Endres s+Hauser ’ s Micropilot radar sensors FMR10 , FMR20 and FMR30 s tand out with fas t commis sioning and intuitive operation Setup wizards guide you through each s tep –your de vice is ready to use in les s than 3 minutes.
Digitalization, IT-OT cooperation and AI may help, but cybersecurity requires basic authentication, network segmentation and traffic monitoring first by Jim Montague
EDITOR’S PAGE
Engineering the long game
How long-term vision keeps plants ready for the future
10 OTHER VOICES
How to protect data centers
Best practices to keep temperature and humidity within optimal ranges
13 ON THE BUS
Too late smart
What control engineers can learn when innovation outpaces its usefulness
15 WITHOUT WIRES
Is O-PAS a better mousetrap?
Can the Open Process Automation Standard take the next leap forward?
17 EXCLUSIVE
A pressure transmitter does control? Yup Rosemount 4051S also provides a 20-year warranty, stability, diagnostics and ease of use
18 IN PROCESS
Cognite conference rides crest of AI tsunami Aramco and Yokogawa commission AI agents; Schneider Electric and Aveva automate e-methanol plant
Smart systems bring IoT connectivity to hazardous environments Traditional fixed I/O architectures are giving way to mobile, cloudconnected, self-contained units
38 ROUNDUP
Warriors on the hardware highway
Wire, cable and connectors toughen up with redesigns, space-saving formats and simpler installations
40 CONTROL TALK
Mastering pH measurement starts with sensor integrity
Data quality begins at the source, but few sensors are as misunderstood or mishandled as the pH electrode
42 CONTROL REPORT
Unstick fearful stiction
Get past measurement paralysis to act on improvements
On the road to the future?
The journey to a smarter future begins now. VEGA’s intelligent level and pressure instrument solutions simplify everyday operations – with reliable sensor data analysis, secure industrial communication, you can streamline your logistics and Everything is possible. With VEGA.
The quality of Yaskawa products is second to none, but Yaskawa Quality goes beyond that. It’s the total experience of purchasing Yaskawa products and working with people.
ü Global Expertise
ü Proven Quality Management
ü MTBF of up to 28 Years
ü Award Winning Customer Service
ü Product Lifetime Training
ü Free 24/7/365 Technical Support
Want to have that working for you? Contact Yaskawa today.
VP of Content Strategy, Manufacturing & Engineering Group
Robert Schoenberger
EDITORIAL TEAM
Editor in Chief Len Vermillion, lvermillion@endeavorb2b.com
Executive Editor
Jim Montague, jmontague@endeavorb2b.com
Digital Editor
Madison Ratcliff, mratcliff@endeavorb2b.com
Contributing Editor
John Rezabek
Columnists
Béla Lipták, Greg McMillan, Ian Verhappen
DESIGN & PRODUCTION TEAM
Art Director
Derek Chamberlain, dchamberlain@endeavorb2b.com
Production Manager
Rita Fitzgerald, rfitzgerald@endeavorb2b.com
Ad Services Manager
Jennifer George, jgeorge@endeavorb2b.com
PUBLISHING TEAM
Group Editorial Director
Keith Larson
630-625-1129, klarson@endeavorb2b.com
Group Sales Director
Mitch Brian
208-521-5050, mbrian@endeavorb2b.com
Account Manager
Greg Zamin
704-256-5433, gzamin@endeavorb2b.com
Account Manager
Jeff Mylin
847-533-9789, jmylin@endeavorb2b.com
Subscriptions
Local: 847-559-7598
Toll free: 877-382-9187
Control@omeda.com
Jesse H. Neal Award Winner & Three Time Finalist
Two Time ASBPE Magazine of the Year Finalist
Dozens of ASBPE Excellence in Graphics and Editorial Excellence Awards
Five Time Winner Ozzie Awards for Graphics Excellence
Engineering the long game
How long-term vision keeps plants ready for the future
SINCE we live in a time where people generally don’t have time to wait, or simply choose not to be patient, it can be a little surprising—in a good way—when you come across someone with a methodical and strategic plan. In these days when instant gratification rules, it’s clear that most businesses don’t want to run the risk of playing the long game when it comes to their investment choices. They need to see return on investment now.
So, it was a bit of a jolt to me when I interviewed this year’s FieldComm Group Plant of the Year honoree over an early morning (for me, anyway) online chat with representatives from SRF Dahej in India. (Incidentally, make sure you read their story on page 28.)
It turns out their remarkable digital transformation didn’t have a two- or three-year goal, but began all the way back in 2010 and will continue through 2030. It's a step-by-step process that's moving from legacy systems through installation of HART, WirelessHART and Foundation Fieldbus, and onward to a full-blown IIoT architecture, and exploring and planning to use AI and Ethernet APL.
To be clear, engineers at SRF didn’t sit down in the first decade of 2000s and plot a strategy to include technologies that didn't exist yet. However, they purposefully allowed themselves the flexibility to include new innovations not yet known. In short, rather than seeking a quick sprint to instant gratification, which would inevitably lead to replanning as new options became available, they settled on a slower walk through to meet their immediate needs, and set themselves up for whatever came next.
It paid off. Today, they're in position to seamlessly integrate new protocols and devices into their existing architecture, while planning and investing in an entirely new greenfield project that will use AI and APL to their fullest capabilities. They're very much future-ready.
We can’t slow down progress, particularly when it comes to technology. New tools become available and obsolete in the blink of an eye. However, there's nothing wrong with stepping back and developing a long-term strategy, even if you don’t yet have the tools to achieve it.
It simply pays to always be prepared.
LEN VERMILLION Editor-in-Chief lvermillion@endeavorb2b.com
"However, there's nothing wrong with stepping back and developing a long-term strategy, even if you don’t yet have the tools to achieve it."
BOB MYLES
Engineering Director
Moore Industries-International Inc. www.miinet.com
"Given their need for continuous, 24/7 operations, and the risks posed by even minor deviations, environmental monitoring in data centers must be accurate, scalable, reliable and easily deployed."
How to protect data centers
Moore Industries shows how best practices and its HTZ transmitter can keep temperature and humidity within optimal ranges
WHILE power and cybersecurity often take center stage in today's 24/7 data centers, environmental factors like temperature and humidity are equally crucial. Improper climates can cause hardware failures, decreased equipment life and inefficient energy use. Consequently, environmental monitoring is foundational to managing data centers.
For instance, overheating is a silent threat because servers and hardware generate heat. If not properly cooled, internal temperatures can exceed safe thresholds, causing hardware to malfunction or shut down. Similarly, too much or too little humidity can each be hazardous. High humidity can produce condensation that risks short circuits and corrosion, while low humidity increases the potential for electrostatic discharges (ESD) that can also damage electronics. Meanwhile, energy efficiency is necessary because overcooling data centers to avoid overheating can drive up energy consumption and costs.
Likewise, these hazards or combinations of them are the reason that service-level agreements (SLA) and industry standards depend on documented, verifiable environmental
controls. To maintain safe operating environments in data centers, the American Society of Heating, Refrigerating and Air-Conditioning Engineers (ASHRAE) recommends basic environmental ranges of 18 °C to 27 °C (64 °F to 80 °F) and 40% to 60% RH. Preserving these ranges minimizes risks of equipment failures, and supports more efficient energy use.
Best sensing and systems practices
However, just as optimal humidity and temperatures rely on accurate monitoring, it depends on proper sensor deployment, using appropriate monitoring systems, and coordinating with data center infrastructure management (DCIM) platforms. Depending on the monitoring required, ideal sensor locations include:
• Rack inlets and outlets for capturing air intake/exhaust conditions,
• Cold and hot aisles that ensure effective airflow distribution,
• Underfloor air plenums for monitoring cooling delivery effectiveness,
• Ceiling ducts that can track return air trends, and
TEMPERATURE AND HUMIDITY MONITORING TRANSMITTER
To accurately and repeatably measure humidity and temperature in data centers, Moore Industries provides its HTZ smart HART, compact, loop-powered humidity and temperature transmitter. Originally engineered to meet the precision and reliability demands of semiconductor fabrication rooms, HTZ’s easy programming and installation makes it ideal for data centers where uptime is critical. HTZ’s primary features and benefits include:
• High accuracy of ±2% relative humidity (RH) and ±0.3 °C ensures reliable data for decision-making
• 4-20 mA HART output enables simple integration with PLCs, SCADA systems or building management systems (BMS)
• Long-term stability that minimize calibration schedules
• Rugged, compact housing that fits into tight spaces, and withstands industrial environments
• HART protocol support that eases configuration and maintenance
• Combined temperature and RH functions that reduce installation complexity and cost
• Industrial-grade measurement capabilities that are designed and built to last, and are superior to building-management sensors
HTZ – Precision Temperature and Humidity Monitoring For Data Centers
• Uninterruptible power supply (UPS) locations and battery rooms, where users can monitor humidity-driven condensation risks.
In addition, the three main types of environmental monitoring systems include: spot monitoring with fixed sensors to provide point-specific data; zone monitoring that examines environmental conditions across designated areas; and mobile monitoring with portable sensors or devices used for temporary diagnostics.
After appropriate sensors and system types are selected, environmental monitoring solutions must also integrate with existing or applicable DCIMs, which also rely on real-time sensor data to optimize their environmental controls and energy efficiency. Their sensors should likewise provide industry-standard outputs and open communication protocols compatible with most SCADA, PLC or other control systems, such as 4-20 mA, HART or Modbus. Once sensors, system types and DCIM integration are in place, real-time environmental monitoring can succeed.
Data center scenarios
To show how environmental-monitoring sensors, systems and principles are implemented, consider a large-scale data center with high-density servers operating 24/7. Its environmental control strategy includes correctly balancing temperature and humidity to protect the servers and minimize risks of overheating, ESDs or condensation.
The data center has approximately 150 measurement points. Sensor placement in these critical areas enables environmental visibility, and supports rapid anomaly detection. They’re located in:
• Cold aisles, where users can monitor cooled intake air delivered to servers;
• Hot aisles, where measuring exhaust air can verify thermal output;
Figure 1: An application diagram of HTZ placements in a data center’s server room shows how it can monitor cooling performed by a computer-room, air-conditioning unit that manages temperature and humidity. Source: Moore Industries-International Inc.
• Above and below server racks to ensure environmental uniformity in sensitive equipment zones; and
• HVAC ducts to validate performance of air handling systems (Figure 1).
More specifically, in high-availability data centers, precise environmental control is nonnegotiable. Server rooms must maintain relative humidity between 40% and 60% because, if humidity falls below 40%, static electricity can build up, potentially causing ESDs and equipment damage. However, if humidity rises above 60%, condensation can cause corrosion, short circuits or catastrophic failures.
Given the need for continuous, 24/7 operations and the risks posed by even minor deviations, environmental monitoring in data centers must be accurate, scalable, reliable and easily deployed. One solution that meets these needs is Moore Industries’ HTZ
humidity and temperature transmitter. It’s designed for industrial environments, and provides:
• Accurate and stable RH and temperature measurements,
• 4-20mA analog output with HART communications,
• Compact and rugged construction for versatile installation, and
• Low maintenance costs and longterm reliability.
Thanks to these capabilities, HTZ lets data centers monitor and maintain stable humidity levels within the recommended 40-60% range; reduce risk of ESDs and condensationrelated equipment damage; minimize downtime and maintenance issues; ensure 24/7 uptime with high-resolution environmental data for continuous optimization; and support facilitywide redundancy with dense sensor coverage across all airfl ow zones.
Demand Moore Reliability
Data Center Server
Too late smart
What control engineers can learn when innovation outpaces its usefulness
ALL the data Jake once had to stare at pointby-point on his HART communicator were consolidated in his asset management system. The thousands of instruments in the plant were dutifully specified to ensure a high degree of reliability.
