

Ein flexibler und möglichst automatisierter Materialfluss ist die Grundlage jeder modernen Produktion. Daher widmen wir der Intralogistik unsere Titelstrecke und unseren großen Sonderteil zur Messe Logimat.

TREFFEN SIE UNSER TEAM VOM 19 – 21 03 IN HALLE 6 AUF DER LOGIMAT IN STUTTGART

Die MHP Management- und IT-Beratung bringt Unternehmen den entscheidenden Schritt weiter: Als Technologie und Businesspartner digitalisieren wir die Prozesse und bringen die Produkte unserer Kunden mit Software as a Service in kürzester Zeit in den Markt Gemeinsam gestalten wir nachhaltig die Zukunft, ganz im Sinne unseres Purpose:
ENABLING YOU TO SHAPE A BETTER TOMORROW Jetzt entdecken auf mhp com
Alex Artamonow, Associated Partner Digital FactoryDas Verhältnis zwischen Deutschland und China ist in den letzten Jahren ein wenig komplizierter geworden Ein Grund dafür sind sicherlichpolitischeÄußerungenundEntscheidungen Aberauch konjunkturelle Probleme auf beiden Seiten kann man bei der Ursachenforschung nicht ignorieren Trotz dieser nicht komplett sonnigen Großwetterlage zwischen den beiden wirtschaftlichen Schwergewichten bleiben Deutschland und China wirtschaftlich extrem eng verbunden Ist China doch nicht nur Deutschlands wichtigster Handelspartner in Asien und umgekehrt Deutschland Chinas wichtigster Handelspartner in Europa
Für Deutsche Industrieunternehmen bietet China natürlich auch weiterhin große Wachstumschancen Nicht zuletzt im Bereich der Elektromobilität, in dem China weltweit ganz vorne steht Aber wie stellt man als deutsches Unternehmen den eigenen Erfolg in China langfristig sicher? Dieser Frage widmen die Partner Eviom und Vogel CommunicationsGroupam14 MärzmitdemChinaCommunication Circle eine neue Veranstaltung Von 12 bis 18 Uhr kommen hier China Experten aus den Unterschiedlichsten Bereichen zu Wort Für Besucher ist die Veranstaltungsteilnahme kostenlos
IchfreuemichnichtnursehraufdenChinaCommunicationCircle, weilichdasThemabesondersspannendfinde,sondernauch,weilich alsModeratordurchdenTagführendarf Ichwürdemichsehrfreuen, auch mit Ihnen über Chancen und Herausforderungen in China zu sprechen AlleInformationenzurVeranstaltungunddieMöglichkeit zur Anmeldung finden Sie unter www eviom com/china-communication-circle-com
Was in China ganz sicher zum Erfolg beiträgt, sind Innovationen Und die stehen im Mittelpunkt des Best of Industry Award Ab Seite 22findenSieindieserAusgabeInformationenzudenGewinnerndes BestofIndustryAward2023 Undam1 MärzstartetedieEinreichung für 2024 Unter www bestofindustry de können Sie sich ab sofort für den großen Innovationspreis der Industrie bewerben

diktHofmann
Chefredakteur
MM MaschinenMarkt




Stand 1622
Halle 10
Wir freuen uns auf Sie! präzise professionell effizient

Editorial
3 Benedikt Hofmann: Das Reich der Chancen? BilddesMonats
6 Die Showlaseranlage des Planetarium Hamburg Titelthema
Mit Rekordgeschwindigkeit im Shuttlelager gesteckt

Brennstoffzellen: Serienmäßige Produktion von Bipolarplatten mittels Hydroforming

SERVICE
71 Produkte
72 Impressum
SEITENBLICK
74 Gut zu wissen: Fünf Tipps für bessere Kommunikation im Büro

S1
Außerdem in diesem Heft:
Logimat Special 2024




techtextil com



Zukunftsfähige Materialien und wegweisende Verfahren: digitale Neuheiten, technische Textilien und die neusten Maschinen
FRANKFURT / MAIN

part of






texprocess com





BILDDESMONATS Die Showlaseranlage des Planetarium Hamburg zählt zu den größten und modernsten Showlaseranlagen der Welt. Die beiden zentralen Projektoren sind auf zwei Mitsubishi-Roboterarmen neben einem Zeiss-Starball montiert, die die Laserprojektion frei im Raum schwenken und auch gezielt auf die Kuppel richten können. (vs)

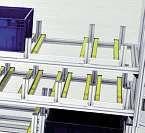
Wenn ein Intralogistik-Neuling ein Shuttlelagersystem entwickelt, das sich durch Schnelligkeit auszeichnet ... Mit vorkonfektionierten Leitungssystemen und Module-Connect-Steckverbindern von Igus lassen sich Energieketten an Liften und Hebern fix anschließen.
EBranchenmanager
Material Handling Igus
in automatisches Kleintilelager (AKL) mit RegalbediengerätodereinShuttlesystem?Immermehr Anwender,dieeinLagerfürBehälter,wiezumBeispiel Kleinladungsträger (KLTs), planen, entscheiden sich bei dieser Frage für eine Shuttlelösung Damit sorgenaufeinzelnenEbenenultrakompakteFahrzeugefür das Ein- und Auslagern von Behältern. Schnelle Liftsysteme(Heber)übernehmendenTransportinderVertikalen. Dafür gibt es zwei Gründe: Ein Shuttlelager bietet einehöhereVerfügbarkeit.WenneinAKLausfällt,lässt sichbiszurReparaturkeineWareindergesamtenGasse ein- und auslagern. Ein ausgefallenes Shuttle legt hingegenzunächstnureineeinzigeEbenestillunddasnur fürkurzeZeit,dasichdasFahrzeugeinfachaustauschen lässt.DerzweiteGrund:EsgibtneueShuttlesysteme,die verbesserte Raumökonomie und höhere Prozesssicherheit bieten. Das vom Start-up-Unternehmen Rocket Solution entwickelte RSX1-System verspricht eine um mindestens 50 Prozent höhere Behälterlagerkapazität aufgleicherFläche.Grunddafüristunteranderemeine vierfachtiefe Lagerung mit einem intelligenten Teleskopsystem. Und weil das Lastaufnahmemittel die BehälternichtinsRegalschiebt,sondernhebt,spieltderen Beschaffenheit und Ausführung eine untergeordnete Rolle.DieSeitenführungderBehälteroderTablarebeim Ein- und Auslagern sorgt für eine stabile Führung
Das vom Start-up-Unternehmen Rocket Solution entwickelte RSX1System verspricht eine um mindestens 50 Prozent höhere Behälterlagerkapazität auf gleicher Fläche.
Für die Versorgung der Heber mit Energie und Signalen kommt ein baukastenartiges Steckkonzept von Igus zum Einsatz, womit sich Energieketten und Leitungen schnell anschließen lassen.
Bei Module Connect gibt es pro Anschlussseite nur ein Modul, in dem robuste, kompakte und leichte Einsätze aus dem Han-Modular-Programm von Harting verbaut sind.
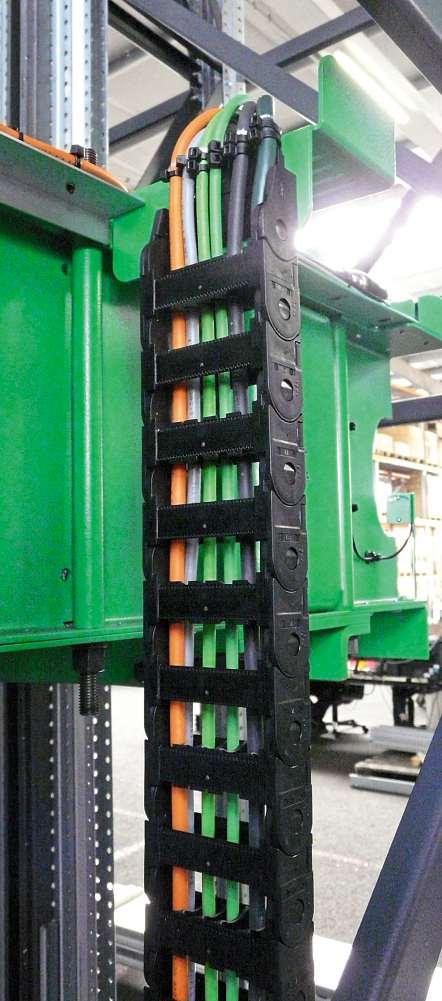
Die fertig konfektionierten Energieketten von Igus sorgen für eine sichere Energieführung der Shuttles.

Das Shuttle ist ultrakompakt und erlaubt eine vierfachtiefe Ein- und Auslagerung
Mit dieser Shuttletechnik hat Rocket Solution ein schnellesWachstumerreicht ImJahr2018entstanddie IdeefürdasRSX1-System.ImJahr2019wurdedasUnternehmen gegründet und im Jahr 2021 gelang der Markteintritt. Heute beschäftigt der Intralogistik-Neuling 60 Mitarbeiter und hat große Projekte gewonnen Marius Benson, verantwortlich für den Vertrieb und das BusinessDevelopmentvonRocketSolution,erklärt:„Sieben AnlagenbefindensichderzeitinderRealisierungsphase beziehungsweise werden zum Teil schon operativ genutzt. In Summe bedeutet dies mehr als 300 verkaufte Shuttles und über 250.000 verkaufte Stellplätze “
Zum Geschäftsmodell gehört es, dass Rocket Solution eine Komplettlösung als Lagersystem liefert: Regalsys-

Das RSX1-Shuttlelager von Rocket Solution bietet hohe Leistungsdichte auf kompaktem Bauraum.


Die Module-ConnectSteckverbinder lassen sich in Rekordgeschwindigkeit verbinden und wieder lösen.

tem, Shuttles, Heber und Software. Und dass die einzelnen Komponenten flexibel, langlebig, modular und reparaturfreundlichkonstruiertsind.Diesgiltauchfürdie Energiezuführung zu den Hebern, die je nach Lagerabmessung Höhen bis zu 30 Meter erreichen können. Bis zu vier Heber je Gassenseite bringen die Tablare oder Behälter hochdynamisch mit Geschwindigkeiten bis 5MeterproSekundeundeinerBeschleunigungbis7MeterproQuadratsekundeaufdiejeweiligeEtage.Auchbei der Versorgung der Heber mit Energie und Signalen setzt Rocket Solution auf ein modulares Konzept. Genauergesagt:aufdasModule-Connect-SystemvonIgus. Das sind baukastenartige Steckmodule, mit denen sich Energieketten und die sich darin befindenden Leitungen einfach anschließen und wieder lösen lassen. Möglich ist das, weil die einzelnen Kontaktträger in einemflexiblenSteckmodulfixiert sind.FlexiblerwirddieseLösung, weil sich mehrere Module-Connect-Gehäuse durch Montageclips zu einem kompakten Stecksystem kombinieren lassen.
Liste mit den nötigen Daten an Igus “ Dieses Verfahren undauchdieBelegungderKettensowiedieAuswahlder Chainflex-LeitungenhabendieKonstrukteuremitdem Igus-Verkaufsberaterabgestimmt.Dasgiltnichtnurfür die Module-Connect-Systeme an den Hebern, sondern auch für das Module-Connect-Leitungspaket vom Rack zum Schaltschrank.
„Wirbauendas kompletteShuttlelager beiunsimWerkauf, testenesundnehmen esinBetrieb.“
Tobias Weber, Entwickler Steuerungstechnik, Rocket Solution
MitdiesemSystemhatIgusdasReadychain-Konzeptder vorkonfektionierten, anschlussfertigen Energieketten weiterentwickelt. Mit Module Connect müssen nicht mehr die einzelnen Stecker der Leitungen verbunden werden–mitderGefahreinerzusätzlichenpotenziellen Fehlerquelle.StattdessengibtesproAnschlussseitenur ein Modul, in dem robuste, kompakte und leichte Einsätze aus dem Han-Modular-Programm von Harting verbaut sind. Aus Sicht von Tobias Weber, Entwickler Steuerungstechnik bei Rocket Solution, bietet Module
Connect zwei Vorteile: „Wir bauen grundsätzlich das komplette Shuttlelager bei uns im Werk auf, testen es und nehmen es hier in Betrieb Dann bauen wir es ab und vor Ort wieder auf Das geht, was die Energiezuführung zu den Hebern betrifft, mit Module Connect sehr schnell, einfach und verpolungssicher“
WährenddieBelegungderEnergieketteimmergleich ist, variiert die Länge je nach Projekt. Weber sagt dazu: „Wir haben die Ketten und auch das Verfahren standardisiertundsendenfürdieBestellungeinfacheineExcel-
UndesgibteinedritteAnwendungfürModuleConnect imRSX1-Shuttlelager „Wenn der Durchsatz nicht sehr hoch ist, können die Lager mit Roaming-Shuttles ausgestattet werden, die auf mehreren Etagen einlagern und kommissionieren“, erklärt Weber Bei den Hebern für diese Shuttles nutzt Rocket Solution Module-ConnectEinheiten mit Snap-on-Carriern. Das sind Klipsverbindungen für die Befestigung von durchgehenden Kabeln. Daneben sind in den Hebern bzw Lastaufnahmemitteln (LAM) auch kleinere Energieketten von Igus für den Ausschub der Behälter verbaut. Für die Mechanik des ShuttleswurdenandenLagerstellenGleitlagerausdem Iglidur-Gleitlager-Baukasten verwendet.
Shuttlelagersystemsetztsichdurch
Auch wenn der Markt der Intralogistik dicht besetzt ist undesauchandereAnbietervonShuttlelagerngibt,hat RocketSolutionschoneinenfestenPlatzindiesemKompetenzbereichbesetzt.FüreinUnternehmenimBereich E-Commerce wurde beispielsweise ein zweigassiges Lagererrichtet,dasauf63Meter×9Meter×11Meterrund 34.000 Lagerplätze bietet. Pro Gasse sind 24 Shuttles undebensovieleModule-Connect-SystemevonIgusim Einsatz.DasLageristfürdenOnlineshopdesUnternehmens projektiert worden. Marius Benson von Rocket Solutionsagt:„DerE-Fullfilment-Marktwächstnachwie vorrasch,wirbieteneineLösungdafür Aberwirbauen zumBeispielauchgeradeeinultrakompaktesErsatzteillager in der Automotive-Branche.“ (mi, kun)
Die Abfüll- und Transporttechnik der Andechser Klosterbrauerei sollte modernisiert werden. Mit 70 dezentralen Antriebseinheiten von SEW-Eurodrive zog moderne, energieeffiziente Antriebstechnik in die Traditionsbrauerei ein. Dadurch erhöhte sich die Produktionskapazität, der Ressourcenaufwand wurde minimiert.
Die Flaschenfüllerei der Andechser Klosterbrauerei musste technisch auf den aktuellen Stand gebracht werden. Außerdem standen Umweltverträglichkeit und Energieeffizienz im Fokus.
Zum Einsatz kam SEW-Technik aus dem Movi-C-Baukasten. Man entschied sich für dezentrale Antriebseinheiten direkt an den Zuund Abführbändern.
Die Antriebseinheiten Movigear performance mit Energieeffizienzklasse IE5 kommen für waagerechte Förderstrecken zum Einsatz, Asynchronmotoren in schrägen Förderstrecken.
In der Gemeinde Andechs, oberhalb des Ammersees, befindet sich auf dem „Heiligen Berg Bayerns“ das Kloster Andechs. Es hat eine eigene Landwirtschaft –mitrund200haWaldund200haGrünland–undnatürlichdieberühmteBrauerei DanebengibtesdenKlostergasthof sowie das Bräustüberl, das seit Jahrhunderten als Pilgergaststätte bekannt ist. Die klösterlichen Wirtschaftsbetriebe haben heute zusammen etwa 200 Mitarbeiter Seit1850istdasKlosterAndechsWirtschaftsgut der Abtei Sankt Bonifaz in München.
InvestitioninaktuelleAbfüll-und Transporttechnik
Die Andechser Brautradition wird fortlaufend durch moderne Methoden und Verfahren weiterentwickelt.

Das mechatronische Antriebssystem Movigear performance vereinigt Synchronmotor, Getriebe und Frequenzumrichter als vollintegrierte Einheit in einem kompakten Gehäuse. Es wurde speziell für die horizontale Fördertechnik entwickelt und kommt in zahlreichen Brauereien zum Einsatz.
Ein Portalpacker
BMS Unipack 2.0, dessen Packköpfe einzeln ansteuerbar sind, hebt die Flaschen in die Kästen.
Die Packkurve ist frei programmierbar und wird von hochdynamischen, wartungsfreien Servoantrieben von SEW-Eurodrive ausgeführt.


Das Zuführband zur Flaschenreinigungsmaschine wird durch energieeffiziente Antriebseinheiten Movigear performance angetrieben.
VERFASST VON GunthartMau
Referent Fachpresse SEW-Eurodrive
VorwenigenJahrentrafdieKlosterbrauereidieEntscheidung,inneue,zeitgemäßeAbfüll-undTransporttechnik zu investieren. „Die Flaschenfüllerei musste erneuert werden, nachdem sie fast 30 Jahre in Betrieb war “ , erläutertStefanMüller,LeiterBetriebstechnikderKlosterbrauerei.DieseinerzeitverbautenKomponentenwaren nicht mehr auf dem Stand der Technik. Ein weiterer FokuslagaufderUmweltverträglichkeitderAnlage,vor allem in Hinblick auf den Energieeinsatz.
„Innerhalb kürzester Zeit sollte der Umbau erfolgen. Um einen längeren Stillstand zu vermeiden, wurde für die Füllerei ein neues Gebäude errichtet“, so Müller weiter DadurchwareinkurzerWechselderProduktion in nur wenigen Tagen möglich. Zugleich sollten auch neue Lagerkapazitäten geschaffen werden. So wird das bisherigeGebäudeheutealsLagerfürca.1.500Leergutpaletten genutzt.
TechnikfürdiedezentraleInstallation
Für den Neubau beauftragte die Klosterbrauerei Andechs die BMS Maschinenfabrik in Pfatter bei Regensburg mit der Entwicklung des Gesamtlayouts der Mehrweglinie. Parallel dazu erfolgte die Implementierung von Transportmodulen im Nass- und Trockenteil. „Bei den Antrieben haben wir uns aus mehreren Gründen für SEW-Eurodrive entschieden“, berichtet Müller „Die dezentralen Antriebe Movimot hatten wir schon im Einsatz und gute Erfahrungen mit dieser Technik gesammelt. Von SEW-Eurodrive bekamen wir die Zusage, dasswirbeiderInbetriebnahmederneuenSystemevoll unterstützt werden.“
Albert Schenker, Kundenbetreuer im Drive TechnologyCenterSüdvonSEW-EurodriveinKirchheim/Mün-
chen, bestätigt: „Natürlich war der Support aus Kirchheim jederzeit gewährleistet. Sowohl für die Klosterbrauerei Andechs als auch für SEW-Eurodrive war bei diesem Projekt vieles ganz neu Ich empfahl dem KundenMovi-C,unsereneuesteTechnik.Eswardierichtige Entscheidung für beide Seiten.“ Sicher spielte auch die regionale Nähe eine Rolle, z. B bei eventuellen Servicefällen, denn die Brauerei hat keine große Lagerhaltung MittlerweileistdieneueAbfüllanlageseitdreiJahrenin Betrieb – zur vollen Zufriedenheit des Kunden Mit ihr wurde die Abfüllleistung von 20.000 auf 24.000 Flaschen pro Stunde erhöht. Gleichzeitig konnte der dafür notwendige Energieeinsatz reduziert werden.
BetriebsabläufeinderFüllerei
DerMaterialflussinderneuenFüllereistelltsichfolgendermaßen dar: Bierkästen mit leeren, gebrauchten FlaschenwerdenaufPalettenindenLagerbereichgeliefert und dort entladen. BMS setzte zwei Palettierer Unipal 105zurBe-undEntpalettierungdieserKästenein Dann werden sie auf Rollenförderern in die benachbarte Füllerei transportiert. Dort werden die Kästen zunächst geprüft, ob sie in Ordnung sind und die Flaschen automatisch ausgeladen werden können. Falls nicht, wird der Kasten ausgeschleust und manuell ausgepackt. Das kann z. B erforderlich sein, falls etwas verklemmt ist oder eine Flasche quer im Kasten liegt.
Anschließend wird der Kasten zum Entkorker transportiert, danach zur Flaschenkontrolle. „Eine Leergut erkennung prüft in den Kisten, was standardisierte NRW-Flaschensind,diewirverarbeiten,undwasFremdflaschen sind“, erläutert Stefan Müller „Das ist notwendig, weil es im Handel viele unterschiedliche Flaschen-
formen gibt. Daher kann der Anteil der Fremdflaschen teilweisebiszu30Prozentbetragen.“DieseQuotenbeim Leergutkommenu.a.deshalbzustande,weilAndechser Biere bundesweit vertrieben werden.
Ein Sortierauspacker Unipack 103 von BMS, dessen Packköpfe einzeln ansteuerbar sind, sortiert die NRWFlaschenzuverlässigaus.Alleanderengelangenaufein
separates Band, werden dann manuell in Kisten eingepackt und in ein Tauschlager transportiert. Die Leerkästen fahren zum Kastenwascher, werden dort gereinigt, anschließendzumFlascheneinpackertransportiertund somit in den Kreislauf zurückgeführt.
Die NRW-Leerflaschen werden zur Flaschenreinigungsmaschine Lavatec E2 von Krones befördert. Neben einemhohenDurchsatzgehtsieressourcenschonendmit Gas und Frischwasser um Für mehr Energieeffizienz sorgen auch die Antriebseinheiten Movigear performance,diedieZu-undAbführbändermitdenFlaschen antreiben Anschließend werden die inspizierten Flaschen über Förderbänder zur Abfüllung transportiert. Ein Flaschenfüllerkarussell von Krones evakuiert die Flaschen und spült sie dann mit CO2
Die Bierflaschen werden befüllt und sofort verschlossen. Anschließend wird der Füllstand kontrolliert, die Flaschen werden abgespült und danach etikettiert. SchließlichpackteineBMS-PortalmaschineUnipack2 0 dieFlascheninKisten,dieanschließendzurPalettierung insLagertransportiertwerden.Hierkommendiebeiden BMS-PalettiererUnipal105erneutzumEinsatz,jetztzur Palettierung der Bierkästen. Somit schließt sich der Materialkreislauf
IE5-AntriebefürdieFörderstrecken
„An den zahlreichen Förderstrecken für Kästen und Flaschen wollte der Kunde energieeffiziente Antriebe in dezentraler Technik einsetzen“, erläutert Albert Schenker „Somit waren die Antriebseinheiten Movigear performanceausdemAutomatisierungsbaukastenMovi-C prädestiniert. Sie haben die Energieeffizienzklasse IE5 undlassensichüberProfinetansteuern,waseinweiterer Wunsch des Kunden war “
Die Antriebseinheiten Movigear performance kommen für waagerechte Förderstrecken zum Einsatz und benötigen daher keine Bremse. Für schräg verlaufende Förderstrecken, die eine Bremse erfordern, kommen Standard-Asynchronmotoren zum Einsatz Diese Motoren werden über die motornahen Umrichter Movimot flexible aus dem Automatisierungsbaukasten Movi-C gespeist. Dank seiner horizontalen Durchgängigkeit –durchalleElektronikprodukte–lassensichunterschiedlichsteMotortypenmitnureinemUmrichtertypansteuern und man benötigt nur eine Engineeringsoftware.
„Dieses Projekt war die erste Anlage mit Movigear performance und integrierter Antriebselektronik, die SEW-EurodrivefüreinenBrauereikundengeplanthatte, und die erste, die in Deutschland installiert wurde“, erinnert sich SEW-Eurodrive-Kundenbetreuer Albert Schenker StefanMüller,LeiterBetriebstechnikderKlosterbrauerei,ergänzt:„WirhabeneinengutenDrahtnach Kirchheim und immer Vertrauen zu SEW-Eurodrive gehabt. Zudem schätzen wir sehr die Offenheit, mit der SEW uns begegnet.“ (mi)













Einfach produktiver: Materialfluss optimieren mit MiniTec
Wenn es um Schnelligkeit in Produktion und Montage geht, nimmt Ihr innerbetriebliche Materialfluss eine zentrale Rolle ein MiniTec unterstützt Sie dabei, diesen entscheidend zu optimieren Das beginnt bei der ergonomischen Ausgestaltung der Arbeitsplätze und reicht über KanbanSysteme bis zu passenden Fördertechniken Ihre Vorteile: Kürzere Durchlaufzeiten, Senkung der Kosten, mehr Effizienz!
Wann entdecken Sie die Kunst der Einfachheit?
Mehr erfahren: minitec.de/materialfluss-optimieren





















VERFASST VON
ReinhardIrrgang
Freier Autor
„Etikette“ wird nicht nur vom Freiherrn von Knigge verlangt, sondern (leicht abgewandelt) von jedem Artikel, jeder Palette, Box und jedem Paket in Intralogistik- und Auslieferprozessen – sei es als Barcode, Datamatrix oder RFID-Label. Wie die Branche auf die Anforderungen an vielseitige Drucker und Etiketten reagiert, zeigt folgender Beitrag.
Versand- und Logistiketiketten ohne UnterlagenpapiersindausGründenderNachhaltigkeiteine preiswürdige Idee – dies findet auch die World PackagingOrganisation(WPO):Siehatdas„InNo-Liner“System von Herma jetzt mit dem renommierten Worldstar Award in der Kategorie „Verpackungsmaterialien und Komponenten“ ausgezeichnet Das System ermöglicht den Komplettverzicht auf Unterlagenmaterial für
Wer bei Versand- und Logistiketiketten vollständig auf silikonisiertes Trägermaterial als Unterlagenpapier verzichtet, kann tonnenweise Material einsparen; ein signifikanter Vorteil für die Umwelt.
Wenn Etiketten nach der Auslieferung von Produkten stören, bieten sich rückstandsfrei wieder ablösbare Etiketten an.
Spezielle, platzsparende Desktop-Drucker können auch Spezialmaterialien verarbeiten und verfügen zudem über Schneide- oder Abziehmodule.

Versand- und Logistiketiketten. Der Wegfall des silikonisierten Trägermaterials bedeutet einen enormen Umweltvorteil, denn so können Tausende von Tonnen Material eingespart werden, das nach der Applizierung nutzlos ist und derzeit noch aufwendig entsorgt oder recycelt werden muss Zudem reduzieren sich mit dem EntfallendesTrägerbandsauchdieFrachtkostenunddie benötigten Lagerflächen für das Etikettenmaterial erheblich.
In der Jury der WPO haben Verpackungsfachleute aus mehr als 40 Ländern insgesamt 435 Einreichungen begutachtet. Zu den maßgeblichen Bewertungskriterien für die Preisvergabe gehörten unter anderem Nachhaltigkeit, Kreativität und Innovation sowie KosteneinsparungundMaterialeffizienz.DiefeierlicheÜbergabedes AwardserfolgtimJuni2024inBangkokimRahmender MessePropakAsia.Bereits2023hattedas„InNo-Liner“System den Austrasian Packaging Innovation & Design Award (PIDA) in der Kategorie „Sustainable Packaging Design–Labelling“gewonnenundwarzuvorbereitsmit dem Deutschen Verpackungspreis in der Kategorie Nachhaltigkeit ausgezeichnet worden. „Wir freuen uns sehr über die weitere Auszeichnung“, betont Dr Guido Spachtholz, Geschäftsführer von Herma. „Sie zeigt, welche Aufmerksamkeit Lösungen inzwischen weltweit erzeugen können, die nachweislich zu einem nachhaltigen Fortschritt beitragen.“ Herma ist auf der Logimat 2024 präsent.
AutomatisierterEtikettendruck mit„TraceControlIntervall“
„Das Drucken von Produkt-, Versand-, Logistik- und AdressetikettenauseinemERP-System,wiebeispielsweise SAP oder MS-Dynamics NAV, wird bei unseren Kunden mit der Software ,TraceControl Intervall‘, die mit allen gängigen Druckern der bekannten Hersteller kommunizierenkann,optimiertundhochgradigautomatisiert“, so die Verantwortlichen von Etimark. Der Etikettendruck konnte bislang nicht direkt aus dem ERP-System herauserfolgen:Umihndurchführenzukönnen,mussten die Daten aus dem ERP in ein Textprogramm eingefügt werden, das eine Formatvorlage enthielt, in welche die jeweiligen Daten manuell eingefügt werden mussten, um anschließend den Druckauftrag mit der

Druckfunktion des Textprogramms durchführen zu können. Dieser Prozess war für die Mitarbeiter zeitaufwendig und fehlerträchtig Daher sollte eine Software eingeführt werden, die den Etikettendruck höher automatisiert, in das ERP integriert, den Druckauftrag möglichst einfach und intuitiv gestaltet und zudem Veränderungen am Etikettenlayout ohne zusätzlichen Programmieraufwand ermöglicht. Die Lösung: Vorausgesetzt wird ein ERP-System beispielsweise von SAP oder MS-Dynamics NAV Zur Umsetzung der Lösung werden nun die Software „TraceControl Intervall“ von Etimark, eine Etikettengestaltungs-Software von Nicelabel oder CodesoftsowieeinWindows-Servereingesetzt Nachder Konfigurationvon„TraceControlIntervall“aufdemWindows-ServerkanndasERP-SystemdiefürdenDruckauftrag vorgesehenen Datensätze, die in das TXT-, CSV-, XML-oderINI-Formatkonvertiertwerden,ineinemVerzeichnis ablegen. Dieses befindet sich im Windows-Server und wird gleichermaßen vom ERP-System und von „TraceControl Intervall“ benutzt. Legt das ERP einen DatensatzfüreinenEtikettendruckimVerzeichnisab,fügt „TraceControl“ihnindasEtikettenlayouteinundsendet den Datenauftrag an den Drucker
EinsatzvonwiederablösbarenEtiketten EinmittelständischesMaschinenbauunternehmen,das dieProduktionsabläufeeinesglobalagierendenHerstellers für Kunststoffprofile optimieren soll, setzt auf wieder ablösbare Etiketten. Täglich werden im 3-Schicht-

Mit Druck wie beispiels den Modellen und „Hermes sich mit A kombinier können die unterschiedlichsten Güter hochflexibel gekennzeichnet werden.


