PAT).Hierbei werden meist dieselben Automatisierungskomponenten verwendet und mit dem Leitsystem verknüpft, in dem die Automatisierung umgesetzt wird Eine VerlagerungderAutomatisierungindasModulselbstwürde zahlreiche Vorteile bieten, darunter die Entlastung des Leitsystems und die Möglichkeit, Ausschreibungen so zugestalten,dasseineinsichgeschlosseneEinheitvom Lieferanten der Package Unit bereitgestellt wird.
Für diese und ähnliche Anwendungsfälle wurden im Labor für Prozessleittechnik herstellerneutrale Bibliotheken entwickelt, aus denen sich für nahezu beliebige Steuerungen die Automatisierungsprogramme zusammenstellenlassen.DieserlaubtHerstellernfürPackage Units sehr einfach Applikationen zu erstellen. agk
VERFASST VON
Prof.Dr.-Ing.
Nicolas Bennerscheid
Laborleiter
Institut für Automatisierungstechnik, PLT-Labor, Technische Hochschule Köln
Prof.Dr.-Ing.
NorbertGroße
ehem. Leiter
Institut für Automatisierungstechnik, PLT-Labor, Technische Hochschule Köln
AndreasBerenz
Elektroingenieur
Institut für Automatisierungstechnik, PLT-Labor, Technische Hochschule Köln
Wie bei jeder innovativen Technologie ist auch bei KI der Einarbeitungs- und Integrationsaufwandimmens DaswirdzudemverstärktdurchdierasanteWeiterentwicklung der Technologie. Rösberg Engineering wurde deshalb Mitglied der Innovationsplattform IPAI (Innovation Park Artificial Intelligence). IPAI für anwendungsorientierte, vertrauenswürdige Künstliche Intelligenz mit Sitz in Heilbronn vernetzt Akteure aus Wirtschaft, Wissenschaft und öffentlicher Handundfördertdenverantwortungsvollen Einsatz von KI. Philip Parker, Innovation & AI Lead bei Rösberg erwartet durch die Teilnahme an einem starken Netzwerk neue Perspektiven, Kooperationsansätze und Zugang zu aktuellen Entwicklungen im Be-
HEXAGON-STUDIE „DATA CONNECTIVITY & VISIBILITY“
reichderKünstlichenIntelligenz.Intention des Engineeringunternehmens sei es, RösbergsKI-Kompetenzgezieltauszubauenund strategische Impulse für die KI-Transformationzuerhalten.MoritzGräter,CEOdesIPAI begrüßt Rösberg sehr gerne in der IPAI Community Die umfassende Expertise des UnternehmensinAutomatisierungundProzessindustrie sei ein Gewinn für das Netzwerk. Rösberg bringe darüber hinaus die entscheidende Perspektive der praktischen Anwendung und des Betriebs mit ein – absolutessenziell,umneueImpulsezusetzen undverantwortungsvolleKI-Transformation in der Industrie voranzutreiben. Beide freuen sich auf die Zusammenarbeit. www.roesberg.com
WeltweitsetzenKonzernemitweitverzweigtem Standortnetz auf digitale Innovation undTransformation Zielesindmeist:geringere Kosten, höhere Effizienz, größere Robustheit, einfache Skalierung und mehr Nachhaltigkeit. Erreicht werden kann dies durch maximale Transparenz über alle Daten,visuellgutaufbereitetundqualitativso hochwertig, dass damit Automatisierung möglich ist.
Doch dieses Ideal stimmt mit der Realität nur selten überein. Eine von Hexagon in Auftrag gegebene Studie zeigt, welche Hindernisse besonders häufig vorkommen: 70 Prozent bestätigen, dass Projekt-MeilensteinebeiderUmstellungnichterreichtwerden, kaum weniger (68 Prozent) müssen erkennen, dass einige Teilbereiche sich nicht wie gewünscht skalieren lassen. Auch unge-
planteProduktionsausfälle(65Prozent)und Budget-Überschreitungen (64 Prozent) haben oft immense Auswirkungen auf die Transformationsbemühungen Die Gründe für die Schwierigkeiten sind vielfältig. Den größten Impact haben laut den befragten Führungskräften Aspekte wie fehlendes Know-how, zu geringe Fertigkeiten (66 Prozent) und zu viele manuelle Prozesse (64 Prozent). Fast ebenso häufig werden unzureichende oder veraltete Informationen, fehlende Systemintegration und -vernetzung sowie überholte Infrastrukturen genannt. Und das ist kein Einzelfall: Einer der Befragten, Bilal Alani, Leiter der IT- und DatenabteilungundCIOfürForschungund Entwicklung beim multinationalen LebensmittelkonzernDanone,erklärt,mitwelchen Herausforderungen das Unternehmen in
Hunderten von Fabriken weltweit bei der Datenintegration und Projekten konfrontiert ist: „Die Fertigungslandschaft ist aus vielenGründenstarksegmentiert–zumTeil auchaufgrundvonFabrikübernahmen.Jede FabrikhatihreBesonderheiten Ausdiesem Grund können Fabriken die Strategie festlegen, die sie für die Digitalisierung umsetzen möchten, was aber letztlich bedeutet, dass die Standardisierung eines Systems über alle Fabriken hinweg sehr schwierig werden kann.“
VielemultinationaleUnternehmensetzen bereits häufig visuelle Dashboards (76 Prozent) und Knowledge-Graph-Technologien (71 Prozent) ein, um Wissen sicht- und nutzbar zu machen und zur Unterstützung von Entscheidungen heranzuziehen An dritter Positionmit69Prozentstehtaberschondie digitale Vernetzung aller Daten („Digital Thread“), die zahlreiche Synergieeffekte bewirken kann, weil Daten jederzeit in beliebiger Tiefe und tagesaktuell bereitstehen. Dennoch setzen zwei Drittel der befragten Unternehmenhäufignochaufpapierbasierte Informationen. Und das hat zahlreiche Nachteile:EinbefragterLeiterderAbteilung fürdigitaleTechnikbeieinemglobalenChemieunternehmen bestätigt, dass vor der digitalenTransformation„entkoppelte“Daten den Betrieb ausbremsten: „Es ging oft um dieFrage,wodieInformationenzueinerAnlagezufindenwaren.Häufiggabesmehrere Quellen, in denen Informationen vorgehalten wurden, aber es war nicht klar, welche Informationen aktuell waren, und es gab kaum Schnittstellen zwischen den Tools. Diese siloartige Datenhaltung behinderte die Projektsteuerung und den Datenfluss.“ www.hexagon.com Bild: Hex ago n
Philip Parker (links), Innovation & AI Lead bei Rösberg und Geschäftsführer Paul Rösberg
Als größter industrieller Energieverbraucher des Landes ist der deutsche
in einer einzigartigen Position, um von intelligenteren und flexibleren Energiestrategien zu profitieren.
BATTERIESPEICHER IN DER CHEMIE
DasgehtBESS-er: EnergiespeicherfürdieChemie
Wenn Energieerzeugung und Strompreis volatil schwanken, rücken Energiespeicher in den Fokus. Und die bedeuten 2025 zunehmend nicht mehr Dieseltanks oder Notstromaggregate, sondern batterieelektrische Speichersysteme (BESS). Wie verändern Batteriespeicher die täglichen Abläufe in der chemischen Industrie?
VERFASST VON
DennisBandemer
Sector Sales Manager
Aggreko Deutschland GmbH
Die deutsche Chemieindustrie steht vor tiefgreifenden Veränderungen: Steigende Energiekosten, immer strengere Umweltauflagen und ein sich verschärfender globaler Wettbewerb schaffen ein herausforderndes Betriebsumfeld. Diese Marktlandschaft kann gewaltige Hindernisse darstellen, aber sie bietetauchdieMöglichkeit,dieArtundWeise,wieEnergie verwaltet, gespeichert und eingesetzt wird, zu überdenken. Als größter industrieller Energieverbraucher (verantwortlich für mehr als ein Viertel des gesamten industriellen Energieverbrauchs) ist der Chemiesektor ineinereinzigartigenPosition,umvonflexiblerenEner-
giestrategien zu profitieren. Zu den vielversprechendstengehörtdieIntegrationvonBatteriespeichersystemen (BESS) in hybride Stromversorgungslösungen. Diese verändern nicht nur die Art und Weise, wie Energie genutzt wird, sondern definieren auch, wie betriebliche Belastbarkeit und Nachhaltigkeit aussehen können.
Energieeffizienz hat sich von einer taktischen Maßnahme zur Kostensenkung zu einem unverzichtbaren Tageszielentwickelt.AngesichtsvonVCI-Prognosen,die einen weiteren Rückgang der Branche erwarten, rückt die Optimierung des Betriebs und die Absicherung gegen volatile Energiemärkte auf die Agenda. Indem sie eine intelligentere Energienutzung ermöglichen, können Batteriespeichersysteme (BESS) Betreibern helfen, den Brennstoffverbrauch zu senken, die StromversorgungzustabilisierenunddieEmissionenzuverringern. Hybride Energiespeicher helfen, Stromschwankungen auszugleichen – insbesondere bei Spitzenlasten oderdemAnfahrenvonAnlagen.SolässtsichderBedarf anDieselgeneratorenreduzieren.DassenktEmissionen und Lärmbelastung und ermöglicht den Betrieb der Generatoren im optimalen Lastbereich. Das Ergebnis: ge-
Überall da, wo die Stromversorgung eingeschränkt oder unzuverlässig ist, helfen BESS, die Betriebskontinuität aufrechtzuerhalten. Außerdem sind BatteriesystemeinderLage,überschüssigeEnergie–einschließlich Sonnen- oder Windenergie – zu speichern und die Abhängigkeit von fossilen Rohstoffen zu verringern.
FlexibilitätohneBindung
EinerderVorteilederTechnologieistihreFlexibilität:So können gemietete BESS-Lösungen kurzfristig und modular eingesetzt und auf die spezifischen Bedürfnisse zugeschnittenwerden.Dasermöglichtes,primäreoder unterstützende Energiequellen zu erhöhen oder zu verringern, wenn sich Produktions- oder gesetzliche Anforderungen ändern. So können Betreiber schnell auf Veränderungenreagieren,ohnehoheKapitalbudgetszu binden oder sich auf langfristige Lösungen festzulegen, diezwarimMomentgeeignetsind,aberbeiveränderten Bedingungen zu „stranded assets“ (wirtschaftlich entwerteten Anlagen) werden können.
Unternehmen wie Aggreko unterstützen Industrieplayer beim Übergang zu flexibleren Beschaffungsmodellen, etwa mittels Batterie-Hybridtechnologien. Mit modularenEnergielösungenundKnow-howtragendie Energiemanagement-Experten dazu bei, die AnlagenResilienz zu stärken und Emissionen zu senken – ohne hohe Investitionen in permanente Infrastrukturen.
Um das volle Potenzial von BESS-Technologien zu erschließen, ist sorgfältige Planung unerlässlich: Dies beginntmitdemgründlichenVerständnisdesEnergielastprofils. Neben dem Fachwissen von Dritten können intelligente Überwachungswerkzeuge dabei helfen, das Lastprofil zu erfassen und Optimierungsmöglichkeiten zu identifizieren. Treten etwa hohe Einschaltströme durchMotorstartsauf,könnenBESSdazubeitragen,dieseSpitzenauszugleichen,dieBelastungderGeneratoren
Bild: GettyImages/T hing No ng No n
Batteriespeicher werden für betriebliche Kontinuität und die langfristige Widerstandsfähigkeit in der chemischen Industrie immer wichtiger
PROCESS-TIPP
Wohin mit den alten Batterien? Dieser Frage geht unsere Redakteurin Doris Popp in ihrem Highlightbeitrag „Schlüsseltechnologien für das Recycling” auf den Grund – auf www.process.de!
zu verringern und die Systemstabilität zu verbessern. AuchUmweltaspektespieleneinewichtigeRolle:Istein Projekt von gesetzlichen oder behördlichen Beschränkungen betroffen, helfen BESS, eine sauberere Ersatzstromquelle für Nachfragespitzen bereitzustellen.
EntscheidungsrelevanteDaten
Moderne Fernüberwachung und Steuerung erhöht den Mehrwert von Batteriespeichersystemen (BESS) erheblich: Durch die Analyse von Echtzeitdaten zu Energieverbrauch, Systemleistung und Umgebungsbedingungen können die Verantwortlichen den Betrieb gezielt optimieren. So lassen sich potenzielle Störungen frühzeitig erkennen und gezielt beheben.
Die Einbindung erfahrener Drittanbieter ist entscheidend,umLösungenzuentwickelnundumzusetzen,die exakt auf die Anforderungen einzelner Anlagen zugeschnitten sind. So lässt sich sicherstellen, dass BESSTechnologienihrvollesPotenzialentfalten.Ineinersich rasant wandelnden Industrielandschaft sind Unternehmen am besten aufgestellt, die schon heute auf intelligente, von Experten begleitete Strategien setzen. (dst)
EXKLUSIV-INTERVIEW: ERFOLGREICH ZUR SMART FACTORY
Entscheidendist,dasWarum zukommunizieren
Mit der Integration von Felten manifestiert MPDV seine Marktstellung.
Martin Seer, Experte für Prozessindustrie und Principal Sales bei MPDV erläutert, wie diese wettbewerbsfähig bleiben kann und welche Rolle KI dabei spielt.
Herr Seer, vor Kurzem hat MPDV den MES-Spezialisten für Prozessindustrie Felten integriert. Was bedeutetdasfürdenMarkt?
MartinSeer:DamitbautMPDVseineMarktpositionweiter aus. Der Zusammenschluss besiegelt die schon seit 2019bestehendeZusammenarbeitbeiderUnternehmen. Seitdem wurde die Expertise aus dem Bereich der Prozessindustrie komplett in die Produkte und Services überführt. Damit sind wir ein Anbieter für die Produktionsdigitalisierung mit einem vollumfänglichen Portfolio sowie einer breiten Branchenexpertise
Die Prozesse in der Produktion werden immer komplexer. Da reichen analoge Hilfsmittel nicht mehr aus. Um den Überblick zu behalten, digitalisiertundInformationen Daten gewonnen werden. Besonders floor macht sich eine mangelnde sehr schnell bemerkbar. Wenn nicht wissen, was in Echtzeit wo nen sie auch keine Maßnahmen die Wege leiten. Eine weitere Her sinddievielenregulatorischen wie die Einhaltung von Qualitätsstanda gesetzlichen Vorgaben. Das ist muss lückenlos dokumentiert schließlichmachendieimmer duktwechsel, die wachsende Pr faltundniedrigenStückzahlen, Losgröße 1, Produktionsbetrie ben zu schaffen. Da Kunden immer individuellere Produkte wünschen, müssen die Prozesse hochgradig flexibel sein
Mit welchen Lösungen reagiertMPDVdarauf? Wir sind darauf spezialisiert, Standardprodukte anzubieten, die sich schnell implementieren
lassen und rasch positive Ergebnisse zeigen. Unsere Lösungensindsokonzipiert,dasssietrotzihresstandardisierten Ansatzes flexibel konfiguriert werden können, um die individuellen Bedürfnisse unserer Kunden zu erfüllen. Zudem bündeln wir unser Know-how und sorgen unter unseren Kunden mit der Anwendergruppe Smart Factory Society für einen regen Austausch. Alle zwei Jahre kommen die mehr als 500 Mitglieder zur Smart Factory Conference zusammen.
WielassensichdieProzesseinderProzessindustrie durch Digitalisierung effizient und zukunftssicher umsetzen?
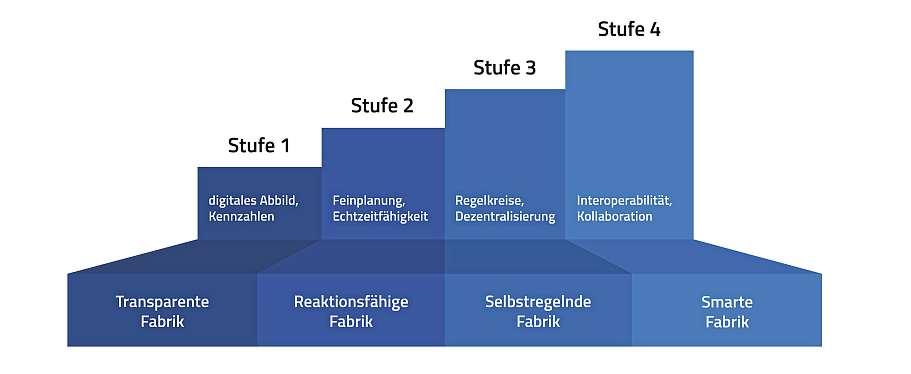
Produktionsbetriebe müssen ihre IT-Landschaft analysieren und ihre Potenziale identifizieren. Es ist wichtig, ineffiziente Prozesse klar zu benennen. Diese ErkenntdieGrundlagefürdienächstenSchritte,beiüberdasMPDV-4-Stufenmodell,einedigitamussnichtgleichalle emeablösen,wasohnehin nvollist.UnserBeste-Ansatzist,eine taillierteAnalyse durchzuführen,umzu entscheiden,welche Anwendungenoder Lösungenbleiben könnenundwelche ersetztwerdenmüssen.“
Martin Seer, Principal Sales bei MPDV und Experte für Prozessindustrie
PROCESS-INFO
le Transformation umzusetzen. Es beschreibt den Weg von der ersten Digitalisierung bis hin zur vollständig vernetzten Smart Factory und stellt sicher, dass Investitionen nachhaltig und zukunftssicher sind.
Oft sind die Systemlandschaften in der Prozessfertigung stark fragmentiert und bestehen aus gewachsenen Systemen. Welche Maßnahmen sind dafürgeeignet?
