

Wohntrends
Der Maschinenraum ist mehr als eine Abstellkammer für Aggregate: Das Wohnzimmer für den Kompressor ist ein entscheidender Baustein für den effizienten Betrieb So richten sie es dem Verdichter passend ein …
Anlagenbau
Genehmigung:Nurdie SpitzedesEisbergs?
Automatisierung
SolerntdasEthernetim Feldlaufen
Branchen-SpecialWasser/Abwasser
Wasbringt2024fürdie Wasserwirtschaft?
5 MAI 2024 31. Jhg 19,90 € www.process.de


19.-20.November2024
VCCWürzburg

VORTEILSPREIS nurbis31.08. verfügbar
SichernSiesichjetztIhrFrühbucher-Ticket!
DieFörderprozess-Foren,bestehendausPumpen-undWasserstoff-Forum, sinddieAustausch-PlattformfürInstandhaltungs-undBetriebsingenieure, diemitihremKnow-howdenreibungslosenBetriebverfahrenstechnischer Anlagensicherstellen DasProgrammbietetzweiTagelangpraxisnahe VorträgerundumPumptechniksowiekonkreteLösungenundtechnische EntwicklungenzumMegathemaWasserstoff
www.foerderprozess-foren.de
1 4 4 9 2 Eine Veranstaltung von – einer Marke der
Bretter,diedie
Weltbedeuten…
Von manchen Zeitgenossen heißt es, sie hätten ein Brett vor dem Kopf Nett gemeint ist das ganz sicher nicht. Dabei ist so ein Brett doch eine nützliche Sache. Außerdem scheint es viele auch gar nicht zu stören – ich kenne einige Mitmenschen, die sich zumindest mit einem Board vor dem Kopf ganz wohlzufühlen scheinen. Und wer weiß? Für manchen scheint sein Brett ja auch tatsächlich die Welt zu bedeuten.
Sie ahnen schon, worauf ich hinaus will: Das Prinzip eines gemeinsamen Kanban-Boards zur Organisation aller Aufgaben und Arbeitsschritte hat sich spätestens mit dem agilen Projektmanagement von seinen bescheidenen Wurzeln in der Fertigungsindustrie emanzipiert und sich klammheimlich in wirklich allen Bereichen des beruflichen Alltags breit gemacht. Zu verdanken haben wir die segensreiche Idee des gemeinsamen Brettls übrigens dem Toyota-Ingenieur Ōno Taiichi, der neben dem Kaizen-MangementPrinzip eben auch die Just-in-Time-Produktion und das KanbanSystem samt zugehörigen Karten und Boards entwickelt hat. Wie in der Toyota-Werbung scheint wirklich nichts unmöglich, wenn man es nur organisiert, dokumentiert und hin- und herschieben kann. Bei Prozessentwicklern und Projektmanagern hat Ōno jedenfalls seitdem einen dicken Stein im Kanban-Brett.
Dass trifft natürlich auch auf unseren Alltag in der PROCESSRedaktion zu: Während etwa auf der Ifat auch 2024 wieder alles im Fluss ist, pinnen wir munter Karten an ein virtuelles Board, auf denen dann z. B „Wasser 4.0“ steht (was es damit auf sich hat, lesen Sie übrigens auf Seite 54) Immerhin: das Verschieben von Tickets gibt mir zumindest das gute Gefühl, etwas getan zu haben – allerdings frage ich mich manchmal, ob unsere Toolgläubigkeit nicht eher der Simulation von Aktivität als der eigentlichen Arbeit gesagt: auch am Board hön dünne Bretter – aber hts machen.
 Dominik Stephan Redakteur
Dominik Stephan Redakteur



GATHER Dosieranlagen gemäß Kundenspezifikation
+ ATEX Zone 1 und Zone 2
+ GATHER Dosierbox 5000 als Universalcontroller
+ Stand-Alone-Systeme oder Integration

Editorial
PROCESS 5 | 2024 3 hat die Lösung!
Dosieren Sie mit System!
Sie mehr! www.gather-industrie.de GATHER Industrie GmbH 42489 Wülfrath Made in Germany +fördern+kuppeln+dosieren NEU
Erfahren

4 PROCESS 5 | 2024
Mai 5 | 2024 31. Jahrgang process.de
Inhalt
Endlich Ethernet bis auf die Feldebene herunter bringen? Ein erster Test bei BASF stimmt hoffnungsvoll. Seite 22
Anlagen-/Apparatebau Technische Regulierung 14 DieGenehmigungistnurdieSpitzedes Eisbergs 18 Produktmeldungen MSR/Automatisierung Sensoren für Bioreaktoren 20 MitintelligentenSensorenzumFermenter4.0 Automatisierung mit Ethernet APL 22 StartschussfürEthernetimFeld 26 Produktmeldungen Sicherheit/Ex-Schutz Risikoreduktion in Ex-Umgebungen 28 DennSiewollensichernichtinsGefängnis Strömungstechnik Valve on a Chip 30 KanneinMagnetventilohneSensor auskommen? Pumps & Valves 32 TrotzderKrisenstimmung:Gepumptwird immer! 35 Produktmeldungen Verfahrenstechnik Biokraftstoff aus Abfall 36 NebenjobfürdieBiogasanlage Recycling und Kreislaufwirtschaft 38 ZwischenchemischemRecyclingund Batterieschrott Branchen-SpecialWasser/Abwasser Wassertrends 2024 42 Wasbringt2024fürdieWasserwirtschaft? Exklusiv-Interview:DigitalisierungsprojekteimWasserbereich 44 MitKImehrerreichenundmehrwissen Machinenraumbelüftung 48 WohntrendsfürVerdichter Spurenstoffelimination 52 PerBaustein-LösungzurviertenStufe Was braucht die vernetzte Wasserwirtschaft? 54 KomponentenfürdieWasserwirtschaft4.0 Energiesparende Klärschlammtrocknung 56 Klärschlammtrocknung:Rausmitdem Phosphor 60 Produktmeldungen
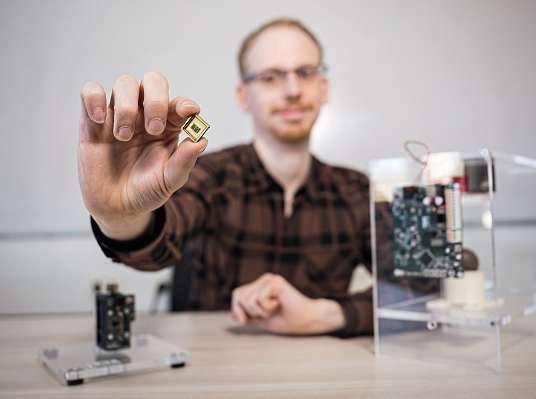
Ein Mikrochip ermöglicht es, Ventile und Schließvorrichtungen völlig ohne zusätzliche Sensoren frei anzusteuern. Seite 30
Die Wasserwirtschaft steht vor großen Herausforderungen: Durch den Einzug von künstlicher Intelligenz in Wasserwerk & Co lassen sich einige der Probleme lösen. Seite 41/44

Wissenswertes zum Titel

In einem schlecht gestalteten Maschinenraum gehen von 100 Prozent eingesetzter Energie typischerweise 15 Prozent verloren. Luftdruck und Temperatur im Aufstellraum sind entscheidend für einen effizienten Betrieb
Seite 48
In Zusammenarbeit mit Aerzen
AUMA PROFOX-X
Erfahren Sie mehr über unsere smarten Stellantriebe
PROCESS 5 | 2024 5
3 Editorial 6 News-Highlightsweltweit 8 HighlightsausForschung& Entwicklung 64 PROCESS-Community 65 Impressum 66 Vorschau&Cartoon
WeitereRubriken
Wasser/Abwasser
Branchen-Special
PROFOX-X STELLANTRIEBE ZERTIFIZIERT
SICHER profox.auma.com
macht
Weltweit
...mehrHighlightsaufprocess.de
WASSERSTOFFPRODUKTION, PFLANZENSCHUTZMITTEL UND METHYLGLYKOL
BASF:ErsteStackssowieSpatensticheinLudwigshafenundZhanjiang

Bild: B A SF
Am Hauptstandort von BASF in Ludwigshafen nimmt der Elektrolyseur langsam Form an. Mit der Anlieferung der so genannten Stacks rückt die Produktion von erneuerbarem Wasserstoff einen entscheidenden Schritt näher Insgesamt 72 Stacks
750-MILLIONEN-EURO-DEAL
Clariantschließt Übernahmeab
DasSchweizerSpezialchemieunternehmen ClarianthatdieÜbernahmevonLucasMeyer Cosmetics, einem Anbieter von InhaltsstoffenfürdieKosmetik-undKörperpflegeindustrie,vonIFFfüreinenUnternehmenswertvon746MillionenEuroabgeschlossen Durch die Transaktion werde das Portfolio des Chemiekonzerns weiter auf wachstumsstarke,margenstarkeundumsatzstarke Spezialchemiegeschäfte und Endverbrauchermärkteausgerichtet,diedurchdie steigendeNachfragenachnatürlichenund nachhaltigen Produkten gestützt werden. Zudem stärke das Unternehmen damit seine Position auf dem Markt für aktive und funktionale kosmetische Inhaltsstoffe. Lucas Meyer Cosmetics sei seit Anfang April in der Geschäftseinheit Care Chemicals integriert, so die Schweizer (wer)
Während der Zeremonie für die neue Pflanzenschutzmittel-Fermentationsanlage, vergruben Dr Uwe Liebelt, (President European Site & Verbund Management), Heather Remley (President Global Engineering Services) und Christian Aucoin (Senior Vice President Global Operations bei BASF Agricultural Solutions) (v l.) eine Zeitkapsel.
wird der Elektrolyseur bei Fertigstellung umfassen mit einem installierten Leistungsbedarf von 54Megawatt. Bei Fertigstellung soll die Anlage eine Kapazität von bis zu 8.000Tonnen Wasserstoff jährlich habenunddieTreibhausgasemissionenam
WASSERSTOFFPRODUKTION IN EUROPA
Standortumjährlichbiszu72.000Tonnen senken.ZudemfeiertederChemierieseden Spatenstich für eine neue FermentationsanlageamStandort.InderAnlagesollenab der zweiten Jahreshälfte 2025 biobasierte Pflanzenschutzmittel und Saatgutbehandlungsproduktehergestelltwerden.Auchin ChinagabesfürdieLudwigshafenerGrund zu feiern: Der Konzern feierte den ersten Spatenstich und erweitert seine Kapazitäten mit einer neuen Methylglykol-Anlage MiteinerJahresproduktionvon46.000Tonnen und einer geplanten Aufnahme des Betriebs bis Ende 2025 ziele die Anlage daraufab,denzunehmendenBedarfanhochwertigen Bremsflüssigkeiten in Asien zu decken. (wer)

In Rotterdam betreibt Air Products bereits eine Anlage zur Wasserstoffproduktion.
AirProductsplantgrößteblaueWasserstoffanlage In Rotterdam soll Europas größte Anlage zur Produktion von blauem Wasserstoff entstehen. Air Products will die niederländischeProduktion2026starten.DieAnlage soll CO2-Emissionen durch die Abscheidung und Speicherung von Kohlendioxid deutlichreduzieren.DurchdieModernisierung der bestehenden Wasserstoffproduktionsanlage wird CO2 aus dem Herstellungsprozess abgeschieden und durch das Porthos-System, ein Konsortium für CO2Transport und -Speicherung, dauerhaft in derNordseegespeichert.DieserSchrittsoll die CO2-Emissionen im Hafen von Rotterdam signifikant senken und einen Beitrag zur Erreichung der niederländischen Klimaziele leisten. Zudem plant der Konzern, grünen Wasserstoff aus erneuerbarer Energie zu liefern, um die Dekarbonisierung weitervoranzutreiben DieInitiativeistTeil einer langfristigen Vereinbarung mit
6 PROCESS 5 | 2024 Gr a f ik : © gr ea t19 –st ock adobe. c o m Markt&Management HIGHLIGHTS
Exxon Mobil und dem niederländischen Staat. (wer)
Bild: Air Pr oducts
90-MILLIONEN-EURO-INVESTITION
RochestartetGentherapie-Entwicklungszentrum

Der Pharmakonzern Roche hat in Penzberg sein neues Gentherapie-Entwicklungszentrumeröffnet.DiesesseiinDeutschlandbis dato einzigartig Durch die Investition von
rund 90 Millionen Euro unterstreiche das Unternehmen sein anhaltendes Engagement für den Innovationsstandort Deutschland und leiste einen Beitrag zur „NationalenStrategiefürGen-undZelltherapien“der Bundesregierung Am Standort entwickelt der Konzern künftig Wirkstoffe für Gentherapien,sogenannteGenvektoren,undstellt diese für klinische Studien her Das Unternehmen hat bereits im Jahr 2021 mit den Planungen und dem Bau des neuen EntwicklungszentrumsamStandortbegonnen In der neuen Hightech-Einrichtung treibt der Konzern künftig die Entwicklung von Genvektoren für neue Gentherapien voran. ZudemsollendieseimIndustriemaßstabfür klinische Studien hergestellt werden. (wer)
LÖSUNGSMITTELFREIE PULVER-HERSTELLUNG
NEUES REAKTORKONZEPT
Covestroweihtneue Produktionsanlageein
In Antwerpen hat Covestro eine Anlage für Polycarbonat-Copolymere eingeweiht, die durch ein lösemittelfreies Schmelzeverfahren und ein neues Reaktorkonzept ermöglicht wird. Diese Technologie erlaube die Produktion von Polycarbonaten mit anpassbaren Eigenschaften. Die Investition liege im mittleren zweistelligen Millionen-EuroBereich.NebenderreduziertenKomplexität des neuen Produktionsverfahrens wirke sichauchdieAnbindungandiebestehende InfrastrukturmitvierProduktionslinienfür Polycarbonatvorteilhaftaus,dasiedieGroßproduktion mit der Flexibilität einer eigenständigen Einheit verbinde. (wer)
Mikronisierungstechnologie:EvonikerweitertKapazitäten
AnseinemStandortinDarmstadthatEvonik die Kapazitäten für bioresorbierbare Resomer-Pulverdurcheineneue,lösemittelfreie Mikronisierungstechnologie erweitert. Sie ermöglichtes,maßgeschneidertePulverfür medizinische Anwendungen herzustellen
Die neue Technologieplattform eröffne die Möglichkeit, gemeinsam mit Kunden spezielleResomer-PulvermitmaßgeschneidertenPartikelgrößenfüreinbreitesSpektrum medizinischerAnwendungenzuentwickeln und herzustellen. Dieser systemorientierte Ansatz, Lösungen mit Partnern entlang der
Wertschöpfungskettezuentwickeln,seiein wichtiger Bestandteil der 10-Jahres-Vision der Life-Science-Division Nutrition & Care. Die eigens entwickelte lösemittelfreie Mikronisierungstechnologie kann vom kleinen Labormaßstab bis zur kommerziellen Herstellung eingesetzt werden. So können Kunden ihre eigenen Formulierungen mit kleineren Mengen technischen Materials testen und optimieren, bevor sie größere kommerzielle Mengen bestellen, die nach ISO 13485- und GMP-Standards hergestellt werden. (wer)
Bild: E v o nik

her
Der neue Maßstab in Sachen Effizienz und Flexibilität
Schraubengebläse
Volumenstrom 18 bis 105 m³/min, Druckdifferenz bis 1,1 bar
• Synchron-Reluktanzmotor
Vereint die Vorteile hocheffizienter Permanentmagnet- und robuster
Asynchron-Motoren
• Innovatives Anlagendesign
• Anschlussfertig

Ermöglicht bei der Serie FBS Side-by-Side-Aufstellung
Mit kompletter Steuerung und Frequenzumrichter bzw Stern-Dreieck-Sta
• Geräuscharmer Betrieb
Durch effektive Schall- und Pulsationsdämpfung
• CE- und EMV- Kennzeichnung


Für minimalen Planungs- und Inbetriebnahmeaufwand rter



Markt&Management
www.kaeser.com
München I 13 – 17 Mai 2024 I Halle A1, Stand 143/242
Evonik stellt in Darmstadt u. a bioresorbierbare Resomer-Pulver
Bild: R oche/ J an Gr eune
Die Großinvestition in Penzberg sieht der Konzern als Bekenntnis zum Standort.
Forschung& Entwicklung
...mehrHighlightsaufprocess.de
GRÜNE CHEMIE
DurchbruchinderQuantenchemiebeschleunigtMethanolproduktion

Bild: C1
Mithilfe der Vorhersagekraft der Quantenchemie in computergestützten KatalyseSimulationen hat es das Cleantech-Unternehmen C1 geschafft, einen vollständig autonomen und kontinuierlichen Methanolproduktionslauf durchzuführen – ein Prozess, der normalerweise viele Jahre dauert. Die Ergebnisse bestätigten die Vorhersagen ausdenSimulationen.Mitdeminnovativen Verfahren setze das Unternehmen neue Maßstäbe für die Innovationsgeschwindigkeit in der nachhaltigen Chemie und lege damiteinenGrundsteinfüreineskalierbare und kosteneffiziente Produktion von grünem Methanol für die Schifffahrt und andere Industriezweige. In der „C1 alpha“-Produktionsanlage in Berlin-Adlershof wurde
erstmals ein homogener Methanolkatalyseprozess kontinuierlich ohne Bedienereingriffedurchgeführt DieserProduktionslauf fandübereinenZeitraumvon20Tagenstatt. Unter milden Bedingungen von 20Bar und 120°C wurde eine CO-Umwandlung von 95% pro Durchlauf mit einer Selektivität von 95% erreicht. Im Vergleich zur traditionellen Methanolproduktion sei der erreichte Umsatz in einem Durchgang fünfmal höher, während Temperatur und Druck um mehr als 50% gesenkt wurden, was die Vorteile der neuen homogenen Katalyse unterstreiche. Die Innovation soll es nach HoffnungderEntwicklerzukünftigermöglichen, die Produktionskosten von grünem Methanol erheblich zu reduzieren. (wer)
NEUE SPEICHERTECHNOLOGIE Umweltfreundliche Wasserstoff-Synthese
EinemForschungsteamderFreienUniversität Berlin ist es gelungen, das Gas Chlorwasserstoff sicher in Form von Ionischen Flüssigkeiten zu speichern und zu elektrolysieren. Dabei wird Chlor im Kreislauf geführt, um Wasserstoff als Nebenprodukt bei niedrigeren Potentialen zu erhalten. Das HClGaskannals„Bichlorid“sicherunddrucklos gebunden,aberauchwiederfreigesetztwerden,umeinensicherenTransportodereine Speicherungzugewährleisten Auchbeider direkten Elektrolyse des Bichlorids zu Wasserstoff und Chlor, verspricht diese neue Technologie energieeffizienter als herkömmliche Systeme zu sein. Des Weiteren kanndasBichloridauchdirektzurSynthese vonweiterenGrundchemikalienverwendet werden,diemanz.B fürdieHerstellungvon Kunststoffen oder Silikonen nutzt. (wer)
GRÜNER WASSERSTOFF
NeuerKatalysatorerleichtert WasserstoffgewinnungausAmmoniak
Für lange Transportwege lässt sich Wasserstoff in Ammoniak umwandeln. Um die anschließende Rückgewinnung des Wasserstoffs zu erleichtern, haben Forscher des Instituts für Anorganische Chemie der Christian-Albrechts-Universität zu Kiel (CAU) zusammen mit ihren Kooperationspartnerneinenaktiverenundkostengünstigeren Katalysator entwickelt. Der Katalysator bestehe aus den relativ günstigen Basismetallen Eisen und Cobalt. Es wurde eine besondereHerstellungsmethodeentwickelt, dieeinesehrhoheMetallbeladungdesKatalysators erlaube. So bestehen bis zu 74Prozent des Materials aus aktiven Metallpartikeln. Diese wechseln sich mit Trägerpartikeln ab, so dass dazwischen Hohlräume im nanoskaligen Bereich entstehen. Entscheidend sei außerdem die Kombination der
beidenMetalleineinergemeinsamenLegierung Durch die Kombination entstehen hochaktive,bi-metallischeOberflächenmit Eigenschaften, die sonst nur von sehr viel teureren Edelmetallen bekannt sind. (wer)
8 PROCESS 5 | 2024 Gr a f ik : © gr ea t19 –st ock adobe. c o m Markt&Management HIGHLIGHTS
Bild: J ulia Siekm ann, Uni Ki el
Prof Malte Behrens (l.) und Dr Shilong Chen (r.) vom CAU haben einen Katalysator zur Rückgewinnung von Wasserstoff entwickelt.
Das C1-Alpha-Team (stehend v l.): Carlo Alberto Genovese, Stephan Ost, Kay Horny und Felix Pohl (sitzend).

BIOMIMETISCHER SYNTHESEKAUTSCHUK ForschungfürnachhaltigereAutoreifen

Neue, biobasierte Kautschuktypen sollen Autoreifen mit bisher unerreichten Eigenschaften ermöglichen.
Vier Fraunhofer-Institute entwickeln biobasierte Rohstoffe für Synthesekautschuk, um alternative und neue Kautschuktypen für Autoreifen und technische Gummiwaren zu erschließen, die bisher hauptsächlich aus fossilen Quellen stammen. Eine der großen Herausforderungen bei der Entwicklung von Autoreifen bestehe darin, einen idealen Ausgleich zwischen den Faktoren Rollwiderstand, Nassgriff und Abrieb zu finden.ZurVerbesserungdieserParameter werden dem Kautschuk Füllstoffe, Verarbeitungshilfsmittel und andere Additivezugesetzt.DiesebeeinflussendieLaufflächedesAutoreifensmaßgeblich.Um die Markteinführung des Kautschuks so schnell wie möglich zu erreichen, sei derEinsatzdigitalerMethodenimMaterialdesignunverzichtbar–etwaumdie Eigenschaften der Kautschuk-Composite vorherzusagen. (wer)
AMMONIAK-SYNTHESE
NeuerReaktorfürWasserstoffwirtschaft
Wissenschaftler aus dem Forschungszentrum Jülich, der Technischen UniversitätMünchenundvonLindeEngineeringarbeitendaran,dieAmmoniak-SynthesemithilfeeinesneuenReaktorkonzeptsbesserandieschwankendeVerfügbarkeit von grünem Wasserstoff anzupassen. Damit wollen sie verhindern, dass in einem grünen Energiesystem der Zukunft zusätzliche große Speicher in den Prozess eingebunden werden müssen. Heutige Anlagen sind aufgrund der Versorgung mit grauem Wasserstoff auf eine konstant hohe Auslastung ausgelegt.BeieinergeringerenAuslastungvonunter50Prozentmüsstensieheruntergefahren werden. Das anschließende Hochfahren der Ammoniak-Synthese dauert mehrere Tage. Mit dem heutigen Design seien die Anlagen also nur eingeschränktmitgrünerEnergiekompatibel.DasZielderForschergruppeisteine FunktionalitätderAmmoniak-SyntheseschonabeinerMindestauslastungvon zehn Prozent. Um das Ziel zu erreichen, will die Forschergruppe einen Reaktor miteinergrößerenWärmetauschflächenutzen.SokanndiefürdieAmmoniakSynthesenotwendigeWärmevonetwa350°Ceffizientergewonnenwerdenund steht im Gegensatz zu heute betriebenen Anlagen auch bei geringerer Auslastung des Systems zur Verfügung (wer)
SOLARFUELS
TreibstoffeausSonnenenergie
Andrea Pannwitz, Juniorprofessorin für AnorganischeChemieanderUniJena,widmet sich mit Unterstützung der Carl-Zeiss-StiftungderErforschungeinerzukunftsweisendenEnergieumwandlung IhrZielistes,mithilfe von Sonnenenergie Kohlendioxid in wertvolleVerbindungenumzuwandelnund dabei gleichzeitig Wasserstoff zu produzieren. Bei der Umwandlung entsteht Synthesegas. Dieses Gemisch aus Wasserstoff und Kohlenmonoxid ist ein wertvoller industrieller Ausgangsstoff, um daraus neue Kohlenwasserstoffe herzustellen. Diese können imeinfachstenFallalsSolarfuelsverwendet werden. Es seien aber auch Grundchemikaliendenkbar,umdarauspharmakologische Wirkstoffe herzustellen. (wer)
Bild: Anne Günthe r/ Univ ersitä t J ena














Hohe Leistung auf kleinstem Raum
Ozonanlage
DULCOZON OZLa
■ Minimaler Energieverbrauch durch einzigartigen Wirkungsgrad
■ Maximale Platzeinsparung von bis zu 70 % im Vergleich zu herkömmlichen Systemen
■ Hohe Betriebssicherheit durch redundant zu- und abschaltbare Module
■ Minimaler Sauerstoffbedarf durch hohe Konzentration bis zu 15 Gewichtsprozent
Besuchen Sie uns auf der IFAT!
Halle A3, Stand 451/550
PROCESS 5 | 2024 9 Markt&Management Mehr unter: www.prominent.com on
Water
Focus
aste
Treatment
aste
Budde
Bild: F r a unhofer IAP / T ill
Andrea Pannwitz ist neue Juniorprofessorin für Anorganische Chemie der Universität Jena.
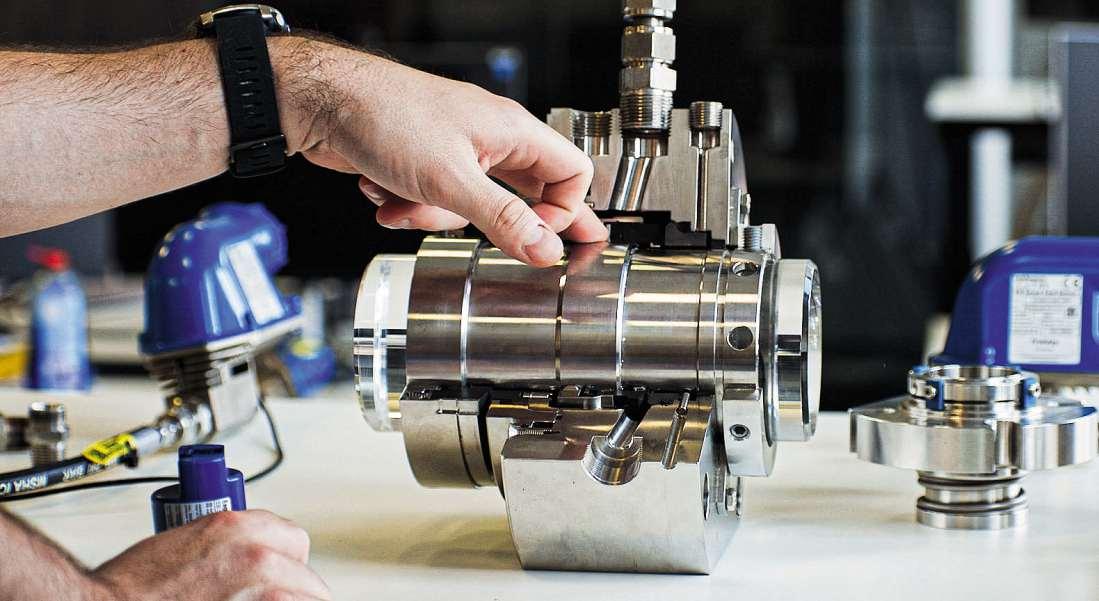
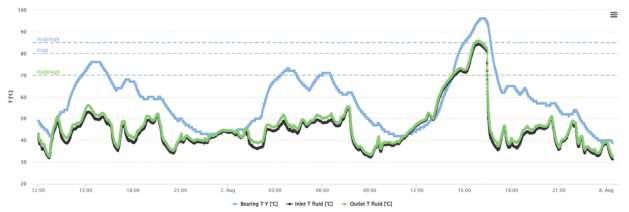
Der EB Smart Seal Sensor wird einfach in die Rohrleitungssysteme integriert und überwacht Druck, Temperatur und Vibration Ihrer Gleitringdichtungen in Echtzeit – rund um die Uhr und unabhängig vom Standort.
DIGITALE DICHTUNGSTECHNOLOGIE
Nachhaltigerproduzieren leichtgemacht
Sie werden oft übersehen, spielen aber eine entscheidende Rolle, wenn es um Nachhaltigkeit geht: moderne und komplexe Dichtungssysteme. Inzwischen überwachen digitale Technologien sie aus der Ferne und tragen dazu bei, ihre Lebensdauer zu erhöhen und somit den ökologischen Fußabdruck zu senken.
HPROCESS-TIPP
So haben Sie den Zustand Ihrer Gleitringdichtung immer im Blick. Erfahren Sie mehr:

inter den Kulissen komplexer Produktionssysteme übernehmen Dichtungen eine unscheinbare, aber unverzichtbare Rolle. Ohne sie geraten Herstellungsprozesse ins Stocken, führen undichte Stellen zu unkontrollierten Leckagen oder ist gar die gesamte Anlagensicherheit in Gefahr Dabei sind die AnforderungenanDichtungenvielfältigundanspruchsvoll.SchließlichmüssensienichtnurextremenTemperaturen standhalten, sondern auch aggressiven Chemikalien, hohem Druck und mechanischer Belastung trotzen.Undalswärediesnichtgenug,befindensiesich oft an schwer zugänglichen Stellen oder sind hunderte Kilometer vom nächsten Serviceteam entfernt. Betreiber moderner Produktionsanlagen setzen daher auf hochentwickelte Dichtungssysteme, die zuverlässig
ihre Funktion erfüllen. Dank intelligenter KonstruktionstechnikundinnovativerMaterialienkönnenDichtungen heutzutage aber noch mehr: Sie optimieren den EnergieverbrauchundschonensomitRessourcen.Forschungund Entwicklungzielenabernichtnurdaraufab,Dichtungen zukünftignochsparsamerundwiderstandsfähigerzumachen. Es geht auch darum, den Lebenszyklus von Dichtungssystemen zu verlängern, vor allem in prozesskritischen Bereichen Die Digitalisierung gibt den EntwicklungsteamsdafürguteWerkzeugeandieHand.Sohatder zur Freudenberg Gruppe gehörende Dichtungshersteller EagleBurgmann(EB)mit„EBSmartProduct“einedigitale ÜberwachungslösungaufdenMarktgebracht,dieKunden dabei unterstützt, ihre Dichtungssysteme kontinuierlich zubeobachtenundoptimaleBetriebsbedingungensicher-
10 PROCESS 5 | 2024 GreenTEC PartnerderNachhaltigkeit
Bild: EagleBur gmann