Transmitters in services that were likely to be impacted by the colder months were installed in thermostatically controlled and insulated enclosures. Engineers thought about where a less vulnerable technology made sense—a vortex-shedding flowmeter in lieu of an orifice/differential pressure solution. It was designed to take advantage of the technology for integrating smart field devices at the time, including HART devices connected via WirelessHART or multiplexers, and fieldbuses like Foundation fieldbus, Profibus and Modbus.
In the early days, Jake imagined his new system would provide knowledge and insight into the instruments in the plant like he had never seen. He’d be able to catch an ailing thermocouple or beleaguered positioner before it had any impact on the plant. In the throes of commissioning and startup, there were victories, as flows were revealed, where the designed full scale was exceeded but easily remedied. Level applications could be readily reconfigured to match local gauges. Transmitters could be “zeroed” without opening an enclosure or junction box or needing a hot-work permit. Wiring issues like improperly terminated shields, grounding or polarity were revealed by diagnostic tools.
Aside from Jake’s initial enjoyment of his digitally integrated field devices, the bussed I/O provided cable and conduit cost savings, which could be added to labor savings for installation and terminations. Commissioning was nearly effortless, and loop checking easily outpaced the progress of installers.
A few years after the drama of commissioning and startup passed, Jake realized the vast majority of the plant’s instruments were
so reliable, they’d become exceedingly boring. After years of experience were brought to bear on the thoughtful application, specification and installation of the devices, they ran for years without issue. There were a handful of bad actors; corrective action ensued to address root causes, like electric heat tracing that failed because the process itself was too hot for its polymer insulation. Others were known to be critical, and were closely watched by worried operators anyhow. Jake could add few insights with his digitally delivered data.
In the process world, we seek to generate alarms only when mitigation warrants urgent action by operators. But Jake’s alerts were befuddling—"FV4023 has new data to share.” Someone had configured its positioner to capture data around certain events—sustained deviation, for example. When he had the time to view it, he was puzzled about what he was supposed to see. Future alerts began to languish and clutter his asset management screens. If something genuinely actionable came across, it might be lost in the clutter.
At brownfield sites, huge strides were made when valves that were previously pneumaticonly and imprecisely positioned finally started tracking the controller’s output closely. After a few years, this vastly improved control was routine. The consequence was not anticipated by anyone during the project phase. What could early-adopter leaders have done to ensure that the utility of their great innovation— digital integration of smart field devices—continued to evolve in usefulness and add value to Jake and the enterprise?
Jake’s mission as an instrumentation and controls professional was to deliver a control and measurement system that achieved extraordinary safety, reliability, productivity and sustainability for the plant. When we step out to adopt novel solutions, we’ll fare better if our new value proposition clearly enhances our key priorities and deliverables.
JOHN REZABEK Contributing Editor JRezabek@ashland.com
“What could earlyadopter leaders have done to ensure that the utility of their great innovation—digital integration of smart field devices—continued to evolve in usefulness and add value to Jake and the enterprise?”
Where Conviction and Innovation Shape the World to Come
Yokogawa’s vision of autonomy is shaped by decades at the frontlines of industrial systems. Autonomy means achieving stable operations unaffected by environmental change. It means reducing human workload, preserving expertise, and optimizing the entire plant, supply chain, and beyond.
By combining our core strengths in measurement, control, and information with deep domain knowledge and best practices, we deliver conviction—assurance born from experience—and innovation driven by advanced technologies.
In doing so, we’re redefining the future of industrial workflows and advancing the sustainability of our partners and society.
Is O-PAS a better mousetrap?
Can the Open Process Automation Standard take the next leap forward?
THE Open Process Automation Standard (OPAS, bit.ly/OPASstandard) provides an open, standards-based and secure architecture for hardware- and software-platform independence. Its value and intent are that it reduces total cost of ownership (TCO), accelerates innovation, and increases flexibility for industrial process control.
Interoperability (permitting diverse systems or components to work together for a specified purpose) is step one, and requires independent testing to gain market confidence. It appears from its value proposition that O-PAS wishes to go further, and include interchangeability—the ability of one product, process or service to be used in place of another to fulfill the same requirements—which is at least an order of magnitude more difficult.
Likewise, hardware independence isn’t the same as vendor independence. Control system suppliers provide more than hardware and systems. They have many decades of intellectual property experience, and that’s what you really pay for when you partner with them. This is also why we typically see control system suppliers either have systems tailored to specific industries or focus on different industries and markets.
Another example of vertical industry alignment with some crossover to O-PAS is the fieldbus technology and protocols developed in the 1990s. I believe there are many commonalities in the challenges O-PAS faces that were also experienced 30 years ago.
Fieldbus and similar technologies aim for interoperability, and have their various checkmarks to demonstrate that individual products will work together. Even so, the adoption rate for fieldbus technologies was approximately 10 years after their first products transitioned from concepts defined by the standards and first prototypes to industry acceptance as part of project implementations, which happened in the early 2000s for greenfield installations.
The 10-year gap for new process industry adoption typically begins with five years in pilot plants or projects to work out wrinkles and confirm associated, necessary design processes. This is followed by another five years for implementation in a facility, and five more years before full commissioning.
The Open Process Automation Forum (OPAF, bit.ly/OPASforum) started as a home for O-PAS in 2016, so it’s coming up on its first decade. Based on the 10-year technology adoption timeline, we should see several OPAS plants being designed. However, I’m not aware of any such projects, which makes me think O-PAS is nearing a similar crossroads of maybe being another, better mousetrap.
O-PAS, I suspect, is also victim of engineering think—an obviously good idea, but like the better mousetrap, not always about following the market, particularly the automation suppliers they depend on for ongoing support. Similar to many engineers, we see the obvious benefit that answers the “what’s in it for me?” question for themselves, but not necessarily for other participants in the process.
In conversations with Dick Morley, an angel investor in automation startups, he told me there’s never a shortage of wonderful ideas. What differentiates which ideas get investment and a chance to go to the next level is their ability to clearly answer how they'll benefit all the participants in their target market, and that means marketing.
I believe OPAF and O-PAS have lots of great ideas, and many of them have been incorporated into many control system suppliers’ offerings. Remote I/O and virtualization are two ideas that are now commonly used. To me, the concept with the biggest adoption and impact is virtualization, which enables us to run systems that previously required dedicated hardware with conventional hardware on an abstraction layer, so it can be upgraded without impacting operations.
IAN VERHAPPEN
Solutions Architect Willowglen Systems Ian.Verhappen@ willowglensystems.com
" What differentiates which ideas get investment and a chance to go to the next level is their ability to clearly answer how they'll benefit all the participants in their target market."
A pressure transmitter does control? Yup
Rosemount 4051S also provides a 20-year warranty, stability, diagnostics and ease of use
ONBOARD microprocessors and Ethernet ports let everyone boast their devices can do control, but few can back up those claims. One that can is Emerson’s Rosemount 4051S pressure transmitter, which performs local, real-time control, eliminating the need for a PLC or other controller.
Two onboard, 250 V, 5 A, relay switches give Rosemount 4051S control capability, and each can be configured to start or stop pumps, motors and other equipment. These switches can also deliver alerts based on pres sure, flow, totalized flow, level, volume or mod ule temperature.
“Adding two independent, high-power, high-current relay switches directly into the transmitter lets users respond to its accurate and reliable measurements more quickly and easily by immediately turning valves, pumps or other devices on or off without needing the usual interposing relays,” says Connor Oberle, product manager for Rosemount pressure products at Emerson. “This means Rosemont 4051S can function as a controller with two outputs for basic applications. They’re also certified for safety instrumented systems (SIS), so they can serve as an extra level of redundancy.”
Because speed and accuracy require capability to be effective, Rosemount 4051S also delivers an 800-to-1 turndown ratio, allowing a 1,000-inch range sensor to be ranged down to just 1.25 inches, which is four times better than its predecessor. “Its far wider rangeability means this new pressure transmitter can cover one, two or three different types of sensors with one product,” says Oberle. “This also lets users greatly reduce their devices inventories, and specify Rosemount 4051S in projects more confidently, knowing they won’t have to make as many changes later.”
Rosemount 4051S pressure transmitter can deliver real-time, local, on/off control for equipment in some applications.
Beyond its control capability, Rosemount 4051S comes with a 20-year warranty, assuring users it can perform stably, more accurately and successfully for at least two decades. “Its predecessor, Rosemount 3051S, led the industry for many years by providing 0.025% reference accuracy and ensuring a 0.15% of upper range limit (URL) for 15-year stability,” explains Oberle. “Now, Rosemount 4051S delivers 0.025% accuracy and 0.10% stability for 20 years.”
Rosemount 4051S also delivers 80-millisecond and optional 40-millisecond response times for processing measurements, which let it run smoothly in the toughest processes and harshest settings. “Getting down to 40 milliseconds also unlocks surge applications and events, which typically need 50-millisecond response times,” adds Oberle. “Regular pressure transmitters aren’t fast enough. Rosemount 4051S’s fast-response times also enable smart diagnostics that couldn’t be done otherwise.”
Source: Emerson
To track its innovative operations and further streamline responses, Rosemount 4051S provides diagnostics that can be accessed from up to 50 feet via Bluetooth. “These diagnostics are also easier to configure and set up with Rosemount 4051S’s software, larger, backlit user interface, and AMS Device Configurator mobile app,” explains Oberle. “For example, configuring devices to detect plugged-lines used to require many selections and was complicated. Now, configuration is simplified, and only requires a couple of clicks.”
Likewise, Rosemount 4051S offers guided proof testing with walkthroughs and logging, which include partial proof verification of output electronics without applying pressure, and comprehensive proof testing with full-pressure tests of the sensor's diaphragms. It also comes with an in-situ, proof-test option that verifies output electronics and electronics in the sensor module are working correctly. Rosemount 4051S is also certified as SIL 2/3 and IEC 61508 compliant.
“Pressure switches in general don’t usually have diagnostics, so it’s hard to know if instructions were carried out, or if they’ll work the next time,” adds Oberle. “Rosemount 4051S’s diagnostics show its proper state, whether closed or open actions occurred, and monitors applied power to make sure they can be done again in the future.”
For more information, visit www.emerson.com/Rosemount4051S
Cognite conference rides crest of AI tsunami
Plans to deliver $100 billion of value to customers by 2035
ALMOST tripling last year’s attendance, Cognite’s (cognite. com) Impact 2025 industrial and artificial intelligence (AI) conference sold out with 800 visitors during its Oct. 14-16 at the Houston Galleria. The three-day event featured multiple technical sessions, partnership announcements, customer case studies and exhibits highlighting how the company and its partners’ industrial AI expertise, along with its Cognite Data Fusion (CDF), low-code Atlas AI and Canvas software, deliver benefits for users in multiple manufacturing sectors.
“We’re the only company founded on using large-language model (LLM) to drive value for you, but the world has changed a lot in the past year,” said Girish Rishi, CEO at Cognite, during his keynote opening Impact 2025. “Reindustrialization and reshoring that began at end of the COVID-19 pandemic are really gaining momentum, and now oil and gas are fashionable again. We’re also seeing for the first time a worldwide renaissance in industrial AI, which is also patriotic because it’s joined with national security and cybersecurity. Cognite also serves that calling because users want data that "secure in their companies and countries.”
Rishi reported that Cognite’s three primary goals are to unlock:
• Workforces with agentic AI and AI-ready, intelligent data in augmenting the industrial workforce
• Value chains by extending access and value of AI and intelligent data from plant-floors to the enterprise levels and across supply chains, and
• Ecosystems with open platforms to encourage more AIdriven value across an expanded ecosystem of partners.