Man muss nicht gleich alle Systeme ablösen, was ohnehin nicht sinnvoll ist. Unser Best-Practice-Ansatz ist,
KonsequenteIntegrationfürdie perfekteSymbiose
eine detaillierte Analyse durchzuführen, um zu entscheiden,welcheAnwendungenoderLösungenbleiben können und welche ersetzt werden müssen. Um die Daten aus den bestehenden Systemen effektiv zu nutzen,isteinezentraleDatendrehscheibewieunsereMIP (ManufacturingIntegrationPlatform)eineguteLösung DasieaufeinemoffenenPlattformansatzbasiert,kann sie über definierte Schnittstellen (APIs) mit anderen Systemen verbunden werden. Die Daten werden dadurch integriert und bilden eine gemeinsame Datenbasis für alle Produktionsprozesse Wer seine IT-Architektur in der Produktion erweitern will, kann das mit Manufacturing Applications (mApps) aus unserem Hause oder von unseren Partnern nach dem gleichen Prinzip tun.
Wie gelingt es, Potenziale in den Betrieben ausfindigzumachenundzuerschließen?
Unter der Führung von Nathalie Kletti, Geschäftsführerin von MPDV, entsteht ein Lösungsanbieter für die diskrete Fertigung und die Prozessindustrie.
Der Zusammenschluss von MPDV Mikrolab, MES-Spezialist, und Felten Group, Lösungs-Experte für die Prozessindustrie, war der konsequente und letzte Schritt einer jahrelangen erfolgreichen Zusammenarbeit beider Unternehmen. Durch die Bündelung können diese ihre Ressourcen noch gezielter einsetzen, um Kunden aus der Produktion mit präzisen Lösungen für die Herausforderungen von heute und morgen zu rüsten. Das Manufacturing Execution System (MES) von Felten ist in Hydra X for Process von MPDV übergegangen und wird unter diesem Namen vertrieben. Damit entsteht ein 2-in-1-System für die Prozessindustrie und für die diskrete Fertigung auf Basis einer hochskalierbaren, flexiblen ITArchitektur. In der Prozessindustrie spricht MPDV die Bereiche Food, Pharma, Chemie, Kosmetik, aber auch die Papierindustrie an. „Die Integration von Felten ist der logische Schlussakt, um die beiden Welten aus Prozessindustrie und diskrete Fertigung zu vereinen. In Hydra X führen wir das Branchenwissen und die Kundenerfahrung aus der Zusammenarbeit der vergangenen Jahre zusammen. So entsteht eine zuverlässige, anpassungsfähige Fertigungs-IT mit einer noch höheren Innovationskraft und Leistungsfähigkeit, die für die Herausforderungen der Zukunft gewappnet ist”, erklärt Nathalie Kletti, Geschäftsführerin von MPDV
Die tiefe Marktkenntnis, das profunde Verständnis für Kundenbelange und die mehr als 45-jährige erfolgreiche Firmenhistorie hat MPDV zu einem weltweit führenden Anbieter für Manufacturing Execution Systeme heranwachsen lassen. Mit Niederlassungen in Europa, Asien und Nordamerika agiert MPDV in Innovationszentren und reagiert aktiv auf die Bedürfnisse von Kunden und Märkten
Das spiegelt sich in Produktentwicklungen wie beispielsweise die technologieoffene Integrationsplattform MIP ebenso wider wie in der AI-Suite mit KI-Anwendungen für die Fertigung Diese Lösungen wie auch das Advanced Planning System FEDRA verhelfen Produktionsunternehmen Prozesse zu digitalisierten, ebnen gleichzeitig aber auch den Weg zur Smart Factory, der intelligenten Fabrik.
Dafür stehen den Betrieben verschiedene Wege offen. Einerseits können sie die IST-Situation analysieren, etwamiteinemValueStreamMapping,einerWertstromanalyse, um Ineffizienzen zu identifizieren. Andererseitskönnensiesichauchberatenlassen.DieseDienstleistungbietenwirebenfallsan.Damitunterstützenwir unsere Kunden gezielt von Anfang an mit unserer Expertise. Ein weiterer effektiver Ansatz, mit dem wir gute Erfahrungen gemacht haben, ist der sogenannte Big Picture Workshop Dabei entwickeln Mitarbeiter aus verschiedenen Abteilungen ein gemeinsames VerständnisfürdieaktuellenProzesseundderenSchwachstellen. Ziel ist, das „große Ganze“ zu sehen. In diesen WorkshopsdeckenwirOptimierungspotenzialeauf,die Unternehmen nutzen können.
Welche Möglichkeiten gibt es in der Prozessindustrie trotz hoher Regulierungsanforderungen, Betriebewettbewerbsfähigaufzustellen?
ObwohlSoftwareproduktedieseHerausforderungnicht komplett lösen, leisten sie einen entscheidenden Beitragdazu,dasiedieregulatorischenAnforderungenaus denProduktionsprozessendigitalabbilden Anstattauf manuelle,papierbasierteKontrollenzusetzen,können Unternehmen Software nutzen, um beispielsweise das Vier-Augen-Prinzip digital umzusetzen oder zyklische Kontrollen von Produkten zu automatisieren. Darüber hinaus spielen Automatisierung und die richtige AnlagentechnikeinewichtigeRolle,umkritischeKontrollpunkte (CCPs) direkt über die Systeme zu überwachen. Dies erhöht die Prozesssicherheit und reduziert das Risiko menschlicher Fehler
WarumsolltedieProzessindustrieaufKIsetzen?
In der Produktion fallen enormeDatenmengen an,wie zu Prozessparametern, Produkteigenschaften oder Performance-Kennzahlen. Oft bleibt deren Potenzial ungenutzt. Um diese Möglichkeiten voll auszuschöpfen, setzen wir bereits seit einigen Jahren auf Künstliche Intelligenz (KI). Dadurch gewinnen Betriebe neue Erkenntnisse.DieAnalysedatenundderenRückschlüsse daraus ermöglichen, Ausschüsse zu reduzieren, RüstzeitenzuoptimierenodereinevorausschauendeQualitätssicherung (Predictive Quality). Die Möglichkeiten der Datennutzung mit KI bauen wir konsequent aus.
Welche KI-basierten Angebote bietet MPDV und wieaufwändigisteineImplementierung?
Bild:
MPD V
Das 4-Stufen-Modell von MPDV beschreibt die einzelnen Stationen, die bis zur Umsetzung der Smart Factory nötig sind.
WirbietenstandardisierteKI-LösungenfürdieBereiche Planung, Ressourcen, Aufträge und Qualität. Sie umfassen Analysen, etwa um die Fehlerquote, den Ausschuss oder die Maschinenperformance beurteilen zu können. Zudem ermöglichen sie Vorhersagen über die Produktqualität oder die benötigte Rüstzeit. Da unsere KI-Lösungen als Module konzipiert sind, können sie direkt im System genutzt werden, sobald ein ausreichender Datenpool vorhanden ist.
Der Erfolg von digitaler Transformation setzt auch voraus, Mitarbeitende zu befähigen und Change zu ermöglichen.Wiegelingtdas? Entscheidend ist, das „Warum“ zu kommunizieren. WenndieGründefürVeränderungenklardargelegtwerden, wächst auch das Verständnis bei den Mitarbeitenden Zugleich schafft das die Grundlage, damit sie sich aktiv einbringen. Dafür braucht es offene Kommunikationsstrukturen,SchulungenundeineausgereifteFeedbackkultur In der Praxis hat sich gezeigt, dass Formate wieDigitaltageoderdetaillierteProjektvorstellungenfür alleProduktionsmitarbeitendensehrhilfreichsind.SolcheVeranstaltungenschaffenRaumfürRückfragenund helfen,Sorgenauszuräumen.SienehmenersteHürden und ebnen den Weg für die weiteren Change-Prozesse.
Wirunterstützen,indemwirBeispieleausderPraxisund erfolgreicheImplementierungenalsReferenzenzeigen GernepräsentierenwirdasSystemauchlivevorOrt.Darüber hinaus verfügen wir über einen großen Erfahrungsschatz im Umgang mit Produktionsbetrieben jeglicher Größenordnung, um die richtigen Hebel und WerkzeugeinBewegungzusetzen.Daskönnenbeikleinen und mittelständischen Betrieben ganz andere sein als bei Konzernen.
HerrSeer,vielenDankfürdasGespräch.
PROCESS-TIPP
Nutzen Sie die Gelegenheit, sich über aktuelle Neuheiten und Trends rund um Fertigungs-IT, die Smart Factory und Industrie 4.0 zu informieren. Finden Sie eine passende Veranstaltung in Ihrer Nähe oder ein interessantes Online-Seminar: https://www.mpdv.com/ veranstaltungen
Die Zeiten sind herausfordernd: hohe Energiekosten, harter Wettbewerbsdruck und erfahrene Mitarbeiter, die in den Ruhestand gehen. Trotzdem sollen Anlagen in der chemischen Industrie weiter sicher und gewinnbringend gefahren werden. Einen Beitrag dazu soll die (Teil-) Autonomisierung von Anlagen leisten.
Autonom betriebene Anlagen versprechen eine Vielzahl von Vorteilen, darunter eine höhere Effizienz, verbesserte Sicherheit und reduzierte Betriebskosten. Doch der Weg zur Umsetzung und der Einstieg in eine neue digitalisierte Anlagenwelt ist immer noch mühsam und aufwändig Denn die durchgehende Digitalisierung von Aufgaben, Daten, Prozessen und Workflows, um bestimmte Prozesse und Aufgaben innerhalbeinerAnlageautomatisiertundohneständige menschliche Eingriffe durchzuführen, erfordert die Bereitstellung einer vernünftigen Datenbasis von vielfältigen und unterschiedlichsten Anlagenkomponenten.
Um nur ein paar Aspekte aufzuzählen: Für eine „echte Autonomie“inderProzessindustriemüssenzunächsteinmal alle relevanten Prozessgrößen (Temperatur, Druck, Durchfluss, Zusammensetzung, Energieverbrauch etc.) lückenlos und in Echtzeit erfasst werden. Dies bedeutet, dass Sensoren gegen Verschmutzung, Alterung, Driften und Ausfall abgesichert sein müssen. Oder es sollte zumindestfrühzeitigdavorgewarntwerden,wennsichetwa ein Belag auf einem Sensor bildet. In einigen Fällen müssen andere Sensoren, wie Vibrations- oder Akustikmessungen, Bild- und Videoaufnahmen, in die Regelungen einbezogenwerden.
Noch weitere Punkte müssen berücksichtigt werden, wieEchzeitfähigkeit,MaßnahmenrundumdieCyber-Security und standardisierte Schnittstellen. Schließlich muss zunächst eine einheitliche Datenstruktur geschaffenwerden,damitDatenausLeitsystemen,MESundERPSystemen integriert und synchronisiert werden können ErstwenndieseVoraussetzungengeschaffensind,macht der Einsatz von fortgeschrittenen Prozessregelungen (APC, MPC) und KI/ML-basierten Systemen Sinn. Ihr Potenzial:sieerkennenMusterinProzessdatenundAnomalien, treffen Vorhersagen, setzen automatisch Korrekturmaßnahmen um und passen Stellgrößen in Echtzeit an. Prädiktive Algorithmen melden frühzeitig einen Wartungsbedarf,bevoreinProblemauftritt.
DrohnenundRoboterübernehmen
Inspektionen
AuchwennnochnichtalleFragengeklärtsind,dieZeitfür neueautonomeWegeistreif AusdiesemGrundewirddie autonomeAnlageaufderdiesjährigen Namur-Hauptsitzung in den Mittelpunkt gestellt Ganz neu ist das Thema für die Namur und ihre Mitgliedsfirmen nicht SohatderArbeitskreis4.2bereits voreinigenJahrenaufdieVorteile einer robotergestützten Automatisierung von Inspektionsrundgängenhingewiesenundentsprechende Anforderungen formuliert. Robotergestützte Helfer erfassen Daten, die anschließend mit herkömmlichen Analyseverfahren, aber auch von einer KI ausgewertet werden Weiterer Nebeneffekt: Es wird systematischeinDatenschatzaufgebaut,sodassfrühVeränderungen an der Anlage festgestellt werden können und auf diesereagiertwerdenkann.
Intelligenz analysiert werden. Weichen die Messungen vom vordefinierten Standardbereich ab, wird ein Wartungsmitarbeiterinformiert.
Die autonome Regelung und Steuerung von Anlagen ist einweiteresspannendesFeld.Amweitestenistsicherdie Öl-undGasindustrie,fürdieeinautonomerBetriebnicht neu ist. So wurde 2017 die erste Plattform von Equinor (damalsStatoil)inderNordseeinBetriebgenommen,die ausdemetwa160kmentferntenBergen,Norwegen,ferngesteuertwird.ZudiesemZeitpunktwurdenaufdemFeld täglich etwa 60.000 Barrel Gas und Kondensat gefördert Auch Yokogawa hat bereits vor einigen Jahren eine autonome Regelungs-KI in einer Destillationskolonne in einemProduktionsbetriebvonEneosMaterialseingesetzt. Wie die Umsetzung generell funktioniert, welche Hürden zu überwinden waren, aber auch welchen Spaß UmsetzungeinerautonomenAnlage mit KI bringen kann, berichtete Dr SabinePegel,Covestro,bereits auf der Namur-Sitzung im vergangenen Jahr. Sie setzte in ihremUnternehmendieersteautonome Batch-Anlage um Sie ist überzeugt, dass KI uns in Welten führenkann,diewirbishernoch nicht erkannt haben, weil sie mehrdimensional denken kann. In dieser Anwendung werden alle Daten aus der Anlage in die Cloud geleitet, dort von einer KI optimiert und wieder zurückgespielt. Pegels abschließende damalige Empfehlung: „Wir haben alles,wasnötigist.LasstdieLeutevonderLeineunddann habtihrsuperguteMultiplikatoren!“
PROCESS-TIPP
Am 27. und 28. November 2025 findet in Düsseldorf/Neuss die 88. Namur-Hauptsitzung statt. Thema ist: „Futureproofing our Industry: Milestones towards Autonomous Plants“ PROCESS berichtet wieder direkt von der Veranstaltung auf www process.de.
Diesjähriger Sponsor ist Krohne Messtechnik.
Die autonomen Helfer sind sicher kein Allheilmittel gegen Fachkräftemangel und hohe Energiekosten. Aber eineErhöhungdesAutomatisierungsgradskannz.B den spezifischenEnergieverbrauchverbessernoderdasRisiko fürden„MitarbeiterMensch“minimieren,indemRoboter z. B. Zugang zu beengten Räumen und Gefahrenzonen erhalten Auch Hitze und Lärm machen Kollege Roboter nichts aus. Vor allem wird der Mensch zeitlich entlastet. SotestetEvonikseiteinigenJahreneinenautonomenmobilen Roboter der Firma Boston Dynamics für die Inspektion einer Versuchsanlage. Dort nutzt er u. a Wärmebildkameras,umDefekteinRohrleitungenzuentdecken.
Shell Energy and Chemicals nutzt an seinem größten Standort in Deutschland die Softwareplattform von Energy Robotics und zwei verschiedene Roboter sowie eine Drohne für die 360°-Überwachung der Anlagen. Die RoboterunddieDrohnesindmitSicht-undWärmekameras sowie anderen Sensoren ausgestattet, um Bilder von analogen Barometern und Thermometern zu erstellen. Auf diegleicheWeiseerfassenundanalysierensieVentilpositionen oder Objekte wie Feuerlöscher und zeichnen WärmebildervonIsolierungensowieMaschinenauf,umthermische Anomalien zu erkennen. Sie registrieren sogar geringeMengenanaustretendenGasenimppm-Bereich. Daten werden automatisch in eine Cloud-Plattform übertragen, wo sie mithilfe von Algorithmen und künstlicher
OhnezuverlässigeDatenkeine Transparenz
Fazit:DieVoraussetzungfürdenerfolgreichenEinstiegin eineautonomeAnlage–unabhängigdavon,obessichum einen Inspektionsflug per Drohne oder eine Anlagensteuerunghandelt–sindverlässlicheDaten.Diesewiederum müssen von zuverlässig arbeitenden Sensoren geliefertwerden.DabeistehenfürdenBedienerTransparenz und Nachvollziehbarkeit der Werte im Vordergrund, um dieAkzeptanzsolcherTechnologienzusichern.Indiesem Sinn wird die diesjährige Namur-Hauptsitzung nicht nur Beispiele aus der Praxis liefern, sondern vor allem einen Raum zur Diskussion bieten. Für Tobias Schlichtmann, Vorstandsvorsitzender der Namur trifft das diesjährige Schwerpunktthema genau den Kern der derzeitigen Diskussionen und Überlegungen: „Wir müssen die Effizienz undFlexibilitätunsererchemischenProduktionsteigern und gleichzeitig die Herausforderungen der Demografie und Nachhaltigkeit meistern. Die Technologien und Meilensteine müssen so gewählt sein, dass wir bei der Implementierung an Geschwindigkeit gewinnen und damit möglichst schnell die Profitabilität steigern können Der WeghinzurautonomenAnlagewirdKatalysatorfüreine kontinuierliche Stärkung der Wettbewerbsfähigkeit sein.“ (müh)
INTERVIEW: NEUE INTERNATIONALE STANDORTE DER MEORGA MSR-SPEZIALMESSEN
GuteIdeenkennen keineGrenzen
MEORGA goes international: Mit neuen Messestandorten in Wien und Tarragona eröffnen sich für Aussteller neue Chancen, Zielgruppen effizienter zu erreichen und ihre Marktpräsenz gezielt auszubauen. Bernd Weinig, Director Trade Fair Solutions & Partnerships bei der Vogel Communications Group treibt und gibt Einblick in die Weiterentwicklung.
Bernd,dieMeorgaMSR-Spezialmessengehörenseit nun bald zwei Jahren zur Vogel Communications GroupundergänzendaserfolgreicheRegionalmesse-Geschäft.WieverliefdieIntegrationindieVogelFamilie?
„Das Anwender-Szenario für den Einsatz von MSR-Technik und Prozessautomatisierung ist sowohl in Wien als auch in Tarragona vielversprechend und vielfältig.“ Bernd Weinig, Director Trade fair Solutions & Partnerships bei der Vogel Communications Group freut sich auf die beiden neuen Standorte.