zustellen. „Die Idee ist, frühzeitig Veränderungen an der Dichtung, dem Versorgungssystem oder der Gesamtanlagezuerkennen,umFolgeschädenzuverhindernunddie LebensdauerdieserSystemezuerhöhen“,erklärtDr Max Botz, Development Engineer IoT Sensors bei EagleBurgmann „In vielen Fällen können Kunden von EB Smart Product durch kleinere Anpassungen oder Wartungen kostspieligeundzeitaufwändigeReparaturenvermeiden, die mit wertvollen Ressourcen und Produktionsausfall einhergehen.“
Condition Monitoring (Zustandsüberwachung) heißt das Zauberwort, mit dessen Hilfe Parameter wie Druck, Temperatur und Vibrationen permanent aus der Ferne kontrolliert werden können Die Grundlage dafür bilden die batteriebetriebenen EB Smart Seal-Sensoren Anders alskonventionelleMesstechnikwerdendieseunmittelbar andasSperrsystemjeweilsamDichtungsein-und-auslass angebrachtundlieferndadurchgenaueErgebnisse–ganz ohne Kabel, denn die Messdaten werden drahtlos in die Cloudübertragen.DergeringeInstallations-undBetriebsaufwand gegenüber kabelgebundenen Systemen schlägt sichdabeiauchingeringerenKostennieder
Noch präzisere Messdaten lassen sich durch Sensoren sammeln,diedirektimInnerenderDichtungangebracht werden, wie beispielsweise mit der EB Smart Seal. Diese DichtungslösungverfügtbereitsüberintegrierteSensorik, unter anderem für die Überwachung der Gleitteiltemperatur ZahlreichedieserEBSmartSeal-Anwendungensind aktuellbereitsbeiKundenweltweitimEinsatzundsenden ihre Informationen drahtlos über ein geschütztes KommunikationsprotokollaneinGatewayundvondortausin die gesicherte „myEagleBurgmann“-Cloud Hier werden die Daten nicht nur vom Kunden, sondern auch von EagleBurgmannkontinuierlichüberwachtundanalysiert. Überschreitet ein Parameter einen vorher definierten Grenzwert,wirdeinAlarmausgelöstundderKundesofort benachrichtigt Dadurch lassen sich Folgeschäden oder teureReparaturenmitdemdamitverbundenenMaterialund Ressourceneinsatz vermeiden. Im schlimmsten Fall werden verheerende Auswirkungen auf Umwelt und Sicherheitverhindert.
Lösungrechnetsich
WiewertvollderEinsatzdiesersmartenLösungist,beweist der Fall des langjährigen EagleBurgmann-Kunden Leuna Carboxylation Plant (LCP). Dieser hatte seit September 2022alserstesdeutschesPilotprojektmehrereDichtungssensoren unter anderem an einem Schaufeltrockner in Betrieb „Unser Ziel war es, die hochwertige Baugruppe dieser prozesskritischen Anlage zu schützen und möglichst langfristig einen sicheren Betrieb zu garantieren“, erklärtRobertTulaszewski,BetriebsingenieurbeiLCP „Die EagleBurgmann-Lösung war perfekt für unsere variablen Batch-Prozesse geeignet, da die regulären GrundschwankungenwieTemperaturundSchwingunginihrenPhasen ausgeblendetwerdenkönnen.“
Dass sich diese Investition lohnen würde, sollte das Unternehmen rund ein Jahr später erfahren Innerhalb nur weniger Stunden stieg die Temperatur im Versorgungssystem des Trockners auf ungewöhnlich hohe Werte an Die durch die Reibungsleistung in der Dichtung entstandeneWärmebreitetesichschnellaufalleAnlagenteile aus und drohte, die gesamte Anlage zu überhitzen –mit potenziell schwerwiegenden Folgen „Als der Alarm einging, war uns schnell klar, dass hier sofort gehandelt
Bild: EagleBur gmann
werden muss“, erzählt Christian Ihrke, Head of Service CenterHalle/LeipzigbeiEagleBurgmannundlangjähriger Service-AnsprechpartnerfürLCP Zusätzlichzuderinsolchen Situationen automatisch generierten E-Mail-Warnung griffen die Experten von EagleBurgmann zum Telefon, um den Kunden persönlich zu informieren. „Somit konnten wir sofort eingreifen, das Problem mit unserem Kühlsystem auch ohne harte Abschaltung schnell behebenundohneUnterbrechungdennächstenBatchstarten“, so Tulaszewski weiter Damit verhinderte EB Smart Product einen Schaden, der sich mit Reparaturen und ProduktionsausfällenschnellaufeinensechsstelligenBetrag summierthätte.
VorausschauendeWartungsenkt Fußabdruck
Für den Wolfratshausener Dichtungsspezialisten ist das cloudbasierteProdukteinweiterer,wichtigerBeitrag,den ökologischen Fußabdruck seiner Kunden zu verbessern. „Selbstverständlicharbeitenwirkontinuierlichdaran,RessourceneinzusparenundunsereeigeneUmweltbelastung als Unternehmen zu reduzieren. Gleichzeitig wollen wir durch innovative Materialien, Technologien und digitale Lösungendazubeitragen,dassauchunsereKundenEmissionenundRessourceneinsatzreduzierenkönnen“,macht DanielGoebel,SalesDirectorAftermarketfürCompressor Solutions EMEA bei EagleBurgmann, deutlich und zeigt, dass diesbezüglich selbst bei so unscheinbaren Bauteilen wie Dichtungen noch eine Menge möglich ist. „Unsere VisionheißtPredictiveMaintenance“,soGoebelweiter „Wir wollen unseren Smart Product-Service weiter ausbauen und die gesammelten Daten noch gezielter auswerten Dann könnten wir künftig nicht erst bei Problemen eingreifen, sondern schon vorher tätig werden und beispielsweise vorbeugende Wartungsempfehlungen geben. Das würde die Lebensdauer von Dichtungen noch weiter erhöhen.“ n
Die Sensordaten werden auf einem webbasierten Portal visualisiert, das die Überwachung, Analyse und identifizierung des Zustands der Dichtungen mithilfe von Echtzeitund historischen Daten ermöglicht.
„DieEagleBurgmann-Lösungwarperfekt fürunserevariablenBatch-Prozesse geeignet,dadieregulären GrundschwankungenwieTemperatur undSchwingunginihrenPhasen ausgeblendetwerdenkönnen.“
Robert Tulaszewski, Betriebsingenieur bei LCP
Sponsored by ANZEIGE PROCESS 5 | 2024 11
Energiesparenleichtgemacht
Energieeffizienz geht jeden etwas an! Bereits mit kleinen Maßnahmen kann oft viel erreicht werden, wie drei Lösungen des FluidikSpezialisten Bürkert Fluid Control Systems anschaulich zeigen.
ZPROCESS-TIPP
Die Bürkert-Experten freuen sich auf den Austausch mit Ihnen auf der diesjährigen Achema in Frankfurt (10-14. Juni): Halle 8.0, Stand J80
Mehr zu den Magnetventilen mit Kick-and-DropElektronik erfahren Sie
über den Qr-Code:

ugegeben: Um die CO2-Emissionen in Europa bis 2050 auf null zu reduzieren, sind gewaltige Anstrengungen seitens der Industrie nötig Drei Beispiele aus der Fluidtechnik – der Einsatz von intelligenten Ventilinseln, Magnetventile mit energiesparender SpulentechnikundMembranventilemitleichtemRohrumformgehäuse – beweisen jedoch, dass Energieeffizienz ganz einfach sein kann.
StartenwirmitintelligentenVentilinseln–undeinem eindrucksvollen Vergleich: Mit ihnen lässt sich so viel Stromsparen,dassdamiteineGrundschulefasteinJahr beleuchtet werden könnte. Das beweist der Blick auf eine typische Applikation mit sechs Ventilinseln à 25 Kanälen. Üblicherweise liegt bei der Verschlauchung herkömmlicher Ventilinseln der Anteil an unentdeckten Leckagen bei 16 Prozent. Das zieht – bei einem täglichzehnstündigenBetrieb–einenDruckluftverlustvon 39.600 Kubikmetern pro Jahr nach sich! Oder anders ausgedrückt: Um diesen Verlust auszugleichen, müssen
mindestens4.752kWhelektrischeEnergieaufgebracht werden(bei0,12kWhprom³erzeugterDruckluft).Dies entspricht 93 Prozent des jährlichen Strombedarfs für BeleuchtungeinertypischenGrundschulemit1.700m2 Werden stattdessen Bürkert-Ventilinseln des Typs 8652AirLINEeingesetzt,istderDruckluftverlustgleich null. Dafür sorgt die Schaltzeitmessung, mit der eine Leckage sofort erkannt und schneller behoben werden kann.HierbeiwirddieZeitvomSchaltendesVorsteuerventils auf der Ventilinsel bis zum Erreichen der Endlage des Stellantriebs ermittelt. Die durchschnittliche Schaltzeit wird dann als Referenzwert pro Kanal gespeichert. Ändert sich die Schaltzeit eines Kanals um mehr als die vorgegebenen Toleranzgrenzen, wird dies auf dem Display der Ventilinsel angezeigt und an das angeschlossene Bussystem gemeldet. Interessanter Nebeneffekt:dadurch istauch eineverschleißoptimierte vorbeugende Wartung möglich.

Anschaulich gemacht: energieeffiziente Bürkert-Technik spart im Gedankenexperiment das Pflanzen sehr vieler Bäume!


GreenTEC PartnerderNachhaltigkeit
Bild: © ago ng a llud, goa mist ock.a d lobe c o m ; Bü rk e rt Flu i d C o ntr ol S yst ems
WievielBäumekostetveralteteTechnik?
Um gasförmige und flüssige Medien automatisiert zu schalten,sindVentilemitelektromagnetischenSpulensystemen weit verbreitet. Aber haben Sie schon einmal überlegt,wievieleBäumeSiepflanzenmüssten,umden Energieverbrauch einer veralteten Technik auszugleichen? Die Bürkert-Experten haben dies getan! In einer typischenApplikationinderProzessindustriesindrund 80 Ventile verbaut, von denen jedes einen Leistungsbedarf von 10 Watt hat. Bei einer Betriebsdauer von 10 StundenamTagliegtdamitderjährlicheEnergiebedarf bei 1920 kWh. Eine Buche bindet etwa 12,5 kg CO2/Jahr, für einen Ausgleich bräuchte es also 154 Buchen Das geht jedoch besser Bürkert-Magnetventile mit Kickand-Drop-Spule benötigen statt der 10 W nur noch 0,6 W InderBeispielapplikationliegtdamitderEnergieverbrauch nur noch bei 115 kWh, Sie benötigen also nur noch 9 Buchen zur CO2-Kompensation.
KickandDrop–wiefunktioniert’s?
Die Doppelspulentechnik der Kick-and-Drop-Technik arbeitet – wie der Name schon sagt – mit zwei unabhängigen,übereinandergewickeltenSpulen.NachdemEinschaltenwirddieinnenliegendeAnzugswicklungdurch einen maximalen Strom übererregt (Kick), um die zum Öffnen des Ventils benötigte hohe Anzugskraft zu erzeugen. Nach einer bestimmten Zeit wird die zweite Wicklung in Serie geschaltet. Dadurch steigt der Gesamtwiderstand der Spule und die Leistung wird reduziert (Drop). Die Steuerung erfolgt durch eine in der Spule integrierte Elektronik.
Auch hier gibt es weitere positive Aspekte: Die MagnetventilemitKick-and-Drop-Technologiearbeiten geräuschlos und sind uneingeschränkt EMV-konform auch für Anwendungen in der Gebäudetechnik, die WärmeentwicklungdesVentilswirdminimiertunddie Lebensdauerverlängert.Diesliegtunteranderemdaran, dass aufgrund der reduzierten Spulentemperatur von unter60°CbeispielsweiseKalkausfälleinWasseranwendungen verhindert werden.
DierichtigeWahldesVentilsistsowertvoll wieeinBalkonkraftwerk!
Auch das Ventilgehäuse kann zum Energiesparen beitragen. In sterilen Prozessen und hygienischen Anwendungen werden meist Membranventile mit Schmiedeoder Gussgehäuse eingesetzt. Nicht nur deren Herstellung benötigt viel Energie, sondern in SIP (SterilizationIn-Place)-Prozessen werden große Mengen teuren Reinstdampfes benötigt, um die massereichen Ventilkörper auf Sterilisationstemperatur zu bringen. Membranventile von Bürkert besitzen dagegen ein besonders leichtes Rohrumformgehäuse (Tube Valve Body) Diese heizensichbeiSIP-Prozessendeutlichschnelleraufund kühlen auch schneller wieder ab als konventionelle Schmiede- oder Gussgehäuse.
AuchhierverdeutlichteinRechenbeispieldieEnergieeffizienz: Typischerweise kommen in solchen Anlagen 100MembranventilezumEinsatz,wobeidieTemperatur von 20 auf 120 °C erhöht wird. Für rund 250 SIP-Zyklen werden mit herkömmlichen Ventilen 1.605 kg Dampf (oder 1.159 kWh Energie, bei 0,722 kWh pro kg erzeugtem Dampf) benötigt Werden jedoch Membranventile
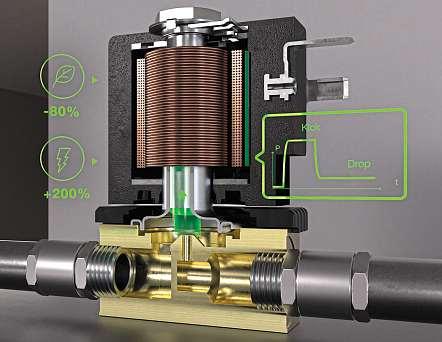

Bis zu 80 % Energieeinsparung, bis zu 45 K weniger Eigenerwärmung und bis zu 200 % mehr
Schaltdruck: die Kick-and-Drop-Elektronik macht’s möglich.
mit Tube Valve Body verwendet, reduziert sich der Bedarf auf 398 kg Dampf, für deren Erzeugung nur noch 287kWhEnergiebenötigtwerden.DieDifferenzvon872 kWhistinetwadieEnergiemenge,dieeintypischesBalkonkraftwerk produziert. Die richtige Wahl des Ventils ist also so wertvoll wie ein Balkonkraftwerk!
Das geringere Gewichtder Membranventile hatnoch einen weiteren Vorteil: Da die Ventile schneller aufheizen und abkühlen, reduziert sich der thermische Stress für die temperaturempfindlichen Membranen. Sie halten deutlich länger als das bei anderen Gehäuseausführungen üblich ist, gleichzeitig lässt sich schneller produzieren, da sich durch den schnellen Aufheiz- und Abkühlprozess die Anzahl der zu fertigenden Batches erhöht.
Fazit
MitderrichtigenWahlderFluidtechniklassensichnicht nurgewaltigeEnergiesparpotenzialeinProzessenheben, sondern auch längere Standzeiten erreichen und Wartungskosten minimieren. Die anschaulichen Effizienzbzw Energiespar-Vergleiche – ob Kindergarten, Balkonkraftwerk oder Bäumepflanzen – zeigen: der Umstieg lohnt sich! n
PROCESS-INFO
WeitereEnergiespar-Tipps
Die Fluidtechnik bietet viele weitere Chancen, um Ineffizienz zu reduzieren und unnötigen Energieverbrauch zu eliminieren:
Bei Bürkert-Regelventilen in Medienleitungen kann beispielsweise der Energieverbrauch sehr einfach durch einen Wechsel des Ventilsitzes beeinflusst werden.
In pharmazeutischen und biotechnologischen Produktionsanlagen empfiehlt sich der Wechsel auf kompakte Robolux-Multiprotventilmodule, die nicht nur Platz sparen, sondern auch bessere fluidische Eigenschaften besitzen und den Energieeinsatz verringern.
Durchflussmessungen, wie die FLOWave-Technologie und DruckRegelsysteme, eröffnen weitere Einsparpotenziale. Letztere können beispielsweise den Verbrauch von Inertgas deutlich minimieren.
Sponsored by ANZEIGE PROCESS 5 | 2024 13
Bild: Bürk ert Fluid C o ntr ol S yst ems
ErstnachderGenehmigungüberwachungspflichtigerAusrüstungenund AnlagenistdieInbetriebnahme möglich.

RichtigeDokumentationistdie GrundlagefüralleKonformitatätsbewertungsprozesse
TRisteinwichtigerFaktor fürallePlanungs-undIBNAktivitäten.
GENEHMIGUNG ZERTIFIZIERUNG GENEHMIGUNG
DOKUMENTATION
SCM
PLANUNG,ENGINEERING,BAU, INBETRIEBNAHME
VERTRIEB,ANGEBOTSWESEN, MARKETING,HR
TECHNISCHE REGULIERUNG
DieGenehmigungistnurdie SpitzedesEisbergs
Zulassungen, Prüfungen, Zertifizierungen und technische Anpassungen an nationale Normen kosten bei großen Anlagenbauprojekten viel Geld. Zusammengefasst wird das Ganze unter dem Begriff „Technische Regulierung“. Welche Effizienzpotenziale hier stecken, beleuchtet Julia Krause, Professorin an der HTW Dresden.
Der Begriff der „Technischen Regulierung“ ist vergleichsweise neu und umfasst verschiedene AspekteundTätigkeiteninnerhalbeinesUnternehmens oder im Bereich der Standardisierung Die strategischeDimensiondiesesBegriffsbeziehtsichaufFragen derRegulierungdurchPolitikundöffentlicheInstitutionen. Diese Institutionen setzen spezifische Regeln fest,
die in der Gesellschaft oder Industrie umgesetzt und letztendlich überwacht werden.
EinigeUnternehmenhabenbereitsAbteilungenund Divisionenetabliert,diedenBegriff„TechnischeRegulierung“ in ihrem Namen führen. Oft wird dieser Begriff mit „Zertifizierung“ assoziiert. Mitarbeiter, die in den Abteilungen für „Technische Regulierung“ tätig
14 PROCESS 5 | 2024 Anlagen-/Apparatebau
C O M P L I A N C E & N A C H H A L T I G K E I T
Zertifizierung/Registrierung ermöglichendieProdukteinführungaufdemMarkt

KenntnissederTRermöglichen einekonformeundnachhaltige GestaltungderLieferkette. KenntnissederTRerleichterndenVertriebund andereAktivitätenim Unternehmen
sind, präzisieren dies, indem sie erklären: „Wir implementieren im Unternehmen die regulatorischen Vorgaben, die für uns relevant sind.“
Doch die wahre Bandbreite der möglichen Aktivitäten und damit die tatsächliche Bedeutung solcher Abteilungen, Dienstleistungen oder Themen werden oft nicht vollständig erkannt. Dadurch geht ein erheblichesPotenzialzurEffizienzsteigerungvonProzessen verloren.WennmandasThemainseinerKomplexität erfasst, strategisch denkt und ganzheitlich betrachtet, wird deutlich, dass Technische Regulierung
a) ein Instrument der Unternehmenssteuerung ist
b) das effiziente Management eines gesamten Projekts ermöglicht
c) ein Instrument für das gesamte Supply Chain Management darstellt.
Es ist daher wichtig, die Abhängigkeiten zwischen den verschiedenen Abteilungen und Gewerken sowie
der Technischen Regulierung zu erkennen und diese gezielt unter Berücksichtigung normativ-rechtlicher Besonderheiten anzugehen.
IngutenHändenbeimVertrieb
Die Kenntnis der normativ-rechtlichen Situation im Zielland des Kunden kann einen erheblichen Wettbewerbsvorteil schaffen. Bereits im Vertriebsprozess kann die Technische Regulierung Impulse setzen und die Realisierung von Projekten aus normativ-rechtlicher Sicht beleuchten, um Pluspunkte zu sammeln Nicht jeder Kunde ist mit den Besonderheiten in seinem eigenen Land vertraut. Die Hervorhebung dieser AspekteineinemVertriebsgesprächzeigtdieWeitsicht potenzieller Partner und hebt das eigene Unternehmen aus der Masse heraus. Zudem fühlt sich der Kundestets„ingutenHänden“,wennGenehmigungs-und Zertifizierungsfragen sowie damit verbundene Aktivitäten dem Partner bekannt sind und aktiv behandelt werden können.
WieHRprofitiert
Die Technische Regulierung unterstützt auch die Personalabteilung bei der Qualifizierung des Personals. DieskannzueinerverbessertenQualitätvonEntscheidungen oder Produkten führen Einige Qualifizierungen sind sogar Voraussetzung für die Realisierung einesVorhabens,insbesonderewennnurentsprechend ausgebildetes Personal (z B für Projektierung, Montage oder Abnahmen) zugelassen werden kann. Durch dieWeiterbildungdereigenenMannschaftwirdsomit ein erheblicher Vorsprung geschaffen
Wenn’sumsGeldgeht: Zeiten,Kostenund sonstigenProjektaufwandkalkulieren Besonders im internationalen Großanlagenbau ist eine fundierte Kalkulation von Zeiten, Kosten und sonstigenProjektaufwendungenentscheidend,umsowohl bei der Angebotserstellung als auch bei der Projektdurchführung,dieoftmehrereMonateoderJahredauert, korrekt zu liegen. Eine fehlerhafte Kalkulation kanndazuführen,dassAngebotenichtberücksichtigt oder vergebene Projekte nicht im geplanten finanziellen Rahmen abgeschlossen werden können Daher müssenAuftraggeber-undnehmerbeiderKalkulation neben den Manntagen und Ausrüstungskosten auch Logistik-oderDokumentationskostensowieKostenfür dieKonformitätmitallenrechtlichenundnormativen Anforderungen berücksichtigen. Die Technische RegulierunglieferthierbeientscheidendeHinweiseund Daten.
VomVerständnisfürdieTechnischen Regulierunghängtdieerfolgreiche Projektakquiseunddiepräzise ErmittlungvonProjektumfang-und -kostenab.
PROCESS 5 | 2024 15 Anlagen-/Apparatebau
Bild: ©Digita l V isio n La bst ock.adobe. c o m
Die Genehmigung ist bei der technischen Regulierung nur die Spitze des „Eisbergs“
P R O J E K TU N D Q U A L I T Ä T S M A N A G E M E N T
AnlagenplanungvonAnfanganangepasst annationaleNormen
DamitdasBasicEngineeringbeiderAusarbeitungdes
Detailed plötzlich nicht überarbeitet werden muss, da bestimmte Anforderungen, wie z B Abstände zwischen Gerätschaften, Breite der Hilfskonstruktionen oderKlassifizierungderEx-Räumenichtentsprechend dengeltendenVorschriftengeplantwordensind,müssen die Themen der Technischen Regulierung bereits in der Anfangsphase der Projektierung die Grundlage fürdasweitereVorgehenbilden.Dahersindnormativrechtliche Besonderheiten entscheidend, um nachhaltig zu planen und Projektierungsprozesse lean zu gestalten.
MehrPlanungssicherheitfürFachgewerke
In allen Gewerken eines Anlagenbauunternehmens, sei es Maschinenbau, Druckbehälter, Elektrotechnik, Mess- und Regeltechnik oder PUs, gibt es zahlreiche Regularien,diebeiderPlanungberücksichtigtwerden müssen.DiesebetreffendenDesignderAusrüstungen, liefern Angaben zu Prüfumfängen, stellen Kalkulationsanforderungen dar (Festigkeitsberechnungen) oderbestimmendieWahlderSteuer-,Hilfs-undMessgeräte Dabei ist es wichtig, das gesamte Bild zu erkennen und bei der Auswahl von Messmitteln nicht nur die Produktkosten, sondern auch das Vorhandensein vonPrüfprotokollen,Kalibriermethoden,Prüfmedien, der Prüfausrüstung in dem Zielland und die Zulassungen des internen Prüflabors des Kunden zu berücksichtigen. Dies spart Kosten, reduziert die Zeit für die konformeInbetriebnahmeunderleichtertdenzukünftigen Betrieb beim Kunden.
Angebotswesen:Aufwandrichtig einschätzen
Ähnlich wie im Vertrieb müssen auch im Angebotswesen die Themen der Technischen Regulierung bekannt sein. Es ist wichtig zu verstehen, welche AufwendungeneinkonkretesProjektimZiellandmitsich bringt. Dabei müssen Fragen geklärt werden, wie welche zusätzlichen Aufgaben oder Themen berücksichtigt werden müssen, welche Aktivitäten vom eigenen Unternehmen übernommen und welche an die Lieferantenausgelagertwerdenkönnen.EinelogischeAufteilung der Aufgaben reduziert Aufwendungen für beide Parteien. Die Kenntnisse der Technischen RegulierungundderenklarePlatzierunginAngebotenkönnen ein Alleinstellungsmerkmal (USP) sein, das das Unternehmen von Mitbewerbern unterscheidet und einen Vorsprung verschafft.
ImEinkaufdieQualitäterhöhen
Die Technische Regulierung trägt erheblich zur Qualität der Einkaufsentscheidungen bei Sie stellt sicher, dass die richtigen Anforderungen an Lieferanten gestelltwerden,dassdieSpezifikationderProdukteauch normativ-rechtliche Anforderungen berücksichtigt und dass bei Verhandlungen die Aspekte für die Konformitätsbewertung oder das Erlangen von Genehmigungen angesprochen werden. Die Technische Regulierung unterstützt die Einkaufsabteilung bei der Be-
wertungundBegutachtungderAngebotederLieferanten und sorgt somit dafür, dass einkaufstechnisch richtige Entscheidungen getroffen werden und die GesamtkostenbeiderAuftragsvergabeberücksichtigt werden.
VerpackungundLogistik:Ohne BeanstandungdurchdenZoll
Auch Versandaspekte sind ohne die Technische Regulierungnichtmachbar EsmüssendieBesonderheiten der Strecke zum Lieferanten, die Realisierungszeiten des Projekts sowie zolltechnische Fragen berücksichtigt werden. Dies umfasst nicht nur die Art der VerpackungunddieInformationen,sondernauchdie Bereitstellung der richtigen Dokumentation für die Zollabwicklung bei internationalen Projekten. Dabei gehtesnichtnurdarum,dassalle„Papiere“vorhanden sind, sondern dass diese korrekt ausgefüllt und die Informationen in Dokumenten und auf Produktschildern akkurat sind. Denn sonst können fehlende oder nicht übereinstimmende Informationen zu Verzögerungen beim Zoll, bzw zu strafrechtlichen Prozessen anderGrenzeoderbeiderProdukteinführungführen.
Inbetriebnahme:DamitauchdieBehörden zufriedensind
BeiderInbetriebnahmegehtesnichtnurdarum,den Testlauf erfolgreich durchzuführen, sondern auch die
PROCESS-INFO
EineFrageanProf.JuliaKrause

Bild: Ines EscherichF ot o gr a f ie
WiekönnenGroßanlagenbauer voneinemstringenten Einsatz der„TechnischenRegularien“ profitieren?
Neben den im Beitrag skizzierten Vorteilen stecken in den „Technischen Regularien“ auch Kostenpotenziale. In Ländern mit großen Hürden bei Zulassungen, Prüfungen, Zertifizierungen, Registrierungen und technischen Anpassungen an nationale Normen, z.B USA, China, Südkorea, Japan, Kasachstan, Usbekistan, und Aserbaidschan können die dadurch verursachten Kosten schnell zehn Prozent der Gesamtkosten erreichen. Letztendlich hängt die Höhe der Kosten für den Anlagenbauer von der Qualität der Produkte und der Dokumentation der Lieferanten – dies wird oft übersehen (man denkt an eigene Projektdokumentation für die Planung, Konstruktion und den Bau (da sind wir bei ca. 3 Prozent), vergisst oft aber die Anforderungen für einzelne Teile der Lieferanten (Maschinen, Druckbehälter, Armaturen, Explosionsgeschützte Ausrüstung, Rohrleitung oder diverse Messmittel – ein ganz großes Thema für überwachungsbedürftige Anlagen) – das treibt die Kosten enorm nach oben. Hier ist eine qualitative – die Regularien berücksichtigende – Lieferantenauswahl gefragt.
16 PROCESS 5 | 2024 Anlagen-/Apparatebau
erforderlichenDokumentedenzuständigenBehörden zur Verfügung zu stellen. Neben Betriebsanleitungen, Testprotokollen, Qualitätsdokumenten, Festigkeitsberechnungen oder Messdaten gehören auch die Prüfmethoden mit allen Parametern dazu, die im Vorfeld von zuständigen Stellen abgesegnet werden müssen. Testfahrten müssen bei den zuständigen Behörden und Prüfstellen angemeldet und koordiniert werden, insbesondere bei größeren Anlagen, bei denen verschiedene zuständige Institutionen gleichzeitig vor Ort sein müssen.
Qualitätsmanagementistmehrals Produktqualität
Qualitätsmanagement ist ohne Technische Regulierung undenkbar Die Qualität jedes Produkts wird nichtnuranhandderQualitätskriterienderHersteller selbst bewertet, sondern ist auch durch reglementierte Aspekte in normativ-rechtlichen Vorschriften verankert. Qualitätsmanagement umfasst nicht nur die QualitäteinzelnerProdukte,sondernauchdieQualität der Prozesse, wie die richtige Lagerung, der korrekte Transport, die korrekte Montage und die richtigen Prüfverfahren und -medien.
Projektmanagement–ohnetechnische Regulierunggehtnichts
Das Management eines Projekts darf nicht ohne BerücksichtigungderTechnischenRegulierungerfolgen. Die Technische Regulierung kann Vorgaben für das ManagementvonProjektenliefern,einschließlichder ZusammenarbeitzwischenAbteilungen,derEinbeziehung von Lieferanten und Kunden, der Planung von ProjektrealisierungsschrittenundderEvaluierungdes Fortschritts.
UndamEnde:DieDokumentation
JederAnlagenbauerkenntdieHerausforderung,nicht nur die Anlage selbst, sondern auch eine umfangreiche Dokumentation zu liefern. Auch wenn viele Kunden und Behörden mittlerweile auf physische Dokumentation verzichten und keine Lastwagen mit Dokumenten zu Kunden und Prüfbehörden geschickt werden,müssendieseauchdigitalerstelltundkoordiniert werden. Die Menge der Dokumentation in jedem Projekt ist überwältigend. Es geht nicht nur darum, die eigene Dokumentation – vom Basic über Detailed Engineering–zumanagenundimmeraufdemneuesten Standzuhalten,sondernauchdieDokumentationfür Behörden, Prüfstellen und Zollangelegenheiten zu erstellen und aufzubewahren, um alle Reklamationen nachvollziehen zu können.
Eine erhebliche Menge der Dokumentation entfällt auch auf zahlreiche Lieferanten eines Anlagenbauunternehmens,dieebenfallseinegleicheStrukturaufweisen müssen, das Vorhandensein der notwendigen Dokumente gewährleisten und auf deren Korrektheit geprüft werden müssen. Dies bildet auch die Grundlage für jede Konformitätsbewertung, Registrierung, Zulassung eines Produkts oder Genehmigung der gesamten Anlage. Zur Erreichung der Nachhaltigkeitsziele ist es für Anlagenbauer und Betreiber gleichermaßen wichtig, ihren CO2-Impact zu messen oder zu
ermitteln. Dies ermöglicht eine einwandfreie Dokumentation, die die Anforderungen der Technischen Regulierung erfüllt.
WasdasUnternehmenvondertechnischen Regulierunghat
Die Technische Regulierung fungiert als Quelle und Instrument für eine effektive Projektleitung Sie ist keine separate Disziplin, die am Ende gefordert wird, sondern vielmehr eine Struktureinheit und Aufgabe, die von Anfang an in verschiedene Prozesse des Anlagenbauprojekts integriert werden sollte. Ein Unternehmen sollte sich bereits vor Vertragsabschluss mit denFragenderTechnischenRegulierungauseinandersetzen. Das Verständnis dafür kann den Erfolg bei der Akquise von Projekten steigern und helfen, Umfang und der Kosten von Anfang an präzise zu ermitteln.
„InLändernmitgroßenHürdenbei Zulassungen,Prüfungen,Zertifizierungen, Registrierungenundtechnischen AnpassungenannationaleNormen könnendiedurchTechnischeRegularien verursachtenKostenschnellzehnProzent derGesamtkostenerreichen.“
Prof Julia Krause, HTW Dresden
Obwohl die Technische Regulierung als eigenständige Unternehmensstruktur auftreten kann, zeigt die Erfahrung, dass die Komplexität der zu bedienenden MärkteeineinterneAbteilungalleinnichtausreichen lässt – externes Know-how ist unerlässlich. Dies führt zu einer effizienteren Implementierung der Idee und Kosteneinsparungen.DahersinddieDienstleistungen externer Anbieter nicht zu unterschätzen und sollten inAnspruchgenommenwerden,umdieEffizienzentlang der gesamten Lieferkette zu gewährleisten.
EsistvonentscheidenderBedeutung,dieDienstleistungen von Beratungsunternehmen frühzeitig in Anspruch zu nehmen, und zwar entlang der gesamten Wertschöpfungskette – bereits bei der ersten Skizze. Die moderne Managementlehre fordert das Überwinden von Unternehmensgrenzen, eine ganzheitliche Herangehensweise an Projekte und Aktivitäten sowie die Beseitigung des Silodenkens. Strukturen sollen sich miteinander verschmelzen und die Abhängigkeiten zwischen ihnen deutlich machen. Dies führt dazu, dass bestimmte Themen abteilungsübergreifend bearbeitet werden müssen. Die Technische Regulierung kann somit ein Thema sein, das die Zusammenarbeit verschiedener Abteilungen in einem AnlagenbauunternehmensowiezwischenverschiedenenPartnernin der Lieferkette und verschiedenen Stakeholdern der GesellschaftfördertunddadurchnachhaltigereErgebnisse ermöglicht. (agk)
VERFASST VON
Prof.Dr.rer.pol.
JuliaKrause
Professur für International Industrial Sourcing and Sales; Fakultät für Wirtschaftswissenschaften
Hochschule für Technik und Wirtschaft Dresden
PROCESS 5 | 2024 17 Anlagen-/Apparatebau
PROZESS-SIMULATION
Prozess-SimulationergänztEngineering-Prozess