„RFID-DistaFerr SL“ bietet große Reichweite auf metallischen Untergründen









AUFARBEITUNG VON LÖSEMITTELN
VERTRIEB HOCHREINER DESTILLATE
SUPPORT UND ANWENDUNGSBERATUNG
SICHERHEITSSYSTEME FÜR LÖSEMITTEL
LÖSEMITTELPFLEGE
KORROSIONSSCHUTZ
LOHNENTFETTUNG

Das Etikettiersystem „LegiAir 4050“ ermöglicht präzise Labelling-Leistungen bei geringem Druckluftverbrauch.

BetriebproWerk80.000Etikettenauf400verschiedene Fensterprofiltypen von Hand auf der Stirnseite des Profils aufgebracht, wofür wegen der nur kleinen verfügbarenFlächehoheEtikettiergenauigkeitderMitarbeiter gefordertist.Dieaus„gutspendbarerPP-Foliemiteinem äußerst flexiblen Kunststoff gefertigten Etiketten“ müssen nach der Auslieferung der Profile an die Kunden rückstandsfrei abgelöst werden können. Etimark hat sich für dieses Anforderungsprofil für eine Lösung mit dem vollautomatischen Etikettiersystem „Hermes+“ inklusive Schwenkapplikator entschieden. Nach dem Druck mit einer Auflösung von 300 dpi werden die Etiketten auf die Vakuumplatte des Schwenkapplikators übertragen, der es dann an die Kante der Stirnseite des jeweiligen Profils drückt. Um die Überstände des „sehr schmalen Etiketts passgenau auf die rund 400 unterschiedlichen Fensterprofile aufbringen zu können“, hat Etimark einen Bürstmechanismus konstruiert, der das wieder ablösbare Etikett mit seinen Überständen nach derEtikettierungvollautomatischandasKunststoffprofil streicht.
VielseitigeinsetzbareEtikettendrucker







Vierkantschrauben
Flachkopfschrauben
Sonderanfertigungen

Passschrauben Verschlussschrauben chrauben mit Zapfen hrauben mit Spitze ndelschrauben

Auf der Logimat 2024 präsentiert Dynamic Systems Etikettenlösungen, wie beispielsweise Laufkarten, KLT-Behälterbeschriftung, VDA-Label und -Karten sowie Warenauszeichnung aus widerstandsfähigen Materialien und „innovative Features für eine optimale Handhabung“ ZudemfindenInteressentendaspassendeDrucksystem aus einer Vielzahl von verfügbaren Herstellern, wie beispielsweise Zebra, CAB, TSC oder Brady Die neuen Desktop-Drucker von TSC aus der TH-DH-Serie etwa sind durch ihre Vielseitigkeit auf nahezu allen Logistikgebieteneinsetzbar:NebeneinergroßenBandbreitean Etikettenformaten können diese platzsparenden Drucker auch Spezialmaterialien verarbeiten und bieten durch optionales Equipment weitere Verarbeitungsoptionen, wie etwa Schneide- und Abziehmodule.
„RobustRFID“–perfekterSchutz fürTopperformance
AufderdiesjährigenLogimatunterdemMotto„Shaping ChangeTogether“drehtsichallesumdenWandel,sodie Überzeugung der Verantwortlichen von Schreiner Protech. Das Unternehmen ist seit mehr als 20 Jahren im
BereichRFIDaktivundpräsentiertseinProduktportfolio in Stuttgart. Mit der Produktreihe „DistaFerr“ bietet Schreiner Protech „wegweisende Lösungen für das Behältermanagement“ DiesespezielleRFID-Label-Lösung berücksichtigt zum einen die physikalischen EigenschaftenvonMetall,ESD-Mehrweg-undESD-Transportbehältern (ESD ist das Kürzel des englischen Fachbegriffs „electrostatic discharge“, auf Deutsch „elektrostatischeEntladung“).Zudemermöglicht„DistaFerr“auch eine umfassende Pulkerfassung, eine lückenlose Chargenrückverfolgung und ein optimiertes Leergutmanagement in Echtzeit. Im Einsatz von Automated Mobile Robots (AMR) und der mobilen Robotik bilden die „DataFerr“-Label bereits einen bewährten und essenziellen Baustein im Rahmen funktionierender Track-and-traceSysteme. Im industriellen Umfeld herrschen oft raue Bedingungen und mechanische Belastungen durch Stöße beim Transport oder im Verarbeitungsprozess, die RFIDChips dauerhaft beschädigen können. Um die RFID-Funktionalität auch bei rauen Umgebungsbedingungen und hohen mechanischen Belastungen sicherzustellen, nutzt SchreinerProtechzumSchutz des Chips die „Robust-RFID“Technologie: Die integrierte Schutzstruktur federt dabei mechanische Belastungen gezielt ab
Kennzeichnungmit Etiketten,Tinteund
Laser
Auf der Logimat präsentiert Bluhm Systeme aktuelle Kennzeichnungssysteme mit Etiketten,TinteundLaserspeziell für die Intralogistik. „Die Basis für einen reibungslosen Ablauf bilden industrielle Kennzeichnungslösungen, die auch bei hohen Geschwindigkeiten gute Ergebnisse liefern und auch unter rauen, kaltenoderstaubigenProduktionsbedingungenzuverlässig arbeiten“, so das Unternehmen. Das direkte Aufbringen und die Lesbarkeit von QRCodes, Seriennummern oder Inhalten verschlanken eine Vielzahl intralogistischer Prozesse. Je nach Anforderung kann dies mit TintenstrahldruckinhoherAuflösung,mit Laser oder Etiketten geschehen. Die Drucker und Etikettierer von Bluhm Systeme sorgenunteranderemfürdas
automatische Auslesen von Inhalten, für die AutomatisierungvonLogistikprozessenunddielückenloseRückverfolgbarkeit entlang der Lieferketten. So setzen beispielsweisediemodularaufgebautenEtikettiersysteme individuelle Anforderungen im automatisierten Kennzeichnungsprozess um. Sie bedrucken und applizieren präzise und zuverlässig Etiketten unterschiedlichster Formate auf nahezu jede Oberfläche. So lassen sich beispielsweise mit dem Palettenetikettierer AP 182 RT Paletten flexibel hochkant, quer oder schräg mit entsprechenden Labels kennzeichnen. Und der „LegiAir 4050“ bietet hochpräzise Etikettierung bei geringem Druckluftverbrauch (bm)

Roboter intuitiv in Betrieb nehmen mit MOVIKIT® Robotics
Das standardisierte Softwaremodul MOVIKIT® Robotics von SEW-EURODRIVE ermöglicht die Ansteuerung universeller Roboterkinematiken auf einfache und zeitsparende Weise So können Werker Roboterprogramme schnell erstellen und editieren: Ohne komplexe Programmiersprache – direkt an der Maschine –absolut intuitiv
MOVIKIT® Robotics lässt sich durch die standardisierte Feldbusschnittstelle einfach in die Automatisierungsstrukturen integrieren und bietet Funktionen wie die TouchProbe-Messung und Restwegpositionierung sowie zeit- und wegbasierte Bahnereignisse.
LICHT UND SCHATTEN
Die Zahl der Mitarbeiter im deutschen Maschinenbau legte 2023 um rund 13.600(1,3Prozent)aufrund1,03Millionen zu, wie der Branchenverband VDMA mitteilt.DenAnstiegbeidemnacheigenen AngabengrößtenindustriellenArbeitgeber Deutschlandshattemansichjedochstärker vorgestellt, heißt es.
DennAnfang2023habedieMehrzahlder Unternehmennochgeplant,ihrStammpersonalbiszumEndedesJahresauszuweiten. ImLaufedesJahresspürtendieMaschinenbauer jedoch die Konjunkturflaute immer stärker, wie die Experten registriert haben Der Verband rechnet mit Blick auf die EntwicklungindenkommendenMonatendeshalbauchmiteinemAnstiegderKurzarbeit.
Und das Beschäftigtenbarometer des Münchner Ifo-Instituts zeigt parallel dazu, dass seit dem Spätsommer 2023 die UnternehmenausdemMaschinenbauihreBelegschafteherreduzierenalsaufbauenwollen, merkt der VDMA-Konjunkturexperte Olaf Wortmann an.
In den kommenden Monaten ist deshalb auchnachseinerMeinungmiteinerZunahme der Kurzarbeit zu rechnen. Die Unternehmen werden sich aber bemühen, ihre
Stammbelegschaft zu halten, was allein schonaufgrunddesakutenFachkräftemangels und der demografischen Situation besonders angeraten ist, so Wortmann.
Der deutsche Maschinenbau ist bekanntlich auch eine sehr exportorientierte Branche.Erbekommtdeshalbdieschwächelnde Weltkonjunkturstärkerzuspürenalsande-
re Industriesektoren in Deutschland. Und KäuferhaltensichlautVDMAmitAufträgen derzeitzurück EineTrendwendebeidenBestellungen sieht der Verband bisher noch nicht. Der VDMA hatte angesichts der Auftragsflaute seine Produktionsprognose für das laufende Jahr von bisher - 2 auf - 4 Prozent geändert. (pk)

Erfreulich ist die gestiegene Beschäftigtenzahl im deutschen Maschinenbau. Doch es läuft leider nicht so heiß, wie es laufen könnte.

Bild : A e Gr oup
Mit dem Verkauf der Ae Group an die AlutechHoldingisteinwesentlicher Meilenstein beim wirtschaftlichen Turnaround des Thüringer Aluminiumdruckguss-Herstellers erreicht. Die Holding plant auch mit der Weiterbeschäftigung der rund 1.300 Mitarbeiter, wie es erfreulicherweise heißt. Über den Kaufpreis wurde wie immer Stillschweigen vereinbart. Die Alutech Holding gilt als finanzstarker Partner für die weitere Entwicklung der Ae Group Nicht zuletzt ist die Alutech Holding auf den Kauf von mittelständischenUnternehmeninSondersituationenspezialisiert, wiemanweitererfährt.JetztsolldieGroupwiederprofitabelwerden DieAeGroupbeliefertweltweitnamhafteAutomobilherstellerund Tier 1 mit ihren Aluminiumprodukten Außer Komponenten für klassische Verbrenner wurden in den vergangenen Jahren bereits Neuaufträge für die E-Mobilität sowie antriebsunabhängige Komponenten gewonnen. Die Unternehmensberatung Falkensteg half unter anderem bei der Investorensuche und bei der Durchführung des M&A-Prozesses. (pk)
Rheinmetallbautneue MunitionsfabrikinNiedersachsen
DeutschlandundseineVerbündetenbenötigenmehrMunition für die eigenen Truppen und die Unterstützung der Ukraine –der Rüstungskonzern Rheinmetall will seine Produktion deshalb deutlich ausweiten. In der Lüneburger Heide soll am bestehenden Standort Unterlüß (Landkreis Celle) eine neue Fabrik für Artilleriemunitionentstehen.BereitsimkommendenJahrsolledie Produktion anlaufen, kündigte der Rüstungskonzern an.
2025 sollen zunächst 50.000 Artilleriegranaten das neue „Werk Niedersachsen“ verlassen, 2026 dann 100.000 und später 200.000 pro Jahr Produziert werden vor allem 155-Millimeter-Artilleriegeschosse,danebenauchSprengstoffundKomponentenfürRaketenartillerie. 300 Millionen Euro will der Konzern in das neue Werk investieren, 500 Arbeitsplätze sollen entstehen.
UnterlüßistbereitsdergrößteProduktionsstandortdesRüstungskonzerns, neben Munition werden hier auch Militärfahrzeuge wie der Schützenpanzer Puma hergestellt. Derzeit hat Rheinmetall an dem Standort 2.500 Mitarbeiter Auch Artilleriemunition wird hier bereits hergestellt,aberindeutlichkleinerem Umfang von 30.000 bis 40.000 Granaten pro Jahr und nur als Endmontage aus angelieferten Teilen. (mk)

Am Rheinmetall-Standort Unterlüß in Niedersachsen soll ein neues Werk entstehen.
Fast 10 Milliarden Euro betrug 2022 der weltweite Umsatz, der mithilfe der additiven Fertigung erzielt wurde, sagt das Fraunhofer-Institut für Mikrostruktur von WerkstoffenundSystemenIMWSausDresden – einer der Projektpartner Die jährlichen Wachstumsraten in Sachen 3D-Druck lägenbeirund20Prozent SchnelleHerstellung und große geometrische Gestaltungsfreiheiten prädestinierten den 3D-Druck unter anderem für kleine Stückzahlen. Die Prozesseermöglichtenesauch,schnellund flexibel auf geänderte Markt- und Kundenbedürfnisse zu reagieren. Als Ausgangsmaterial sollen thermoplastische Kunststoffe fungieren,denndamitsinddieInvestitionskosten für Drucker und die eingesetzten Materialien erheblich günstiger als bei der Verarbeitung von Metallpulver
Eine Herausforderung bei der additiven FertigungmitKunststoffenseiallerdingsdie Qualitätssicherung DasbetrifftdieHerstellungsverfahrenunddieBauteile.Daszuändern und einen Wettbewerbsvorteil für Un-
ternehmen in Mitteldeutschland zu schaffen, ist das Ziel des Vorhabens „Qualitätssicherung in der Additiven Fertigung (AddiQ)“, das im Rahmen des Förderprogramms „Rubin – Regionale unternehmerische Bündnisse für Innovation“ vom BundesministeriumfürBildungundForschung unterstützt wird.
Den Unternehmen vor Ort will man Software zur Verfügung stellen, die eine Dokumentation und die automatisierte Auswertung von Prozessdaten ebenso möglich macht, wie Vorhersagen zur Bauteilqualität nebst Integration diverser Systeme entlang derProzesskette.Wenndasgelinge,erleichtere man die Einführung additiver Fertigungsverfahren und verbessere deren Performance. So bekommen auch regional produzierende Unternehmen die Möglichkeit,durchqualitätsgesicherteadditiveVerfahren hochwertige und fortschrittliche Produkte wirtschaftlich und mit hohem Automatisierungsgrad herzustellen und in die Produktion zu überführen. (pk)


22.–26.APRIL2024



WieSieIhreProduktionmitIIoTeffektivsteuern,vernetzen undüberwachen?ErfahrenSieaufderHANNOVERMESSE! www.hannovermesse.de/maschinenbau

Neuer Vorstand bei ECTA

Der europäische Verband für Schneidewerkzeug (ECTA) hat seit November 2023 einen neuen Präsidenten. Federico Costa, Geschäftsführer von Febametal, löst damit den ehemaligen Vorsitzenden Marcus Horn von der deutschen Firma Paul Horn ab Als Präsident setzt sich Costa mehr für das Image der europäischen Industrie ein. www ecta-tools.org
Veränderung an der Spitze

Seit Januar 2024 ist Dr Wolfang Sammer der neue CEO von Klüber Lubrication. Damit übernimmt er die Aufgaben seines Vorgängers Claus Langgartner als Executive Vice President Sales und Marketing sowie Sprecher des Vorstands. Bis zuletzt war Sammer als Regional Manager Europe East und General Manager für Sales und Marketing bei Klüber Lubrication Austria tätig www.klueber.com
Präsidentswechsel

Michael Larsson hat zum 1. 1. 2024 die Position des Präsidenten bei Dematic übernommen. Außerdem ist er neues Vorstandsmitglied bei Kion und übernimmt dort die Leitung des Segments Industrial Truck für Nord- und Südamerika. Somit tritt er die Nachfolge von Hasan Dandashly an, der in den Ruhestand gegangen ist. www dematic.com
Neuer CFO bei Mikron

Philippe Wirth wurde zum neuen Chief Financial Officer der Mikron-Gruppe ernannt. Zum 1. 4. 2024 übernimmt er die Funktion des CFO von Javier Perez Freije, der Mikron verlassen wird. Da Wirth zuletzt als CFO bei Gurit tätig war, verfügt er über langjährige Erfahrung im Finanzbereich und in Business-Prozessen. www.mikron.com Bild: UCIMU

Der Genthiner Maschinen- und Vorrichtungsbau hat das Insolvenzverfahren eröffnet. Bild: GMV
Die Genthiner Maschinenund Vorrichtungsbau GmbH (GMV) hat Antrag auf Eröffnung eines Insolvenzverfahrens gestellt, berichtet der vorläufige Insolvenzverwalter Der Geschäftsbetrieb bei der GenthinerMaschinen-undVorrichtungsbaugehttrotzAntragsauf Eröffnung des Insolvenzverfahrensabervollumfänglichweiter AlleAufträgewürdenpünktlich bearbeitet. Auch sei die Lage alles andere als aussichtslos. Der Insolvenzverwalter hat die rund 55 Mitarbeiter zusammen mit dem Geschäftsführer informiert. Die Löhne und Gehälter sind zumindest bis Ende März über das Insolvenzgeld der Bundesagentur für Arbeit gesichert. (pk)
WIEDER ENTLASSUNGEN
Mielewillweltweit2.000Stellenabbauen

Bild: Miele
LautaktuellenInformationen will das Familienunternehmen Miele aus Gütersloh weltweit rund 2.000 Arbeitsplätze streichen. Bevor das Ganze offiziell gemacht wurde, habe das Miele-Management die Belegschaft persönlich informiert, heißt es weiter Miele wirdvonzweiInhaberstämmen geführt. An der Spitze stehen MarkusMieleundReinhardZinkann. Bereits Ende des Jahres 2023 hatte Miele wegen eines Nachfragerückgangs einen Personalabbau für sein Waschmaschinenwerk in Gütersloh angekündigt. An diesem Miele-Standort waren zuletzt rund 1.300 Mitarbeiter beschäftigt. (pk) Miele will weltweit rund 2.000 Stellen streichen – knapp ein Zehntel der Belegschaft.
SCHALTZENTRUM
MünchenwirdDMG-Mori-Europazentrale

Ab2026mietetDMGMoriein innovatives Gebäude in der Nähe des Olympiaparks mit einerFlächevonrund10.000 Quadratmetern an. In einem 1.500 Quadratmeter großen Showroom können Kunden, Partner und Nachwuchstalente danndieHightechmaschinenin Münchenerleben.Darüberhinaus entstehen Büros mit bis zu 300Arbeitsplätzenfüradministrative Funktionen sowie für Vertrieb, Service und Engineering der Unternehmensgruppe mit ihren japanisch-deutschen Wurzeln. Damit bekräftige,soheißtes,DMGMoriseinBekenntniszumeuropäischenMarktund vor allem zu Deutschland. (pk) So soll die Europazentrale von DMG Mori nahe dem Olympiapark in München aussehen Bild
Thyssenkrupp Electrical Steel hat von Siemens Energy den bisher größten Lieferauftragerhalten.Undzwar für den Stahl Bluemint Powercore für rund 700 Transformatoren in Offshore-Windkraftanlagen. Die Stahlsorte spart lautHerstellerdurchden Einsatz eines speziell aufbereiteten Schrottrecyclingproduktes viel CO2 ein. Dieser Prozesswechsel führe zu einer realenReduzierungderEmissionen,weilwenigerKohle fürdenReduktionsprozessimHochofenbenötigtwerde Das Projekt sei für den Klimaschutz in Europa ein doppelter Gewinn. Denn in Zukunft wird noch mehr ÖkostrominWindkraftanlagenerzeugtundgleichzeitigder CO2-FußabdruckdurchdenEinsatzdeskornorientierten ElektrobandesBluemintPowercorereduziert.DieKerne von Transformatoren in Offshore-Windturbinen bestehen dann aus diesem Elektroband. Das ermöglicht es, dassTransformatorenmiteinemhöherenWirkungsgrad arbeitenundelektrischeEnergiemitmöglichstgeringen Verlusten umwandeln können. (pk)

Wer entscheidet, ist auf der wire und Tube 2024. Treffen Sie Weltmarktführer und Pioniere aus der Draht- und Kabelindustrie sowie rund um Rohre und Rohrverarbeitung Erleben Sie Innovationen, zukunftsweisende Trends sowie neue Wege der Nachhaltigkeit: wire.de/ecometals und tube.de/ecometals
So sieht ein sogenannter Nullenergiesensor aus, der auf Schall reagiert.
Schweizer Forscher entwickeln einen neuartigenSensorausMetamaterial, der auf bestimmte Schallwellen reagiert und dadurch in Schwingung versetzt wird. Solche passive, schallempfindliche Sensoren (Nullenergiesensoren) können nach Ansicht der Experten zur Überwachung von Bauten,Erdbebenvorhersage oderingewissenmedizinischen Geräten eingesetzt werden, was einen nicht zu übersehenden Vorteil hätte. Denn übliche Sensoren, die für die oben genanntenAnwendungengenutztwerden,braucheneigentlich permanent Strom per Batterie, die aber ausgetauscht werden müssen, sobald sie zu wenig Spannung haben. Das schafft gleichzeitig ein gewaltiges Abfallproblem. EineEU-Studiegehtdavonaus,dassbereitsimJahr2025 täglich 78 Millionen Batterien im Müll landen werden. Abhilfeschaffenkönntenunderneuartige,reinmechanisch funktionierende Sensor, der bereits zum Patent angemeldetist.DasPrinzipwurdeinderFachzeitschrift Advanced Functional Materials vorgestellt. (pk)







VERFASST VON Benedikt
Hofmann
Chefredakteur
MM Maschinenmarkt
Unsere Nutzer haben ihre Wahl getroffen und die größten
Innovationen der Industrie ausgewählt. Entdecken Sie hier die Gewinner des Best of Industry Award 2023.
NacheinerviermonatigenAbstimmungsphasemit rund 20.000 abgegebenen Stimmen stehen die Gewinnerinden24KategoriendesBestofIndustry Award fest. Bei einer großen Preisverleihung in Würzburg wurden den Siegern feierlich ihre Auszeichnungen überreicht. 15 Mal durften dabei Unternehmen ausdemUmfeldderFertigungPreisefürihreInnovationen entgegennehmen.
In der Kategorie additive Fertigung ging der Award anBigrepunddieInnovationBigrepFlow Dabeihandelt essichumeinneuartigesSoftware-as-a-Service-Produkt (SaaS),dasesjedemNutzerermöglicht,mitnurwenigen Klicks individuell angepasste und 3D-druckbare Werkzeuge im industriellen Umfeld herzustellen
InderKategorieAntriebskomponentenkonnteLinde Material Handling die Leser von MM Maschinen-
marktmitderLindeHypower24VFuelCellüberzeugen
Das Brennstoffzellen-System wurde für den Einsatz im innerbetrieblichen Materialfluss entwickelt Durch die genaue Abstimmung mit der Lithium-Ionen-Batterie des Hybridsystems werden die Brennstoffzellen-Stacks geschont, das sorgt für eine lange Lebensdauer Die Betankungszeiten liegen bei zwei bis drei Minuten
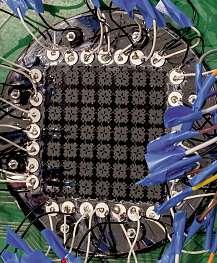
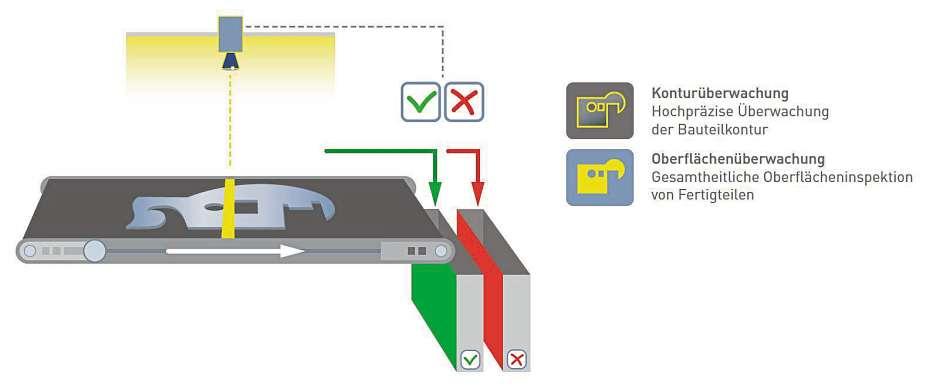
DieSchulerGroupkonntedenBestofIndustryAward in der Kategorie Blechbearbeitung mit nach Hause nehmen Visual Quality Inspection konnte in der Abstimmung nicht nur dank seiner genauen Erkennung sondern auch durch seine leichte Bedienbarkeit viele User überzeugen Im Gegensatz zu anderen Lösungen auf dem Markt ist für VQI lediglich eine einstündige Schulungerforderlich,umessicherzubeherrschen Die Einrichtung selbst ist mithilfe weniger Beispielteile so-
Am Abend des 7.12. wurden in Würzburg die Gewinner des Best of Industry Award ausgezeichnet.

gar innerhalb von nur zwei Minuten möglich, um Schlechtteile zielgenau zu identifizieren
In der Kategorie digitale Infrastruktur ging der Award an Trumpf Werkzeugmaschinen und die Fertigungssteuerung Oseon Dabei handelt es sich um eine übergreifendeLösungzurFertigungs-undMaterialflusssteuerung, die Anwender rollenspezifisch unterstützt unddieProzessedurchgängigundtransparentabbildet Oseon vereint erstmalig Fertigungsteuerung mit Lagerund Transportmanagement in einem rollenbasierten Konzept AnhandwebbasierterLösungenwerdenLogistiker und Fertigungsmitarbeiter entlang der gesamten Fertigungskette in ihrem Arbeitsalltag unterstützt
Beckhoff Automation erhielt den Best of Industry AwardinderKategorieelektrischeAusrüstungfürdas MX-System Der Name bezeichnet eine steckbare Lösung für die schaltschranklose Automatisierung, die alle Schaltschrank-Funktionen abdeckt, und zwar mit mechanischundelektrischstandardisiertenSchnittstellen Dies reduziert deutlich den Aufwand und die KomplexitätvonderProjektierungbishinzurWartung–mit einervollständigdigitalisiertenundkompaktenLösung als Schaltschrankersatz
InderKategorieFabrikautomatisierungüberzeugte Schaeffler Sondermaschinenbau mit dem Schaeffler SpecialMachineryCockpit DiesesunterstütztMitarbeitende in der Produktion bei der Bedienung und Überwachung von Anlagen Die Fülle an Informationen aus unterschiedlichenQuellenwirdaufRelevantesreduziert, um bei der jeweiligen Aufgabe eine optimale Usability zuerreichen DurchdieIntegrationvonKIwerdensmartePrognosen,WarnungenundHilfendirektamHMI-Panelangezeigt,wodurchenormeEinsparungenundeine deutlich nachhaltigere Produktion ermöglicht werden
Der Best of Industry Award in der Kategorie Fördertechnik ging an die Knapp Industry Solutions und den OpenShuttleFork Dabeihandeltessichumeinenautonomen mobilen Roboter, der Paletten flexibel und effizient transportiert Geringer Platzbedarf, zahlreiche Funktionalitäten und eine Vielzahl an EinsatzmöglichkeitenzeichnendieNeuheitaus Dazugehörtaucheine 3D-Hinderniserkennung für einen sicheren Einsatz im Lager DasindustrietauglicheFahrzeugkannsichumdie eigeneAchsedrehen,seitwärtsfahrenundbesitzteinen elektrisch ausgeführten Hub
In der Kategorie IoT-Plattformen konnte sich Schaeffler Technologies mit dem Optime Ecosystem durchsetzen Dieses vereint eine intelligente Zustandsüberwachung und Schmierungsversorgung in einer Plattform und minimiert so Stillstände Kabellose SchwingungssensorenundSchmierstoffgebersindüber ein selbstorganisierendes Mesh Network vernetzt Riesige Datenmengen werden in der Cloud zu leicht zu verstehender Information verarbeitet In der intuitiven UI können so User unabhängig von ihrem Aufenthaltsort oder ihrer Funktion die richtige Entscheidung treffen Joseph Dresselhaus konnte sich in der Kategorie Lagertechnik mit dem Projekt „Dresselhaus 2 0 – Umbau der Lagerlogistik“ durchsetzen Ziel des Projekts war es, hoheLeistungaufkleinstemRaumdankautomatisierter, platzsparender Materialflusstechnologien zu ermöglichen DerWegzumZielwardabeiderAufbaueinesneuen Lagerlogistiksystems gemeinsam mit den Partnern Safelog, Rocketsolution, Belu und Westfalia
In der Kategorie Mess- und Prüftechnik wurde NetzschProcessIntelligencefürSensxpertDigitalMold
ausgezeichnet Die datengetriebene Lösung für die KunststoffindustriehilftAnwenderndabei,ihreProduktivität in Echtzeit zu steigern Die intelligente Technologie unterstützt Produktionsprozesse wie Reactive InjectionMoldingundResinTransferMoldingmitSchwerpunktaufduroplastischeundfaserverstärkteKunststoffe Die Kombination von Sensoren und maschinellem Lernen zur maschinen- und kavitätssynchronen Materialcharakterisierung erkennt und steuert alle notwendigen Einflussfaktoren in Echtzeit
ModulareMaschinenkonzeptewerdeninderIndustrieimmerwichtigerundwurdenbeimBestofIndustry Award 2023 daher mit einer eigenen Kategorie bedacht Überzeugen konnte die Leser dabei WFL Millturn Technologies mit M20 Millturn Die M20 ist ein leistungsstarkesDreh-Bohr-Fräszentrumundzeichnetsicheben genau durch ihren modularen Aufbau sowie ihr MotorSpindelkonzept für anspruchsvolle Bearbeitungen aus Die Maschine lässt sich als Dreh-Bohr-Fräszentrum mit Lünette und Reitstock, als Gegenspindelmaschine mit Revolver oder Einzelwerkzeugträger unten sowie Automatisierung mit integriertem Werkstückhandling-System konfigurieren
In der Kategorie Robotik wurde Liebherr-VerzahntechnikfürseineautomatisierteDemontagevonEV-Batterie-Packsausgezeichnet AufgrundgeringerStückzahlenundgroßerVariantenvielfaltdiverserHerstellerund Produktgenerationen finden viele Demontageprozesse von Traktionsbatterien noch manuell statt Die automatisierte Demontage gewährleistet die Arbeitssicherheit der Mitarbeiter und schließt ihre Gefährdung durch Hochspannung, Gefahrstoffe oder Brandrisiken aus
DerBestofIndustryAward2023inderKategorieVerbindungstechnik ging an Heico Befestigungstechnik und die Heico-Lock Kombi-Scheiben Die Kombi-Scheiben sichern Schraubenverbindungen nachhaltig gegen selbsttätiges Losdrehen Basierend auf dem Keilsicherungsprinzip verhindert das 2-Scheiben-Sicherungssystem, dass sich Schrauben durch Vibrationen und dynamische Belastungen lösen Kleine Lamellen am KunststoffinnenringderScheibenermöglicheneineinfaches Aufstecken auf die Schraube und verhindern ein Abrutschen der Schraubensicherung
In der Kategorie Sensorik überzeugte Hellma mit demsmartenSensorfürdieoptischeSpektroskopie Der Sensor wird direkt am gewünschten Messpunkt im Prozess eingesetzt Er vereint eine optische Prozesssonde, einSpektrometerunddieAuswerteinheitineinemkompakten Gehäuse Aufwendiges und fehleranfälliges VerlegenvonLichtleiternzumSpektrometerentfällt Durch sein Embedded System erfolgt eine vollständige Datenverarbeitung inklusive chemometrischer Analyse, sodass ein echtes Spektrum ausgegeben werden kann
Der Award in der Kategorie Zerspanung ging an Xebec Technology und den Burrless Chamfering Cutter Dieser verfügt über eine patentierte V-förmige Klinge, die das Anfasen ohne die Bildung von Sekundärgraten ermöglicht,sodasseinzusätzlichesEntgratennachdem Anfasen nicht mehr erforderlich ist Die Späne werden zur Mitte der V-förmigen Klinge hin abgeleitet, was die BildungvonGratenanderangefastenKonturverhindert
In der Sonderkategorie bestes Nachhaltigkeitsprojekt konnte sich Forbo Movement Systems mit Amp Miser2 0durchsetzen UndinderKategoriekünstliche IntelligenzgingderAwardanEschbachunddieLösung Smart Search (bh)
MM-TIPP
Ab sofort können Sie neue Innovationen und Lösungen für den Best of Industry Award 2024 einreichen. Alle Informationen zu den Kategorien und die Möglichkeit zur Einreichung finden Sie unter www.bestofindustryde


