Produktion&Fertigung
Inspektion mittels KI
Automatisierung&Robotik
Wenn der Cobot auf Reisen geht
Management&Strategie
Chinas Hersteller von Kunststoffmaschinen

Produktion&Fertigung
Inspektion mittels KI
Automatisierung&Robotik
Wenn der Cobot auf Reisen geht
Management&Strategie
Chinas Hersteller von Kunststoffmaschinen
Was der Data Act der EU für die Industrie bedeutet und was Unternehmen jetzt unbedingt beachten sollten



Wenn die Welt Kopf steht, ist ein Perspektivwechsel angesagt! Wo stetiger Wandel zur neuenKonstante wird, entscheidetFlexibilität. KI transformiertGeschäftsmodelle, globale Märkte sind im Umbruch, Nachhaltigkeit setzt neue Maßstäbe –alles bleibt anders und das jeden Tagneu. Wir unterstützen Sie dabei, Veränderungen aktivzunutzen. Gemeinsam gestalten wir ein besseres Morgen undschaffen Schritt für Schritt eine noch lebenswertere Zukunft.
StartenSie Ihre digitale Transformationauf:

www.mhp.com








Vor wenigen Tagen hatte ich im Rahmen der Veranstaltungsreihe„EntertheFuture“derWittenstein-StiftungdieMöglichkeit,mitProf ClemensFuest,demPräsidentendesifoInstituts, zusprechen.ImRahmendieserVeranstaltungpräsentierteerZahlen undGrafiken,diekurzdaraufauchdenBundeskanzlerunddiegroßen Politikmedienbeschäftigten.DiewohleindrücklichsteZahlzeigtdie Entwicklung der beiden Werte private Investitionen und Staatskonsum. Es ist ein einfaches Schaubild, das jedoch ein hohes Katastrophenpotenzial birgt. Denn während die privaten Investitionen in Deutschland seit 2020 rapide abnehmen, schießt der Staatskonsum unaufhaltsam nach oben.
Fuest sieht diese Zahlen als alarmierenden Beweis dafür, dass sich Deutschland seit Jahren in einem wirtschaftlichen Niedergang befindet Er sieht die Gefahr „italienischer Verhältnisse“ – also einer jahrelangenwirtschaftlichenStagnationoderDepression.AuchBundeskanzlerFriedrichMerzsinddieseZahlennunzuOhrengekommen. Dasließmichzunächstgrübeln,obihmdieseEntwicklungtatsächlich vorher nicht bekannt war Aber das ist jetzt egal! Wichtig ist, dass es ihm jetzt aufgefallen ist. Ob man Prof Fuest in all seinen Prognosen und Ableitungen folgt oder nicht, ist eine andere Frage, aber dass dieseEntwicklungproblematischist,musswohlniemandemerklärt werden.
Ich sehe die Gefahr, dass uns die Geschichte mit bitterer Ironie straft Ich bin alt genug, um mich daran zu erinnern, wie wir den GriechenmitdemschwäbischenHaushaltsbuchinderTascheerklärt haben, dass man kein Geld ausgeben kann, das man nicht verdient. Und dass man auf Dauer keinen Staat machen kann, wenn die Ausgaben überbordend sind, aber das Wirtschaftswachstum fehlt. Es bleibt zu hoffen, dass der Warnschuss endlich gehört wird und echte Reformen in Angriff genommen werden. Mit kleinen Anpassungen undFußnotenistesnichtgetan–dasmussallenbeteiligtenAkteuren endlich klar werden. Es geht schließlich um Maßnahmen mit einer Tragweite,wiesiezuletztunterderrot-grünenRegierungvonGerhard Schröder umgesetzt wurden. Es gilt dabei auch, zu lernen, dass eine GesellschaftundeinWirtschaftssystemsichineinersichkontinuierlich verändernden Welt ebenfalls kontinuierlich anpassen müssen –wie Unternehmen eben auch. Und hier kann ich mich nicht zurückhalten und diese Überlegungen zur Zukunft des Wirt haftsstandortsDeutschlandmiteinerPhraem Fußballland Deutschland beenden: tenzial hierfür ist vorhanden! Fraglich , ob wir es auch auf den Platz bringen

BenediktHofmann Chefredakteur MM MaschinenMarkt


Neu: Spezialkugellager für die Wehr- und Sicherheitstechnik
Ultraleicht. Leistungsstark. Verlässlich.
In derSicherheitstechniksindsich bewegendeKomponenten ofthohen Belastungenausgesetzt.
HervorstechendsteEigenschaften vonFrankeSpeziallagern:
•Wartungsfrei
•Kompakt
•Dynamisch
•Belastbar
•Ressistent
WeitereInfos
https://www.franke-gmbh.de/ branchen/sicherheitstechnik/
www.franke-gmbh.de