Einen deutlichen Mehrwert sowohl beim Design und Engineering von geplanten als auch bei der Analyse und Optimierung von bestehenden Prozessanlagen verspricht Zeta durch die Integration der Inosim-SoftwareindenEngineering-Prozess.Komplexe Systemekönntendadurchwesentlichbesser verstanden und verschiedene Szenarien in einer virtuellen Umgebung untersucht werden.Dadurchseiesmöglich,dieDesigngenauigkeit zu verbessern, faktenbasierte Entscheidungen zu treffen und Kosten und Risiken zu reduzieren. Zeta betrachtet ProduktionssystemeganzheitlichmitBlickauf die Systeme selbst und deren Infrastruktur Wichtige Schwerpunkte legt das Unternehmen auf die Reinraum- und Gebäudetech-
nik. Das Potenzial, welches in der Produktionssimulation steckt, hat man hier längst erkannt. So sind viele Lüftungsanlagen für Reinräume in der Regel in Bezug auf die tatsächliche Belastung mit Partikeln stark überdimensioniert. Wie viele Partikelemissionen es hingegen tatsächlich gibt, hängt im Wesentlichen von der Anzahl der im Reinraum anwesenden Personen ab Mithilfe von Produktionssimulationen wird dargestellt, wie viel Personal zu den jeweiligen ProzessschrittenimReinraumbenötigtwird. AbhängigvonderAnzahlderPersonenkann das Lüftungssystem nach unten reguliert werden, ohne die kritische Partikelzahl im Reinraum zu überschreiten. www.zeta.com
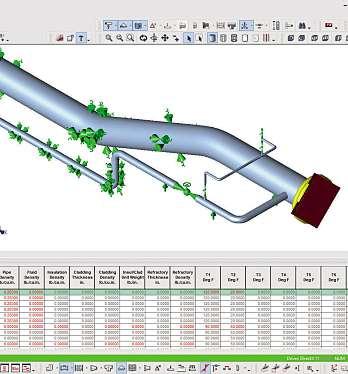
ROHRLEITUNGSPLANUNG
SoftwareerfülltjetztdieWasserstoff-Rohrleitungs-undPipeline-Norm
CaesarIIvonHexagonist,eigenenAngaben zufolge,dieweltweitamhäufigstenverwendete Software für die Analyse von Rohrleitungen.JetztgibtesdieVersion14mitvielen Neuheiten, die auf Anregungen der Nutzer eingebaut wurden. Eine der wichtigsten NeuerungenderVersion14isteineAntwort auf das rasche Wachstums der weltweiten Wasserstoffproduktion. Die neue Version enthält diese Änderungen:
Unterstützung der Norm ASME B31.12 für Wasserstoffrohre und Rohrleitungen;
Unterstützung der Standards ASCE 7-2022 und IBC-2021 für Wind- und Erdbebenbedingungen;
Aktualisierung der europäischen Norm EN 13480-3:2017/A5:2022 – „Metallische
ROBUSTES KI-FÄHIGES TABLET
RobustesTabletjetztmitAndroid13
Der Nutzer des robusten Android Tablet ZX80 hat seit kurzem auch Zugriff auf die KI-Engine von Qualcomm. Der Qualcomm QCS6490-Prozessor des ZX80 liefere hohe LeistungbeigeringemStromverbrauchund eigne sich bestens für umfassende IoT-An-
wendungen in industrieller wie gewerblicher Nutzung, sagt Hersteller Getac. Das ZX80 verfügt über 12 GB LPDDR5-Arbeitsspeicher Android 13 ist vorinstalliert und auf künftige Android-Versionen updatebar Damit soll der Nutzer schnell auf neueste verfügbare KI-Funktionen zugreifen können.DasZX80wurdespeziellfürEinsätzein anspruchsvollemArbeitsumfeldentwickelt. Dank geringem Gewicht (590 g), weitem Temperaturspektrum (-29°C bis 63°C) und hellem 1 000 Nits-Display (16:10 Seitenverhältnis)istesidealgeeignetfürArbeitenim rauenProzessumfeld,wohoheLeistungund ZuverlässigkeitentscheidendfürdenErfolg sind.
www.getac.com
industrielle Rohrleitungen – Teil 3: Konstruktion und Berechnung“;
Ergänzungen für ASME B31.1, B31.3, B31.4, B31.5 und B31.8 in den Versionen für 2022.
Version 14 unterstützt 50 internationale Rohrleitungsnormen und Berechnungsvarianten. Sie ist für den Einsatz in der Atomindustrie geeignet und erfüllt die Normen ASME NC, ASME ND, RCC-M C und D für kerntechnische Anlagen und entspricht dem Standard ASME NQA-1. Die Software ermöglichteineAnalysevonRohrleitungen. Gewicht,Druck,thermischeundseismische sowie andere statische wie auch dynamische Bedingungen werden berücksichtigt. www.hexagon.com Bild: Hex ago n
ALU-PROFILSYSTEME
BeschaffungmitSystem
Der Normelemente-Hersteller Ganter hat systembasierte Aluminiumprofile im Portfolio Die eloxierten und per StrangpressVerfahrenhergestelltenProfileentsprechen in Abmaßen und Eigenschaften den Systemen Bosch und Item, mit schweren und leichten Varianten, verschiedenen Querschnitten,AbmaßenundNutanordnungen. Hinzu kommen noch Verbindungstechnik sowie Bauteile wie Abdeck- und Einfassprofile,Endkappen,GelenkeundFußplatten.So seien Vorrichtungen, Maschinen, Anlagen oder Arbeitsplätze komplett mit den BauteilenausdemHauseGantermachbar–die Beschaffung werde damit kompakter und einfacher, betont der Hersteller www.ganternorm.com
18 PROCESS 5 | 2024 Anlagen-/Apparatebau
Bild : Geta c T echnology GmbH
ZET A
Bild:

Regionale Fachmesse
Messtechnik
Steuerungstechnik
Regeltechnik
Automatisierungstechnik Prozessleitsysteme
36 begleitende Fachvorträge +
Der Eintritt zur Messe und die Teilnahme an den Fachvorträgen ist für die Besucher kostenlos.
erforderlich für Einlass-Code
MEORGA
MSR-Spezialmessen

Halle (Saale)
Wirtschaftsregion Chemiedreieck
Mittwoch, 05. Juni 2024
von 08:00 bis 16:00 Uhr
Halle Messe
Messestr. 10 - 06116 Halle (Saale)
MEORGA
MSR-Spezialmessen
Ludwigshafen
Wirtschaftsregion Südwest






Mittwoch, 18. Sept. 2024
von 08:00 bis 16:00 Uhr
Friedrich-Ebert-Halle
Erzbergerstr. 89 - 67063 Ludwigshafen
MEORGA
MSR-Spezialmessen

Bochum
Wirtschaftsregion Rhein-Ruhr
Mittwoch, 30. Oktober 2024
von 08:00 bis 16:00 Uhr
RuhrCongress Bochum
Stadionring 20 - 44791 Bochum
MEORGA GmbH
Jakobstr. 1a - 66763 Dillingen
Telefon 06831 16523-0
Mail: info@meorga.de
B E S U C H E RREGISTRIERUNG
SENSOREN
MitintelligentenSensoren zumFermenter4.0
Was ist los im Reaktor? Bioreaktoren sind aus der Pharma-Branche nicht wegzudenken. Doch ihr volles Potenzial können die Fermenter nur unter idealen Bedingungen ausschöpfen. Werden smarte Sensoren zum Gamechanger für die Pharma-Produktion?
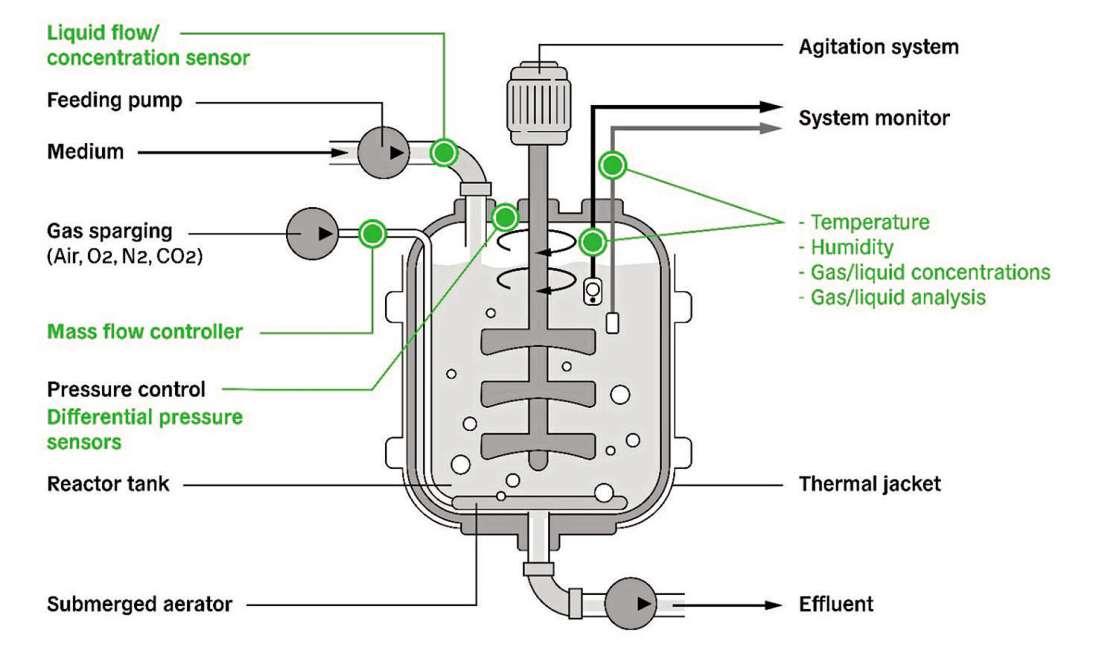
Flüssigkeitsfluss/ Konzentrationssensor
Förderpumpe
Mittel
Gaszufuhr (Luft, O2, N2, CO2)
Massendurchflussregler
Druckkontrolle
Differenzdrucksensor
Reaktortank
Tauchbelüfter
Nicht nur dass, sondern auch was und wo gemessen wird, ist entscheident für die erfolgreiche
Zellkultivierung im Bioreaktor
BioreaktorenwerdenzurKultivierungvonOrganismen, wie Enzymen, pflanzlichen und tierischen ZellensowieMikroorganismen,eingesetzt.Diese werdenfürdieArzneimittelforschung,dieEntwicklung von medizinischen Behandlungsmethoden, klinische Versuche und die Herstellung hochwertiger Medikamente verwendet. Neben dem jüngsten Beispiel der mRNA-Impfstoffe werden in solchen Behältern auch monoklonale Antikörper zur Behandlung von Krebs, rheumatischer Arthritis und anderen Krankheiten hergestellt. Innovatoren in den Biowissenschaften gehen davon aus, dass in Zukunft auch Organ- und Muskelgewebe gezüchtet wird.
Rührsystem
Systemmonitor
Temperatur
Feuchtigkeit
Gas-/Flüssigkeitskonzentrationen
Gas-/Flüssigkeitsanalyse
Thermomantel Abwasser
Ob in der Forschung, Produktion oder der medizinischenBehandlung–Bioreaktorenmüsseneinperfektes Umfeldbieten,indemsichempfindlicheMikroorganismen durch Interaktion untereinander und unter dem Einfluss der Umweltbedingungen verändern und wachsenkönnen FüreinidealesZellwachstummussdieUmgebung genau kontrolliert werden. Das bedeutet einerseits, den pH-Wert und die Temperatur zu stabilisieren, und andererseits, die Zufuhr von Luft, Stickstoff und anderen Gasen sowie Nährstoffen zu gewährleisten. Das ist kein Neuland, doch die gestiegenen Anforderungen können die Kultivierung organischer Materialiensokomplexmachen,dassdiephysiochemischenAb-
20 PROCESS 5 | 2024 MSR/Automatisierung Bild: Sensirio n
FÜR BIOREAKTOREN
hängigkeiten der einzelnen Parameter sorgfältig abgestimmt werden müssen. Hinzu kommen der immer vielfältigereEinsatzvonBioreaktorenunddasBestreben, dasKontaminationsrisikozuverringernunddielaufenden Prozesse nicht durch die herkömmliche „Messung durch Probenahme“ zu stören.
SchlussmitderReaktor-Blackbox!
BioreaktorenmüssensichanunterschiedlicheZelltypen anpassen:BeiGrippeimpfstoffenetwavariierendieProduktionsprozesse von Jahr zu Jahr, da in jeder kalten Jahreszeit Viren mit leicht unterschiedlichen Eigenschaftenauftauchen.Außerdemkönnen,wiediePandemie gezeigt hat, von einem Tag auf den anderen große Zellmengen benötigt werden. Die Herstellung dieser mRNA-ImpfstoffeerfordertnichtnurReaktorenmithoher Effizienz, sondern auch mit einer hohen Prozesssicherheit und Wiederholbarkeit. Diese Anforderungen geltenauchfürandereAnwendungenvonBioreaktoren, die in der Massenproduktion von Arzneimitteln eingesetztwerden.UmidealephysiochemischeBedingungen zu schaffen und schnelle Anpassungen für spezifische Zellkulturen vorzunehmen,istdieMessungfolgender
Parameter erforderlich:
pH-Wert
Temperatur
Luftfeuchtigkeit
Gas- und Flüssigkeitskonzentration
Gas- und Flüssigkeitsdurchfluss
Druck im Headspace
In den meisten Fällen wird die TemperaturwährendderZellkultivierung bei 37°C und die CO2-Konzentrationbei5Prozentgehalten.IneinigenFällenmüssendieseParameterfeinjustiertwerden, um den erforderlichen pH-Bereich zu erreichen.
wachung der Kultivierungsbedingungen in einem geschlossenenKreislauf StabileUmgebungensindbesondersinderF&E-PhasederArzneimittelentwicklungund bei der Massenproduktion empfindlicher Arzneimittel wichtig,dabereitskleine,kurzzeitigauftretendeAbweichungen den Ertrag beeinträchtigen können.
MithilfemodernsterSensorenmitEchtzeit-Feedback können Bioreaktoren nicht nur die Bedingungen umgehendundexaktändern,sondernauchunerwünschte Zustände erkennen. Bei abweichenden Sollwerten löst dasSystemautomatischeinenAlarmausundblockiert den Behälter, um Schäden vorzubeugen, bei denen teure Substanzen verschwendet würden (wie im Fall eines Überdrucks in Einweggeräten).
EskommtaufdenSensoran
JüngsteFortschrittebei MEMS-basiertenSensoren habenzukompakten, stromsparendenund leistungsstarkenLösungen geführt,diesichauchfür Einwegbioreaktoreneignen.
HäufigbedarfeseinespH-Wertszwischen70und7.4. Die Stabilisierung kann eine Herausforderung sein, da mehrere Parameter wie Temperatur, Zellwachstum, Milchsäure und CO2-Gehalt gleichzeitig ausgeglichen werden.DieskanndurchsogenanntePuffergeschehen, die jede zusätzliche Säure (H+-Ionen) oder Base (OH-Ionen) neutralisieren, um den pH-Wert stabil zu halten. Außerdem muss die Sauerstoffkonzentration präzise gesteuertwerden.FürdiemeistenZellkulturenwirdsie bei 20Prozent gehalten, doch gelegentlich wachsen einigeKulturenunteranderenBedingungenbesser Dabei isteszentral,dassderSauerstoffeffizientvomgasförmigenindenflüssigenZustandübergeht.DieserTransfers wird von der Temperatur, dem pH-Wert und der Begasungsrate beeinflusst. Schließlich sollte die LuftfeuchtigkeitstabilseinundinEchtzeitüberwachtwerden,um Ausfälle der Belüftung zu erkennen. Das Gleiche gilt, insbesondere bei Einwegreaktoren, für den Druck im Headspace, da die flexiblen Kunststoffbeutel einem Überdruck von nicht lange standhalten.
Für die idealen Bedingungen in Bioreaktoren spielen vernetzte Sensoren eine Schlüsselrolle Mehrere intelligente Sensorsysteme für die präzise Steuerung und die akkurateÜberwachungderphysiochemischenProzesse heben die Kultiviergeräte auf die nächste Stufe Der einfachsteundgünstigsteWeg,dasWachstumorganischer Materialien zu optimieren, ist die Steuerung und Über-
PROCESS-TIPP
Smarte Prozesse und vernetzte Komponenten gibt es auch auf dem Smart Process Manufacturing Kongress: 24.-24. September 2024, VCC Würzburg Infos und Anmeldung: www smart-process-manufacturing de
Dementsprechend werden verschiedene Sensortypen verwendet,umunterschiedlicheFehlerzuerkennen So werdenSensorenzurÜberwachungderFlüssigkeitskonzentration auch eingesetzt, um zu überprüfen, ob die richtigeFlüssigkeiteingespritztwird.DasGleichegiltfür Flüssigkeitsdurchflusssensoren,die zur Messung des gesamten abgegebenen Volumens und zur präzisen Dosierung mehrerer Flüssigkeiten eingesetztwerden,umdierichtigen Konzentrationen sicherzustellen. DiesbetrifftauchGasdurchflusssensoren. Kurz: Feedbackschleifen tragen zur Optimierung der Prozesssicherheit und -Zuverlässigkeit bei. Darüber hinaus kann es hilfreich sein, mehrere Sensoren desselben Typseinzusetzen,beispielsweiseam Einlass und Auslass des Gefäßes. Solche„räumlichen“Informationen ermöglicheneinbesseresVerständnisderphysiochemischen Prozesse in der Zellkultur
Ein weiterer Vorteil ist die Aufzeichnung von SensordatenineinerDatenbank SolltedasWachstummangelhafte Ergebnisse hervorrufen, sorgt ein Logbuch mit allen gemessenen Parametern für Klarheit. Vor allem aus Sicherheitsgründen und zu Forschungszwecken kann es von großem Nutzen sein, auf die Datenhistorie des Kultivierungsprozesses zuzugreifen. Dank eines TrackingsystemskönnenBedienerdieUrsachenvonFehlern ermitteln und die Prozesse anpassen.
Jüngste Fortschritte bei MEMS-basierten Sensoren haben zu kompakten, stromsparenden und leistungsstarken Lösungen geführt, die sich auch für Einwegbioreaktoren eignen und im Vergleich zu herkömmlichen Bioreaktoren geringere Mengen an Wasser und Reinigungsmitteln sowie keine Reinigungs- und Wartungsprozedurenerfordern.NebenUmweltgründenzeichnen sichsolcheAnwendungenauchdurchgeringereKosten und bessere Umsatzraten aus.
Sensirion bietet ein breites Portfolio an kompakten, leistungsstarkenSensoren,einschließlichEinwegsensoren, für die Prozesssteuerung und -überwachung in verschiedenen Arten von Bioreaktoren, die vom Pilotversuch bis hin zur kommerziellen Produktion eingesetzt werden. Die biokompatiblen Sensoren der neuen GenerationkönneneinfachinbestehendeBioreaktorenintegriertwerden,sodassAnwenderihreApparateaufrüsten können, anstatt neue anzuschaffen. (dst)
PROCESS 5 | 2024 21 MSR/Automatisierung

Startschuss für Ethernet APL: Nach einem erfolgreichen Test will die BASF das Ethernet auf Feldebene in der Produktion ausrollen.
PROCESS-TIPP
Wie die Automatisierung Industrieplayern hilft, die Klimaziele zu erreichen, lesen Sie auf www.process.de/greentec unter „Alles im grünen Bereich!“
AUTOMATISIERUNG MIT ETHERNET APL
Startschussfür EthernetimFeld
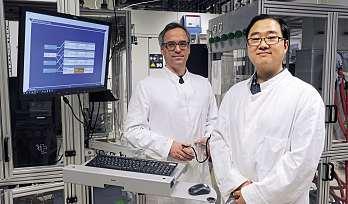
Mit Ethernet APL will die Prozessindustrie können, was in der diskreten Fertigung schon Standard ist: Endlich Ethernet bis auf die Feldebene herunter bringen und so in neue Sphären der Vernetzung vorstoßen. Ein erster Test unter realistischen Bedingungen stimmt hoffnungsvoll – fällt jetzt der Startschuss für eine revolutionäre Technologie?
Einer der weltgrößten Chemiestandorte setzt auf
Ethernet APL: Die BASF plant, mit dem erstmaligenEinsatzdesNetzwerkstandardsineinerneuen Produktionsanlage ein neues Automatisierungskapitel aufzuschlagen. Doch zuerst steht der Technologie ein echterHärtetestinsHaus,daderChemierieseaufeinen LeistungstestunterrealistischenBedingungenbestand RealistischhießindiesemFallmit240vernetztenGeräten, wie die am Porjekt beteiligten Automatisierungsexperten von ABB erklären.
Zum Einsatz kamen dafür Messgeräte von Endress+Hauser, darunter Durchfluss-, Druck-, Temperatur- und Füllstandsensoren. Sie wurden in ein System mit Pepperl+Fuchs Field Switches und einem Honeywell-Leitsystemintegriert–allesamtunterNutzungvon
Ethernet-APLundProfinet.FürdenzweitenTestlieferte ABB die Steuerung, die zusammen mit den genannten FieldSwitchesundMessgerätengetestetwurde Dieweit verbreitete Analogtechnologie 4...20 mA war bisher für die reine Prozesssteuerung aussreichend, stößt jedoch zunehmend an ihre Grenzen: Denn während die Feldgerätelängstsmartgewordensind,hinktdieVernetzung und die notwendige Konsolidierung der Daten in der Anlagenochhinterher EigentlichaufFeldebeneverfügbare Daten stehen so faktisch dem Leitsystem nicht für die Prozessoptimierung zur Verfügung, wie am Projekt beteiligte Spezialisten betonen.
„Mit diesen Tests sollte die Funktionsfähigkeit und Robustheit eines Profinet-Netzwerks via Ethernet-APL unter realistischen Bedingungen im Anlagenmaßstab
22 PROCESS 5 | 2024 MSR/Automatisierung
Bild: B A SF SE
nachgewiesen werden“, erklärt Dr Emanuel Trunzer, Automation Engineer beim Center of Technical Expertise for Automation Technology der BASF „Dies war gegenüber den vorangegangenen Tests im Labor von entscheidender Bedeutung, um Benutzerakzeptanz und Vertrauen in diese Technologie zu schaffen Wir Ingenieure von BASF konnten unsere Anforderungen als Anwender bei diesen Tests einbringen, die dann in einem realistischen Aufbau und Maßstab mit fast 240 Geräten plus zehn Field Switches und mehreren Leitsystemendurchgeführtwurden.Eswarbeeindruckend, zu sehen, dass ein 240 Geräte umfassendes System so robust und zuverlässig funktionieren kann “
Dabei erfolgten die Testläufe mit maximaler Netzauslegung, wobei die Skalierbarkeit und Fehlertoleranz erfolgreich verifiziert und Anforderungen wie Gesamtnetzlast oder Redundanz-Umschaltzeiten erfüllt oder sogar übertroffen werden konnten.
WasbietetdasEthernetfürdieFeldebene?
Doch was steckt hinter der Vision vom Ethernet auf der Feldebene? APL steht für Advanced Physical Layer und beschreibt die physikalische Schnittstelle der EthernetKommunikation,diespeziellfürdieAnforderungender Prozessindustrie entwickelt wurde. Sie unterstützt die schnelle Datenübertragung über große Entfernungen, die Kommunikation und Energieversorgung über die gleiche Leitung sowie den sicheren Betrieb in explosionsgefährdeten Bereichen.
DabeiistEthernet–dasinderAutomatisierungspyramide auf Anlagen- und Unternehmensebene de Fakto Standard ist – die naheligende Wahl. Die Adaption auf Feldebene hat jedoch ihre ganz eigenen Tücken:
Bild: ABB

Mit Ethernet APL soll endlich EthernetKonnektivität auf Feldgeräte-Ebene realisiert werden, was neue Möglichkeiten der smarten Automatisierung erschließen würde.
VernetztundEffizient:Mitsmarter
AutomatisierungundEnergieverteilundManagementsystemenkönnen
Anlagenbetreiberbiszu20Prozentder Energiekosteneinsparen.
Ethernet-APL bietet ein hohes Maß an Robustheit für einen äußerst zuverlässigen Betrieb Mit dieser neuen Technologie schließt sich die bisherige Lücke zwischen Ethernet–demseitlangemgängigenKommunikationsstandard im IT-Bereich – und Industrial Ethernet – der VariantediesesStandardsfürdieProzessindustrie.Doch dietypischenvier-bisachtadrigen„Netzwerkkabel“mit separater Spannungsversorgung und vergleichsweise geringer Länge eerfüllen nicht die Anforderungen, die derharteProessindustriealltagandieTechnologiestellt. Gebraucht würde eine einfache, robuste Zweidraht-Verbindung,diedieSpannungsversorgunggleichmitübernimmtundmithoherGeschwindigkeitauchauflangen Strecken (bis zu 1.000m) eine sichere Übertragung bis in den Ex-Bereich ermöglicht.
DieTechnologieermöglichtdenEinsatzvonEthernet in der Feldebene von Prozessanlagen. Die 2-Draht-TechnologiemitEnergieundKommunikationüberdasselbe Kabelpaar erfüllt die Anforderungen selbst rauer Prozessumgebungen Schnelle und digitale DatenübertragungmithoherBandbreiteistnunauchübergroßeEntfernungen und in explosionsgefährdeten Bereichen möglich.DereinfacheZugriffaufDatenvonFeldgeräten

Michell | Dew Point Instruments
Aii | Oxygen Sensors
Rotronic | Humidity Instruments
Rotronic | Monitoring System
LDetek | Trace Impurity Analyzers
Dynament | Gas Safety Sensors
Ntron | Oxygen Analyzers
SST | Oxygen Sensors www.ProcessSensing.com



MSR/Automatisierung

eröffnet der Prozessautomatisierung eine neue Ebene der Effizienz und Effektivität.
DieZusammenarbeitfunktioniert
FürGerdNiedermayer,SeniorE+IEngineeringManager der BASF, hat sich der Aufwand ausgezahlt: „Wir haben rund fünf Jahre lang mit unseren Industriepartnern daran gearbeitet, diese Technologie voranzutreiben. Mit den erfolgreichen Tests haben wir bewiesen, dass APL einsatzbereitist“,sagteer „WirwollendieseTechnologie künftiginunserenneuenProduktionsanlageninEuropa einsetzen.“ Jörg Reinkensmeier, Leiter des Open Integ-
PROCESS-INFO
rationPartnerprogrammsbeiEndress+Hauser,stößtins selbe Horn: „Die Lasttests beweisen, dass Ethernet-APL in der Praxis einsetzbar ist. Die Komponenten verschiedener Hersteller funktionieren reibungslos zusammen unddieSystemelaufenzuverlässig Wirsindstolzdarauf, dass die enge Zusammenarbeit mit unseren Open-Integration-Partnern die Validierung dieser Technologie ermöglicht hat. Wir haben einen Meilenstein erreicht, um Ethernet in die Feldebene der Prozessautomatisierung zu bringen.“
Zu den Vorteilen von Ethernet-APL gehört, dass die Technologie die schnellere, nahtlose Kommunikation zwischenFeldgerätenineinerProzessanlageermöglicht und dabei die Eigensicherheit der Systeme unterstützt. Zudem vereinfacht die Lösung das Engineering, die Inbetriebnahme und die Instandhaltung der Feldgeräte, sie verbessert Verfügbarkeit und Leistung und liefert besser nutzbare und aussagekräftigere Daten über die Produktionsprozesse.
EndlichkommtdasEthernetinsFeld
Für Automatisierungsexperten wie ABB ein logischer Schritt, ist doch der Ethernet-Standard einer der weltweit am weitesten verbreiteten Netzwerkstandards. In der Prozessindustrie spielte der klassische „Netzwerkstecker“bislangkaumeineRolle,wassichmitEthernetAPLändernsoll:DurchdieIntegrationvonEthernet-APL indasAutomatisierungsumfeldkönnenAnwenderihre Betriebe insgesamt intelligenter und zuverlässiger machen.Damitstünden dieumfangreichenDatenderFeldgeräteebene endlich auf System-, Unternehmens- oder CloudebenezurVerfügung,wasganzneueAutomatisierungs- und Energiemanagementkonzepte zuließe. Ethernet-APLsolldieEinfachheiteiner4–20-mA-Verdrahtung mit der Ethernet-typischen schnellen Bandbreite undProtokollunterstützungkombinierenundzugleich robust genug für den Einsatz in explosionsgefährdeten Bereichen sein. (dst)
Zweileiter-EthernetauchfürdieVerfahrenstechnik
Ethernet-APL (Advanced Physical Layer) beschreibt eine physikalische Schicht für die Ethernet-Kommunikationstechnologie, die speziell für die Anforderungen der Prozessindustrie entwickelt wurde. Im Bereich der Informationstechnologie oder der Fertigungsindustrie ist Ethernet (mit dem bekannten „Netzwerkstecker”) längst zur Standard-Kommunikationslösung geworden, doch in der Prozessindustrie stellte die Verbindung von Feldgeräten über Ethernet bisher eine Herausforderung dar Das soll mit Ethernet APL anders werden: Das sichere Zweidrahtkabel (inklusive Spannungsversorgung, „Power over Ethernet”) ermöglicht die nahtlose Anbindung von Feldgeräten über das Ethernet-Protokoll und vereinfacht den Aufbau leistungsfähiger Automatisierungsnetze deutlich.
Die Namur hat zusammen mit dem ZVEI eine umfassende Sammlung von Anwendungsfällen für Ethernet-APL in der Prozessindustrie herausgegeben, die das Potenzial und die Vorteile von EthernetAPL in verschiedenen Bereichen der Prozessautomatisierung hervorhebt. Sie befasst sich mit den Herausforderungen, denen die Branche gegenübersteht und präsentiert Anwendungsfälle in den Bereichen Engineering, Betrieb, Instandhaltung und intelligente Sensoren. Die Einführung von Ethernet-APL wird von APL Task Forces unterstützt, um sicherzustellen, dass es den Bedürfnissen der Endbenutzer gerecht wird. Ethernet-APL umfasst dabei als Synonym den gesamten Technologie-Stack, einschließlich Protokollen, Geräteintegration, Datenaustausch und Sicherheit. Diese Veröffentlichung ist ein Meilenstein auf dem Weg zur Digitalisierung in der Prozessindustrie und bietet wertvolle Einblicke für Endbenutzer und Anbieter.
24 PROCESS 5 | 2024 MSR/Automatisierung
E ndr ess+Ha user
Ziemlich smart: Mit Ethernet APL könnte endlich das ganze Potenzial smarter Feldgerät für die Leistystemebene erschlossen werden.
Bild:












GehörenSiezudenBestenderProzessindustrie?
ZeigenSieunsIhreInnovationenundbewerbenSiesichumdenBestofIndustryAward2024
DieBewerbungistkostenfreiundkanndirektonlineeingereichtwerden.
www.bestofindustry.de/bewerbung

1 4 4 9 7 Eine Veranstaltung von – einer Marke der
Jetztonline bis21.06.2024 bewerben! sucht DIE BESTEN DER PROZESSINDUSTRIE UnsereMedienpartner:
SAMMLUNG VON ANWENDUNGSFÄLLEN
Ethernet-APLinder Prozessindustrie
Die Namur hat zusammen mit dem ZVEI eine umfassende Sammlung von Anwendungsfällen für Ethernet-APL in der Prozessindustrieherausgegeben DieVeröffentlichung hebt das Potenzial und die Vorteile von Ethernet-APL in verschiedenen Bereichen der Prozessautomatisierung hervor SiebefasstsichmitdenHerausforderungen, denendieBranchegegenübersteht,undpräsentiertAnwendungsfälleindenBereichen Engineering, Betrieb, Instandhaltung und intelligente Sensoren. Namur und ZVEI haben jeweils APL Task Forces eingerichtet, um die Einführung von Ethernet-APL zu unterstützen und sicherzustellen, dass es den Bedürfnissen der Endbenutzer gerecht wird. Ethernet-APL umfasst hierbei als SynonymdengesamtenTechnologie-Stack,einschließlich Protokollen, Geräteintegration, Datenaustausch und Sicherheit. Die VeröffentlichungistlautderbeidenVerbändeein Meilenstein auf dem Weg zur DigitalisierunginderProzessindustrieundbietetwertvolle Einblicke für Endbenutzer und Anbieter www.namurde
DURCHFLUSSMESSTECHNIK
NeuerCoriolisDurchflussmesser
Der neue Coriolis-Durchflussmesser SYSSMF von Systec Controls wurde für Anwendungen entwickelt, bei denen hohe Genauigkeit, ein großer Messbereich und Prozesszuverlässigkeit gefordert sind. Im großen Messbereich misst SYS-SMF den Massedurchfluss mit der Klasse 0,2 Prozent, 0,1 Prozent bzw 0,05 Prozent. Die Ermittlung derDichtegeschiehtmiteinerUnsicherheit vonnur0,1-0,5g/l.DankeinerVielzahlanaloger und digitaler Schnittstellen lässt sich derSYS-SMFeinfachinbestehendePLSeinbinden MitdenFronttastenoderdurcheine Infrarot-Fernbedienung lässt er sich durch den geschlossenen Glasdeckel parametrieren. Dank der Auswahl unterschiedlicher korrosionsbeständiger Stähle eignet er sich für eine Vielzahl von Fluiden. Bei einer Serienkalibrierung der Physikalisch-TechnischenBundesanstalt(PTB)inBraunschweig hat das Messsystem seine Präzision unter Beweis gestellt: Die Unsicherheiten lagen bei 0,05% vom Durchfluss-Messwert. Auch die Dichtemessung ist mit 0,1 - 0,5g/l Unsicherheit hochpräzise www.systec-controls.de
GASANALYSATOR
AnalysatormisstFeuchteinErdgas