DBestofIndustryAward
Gewinner: Kategorie
Blechbearbeitung
Schuler Group Visual Quality Inspection
ieFreudewargroß,alsSchulerEndevergangenen JahresvonMM-ChefredakteurBenediktHofmann den „Best of Industry Award“ überreicht bekam. Die leicht bedienbare digitale Lösung „Visual Quality Inspection“ (VQI) zur Kontrolle von Stanzteilen hatte sich in der viermonatigen, öffentlichen Online-Abstimmung in der Kategorie Blechbearbeitung durchgesetzt.
DabeihandeltessichumeinkamerabasiertesSystem ausder„DigitalSuite“,indemSchulerallseinedigitalen Lösungen versammelt hat. „VQI erkennt Schlechtteile noch auf dem Auslaufband und ist mit nur wenigen Mausklickskonfigurierbar“,sagtDanielRaquet,derdas SoftwareEngineeringbeiSchuleramStandortGemmingen leitet. „Selbst geringste Abweichungen lassen sich damit sofort erkennen.“
Fällt zum Beispiel ein Kratzer auf einem Teil erst auf, wennderAuftragabgearbeitetunddieletzteBoxgefüllt ist, muss die Produktion unter Umständen von vorne beginnen–undderAusschussentsorgtwerden,vonder verlorenen Zeit gar nicht zu sprechen. Sollte der Defekt erstbeimKundenauffallen,kommendieKostenfürdie Reklamation sogar noch hinzu Viele Pressenbetreiber kennen und fürchten Situationen wie diese; doch jedes
TeilaufdemAuslaufbandvonHandzukontrollieren,ist oft schlichtweg unrealistisch.
ImGegensatzzuanderenLösungenaufdemMarktist fürVQIlediglicheineeinstündigeSchulungerforderlich, um es sicher zu beherrschen. Die Einrichtung selbst ist mit Hilfe weniger Beispielteile sogar innerhalb von Minuten möglich, um Schlechtteile treffgenau zu identifizieren. Spezielle Vorkenntnisse sind keine nötig
ErfolgreichinderIndustrieimEinsatz
„Visual Quality Inspection“ ist bei zwei namhaften Automobil-Zulieferern bereits erfolgreich im Einsatz. Dabei kontrolliertdasSystemunteranderemdenRanddergestanzten Teile. „Für beide Kunden war es wichtig, mit VQIeineLösungzuerhalten,dienahtlosindiebestehende Anlage integriert ist“, erklärt Software-Ingenieur Sascha Seeberg „Die Bedienung entspricht der für die gesamte Linie.“
Daniel Raquet kann sich vorstellen, die EinrichtungsdauerdurchdenEinsatzkünstlicherIntelligenznochzu verkürzen.Denkbarseiauch,dasSystemauftiefgezogeneTeileauszuweiten.InnichtallzufernerZukunftkönnteesauchineinerselbstregulierendenAnlagezumEinsatz kommen, die den Fehler selbst korrigiert.
KONTAKT
SchulerGroupGmbH
Schuler-Platz 1
73033 Göppingen
daniel.raquet@schulergroup com
wwwdigitalsuite.schulergroup com

Die aktuelle Technologie basiert auf der Werkzeugüberwachung„VisualDieProtection“(VDP)vonSchuler, die Fremdkörper innerhalb von Sekundenbruchteilen identifiziert und den Umformprozess stoppt, bevor Schäden entstehen. Genauso wie für VDP ist für die jüngstprämierteWeiterentwicklungVQIzusätzlichein sogenannter Analyzer erhältlich, der die Bilder und zugehörigen Daten dokumentiert. Damit ist der Produktionsprozess lückenlos rückverfolgbar – selbst vom Büro-Arbeitsplatz aus oder auch von unterwegs.
Trumpf bietet mit der Software Oseon eine Fertigungs- und Materialflusssteuerung Was das bedeutet? Erfahren Sie im folgenden FAQ!
1.WarumbraucheichalsMittelständlerüberhaupt
Digitalisierung?
Die Digitalisierung sichert die Zukunftsfähigkeit im Mittelstand. Denn gerade hier sorgen digitalisierte Prozesse für Wettbewerbsvorteile gegenüber Firmen, die nicht auf digitalisierte Lösungen zurückgreifen. DigitalisierungermöglichteinehöhereProzesseffizienz,niedrigereProduktionskosten,gesteigerteQualitätundeine bessere Kontrolle aller Abläufe.
2.UndwelcheRollespieltOseondabei?
OseonspieltdabeieinezentraleRolle!Digitalisierung heißt, Daten und Informationen zum richtigen Zeitpunkt an den Ort zu bringen, wo sie gebraucht werden – das macht Oseon. Dafür kombiniert Oseon die Fertigungssteuerung der Prozesskette Blech mit den VorteileneinesLogistiksystems.DasErgebnisisteinnahtloser Informationsfluss entlang der gesamten Produktionskette.
3.Beimirläuftesallesgut–warumsollichwas ändern?Esheißtdoch„neverchangearunning system“?
Stillstand kann in der heutigen Zeit das Ende selbst erfolgreicherTraditionsunternehmenbedeuten Niewar dieschnelleAnpassungsfähigkeitanneueBedingungen wichtiger Optimierungen gehen immer, nicht nur bei derMaschinentechnologie.Siesindauchaußerhalbder Maschinenotwendig,damitderGesamtprozesseffizienter wird. Anwender müssen rein in den Materialfluss und rein in den Datenfluss. Denn hier sind die StellschraubenfüreinezukunftsfähigeFertigung Sokönnen SieProzessedurchgängigundtransparentabbildenund Potenziale heben.
4.Wirsindnur10LeutebeiunsinderProduktion. Oseonistdochnichtsfürmich!Dasistdochnur wasfürgroßeUnternehmen,oder?
Oseon ist modular aufgebaut und bietet gerade auch kleinen Unternehmen die Möglichkeit, in die Digitalisierung einzusteigen Anwender können einfach und klein anfangen: Oseon digitalisiert zunächst KernprozesseinderFertigung DieBereicheLager,Logistikund auchSchnittstellenkönnenbeiBedarfintegriertwerden bis hin zur kompletten Vernetzung
5.KannichOseoninmeinenbestehendenMaschinenparkeinbinden?
Ja! Für eine einfache Integration Ihrer vorhandenen Anlagen (auch anderer Hersteller!), Ihrer AutomationslösungenundIhrersonstigenSystemesorgenStandardschnittstellen.
6.BraucheichOseonwirklich?Ichhabdochschon einERP-System.
Oseon ersetzt Ihr ERP-System nicht, es ergänzt es! Oseon ist das Bindeglied zwischen Ihrem ERP-System und Ihrer Fabrikhalle. Oseon bringt die Aufträge vom ERPindieFertigungundsteuertdieProduktion.Oseon
digitalisiert und verbindet den Auftrags- und Materialfluss.AußerdemführtesNutzerrollenbasiertdurchden Arbeitsalltag AlleMitarbeiterinFertigungs-oderLagerbereichen sehen auf mobilen Geräten, was für ihre Aufgabe gerade wichtig ist.
7.IchhabedochschonTruTopsFab–braucheich jetztauchnochOseon?
Oseon ist die Weiterentwicklung von TruTops Fab OseonistdabeimitentscheidendenVerbesserungenfür den Gesamtfluss in der Produktion ausgestattet. Als Nutzer von TruTops Fab wachsen Sie schrittweise in die neue Oseon-Welt hinein – und profitieren von den neuen und verbesserten Funktionen. Ob Zustandsüberwachung, Produktionssteuerung oder Lagerverwaltung: Die über Jahre in der Praxis bewährten Funktionen aus TruTopsFabstehenIhnenweiterzurVerfügung Flexibel können Sie Ihre Benutzeroberfläche auf das rollenbasierteKonzeptvonOseonumstellen,umdieVorteileder neuen und der bestehenden Software zu kombinieren.
8.Ichhabegehört,OseonsollmirgegendenFachkräftemangelhelfen.Wiedasdenn?
Ja,dennnichtnursetzenSieIhreFachkräftemitOseon gezielterfürdierichtigenundwichtigenTätigkeitenein, die Arbeit wird attraktiver und damit werden Sie als Arbeitgeber attraktiver Oseon sorgt für eine moderne Arbeitsumgebung, für eine Entlastung bei NebentätigkeitenundfüreinedigitaleTeilhabeallerMitarbeiter So entstehtdankOseoneinebessereZusammenarbeit,bei der alle eine unternehmerische Mitverantwortung mit gemeinsamen Zielen erleben können.
9.AlleredenvonTransparenz–aberwiehilftmir dasdabei,Teilezuproduzieren?
Transparenz bedeutet auch Transparenz über Zeiten der Nichtproduktivität! Oseon liefert automatische Kennzahlen zu Arbeits- und Stillstandszeiten der Maschinen. Das Gespräch mit Ihren Mitarbeitern über die Zeiten der Nichtproduktivität deckt auch Potentiale außerhalb der Maschine auf Maßnahmen im Umfeld der Maschine führen dann zur Verbesserung des Gesamtprozesses.
10.Okay,ichwillesjetztdochgenauerwissen–waskannichtun?
Unsere Experten zum Thema Digitalisierung der Fertigung stehen Ihnen Rede und Antwort. Kontaktieren Sie uns gerne direkt unter software@trumpf.com
BestofIndustryAward
Gewinner:
Kategorie
Digitale
Infrastruktur
Trumpf
Werkzeugmaschinen
Oseon
Fertigungssteuerung



DieverschiedenenTechnologien
Private(verschlüsselte) 5G-Campus-Netze
Optimierte und sichere Kommunikation innerhalb eines Bereichs
Leistung von 5G,Flexibilität und Sicherheit privater Netzwerke
Hochfrequenz-und
Öffentliche5G-Netze (fürVor-Ort-Einsätze)
Höhere Datengeschwindigkeiten und geringere Latenzzeiten
Ideal für Augmented- und VirtualReality-Anwendungen
Niederfrequenz-BluetoothTechnologien
Ideal für gelegentliche Datenübertragung über kurze Entfernung
Kompatibel mit mobilen Geräten auch in schwierigen Umgebungen
WasbringtdieWireless-Technologie?
Für 36% der Befragten ist 5G das wichtigste Investment
Jeweils 21%der Befragten haben Interesse an Bluetooth und an Long-Range Wide Area Networks (LoRaWAN)
Hürden,dieeszuüberwindengilt
24%
der Befragten haben Bedenken hinsichtlich der IT-Sicherheit
LoRaWAN (Long-RangeWide AreaNetwork)
End-to-End-Sicherheit und bidirektionale Kommunikation
Große Reichweite mit niedrigem Stromverbrauch
WiFi6 (Wireless-LANder nächstenGeneration)
Erhöhter Durchsatz bei hoher Datendichte, wie in Büros oder Wohngebäuden
Verbesserte Ausfallsicherheit bei mehreren Geräten und hohem Datenaufkommen
Für 22%der Befragten ist WiFi6 die wichtigste drahtlose Technologie
41%der Befragten haben beschlossen, in WirelessProjektezu investieren
22%
haben Probleme mit der Interoperabilität und Konnektivität in ihrer bestehenden IT-Infrastruktur
20%
sind besorgt über das Management der drahtlosen Netzwerktechnologie
DieregionaleFachmesseist IhrschnellsterWegzusicheren Schraubverbindungen.

DieSchraubTeckommtauch2024inIhreRegion TreffenSieExpertenfürSchraubverbindungen,Schraubtechnik,Schraubwerkzeuge sowieBeschaffung,EinkaufundManagementvonC-Teilen InpraxisnahenVorträgenundderAusstellungstärkenSieIhrFachwissen undIhreFertigkeitenfürsichereSchraubverbindungeninderIndustrie www.schraubtec.com
Auf der neuen HBZ Aero Cell 160 erreicht Bavius bei der Aluminiumzerspanung ein Zeitspanvolumen von über 20 Litern pro Minute. Möglich machen das Aluminium-Hochvolumenfräser von Mapal.
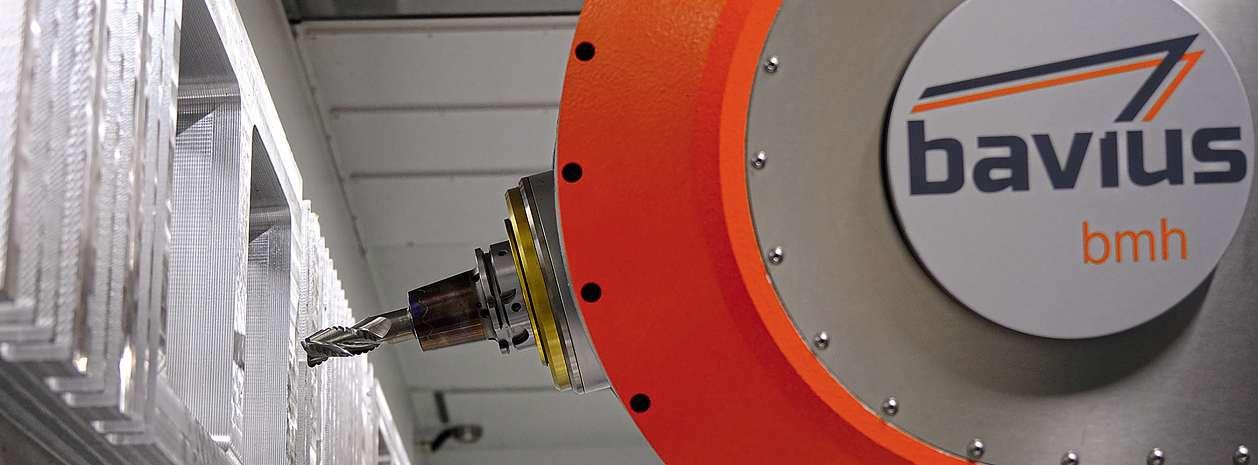
Der Optimill-Alu-Wave ist eine Weiterentwicklung des VHM-Schruppfräsers von Mapal. Für die Versuche wurde der Fräser mit dem größten verfügbaren Durchmesser von 25 Millimetern eingesetzt und mit einer Spindelleistung von bis zu 175 Kilowatt gefahren. Dabei schaffte er ein Zeitspanvolumen von 20 Kubikdezimetern pro Minute.
DerausderHandtmann-Gruppehervorgegangene MaschinenherstellerfirmiertseiteinemManagement-Buy-out 2017 als selbständiges UnternehmenunterdemNamen„baviustechnologieGmbH“und hat seinen Firmensitz im oberschwäbischen Baienfurt Bei allen Neuerungen ist das Geschäftsfeld seit fast vier Jahrzehnten das gleiche geblieben. Konstruiert und gebaut werden CNC-Bearbeitungszentren für die präzise
Das HBZ Aero Cell 160 von Bavius bot die idealen Rahmenbedingungen, um die Aluminium-Hochleistungsfräser von Mapal bis ans Limit zu testen
Dabei erreichte der Vollhartmetall-Fräser Optimill-Alu-Wave ein Zeitspanvolumen von über 20 Litern pro Minute, der Wendeschneidplatten-Fräser Neomill-Alu-QBig mehr als 18 Liter pro Minute
Hochgeschwindigkeitszerspanungvongroßformatigen WerkstückenausAluminium.„Zuüber80Prozentsind wir für die Aerospace-Industrie tätig, wo auf unseren Aero-Cell-Maschinen vorwiegend große Strukturbauteilehergestelltwerden“,sagtAmitParanjape,SalesManager bei Bavius.
KundensindFlugzeugherstellersowiederenersteund zweite Zulieferkette. Um die Anlagen von Bavius voll auszunutzen, sind große Volumina erforderlich Aus Baienfurt kommen aktuell zwei verschiedene Maschinenlinien. Auf den Profilbearbeitungszentren PBZ werden unter anderem Sitzschienen für Flugzeuge bearbeitet.DieHorizontalbearbeitungszentrenHBZdienenzur FertigunggroßerStrukturbauteileausdemVollen.„Hier wird zerspant, was lang und breit ist. Auf unseren Maschinen können Anwender alle erforderlichen Teile für das Gerippe eines Flugzeugs bearbeiten“, so Paranjape weiter
Die Zeitspanvolumina sind dabei extrem, wie das Beispiel eines Kunden von Bavius zeigt, der aus Rohlingen mit einem Gewicht von 1,3 Tonnen Fertigteile herausfräst, die nur noch 35 Kilogramm wiegen.
Bei den Maschinenkonzepten vollzieht die FlugzeugindustriegeradeeinenWandel.Nachdemjahrzehntelang vorzugsweiseaufGantry-MaschinenodervertikalenBearbeitungszentren gearbeitet wurde, werden jetzt bei NeuinvestitionenhorizontaleMaschinenbevorzugt,bei denen die Bauteile hochkant aufgespannt sind und die Spindel horizontal herangeführt wird Für den horizontalen Aufbau spricht vor allem die leichtere Abfuhr der großen Menge an Spänen, die hier praktisch von selbst in den Späneförderer fallen.
Bei Bavius merkt man deutlich, dass die Luftfahrtbranche die Coronakrise bald überwunden hat. Die Passagierzahlen haben bereits wieder das Niveau vor der Pandemie erreicht und steigen weiter Entsprechend werdenauchwiederneueFlugzeugegebraucht,wasMaschinenherstellern die Auftragsbücher füllt. Die Nachfrage aus Deutschland, Frankreich, Spanien und weiteren Ländern zeigt, dass auch in Europa wieder viel investiert wird. Gefragt sind vor allem dynamische Maschinen mit hohen Spindelleistungen.
BaviuserweitertgeradeseineHigh-End-BaureiheHBZ Aero Cell mit der neuen Aero Cell 160 Mit einer Reihe vonmechanischenVeränderungenerreichtderHersteller mit der neuen Maschine zudem eine noch höhere Dynamik Modifikationen in der Automatisierung verkürzendieNebenzeiten.Die160arbeitetnichtmehrmit Hydraulikarmen,sondernistelektrischangetrieben Mit dem Rüstplatz vor der Maschine dauert ein kompletter PalettenwechselzweibisdreiMinuten.IstdiePalettemit dem Bauteil bereits angedockt, kommt man auf unter eineMinute.OptimiertwurdeauchderWerkzeugwechsel, mit dem jetzt eine Span-zu-Span-Zeit von 12 Sekunden erreicht wird.
Die Aero Cell 160 ist für höchste Zerspanraten in Aluminium ausgelegt. Ein kräftiger Kühlmittelstrahl und ein verbreiterter Späneförderer sorgen dafür, dass sich nirgendwo Spannester ablagern können. „Mit unserem Konzept vermeiden wir Probleme, die bei Gantry-Maschinen auftreten. Damit können wir moderne Werkzeuge optimal ausfahren“, sagt Stefan Diem, Anwendungstechniker bei Bavius.
Um neue Maschinen zu testen und den Kunden zugleich Referenzen an die Hand zu geben, fährt Bavius Fräsversuche, die bis ans Limit und darüber hinaus gehen.„VieleKundenwollenzunächsteinenBeweissehen, bevor sie eine Maschine kaufen“, verrät Diem
Dem Maschinenhersteller ist es wichtig, für die Versuche die aktuell leistungsfähigsten Werkzeuge einzusetzen,diedannauchfürKundenvorführungenzurVerfügung stehen. Bavius testet regelmäßig Werkzeuge unterschiedlicher Hersteller Wegen der engen Produktionstermine gibt es dafür nicht viele Möglichkeiten. „Um Zeit zu sparen, ist ein guter Austausch mit dem Werkzeughersteller wichtig für uns“, sagt Stefan Diem. „WirhabenseitvielenJahreneinengutenKontaktzuMapalundsindmitdenSchrupp-undSchlichtwerkzeugen immer sehr zufrieden gewesen. Ich schätze die gute Zusammenarbeit mit Mapal, fühle mich gut beraten und aufgehoben.“
Brings solutions to the surface.
Der Branchentreff der Schleiftechnik.
Stuttgart,Germany
14-17/05/2024

Weil Fräser der Optimill-SPM-Reihe zuvor schon bei BaviusimEinsatzwarenunddabeisehrgutperformten, wurde Mapal erneut angefragt Das Timing passte: Mit dem Optimill-Alu-Wave hatte der Werkzeughersteller gerade seinen VHM-Schruppfräser weiterentwickelt Unknown

Als Wendeschneidplatten-Werkzeug ist der neue Aluminium-Hochvolumenfräser Neomill-Alu-QBig von Mapal eine wirtschaftliche Lösung für größere Durchmesserbereiche. In den Versuchen überzeugte der 50-Millimeter-Fräser mit hoher Stabilität und Laufruhe Mit ihm wurde ein Zeitspanvolumen von 18,4 Kubikdezimetern pro Minute erreicht.
und bot zudem für größere Durchmesser den neuen Alu-Hochvolumenfräser Neomill-Alu-QBig mit Wendeschneidplatten.
Die Fräsversuche sind im Aufbau einfach gehalten, stellen jedoch an die Werkzeuge höchste Anforderungen. Bavius fräst dazu eine Reihe von Vollnuten in eine große Aluminiumplatte. Stefan Diem verfolgt damit einensehrpragmatischenAnsatz:„WenndasWerkzeug die Vollnut schafft, können wir damit auch Taschen fräsen und jede andere Bearbeitung machen“, so Diem. So sinddieermitteltenSchnittwertedirektaufKundenbauteile übertragbar
Für die Versuche mit dem Optimill-Alu-Wave wählte Bavius den mit 25 Millimetern größten Durchmesser dieses dreischneidigen Fräsers. Bei einer Spindeldrehzahl von 25.465 Umdrehungen pro Minute und einer Schnittgeschwindigkeit von 2.000 Metern pro Minute wurde sukzessive die Spindelleistung erhöht. Das beste Zeitspanvolumen mit 20 Kubikdezimetern pro Minute lieferteNutNummer6.DieserTestdurchgangwurdemit einer Spindelleistung von 175 Kilowatt gefahren, wobei ein Drehmoment von 66 Newtonmetern auftrat, zugestelltwurden30Millimeter BeiVersuchenmithöheren Leistungen stoppte die Maschine. „Das Werkzeug kann manvollausfahren,derlimitierendeFaktoristdieSpindel“, kommentiert Diem das Ergebnis „Mit dem 25-Mil-
limeter-Optimill-Alu-WavehabenwireineneueDimension in der Aluminiumzerspanung erreicht. Der Fräser ist definitiv besser als alles, was wir bisher eingesetzt hatten.“
Als Auszugssicherung setzte Bavius das Safe-LockSystem ein. „In diesem Drehzahlbereich ist eine symmetrische Auszugssicherung sehr wichtig, um keine Unwucht zu erzeugen “ , erläutert Tim Rohmer, Product ManagerVollhartmetall-FräswerkzeugebeiMapal.Eine Weldon-Fläche, wie sie bei solchen Werkzeugen oft als Auszugssicherungangebrachtwerde,seihierdiefalsche Lösung Um die Laufruhe der Maschine zu gewährleisten,führeauchbeisymmetrischenWerkzeugenansorgfältigem Wuchten kein Weg vorbei
Bei den Tests in Baienfurt war man zudem mit der erreichtenOberflächenqualitätsehrzufrieden.DieKordelgeometrie des Optimill-Alu-Wave sorgt für optimale Spanbildung Das polierte Nutprofil gewährleistet reibungslosen Abtransport der Späne, den die Zentralkühlung des Werkzeugs im Zusammenspiel mit der externen Kühlung in der Maschine unterstützt.
In weiteren Versuchen wurden Taschen in die Aluminiumplatte gefräst, wobei noch ein Zeitspanvolumen von16LiternbeisehrgutenOberflächenerreichtwurde. FürAnwendungstechnikerThomasJungbeckundComponent Manager Alexander Follenweider, die die VersuchefürMapalbegleitethaben,istdaseinBelegfürdie sehr gute Dynamik des Bavius-Bearbeitungszentrums: „OftbleibenandereMaschinenindenEckenstehenund bewirken hohe Vibrationen. Das tritt bei der Aero Cell überhaupt nicht auf, die fast ungebremst um die Ecken fährt.“
Positiv fielen auch die Versuche mit dem neuen Wendeplattenwerkzeug Neomill-Alu-QBig von Mapal bei Bavius aus, wofür der Durchmesser 50 Millimeter gewählt wurde. Der Aluminium-Hochvolumenfräser schaffte ein Zeitspanvolumen von 18,4 Kubikdezimeter proMinute.AufderMaschineüberzeugtederFräsermit seiner hohen Stabilität und Laufruhe und geringen Schnittkräften. Für den Einsatz bei Drehzahlen bis zu 35.000UmdrehungenproMinutehatMapaldenGrundkörper mit vier Gewindebohrungen zum Feinwuchten versehen. Die hochgenau umfanggeschliffenen WendeschneidplattenerreichenOberflächengütenvonRa =0,8 Mikrometer und Rz = 4 Mikrometer bei der Vor- und Fertigbearbeitung Sie sind mit polierter Spanleitstufe versehen, um den Reibwiderstand und die Hitzeentwicklung zu reduzieren. Auch wurde Gewicht eingespart, um Fliehkräfte zu reduzieren. „Bei größeren DurchmessernsindFräsermitWendeschneidplattendie wirtschaftlichere Lösung“, grenzt Heiko Rup, Produktmanager für Werkzeuge mit Wendeschneidplatten, sie gegenüber Vollhartmetall-Fräsern ab
Beim Durchmesser 25 Millimeter gehen die beiden Systeme ineinander über „Manche unserer Kunden greifen nach Möglichkeit immer zu den kostengünstigerenWendeschneidplatten,andereersparensichlieber einen zusätzlichen Arbeitsgang und machen mit dem Vollhartmetall-Fräserweiter“,berichtetStefanDiem.Mit verschiedenenmöglichenRadienseinerWerkzeugegibt Mapal den Anwendern Flexibilität.
Mit dem Horizontalbearbeitungszentrum Aero Cell 160unddenAluminium-HochvolumenwerkzeugenbietenBaviusundMapalAnwenderneineKombination,die die Bearbeitung von Strukturbauteilen auf ein neues Niveau hebt. (vs)

VERFASST
Bastian
Wesselmann
Geschäftsführer FF
Bipolarplattenherstellung mittels Hydroforming: eine innovative Kombination, die der Industrie ganz neue Möglichkeiten auf dem Weg zur Klimaneutralität bietet. Dafür hat die FF Fluid Forming GmbH die Standardausführung ihrer Hydroforming-Maschine Form Balancer um die Sonderausstattung „Fuel Cell (FC)“ erweitert.