Editorial
3 Benedikt Hofmann: Die unheimliche Macht der Linien
BilddesMonats
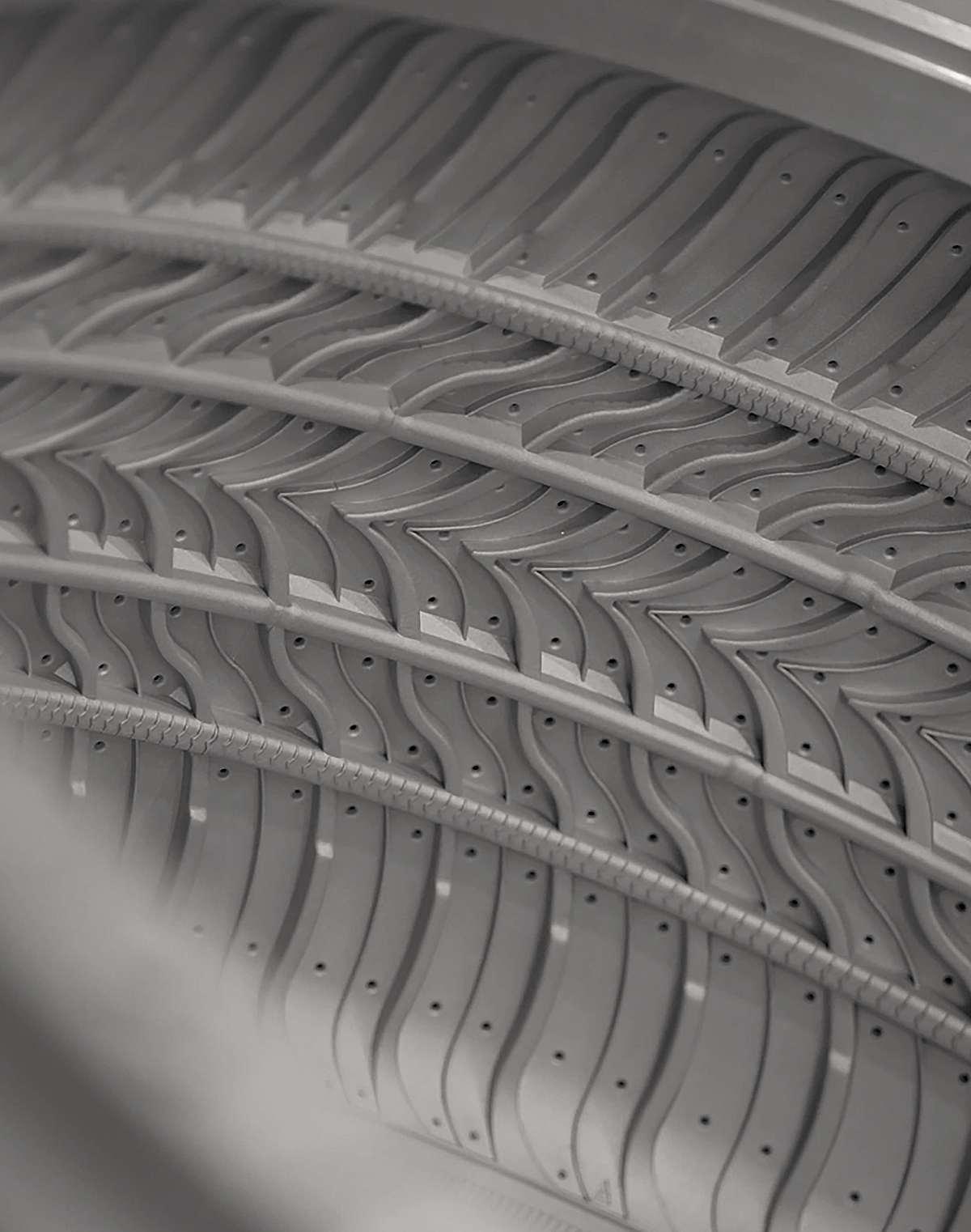
6 Die perfekte Form für den perfekten Reifen
Titelthema
8 Neue Spielregeln für die Datenökonomie
10 Digitalisierungsbooster für die Industrie
14 EU Data Act: Rechtliche Fragen und Antworten
16 EU Data Act verlangt mehr als Compliance
Branchen-News
18 ABB verkauft Robotik-Geschäft an Softbank Group
19 BSH muss Stellen streichen
20 Personalien
21 Aus für Werkzeugbau Laichingen
22 Marktunsicherheit bei Aurubis
23 Bundeswehr schließt Lücke mit Rheinmetalls Skyranger
24 Gewinnspiel
Industrie-Barometer
26 Industrielle Automatisierung
Messen
28 SPS 2025 macht sich startklar
29 Formnext zeigt additive Fertigung
Produktion&Fertigung
30 Lamy reduziert 16 Arbeitsschritte auf vier
33 Zuverlässigkeit im 3D-Druck neu definiert
36 Schweißverbindung: Inspektion mittels KI
38 Wenn Maschinen länger leben als ihre Software
40 Ringwalze schließt Lücke
Konstruktion&Entwicklung
42 Profinet-Integration in industriellen Kleinserien
46 Planetengetriebe sparen Platz am Keramikextruder
50 Fachkräftemangel kein Thema mehr
Forschung&Innovation
52 Eisen heißt der alternative Speicher für Wasserstoffenergie
Robotik&Automatisierung
55 Wenn der Cobot auf Reisen geht
60 Roboter und KI –Jobkiller oder Innovationsbooster?
Betriebstechnik&Materialfluss
62 Aus Vorratslagern werden Kommissionierlager
64 Verändert KI Produktionsplanung und Logistik?
Management&Strategie
66 Chinas fünf führende Kunststoffmaschinenbauer
65 Stromausfall: Viele Firmen ohne Notfallplan

30 Werkzeugbau: Lamy hat 16 Arbeitsschritte auf vier reduziert.

46 Planetengetriebe sparen Platz am Keramikextruder
SERVICE
79 Produkte
80 Impressum
SEITENBLICK
82 Gut zu wissen: Fünf Tipps gegen den Winterblues
Keine Safety ohne Security! Die Industrie befindet sich im Wandel. Neben Safety als funktionale Sicherheit für Mensch und Maschine ist Industrial Security zum Schutz vor Cyberangriffen oder Manipulation unverzichtbar. Mitarbeiter sollen sicher arbeiten können –und die Produktivität von Maschinen und Anlagen muss gewährleistet bleiben. Deshalb denken wir bei Pilz ganzheitlich, von der Beratung bis zum Produkt. Für eine sichere Automation Ihrer Produktionsund Industrieanlagen

BILDDESMONATS Für den perfekten Reifen muss die Form bereits perfekt sein, was eine hochpräzise Bearbeitung voraussetzt. Bei dem führenden Reifenformhersteller King Machine werden diese perfekten Formen u. a. mannlos auf Universal-Bearbeitungszentren von Grob hergestellt. (vs)


Am 12. September 2025 ist der Data Act EU-weit direkt anwendbares Recht geworden.
Mit dem Inkrafttreten des EU Data Acts beginnt eine neue Ära für die europäische Industrie. In unserer Titelstrecke tragen wir alle relevanten Informationen zusammen, die Unternehmen jetzt wissen müssen – von den Auswirkungen auf bestehende Geschäftsmodelle über rechtliche Fragestellungen bis hin zu den Herausforderungen bei der Implementierung.
Der EU Data Act zielt darauf ab, Datenzugang und -nutzung über alle Sektoren hinweg zu harmonisieren,umInnovationundWettbewerbsfähigkeit zu fördern. Ursprünglich als Reaktion auf die ungleichmäßigenDatenpraktikeninderEUentwickelt,erfordert der Data Act Unternehmen nicht nur die Einhaltung neuerCompliance-Anforderungen,sondernbietetauch Möglichkeiten,neueGeschäftsfelderzuerschließen Wir beleuchten die Kernpunkte dieser bedeutsamen Regulierung und die Chancen, die sich für die Industrie eröffnen.
Im Mittelpunkt des Data Acts stehen verbindliche Regeln,dieesNutzendenvernetzterProdukteermöglichen sollen, Zugriff auf die von ihnen generierten Daten zu erhalten. Diese Vereinheitlichung ist ein wesentlicher SchrittzurSchaffungeineseuropäischenBinnenmarkts für Daten, der den digitalen Wandel und die Entwicklung datengetriebener Geschäftsmodelle unterstützt. Unternehmen, die bisher noch nicht auf diese Umstellung vorbereitet sind, sollten schnell handeln, denn der strategische Umgang mit Daten kann den Unterschied im globalen Wettbewerb ausmachen.
Der erste Artikel unserer Titelstrecke (ab Seite 10) bietet einen umfassenden Überblick über die neuen Regelungen des Data Acts und seine möglichen Auswirkungen auf bestehende Geschäftsmodelle. Im Detail wird erläutert, wie der Data Act den Zugang zu nutzergeneriertenDatenerleichtertunddadurchdieGrundlagefür innovative Geschäftsmodelle schafft Besonders im Fokus stehen die Anforderungen an Hersteller vernetzter Produkte,dieverpflichtetsind,geeigneteSchnittstellen bereitzustellen,umdenDatenzugangzugewährleisten. Solche Maßnahmen erleichtern nicht nur die interne Optimierung von Prozessen, sondern eröffnen auch neue Möglichkeiten im Bereich der Künstlichen Intelligenz und der datengetriebenen Innovation. Unternehmen,diesichbishernochnichtmitdenAnforderungen vertrautgemachthaben,erhaltenwertvolleEinblickein die strategische Bedeutung, die Daten für ihren zukünftigen Geschäftserfolg haben werden.
Die rechtlichen Fragestellungen im Zusammenhang mitdemEUDataActwerdenimzweitenBeitrag(abSeite14)intensivbehandelt.Hierwerdendiewesentlichen
BestimmungendesDataActsdetailliertaufgeschlüsselt, insbesondere in welchem Verhältnis sie zur bestehenden DSGVO stehen. Die Autor:innen erläutern, welche rechtlichenRisikenbeiNichteinhaltungderRegelungen drohenundwieUnternehmendiesevermeidenkönnen DerArtikelbietetpraxisnaheOrientierungundzeigtauf, welchevertraglichenAnpassungennotwendigsind,um den neuen Anforderungen gerecht zu werden. Unternehmen erfahren, welche Schritte sie unternehmen müssen, um ihre Datenverträge zukunftssicher zu machenundwelcheRollederSchutzvonGeschäftsgeheimnissen in diesem Kontext spielt.
Abgerundet wird die Titelstrecke durch eine Analyse der organisatorischen und technologischen Herausforderungen, die der EU Data Act mit sich bringt. Der Artikel (ab Seite 16) unterstreicht die Notwendigkeit einer durchdachten Datenmanagementstrategie und hebt hervor,dasseinstarkesEngagementdesManagements entscheidendfürdenErfolgderImplementierungist.Es werdenkonkreteSchrittevorgestellt,wieUnternehmen ihre internen Prozesse anpassen müssen, um den Anforderungen des Data Acts gerecht zu werden. Dazu gehörtdieEtablierungklarerData-Ownership-Rollenund effizienter Kommunikationsstrukturen, um die kontinuierlicheAnpassungandiewechselndenProduktlandschaften zu ermöglichen. Der Beitrag bietet zudem Einblicke in die technologischen Plattformen, die notwendig sind, um die neuen Vorschriften nicht nur zu erfüllen, sondern auch als Treiber für Effizienz und Wettbewerbsfähigkeit zu nutzen.
Nutzen Sie die Chance, sich mit den bevorstehenden Änderungen auseinanderzusetzen und Ihr Unternehmen fit für die digitale Zukunft zu machen (mk)
VERFASST VON MelanieKrauß
Redakteurin MM Maschinenmarkt
Datengetriebene Geschäftsmodelle spielen bisher nur für wenige
deutsche Firmen eine Rolle. Mit der wachsenden Nutzung von KI steigt die Bedeutung von Daten. Der europäische Data Act bietet der deutschen Wirtschaft die Chance, eigene Daten besser zu nutzen.