Bernd Weinig: Die Integration verlief partnerschaftlich undzielgerichtet.Unswarwichtig,daserfahreneMeorga-Team und dessen Know-how zu erhalten. Die bisherige Geschäftsführung hat sich ganz bewusst für Vogel als neuen Gesellschafter entschieden, weil sie in der Gruppe die idealen Voraussetzungen für die Weiterentwicklung der MSR-Spezialmessen sah – insbesondere durch Stärken in Fachkommunikation, Eventmanagement und digitaler Reichweite. Ein besonderes Asset sinddabeiunsereFachmedienPROCESS,Schüttgutund elektrotechnik Automatisierung, die zentrale Zielgruppen der Meorga erreichen. Es ermöglicht uns, Inhalte gezielt über thematisches Content-Marketing und Storytelling zu platzieren – für den ganzjährigen und kontinuierlichen Aufbau einer Meorga-Community GemeinsammitderVogelEventSolutionskönnenwirnun unsere Kompetenzen in der Gruppe optimal bündeln.
Was zeichnet die MSR-Spezialmessen aus, und wie habensiesichunterdeinerÄgideweiterentwickelt?
DieMessenstehenfürNähe,PraxisbezugundEffizienz. Fachbesucher profitieren von kurzen Anreisewegen, direktemZugangzuHerstellern,praxisnahenLösungen und einem kompakten Vortragsprogramm mit aktuellem Fachwissen. Unter meiner Leitung haben wir das Profilgeschärft,neueStandorteerschlossenunddigitale Services wie Leadtracking und crossmediale Reichweite eingeführt – ein echter Mehrwert für Aussteller und Besucher
Und nun die Entscheidung, den Schritt über die deutschen Grenzen zu wagen. Was waren die Beweggründe?
Gute Ideen kennen keine Grenzen! Die Nachfrage nach regionalen Fachmessen mit praxisnahen Lösungen für effiziente Anlagen und Prozesse ist nicht auf Deutschland beschränkt. Insbesondere wenn es um operative VorteilefürverfahrenstechnischeProduktions-undProzessumgebungen geht. Viele Aussteller signalisierten InteresseanneuenMärkten.MitVogelalsstarkemPartner war die Internationalisierung der nächste logische Schritt.
Bi ld : V CG /E rnhofer
Die beiden internationalen Standorte im kommendenJahrsindWienam15.AprilundTarragonaam18. November. Schauen wir zuerst zu unseren direkten Nachbarn ins schöne Österreich. Warum Wien, die StadtderMusik?
Wien ist nicht nur kulturell eine faszinierende Stadt, sondern auch ein bedeutender Industriestandort mit einer starken Prozessindustrie. Die Metropolregion Wien/Bratislava bietet zahlreiche dynamische und wachsende Anwender-Szenarien für MSR-Technik und Prozessautomatisierung, die sowohl industrielle als auch gewerbliche Anwendungen umfasst. Die Kombination aus technologischer Innovation und internationalerReichweitemachtdieseRegionbesondersattraktiv für den Einsatz von MSR-Technik Die Nähe von Bratislava zu Wien bietet zusätzliche Vorteile durch den Zugang zu einem breiteren Markt und internationalen Verbindungen. Viele unserer Aussteller sind bereits in Österreichaktiv.ZudemhabenwirmitdemAustriaCenter Vienna eine hervorragende Location gefunden, die unseremMessekonzeptoptimalentspricht.Wienistfür uns der ideale Startpunkt für die internationale Expansion.
ChemMedinTarragonagiltalsgrößterChemieclusterSüdeuropas,zugleichdrittgrößterChemiestandort Europas – keine Frage, es ist mehr als konsequent, die Meorga MSR-Spezialmessehieranzusiedeln.Aber du kannst die „spanische“ Entscheidung sicher noch konkretisieren bzw. die besonderen Vorteileaufzeigen.
„firaReus“, unser neuer, internationaler MSR-SpezialmessenStandort in der Provinz ES-Tarragona liegt in einer wirtschaftlich starken Region mit hoher Dichte an Fachpublikum und EntscheidungsträgernfürMSR-TechnikundProzessautomatisierung DieMessehateineprivilegierteLage,nurzwanzig Minutenvom„ChemMedCluster“entfernt.DasAnwender-SzenariofürdenEinsatzvonMSR-TechnikundProzessautomatisierungimGroßraumTarragona/Barcelona/Katalonien, ist generell vielversprechend und vielfältig Der neue internationale Standort in Spanien ist eingebettet in ein dynamisches Innovationsumfeld mit starken hochattraktiven Branchenclustern (ChemMed Cluster,HydrogenValleyofCatalonia,SmartPort-Initiativen,ClústerdelaIndustriadelaAutomociódeCatalunya (CIAC) u.v.m).
PROCESS-TIPP
Interessierte Aussteller finden unter www.meorga.de/ neuestandorte weitere Informationen zu den Vorteilen der neuen, internationalen Standorte
onsgeschützte Bereiche, präzise Durchfluss- und Füllstandmessung, Prozessanalytik sowie integrierte Leitsysteme. Diese Technologien sind essenziell für die hochautomatisierten Produktionsprozesse im ChemieCluster ChemMed.
Die Resonanz ist durchweg positiv. Viele unserer langjährigen Aussteller haben sofort Interesse signalisiert, auchinternationalmitunszugehen.Ichbinzuversichtlich, dass wir auch vor Ort auf großes Interesse stoßen –sowohlbeipotenziellenAusstellernalsauchbeiFachverbänden und Industriepartnern.
Deine Erwartungen an die beiden neuen Standorte sinderfüllt,wenn... unsere Aussteller mit qualifizierten Kontakten und konkreten Leads nach Hause gehen – und sagen: „Das hatsichgelohnt.“Wennwiresschaffen,dasMeorga-Erlebnisauchinternationalzutransportieren,dannhaben wir unser Ziel erreicht.
Wir denken langfristig Wenn sich Wien und Tarragona so entwickeln, wie wir es erwarten, dann schließen wir weitereStandortenichtaus Wichtig ist uns dabei, dass jede neue Messe den gleichen Qualitätsanspruch erfüllt wie unsere etablierten Formate in Deutschland.
DasbewährteKonzeptbleibt:kompakteTagesveranstaltungen mit Fachbesucherfokus. Details wie Sprache oderRahmenprogrammpassenwirlokalan–dasMeorga-Erlebnis bleibt erhalten.
Wird es in Wien und Tarragona bestimmte Schwerpunktthemengeben?
Ja FürdieMetropolregionWien/BratislavaliegtderFokusaufProzessautomatisierunginChemie,Pharmaund Food. In Tarragona stehen Themen wie Anlagensicherheit,DigitalisierungundNachhaltigkeitimVordergrund – mit besonderem Fokus auf MSR-Technik für explosi-
Dr.JörgKempf Chefredakteur PROCESS
Zum Abschluss: Auf welche der beiden Messen freust du dich persönlichmehr?
DasistwiedieFrage,welchesKind manlieberhat–unmöglichzubeantworten! Wien ist für mich der perfekte Startpunkt, weil es uns geografisch und kulturell sehr vertraut ist. Tarragona hingegen ist ein spannenderSchrittineinenneuenMarktmitgroßemPotenzial. Ich freue mich auf beide – und auf die vielen Gespräche mit Ausstellern und Besuchern vor Ort.
Anton Paar präsentiert mit der Modular Compact Rheometer Serie (MCR) die neueste Generation von Rheometern. Die MCRSeriesetztlautHerstellerneueMaßstäbein Präzision,Geschwindigkeit,Intelligenzund Anpassungsfähigkeit bei der Materialcharakterisierung ObimhochmodernenLabor oder in der Qualitätskontrolle mit hohem Probenaufkommen – die neue MCR-Plattform eröffne neue Einsatzmöglichkeiten und beschleunige die Messprozesse, heißt es.
Mit einem minimalen Drehmoment von bis zu 0,2 nNm und einer hohen Frequenz bis zu 200 Hz misst das neue MCR mit sehr hoher Genauigkeit. So werden kleinste VeränderungenimMikromaßstabsichtbar–für neue Experimente und maximale Zuverlässigkeit bei jedem Datenpunkt.
DieMCR-SerieerhöhtdenDurchsatzund verkürzt dadurch die Amortisationszeit beziehungsweise den Return on Investment. ModernsteElektronikermöglichtschnellere Ergebnisse, extrem kurze Startzeiten und
dieEinhand-KopplungderMessgeometrien via QuickConnect.
EineintelligenteAutomatisierungvereinfacht komplexe Analysen. Ein integrierter Touchscreen ermöglicht die Probenvorbereitung direkt am Gerät, über die Toolmaster-FunktionwirddasZubehörautomatisch erkannt, und mit der verbesserten RheoCompass-Software werden Anwender Schritt für Schritt unterstützt – so können sie sich auf die Ergebnisse konzentrieren, anstatt auf das Geräte-Setup
DiemodulareArchitekturunterstütztdas branchenweit umfassendste Zubehörsortiment und alle wichtigen Prüfmodi – von dynamischermechanischerAnalysebishin zu Pulverrheologie, Tribologie und RheoOptik–übereinensehrgroßenTemperaturbereich. Das MCR entwickelt sich entsprechend den Bedürfnissen der Anwender weiter. Die neuen Modelle sind ab sofort über das globale Vertriebsnetz von Anton Paar erhältlich www.anton-paar.com/rheology
Hellma ist weltweit führender Anbieter für UV/Vis/NIR Spektroskopie Küvetten in der Laboranalytik und Lösungsspezialist in der Prozessanalysentechnik für unterschiedlichste Anwendungen. Produkte und Leistungen von Hellma Analytics und Hellma Solutions schaffen die Voraussetzung für präzise und zuverlässige Messergebnisse in Labor und Prozess und damit sichere und qualitativ hochwertige Endprodukte in den Branchen Chemie, Pharmazie, Nahrungs- und Genussmittel, Umwelt, Energie, Technologie und Forschung
Beilagenhinweis
Dieser Ausgabe liegt eine Beilage der Firma RCT Reichelt Chemietechnik, Heidelberg, bei. Wir bitten freundlichst um Beachtung.
Die JUMO-Unternehmensgruppe mit Hauptsitz in Fulda beschäftigt weltweit über 2.500 Mitarbeiter und ist führender Systemanbieter der industriellen Sensor- und Automatisierungstechnik.
JUMO-Produkte kommen beispielsweise in den Branchen„Heizung und Klima“,„Lebensmittel und Getränke“,„Erneuerbare Energien“ oder„Wasser und Abwasser“ zum Einsatz. Der Umsatz lag im Jahr 2022 bei 307 Millionen Euro.
Wo gemessen, geregelt oder überwacht wird, ist AFRISO zu Hause Wir bieten eine breite Produktpalette an professioneller MSR-Technik aus einer Hand. Als unabhängiges Familienunternehmen mit weltweit über 1.300 Mitarbeitern, davon rund 650 an vier deutschen Standorten, sind wir ihr verlässlicher Partner in der Prozesstechnik Die Palette reicht von Manometern, Druckmittlern und Druckmessumformern über elektronische und mechanische Temperaturmessund Regelgeräten bis hin zu Füllstandmessgeräten.
WASSERSTOFFWIRTSCHAFT
NeueMaßstäbefürdie Sicherheit
Die Energiewende braucht innovative Technologien und Mutige, die Visionen umsetzen. Wie Air Liquide mit dem Projekt „Trailblazer“ in Oberhausen: Die Anlage stellt erneuerbaren Wasserstoff her – eine Schlüsseltechnologie für die Dekarbonisierung. Was leistet der „Trailblazer“ und welche Sicherheits-Herausforderungen sind damit verbunden?
AneinemgrauenJanuarmorgenum9:00Uhr Die TemperaturenliegenbeiknappdreiGradCelsius und ein feiner Nieselregen überzieht das weitläufige Gelände der Oxea in Oberhausen. In der Ferne dampfen Kühltürme, Rohrleitungen schlängeln sich durchdasArealwieeinverzweigtesLabyrinth Aufrund 120HektarhabensichhierzahlreicheChemieunternehmen angesiedelt – mittendrin der „Trailblazer“ von Air Liquide. Er ist Deutschlands größter Elektrolyseur, der an eine bestehende Pipeline-Infrastruktur angeschlossen ist. Air Liquide ist ein Weltmarktführer für Gase, TechnologienundServicesinIndustrieundGesundheit und beschäftigt weltweit 66.500 Mitarbeitende, in Deutschland rund 3.750 Schwerpunkte sind Industriegase wie Sauerstoff, Stickstoff, Wasserstoff Air Liquide
hat früh erkannt, dass Wasserstoff nicht nur für industrielle Prozesse, sondern auch als emissionsfreier Energieträger großes Potenzial bietet. Heute ist Air Liquide einführenderAnbieterimBereichderWasserstofftechnologie und -infrastruktur
SichereHerstellungvonWasserstoff
Wasserstoff klingt erstmal harmlos. Doch die Herstellung birgt Risiken. Gareth Davies, Regional Operations Manager bei Air Liquide, betont mit einem Augenzwinkern: „Wir sind sehr gut vorbereitet und erwarten deshalb nicht, dass hier etwas schiefgeht.“ Doch in seinem SatzsteckteinwahrerKern:DieWasserstoffproduktion muss gut überwacht und etwaige Gefahren gemanagt
werden,insbesonderewennWasserstoffundSauerstoff im selben Raum aufeinandertreffen. „Das ist eine Herausforderung, die wir meistern müssen“, fügt Davies hinzu.
Spätestens ab einer Konzentration von etwa vier Volumenprozent (40.000 ppm) wird Wasserstoff explosionsfähig und somit gefährlich. Die Gase in den unzähligenLeitungenundRohrenstehenunterhohemDruck. „Das erhöht das Risiko von Gasleckagen an Leitungen oder Verbindungsstellen, wodurch das Gas sich in Innenräumen oder unter Abdeckungen zu einer explosiven Atmosphäre sammeln könnte“, sagt Davies.
Persönliche
SicherheitaufeinenBlick
„Der Elektrolyseur besteht aus verschiedenen Komponenten: der Stacks-Halle, dem Kompressor-Raum, einem Mess- und Regelsteuerraum, dem Kühlturm und derPipeline-Anbindung“,erklärtNiklasHülsenbeckdie Anlage Er ist seit sechs Jahren bei Air Liquide tätig und waralsCommissioningManagerverantwortlichfürdie Inbetriebnahme und Automatisierung der Anlage. Er öffnet die Tür zur Stacks-Halle und wirft einen kurzen Blick auf das mobile Gaswarngerät „X-am 5000“, dann tritterein.„DasProzederegehtinFleischundBlutüber und gibt mir persönliche Sicherheit“, so der Verfahrenstechnik-Ingenieur
Ein stetes Brummen wie ein Mittelklassewagen im Leerlauf bildet die Hintergrundkulisse in der rund 15 MeterhohenHalle.AufeinerFlächevonetwa40mal60 Metern – halb so groß wie ein Fußballfeld – stehen Anlagenkomponenten, die Wasserstoff erzeugen Rund 3.600NormkubikmeterinderStunde,2.900Tonnenpro Jahr Das reicht aus, um rund 500 Linienbusse ein Jahr langzubetreiben,wobeijederBuseinegeschätzteReichweitevon300KilometernproTankladungerreicht.Über
ein firmeneigenes Pipelinenetzwerk im Ruhrgebiet gelangt der Wasserstoff zu Kunden aus der Chemie- und Schwerindustrie. Die Duisburger Verkehrsgesellschaft isteineweitereAbnehmerinundbetreibteinenTeilihrer Busse mit Wasserstoff vom „Trailblazer“
HerzstückhinterGittern
HinterGitternstehtdasHerzstückderAnlage,dieStacks der20-MW-Proton-Exchange-Membrane(PEM)Elektrolyseur-Anlage, die der Kooperationspartner Siemens Energy beisteuert In einem chemischen Prozess wird hierWasserinseineBestandteileWasserstoffundSauerstoff zerlegt, indem Gleichstrom durch eine Membran geleitet wird, die als Protonenaustauscher fungiert. „Entscheidend dabei: Der Strom stammt aus erneuerbaren Energiequellen wie Wind- oder Solarenergie, wodurch der Wasserstoff als erneuerbar klassifiziert wird“, führt Gareth Davies aus. Niklas Hülsenbeck ergänzt: „Der Vorteil des PEM-Verfahrens liegt in seiner hohen Dynamik. Man kann die Anlage per Knopfdruck hochundrunterfahren,wasidealistfürdenEinsatzineinem Energiemarkt, der durch Schwankungen in der Verfügbarkeit erneuerbarer Energien geprägt ist.“
EineentscheidendeRollebeim„Trailblazer“spieltdas ausgeklügelte Sicherheitssystem „Bei der Produktion undSpeicherungvonWasserstoffstehtdieSicherheitan obersterStelle“,betontHülsenbeck HierkommtDräger ins Spiel; das Unternehmen aus Lübeck ist bekannt für seine Expertise im Bereich Gaswarntechnik und liefert stationäre sowie mobile Systeme.