Der Form Balancer FC ist eine Umformungsmaschine, die rein auf die Herstellung von Bipolarplatten für Brennstoffzellen ausgelegt ist. Mit der patentierten Fluid-FormingTechnologie werden die Bleche bis 4.000 Bar ausgeformt. Eine Positivform (Stempel) ist unnötig, da sie durch Wasser ersetzt wird.
Bild: FF Flui
Durch die Änderung des Klimaschutzgesetzes strebt Deutschland die Klimaneutralität bis 2045 an.VielenistselbstdiesesZielnichtambitioniert genug und sie befürworten die Neutralität von Treibhausgasen bereits in den 2030er-Jahren. Unabhängig von dem genauen Ausstiegstermin stellt dieses Vorhaben das ganze Land vor besondere Herausforderungen. AutomatischwirdindieIndustriegeschaut,dieTechnologien entwickeln muss, um diesen Weg überhaupt realistisch zu beschreiten.
Da die Speicherung von Strom mittels Umwandlung in Wasserstoff die aktuell beste Möglichkeit darstellt überschüssige Kapazitäten an elektrischer Energie vorrätig zu halten, wird der mit Wasserstoff angetriebenen Brennstoffzelle eine zunehmend größere Bedeutung beigemessen. Sie ist ein wesentlicher Faktor, um insbesonderebeiAntriebenklimafreundlicheAlternativenzu entwickeln.
WettbewerbsfähigeLeistungskennzahlen
Der Erfolg der Brennstoffzellen hängt ganz wesentlich davon ab, ob diese zukünftig mit wettbewerbsfähigen Leistungskennzahlen und Preisen auf dem Weltmarkt angeboten werden können. In anderen Ländern – vor allemimasiatischenRaum–wurdeauchdieserTechnologietrendfrühererkanntundentwickelt,sodassinden letztenJahrenwesentlicheTechnologie-undKostenvorteile gegenüber Deutschland evident geworden sind.
Mittlerweile hat das Thema Brennstoffzellentechnologie jedoch auch Deutschland erreicht. Es werden Mittel und Wege gesucht, wie Deutschland in diesem Bereichkonkurrenzfähigerwerdenkann.UmderIndustrie eine Möglichkeit anzubieten, hochqualitative, kostengünstige Bipolarplatten für Brennstoffzellen zu produzieren,hatdieFFFluidFormingGmbHdieStandardausführung ihrer Hydroforming-Maschine Form Balancer um die Sonderausstattung „Fuel Cell (FC)“ erweitert.
DerFormBalancerFCisteineUmformungsmaschine, die rein auf die Herstellung von Bipolarplatten für Brennstoffzellen ausgelegt ist. Das Grundkonzept der Sonderausführung unterscheidet sich dabei nicht von der Standardausführung: Mit der patentierten FluidForming-Technologie werden die Bleche bis 4.000 Bar
ausgeformt,alsoaktivmitWasserdruckindieFormplatte mit der Werkzeugnegativform gepresst. Eine Positivform(Stempel)istunnötig, dasiedurchWasserersetzt wird.
Mit der patentierten FluidForming-Technologie werden die Bleche bis 4.000 Bar ausgeformt, also aktiv mit Wasserdruck in die Formplatte mit der Werkzeugnegativform gepresst.
Die bei diesem Vorgang entstehenden Schließkräfte von bis zu 8.000 Tonnen werden vollständig in den Maschinenrahmen abgeleitet, ohne dass es dabei zu einer Verformung der Werkzeuge kommt. Im Vergleich zu anderen HydroformingVerfahren wird auf den Einsatz von limitierenden Membranen komplett verzichtet. Das Werkzeug bleibt auch ohne Membran planparallel und zu 100 Prozent geschlossen – eine Grundvoraussetzung für höchste Präzision und Maßhaltigkeit.
SerienproduktionvollautomatischvomCoil
Mit der „Fuel-Cell-Erweiterung“ (FC) des Form Balancer findetderUmformprozessinderSerienproduktionvollautomatisch vom Coil statt. Dadurch werden bei VerwendungeinerVierfachkavitätbereitsaufderkleinsten Maschine Stückzahlen von ca. 1.400 Stück pro Stunde produziert.NebendemvollautomatischenSerienbetrieb könnenPrototypingsbzw KleinstserienimHandbetrieb gefahrenwerden DieBauteilqualitätisthinsichtlichder exzellentenOberflächesowiederhohengeometrischen Präzision in Bezug auf Maßhaltigkeit, Wiederholgenauigkeit, Blechstärkenverteilung und geringe EigenspannungenderkonventionellenTiefziehtechniküberlegen. Zudem können komplexeste Strukturen und Geometrienumgesetztwerden,diemittraditionellenMethoden nicht formbar wären.
DasmitdemFormBalancereinsetzbareMaterialspektrum ist vielfältig Es reicht u. a. von AluminiumlegierungenüberEdelstählebis zu Titanlegierungen (0,05 bis 1,0 Millimeter). Die Entwicklungs- und Realisierungsphase für Werkzeuge und Prototypen ist mit acht Wochen verhältnismäßig kurz. Die Werkzeuge können anschließend auch für die Produktion von hohen Stückzahlenverwendetwerdenund sind aufgrund des grundsätzlichen Werkzeugsysttemansatzes des Hydroformingswesentlichpreiswerter als konventionelle Werkzeuge.DieGrößeundLeistungderMaschinekann je nach Produktportfolio variabel angepasst werden, sodass jederzeit eine kosteneffiziente Maschinenauslegung,entsprechenddeneigenenBedarfe,sichergestellt werden kann. Darüber hinaus kann die HydroformingAnlageaufgrundihreskompaktenDesignsundgeringen Gewichts mitsamt ihrer Infrastruktur platzsparend, ohne verstärkten Hallenboden installiert werden.
Bipolarplatten mit Hydroforming, eine innovative Kombination,diederIndustrieganzneueMöglichkeiten aufdemWegzurKlimaneutralitätbietetunddeswegen im November 2023 auf der Blechexpo in Stuttgart für den „best-Award 2023“ nominiert wurde. Die Fuel-CellAusführung des Form Balancer soll ein wichtiger Bestandteil im Bestreben werden, den Standort Deutschland für die Produktion von Brennstoffzellen weiterzuentwickeln und die grüne Transformation im Bereich der Industrie bis 2045 abzuschließen. (ff)
AUTOMATED FLUID MANAGEMENT
l Vollautomatisches 24/7-Messsystem
l Geeignet für individuelle oder zentralisierte Syst
l Online-Überwachung von Konzentration, pH-We elektrischer Leitfähigkei

















AMF-Vakuumspanntechnik machts möglich: zig Frästeile in einer einzigen Aufspannung
JürgenFürst
Geschäftsführer
Suxes GmbH
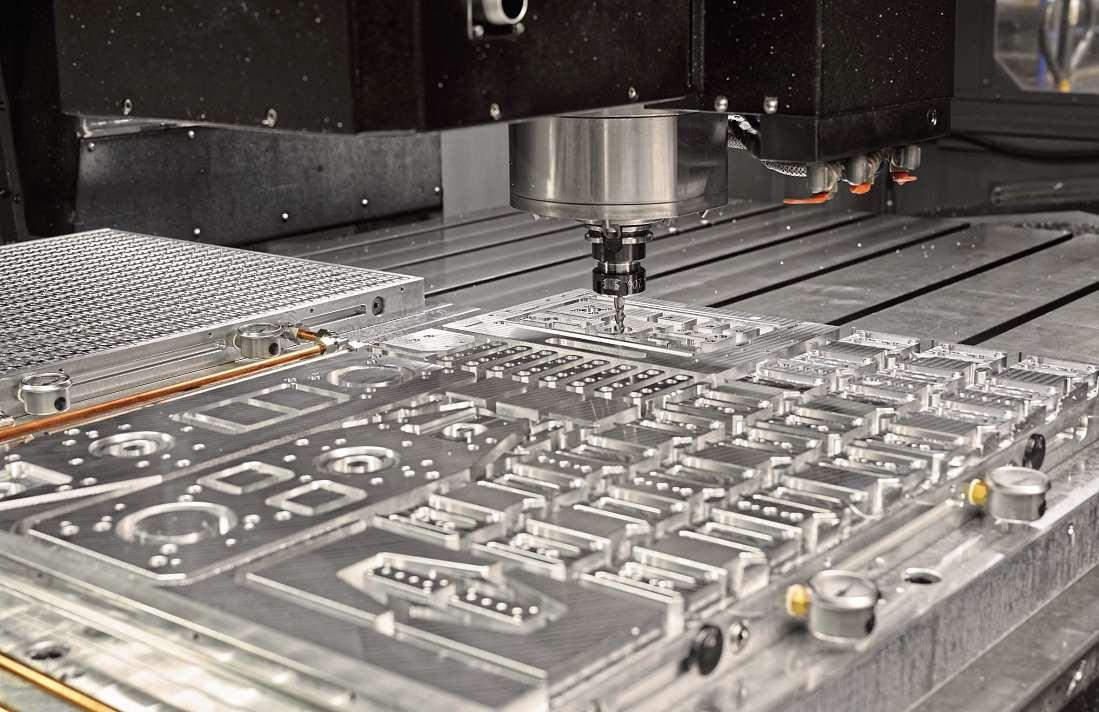
Ein Sondermaschinenbauer fertigt durch den Einsatz von Vakuumspanntechnik zig Werkstücke aus Aluminium mit nur einer einzigen Aufspannung. Die Rüstzeiten konnten dadurch drastisch reduziert werden.
Bei der neuen Rüstlösung werden keine einzelnen Rohteile mehr gespannt, sondern große Aluminiumplatten fixiert, aus denen die einzelnen Teile herausgefräst werden.
Die beiden Vakuumspannplatten, die bei Neubauer eingesetzt werden, lassen sich miteinander verbinden und dann über einen gemeinsamen Anschluss betreiben.
Gerade rechtzeitig zum größten Auftrag der Firmengeschichte kommt für einen SondermaschinenbauerderVorschlagdesvertrautenHändlers, Vakuumspanntechnik einzusetzen. Damit lassen sich mitnureinereinzigenAufspannungzigWerkstückeaus Aluminium fertigen, wo sonst einzelne Werkstücke gespannt werden mussten. Die Spannexperten von AMF haben die Rüstzeit damit quasi pulverisiert.
„FürdieFertigungunserervielenverschiedenenWerkstückeausAluminiumistunsdieVakuumspanntechnik
eine riesige Hilfe. Sie sorgt für große Erleichterung bei der Herstellung der oftmals kleinen Serien oder Einzelteile“, berichtet Marcel Schramm, Abteilungsleiter CNC beim Ingenieurbüro Uwe Neubauer Und MaschinenbedienerRonnyNeidnichtbringtesaufdenPunkt:„Wir haben die Rüstzeiten um etwa 95 Prozent reduziert.“ EinesolcheEinsparungbedarfeinergenauerenBetrachtung
SpannendereinzelnenRohteile frisstvielZeit
Das Ingenieurbüro im thüringischen Föritztal mit 30 MitarbeiternumseinenChefUweNeubauerhatsichauf den Sondermaschinenbau spezialisiert. Schwerpunkt sinddabeikompletteautomatisierteRoboteranlageninklusive Qualitäts- und Anwesenheitsüberprüfung mittelsneuesterKameratechnologie.DabeiistjederAuftrag eine individuelle Einzellösung, die die bestmögliche Effizienz für die Kunden sicherstellt. Von Konstruktion bisAuslieferungentstehennahezusämtlicheTeile,Baugruppen und Anfertigungen im Haus. Aus Gewichtsgründen ist das Material der Wahl überwiegend Aluminium.UndsofertigendieZerspaneraufeinerPortalfräsmaschine und zwei CNC-Bearbeitungszentren jedes einzelne Teil – von klein bis groß – passgenau Das ist sehr aufwendig, denn das Spannen der einzelnen Roh-

frisst enorm viel Zeit und ist sehr mühsam. Jedes Einzelteil erfordert seine spezielle Spannlösung, damit derFräserallenotwendigenSeitenundKantenerreicht.
AlssichderlangjährigetechnischeBeraterHeikoMeyer von Wütschner Industrietechnik GmbH in Schweinfurt die Sache ansieht, bringt er eine schnellere Lösung ins Spiel. Mit einer Vakuumspannplatte müsste sich doch eine enorme Verbesserung und Zeitersparnis er-
Die einzelnen Teile werden in einer 5-Seiten-Bearbeitung nahezu im Endmaß gefertigt. Die optimale Ausnutzung der Aluminiumplatte berechnen die Konstrukteure mit der Maßgabe, den Abfall so gering wie möglich zu halten.

5-Achs Azentrisch-Spanner
Frei positionierbares Spannzentrum
Spannbacken-Schnellwechsel-System
Hohe Spannkraft bis 40 kN pro Backe
Großer Spannbereich von bis zu 182 mm
Gute Zugänglichkeit durch geringe Störkontur
Flexible Anbindung mit Nullpunkt-Spannsyste
Schrauben oder Spannpratzen
Extrem leichte Handhabbarkeit







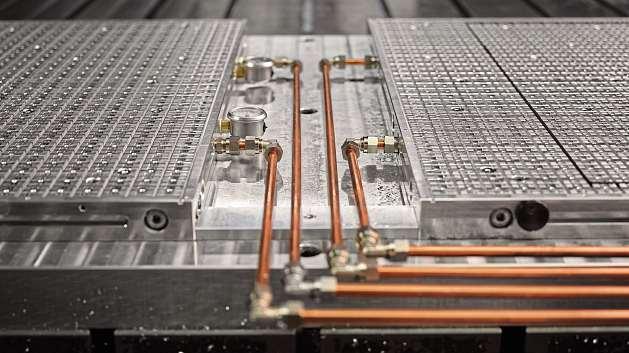
Die beiden AMFVakuumspannplatten lassen sich miteinander verbinden und dann über einen gemeinsamen Anschluss betreiben.
reichen lassen. „Von außen betrachtet, liegt die Lösung schnellaufderHand“,sagtMeyer,dermitvielErfahrung sehr breit und erst mal herstellerneutral denkt. Sein Arbeitgeber ist ein Markenspezialist rund um Präzisionswerkzeuge.
Das Familienunternehmen verfügt über ein breites Angebot an Werkzeugen der verschiedensten Lieferanten-Partner Aus diesem Pool sucht Meyer stets die für den Kunden passende Lösung In diesem Fall die Andreas Maier GmbH & Co KG (AMF) aus Fellbach
Seit Frühjahr 2023 sind nun zwei VakuumspannplattenPremiumLinederFellbacherSpannexperteninden Abmessungen 600 Millimeter × 800 Millimeter, mit einer Grundplatte verbunden, auf dem Maschinentisch der Hurco DCX 22i befestigt. Auf die optionale AMFNullpunkt-Spanntechnik für ein schnelles Wechseln und Ausrichten der Platten hat Neubauer verzichtet. Denn–unddasistdergrandioseKniffbeidieserLösung –eswerdengarkeineeinzelnenRohteilemehrgespannt. StattdessenwerdengroßeAluminiumplattenfixiert,aus denendieeinzelnenTeileherausgefrästwerden.Sowerden mit einer einzigen Aufspannung keine Einzelteile mehrbearbeitet,sondernausdergroßenPlattezigTeile auf ein Mal hergestellt. Das lässt schon erahnen, wo die 95ProzentRüstzeiteinsparungherkommen.Dieoptimale Ausnutzung der Aluminiumplatte berechnen die



Ihr Partner für innovative Fügetechnik


Wir bringen das gesamte Portfolio an innovativen Füge- und Montagelösungen für Ihren Fertigungsprozess unter ein Dach.
www.atlascopco.com/itba

Konstrukteure mit der Maßgabe, den Abfall so gering wie möglich zu halten.
Die einzelnen Teile werden in einer 5-Seiten-BearbeitungnahezuimEndmaßgefertigt.VonderAluminiumplattebleiben0,45Millimeterstehen.Dasistnotwendig, damit das Vakuum nicht abreißt. Später werden die Teile aus der Platte herausgebrochen, entgratet und –wenn notwendig – endbearbeitet. Mit der dazugehörigen Dichtschnur lassen sich einzelne Areale auf der Vakuumspannplatte abstecken, wenn nicht die ganze Flächebenötigtwird.DieDichtschnüregleichendarüber hinaus auch geringe Unebenheiten an der Werkstückflächeaus.DieVerrohrungzurAnsteuerungbestimmter ArealeundSektorenhabendiefindigenTüftlerbeiNeubauerselbstgefertigt.MitdenAbsperrhähnenlässtsich die Pumpleistung zielgerichtet lenken. Auf der Oberseite hat die 40 Millimeter hohe Vakuumspannplatte Nuten und 16 Ansaugstellen. So lässt sich die Dichtschnur bequem einlegen. Damit sich Aufspannungen leicht reproduzieren lassen, sind alle Nuten mit den Koordinaten beschriftet. Bohrungen für Anschlagstifte oder seitliche, höhenverstellbare Exzenteranschläge positionieren Werkstücke einfach.
Die Verrohrung hat gegenüber auch verwendbaren Kunststoffschläuchen einen großen Vorteil, wie Schramm hervorhebt: „Wenn beim Fräsen die heißen Späneumherfliegen,könnendieauchschonmalLöcher in einen Schlauch hineinbrennen. Dann wäre das System undicht. Und das wollen wir auf gar keinen Fall haben.“DeshalbistauchdasVakuumfiltersystemmitFlüssigkeitsabscheiderundeinemDruckwächtermitSensor extrem feinfühlig Denn wird beispielsweise aus Versehen einmal die Platte durchgebohrt und der Vakuumkreislauf undicht, fährt die Maschine sofort auf hold. EineclevereEigenlösungderAnwenderüberbrückteine möglicheLeckageeinegewisseZeit,bevorKühlschmiermittel in dem Kreislauf bis zur Pumpe vordringen und diese zerstören würde.
Das notwendige Vakuum fürs Spannen der Aluminiumplatte erzeugt die AMF-Drehschieber-Vakuumpumpe. Sie gewährleistet einen zuverlässigen Dauerbetrieb












Das Vakuumfiltersystem mit Flüssigkeitsabscheider und einem Druckwächter mit Sensor ist extrem feinfühlig Bild: AMF
der eingesetzten Spannplatten. Weil die Pumpe sehr kompaktist,kannsiedirektanderMaschineaufgestellt werden.0,75KilowattMotorleistungund20Kubikmeter pro Stunde Saugleistung erzeugen einen Enddruck von 1,5 Millibar Integriert sind in der Premium-Line-Platte aber auch zwei Venturidüsen, die bei einem Betriebsdruck von 3,5 Bar mit maximal 48,8 Litern pro Minute Saugvolumen gegen die Atmosphäre saugen und ein 92-prozentiges Vakuum erzeugen.
Die beiden Vakuumspannplatten, die bei Neubauer eingesetzt werden, lassen sich miteinander verbinden unddannübereinengemeinsamenAnschlussbetreiben.„Das sorgt für die Flexibilität, die sich die Zerspaner bei Neubauer gewünscht haben“, betont Norman Rhein, von AMF „Unsere Lösung zur drastischen Senkung der Rüstzeiten hat sehr schnell überzeugt. Bei 95 Prozent Zeitersparnis brauche ich auch nicht weiter zu argumentieren.“ Als Verkaufsingenieurhatderstaatlichgeprüfte Maschinenbautechniker eben nicht nur ein Produkt eingebracht, sondern eine Lösung Und genau das bietet auch die Wütschner Industrietechnik GmbH mit ihren Mitarbeitern: Dass sie nicht nur verkaufen, sondern mitdenken und Lösungen für die Aufgaben der Kunden finden.
„Vakuumspanntechnik sorgtfürgroße Erleichterungbeider Herstellungderoftmals kleinenSerienoder Einzelteile.“
Marcel Schramm, Abteilungsleiter CNC beim Ingenieurbüro Uwe Neubauer
Ebenso schätzt es Firmenchef Uwe Neubauer, wenn die Lieferpartner mitdenken und seinen Anspruch umsetzen. „Mit unseren hochpräzisen Sonderlösungen decken wir einen riesigen Bereich ab, damit unser Kunde sichnichtzigLieferantensuchenmuss.DiesesVerständnis erwarten wir auch von unseren Partnern. Mit Wütschner Industrietechnik und AMF haben wir zwei passende Partner mit an Bord.“ Damit sollte auch der aktuell größte Auftrag der Firmenhistorie beim Ingenieurbüro Uwe Neubauer zu einer Erfolgsgeschichte werden. (vs)








Makroökonomischer Gegenwind bringt Herausforderungen für den Verkauf von Gebrauchtmaschinen mit sich und erhöht den Druck auf fertigende Unternehmen. Zeit wird ein zunehmend wichtiger Faktor und die Wahl des richtigen Verkaufskanals ist von entscheidender Bedeutung. Marktführer Maschinensucher.de bietet mit OnlineAuktionen eineLösung zurOptimierungdesVerkaufsprozesses.
Die deutsche Wirtschaft schrumpft In Zeiten wirtschaftlichen Abschwungs und rückgängigen Auftragsbeständen verkleinern sich viele Betriebe. Die Entwicklung von Angebot und Nachfrage nach Maschinen führt zu sinkenden und vor allem unsicheren Preisen. Zusätzlich machen verlängerte Verkaufszyklen den Besitz ungenutzter Maschinen in Zeiten von gestiegenen Zinsen besonders teuer Der Begriff der Opportunitätskosten wird zunehmend relevant: Kapital, das in ungenutzten Maschinen gebunden ist, kann nicht für andere Projekte eingesetzt werden und generiert folglich keinen Mehrwert. Die Bedeutung schneller Verkäufe nimmt zu.
Online-Auktionen erweisen sich als beliebtes Mittel, um diesen Herausforderungen zu begegnen. Innerhalb von kürzester Zeit – meist werden knapp zwei Wochen angesetzt – werden per Bieterverfahren Gebote eingeholt und die Maschinen an den Höchstbietenden verkauft Auktionen ermöglichen somit schnelle Verkäufe zu einem transparenten und marktgerechten Preis in Zeiten der Unsicherheit. Bei der Auswahl des Auktionsanbieters ist die Vermarktungsreichweite entscheidend, um einen angemessenen Preis zu erzielen. Ein Wettkampf zwischen mehreren Bieternistnotwendig,umoptimaleErgebnisse zu erzielen.
Firmendaten
Name:
Gründungsjahr:
Hauptsitz:
Geschäftsführer:
Tätigkeitsbereich:
Webseiten:
In der Metallbearbeitungsbranche führt dabei kaum ein Weg am Marktführer Maschinensucher.de vorbei. Als führender Online-Marktplatz für den Verkauf von Gebrauchtmaschinen bietet die Plattform seit nunmehr 2,5 Jahren auch Online-Auktionen an. Max Fiene, Leiter des Geschäftsbereichs, stellt heraus, inwieweit Verkäufer von der ReichweitevonMaschinensucher.deprofitieren: „Unsere Käuferdatenbank umfasst mehr als eine Million verifizierte und aktive Käuferprofile, meist von Endkunden. Wir sind, geradefürWerkzeugmaschinen,mitgroßem Abstand die Nr. 1 und ermöglichen so die höchsten Verkaufspreise und die höchsten Erfolgsquoten für unsere Kunden “
Besonders im derzeit schwierigen Marktumfeld ist die Zusammenarbeit mit einer internationalen Plattform von Vorteil. Die Machineseeker Group erreicht monatlich über 15 Millionen Kaufinteressenten in Europa und kann so grenzüberschreitende Verkäufe erleichtern Um Risiken bei Auktionen vorzubeugen, bietet Maschinensucher.de den Lesern des MM Maschinenmarkt ein Sonderangebot: Die Festlegung eines Mindestverkaufspreises ist kostenfrei und ein Verkauf findet erst statt, wenn Gebote diesen Grenzwert überschreiten
Machineseeker Group GmbH
1999
Essen, Deutschland
M. A. Thorsten Muschler Dipl.-Kfm. Sven Schmidt
Online-Marktplätze für sofort verfügbare Maschinen und Fahrzeuge
www.maschinensucher.de
www.machineseeker.com
Aktion fürLeserdes
MMMaschinenmarkt:
Keine Einstellgebühren
Keine Gebühr für Festlegung Mindestpreis
Komplett risikolos
Ich freue mich auf Ihre Kontaktaufnahme
MaxFiene, IhrAnsprechpartner: Bereichsleiter Online-Auktionen
+49
857 861

max.fiene@maschinensucher.de
Die Machineseeker Group ist mit ihren Webseiten die Nr 1 Plattform für sofort verfügbare MaschinenundNutzfahrzeugeinEuropa.Mehrals12.000 Anbieter bieten derzeit über 250.000 Maschinen und Fahrzeuge an Mehr als 15 Millionen monatliche Besucher erzeugen dabei jährlich ein vermitteltes Anfragevolumen von mehr als 120 Milliarden Euro Seit 2021 bietet Maschinensucher.de allen Anbietern die Option, Maschinen auf der Plattform zu versteigern.


Vorherige Verkaufsbemühungen über alternative Kanäle erfolglos
Persönliche Betreuung der Interessenten durch Maschinensucher.de hebt Maschinenbesonderheiten hervor.
Sichere und risikofreie Abwicklung durch Maschinensucher.de TreuhandService
Verkaufspreis übertrifft Verkäufererwartung
Maschine kurzfristig in nur 2 Wochen per Auktion verkauft.
Reibungslose Kaufabwicklung dank Maschinensucher.de Bieterverifizierung.
Verkaufspreis übertrifft Verkäufererwartung durch mehr als 60 Auktionsteilnehmer
Verkauf als Start einer vertrauensvollen Auktions-Zusammenarbeit mit Verkäufer.

Geschäftsführender Gesellschafter der Machineseeker Group
Unternehmen, die sich von hochwertigen, jedoch nicht mehr benötigten Maschinen trennen möchten, empfehlen wir derzeit klar, Versteigerungsverkäufe zu forcieren. DerkonventionelleDirektverkaufleidetaktuell unter intransparenten Preisentwicklungen und verlängerten Verkaufszyklen Beiden Herausforderungen wirken OnlineAuktionen entgegen.Der Preiswird marktgerecht ermittelt und der Verkauf wird in kürzester Zeit abgeschlossen
Dieses Vorgehen vernachlässigt entscheidende Kostenkomponenten Die Maschinen müssen abgebaut, transportiert und eingelagert werden. Außerdem können technologische Fortschritte die Maschinen schnell entwerten Dieses Risiko muss ein-

Ausbildungsmaschine mit intransparentem Marktpreis.
Maximale Aufmerksamkeit durch individuelles E-Mail-Marketing von Maschinensucher.de.
Über 20.000 Interessenten rufen Auktion auf, 80 melden konkretes Interesse.
Bieterwettkampf ermöglicht Verkaufspreis, der ca. 50 Prozent über Verkäufererwartung liegt.
gepreist werden. Nicht weniger relevant ist das aktuelle Zinsumfeld. Kapital auf unbestimmte Zeit in ungenutzten Maschinen zu binden, ist ein teurer Luxus. Ich empfehle daher eine schnelle Veräußerung von unproduktiven Anlagegütern und halte eine Fokussierung der verfügbaren Ressourcen auf die Kernkompetenzen für die überlegene Vorgehensweise.
Auktionen sind ein Reichweitenspiel. Eine Versteigerung ist dort erfolgreich, wo viele Bieter partizipieren Die Reichweite ist unser unbestrittener Vorteil: Wir sind mit deutlichem Abstand Marktführer in Europa. Und diesen Vorteil hebeln wir explizit für die Versteigerungen Im Ergebnis liefern wir 30 Prozent höhere Verkaufspreise und Verkaufsquoten von über 50 Prozent. Zusätzlich machen wir unseren Kunden durch Kuration, Betreuung und Zahlungsabwicklung der Auktion den Verkauf bequem.SobleibtZeit,sichdenwahrenWerttreibern zu widmen
Gabelstapler für das Handling von (leeren) Containern mit einem Gewicht bis zu 9 Tonnen: Mit dem neuen Linearantrieb werden 64 Prozent der für das Heben gebrauchten Energie zurückgewonnen.