Der im November 2023 beschlossene EU Data Act schafft seit September 2025 einheitliche Regeln für den Datenaustausch, um einen europäischen Binnenmarkt für Daten zu fördern und Innovation sowie Wettbewerb zu stärken.
Der EU Data Act wurde im November 2023 beschlossen und ist nach einer Übergangsfrist seit dem 12. September 2025 für vernetzte Produkte oderDiensteanzuwenden.ZielisteineuropäischerBinnenmarkt für Daten: Nutzende von vernetzten Geräten und Softwareanwendungen erhalten Anspruch auf die von ihnen erzeugten Daten.
Die neuen Regeln für den Datenaustausch sollen datengetriebeneGeschäftsmodelleermöglichenundInnovationundWettbewerbfördern.FragmentierteRegelungen in den Mitgliedsstaaten, ungleiche Machtverhältnisse in Bezug auf Datenzugang und -nutzung sowie mangelnde Interoperabilität und Datenqualität stellen bislangeinHindernisfürdieRealisierungeinessolchen Marktes dar Der Data Act ist damit ein Baustein in der europäischen Gesamtrahmenplanung der EU für den digitalen Wandel, auch bekannt als die bis 2030 geltende „Europäische digitale Dekade“.
Neben neuen Pflichten für Dateninhaber, also für die Hersteller vernetzter Produkte und Cloud-Anbieter, schafft der Data Act damit auch neue Chancen: Unternehmen erhalten einen besseren Zugang zu einer Vielzahl von ihnen erzeugter Daten, die sich für Effizienz-
steigerungen, KI-Anwendungen und neue Geschäftsmodelle nutzen lassen.
WachsendeBedeutungvonDatenerkannt
BislanghatlauteinerBitkom-Unternehmensbefragung nurjedesfünfteUnternehmendamitbegonnen,sichmit demDataActauseinanderzusetzen.MehralsdieHälfte der befragten Unternehmen sieht sich nicht vom Data Act betroffen [1]. Viele haben also weder mit der Umsetzung begonnen noch intern analysiert, ob Produkte oder Geschäftsmodelle betroffen sind, bzw. den strategischenWertihrerDatenanalysiert.NebenUnkenntnis über die Gesetzgebung mag sich dies auch damit erklären,dassdatengetriebeneGeschäftsmodellebislangnur für rund ein Viertel der deutschen Unternehmen eine zentraleRollefürdenGeschäftserfolgspielen.Dochdas Bewusstsein wächst: Laut Bitkom geht jedes zweite Unternehmen davon aus, dass Daten in den kommenden zwei Jahren wesentlich für sein Geschäft werden [2].
WasderDataActregeltundwarumdies relevantfürdieIndustrieist
Der Data Act schafft verbindliche Regeln für Datenzugang und -nutzung: Ab sofort müssen Hersteller vernetzterProdukteundAnbieterdigitalerDiensteNutzenden Zugang zu den von ihnen erzeugten Daten gewähren. Dafür müssen geeignete Schnittstellen bereitgestellt werden.
Schon vor Vertragsabschluss muss offengelegt werden, welche Daten erzeugt werden – einschließlich Informationen über die Art des Formats sowie der zu erwartendenDatenmengen.Dabeiistesirrelevant,obein Produkt oder Dienst über einen Kauf-, Miet- oder Leasingvertrag bereitgestellt wird Der Zugang muss rechtzeitig, in maschinenlesbarem Format und direkt erfolgen. Nutzende haben zudem das Recht, die von ihnen erzeugten Daten an Dritte weiterzugeben, ohne willkürliche Einschränkungen des Dateninhabers. Der Dateninhaber darf jedoch eine angemessene finanzielle Gegenleistungverlangen.DieBereitstellungfürNutzende sowie Nutzung der Daten durch den Dateninhaber sind vertraglich zu regeln.
Bei dem vom Data Act definierten Daten geht es in ersterLinieumnutzergenerierteDaten,dieimUmgang
mit vernetzten Geräten entstehen. Diese können auch personenbezogene Daten umfassen, für die weiterhin die Regelungen der Datenschutz-Grundverordnung (DSGVO) gelten. Etwaige Einschränkungen des Data Acts sind nur in bestimmten Fällen erlaubt, beispielsweise wenn es sich um den Schutz von Geschäftsgeheimnissen oder um Sicherheitsfragen handelt.
Auch Cloud- und Datenverarbeitungsdienste werden in die Pflicht genommen. So sollen Kunden Daten und Anwendungen einfacher zu einem anderen Anbieter übertragen können. Anbieter müssen technische und vertragliche Hindernisse abbauen, darunter auch etwaigegebührenpflichtigeHindernissefürdenWechsel.
Tabelle 1 gibt eine Übersicht über typische Datenkategorien in Unternehmen, welche über vernetzte Produkte, verbundene Dienste oder Cloudanwendungen erzeugt bzw. gehalten werden. Um gerade kleinere Unternehmen nicht zu stark zu belasten, sind Unternehmen mit weniger als 50 Mitarbeitern und einem Jahresumsatz von weniger als 10 Mio Euro von vielen Pflichten des Data Acts ausgenommen, darunter auch Datenzugangsanforderungen.
PraktischeChancendurchdenDataAct
Für deutsche Unternehmen kann der Data Act ein wesentlicherTreiberfürdieDigitalisierungsein.Insbesondere KMU können profitieren, indem sie datenbasiert operative Prozesse verbessern und fundierte EntscheidungenimTagesgeschäfttreffen.DurchdieVerlagerung der Datenhoheit ergeben sich zudem Impulse für neue Geschäftsmodelle: Mittels der Daten können neue Produkte und Dienstleistungen durch Nutzer und Drittanbieter entwickelt werden.
Beispiel 1: Sie möchten in Ihrer Fertigung eine vorausschauende Instandhaltung einführen KI-gestützte Anwendungen unterstützen Sie, die Muster in Ihren Maschinendaten zu identifizieren und so Ausfallereignisse zu prognostizieren. Hierauf basierend können Wartungs-undInstandhaltungsmaßnahmenprospektiv eingeplant werden. Durch die Bereitstellung von Maschinenparametern an die Zulieferer können diese den Zustand der Verschleißteile bestimmen und Ersatzteile punktgenau bereitstellen. Ebenso kann die Weitergabe an einen externen Instandhalter erfolgen.
Beispiel2:DurchdieAnalysevonProzessparametern undQualitätskenngrößenlassensichZusammenhänge zwischen den Einfluss- und Zielgrößen identifizieren und die Prozesseinstellungen so vornehmen, dass die geforderten Qualitätskenngrößen erreicht werden. Die unternehmensübergreifende Kombination von Daten bietet das Potenzial, Optimierungen über die Wertschöpfungskette hinweg umzusetzen. Durch den Data Act wird der Zugriff auf die notwendigen Maschinendaten erleichtert und ihre Weitergabe geregelt.
Beispiel 3: Der Data Act ermöglicht es Ihnen, gezielt ausgewählte Daten an spezialisierte Anbieter weiterzugeben, um datenbasierte Services zu nutzen. Diese unterstützenSiedurchAnalyseundAuswertungderDaten –etwabeiderVorhersagevonQualitätskennzahlenoder derIdentifikationinternerOptimierungspotenziale.Auf Basis branchenweiter Datensätze können zudem wertvolleVergleichswertegeneriertwerden.AufdieseWeise erschließen auch produzierende KMU die Potenziale ihrer Daten, ohne dafür erforderliche Kapazitäten und Kompetenzen im eigenen Haus aufbauen zu müssen.