DerOptipeakTDL600wurdevonPSTfürdie Feuchtemessung in Erdgas entwickelt. Der Tunable-Diode-Laser-Analysator benötigt dank seiner kontaktlosen Messtechnik nur einen geringen Wartungsaufwand – selbst in anspruchsvollen Anwendungen mit sich
Bild: PS T
ändernden Methankonzentrationen und in Sauergas. Die wartungsfreie, einfache „dual-pass“MesszellesorgtlautFirmenangaben für zuverlässige Resultate über den kompletten Messbereich. Sie kombiniert SensitivitätmitRobustheit,ohneeinoberes Bereichslimit, das schnell zu Sättigung bei höheren Feuchtegehalten führen könnte.
Die untere Nachweisgrenze (LDL) des Messgeräts liegt bei weniger als 1ppmV Es hat einen Messbereich von 1 bis 1.000ppmV und ist für explosionsgefährdete Bereiche zugelassen. Zudem stellt das kontinuierliche Laseroptimierungssystem sicher, dass der Laser immer den korrekten Wasser-Adsorptions-Peak analysiert. www.processsensing com
MEORGA MSR-SPEZIALMESSE
NächsterHalt:Halle/Saale,5.Juni
Die Meorga veranstaltet am 5. Juni in der Halle Messe in Halle (Saale) nach dem Auftakt in Frankfurt die zweite Fachmesse für Mess-/Steuer-/Regeltechnik, Prozessleitsysteme und Automatisierungstechnik in diesem Jahr Rund 150 Fachfirmen zeigen wieder ihr Leistungsspektrum, Geräte und Systeme, Engineering- und Serviceleistungen sowie neue Trends im Bereich der Automatisierung 36 Fachvorträge informieren ergänzend über den aktuellen Stand der MSRTechnik. Die überwiegend regionalen Ansprechpartner freuen sich auf viele neue Kundenkontakte und den Austausch mit bestehenden Partnern. Die Messe wendet sichanFachleuteundEntscheidungsträger, die in ihren Unternehmen für die Optimie-
SENSORWARTUNGSSYSTEM

rungderGeschäfts-undProduktionsprozesse entlang der gesamten Wertschöpfungskette verantwortlich sind. Der Eintritt zur Messe und die Teilnahme an den Fachvorträgen sind für Besucher kostenlos. www.meorga.de
SensorreinigungimBaukastenprinzip

Bild : Kni ck
Mit der Uniclean-700-Serie stellt Knick ein modulares Steuerungssystem vor, das als flexibleEinstiegslösungindieautomatisierteReinigungfürSensoreninstalliertwerden kann. Die flexibel erweiterbare Lösung ist für die Verwendung mit statischen und Wechselarmaturen geeignet. Die Armaturen können pneumatisch oder in Zukunft auch hydraulisch angetrieben werden. Die neuen Modelle kommen ohne spezielle SteuerungsprogrammeimProtos-Transmitteraus.DerReinigungsvorgangkanndurch eineinfachesSchaltsignalausgelöstwerden, z. B über den Relaiskontakt eines Stratos Multi und Protos II oder auch durch einen einfachen Taster Die Uniclean-700-Serie funktioniertauchherstellerunabhängigmit fremden Transmittern oder Armaturen. Durch den modularen Aufbau lassen sich die Reinigungssteuerungen schnell an Prozessveränderungen anpassen. Achema: Halle 11.1, Stand A45 www.knick-international.com
26 PROCESS 5 | 2024 MSR/Automatisierung
Bild: Meo r g a
CLOUD-SERVICE
CO2-Emissionenvisualisierenundreduzieren
Der OpreX Carbon Footprint Tracer von Yokogawa ist ein Cloud-Service, der CO2-Emissionen mit Daten von Messsystemen und Überwachungsgeräten berechnet. ZusätzlichbieteterBeratungzurReduzierungvon CO2-Emissionen. Für die Berechnung der CO2-Emissionen bietet dieser Service eine nahtloseIntegration,undzwarmitdemSAP
Sustainability Footprint Management ServiceunddenERP-LösungenvonSAP Damit wird die Visualisierung und das ManagementdesProductCarbonFootprint(PCF)auf Basis europäischer Standards ermöglicht. Unternehmen in der Prozessindustrie können damit ihren PCF visualisieren und verwalten.DasToolberechnetCO2-Emissionen für einzelne Produkte und ermöglicht die
I/O-SYSTEM
Visualisierung und das Management von PCF nach klimaneutralen Standards. Mithilfe der Datenerfassungstechnologie von Yokogawa sammelt diese Lösung automatischDatenvonSensorenundSystemen, auch von anderen Anbietern, um die Betriebsparameter für einzelne Produkte zu bewerten und ein PCF-Dashboard zu aktualisieren. Das soll die Überprüfung der CO2Emissionen durch die Bereitstellung von Betriebsdaten als Beweismittel erleichtern DieIntegrationdesCarbonFootprintTracers und der SAP-Lösung erleichtert das Erstellen von Dashboards und Berichten, die den europäischen Emissionsgesetzen und -vorschriften, entsprechen. wwwyokogawa.com
PasstsichBedingungensmarterAnlagenan

MaschinenundAnlagenproduzierenheute eineVielzahlanDaten,dieüberdiereineZustandserfassung zur Prozesssteuerung hinausgehen. Ein dezentral installiertes I/OSystem muss eingehende Signale schnell erfassen und im genutzten Netzwerk bereit-
ETHERNET-APL-TECHNOLOGIE
stellen. Nur so kann eine effiziente Übertragung an die Daten-verarbeitenden Stellen, wie Steuerungen, IPCs oder Cloudsysteme, gewährleistet werden. Weidmüller hat das I/O-System u-remote mit einem Upgrade ausgestattet. Durch die siebenmal größere LeistungsfähigkeitdesneuenRückwandbus wird die erfassbare Datenmenge pro Rückwandbus-Zyklus erhöht und die VerarbeitungundAusgabederAntwortengesteigert. Durch eine höhere Auflösung lassen sich Steuerungsvorgänge synchronisieren, um die Effizienz der Gesamtanlage weiter zu steigern. Nach und nach wird die gesamte I/O-Produktfamilie von u-remote mit diesem neuen Chip ausgestattet. wwwweidmuellerde
Ethernet-APL-DemogeräteimTestbeimKunden
Die Ethernet-APL-Technologie gilt als Revolution in der Prozessindustrie: Erstmalig wird eine hohe Datenrate (10 Mbit/s) mit Eigensicherheit für die Feldebene kombiniert Die Technologie ermöglicht den reinen Zweileiterbetrieb inklusive Energieversorgung Krohne war 2018 Gründungsmitglied des Ethernet-APL-Konsortiums und hat nun im Dezember 2023 ausgewählten Kunden Ethernet-APL-Demogeräte zur Verfügunggestellt.Zielistes,mitEthernet-APL dieFeldebenevollendszudigitalisieren.Die firmeneigenen Demonstratoren verfügen bereits über einen Großteil der Funktionen, diemitdieserTechnologiemöglichsind Sie stellen die Implementierung von Profinet nach dem PA (Process Automation)-Profil
4.0 mit generischer oder alternativ herstellerspezifischerGSD-Dateibereit.Zudemgibt es ein FDI-Paket zur Verwendung mit allen modernen Asset-Management-Systemen und einen integrierten Webserver mit einer BedienschnittstellezureinfachenInbetriebnahme und Diagnose. Über die Demonstratoren erhofft sich das Unternehmen frühzeitiges Feedback und Testergebnisse, auch in Form von Interoperabilitätstests mit verschiedenenHostsystemen.Ethernet-APList noch eine sehr junge Technologie, daher arbeiten die Experten bei Krohne eng mit den Anwendern zusammen. Zum Ende des vierten Quartals 2024 sollen die ersten Ethernet-APL-Geräte vorgestellt werden. www.krohne.com
Fermentationsprozesse überwachen

Die Messung von Vergärungsgrad, Extraktund Alkoholgehalt bietet der Fermentation MonitorQWX43vonEndress+Hauser Dank der datenbasierten Optimierung von Gärprozessen reduziert sich der Aufwand für Laboranalysen und Spindeln. Auch für die Präzisionsfermentation bietet E+H die passendeMesstechnik,umeinehoheAusbeute in biotechnologischen Verfahren sicherzustellen Die Memosens-Technologie ermöglichtes,beiderVerfahrensentwicklungvom Labor- bis zum Großfermenter auf die gleichen Sensoren zurückzugreifen. www endress.com
VERNETZTE AUTOMATISIERUNG
WastutsichinSachen Profibus&Profinet?
Wie bekomme ich Daten aus einer Anlage, einerMaschineodereinemFeldgerätzuder Stelle,wodieseaufbereitetwerden?Antworten auf diese Frage lieferten 60 Mitgliedsfirmen von Profibus & Profinet International(PI)aufderdiesjährigenHannovermesse. Mittlerweile wird viel Zusatzwissen in CloudsoderinderEdgevorgehaltenunddie Anlieferung der Daten geschieht auf unterschiedlicheWeise.OhneDatenausdemFeld wird es mit der Entwicklung 4.0 schwierig, wie die Profibus-Organisationen betonten: Dabei kommt es nicht nur auf das Erfassen vonDatenauseinerAnlage,einerMaschine odereinemSensoran,sonderndarum,diese einer Applikation so zur Verfügung zu stellen, dass sie auch verarbeitet werden können. Wie dies in der Praxis umgesetzt wird, wurde anhand von Technologiedemos in Hannoversichtbar:SozeigteeinIO-Link-Wireless-Demonstrator,dassderAnschlussauf den letzten Metern unkompliziert gelöst werden kann. Und eine MTP-Demo veranschaulichte, wie der modulare Anlagenbau die Prozessindustrie beflügelt. www.profibus.com / www.profinet.com
PROCESS 5 | 2024 27 MSR/Automatisierung Bild: E ndr ess+Ha user
SENSORIK
Bild: W eidmüller
DennSiewollensicher nichtinsGefängnis
Die Überwachung von Pumpen ist weit mehr als eine reine Schutzmaßnahme fürs Pumpenaggregat. Neben der präventiven Wartung und der Erfassung von Betriebsdaten hat die Zündquellenüberwachung besonders in Ex-Umgebungen in den letzten Jahren deutlich an Bedeutung gewonnen. Lesen Sie, warum die präzise Risikoeinstufung so wichtig ist.
VERFASST
MatthiasGarbsch
Branchenmanager
Explosionsschutz & Funktionale Sicherheit
Jumo
SicherheitsexpertenvomTÜVkennendasSzenario: Pumpen ohne ausreichende Standfestigkeit könnenschnellheißlaufen.DieseHitzekannzueiner Explosion mit einem verheerenden Schaden in der Produktion führen. Möglicherweise bleibt das Unternehmen auf einem Teil des Schadens sitzen, wenn die Haftpflichtversicherung dem Unternehmen Fahrlässigkeit nachweisen kann. Nicht gesicherte Pumpenaggregate sind also ein hohes betriebswirtschaftliches Risiko
gabenhält.Oderkurzundknapp:sicherePumpenüberwachung bewahrt die Geschäftsführung vor dem Gefängnis!
UnübersichtlicherDschungelfürNormen undVerordnungen

Damit die Handschellen nicht klicken: nicht gesicherte Pumpenaggregate sind mehr als „nur“ ein hohes betriebswirtschaftliches Risiko Eine Straftat droht!
NurwenigeHerstellerdeckenmitihrenProduktenund Lösungen die komplette Sicherheitskette für Mess-, egelungstechnik(MSR)ab DiezuverMSR-Einrichtungen kann durch nträchtigt werden: die Fähigkeit, die Aufgaben zu bestimmungsgemäßen Einsatz MSR-Einrichtung erforderlich sind (ein erkennen, eine anlaufende stoppen, die Lüftung einzuessfehlertoleranzzeit, eignisse, wie z. B Überspangieausfall, gemeinsamer Ursache, wie z.B e Druckluft, fehlerhafte Isola-
SicherheitimProduktionsablauf hatoberstePriorität
Sicherheit im Produktionsablauf hat für Unternehmen oberste Priorität. Daher gibt es zahlreiche Normen und Verordnungen, die ineinandergreifen müssen. Sie alle erfordern eine konsequente Anwendung, wie beispielsweise der Betriebssicherheitsverordnung und der TRGS 725.
Was auf den ersten Blick einfach und logisch klingt, wird komplex,sobaldmansichinden Dschungel der Normen, Richtlinien, Verordnungen, technischen Regeln und Herstellerempfehlungen
Sicherheit/Ex-Schutz
RISIKOREDUKTION IN EX-UMGEBUNGEN
Bild: ©max79im, ©arha tst ock.ad obe. c o m
VON
begibt, die bei der Zündquellenüberwachung beachtet werdenmüssen.RelevantfürdiesesThemasinddieIEC/ EN 60079-xx als Normenwerk zum Thema Explosionsschutz,dieDINEN50495(Sicherheitseinrichtungenfür den sicheren Betrieb von Geräten im Hinblick auf Explosionsgefahren) und die DIN EN 14597 (Temperaturregel-undBegrenzereinrichtungfürwärmeerzeugende Anlagen).DieBetrachtungNormDINEN14597umfasst immer ein komplettes Mess- und Regel- & BegrenzersystembestehendausSensor,LogikundAktorik.Dabei werdenz.B folgendeBetrachtungfürdieEinzelkomponenten zertifiziert:
Ansprechverhalten von der Sensorik,
Reaktionen (Wirkungsweisen) der Auswertelektronik,
Zuverlässigkeit/Lebensdauer der Aktorik
Hinzu kommen aus dem Bereich der Funktionalen SicherheitdieIEC/EN61508,EN/ISO13849unddieEN/ IEC62061&61511,dieTRGS725sowieeventuellweitere produktspezifische Normen.
Nahm früher der elektrische Explosionsschutz traditionell breiten Raum bei den Sicherheitsvorkehrungen ein,rückteindenletztenJahrenzunehmenddiemechanische Komponente als potenzielle Zündquelle in den Fokus.AnwendermüssendieseHintergründeverstehen, sorgfältigbeurteilenundinihreEntscheidungsprozesse einbeziehen. Die korrekte Anwendung der Ex-Kennzeichnung und die Bewertung von SIL (Safety Integrity Level) und PL (Performance Level) stellen dabei besondere Herausforderungen dar
Achtung:dasUnternehmenistinder Beweispflicht
SIL (Safety Integrity Level) und PL (Performance Level) gewinneninderProzessindustrieundimMaschinenbau eine immer größere Bedeutung Das Engineering der ZusammenschaltungvonSensor-,Logik-undAktoreinheitenzueinerSicherheitsmesskettewirdimmermehr zum zentralen Thema bei den SIL-Berechnungen Entscheidend ist hierbei, dass die komplette Messkette genaustensbetrachtetwerdenmuss!DenninderRegelgilt derGrundsatz:Jederistalsunschuldigzubehandeln,bis ihm eine Schuld nachgewiesen werden konnte Die BeweislastumkehrdrehtdieseNachweispflichtjedochum, sodass der Beschuldigte, sollte er fahrlässig gehandelt haben, Beweise für seine Unschuld erbringen muss.
In unserem Fall gilt die Anwendung der Normen als Stand der Technik. Eine Abweichung dieser Standards bedingt die Nachweispflicht im Schadensfall. Diese Nachweispflicht beinhaltet den Beweis, besser oder gleichwertiggegenüberdemNormenstandgehandeltzu haben. Aus langjähriger Praxis ist Betreibern dringend zu empfehlen: Read the manual!
Sicherheitja–Kopfzerbrechennein
Maschinen-undAnlagenplaner,dieschonBerührungspunktemitdemThema„FunktionaleSicherheit“hatten, müssenbereitsfestgestellthaben,wiekomplexundvielfältig das Thema ist. Die Verantwortung um das Schadenrisiko, die Betreiber und Planer von Schutzeinrichtungen tragen, ist immens. Sie müssen sichere Komponenten anschaffen und stehen vor einem riesigen Berg aus Zahlen und Formeln. Am Ende wissen sie immer noch nicht, ob alles richtig berechnet ist.
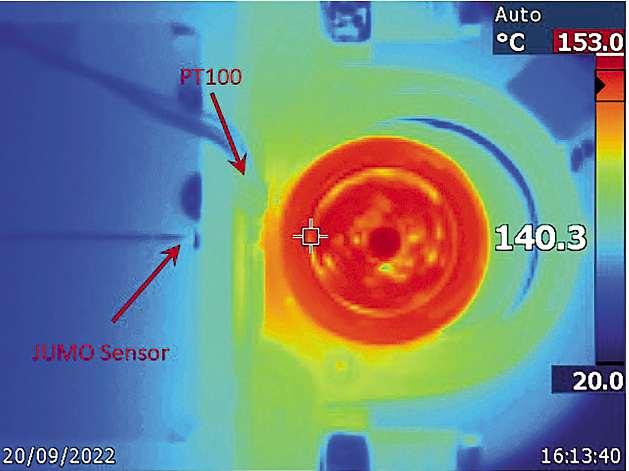
Dass es auch einfacher geht, zeigt Jumo Safety Performance. Unter diesem Markennamen sind alle JumoProdukteund-DienstleistungenzudenThemenSILund PL zu finden. Damit bietet Jumo seit Jahren ein zertifiziertes Kompaktsystem für die funktionale Sicherheit nachSILundPL,eineBerechnungistnichterforderlich Es ist auch für Atex-, IECEx- und EAC-Anwendungen sowie die Maschinenrichtlinie geeignet. Jumo gewährleistet norm- und rechtskonforme Sicherheit, kurzum: Es ist ein komplettes Sicherheitssystem bestehend aus Sensor, Logik und Relais-Ausgang zur Betätigung des Aktors aus einer Hand.
DieAnwendungdervorgestelltentechnischenRegeln undNormeninKombinationmitdengesamtenSystemzertifizierungen von Jumo Safety Performance bei der Pumpenüberwachung kann zu einer anderen Art der Fehlerbetrachtung führen. Denn durch diese Komplettlösungkönnenbiszu45Prozentdersystematischenund systemrelevanten Fehler vermieden werden. (kem)
Auslangjähriger PraxisistBetreibern
dringendzu empfehlen:Read themanual!
PROCESS-TIPP
Treffen Sie die JumoExperten auf der Achema 2024 in Frankfurt (10-14. Juni) in Halle 11.1, Stand E43.
Save the Date: Der Autor sorgte mit dem Beitragsthema u. a. auf dem PROCESS Pumpen-Forum 2023 für Aufmerksamkeit. Das nächste Pumpen-Forum findet am 19./20 November 2024 in Würzburg statt: pumpen-forum.de
PROCESS 5 | 2024 29 Sicherheit/Ex-Schutz
Temperaturüberwachung eines Pumpenlagers (Hinweis: Die Stirnseite der Welle wurde lackiert, um einen besseren Reflektionsgrad zu erreichen Temperaturen der radialen Flächen sind deshalb ggf. verfälscht.)
Bild: J umo
VALVE ON A CHIP
KanneinMagnetventil ohneSensorauskommen?
Ein neues Verfahren ermöglicht, Ventile und Schließvorrichtungen völlig ohne zusätzliche Sensoren frei anzusteuern. Ein Metallkolben, ein winziger Chip und kleine Stromimpulse – das ist alles, was die Antriebstechniker der Universität des Saarlandes für ihre nachhaltige und kostengünstige Technologie benötigen.
SPROCESS-TIPP
Top-Trends der Fluidik zur Achema 2024: Unser Dossier zeigt die aktuellen Entwicklungen in Sachen Pumpen, Kompressoren und Armaturen auf www.process de/ whitepaper
ie schließen, öffnen, dosieren oder mischen: MagnetventilekommenmillionenfachzumEinsatz,sei esinautomatischenSchließsystemenfürTüren,in Geschirrspülern,Heizungs-undDruckluftanlagenoder inderindustriellenProduktionetwavonLebensmitteln. Siesindansichzwarschnellundzuverlässig,abermeist auch ziemlich unflexibel: Sie können standardmäßig „auf“ und – oft recht hart im Anschlag – „zu “ Sollen sie sichjedochlangsamoderbesondersschnellöffnen,eine bestimmteStellunghaltenodersoftundgeräuschlosam Anschlag landen, wird es teuer: In diesem Fall müssen zusätzlicheSensorenreinindasSystem,wasdenEinbau von Technikkomponenten samt Kabelaufwand nötig und die Sache kompliziert macht.
Im Betrieb verbrauchen diese Sonderanfertigungen dann mehr Strom. Soll eine Schließvorrichtung dabei eine Stellung halten, wie „auf“ oder „zu “ – wie bei mancher Brandschutztür – kann dies permanenten Stromverbrauch bedeuten, wobei in Summe einiges zusammenkommt.
Ein Mikrochip enthält die gesamte Technologie, um Ventile und Schließvorrichtungen ohne zusätzliche Sensoren frei anzusteuern Doktorand Niklas König (Foto) forscht an diesem Verfahren.
Komplett ohne weitere Sensoren kommt das nachhaltige Verfahren aus, das die Forschungsgruppe von ProfessorMatthiasNienhausanderUniversitätdesSaarlandes entwickelt hat. Vor allem bei Systemen, die ansonsten permanent Strom brauchen, um eine Position wie„auf“oder„zu“zuhalten,kannesdenEnergiebedarf minimieren helfen.
Alles, was das Verfahren benötigt, ist ein magnetisch leitfähigerMetallbolzenineinerSpuleausgewickeltem Kupferdraht und einen kleinen Mikrochip: „Wir brauchen nichts Zusätzliches. Wir nutzen nur die Originalkomponenten eines einfachen Hubmagneten“, erklärt Matthias Nienhaus. Das macht die Technologie auch in rauer Umgebung einsatzfähig „Hier kommen Systeme, die auf Sensoren angewiesen sind, oft an ihre Grenzen, etwa wenn Öl oder Bremsflüssigkeiten ins Spiel kommen “ , sagt der Antriebstechniker
WasdieElektrizitätverrät
Allein, indem sie den Strom auswerten, der durch die Spulefließt,umdenVentilkolbenzubewegen,erkennen dieSaarbrückerForscherdieLagedesKolbensundkönnendiesenschnellundzielsicheransteuern.DerStrom selbst liefert den Ingenieuren alle hierzu nötigen Informationen. „Wir überwachen hierfür die Induktivität. Dafür nutzen wir den zeitlichen Stromverlauf in der Wicklung,d.h.wirmessenSpannungundStrom,schauenunsSchwankungenübereinenbestimmtenZeitraum an, werten diese aus und beobachten darüber den magnetischenZustand“,erklärtDoktorandNiklasKönig,der im Rahmen seiner Doktorarbeit bei Matthias Nienhaus an diesem Verfahren forscht.
Der magnetische Zustand und damit die Stromschwankungen verändern sich je nachdem, wo sich der Kolben gerade befindet. „Dadurch wissen wir immer genau, wo er steht. Diese Lageerkennung macht es uns gleichzeitigmöglich,denBolzeneffektivundpositionsgenau anzusteuern“, erklärt Niklas König Die Antriebstechniker können den Kolben nach Belieben langsam odersehrschnellbewegen–oderzwarschnell,aberkurz vor dem Anschlag soft. Dafür haben die Forscher Bewegungsabläufe modelliert und können mithilfe intel-
30 PROCESS 5 | 2024 Strömungstechnik
Bild: © Oliv er Dietz e
ligenter Algorithmen die Kolbenstellungen individuell programmieren.
Auch lässt sich so überwachen, ob eine bestimmte StellungdesBolzenseingehaltenwird,alsozumBeispiel, ob das Ventil auch wirklich zu ist, was eine integrierte Sicherheitsüberprüfung möglich macht. Dies alles erweitert zugleich die möglichen Anwendungsbereiche der Technik.
VentilehaltenohneSensordieStellung
Es ist ein elegantes Verfahren, das zugleich kostengünstigist.„UnsereTechnologiefunktioniertauseinemGuss samt der dazu gehörenden Mikroelektronik“, erläutert Matthias Nienhaus. Der Chip, den sie entwickelt haben, enthält die gesamte patentierte Technologie und übernimmt zentrale Teile der Ansteuerung Er lässt sich verhältnismäßig leicht einbauen und der Strombedarf ist relativ gering
„Im Gegenteil lässt sich hierdurch Strom einsparen Während bei ungeregelten Systemen etwa das Halten eines Zustands permanent Bestromung bedeutet, was auch Akkus und Batterien schnell entleert, genügt hier fürdierichtigeStellungeinStromimpuls.FürdasHalten selbst benötigen wir nur minimale Energie“, erklärt er Hinter all dem steht eine ausgeklügelte Technik. So sind etwa die Signale, die die Forscher aus der Spule erhalten, für sich gesehen alles andere als aussagekräftig, vielmehr sind sie stark verrauscht. „Wir glätten diese
„WährendbeiungeregeltenSystemen etwadasHalteneinesZustands permanentBestromungbedeutet,was auchAkkusundBatterienschnellentleert, genügthierfürdierichtigeStellungein Stromimpuls.FürdasHaltenselbst benötigenwirnurminimaleEnergie.“
Prof Matthias Nienhaus, Universität Saarland
Signalemithilfeeinereigensentwickelten,patentierten Methode“, sagt Nienhaus. Die Antriebstechniker filtern die eigentlichen Messsignale heraus.
„Man kann es in etwa damit vergleichen, als würde manbeieinerAutofahrt,beiderderWagenmalschnell, mallangsamfährt,ständigdiemittlereGeschwindigkeit berechnen“, verdeutlicht Nienhaus. Aus den Ergebnissen können die Forscher präzise rückschließen, wo der BolzeninderWicklungsteht.„Esentstehteinpraktisch unverrauschtesMesssignal.Unddieseskönnenwirnutzen, um den Bolzen zu positionieren, sogar noch ein Stück außerhalb der Spule“, erläutert er (dst)
ALLES EINE SACHE DER EINSTELLUNG SCT AutoAdjust

Mit SCT AutoAdjust ganz einfach die Statorklemmung einer Exzenterschneckenpumpe automatisiert auf den optimalen Betriebspunkt einstellen. Per Fernzugriff aus der Leitwarte, lokal über den SEEPEX Pump Monitor oder der App werden Lebenszykluskosten auf Knopfdruck reduziert
y Beste Förderleistung und Produktivität durch stets optimalen Betriebspunkt
y Effizienzsteigerungen durch sofortige Anpassung an veränderte Prozessbedingungen
y Einfache Integration in die Prozessinfrastruktur
y Senkung der Stillstandszeiten durch vorausschauende Wartung via Cloud-Anbindung
y Verlängerte Lebensdauer durch Nachstellung der Statorklemmung
Strömungstechnik
Besuchen Sie uns auf der IFAT 2024 Halle B1, Stand 215/314 SEEPEX GmbH | T +49 2041 996-0 | www seepex com
Alles
selber machen? Von wegen! Industriedienstleister wie Bilfinger unterstützen Betreiber auch mit Know-how im Rohrleitungsbau.

TrotzKrisenstimmung:Gepumptwirdimmer!
Die Chemie kriselt, doch Pumpen- und Armaturenhersteller geben sich den Umständen entsprechend zuversichtlich. Aller Krisen zum Trotz –gepumpt werde schließlich immer. Welche drei Megatrends jetzt die Fluidik beflügeln sollen, lesen Sie hier…

WennderVDMA2024fürdieIndustriearmaturen ein kleines Umsatzplus von drei Prozent verzeichnet, klingt das erst einmal nicht schlecht. Doch abgerechnet wird am Schluss. Sobald man die inflationsgetriebenen Preis- und Kostensteigerungen einpreist, steht plötzlich unter dem Strich ein Minus von sechs Prozent im Jahresvergleich „Das UmsatzwachstumimJahr2023ist–ähnlichwieimVorjahr – vor allem der Inflation geschuldet“, erklärt dementsprechend Dr Laura Dorfer, Geschäftsführerin des VDMA-Fachverbandes.
„Vor dem Hintergrund der weiter verhaltenen Konjunktur in Deutschland und Europa sehen sich die IndustriearmaturenherstellermiteinerVielfaltanHerausforderungen konfrontiert. Unsere Mitglieder leiden zudemuntereinemÜbermaßanRegulierungundbürokratischen Hemmnissen. Der Mangel an qualifiziertem Fachpersonal wird ebenfalls immer spürbarer“
UndtrotzdemwilldieBranchevoneinemFehlstartins Achema-Jahrnichtshören:DieFachmessePumps&Valves Ende Februar in Dortmund jedenfalls meldet eine Rekordbeteiligungvon5.612Fachbesuchern Allerdings sind diese nicht alleine an der Fluidik interessiert Mit der parallel stattfindenden Maintenance ist das Dauerbrenner-Thema Instandhaltung Teil des Events, Überschneidungen in die Welt der Pumpen und Armaturen selbstverständlich nicht ausgeschlossen. Dabei sind es insbesondere drei Megatrends, die den Absatz der Fluidikbeflügelnsollen,auchwennesbeidenBetreibernim Getriebe knirscht.
EffizientePumpenundArmaturen
SchließlichbleibenFluidikprozesse,Krisehin,Kriseher, in der Industrie unerlässlich – und das gelte eben auch für die angekündigten Transformationsprojekte mit
32 PROCESS 5 | 2024
PUMPS & VALVES
Bild: Bilf inger VERFASST VON DominikStephan Redakteur PROCESS
muss man
ihren Multimilliarden-Investitionen. Von diesem Kuchen hätten die Hersteller gerne auch ein Stückchen, wieDr Dorferbetont:„GrundsätzlichistdieArmaturenindustriegutaufgestelltundbietetfürZukunftsthemen wiedieEnergiewende,Wasserstoff,sauberesWasserund KreislaufwirtschaftdierichtigenLösungen Wirrechnen vor diesem Hintergrund mit einem schwachen ersten HalbjahrmitBlickaufdenUmsatz,setzenaberaufeine Besserung in der zweiten Jahreshälfte 2024 Für das Gesamtjahr 2024 kalkulieren wir mit einer Stagnation“, prognostiziert die Fachverbands-Geschäftsführerin.
Denn die Prozessindustrie muss sparen – deswegen lassen die Pumpen, Armaturen und Fluidikhersteller keine Gelegenheit aus, zu betonen, welche Effizienzpotenziale sich durch den konsequenten Technologieeinsatz heben lassen. Von energieeffizienten Aggregaten über vernetzte Armaturen bis zur vorausschauenden WartungwilldieStrömungstechnikdieschlummernden Effizienzpotenziale wach küssen, scheint es. InsbesonderedieInstandhaltung,hoffenHerstellerundBetreiber, könntevoneinervollvernetztenFluidikprofitierenund ganz nebenbei ihr Fachkräfteproblem adressieren.
Instandhaltungproaktiv
Denn Schäden gehen hier schnell ins Geld: Fällt eine PumpeodereinVentilaus,mussselteneinfach„nur”ein Aggregat teuer ersetzt werden. Häufig kommt in Folge
Proportionales Dosieren und Mischen in der Trink- und Brauchwasseraufbereitung

eines Ausfalls die gesamte Produktionskette zum Erliegen, wobei jede Minute Stillstand bares Geld vernichtet. Geht man von einem durchschnittlichen Lebenszyklus einer Pumpe von zehn Jahren aus, läppern sich solche,fürsichbetrachtet,seltenenEinzelereignissezu einem erheblichen Kostenblock.
ZumGlückkennenerfahreneKomponentenhersteller undAnlagenbetreibersehrgenau,warumetwaPumpen typischerweiseausfallenundwiesichUnwuchten,FehlausrichtungderAntriebswellen,strukturelleResonanz,
Nicht nur clever, sondern smart: Dank digitaler Überwachung lassen sich auch verteilte Aggregate (wie hier in einem bayrischen Pumpwerk) sicher im Blick behalten. Hier hilft der Multisensorknoten Vibdot von Bestsens, Echtzeitdaten zu sammeln und Warnmeldungen bereitzustellen.
Die stromlose Dosierpumpe mit Antrieb durch Wasserkraft



Lösungen für ihre Dosieraufgaben mit Produk von Dosatron, Iwaki, Etatron und Doseuro
Seit 25 Jahren Spezialist für stromlose
Lö D und Dosierpumpen