AndreasMerz
Produktmanager
Mayr Antriebstechnik
Auch bei mobilen Maschinen und in der Logistik hält die Elektrifizierung Einzug. Mit elektromechanischen Linearantrieben für Gabelstapler erreicht Cascade Drives höhere Geschwindigkeiten beim Heben und Senken und spart CO2-Emissionen ein. Mit im Einsatz sind Sicherheitsbremsen von Mayr Antriebstechnik.
Gabelstapler oder Baumaschinen heben und senken ihre Last häufig über Hydraulikzylinder, doch diese Systeme sind nicht auf die jeweilige Funktion hin optimiert.
Cascade Drives bietet statt dessen einen elektromechanischen Linearzylinder an, der in einem Gabelstapler 64 Prozent der für das Heben gebrauchten Energie zurückgewinnen kann.
Die Motorbremsen Roba-stop-M sorgen dabei für die nötige Sicherheit: Sie halten die Last, können die Last aber auch aus der Bewegung heraus bremsen.
Wie alle Branchen befinden sich auch Baumaschinen,dieLogistikunddasContainer-HandlingaufdemWeghinzumehrNachhaltigkeit undEnergieeffizienz.Dochwiepasstdaszusammenmit größtmöglichem Durchsatz sowie höchster Kapazität und Produktivität? Erreichen alternative Antriebssysteme die nötigen Kräfte, Geschwindigkeiten und Reichweiten bzw Laufzeiten? Können elektromechanische Systeme hydraulische ersetzen?
Eine neue Lösung bietet das Unternehmen Cascade Drives aus dem schwedischen Sollentuna mit seinen patentierten elektromechanischen Linearzylindern an. „Bei einer Vielzahl an Fahrzeugen wie Gabelstaplern, Baumaschinen oder Baggern werden die Kernfunktio-
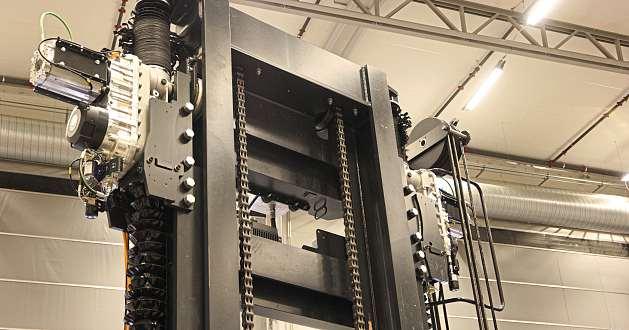
Für das Heben kommen zwei Linearzylinder zum Einsatz, von denen jeder einzelne die maximale Gesamtlast handeln kann. Mit im Einsatz: die robusten Motorbremsen Roba-stop-M.
nen(z.B HebenoderSenken)bislangübereinheitliche bzw austauschbare Hydraulikzylinder abgebildet“, erklärt Kristian Floresjö, CEO von Cascade Drives. „Aber diese Systeme verschwenden Energie, weil sie nicht immerpassendaufdiejeweiligeFunktionhinausgerichtet
sind; eine Größe bzw Ausführung passt eben nicht für alleKunden DeshalbisteseineentscheidendeAufgabe, mit der Elektrifizierung diese Funktionen zu optimieren. “
Ein Beispiel dafür ist ein Gabelstapler für das Handlingvon(leeren)ContainernmiteinemGewichtbiszu9 Tonnen. Der Duplexmast hat eine Höhe von insgesamt 18 Metern und verfährt mit einer Geschwindigkeit von 0,8 Metern pro Sekunde. Mit dem neuen Linearantrieb werden64ProzentderfürdasHebengebrauchtenEnergie zurückgewonnen. Das entspricht insgesamt einer Energieeinsparung von 20 Prozent gegenüber herkömmlichen Systemen. „Das patentierte Cascade-Drives-LastverteilungssystemermöglichtunsdieKonstruktion von kompakten Hochleistungszylindern, die mit hoher Effizienz und in einem breiten Spektrum von Geschwindigkeiten arbeiten können – entscheidende Eigenschaften für die Hubfunktion“, betont Floresjö
Bremsen-Know-howfürgrößtmögliche Sicherheit


Die Automatisierung Ihrer Anlagen muss nicht kompliziert sein. Einfach und platzsparend verdrahtet, flexibel vernetzt, schnell und sicher in Betrieb genommen. So geht effiziente Digitalisierung. Für jeden Anwendungsfall Auch Ihren
Für Pharma-Produktion mit Zukunft. Mit Bürkert. Sprechen Sie uns an www.buerkert.de/pharma-produktion
FürdasHebenkommenzwei230-Kilonewton-Linearzylinder zum Einsatz, von denen jeder einzelne in der Lage ist, die maximale Gesamtlast zu handeln. „Um die funktionale Sicherheit zu erreichen, haben wir uns mit We


Die Sicherheitsbremsen Roba-stop-M sind so konstruiert, dass sie eine möglichst einfache und schnelle Montage und Anwendung erlauben und dabei gleichzeitig Einstellfehler ausschließen

MayrAntriebstechnikzusammengeschlossen“,erläutert Floresjö „DerBremsenspezialistliefertunsSysteme,die alle Anforderungen erfüllen und volle Redundanz ermöglichen.“WenneinZylinderausfällt,kannderzweite die Maximallast sicher und zuverlässig halten und abbremsen. „In mehreren Web-Meetings haben wir uns mit den Fachleuten aus Mauerstetten beraten und die Bremsen gemeinsam ausgewählt. Auch die BerechnungenfürE-Stopswurdengemeinsamdurchgeführt.“Zum EinsatzkommendahernundierobustenMotorbremsen
Roba-stop-M mit geschlossenem Bremsengehäuse in Standardausführung FürspezielleEinsatzbereichekönnendieBremsenauchmitKorrosionsschutzausgeführt werden.
SicherinPositionhaltenundabbremsen
Im Normalbetrieb arbeiten die Bremsen als Haltebremsen: Wenn der Antrieb also eine bestimmte Positionangefahrenhat,hältdie Bremse diese millimetergenau und sicher Im Notfall könnendieBremsendieLast aberauchzuverlässigausder Bewegung heraus anhalten. Denn die Roba-stop-M-Sicherheitsbremsen von Mayr Antriebstechnik sind elektromagnetische Federdruckbremsen und arbeiten nach dem Fail-safe-Prinzip Das bedeutet, sie sind ausfallsicher und im stromlosen Zustand, also bei Stromausfall oder Not-Aus, geschlossen. Wird der Strom eingeschaltet, baut sich in den Bremsen ein Magnetfeld auf Die Ankerscheibe wird dadurch gegen den Federdruck an
„MayrAntriebstechnik liefertunsSysteme,die alleAnforderungen erfüllenundvolle Redundanz ermöglichen.“
Kristian Floresjö, CEO von Cascade Drives
den Spulenträger gezogen. Der Rotor ist damit frei, d. h. die Bremse ist gelüftet. Bei Fehlerzuständen wie StromausfalloderNot-AusbringtdieRoba-stop-M-Bremsedie LastinnerhalbkürzesterZeitzuverlässigzumStillstand.
Für die Sicherheit von Mensch und Maschine sind geradebeisicherheitskritischenundvertikalenAchsenkurze Anhaltewege wichtig Entscheidend für den BremswegsinddabeidieSchaltzeitenderBremse.Denninder Zeit des freien Falls bis die Bremse schließt und die Verzögerung einsetzt, beschleunigt sich die Masse zusätzlich – unter Umständen so extrem, dass die zulässigen WertederBremseüberschrittenwerden.Anwendersollten daher bei der Auswahl der Sicherheitsbremsen auf möglichst kurze, verifizierte Schaltzeiten achten – und auch darauf, dass diese Schaltzeiten über die gesamte Lebensdauer der Bremse eingehalten werden. Deshalb ist eine zuverlässige Schaltzustandskontrolle wichtig Mayr Antriebstechnik bietet hier mit dem Modul Roba-brake-checkereineLösungfürsensorlosesBremsenmonitoring Das (auch nachrüstbare) Modul kann den Schaltzustand der Bremse überwachen und weitere kritischeInformationenwieSpulentemperatur,präventive FunktionsüberwachungaufVerschleiß,Funktionsreserve und Fehler bereitstellen.
Darüber hinaus kann der Roba-brake-checker für verschiedene Batteriespannungen eine geregelte Ausgangsspannung liefern und auch die Übererregungsspannung konstant halten. Dadurch lassen sich die Bremsensehrgutauslegen:Dasermöglichteinestabile Versorgung der Bremsen, auch bei im zulässigen Rahmenabfallenderbzw veränderlicherBatteriespannung unddamiteinensicherenBetrieb;dieBremsewirdtrotzdem sicher versorgt.
DieAnsteuer-undÜberwachungsmodulevonMayrAntriebstechnik können noch mehr Denn die Leistungsdichte und Energieeffizienz der Bremsen hängt nicht nur von konstruktiven Faktoren ab: Ein weitaus größeres Einsparpotenzial bietet sich im Betrieb durch die intelligente Ansteuerung der Bremsen. So wird die Bremse nur beim Einschalten kurzzeitig mit einer hohen Spannung bestromt. In dieser Phase ist eine hohe Magnetkraft erforderlich. Im weiteren Betrieb reicht aber eine wesentlich kleinere Magnetkraft aus, um die Bremse offen zu halten. Deshalb kann dann die Spannung deutlich abgesenkt werden und damit sinkt auch der Energieverbrauch.
MeistsindVerhältnissevon2:1zwischenAnzugsspannung und Haltespannung möglich. Senkt der Gleichrichter die Spannung nach dem Lüften der Bremse auf die Hälfte des Wertes ab, sinkt die Spulenleistung und damitauchderEnergieverbrauchaufnurmehreinViertel. Durch die optimale Ansteuerung der Bremsen können also bis zu 75 Prozent der Energiekosten gespart werden. (mi)

Flachrohrregister aus Edelstahl erhöhen in sensiblen Wärmespeichern den Wirkungsgrad des Speichers.
WERKSTOFFE
Industrieunternehmen, Energieversorger und viele mehr stehen vor großen Herausforderungen: Politische Vorgaben zur Dekarbonisierung müssen in Einklang gebracht werden mit Kosteneffizienz, mangelnder Planbarkeit von Angebot und Nachfrage bei erneuerbaren Energiequellen sowie teureren fossilen Energien. Hochtemperaturspeicher sind ein Schlüsselelement.
Ob zum Spitzenlastausgleich, für eine effiziente Abwärmenutzung oder sichere Dampfversorgung: Hochtemperaturspeicher erhöhen die SicherheitderStrom-,Wärme-undDampfversorgungund reduzieren gleichzeitig die Abhängigkeit von regenerativen und fossilen Energiequellen. Überall, wo schnell Wärmeein-undausgespeichertwerdenmussodersehr hohe Temperaturen im Prozess gebraucht werden, sind thermischeEnergiespeicherunverzichtbar DiezurAuswahl stehenden Speicherarten werden unterschieden nach Temperatur, Speicherdauer und thermodynamischem Prinzip Hochtemperaturspeicher arbeiten bei Temperaturen von über 500 °C, Mitteltemperaturspeicher von 120 bis 500 °C und Niedertemperaturspeicher bei Temperaturen unter 120 °C. Optimal ausgeschöpft werden die Vorteile von Energiespeichern durch eine kluge Kombination aus Kurzzeitspeichern, deren Kapazitäten von einigen Stunden bis zu wenigen Tagen reichen,undLangzeitspeichernfürwenigeWochenbiszu einem Jahr
DieAuswahlderjeweilsgeeignetenSpeichertechnologie hängt maßgeblich vom erforderlichen Temperaturbe-
reich und dem eingesetzten Wärmeträgermedium ab Bei thermodynamischen Wärmespeichern unterscheidet man zwischen sensiblen, latenten, thermochemischenundelektrothermischenSpeichern.SensibleWärmespeicher speichern die Wärmeenergie durch Erhöhung der Temperatur eines Wärmeträgermediums wie Wasser,Thermalöl,SalzoderGas.DiespeicherbareEnergiemenge ist abhängig von der spezifischen Wärmeka-
Steigende Energiekosten und das Erneuerbare-Energien-Gesetz erhöhen den Druck auf die Industrie, die Energieerzeugung durch Energiespeichersysteme zu unterstützen.
Für die Herstellung der Temperaturspeicher kommt Edelstahl zum Einsatz: bis 100 °C hochwertiger Edelstahl, über 100 °C Edelstahl der Güte 1.4961.
In den Speichersystemen werden die korrosiven Medien durch längsgeschweißte Wellrohre aus Edelstahl rostfrei der Güte 1.4404 transportiert.
pazitätdesMediums DieseistbeispielsweisebeiWasser sehr hoch.
AushochwertigemEdelstahlgefertigtePufferspeicher sind deshalb im Niedrigtemperaturbereich bis 100 °C zur Wärmeversorgung sehr verbreitet. Ihre Rund- und Längsnähte sowie alle Anschlüsse werden unter formierter Schutzgasatmosphäre geschweißt. Abschließend erhält der Speicher eine Tauchbeizung mit nachfolgender Passivierung der Oberfläche. Integrierte Flachrohrregister aus Edelstahl erhöhen nicht nur den Wirkungsgrad des Speichers bei zugleich verringertem Gewicht, sondern überzeugen auch durch ihre RobustheitbeiderMontage,WartungsarmutundLanglebigkeit.
Oberhalbvon100°CsteigtderDampfdruckbeimEinsatz von Wasser stark an, was zu höheren Anforderungen an die Behälter und damit auch zu höheren Kosten führt. Für Temperaturen von 100 bis 400 °C kommen derzeit vor allem Thermalölspeicher zum Einsatz Das Fluid hat jedoch eine geringere Wärmeleitfähigkeit als Wasser EinzunehmendbreitesEinsatzspektrumbieten Flüssigsalzspeicher, die ebenfalls zu den sensiblen Speichernzählen.IhreSalzschmelzewirdauskonzentrierter Solarwärme, überhitztem Dampf oder Abwärme drucklos auf Temperaturen von 250 bis zu 565 °C erhitzt und kann die Wärme für mehrere Stunden und sogar Tage speichern.
EdelstahlderGüte1.4961
fürhochbeanspruchteAggregate
Bewährter Werkstoff für die Konstruktion dieser Speicher ist Edelstahl der Güte 1.4961. Er erlaubt bei hohen Temperaturen dünnere Wandstärken von Rohren, Behältern und Apparaten. Für diesen rostfreien, hochlegierten Chrom-Nickel-Molybdänstahl spricht neben guter allgemeiner Korrosionsbeständigkeit die ausgezeichneteBeständigkeitgegeninterkristallineKorrosion im geschweißten Zustand. Gute Umformbarkeit und Schweißeigenschaften qualifizieren ihn überdies für den Einsatz in den hochbeanspruchten Aggregaten. Flüssigsalzspeicher sind großtechnisch vor allem in so-

larthermischen Kraftwerken im äquatornahen Sonnengürtel verbreitet Dort speichern sie Überschussstrom ausderSonnenenergie,umdiesenbeispielsweiseinder Nacht wieder bereitzustellen. Jedoch finden sie auch in derIndustriezurAbwärmenutzungundVersorgungvon Dampfturbinen vermehrt Anwendung
Latente Wärmespeicher nutzen Phasenwechselmaterialien (Phase Change Materials, PCM), um Energie zu speichern.DurchÄnderungihresAggregatzustands–in derRegelzwischenflüssigundfest–erfolgtdieEnergieaufnahmeund-abgabenahezuisotherm.IhreSpeicherkapazitätwirddurchdasgewählteSpeichermediumund -volumen bestimmt. Einige Phasenwechselmaterialien habenSchmelztemperaturenvonweitüber1.000°C.ZudemistdieEnergiedichtebeilatentenWärmespeichern höher als bei sensiblen. Dies prädestiniert diese SpeicherartfürdieNutzungvonAbwärmeausindustriellen Prozessen, die in einem weiten Temperaturbereich anfällt.
DerzeitsinddieseSpeicherimgroßindustriellenMaßstab jedoch noch in der Erprobung Thermochemische WärmespeichernutzenchemischeReaktionen,umWärmeenergie zu speichern und abzugeben. Diese Technologie ist aktuell erst in der Grundlagenforschung Elektrothermische Energiespeicher wandeln elektrische in thermischeEnergieumundspeicherndieseinFormvon Strom, Wärme oder Kälte in großem Maßstab Dadurch erlauben sie das modulare Zusammenspiel verschiedenerSektorenwieProzessindustrieundEnergieversorger, Fernwärme- und Kältenetze. Sie stellen Wärme bedarfsgerecht für vielfältige industrielle Anwendungen oder HeizungsanlagenvonKrankenhäusernundSchulenzur VerfügungundkönnengleichzeitigKältebeispielsweise zur Kühlung von Rechenzentren bereitstellen.
Pufferspeicher aus Edelstahl rostfrei speichern erzeugte Wärmeenergie und stellen sie wieder bereit.
Der Bedarf an Hochtemperaturspeichern wird in der Industrie nach Einschätzung von Herstellern und ForschernindenkommendenJahrenstarksteigen.Treiber in der Industrie sind die geforderte Klimaneutralität, steigende Anzahl von Net-Zero-Roadmaps bei großen Verbrauchern sowie zunehmende Kostenunsicherheit bei fossilen Brennstoffen. Energieintensive Branchen erzeugen erhebliche Mengen an Abwärme, die oftmals ungenutzt an die Umgebung abgegeben wird. Gleichzeitig haben diese Industrien einen sehr hohen Bedarf anStromundhochwertigerProzessenergie.Sobenötigt beispielsweisediePapier-undZellstoffindustriefürden Betrieb der Produktionsanlagen große Energiemengen in Form von Strom, um mithilfe von 100 bis 500 °C heißemProzessdampfundhohemDruckdenPapierfasern und -bahnen das zur Herstellung notwendige Wasser wieder zu entziehen. Das Speichern von Dampf und Wärme aus erneuerbarem Strom und Abwärmerückgewinnung trägt hier maßgeblich zu Nachhaltigkeit, Prozessstabilität und Kosteneffizienz bei.
In der Chemie- und Petroindustrie ist Wasserdampf neben Gas der wichtigste Energieträger und wird zum TrocknenvonProdukten,AufheizenvonReaktorenund Destillierenbenötigt.GaswirdzudemnichtnuralsEnergieträger benötigt, sondern ist auch ein wichtiger Rohstoff für Produkte wie Ammoniak. Die Umstellung auf eine klimafreundliche Dampfversorgung und thermischeEnergiespeicherungträgtfolglichindieserBranche erheblichzurReduzierungderCO2-Emissionenundzur

Mechanische Belastung, hohe Temperaturen sowie Korrosivität der eingesetzten Wärmeträger und Speichermedien stellen hohe Anforderungen an die in den Speicherkonstruktionen eingesetzten Werkstoffe.
Verringerung der Abhängigkeit vom fossilen Energieträger Gas bei.
Für Brennprozesse in der Zement- und Klinkerindustrie oder Schmelzprozesse in der Glasindustrie sind Temperaturenvonbiszu1.200°Cerforderlich Speicherlösungen, die hier die Abwärme nutzen und als Dampf oder Strom bereitstellen, leisten einen entscheidenden BeitragzurWettbewerbsfähigkeitundKlimaneutralität
derUnternehmenundkönnenobendreinnahegelegene Verbraucher bedarfsgerecht versorgen.
EnergieversorgerundKraftwerke unterHandlungsdruck
Energiewende, steigende Energiekosten sowie das Erneuerbare-Energien-Gesetz (EEG) erhöhen den Handlungsdruck für Kraftwerke und regionale Energieversorger,dievolatileEnergieerzeugungvonerneuerbaren Energien durch Energiespeichersysteme zu unterstützen Biomasse-Heizkraftwerke steigern ihre Profitabilität und Flexibilität mit Pufferspeichern aus Edelstahl rostfrei, um die erzeugte Wärmeenergie zu speichern undbereitzustellen.FürregionaleEnergieversorgersind thermische Speichersysteme von zentraler Bedeutung, um Strom und Wärme in Fernwärmenetzen zeitlich zu entkoppeln,regenerativeEnergienzuspeichernundbedarfsgerecht bereitzustellen.
LängsgeschweißteWellrohreausEdelstahlrostfreider Güte 1.4404 bewähren sich in vielen dieser Speichersysteme, beispielsweise als Förderleitungen für korrosive flüssige und gasförmige Medien. Sie widerstehen zuverlässig den hohen Belastungen durch Druck, aggressiveMedien,TemperaturoderVibration,diefürdiese Prozesse typisch sind. (mi)
UrsulaHerrlingTusch
Geschäftsführerin Impetus.PR













TagesaktuelleNachrichtenausderIndustriemitdemkostenfreienNewsletter-ServicevonMMMaschinenMarkt JetztkostenlosabonnierenundkeineNewsmehrausdemproduzierendenGewerbeverpassen

Bild 1: Es gibt Materialien, die sind aufgrund ihres spröd-harten Charakters der relativ schnelle Tod für die Fräswerkzeuge. Forscher am IWF in Berlin haben mit Partnern nun eine HSK-Schnittstelle so optimiert, dass damit zum Beispiel Keramik besser zerspant werden kann. (Symbolbild)
Wissenschaftler des IWF der Technischen Universität Berlin entwickeln eine elektrische Schnittstelle für eine HSK-40-Spindel, um die Keramikzerspanung zu optimieren. Das hat seinen Grund, denn solche Werkstoffe rücken verstärkt in den Fokus der produzierenden Industrie.
KeramischeWerkstoffefindenaufgrundihrerguten Verschleißfestigkeit,elektrischenIsolationseigenschaften und Beständigkeit gegenüber hohen Temperaturen ϑ immeröfterAnwendunginzahlreichen Konsumgütern, Medizinprodukten und Komponenten ausderLuft-undRaumfahrt.BegründetdurchihrehartsprödeWerkstoffcharakteristikergebensichbeiderZerspanung jedoch zahlreiche Herausforderungen bezüglich reduzierter Werkzeugstandzeiten TSt und unzureichender Zeitspanvolumina QW Ein vielversprechender Ansatz, um dennoch komplexe Geometrien aus derartigen Werkstoffen herstellen zu können, stellt die ultraschallunterstützte Fräsbearbeitung dar Dabei wird die Rotation des Werkzeugs mit einer hochfrequenten LinearbewegunginAxialrichtungüberlagert.Sokanndie Werkzeugstandzeit TSt um bis zu 300 Prozent erhöht werden GleichzeitigreduziertsichdieGratbildungund das Zeitspanvolumen QW wird erhöht [YAN20]
SofunktioniertdieZerspanungmit Ultraschallunterstützung
Der Grund dafür liegt in der periodischen UnterbrechungdesWerkzeugeingriffs,waszueinerReduzierung der entstehenden Schnittkräfte Fc und Temperaturen ϑ
führt. Für die Nutzung dieser Technologie muss die Schwingungsaktorik, welche sich meist innerhalb des Werkzeughalters befindet, mit elektrischer Energie EV versorgt werden. Dafür wird meist ein induktiver Drehüberträger genutzt, der in die Maschinenspindel integriert wird und die Versorgungsenergie EV auf die rotierendeSpindelwelleüberträgt.UmdieseEnergiefürdas Ultraschallsystem nutzbar zu machen, muss die Werkzeugschnittstelle der Spindel mit einer elektrischen Kontaktierung ausgestattet werden. Bestehende EntwicklungenzuelektrischenKontaktierungenvonWerkzeughaltern nutzen dafür federnd gelagerte KontaktstifteinderPlanflächeAP derHSK-Werkzeugaufnahmen und korrespondierende Kontaktpunkte aufseiten der Spindel (Bild 2, a)).
Diese Konzepte wurden bereits im Rahmen von Forschungsprojektenrealisiertunderprobt,jedochnuram BeispielvonWerkzeughalternderBaugrößeHSK63und HSK100[IBO08,BAZ17].WeilkonventionelleFräswerkzeugeausderMikroproduktionstechnikaufgrundihres geringen Schaftdurchmessers von D < 1 mm nicht standardmäßig mit den genannten Spannsystemen betrieben werden können, soll das Konzept auf kleinere HSKBauformen übertragen werden [UHL16]. Die dazu erforderliche Integration von Federkontaktstiften in
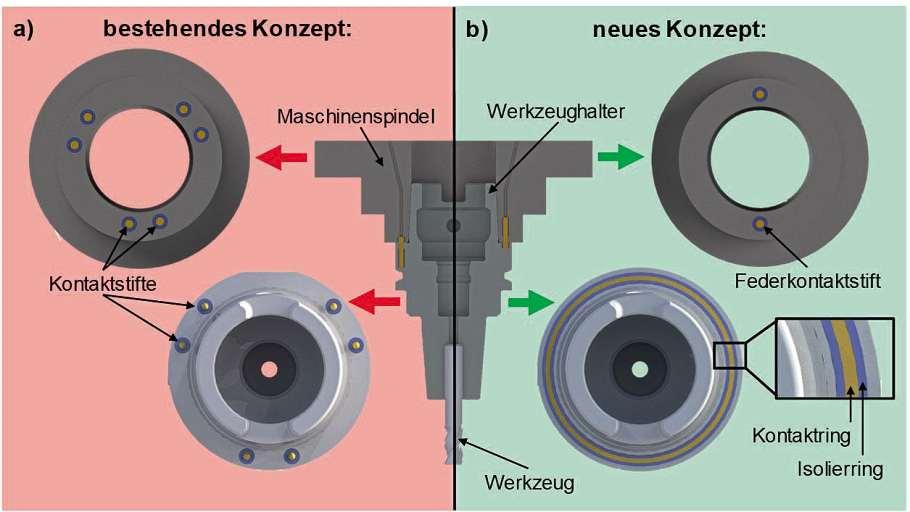
VERFASST VON
JuliusTschöpel
Wissenschaftlicher
Mitarbeiter
IWF an der TU Berlin
Dr.-Ing.Mitchel Polte
Oberingenieur
IWF der TU Berlin
ToniHocke
Gruppenleiter
IWF der TU Berlin
BernfriedFleiner
Geschäftsführer
Exeron GmbH
ClemensDicke
Leiter
Son-x Systems GmbH
Prof.Eckart
Uhlmann
Leiter
Fraunhofer-IPK und IWF der TU Berlin
Bild 2: Schematische Darstellung verschiedener Konzepte der elektrischen Schnittstellen – a) bestehendes Konzept mit beidseitigen Kontaktpunkten und b) neuartiges Konzept mit ringförmigen Kontaktring
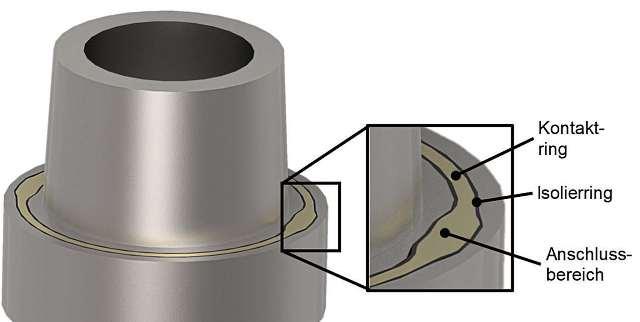
Bild: IWF
Weil die HSK-Form-E aufgrund der fehlenden IndexiernutkeinwinkelorientiertesEinsetzenindieMaschinenspindel ermöglicht, kann das aus dem Stand der Technik beschriebene Konzept mit Kontaktstiften und korrespondierendenKontaktpunktennichtangewendet werden (Bild 2). Diese Kontaktbereiche müssten beim Einwechseln des Werkzeughalters präzise aufeinandertreffen,wasohnewinkelorientiertesEinsetzennichtgewährleistet werden kann.
WerkzeughalterndesTypsHSK40oderHSK32istjedoch aufgrundderfehlendenBreiteihrerPlanauflageflächen APa nicht möglich.
Um den aus dem Stand der Technik beschriebenen Herausforderungenbegegnenzukönnen,wurdeeinneuer innovativer Ansatz gewählt. Ein ringförmiges Kontaktierungselement wurde dabei in einen Präzisionshalter der Baugröße HSK-40 integriert (Bild 2, b))
Der korrespondierende Kontakt auf Seiten des Spindelkopfes wurde mithilfe von Federkontaktstiften realisiert. Diese bieten aufgrund ihrer kompakten Bauform erhebliche Vorteile bezüglich der Integrierbarkeit in bestehende Spindelsysteme, welche bauraumtechnische Einschränkungen im Bereich der Spindelstirnfläche ASp aufweisen. Das neuartige Konzept lässt sich dabei auf alle HSK-Typen anwenden, aber auch auf den Sondertyp HSK-E, welcher infolge seiner vollständig rotationssymmetrischen Ausführung und der somit gesteigerten Wuchtgüte für hohe Drehzahlen n ≥ 25 000 min-1 zugelassenist.DemnachstellterfürdieMikrofräsbearbeitung ein geeignetes System dar
Als Werkstoff für den Kontaktring wurde das Material Neusilber der Legierung CuNi7Zn39Mn5Pb3 gewählt, weil dieser Werkstoff einen mit Kupfer vergleichbaren spezifischenelektrischenWiderstand ρ aufweist(Kupfer ρ =0,018Ωmm2/m,Neusilber ρ =0,33Ωmm2/m).Jedoch ist Neusilber bedeutend beständiger in korrosiven Umgebungen. Die elektrische Isolierung des Kontaktrings von der Maschinenspindel wurde durch ein RingelementausEpoxidharzdesTypsTough1500vonderFormlabs GmbH sichergestellt, welches mithilfe der Stereolithografie,eineradditivarbeitendenMethode,verarbeitet wurde. Der Isolier- und der Kontaktring wurden gemäß ihres Durchmessers D = 37 mm stoffschlüssig verklebt. Bei einem automatischen Werkzeugwechsel, auchbeianhaftendemKühlschmierstoff(KSS)amWerkzeughalter,gibtessokeineBeschädigungenanderKontaktbaugruppe. Für die Anbindung des Kontaktrings zum Leistungsaufnehmer innerhalb des WerkzeughalterswurdenzweisymmetrischeBereichevorgesehen,an welche die Anschlussdrähte angelötet werden können (Bild 3). Aufgrund der hohen Härte H der HSK-Planfläche AP und ihrer limitierten Zugänglichkeit für Fräswerkzeuge wurde die Fertigung der benötigten Nut durch Senkerodieren umgesetzt.
DieelektrischeSchnittstelleimPraxistest Umausschließenzukönnen,dasssichdieFederkontaktstifte und der Kontaktring infolge der übertragenen elektrischen Leistung P unzulässig stark erwärmen, wurde eine thermografische Untersuchung der betreffenden Kontaktstelle durchgeführt. Dafür wurde ein Demonstrator gefertigt, der eine thermografische Cha-
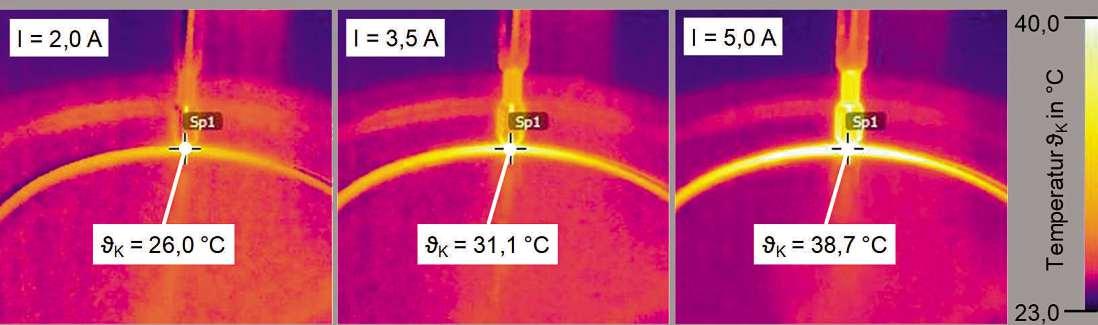
rakterisierung des im Betriebszustand nicht zugänglichen Kontaktbereichs ermöglicht. Mithilfe dieses Prüfaufbaus wurde ebenfalls der Einfluss verschiedener Kopfformen der Kontaktstifte auf das Erwärmungsverhalten ermittelt Die elektrische Last wurde durch ein LabornetzteilvomTypPSP12010desHerstellersConrad Electronics dargestellt. Als Messgerät für die aufgrund des Übergangswiderstands R entstehende Kontaktwärme ϑK diente eine Wärmebildkamera vom Typ T650sc des Herstellers Flir LLC.
DerdurchdenFederkontaktstiftunddenKontaktring fließende Strom wurde in den Grenzen von 1 A ≤ I ≤ 5 A variiert. In Bild 4 sind die unterschiedlichen Erwärmungszustände in Form von Infrarotaufnahmen zu sehen, welche sich nach dem Ausbilden des thermischen Gleichgewichtes einstellten. Es konnte gezeigt werden, dassdieErhöhungdesStromsaufI=5AbeieinemSpannungsabfall von U = 5 V lediglich zu einem Temperaturanstieg von Δϑ = 19 °C führte. Durch diese Erwärmung wird die vom Hersteller angegebene Dauergebrauchstemperatur des Epoxidharzes von ϑD = 63 °C nicht überschritten.
DiegemessenenKontakttemperaturen ϑK wiesenhingegen nur eine geringe Abhängigkeit bezüglich der verschiedenen Formen der Federkontaktstifte auf (Bild 5) Folglich ist man bei der Auswahl der Kontaktstifte sehr flexibel, wodurch beispielsweise bauraumtechnische Limitierungen bei der konstruktiven Implementierung der Schnittstelle vermieden werden können.
Eskonntegezeigtwerden,dassHSK-40-Werkzeughalter trotz des begrenzt zur Verfügung stehenden Bauraums miteinerelektrischenSchnittstelleausgestattetwerden können. Diese Entwicklung ermöglicht es in Zukunft, aktorische und sensorische Werkzeuge auch in der Mikroproduktionstechnik einsetzen zu können.
Diese Arbeit wurde durch das Zentrale Innovationsprogramm Mittelstand (ZIM) des Bundesministeriums fürWirtschaftundKlimaschutz(BMWK)ermöglicht.(pk)
Bild: IWF
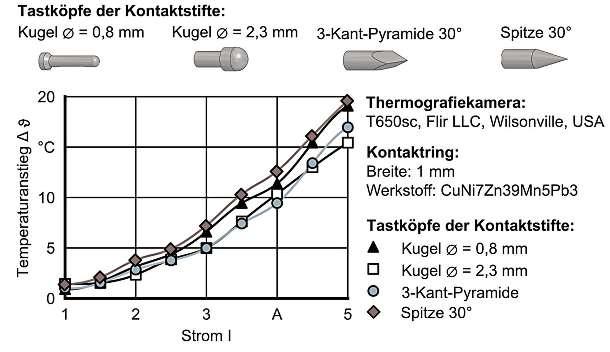
[BAZ17] Forschungsbericht:BauteilgerechteMaschinenkonfigurationinderFertigungdurchCyber-PhysischeSysteme–BaZMod.BundesministeriumfürBildungundForschung (2017).
[IBO08] ForschungsberichtFraunhoferIPT:IntelligentesBohrwerkzeugfürdieHerstellungundStrukturierungvonPräzisionsbohrungenmitgroßenDurchmessern-iBo BundesministeriumfürWirtschaftundTechnologie(2008)
[UHL16] Uhlmann,E.;Mullany,B.;Biermann,D.;Rajurkar,K P.; Hausotte,T.;Brinksmeier,E.: Processchainsforhigh-precision componentswithmicro-scalefeatures CIRPAnnals–ManufacturingTechnologies65(2016),S 549–572.
[YAN20] Yang,Z.;Zhu,L.;Zhang,G.;Ni,C.;Lin,B.:Reviewofultrasonicvibration-assistedmachininginadvancedmaterials InternationalJournalofmachineTools&Manufacture156 (2020).
Mikro-Schlauchverbinder für die Analytik und Labortechnik
Mikro-Schlauchverbinder und Verschraubungen
www.rct-online.de
• Viele Ausführungen und Verbindungsmöglichkeiten Luer-Lock-Adapter, Schlauchtüllen, Schlauchverschraubungen, Tri-Clamp-Verbinder, Kapillar-Verbinder, Steckverbinder
• Gefertigt aus hochwertigen Werkstoffen Fluorkunststoffe, Edelstähle, Polyolefine, Polyamide u.v.m.
• Chemikalienresistent, temperaturbeständig und sterilisierbar Mit Zulassungen nach FDA und USP Class VI
Reichelt Chemietechnik
GmbH + Co.
Englerstraße 18
D-69126 Heidelberg
Tel 0 62 21 31 25-0
Fax 0 62 21 31 25-10
rct@rct-online.de
Wenn es darum geht, Sensoren und Aktoren in beliebige Feldbussysteme zu integrieren, führt wohl kaum ein Weg an IO-Link vorbei. IO-Link öffnet quasi ein Fenster in die gesamte Anlagenstruktur. Wie aber funktioniert die Technologie eigentlich?