“For example, when operators learn they have excess oil dissipation in a compressor, they already rely on Cognite for graphs and contextualized data, and they have specifications and procedures for equipment to also help diagnose causes. However, they can now use our Canvas software with our Atlas AI software agents to create cause maps,” explained Rishi. “This not only informs users about causes, but it also enables them to create notifications, establish preventive thresholds for better responses in the future, and even send workorders to SAP software.”
Users anticipate AI leaps
Kris Narayan, digital enablement and data platforms leader at Nova Chemicals (novachem.com) in Calgary, Alberta, reports it previously drew data from its enterprise resource planning system (ERP) to create models, but lacked the semantics to process each data set into an insight-rich state
until it adopted CDF software. This makes production information useful for more than 300 users, but it can also integrate supply chain and finance input from beyond the plant into knowledge and enterprise graphs. Nova implemented CDF at one plant, later expanded it to 10 assets, and now plans to roll it out at all of its facilities by the end of the year.
“These maps can show processes and identify problematic areas, but now we can ask Atlas AI to do root-causes analyses. This generates results right away, instead of the three months it used to take just to gather materials,” says Narayan. “The plant is where value is created, but now we can connect the dots to every related enterprise. Atlas AI agents can provide more details on batches and customers impacted, run executions, and develop remedies with suppliers.”
Karl Johnny Hersvik, CEO at Aker BP (akerbp.com), added it’s relying on Cognite’s AI capabilities to help it liberate more data, make it more accessible, and operate three times more efficiently, on time and on budget, as well as discover more oil and gas resources. “Modern AI platforms must handle multiple data sources and types, and simulate
Girish Rishi, CEO at Cognite, delivers the keynote kicking off its Impact 2025 conference in Houston. Source: Cognite and Jim Montague
thousands of productions runs, scenarios and outcomes before they occur, so they can guide decisions,” said Hersvik. “We launched our first generative AI implementation in 2024 to do document parsing, and this year we have AI agents helping with root-cause analyses. We want to put AI into the core of every problem we need to solve, and we’re expecting it to help increase our efficiency by 300%.”
Value and partnerships
To advance these capabilities even further, Rishi added that Cognite also plans to deliver $100 billion of realized value to its customers by 2035. “This bold goal isn’t just an aspiration. It's a pledge of partnership,” he stated. “By unlocking the workforce, value chain and ecosystem through industrial AI, we’re committing to making that value a tangible reality for every customer.”
This goal will be aided by three partnerships launched at Impact 2025:
• Databricks (www.databricks.com) will collaborate with Cognite on bidirectional, zero-copy data sharing between CDF, Atlas AI and Databricks’ Agent Bricks AI software. They’ll employ the open-ecosystem approach used by both companies to provide a unified, domain-specific, intelligent data foundation for industrial AI. They’ll use semantic models/ knowledge graphs to provide enriched information/context about customers’ data from their production processes. This will allow them to move beyond generic data models, gain instant, real-time access to unified, domain-specific data for powering reliable AI and machine learning (ML) models, and enable reliable, agentic AI.
• Nvidia (nvidia.com) accelerated computing and software, including its NV-Tesseract model family, will integrate with CDF and Atlas AI to provide data context, extend software agents into workflows, build AI models that understand manufacturing, and enable new levels of efficiency, intelligence and innovation for asset-heavy industries. They’ll initially work with chemical manufacturer Celanese on real-time anomaly detection in vast streams of time-series data (TSD), enabling proactive intervention to help prevent operational disruptions.
• Snowflake (www.snowflake.com) will also collaborate with Cognite to develop a bidirectional, zero-copy data sharing integration between CDF, Atlas AI and Snowflakes’s AI Data Cloud software to give end-users across enterprises real-time access to unified, domain-specific data needed to power AI solutions and reliable agentic AI workflows, while simultaneously allowing insights derived by those users to continuously enrich Cognite’s platform.
For more information, visit www.cognite.com/en/impact-conference
Aramco and Yokogawa commission AI agents
Yokogawa Electric Corp. (www.yokogawa.com) reported Oct. 29 that it’s deployed multiple, autonomous-control AI agents to increase efficiency at Aramco’s (www.aramco. com) Fadhili gas plant in Saudi Arabia. This solution uses multiple, coordinated AI agents based on the Factorial Kernel Dynamic Policy Programming (FKDPP) reinforcement learning-based AI algorithm to directly and autonomously control and optimize acid gas removal (AGR) operations at the facility.
Yokogawa defines autonomous control AI as AI that deduces the optimum method for control independently, and has a high level of robustness, enabling it to autonomously handle to a certain extent situations it hasn’t previously encountered. FKDPP is a reinforcement-learning, AI algorithm jointly developed by Yokogawa and the Nara Institute of Science and Technology (NAIST).
The AI agents were introduced in three phases at Fadhili, progressively optimizing various sections until autonomous control of the core process in the AGR unit was achieved. To ensure safety, Yokogawa first simulated the plant to train the agents, and then evaluated their reliability and validity. Subsequently, they were integrated with Yokogawa's Centum VP integrated production control system to use the safety functions of the existing plant.
Yokogawa and Aramco add their project is undergoing a detailed evaluation, but initial results from Fadhili found 10-15% less amine and steam use, around 5% less power use, improved process stability, and decreased manual intervention by operators, despite ambient condition changes.
Fadhili Gas Plant. Source: Aramco and Yokogawa
Schneider Electric, Aveva automate e-methanol plant
Schneider Electric (se.com) announced Oct. 22 that it’s supplying the automation, energy management and software for European Energy’s (europeanenergy.com) Kassø Power-to-X (PtX) facility in Denmark, which is reported to be the world’s first commercially viable e-methanol plant. The project was managed and delivered by Soft & Teknik A/S (www. softogteknik.dk), a longstanding Schneider Electric Alliance Partner that was responsible implementing its technologies onsite, and led development of the integrated software unifying its operations.
Powered by renewable electricity from the adjacent 304 MW Kassø solar park, the facility captures biogenic CO2 from nearby sources to produce
up to 42,000 tonnes of e-methanol annually. Confirmed consumers of Kassø Power-to-X’s e-methanol include A.P. Moller-Maersk, Novo Nordisk and the Lego Group, which each plan to use its sustainable feedstock as a fossil fuel alternative. Locally, the facility supports district heating for 3,300 homes, and contributes to grid stability, reinforcing its role in global and community-level sustainability.
Schneider reports its design supports enhanced productivity and cost efficiencies, ensures reliability, safety and sustainability, and creates a scalable blueprint for green energy production. It adds that scaling commercially viable e-methanol is essential, especially for hard-to-electrify sectors like chemicals, aviation and
RELIABLE MEASUREMENT SOLUTIONS
shipping, but it’s necessary to decarbonize operations and unlock global, clean-fuel economies.
European Energy uses Schneider’s Modicon M580 PLCs for cybersecure automation and real-time data intelligence. It also employs Safety Integrity Level (SIL)-certified safety modules with diagnostics, which ensure safe, resilient operations in harsh settings. Altivar Process lowvoltage drives add intelligent motor control with integrated energy monitoring and process optimization, reducing consumption and extending asset life. And, Trihal transformers provide fire-safe, low-maintenance performance with IoT-enabled thermal monitoring to prevent overheating and unplanned downtime.
SIGNALS AND INDICATORS
• As part of a 10-year contract renewal to run the wastewater treatment plant in Holyoke, Mass., Veolia (www.veolianorthamerica.com) reported Oct. 14 it will implement its Hubgrade digital platform for wastewater treatment. It includes AI-enabled predictive technology, robotics, digital twins and 3D virtual reality systems to analyze system performance.
• Schneider Electric (se.com) launched Oct. 22 its SE Advisory Services consulting program to help clients solve complex energy efficiency, sustainability and technology challenges by employing more holistic and integrated approaches to electrification, automation and digitalization.
• ABB (www.abb.com) reported Oct. 30 that TÜV Rheinland (www.tuv.com) has awarded Maturity Level 5 (ML5) certification to a functional safety management system (FSMS) provided by ABB Energy Industries at its Safety Execution Centers (SEC) in Germany, Italy, Norway and Singapore, which deliver lifecycle safety support to hazardous industries.
• To bridge the gap between design and deployment, RS (www. rsgroup.com/utperform) reported Oct. 16 that it’s partnering with DP Gayatri (DPG, www.dpgayatri.com) to equip OEMs and manufacturers with scalable, integrated industrial solutions that modernize operations and accelerate factory performance.
• Xona (www.xonasystems.com) and Radiflow (www.Radiflow.com) announced Sept. 16 that they’re partnering to improve security, visibility and risk governance. This collaboration combines Radiflow's passive threat detection, OT asset visibility and risk quantification with Xona's zerotrust secure access for OT and cyber-physical systems.
• HIMA (www.hima.com) and Deuta (www.deuta.com) jointly launched Oct. 21 their SafeHMI, which combines HIMA’s safety systems and function block libraries with a safetyrelated HMI based on Deuta’s IconTrus technology. It offers context-sensitive alarm management, safe operation and display monitoring in accordance with SIL 3 (IEC 61508), and is designed to meet functional safety requirements.
Paralleling digitalization and AI’s emergence in other fields, cybersecurity developers are adapting similar tools to meet their needs. These include zero-trust, AI-enabled surveillance and others that can benefit from IT-OT convergence, according to Eric Medecke, IT/OT solutions director at E Tech Group (etechgroup.com), a CSIA-certified system integrator in West Chester Township, Ohio.
“Traditional perimeter-based security is being replaced by zero-trust architectures, which are never-trust-alwaysverify models tailored for operations technology (OT). This includes micro-segmentation and robust identity and access management for industrial systems,” says Medecke. “As operational systems become more connected, IT/OT security teams and toolsets are merging to better monitor and protect their broader attack surface across both domains.
“Also, growth in secure gateways and zero-trust access are prompted by the growing demand for remote operations and access to industrial assets, especially for maintenance and configuration. Plus, machine learning (ML)-based threat detection is increasingly being deployed to model normal behavior in order to spot deviations that might signal attacks or safety hazards.”
Out here in the OT field
While it’s important to view IT and OT holistically to establish unified cybersecurity solutions, this perspective is even more crucial for decentralized and mobile applications. For instance, the HY.City.Bremerhaven green-hydrogen project is a joint venture by energy system integrator GP Joule (www.gp-joule.com) and multi-company partnership Greenfuels GmbH (greenfuelpartners.com), and consists of a green-hydrogen production plant and refueling station on Germany’s northwest coast. The rural facility’s electrolysis units use local, renewable electricity to produce hydrogen that typically powers vehicles operated by the region’s public transportation service, BremerhavenBus, which can rely on their fuel cells to drive the longer distances required by their rural routes.
While implementing a regenerative production application for HY.City.Bremerhaven, GP Joule recently installed 360° security solution from Phoenix Contact (www.phoenixcontact.com) to protect the facility against cyber-intrusions and -attacks. The company reports its 360° program can result in some organizational changes for participants because it includes instilling common cybersecurity practices for OT and IT that must also gain acceptance in the minds of affected managers and employees.
“For sustainable cybersecurity, a process needs to be established in which IT and OT work together,” says Hauke Kästing, security expert at Phoenix Contact. “The aim of this approach is to secure the overall value chain without overlooking the special features of each area.”
Source: Phoenix Contact
Likewise, while production automation is usually OT’s job and cloud computing is IT’s responsibility, GP Joule reports HY.City.