HoheAnforderungenandas Sicherheitskonzept
David Simons, Account-Manager bei Dräger und seit 13 JahrenimGeschäft,erinnertsichsehrgutanseinenerstenBesuchaufdemGeländeimSommer2022.„VonAnfanganführtenwirintensiveGesprächeundhabenerst mal Sicherheit hier im Speziellen definiert. Denn die neueAnlageentstandaufeinerFläche,dievonanderen Produktionsstätten umgeben ist – im Fachjargon Brownfield–undvondenenGefahrausgeht.Daswaren schonbesondereAnforderungenandasSicherheitskonzept.“ In jeder Projektphase wurden die Leistungen angepasst – beginnend von der Baustellensicherung bis hinzurfinalenProduktionsüberwachung Aufgrundder Explosionsgefahr muss jede Person mit einem persönlichen Messgerät ausgestattet werden. Je nach Bauabschnitt schwankte die Zahl der Personen vor Ort stark, insofern waren mal 200 Warngeräte, dann wieder nur
Gareth Davies, Regional Operations Manager Air Liquide Bild: Dr äger
50oderwenigerimEinsatz.DavidSimons:„Wirmussten flexibel bleiben und die Ausstattung immer den veränderten Rahmenbedingungen angleichen.“
HerausforderungenohneBlaupause
Sebastian Suski, Vertriebsingenieur für stationäre Gaswarnanlagen bei Dräger, beschreibt den Weg zur sicheren Inbetriebnahme als „Engineering der Extraklasse“: „Der‚Trailblazer‘isteinUnikat.EsgibtkeineLösungvon der Stange, sondern wir haben alles gemeinsam mit unserenPartnernerarbeitet.“VonderRisikoanalyseüber den Explosionsschutz bis zur finalen Abnahme durch externe Sachverständige wurde in jeder Phase intensiv zusammengearbeitet.ZentralinpunctoAnlagensicherheitistdieEinhaltungdessogenanntenSafetyIntegrity Levels(SIL)–hierLevel2.DieserinternationaleStandard beschreibt das Maß an Risikominderung durch sicherheitsgerichtete Systeme und wird in vier Stufen einge-
teilt. Je höher die Stufe, desto geringer die Wahrscheinlichkeit eines gefährlichen Ausfalls
Für Plant-Manager Niklas Hülsenbeck sind die partnerschaftliche Zusammenarbeit mit Dräger sowie die Beratungskompetenz der Sicherheitsexperten wesentliche Pluspunkte: „Die Flexibilität der Dräger Rental & SafetyServiceswarentscheidendundistinderBranche einzigartig Von der Baustellensicherung, etwa durch Dräger-Sicherheitsbeobachterund-posten,biszumheutigen Produktionsbetrieb hat Dräger immer ad hoc auf unsereBedürfnisseundÄnderungenreagiert.“Dieenge KooperationvorOrtistfürihndabeidaseine.DerSchulterschluss mit dem Engineering von Dräger in Lübeck ist ein weiterer entscheidender Aspekt. „Das Team hat uns immer wieder kreative und fundierte VerbesserungsvorschlägegemachtundstandmitRatundTatzur Seite“, sagt er
SicherheitistkeinZufall
SebastianSuskiistüberzeugt:„SicherheitistkeinZufall. Sondern das Ergebnis akribischer Arbeit.“ Dazu gehörten Strömungsanalysen und die optimale PositionierungderSensoren.„WasnützteinSensor,wenndasGas nicht an ihm vorbeiströmt?“, fragt er rhetorisch. Das Safety-Konzept für den „Trailblazer“ ist am Ende zweiteilig: stationäre Gaswarntechnik und mobile Geräte. Die Gaswarnsysteme heute bestehen aus hoch-sensiblen Sensoren, die kontinuierlich die Konzentration von Wasserstoff und Sauerstoff überwachen. „Die Sensoren der stationären Polytron-5200- und Polytron5100-Transmitter sind hierfür mit unserer zentralen Auswerteeinheit „REGARD 7000“ gekoppelt“, erklärt Account-ManagerDavidSimons DrägersX-am-Systeme klipstmansichruckzuckandieJacke.Siesindmitdem
PROCESS-INFO
GefahrenderWasserstoffproduktion
Die Erzeugung von Wasserstoff mittels Elektrolyse birgt Gefahren und Risiken, die in erster Linie mit den physikalischen und chemischen Eigenschaften von Wasserstoff sowie dem Elektrolyseprozess zusammenhängen. Dazu gehören:
Explosionsgefahr: Wasserstoff ist extrem leicht entzündlich und kann schon in geringen Konzentrationen mit Sauerstoff (ab 4 Vol.-% in Luft) ein explosionsfähiges Gemisch bilden. Dieses sogenannte Knallgasgemisch ist hochgefährlich, da es leicht durch Funken, statische Elektrizität oder hohe Temperaturen gezündet werden kann.
Hohe Energiedichte: Wasserstoff enthält viel chemische Energie, die beim falschen Umgang unkontrolliert freigesetzt werden kann. Dies macht insbesondere den Umgang mit Druckwasserstoff oder Flüssigwasserstoff gefährlich.
Hitzebildung und Überhitzung: Während der Elektrolyse entsteht Wärme, die bei mangelnder Kühlung zu einer Überhitzung der Anlage führen kann. Dies kann die Komponenten beschädigen oder sogar Brände auslösen.
Sicherheitsanforderungen bei der Sauerstofffreisetzung: Neben Wasserstoff wird auch Sauerstoff freigesetzt, der ebenfalls bei mangelnder Kontrolle die Brandgefahr er-
höht, da er Verbrennungsprozesse beschleunigen kann.
Leckagen: Wasserstoff ist das leichteste Gas und kann durch kleine Risse oder Undichtigkeiten in den Leitungen und Behältern entweichen. Da es farb- und geruchlos ist, lässt sich ein Austritt nur schwer erkennen. Dies erhöht das Risiko, dass unbemerkt ein explosionsfähiges Gemisch entsteht.
Elektrische Gefahren: Beim Betrieb eines Elektrolyseurs fließen hohe elektrische Ströme. Es besteht die Gefahr von Stromschlägen oder Kurzschlüssen, insbesondere wenn es zu Defekten oder unsachgemäßer Handhabung kommt.
Materialversprödung: Wasserstoff kann Materialien wie Metalle verspröden, was zu Rissen oder Brüchen in den Komponenten führen kann. Dadurch steigt das Risiko für Leckagen oder mechanische Versagen.
Bild: Dr äger
Der Dräger Polytron 5200 CAT ist ein explosionsgeschützter Gassensor zur Detektion brennbarer Gase. Das robuste Gehäuse aus Aluminium oder Edelstahl eignet sich für gefährliche Umgebungen.
katalytischen Dräger-Sensor Ex ausgestattet und detektieren Gase wie Methan, Propan, Butan, natürlich Wasserstoff und andere explosive Kohlenwasserstoffe
Gleichzeitig wird auch Sauerstoff überwacht und damit sichergestellt, dass genügend, aber nicht zu viel in der Atemluft vorhanden ist. So wird zugleich gecheckt, dass der Stickstoff zum Spülen der Anlage nicht den Sauerstoff im Gebäude verdrängt, aber auch keine Sauerstofflecks aufgetreten sind.
LückenloseÜberwachung
DieKombinationausmobilenundstationärenGaswarngerätenermöglichteinelückenloseÜberwachungrund um die Uhr und eine schnelle Alarmierung Nachdem ersteErfahrungenvorlagen,habendieDräger-Experten demKundenempfohlen,diestationärenSystemeander 15 Meter hohen Decke mit einem Remote-Überwachungssystem zu ergänzen. „Das senkt die Wartungskosten und erhöht gleichzeitig die Sicherheit“, sagt Niklas Hülsenbeck zum Resultat.
Dass beim „Trailblazer“ nichts schiefgehen darf, versteht sich von selbst. Denn als Wegbereiter steht das ProjektvonAnfanganimRampenlichtundziehtprominente Besucher an – Bundespräsident Frank-Walter Steinmeier und Bundeswirtschaftsminister Robert HabeckgabensichdieKlinkeindieHand.DieEinweihung am26.August2024durchNRW-MinisterpräsidentHendrik Wüst war ein mediales Großevent Diese Aufmerksamkeit bringt allerdings auch Druck mit sich „Wenn hieretwaspassiert,wäredasverheerendfürdasVertrauen in diese Technologie“, sagt Plant-Manager Hülsenbeck
Zurück bleibt die Erkenntnis, dass die Energiewende machbarist–undSicherheitdabeioberstePrioritäthat. UnddieletzteFrageanOperationalManagerGarethDavies: Was passiert, wenn doch mal ein Feuer ausbricht oder eine Leckage entsteht? „Für den GAU haben wir unter anderem ein Warnsystem, das die Feuerwehr am Standort automatisch alarmiert. Und die ist binnen weniger Minuten vor Ort. Auch das haben wir oft geübt –sicher ist sicher.“ Und es gibt noch viele weitere Sicherheitsmaßnahmen. (agk)
Die Diskussion um PFAS reißt nicht ab: Während die EU ein weitreichendes Verbot prüft, schließen auch erste deutsche Versicherer PFAS-bezogene Schäden gezielt aus. Für Unternehmen der Prozessindustrie ist das ein Weckruf: Jetzt gilt es, Risiken zu analysieren, Prozesse abzusichern und Versicherungslücken zu schließen.
Dunkle Wolken am Horizont: Die PFASDebatte hat die Versicherungsbranche hellhörig gemacht – gerade bei Chemieanlagen
PPFAS
VERFASST VON
JörgBechert
Haftpflichtexperte
Willis, ein Geschäftsbereich von WTW
er- und polyfluorierte Alkylverbindungen (PFAS) werden kontrovers diskutiert: Die „Ewigkeitschemikalien“ stehen aufgrund ihrer Umweltpersistenz, möglicher Gesundheitsgefahren und regulatorischer Entwicklungen im Fokus der Aufsichtsbehörden – neuerdings aber auch bei Versicherern Mit einem drohendenEU-VerbotundderneuenMusterausschlussklausel des Gesamtverbands der Deutschen VersicherungswirtschaftwächstderDruckaufdieUnternehmen
Die Chemikalien sind weit verbreitet: Dichtungen, Ventile oder Maschinenteile bestehen häufig aus PFAShaltigen Materialien. Ein typisches Risiko ist die Kontamination von Wasser oder Böden durch Leckagen, Verdampfen oder flüchtige Stoffe. Während gebundene Stoffe als eher unkritisch gelten, bergen besonders Stoffe ein Schadenpotenzial, die verdampfen oder in den
Wasserkreislauf übergehen. Gelangen PFAS ins Grundwasser, wird dies zum Problem, wie sich aus US-amerikanischen Schadensfällen nachvollziehen lässt: Dort zahlen Konzerne Millionen für die Verunreinigung von Grund- und Trinkwasser, etwa durch Löschschaum.
JetztschwindetderVersicherungsschutz
Versicherer reagieren, indem sie sich durch strenge Risikoselektion, Ausschlussklauseln und ein intensives Underwriting vor Forderungen schützen. Auch werden
Unternehmen in den USA, die potenziell mit PFAS zu tun haben, in die Pflicht genommen, ihre Prozesse zu dokumentierenunddasRisikoaktivzumanagen.Auch in Deutschland reagieren erste Versicherer: Mit Bezug aufdieGDV-MusterklauselschließensiePFAS-bezogene
PROCESS-INFO
Dasgehörtbeimpräventiven Risikomanagementdazu
Die Prüfung von Prozessen auf PFAS-relevante Schwachstellen.
Maßnahmen gegen Verdampfung, Leckagen oder den unbeabsichtigten Eintrag in Gewässer, etwa durch Löschschäume.
Frühzeitiges Handeln bei potenziellen Schäden.
Schäden in bestimmten Branchen explizit vom Versicherungsschutz aus. Ein großer Player unter den Industrieversicherern listet etwa folgende Betriebsarten auf, die künftig von einem PFAS-Ausschluss betroffen sind:
Je nach Versicherungssumme oder Bezug zum Nordamerika-GeschäftsindweitereBranchenbetroffen,etwa die Gummi- und Kunststoffherstellung. Solche Ausschlussklauseln der großen Anbieter sind nicht nur bei Neuabschluss vorgesehen, sondern greifen schon bei ÄnderungenimVersicherungsvertrag.SokannesUnternehmen passieren, dass aus anderem Grund anzupassende Versicherungskonditionen unmittelbar mit einem Ausschluss von PFAS-Risiken einhergehen.
PräventionstattAusschluss
IstdieserpauschaleAusschlusszeitgemäß?DieFrageist berechtigt, sind PFAS doch seit rund 80 Jahren im Einsatz (und versichert). Ein vollständiger Verzicht auf die chemischenVerbindungenistkurzfristignichtmöglich. Hier ist deshalb technisches Risikomanagement durch Analyse und Prävention gefragt. Unternehmen sollten prüfen, ob Ausschlüsse sich auch bei ihrem Risiko auswirken und ob ihr bestehender Versicherungsschutz noch trägt. Andernfalls ist es ratsam, zügig alternative Anbieteraufzutun,dieaktuellnochDeckunggewähren. Zum präventiven Risikomanagement gehören:
Die Prüfung auf PFAS-relevante Schwachstellen.
Maßnahmen gegen Verdampfung, Leckagen oder Eintrag in Gewässer
Frühzeitiges Handeln bei potenziellen Schäden: Sanierungsmaßnahmen ergreifen, Deckungsvergleiche anstoßen und ggf. Leistungen abrufen. Der letzte Punkt nimmt Versicherer in die Pflicht, zumindest bisherigen Sicherheitsversprechen nachzukommen. Es erscheint nicht fair gegenüber der Industrie, beim PFAS einfach „den Stecker zu ziehen“ – Risiken verschwinden dadurch nicht. Am Ende tragen die UnternehmendieVerantwortungfürdieSicherheitihrer Prozesse, unabhängig davon, ob Versicherungsschutz besteht oder nicht. Klar ist: Die Zeiten, in denen Versicherer jedes Restrisiko abgedeckt haben, neigen sich dem Ende zu. Firmen müssen stärker in die Eigenverantwortung gehen – technisch wie finanziell. (dst)
Dasdeutsche Standardwerk erscheint
PROCESS-TIPP
Dicht – oder nicht? Mit dieser Farge beschäftigt sich unser gleichnamiger Beitrag zum drohenden PFAS-Verbot auf www process.de!
Das umfangreiche Standardwerk von AutorWalterWagnerbietetnebeneiner ausführlichen und fundierten Vermittlung von Grundlagenkenntnissen und Technologien auch eine Übersicht zu denaktuellenrechtlichenVorschriften. Außerdem werden die Stoffdaten von organischenWärmeträgermedien,z.B. organische Flüssigkeiten auf Mineralöl- oder Synthesebasis, vorgestellt. Thematisch wird das Buch durch viele Use Casesausder Praxis abgerundet
Wie ändert sich das Abdichtverhalten von Graphitdichtungen mit dem Mediendruck? Wie wirkt sich die Dichtungsgeometrie auf die mechanische Belastbarkeit aus? Dichten sie auch andere Medien als Helium ab? Wir bringen Licht ins Dunkel.
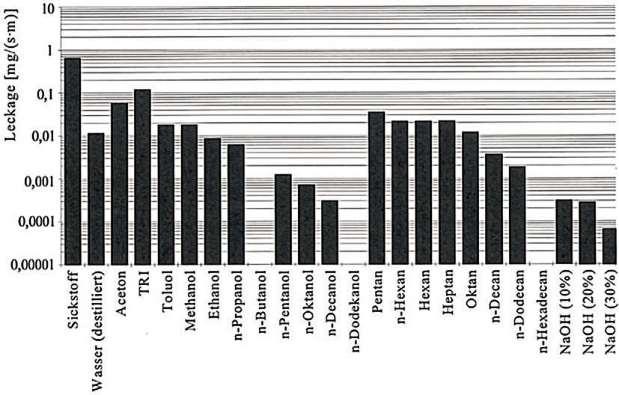
Besser als Stickstoff: die Medienverluste verschiedener Flüssigkeiten im Vergleich (an 2 mm unimprägnierter Graphitfolie, 40 bar Prüfdruck)
DichtungskennwertenachEN13555erlaubeneine Beurteilung der dichtungstechnischen EigenschaftenvonGraphitflachdichtungen.Schonseit rund 20 Jahren werden dafür zahlreiche Kennwerte für die unterschiedlichen Dichtungsmaterialien ermittelt undveröffentlicht–etwadurchdieDichtungshersteller selbst oder auf Plattformen wie etwa Gasketdata (www gasketdata.org) oder Esadata (www.esadata.org).
Für die Messungen werden Flachdichtungen mit den Abmessungen 49mm x 92mm verwendet Gewonnen werdendieseWertedurchMessungen,wobeialsPrüfgas Helium eingesetzt wird, meist im Temperaturbereich von Raumtemperatur bis zu 400°C sowie bei Drücken von 10 bis 40 oder 80bar Doch wie verhalten sich Graphitflachdichtungen außerhalb dieses üblichen Prüfbereichs?
LeckageinAbhängigkeitdesMediums
Die Leckage-Dichtungskennwerte nach EN13555 basierendabeiaufHeliumalsPrüfgas–tatsächlichzeigenin
derPraxisabzudichtendeMedienimVerg mit dem Edelgas in aller Regel eine niedr re Leckage. Die Grafik auf Seite 32 zeigt der Praxis gemessene Leckagen verschie denerFlüssigkeitenimVergleichzuStick stoffalsPrüfmedium.Siewurdenanzwei Millimeter dicker, unverstärkter und unimprägnierter Graphitfolie bei einer Flä chenpressungvon32MPaundeinemPrüf druck von 40bar ermittelt. Dabei zeigt sich, dass die gemessenen Medienverlust aller Flüssigkeiten deutlich unter denen Stickstoff liegen.
Im Rahmen des DVGW-Forschun „HydEKuS“wurdenVergleichsmessungen Stickstoff, Wasserstoff und Methan durch Abschlussbericht wird voraussichtlich 2025 fügbarsein.DabeiwurdenLeckagemessungenbeieiner Flächenpressung von 32MPa und einem Mediendruck von 40bar mittels Differenzdruckmethode durchgeführt. Die Mittelwerte der Stickstoff- und Methanleckagen aller fünf verschiedenen Graphitflachdichtungstypen,diedabeigemessenwurden,liegenaufdemselben Niveau.
Flachdichtungen
Sigraflex Hochdruck und Hochdruck Pro, wie sie für die Messungen verwendet wurden.
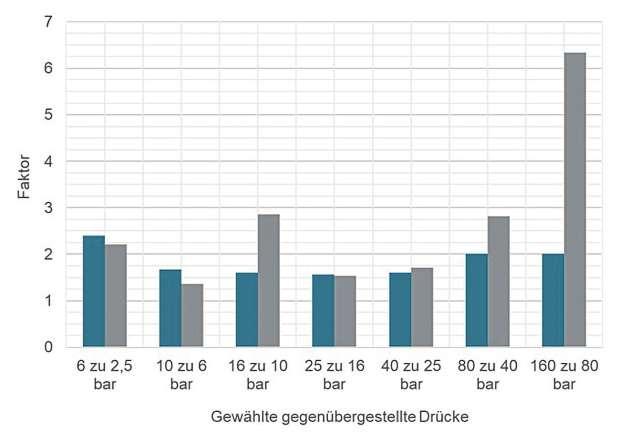
EinVergleichderStickstoff-mitdenWasserstoffleckagen zeigt, dass sich der signifikante Dichteunterschied dieserbeidenGaseumdenFaktor14wiefolgtauswirkt: DieVolumenleckagevonWasserstoffistimTestumden Faktor 1,6 höher als die von Stickstoff Die daraus be-
ssenleckagenliefernhingegendasfolgenDie Massenleckage des (extrem leichten) offsistumdenFaktor8,6niedrigeralsdie ickstoff An diesem Beispiel wird bereits deutlich, dass sich, je nachdem, ob Massenoder aber Volumenleckage verglichen werden, ein gänzlich anderes Bild ergeben nn.