Mehr erfahren
Neue Dimensionen der adaptiven Fertigung.
ACOPOS 6D läutet eine neue Ära der Fertigung ein Frei schwebende Shuttles schaffen einen offenen Produktionsraum mit dem sich das Konzept Maschine völlig neu umsetzen lässt. ACOPOS 6D ermöglicht maximale Produktivität auf minimalem Bauraum br-automation.com
Tabelle 1 gibt einen Überblick über gängige Datenkategorien und -quellen in produzierenden Unternehmen.
Maschinendaten
(Sensordaten, Laufzeiten, Energieverbrauch…)
Betriebs- und Servicedaten
(Remote-Logfiles, Betriebsstunden…)
Maschinenhersteller, OEM-Cloud
Plattformbetreiber, Serviceanbieter Qualitätsdaten (Prüfberichte, Kamerabilder, Reklamationsdaten…)
Energiedaten (Lastprofile, Verbrauchsdaten, CO₂-Emissionen)
(Prüf-)Gerätehersteller, Dienstleister
Energieversorger, Smart-Metering-Dienste Prozessdaten
(Durchflussmengen, Zykluszeiten, Mischverhältnisse…)
Logistikdaten (Lieferzeiten, Bestände, Nachschubdaten…)
Produktionskennzahlen
(OEE (Overall Equipment Effectiveness), Ausschussquote, Durchsatzraten…)
Mitarbeiter- und Ressourcendaten
(Schichtpläne, Personaleinsatz, Maschinenbelegung…)
Finanz- und Kalkulationsdaten (Kostenstellen, Stückkosten, Budgetplanung…)
Kommunikationsdaten
(E-Mail, (Online)-Telefonie, Online-Kollaborationsplattformen…)
Geschäfts- und Verwaltungsdaten
(Stammdaten, HR-Daten, Vertragsdaten…)
MES-/Automatisierungssysteme
ERP-/Transportmanagement-Dienste
ERP/MES-Systeme
HR- oder Produktionsplanungssysteme
ERP-/Controlling Systeme
Cloud-Software
Cloud-Software
rot = Zugriff i.d.R. über proprietäre Schnittstellen, APIs, kostenpflichtige Zusatzmodule, Serviceverträge weiss = Zugriff bzw Anbieterwechsel durch technische und lizenzrechtliche Einschränkungen erschwert blau = lokale oder cloudbasierte unternehmensinterne Speicherung, idR Standard-Exportfunktionen
AusblickundHandlungsempfehlungen
ErwerbervernetzterProduktesolltensicherstellen,dass diedatentechnischeNutzungmitdemKaufdesProduktes vertraglich geregelt ist: Welche Daten dürfen Dateninhaber nutzen? Welche Daten werden dem Nutzer auf welchem Weg bereitgestellt? Sicherzustellenisthier,dassdieSchnittstellenzurbestehendenbetrieblichenDateninfrastrukturkompatibel
sind.DarauskönnenzusätzlicheAnforderungenandas Produkt entstehen, die bereits bei der Produktauswahl berücksichtigt werden sollten.
Die Regulierung durch den Data Act sollte alle Unternehmerermutigen,dasThemaDatenmanagementund die Datennutzung strategisch in den Fokus zu rücken. Mit Blick auf die technologischen Fortschritte im ThemenfeldkünstlicheIntelligenzsolltedieMotivationaus-
Ist Ihre Drahtkonfektionierung schon automatisiert?
15-mal schneller. Vielfach effizienter.
Rezession, unsichere internationale Politik, wachsender Kostendruck, Fachkräftemangel – Die Herausforderungen für den Steuerungs- und Schaltanlagenbau sind riesig. Wie kann Wachstum in der Krise gelingen? Mit Automatisierung! Mit dem Wire Terminal WT C von Rittal Automation Systems können Sie Ihre Drahtkonfektionierung um das 15-Fache beschleunigen Erleben Sie das System der Zukunft live auf der SPS 2025!
Produktion – Anpassung der Fertigungsparameter in Echtzeit
Maschinendaten (Sensoren, PLC), Produktionskennzahlen (OEE), Qualitätsdaten
Automatisierte Justierung von Drehmoment oder Geschwindigkeit während der Produktion
Reduzierung von Ausschuss, verbesserte Produktqualität, weniger Stillstände Qualitätsmanagement –Identifikation von Fehlerursachen durch Datenanalyse
Logistik – Dynamische Anpassung von Beschaffungsmengen
Vertrieb & Service - Entwicklung datenbasierter Serviceangebote
Personal & HR - Optimierung von Schichtplänen basierend auf Auslastungsdaten
Prüfberichte, Bilddaten (z B. Kamerainspektion), Prozessparameter
Lieferzeiten, Bestände, Produktionsplanung, Nachfrageprognosen
Produktnutzungsdaten, Kundendaten, Betriebsstunden
Produktionsplanung, Personaleinsatzdaten, Abwesenheitsstatistiken
Korrelation von Abweichungen → automatische Ursachenanalyse
Automatisierte Nachbestellung und Anpassung der Lieferkette
Pay-per-use-Modelle, Fernwartungsangebote, Upgrades
Einsatzplanung nach realer Bedarfslage
Tabelle 2: Auswahl an Beispielen für datenbasierte Entscheidungen in produzierenden Unternehmen.
reichend begründet sein: Für zahlreiche Algorithmen stellt eine Vielzahl historischer Daten die Basis für das Training eines leistungsfähigen KI-Systems dar.
DamitDatenpotenzialeauchtatsächlichgehobenwerden können, braucht es branchenweit ein höheres Verständnis für den Wert der Daten – nicht nur in den Unternehmensleitungen, sondern über alle Bereiche und Ebenen hinweg.
Denn ein erfolgreiches Datenmanagement erfordert dieaktiveEinbindungallerbetrieblichenAkteure.Dort, woderMehrwerterkanntwordenist,steigtauchdieBereitschaft, mögliche zusätzliche Aufwände, beispielsweisefürdieDatenpflege,aufsichzunehmen.Erstwenn dieses Bewusstsein in weiten Teilen der europäischen Unternehmen Einzug gefunden hat, können die mit dem Data Act verbundenen Ziele einer digitalisierten und innovativen europäischen Wirtschaft Wirklichkeit werden.(vs)
VERFASST VON EvaHanau, GustavBösehans, MarkusHarlacher
Alle wissenschaftliche Mitarbeiter im Fachbereich Unternehmensexzellenz und Transformation ifaa – Institut für angewandte Arbeitswissenschaft e. V
Schnellere Fehlerbehebung, geringere Reklamationsquote
Geringere Lagerkosten, Vermeidung von Engpässen, höhere Termintreue
Neue Geschäftsmodelle, Zusatzumsätze, engere Kundenbindung
Geringere Überstundenkosten, höhere Mitarbeitermotivation, bessere Planungssicherheit
[1]Bitkom(Mai2025).100TagevordemDataAct:KaumeinUnternehmenistvorbereitet.https://www.bitkom.org/Presse/ Presseinformation/Data-Act-Kaum-Unternehmen-vorbereitet
[2]BitkomResearch(Mai2025).DataEconomy–Wostehtdie deutscheWirtschaft?
[3]Bitkom(September2025).AbheutegiltderDataAct–undvieleFragenbleibenoffen.https://www.bitkom.org/Presse/Presseinformation/Data-Act-Fragen-bleiben-offen
[4]BitkomConsult.DerDataActinderPraxis:SobereitenSiesich vor.DerDataActinderPraxis:SobereitenSiesichvor.https:// bitkom-consult.de/news/der-data-act-der-praxis-so-bereitensie-sich-vor
[5]Industrieanzeiger „DataAct“:Themen-SeitezumEU-Gesetz. https://industrieanzeiger.industrie.de/data-act