Um mit Sensoren, Aktoren und Automatisierungsgeräten digital zu kommunizieren, steht mit IO-Link eine weltweit standardisierte Technologie (IEC 61131-9) zur Verfügung
Bei IO-Link wird das klassische Ein-/Ausgabe-Modul durch einen IO-Link-Master ersetzt, der die Informationen u. a. über alle gängigen Feldbusse in die Anwendersoftware überträgt.
Inzwischen wird die Kommunikationsschnittstelle zwischen SPS und Sensoren in fast allen Branchen verwendet
Der Anschluss von einfachen, preissensitiven Sensoren, wie etwa Strömungs- oder Vibrationssensoren, in Automatisierungssysteme war über viele Jahre nicht ohne erheblichen Aufwand möglich. Seit etwa zehn Jahren steht mit IO-Link eine weltweit standardisierteTechnologie(IEC61131-9)zurVerfügung,um mit Sensoren, Aktoren und Automatisierungsgeräten digital zu kommunizieren. Wichtig dabei: IO-Link ist kein Feldbus, sondern die evolutionäre WeiterentwicklungvonanalogenundbinärenGerätenhinzusmarten Sensoren und Aktoren. Diese können zusätzlich zu ProzesssignalenauchService-,Wartungs-undParametrierdaten übermitteln.
Als Basis der Gerätekommunikation dient die IODD (IO Device Description), die alle Funktionalitäten in einem maschinenlesbaren XML-Format zusammenfasst. Bild: Pr
Die Punkt-zu-Punkt-Kommunikation basiert dabei aufdemschonlangeetablierten3-Leiter-24-Volt-SensorAnschluss, und zwar ohne zusätzliche Anforderungen an das Kabelmaterial. IO-Link kommt also ohne geschirmte Leitungen aus. Durch die einfache 3-adrige Verdrahtungstechnik entfallen viele Klemmpunkte Über einen M12-Stecker können bis zu 32 Messwerte oder andere Daten zu einem Gerät übertragen werden. Dies war in der Vergangenheit mit Analogtechnik wirtschaftlich nicht abbildbar
Die Integration einer IO-Link-Schnittstelle ist dem Verband Profibus Nutzerorganisation e V zufolge dagegen aufgrund niedriger Implementierungs- und Bauteilkosten selbst in preissensitiven oder sehr kleinen Komponenten problemlos möglich. Um IO-Link zu verwenden, wird einfach das klassische Ein-/Ausgabe-ModuldurcheinenIO-Link-Masterersetzt,derdieInformationen dann über alle gängigen Feldbusse oder direkt überdenRückwandbusderSteuerungindieAnwendersoftware überträgt. Der Gerätetausch bei IO-Link erfordert weder Tools noch Expertenwissen, da die ParametrierungaufdemMastergespeichertistundautomatisch wiederhergestellt wird.
Als Basis der Gerätekommunikation dient die IODD (IO Device Description), die alle Funktionalitäten in einem maschinenlesbaren XML-Format zusammenfasst. JederIO-Link-Geräteherstelleristverpflichtet,fürseine IO-Link-GeräteentsprechendeIODDszurVerfügungzu stellen. Diese können meist in der gemeinsamen IODDFinder-DatenbankimInternetheruntergeladenwerden. Auch greifen viele IO-Link-Konfigurationssoftware-Lösungen darauf zurück. Somit lässt sich, für den Anwender unsichtbar, eine Anlagenkonfiguration durchführen, die automatisiert die notwendigen Einstellungen aus der Datenbank importiert Damit dieser Mechanismus funktioniert, bekommt jedes IO-Link-Gerät eine Herstellerkennung (Vendor-ID) und eine Geräteken-
nung(Device-ID).SomitkanndasGerätvonseinerFunktionalität her eindeutig der IODD zugeordnet werden.
Steuerung
Der IO-Link-Master übernimmt zwei wesentliche Aufgaben: Er versorgt die angeschlossenen IO-Link-Geräte mit Betriebsstrom und sorgt für die Umsetzung der IOLink-Kommunikation in Richtung Steuerung bzw Feldbus. Er arbeitet somit als Gateway und ersetzt die Funktion des bisherigen Ein-/Ausgabe-Moduls. Da IO-Link laut Profinet Nutzerorganisation als weltweit einzige Sensor-/Aktor-Schnittstelle von allen führenden Steuerungsherstellern und Feldbussen unterstützt wird, bietendieseofteigeneMasteran.SogibteseinegroßeVielfalt an IO-Link-Mastern unterschiedlicher Hersteller, sowohl im Schaltschrank als auch für den Feldeinsatz.
IO-Link bietet die Fernparametrierung aus dem SPSProgrammoderderParametrier-/Konfigurationssoftware heraus an. Hiermit ist es jederzeit möglich, während der Inbetriebnahme oder auch danach einzelne Gerät umzuparametrieren, ohne sie vom IO-Link-Master zu trennen. Somit entfallen aufwendige zusätzliche Schnittstellen wie USB oder RS485.
IO-LinkzurVerdrahtungsvereinfachung
IO-Link-Devices in der Bauform Ein-/Ausgabe-Modul stellen klassische analoge Schnittstellen (0…10 Volt, 4…20Milliampere)oderSchalteingängeund-ausgänge zur Verfügung Somit können auch konventionelle AutomatisierungsgeräteohneIO-LinkanIO-Link-Mastern betrieben werden. Über einfache am Markt verfügbare Analogkonverter mit IO-Link-Schnittstelle und mehreren binären oder analogen Ports lassen sich auch nicht IO-Link-fähige Geräte einbinden.
Bei IO-Link-Aktuatoren ist es möglich, anstelle des 3-adrigenKabels(A-Port)ein5-adrigesKabel(B-Port)zu verwenden, wenn eine höhere Stromversorgung oder eine separate Sicherheitsabschaltung notwendig sein sollte.
Seit über zehn Jahren ist IO-Link nun weltweit im Einsatz–kontinuierlichweiterentwickelt UmnurzweiBeispiele zu nennen:
Mit IO-Link Wireless gibt es ein drahtloses Kommunikationssystem, das es erlaubt, Prozessdaten in Echtzeit mit der Steuerung auszutauschen Klassische Schnittstellen wie Bluetooth oder WiFi, die aus dem Consumerbereich stammen, bieten solche Möglichkeiten nicht. IO-Link Wireless ist zudem softwaretechnisch zu 100 Prozent kompatibel mit IO-Link, so dass sich aus Sicht des Programmierers nichts ändert. Drahtlose IO-Link-Sensoren können zum Beispiel auf Förderbändern ohne größeren Verkabelungsaufwand die transportierten Produkte überprüfen. Und in hygienisch anspruchsvollen Anwendungen vermeiden kabellose Anwendungen mit IO-Link Verschmutzungen.
IO-Link Safety erweitert das IO-Link-Ökosystem um funktionale Sicherheit bis zum Performance-Level PLe/SIL3 nach IEC 61784-3 Mit IO-Link Safety ist es möglich, mehrere analoge Messungen sicher zu erfassen und dann die Sicherheitssteuerung entscheiden zu lassen, ob abgeschaltet bzw sicher angehalten werden muss. Dies ermöglicht zum Beispiel den Anschluss von smarten Sicherheits-Lichtgittern, Notausschaltgeräten oder weiteren sicherheitsrelevanten Geräten. Die IO-Link-Safety-Spezifikation definiert auch eine mögliche 2-kanalige OSSD-Schnittstelle zum Anschluss an klassische Sicherheitsrelais.
IO-LinkfungiertalsDatenquellefür Industrie4.0
Anbieter von IO-Link-Mastern haben zusätzliche ITSchnittstellen ins Portfolio aufgenommen. So können IO-Link Daten mit MQTT direkt in Cloud-Datenbanken geschriebenwerden.ÜberdensogenanntenY-Weg,also einer Kombination aus Echtzeit-(OT)-plus IoT-Schnittstelle,bestehtaußerdemauchdieMöglichkeit,mitdemselben Sensor sowohl in der IT- als auch in der OT-Welt zu kommunizieren. Dies reduziert die Kosten teils erheblich.
Weltweitgibtesmittlerweileüber36Millioneninstallierte IO-Link-Geräte. In dieser Zeit hat sich auch deutlich herauskristallisiert, in welchen Bereichen IO-Link seine Vorteile ausspielt und wo die Grenzen liegen. So ist die Leitungslänge bei IO-Link auf 20 Meter spezifiziert.DieshatdenVorteilderschnellenFehlersucheund des geringen Spannungsabfalls. Für große EntfernungeninnerhalbderAnlageempfehlensichFeldbussemit typischerweise 100+ Metern und dezentral verteilten IO-Link Mastern. Falls bei IO-Link doch einmal mehr Leitungslänge benötigt wird, stehen Repeater zur Verfügung HinundwiederkommtauchderWunschnach mehrerenTeilnehmernaneinerLeitungauf Dieswürde IO-Link allerdings zu einem Bussystem aufwerten, mit diversen Nachteilen, wie der Teilnehmeradressierung

Auch die Inbetriebnahme und der bisherige einfache Austausch würden erschwert.
IO-Linkisteinesehrrobuste,digitaleKommunikationsschnittstelle für den schnellen Datenaustausch zwischen Industriesteuerungen (SPS) und Sensoren, selbst in rauer Industrieumgebung Mittlerweile wird IO-Link in fast allen Branchen angewendet. Um nur einige Beispiele zu nennen:
In Werkzeugmaschinen werden sehr viele Signale auf engstem Raum über IO-Link-Module eingesammelt. Smarte IO-Link-Sensoren überwachen Hydraulikaggregate und Spindeln.
In der Fördertechnik werden dezentrale IO-LinkVentilinseln zur Steuerung der Hubtische und Weichen eingesetzt. Smarte Antriebe der Rollenbänder können dezentral über IO-Link angesteuert werden.
In der Lagerlogistik werden RFID-Reader mit IO-Link verwendet, um eingehende und ausgehende Güter zu erfassen.
In der Prozesstechnik ersetzen smarte IO-Link-Sensoren bisherige Analogsensoren, die störanfällig waren.
In der Robotik sparen smarte IO-Link-Greifer in Verbindung mit IO-Link Wireless eine Menge an Kupferleitungen und somit Gewicht.
DerErfolgistaucheineFolgedesunermüdlichenEinsatzes der IO-Link-Community So bieten zum Beispiel die IOL Competence Center (IOL CC) technischen Support für alle Fragen rund um IO-Link. Sie spielen auch eine entscheidende Rolle bei der Entwicklungsunterstützung Davon profitieren besonders Entwickler, die dasersteMalIO-LinkinGeräteundSystemeimplementieren. Zusätzlich führen IO-Link-Testlabore (IOL-TL) Tests für die Herstellererklärung von Devices und Mastern durch. Damit können sich Anwender auf geprüfte KomponentenundherstellerunabhängigeInteroperabilität verlassen. (pf)





Lebensmittelindustrie

Automatisierungfür jedenGeschmack
BesuchenSieuns: AnugaFoodTecinKöln
19.–22.März2024 Halle7,StandA-048/B-049
LogiMATinStuttgart
19.–21.März2024 Halle6,StandA17
www.kuka.com/ anuga-2024
www.kuka.com/ LogiMAT-2024


Die Produktion von mechatronischen Steckverbindern für Elektroautos ist hochkomplex. MSA Vorrichtungsbau automatisiert diese Fertigung mit neun Handlingrobotern an der Grenze des technisch Möglichen.
Hochkomplexe Produkte in hoher Stückzahl – dafür steht die Automobilzuliefererindustrie. Für die Hersteller bedeutet das: Sie müssen immer schnellerundimmerkostengünstigerproduzieren Das gilt umso mehr für mechatronische Komponenten in Fahrzeugen.ZumaldieseinElektroautosinnochgrößerem Umfang eingesetzt werden als in den klassischen FahrzeugenmitVerbrennungsmotor Dementsprechend steigt mit der Elektromobilität die Nachfrage.
Vor diesen Herausforderungen steht auch das UnternehmenCGRB-EinMettmann.DieTochtergesellschaft des französischen Konzerns CGR International hat ihre WurzelninderKunststoffbrancheundliefertheutekomplexe Stanzteile und Baugruppen sowie die dazugehörigen Werkzeuge. Geschäftsführer Stefan Schmidt beschreibt die Situation des Unternehmens so: „Wir müssen uns dem Kostendruck der Branche stellen und uns als Teil einer globalen Firmengruppe auch gegenüber anderenProduktionsstandortenimAuslandbehaupten. Das geht nur mit einem sehr hohen Automatisierungsgrad.“ Aktuell hat das Unternehmen CGR eine Automatisierungslösung zur Herstellung eines neuen mechatronischen Bauteils umgesetzt. Konkret geht es dabei
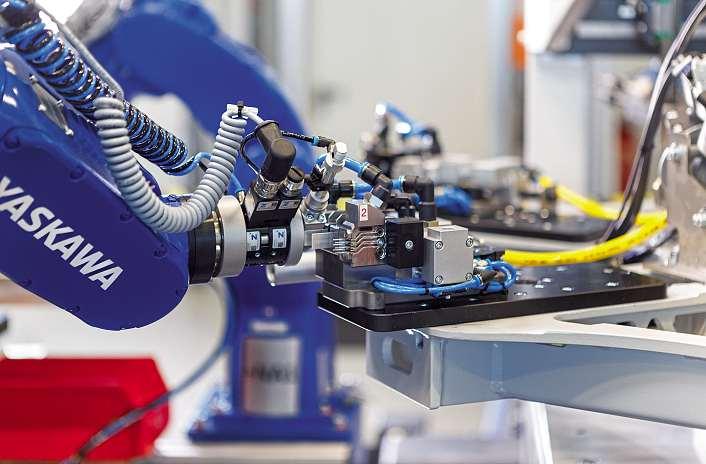
Bei der Vorkonfektion der Steckverbinder übernehmen
Roboter komplexe Pick-and-Place-Aufgaben
umSteckverbinderfürelektronischeLenkungssysteme verschiedener Elektrofahrzeugmodelle namhafter Hersteller Diese Stecker müssen zunächst vorkonfektioniert und dann im Spritzgussverfahren mit Kunststoff vergossen werden.
Der entsprechende Produktionsprozess stellt charakteristische Anforderungen: So erfordert die Anwendung trotz des angestrebten hohen Durchsatzes eine sehr hohePräzision.AußerdemhandeltessichbeidenProduktenumsicherheitsrelevanteKomponenten,washöchste Standards bei Prozess- und damit Qualitätssicherheit voraussetzt.DeshalbmussdieAnlagezumBeispieleine staubfreie Sauberraumatmosphäre gewährleisten, damit keinerlei Kleinpartikel in die Stecker gelangen können. Auch Flexibilität ist gefragt: Denn auf der Anlage werden drei Steckermodelle gebaut, die wiederum jeweilsdreiunterschiedlicheKontakttypenenthalten.Der Sondermaschinen- und Vorrichtungsbauer MSA Vorrichtungsbauausdemrheinland-pfälzischenEichelhard wurde von CGR mit dieser Automatisierungsaufgabe betraut. „Das ist bereits die fünfte Anlage, die wir gemeinsamrealisieren“,erklärtMSA-GeschäftsführerAlexander Pierkes. „Wir bei MSA können unsere Anlagen schon im eigenen Werk unter Betriebsbedingungen testen und in Betrieb nehmen. Schlüsselfertig transportierenwirsiedannnurnochandiespätereEinsatzstelle, was den Installationsaufwand vor Ort reduziert.“
Das von MSA entwickelte Anlagenkonzept umfasst im Wesentlichen drei Teile: die Vorkonfektion, die Spritzgussmaschine sowie Veredelung und Qualitätssicherung DergesamteProzessistvollautomatisiertundläuft ausschließlichimmannlosenBetriebab Beisämtlichen Schrittenkommen–außerbeimeigentlichenSpritzguss in der Maschine – Roboter zum Einsatz. Dies sind neun Industrieroboter aus der Reihe Motoman GP von Yaskawa.
Die GP-Serie (General Purpose) umfasst eine Palette von 6-Achs-Handlingrobotern mit Traglasten zwischen 4 und 600 kg Mit unterschiedlichen Traglast-Reichwei-
te-Kombinationen, Sonderausführungen mit hoher IPSchutzklasse,lebensmitteltauglichemFettoderspeziell lackierten Oberflächen lösen diese Roboter vielfältige Automatisierungsaufgaben SiekommeninvielenBranchen zum Einsatz, wie Handling, Montage, Maschinenbeladen, Fräsen, Bohren, Entgraten, Schleifen, Polieren oder Qualitätskontrolle. Für den europäischen Markt fertigt Yaskawa die GP-Roboter im slowenischen Werk Kočevje.DiedementsprechendkürzerenTransportwege ermöglichen schnellere Lieferzeiten.
MSA setzt regelmäßig Roboter aus dem MotomanPortfolio ein. Bei der Aufgabenstellung von CGR sprach auch deren hohe Präzision und Wiederholgenauigkeit fürdieseEntscheidung FernersindbeiCGRamStandort Mettmann bereits zahlreiche weitere Roboter von Yaskawa im Einsatz. „Wir sind sehr zufrieden mit unseren RoboternundstrebendeshalbimWerkeinegewisseEinheitlichkeit an, um damit auch den Schulungsaufwand möglichst gering zu halten und das Ersatzteilmanagementzuoptimieren“,unterstreichtStefanSchmidt.„Die Robotersteuerungen lassen sich gut in unsere Profinetbasierte Maschinen- und Anlagenumgebung integrieren. “ Alexander Pierkes ergänzt: „Die Kommunikation ist bei den Motoman-Steuerungen schnell. Außerdem bietensieüberdiewerkseitiginderSteuerungYRC1000 integrierteSchnittstelleMotologixvieleFunktionen,die wir bei MSA in ihrer kompletten Bandbreite nutzen.“
37,5SekundenfürparalleleProduktion
DereigentlicheProduktionsprozessbeginntmitderVorkonfektion:VierkleineMotoman-GP4-Roboterarbeiten dabeianeinemRundtakttisch SietrennenzumBeispiel die Kontakte vom Coil, vereinzeln diese und bearbeiten sie Zudem konfektionieren sie die Stecker und setzen sogenannte Pins. Im nächsten Schritt werden die vorkonfektionierten Bauteile in einer Spritzgussmaschine mit Kunststoff vergossen. Das Be- und Entladen der Maschine übernimmt ein Motoman GP50 mit 50 kg Traglast. Anschließend setzt der Roboter die Stecker auf ein Umlaufband um, auf dem sie weitere Bearbeitungsstationen durchlaufen. Sie werden u. a. versiegelt und abschließend in unterschiedlichen Verfahren auf elektrische Sicherheit (E-Check), Dichtigkeit und weitere relevanteFaktorenüberprüft Abschließenderfolgt–wiederum roboterbasiert – die Verpackung der fertigen Bauteile in Trays zum werksinternen Weitertransport FürdieparalleleProduktionvonvierBauteilenbenötigt die Anlage dabei gerade einmal 37,5 Sekunden. Die Gesamtkapazitätliegtbeirund1,92Mio Steckern Dankder Robotik wird die geforderte Flexibilität sichergestellt: Die Anlage lässt sich trotz der hohen Zahl an Robotern in nur vier Stunden auf einen neuen Steckertyp umrüsten.
AnderGrenzedestechnischMöglichen
Mit einer hochautomatisierten Anlage begegnet CGR den Anforderungen der Automotive-Branche. Insgesamt neun Motoman-Roboter übernehmen darin komplexe Aufgaben mit hoher Präzision und Schnelligkeit. DieschnellenZykluszeitenundkomplexeKombination der zahlreichen Arbeitsschritte in einer Anlage sind selbst für einen Automatisierungsexperten wie Alexander Pierkes nicht alltäglich: „Wir agieren mit dieser Anlage an den Grenzen des technisch Möglichen.“ (kun)
Yaskawa erfüllt nun offiziell – vom TÜV Süd bestätigt – die neue internationale Cybersecurity-Norm IEC 62443-4-1 die strenge Vorgaben für die Entwicklung und Betreuung digitaler Produkte definiert.
Die Lösung für Ihre HighspeedMontageautomation


JonasMicheler
Global Content Marketing Manager Division
Robotics
Kuka
Die einzelnen Module des Kuka-Softwarepaketes lassen sich an die verschiedenen Produktgruppen anpassen. VERFASST
Von der Roboterprogrammierung über die SPS im Gesamtkonzept bis zur Inbetriebnahme: auf das Zusammenspiel von Hard- und Software kommt es an. Um Anlagen zur Herstellung von Präzisionswerkzeug zu realisieren, arbeitet die Werkzeugfabrik Paul Horn mit Kuka für das Application Engineering zusammen.
Mit mehr als 25.000 Standardwerkzeugen und über150.000SonderlösungenistdieVielfaltbei der Hartmetall-Werkzeugfabrik Paul Horn in Tübingen groß Und um genau dieser Vielfalt zukunfts-
Paul Horn automatisiert einen Teil seiner Produktion flexibel in Kombination mit den eigenen CNC-Schleifmaschinen.
Die Anlagen wurden mit dem 6-Achs-Roboter KR Agilus von Kuka ausgerüstet, der automatisiert Wendeschneidplatten aus 35 Produktfamilien mit jeweils unterschiedlichen Parametern auf einen Werkstückträger montiert.
fähig zu begegnen, entschied sich das weltweit tätige Unternehmen im Jahr 2018 dazu, einen Teil der Produktion flexibel zu automatisieren. „Wir müssen unsere Produkte auch bei kleinen Losgrößen wirtschaftlich produzieren. Daher benötigen wir sehr flexible Automatisierungslösungen in Kombination mit unseren eigenen CNC-Schleifmaschinen“, sagt Paul-Horn-GeschäftsführerMatthiasRommel.DasUnternehmenentschied sich, die Anlagen mit dem 6-Achs-Roboter KR AgilusvonKukaauszurüsten,derautomatisiertWendeschneidplatten verschiedenster Produktfamilien auf einenWerkstückträgermontiertundderCNC-Maschine zuführen sollte. Doch: Die Herausforderungen auf dem Weg dorthin waren groß.
35 Produktfamilien mit jeweils unterschiedlichen Parametern machten die Aufgabe für den KR Agilus anfangs schwierig „Es kommt bei dieser Arbeit auf die exakte Genauigkeit der Greiftechnik an Diese zu programmieren,hatunsinternvorHerausforderungen

Werkzeugmaschinen-Beschicken leicht gemacht: Der Kuka-Roboter KR Agilus sorgt dafür, dass jede Wendeschneidplatte den richtigen Schliff erhält.

gestellt“, gibt Rommel zu. Hinzu kamen Einschränkungen durch äußere Gegebenheiten wie Platzmangel und kurzeTaktzeiten.Hornentschiedsich,dieExpertisevon Kuka im Bereich des Application Engineerings mit an Bord zu holen, um das Projekt ans Ziel zu bringen. Schließlich stellt die Software und deren DokumentationeinenentscheidendenBausteininderAutomatisierung dar
So wurde das Augsburger Unternehmen Kuka zum Programmierpartner der Tübinger Sven Göckes, langjähriger Roboterprogrammierer bei Kuka, ließ sich in die Ideen einweihen und hat daraufhin eine einheitliche Programmier- und Softwarestruktur projektiert und festgelegt.„DasZielwar,dieLösungsogenerischzuprogrammieren, dass wir die Produktvielfalt jederzeit erweitern können. Das war nicht einfach und hat auch meinenEhrgeizgeweckt“,sagtGöckes.ZweiJahre,viele gemeinsame Gespräche und mehr als 4 000 ProgrammierstundenspäterwarendieAnlagenfürdieverschiedenenProduktfamilienfertigentwickeltundinBetrieb genommen. Ein Faktor war dabei das Softwarepaket Kuka.Apptech,dasdurchseinenmodularenAufbaugut zum Produktionskonzept von Paul Horn passt. Die einzelnen Module des Softwarepaketes lassen sich an die verschiedenenProduktgruppenanpassen,wodurcheine Reproduzierbarkeit sich wiederholender Programmierabläufe mit geringem Aufwand möglich ist.
Der KR Agilus hängt in den Anlagen bei Horn kopfüber an der Zellendecke, von wo aus er alle Bewegungen durchführen kann EinMitarbeiterkannvonaußendieZellemit einer Palette bestücken und am Bedienpult die entsprechenden Parameter zu den darauf befindlichen Werkstücken eingeben Dann beginnt der 6-Achs-Roboter mit seiner Arbeit. Er richtet die Wendeschneidplatten auf dem Werkstückträger aus und greift ihn. Der Roboterarm führt das Werkstück zu einer Kamerastation, die die Schneidenposition bestimmt. Mit dieser Information positioniert der Roboter die Wendeschneidplatte auf dem dafür vorgesehenenTräger,welcherimnächstenSchrittderCNC-
Maschine zum Schleifen gebracht wird. Die fertig geschliffene Wendeschneidplatte kommt zurück zum Roboter,derdiesewiederanihremursprünglichenPlatz auf der Palette ablegt. Dabei geht keine Zeit verloren: WährenddaseineWerkstückgeschliffenwird,montiert der Roboter schon das nächste auf einem neuen Träger
NeueProduktfamilienselbst implementieren
Jede Anlage wurde so programmiert, dass sie sich schnell auf neue Bauteile und Bearbeitungsprozesse umstellen lässt.
Voninsgesamtrund300MaschinendesUnternehmens Paul Horn laufen mittlerweile 55 mit der von Kuka entwickeltenAnlage–auchindenUSAundTschechien.27 weitere Roboter sollen die Automatisierung weiter vorantreiben. „Uns geht es dabei vor allem um eine langfristige Perspektive. Durch die neuen Anlagen rechnen wirdamit,dasswirinZukunftflexiblerseinwerdenund neue Produktfamilien selbst implementieren können. Durch die gemeinsame Arbeit mit Kuka haben wir die Basis geschaffen“, freut sich Geschäftsführer Rommel.
SoftwarepaketefürgenauesGreifen
Wie der Einsatz der Kuka-Roboter bei Paul Horn genau aussieht, erfahren Sie in diesem Video: https://shorturl at/yEY04
UmdieGenauigkeitbeimGreifenzugewährleistenund kurze Taktzeiten zu erfüllen, kamen verschiedene Softwarepakete von Kuka zum Einsatz. So half etwa das modular aufgebaute Softwarepaket Kuka.Apptech bei der Programmierung der Anlagen. Zur Unterstützung und Planung der Sicherheitskonfiguration kam die Simulationssoftware Kuka.Sim zum Einsatz. Mit der Software Kuka.Safeoperation ließen sich zusätzlich Arbeits- und Schutzbereiche virtuell festlegen und nach der Umsetzung in der Realumgebung überwachen.
BediendatenausSPS-Programm visualisieren
„DasZielwar,dieLösungso generischzuprogrammieren, dasswirdieProduktvielfalt jederzeiterweiternkönnen.“
Sven Göckes, Roboterprogrammierer bei Kuka
DieneueAutomatisierungslösungvonKukaermöglicht esdenMitarbeitendenbeiHorn,sichnochgezielterauf dasSicherstelleneinerhohenSchleiftechnikqualitätzu konzentrieren. „Der Einsatz von Robotik in unserer Produktion erleichtert uns den Arbeitsalltag Durch die Automatisierung erreichen wir mehr Genauigkeit und einehöhereGeschwindigkeit.AußerdemistdieAnwendung sehr intuitiv zu bedienen“, berichtet Luisa Baur, Anlagenbedienerin bei Horn. Dabei hilft beispielsweise auch das Visualisierungssystem Miview von Kuka: Damit lassen sich entsprechend denBenutzereinstellungenund basierend auf User- und Passworteingabe die Bedien- und Anzeigedaten direkt aus dem SPS-Programm generieren und visualisieren. Das funktioniert in mehreren Sprachen. Auch erfasst und speichert das Visualisierungssystem automatisiert Zustandsinformationen. „Wir legen viel Wert auf ein modernes,zukunftsfähigesArbeitsumfeld.MitsolchenLösungen wollen wir uns in einer wirtschaftsstarken Region von Wettbewerbern abgrenzen und die Mitarbeiter motivieren“, begründet der Geschäftsführer von Horn weiter die Entscheidung für die Automatisierung Er ist sicher,dassdiesesProjektnureinersterSchrittwarund viele weitere folgen werden. (kun)
Wir geben einen Überblick über die Insolvenzentwicklung im Maschinenund Anlagenbau 2023.
Der Maschinen- und Anlagenbau musste im letzten Jahr weniger Großinsolvenzen verzeichnen. Die Anzahl an Insolvenzen insgesamt steigt jedoch weiter an. Wir geben einen Überblick.