Bremerhaven closely coordinates operations at its green-hydrogen plant. In fact, these links don’t simply analyze data and provide dashboards, but manage centralized control tasks via the cloud, and relay instructions to the onsite automation system. The system integrator adds it sends electricity market data securely from the cloud to help the plant balance the most lucrative times to sell its renewable power with when to run its electrolyzers and make hydrogen.
“We have bidirectional data flow with specific command sequences,” explains Marian Hieke, engineering head and GP Joule’s hydrogen division. In this case, the 360° cybersecurity program employs Phoenix Contact’s FL mGuard security and maintenance routers and TC mGuard cellular router in the control cabinet of GP Joule’s HY.Runner mobile production trailer it operates at HY.City.Bremerhaven (Figure 1).
These controls form a logistical link between the electrolyzers and the plant’s managers and consumers, ensure that signals and production data are flowing properly, and maintain contact with higher-level, cloud-based, control-room functions. The central task of this data exchange is coordinating HY.City.Bremerhaven’s subprocesses, and maintaining the interface for cost-effective plant operations and business-level tasks such as billing.
Figure 1: The green hydrogen plant and refueling station at HY.City.Bremerhaven in northwest Germany is protected by Phoenix Contact’s TC mGuard cellular router, which enables secure communications with cloud-computing services from a control cabinet at the operating company’s HY.Runner hydrogen trailer.
In addition, the trailer also performs functional safety tasks including safe-stop with help from a SIL 2 safety controller, It’s integrated with HY.Runner’s onsite automation, and monitors operations such as pressure limits when refueling a mobile storage tanker. If mGuard wasn’t in place, Hieke reports that a cyber-intrusion might be able to shift the plant’s control limits. “In this scenario, the safety devices would essentially be blind, and would assume that all systems are in the green zone,” he adds, which could have potentially disastrous consequences due to hydrogen’s high reactivity.
End-user lessons and advice
In conjunction with its usual system integration services, Medecke reports that E Tech has collaborated with multiple clients on their cybersecurity initiatives and programs. For example, a large pharmaceutical company operating multiple, global manufacturing sites unintentionally expanded remote access during COVID-19, and subsequently discovered multiple virtual private networks (VPN) with weak authentication and flat network architecture. E Tech helped it implement
zero-trust gateways, enforce multi-factor authentication (MFA), separate and segment its OT network from IT, and conduct tabletop exercises to validate incident response plans.
Likewise, a global machine builder needed to balance cybersecurity with useability on the automated lines it installs worldwide because its customers wanted convenient remote monitoring, but this could expose its machine controls to significant risks. To resolve this dilemma, E Tech worked with the machine builder to deploy secure remote access via provider-managed gateways, with session logging and strict access policies. They also standardized hardened configurations for equipment before installation.
Lastly, a system integrator for water utilities had field sites with legacy PLCs and HMIs with default configurations, unsegmented networks, and remote updates performed via USB drives or poorly secured remote links. The integrator and E Tech paired air-gapping practices with data diodes for safe data extraction, and deployed OT-specific, anomaly-detection tools to flag suspicious behavior.
“The pharmaceutical manufacturer reported gaining better visibility and control over its systems. It even improved
How to implement a network cybersecurity program
A practical and resilient network cybersecurity program begins with visibility from a cyber-risk assessment, locking in strong boundaries with network segmentation and hardened access, adding continuous monitoring, and maintaining people readiness with training and drills, according to Eric Medecke, IT/ OT solutions director at E Tech Group (etechgroup.com). More specifically, these steps include:
• Get the lay of the land by conducting a full network assessment. Map IT and OT networks, assets, firmware versions and communication paths. Identify critical systems, and rank them according to safety, production and compliance.
• Build a secure architecture by segmenting IT and OT networks with managed gateways or firewalls. Harden control devices by patching firmware, disabling unused ports/services, and changing default credentials. Secure remote access by implement multifactor authentication (MFA), role-based access, session monitoring, and time-bound vendor access.
• Monitor the network by deploying OT-aware intrusion detection to baseline normal traffic, so anomalies can be identified. Log and review security events by centralizing logs for IT and OT, and retain them securely. Set alerts for key changes, such as PLC logic edits, new device connections or unexpected protocol traffic.
• Prevent easy wins for cyber-attackers by controlling removable media. Scan USB drives, block auto-run software, and keep an inventory. Limit privileges by applying a least-privilege procedure for accounts, and review it quarterly. Secure data flows with one-way or tightly controlled links for OT-toIT data sharing.
• Plan for resilience by creating offline backups for control system configurations, SCADA/MES databases and key IT services. Test restore procedures, don’t assume backups work, simulate recovery, and establish redundancy for power, networking and key control components.
• Train and align people, and raise staff awareness by training operators, engineers and contractors about security policies. Include security and access requirements in vendor agreement and contracts. Perform incident response drills and run scenarios, so roles and actions are clear during a crisis.
• Keep cybersecurity alive by scheduling quarterly reviews. Update asset inventory, check software patching status, and adjust controls for new cyber-threats. Stay informed by tracking Cybersecurity and Infrastructure Security Agency (CISA, www.cisa.gov) alerts, vendor advisories and industry-specific threat intelligence.
remote diagnostics once unnecessary routes were removed,” explains Medecke. “Securing systems upfront meant the machine builder’s clients had control without compromising safety, and support became smoother with clean baselines. And, the water systems integrator found that even simple tweaks like blocking auto-runs on USB devices or forcing configuration backups prevented potential breaches.”
Build on basics—from the device level up
Because cyber-probes and -attacks are so numerous, they must be software-driven to be generated and distributed in sufficient volumes. This is relatively good news because it means they’re mostly disseminated randomly, which means that basic cybersecurity measures can prevent the vast majority from causing interruptions or damage. However, the bad news is that even basic cybersecurity practices often remain unused.
Due to lacking network segregation, Interstates' Bohle reports that many facilities will shut down completely as a precaution if they experience a cyber-attack in one area. If their networks had been properly architected and configured earlier, these facilities could realistically continue to operate, even if one area was compromised.
“Properly segmenting networks, establishing firewall rules, and developing ACLs are some of the best ways to secure process control and automation systems without losing access to their devices and data,” adds Bohle. “When these protections are implemented, you can allow access only by the people and devices that need to communicate and share data with each other, and restrict access by everything else.”
Bohle adds that many sensors and devices at Level 1 or even Level 0 of the six-level Purdue model for control-to-enterprise networks are very simple devices that don’t have many security capabilities. Consequently, they’re usually secured by using firewall rules or ACLs, which can be configured to only allow communications and data traffic from authorized devices or networks to reach Level 1 or 0 equipment. “These are effective ways to secure device-level components,” adds Bohle. “However, it can be quite time-consuming to tune rules to ensure legitimate and required traffic isn’t blocked, and make sure illegitimate traffic can’t reach the devices.”
E Tech's Medecke adds that device-level cybersecurity starts with strong configuration, restricting access, securing communications, and continuous monitoring. If each device is locked down and tracked, cyber-threats lose the easy foothold they often exploit to move deeper into networks. It’s primary tasks include:
• Secure device configurations by changing default credentials, and using strong, unique passwords for each device. Disable unused services and ports to minimize cyber-attack surfaces. Get appropriate permissions to prevent unnecessary write permissions or control access.
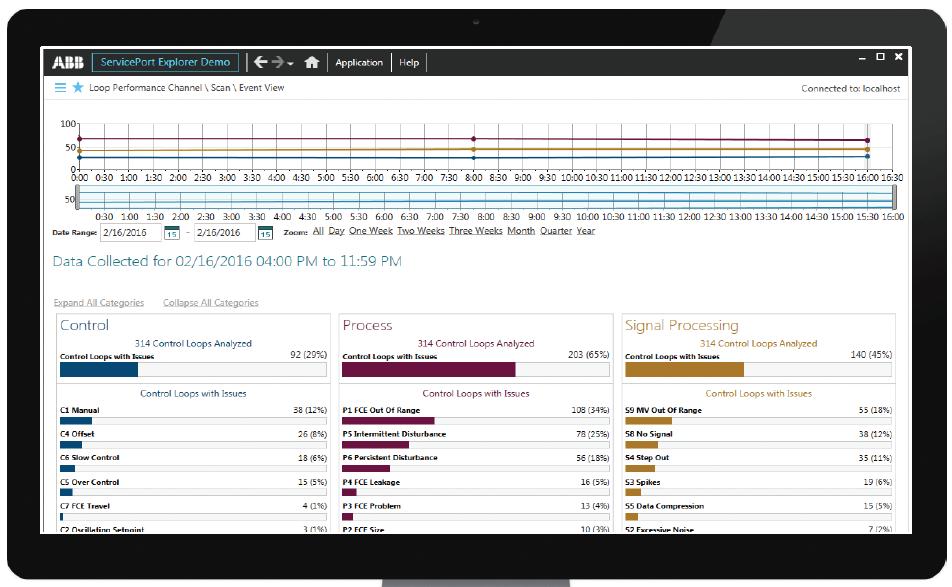
2: Sweden-based Söderenergi included cybersecurity monitoring when it migrated from manual control system monitoring to ABB Ability 800xA distributed controls and ServicePort software-based service platform. This software automatically gathers and analyzes data from assets, processes and risk sources, and helps local and remote users improve decision-making to avoid downtime and mitigate risks. Source: ABB and Söderenergi
• Keep firmware current by only updating from trusted sources, and using vendor-signed firmware updates. Schedule updates during maintenance windows to reduce downtime risks, while keeping security tight.
• Control physical access by locking cabinets or enclosures containing sensors, controllers and I/O modules. Limit maintenance access to authorized personnel, and logging who worked on which device and when.
• Protect communications paths by encrypting where possible. Use protocols that support encryption between devices and controllers.
• Authenticate device connections by ensuring that devices only talk to approved controllers or networks. Segregate critical signals by keeping safety- or processcritical data on dedicated, virtual, local area networks (VLAN) or physical segments.
• Monitor at the device level. Baseline device behavior by recording normal polling rates, data values and status signals, and set alerts for anomalies, such as unexpected configuration changes or signal spikes.
Figure
• Plan for recovery. Back up configuration files by storing a clean, known-good version for each sensor or device. Document device setup to make redeployment fast and accurate after a failure or compromise.
• Integrate with the bigger picture by connecting device-level security to overall OT monitoring, so threats spotted at the edge will trigger alerts at the control-network level. Include sensors and devices in asset inventory, so they’re not overlooked during patching or incident responses.
Join the maintenance club
Just as process safety practices became part of regular maintenance in recent decades, cybersecurity is also easier to adopt and maintain if it integrates with the same routine.
For example, Söderenergi (www.soderenergi.se) recently migrated from complex and inefficient manual control system monitoring to automate and digitalize with ABB Ability 800xA distributed controls and ServicePort software-based service platform (www.abb.com/serviceport), including its cybersecurity and loop-performance monitoring services. Söderenergi is an electricity and heating utility in Södertälje, Sweden, that burns mainly bio-based and recycled fuels in compliance with ISO 14001 to produce heat for about 300,000 residents in the southern part of greater Stockholm, and generates electricity equivalent to what’s used by about 100,000 households per year.
As part of its multiyear service agreement with ABB, Söderenergi and ServicePort compare data gathered during scheduled and on-demand analyses against best practices
and standards to detect performance irregularities. The collected data is classified based on established key performance indicators (KPI) to produce a list of items that are prioritized based on severity, criticality and/or financial impact. This analysis pinpoints issues, and allows tracking and development of accurate trend-performance histories, so decisions can gain added insight into making the utility’s systems perform better with higher availability.