Automatisieren Sie jetzt unter www.rittal.de/wireterminal

Was regelt der Data Act genau, in welchem Verhältnis steht er zur
DSGVO und welche Rechtsfolgen drohen bei Verstößen?

Was regelt der Data Act genau und in welchem Verhältnis steht er zur DSGVO?
Antworten auf diese und weitere Fragen haben wir in diesem Artikel für Sie zusammengefasst.
Zum 11. Januar 2024 ist der EU Data Act in Kraft getreten. Seitdem läuft eine Umsetzungsfrist. Ab dem 12. September 2025 wird er in allen EU-Mitgliedsstaaten angewendet werden. Inhaltlich soll die EU-Datenverordnung sicherstellen, dass Daten, die in derEUerzeugtwerden,leichterzugänglichsindundgenutztwerdenkönnen,umInnovationundWachstumzu fördern.
Der Data Act soll Unternehmen als auch Verbraucher dazu ermutigen, ihre Daten zu teilen, wodurch WettbewerbundEffizienzgesteigertwerden.Insbesonderesoll derDataActBarrierenabbauen,dieeinerbreitenDatennutzung im Wege stehen, und somit die Grundlage für neue Geschäftsmodelle im Kontext der Industrie 4.0 legen. Ein weiterer Fokus liegt auf der Gewährleistung von Datensicherheit und dem Schutz personenbezogener Informationen.
WasregeltderDataAct?Abwanngilter?
Der Data Act hat mehrere Regelungsbereiche Die wichtigsten sind:
Zugangsansprüche von Nutzern von sogenannten „vernetzten Produkten“ beziehungsweise damit „verbundenen Diensten“ zu den Daten, die von solchen vernetzten Produkten bzw damit verbundenen Diensten generiert werden;
Produktdesignpflichten von Herstellern vernetzter Produkte und damit verbundener Dienste tragen;
Vorgaben für datenbezogene AGB ;
Regelungen zur Vereinfachung des Wechsels zwischen Cloud-Diensten und anderen Datenverarbeitungsdiensten.
Der Data Act gilt ab dem 12. September 2025. Die Design-Pflichten für Hersteller vernetzter Produkte und damit verbundener Dienste gelten aber erst für Produkte,dienachdem12.September2026inVerkehrgebracht werden. Für bereits abgeschlossene Datenverträge gilt der Data Act ab dem 12. September 2027
Für welche Unternehmen ist der Data Act relevant?
Der Data Act ist branchenunabhängig für alle Unternehmenrelevant,dieDatenhalten,lizenzierenoderfür Dritte bereitstellen. Besonders relevant ist er für Unternehmen,dievernetzteProduktebzw damitverbundene Dienste entwickeln, sowie Unternehmen, die die Kontrolle über die Daten haben, die von vernetzten Produkten generiert werden (sogenannte „Produktdaten“ und „verbundene Dienstdaten“). Für KMU bestehen Ausnahmen, etwa von der Pflicht zur Datenbereitstellung
Der Data Act gibt dem Nutzer eines vernetzten Produkts einen Anspruch gegen den Dateninhaber auf BereitstellungvonDaten,diedurchdieVerwendungeines solchen vernetzen Produktes oder damit verbundenen Dienstesgeneriertwerden.DerNutzerkanndieHerausgabe entweder an sich selbst oder an Dritte verlangen. Ein Anspruch auf Datenzugang an den Nutzer selbst ist aber ausgeschlossen, soweit der Nutzer auf diese Daten schon direkt vom vernetzten Produkt oder dem damit verbundenen Dienst aus auf die Daten zugreifen kann. Den Anspruch auf Bereitstellung an einen Dritten schließt das aber nicht aus
Wie werden die Interessen der Dateninhaber geschützt?
Ausnahmen von der Bereitstellungspflicht bestehen nurunterengbegrenztenVoraussetzungen.Dateninhaber sind grundsätzlich auch zur Offenlegung von Geschäftsgeheimnissenverpflichtet.ZurWahrungderVertraulichkeit dürfen und sollten aber technische und organisatorischeMaßnahmen(TOM)vomNutzerverlangt werden, zum Beispiel die Einhaltung von Vertraulichkeitsvereinbarungen, die Umsetzung von strengen Zugangsprotokollen sowie Verhaltenskodizes.
Ein vertraglicher Ausschluss der Ansprüche des Nutzersistprinzipiellunzulässig AllerdingssolldieVereinbarung von Beschränkungen der Nutzung oder Weitergabe von Daten an Dritte nach Ansicht der EU-Kommission möglich sein, soweit der Nutzer hierfür eine angemessene Vergütung erhält.
Die Vorgaben der DSGVO sind allgemein neben dem Data Act anwendbar
WassolltenUnternehmenbeiVerträgenmitanderenUnternehmenüberdieDatennutzungbeachten?
Der Dateninhaber darf dem Nutzer für die Bereitstellung von Produktdaten und verbundenen Dienstdaten grundsätzlichkeineGegenleistungberechnen.Verlangt ein Nutzer aber die Bereitstellung von Daten an einen Dritten,kanneinefaireGegenleistungverlangtwerden. ErfolgtdieDatenbereitstellunganeinKMU,darfdieverlangteGegenleistungdieKostenderBereitstellungnicht überschreiten und demnach keine Marge verlangt werden.DieBerechnungdeskonkretenEntgeltsmussdem Datenempfänger offengelegt werden.
Für welche Zwecke dürfen die zur Verfügung gestelltenDatengenutztwerden?
Der Nutzer darf die ihm zur Verfügung gestellten DatengrundsätzlichfürjedenrechtmäßigenZwecknutzen und sie auch an Dritte weitergeben. Er darf damit kein konkurrierendes vernetztes Produkt entwickeln. Auch dürfendieDatennichtverwendetwerden,umEinblicke indiewirtschaftlicheLage,dieVermögenswerteunddie Produktionsmethoden des Herstellers des vernetzten Produkts oder des Dateninhabers zu erlangen.
WelcheEinschränkungengibtesfürDateninhaber, Daten, die von einem vernetzten Produkt generiert werden,selbstzuverwenden?
VERFASST VON
Dr.HannahBug
Rechtsanwältin
Gleiss Lutz
Dr.HerwigLux
Rechtsanwalt
Gleiss Lutz
DateninhaberdürfendieseDatennurnutzen,wennes dafür eine Rechtsgrundlage gibt: Sofern es sich bei den Daten um personenbezogene Daten handelt, dürfen diese nur genutzt werden, wenn und soweit dies durch die DSGVO erlaubt ist. Handelt es sich um nicht-personenbezogene Daten, dürfen diese nur genutzt werden, wenn und soweit dies vom Nutzer vertraglich gestattet wurde.
Die Verwendung von nicht-personenbezogenen Daten, die nicht allein der Erfüllung des Vertrags mit dem Nutzer dient, muss künftig vertraglich vereinbart werden.AuchdasRechtzurWeitergabevonDatenanDritte muss vertraglich vereinbart werden.
Verboten ist in jedem Fall:
Die Verwendung der Daten, um daraus Einblicke in die wirtschaftliche Lage des Nutzers zu gewinnen.
Die Verwendung für die Entwicklung eines Produkts, das mit dem vernetzten Produkt im Wettbewerb steht.
WelcheRechtsfolgendrohenbeiVerstößengegen denDataAct?
Bei Verstößen gegen den Data Act können Bußgelder verhängtwerden.DerenHöhekannstarkvariierenund kann bis zu 4 Prozent des weltweiten (Konzern-)Jahresumsatzesbetragen.EskannauchzivilrechtlicheRechtsfolgen geben. Betroffene können Beschwerde bei der zuständigen nationalen Behörde einlege. (sh)
Your industrial connectivity provider