Die Anzahl der Großinsolvenzen im Maschinen- und Anlagenbau ist 2023 gesunken.
Über alle Umsatzklassen hinweg gab es im Maschinenbau und bei den Metallwarenherstellern jedoch mehr Insolvenzen als im Vorjahr
Für die kommenden Jahre prognostiziert Experte Sebastian Wilde einen Ausleseprozess, der insbesondere mittelständische Unternehmen treffen wird.
DieGroßinsolvenzenimMaschinen-undAnlagenbau sind im letzten Jahr weiter zurückgegangen – und pendeln sich allmählich wieder auf dem NiveauvorCoronaein.DaszeigteineexklusiveAuswertungderRestrukturierungsberatungFalkenstegfürMM Maschinenmarkt. Insgesamt 48 Hersteller und Zulieferer mussten 2023 einen Insolvenzantrag stellen. Das sind fünf Insolvenzen weniger als noch 2022 (53 Insolvenzen) und deutlich weniger als im Coronajahr 2020 (80 Insolvenzen).
Der Anlagenbau wird dabei regelrecht zur Vorzeigebranche. Lediglich zwei Unternehmen mussten im letzten Jahr Insolvenz anmelden. Das sind mehr als 70 Pro-
Diegrößten*InsolvenzenimMaschinen-undAnlagenbau2023
zent weniger als im Vorjahr Damals waren es noch sieben Großinsolvenzen. Im Maschinenbau waren 22 Unternehmenbetroffen(2022:28)undbeidenHerstellern von Metallwaren waren es insgesamt 24 (2022: 25) GanzanderssiehtesderzeitinDeutschlandinsgesamt aus. Über alle Branchen hinweg sind die Großinsolvenzen um 14,5 Prozent auf 260 Fälle gestiegen.
Insolvenzen:alleUmsatzklassen
Anders sieht es jedoch aus, wenn man sich die Entwicklung über alle Umsatzklassen hinweg ansieht. Sowohl dieMaschinenbaueralsauchdieMetallwarenhersteller waren noch einmal deutlich mehr von Insolvenzen betroffen als im Vorjahr
Im Maschinenbau stiegen die Zahlen von 262 Insolvenzen im Vorjahr auf 286 Insolvenzen im Jahr 2023 (+ 9,2 Prozent)
Bei den Metallwarenherstellern erhöhte sich die Zahl sogar noch einmal drastischer von 196 Insolvenzen im Jahr 2022 auf 229 betroffene Unternehmen im letzten Jahr
renAusleseprozesses.„Ichgehedavonaus,dassdieZahl derGroßinsolvenzenvon48auf60zunehmenwird“,so Wilde. Eine Insolvenzwelle wird es dem Experten zufolge jedoch nicht geben.
Faktoren, die der Branche Schwierigkeiten bereiten, gibtesdennochzahlreiche.SorechnenBranchenvertreter beispielsweise damit, dass die Kosten für Energie, Rohstoffe und Vorprodukte weiter ansteigen werden. BesondersbetroffendavonsindlautWildemittelständischeUnternehmenmit300bis500Mitarbeitern,diedie Mehrkosten nicht an ihre Kunden weitergeben können oder deren Einkaufsabteilung nicht über die nötige Marktmacht verfügt. Hinzu kommen HerausforderungenwiederstockendeBürokratieabbau,derFachkräftemangel und die Auswirkungen der politischen Entwicklungen.
„DiezweistelligenRückgänge beidenAuftragseingängen unddieweltweitsinkende
Investitionsbereitschaft
lassenfürdienächstenzwei JahrenichtsGuteserwarten.“
Sebastian Wilde, Partner bei Falkensteg
Stabil entwickelte sich die Zahl hingegen im Anlagenbau: Hier mussten sowohl 2022 als auch 2023 insgesamt 19 Unternehmen Insolvenz anmelden.
PrognosefürdieweitereEntwicklung
AuchfürdienächstenbeidenJahreprognostiziertSebastian Wilde, Partner der Unternehmensberatung Falkensteg, einen negativen Trend im Maschinen- und Anlagenbau. „Die Branche arbeitet derzeit ihre vollen Auftragsbücher ab Aber die zweistelligen Rückgänge bei den Auftragseingängen und die weltweit sinkende InvestitionsbereitschaftlassenfürdienächstenzweiJahre nichts Gutes erwarten“, so der Branchenexperte Bereits im vergangenen Jahr habe sich die Zahl der krisengefährdeten Maschinenbauer deutlich erhöht. Wilde sieht darin einen möglichen Beginn eines länge-
Zuletzt wird es aktuellfürMaschinenbauer und Zulieferer immer schwerer, Kredite zu erhalten. Das wiederum führt dazu, dass neue ProjekteoderderHochlauf der Produktion nicht mehr finanziert werden können. Denn die Bereitschaft der Banken, Kredite an Maschinenbauer und Zuliefererzuvergeben,istlautWildenichtsonderlichhoch. Das treibe, wenn die Finanzierung überhaupt zustande komme, die Risikoaufschläge für Kredite zusätzlich in die Höhe. „Manche Unternehmen werden die höheren Kreditkostengarnichtmehrerwirtschaftenkönnen“,befürchtet der Restrukturierungsexperte. (mk)
Das Chatprogramm Chat GPT ist sehr leistungsfähig, doch nur bedingt „intelligent“. Entsprechend reflektiert und gezielt sollte man es im Marketing- und insbesondere im Vertriebsbereich einsetzen.
PeterSchreiber
Inhaber
Peter Schreiber & Partner
Ende2022schaltetedasUnternehmenOpenAIsein ProgrammChatGPTfürdieallgemeinekostenlose Nutzung frei. Seitdem ist rund um das Thema künstliche Intelligenz (KI) ein regelrechter Hype entstanden – insbesondere
in den vertriebsnahen Bereichen der Unternehmen sowie
bei den Dienstleistern, die für sie tätig sind.
Und nicht wenige von ihnen, wie zum Beispiel viele Werbetexter,befürchten,dassihnenbeieinerintensiven NutzungsolcherProgrammewieChatGPT,GoogleBard & Co durch die Unternehmen Aufträge verloren gehen.
KI-Systeme wie Chat GPT sollten idealerweise selektiv und gezielt im B2B-Vertrieb eingesetzt werden.
Während sie bei der Werbung und Bekanntheitssteigerung hilfreich sein können, ist der menschliche Faktor, insbesondere bei fortgeschrittenen Verkaufsprozessen, weiterhin von großer Bedeutung
Eine intensive Nutzung von KI-Systemen im Marketing- und Vertriebsbereich birgt das Risiko, dass Mitarbeiter die Fähigkeit verlieren, die Zielführung von Lösungsvorschlägen zu überprüfen.
Zu Recht, denn mit ihnen lassen sich sehr schnell und einfach zumindest erste Entwürfe solcher Werbetexte wie
Posts in den Social Media zur Lead-Generierung, (Standard-)Mails und Werbeschreiben an (Ziel-) Kunden sowie
Blogbeiträge generieren, die man dann weiterbearbeiten kann.
Denn diese Programme können viel schneller als MenschendasInternetnachInhaltendurchforsten,die, bezogenaufeinbestimmtesThema,relevantseinkönnten.DaserspartoftvielRecherchearbeit.Dochnichtnur dies! Die Programme können dank ihrer Algorithmen die gefundenen Inhalte auch so verknüpfen, dass zumindest sinnvoll und zielführend erscheinende Texte entstehen. Und dies wird ihnen künftig immer besser gelingen, je klüger sie programmiert und je trainierter sie sind. So existieren zum Beispiel heute bereits sogenannte generative KI-Systeme, die anhand erkannter Muster neue Inhalte generieren können.
ChatGPTkannnichtselbstständigdenken
Eines können die Chatprogramme aber (noch) nicht: selbstständig und eigeninitiativ denken Sie brauchen denvonMenschengegebenenImpulsbeziehungsweise „Prompt“ genannten Auftrag „Suche nach “ und „Generiere daraus “ Und die Qualität der von ihnen ge-
liefertenErgebnisse(Texte,Bilder,Zeichnungen,Videos usw.)? Sie hängt weitgehend von der Qualität der Prompts ab, die den KI-Programmen gegeben werden –also von der Intelligenz und Kompetenz ihrer menschlichen User
DochselbstdannkönnendieProgrammeletztlichnur die Inhalte verarbeiten und in mehr oder minder effektiver Form wiedergeben, die sich schon im Netz befinden. „Herumspinnen“ und träumen, fantasieren und ganzneueIdeensowieLösungsansätzeentwickeln,das könnendiereinlogisch„denkenden“Programme(noch) nicht. Das ist noch ein Privileg von uns Menschen Oderandersformuliert:DieProgrammekönnennicht „outofthebox“denken DeshalbkannmanmitihrerHilfe zwar Texte wie Posts zur Lead-Generierung und Standard-Mails zur Beziehungspflege mit Kunden erstellen, die aufgrund der in ihnen enthaltenen Stichworte und FormulierungeneineVielzahlderadressiertenLeseransprechen;spezielldann,wenndieseeinigegemeinsame Merkmaleaufweisen–wiezumBeispiel,dasssieallefür produzierende Unternehmen arbeiten, die mit Lieferproblemen und hohen Energiekosten kämpfen und/oder aufgrund des Fach- und Führungskräftemangels Probleme mit der Personalbeschaffung haben Schwierigkeiten bereitet es den Programmen aber meistschon,dieimNetzgefundenenInhaltesprachlich
sozuverpacken,dasssiedieAdressaten(aufgrundihrer FunktioninderOrganisation,alsozumBeispielWerks-, Einkaufs- oder Personalleiter) auch emotional ansprechen – was im Marketing- und insbesondere im Vertriebsprozess wichtig ist.
ImB2B-Vertriebkommtmanmit „Allgemeinplätzen“meistnichtweit
Dasheißt,wennesumdieallgemeineKundenansprache beziehungsweise das „Flagge-Zeigen-im-Markt“ geht, können diese Systeme durchaus hilfreiche Tools sein Anderssiehtesjedochaus,wennesimB2B-Vertriebzum Beispiel darum geht,
den Kaufentscheidungsprozess im Buying Center gewisser Unternehmen gezielt voranzutreiben oder bei Bestandskunden den Lieferumfang zu erhöhen. Dann kommt man mit den Text- bzw LösungsvorschlägenderKI-Programmemeistnichtweit.Dennhierfür ist es notwendig,
in der (schriftlichen und mündlichen) Kommunikation mit den Zielkunden auf den spezifischen Bedarf des jeweiligen Unternehmens sowie der Entscheider in ihm einzugehen und ihnen individuelle Problemlösungen zu skizzieren beziehungsweise aufzuzeigen, die deren Ist-Situation und (Entwicklungs-)Ziele berücksichtigen.
Diese und viele weitere attraktive Stellenangebote für Entscheider in Management, Produktion, Automation und Konstruktion finden Sie unter jobware de, der Jobbörse an Ihrer Seite
Mechatroniker*in (m/w/d) für Baumaschinen
Erkheim
Jobware-ID 044707733

Elektriker (m/w/d)
Kiel
Jobware-ID 045659432
Industriemechaniker / Betriebsschlosser (m/w/d)
Paderborn
Jobware-ID 044879406
Konstrukteur im globalen Werkzeugbau (m/w/d)
Bühl
Jobware-ID 045658881
Gehen Sie auf www jobware de, geben Sie dort die Jobware-ID in die Suchmaske ein und lesen Sie die komplette Stellenanzeige Viel Erfolg!



KI-Systemesindnichtimmer„intelligent“, aberleistungsfähig
Die generelle Stärke solcher KI-Programme wie Chat GPT ist: Sie können die im Netz bereits vorhandenen Informationen zusammenfassen und strukturiert wiedergeben.Siekönnenabernichteinschätzen,inwieweit diese für einzelne Unternehmen relevant sind.
Sie können zudem nicht einschätzen, inwieweit die betreffendenInformationenauchkünftignochrelevant seinwerden–zumBeispiel,weilaktuelldiePreisedurch die Decke gehen oder/und sich die Kundenwünsche massiv ändern. Also können sie auch nicht hierauf aufbauend etwas Neues, Zukunftsweisendes entwickeln.
DeshalbempfiehltsichbeiallenvonKI-Systemenvorgeschlagenen Problemlösungen eine Plausibilitätsprüfung Denn „intelligent“ sind diese Systeme nur sehr bedingt; sie sind aber extrem leistungsfähig, sofern sie vonMenschenklugprogrammiertundguttrainiertwurden.
Gefahr:Lösungsvorschlägewerden unreflektiertübernommen
GeradeweildieKI-Programmesoleistungsfähigundbei Aufgaben, die das Verarbeiten vieler Daten erfordern, unsMenschensohaushochüberlegensind,ruhtmeines Erachtens jedoch eine große Gefahr in einer sehr intensiven KI-Nutzung – nicht nur im Marketing- und Vertriebsbereich, sondern bei allen Prozessen, die letztlich auch Entscheidungen erfordern.
GeradeweildieKI-SystemeoftimHandumdrehenzumindest zielführend erscheinende Lösungsvorschläge präsentieren, findet eine echte Prüfung von diesen im Betriebsalltag häufig nicht mehr statt – sei es aus Bequemlichkeit oder aufgrund einer Arbeitsüberlastung Oder weil das eigenständige Entwickeln von Lösungen die User schlicht überfordert, was siesichund/oderanderen jedoch nicht eingestehen möchten. Deshalb befragen sie lieber ein KI-System, als beispielsweise einen Kollegen zu bitten:
„Kannst du mich dabei unterstützen, …?“
DassbeieinerintensivenNutzungdigitalerTools,die zweifelsohne wertvolle Hilfsmittel sind, oft auch Skills verloren gehen, beobachte ich bei meinen Coachings immer wieder So zum Beispiel, wenn ich mit jungen Vertrieblern zu Kunden fahre. Funktioniert dann das NavinichtoderwurdenDatennichtkorrekteingegeben, fehlt ihnen heute nicht selten jegliche Orientierung
IntellektuelleAbhängigkeitvonden KI-Systemenvermeiden
Ebenso stelle ich in Verkaufstrainings immer wieder fest:VielejüngereVerkäufersindimKopfrechnennicht mehr fit, weil sie im Alltag Rechenaufgaben stets mit einemTaschenrechnerlösen.DabeiistdieseKompetenz zum Beispiel in Preisverhandlungen oft wichtig, beispielsweise um gedanklich zu überschlagen, welche Auswirkungen ein potenzieller Preisnachlass auf die Gewinnmarge hat.
Dass ein ähnlicher Verlust von Fähigkeiten auch mit einerintensivenNutzungvonKI-ProgrammenwieChat GPTeinhergehenkönnte,darübersolltenUnternehmen zumindest nachdenken, um zu verhindern, dass ihre Marketing- und Vertriebsmitarbeiter von der künstlichen Intelligenz intellektuell abhängig werden und die Kompetenzverlieren,zuchecken,obderenLösungsvorschläge überhaupt zielführend sind.
KI-SystemeimB2B-Vertriebselektivund gezieltnutzen
DievorangegangenenAusführungensollenkeinVotum gegeneineNutzungvonChatGPTundCoimMarketingund Vertriebsprozess sein. Im Gegenteil! Auch wir von Peter Schreiber & Partner checken seit Jahren, wie man das Internet und Social Media für den Vertriebserfolg nutzen kann. Seit Anfang des Jahres tun wir dies auch bezüglich der Möglichkeiten, die KI-SystemezumOptimierendes Salesfunnels im B2B-Vertrieb bieten.
„Intelligent“ sind diese Systeme nur sehr bedingt; sie sind aber extrem leistungsfähig, sofern sie von Menschen klug programmiert und gut trainiert wurden.
Das heißt, die für den Vertrieb verantwortlichen Mitarbeiter und Führungskräfte nehmen gewisse Aufgaben, die zu ihrer Funktion gehören, nicht mehr oder nur noch bedingt wahr, wie etwa
das Bedenken gewisser Wechselwirkungen und Sachzwänge bei der Lösungsfindung,
das Durchdenken der Lösungsideen bezüglich ihrer Machbarkeit in einem bestimmten Unternehmensumfeld,
das Querdenken, um mögliche alternative Problemlösungen zu entdecken.
Dies kann mit der Zeit dazu führen, dass bei ihnen gewisse intellektuelle Fähigkeiten nicht mehr (weiter-) entwickeltwerden,diesiefüreineprofessionelleMarktbearbeitung und ein gezieltes Führen der Kunden zur gewünschten Kaufentscheidung brauchen.
Dabei schält sich folgende Faustregel heraus: Im Bereich Werbung beziehungsweise wenn es primär darum geht, die „Attention“ beziehungsweise Aufmerksamkeit der Zielkunden zu wecken und generell für die gewünschte BekanntheiteinesUnternehmensoderProduktszusorgen, erweisen sich solche Tools wie Chat GPT als sehr hilfreich.JeweiterderVerkaufs-beziehungsweiseVertriebsprozess, bezogen auf gewisse Kunden, jedoch fortgeschritten ist, umso stärker ist der Verkäufer mit seiner Erfahrung,MarktkenntnisundemotionalenIntelligenz gefragt.
Konkret heißt dies: Der Faktor Mensch verliert bei einerverstärktenKI-NutzungimVertriebnichtanBedeutung, solange wir diese Tools gezielt nutzen und uns nicht selbst zu deren Handlangern degradieren. (mk)

Thorsten Muschler, Gründer, Gesellschafter & Geschäftsführer von Maschinensucher
die Hoffnung, dass der Markt anzieht, stirbt zuletzt. Aber neben Energiepreisen, Bürokratie und Fachkräftemangel heißt das Gift Unsicherheit. Denn anstatt Vertrauen in den Standort zu schaffen, schafft die Regierung das Gegenteil.
Wenn ich mit Unternehmern spreche, höre ich daher immer wieder: „Wir warten mit Investitionen ab“, „Wir investieren erst, wenn der Auftrag unterschrieben ist“, „Wir investieren im Ausland“. Sogar als Nr. 1 Plattform für Maschinen in Europa merken wir das.
Wir wachsen weiter stark. Aber nur außerhalb Deutschlands. Obwohl wir in unserem Heimatmarkt Marktanteile gewinnen und unsere Marktführerschaft ausbauen, spüren wir den Gegenwind deutlich Ich würde mich sehr freuen, wenn die Regierung – anstatt die Staatsquote zu steigern – wieder Unternehmertum und die Marktwirtschaft stärken würde. Und statt weitere Belastungen auf den Weg zu bringen, die Kosten senken würde. Die Hoffnung stirbt zuletzt.
Es gilt wieder die Regel: „Zeit ist Geld“ Außerhalb von Deutschland wachsen die Volkswirtschaften Wenn Sie Maschinen zu verkaufen haben, sollten Sie über einen Verkauf ins Ausland nachdenken Wir helfen Ihnen dabei, den passenden Käufer zu finden. Die Nachfrage nach Maschinen in Spanien, in Osteuropa oder der Türkei ist weiterhin außerordentlich stark.
Wenn die Maschine – Stichwort „Zeit ist Geld“ – schnell vom Hof muss, nutzen Sie unsere Online-Auktionen Hier vermarkten wir Ihre Maschine dediziert und Sie finden schnell den passenden Käufer Melden Sie sich gerne bei unserem Bereichsleiter Herrn Fiene direkt per E-Mail (max.fiene@maschinensucher.de). Natürlich können Sie die Maschine auch klassisch als Kleinanzeige anbieten. Wir bieten für jeden – ob Händler oder Einmalverkäufer – den passenden Tarif
Als Käufer von Maschinen finden Sie derzeit auf Maschinensucher de eine top Auswahl zu top Preisen. Auch wenn Sie im Ausland investieren – ich kann Ihnen das nicht vorwerfen – können Sie mit Gebraucht- oder Vorführmaschinen aktuell sehr viel Geld sparen. Seien Sie versichert – wir stehen an Ihrer Seite!
Herzliche Grüße
Ihr Thorsten Muschler Gründer, Gesellschafter & Geschäftsführer
Mit den Premium-Auktionen von Maschinensucher bietet der weltweite Marktführer Verkäufern einen weiteren, erfolgreichen Vertriebskanal, um Neu- und Gebrauchtmaschinen zu unschlagbaren Bestpreisen zu verkaufen Die erzielten Zuschlagspreise und Verkaufsquoten sprechen für sich Mehr als jede zweite Maschine findet innerhalb weniger Wochen einen Käufer –zu Verkaufspreisen, die die Erwartungen weit übertreffen. Entdecken Sie hier eine Auswahl brandaktueller Auktions-Highlights.
Bearbeitungszentrum

Horizontal-Bearbeitungszentrum
Horizontal-Bearbeitungszentrum

Baujahr:
Zustand: Standort: Vekaufspreis:
MATEC 30 L / 5000 Verkauft
2004 gut Sachsen-Anhalt > 50 000 €
Portalfräsmaschine

Baujahr:
Zustand:
Standort:
Vekaufspreis: 1999 gut Sachsen > 130.000 €
Reichenbacher Hamuel Shape 2000 Verkauft

Baujahr: Zustand: Standort: Vekaufspreis: 2006 reparaturbedürftig Bayern > 35 000 €
Hier könnte Ihre Maschine stehen!

Versteigern mit der Nr 1 PROBEAUKTION ANFRAGEN
Höchstpreise & schnelle Verkäufe
Maximale Reichweite & Bewerbung
Individuelle Betreuung
Keine Fixkosten & keine Risiken
+49 201 857 861 10

Baujahr:
Zustand:
Standort: Vekaufspreis:
2010 gut Italien > 130 000 €
Laserschneidemaschine
TRUMPF TruMatic L 4050

Baujahr:
Zustand:
Standort:
Vekaufspreis:
2006 sehr gut Bayern > 20.000 €
Verkauft
Maximale Chancen.
Minimaler Aufwand.
Keine Risiken.
Maschine versteigern:

Direkt anmelden: www.bit.ly/PremiumAuktion
Ich freue mich auf Ihre Kontaktaufnahme.
Ihr Max Fiene
+49 201 857 861 10

max fiene@maschinensucher
Über 200.000 Maschinen sofort verfügbar
Über 11 Millionen monatliche Kaufinteressenten
Monatlich über 250.000 Kaufanfragen auf Maschinen
Die Nr.1 für Gebrauchtmaschinen



5 Achsen Bearbeitungszentrum
Hurco VTX Ui
Baujahr: 2020
Preis: auf Anfrage
Ort: 65510 Idstein
Telefon: +4961265023074


Bearbeitungszentren - Universal
Deckel Maho DMC 160 U
Baujahr: 2002
Preis: auf Anfrage
Ort: 40235 Düsseldorf
Telefon: +4923197587010


Bearbeitungszentrum - Horizontal
IBARMIA ZV 40 L2200
Baujahr: 2000
Preis: auf Anfrage
Ort: 22946 Trittau
Telefon: +4941022149902


Bearbeitungszentrum - Universal
DECKEL DMU 80 P HiDyn
Baujahr: 2002
Preis: auf Anfrage
Ort: 76307 Karlsbad
Telefon: +4972482789643


Bearbeitungszentrum - Vertikal DMG
DECKEL MAHO GILDEMEISTER DMF
Baujahr: 2004
Preis: auf Anfrage
Ort: 75228 Ispringen
Telefon: +4972319800237

Bearbeitungszentrum Hermle C 600 V
Baujahr: auf Anfrage
Preis: € 32 500 FP zzgl MwSt
Ort: 35708 Haiger
Telefon: +4927738789927


Bearbeitungszentrum - Vertikal
MAZAK FJV-25
Baujahr: 1997
Preis: auf Anfrage
Ort: 35460 Staufenberg
Telefon: +4964068185223

Bearbeitungszentrum DECKEL MAHO
DMC 65 V
Baujahr: 2000
Preis: auf Anfrage
Ort: 78267 Aach
Telefon: +4977744719476

Bearbeitungszentrum DMG MORI
CMX 600V
Baujahr: 2020
Preis: auf Anfrage
Ort: 91595 Burgoberbach
Telefon: +4998058439404


Bearbeitungszentrum Hurco VMX42i
Baujahr: 2013
Preis: auf Anfrage
Ort: 64331 Weiterstadt
Telefon: +4961518622027

Bearbeitungszentrum Mazak
Baujahr: 2006
Preis: auf Anfrage
Ort: 86675 Buchdorf
Telefon: +4990995569192




Bearbeitungszentrum Mori Seiki SH8000/5AX
Ort: 29227 Celle
Telefon: +4951414039527

Bearbeitungszentrum TOYODA FH 550S
Baujahr: 2004
Preis: auf Anfrage
Ort: 83125 Eggstätt
Telefon: +4980568689192


Bearbeitungszentrum - Universal DMG MORI DMU 50
Baujahr: 2016
Preis: auf Anfrage
Ort: 67663 Kaiserslautern Telefon: +4963174055842

Baujahr: 2000 Preis: € 7 500 FP zzgl MwSt

Vertikal Bearbeitungszentrum Haas
VF 6
Baujahr: 2004
Preis: auf Anfrage
Ort: 56370 Biebrich
Telefon: +4964867705497


Bearbeitungszentrum - Vertikal
Matec 30L
Baujahr: 2007
Preis: auf Anfrage
Ort: 74080 Heilbronn
Telefon: +4971311265939


Abkantpresse - hydraulisch HACO
PPH 40180
Baujahr: 1984
Preis: auf Anfrage
Ort: 41352 Korschenbroich
Telefon: +4921828569457

Abkantpresse - hydraulisch
TECMASCHIN APH630
Baujahr: 2021
Preis: auf Anfrage
Ort: 89264 Weißenhorn
Telefon: +4973063049716



Abkantpresse Trumpf TrumaBend V 320
Baujahr: 1999
Preis: auf Anfrage
Ort: 71696 Möglingen
Telefon: +4971411453818