DichtinsWasserstoffzeitalter
Insbesondere Wasserstoff ist derzeit in alMunde: Die Nummer eins im Periodenem erregt weltweit Aufmerksamkeit als iellersaubererEnergiespeicherundcheGrundstoff, der fossile Roh- und Brennkönnte. Kein Wunder, dass in diesem Zusammenhang auch dem Abdichten von Wasserstoff viel Beachtung geschenkt wird. Insbesondere in den letzten Jahren wurden aus diesem Grund viele Heliumund Wasserstoffleckagemessungen durchgeführt und deren Ergebnisse gegenübergestellt.
Zahlreiche derartige Messungen wurden bei der Firma Amtec Messtechnischer Service nach den in der EN13555 definierten Anforderungen durchgeführt. Auch die Leckagen verschiedener Sigraflex-Graphitdichtungsmaterialien wurden dort mit reinem Wasserstoffermittelt.DabeizeigtesichjedesMaldasselbeBild: BeiniedrigenFlächenpressungenistdieMassenleckage
(sowieauchdieVolumenleckage)vonWasserstoffetwas höher als die von Helium Bei höheren Flächenpressungen ist es dagegen umgekehrt.
DasMissverständnisvom„kleinen”H2
Insgesamt lässt sich festhalten, dass die Leckagewerte von Helium und Wasserstoff generell auf einem sehr ähnlichen Niveau liegen. Obwohl das Wasserstoffatom selbstkleineralsdasHeliumatomist,istdieWasserstoffleckagenichthöher Diesdürftevorallemdarinbegründet liegen, dass Wasserstoff im Gegensatz zum einatomigen Edelgas Helium als zweiatomiges, hantelförmiges Molekül vorliegt und daher in Achsrichtung sogar größer ist als das schwerere Helium mit der größeren Molmasse.
Flanschberechnungen nach EN1591-1 können somit mitdennachEN13555fürHeliumermitteltenKennwerten durchgeführt werden. Zusätzliche Kennwerte für andere Medien, wie beispielsweise Wasserstoff, sind dabei nicht erforderlich
Solche Leckagekennwerte liegen häufig für Drücke von10bis40,teilweisesogarbishinaufzu80barvor.Um auch Leckagen bei niedrigeren und höheren Mediendrücken sowie deren Verhältnis zueinander besser ab-
VERFASST VON RainerZeuß
Director Technical
Marketing
Expanded Graphite
SGL Carbon
PROCESS-TIPP
Welche Technologien braucht die WasserstoffWende? Das erfahren Sie in unserem (kostenlosen) Online-Dossier auf www.process.de/ whitepaper
Gegenüberstellung der Leckageerhöhungsfaktoren zu den Druckerhöhungsfaktoren Für diese Grafik wurden Mittelwerte der an Sigraflex Hochdruck und Hochdruck Pro Flachdichtungen ermittelten Leckagekennwerte verwendet.
schätzenzukönnen,wurdenbeiSGLCarbonMessungen mit Helium gemäß EN13555 bei Drücken von 2,5 bis 160bar mit zwei Graphitflachdichtungsmaterialien durchgeführt.
LeckageinAbhängigkeitdesMediendrucks
IngroberNäherunglässtsichdabeifeststellen,dasssich die Leckage im Bereich 2,5 bis 80bar um einen ähnlichen Faktor erhöht wie der Mediendruck. Von 80 zu 160bar ist der Anstieg der Leckage jedoch höher als der Druckanstieg, zumindest lässt das Ergebnis der durchgeführten Messungen darauf schließen.
FlächenpressungundTemperatur
Die Dichtungskennwerte für Weichstoff-Flachdichtungenwerdenheutewieauchfrüherfastausschließlichan Dichtungen mit einer verpressten Stegbreite von etwa 20mm ermittelt. Für den Einsatz breiterer Dichtungen stellt dies kein Problem dar, da die Kennwerte für diese konservativ sind. Bei schmaleren Dichtungen muss jedoch von einer geringeren zulässigen Flächenpressung ausgegangen werden: Je schmaler die verpresste StegbreiteeinerDichtungist,destoniedrigeristihremechanische Belastbarkeit.
AuchdieDichtungsdickebeeinflusstdieBelastbarkeit: JedickerdieDichtungdesselbenTypsist,destogeringer istdiemaximalzulässigeFlächenpressung Diemaximal zulässigeFlächenpressunghängtzudemauchstarkvom eingesetztenDichtungsmaterialab Darüberhinaussollteberücksichtigtwerden,dassdeutlichungleichmäßige Flächenpressungen, beispielsweise aufgrund von Flanschwelligkeit, zu lokaler Überpressung führen könnten, obwohl die durchschnittliche FlächenpressungdenMaximalwertnochnichtüberschrittenhat.Es sollte daher mit einem gewissen Sicherheitsfaktor gearbeitet werden.
Dichtungskennwerte für Graphitdichtungen liegen üblicherweise für Temperaturen von 20 bis 400°C vor. Sie zeigen, dass die mechanische Belastbarkeit mit steigender Temperatur abnimmt. Doch gilt dies auch für niedrigere oder höhere Temperaturen? Um dies zu verifizieren, wurde bei der Firma Amtec Messtechnischer Service die mechanische Belastbarkeit verschiedener Graphitflachdichtungen bei -150°C und +550°C bei unterschiedlichen Dichtungsstegbreiten ermittelt.
Dichtungseigenschaftensindvorhersagbar
Die Vermutung, dass die Aussage „je höher die Temperatur, desto niedriger die mechanische Belastbarkeit“ auchfürextremereTemperaturengilt,konntedurchdie Messungen bestätigt werden. Die getesteten Graphitflachdichtungenverhaltensichauchaußerhalbüblicher Prüfbedingungen vorhersagbar – wenn Materialeigenschaften, Geometrie und Betriebsbedingungen berücksichtigt werden. Die vorgestellten Untersuchungen bieten eine Grundlage für die Auslegung und Bewertung im erweiterten Anwendungsbereich. (dst)
KOMPRESSOREN
KompakteDruckluftstationmitExtra-Effizienz
Bild: Ka eser
WährenddergesamtenWertschöpfungskette muss die Erzeugung von Druckluft wirtschaftlich und die Versorgung zuverlässig sein.Dabeigiltesüblicherweiseabzuwägen: Effizienz gegen Footprint, Leistung gegen Dimension. Kompressorspezialist Kaeser will deshalb mit der Druckluftstation Aircenter die wichtigsten Anforderungen der Betreiber miteinander versöhnen und kompakte Effizienz, hohe Verfügbarkeit und einen geringen Wartungsbedarf möglich machen. Das Herzstück des Aircenter ist der fluidgekühlte Schraubenkompressor SM 13. InKombinationmitdemenergiesparenden Kältetrockner und dem untergebauten Druckluftbehälter ergibt sich eine platzsparende komplette Druckluftstation. Das Modell SM 13 ist auch mit Frequenzumrichter zur stufenlosen Volumenstromregelung lieferbar.FürdiekompakteKomplettlösung sind lediglich ein Stromanschluss und die VerbindungzumDruckluftnetzerforderlich www.kaeser.com
STRÖMUNGSTECHNIK
SchnellundsparsamzurpersonalisiertenMedizin
Strömungstechnik-Expertise trifft Bioreaktor-Design: Ein innovatives Zellkultursystem reduziert die Kosten der personalisiertenMedizinerheblich,währendVerbrauchsmaterialien aus pflanzenbasierten Polylactid (PLA) einen positiven Effekt auf das
Ökosystem haben können. Als Experte für ZellkulturtechnikistdasStart-upGreenElephant Biotech (GEB) ein innovativer Akteur in der Biotechnologie-Branche. Dieses Know-how und die entsprechenden Netzwerke sind für den Fluidikexperten Bürkert sehr hilfreich: Die Ingelfinger sind als strategischerInvestorPartnerundTeilhaberbei Green Elephant und bringen Know-how in derPlanungundEntwicklungautomatisierterFluidiklösungenindieZusammenarbeit ein DurchgezielteAutomatisierungsolldas Zellkultursystem Cellscrew Personalkosten sparen helfen und personalisierte Medizin nachhaltiger und effizienter als bisher herstellen können. www.buerkert.de
KompressorspezialistAerzenerweitertseine Delta-Screw-Baureihe um eine Variante für den Einsatz im oberen Volumenstrombereich. Der VM 200 deckt Volumenströme von 3.500 bis 12.200 m³/h sowie Differenzdrücke bis zu 3,5 bar ab und erfüllt damit branchenspezifische Anforderungen im Niederdruckbereich. Aerzen reagiert nach eigenerAussagedamitaufdenwachsenden Bedarfnachleistungsfähigen,nachhaltigen Systemen:MitdemVM200umfasstdiePro-
duktpalette zwölf Baugrößen im Bereich von1.700bis15.000m³/hundAntriebsleistungen von 200 bis 1000 kW Das Gerät soll die gewohnte Flexibilität der Baureihe bieten,soderHersteller:UnterschiedlicheKonfigurationsmöglichkeiten sowie ein umfangreiches Zubehörprogramm erlauben eine individuelle Anpassung an verschiedenste Anwendungen, während die Aertronic Software eine intelligente Steuerung ermöglicht. www.aerzen.com
SCHLÄUCHE FÜR CIP/SIP
Soverliertder„Schlauchtod“CIP/SIP-Prozess
In stark regulierten Umgebungen wie der Lebensmittel-, Pharma- und Biotech-Industrie sorgen Clean-in-Place- (CIP) und Sterilize-in-Place- (SIP-)Systeme dafür, dass Innenflächen ohne Demontage gereinigt und sterilisiert werden. Diese Prozesse belasten Schläuche jedoch durch mechanische, thermische und chemische Einflüsse erheblich Um die Fluidik funktionsfähig zu halten, entwickeln Hersteller wie Angst+Pfister Schläuche, die auch unter CIP- und SIP-Bedingungen Langlebigkeit, Konformität und Betriebssicherheit gewährleisten. Joël Dupraz, Produktmanager bei Angst+Pfister, erklärt: „Viele Kunden greifen standardmäßig zu aggressiven Reinigungsmitteln, ohne sichderSchädenfürihreSchläuchebewusst
ist er
seinenSchrecken
zu sein Wir empfehlen, sowohl die chemischenundmechanischenAuswirkungenals auch das Schlauchmaterial zu überprüfen.“ Davonprofitierteaucheinmittelständischer Milchverarbeiter,derPeressigsäurebeieiner Temperatur von +85°C verwendet und bisher wöchentlich mit Schlauchausfällen zu kämpfenhatte.NachRücksprachemitdem HerstellerwurdendasSchlauchmaterialfür eine höhere Chemikalienbeständigkeit aufgewertet,dieReinigungskonzentrationund -Dauer optimiert und validierte Spülprotokolle eingeführt. Dadurch verdoppelte sich die Lebensdauer und sanken die schlauchbedingten Ausfallzeiten um 60 Prozent, so Projektverantwortliche www.angst-pfister.com Bild:
STEIGENDE AUSSENTEMPERATUREN UND IHRE AUSWIRKUNGEN AUF DIE KÄLTETECHNIK
Kälteanlagen imKlimawandel
Der Klimawandel hat schon jetzt konkrete Auswirkungen auf die Kältetechnik – für die Hersteller von Kälteanlagen und auch für deren Betreiber. Denn ein wichtiger Faktor für die Auslegung der Anlagen ist die maximale Umgebungstemperatur, die weiter steigen wird. Was bedeutet das für Anwender von Kälteanlagen?
VERFASST VON Thomas Imenkämper
Geschäftsführer Vertrieb
L&R Kältetechnik GmbH & Co. KG
DiehöchstezuerwartendeUmgebungstemperatur ist ein entscheidender Faktor bei der Auslegung von Industrie-Kälteanlagen und auch von Kaltwassersätzen und Rückkühlanlagen. Diese Temperatur bestimmtletztlichdieAnlagenhöchstleistung Wirdsie zu niedrig angesetzt, kann die Kälteanlage in Hitzeperioden nicht ausreichend Kälte bereitstellen.
Dass dieser Faktor steigen wird, steht für die KlimaforschungaußerFrage.WiehochdieSteigerungenkonkret sein werden, hängt von der realen Erderwärmung ab und damit auch von den Bemühungen um die Reduzierung der CO2-Emissionen. Ein mögliches Szenario sieht so aus: Um das Jahr 2050 wird es im Südwesten Deutschlandsan80TagenTemperaturenvonüber25°C geben. In den Jahren 1971 bis 2000 waren es im Schnitt
Auch die Propan-Kältemaschine haben die L&R-Ingenieure auf die steigenden Außentemperaturen angepasst.
nurdreißigTage.InStuttgartwirdesan70Tagenheißer als 30 °C sein, und die Spitzenwerte werden bei kaum vorstellbaren (und bislang noch nie erreichten) 45 °C liegen.
DieAuslegungstemperaturprüfen
DadieZieltemperaturderKälte,dieeineAnlagez.B.für den Spritzgießprozess oder die Pharmaproduktion erzeugen soll, unverändert bleibt, müssen die Anlagen in ZukunfteinegrößereTemperaturdifferenzüberbrücken undeinehöhereKälteleistungerzeugenbzw.erbringen. Der Anwender sollte somit prüfen, ob seine Anlage für das zu erwartende Temperaturniveau ausgelegt ist. Ist das nicht der Fall, kann der Temperaturbereich eventuell durch Vergrößern der Wärmetauscher oder durch Integration zusätzlicher Wärmetauscher in den Kältekreislauferweitertwerden Obdasmöglichundmit welchem Aufwand es verbunden ist, hängt von den individuellen Gegebenheiten ab Aber auch wenn die Anlage selbst bei einer Außentemperatur von 45 °C die gewünschte Kältemenge problemlos bereitstellen kann, gibt es Handlungsbedarf Denn die Anlage wird in Zukunft, bei höheren Umgebungstemperaturen,mehrbeansprucht.DieFolgensind höhererEnergieverbrauchundhöhereCO2-Emissionen. Außerdem werden die Energiekosten, vorsichtig ausgedrückt, perspektivisch eher steigen als fallen, und durchdieCO2-BepreisungsindweitereKostenzuerwarten.DassollteinsbesonderebeiderProjektierungneuer Anlagen berücksichtigt werden. Denn mit der höheren Leistung, die Kälteanlagen künftig erbringen müssen, steigt die Bedeutung und auch die Wirksamkeit von energiesparenden Konstruktionsmaßnahmen.
Ziel:HöchsteEffizienzbeiallen Temperaturen
EinezukunftssichereKältemaschinemusssomitaufdie zu erwartenden hohen Außentemperaturen ausgelegt und mit den entsprechenden Techniken ausgerüstet sein.DazugehörenauchgeeigneteKältemittel,d.h.Niederdruckkältemittel und natürliche Kältemittel
AllerdingstretendieaußergewöhnlichhohenTemperaturen,fürdieeineKälteanlageausgelegtseinmuss,ja nuninextremenWetterlagen,sprichHitzeperiodenauf InallenanderenTemperaturbereichenmussdieAnlage aberebenfallsenergieeffizientarbeiten Dasistdanngegeben,wennsiegutregelbaristundihreLeistungandie jeweiligeAußentemperaturanpasst.Daswirddurchbewährte Regelungs- und Energieeinspartechniken gewährleistet:
Ein Freikühler (Winterentlastung) erzeugt die für die Rückkühlung des Kühlwassers benötigte Kälte bei mittleren und niedrigen Umgebungstemperaturen zum Nulltarif aus der Umgebung
Eine (in Abhängigkeit von der Umgebungstemperatur) gleitende Kondensationstemperaturregelung wie die von L&R entwickelte „VariKon“ kann den Energieverbrauch bei mittleren und niedrigen Außentemperaturen erheblich senken.
Eine weitere empfehlenswerte Maßnahme, die sich in einem vertretbaren Zeitraum amortisiert, ist der Einsatz von drehzahlgeregelten, bedarfsabhängig gesteuerten Pumpen und Kompressoren. DieseEnergiespartechnikensorgendafür,dassimVergleichmiteiner„normalen“Kühlanlagebiszu80%der Antriebsenergie eingespart werden können Und eine solche, in allen Temperaturlagen effiziente Kühlanlage, ist dann sogar bis zu 45 % förderfähig
Die Experten bei L&R können für jede Anlage und für jede dieser Maßnahmen die Kosten sowie die zu erwartendenEnergieeinsparungenberechnen.Damitist der Amortisationszeitraum transparent, und der Anwender kann entscheiden, ob er diese Maßnahme bei seiner neuen Kälteanlage umsetzen bzw. integrieren möchte
EinsatzinnovativerTechnologienprüfen
NebendiesenbewährtenMaßnahmengibtesauchneue Technologien,mitdenendieEffizienzvonKälteanlagen gesteigert werden kann. Hierzu zählen beispielsweise adiabatische PAD-Freikühler Sie können auch bei hohen Außentemperaturen eine Kühlung aus der Umgebung gewährleisten. Darüber hinaus ermöglichen WärmepumpenimRückkühlkreiseineWiederverwendung der Wärme, die in den Prozess eingebracht wird. Mit beiden Technologien hat L&R umfassende und durchweg positive Erfahrungen gesammelt. In jedem Fall gilt für die Betreiber von Kälteanlagen dieEmpfehlung,sichbzw ihreAnlagenaufdieprognostizierten höheren Spitzen-Umgebungstemperaturen einzustellen.AufderBasisderLangfrist-KlimavorhersagendesDeutschenWetterdiensteshabendieIngenieure beiL&RdieAuslegungstemperaturihrerAnlagenschon mehrfach angepasst (dpo)
ARCHITEKTUR TRIFFT KREISLAUFWIRTSCHAFT
Wärmetauscherplatten
zierenFassadeinMalmö
In der nachhaltigen Nachbarschaftsinitiative „Embassy of Sharing“ in Malmö, Schweden,ziehtdasneueWohngebäude„Droppen“ dieBlickeaufsich:DieFassadedes14-stöckigen Wohngebäudes besteht aus recycelten Wärmetauscherplatten von Alfa Laval.