Similarly, ServicePort’s cybersecurity monitoring program compares system data with industry-specific best practices and standards to detect vulnerabilities, and identify processes requiring actions to protect Söderenergi’s control system by maintaining its multiple cybersecurity layers. This service is non-invasive, can be applied to any control system, and provides continuous, remote monitoring and periodic or regularly scheduled security reviews. Finally, the utility also adopted ABB’s security update service that automates handling of approved security updates and antivirus files. ABB also assists with remote support via a direct line to Söderenergi.
“ServicePort continuously gathers information from our 800xA system and gives us predictive data, so we can see more easily if we have any problems in our system, and learn where to focus future efforts,” says Magnus Arnersten, production unit supervisor in Söderenergi’s automation group. “This service agreement also helps discover control circuits that aren’t fully optimized, which saves money with more effective regulation. Transitioning from manual to automated diagnostics not only simplified maintenance and monitoring
Three added cybersecurity boosts
When starting to develop a cybersecurity plan for an OT network, there are at least three supplementary procedures that participants should follow in addition to basic steps like changing default passwords, segmenting networks and evaluating network traffic. Brandon Bohle, endpoint security team lead at Interstates Inc. (www.interstates.com), reports these tasks are:
• Work with each organization’s IT group. While many IT-based security practices can cause issues in an OT environment, using policies, procedures and tools developed by IT teams as a starting point will help get the development process started. It’s also important to follow up and modify these policies, procedures and tools to fit the needs of production facilities to reduce the possibility that new security measures will cause production issues.
• Set metrics and goals. This will show management that their cybersecurity investment is paying off. It will also demonstrate that security measures have a secondary effect of reducing unplanned downtime, and providing more accurate alerts for proactive maintenance. This can help justify the existing investment, and make it easier to secure future funding.
• Never be satisfied. Networks always continue to grow and evolve, but so do cyber-threats. This means maintaining continuous, long-term, organizational cybersecurity goals. These efforts will also help participants transition from one security project into the next. While each project may have different levels of complexity and cost, every one will add additional layers of security to OT processes and their facilities.
of our 10 Ability 800xA systems, it also prepared us for an equally important IT security upgrade.”
Because today’s process automation systems are more closely networked than ever, they’re also more vulnerable to new risks that threaten control system availability and security. Even an oversight in loading a software security patch or retaining old software versions can expand their potential cyber-attack surfaces.
“Normally, industrial automation systems don’t have the latest operating systems or software. Many companies tend to keep existing software for years, and frequently don’t update the operating system with new security patches. As a result, process engineers don’t dare update their virus protection because there’s a risk it isn’t verified and might knock out production,” explains Arnersten. “ABB’s service verifies that the latest virus updates will work with our existing software and securely maintain our systems.”
On the baked-in, AI-aided horizon
As cybersecurity continue to evolve in OT environments, Interstates’ Bohle adds that organizations are updating related systems, even though OT process lifecycles are longer than their IT counterparts. “As these systems modernize, more cybersecurity capabilities will emerge,” adds Bohle. “I don’t see OT security reaching the same level as IT because of OT’s availability and safety responsibilities, but I think the gap between then will continue to shrink.”
Going forward, E Tech's Medecke reports that cybersecurity will be increasingly integrated into devices and networks ahead of time, and these protections will be accelerated by AI, ML and other types of automation. “The never-trustalways-verify ethos of zero-trust cybersecurity will be the default, and will be applied deeply in OT down to the device level. Likewise, role-based, identity-aware controls will be baked into every connection, not just at the perimeter,” he says. “Users can also expect more micro-segmentation with automated policy enforcement, and integration of OT-specific, cyber-threat intelligence.”
Medecke reports that real-time feeds tailored to industrial protocols and equipment will become standard, and new cyber-threat intelligence will be correlated directly with asset inventories to flag risks the moment a vulnerability surfaces. Similarly, AI-driven anomaly detection will be enabled by ML to baseline every asset’s normal behavior, such as traffic patterns, PLC logic, and sensor and process data. In addition, production systems will auto-generate alerts, and even initiate containment without waiting for human reviews. And, AI will contribute by distinguishing malicious activity from normal process variations.
“Unified monitoring dashboards will combine IT and OT events in one place for stronger, converged security programs. Coordinated incident response between IT and plant
operations will become the norm, and security policies will be written to account for both sides from the start,” explains Medecke. “On the supplier side, more OEMs will ship secure-by-design PLCs, HMIs and sensors with built-in encryption, authentication and hardened firmware. Plus, firmware signing and secure-boot up procedures will be standard, making tampering harder.”
Finally, more facilities and companies will outsource continuous monitoring and other cybersecurity services to managed security service providers (MSSP) or security operations centers (SoC) with OT expertise. This will be especially crucial for smaller organizations and users without in-house, 24/7 coverage.
“As more control data moves to the cloud for analytics, expect robust encryption, tokenized access, and one-way transfer devices. Edge gateways will act as security enforcement points, filtering and inspecting data before it leaves the facility,” adds Medecke. “This will be increasingly essential as compliance frameworks and standards, such as CMMC, IEC 62443 and NIST 800-82. drive adoption of certain controls. In addition, cybersecurity-related, business insurance policies will increasingly require proof of segmentation, MFA, monitoring and pretested recovery plans.”
SRF Dahej finds a better way to become future-ready
Specialty chemical plant sheds $10.7 million in costs with digital transformation journey and becomes FieldComm Group’s 2025 Plant of the Year
NESTLED along the serene coastline of the Bharuch district of Gujarat, India, the town of Dahej is a robust industrial center that's home to a diverse range of industries, particularly chemicals. Because of its proximity to the Gulf of Khambhat, major ports and shipping corridors, it's a crucial hub for trade and commerce. It's here that specialty chemical company SRF (originally Shri Ram Fibres) underwent a digital transformation to not only become a shining example of the possibilities of advanced integrated control systems, but also to become FieldComm Group’s 2025 Plant of the Year.
SRF is a global producer of chemicals and specialty chemicals with locations not only in India, but also Thailand, South Africa and Hungary. It maintains a long and storied history of growth and innovation dating back more than a century through the lineage of Sir Shri Ram and Dr. Bharat Ram. Its current iteration began in 1973 as a manufacturer of nylon, tirecord fabrics, and it entered the chemicals business in 1989 to manufacture refrigerants. It officially became known as SRF in 1990.
Based near New Delhi, the company has transformed its Dahej facilities over the last 15 years, changing the way it operates the plant through systematic upgrades of its control technology. And FieldComm Group technology has been with it each step of the way.
“SRF underwent a technology adoption journey that we started in 2010 with the HART protocol,” says Dr. Jagdish Pranami, AVP,
by Len Vermillion
Instrumentation, Electrical and Advanced IoT Department, SRF Dahej. “From there, we moved to FOUNDATION Fieldbus in 2011.”
Along the way they installed more than 40,000 devices that use FieldComm Group’s HART, WirelessHART and FOUNDATION Fieldbus protocols. Over 90% of these devices are managed via an instrument asset management system (IAMS). In the process, those devices and FieldComm Group technology enable the plant to leverage "fit-for-purpose" protocols to achieve an architecture incorporating the Industrial Internet of Things (IIoT) and soon Ethernet Advanced Physical Layer (APL).
The journey was not always smooth and the engineers, led by Pranami, faced challenges that they met head on. For example, connecting a 300acre plant could be difficult, particularly through the middle sections of the vast operation.
“So, the architecture was very important to design before implementation, otherwise it has a very high chance of failure,” Pranami says.
Mapping a journey
SRF’s motto is “We always find a better way.” This project was no different as the 15-year (and going) digital transformation has been strategically mapped to ensure a smooth and efficient transition at one of the company’s most significant facilities.
SRF Dahej encompasses the company’s specialty chemical and fluorochemical businesses. It houses multipurpose plants for agrochemical and pharmaceutical intermediates, and it's a key driver of SRF’s specialty chemicals growth and global exports.
It also remains a major production center for refrigerant gases, supporting the HVAC and industrial cooling sectors.
Today, SRF Dahej is one of the company’s largest and most
technologically advanced sites, and with its new digital transformation, the most efficient. That’s key for the company’s future since the facility is a central location for future capacity additions to ensure SRF’s long-term competitiveness in the global markets.
That is why it turned to FieldComm Group technology to find that better way forward.
While the journey began with the adoption of HART and FOUNDATION Fieldbus, it continued with the establishment of the IAMS in 2012. WirelessHART was added in 2015. Its alarm management system was installed in 2016, and safety integrated system (SIS) in 2017.
The most recent steps forward happened in 2023 with IIoT adoption, and this year when the team put artificial intelligence (AI) adoption into review and analysis. Already, the company is working toward APL adoption in 2026.
FOUNDATION Fieldbus technology has been implemented across many of SRF Dahej’s instrumentation and control systems, ranging from
its Coriolis, vortex, magnetic and ultrasonic flowmeters to radar level devices from a mix of different instrumentation vendors. It includes a full-vacuum, level-transmitter, emergency shutdown system (ESD) and a gas detector system. Other systems include machine monitoring, online stack and process analyzers, emergency shutdown valve and pressure transmitters.
The large-scale plant features multiple intricate systems that required thought and planning during the upgrade, and knowledge and training for operators following.
“HART protocol empowers our instrumentation team with seamless diagnostics and configuration—without disrupting critical 4-20 mA control loops,” Pranami says.
Benefits of HART
SRF realized several accrued benefits of its HART installations. For starters, Pranami says they chose the HART path because it's the most widely used protocol. He also points to simplified
field diagnostics and easy configuration through the HART configurator as additional factors for the company’s choice.
With so many instruments and systems across the facility to consider, SRF wanted an easy-to-understand and reliable protocol with which to work. Due to its interoperability capabilities, HART can be used not only in conjunction with the wide range of sensors mentioned earlier, but also in critical applications that can't afford to fail.
“It allows for diagnostics of the sensors via fail-safe conditions, which alerts us to any potential problems,” Pranami says.
Caring for critical systems
When it came to bolstering its plants, SRF Dahej addressed several critical applications via FOUNDATION Fieldbus. In one process plant, it implemented ramping logic to achieve slow vacuum. In the same plant, ratio control logic for FOUNDATION Fieldbus devices, was implemented.
SRF Dahej undertook an extensive digital transformation using HART, WirelesHART and FOUNDATION Fieldbus technology.
Source: SRF
Likewise, in another plant on site, the team addressed raw material charging, utilities and sequential operations by using FOUNDATION Fieldbus devices for automatic sequencing and closed-loop control.
Pranami says the effort yielded better systems and better field diagnostics than they previously used. Now, multiple process values can be acquired in the DCS without using extra I/O, reducing signal processing cards and generating more than $200,000 dollars in cost savings a year.
In addition, project commissioning time was reduced significantly because of the remote access capabilities of the instrument configuration, adding another $1.5 million in cost savings across 30 plants, according to the company.
Meanwhile, cable utilization was reduced by more than 30%, which generated cost savings of nearly $1 million, while auto detection of fieldbus components added savings of $1.2 million by reducing the product change rate over time.
Pranami adds the upgrades led to a reduction in human effort and productivity improvements.
SRF's P-XX plant in Dahej is part of a chemical complex that produces fluorochemicals and specialty chemicals for the pharmaceutical and agrochemical industries. Here, the company maintains several SIL loops for ESD with a separate logic solver connected to the DCS network via a DCS controller. The system consists of field-mounted sensors, valves and trip relays. It includes system logic for processing incoming signals, alarms and
HMI units. The system can process input signals and activate outputs according to any emergency.
HART helped improve the overall safety of the facility by reducing the chances of future accidents. It provided effective monitoring and protection, as well as faster response times. In addition, Pranami says it helps the plant become more flexible and customizable.