LDT Dosatron
Water Line
Proportionaldosierer
Zudosierung von 0,03 bis 25% und Volumenströme von 10 bis 30 000 l/h
Zertifiziert nach NFS und ACS
Zur Pflege und Desinfektion von Leitungsnetzen, Filterund Osmoseanlagen
Zur Bekämpfung von Legionellen


DOSIEREN, MISCHEN
Proportionaldosierer und elektrische Dosierp Lieferung ab Lager innerhalb kürzester Zeit EN

Strömungstechnik
LDT Dosiertechnik GmbH | Vierenkamp 8a | 22453 Hamburg | Tel : 040 / 55 28 960-0 | Mail: mail@ldt info | www ldt info
UND PUMPEN OHNE STROM
Bild: Bestsens
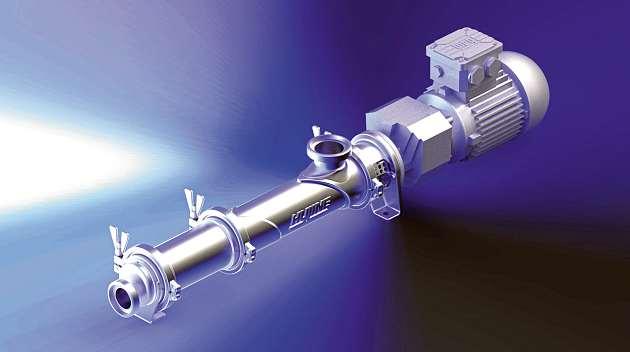
Getriebeverschleiß, Kavitation und vor allem Schäden am Lager frühzeitig bemerkbar machen. Da sich solche Anomalien frühzeitig erkennen lassen, versuchen Hersteller heute in nahezu jedes vorstellbare Bauteil noch einen Sensor dazu zu quetschen. Pumpen, Kompressoren, Lager, ja selbst scheinbare B-Teile wie Dichtungen kommen auf diese Weise mit eingebautem Ohr an der Schiene der Produktion.
VernetzungundKI
Doch mit dem Erfassen von Messwerten, Sensordaten und Zuständen alleine ist es natürlich nicht getan: An-
SchädengehenschnellinsGeld: FällteinePumpeodereinVentilaus, mussnichtnureinAggregatteuerersetzt werden.Häufigkommtdiegesamte ProduktionskettezumErliegen.
PROCESS-INFO
schließendanalysiert,interpretiertundvisualisierteine Software die erfassten Daten, wobei nicht selten künstliche Intelligenz und Machine Learning eingesetzt werden. Werden Muster erkannt oder Abweichungen festgestellt, kann nicht nur ein Alarm ausgegeben werden, sondern bestenfalls auch gleich ein Hinweis auf die Ursache und mögliche Reaktionen gegeben werden.
Damit – so ein weiteres Versprechen der Ausrüster –ließe sich die Überwachung und Auswertung der ohnehin bereits von den smarten Feldgeräten digitalisierten Daten natürlich auch in eine Herstellercloud auslagern und von diesem als Service betreiben. Dass das vom Betreiber ein gehöriges Maß an Vertrauen erfordert, ist allerdingsauchklar DaranscheiterngutgemeinteDigitalisierungsprojekteähnlichhäufigwieanderinsulären Struktur der zahlreichen Herstellerclouds.
PFAS-VerbotbedrohtdieDichtung
UnddannistdanochdasdrohendePFAS-Verbot,daswie einDamoklesschwertüberderBranchehängt.Denndie EUhat–aufDrängenunteranderemDeutschlandsund der Niederlande – den menschengemachten Fluorverbindungen den Kampf angesagt und würde die so genannten Ewigkeitschemikalien am liebsten per Verbot vomMarktnehmen.EinentsprechenderVorschlag,der ein faktisches Pauschalverbot bedeuten würde, wurde derEuropäischenChemikalienagentur(ECHA)imJanuar 2023 vorgelegt. Der Industrie schmeckt das wenig, wären doch nicht nur Alltagsgegenstände wie Funktionsjacken und Teflonpfannen betroffen, sondern etwa auch die besonders für Dichtungen genutzten Elastomermaterialien. Laut VDMA-Präsident Karl Haeusgen werfeeinGeneralverbotvonPFASEuropaumJahrzehnte zurück und hätte erhebliche Auswirkungen auf die gesamte Industrie, deren Innovationsfähigkeit, den Wirtschaftsstandort Europa und das Erreichen von Umwelt- und Klimaschutzzielen des EU-Green Deal. Denn; Ohne PFAS kein Windrad, kein Energiespeicher, kein E-Auto, keine Halbleiter Die Industriechemikalien besitzen herausragende technische Eigenschaften, sind wasser-, schmutz- und/oder fettabweisend und spielen in vielen technischen Prozessen, etwa bei der Herstellung von Dichtungen, Schläuchen, Armaturen sowie Pumpen eine wichtige Rolle. (dst)
Predictivevs.Preventive–wasisteigentlichderUnterschied?
Die vorausschauende Instandhaltung unterscheidet sich grundlegend von der vorbeugenden Instandhaltung: Während die vorbeugende Instandhaltung auf die durchschnittliche oder erwartete Lebensdauer von Maschinen und Anlagen abzielt, stützt sich die vorausschauende Instandhaltung auf den tatsächlichen Zustand dieser Geräte
Im Falle eines ungeplanten Ausfalls müssen bei der vorbeugenden Instandhaltung oft erst Ersatzteile bestellt werden, was zu Verzögerungen führen kann. Zudem stellt sich die Frage, ob das Wartungsteam überhaupt genügend Zeit hat, um schnell zu reagieren.
Die klassische reaktive Wartung reduziert zwar die Wahrscheinlichkeit von Ausfällen, ist jedoch in Bezug auf Kosten und Zeit ineffizient. Hier wird erst eingegriffen, wenn das Problem bereits aufgetreten ist („das Kind ist schon in den Brunnen gefallen“)
Predictive Maintenance hingegen ermöglicht es, Ersatzteile rechtzeitig zu bestellen, Reparaturen zu planen und Maschinenausfälle zu vermeiden. Dadurch werden Zeit-, Personalund Materialaufwand reduziert. Ein weiterer Vorteil ist, dass bei der vorbeugenden Instandhaltung oft Teile ausgetauscht werden, die noch in einwandfreiem Zustand sind.
34 PROCESS 5 | 2024 Strömungstechnik
Gehören mittlerweile zu Atlas Copco, bieten aber weiter höchste Reinheit: Die HylinePumpen von Wangen sind für hygienische Anwendungen optimiert.
Bild: W angen Pumpen
KUGELHÄHNE
VielseitigeundstandfesteChemie-Armaturen

Die Kugelhähne Gemü BB0F decken aufgrund ihrer Konfiguration sowie ihrer Aufbau- und Antriebsvarianten eine Vielzahl von Applikationen der chemischen Industrie ab: In der Standardversion sind die medienberührtenSitzdichtungenausPTFEmit
STELLANTRIEBE
Glasfaserverstärkung (reinforced PTFE) gefertigt.Dadurchzeichnensiesichdurcheine hohe Materialbeständigkeit bei wechselndenMedienausundermöglicheneinbreites Einsatzspektrum.DieEdelstahlkugelhähne eignen sich für den Einsatz in AnwendungenmitTemperaturenvon-40°Cbis220°C. Durch sein zweiteiliges Gehäuse besitzt der Kugelhahn nur eine Verbindungstelle und garantiert zuverlässige Dichtheit. Standardmäßig ist die Armatur in Fire Safe nach API607 und DIN ENISO10497 ausgeführt. Zur neuen Baureihe Gemü BB0F gehört der manuelle Kugelhahn Gemü B2F, der pneumatische Gemü B4F sowie die elektromotorisch betriebenen Gemü B6F www.gemu-group com
SmarterStellantriebbekommtEx-Variante
Explosionsgefährdete Atmosphären sind insbesondere in der Chemie und Petrochemie Alltag – als Reaktion darauf erweitert Auma die smarten Stellantriebe der Baureihe Profox um eine explosionsgeschützte Version, die auch für Anwendungen in der Wasserstoffwirtschaft perfekt geeignet sein soll. Die X-Variante sind gemäß Atex und IECEx für die höchste Gasgruppe IIC T4 zertifiziert,zuderauchWasserstoffgehört.Wie bei der Standard-Baureihe, umfasst das modulare Plattformkonzept Dreh-, Schwenkund Linearantriebe für kleine bis mittlere DrehmomenteundHübe.Sofindesicheine passende Automatisierungslösung für nahezu jede Art von Armatur, ist man bei Aumaüberzeugt.DankseinerkompaktenBau-
Bild: A uma

weise eignet sich der Profox-X außerdem perfekt für engste Platzverhältnisse, zum BeispielinSkids DerdrehzahlregelbareMotor erlaubt kurze Stellzeiten und hohe Positioniergenauigkeit. www.profox.auma.com
Bild: Bo rmann & Neupert
SCHLÄUCHE UND ROHRE
Platzsparende Schlauchbefestigung

InLaborgerätenundAnlagenfürchemische und pharmazeutische Anwendungen geht es oft eng zu. Kompakte Abmessung erfordern maximale Effizienz bei der Verlegung von Kabeln und Schlauchleitungen. Platzsparende Lösungen dafür bietet das Düsseldorfer Ingenieurbüro Bormann & Neupert mitdenSchlauchklemmenHerbieClipsund Ezyclik des britischen Herstellers HCL. Die Systeme ermöglichen, Leitungen ökonomisch zu verlegen, Knickstellen zu vermeidenunddieStandzeitenvonSchläuchenzu verlängern.
www.bormann-neupert.de VAKUUM
Spezialistenfür Dichteprüfungund Vakuumprozesse
GEBLÄSE
H2-RezirkulationsgebläsemitTüv-Segen

Spezielle Medien benötigen die passende Technologie – aus diesem Grund bringt Busch Vacuum Solutions das nach eigenen Angaben erste Tüv-zertifizierte WasserstoffRezirkulationsgebläse auf den Markt. Die Mink-MH-Rezirkulationsgebläse wurden
speziellfürdieRezirkulationvonüberschüssigem Wasserstoff in Brennstoffzellen entwickelt: Die Aggregate rezirkulieren den Wasserstoff mittels Klauen-Kompressortechnologie trocken und berührungsfrei. Durch ihren intelligenten variablen DrehzahlantriebkannderVolumenstromanden tatsächlichenH2-BedarfderBrennstoffzelle angepasst werden, wodurch ein hoher Wirkungsgrad erreicht wird. Diese Rezirkulationsgebläse sind kompakt und leistungsstark, was sie ideal für die direkte Integration in Brennstoffzellensysteme macht Ihre kompakten Abmessungen erlauben es, sie in eine Vielzahl von Anwendungen zu integrieren, ohne dass viel Platz benötigt wird. www.buschvacuum.com
AprotecisteinSystemlieferant,derinenger ZusammenarbeitmitVakuumspezialistLeybold schlüsselfertige Anlagen für Anwendungen im Sonderbau liefert. Das Ergebnis sind eigens für Prozesse wie etwa Vakuum, Überdruck,TemperaturoderGaseausgelegte Lösungen vom Labormaßstab bis zur industriellen Produktion, wobei Methoden wie die Helium-Dichtigkeitsprüfung eingesetzt werden. Dabei spielen die bewährten Leckdetektoren Phoenix Quadro und Phoenix Vario mit ihren hohen Nachweisempfindlichkeiten eine wichtige Rolle. Leybold verfügt über ein hohes Maß an Erfahrung mit Kristallziehprozessen und kann die dafür geeigneten Vakuumpumpen liefern: So sind die trockenen Schraubenpumpen der Reihe Varodry nicht nur preislich attraktiv, sondern auch komplett ölfrei, erklärt der Hersteller Wegen ihres Zahnriemenantriebs kommen sie ohne Getriebeöl aus, sodasskeinRisikoderKontaminierungdurch ÖlrückströmungenvonderVakuumpumpe zur Vakuumkammer besteht.
www.leybold.com
PROCESS 5 | 2024 35 Strömungstechnik
Bild: Gemü
Bild : Busch V acuum Solutio ns

DominikStephan Redakteur
Nebenjobfür dieBiogasanlage

Per Dekanter zum Biosprit aus organischen Reststoffen: Biomüll geht in die Luft – das ist zumindest die Vision von Bisviridi. Das Tochterunternehmen des britischen Biogas-Spezialisten Biotech4 will Öl- und Fettabfälle in Rohöl für Biokraftstoffe umwandeln. Die Verfahrenstechnik spielt dabei eine entscheidende Rolle.

Bei „Zurück in die Zukunft“ funktioniert es schon, das Fahren mit Abfällen. Im Kinofilm wirft der schrullige Erfinder Doc Brown einfach Müll in den „Mr Fusion“ getauften Reaktor, der die in einen DeloreaneingebauteZeitmaschineantreibt.DasJahr2015, in dass die Protagonisten so reisen, kam und ging und nochimmerwirdBenzinausNaphthagewonnen.Unterwegs dank Abfall, bleibt bis auf Weiteres eine Vision –doch das könnte sich ändern.
Nichtswenigeralsdie„RevolutionierungderBiokraftstoffproduktion“ soll die neue, patentierte Verfahrenstechnik des englischen Unternehmens Bisviridi ermög-
Ein patentierter anaerober Vergärungsprozess zur Ölextraktion mithilfe des Alfa-Laval-Prodec-Oil-Plus-Dekanters ist das Ergebnis der Partnerschaft zwischen Bisviridi und Alfa Laval.
lichen. Durch eine clevere Kombination von anaerober Vergärung und Trenntechnik, schafft es das Unternehmen(eineTochterderBiotech4-Gruppe,demführenden Betreiber von Biogasanlagen in Großbritannien), aus ReststoffeneineArtBio-Rohölzuerzeugen.Dieseskann anschließend zu nachhaltigem Flugkraftstoff raffiniert werden,wasdenDekarbonisierungszielenderLuftfahrtindustrie entgegenkommt und einen neuen Markt für Biogasanlagenbetreiber erschließt, so die Verfahrensentwickler
„DieSchwankungenderÖlpreiseindenletztenJahren und die Notwendigkeit für große Biodieselunterneh-

36 PROCESS 5 | 2024 Verfahrenstechnik
BIOKRAFTSTOFF AUS ABFALL
Bild: Alfa La v a l
VON
VERFASST
PROCESS

men, neue Quellen für nachhaltige Altölströme zu finden, haben uns veranlasst, eine Möglichkeit zur Nutzbarmachung dieser Abfälle zu entwickeln und die Produktion unseres Unternehmens bei gleichzeitiger Steigerung von Einnahmen und Nachhaltigkeit zu diversifizieren“,erklärtLeeDobinson,ChiefCommercial OfficervonBisvirid.DabeinutzendieBritendenProdecOil-Plus-Dekanter der Trenntechnik-Spezialisten Alfa Laval,derfüreineeffizienteÖlabscheidungausgelegtist.
BiokraftstoffausRestölen,Abfällenund Biomasse
Der Dekanter, eine Schlüsselkomponente im BisviridiProzess, soll sich nahtlos in nahezu jede Biogasanlage integrieren lassen: Der Apparat wird noch vor der Methanerzeugung eingesetzt, um Öle und Fette aus den organischen Abfällen zu extrahieren. Die zurückbleibenden festen Bestandteile werden wieder in die Vergärungzurückgeführt,wodurch dieAuswirkungenauf dieBiogasproduktionminimalsind.Undnichtnurdas: dasaufdieseWeisegewonnene„Rohöl“istsaubergenug, um in Raffinerien zu Biokraftstoffen (etwa für die Luftfahrt,sogenannteSustainableAviationFuels,kurzSAFs) weiter verarbeitet zu werden.
DasschafftnichtnureinenmöglichenAusgangsstoff für „grünes“ Flugbenzin, sondern auch ganz neue EinnahmequellenfürBiogasanlagenbetreiber,sinddieEntwickler bei Alfa Laval überzeugt. Die schwedischen Trenntechnik-Experten haben besonderen Wert auf einen einfachen Betrieb und unkomplizierte Instandhaltunggelegt,wasdieAmortisationsdauerkurzhaltensoll. Der auch als Plug-and-Play-Skid erhältliche Dekanter kannbiszu300LiterÖlausderBiogasproduktionextrahieren – ganz nebenbei.
Die anaerobe Vergärung ist ein Verfahren zur Gewinnung von methanreichem Biogas und Dünger aus Lebensmittelabfällen unter Luftabschluss. Die Abfälle werdenzunächstzueinemflüssigenBreiverarbeitetund dann in die Vergärungsanlage gepumpt. Hier ernähren sich Bakterien von den organischen Abfällen und zersetzen sie, wobei Biogas entsteht. Das Biogas wird aufgefangenundalsBrennstoffzurErzeugungvonerneuerbaremStromundWärmeinKraft-Wärme-Kopplungsanlagen(KWK)verwendetodergereinigtunddirektindas Gasnetz eingespeist. (dst)
PROCESS-INFO
PROCESS-TIPP
Wer rettet die Welt?
Wasserstoff, grüner Strom oder die Kreislaufwirtschaft? Unser GreenTEC-Podcast mit Fabian Schega, Leiter der Energy Division bei Alfa Laval Mid Europe, verrät es auf www.process.de/ podcast!


Fliegeningrün:Wassteckthinter SustainableAviationFuels?
Nachhaltiges Flugbenzin, auch Sustainable Aviation Fuels (SAFs) genannnt, spielt eine entscheidende Rolle bei der Reduzierung der Klimaauswirkungen der Luftfahrt. Diese Kraftstoffe werden aus nicht-fossilen Rohstoffen hergestellt und tragen dazu bei, den CO₂Ausstoß zu verringern. Es gibt zwei Hauptkategorien von SAFs:
Biokraftstoffe: Diese werden aus Biomasse gewonnen und sind eine nachhaltige Alternative zu herkömmlichem Kerosin.
Synthetische Kraftstoffe: Diese entstehen durch die Umwandlung von erneuerbaren Energien und CO₂.


L&R Kältetechnik GmbH & Co KG
Hachener Straße 90 a-c
59846 Sundern-Hachen
Tel. 02935 9652 0
info@lr-kaelte.de
www.lr-kaelte.de
PROCESS 5 | 2024 37 Verfahrenstechnik
STEUERUNGSTECHNIK
2O-TECHNOLOGY TIEFTEMPERATURTECHNIK KÄLTETECHNIK EINSATZFÄLLE FÜR EXTREME
INDUSTRIEKÄLTEANLAGEN
H
Bild: © C o r o na Bo r ea lisst ock.adobe. c o m
Zwischenchemischem RecyclingundBatterieschrott
Weggeschmissen wird immer – sollte man denken. Dabei tobt auch bei Recyclern, Wiederverwertern und Kreislaufwirtschafts-Experten ein knallharter Preiskampf um Rohstoffe, Effizienz und Materialkosten. Nun soll das bekannte mechanische Recycling durch chemische Verfahren Aufwind bekommen.
Nicht einmal auf den Müll ist noch Verlass, scheint es: „Bei Altpapier und Schrott erleben wirgeringereSammelmengen,einenachlassende Nachfrage, steigende Lagermengen und sinkende Preise“,klagtetwaEricRehbock,Hauptgeschäftsführer des Bundesverbands Sekundärrohstoffe und Entsorgung (BVSE). Nicht viel besser sieht es im Kunststoffbereich aus, wo sich laut Rehbock Neuware und Rezyklate einen „brutalen Preiskampf“ liefern. Gefragt seien bei den Verwertern daher neben Effizienz vor allem neue Verfahren.
Auch die Entsorgungsbetriebe mit ihrem hohen Transportaufkommen und der aufwändigen Anlagentechnik stünden wegen der massiv gestiegenen Preise
für Energie und Kraftstoffe, Straßenmaut, Ersatzteilen und Wartungsarbeiten unter einem enormen Kostendruck.„UmdieKrisealsChancezuverstehen,mussdie Recycling- und Entsorgungsbranche jetzt alle Anstrengungen auf eine nachhaltige Kreislaufwirtschaft ausrichten. Das bedeutet auch, dass wir unsere Recyclinganlagen,FahrzeugparksundArbeitsprozesse–wo immer das noch möglich ist – verstärkt auf Effizienz und Qualität trimmen müssen“, betont Rehbock.
Kunststoff-RecyclingmitLuftnachoben
So werden etwa die Prozesse zum Kunststoffrecycling kontinuierlichleistungsfähigerundergänzensich,wie

Müll oder Rohstoff? Wenn die mechanisch-thermische Verwertung an ihre Grenzen gerät, schlägt die Stunde des chemischen Recyclings.
38 PROCESS 5 | 2024 Verfahrenstechnik
RECYCLING UND KREISLAUFWIRTSCHAFT
Bild: © RHJst ock.adobe. c o m
derHauptgeschäftsführervonPlasticsEuropeDeutschland, Ingemar Bühler, erklärt: „Wir beobachten deutliche Weiterentwicklungen bei den mechanischen Verfahren sowie substanzielle Fortschritte beim chemischen Recycling für wesentlich bessere Ausbeuten bei niedrigerem Energieeinsatz.“
DabeimachtbesondersdaschemischeRecyclingvon sichreden.AlsodasHerunterbrechenderlangkettigen Kohlenwasserstoffe zu einer Art synthetischem Naphtha, aus dem anschließend wieder Polymerketten gebildet werden. „In den vergangenen Jahren hat das Recycling in Europa stark zugenommen. Dass in der EU aktuell 32,5Prozent der erzeugten Kunststoffe recycelt werden können, in Deutschland sogar über 35Prozent, liegt vor allem an modernster Abfall- und Recyclingtechnologie. Aber wir haben noch Potenziale, die es auszuschöpfen gilt“, analysiert Dr Sarah Brückner, Geschäftsführerin des VDMA-Fachverbands Abfall- und Recyclingtechnik, die aktuelle Situation.
Allerdings wird ein großer Teil immer noch verbrannt: „Über 42 Prozent der Kunststoffabfälle werden heute weiterhin energetisch verwertet, da die Kunststoffarten miteinander verbunden oder stark verunreinigt sind“, gibt Richard Clemens zu bedenken Der Geschäftsführer des VDMA-Fachverbands Verfahrenstechnische Maschinen und Apparate fährt fort: „Hier kannchemischesRecycling–inErgänzungzummechanischen – helfen, diese Lücke zu schließen, um das MaterialnochbesserimKreislaufzuhalten “ImFreigelände der Ifat in München wird der VDMA-Fachverband Abfall- und Recyclingtechnik dazu zwei Live-Demonstrationen präsentieren: Neben mobilen Großmaschinen zur Aufbereitung von Biomasse werden in der
Erstmalsmit Wasserstoff-Area



























Die Ifat Munich 2024 räumt dem Thema Wasserstoff in einer Spotlight Area eine prominente Position ein. Bereits zur Veranstaltung 2022 gab es auf dem Freigelände ein Sonderprojekt zu diesem Thema, das sehr positives Feedback erhielt. Für die kommende Ifat Munich sind 500 Quadratmeter in der Halle A4 geplant.
Die Spotlight Area Wasserstoff soll dabei als Anlaufstelle dienen, um die häufigsten Fragen der Besucher, insbesondere von Kommunen und Städten, zum Thema Wasserstoff in der Kreislaufwirtschaft zu klären. Zusätzlich wird es in diesem Bereich eine Speaker’s Corner geben, um über aktuelle Fragestellungen und mögliche Lösungsansätze zu diskutieren. Für die geplanten Solution Tours zum Thema Wasserstoff dient die Area zudem als Startpunkt. Partner dieser Initiative sind der Deutsche Verein des Gas- und Wasserfaches e. V. (DVGW) sowie das Zentrum Wasserstoff.Bayern (H2.B). PROCESS-INFO
Verschiebe die Grenze des Möglichen
Mit dem einzigartigen Eirich-Mischprinzip steht Dir die Welt der Prozesstechnik offen. Wir haben es erfunden und weiterentwickelt um unsere Kunden und ihre Produkte besser zu machen.
Tag für Tag.
eirich de
PROCESS 5 | 2024 39 Verfahrenstechnik
VDMA-Crushing-ZoneLösungenzumRückbauunddem Recycling von Bau- und Abbruchabfällen gezeigt.
KommtdieBatterie-Kreislaufwirtschaft?
Nicht ganz so einfach steht die Sache beim Thema Batterien: Seit im August 2023 die neue EU-Batterieverordnung in Kraft ist, sind die Entsorger aufgeschreckt: Der Bundesverband der Deutschen Entsorgungs-, WasserundKreislaufwirtschaft(BDE)undseineMitgliedsunternehmen sehen insbesondere die Herstellung und Nutzung sowie das Recycling von Batteriesystemen für die Elektromobilitätkritisch:„Obundwiehierambitionierte Quoten im Recycling und beim Wiedereinsatz von Rezyklaten in den Produkten zu erreichen sind, entscheidet sich jetzt“, erklärt BDE-Präsident Peter Kurth
Dafür müsse zunächst ein gutes Zusammenwirken zwischen Produktion und Recycling gewährleistet werden. „Den Sinn der Batterieverordnung und auch des Critical Raw Materials Acts – nämlich Rohstoffe in der EU im Kreislauf zu führen – werden wir nur dann erfüllen, wenn wir bei Fertigung und Konsum das Recycling von Anfang an mitdenken. Ansonsten stehen diese kritischenRessourcenfürdieEnergie-undVerkehrswende inderEUnichtzurVerfügung“,soKurthweiter DieSpotlight Area stellt vor diesem Hintergrund nicht nur den Stoffstrom Batterie in den Mittelpunkt, sondern beleuchtet verschiedene Materialien, die in der Autoproduktion nötig sind, um Elektromobilität zu ermöglichen.ZentralesElementdesMesseauftrittsistdieDarstellung einzelner „Events“ im Batteriekreislauf, aber auch die Präsentation von Kreisläufen bei Metallen, KunststoffenundweiterenStoffeninderAutofertigung „Das Fahrzeug der Zukunft müssen wir im Gesamtpaket betrachten.MitunserenBest-Practice-Beispielenwollen wir zeigen, dass das Schließen der Kreisläufe bei BatterienundweiterenWerkstoffenschonjetztgelingt“,kündigt der BDE-Präsident an.
FürmaßgeschneidertenRecyclingstahl
Voraussetzung für den erhöhten Einsatz von Recyclingstahl ist, dass dieser möglichst hochwertig und auf die Anforderungen des jeweiligen Stahlherstellungsprozesses genau angepasst ist. Nach Angaben der Bundesvereinigung Deutscher Stahlrecycling- und Entsorgungsunternehmen e.V (BDSV) kann durch innovative Verfahren in der Reinigung, Größenbestimmung, Analyse und Sortierung minderwertiger Stahlschrott effektiv separiert werden. Und die Prozessoptimierung geht noch weiter: Durch präzise Größenbestimmung von
KunststoffabfallaufkommenundrecyclteMengeKunststoffin EuropaindenJahren2006bis2020(inMillionenTonnen)
PROCESS-TIPP
Treffen Sie die Umwelttechnik-Spezialisten auf der Ifat 2024: 13. bis 17. Mai 2024, Messe München.
„DassinderEUaktuell32,5Prozentder erzeugtenKunststofferecyceltwerden können,inDeutschlandsogarüber35 Prozent,liegtvorallemanmodernster Abfall-undRecyclingtechnologie.“
Dr Sarah Brückner, Geschäftsführerin des VDMA-Fachverbands Abfallund Recyclingtechnik
recyceltem Stahl mittels Schredder und eine anschließendechemischeAnalysekanndasresultierendeMaterial entsprechend seiner Zusammensetzung getrennt und zugeschnitten werden. Intelligente Tracking- und Handling-Lösungen in Kombination mit Prozessautomatisierung berechnen die optimale Mischung für die Zusammensetzung des Recyclingstahls.
Die Entwicklung dieser en Verfahren ist jedoch kostspieligundkannnachAnsichtdesBDSVnichtalleinvon der Stahlrecyclingbranche gestemmt werden. Die Partnerinstitution der Ifat fordert daher eine gezielte Förderung des stofflichen Recyclings ähnlich der energetischen Unterstützung bei wasserstoffbasierter Stahlerzeugung,derenUmsetzungschonjetztvielteurerwerde als bislang angenommen. Ziel sei die Verbesserung der Schrottqualität in allen Stahlerzeugungsprozessen. Die dadurch möglichen zukunftsweisenden Ergebnisse demonstriert laut BDSV beispielhaft das öffentlich geförderteForschungsprojektREDERS(ReduzierteCO2-Emissionen durch Erhöhung der Recyclingquote bei der Stahlherstellung) in Nordrhein-Westfalen. (dst)
40 PROCESS 5 | 2024 Verfahrenstechnik
S ta tista Bild: S ta tista. Quelle: Eur o pa; Plastics Eur o pe; C o nsultic
Bild:
MassederverwertetenBatterieninDeutschlandnachBatterietyp imJahr2022(inTonnen) 35 30 25 20 15 10 5 0 10 000 8 000 6 000 4 000 2 000 0 2006 8 321,9 43,8 913,7 282,2 414,1 265,5
Li-Ion
2 NiMh (Sekundärbatterien) NiCd
Pb (Sekundärbatterien) 24,5 12,9 11,5 7,0 4,7 24,6 12,4 7,2 24,7 12,1 7,4 5,2 5,0 24,1 13,1 11,0 7,6 5,5 24,6 14,2 10,4 8,2 6,0 24,9 15,0 6,8 9,9 24,8 15,8 6,9 9,0 25,9 17,9 8,0 10,2 27,1 19,7 11,3 7,4 9,4 7,2 29,0 21,8 12,4 29,5 22,6 12,4 10,2 6,9 Deponierung Recycling Energierückgewinnung Rückgewinnung Kunststoffabfallaufkommen insgesamt 2007 M e n g e i n M i l l i o n T o n n e n V e r w e r t e t e M e n g e i n T o n n e n 2008 2009 2010 2011 2012 2014 2016 2018 2020
Rundzellen Blockbatterien(Primärbatterien) 1
(Sekundärbatterien) Knopfzellen (Primärbatterien)
(Sekundärbatterien)
MitKImehr erreichenund mehrwissen

Zwei Siemens-Experten verraten im Exklusiv-Interview, wie sich durch die Kombination von Hardware und künstlicher Intelligenz Wasserverluste minimieren, Blockagen in Abwasserkanälen vorhersagen und die Zuverlässigkeit von Assets steigern lassen
process.de/wasser_abwasser
I 2024
EinBranchen-Specialvon
Die bisherige dreistufige Kläranlage stößt an ihre Grenzen.