Abkantpresse Trumpf TrumaBend V85
Baujahr: 2004
Preis: € 26 000 VB zzgl MwSt
Ort: 32312 Lübbecke
Telefon: +4957413659575
Doppelabwickelhaspel KEMMERICH VD3000UFSH
Baujahr: 1999
Preis: auf Anfrage
Ort: 75173 Pforzheim
Telefon: +4972314482587

Hydr Dreiwalzen-Rundbiegemaschine AKBEND AHK 2100x6/4 mm
Baujahr: 2014
Preis: auf Anfrage
Ort: 57223 Kreuztal
Telefon: +4927328839585

Abkantpresse Weinbrenner GP100/2050
Baujahr: 2000
Preis: auf Anfrage
Ort: 09600 Weißenborn
Telefon: +4937312729490



Längsteilanlage/Querteilanlage Forstner Slit Cut
Baujahr: 2022
Preis: auf Anfrage
Ort: 85662 Hohenbrunn
Telefon: +4981029814529


Gebr Abkantpresse EHT Multipress 135-30
Baujahr: 2003
Preis: auf Anfrage
Ort: 89312 Günzburg
Telefon: +4982212549638

Abkantpresse LVD PPEB 80/20
Baujahr: 2003
Preis: auf Anfrage
Ort: 22946 Trittau
Telefon: +4941548309468



Handabkantmaschine LOTZE HZK 25/208
Baujahr: auf Anfrage
Preis: auf Anfrage
Ort: 77815 Bühl
Telefon: +4972237209651


Laserschneidmaschine MESSER
LaserMat 6000
Baujahr: 2008
Preis: auf Anfrage
Ort: 49779 Niederlangen
Telefon: +4959397789986

Profilieranlage
Baujahr: auf Anfrage
Preis: auf Anfrage
Ort: 32257 Bünde
Telefon: +4952234849093






Laserschneidmaschine DURMA
FIBERLASER HD-F 3015
Baujahr: 2024
Preis: auf Anfrage
Ort: 35460 Staufenberg
Telefon: +4964068186730


Laserschneidmaschine Hezinger
LaserLine HLB1530
Baujahr: 2024
Preis: € 159 750 EXW FP zzgl MwSt
Ort: 70806 Kornwestheim
Telefon: +4971549989939




Schwenkbiegemaschine Schröder MAKV 2000/2 0
Baujahr: 2009
Preis: auf Anfrage
Ort: 48683 Ahaus
Telefon: +4925619574132


Schwenkbiegemaschine STROJAREN PIESOK XK-2000/2A
Baujahr: 1981
Preis: auf Anfrage
Ort: 04158 Leipzig
Telefon: +4934168696100


Stanz-Laser-Kombimaschine Amada EML 3610
Baujahr: 2006
Preis: auf Anfrage
Ort: 72479 Strassberg
Telefon: +4974347239662


Tafelschere mechanisch RAS 82 10
Baujahr: auf Anfrage
Preis: auf Anfrage
Ort: 91575 Windsbach
Telefon: +4998714529777


Tafelschere Reinhard RAS 83 20
Baujahr: auf Anfrage
Preis: auf Anfrage
Ort: 72622 Nürtingen
Telefon: +4970222465175


Wasserstrahlschneidanlage CMS
Tecnocut MILESTONE 2040 (3D)
Baujahr: 2013
Preis: auf Anfrage
Ort: 93092 Barbing
Telefon: +4994019359640


CNC Dreh- und Fräszentrum NAKAMURA TOME WT-250 MMY
Baujahr: 2003
Preis: auf Anfrage
Ort: 45527 Hattingen
Telefon: +4923249882996


CNC Dreh-Fräszentrum Gildemeister GMX 200 S LINEAR
Baujahr: 2007
Preis: auf Anfrage
Ort: 63128 Dietzenbach
Telefon: +4960742373476


CNC Dreh-Fräszentrum GILDEMEISTER CTX Beta 800
Baujahr: 2012
Preis: auf Anfrage
Ort: 40789 Monheim am Rhein
Telefon: +4921737922353


CNC Dreh-Fräszentrum HYUNDAI WIA L250SY
Baujahr: 2018
Preis: auf Anfrage
Ort: 21335 Lüneburg
Telefon: +4941316099138

CNC Drehmaschine EMCO 342
Baujahr: 1995
Preis: auf Anfrage
Ort: 78086 Brigachtal
Telefon: +4977212929963


Baujahr: 2020
Preis: auf Anfrage
Ort: 86807 Buchloe
Telefon:




CNC Drehmaschine LICO LNT 42S-S4
Siemens 840D
Baujahr: 2023
Preis: auf Anfrage
Ort: 78194 Immendingen
Telefon: +4974625689383

CNC Drehmaschine OKUMA
ES-L-10II M
Baujahr: 2009
Preis: auf Anfrage
Ort: 73563 Mögglingen
Telefon: +4971744559535






CNC Drehmaschine SCHASUBLIN
Baujahr: auf Anfrage
Preis: auf Anfrage
Ort: 51766 Engelskirchen
Telefon: +4922634876766



CNC Drehmaschine STAR SR 32 J
Baujahr: 2015
Preis: auf Anfrage
Ort: 75233 Tiefenbronn
Telefon: +4972343129444


Langdrehautomat TORNOS Deco 13
Baujahr: 2001
Preis: auf Anfrage
Ort: 51503 Rösrath / Köln
Telefon: +4922059419284

Leit-/Zugspindeldrehmaschine WEILER Commodor 230
Baujahr: auf Anfrage
Preis: auf Anfrage
Ort: 76646 Bruchsal
Telefon: +4972574009261


Langdrehautomat TORNOS DT26
Baujahr: 2016
Preis: auf Anfrage
Ort: 73466 Lauchheim
Telefon: +4973634009902


Leit-/Zugspindeldrehmaschine ARAD SNA 560 (265x1500 mm) Kröpfung
Baujahr: 1976
Preis: auf Anfrage
Ort: 34355 Staufenberg
Telefon: +4955438469738


Leit-/Zugspindeldrehmaschine Emco 20D
Baujahr: 1995
Preis: € 17 500 VB zzgl MwSt
Ort: 76698 Ubstadt-Weiher
Telefon: +4972519414615

Leit-/Zugspindeldrehmaschine
OPTIMUM D 460x1500 DPA
Baujahr: 2014
Preis: auf Anfrage

Ort: 44143 Dortmund-Wambel
Telefon: +4923198538033


Drahterodiermaschine CHARMILLES 2020 SI
Baujahr: 1998
Preis: auf Anfrage
Ort: 73529 Schwäbisch Gmünd
Telefon: +4971711849262


Baujahr: 1992
Preis: €



Präzisionsdrehmaschine WEILER
Praktikant VC
Baujahr: 2003
Preis: auf Anfrage
Ort: 77948 Friesenheim
Telefon: +4978195949023

Zyklusdrehmaschine DMT KERN DSZ 52/1500
Baujahr: 2010
Preis: € 12 900 FCA FP zzgl MwSt
Ort: 95447 Bayreuth
Telefon: +4992193079081

CNC DMG CTX Gamma 2000 TC
Baujahr: 2011
Preis: € 128 000 FP zzgl MwSt
Ort: 82049 Pullach
Telefon: +498944253174










Über 8.100 Verkäufer
Für Käufer kostenlos und ohne Anmeldung
Über 11 Millionen monatliche Kaufinteressenten

Bandsäge Kasto Diagonal
Baujahr: auf Anfrage
Preis: € 6 800 FP zzgl MwSt
Ort: 33335 Gütersloh
Telefon: +4952412186623


Hydr zweisäulengeführ Gehrungsbandsäge BEHRINGER HBP 310-523 G
Baujahr: 2011
Preis: auf Anfrage
Ort: 63322 Rödermark
Telefon: +4960744305129


Zahnradfräsmaschine WMW MODUL ZFWZ 630
Baujahr: 1989
Preis: auf Anfrage
Ort: 40489 Düsseldorf
Telefon: +4921141724380


Flachschleifmaschine - Horizontal JUNG JUTEC 420
Baujahr: 1997
Preis: auf Anfrage
Ort: 63303 Dreieich
Telefon: +4961032907804


Flachschleifmaschine JUNG F 50 N
Baujahr: auf Anfrage
Preis: € 3 900 FP zzgl MwSt
Ort: 58477 Lüdenscheid
Telefon: +4923518954212


Flachschleifmaschine MATRA MF 60/30
Baujahr: 1975
Preis: auf Anfrage
Ort: 41236 Mönchengladbach
Telefon: +4921662576923

Flachschleifmaschine PROTH PSGS 3060 AH
Baujahr: 1987
Preis: auf Anfrage
Ort: 46342 Velen-Ramsdorf
Telefon: +4928633789820

Rundschleifmaschine - Universal KELLENBERGER KEL-Vista UR 175-1000
Baujahr: 2006
Preis: auf Anfrage
Ort: 73230 Kirchheim
Telefon: +4970219557956

Rundschleifmaschine Danobat HG-72-2500-S1
Baujahr: 2009
Preis: auf Anfrage
Ort: 40213 Düsseldorf
Telefon: +4921136795481

Durchgangschleifmaschine ESTARTA 327
Baujahr: 1986
Preis: auf Anfrage
Ort: 70469 Stuttgart
Telefon: +4971157641640


Rundschleifmaschine Werkzeugmaschinen RSM500
Baujahr: 1981
Preis: € 1 000 VB zzgl MwSt
Ort: 20148 Hamburg
Telefon: +494046086707


Laserschneidmaschine TRUMPF
TruLaser 3030 CLASSIC
Baujahr: 2007
Preis: € 20 000 FP zzgl MwSt
Ort: 71522 Backnang
Telefon: +4971919215545



Spitzenlose Rundschleifmaschine
KOENIG & BAUER Multimat 150/6
Baujahr: auf Anfrage
Preis: auf Anfrage
Ort: 76316 Malsch
Telefon: +4972464449979


Universalwerkzeugschleifmaschinen Walter Helitronic
Baujahr: 2001
Preis: auf Anfrage
Ort: 49661 Cloppenburg
Telefon: +4944719674702


Werkzeugschleifmaschine HAAS Multigrind-AF
Baujahr: 2004
Preis: auf Anfrage
Ort: 71384 Weinstadt
Telefon: +4971512582400

Kreuzband-Schleifmaschine BOHLE
Twinbelt KSA-C 15 BO 80 13-T
Baujahr: 2020
Preis: auf Anfrage
Ort: 49525 Lengerich
Telefon: +4954818719708
Laserschneidmaschine YAWEI YLMW3000
Baujahr: 2024
Preis: € 27 990 FP zzgl MwSt
Ort: 99195 Großrudestedt
Telefon: +4936204159402



Plasmaschneidmaschine Eckert Sapphire
Baujahr: 2016
Preis: auf Anfrage
Ort: 42781 Haan
Telefon: +4921295639006


Schweißtisch Duo Folienabroll- und Schneidgerät
Baujahr: auf Anfrage
Preis: auf Anfrage
Ort: 92714 Pleystein
Telefon: +4996547739830


Stanzmaschine Peddingmaster
80/110 Cortelia
Baujahr: auf Anfrage
Preis: auf Anfrage
Ort: 25358 Horst
Telefon: +4941016055182
Bild: SPN Sch w a ben Pr äzisio n
K. Steiger Werkzeugmaschinen GmbH Gebrauchte Werkzeugmaschinen www.kurt-steiger.de
E-Mail: Info@kurt-steiger.de

Auf Basis seiner breiten Palette an Systemkomponenten hat SPN Schwaben Präzision einen neuen Fahr-Lenkantrieb für omni-direktionale Fahranwendungen entwickelt, der in verschiedenen Intralogistik-Anwendungen eingesetzt werden kann. Der standardisiert entwickelte Antrieb Eco-Line ist nun für kostenoptimierte Anwendungen erhältlich – einsetzbar unter anderem in fahrerlosen Transportsystemen. Das Eco-LineGetriebesollhöchsteAnsprüchein derkleinstmöglichenBaugrößeerfüllen,eineomni-direktionaleBeweglichkeit desRadesbietenundeineRadlastvonbiszu1,5TonnenproRadgewährleisten. www.spn-drive.de
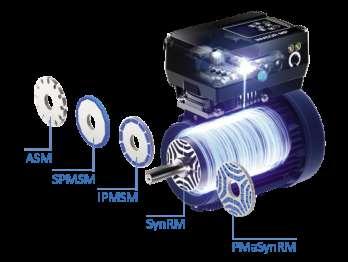
Der Logistik-FrequenzumrichterInveorMPMvonKostalistfür alle Motorarten geeignet, was Einsparungen bei den Anschaffungskosten ermöglicht: Ein System aus Motor und Umrichter vom gleichen Anbieter ist nicht erforderlich. Der Frequenzumrichter wird direkt auf den Motor montiert. Das macht einen Schaltschrank und lange Motorleitungenüberflüssig Zudem sorgen die steckbaren Anschlüsse für Flexibilität beim Auf- und Umbau der Logistikanlage Durch die optimierte Topologie der Leistungselektronik in Kombination mit einem speziellen Regelungsverfahren arbeite der Umrichter effizient. www.kostal.com Bild: K
SICHERHEITSZERTIFIZIERTER SERVOREGLER

HANS-JÜRGEN GEIGER geiger@geiger-germany.com www.geiger-germany.com
HD Werkzeugmaschinenhandel GmbH
Internet: http://www.hd-gmbh.com
E-Mail: info@hd-gmbh.com


MitProfisafe-Schnittstelleausgestattet Wittenstein Cyber Motor präsentiert den neuen sicherheitszertifizierten ServoreglerCyberSimcoDrive2 mit Profisafe-Interface für die Leistungsvarianten SIM2050 und SIM2100 Diese werden, kombiniert mit dem Antriebsaktuator, im Servoantriebssystem Cyber Itas System 2 für fahrerlose Transportsysteme eingesetzt. Mit einer integrierten Sicherheitskarte verfügt der Servoregler bereits in der Grundvariante über eine zweikanalige STO-Funktion (Safe Torque Off). OptionalkönnenweitereSicherheitsfunktionenergänztwerden.DerCyberSimco Drive 2 Profisafe erfüllt die Anforderungen nach SIL 2 und PL d. wwwwittenstein.de Bild : W i tt
maschinenmarkt.de/hilfe oder E-Mail an vertrieb@vogel.de mit Betreff „Maschinenmarkt” Gerne mit Angabe Ihrer Kundennummer vom Adressetikett: *0001234567
Redaktionsservice
Kontakt zur Redaktion: Tel. +49 931 418-2333 fachmedien@vogel.de
Chefredakteur: Benedikt Hofmann (bh)
Redaktion:
Frauke Finus (ff), Sebastian Human (sh), Peter Königsreuther (pk), Melanie Krauß (mk), Sariana Kunze (kun), Bernd Maienschein (mai), Stefanie Michel (mi), Victoria Sonnenberg (vs)
Redaktionelle Mitarbeiterin: Christina Welnhofer (cw)
Freie Mitarbeiterin: Karin Pfeiffer (pf)
Layout: Alexandra Geißner
Schreibweisen, Firmen- und Produktnamen: Wir halten uns generell an die Schreibempfehlungen des Dudens.
Haftungsausschluss:
Für den Inhalt der einzelnen Artikel sind die jeweils benannten Autoren verantwortlich, er spiegelt nicht zwangsläufig die Meinung der Redaktion wider Eine Haftung für die Richtigkeit der Veröffentlichungen kann trotz sorgfältiger Prüfung nicht übernommen werden. Kein Teil dieser Publikation darf ohne ausdrückliche schriftliche Genehmigung in irgendeiner Form reproduziert oder unter Verwendung elektronischer Systeme verarbeitet, vervielfältigt oder verbreitet werden.
VerkaufvonMedialeistung
Director Sales:
Annika Schlosser
Tel. +49 931 418-2982 sales@vogel.de
Auftragsmanagement:
Tel. +49 931 418-2079 auftragsmanagement@vogel.de
Abonnement
Bezugspreis (inklusive Versandkosten):
Inland: jährl. 313,90 €
Ausland: jährl. 368,90 €
Einzelheft: 29,90 €
Verbreitete Auflage:
Angeschlossen der Informationsgemeinschaft zur Feststellung der Verbreitung von Werbeträgern – Sicherung der Auflagenwahrheit.
Aktuelle Zahlen: www.ivwde
ISSN 0341-5775
Vogel Communications Group GmbH & Co KG
Max-Planck-Str 7/9, 97082 Würzburg
Tel. +49 931 418-0 wwwvogel.de
Beteiligungsverhältnisse:
Persönlich haftende Gesellschafterin:
Vogel Communications Group Verwaltungs GmbH
Max-Planck-Straße 7/9, 97082 Würzburg
Kommanditisten:
Dr Kurt Eckernkamp GmbH, Nina Eckernkamp, Klaus-Ulrich von Wangenheim, Heiko Lindner, Axel von Kaphengst
Geschäftsführung:
Matthias Bauer (Vorsitz), Günter Schürger
Druck:
Vogel Druck und Medienservice GmbH 97204 Höchberg
Copyright:
Vogel Communications Group GmbH & Co KG

Der Bohrer Xtreme Evo Plus in 8 × Dc von Walter ist innengekühlt mit 4 Führungsfasen. Dadurch ermöglicht er hohe Präzision – auch bei größeren Bohrtiefen sowie bei unterbrochenem Schnitt – und steigert die Prozesssicherheit Gleiches gilt für die poliertenSpannuten,diedenSpanabtransport (z. B bei Rostfrei-Materialien) optimieren sowie die geraden Schneidkanten, die ebenfalls ein erhöhtes Maß an Sicherheit und Stabilität bieten. Die speziell für Bohrwerkzeuge entwickelte Mehrlagenbeschichtung Krato·tecbewirkthoheSchnittgeschwindigkeitenundimMarktvergleichStandzeitsteigerungen von rund 50 Prozent. Beim 8 × Dc ist die AlTiN-Schicht erstmalig als Kopfbeschichtung in der Walter-eigenen Sorte WJ30EY ausgeführt. Der DC180 Supreme-Bohrer ist für eine Vielzahl von AnwendungeninallenISO-WerkstoffenderGruppenP,M,K,N,SundHuniversell einsetzbar Neben den Standard-Abmessungen (Durchmesser 3 bis 20 Millimeter) bietet Walter den VHM-Bohrer auch als Sonderwerkzeug mit Zwischenabmessungen sowie als Stufenbohrer an. Via Walter Xpress-Service profitiert der AnwenderzudemvoneinerverkürztenLieferzeit.AufgrundseinerProduktivität und Verschleißfestigkeit kann der DC180 Supreme die Kosten bei schwierigen ISO M- und S-Bearbeitungen, beispielsweise in der Luftfahrtindustrie oder bei BauteilenfürdieAutomobilindustrie,nachhaltigoptimieren DieBeschichtung birgt zusätzliche Vorteile hinsichtlich Standzeiten und Prozesssicherheit. wwwwalter-tools.com
MikrofräsersorgenfürdieBauteilqualität
DasMikrofräser-Programmvon LMT Tools umfasst 3-, 4- und 6-Millimeter-Präzisionsschäfte mit h5-Toleranz und einem Durchmesserbereichvon0,3bis 3,0 Millimetern. Es sind zwei Geometrievarianten erhältlich: eine torische Ausführung mit gerader Stirn für präzise Konturen sowie eine Ausführung mit Kugelkopf Letztereerlaubteine höhere Flexibilität bei der Bearbeitung von komplexen 3D-Formen.DurchdieKugelformdesFräserskönnenRundungenundunregelmäßige Oberflächenpräzisebearbeitetwerden.BesondersimGesenk-undFormenbau und bei der Herstellung von Werkstücken mit komplexen Geometrien ist dies vonVorteil.DiehochentwickelteHalsgeometriezeichnetsichdurchSteifigkeit undStabilitätaus,wodurchVibrationenauchbeianspruchsvollenBearbeitungsbedingungeneffektivreduziertunddieProzesssicherheitsignifikantgesteigert wird. Die kompakte Ausgestaltung der Halsgeometrie ermöglicht darüber hinaus die Bearbeitung tiefer Kavitäten mit höchster Präzision Einer der HauptanwendungsbereicheistdieHartbearbeitungimGesenk-undFormenbau–seien es komplexe 3D-Formflächen, tiefe Kavitäten, Bohrungen, Hinterschnitte oder Rippenstrukturen. Den hohen thermomechanischen BelastungskollektivenbegegnetLMTToolsmithochtemperaturbeständigenundverschleißfesten Schicht-Substrat-Systemen, die durch eine gute Oxidiations- und Diffusionsbeständigkeit sowie hohe Warmhärte gekennzeichnet sein sollen.
www.lmt-tools.com/de

TEACHINGBOX
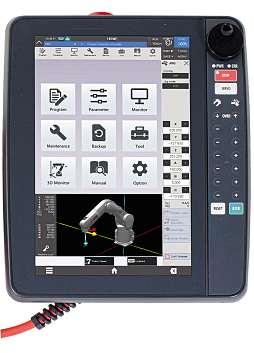
Mitsubishi Electric hat eine Teachingbox mit 3D-Visualisierungsfunktionen auf den Markt gebracht. Sie soll Anwendern, Maschinenbauern und Systemintegratoren helfen,industrielleundkollaborativeMelfaRoboter einzurichten, zu programmieren, umzurüsten, zu warten sowie Fehler zu beheben. Damit vereinfacht die Lösung die InteraktionzwischenMenschundMaschine und unterstützt automatisierte Abläufe R86TB ist ein multifunktionales Bedienund Programmierpanel, das auf den bewährten Teachingboxen aufbaut. Die Plattform bietet eine kostengünstige, intuitive Steuerung für Melfa-Roboter mit erweiterten Funktionen zur Überwachung und Programmierung, sowohl für die neuesten als auchfrühereGenerationen.DerZugrifferfolgtübereingroßes,hochauflösendes 10,1-Zoll-Display Diese Vielseitigkeit unterstützt sowohl Einsteiger als auch erfahreneBedienerbeiderImplementierungvoneinfachenbishinzuanspruchsvollen Anwendungen Die 3D-Visualisierungsfunktionen werden durch Programmierunterstützung, Parametereingabe, Programmierschnittstellen und einenDiagnosebereichergänzt.AlleFunktionenbasierenaufderEngineeringSoftwareRTToolbox3vonMitsubishiElectric.DieLösungvereinfachtdieInteraktion zwischen Mensch und Maschine: die Teachingbox unterstützt schnelle FehlerbehebungohneComputerundoptimiertdieBetriebszeitautomatisierter Anwendungen.
www.mitsubishielectric com
Zahnradfabrik
Zahnräder aller Art
Seit 1924
Kegelräder, Polygone Wellenverbindungen
Ketten und Kettenräder
Drehen-Fräsen-Schleifen

Tel. 06073-6009-0 • www.tempel-wagner.de
Kühlwasser-Rückkühler
Wasser/Wasser-Wärmetauscher
Luft/Wasser-Wärmetauscher
Neuundgebraucht ProfiCool@NationalLab com www NationalLab eu
�
DORTMUND www.sv-wzm.de
11 Tel. 06 11/42 10 47, info@kurt-steiger.de
Hersteller für CNC-Drehteile
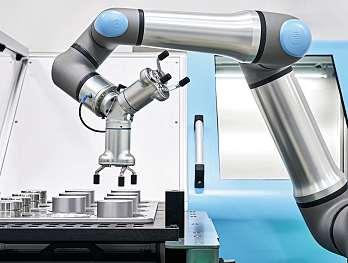
Universal Robots (UR) erweitert sein Produktportfolio um einen Cobot mit 30 Kilogramm Traglast. Der UR30 basiert auf der gleichen Architektur wie der UR20 Dank seiner präzisen Steuerung platziert er große Nutzlasten exakt und schnell. Der Roboter eignet sich für verschiedene Anwendungen, darunter die Maschinenbeschickung, das Palettieren und das SchraubenmithohemDrehmoment.DankderFunktion„SteadyMode“schraubtderUR30konstantundgleichmäßig Mit seinem Gewicht von 63,5 Kilogramm können Nutzer den Roboter auchleichtzwischenverschiedenenArbeitszellenbewegen Dieswirdbeispielsweise Anwendern aus der Automobilindustrie Vorteile bieten. Darüber hinaus eignetsichderUR30mitseinerTraglastvon30kg,umschwereLasteninnahezu allen Branchen zu palettieren. Kim Povlsen, Präsident von Universal Robots, erklärt:„DiehöhereTraglastunddiegrößereFlexibilitätunterstützeneineneue Ära der Automatisierung Während Industrien auf der ganzen Welt auf mehr AgilitätundModularitätinihrenProduktionensetzen,erfülltdieserCoboteben jeneAnforderungen.Unddas,trotzseinerhohenTraglast.DerUR30ermöglicht es Unternehmen, ihre Fertigung schnell anzupassen und effektiv auf Veränderungen zu reagieren. Dieser Cobot ist ein weiterer Schritt auf dem Weg von UR, die Grenzen dessen, was in der Welt der Automatisierung möglich ist, zu verschieben.“
www.universal-robots.com










Fertigung in Deutschland utsch
EN ISO 9001:2015 1:2015
Präzision und Kompetenz seit 1920
Fon 02191 8599
www kemper-drehteile de MM@kemper-drehteile.de
VERFASST VON Christina Welnhofer
Redaktionelle
Mitarbeiterin
MM Maschinenmarkt
Feedback muss nicht zwangsläufig mit Kritik verbunden sein, sondern kann auch aus Lob bestehen. Auf diese Weise können Sie Ihre Anerkennung gegenüber Ihren Kollegen ausdrücken. Außerdem leisten Sie einen guten Beitrag zum Betriebsklima
Ob persönlich oder digital – in einem Büro wird durchgehend kommuniziert. Eine gute Kommunikation spielt besonders im Arbeitsumfeld eine große Rolle. Doch wie gelingt sie?
1.DamüssenSiejemandanderen fragen...
Eines der größten Hindernisse in der Kommunikation stellen falsch übermittelte Informationen dar DiesebremsennichtnurSieaus,sondernauchIhre Kollegen. Bevor Sie also Ihren nächstbesten Kollegen ansprechen,solltenSiesichzuersteineFragestellen:Für wen ist meine Information von Bedeutung? So vermeiden Sie unnötigen E-Mail-Verkehr oder langwierige Telefonate,bisIhreMitteilungbeiderZielpersonankommt. GUT
Missverständnisse sind ein hartnäckiger Feind des entspannten Arbeitsklimas. Sie entstehen häufig durch zu viele Nebeninformationen im Gespräch. Durch sie wird von den eigentlichen Fakten abgelenkt. Versuchen Sie deshalb, sich möglichst klar auszudrücken, sodass ihr Gegenüber versteht, was Sievonihmwollen FallsesdochzuMissverständnissen kommt:SuchenSiebeiProblemendasGesprächmitder entsprechenden Person und erklären Sie sachlich den eigenen Standpunkt.
Zu wissen, was gut oder schlecht läuft, ist wichtig, um am Arbeitsplatz produktiver zu werden.Daszukommunizieren,kannallerdingsschnell zueinerunangenehmenSituationwerden.DieLösung: konstruktive Kritik. Das heißt, dem Gegenüber nicht vorhalten,wieschlechtseineArbeitist,sonderngemeinsam einen Weg zur Verbesserung finden. Streben Sie dahereinmöglichstsachlichesGesprächanundbleiben Sie respektvoll! Auf diese Weise erreichen Sie eine gute Basis für den gegenseitigen Austausch (cw)
2.E-MailoderVideokonferenz?
Kommunikation findet persönlich, digital oder telefonisch statt – welchen Weg Sie wählen, hängt von unterschiedlichen Faktoren ab Das kann beispielsweise der Arbeitsplatz des gefragten KollegenseinoderwiewichtigderInhaltdesGesprächsist. Sensible Themen, wie Gehaltsverhandlungen oder Kritik, sollten Sie immer persönlich besprechen. Bei kleinenUpdatesreichtjedocheinekurzeNachrichtoder E-Mail.
Kommunizieren, ohne zu sprechen? Ein Großteil unserer Körpersprache findet über nonverbaleSignalestatt,wieMimikoderGestik.Obwohl wirdieseSignalegrundsätzlichunbewusstsenden,können sie auch zu unserem Vorteil sein. Beispielsweise erreichen Sie durch einen festen Händedruck, dass Sie einen positiven ersten Eindruck bei Ihrem Gesprächspartner hinterlassen. Außerdem können Sie während des Gesprächs selbstbewusster wirken, indem Sie Augenkontakt halten.











Bis zu 4 Kerne in IP65: Mit dem äußerst robusten, lüfterlosen Ultra-Kompakt-Industrie-PC C7015 bietet Beckhoff als Spezialist für PC-basierte Steuerungstechnik die Möglichkeit, einen leistungsstarken Industrie-PC in hochkompakter Bauform direkt an der Maschine zu montieren Vielfältige On-Board-Schnittstellen ermöglichen die Verbindung zur Cloud oder in andere Netzwerke Dank der Integration eines EtherCAT P-Interface können weitere EtherCAT P-Module direkt an den C7015 angeschlossen werden. Dadurch besteht die Möglichkeit einer maschinennahen Automatisierung. Die integrierte Intel-Atom®-CPU mit bis zu 4 Kernen erlaubt simultanes Automatisieren, Visualisieren und Kommunizieren in anspruchsvollen industriellen IP65-Anwendungen Neben klassischen Steuerungsaufgaben eignet sich der C7015 besonders gut für den Einsatz als Gateway zur Vernetzung von Maschinen und Anlagenteilen – dank hoher Rechenleistung auch mit aufwendiger Vorverarbeitung großer Datenmengen.

3 x LAN, 2 x USB, Mini DisplayPort und integrierter
EtherCAT P-Anschluss

Halle 9, Stand F06

Scannen und das Einsatz-