Most important, the upgrades to HART at the plant can help prevent personal injury, loss of life, equipment damage and loss of productivity, and it aids in preventing environmental damage.
SRF turned to WirelessHART to better manage its carbon dioxide and ethylene gas storage on site. The results nullified manual efforts to conduct pressure and level surveys. Remote monitoring of the tank farm covered a longer distance—up to 1.4 km.
Inside the control room at SRF Dahej
By routing individual signals across the entire network, a wide network structure became possible. In addition, online and seamless integration with the DCS system became possible, without any downtime.
Pranami says the benefits of WirelessHART are extensive. He points to improved safety and worker tracking. The company estimated productivity improved by 30% and cost savings were 11%. Meanwhile, the quick startup of WirelessHART led to 70% cost savings, according to the company.
Going forward, SRF plans to use WirelessHART for asset performance monitoring and IIoT analytics.
The way forward
Ethernet-APL provides an exciting way forward for SRF. The company started planning for APL five years ago when
it embarked on its initial research. A year later it was in full technology evaluation and pilot testing and development by 2023. It plans to implement and roll out Ethernet-APL technology at SRF Dahej next year.
APL is a specialized Ethernet standard designed for demanding environments, such SRF’s specialty chemical plants. It allows for high-speed, 10 Mbps communication over two wires (2 WISE) for up to 1,000 meters, while also providing power transmission over the same cable. It also enables a more cost-effective and flexible network architecture, extending Ethernet connectivity directly to field devices.
So, it's a natural fit for SRF Dahej’s field network upgrades. SRF will first implement APL in a greenfield project set to be built in Dahej. Pranami says they elected to deploy it in a greenfield
project rather than an existing plant to verify it meets their needs first. From there, they'll look at adopting APL into existing plants.
SRF also plans updates to its predictive maintenance technology to enable vibration-sensor based maintenance for its chillers, centrifuge, vacuum pumps and other machines. The predictive maintenance technology will provide early detection of mechanical wear and tear, improve accuracy by maintaining tube integrity, reduce downtime and enhance the life of components.
After all that, SRF Dahej still has more in the works. Its IIoT vision and growth plan culminates in 2027 after a five-layer market approach. Known in many circles as Internet 4.0, SRF is currently in its advanced analytics-IIoT implementation phase, which entails, among other goals, golden batch data
OPTIWAVE 1540 and OPTIWAVE 1560 – Compact radar level transmitters insensitive to environmental conditions
• PVDF housing and antenna resistant to many chemical products
• OPTIWAVE 1540 – for liquid chemicals and open channel flow and applications with high accuracy requirements (±2 mm / ±0.08 in)
• OPTIWAVE 1560 – for liquids in narrow tanks with internal obstructions (bram angle 4°) with longer range and high accuracy
to plants and automation of daily reports. By 2027, it expects to feature online data analysis using generative AI for IIoT projects.
Some of its IIoT use cases have resulted in $19 million of cost savings, including real-time asset utilization, steam trap health monitoring, vacuum pump failure prediction and DCS controller load monitoring.
By 2030, SRF expects to complete asset management through RFID and barcoding. It will also feature recipebased plant operations, cybersecurity enhancements in the IT-OT network, and workforce development and skill enhancement.
Through its systematic and strategic digital journey, which will encompass two decades of technology upgrades, the future for SRF Dahej and the company gets brighter by the day.
SRF's instrumentation team at its Dahej facility
Source: SRF
Justify improved control via process economics
Part one of this three-part series examines the rationale for using control technology to reduce process variability
CONTROL technologists know advanced regulatory control (ARC)—cascade, ratio, feedforward and nonlinear strategies—can improve control. Their advantages include increased throughput, reduced energy consumption, improved quality, less waste, better operational efficiency, increased yield, fewer quality giveaways and better safety margins. However, the scope of a control engineer is much wider than control strategies.
Improvements in instrument systems can also improve control. These include selecting the right instrument for the service, relocating measurements to shorten delays, improving resolution, using faster processers, developing mathematical process models of the process, inferential measurements, and linearizing model transformations.
Process changes can also improve control, such as increasing tank levels to increase inline blending, placing positioners on flow control valves to prevent stiction, or removing assignable causes that periodically upset the process. Some of these improvements require more investment economic justification.
Improved control is an abstract concept. Process improvements are often justified by return-on-investment (ROI). How can you forecast the economic benefits of improved control to justify a project, and assess the economic benefit in a post-implementation audit? How can you provide a comprehensive evaluation that includes resistance to upsets, ease of maintenance or safety? One solution is to preview improvements using a digital twin—a mathematical model of the current process validated with experimental data we can use to test the proposed control system.
Managers are risk-averse, skeptical and need to be convinced that proposed actions won’t result in safety issues, complaints by operators, or maintenance issues for operators. What we might call an improvement could seem to them like a newfangled
complexification. Managers are concerned that a person with a hammer thinks everything looks like a nail. So, how can they be convinced that a proposed control improvement isn’t just a skill the technologist wants to show off? Demonstrate the value of your proposed improvement using objective arguments based on metrics they understand, like ROI.
How to assess benefits of improved control
Improved control results in less variation in the controlled variable, which permits operating closer to constraints, higher throughput and/or less energy consumption, and ultimately more profit. There are several ways reduced variance can permit operating changes that improve the bottom line. Here are descriptions of two concepts:
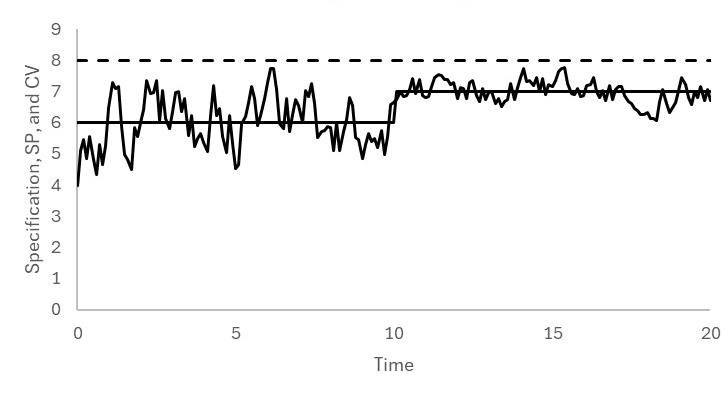
Quality giveaway
We want to operate as near as possible to product specifications or operating constraints. However, if the controlled variable (CV) deviates from the setpoint, then the setpoint must be moved away from the constraint to prevent violating specs or contraints.
Figure 1 illustrates pressure control over time. The constraint is the upper, horizontal, dashed line, which might be related to equipment operating limits. For process efficiency, we may operate a distillation column nearer to the equipment pressure limit to get improved separation, and permit lower boil-up rates for the separation, which means less energy consumption.
On the left side of the figure, the setpoint (solid horizontal line) is below the constraint to prevent deviations on the CV (the noisy signal) from exceeding the constraint value. On the right side of the figure, improved control reduced the variation on the CV. As a result, the setpoint can be moved nearer to the constraint, and still prevent violations.
R. RUSSELL RHINEHART russ@r3eda.com
"Improved control is an abstract concept. Process improvements are often justified by return-on-investment (ROI)."
The setpoint deviation from the limit is termed quality giveaway. Though the illustration represents pressure, CV can be many variables. If CV is an impurity in the product, the producer must give the customer higher quality product than necessary to prevent specification violations. This is why it’s called a giveaway. Excess purity means higher raw material costs and/or more expensive processing—perhaps related to more energy use in distillation, more residence time in a reactor, or more chemical treatment to separate the impurity.
Though Figure 1 represents pressure control, we still call it quality giveaway.
Regardless of the CV, given the reduction in variability, the process engineer can use process models, intermediate product and utility values to estimate the value of the setpoint change related to reduced variation. A question remains about how to estimate reduced variability from a control or instrument improvement. An answer is coming, but first consider a second process improvement method.
Flooding
One type of flooding in a distillation column happens when a high-velocity, vapor upflow entrains liquid droplets, carrying them back up the column instead of letting them fall by gravity. The more liquid entrained, the less upflow area, increasing the vapor velocity and exacerbating the entrainment effect. Eventually, the liquid can’t fall through the column, and it floods with liquid. The vapor mass flow rate that causes flooding has a square root response to column pressure.
To increase production rate or purity, the vapor flow rate must increase. However, the mass flow rate of the vapor is limited by the flooding point. Typically, operation is kept safely below the flooding point, so process disturbances or imperfect control don’t cause flooding.
Figure 2 illustrates the pressure-to-flooding vapor rate relation and the limit on column pressure. The square rootshaped curve indicates how the vapor-mass rate that causes flooding (the maximum permissible vapor rate) depends on column pressure. The right-most, vertical, dashed line at a pressure value of 38.5 is the pressure constraint on the
equipment, and for a small safety margin, we don’t want the pressure to exceed 37.5.
The left-most, vertical, dashed line represents the old pressure setpoint, and the bell-shaped curve on the bottom, centered on the old SP, is the old, operating column’s pressure distribution. Since the column pressure is variable, the setpoint must be adequately below the 37.5 limit, so the maximum pressure deviation doesn’t violate the safe value. Roughly, the setpoint needs to be 3-sigma below the 37.5 limit, which is why the old pressure SP is at 35.5. Notice that the variation in pressure permits a low pressure of about 33.5, and this pressure determines the flooding velocity. The old vapor rate is labeled as “old limit.”
If a control improvement permits lower pressure variation, then the pressure setpoint can be moved closer to the constraint. Note that, at the new SP with reduced variation, the maximum pressure doesn’t exceed the limit of 37.5. Also note, at the “new SP,” the minimum pressure is now about 36, which defines the new upper limit on the vapor rate. In this illustration, improved pressure control permits about a 25% increase in vapor rate, which translates to increased productivity for a given purity (additional profit) or increased purity for a given production rate (higher-priced product grade).
Reduced pressure variation can lead to diverse other benefits, such as those related to pressure constraints on equipment or thermodynamic separability.
[Please note: I greatly appreciate input for this article from Sandeep Lal, senior process control and optimization engineer at Chevron Phillips Chemical Co. LP, and from Luis J. Yebra, of the Centre for Energy, Environmental and Technological Research (CIEMAT) on simulation and control projects, which is partly supported by the Spanish Ministry of Science and the European Union.]
Russ Rhinehart started his career in the process industry. After 13 years and rising to engineering supervision, he transferred to a 31year academic career, serving as the ChE head at Oklahoma State University for 13 years. He is a fellow of AIChE and ISA. Now “retired,” he enjoys coaching professionals through books, articles, short courses and postings on his website at www.r3eda.com.
Figure 1: Quality giveaway
Figure 2: Flooding
Cybersecurity smorgasbord
Control ’s monthly resources guide
INVENTORY AND TAXONOMY
This online publication, “Foundations for OT cybersecurity: asset inventory guidance for owners and operators,” shows how to define scopes and objectives, identify assets, collect attributes, create OT taxonomies, manage data, and implement asset lifecycle management to protect their processes, equipment systems and facilities. It’s at www.cisa.gov/resources-tools/resources/foundationsot-cybersecurity-asset-inventory-guidance-owners-and-operators
This online article, “A practical approach to adopting the IEC 62443 standard” takes users through the six main steps for implementing a cybersecurity management system (CSMS), including securing management support, identifying and assessing risks, establishing awareness, deploying countermeasures, and CSMS maintenance. It’s at gca.isa.org/blog/a-practical-approach-to-adopting-the-iec62443-standards.