WASSERTRENDS 2024
Wasbringt2024 fürdieWasserwirtschaft?
Im Ifat-Jahr kommen auf die Wasserwirtschaft neue Herausforderungen zu: Angepasste Regularien und Grenzwerte erfordern neue Verfahren, der Städtebau wird „wasserbewusst“ und die PFAS-Diskussion erreicht das Wasserwerk. Zugleich bieten Digitalisierung und Modularisierung erhebliche Chancen – wenn man sie richtig einsetzt.
WasseristdasLeben–unddasspieltsichdaab, wo Menschen sind Städte müssen 2024 mit Wetterereignissen wie Trockenphasen und Starkniederschlägen genauso zurechtkommen wie mit denumfangreichenRegularienfürdiekommunaleWasserwirtschaft. Als wäre der wassergerechte Städtebau derZukunftnichtschonHerausforderunggenug,bringt dieEUeineüberarbeiteteKommunalabwasserrichtlinie Und die hat es in sich: „Die dabei vorgesehenen Veränderungen werden einen erheblichen Einfluss auf die AbwasserbehandlunginEuropahaben,insbesonderefür die Entfernung von anthropogenen Spurenstoffen, bei
Waslangewährt:Dieneue
Kommunalabwasserrichtliniewird zumStartschussfürdieviel diskutiertevierteReinigungsstufe.
der Steigerung der Energieeffizienz und Eigenenergieerzeugung auf kommunalen Kläranlagen oder für die BehandlungvonMischwasser“,betontProf Dr UliPaetzel, Präsident der Deutschen Vereinigung für Wasserwirtschaft, Abwasser und Abfälle e. V (DAW).
DievierteReinigungsstufekommt
MitderRevisionhatdieEUauchMikroschadstoffenden Kampf angesagt – dafür reicht allerdings die bisher üblichevierstufigeReinigung(mechanisch,biologischund chemisch) nicht mehr aus: Eine geplante vierte ReinigungsstufesollmöglichstvieledersogenanntenMikroschadstoffe, etwa Arzneimittelrückstände oder Pestizide, aus dem Abwasser herausfiltern. Die dadurch entstehenden Kosten sollen im Rahmen einer erweiterten Herstellerverantwortung den Herstellern von ArzneimittelnundKosmetikazueinemAnteilvonmindestens 80 Prozent auferlegt werden. Dazu kommen die zu erwartenden niedrigeren Grenzwerte für Nährstoffe wie Phosphor im Ablauf von Kläranlagen, die Entfernung
42 PROCESS 5 | 2024
Bild: © K a l y a k anst ock.adobe. c o m
1
von Spurenstoffen aus dem Wasserkreislauf und die Mischwasserüberläufe.
KeinWunder,dassdaauchdieAusstelleraufderIFAT nicht hintenanstehen wollen: So präsentiert Huber aus Berching unter anderem den neu entwickelten Tuchfilter Rotafilt. Dieser scheidet feine suspendierte Stoffe wie Schlammflocken und Mikroplastik zuverlässig ab und entfernt Phosphor per Flockungsfiltration Prominent aus Heidelberg zeigt, wie Mikroschadstoffe wie Medikamentenrückstände mit Ozon beseitigt werden und wie die Ozonerzeugung mit modularen Anlagen besonders wirtschaftlich betrieben wird
MikroplastikundPFAS:NeueRegularien
Nichtganzsoneu,abertrotzdemtopaktuellfürdieBranche ist die neu gefasste Trinkwasserverordnung vom Juni 2023, mit der maßgebliche Inhalte der EU-Trinkwasserrichtlinie aus dem Jahr 2020 umgesetzt werden – darunter neue und geänderte Grenzwerte für PFAS Wasserversorger müssen diese „Ewigkeitschemikalien” gegebenenfalls mit hohem technischem Aufwand herausfiltern. „End-of-Pipe-Ansätze sind jedoch keine Lösung Die Herstellung und Anwendung von PFAS muss auf wenige essenzielle Zwecke beschränkt sein Ziel musseineVermeidungdieserStoffebereitsanderQuellederVerschmutzungsein.DieseStoffedürfengarnicht erstindieUmweltgelangen“,sagtWolfMerkel,Vorstand Wasser des DVGW
DigitalisierungimWasserwerk
Unterstützung erhoffen sich die Wasserexperten dabei von digitalen Tools, etwa zur Automatisierung oder Hochwasserfrüherkennung SohatEndress+Hausermit dem Netilion Flood Monitoring ein KI-Tool im Programm,dasausdenSensordatenvonPegelmessgeräten sowieRegen-undBodenfeuchtsensoren,verknüpftmit Wettervorhersagen und Informationen zur Geländebeschaffenheit, Hochwasserlagen frühzeitig einschätzen
Bild: E ndr

soll. Ebenfalls hoch im Kurs stehen Digitale Zwillinge, wie eine Siemens-Lösung, die den den gesamten Anlagenlebenszyklus abbildet. Damit, so die Entwickler, lassensichschlankeProzesserealisieren–vomDesignund EngineeringüberBetriebundInstandhaltungbishinzur Optimierung der Verfahrenstechnik.
WasserfürdieWelt
Der Zugang zu sauberem Wasser ist nicht ohne Grund eines der Nachhaltigkeitsziele der Vereinten Nationen (SustainableDevelopmentGoal6),istdochWassermangel oder verschmutztes Wasser eine Quelle für Krankheit, Elend und Konflikten, insbesondere in ohnehin instabilen oder konfliktträchtigen Regionen.
Dafürbrauchteskompakte,häufigmodulareoderteilmobileAnlagenundApparate,sowiedaspalettengroße Wasseraufbereitungssystem Puraid des Herstellers Pureco aus Budapest/Ungarn. Das kostengünstige, modulare System eignet sich für die Wasserversorgung in ländlichen und abgelegenen Gebieten. Es entfernt Arsen, Eisen, Mangan, Ammoniak, Fluor, Bakterien und VirenausGrundwasser,Brunnenwasserundbereitsvorhandenem, aber verschmutztem Netzwasser (dst)
Mit Sensoren und KI will Endress+Hauser die Hochwasser-Warnung auf neue Beine stellen.
PROCESS-TIPP
Was die Kommunalabwasserrichtlinie bedeutet, diskutieren die Profis der DAW am 14. Mai 2024 um 16:30 Uhr auf der Blue Stage der Ifat.





Branchen-SpecialWasser/Abwasser
ess+Ha user
3 2 4
Ob Erfassung von Daten, Einsatz von Assistenzsystemen, Vernetzung und Integration von Teilsystemen zu einer Dezentralisierung von Diensten bis hin zur Autonomie ganzer Infrastruktursysteme: Digitalisierung und KI in der Wasserwirtschaft ermöglichen effizientere und nachhaltigere Prozesse für neue wie für bestehende Anlagen.
44 PROCESS 5 | 2024 Branchen-SpecialWasser/Abwasser
Bild: ©k_ yu, ©T enso rSparkst ock.a dobe. c o m
MitKImehrerreichen undmehrwissen
Klimawandel, Urbanisierung, Kostendruck: Wie kann die Wasser- und Abwasserbranche diesen Herausforderungen begegnen, wenn es oft an Fachkräften und Kompetenzen mangelt? Für Ainhoa Lete und Adam Cartwright besteht ein Weg darin, Hardware und künstliche Intelligenz (KI) zu einer durchgängigen, praxisgerechten Lösung zu kombinieren. Bild: Siemens
Frau Lete, Herr Cartwright, warum treibt Siemens dasThemaDigitalisierunggeradeinderWasser-und Abwasserbranche so stark voran - wo doch diese Branchealssokonservativundhardwarelastiggilt? Ainhoa Lete: Die Digitalisierung ist für die Wasserbranche gerade deswegen so wichtig: Wir sprechen hier von einer umfangreichen Infrastruktur, die gewartet, überwachtundmodernisiertwerdenmuss.EskostetvielZeit und Geld, die Anlagen und Systeme zu betreiben und instandzuhalten.Dasisteine,vielleichtsogardieKernkompetenz im Bereich Wasser und Abwasser Die Digitalisierungistunverzichtbar,umdiesewertvollenAssets zu betreuen. Warum? Die Teams im Bereich Anlagenbetrieb und -instandhaltung verfügen zwar über ein enormesWissen,aberihreAufgabenwerdendurchneue RegularienunddenKlimawandelimmerumfangreicher undkomplexer:ZudemführtderdemographischeWandelinvielenLänderndazu,dassindennächstenJahren viele Mitarbeiterinnen und Mitarbeiter in den Ruhestand gehen und kaum oder nur schwer durch Nachwuchskräfte ersetzt werden können.
Adam Cartwright: Die gute Nachricht ist: Die WasserindustriekannvonanderenBranchenwieÖlundGasoder auch der chemischen Industrie lernen Hier wurde viel investiert, um genau die digitalen Lösungen zu testen und weiterzuentwickeln, die jetzt auch für Wasser- und Abwasseranlageneingesetztwerdenkönnen.Undauch wennesnatürlichUnterschiedezwischendenBranchen gibt,gibtesdochauchgroßeGemeinsamkeitenbeiProzessen und Technologien. Das gilt es zu nutzen
WarumzögerndieAnwenderdannnoch?
Lete: Als Mitgründerin und CEO von BuntPlanet habe ich gemeinsam mit meinem Team mehrere Produkte und Services entwickelt und implementiert, bei denen wir mit künstlicher Intelligenz, Big Data, Cloud Computing und Simulation von hydraulischem Verhalten gearbeitet haben. Damit können wir Wasserressourcen besser nutzen und Umweltauswirkungen verringern –alsoja,dieTechnologieistdefinitivsoweit.Aberimmer wiedergabundgibtesBedenken,obundinwieweitsich dieseTechnologiensinnvoll,dasheißtmitvertretbaren

AinhoaLete
Ainhoa Lete, CEO of BuntPlanet, begann ihre berufliche Laufbahn als Ingenieurin bei Siemens in München, wo sie an Digitalisierungsprojekten für verschiedene Branchen mitarbeitete. Im Jahr 2000 gründete sie dann BuntPlanet und leitete das Unternehmen bis zur Übernahme durch Siemens. Die innovativen Lösungen von BuntPlanet helfen, Wasserressourcen zu managen und zu schützen –und als jemand, der direkt an der Schnittstelle zwischen der Wasserindustrie und der digitalen Welt arbeitet, hat Ainhoa Lete die Strategie und Ziele von BuntPlanet maßgeblich geprägt. Gemeinsam mit ihrem Team entwickelte sie zahlreiche Produkte und Services im Bereich KI, Big Data und hydraulische Modellierung, mit denen sich Wasser effizienter und mit weniger Umweltauswirkungen nutzen lässt. Für ihre Leistungen wurde sie mehrfach ausgezeichnet, unter anderem als Best Entrepreneur Gipuzkoa 2021, mit dem Entrepreneurship Award und als eine der Top 100 Innovative Leaders.
PROCESS 5 | 2024 45 Branchen-SpecialWasser/Abwasser EXKLUSIV-INTERVIEW: DIGITALISIERUNGSPROJEKTE IM WASSERBEREICH
ZURPERSON
„ManbrauchtkeinSpezialwissenmehr, umeineKIfürdiebesonderen AnforderungenimBereichWasserund Abwasserzutrainieren.“
Dr Adam Cartwright, Director Industry Strategy Water and Wastewater Software, Siemens
KostenundgeringenRisiken,einsetzenlassen.Jetzt,wo BuntPlanetzuSiemensgehört,hatsichdieserEindruck auch durch Gespräche mit meinen neuen Kollegen bestätigt. Ver- und Entsorger haben einen großen und komplexen Anlagenbestand, insbesondere, was die IT und OT angeht – und deswegen ist es durchaus eine Herausforderung, hier neue Technologien einzuführen Digitalisierungsprojekte brauchen auch ein klares und definiertes Kosten-Nutzen-Verhältnis. Deshalb haben wir bei Siemens viel investiert, damit unsere Lösungen wirklich einfach zu nutzen sind und unsere Anwender sie ohne großen Aufwand bei sich einführen können.
Sie sprechen von den neuen Self-Service-Lösungen, dieSiemensaufderIfat2024vorstellenwird.
Cartwright:Genau.DasZieldieserLösungenistes,dass wirklich jeder Wasserversorger und jede Abwasseraufbereitung von KI und Digitalisierung profitieren kann Man braucht kein Spezialwissen mehr, um eine KI für die besonderen Anforderungen im Bereich Wasser und Abwasser zu trainieren. Den Anfang machen dabei drei Anwendungen für einige der aktuell wichtigsten Themen im Bereich Wasser und Abwasser: Wie können wir Wasserverluste minimieren? Wie können wir verhindern, das unbehandeltes Abwasser in die Umwelt gelangt? Und wie lässt sich die Zuverlässigkeit von Anlagen zur Wasser- und Abwasserbehandlung sicherstellen?
WasmachtdieseLösungensobesonders?
Cartwright: Sie basieren auf fünf Grundprinzipien, die dafürsorgen,dasssiesichleichtnutzenlassen:AlleSensoren können ohne Expertenwissen mit der Cloud verbunden werden, und spätestens nach zwei Stunden stehen die Daten in der jeweiligen Applikation zur Verfügung Die KI wird automatisch ab dem Tag der Installation trainiert und implementiert. Das Design der Lösungen berücksichtigt auch das Thema Industrial Security und besitzt über Mendix bereits Schnittstellen zur IT, um zum Beispiel mit ERP-Systemen oder Systemen der Arbeitsvorbereitung zu kommunizieren. Auch die Wirtschaftlichkeit kann sich sehen lassen: Alle Lösungen rechnen sich typischerweise in weniger als 36 Monaten.
Dasklingtschonfastzuschön,umwahrzusein.Gibt esschonErfahrungenausderPraxis?
Lete: Die gibt es – diese digitalen Lösungen haben eine technologische Basis, die sich bereits bewährt hat. So nutzt die Anwendung SIWA Leak Finder die gleiche KIbasierteLeckagedetektion,mitderderschwedischeVersorger VA Syd selbst kleinste Lecks von nur 0,5 Litern
pro Sekunde detektieren konnte. Die KI kann auch Durchflussdaten analysieren und mit den Daten aus einer hydraulischen Modellierung kombinieren, um so Leckagen mit einer Genauigkeit von 200 Metern zu orten.Wirgehendavonaus,dasswirdamitdieWasserverluste im Leitungsnetz um bis zu 50 Prozent reduzieren können.DasspartGeldundRessourcen Wennwirdiese ApplikationnochmiteinerweiterenbewährtenLösung für das Zählerdatenmanagement kombinieren, haben wir eine lückenlose Datenbasis von der Einspeisung bis zum Verbraucher Damit können wir den Wasserverbrauch komplett bilanzieren und so unter anderem unlizenzierte Wasserentnahmen aufspüren – ein großes Problem für viele Versorger
PROCESS-TIPP
Die Digitalisierung in der Wasserwirtschaft ist eines der Schwerpunktthemen von Siemens auf der Ifat 2024 in München (13.-17. Mai): Treffen Sie die Experten in Halle C1, Stand 305/404. Weitere Informationen: www.siemens.de/ifat
Mehr zur digitalen
Transformation für eine nachhaltige Wasserwirtschaft finden Sie auf: www.siemens.de/wasser
Cartwright:AuchfürdiebeidenanderenApplikationen gibt es belastbare Daten. SIWA Blockage Predictor identifizierte in einem Feldversuch Blockagen in Abwasserleitungen mit einer Genauigkeit von 90 Prozent. Das hilft,unkontrollierteAbwasserfreisetzungenindieUmwelt zu vermeiden. Die Applikation kann anhand von NiederschlagsdateneinenErwartungswertfürdenWasserstandermittelnundmiteinemFuzzy-Logic-Algorithmus mit den tatsächlichen Messdaten vergleichen. Weicht das Verhalten in den Kanälen zu stark vom Er-

Dr.AdamCartwright
Adam Cartwright, Director Industry Strategy Water and Wastewater Software, Siemens, leitet seit fünf Jahren ein interdisziplinäres Team aus Ingenieuren, Data Scientists und Entwicklern und ist verantwortlich für die globale Entwicklung für digitale Applikationen im Bereich Wasser und Abwasser Seine berufliche Laufbahn begann er in der Stahlindustrie, bevor er nach seiner Promotion für die britische Regierung tätig war. Dort befasste er sich mit den Auswirkungen von Klimaschutzmaßnahmen auf die Wirtschaft und leitete das Strategic Relationship Programme der britischen Regierung Vor seiner jetzigen Tätigkeit war er Leiter von Open Innovation bei Siemens in Großbritannien, wo er fast 200 Kooperationen mit Universitäten in Großbritannien betreute. ZURPERSON
46 PROCESS 5 | 2024 Branchen-SpecialWasser/Abwasser
Bild: Siemens
wartungswertab,wirdderAbwasserentsorgeralarmiert. EinServiceteamkanndannrechtzeitigeinebestehende oder sich anbahnende Verstopfung beseitigen Ein weitererBereich,indemKIganzneueMöglichkeitenbietet, istdasAssetManagement.Genauhiersetztunseredritte Self-Service-Applikation an. Anlagenbetreiber können damit den tatsächlichen Anlagenzustand anhand vonEchtzeitdatenüberwachenundwissen,beiwelchen Assets ein Ausfall wahrscheinlich ist. Dadurch ermöglichen wir ein intelligentes Asset Management, das Verschleiß oder Störungen bereits Wochen oder sogar Monate vor einem Ausfall einer Komponente oder Anlage erkennt. Die Betreiber haben genug Zeit, das Asset zu warten und vermeiden so ungeplante Ausfälle. Dank dieser Lösung konnte Scottish Water seine InstandhaltungvoneinemturnusmäßigenProzessaufvorbeugende Wartung umstellen.
Wie können sich Anwender diese Applikationen ansehen?
Cartwright: Alle, die sich für diese digitalen Lösungen interessieren, sind herzlich eingeladen, uns auf der Ifat 2024zubesuchen.WirzeigendieLösungenlive,undwer möchte, kann sogar selbst einfach einen Sensor für die Applikation onboarden. Und natürlich gibt es auch auf unserer Webseite viele Informationen zu den Applikationen–oderSiewendensicheinfachanIhrenSiemens Vertriebspartner
Die Ifat 2024 ist auch in noch einer Hinsicht eine Premiere: Frau Lete, Sie sind jetzt als Teil des Siemens-Teams dabei, nachdem BuntPlanet von Sie-
mens akquiriert wurde. Was wird sich dadurch ändern?
Lete: Eigentlich nicht viel, denn BuntPlanet und Siemens haben schon vorher sehr eng zusammengearbeitet. Durch den Zusammenschluss mit Siemens sind wir jetzt Teil eines Teams, das den digitalen Wandel in der Wasserbranche mit KI, Simulation, Automatisierung undFeldgerätenaktivvoranbringt.WirkönnenKompetenzenundPortfoliobesserbündeln,umunserAngebot fürdieWasserindustrienochumfassenderundsicherer zumachen.Ichsehe,wiediedigitaleRevolutiongerade eine enorme Dynamik entwickelt, und ich freue mich schondarauf,wiewirdiegroßenHerausforderungenim Bereich Wirtschaft und Gesellschaft angehen werden.
EinschönesSchlusswort.FrauLete,HerrCartwright, ichdankeIhnenfürdasGespräch.
Leckverluste in Wasserversorgungsnetzen sind eine der größten Herausforderungen, die mit intelligenten Lösungen bewältigt werden müssen – und können. Die intelligente Lecksuche mit SIWA Leak Finder nutzt bestehende Investitionen in Sensoren und hydraulische Modelle, um Wasserverluste in Trinkwasserverteilungs- und -transportnetzen zu reduzieren.

„Digitalisierungsprojektebrauchenein klaresunddefiniertesKosten-NutzenVerhältnis.“
Ainhoa Lete, CEO, BuntPlanet
PROCESS 5 | 2024 47 Branchen-SpecialWasser/Abwasser
Bild: Siemens
DAS INTERVIEW FÜHRTE Dr JörgKempf
Chefredakteur PROCESS
Auf das Raumkonzept kommt es an: Damit Verdichter effizient arbeiten, muss der Maschinenraum passend gestaltet sein.

48 PROCESS 5 | 2024 Branchen-SpecialWasser/Abwasser
Bild: F ollowT heFlowst ock.ad obe. c o m
WohntrendsfürVerdichter
Damit den Aggregaten nicht die Luft ausgeht: Der Maschinenraum führt häufig ein Dasein als unbeachtetes Stiefkind – und das, obwohl Kompressoren, Gebläse und Co. auf Leistung getrimmte Dauerläufer sind. Ein Schlüssel zu mehr Effizienz liegt in der Gestaltung des Maschinenraums und der passenden Belüftung.
Verdichter, Gebläse und Turbos sind das Herzstück unzähliger Prozesse weltweit. Sie werden inderRegelaufhöchsteEffizienzundmaximale Energieeinsparungen ausgelegt und sorgen so für Kostensenkungen und reduzierte CO2-Emissionen. Doch von 100Prozent eingesetzter Energie gehen typischerweise 15Prozent an Verlusten in einem schlecht gestalteten Maschinenraum verloren – thermische Verluste durch die Wärmeabstrahlung der Aggregate sowie mechanischeVerlustedurchentstehendenUnterdruckim Maschinenaufstellraum und Ansaugverluste
Für einen möglichst wirtschaftlichen Betrieb ist es daher unerlässlich, den Maschinenraum in das Effizienzkonzept miteinzubeziehen Die Raumbelüftung spielt dabeieinezentraleRolle,dennLuftdruckundTemperatur imAufstellraumderMaschinensindvonentscheidender Bedeutung für einen effizienten Betrieb Oder kurz gesagt:OhneeineprofessionelleMaschinenraumbelüftung lösen Anwender ihr Geld im wahrsten Sinne des Wortes inLuftauf
EsistnochvielLuftnachoben
Die Maschinenraumbelüftung steht selten oben auf der Prioritätenliste. Ein großer Fehler Stimmen die Umgebungsbedingungen im Aufstellraum nicht, müssen die Gebläse und Verdichter mehr leisten beziehungsweise längerlaufen,umdiegeforderteLeistungzuerzielen.Anlagenbetreibernistoftgarnichtbewusst,wiesehrsiemit einer unzureichenden Belüftung der Aufstellräume die Effizienzvorteile ihrer Aggregate konterkarieren Dabei sind die Verluste durch zu hohe Temperaturen und/oder falschen Luftdruck eklatant. Da kommen schnell mehrereZehntausendEuroproJahrzusammen
DieFolgeneinerunzureichendenRaumbelüftung: höhererEnergiebedarfderAggregate, schnellererVerschleißderAnlagenkomponenten, geringereLebensdauerderMaschine, ungehinderteSchallausbreitung, höhereEnergie-undWartungskosten.
Es ist völlig unerheblich, woher die Aggregate ihre Ansaugluftbeziehen.Wichtigist,dassdavonausreichendin derrichtigenTemperaturvorhandenist.Klingtbanal,ist aber keineswegs trivial: Ohne Nachschub geht den MaschinensprichwörtlichdieLuftaus.
Gebläse und Verdichter arbeiten nach dem Verdrängungsprinzip mit innerer Verdichtung und sind so genannte Zwangsförderer Das bedeutet: Sie entnehmen

ihrer Umgebung Luft – und zwar kontinuierlich Kann keineoderzuwenigLuftnachströmen,fehltLuftimRaum. EsentstehteinUnterdruck.Daskannsoweitgehen,dass sich Türen nicht mehr öffnen lassen. Personen, die sich imMaschinenraumaufhalten,könntendiesendannnicht mehr verlassen – eine Gefahrensituation Zusätzlich kommt es zu Effizienzverlusten bei den Maschinen. Mit abfallendemLuftdrucknimmtdieDichtederLuftabund die Gebläse (Verdichter) müssen zum Erreichen der vorgesehenen Performance ihre Leistungsaufnahme erhöhen Bei Anwendungen mit einer Druckdifferenz von 500mbarbedeutetdastypischerweiseeinenAnstiegvon 10ProzentinderLeistung
Prozesslufterzeugermögen’skühl
BeiderKomprimierungvonLuftentstehtprozessbedingt viel Wärme – sowohl im erzeugten Luftstrom als auch unter der Schallhaube durch die Abwärme des Motors, Schalldämpfers und Kompressors. Wird diese Abwärme nicht aus dem Raum nach draußen geführt, kann die Raumtemperatur auf unzulässige Werte steigen. In der FolgekönnendieAggregateüberhitzen,waszuWirkungsgradverlusten,schnelleremVerschleißundeinergeringerenLebensdauerführt.
DieserEffekttrittbeiallenMaschinentechnologienauf, jedochinunterschiedlicherAusprägung BeiDrehkolbengebläsen,wiesieinderPneumatikundAbwassertechnik sehrverbreitetsind,istdieWärmeentwicklungbesonders stark.DaherwerdendiesezunehmenddurchDrehkolben-
Mehr asl eine Abstellkammer für Aggregate: Aspekte wie Belüftung, Schallschutz und Temperatur entscheiden genauso über die ProzessPerformance wie die Kosntruktion des Kompressors.
PROCESS-TIPP
Den Raumluftbelüftungsrechner finden Sie auf www aerzen.com unter Service/Online Tools
PROCESS 5 | 2024 49 Branchen-SpecialWasser/Abwasser MASCHINENRAUMBELÜFTUNG
Bild: A erz ener Masch inenfa b rik
verdichter und Turbos ersetzt, die eine höhere EnergieeffizienzundeinegeringereWärmeabstrahlungmitbringen.
WerimtäglichenBetriebmeint,zurInnenklimaverbesserung reiche es, einfach die Tür oder das Fenster eines Maschinenraums zu öffnen, hat die Rechnung ohne den Schall gemacht Denn durch die Öffnungen kann der Schall ungehindert nach draußen – ein unerwünschter Nebeneffekt, der die Einhaltung von Arbeits- und Lärmschutzvorgabenerschwert.
Doch auch das andere Extrem wäre ebenso wenig zielführend:WürdebeiderKonzeptiondesMaschinenraums derSchwerpunktausschließlichdaraufliegen,dieäußere Hülle möglichst schalldicht zu bauen, könnte durch den SchallschutzzuwenigAußenluftinsInnerenachströmen
Den Aggregaten würde aufgrund mangelnden Nachschubs buchstäblich die Luft ausgehen Auch eine AnsaugungderMaschinenüberRohrleitung,alsodirektvon außen, kann Nachteile mit sich bringen, da man das AnsauggeräuschaufdieseWeiseebenfallsannähernddirekt nachaußenverlagert.
DiegrößtenEffizienzsünden
Bei unzureichend dimensionierten Zu- und Abluftwegen oderzuhohenInnentemperaturenmüssendieAggregate ihre Leistung erhöhen, um die notwendige Menge an SauerstoffzurVerfügungzustellen.DieseAbstrichebeim Wirkungsgrad summieren sich am Ende des Tages zu einemeklatantenVerlustanEnergieeffizienzunddamitzu steigendenStromkosten.WiederMaschinenraumgestaltetist,istalsokeineswegsunerheblichfürdieEffizienzder Prozess-undDrucklufterzeuger DieKnackpunktesindvor allemeinausreichenderVolumenstrom,derrichtigeLuftdruck, die wirksame Begrenzung der Temperatur im Aufstellraum sowie die Ausrichtung des Raums bzw GebäudesnachderHimmelsrichtung
FolgendeFehlersolltenvermiedenwerden: zuengeBelüftungsöffnungen, zugestellteBelüftungsgitter, zuhoheInnentemperaturen, VERFASST VON Sebastian Meißler Marketing Aerzener Maschinenfabrik GmbH
PROCESS-INFO
verstopfteFiltermatten,
FrequenzumrichterimMaschinenraum(=Wärmequelle),
zuwarmeAnsaugluft.
EgalobAnsaugungvonKühl-oderFörderluftdirektaus dem Maschinenraum oder von draußen über eine Rohrleitung: Für alle Ansaugarten wird eine ausreichend dimensionierte Raumbelüftung benötigt. Die Maschinenraumbelüftung erfüllt dabei drei Funktionen: Förderluftzufuhr,TemperaturregulierungundLärmschutz
Bei der Berechnung, Auslegung und Umsetzung der idealen Maschinenraumbelüftung, sind eine Vielzahl an Faktoren zu berücksichtigen – angefangen von den Leistungsdaten der Aggregate über die geografischen Rahmenbedingungen bis hin zur optimalen Position der Zuund Abluftkulissen im Raum Die Maschinenraumbelüftung sollte daher ausschließlich von Profis durchgeführt werden. Eine erste Hilfestellung für die Planung und OptimierungbietetderRaumbelüftungsrechnervonAerzen. Ingenieure und Anlagenbauer können in dem online verfügbaren Tool vorhandene Werte wie Motorleistung, Umgebungstemperatur, Volumenstrom, Strömungsgeschwindigkeit und Aufstellhöhe sowie weitere relevante Daten eingeben – damit errechnet der RaumbelüftungsrechnerautomatisiertdienotwendigeRaumbelüftung
VonNordennachSüden
Die Hauptarbeit übernehmen Zu- und Abluftkulissenschalldämpfer Siesorgendafür,dassausreichendLuftfür die Verdichtung vorhanden ist, der Raum sich nicht aufheiztunddieSchallemissionendieGrenzwertenichtüberschreiten.DieKulissenimInnerensindsokonzipiert,dass sie den Schall mindern und wenig Strömungswiderstand erzeugen,damitdieAggregateimMaschinenhauskeinen Unterdruck ziehen. Komplettiert wird die Zuluftkulisse von einem Wetterschutzgitter, das auch Vögel und Laub daranhindert,indenAnsaugkanalzugeraten.
DieAbluftkulissehatvorallemdieAufgabe,überschüssige Wärme nach außen zu leiten. Sie ist in der Regel nur
ZusätzlicheProblematikaufKläranlagen
Bei der Belüftung von Belebungsbecken geht es nicht direkt um das geförderte Luftvolumen, sondern um die notwendige Menge Sauerstoff, die für eine effektive Nitrifikation ins Abwasser zu bringen ist. Sinkt die Luftdichte durch abfallenden Luftdruck und/oder steigende Ansaugtemperatur, reduziert sich der Sauerstoffgehalt in der Luft. Es wird also weniger Sauerstoff bei gleicher Belüftungszeit gefördert. Der Sauerstoffeintrag in das Belebungsbecken ist aber entscheidend für die aerob ablaufende Nitrifikation. Ist der Maschinenraum zu warm oder es herrscht Unterdruck, muss also für den selben Sauerstoffbedarf die Belüftungszeit verlängert werden. Damit steigt der Energieverbrauch der eingesetzten Gebläse, Verdichter und Turbos.
Ansaugtemperatur ↑ → Luftdichte ↓ → Sauerstoffeintrag ↓ → Maschinenleistung ↑ Luftdruck ↓ → Luftdichte ↓ → Sauerstoffeintrag ↓ → Maschinenleistung ↑
Ansaugtemperatur ↑ → Luftdichte ↓ → Sauerstoffeintrag ↓ → Maschinenleistung ↑ ↓ → Luftdichte ↓ → Sauerstoffeintrag ↓ → Maschinenleistung ↑
Ein Temperaturplus von 3Kelvin mindert den Wirkungsgrad um etwa ein Prozent. Wenn man davon ausgeht, dass Maschinenräume schnell 20°C zu warm werden (im Vergleich zur Außentemperatur), sind das Verluste beim Wirkungsgrad von 7Prozent.
3Kelvin ↑ → 1 Prozent ↓
3Kelvin ↑ → Prozent ↓
Temperatur Wirkungsgrad
Temperatur Wirkungsgrad
Wärmeabstrahlende Frequenzumrichter gehören daher nicht in den Aufstellraum von Gebläsen und Verdichtern, sondern in einen Extra-Aufstellraum für die Elektrik. Es ist daher wichtig, auf Hersteller zu achten, die Gebläse und Verdichter auch ohne Frequenzumrichter liefern, wie beispielsweise Aerzen.
50 PROCESS 5 | 2024 Branchen-SpecialWasser/Abwasser
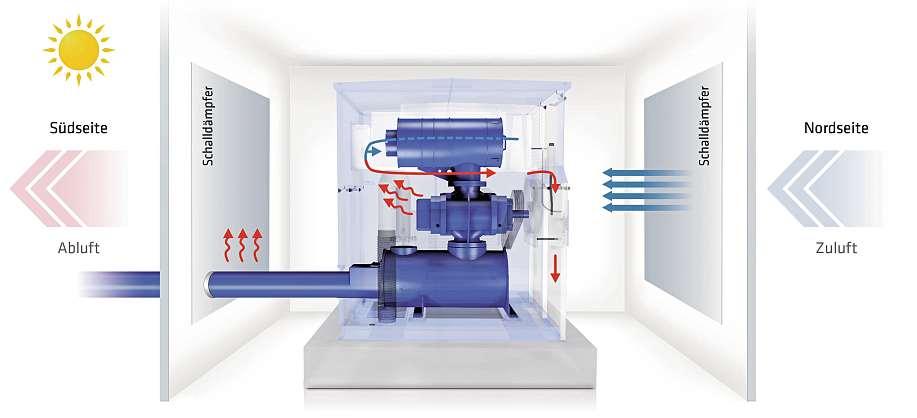
halb so groß wie die Zuluftkulisse und sollte im Maschinenraum – im Verhältnis zur Zuluftkulisse – so platziert werden, dass der Innenraum möglichst diagonal durchströmtwird.FürdieAbluftgiltinpunctoSchallemissionen das gleiche, wie bei der Zuluft: Wärme muss raus, der Schall bleibt drinnen. Die Abluftkulissen sind daher mit Schalldämpferelementen ausgestattet und sorgen mit Ventilatorendafür,dassdiewarmeLuftschnelldenRaum verlässt. Die Abluftventilatoren sind sinnvollerweise in Deckenhöhemontiert,dahierdieLuftamwärmstenist.
AuchdieHimmelsrichtungspielteineRolle.Soliegtdie Zuluft idealerweise im Norden, da die Luft dort kälter ist und dementsprechend auch über einen höheren Sauerstoffanteil/m³ verfügt Die Abluft wird optimalerweise nachSüdenausgerichtet.
Mit optionalen Jalousieklappen lassen sich die Zu- und Abluftkulissen schließen und öffnen – entweder manuell perHandsteuerungoderautomatisiertmittelsThermostat und Schaltgerät. Das ist für den Einsatz bei kalten Außentemperaturen sinnvoll. Herrschen draußen Minusgrade, ist es weder erwünscht, dass Wärme den Raum verlässt noch,dassKälteindenRaumhineingelangt.DurchSchließen der Zu- und Abluftkulissen mittels Jalousieklappen lässtsichbeidesverhindern
RegelmäßigeFilterwechselzahlensichaus
Normalerweise wird der Filter einmal im Jahr gewechselt. Das ist viel zu selten. Angesichts der immensen Effizienzund Kostenverluste durch Filterverschmutzung des Ansaugfilters empfiehlt sich ein Wechselturnus von zwei Wochen. Es reicht nicht, den verstopften Filter mit Druckluftauszublasen.ZugesetzteFiltersorgenschnellfüreinen Druckwiderstand von 25 und mehr Millibar Bei einer durchschnittlichen Anlage mit vier Gebläsen mit jeweils 37kW Motorleistung, insgesamt 6.900Betriebsstunden jährlich und 40Cent pro Kilowattstunde würde allein der verstopfte Ansaugfilter von den Gebläsen fünf Prozent mehr Leistung abfordern Das sind mehr als 20 000Euro im Jahr Ein häufiger Wechsel der Ansaugfilter lohnt sich alsoundspartzudemKosten.
DieidealeMaschinenraumbelüftung
AusreichendbreiteBelüftungsöffnungen;
AusrichtungderZuluftnachNorden(kältereLuftmit höheremSauerstoffanteil)undderAbluftnachSüden;
Raumwirddiagonaldurchströmt;
EinsatzvonKulissenschalldämpfern;
AbluftventilatoreninDeckenhöhe(dortistdieLuftam wärmsten);
JalousieklappenfürdenEinsatzbeikaltenAußentemperaturen(mitHandverstellungoderautomatisiert);
RegelmäßigeReinigungbzw WartungderAnsaugfilter(ambestenallezweiWochen).
DieBelüftungmachtdenUnterschied
Energiekosten, Ressourcenknappheit, Umweltbewusstsein und erhöhter Kostendruck zwingen Unternehmen und Betreiber, ihre Prozesse zu optimieren und Ressourcen sparsamer und effizienter zu nutzen. Der Einsatz leistungsfähiger Technologien und energiesparender Aggregate ist ein wichtiger Schritt. Der Schlüssel zu maximaler Energie- und Kosteneffizienz liegt jedoch in einem ganzheitlichen Ansatz, der die Gestaltung des Aufstellraums derGebläse,VerdichterundTurbosmiteinschließt.
Nicht nur Druckluft strömt: Auch der Wärmetransfer, Schallübertragung und die nötige Belüftung gehören in das Konzept des Verdichter-Maschinenraums.
„NurwennderAufstellraumoptimalgestaltet ist,könnendieGebläseundVerdichterihre Effizienzstärkenvollausspielen.Miteiner Maschinenraumbelüftunglassensich unnötigeEnergie-undLeistungsverluste vermeiden.“
Torsten Lehmann, Leitung Vertriebsbüros Nord & Ost, Aerzen Deutschland
MitnurwenigAufwandundüberschaubaremfinanziellenInvestmentlassensichEffizienzverlustevonGebläsen und Verdichtern, die aus ungenügenden Umgebungsbedingungen im Aufstellraum resultieren, beseitigen Verglichen mit den jährlichen Einsparungen sind die Kosten für die einmalige Investition in eine Maschinenraumbelüftung verschwindend gering: So entstehen durch eine fehlende Raumbelüftung schnell Kosten im mittleren fünfstelligenEuro-Bereich,währendeineRaumbelüftung zwischeneinemZehntelundeinemFünfteldieserSumme benötigt. (dst)
PROCESS 5 | 2024 51 Branchen-SpecialWasser/Abwasser
Bild: A erz ener Maschinenfa b rik
SPURENSTOFFELIMINATION
PerBaustein-Lösungzur viertenStufe
Aufgrund der neuen EU-Kommunalabwasserrichtlinie werden zahlreiche Kläranlagen eine vierte Reinigungsstufe zur Elimination von Spurenstoffen integrieren müssen. Eine modulare Ozonierung mit nachfolgender Filtrationsstufe bietet eines der effizientesten Viertbehandlungen, um die neuen Vorgaben erzielen zu können.
Voraussichtlich im Herbst 2024 wird die Neufassung der Richtlinie für alle EU-Mitgliedstaaten und zurückgehalten. Die neue Richtlinie hat jetzt zwölf Leitsubstanzen als Richtwert festgelegt. Demzufolge