Bild: W ing år dhs
„Droppen“ wurde von einem bekannten Architekten Schwedens, Gert Wingårdh, entworfen und in Kooperation mit dem schwedischen Unternehmen Stena Recycling entwickelt. Während im Erdgeschoss recycelte Ziegelsteine verbaut wurden, bestehen die oberen Fassadenelemente aus gebrauchten Wärmetauscherplatten aus hochwertigem Edelstahl. Sie eignen sich hervorragend als Fassadenmaterial, heißt es vom Unternehmen. Stena Recycling und Alfa Laval kooperieren seit 2021 im Rahmen der Initiative „Re-Made to matter“, um durch Recycling und Wiederverwendung von Wärmetauschern die Kreislaufwirtschaft zu fördern und den CO₂-Fußabdruck zu reduzieren. www.alfalaval.com
NEUE MARKE Lösemittelhersteller bündeltServiceunter eigenerMarke
Unter der Marke „RG4Chemicals“ bündelt die Richard Geiss GmbH alle ihre Leistungen als Lösemittelspezialist – von der Produktion, über den Einsatz bis hin zur fachgerechten Entsorgung Das Markenkonzept basiertdabeiaufdenvierSäulen:Versorgen, Begleiten, Entsorgen und Versprechen. Die neue Marke soll ab sofort ganz bewusst im Vordergrund stehen, heißt es vom Unternehmen.DassdieMarkedennochstarkmit dem dahinterstehenden Unternehmen verbunden ist, soll der Slogan „RG4Chemicals connected by Geiss“ verdeutlichen. www.geiss-gmbh.de
FACHMESSE ZUR WÄRMEVERSORGUNG VerbandundFachmesse kooperieren
Die Kooperation von VDMA Power Systems mitderHeatexpo,dievom25.bis27 November 2025 in Dortmund stattfindet, markiert einen weiteren wichtigen Meilenstein für die Fachmesse zur Wärmeversorgung der Zukunft. Die Messe Dortmund will mithilfe der Kooperation das Angebot auf der Fachmesse um Lösungen aus den Bereichen Anlagenbau und Großwärmepumpen erweitern.SomitwirddieMöglichkeitgeschaffen, über technische Innovationen, Trends und nicht zuletzt zusammen mit weiteren Verbänden auch über Rahmenbedingungen hinsichtlich gesetzlicher Vorgaben zu informieren und in den aktiven Austausch zu gehen. www.heat-expo.de
WELTWEIT ERSTE KLIMANEUTRALE KALKPRODUKTIONSANLAGE
ElektrischesOfensystemfürnachhaltigenKalk
ThyssenkruppPolysiuswirddasOfensystem fürdieQuicklime-AnlagevonSMAMineral im norwegischen Mo i Rana liefern – eine Anlage, die vollständig ohne CO2-Emissionenbetriebenwerdensoll.Basierendaufder elektrischen Kalzinierungstechnologie von SaltX stellt das Projekt weltweit eine Premiere in der Dekarbonisierung der Kalkproduktion dar Die Anlage basiert auf dem ZEQL-Konzept (Zero Emission Quicklime), das von dem schwedischen Innovationsunternehmen SaltX Technology entwickelt wurde. Dieses Verfahren elektrifiziert den traditionellmitfossilenBrennstoffenbetriebenenKalzinierungsprozessundermöglicht die Herstellung von Quicklime ganz ohne CO2-Emissionen.
Mit der Lieferung des Ofensystems und durch seine umfassende ingenieurtechni-
sche Expertise übernimmt Thyssenkrupp Polysius eine zentrale Rolle bei der SkalierungdieserTechnologieaufeinindustrielles Niveau. Die Pilotanlage soll bis 2027 fertiggestellt werden und eine jährliche Produktionskapazität von 40.000 Tonnen ZEQLQuicklime erreichen. Das Projekt erhält FördermittelinHöhevon24MillionenEuro (287 Millionen NOK) von der norwegischen staatlichen Organisation Enova
Die Zusammenarbeit zwischen SaltX Technology und Thyssenkrupp Polysius bildet die Grundlage für das ZEQL-Projekt. Nach der Unterzeichnung einer Absichtserklärung im Februar 2025 arbeiten beide Unternehmen eng zusammen, um elektrifizierte industrielle Prozesse im großen Maßstab umzusetzen. www.thyssenkrupp-polysius.com
20 Prozent der weltweit entnommenen Frischwassermengen entfallen auf die Industrie. Da kommt der Einwegprozess aus Entnehmen, Verbrauchen und Einleiten zunehmend an seine Grenzen Wie wäre es, wenn Wasser nicht mehr verbraucht, sondern im Kreislauf geführt werden könnte?
process.de/wasser_abwasser EinBranchen-Special
WASSERWIEDERVERWENDUNG
ZuschadefürdenAbfluss
Pharma, Chemie, Maschinenbau – nichts läuft ohne Wasser. 20 Prozent der weltweit entnommenen Frischwassermengen entfallen auf die Industrie Da kommt der Einwegprozess aus Entnehmen, Verbrauchen und Einleiten zunehmend an seine Grenzen. Wie wäre es, wenn Wasser nicht mehr verbraucht, sondern im Kreislauf geführt werden könnte?
Nicht nur Industrieabwässer sind ein Fall für die Kreislaufwirtschaft. Unter Umständen lässt sich auch kommunales Abwasser als Rohstoff für die Industrie wiederverwenden
hne Wasser läuft es nicht: Selbst wenn man es den fertigen Produkten nicht immer ansieht, kommtkaumeineIndustrieohnedaskühleNass Auch die Pharmabranche nicht. Abseits der Produktion von Water-for-Injection dient Wasser als KühlSpülmedium genauso wie zum Ansetzen von Zellkulturlösungen.Unddakommteinigeszusammen:Wer wie Pfizer im irischen Shanbally 5.500 Liter Bio-Kapazitätbetreibt,brauchtdafürentsprechende lumina Reinstwasser Zu diesem Zweck nutzt das nehmeneinePharmawasseranlagedesHerstellers Water Technologies vom Typ Orion, die mithilfe Enthärtung,Umkehrosmose(RO),kontinuierlicher oden-Ionisation (EDI) und Ultrafiltration (UF) gees Wasser (PW) oder „kaltes“ Wasser für Injektionslösungen (WFI) bereitstellt.
AberwovielWasserist,istauchvielAbwasser–und geht nicht nur ins Geld, sondern macht sich auch achhaltigkeitsreportingnichtgut.Dochwaskann dagegen tun? Verzichten ist keine Option. Vielaber ließe sich aus der gleichen Menge Wasser machen:SokonntezusammenmitVeoliaWater chnologies ein zusätzliches Reverse-Osmose-Sysinstalliert werden, das 75 Prozent des Abwassers ckgewinnen kann. Bis zu 2.700 m3 können so Jahr eingespart werden, sind sich die Verantrtlichen sicher
Verbrauchen?Dasgehtbesser!
Mit diesem Projekt sind die Pharma-Experten nicht alleine: In einer Welt, die zunehmend den Wert natürlicher Ressourcen diskutiert, zeigt die Wasserwiederverwendung eine möglicheAlternativezumbloßen„Verbrauchen“des wertvollen Rohstoffes auf Auch die Politik setzt oße Hoffnungen auf das Thema, wie die Verord(EU)2020/741 zur Wasserwiederverwendung erstreicht, die Mindestanforderungen an die Wasserwiederverwendung festlegt.
m Kühl-, Spül- und Prozesswasser im Kreis gewird, lassen sich Versorgungssicherheit und ltbelastung reduzieren. Mit fortschrittlichen inigungstechnologien wie Aktivkohlefiltration, Umkehrosmose oder Advanced Oxidation steht die passende Technologie bereit, um die Vision vom Was-
serkreislauf Wirklichkeit werden zu lassen. Trotzdem darf man sich nichts vormachen: Water Reuse ist längst noch nicht auf breiter Front in der Industrie angekommen. Zu groß sind häufig die Unsicherheiten hinsichtlich Investitionskosten und technologischer Herausforderungen. Zudem müssten rechtliche Rahmenbedingungen weltweit harmonisiert werden, um klare Maßstäbe und Anreize zu setzen, meinen Experten.
Im Betrieb setzen korrosive oder mit Salzen beladeneAbwässerdeneingesetztenKomponentenwieetwa Pumpen, Armaturen und Ventile erheblich zu – eine genaue Werkstoffauswahl und Konstruktion sind daherunerlässlich.KunststoffewiePP,PVCbzw.fluorierte Materialien (wie PTFE oder PVDF) als Ventilkörperoder Dichtung oder hochwertiger Edelstahl bzw. beschichtete Metallkomponenten sind aufgrund ihrer Langlebigkeit und Korrosionsbeständigkeit eine typische Wahl bei derartigen Anwendungen.
WaterReuseinderChemie
GelingtdasWasser-Recycling,istdasPotenzialsogroß wie der Wasserbedarf der Wirtschaft selbst, wie das Beispiel CherisH2O im belgischen Antwerpen unterstreicht Hier testen Chemiebetriebe die MöglichkeitendesAbwasserrecyclings,umihreUmweltbilanzzu verbessernundgleichzeitigdieBetriebskostenzusenken.SolcheInitiativensindnichtnurökologischwertvoll, sondern auch ökonomisch sinnvoll. Sie stärken die Unabhängigkeit von externen Wasserquellen und erhöhen die Produktionssicherheit. Große Namen wie Ashland, BASF, Bayer, Borealis, Envalior, Evonik, ExxonMobil, Ineos, Lanxess, 3M, Monument Chemical und Total Energies suchen im Rahmen dieses Projekts nach Wegen, Kreislaufprozesse in ihren Wasserhaushalt zu integrieren
Dafür wird zunächst ermittelt, wie viel Wasser die Betriebe benötigen und wie viel Abwasser anschließend eingeleitet wird. In einem zweiten Schritt wird nach Anwendungen gesucht, in denen die gemeinsame Wiederverwendung von Abwasser den größten Mehrwert bringt. Zusammen mit einer Kosten- und Umweltbetrachtung sollen diese Werte als Grundlage für eine zukünftige Pilotanlage dienen, um die Aufbereitung von Abfallströmen aus verschiedenen Unternehmen in der Praxis zu testen.
„Wasser ist für chemische Produktionsprozesse unerlässlich: als Kühlmittel, zur Dampferzeugung oder als Rohstoff Demzufolge hat der sparsame Umgang mitWasserfürdenChemiesektorhöchstePriorität.In den letzten zehn Jahren konnte der Trinkwasserverbrauch in diesem Sektor um ein Viertel gesenkt werden, aber wir sind bestrebt, noch besser zu werden“, erklärte Ann Wurman, Direktorin von Essenscia Flandern: „Zusammenarbeit ist dabei der Schlüssel zum Erfolg.“ Allerdings ist auch die Wasserwiederverwendung nicht ohne Hürden:
Anlagenbetreiber müssen mit einer Vielzahl von Schadstoffen in kommunalem und industriellem Abwasser umgehen, wobei die Entfernung von Spurenstoffen wie Pharmazeutika und Mikroplastik kompliziert sein kann.
Die Wasserqualitätsvorschriften unterscheiden sich regional, wobei die EU Mindestanforderungen fest-
Bild: Alma wa te ch
Die Water-Reuse Spezialisten bei Almawatech nutzen selbst eine Umkehrosmoseanlage für das betriebsinterne Wasserrecycling.
legt und einzelne US-Bundesstaaten spezifische Richtlinien für Wasserwiederverwendung haben.
Eine wirksame Wasseraufbereitung erfordert die Kombination verschiedener Technologien wie Membranfiltration und chemische Oxidation, um die notwendige Reinigungsleistung zu erzielen.
Wasseraufbereitungsanlagen können teuer sein. Daher sind wirtschaftlich tragfähige Lösungen wichtig, die die notwendige Qualität für spezifische Anwendungen ohne Effizienzverlust sicherstellen.
Ökologische und gesundheitliche Aspekte: Die Nutzung von aufbereitetem Abwasser muss sorgfältig überwacht werden, um negative Folgen für Umwelt und Gesundheit zu vermeiden.
„So kommt der H2OKreislauf in Fluss“ – was Water Reuse für die Ventile bedeutet, lesen Sie im gleichnamigen Beitrag auf www.process.de.
TechnologienderWasserbehandlung
ObdieVisionvonderWasserwiederverwendungWirklichkeit wirkt, hängt natürlich nicht zuletzt von den eingesetztenTechnologienab:SystemezurWasseraufbereitung, von der Ultrafiltration über Nanofilter bis zur Umkehrosmose sind notwendig, um die Wasserqualität auf das erforderliche Niveau zu bringen. Hier kommen auch spezielle Pumpen, Armaturen und Steuerungssysteme ins Spiel, die für den störungsfreien Betrieb sorgen. Anbieter wie Envirochemie und Almawatech bieten hierzu maßgeschneiderte Lösungen an. Dabei ist es entscheidend, dass diese Techno-
logien nicht nur zuverlässig, sondern auch energieeffizient sind, um den ökologischen Fußabdruck weiter zu minimieren. Ähnlich wie in der (konventionellen) AbwasserbehandlungnutztdasWaterReusemechanische Verfahren wie Filtration oder Flotation, chemische Prozesse wie das Ausfällen von Ionen oder die Oxidation, biologische Verfahren oder eine Kombination davon. Auch das anschließende Behandeln mit Aktivkohle,UV-LichtoderUmkehrosmose-Anlagezur Teilentsalzung oder zum Entfernen verbleibender organischerStoffegehörtzumWerkzeugkastenderWasserwiederverendung Firmen wie Envirochemie, Veolia Water Solutions oder Almawatech bieten derartige BehandlungskonzeptealsmodularePaketlösungenan, die sich leicht in bestehende Produktionsprozesse integrieren lassen.
AußerdemsindnichtnurIndustrieabwässereinFall fürdieKreislaufwirtschaft:UnterUmständenlässtsich auchkommunalesAbwasseralsRohstofffürdieIndustrie wiederverwenden. Chemieriese Dow arbeitet im niederländischen Terneuzen daran, Wasserkreisläufe gleich in mehrfacher Hinsicht zu schließen. Denn obwohl Terneuzen am Meer liegt, ist Süßwasser in Süd-
holland ein begehrtes Gut. In Terneuzen wird es über 120 Kilometer aus dem Umland von Rotterdam geliefert.WasserinhoherQualitätundReinheitistfürDow in vielen Produktionsschritten unabdingbarer Rohstoff Darüber hinaus werden große Mengen an VEWasser (vollentsalztes Wasser) zur Dampfproduktion im Kraftwerk benötigt.
StandortfaktorWasser
Die Verfügbarkeit von Wasser ist damit ein entscheidender Standortfaktor, nicht nur in Terneuzen. Bis 2007 nutzte das Unternehmen dafür entsalztes Meerwasser, hatte jedoch immer wieder mit Algenwachstum, Korrosion, Fouling und der schwankenden SalzkonzentrationimküstennahenBrackwasserzukämpfen.DabotsichdieNutzungdesgereinigtenAbwassers aus dem Ablauf der kommunalen Kläranlage in Terneuzengeradezuan,erklärtenProjektverantwortliche – immerhin konnten die zur Meerwasserentsalzung angeschafften Mikrofilter und Umkehrosmose-EinheitenprinzipiellzurNutzungandererRohwässerumkonfiguriert werden. Da allerdings die zur Mikrofiltration genutzten Hohlfasermodule zu Komplikationen neigten, wurde bei einer Erweiterung der kommunalenKläranlageeinMembranbioreaktoralsRohwasserLieferantfürDowvorgesehen.Dieserbereitetrund20 Prozent des kommunalen Abwassers zu Speisewasser für die Umkehrosmose auf Auf diese Weise können nicht nur 95Prozent der zur Erzeugung von vollentsalztem Wasser nötigen Energie (rund 6.000MW im Jahr) eingespart werden, sondern auch 3.000 Tonnen CO2 und etwa 800 Tonnen Chemikalien. Auch die Einleitung von gereinigtem Abwasser sank dadurch um ein Volumen, das etwa 1.500 Einwohnergleichwerten entspricht. EinanderesBeispielfürdieIntegrationsolcherTechnologien in die eigene Produktion ist der Pumpenher-
CSB (Chemischer Sauerstoffbedarf): ein Indikator für die organische Belastung, die es zu entfernen gilt.
TDS (Total Dissolved Solids): bezieht sich auf die Konzentration gelöster Salze, die je nach Nutzung reduziert werden muss
Mikrobiologische Belastung: besonders wichtig bei der Wasserverwendung in der Lebensmittel- und Getränkeindustrie.
Schadstoffe: die Präsenz von Schwermetallen, Nitraten oder Phosphaten kann spezielle Behandlungsverfahren erfordern.
steller Grundfos: In Dänemark hat der Pumpen-Weltmarktführer eine eigene Wasserwiederverwertungsanlage installiert, die den Wasserverbrauch für die Oberflächenbehandlung der Bauteile drastisch reduziert. Durch den Einsatz innovativer Filtertechnologien entsteht ein Kreislaufsystem, das Abwasser in wertvolle Ressourcen umwandelt. Dies zeigt, wie Zulieferer nicht nur Kunden, sondern auch ihr eigenes Geschäft mit der nachhaltigen Transformation gestalten können.