ISA GLOBAL CYBERSECURITY ALLIANCE gca.isa.org
IT AND OT COOPERATE
This one-hour video, “Practical, industrial control system cybersecurity: IT and OT have converged—discover and defend” by Doug Wylie and Dean Parsons of SANS and Ted Gary of Tenable, covers assessing connected assets for vulnerabilities and security controls, passive monitoring and active scanning, and patching strategies and techniques for effective lifecycle management of IT and
OT architectures. It’s at www.youtube. com/watch?v=IsIRjC4WlxE SANS INSTITUTE www.sans.org
TWO INCIDENT HISTORIES
This 37-page document, “History of industrial control system cyber incidents” by Kevin Hemsley and Ronald Fisher of Idaho National Laboratory, charts publicly reported cyber-threats to critical infrastructures during 20002017, which sheds light on cyberthreats to industrial control systems (ICS). It’s at www.osti.gov/servlets/ purl/1505628. A 49-page follow-up document, “Evolution and trends of ICS cyber-incidents,” covers 2017-22. It’s at inldigitallibrary.inl.gov/sites/sti/ sti/Sort_61422.pdf
IDAHO NATIONAL LABORATORY www.inl.gov
MULTIPLE NIST SECTIONS
This webpage, “Cybersecurity and privacy,” links to NIST’s many cybersecurity resources. These include Cybersecurity Framework (CSF) 2.0, National Cybersecurity Center of Excellence (NCCoE), Small Business Cybersecurity Corner and Computer Security Resource Center. They’re at www.nist. gov/cybersecurity-and-privacy
NATIONAL INSTITUTE OF STANDARDS AND TECHNOLOGY www.nist.gov
SOME ADVICE FROM FRANCE
This 44-page whitepaper, “Cybersecurity of industrial control systems” covers ICS myths, vulnerabilities, human negligence, deployment methods, raising awareness, risk analyses, defense in depth, alert chains, recovery plans, systemwide approaches and best practices. A link to it is at cyber.gouv.
fr/publications/managing-cybersecurity-industrial-control-systems AGENCE NATIONALE DE LA SÉCURITÉ DES SYSTÈMES D'INFORMATION (ANSSI) www.ssi.gouv.fr/publications
PROTECTING ENDPOINTS
This blog post, “Endpoint security checklist for OT organizations,” covers gaining visibility of network endpoints, prioritizing gaps with a risk-based approach, and establishing ongoing cybersecurity processes. It’s at www. rockwellautomation.com/en-us/company/news/blogs/endpoint-securitylist.html
ROCKWELL AUTOMATION www.rockwellautomation.com
EPA ON WATER UTILITIES
This webpage, “EPA cybersecurity for the water sector,” covers how to perform cyber-evaluations and request help, develop response plans, participate in exercises and technical assistance courses, and seek funding. It’s at www.epa.gov/waterresilience/epacybersecurity-water-sector
U.S. ENVIRONMENTAL PROTECTION AGENCY www.epa.gov
FIVE VIDEOS FROM MICROSOFT
These five 11- to five-minute videos, “Introduction to ICS/OT cybersecurity,” cover general information about industrial control system (ICS) and operations technology (OT) environments, potential gaps in security, and recommendations about how to be better prepared in case of a cyber-attack. They start at www.youtube.com/ watch?v=EkyobshJ4Zk
MICROSOFT SECURITY COMMUNITY techcommunity.microsoft.com/category/ microsoft-security
Smart systems bring IoT connectivity to hazardous environments
Traditional, fixed-I/O architectures are giving way to mobile, cloud-connected, self-contained units
Technical Specialist
“Today's applications can use an integrated, cloud-ready, zone-rated I/O system with onboard logic and cellular communications.”
AS industrial applications continue to evolve, the need for adaptable, intelligent monitoring systems grows more urgent. This is especially true in areas involving volatile materials. Input/output (I/O) systems are becoming more versatile, safer and better integrated into Internet of Things (IoT) architectures. The convergence of mobility, intrinsic safety and cloud connectivity can meet the unique demands of hazardous environments.
Monitoring in a hazardous, mobile environment
Many applications have one top priority: monitoring environmental and equipment data at specific locations. However, often, there are three hurdles in situations like these that present themselves.
The first is hazardous location requirements. Any areas where a gas or other flammable substance are present must meet tight safety standards. For example, a particular setup could be rated for Class I, Division 2 (or "zone") environments, meaning equipment in that area must be intrinsically safe (IS) or explosion-proof.
The second frequent challenge is mobility. Unlike a traditional, fixed installation, some systems are intended to be mobile, and deployed temporarily in various field locations. They may operate independently on battery and solar power, without hardwired infrastructures.
Finally, many setups require autonomous operation and data access. They may need to collect I/O signals, perform on-device logic or calculations, and transmit data to the cloud for remote monitoring.
This combination of mobility, hazardous location requirements, and autonomous communication emphasizes the complexity of these systems.
I/O systems
In this type of setup, the monitoring system must track a variety of input types, including analog current signals, analog voltage measurements, discrete digital signals and temperature readings.
Many I/O systems are modular, and the I/O configuration can be customized by adding modules. In some cases, individual analog inputs can be configured to meet the needs of each individual point.
From a safety perspective, all components, including the I/O and power sources, must meet intrinsic safety (IS) standards. Otherwise, the equipment can’t operate within its designated zone without leading to ignition risks.
IoT-integrated I/O
Traditional I/O systems tend to rely on fixed installations. Typically, they collect data and send it via wires to a centralized programmable logic controller (PLC) that processes and transmits data elsewhere.
Such a model breaks down in mobile or hazardous scenarios. Long cable runs, explosion-proof barriers and centralized control aren't practical for dealing with field-deployed, battery-powered stations located in potentially explosive atmospheres.
Today's applications can use an integrated, cloud-ready, zone-rated I/O system with its own onboard logic and cellular communications. This approach eliminates the need for dedicated PLCs, external modems or network interfaces, wired connections leaving the hazardous zone, and IS barriers crossing in and out of the zone.
Alternatively, the unit can act as a self-contained smart device. A built-in SIM card can scan for the strongest available cellular network, and transmit data to a cloud environment where users can monitor values and receive alerts.
MICHAEL ECKLUND
Valin Corp.
Power management
A key factor in making this kind of system viable is energy efficiency. Because these devices may need to be deployed in the field for 30-day stints with no permanent power connection, preserving battery life is critical. Engineers can optimize this function by using onboard logic to control when I/O modules are powered. In addition, they can cycle sensors on and off as needed to reduce energy draw, and allow configurable polling intervals to balance responsiveness with power conservation
This fine-tuned power control means the device can stay operational for the full duration of deployment without needing a recharge or manual maintenance.
Simplifying complex integrations
In a conventional setup, building a system as outlined above would require at least four or five different components: a field-capable I/O system, PLC or controller, communication device, zone barriers and safety-rated enclosures, and power management hardware. Each piece
would need to be individually sourced, integrated, programmed and maintained. This ultimately creates layers of complexity and opportunities for failure.
By contrast, systems can now combine those functions into one integrated unit, with I/O, logic, communications and safety ratings all bundled together, dramatically reducing the engineering burden and accelerating deployment.
The same kind of solution has been explored in the past using multiple standalone components, but it required significantly more effort and engineering overhead. The difference here was that the mobile I/O system has already done the integration work, allowing engineers to focus on the application rather than the infrastructure.
The approach outlined is broadly applicable across industries where safety, mobility and data access intersect. Some possible applications include temporary fuel stations or chemical storage sites, mobile refueling or service vehicles, remote environmental monitoring in hazardous zones or offgrid, industrial installations.
As more industrial systems move toward data-driven decision-making, demand for easy-to-deploy, IS and IoT-enabled devices will continue to grow.
The future of I/O
There's also an important shift happening in industrial automation: I/O is no longer just passive hardware, but a smart, connected and mobile platform.
By marrying IS data acquisition with IoT connectivity and power-aware design, modern I/O systems are enabling new levels of flexibility and safety in environments previously too difficult or dangerous to monitor effectively.
For engineers working in hazardous or mobile environments, this approach represents a path forward—less wiring, fewer components, faster deployment and safer, smarter systems.
M ichael Ecklund is a technical specialist at Valin Corp., a subsidiary of Graybar, and a technical solutions provider for the technology, energy, life sciences, natural resources and transportation industries. To learn more about Valin’s solutions and capabilities, please visit www.valin.com, or to explore its product portfolio, please visit www.valinonline.com.
Warriors on the hardware highway
Wire, cable and connectors toughen up with redesigns, space-saving formats and simpler installations
REDESIGNED BATTERY POLE CONNECTORS
SENSOR-ACTUATOR CABLES WITH M8 AND M12
Battery pole connectors' newest additions support power transmission up to 1,500 V between battery modules in utility- and industrial-scale energy storage systems (ESS). Their userfriendly design features mechanical and color coding to prevent errors. The robust connector is IP-rated and touch-safe. Their mating interface rotates 360° for more flexible designs, and provides space for components on the rack's face.
10GXM13 Category 6A cable is ultra-slim at 0.230 inch (5.84 mm), and is designed to meet growing bandwidth demands. Fully TIA-compliant, it provides enhanced channel performance, 100-meter lengths and 10 G links with a filler-free design for easier terminations and reduced waste. Ideal for tight spaces, 10GXM13 enables larger bundle sizes and cost-effective upgrades from Category 6, and pairs with RevConnect for fast deployments.
AT-HA elastomer grommet is an expansion of the Imas-Connect adapter system, and com pactly integrates 3A and 4A plug inserts directly into an adapter cable entry without needing an added cut-out. AT-HA also features IP65 protection class when plugged in, or IP54 with optional protective cover; plug housing with cable gland, including M20 for cable diameters from 6 to 12 mm, and M25 for cable diameters from 13 to 18 mm; and -40 °C to 100 °C (static) operating temperature range.
ICOTEK CORP.
www.icotek.com/en-us/products/imas-connect/at-ha
Sensor-actuator cables with optimized M8 and M12
connectors provide maximum service life, rugged design and simple installation and maintenance. Beyond M8 and M12, they support many, common threading types, such as 1/2 in., 7/8 in., M9 or M23. Gas-proof and gold-plated crimp connections, as well as knurled nuts, increase vibration resistance and durability. Wire types include PVC, PUR, POC and PUR-O sheathings.
221 Series LeverNuts splicing connectors make wiring quick and easy. Users simply pull the lever up, insert the wire, close the lever, and they’re done. These connectors simplify jobs, whether they’re implemented by professional electricians or weekend DIYers. Choose from two, three, five or 10 pole connectors, as well as inline options to establish secure connections.
WAGO
www.gowagowiring.com
ROUND, PLUG-AND-PLAY CONNECTORS
RST Classic round, robust, plug-and-play connectors are available in two- to sevenpole configurations, and are factory-tested and modular. Designed for demanding environments, they offer protection ratings up to IP69, ensuring durability against dust and water ingress. Optional barrier seals prevent moisture propagation through cable systems. With features like mechanical coding and color options, RST also simplifies installation and enhances safety.
WIELAND ELECTRIC www.wieland-americas.com
CONNECTORS FOR PANEL INTERFACES
Modlink panel-interface connectors from Murrelektronik include various styles of interface inserts, frames and optional protection covers. They're available in nine connection combinations that may include RJ45 Cat5e, female/male 15-pin D-sub HD15, female/female USB-A, female/female nine-pin D-sub, RJ12, and a single 120 VAC outlet. Modlink’s IP65-rated single or double frames mount directly on an enclosure opening, and are available with transparent, metallic or gray covers.