4


3
2
Branchen-SpecialWasser/Abwasser
VERFASST VON EgbertHocke
52 PROCESS 5 | 2024
Die wirtschaftlichste Lösung hängt vor allem von der Zusammensetzung des Abwassers und der darin vorhandenenKonzentrationderSpurenstoffeab StarkeSchwankungen in der Wasserzusammensetzung und der Durchflussmenge verursachen große Abweichungen bei der erforderlichen Ozonkapazität. Jeder Ozongenerator hat einen optimalen Betriebspunkt, bei dem die Betriebskosten minimal sind. Dieser hängt ab von der Ozonleistung und-konzentrationsowiedenlokalenStrom-,Sauerstoffund Kühlwasserkosten. Der optimale Wirkungsgrad im Nennbetriebsolltebeiwenigerals8kWh/kgOzonliegen Eine dynamische Modulation des Sauerstoff- und StromverbrauchsinAbhängigkeitvondenlokalenKostenträgt somit erheblich zur Minimierung der Gesamtbetriebskostenbei.
HerausforderungenderAnlagenauswahl
Die bestimmenden Parameter für die Auslegung der erforderlichen Ozonmenge sind DOC-Werte nach der Sedimentation von 5-15mg/l mit einer Ozon-Dosierungsrate von0,3-0,8gOzon/gDOC.TypischeKontaktzeitenliegen zwischen 20-30Minuten. Besondere Beachtung gilt der Bromat-Bildung, worauf später in diesem Beitrag eingegangenwird.
ZurAuslegungderOzonanlagenorientiertmansichin der Regel an dem maximalen Abwasservolumenstrom und den höchsten zu erwartenden DOC-Gehalt, um auch in Spitzenzeiten die Reduktionsleistung erfüllen zu können. Diese Spitzenlast wird jedoch nur selten benötigt. Untersuchungen in mehreren Pilotprojekten von Prominent aus Heidelberg zeigen, dass in mehr als 75Prozent der Betriebszeit von herkömmlichen Anlagen die erforderliche Ozonkapazität unter 50Prozent der maximalen Ozonleistung liegt Nur in 12Prozent der gesamten BetriebszeitwirddiemaximaleLeistungbenötigt
Gespräche mit Klärwerksbetreibern bestätigen diese Ergebnisse: Da die Effizienz eines Ozongenerators direkt vondererforderlichenmaximalenOzonleistungabhängt, ist eine solche Anlage für den Rest eines Betriebsjahres quasiüberdimensioniert.
Wesentlich effizienter arbeitet ein modulares System: Im betrachteten Pilotprojekt können bis zu 16 autarke Ozonerzeugungsmodule je nach Ozonbedarf individuell aktiviert werden Insbesondere bei Betrieb im mittleren undunterenLeistungsbereichsenktdiemodulareAnlage
Bild: Pr o minent
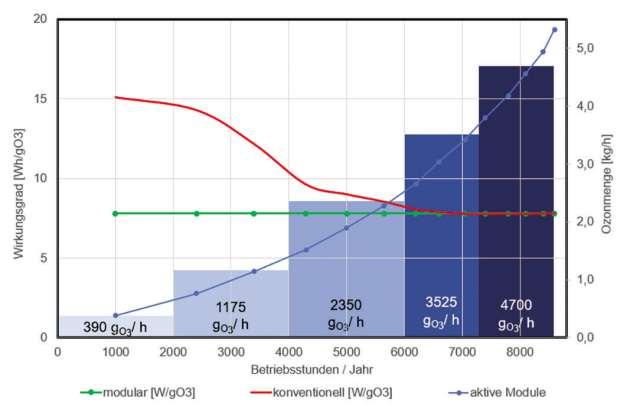
der unterschiedlichen Quellen (privat und industriell) eine enorme Herausforderung, da es organisch und chemisch mit hohen Bromidkonzentrationen belastet ist Entscheidend für die Eliminationsleistung ist die Kombination aus effizienter Einmischung und einer bedarfsgesteuertenOzonerzeugung Diesermöglichteinedeutliche Reduktion der Kontaktzeit auf nur noch fünf Minuten ohnejeglicheEinbußenbeiderReduktionsleistung
PositiveErgebnissemitmodularemSystem
Die Auswertungen der laufenden Pilotprojekte belegen die Effizienz von modularen Ozonanlagen als Viertbehandlung Systeme, die Ozonung und Aktivkohle kombinieren,erreicheneineAbbauratederSpurenstoffe von über 80Prozent. Die im vorliegenden Beispiel eingesetzte Ozonanlage der Prominent in Kombination mit einereffizientenEinmischungermöglichteinedeutliche Verkürzung der Kontaktzeit. Das bedeutet eine deutliche Einsparung bei den Baukosten und letztlich auch der CO2-Emissionen.
Je nach Abwassermatrix und Anforderungen an die Reinigungsleistung kann das betrachtete System aufgrund der zu- und abschaltbaren Module jederzeit an Schwankungen flexibel angepasst werden Dank der modularen Bauweise können bestehende Anlagen einerweitert, ausgetauscht oder nachgerüstet werden. kompakte Bauweise ermöglicht nachweislich bis zu ozent weniger Platz. Die genannten Vorteile führen somit zu einer signifikanten Minimierung der InvestitiundBetriebskosten.

Die Pilotanlage in Luxemburg zeigt zudem einen posien Nebeneffekt: Das eingeleitete Abwasser aus dem Industriegebiet enthält Bromid. Bei der Behandlung mit onkannpotenziellschädlichesBromatentstehen Die bisherigenErgebnissezeigenjedoch,dassdurchdiegute egelung in Verbindung mit dem Drallmischer und der orliegendenWassermatrixtrotzderhohenBromid-KonentrationendieBromat-Bildungvernachlässigtwerden ann. (dst)
Die vierte Stufe kommt – in Form der modularen Ozonanlage Dulcozon Ozla.
Typisches Lastprofil der Ozonmenge sowie Vergleich des Wirkungsgrades herkömmlicher Ozongenerator und modulares System bei unterschiedlicher Ozonleistung
PROCESS-TIPP
Kommunalabwasserrichtlinie, PFAS und vierte Reinigungsstufe: Entdecken Sie die Wasser-Themen des Jahres in unserem Online-Beitrag „Das sind die Wasser-Trends 2024”!
PROCESS 5 | 2024 53 Branchen-SpecialWasser/Abwasser
1
WAS BRAUCHT DIE VERNETZTE WASSERWIRTSCHAFT?
Komponentenfürdie Wasserwirtschaft4.0
Wasser ist wichtig genug, dass die Vereinten Nationen dem kühlen Nass ein eigenes Nachhaltigkeitsziel gewidmet haben – doch wie kommt die Wasserwirtschaft aus dem Klein-Klein heraus? Eine Schlüsselrolle könnte wie so oft die Digitalisierung spielen, doch die braucht die passenden Komponenten.
PROCESS-TIPP
Treffen Sie die Armatur-Experten auf
der Valve World 2024:
3. bis 5. Dezember 2024, Messe Düsseldorf
InderdigitalenWasserwirtschaftverschmelzenreale undvirtuelleWelt DabeiwerdenMessgeräte,Steuersysteme und Prozesse vernetzt. Aus dieser ganzheitlichen Betrachtung ergeben sich umfangreiche Daten, diedurchAnalysezuInformationenwerden:Eswerden Entscheidungenvorbereitet,derenUmsetzungeingeleitet und überwacht wird. Ein großer Schritt zu einem effektiveren Wassermanagement. Hierzu tragen beispielsweise elektrische Stellantriebe bei. Sie „erfassen und speichern automatisch Prozessdaten wie Armaturenposition, Umgebungstemperatur und Vibrationen sowie Gerätedaten wie Schalthäufigkeit, Motorlaufzeit undWarnmeldungen“,erklärendieAntriebsspezialisten vonAuma DieExpertenfürelektrischeStellantriebeaus Müllheim haben ein „digitales Ökosystem“ entwickelt, das den Anwender während des Anlagenlebenszyklus begleitet und unterstützt. Im Zentrum steht die Auma-

Mit der Auma-Cloud und der Assistant-App hat Auma ein digitales Produktportfolio entwickelt, das den Anlagenbetreiber während des gesamten Anlagenlebenszyklus begleitet und unterstützt
Cloud: Sie ist die Schnittstelle zu den Software-Tools –derAssistant-AppundderInbetriebnahme,Bedien-und Parametriersoftware CDT (Commissioning and Diagnostic Tool). Außerdem ermöglicht sie dem Anwender Zugang zu einer intelligenten Datenanalyse.
Anlagenstrukturvirtuellnachgebildet
In der Cloud wird die Anlagenstruktur virtuell nachgebildet, wobei jedem Antrieb eine Armatur zugeordnet werden kann. Antrieb und Armatur bilden in der Regel eineEinheitundausdemZustanddesAntriebskönnen auchRückschlüsseaufdieArmaturgezogenwerden Die Analyse von Kennzahlen soll es Anlagenbetreibern ermöglichen, hohe Belastungen oder möglichen Wartungsbedarf frühzeitig zu erkennen und die entsprechenden Maßnahmen einzuleiten.
Die Verwaltung einer Kläranlage erfordert eine ständige Überwachung und Datenerfassung (SCADA), die jeden Schritt des Betriebs kontrolliert. Deshalb sind auch die Experten bei Rotork, Anbieter von Durchflussregelungs- und Instrumentierungslösungen, davon überzeugt, dass moderne Anlagen eine zeitgemäße KommunikationbiszurWerksebenebenötigen „Werksleiter verlangen schneller als je zuvor mehr Informationen. Prozessbetreiber brauchen umfassende Kontrollmöglichkeiten zu jeder Tages- und Nachtzeit. Instandhaltungsleiter benötigen Informationen, um Instandhaltungsleistungen wirtschaftlich planen zu können“, erklären die Stellantrieb-Experten. Um diesen Anforderungen gerecht zu werden, bauen Konstrukteure des Unternehmens Feldkommunikationsnetzwerke ein, damit jeder Teil der kritischen Anlage per Computer gesteuert und überwacht werden kann. „Diese Computer sindinnerhalbihreseigenenNetzwerksfürVerwaltungsund Wartungsaufgaben zuständig und tauschen Daten überdievonihnengesteuertenGeräteundProzesseaus.“ SokönnedieRotork-Master-Stationbiszu240Aktuatoren über drei separate Feldnetzwerke betreiben, sodass das optimale Netzwerk in verschiedenen Anlagenbereichen genutzt werden könne. Das Intelligent Asset Management(iAM)vonRotorkisteincloudbasiertesAssetManagement-System für intelligente Aktoren und DurchflusskontrollgeräteundliefertprädiktiveErkenntnisse zur Erhöhung der Anlagenverfügbarkeit.
54 PROCESS 5 | 2024 Branchen-SpecialWasser/Abwasser
Bild: A uma
Dieser Beitrag basiert auf einem offiziellen Trendbericht zur Valve World.

Der Armaturenbranche winken umfassende Aufträge bei Wasser und Abwasser So sichern beispielsweise mehr als 400 Stellantriebe die Abwasseraufbereitung in der JebelAli-Kläranlage der Megacity Dubai. Bild:
Auch Automatisierungsspezialist Emerson hat die Wasserwirtschaft im Fokus. Das Unternehmen entwickelte die SCADA-Plattform Zedi Saas Die Flexibilität derCloud-basiertenLösungermöglichtes,unbegrenzte Datenmengen von jeder digitalen Überwachungshardware zu erfassen und sie schnell an das zuständige Personal zu übertragen, das die Daten in Echtzeit abrufen und analysieren kann, um schnellere und fundiertere Entscheidungenzutreffen.Zielistes,erheblicheSicherheits-undKontrollgewinnezuerzielen.Emersonbietet Endanwendern eine Webschnittstelle und die Möglichkeit, Daten an Plattformen von Drittanbietern weiterzuleiten, was eine Fernsteuerung und Optimierung über einen Cloud-basierten Datenzugriff ermöglicht.
WachsendeAnforderungeninKlärwerken
DieAnforderungeninKlärwerkenwachsen:„Indenvergangenen Jahren waren neben Arzneimittelrückständen, Pestiziden und Mikroplastik auch multiresistente Keime ein Thema, die insbesondere durch den übermäßigen Einsatz von Reserveantibiotika in der Tiermast entstehen“, berichtet Prof Dr Uli Paetzel, Präsident der DWA Deutsche Vereinigung für Wasserwirtschaft, Abwasser und Abfall. Auf diese Herausforderungen geht Fromme Armaturen mit Ventilen aus hochwertigeren Materialien ein, die dem aggressiven Abwasser Stand halten. Die Komponenten fertigt das Unternehmen aus Stahlguss und Edelstahl nach DIN und ANSI-Norm an. Um dem Abwassermarkt gerecht zu werden, gehören Absperrschieber in verschiedenen Ausführungen zum Portfolio LukrativeAufträgewartenaufdieArmaturenbranche. So lieferte zum Beispiel Sistag über 700 Armaturen – darunter Plattenschieber und Absperrklappen –fürdieAbwasserreinigungsanlageinBasel,Schweiz,die etappenweise bis 2025 in Betrieb geht. Die Anlagenerweiterung ermöglicht nicht nur eine höhere Kapazität, sondern auch eine optimierte Abwasserreinigung
Neben widerstandsfähigen Armaturen werden DigitallösungenfüreinemoderneWasserwirtschaftbenötigt – heute mehr denn je. Zahlreiche Unternehmen werden zum Teil von Wasser 4.0, der Revolution reinsten Wassers. Die Investitionen in die Entwicklung moderner SystemewerdensichamEnderechnen–fürdieZulieferer und die Anwender (dst)






Breite Material- und Produktauswahl mit entsprechenden Zulassungen für Wasserstoffanwendungen
• Absperrklappen
• Kugelhähne
• Sitzventile (für Sauerstoff)
• Messtechnik und Automatisierungskomponenten
ACHEMA 2024


PROCESS 5 | 2024 55 Branchen-SpecialWasser/Abwasser
A uma
Sitzventil GEMÜ 539
GEMÜ B22
Kugelhahn
GEMÜ
www gemu-group com
GEMÜ Lösungen für Wasserstoffanwendungen Absperrklappe
R471
Halle 8/Stand F4
ENERGIESPARENDE KLÄRSCHLAMMTROCKNUNG
Klärschlammtrocknung: RausmitdemPhosphor
PetraSchlachter Technische Redakteurin Harter
InÖsterreichsiehtderBundes-Abfallwirtschaftsplan 2017 unter anderem vor, dass bis 2030 bis zu 85 Prozent des Klärschlamms einer Phosphorrückgewinnung zuzuführen ist. Für die Herstellung von beispielsweise phosphorhaltigem Dünger aus Klärschlammaschen ist eine Monoverbrennung bzw Trocknung Voraussetzung Mit diesem Gesamtplan soll zum einen vermiedenwerden,dassMikroplastikundSchwermetall weiterhin in den Boden gelangen. Zum anderen kann der Phosphor als wertvoller Dünger verwendet werden. „Wir haben uns diesem Thema frühzeitig gestellt und habenheuteeineenergiesparendeKondensationstrocknungsamtausgeklügelterFördertechnikerfolgreichim Dauerbetrieb“, berichtet Johann Seiwald, Geschäftsführer beim Abwasserverband Großache Nord in Tirol.

Immer mehr Länder erlassen klare Vorschriften zur Trocknung oder Verbrennung von Klärschlamm. Dezentrale, individuelle Lösungen zur autarken Trocknung machen Kommunen unabhängiger. Kosten für Lagerung und Transport werden geringer. Das zeigt ein Pilotprojekt in Österreich mit Klärschlammtrocknung zur Rückgewinnung von Phosphor. Bild:
Zunächst einmal wurde eine Varianten- und Wirtschaftlichkeitsuntersuchung durchgeführt. Das damit beauftragte Ingenieurbüro verglich hierbei unter anderem mehrere Trocknungsverfahren miteinander VoraussetzungfürdieTrocknungistgrundsätzlich,dassder Schlammmechanischvorentwässertwird.Danachliegt der Wassergehalt bei 25 bis 30 Prozent. Ziel bei diesem Projekt war, den Schlamm einer Volltrocknung zu unterziehen, d. h. auf > 90 Prozent Trockensubstanz. Der Klärschlamm ist dann biologisch stabil. Um das gebundene Wasser nach der Entwässerung entziehen zu können, ist ein spezifischer Energieeinsatz erforderlich Und je trockener der Schlamm wird, umso mehr Energie ist notwendig, um die verbleibende Feuchte zu entziehen. Bei einem Trocknungsziel von über 90 Prozent istalsodasThemaEnergieaufwandenormwichtig–in der heutigen Zeit sowieso grundsätzlich.
EnergieundKosten
Als Ergebnis der Recherche wurde eine Hochtemperaturtrocknung nicht weiter in Betracht gezogen. Auch von Systemen, bei denen Prozessluft nach außen abgeführt wird und deshalb eine Abluftbehandlung erforderlich wäre, wurde abgesehen. Das Entstehen von gefährlichen Staub-Luft-Gemischen war ebenso ein Ausschlusskriterium. Der Blick richtete sich hier somit bereits auf die energiesparende KondensationstrocknungmitWärmepumpe.DieseTechnologieerzielteden bestenEnergiewertindiesemspeziellenhohenTS-Segment.Seiwalderläutert:„WirbetreibeninderbetreffendenKläranlageeineAufbereitungsanlagefürregionale Speisereste. Aus dem anfallenden Substrat wird Methangas produziert. Hieraus werden dann ca. 140 Prozent Eigenstrom erzeugt. Deshalb war es für uns noch naheliegender, in einen strombetriebenes Trocknungssystem zu investieren und den Strom aus den beiden vorhandenen BHKWs entsprechend zu nutzen.“ Auch arbeitet diese Art der Trocknung abluftfrei und bot das höchsteMaßanSicherheitinSachenExplosionsschutz. BeiderUntersuchungwurdeauchnochmalsdeutlich, dass eine Trocknung grundsätzlich wirtschaftlich notwendig und sinnvoll ist. Die Entsorgungskosten für
56 PROCESS 5 | 2024 Branchen-SpecialWasser/Abwasser
Hart er
VON
VERFASST
GmbH

Klärschlamm stiegen allein im Projektzeitraum um 20 Prozent an. Und die Betreiber rechnen mit weiteren PreissteigerungenindennächstenJahren.ImVergleich der Investitionskosten schnitt die Kondensationstrocknungebensogutab,dasieverhältnismäßiggeringund damit auch für kleinere Kläranlagen interessant sind Auch zukünftiger Aufwand für Wartung wurde als gering eingestuft. Durch die Trocknung würde sich die anfallende Menge Klärschlamm um 75 Prozent verringern. Damit fallen auch die Transportkosten zum Entsorger deutlich niedriger aus, was sich auch positiv auf die Senkung der CO2-Emissionen auswirkt.
NebenalldiesenAspektenkamennatürlichnochanderewichtigeFaktorenwieTechnik,Wirtschaftlichkeit, Emissionen und Logistik hinzu. Auch Brand- und Explosionsschutz waren wichtige Themen Ebenso spieltendieBelangederBehördenundderhierzuständigen Techniker eine große Rolle. Ihre Anforderungen konnten im Vorfeld des Projektes abgestimmt werden Am EndefieldieEntscheidunginSachenTrocknungaufdie Wärmepumpen-basierende Kondensationstrocknung, die bei niedrigem Energiebedarf hohe Leistungen erbringt und auch sonst noch einige Vorteile mit sich bringt.
BesondereAnforderung:HoheAuslastung imWintersportgebiet
Der Tiroler Abwasserverband Großache Nord betreibt dieKläranlageErpfendorf,inderdieAbwässervondrei Gemeindenmitcirca25.000Einwohnerngereinigtwerden.Erpfendorfliegtineinertouristischstarkerschlossenen Region. In der Wintersaison kommen sehr viele Wintersportgäste, im Sommer Familienurlauber, Bergund Radsportbegeisterte. In dieser Zeit steigt die PersonenanzahlauffastdasDoppeltean–undsomitauchdie Abwassermenge.DasgaltesbeiPlanungundAuslegung der Gesamtanlage zu berücksichtigen.
NachdemdieTirolerLandesregierungeinenentsprechenden Bewilligungsbescheid erteilt hatte, beauftragte der Abwasserverband zunächst einmal den Generalunternehmer Sonnek Engineering aus Wien mit der GesamtplanungdiesesGroßprojektes.Dieserwiederum holtesichdieTechnologiepartnerSiagK Seidnitzerund Harter ins Boot. Siag war für die Fördertechnik zuständigundHarterfürdieTrocknung Gemeinsamrealisierten sie eine energiesparende Klärschlamm-Bandtrocknung mit ausgeklügelter Fördertechnik. Durch die konstruktive und innovative Zusammenarbeit der verantwortlichen Firmen und des Projektleiters Sonnek wurden alle wichtigen Schnittstellen wie Planung, Engineering, Fertigung, Montage, Inbetriebnahme und Service optimal aufeinander abgestimmt.
AusgeklügelteFördertechnik
DerNassschlammwurdebisher–undwirdauchweiterhin – in einer offenen, aber überdachten Halle zentral auf dem Gelände der Kläranlage deponiert. „Diese Halle bot ausreichend Platz für die Trocknungsanlage, die letztlichdortauchinstalliertwurde“,erläutertReinhold Specht, geschäftsführender Gesellschafter bei Harter Auch um die Halle herum ist genügend Platz, um die Transportcontainer anzuliefern und abzufahren.
InderPraxissiehtdieLösungheutefolgendermaßen aus. Der ausgefaulte Schlamm wird auf der Kläranlage
Kleiner Riese
Kleines Format, technischer Riese: Der TOC-1000e ist der neue Prozess-Analysator für die Online-Analyse von Reinstwasseranwendungen. Effizient, hochempfindlich und anwenderfreundlich bedient er die Erwartungen der pharmazeutischen Industrie, der Halbleiter- und Präzisionsfertigung
Bahnbrechende Technologien wie „Active-Path“-Flusslinie und umweltfreundliche UV-Excimer-Lampe
Kleinste Standfläche und kleinstes Aufmaß für eine flexible Installation als Tisch-, Wand- oder Stativgerät
Größtes Farb-Touchpanel vereinfacht Bedienung und Datenmanagement
Einhaltung gesetzlicher Auflagen der Arzneimittelbücher und 21 CFR Part 11t
www.shimadzu.de/ toc-analysis/etocseries








PROCESS 5 | 2024 57 Branchen-SpecialWasser/Abwasser
Learn more!
Um in den nächsten Jahren den Stoffkreislauf Phosphor zu schließen, sollen Klärschlämme für die Wiedergewinnung von Phosphor recycelt werden
mittelszweiSchneckenpressenmechanischentwässert. Nach der Entwässerung fördern zwei Schnecken den Schlamm in den so genannten Nassschlamm-Annahmebunker mit dosierbarem Austragsboden Fünf FörderschneckenbringendenSchlammineinequerliegendeSammelförderschnecke.Vondortausgelangterüber eineSchrägförderschneckevonobenindieTrocknungsanlage und wird auf den gewünschten TS-Gehalt getrocknet.NachderTrocknungwirddasTrockengutüber eine Schrägförderschnecke wieder nach oben zu einer reversierbarenHorizontalförderschneckegefördert.An jedemEndebefindetsichüberzwischengeschalteteZellenradschleusen je eine horizontale Verteilschnecke Diese sind höhenverstellbar über den zwei Transportcontainern angebracht und haben je drei Ausläufe, um die Container gleichmäßig zu beschicken. Insgesamt werdenzweiTransportcontainermitje34Kubikmetern Inhalt eingesetzt. Diese werden abwechselnd mit Trockenschlamm beschickt, der danach zur Deponie bzw Verbrennung gebracht wird.
Mithilfe von Verwiege-Einrichtungen lieferte Siag eine Lösung für die komplexe Fördertechnik. Die Verwie-
FürdieHerstellungvon phosphorhaltigemDüngeraus Klärschlammaschenisteine Monoverbrennungbzw.Trocknung Voraussetzung.
ge-Einrichtungen steuern sowohl den Füllstand im Nassschlamm-Annahmebunker, der wiederum die Beschickung des Trockners steuert, als auch die optimale Beschickung der Transportcontainer
Kontinuierlichundschnelltrocknen
Das Trocknungssystem ist ein Bandtrockner mit zwei horizontal angeordneten Bändern und fünf Modulen
Die gesamte Anlage ist 11,3 Meter lang, 3,2 Meter hoch und 2,4 Meter breit. Der Schlamm gelangt über einen TrichteraufdasobereBandunddurchläuftalleModule
Am Ende wird das Band umgelenkt. Der Schlamm fällt auf das untere Band und durchläuft abermals die gesamte Länge des Trockners. Die Bandgeschwindigkeit isteinstellbar InsgesamtdreiSensorenüberwachendie Schütthöhe auf beiden Bändern. Die fünf Module sind direkt miteinander verbunden und bilden so ein kompaktes System. Jedes Modul verfügt über ein eigenes Umluftsystem. Die eigens für Harter konzipierten UmluftventilatorenerzeugeneineLuftgeschwindigkeitvon maximal 37.500 Kubikmeter pro Stunde.
DieinjedemModulintegrierteEntfeuchtungseinheit stellt die erforderliche Prozessluft bereit und ist auch für den Kondensationsprozess verantwortlich Der Bandtrockner ist für eine anfallende Menge Schlamm von 2.200 Tonnen Schlamm pro Jahr ausgelegt. Da es sichumeinmodularesSystemhandelt,istderTrockner jederzeit erweiterbar Die Steuerung des gesamten BandtrocknungssystemserfolgtdurcheinHMI-BedienPanel am Schaltschrank der Anlage. Die Anschlussleistung der gesamten Anlage beträgt 120 Kilowatt.
Specht erklärt: „Für die Trocknung des Schlammes wird ein spezielles Niedertemperaturverfahren eingesetzt, das wir vor über 30 Jahren entwickelt haben. Die Kondensationstrocknung mit Wärmepumpe ist ein hocheffizientesVerfahren,dasinTemperaturbereichen von 20 bis 90 °C energiesparend trocknet.“ Im Falle Erpfendorf läuft die Trocknung bei 40 °C ab Die Trocknungszeitiststeuerbarundbeläuftsichstandardmäßig auf zwei Stunden. Der Trockensubstanz-Gehalt des SchlammesliegtvorderTrocknungbei18bis26Prozent und am Ende bei ca. 90 Prozent. Die Wasserentzugsleistungliegtbeimax.7,5TonnenproTag Sieentspricht somitdenVorgabenvonsechsbisachtTonnenproTag
Die für die Trocknung benötigte Prozessluft ist extrem trocken und damit ungesättigt. Physikalisch bedingt nimmt sie die Feuchte des Schlammes gut und schnell auf Anschließend wird die Luft gekühlt, das Wasser kondensiert aus und wird dem Zulauf zur Kläranlagezugeführt.DieTrocknungsanlageisteinenergetischundlufttechnischgeschlossenesSystem.Deshalb ist keine Abluftbehandlung erforderlich. Der geschlossene Kreislauf macht diese Art der Trocknung auch unabhängig von jahreszeitlichen oder klimatischen Schwankungen und bietet somit eine hohe Prozesssicherheit.
Seiwald resümiert zufrieden: „Die Entscheidung des Verbandes, den Klärschlammtrockner mit der Firma Harter zu realisieren, hat sich für uns als optimal erwiesen. Die Zusammenarbeit hat sich durch hohe QualitätundFachkompetenzausgezeichnet.DasCredoder ausführenden Firmen, immer auf das beste Ergebnis zielstrebighinzuarbeiten,hatzumgroßenErfolgdieses Projektesgeführt.AlsBetreiberderKläranlagesindwir damit für die Zukunft bestens aufgestellt.“ (agk)
58 PROCESS 5 | 2024 Branchen-SpecialWasser/Abwasser
Bild: © v cha lupst ock.adobe. c o m
Wir sehen uns auf der IFAT München 2024
IFAT München 2024
13 bis 17 Mai