Besuchen Sie LAPP auf der SPS in Nürnberg in Halle 2, Stand 310 sowie in Halle 10, Stand 322 www.lapp.com
Jetzt kostenloses Messeticket sichern!
25. - 27. November 2025

Der EU Data Act hat für Unternehmen Auswirkungen weit über die juristische Compliance hinaus.
KOMMENTAR
Der EU Data Act bringt tiefgreifende Veränderungen für Unternehmen mit sich. Viele Organisationen konzentrieren sich primär auf die rechtlichen Anforderungen und übersehen dabei die Herausforderungen im Bereich des Datenmanagements.
Der EU Data Act soll den Zugang zu und die Nutzung von Daten innerhalb der Europäischen Unionregulieren.Unternehmenwerdenverpflichtet, Daten transparenter zu verwalten, den Datenaustausch zu erleichtern und interoperable Datenstrukturen zu etablieren. Ziel ist es, Innovationen zu fördern und gleichzeitig klare Regeln für den Zugriff und die Nutzung von Daten zu schaffen.
Der EU Data Act zwingt Unternehmen dazu, genau zu wissen, welche Daten sie haben, wo sie liegen und wer darauf zugreifen darf.
VieleOrganisationenkonzentrierensichzunächstauf die rechtlichen Auswirkungen dieser neuen Regelungen. Doch die wahre Herausforderung liegt in der praktischen Umsetzung: Unternehmen müssen ihre Datenprozessehinterfragen,anpassenundeffizientgestalten. Ohne eine fundierte Datenstrategie drohen nicht nur Compliance-Verstöße, sondern auch Ineffizienzen und Wettbewerbsnachteile.
Die Umsetzung des EU Data Acts erfordert von Unternehmen eine umfassende Kontrolle über ihre Daten –organisatorisch, prozessual und technologisch. Das bedeutet, dass Unternehmen jederzeit wissen müssen, welche Daten wo gespeichert sind, und wie sie hinsichtlichihrerRelevanzfürdenEUDataActzuklassifizieren
sind – etwa nach geistigem Eigentum, personenbezogenen Informationen oder geschäftlicher Bedeutung.
EineleistungsfähigeDatenplattformistessenziell,um Datentechnischzeitnahbereitzustellen.Zudemmüssen klareData-Ownership-RollenimUnternehmenetabliert sein,umkurzfristigeAnfrageneffizientzubeantworten. Da die betroffenen Daten aus dem operativen Produktumfeld stammen und sich kontinuierlich verändern, mussdieUmsetzungdesEUDataActsineinendynamischen Regelprozess überführt werden. Dieser Prozess musssichflexibelundkurzfristigandiesichwandelnde Produktlandschaft des Unternehmens anpassen. ➔ Kurz gesagt: Der EU Data Act zwingt Unternehmen dazu, genau zu wissen, welche Daten sie haben, wo sie liegen und wer darauf zugreifen darf Ohne klare Strukturen wird es nicht möglich sein, die gesetzlichen Vorgaben einzuhalten. Es braucht eine TechnologieplattformundklareVerantwortlichkeiten,umschnellreagieren zu können.
DieNotwendigkeiteinesstrukturierten Projektrahmens
Die Einführung des EU Data Acts kann nicht ad hoc erfolgen, sondern muss im Rahmen eines strukturierten Projekts umgesetzt werden. Das erfordert eine systematische Herangehensweise, klare Verantwortlichkeiten und eine schrittweise Implementierung, um nachhaltige Ergebnisse zu erzielen.
➔ Die Umsetzung des EU Data Acts ist kein einmaliges To-do, sondern ein langfristiges Projekt. Unternehmen müssen sich strategisch vorbereiten und Ressourcen dafür einplanen.
DatenreifeundorganisatorischerWandel alskritischeErfolgsfaktoren
Aus der Sicht von Experten sind die wenigsten UnternehmeninBezugaufihreDataExcellencesoaufgestellt, dass eine reibungslose Umsetzung eines solchen Projekts möglich wäre Vielmehr erzwingt die Einführung des EU Data Acts einen grundlegenden Wandel im Umgang mit Daten, der tief in die bestehende Unternehmenskultur eingreift. Dieser Veränderungsprozess ist naturgemäß aufwendig und mit Herausforderungen verbunden.
➔ Viele Unternehmen sind noch nicht optimal aufgestellt, um ihre Daten effizient zu verwalten. Die Einführung des EU Data Acts zwingt sie dazu, ihre internen Prozessezuüberarbeiten–unddasistmeisteinschwieriger und zeitaufwendiger Prozess.
Management-Unterstützungals unverzichtbarerErfolgsfaktor
Ein solch tiefgreifender Wandel im Datenmanagement kann ohne ein klares Commitment des Managements nichterfolgreichumgesetztwerden.DieUnterstützung durchdieFührungsebeneistentscheidend,umRessourcen bereitzustellen, Akzeptanz im Unternehmen zu schaffen und die organisatorischen Veränderungen nachhaltig zu verankern.
➔ Ohne Rückhalt vom Top-Management wird dieses Projekt nicht funktionieren. Führungskräfte müssen hinter der Veränderung stehen und sie aktiv unterstützen.
Ohne Rückhalt vom TopManagement wird dieses Projekt nicht funktionieren.
VERFASST VON DanielEsser
Managing Consultant
Data
& Analytics
Strategy
Qunis GmbH
NachhaltigerErfolgnurdurchganzheitliche Betrachtung
Ohne Berücksichtigung der oben genannten Faktoren –eindurchdachtesDatenmanagement,einstrukturiertes Projektvorgehen,dieAnpassungderUnternehmenskultur und das Engagement der Geschäftsführung – wird dieEinführungdesEUDataActsnichtlangfristigerfolgreich sein.
➔ DieEinführungdesEUDataActsistkeinereineCompliance-Frage. Unternehmen müssen das Thema ganzheitlichangehen,sonstwirdeslangfristignichtfunktionieren.
WirtschaftlicheAuswirkungendesEUData Acts
Der EU Data Act ist nicht nur eine regulatorische Verpflichtung, sondern bietet auch wirtschaftliche Potenziale. Unternehmen, die ihre Daten effizient managen, können:
Neue Geschäftsmodelle entwickeln: Durch optimierten Datenaustausch lassen sich neue, datengetriebene Dienstleistungen und Produkte schaffen.
Die Wettbewerbsfähigkeit steigern: Firmen, die frühzeitig in transparente und interoperable Datenstruktureninvestieren,habenlangfristigVorteilegegenüber der Konkurrenz.
Kosten senken: Ein strukturiertes Datenmanagement reduziert ineffiziente Prozesse, Doppelarbeit und Datenredundanzen.
RechtlicheRisikenminimieren:Unternehmen,die den EU Data Act proaktiv umsetzen, vermeiden hohe Strafen und Haftungsrisiken.
➔ Der EU Data Act ist nicht nur eine Pflicht, sondern aucheineChance.Wersichfrühzeitiganpasst,kannsich als Vorreiter positionieren, Kosten senken und neue Marktpotenziale erschließen.
Der EU Data Act stellt Unternehmen vor weitreichende Herausforderungen, die über rein juristische Fragestellungen hinausgehen. Vielmehr ist er ein Weckruf, die eigene Datenstrategie zu überdenken und nachhaltige Strukturen für das Datenmanagement zu schaffen.
Unternehmen,diefrühzeitigintransparenteProzesse, klareVerantwortlichkeitenundmoderneTechnologien investieren,profitierennichtnurvoneinerverbesserten Compliance, sondern auch von langfristigen Wettbewerbsvorteilen.WerdasThemastrategischangeht,kann dieneuenregulatorischenAnforderungennichtnurals Pflichtaufgabesehen,sondernsiealsChancenutzen,die eigeneDatenlandschafteffizienterundzukunftsfähiger zu gestalten. (nl)
ROBOTIK