Flame-retardant, fully insulated, electric-terminal/disconnects are stamped from a high-temperature alloy, and feature a flame-retardant nylon insulator, which collapses on itself, and safely maintains its hold if a malfunction occurs. They're rated to 150 °C, and meet UL and NEMA specifications. Designed for automated applications, they’re available in 10-22 fa wire sizes to mate with 0.110 in. x 0.020 in., 0.187 in. x 0.020 in., and 0.250 in. x 0.032 in.sized NEMA male tabs.
ETCO INC.
800-689-3826; www.etco.com
3-IN-1 TOOL CUTS AND STRIPS CABLES
swifty CS (cut and strip) has an attachment that slides onto any uninsulated screwdriver with a 3.5 mm blade diameter. Users cut the wire on one side, strip the wire on the other side, and use the screwdriver for adjustments. It can strip PVC-insulated fine-stranded and solid conductors up to 14 AWG, cuts single-stranded copper conductors up to 16 AWG and finestranded up to 14 AWG, and has an adjustment wheel for precise stripping support and an ergonomic grip.
104397 flexible, Cat 6A, Ethernet cable combines powerlimited, tray cable-exposed run (PLTC-ER), wet location, AWM 600V and CMG ratings in one design, which simplifies installations and reduces inventory. It supports high-speed Ethernet/IP, Profinet and CC-Link IE Field protocols. 104397’s robust shielding and oil/ sunlight-resistant jacket ensure durability in harsh environments. Approved for exposed runs and wet locations, it’s reported to be the only Cat 6A cable with PLTC-ER.
LUTZE INC. www.lutze.com
100% RECYCLED NYLON CABLE TIES
Post-Industrial Recycled Nylon 6.6 cable ties are made from up to 100% recycled nylon, which helps manufacturers reduce carbon footprints and meet sustainability goals. These cable ties also provide long-lasting performance, which makes them an effective alternative to standard, plastic cable ties. They’re also impact-modified, heat-stabilized and UV-resistant to support outdoor or indoor installations.
iHeat tubing and tube bundles have light (LTB) and heavy (HTB) steamtraced models, as well as an electric-traced bundle (ETB). LTB and HTB are designed for instrument impulse lines, pressure transmitters, and fluid-transfer and analyzer-sample lines. ETB is also suited for CEMS lines, and is available with heat-trace, self-regulating cable options (LSR, MSR, and HSR). It's also approved for FM and CSA Class I Division 2 safety standards.
INDEECO www.indeeco.com
GREG MCMILLAN
Gregory K. McMillan captures the wisdom of talented leaders in process control, and adds his perspective based on more than 50 years of experience, cartoons by Ted Williams, and (web-only) Top 10 lists. Find more of Greg's conceptual and principle-based knowledge in his Control Talk blog. Greg welcomes comments and column suggestions at ControlTalk@ endeavorb2b.com
Mastering pH measurement starts with sensor integrity
Data quality begins at the source, but few sensors are as misunderstood or mishandled as the pH electrode.
GREG: Data integrity is greatly affected by process sensor design, installation and maintenance. This is particularly true for pH measurements that have an incredible sensitivity and rangeability many orders of magnitude greater than any other composition measurement. The logarithmic relationship between pH and hydrogen-ion activity offers the ability to measure hydrogen-ion concentrations from 1 to 10-14 over the 0 to 14 pH scale range. In fact, pH measurements below 0 and above 14 are possible, extending the rangeability beyond 14 orders of magnitude.
In this column, I engage in a conversation with “pH Greg” to learn about the problems and solutions that enable electrodes to achieve their extraordinary capability.
pH GREG: The pH sensor measures hydrogen-ion activity that is the effective concentration and is a measure of the hydrogen-ion’s ability to move and combine with other ions. For dilute solutions, the effective and actual concentrations are equal, and the activity coefficient is 1. For solutions with high concentrations of ions, the crowding and presence of other charges reduces the activity coefficient to less than 1.
GREG: Start us out with a dose of reality.
pH GREG: The incredible sensitivity and rangeability of pH measurements are based on a series of assumptions, most of which aren’t sufficiently explained in the literature. Manufacturers do a better job of noting some considerations, especially as they develop new electrode features that address particular application problems. More than any other sensor, pH electrodes need to “keep it real.”
The accuracy and speed of response of pH measurements depend on the condition of a hydrated gel layer on the surface of the glass electrode that’s only 10 -4 mm thick,
and the condition of the reference electrode’s junction that provides physical contact between its internal electrolyte and the process solution. The need for the fragile gel layer and the process junction of the reference electrode to be structurally consistent, clean and free from contamination has profound implications for properly selecting, calibrating and maintaining pH measurements. The fact that pH sensors perform as well as they do despite exposure to a wide variety of chemicals, temperatures and pressures is remarkable and a testimony to the ingenuity of various electrode designs.
GREG: What are some fundamentals?
pH GREG: Sensing pH is accomplished by having a pH-sensitive glass in contact with the internal fill, a 7-pH buffer and the external solution. The pH-sensitive glass develops Nernst equations from the hydrogen-ion (proton) exchange between hydronium ions in aqueous solutions and in the hydrated-gel layer of the glass.
Water molecules in the glass surface are essential for the proton transfer to occur. Nonhygroscopic glasses such as Pyrex and quartz show no pH response. Glasses that can absorb water but have lost their gel layer from contact with nonaqueous and highly acidic or basic solutions or from long-term exposure to air will lose their pH response. It takes about two hours of immersion in water to replenish a completely dehydrated gel layer.
GREG: What is pH accuracy?
pH GREG: From an accuracy standpoint, the primary concern is drift or bias developed over time. When pH electrodes are calibrated, the calibration line is characterized by a slope, noted as an efficiency, and asymmetrical potential, noted as an offset. The asymmetry
is defined as the potential difference across the membrane, when the external solution is at pH 7 and 25 °C. While the slope represents the pH responsiveness of the glass, the asymmetry represents all the remaining deviations from ideality in the measurement and reference electrodes.
Tests for drift should be done with acidic buffers because the actual pH of basic buffers exposed to air would continually drop from absorbing carbon dioxide. In practice, it’s difficult to distinguish the electrode drift from changes in the solution pH.
The solution’s actual pH changes in response to the change in the ion dissociation constant with temperature. Until recently, only the compensation of the change in millivolts generated per pH unit, or in other words, electrode temperature compensation, was offered. Microprocessor-based transmitters and receivers now offer solution-temperature compensation. However, the relationship depends on the composition and operating conditions of the process stream.
GREG: What is the isopotential point?
pH GREG: The pH where the temperature effect on millivolts generated is zero is known as the isopotential point. For glass electrodes, where the voltages associated with the inner chamber of the measurement glass electrode and the reference electrode are the same, the isopotential point is usually 7 pH. There can be horizontal shifts and vertical shifts for problems with the glass and reference electrode, respectively, of the isopotential point. Contamination of the reference electrode’s inner chamber can shift the isopotential point, which is one reason to use flowing junctions, multiple chambers and solid-state reference electrodes. When glass electrodes aren’t used, it’s critical to adjust the isopotential point.
The isopotential point of Pfaudler Glasteel material is typically between 1 and 3 pH. The isopotential point of ion-sensitive, field-effect transistors (ISFET) and metal oxide electrodes depends on the electrode design and the supplier.
GREG: What about electrode response time?
pH GREG: The most representative response time is 86% of the final response (T86) because the plot of pH versus time can flatten out dramatically for the last 10% of its response.
A general-purpose, glass, spherical bulb has the fastest T86 response time of about 3 seconds for velocities faster than 2 fps in buffer solution. The spherical and dome bulb and new, high-temperature AccuGlass are almost as fast. Flat glass and rugged glass electrodes have response times that are 5 to 50 times greater. Aging and fouling can cause them to be 1,000 times greater.
GREG: What are the advantages of middle-signal selection?
pH GREG: Using three electrodes will protect against a single failure of any type, including one at setpoint. It can reduce noise and eliminate spikes much more effectively than transmitter damping or signal filtering without adding lag time, and enable smarter predictive maintenance based on the long-term trend of an electrode’s deviation from the middle value. A single electrode can be manually or automatically retracted for cleaning, rejuvenation and calibration with the controller in automatic mode. More intelligent maintenance increases process efficiency and capacity.
GREG: Advances in glass technology, and removable specialized liquid junctions with options for automated jet washing and retraction with automated standardization and conditioning, can greatly improve life and accuracy. For more details on how to become famous not only for pH measurement but also the pH control system, read Advanced pH Measurement and Control – Digital Twin Synergy and Advances in Technology Fourth Edition, 2024 (Wiley, bit.ly/3KNGxTv).
JIM MONTAGUE Executive Editor
jmontague@endeavorb2b.com
“Even if we’re doomed, we might as well have a little faith, take a little risk, stand up for what we believe in, and actuate some useful changes.”
Unstick fearful stiction
Get past measurement paralysis to act on improvements
LEARNING about control and automation isn’t simple because their common aspects are historically deep in the backgrounds of the process industries they serve. Even today, with data at everyone’s fingertips, control and automation still seem largely invisible to most of their beneficiaries.
This is why I’m still grateful for a long-ago report by Merrill Lynch’s Donna Takeda that took a rare and possibly unprecedented look at control and automation. It gave me a muchappreciated overview, but I recall some colleagues being unhappy that Wall Street apparently greeted it with a big shrug.
In any case, Takeda’s report was prefaced by Lord Kelvin’s foundational quote, “When you can measure what you’re speaking about, and express it in numbers, you know something about it.” This statement has been stamped on multiple articles over the years, and serves as a frequent reminder that process control starts with sensing and measurement. This procedure continues with analysis and decisions, of course, but it can’t stop there. All the effort that goes into sensing, measurement and analysis is only worthwhile if it produces action—and the only way for it to qualify as control.
Pretty obvious, but the accompanying and persistent problem is it’s hard to get moving. Just as physical force must overcome static friction in valves, motors and pickle jars, it’s difficult to overcome inertia in pretty much every area of human endeavor. Despite their size difference, it always looked to me like locomotives and playground swings experienced a similar struggle to build momentum.
The volume and variety of these many struggles are no doubt the reason for morefamous quotes, such as “Well begun is half done” and Lao Tzu’s “A journey of 1,000 miles begins with a single step."
Unfortunately, despite all this inspiration, many efforts still get stuck at the measure and
study stages, which can look like action but really aren’t. I know I’ve watched more videos and TV shows about exercise and diet than I've actually exercised and dieted.
Likewise, many graduate students remain all-but-degree (ABD), plenty of academic research goes nowhere, most blue-ribbon studies get shelved, and even many courtordered consent decrees result in little or no reform. “Culture eats strategy for breakfast” is management consultant Peter Drucker’s wellknown quote for this sorry situation.
But why? Fear, of course. Fear of speaking up, fear of disagreement and conflict, fear of change, and worst of all, fear of possibly being uncomfortable. Oh, and don’t forget fear of failure and fear of success at the same time. Talk about some serious mental stiction. In this case, partial-stroke test probably means checking for a burst blood vessel!
What to do? Well, even if we’re doomed, we might as well have a little faith, take a little risk, stand up for what we believe in, and try to actuate some useful changes. Vote with your vote and wallet whenever available. Show up and make your voice heard in official and unofficial gatherings, but try to do some data gathering to support informed decisions. It can be an entertaining evening out once or twice per month because simply attending has an outsized impact, and elected officials and bureaucrats always sit up straighter and generally behave more responsibly when residents are in the audience.
But again, don’t stop there. If your particular officials are obviously no good and aren’t willing to improve, recruit and support better candidates, or even run for local office. Making more elections contested further improves everyone’s behavior. Two of the famous quotes here are, “You must do the things you think you can’t” by Eleanor Roosevelt, and “Be the change you wish to see in the world” by Mahatma Gandhi. They would know.