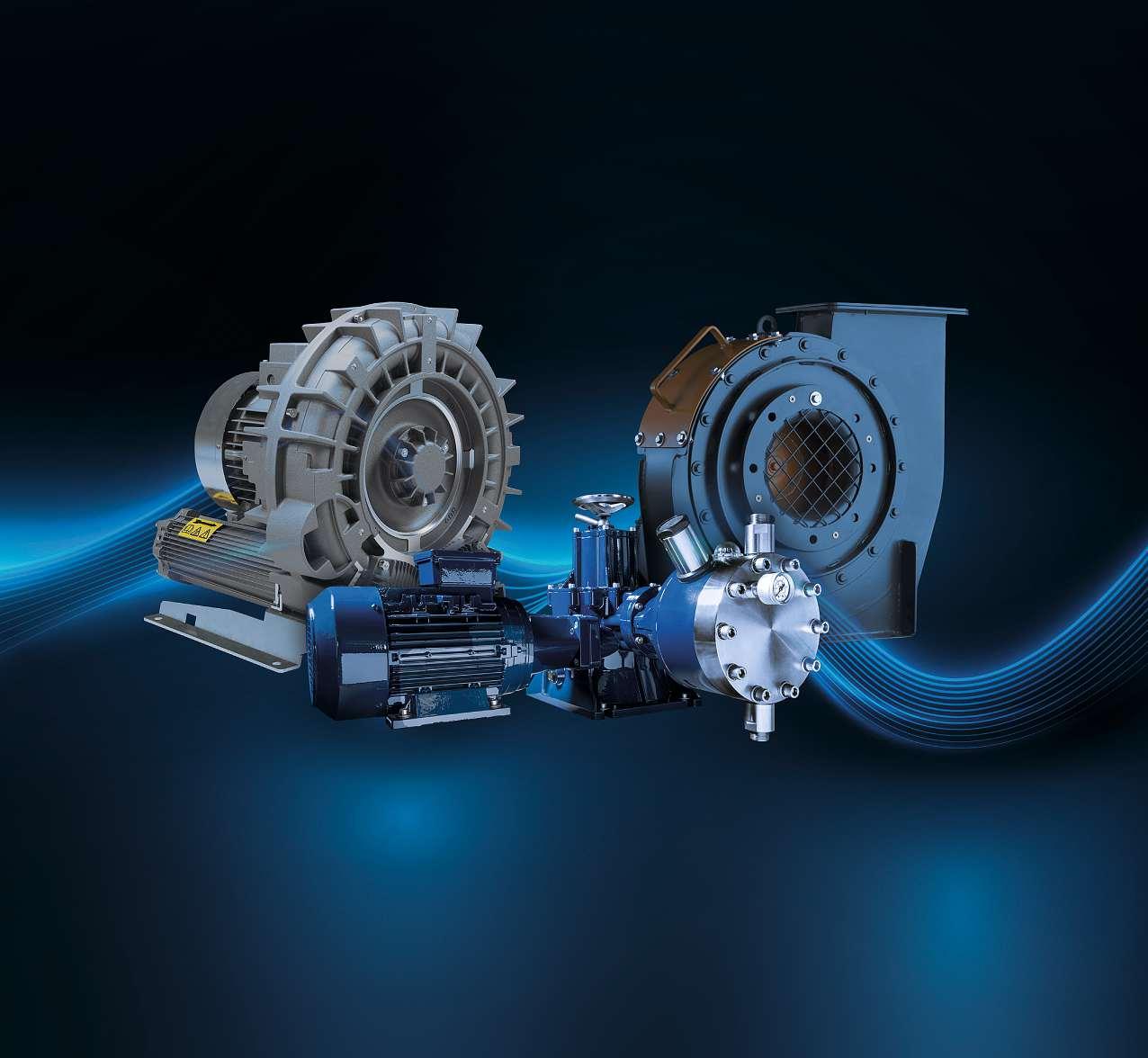
FPZ wird auf der IFAT-Messe in München
am Stand A3, Stand 233, vertreten sein.
Komm vorbei und entdecke unser Produktsortiment
Finde mehr heraus, kontaktiere uns unter vertrieb@fpz com

SIMPLIFIED FLUID HANDLING
wwwfpz com
Seitenkanalverdichter
Dosierpumpen
Industrieventilatoren
Special Projects
ERFAHREN SIE
MEHR ÜBER UNSERE
LÖSUNGEN
MISCHER
KlärmschlammfürdieVerwertungkonditionieren:Sogeht’s

InderKläranlageBottropundumliegenden KlärwerkenfallenJahrfürJahr220.000Tonnen Klärschlamm an. Um einen optimalen thermischen Prozess zu gewährleisten, muss dieser Klärschlamm vor der Verbrennung konditioniert werden. Im Fokus steht dabei der Trockensubstanzgehalt (TR-Gehalt). Ein bestimmtes Mischverhältnis von feuchtem und getrocknetem Klärschlamm sowie eine gute Homogenität sind für die Qualität der thermischen Verwertung also entscheidend. Hinzu kommen AnforderungenandieStrukturdesMaterials Füreinen optimalen thermischen Prozess muss eine definierte Stückigkeit erreicht werden Als geeignetes Verfahren für die Konditionierung des Klärschlamms erwies sich die Ver-
mischung und Strukturierung in einem Pflugschar-Mischer Typ KM DW von Lödige Maschinenbau. Die Maschine ist für den kontinuierlichen Betrieb ausgelegt und basiert auf dem von Lödige in die industrielle Mischtechnik eingeführten Wirbelbettverfahren, das eine sehr gute Durchmischung gewährleistet. Die speziell entwickelten Schaufeln rotieren wandnah in einer horizontalen Trommel und erzeugen dabei ein Wirbelbett. Der Prozess ermöglicht eine hohe Homogenität bei konstanter Reproduzierbarkeit. Konkret kommen in der KläranlageBottropzweiPflugschar-Mischerdes TypsKM600DWzumEinsatz. Ifat:HalleA2, Stand 129 www.loedige.dem
SmartePumpenundRührwerkebringenBewegunginsAbwasser
Pumpenfürinsbesondereschmutzbeladene Abwässer müssen mehr können als „nur“ flüssige Medien fördern – das weiß auch Tsurumi,bisherhauptsächlichalsHersteller vonSchmutzwasser-Tauchpumpenbekannt. Das Unternehmen bringt zur IFAT smarte Abwasserpumpen und Tauchrührwerke, etwa Rührwerke der MMR-Serie zum Mischen, Rühren, Auflösen und Belüften. Mit Motoren bis 7,5kW und Dreiblattpropellern bis 650mm Durchmesser bewältigen sie Wasserdichtenbis1.100kg/m3 DieAggregate sind mit Tsurumis TRN-Tauchbelüfter kombinierbar Mit der neuen CZ-Serie will TsurumidenMaßstabbeiAbwasserpumpen bis15kWneudefinieren.Siewurdespeziell
fürWassermitschwierigenundhartenFeststoffenentwickelt.DerHerstellerrealisierte dafüreineShredder-Konstruktionmitherzförmiger Ansaugplatte und scharfem Scherenmechanismus, der ein Verstopfen der Pumpe verhindern soll.
Diese und weitere Aggregate sogar von Fremdherstellern verknüpft Tsurumi-Connect:eineneue„smarte“Elektronik,diedas Funktionieren des angeschlossenen Geräts überwacht. Individuelle Programme übernehmen die Steuerung und geben Nachricht, wenn Leistungsdaten erreicht sind, das Gerät bewegt wird oder Fehlfunktionen auftreten. Mit seiner kompakten AbwasserhebeanlageTsuruboxdemonstriertTsurumi
Thomapren®-EPDM/PP-

denEinsatzliveamStand.Dortlaufenauch Pumpen wie der Flachsauger LSC in neuesterVersion,derWasserbisaufeinenMillimeter Restpegel aufnimmt, im nassen Demobetrieb Ifat: Halle B1, Stand 444 www.tsurumi-global.com
www.rct-online.de
Elastischer Pumpen-, Pharma- und Förderschlauch für höchste Ansprüche
• High-Tech-Elastomer EPDM/PP: Temperaturbeständig bis +135 °C, UV-beständig, chemikalienresistent, niedrige Gaspermeabilität
• Für Schlauchquetschventile und Peristaltikpumpen: Bis zu 30 mal höhere Standzeiten gegenüber anderen Schläuchen
• Biokompatibel und sterilisierbar: Zulassungen nach FDA, USP Class VI, ISO 10993, EU 2003/11/EG
Reichelt Chemietechnik
GmbH + Co.
Englerstraße 18
D-69126 Heidelberg
Tel 0 62 21 31 25-0
Fax 0 62 21 31 25-10
rct@rct-online.de
60 PROCESS 5 | 2024 Branchen-SpecialWasser/Abwasser
Geb rüder Lödige Maschinenba u GmbH PUMPEN
Bild:
T surumi
Bild:
Schläuche – FDA konform
PFAS AUS WASSER ENTFERNEN
SolassensichPFASdankIonentauscherausWasserentfernen
Die als PFAS bekannten Per- und Polyfluoralkyl-Substanzen sind derzeit extrem umstritten. Während die EU damit liebäugelt, einfach alle derartigen Stoffe auf einen Schlag zu verbieten, suchen andere nach Wegen, PFAS etwa aus Wasser- und Abwasserströmen zu entfernen. Dabei können Ionentauscher einen möglichen Weg aufzeigen: So erweitert Lanxess sein Sortiment von Selektivharzen zur effizienten Entfer-
TURBOGEBLÄSE
Fürgetauchte Belüftungen

Zu jedem getauchten Belüftungssystem in der Abwasserreinigung gehört eine Druckluftzufuhr, um die Luft für den Austritt unter der Wasseroberfläche zu komprimieren. Für dieseAnwendunghatInventein fortschrittliches Turbogebläse entwickelt und „state-of-theart“-Fertigungstechniken umgesetzt, die es ermöglichen, Gebläse an die Anforderungen der jeweiligen Kläranlage anzupassen, um Energieverbrauch und Betriebsbereich für den Prozess zu optimieren. Das Iturbo-Gebläse ist ein Radialverdichter in ein- oder zweistufiger Ausführung DerVerdichterwirddirekt von einem Hochgeschwindigkeits-Permanentmagnetmotor angetrieben.DieMotorkühlung erfolgt durch ein Zwei-WegeLuftkühlsystem.DadasKühlsystem unabhängig von der Prozessluftist,kanndasGebläsebei Temperaturen von über 50°C eingesetztwerden.Ifat:HalleA2, Stand 327/426 www.invent-uvde
nung von Schadstoffen mit einem makroporösen Anionenaustauscherharz. Das MaterialmitdemNamenLewatitMonoPlusTP 109 ist speziell zur effizienten Entfernung von Schadstoffen wie per- und polyfluorierten Alkylverbindungen (PFAS) aus Wasser abgestimmt,sodieEntwickler Nebenseiner hohen Selektivität zeichnet sich das makroporöse Harz durch eine vorteilhafte Kinetik und hohe Foulingresistenz aus. Die einheit-





lichePerlengrößesorgtfüreineverbesserte Hydraulik. Es kann mit etablierten Regenerationschemikalien wie Methanol und Natriumchlorid regeneriert werden. Das Material kann neben unterschiedlichen PFAS auchkomplexeAnionenwieNitrat,Bromat, Chlorat und Perchlorat binden. Selbst die Chloratentfernung aus konzentrierter Natronlauge ist möglich. www.lewatit.de









































MACHT AUS WENIG STROM VIEL STRÖMUNG.























Besuchen Sie KSB auf der IFAT Munich 2024 Halle B1, Nr 227/326

































































Mit AmaProp von KSB bleiben Prozesse einfach in Bewegung: Das Tauchmotorrührwerk ist ein echter Experte, wenn es um Effizienz, Zuverlässigkeit und Betriebssicherheit geht.
Lassen Sie sich überzeugen: www ksb de
Branchen-SpecialWasser/Abwasser
Bild: In v ent
BELÜFTUNG
EffizienzsteigerungenperClusterinKlärwerksbetrieben
Klärwerksbetriebe stehen zunehmend vor derHerausforderung,ihrevorhandenenBelüftungssysteme an den tatsächlichen Bedarf anzupassen. Die Betreiber wappnen sich zunehmend für saisonale Schwankungen der Abwassermengen oder für Einzelereignisse wie Starkregen, um in Zukunft schneller auf Veränderungen reagieren zu können. Hinzu kommt der Trend, dass sich mehrere Klärwerke und Betreiber zusammenschließen,umgemeinsamAnlagenmit höherer Effizienz und flexibler auszulegen GemeinsamprofitierensievonSkaleneffekten und senken ihre Betriebskosten.
Für kleine Kommunen bzw Anlagen mit niedrigemAbwasseraufkommensindDrehkolbengebläse oder Schraubenverdichter eine bewährte Technik zur Abwasserbelüftung Sie sind ideal für niedrige bis mittlere Belastungenausgelegtundlassensichflexibel an den aktuellen Bedarf anpassen. In größeren Kommunen und Städten sind die Belüftungssysteme allerdings nicht immer bedarfsorientiert ausgelegt, da sie mitunter vor langer Zeit geplant und eingesetzt wurden und mit Technologien arbeiten, die nicht mehr den wirtschaftlichen und umweltgerechtenAnforderungenentsprechen.
Die Folge: falsche Dimensionierungen oder Einstellungen führen zu erhöhtem EnergieverbrauchundzueinerschlechterenAbwasserbehandlung
Mittlerweile werden auch verschiedene Aggregate zu Clustern zusammengefasst, um die Abwasserbehandlung für mittlere und größere Städte zu optimieren. Dazu gehören teilweise unterschiedlichste Belüftungseinheiten wie Schraubenkompressoren, Gebläse oder Turbokompressoren. Im Betrieb werden bei geringerem Bedarf die

kleineren Einheiten zuerst gestartet – erhöht sich der Verbrauch, schalten sich größere Aggregate zu.
Eine solche bedarfsorientierte Belüftungsmöglichkeit bieten auch die neuentwickelten Turbokompressoren von Continental Industrie aus Dormagen. Die neue Serie mit der Modellbezeichnung TCB-08 oder -012 deckt ein Leistungsspektrum von 5.000-12.000Nm3/h ab Die Einheiten sind kompaktundbietendankmechanischerÖlpumpe einen verzögerungsfreien Prozessstart. Hochwertige Keramikkugellager sorgen bei hohen Drehzahlen für eine geringe ReibungundWärmeentwicklung,einehohe Korrosionsbeständigkeit und insgesamt für geringeren Verschleiß. Sie lassen sich entweder mit der größeren Turbokompressorserie THC von Continental kombinieren
(Leistungsbereichbis35.000Nmm3/h)oder mit anderen Aggregaten. Dadurch schließt Continental die Lücke für alle Leistungsspektren.
DieTCB-KompressorensindmitVor-und Nachleitapparat ausgestattet, um eine effiziente Luftverteilung vorzunehmen, Druckschwankungen zu reduzieren und Energie einzusparen. Durch die präzise Anpassung von Parametern wie IGV, VDV und anderen Betriebsparametern lässt sich der Close-tosearch Punkt dieser Komponenten definieren, um die benötigte Luftmenge bei minimalen Energieverlusten und höchster Effizienzbereitzustellen.MitderSteuerungund Überwachung des Betriebspunktes erhöht sichauchdieLebensdauerdesKompressors. Ifat: Halle B3, Stand 333 www continental-industrie.de
PUMPEN
EffizientwiebeiderInstallation:DiesePumpehältsichperFernzugrifffit
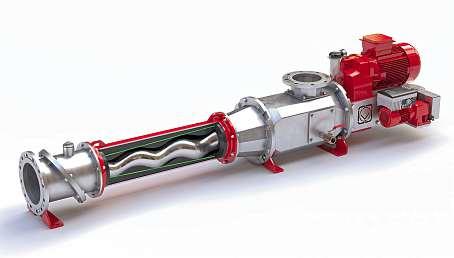
Kläranlagen, die aufgrund ihrer anspruchsvollen Verfahrensschritte einen hohen Anteil am kommunalen Stromverbrauch haben, sind auf energieeffiziente und zu-
gleich leistungsstarke Techniken angewiesen. Verschleißgehtdaaufgrundvon IneffizienzenschnellinsGeld, weswegen Vogelsang die Exzenterschneckenpumpe mit einemperFernwartungnachstellbaren Rotor ausrüstet. Die Pumpe zeichnet sich durch eine konische RotorStator-Geometrieundeincleveres Einstellsystem aus. Durch formgenaues Nachstellen des Rotors wird Verschleiß kompensiert. So ist eine konstante Förderleistung bei hohem Wirkungsgrad sichergestellt –ohne kosten- und zeitaufwändigen Teile-
wechsel. Über eine Statusanzeige kann sich der Anwender zugleich kontinuierlich und in Echtzeit über den Zustand der Pumpe informieren.SomitsindWartungseinsätzebei der Pumpe seltener nötig und besser planbar Ist die Hicone mit der automatischen NachstellungausgestattetundmitderFernwarteverbunden,kannderRotorbeiBedarf von der Leitwarte aus nachgestellt werden. Davon profitieren insbesondere Kläranlagenbetreiber mit Pumpen im Remote-Einsatz – beispielsweise in Pumpstationen, die meistnichtdurchFachkräftevorOrtbetreut werden. Zudem ist die Hicone für höhere Drücke von bis zu zwölf bar ausgelegt. Ifat: Halle B1, Stand 347/446 wwwvogelsang.info Bild: V ogelsa ng
62 PROCESS 5 | 2024 Branchen-SpecialWasser/Abwasser
Bild: C o ntinenta l Industrie

ECHTZEITÜBERWACHUNG FÜR KLÄRANLAGEN DurchblickinEchtzeit
Der Zulauf des Dekanters in der Abwasserbehandlung ist permanent Änderungen unterworfen – Temperatur, Niederschläge und die Art des angesiedelten Gewerbes habenEinflussaufdieZusammensetzung DerDekanter muss immer wieder angepasst werden, um am optimalen Betriebspunkt zu arbeiten. Das bedarf täglich mehrerer Proben zur Überprüfung des wichtigsten Wertes: derTrockensubstanzdesFeststoffs.JedochliegtderWert jeweils erst nach einer halben Stunde vor Zeigt dieser, dassdieRegelungdesDekantersoptimiertwerdenmuss, hat man bereits Zeit verloren. Das will Gea mit der EchtzeitüberwachungIntellicantändern,dieDekanterautomatisiertundoptimiert.AlsUpgrade-Kitfürbestehende Gea-Systeme entwickelt, soll damit der Dekanter automatisch am Betriebsoptimum gefahren werden Im Ergebnis bedeutet das für die Betreiber höhere Trockensubstanzwerte,wenigerAufwand,wenigerEntsorgungskosten und hohe Prozesssicherheit Intellicant besteht aus einem Sensorpaket und einer Software, dem „Virtual Operator“ Die Sensoren überwachen in Echtzeit die Feststoffkonzentration des Zulaufs, die Trübung des Zentrats und die Trockensubstanz im Austrag Diese SensordatenwerdenperlokalerNetzwerkverbindungan den Virtual Operator übertragen. Die Software ist in die vorhandeneAnlagensteuerungdesDekantersintegriert und reagiert automatisch auf die eingehenden Daten. Ifat: Halle A1, Stand 451 www.gea.com

zunehmenden Größe assertransportsystemen auch die Volumenströme damitdieerforderlichen Pumpengrößen stetig anwachsen. Um dieser Entwicklung Rechnung tragen,hatKSBdieBaueihe RDLO von 21 Baugröauf 33 erweitert. Dabei elt es sich um längs geteilte Spiralgehäusepumpen, deren Haupteinsatzgebiet der Transport von sauberem Wasserist.DieseBaureihewirdvorallemaufgrundihrer Langlebigkeit in Pumpstationen auf der ganzen Welt eingesetzt. Erreicht werden die hohen Standzeiten durch ein Gehäuse mit Doppelspirale, welches die Radialkräfte kompensiert und einem doppelflutigen Laufrad, das die Axialkräfte ausgleicht. So werden die großzügigdimensioniertenLagernurminimalbelastet.
Hohe Wirkungsgrade garantieren laut Hersteller niedrigeEnergiekostenüberdieLaufzeit.Servicefreundlichkeit spielte bei der Konstruktion eine wichtige Rolle Mit der Baureihenerweiterung lassen sich jetzt Fördermengenvonbiszu20.000m³inderStundeundFörderhöhen bis zu 300m realisieren. Ifat: Halle B1, Stand 227/326 www.ksb com
BEILAGENHINWEIS
Dieser Ausgabe liegen Beilagen der Firma
RCT Reichelt Chemietechnik GmbH & Co., Heidelberg,
sowie zum Teil von MEORGA GmbH, Nalbach, bei.
Wir bitten freundlichst um Beachtung.





























PROCESS 5 | 2024 63 Branchen-SpecialWasser/Abwasser NEU Drucklose Erzeugungvon Chlordioxid EASYZON L/M/H Chlordioxidanlagen5–2000g/h info@lutz-jesco.com www.lutz-jesco.com Besuchen Sie uns auf der IFAT 2024 13. – 17.05. in München Halle B1 | Stand 220 - super Preise
alle Größen ab Lager
schnellste Lieferung
Vergleichsliste für alle gängigen Typen Top Qualität zu fairen Preisen skv-tec.de Seitenkanalverdichter � � � � � � � � !
-
-
-
PUMPEN
Bild: KSB SE & C o K GaA, F r ank enth a l
MaßgeschneidertfürWasser
DossierszurACHEMA






process.de/whitepaper

AUSDER SPRÜCHEKÜCHE „Expertensind Leute,diesich nachRegeln irren.“
Paul Valéry, französischer Lyriker, Philosoph und Essayist, (1871-1945)
C o mmo ns
Bild: © Pierr e Choumo ff/ R ogerV iolle t; Public do m ain , v ia W ikimedia
BilddesMonats

WannkommtdennnundiePumpezumAusdrucken?FüreineneuePodcast-Folgebesuchtenwir denKreiselpumpenspezialistenKSBundfragten nach,obesdasschonwiedermitdem3D-DruckHype war Marco Godenschwege, Regional President Central Europe und Verantwortlicher für die Nutzung der Additiven Fertigung, hat seine ganz eigene Sicht der Dinge: 2024 liefert die additive Fertigung auch anspruchsvollere Komponenten, die den hohen Ansprüchen der Prüforganisationen genügen Ob als Prototyp, als hochbeanspruchtesBauteiloderzurProduktion eigentlichbereitsabgekündigterErsatzteile–die Einsatzmöglichkeitensindebensoendloswiedie möglichen Geometrien Jetzt müssen nur noch die Anwendungen folgen
DiesenundzahlreicheweiterespannendePodcastfolgenzuTrendthemeninder ProzessindustriefindenSieauf: process.de/process-podcast
WusstenSie,dass…?
einerderbedeutendstenBegründerderChemiealsklassische Naturwissenschaft vor 230 Jahren ein trauriges Ende fand? Der französische Chemiker Antoine Laurent LavoisiererklärteerstmalsdenVerbrennungsprozesswissenschaftlichundwiderlegtediedamalsvorherrschende Phlogistontheorie, er fasste den Elementbegriff neu und trugwesentlichzurrationellenchemischenNomenklatur bei WährendderFranzösischenRevolutionwurdeeraufgrund seiner Rolle als Steuereinnehmer angeklagt und als Erpresser bezeichnet In einem Schauprozess zum Todeverurteilt,starberam8 Mai1794durchdieGuillotine Dem fanatischen vorsitzenden Richter des Revolutionstribunals Jean-Baptiste Coffinhal (1762–1794) wird oft der Ausspruch in den Mund gelegt: „Die Republik brauchtwederWissenschaftlernochChemiker DerLauf der Justiz darf nicht aufgehalten werden “
64 PROCESS 5 | 2024 Process-Community
Bild : PR OCESS
Bild: ©Oleksandr P okusaist oc k.adobe. c o m
DECHEMA-FORUM
FunktionaleMaterialien–ohnegeht esnicht

Dr.FlorianPaul
Wissenschaftlicher Fachreferent Dechema e.V
Poröse Materialien, bei denen wenige Gramm Substanz in ihrem Inneren die OberflächeeinesganzenFußballfeldsenthalten;Werkstoffe,diekleineSchädenan derOberfläche„vonselbst“heilen;Klebeverbindungen,diefesthaften,solangedas gewünscht ist, aber sich bei Bedarf lösen lassen – die Welt der Materialien ist vielfältig und faszinierend Viele von ihnen spielen in der Verfahrenstechnik oder in unseremAlltageineherausragendeRolle, ob als Katalysatorträger, Adsorbentien, Filter, Klebeverbindungen oder Dichtungen Funktionale Materialien und das Wissen über ihre Herstellung, Nutzung und Wiederverwertung machen die Erschließung zahlreicher Verfahren möglich, die in der industriellen Transformation dringend gebraucht werden Gleichzeitig ist eine enorme Expertise überVerfahrens-undReaktionstechniknotwendig,umsiemitgenaudenrichtigen Spezifikationen und Funktionalitäten herzustellen und in die Nutzung zu bringen
DeshalbgehörenfunktionaleMaterialienseitjeherinsPortfolioderDechema MitderGründungderFachsektionFunktionaleMaterialienwirddiesseitletztemJahrauchnachaußensichtbar DieGremienundThemenderFachsektion sind breit gefächert; gemeinsam ist ihnen, dass sie das Thema Funktionale Materialien nicht nur bearbeiten, sondern auch in der Forschungslandschaft besser sichtbar machen wollen Dazu sollen die neuen Strukturen beitragen –wer mitmachen möchte, hat die Gelegenheit, sich aktiv in der Fachsektion zu engagieren und den Funktionalen Materialien eine Stimme im Chor der chemischen Technik und Biotechnologie zu verleihen!
Infosunter:https://dechema.de/FS Funktionale Materialien
www.process.de
Leserservice
process.de/hilfe oder E-Mail an vertrieb@vogel.de mit Betreff „Process“ Gerne mit Angabe Ihrer Kundennummer vom Adressetikett: *0001234567*
Redaktionsservice
Kontakt zur Redaktion: Tel. +49 931 418-2333 fachmedien@vogel.de
Chefredakteur:
Dipl.-Chem. Dr Jörg Kempf (kem), V i.S d.P
Redaktion:
B.A. Wolfgang Ernhofer (wer)
Dipl.-Biol. Anke Geipel-Kern (agk)
B.Eng Dominik Stephan (dst)
Manja Wühr (wüh)
Content-Managerin:
Doris Popp (dpo)
Freie Mitarbeiter:
Dipl.-Ing Sabine Mühlenkamp (müh)
Alexander Stark (ast)
Layout:
Alexandra Geißner
Schreibweisen, Firmen- und Produktnamen: Wir halten uns generell an die Schreibempfehlungen des Dudens.
Haftungsausschluss:
Für den Inhalt der einzelnen Artikel sind die jeweils benannten Autoren verantwortlich, er spiegelt nicht zwangsläufig die Meinung der Redaktion wider Eine Haftung für die Richtigkeit der Veröffentlichungen kann trotz sorgfältiger Prüfung nicht übernommen werden. Kein Teil dieser Publikation darf ohne ausdrückliche schriftliche Genehmigung in irgendeiner Form reproduziert oder unter Verwendung elektronischer Systeme verarbeitet, vervielfältigt oder verbreitet werden.
VerkaufvonMedialeistungen
Director Sales:
Annika Schlosser Tel. +49 931 418-2982 sales@vogel.de
Auftragsmanagement: auftragsmanagement@vogel.de
Abonnement
Bezugspreis (inklusive Versandkosten):
Inland: jährl. 176,90 €
Ausland: jährl. 195,50 €
Einzelheft: 19,90 €
Verbreitete Auflage:
Angeschlossen der Informationsgemeinschaft zur Feststellung der Verbreitung von Werbeträgern – Sicherung der Auflagenwahrheit.
Aktuelle Zahlen: www.ivwde
ISSN 0946-2856
Whitepaper-Tipp
SmartManufacturinginderPharmaindustrie
Wenn Sie wissen wollen, wie ein pharmazeutisches Produkt, für das bisher ein bis zweiMonateProduktionszeitbenötigtwurden,nunnachzweiTagenfertigseinkann, habe ich einen Tipp für Sie Zudem erfahren Sie, wie das industrielle Internet der Dinge die pharmazeutische Produktion verbessern kann, wie der Pharmaindustrie die personalisierte Produktion ohne Effizienzeinbußen gelingen kann, sowie acht Aspektefürdieflexible,papierloseBiopharma-Zukunft KlickenSiesichdurchunsereaktuellen,kostenlosenPharma-WhitepaperundschlauenSie sichauf Unterwww process de/whitepaperfindenauchSiemit Sicherheit ein thematisch passendes Whitepaper für sich

WolfgangErnhofer Redakteur
wolfgang.ernhofer@vogel.de




Vogel Communications Group GmbH & Co KG
Max-Planck-Str 7/9, 97082 Würzburg
Tel. +49 931 418-0
wwwvogel.de
Beteiligungsverhältnisse:
Persönlich haftende Gesellschafterin:
Vogel Communications Group Verwaltungs GmbH
Max-Planck-Straße 7/9, 97082 Würzburg
Kommanditisten:
Dr Kurt Eckernkamp GmbH, Nina Eckernkamp, Klaus-Ulrich von Wangenheim, Heiko Lindner, Axel von Kaphengst
Geschäftsführung:
Matthias Bauer (Vorsitz), Günter Schürger
Druck:
Vogel Druck und Medienservice GmbH
97204 Höchberg
Copyright:
Vogel Communications Group GmbH & Co KG
PROCESS 5 | 2024 65 Process-Community
IMPRESSUM
: Dechema
Bild
HighlightsPROCESS6-2024
ImnächstenHeftlesenSie:
DassinddieTop-TrendsderAchema
Die Weltleitmesse der Chemie kehrt 2024 zurück nach Frankfurt, und wir nehmen Sie mit zu den spannendsten Trends, Ausstellern und Entwicklungen – von Wasserstoff-Visionen bis Technologie-Trends! Selten war eine Achema so digital, so grün und so spannend wie 2024
Wärmeübertragerkönnenmehr
Heiße Sache: Wärmeübertrager sind mehr als nur Energieschlucker: Richtig eingesetzt, sind die Aggregate effiziente Prozess-Enabler, die mit Langlebigkeit und Leistung glänzen. Wie Sie mehr aus Wärmetauschern heraus holen und Prozesseffizienz mit Nachhaltigkeit versöhnen, lesen Sie im Juni!
Gutgepresstisthalbgeheilt
Damit aus Rezepturen Produkte werden, braucht die Pharmaund Nutritionbranche die passenden Technologien Gefragt sind integrierte Lösungen für den gesamten Produktionsprozess Schlank designt, schnell in der Prozessführung und Umrüstung – wie diese Lösungen aussehen? Wir verraten es.
PROCESS 6-2024 erscheint am 3 Juni.

Zwischen Mega-Investments in „grüne” Technologien und der bekannten Forderung nach Effizienz und Wettbewerbsfähigkeit kann man schon einmal den Kopf verlieren. Gelingt der Chemie der Befreiungsschlag, oder wird die Branche zwischen den Interessengruppen zerrieben? Die Achema will Antworten geben

66 PROCESS 5 | 2024 Vorschau
Bild: Dechema e. V / Markus Püttmann kannkeinWässerchentrüben






































































































BIS30.06. ZUM VORTEILSPREIS BUCHEN


DEKARBONISIERUNG,ENERGIE EFFIZIENZ,KREISLAUFWIRTSCHAFT








DIGITALISIERUNGBRINGTZUSAMMEN, WASZUSAMMENGEHÖRT


































SichernSiesichIhrFrühbucher-Ticket!
MehrVielfalt,mehrRaumfürfachlichenAustauschundneueNetzwerkmöglichkeiten: BeimSmartProcessManufacturingKongress2024erwartendieTeilnehmendenzwei paralleleHotTopic-SessionszuSafety&SecuritysowieEnergie-&Ressourceneffizienz DiesebietenExpert:innenausunterschiedlichenBereichendieeinzigartige Möglichkeit,sichengerzuvernetzen,auszutauschenundvoneinanderzulernen
www.smart-process-manufacturing.de











Eine Veranstaltung von – einer Marke der
.–.September
VogelConventionCenter Würzburg
1 4 4 9 3
KELLER
PEGEL- & GRUNDWASSERÜBERWACHUNG UNPLUGGED!


KELLER ADT1-TUBE
• Fernübertragungseinheit mit Datenlogger
• Messgrössen: Barometer, Temperatur- und Feuchtigkeitssensor, Echtzeituhr (RTC), Batteriekapazität / Spannung
• Für die Installation in 2" Pegelrohren
• Robustes Gehäuse aus rostfreiem Edelstahl
• Langlebige Batterie ermöglicht autarken Betrieb von bis zu 5 Jahren
• Software KOLIBRI DESKTOP inklusive
• Für Wandinstallation ADT1-Box erhältlich
DESKTOP
keller-druck.com