Der Schweizer Industriekonzern ABB bringt das Geschäft mit Robotern nicht wie geplant an die Börse, sondern verkauft es. Der Käufer ist die japanische Softbank Group, ein Technologiekonzern mit Aktivitäten in der Telekommunikation, der Robotik und auch im Bereich E-Commerce. DerVertragzwischenABBundSoftbankbe-

Der Antriebskomponentenhersteller Winning BLW hat Antrag auf Insolvenz gestellt
ABB, hier als Beispiel der Standort für Turboladertests in Baden, verkauft seine Robotik-Sparte. Bild: ABB
wertet das Robotik-Geschäft mit 5,375 MilliardenDollar(4,60MilliardenEuro) Daraus wird ein nicht operativer Buchgewinn vor Steuern von rund 2,4 Milliarden US-Dollar und ein Barerlös nach Transaktionskosten von rund 5,3 Milliarden erwartet, wie ABB amMittwochmitteilte.DieAktienvonABB wurden am späten Vormittag gesucht, die
Der Automobilzulieferer Winning BLW aus Remscheid hat einen Insolvenzantrag gestellt. Man setzt auf die Abwicklung in Eigenverantwortung Aufgrund der Insolvenz von Winning BLW sind ungefähr500Beschäftigte in der Remscheider Zentrale und in den Werken in Duisburg und im bayerischen Penzberg betroffen. Die Geschäftsführung begründete den Schritt in die Insolvenz mit der angespannten Lage auf dem Automobilmarkt ManbedauredieEntscheidung,sehedieInsolvenz aber als Chance, sich neu aufzustellen Der Geschäftsbetrieb läuft nachAngabendesUnternehmensaberohneEinschränkungenweiter.LöhneundGehältersinddemnachbisEndedesJahresdurchdas Insolvenzgeld abgesichert Das Unternehmen produziert unter anderem Kegel- und Schalträder, Lenkritzel sowie Teile für Motoren nebstGetriebe-undAchsantrieben.ObauchdieWinningBLWManagementGmbHdenWegindieInsolvenzantretenmuss,seinoch unklar Dort wären etwa 400 Mitarbeiter – ebenfalls in Remscheid, Duisburg und Penzberg – betroffen. (pk)
Aktiestiegzuletztum1,6Prozent.ZumHandelsauftakt waren die Gewinne zunächst höher Dies sei eine „äußerst positive Überraschung“, heißt es etwa in einer Einschätzung der Zürcher Kantonalbank.
Auch die Bank Vontobel sieht den Transaktionswertklarüberdeneigenenundauch den Markterwartungen.
DerGroßteildesErlösesdürftegemäßder Einschätzung der Bank über AktienrückkäufeandieAktionärezurückfließen.Oddo BHF bezeichnet den Verkaufspreis zumindestals„solid“.NachderTrennungvomRoboter-GeschäftwirdsichABBkünftiginnur noch drei statt vier Hauptbereichen organisieren. Die Geschäftseinheit Robotik & Fertigungsautomation wird aufgelöst. Die drei verbleibendenGeschäftsbereichesindElektrifizierung, Antriebstechnik und Prozessautomation.
Bereits ab dem vierten Quartal 2025 wird dieRobotics-Divisionals„nichtfortgeführte Aktivitäten“ausgewiesen.ABBRoboticsbeschäftigte zuletzt rund 7000 Mitarbeitende underzielte2024einenUmsatzvon2,3Milliarden US-Dollar Dies entsprach in etwa 7 ProzentdesgesamtenKonzernumsatzesvon ABB (mk)
RÜCKGANG
Die Industrieproduktion ist im August stärker geschrumpft als erwartet.
Die Lage der Industriebetriebe in Deutschlandbleibt schwierig. Im August ist die Produktion wegen eines Einbruchs in der Automobilindustrie deutlich stärker als erwartet gesunken. In den Unternehmen des verarbeitenden Gewerbes ging die Fertigung imMonatsvergleich um 4,3 Prozent zurück, wie das Statistische Bundesamt in Wiesbaden mitteilte. AnalystenhattenmiteinemProduktionsdämpfergerechnet,warenaber im Schnitt nur von einem Rückgang um 1,0 Prozent ausgegangen. ImVormonathatteesnocheinenLichtblickgegeben.ImJuliwardie Fertigungum1,3Prozentgestiegen.Generellzeigtsichaberseitdem Frühjahr eine schwache Entwicklung in der größten europäischen Volkswirtschaft. In den fünf Monaten seit April war die Produktion im verarbeitenden Gewerbe nur einmal gestiegen.
ImJahresvergleichmeldetedasStatistikamtfürAugustebenfalls einenunerwartetstarkenRückschlag HierschrumpftedieProduktion um 3,9 Prozent, während Experten nur einen Dämpfer um 0,9 Prozent erwartet hatten. (mk)
IDEENVERKAUF