TechnologienundAnforderungen
Um erfolgreich zu sein, müssen diese Technologien nicht nur finanzierbar, sondern auch auf die spezifischen Bedürfnisse der Anwendung abgestimmt werden.DieAnpassungsfähigkeitundEffizienzimBetrieb entscheiden über den Erfolg solcher Systeme. Zulieferer müssen sich also kontinuierlich weiterentwickeln und mit neuen Technologietrends Schritt halten, um ihren Kunden die besten Lösungen zu bieten
Die gesetzlichen Rahmenbedingungen für die Wasserwiederverwendungentwickelnsichkontinuierlich weiter Regierungenweltweitbeginnen,dieStandards für die Wasserqualität zu harmonisieren und rechtliche Anreize für Unternehmen zu schaffen, die in umweltfreundlicheTechnologieninvestieren.Diesistunerlässlich, um die Akzeptanz und Verbreitung der Wasserwiederverwendung in der Industrie weiter zu fördern. In der Prozessindustrie ist die WasserwiederverwendunglängstmehralsnureineOption;sieistzu einem entscheidenden Faktor für nachhaltiges Wirtschaften geworden. Die Frage wird nicht länger sein, ob wir Wasser wiederverwenden sollten, sondern wie schnell wir die notwendigen Veränderungen implementierenkönnen,umunsereRessourcenzuschonen und die Umwelt zu schützen. (dst)
TORNADO® T1 XXLB-F
Ihre Drehkolbenpumpe für anspruchsvolle Anwendungen wie Membranfiltration, Grundwasserabsenkung, Pumpstationen in der Abwasserbehandlung oder mobile Anwendungen
Profitieren Sie von den folgenden Vorteilen:
Hohe Förderleistung und Förderdruck
Förderung von hochviskosen, feststoffbeladenen oder zähflüssigen Medien
Einfache Installation, Reinigung und Wartung (FSIP®)
Partnerschaft hört bei uns nicht mit dem Kauf auf
Wir unterstützen Sie von der Beratung, Wartung bis hin zur Instandsetzung und Modernisierung Ihrer Pumpe.
Erfordern anspruchsvolle Aufgaben auch komplizierte Lösungen? Bei Netzsch Pumpen & Systeme glaubt man nein – und will mit einem neuen Spross der Tornardo-DrehkolbenpumpenFamilie in neue Leistungsbereiche vorstoßen.
VERFASST VON
StefanSchöberl
Global Productline
Manager Drehkolbenpumpen
Netzsch Pumpen & Systeme
Robustheit,ZuverlässigkeitundAnpassungsfähigkeit: Das sind grundlegende Anforderungen an Pumpen in der Wasser- und Abwasserbehandlung. Bei Netzsch kommen jetzt mit Fördermengen bis zu1.400KubikmeternproStundebeiDifferenzdrücken von bis zu zwölf bar noch erhebliche Leistungsreserven für anspruchsvolle Aufgaben dazu. Die neue Drehkolbenpumpe Tornado T1 XXLB-F soll als bislang größte Drehkolbenpumpe der Pumpenexperten nicht nur bei abrasivenoderempfindlichenMedien,sondernauchbei volumetrisch anspruchsvollen Anwendungen glänzen, so die Entwickler
Das fängt schon bei der Dichtung an: Das Dichtungssystem umfasst innovative Konzepte von einfachen bis zu doppeltwirkenden Gleitringdichtungen für komplexeMedien,ummaximaleProzesssicherheitundLebensdauer zu gewährleisten. So soll die bewährte GSSSchutz-Technologie(Gleichlaufgetriebe-Schutz-System) desHerstellerswirkungsvolldasEindringenvonMedien indasGleichlaufgetriebeverhindern,dieBetriebssicherheit erhöhen und kritische Komponenten schützen, heißt es aus Firmenkreisen.
Dank des FSIP-Konzepts (Full Service in Place, siehe Infokasten) können nötige Wartungsarbeiten effizient
Auf einen Blick: Bei Drehkolbenpumpen sorgen gegenläufige, ineinander greifende Drehkolben für eine kontinuierliche, pulsationsfreie Förderung Das macht die Aggregate besonders für abrasive oder empfindliche Medien interessant.
durchgeführtwerden,ohnezuvoraufwändigdiePumpe aus der Verrohrung ausbauen zu müssen, was Ausfallzeiten und Wartungskosten senkt.
StandfestesKraftpaket
Auch die Hydraulik hat es in sich: Die strömungsoptimierten, dreiflügeligen gewendelten Drehkolben wurdennachHerstellerangabenspeziellaufdieAnforderungen verschiedener Fördermedien abgestimmt. Sowohl das Material als auch die Geometrie sind auf die AnforderungenderjeweiligenAnwendungzugeschnitten,um einehervorragendeVerschleißfestigkeitundeinelängere Lebensdauer zu gewährleisten.
Fürviskose,abrasiveoderfeststoffhaltigeMediensind außerdem spezielle Geometrien erhältlich, die auch unter härtesten Betriebsbedingungen eine zuverlässige Leistung garantieren. Dieser maßgeschneiderte Ansatz sollnichtnurdiehydraulischeEffizienzverbessern,sondernauchdenEnergieverbrauchunddieWartungsintervalle reduzieren.
Für die Wasseraufbereitung sind leistungsstarke, verschleißarme Pumpen nötig – bei Feststoffen im Medium sind Drehkolbenpumpen häufig das Mittel der Wahl.
Für maximalen Verschleißschutz sind axiale, hochfeste Platten serienmäßig eingebaut Diese schützen kritische Pumpenoberflächen und reduzieren den Verschleiß in anspruchsvollen Anwendungen erheblich. Optional erhältliche radiale Verschleißschutzplatten bietenzusätzlichenSchutzbeiextremabrasivenMedien. Diese Maßnahmen maximieren die Abnutzungsresistenz, minimieren ungeplante Ausfallzeiten und sorgen für eine gleichbleibende Pumpeneffizienz über einen langen Zeitraum.
AuchdiefürdenDauerbetriebentwickeltenLagerder XXLB-F sollen für eine präzise Wellenausrichtung, minimalemechanischeBelastungenundeinemaximierte Lebensdauersorgen.SiesindspeziellfürhoheBelastungen dimensioniert und bieten die erforderliche LanglebigkeitfürfeststoffhaltigeoderhochviskoseMedien.Das Ergebnis sind robuste, wartungsarme Lager, die einen reibungslosen Betrieb und langfristige Zuverlässigkeit selbst unter härtesten industriellen Bedingungen gewährleisten.
VonAwieAbwasserbisZwieZucker
Damit empfiehlt sich der Pumpen-Schwerathlet für AnwendungenvonderAbwasserbehandlungüberdieBaugrubenentwässerung bis zur Zuckerfabrik, so die Entwickler: Mit ihrer hohen Durchflussleistung und Effizienz ist die XXLB-F ideal für MBR-Anwendungen (Membranfiltration) geeignet.
Sowohl die Filtration als auch die Rückspülung kann mit einer einzigen Pumpe durchgeführt werden, wodurch Platz, Zeit und Wartungsaufwand minimiert werden. MBR-Anlagen mit Zentrifugalpumpen benötigen
PROCESS-TIPP
Hier fließen (nicht nur)
Daten: Wo stehen wir in Sachen Digitalisierung von Rotating Equipment? Lesen Sie es im gleichnamigen Artikel auf www.process.de.
zwei Pumpen (eine für die Filtration und eine für die Rückspülung).
Selbst in den anspruchsvollsten Anwendungen der Lebensmittelindustrie wie dem Fördern von hochviskosem Magma und Melasse in der Zuckerproduktion, beweist die XXLB-F ihre Ausdauer – sie arbeitet mit niedrigen Drehzahlen und hohen Verdrängungsvolumina, um eine schonende und effiziente Förderung ohne Beschädigung der Zuckerkristalle zu gewährleisten.
HoheLeistung,einfacheWartung
Im Vergleich zu herkömmlichen Kreiselpumpen, insbesonderedenüblichenTauchkreiselpumpen,bietedie XXLB-F erhebliche Vorteile, sind sich die Entwickler sicher: Die Pumpe kann außerhalb der Grube im Trockenenaufgestelltwerden,dasieselbstansaugendist.Dies ermöglichteineeinfacheWartungundInstandhaltung Sie arbeitet über einen breiten Durchflussbereich hinweg konstant mit hohem Wirkungsgrad und kann gewartetwerden,ohnedassdiePumpeausderGrubeoder der Rohrleitung ausgebaut werden muss.
Tauchkreiselpumpenhingegenerfordernkostspielige Unterkonstruktionen zum Ausbau oder Anheben der Pumpe und erreichen ihren Spitzenwirkungsgrad nur aneinembestimmtenBetriebspunkt.DankdesFull-Service-in-Place-Konzepts sind alle Wartungsteile von vorne zugänglich und können überprüft werden, während die Pumpe noch in der Anlage installiert und an die Rohrleitung angeschlossen ist. (dst)
PROCESS-INFO
Service in Place Pumpenzähmenleichtgemacht
Es hilft nichts: auch bei der standfestesten Pumpe müssen irgendwann Verschleißteile gewartet werden. Damit Instandhalter dafür nicht das Aggregat erst mühsam ausbauen müssen, hat Netzsch das FSIP-Konzept eingeführt. Dieser „Full Service in Place“ ermöglicht es dem Benutzer, durch Öffnen des Pumpenraums alle rotierende Teile zu demontieren und wieder zu montieren, ohne die Pumpe aus der Rohrleitung nehmen zu müssen.
EINSATZ VON TOC-PROZESS-ANALYSATOREN IM CHEMIEPARK
DieWasser-Wächter
Für den Betrieb eines Chemieparks werden große Mengen an Wasser unterschiedlichster Reinheitsstufen benötigt. Zur Überwachung der Wasserqualität kommen zunehmend Online-Messverfahren zum Einsatz. Ein etablierter Parameter zur Kontrolle von Wasser ist der sogenannte TOC (Total Organic Carbon).
INobody does it better: Die Online-TOCAnalyse (im Bild der TOC-4200 von Shimadzu) ist gerade in Chemieparks der manuellen Probenahme und Analyse im Labor überlegen
n der chemischen Industrie spielen Chemieparks eine zentrale Rolle bei der effizienten Produktion einer Vielzahl chemischer Erzeugnisse Diese großflächigen Areale, in denen unterschiedliche Fabriken zusammenwirken, zeichnen sich durch RessourcenschonungundeineoptimierteRohstoffnutzungaus.Ein weiterer Aspekt ist ihr ausgesprochen hoher Wasserbedarf.DieQualitätundReinheitdesverwendetenWassers variieren dabei je nach Verwendung Es wird als Lösemittel und Reagenz genutzt, als Energieträger zum Heizen oder Kühlen wie auch zur Reinigung Unabhängig vom Verwendungszweck ist die Überwachung des WasserseinezentraleAufgabe,dieineinemChemieparkzu bewältigen ist.
Zusammenhang ist der Gesamtgehalt an organischem Kohlenstoff (Total Organic Carbon, kurz: TOC), der als Maß für die Verunreinigung durch organische Komponenten des Wassers gilt.
DieTOC-Bestimmung
DieamhäufigstenverwendeteTechnikzurBestimmung desTOCistdiekatalytischeVerbrennungsoxidation Bei dieser Technik wird ein Aliquot der Wasserprobe auf einen heißen Katalysator injiziert. Dabei werden die Kohlenstoffkomponenten zu CO2 umgewandelt; diese werden mittels eines Trägergases an einem NDIR-Detektor geleitet und dort erfasst. Damit anorganische Kohlenstoffverbindungen wie Carbonate oder Hydrogencarbonate nicht mit erfasst werden, wird die Probe zunächst mit einer Mineralsäure (z B. 1 M HCl, Salzsäuangesäuert. Dabei werden die vorhandenen anorgahlenstoffverbindungen zu CO2 umgesetzt. befreitdieProbevondementstehendenCO2, ein Aliquot auf den heißen Katalysator injiird.
6,5 0,2 1,6 52
Der Vorteil dieses Verfahrens ist, dass es matrixunabhängigundsensitiv,alsonachweisstark ZudemwerdennurwenigeReagenzien(nur eine Mineralsäure) benötigt, und die Analyse dauert nur wenige Minuten. Darüber hinaus sichdieMessungnichtnurimLabordurchführen, sondern auch im Prozess, also „online“, einfach umsetzen. Das ist vor allem in solchen Prozessen wichtig, in denen eine Veränderung eines Wassers schnell und engmaschig erfasst werden soll. Daher kommt die Messung von TOC im Prozess in der chemischen Industrie besonders häufig zur Anwendung
DerOnline-Analysator
Um TOC-Messungen „online“ durchzuführen, muss ein Analysator verschiedene Anforderungen erfüllen: Jede Messstelle ist anders, daher muss die Probenanbindung individuell sein. dem ist jedes Wasser verschieden, daher e die Probenentnahme zuverlässig sein.
Das Analysensystem wird in der Regel an eine Fernwarte angeschlossen, um Messwerte sowie Statusund Alarmsignale schnellstmöglich zu erfassen. Es muss daher über geeignete Kommunikationsmittel verfügen.
Ein Online-Analysator analysiert meist rund um die Uhr, daher sollte er möglichst autark und wartungsarm arbeiten.
DerTOC-4200vonShimadzuerfülltalldieseAnforderungen. Mit seinen unterschiedlichen Probenehmern passt er sich individuell an die jeweilige Messstelle an. Das System erledigt die Probenvorbereitung (Ansäuern undAusgasen)sowiedieAnalysevollautomatisiert.Das Gerät arbeitet mit einem Platinkatalysator bei einer Temperatur von 680°C. Damit liegt die Verbrennungstemperatur unterhalb der Schmelzpunkte gängiger Salze wie Natriumchlorid.
MitderSoftwarelässtsicheineKontrollprobedefinieren,umdasSystemunddieKalibrierungzuüberprüfen. Bei Abweichungen kann das System automatisch eine Kalibrierung durchführen. Nicht zuletzt verfügt der TOC-4200 über eine automatische Probenverdünnung, diedasSystembeistarksäure-odersalzhaltigenMedien schont. Insgesamt werden durch diese Funktionen die VerfügbarkeitdesSystemserhöhtundderWartungsaufwandverringert.ZurDatenübertragungandieLeitwarte stehen unterschiedliche Kommunikationsmittel (z. B. 4-20 mA, Modbus o ä.) zur Wahl.
AnwendungenimChemiepark
Die Einsatzgebiete für die TOC-Analytik in einem Chemiepark sind vielfältig, je nach Verwendung der verschiedenen Wässer, etwa in chemischen oder thermischenProzessen,geschlossenenoderoffenenSystemen. Nachfolgend findet sich ein Überblick darüber, welche Aufgaben der TOC in Abwasser, Niederschlagswasser, Kondensat, Reinstwasser oder Kühlwasser übernimmt und löst.
Abwasserreinigung: In einem Chemiepark entstehen große Mengen an Abwasser, die es zu reinigen gilt. Das geschieht zumeist in einer standorteigenen Kläranlage UmderenbiologischeReinigungsstufezuschützen, werden die Einläufe mit TOC-Prozessanalysatoren penibel überwacht, da hohe Konzentrationen organischerFrachtdieBiologiederAnlageempfindlichstören oder sogar abtöten können. In vielen Chemieparks stehenzudemdieAbwasserströmeeinzelnerBetriebeunter stetiger Kontrolle, um einen Havariefall schnell erkennenzukönnenunddenSchutzderAbwasserreinigungsanlage zu gewährleisten. Zudem basiert die anfallende Abwasserreinigungsgebühr in den meisten Fällen auf der anfallenden TOC-Fracht.
AuchdieÜberwachungderReinigungseffizienzeiner Kläranlageistwichtig,sozumBeispielmitBlickaufden Ablauf.DavieleChemieparksanFließgewässernliegen, wirddasgereinigteWasserfürgewöhnlichindieFlüsse geleitet; eine besonders sensible Stelle, an der zum UmweltschutzdersogenannteEinleitewertgeprüftwerden muss – meist auch anhand der TOC-Konzentration.
Reinstwasser, Dampf und Kondensat: In vielen Bereichen eines Chemieparks wird Reinstwasser verwendet,besondersfürchemischeoderthermischeProzesse in Abhitzeanlagen. Dafür wird es an manchen Stand-
orten zentral in großen Mengen hergestellt und über Rohrleitungen zu den jeweiligen Betrieben gebracht. Dabei können sich organische Verunreinigungen im Reinstwasser negativ auf chemische Prozesse und letztlich auch auf die Produktqualität insgesamt auswirken. DaheristdessenÜberwachungmittelsOnline-TOCeine unverzichtbare Aufgabe.
VERFASST VON
SaschaHupach
Produktspezialist
Shimadzu Deutschland
Ebenso verhält es sich mit Rücklaufkondensat aus demWasser-Dampf-Kreislauf Wasserdampfisteinerder wichtigstenEnergieträgerineinemChemiepark.Erwird zum Beheizen von Reaktoren verwendet, zur Stromerzeugung und ist manchmal sogar Teil des Herstellungsprozesses. Dementsprechend können Verunreinigungen in dem zur Dampfgewinnung genutzten Wasser negative Auswirkungen auf die gesamte Anlage haben. Neben anorganischen Stoffen wie Salzen können nichtzuletztauchorganischeVerunreinigungengroßen Schaden anrichten. Bei der Dampferzeugung werden einige organische Substanzen zersetzt. Durch die Zersetzungsprodukte sowie durch beispielsweise organische Säuren kommt es zu einer erhöhten Korrosion an AnlagenteilenwieWärmetauschernoderSchaufelnvon Dampfturbinen. Zum Schutz der Anlagenteile im Dampf-Kondensat-Kreislauf wird die TOC-Konzentration sorgfältig überwacht.
Kühlwasser:FürdieKühlungvielerProzessewerden zusätzliche Kühlkreisläufe betrieben. Die hierfür verwendeten Kühltürme mit ihren großen Wassermengen stellenimGegensatzzudengeschlossenenDampf-Wasser-Kreisläufen ein offenes System dar Von außen wirkenverschiedensteUmwelteinflüsseaufdieWasserqualität des sogenannten Rückkühlwassers ein. Mancherorts wird zusätzlich Wasser aus Fließgewässern zur Kühlung verwendet. Dieses wird meist aufbereitet und durch Wärmetauscher zum Kühlen gepumpt. Anschließendwirdeszurückgeleitet.UmdieUndichtigkeiteines Kühlsystems schnell zu erkennen und die Umwelt vor austretenden organischen Schadstoffen zu schützen, werden auch hier TOC-Prozessanalysatoren eingesetzt.
Oberflächenwasser: Chemieparks verfügen über große versiegelte Flächen. Kommt es beim Ab- oder BeladenzueinemUnfall,könntenverschiedeneStoffeaustreten, die mit dem Regenwasser in die Kanalisation gespült werden. Sie landen dann entweder in der standorteigenen Kläranlage oder fließen über ein weiteres KanalnetzindiekommunaleKläranlage–imschlimmsten Fall gelangen sie über Flüsse in die Umwelt. Nicht zuletzt in diesem Bereich werden häufig TOC-Messungen online durchgeführt.
Fazit
DerTOCisteinhervorragenderParameter,umVeränderungeninWasserströmenschnellundsicherzuerfassen WenndieÜberwachungengmaschigerfolgenmuss,eignet sich die Online-Messung besonders gut. Dafür werden autarke und wartungsarme Prozessanalysensysteme benötigt, die sich maßgeschneidert an die jeweilige Messstelleanbindenlassen DieEinsatzgebietefürdiese Analytik sind in einem Chemiepark vielfältig: ob Abwasser, Niederschlagswasser, Kondensat, Reinstwasser oder Kühlwasser Ihre Kontrolle dient sowohl dem Umweltschutz als auch dem Schutz der operierenden Anlagen. (kem)
Eine Reihe optischer Sensoren soll eine präzise Messung von Wasserparametern ermöglichen und die Effizienz und Sicherheit in der Wasser- und Abwasserindustrie erheblichsteigern:DiephotometrischenWasseranalysatoren der Uvitec-Produktfamilie sind der erste Neuzugang im ABB-Portfolio nachderÜbernahmevonRealTechAnfang Uvitec verwendet spektralphotometrische und Fluoreszenz-Messverfahren zur Überwachung der Wasserqualität. Das ermöglichtdenschnellenNachweiseinerVielzahl vonParameternunderfülltdieAnforderungen der Wasser- und Abwasserindustrie in Echtzeit. Die zugehörige Software, Uvitec Liquid Ai, unterstützt Anwender bei der AnalyseundInterpretationdergewonnenen Daten. Labortests zur Messung des biochemischenundchemischenSauerstoffbedarfs benötigen oft Tage, während Uvitec Messwerte in Sekunden verspricht. www.abb.com
PUMPEN
VERBINDER
OhneSchneidenundSchraubensicherverpresst
In vielen Bestandsobjekten bestehen Trinkwasserinstallationenausdickwandigen,verzinkten Stahlrohren Mithilfe der neuen Übergangsstücke mit Innen- bzw. Außengewinde aus dem Viega Pressverbindersystem „Megapress“ lassen sich in solchen Anlagen Armaturen schneller und einfacher austauschen oder nachträglich einsetzen Dank der „kalten“ Viega Pressverbindungstechnik entfällt das ansonsten notwendige Gewindeschneiden oder der Einsatz von Spezialverschraubungen Die neuen Übergangsstücke sind mit einem definierten Schiebebereichausgestattet.Daserleichtert den nachträglichen Einbau von Armaturen in nur wenigen Schritten. Die „Megapress“Programmergänzung macht die Installati-
onsarbeiten nicht nur einfacher und wirtschaftlicher, sondern dank Viega SC-Contur auch sicherer, so der Hersteller: Versehentlich nicht verpresste Verbindungen fallen bei der Dichtheitsprüfung direkt auf www.viega.de/megapress
Die Trübung ist eine wichtige Kennzahl in der Wasseraufbereitung: Sie ist kritisch für die Erfüllung gesetzlicher Auflagen, den SchutzvonProzessausrüstungunddieÜberprüfung der Wasserqualität. Ältere OnlineSensoren (Bypass) sind häufig anfällig für
NeueTauchmotorpumpenmitAxialpropeller
WogroßeMengenWasseroder Abwasser gefördert werden will KSB mit einer neuen Generation von Tauchmotorpumpen mit Axialpropeller glänzen: Die neue Amacan P kann nicht zuletzt dank optional erhältlicher korrosionsund abrasionsbeständiger Werkstoffe im Gewässer-, Katastrophenschutzsowieinmit Meerwasser betriebenen Aquakulturen eingesetzt werden. Durch unterschiedliche Schaufelwinkel können Betriebspunkte exakt nach Wunsch realisiert werden. Für
die Entwickler stand die Betriebssicherheit bei gleichzeitig erzielbaren hohen hydraulischen Wirkungsgraden im Vordergrund. Dafür sorgen auch die neu entwickelten Laufräder mit ihren drei Schaufeln und ihrem hohen freien Durchgang Eine selbstzentrierende, kraftschlüssige Auflage und eine O-Ring-Abdichtungsorgenfüreineneinfachen Ein- und Ausbau. Zusätzliche Verankerungen oder Verdrehsicherungen sind deshalb nicht erforderlich. www.ksb.com Bild:
Bild: GF Piping S yst ems
Sampling-Verzögerungen, kürzere Wartungsintervalle sowie Systemkomplexität. MitdemTyp4170Inline-SensorerweitertGF das Portfolio mit einer modernen Lösung, die Echtzeitmessungen, geringe Wartungsanforderungen und eine nahtlose Integration in diverse Systeme für die Wasseraufbereitung vereint. Der Sensor verfügt über einen angewinkelten Messkopf mit einem stabilen NIR-Sensor als Lichtquelle und einem PPSU-Lichtabsorber Für Betreiber bedeutet das weniger Reinigungsaufwand, konstant präzise Messungen unabhängig von saisonalen Farbveränderungen des Mediums,sowieeineflexibleInstallationauch in engen Räumen. www.gfps.com
SENSOREN
SauberesTrinkwasser dankVor-Ort-Sensorik
Die Bundesanstalt für Materialforschung undPrüfung(BAM)entwickeltineinemEUProjekt eine Methode, um fäkale VerunreinigungenimTrinkwasserschnellundeffizient nachzuweisen. Zum Einsatz kommt dabei ein kleines Sensorsystem, das eine VorOrt-Analyse von Wasserverunreinigungen in Echtzeit ermöglicht. Laut Schätzungen der Weltgesundheitsorganisation (WHO) nutzen zwei Milliarden Menschen weltweit Trinkwasser, das mit Fäkalien verunreinigt ist. Auch in Deutschland enthalten 3,6Prozent der untersuchten Trinkwasserproben diese Keime. www.bam.de
Bild:
VENTILE
ZugelassenfürdieTrinkwasserversorgung
Kunststoff-Membranventile des Herstellers GemüsindabsofortfürdenEinsatzinTrinkwasseranwendungen in Deutschland freigegeben.GrundlagehierfüristdieZertifizierung durch die unabhängige Zertifizierungsstelle OFI CERT gemäß Vorgaben des Umweltbundesamtes (UBA): Für die Installation und Reparatur von Trinkwasseranlagen schreibt das UBA vor, dass ausschließlich Materialien verwendet werden dürfen, diekeinegesundheitlichbedenklichenStoffe an das Trinkwasser abgeben oder das Wachstum von Mikroorganismen fördern. Im Rahmen umfassender Prüfungen wurden die Ventile entsprechend getestet. Das Ergebnis: die Ventiltypen Gemü 610, 617, R629, R639, R647, R649, R677 und R690 mit
Bild: Gemü
PVC-U Ventilkörper und EPDM-Membran erfüllen sämtliche hygienischen Anforderungen. Damit bietet der Ventilspezialist Sicherheit für den Einsatz in Kalt- und Warmwasseranwendungen. www.gemu-group.com
URTEIL
UrteilfordertNitratAktionsprogramm
Die Bundesregierung muss nach einem Urteil des Bundesverwaltungsgerichts handeln,umdieNitratbelastungdesGrundwassers zu senken: Das Bundeslandwirtschaftsministerium müsse ein Nationales Aktionsprogramm zum Schutz der Gewässer vor Nitrat aus landwirtschaftlichen Quellen erstellen,entschieddasGerichtinLeipzig(Az.: BVerwG 10 C 1.25). Es gab damit der DeutschenUmwelthilferecht,diefürdieErarbeitung eines entsprechenden Programms geklagt hatte. Der Deutsche Bauernverband siehtdasDüngerechtdurchdasUrteilnicht infrage gestellt. www.bdew.de
MIKROSCHADSTOFFE ÜBERWACHEN
RausausdemLabor,rein
Die Belastung durch Mikroschadstoffe wie Arzneimittelrückstände, Pestizide oder PFAS wird bislang meist nur punktuell durchProbenentnahmeundzentraleLaboranalysen erfasst Mit der Novellierung der EU-Kommunalabwasserrichtliniedrücktdie EU aufs Tempo: Ab 2035 müssen große Gemeinden die Mikroschadstoffbelastung in Abwässern um 80 Prozent reduzieren –durch umfassendere Datenerhebung und gezielte Behandlung Derzeit erfolgt die Analyse von Mikroschadstoffen meist über Einzelproben, die in zentrale Labore transportiert und dort untersucht werden. Diese Methode ist zeitaufwändig und erlaubt keine unmittelbare Reaktion auf akute Belastungen. Das Forschungsvorhaben „Mikrograph“adressiertdieseHerausforderungmit einem Messsystem, das die Konzentration
indieAnlage:MikroschadstoffenaufderSpur
von Schadstoffen direkt vor Ort erfassen kann.DasThüringerVerbundprojektvereint Forschungseinrichtungen und Unternehmen aus Thüringen:
Friedrich-Schiller-Universität Jena (beschäftigt sich in zwei Arbeitsgruppen mit der Entwicklung neuer Sensoren auf Basis des 2D-Materials Graphen sowie der Weiterentwicklung der Trennsäulentechnologie)
Analytik Jena (Abgleich mit neuer Referenz-Massenspektrometrie-Technologie und bestehender Analytik)
Leibniz-Institut für Photonische Technologien (Lithographie)
IMMS – Institut für Mikroelektronikund Mechatronik-Systeme gemeinnützige (IMMS ) & Lucas Instruments (elektronische Datenerfassung und Steuerung)
Microfluidic ChipShop (MikrofluidikEntwicklung)
Das Mikrograph-System basiert auf einer neuartigen Graphen-FeldeffekttransistorTechnologie, die mit bewährten Komponenten aus der Trennsäulen- und Massenspektrometriekombiniertwird.Zielisteinmodulares, hochsensibles und anpassbares Messsystem, das sich nicht nur für Kläranlagen, sondern auch für Anwendungen im Gesundheits- und Bevölkerungsschutz eignet. „Die Kombination aus hochsensibler Graphen-Sensorik und innovativer LabortechnologieeröffnetneueMöglichkeitenfürdie Umweltanalytik“, erklärt Oliver Klaeffling, Geschäftsführer der Analytik Jena Gruppe „Damit leisten wir einen wichtigen Beitrag zurUmsetzungkünftigerEU-Vorgabenund zur nachhaltigen Sicherung der Wasserqualität.“ Denn die steigende Belastung von Oberflächengewässern wird dabei zunehmend zur Herausforderung Neue Sensorsysteme können hier entscheidend dazu beitragen, die Gesundheit der Verbraucher zuschützenundgleichzeitigdieEffektivität der Reinigungsverfahren kontinuierlich zu überwachen.
Das Projekt Mikrograph wird vom Freistaat Thüringen, vertreten durch das Thüringer Ministerium für Wirtschaft, Landwirtschaft und Ländlichen Raum, aus Mitteln des Europäischen Fonds für regionale Entwicklung(EFRE)mitüberzweiMillionen Euro gefördert. Der neue Thüringer Forschungsverbund hat das Potenzial, den aktuellen Stand der Technik in der Umweltanalytik zu übertreffen und den Standort durchneueVerfahren,ProdukteundDienstleistungen wesentlich zu stärken. www.analytik-jena.de
HighlightsPROCESS8-2025
ImnächstenHeftlesenSie:
Leserservice process.de/hilfe oder E-Mail an vertrieb@vogel.de mit Betreff „PROCESS“. Gerne mit Angabe Ihrer Kundennummer vom Adressetikett: *CS-1234567*
Redaktionsservice
Kontakt zur Redaktion: Tel. +49 931 418-2333 fachmedien@vogel.de
Chefredakteur:
Dipl.-Chem. Dr. Jörg Kempf (kem), V i.S.d P. Stellvertretender Chefredakteur: B.A. Wolfgang Ernhofer (wer)
Redaktion:
Dipl.-Biol. Anke Geipel-Kern (agk), Sarah Junker (sju), Doris Popp (dpo), B.Eng. Dominik Stephan (dst), Manja Wühr (wüh)
Freie Mitarbeiter:
Dipl.-Ing. Sabine Mühlenkamp (müh) Alexander Stark (ast)
Layout: Alexandra Geißner
Schreibweisen, Firmen- und Produktnamen: Wir halten uns generell an die Schreibempfehlungen des Dudens.
Haftungsausschluss:
Für den Inhalt der einzelnen Artikel sind die jeweils benannten Autoren verantwortlich, er spiegelt nicht zwangsläufig die Meinung der Redaktion wider Eine Haftung für die Richtigkeit der Veröffentlichungen kann trotz sorgfältiger Prüfung nicht übernommen werden. Kein Teil dieser Publikation darf ohne ausdrückliche schriftliche Genehmigung in irgendeiner Form reproduziert oder unter Verwendung elektronischer Systeme verarbeitet, vervielfältigt oder verbreitet werden.
Vogel Communications Group GmbH & Co. KG Max-Planck-Str. 7/9, 97082 Würzburg Tel. +49 931 418-0 www.vogel.de
Beteiligungsverhältnisse: Persönlich haftende Gesellschafterin: Vogel Communications Group Verwaltungs GmbH Max-Planck-Straße 7/9, 97082 Würzburg Kommanditisten: Dr. Kurt Eckernkamp GmbH, Nina Eckernkamp, Klaus-Ulrich von Wangenheim, Heiko Lindner, Axel von Kaphengst Geschäftsführung: Matthias Bauer (Vorsitz), Dennis Hirthammer, Günter Schürger
Druck: Vogel Druck und Medienservice GmbH Leibnizstraße 5, 97204 Höchberg Gedruckt auf Steinbeis silk Recyclingpapier, ausgezeichnet mit dem Blauen Engel und dem EU Ecolabel. Mehr Infos unter: www.stp.de Fragen zur Produktsicherheit: produktsicherheit@vogel.de
Copyright: Vogel Communications Group GmbH & Co. KG
Ventile,mehrals„nur“nachhaltig
Die Wirtschaft der Zukunft hat es schwer: Nicht nur, dass sie CO2-neutral werden soll, jetzt kommt auch noch die Forderung nach einer regenerativen Industrie hinzu. Geht das? Und was hat Fluidik damit zu tun?
Kombiniere:SmartePumpe! Erfahrene Betriebler wissen, dass Geräusche nicht selten das erste Indiz einer bevorstehenden Havarie sind. Was aber, wenn gerade keine geschulten Ohren vorhanden sind? Dann wird KI zum digitalen Detektiv.
Stromspreicher,sichergelagert
Es ist der Akku-Albtraum: Ein „Thermal Runaway”, also ein Durchgehen im Lagerschrank oder Ladestation. Die VDMA-Prüfung VDMA 24994 will dem vorbeugen – was heißt das konkret für die Anlagenbetreiber?
PROCESS 8-2025 erscheint am 18. November
DECHEMA-FORUM
InnovationsatlasWasser:Wogetüfteltwird
Wasserstress,Nutzungskonflikte,zunehmende Dürren: Das sind nur einige aktuelleAnlässe,diedeutlicherdennjezeigen, wiewichtigWasseralsStandortfaktorund Ressourceist.PraxisorientierteForschung und Innovation im Bereich Wasser sind daherunverzichtbar.Indenvergangenen Jahrenistschonvielpassiert–sowohlauf internationaler als auch auf nationaler Ebene. Und so sind bereits einige innovative Lösungen und spannende Ergebnisse aufdemMarkt.ObesumWasserforschung in der Industrie, der Landwirtschaft oder inKommunengeht:überallwirdgetüftelt, optimiert und erprobt
JanaGäbler
Wissenschaftsjournalistin
Dr.Thomas Track
Fachbereichsleiter Wassermanagement, Dechema
Um da den Überblick nicht zu verlieren, bietet sich ein hilfreiches Tool an: der Innovationsatlas Wasser, der vom Bundesministerium für Forschung, Technologie und Raumfahrt (BMFTR) gefördertwird.AlsWebsitebündelterdieErgebnisseausallenBMFTR-FördermaßnahmenzumThemaWasser,sodasssichdiesefürdieweitereEntwicklung und Praxis nutzen lassen.
Sei es bei der Suche nach Technologien zum Aufbereiten von Abwässern, beim Überblick über bisherige Forschungsergebnisse, oder bei der Frage nach Software-Tools und Datenbanken im Bereich Wasserversorgung. Bei alldiesenundweiterenAnfragenunterstütztderInnovationsatlasWasser Die Recherche über die Website ist denkbar einfach: Mit Filtern und einer Stichwortsuche lassen sich gezielt Ergebnisse und Innovationen aus den BMFTR-Fördermaßnahmenanzeigen WenndiegewünschtenInformationen gefunden sind, können die Suchergebnisse einfach im Warenkorb gespeichertundspäteralspdf-Dokumentheruntergeladenwerden–Kontaktdaten der jeweiligen Ansprechpartner:innen inklusive.
Den Innovationsatlas Wasser hat der Fachbereich Wassermanagement der DechemainsLebengerufenundentwickelt UnddieWissenschaftler:innen halten ihn auch weiterhin aktuell. Reinschauen lohnt sich also! https://www.innovationsatlas-wasser.de/de/
ObMobilität, Energie, Chemie oder Stahl: Wasserstoff ist Teil der Zukunft! Auf dem Wegdahin brauchtesreichlich Kapazitäten, Infrastruktur und natürlichauchdie richtige Messtechnik.Unsere Sensoren für Füllstand und Druck machen IhreWasserstoffprozesse sicher, effizientund einfach.