Alle Lilium-Patente wurden vom Insolvenzverwalter an den Konkurrenten Archer verkauft.
DiePatentefürdas vor Jahren gestartete Flugtaxi-Projekt Lilium sind aus der Insolvenzmasse heraus an die US-Konkurrenz verkauft worden. Das Start-up Lilium wurde 2015 gegründet und hat viel Geld in die Entwicklung von senkrecht startenden Elektroflugzeugen gesteckt.Investoren haben insgesamt rund 1,5 Milliarden Euro zur Verfügung gestellt Doch2024wurdedeutlich,dasseskeineZukunftfürdasUnternehmeninDeutschlandgebenwird.AuchstaatlicheZuschüsseblieben aus.EskamzurInsolvenz DerInsolvenzverwaltergibtnunbekannt, dass das Patenportfolio mit seinen über 300 Ideen an die Archer AviationInc.ausdemUS-BundesstaatKaliforniengeht.DieAmerikanerentwickelnebenfallsSenkrechtstarterundgehörteneinstzur Lilium-Konkurrenz.DieGläubigerausschüssederLiliumGmbHund der Lilium Aerospace GmbH haben dem Verkauf demnach zuvor zugestimmt. Archer bezahlt, wie man erfährt, nur einen niedrigen bismittleren2-stelligenMillionenbetrag Archerschreibtaufseiner Webseite etwas von rund 18 Millionen Euro. (pk)
Die Marktlage macht es für den Hausgerätehersteller BSH leider nötig, Jobs zu streichen. Bild:

Der HausgeräteherstellerBSHwill rund 1.400 Beschäftigte entlassen. Es heißt, dass dieser Schritt notwendig ist, weil das Unternehmen dauerhaft mehr produziert, als es in der Lage ist, zu verkaufen.Begründetwird die Entscheidung etwa dadurch, dass der Immobilienmarkt am Boden liegt und sich das Kaufverhalten der Verbraucher in Richtung billigere Geräte entwickelt hat. Am stärksten betroffen sei der BSHStandort Bretten in Baden-Württemberg. Denn dort soll bis Ende März 2028 unter anderem die Produktion von Herden und Dunstabzugshauben nebst der gesamten Logistik beendet werden. Etwa 980 Beschäftigte sind demnach davon betroffen. Auch soll die WaschmaschinenproduktionimbrandenburgischenNauenbisMitte 2027 auslaufen, was rund 440 Beschäftigten den Job koste. „Uns istbewusst,dasseinsolcherSchrittmitSorgenundUnsicherheiten verbunden ist“, so Matthias Metz, Vorsitzender der BSH-Geschäftsführung Er sei aber das zwangsläufige Ergebnis einer intensiven Analyse der Geschäftslage (pk)
Anfang des Jahres 2024 war Eissmann Group Automotive insolvent. Jetzt steigt einInvestorbeidemZuliefererein. Axent Capital Partners übernimmt den Automobilzulieferer Das Unternehmen kauft die Vermögenswerte der in Bad Urach ansässigen Eissmann Automotive Deutschland GmbH, der in Pirna ansässigen Eiss-
mann Automotive KTSN GmbH und die Beteiligungen an den Tochtergesellschaften in Mexiko, der Slowakei, Tschechien und den VereinigtenStaatenvonAmerika.
Für rund 3.200 Beschäftigte weltweit gibt esdamitwiederHoffnung,dassihrUnternehmenweiterbesteht.InBadUrachbeschäftigt Eissmann 140 Menschen, in Pirna 300 Mit-

arbeiter Die Vermögenswerte der Gruppe wurden für die Transaktion in die neue EissmannDeutschlandGmbH,BadUrach,überführt. Axent Capital Partners hält daran alle Anteile.DieneuenGeschäftsführersehenfür den Zulieferer großes Potenzial, vor allem wegen der Bedeutung des FahrzeuginnenraumsbeiautonomfahrendenFahrzeugen „Unsere Wachstumsstrategie besteht im Ausbau der direkten Zulieferposition von Eissmann für die Automobilhersteller“, sagt NicholasHundertmark.
DerentsprechendeProduktionsanteil,der direkt in die Produktionsstraßen der Fahrzeugherstellergeliefertwird,sollvonderzeit 55Prozentauf80Prozentsteigen.Außerdem solldasUnternehmenweitereMarktsegmente erschließen, etwa neue Produktbereiche undAccessoires.
Den Neustart von Eissmann beschreiben dieneuenGeschäftsführerals„nahezuschuldenfrei“ Für den Anfang planen sie mit einem Jahresumsatz der Gruppe von 320 Millionen Euro. „Der Umsatz soll bereits in drei Jahren in Richtung 400 bis 450 Millionen Euro zunehmen“, prognostiziert Nicholas Hundertmark.AuchProfitabilitätundSolidität sollen in zwei bis drei Jahren erreichbar sein.(thg)
Neuer Vorstand bei Porsche Zum neuen Jahr wird Dr. Michael Leiters (im Bild) Vorstandsvorsitzender der Porsche AG. Dr. Oliver Blume leitete die Porsche AG für zehn Jahre und bleibt nun Vorstandsvorsitzender des Volkswagen-Konzerns. Den Wechsel hatte er strategisch geplant. Leiters verfügt über jahrzehntelange Erfahrung in der Automobilindustrie. www.porsche.com
Institutsleiter ernannt

Prof. Dr. Thorsten Buzug ist zum geschäftsführenden Institutsleiter der Fraunhofer-Einrichtung für individualisierte und zellbasierte Medizintechnik IMTE in Lübeck ernannt worden. Buzug ist bereits seit 2020 im Institut tätig und übernimmt nun die Verantwortung für die wissenschaftliche, strukturelle und strategische Weiterentwicklung www.fraunhofer.de
CFO bei Mewa-Gruppe

Waldemar Feldbusch ist als Chief Financial Officer in den Vorstand der Mewa-Gruppe berufen worden und erweitert das Führungsgremium um den Geschäftsbereich Finance & Compliance. Feldbusch ist Wirtschaftsingenieur und bereits seit 2017 bei Mewa tätig. Er leitete bislang das Ressort Finanzen Zuvor war er bei der Deutschen Bank tätig www.mewa.com
Neuer Vice President

Martin Jäger ist neuer Vice President Home Solutions bei Schneider Electric. Jäger möchte in dieser Funktion die strategische Weiterentwicklung nachhaltiger gestalten und digitale Home Solutions in der Dach-Region vorantreiben. Er übernimmt von Konstantin Elsternmann, der eine neue Rolle im Unternehmen annimmt.

Die Kiekert AG ist zwar insolvent, doch scheint sich alles zum Guten zu wenden.
Bild: Kiek ert
Der Schließ- und Antriebshersteller Kiekert arbeitet die anstehenden Aufträge trotz der eingetretenen Insolvenz reibungslos ab Die Insolvenzverwalter des strauchelnden Unternehmens haben, wie es rückblickendheißt,nämlichsofort Kunden und Lieferanten kontaktiert, damit der Geschäftsbetrieb des für seine smartenSchließ-undAntriebssystem (sogenannte Zugangssysteme)fürFahrzeugebekanntenUnternehmensfortgesetztwerdenkann.Dabeihatoffensichtlichgeholfen, dass Kiekert von allen als zuverlässiger Geschäftspartner geschätzt wird, heißt es. Nun wollen alle den Sanierungsprozess tatkräftig unterstützen. Wie von allen Insolvenzverfahren her bekannt ist, soll auch das Kiekert-VerfahrenfüralleBetroffenenmitderbestenLösungabgewickeltwerden.DieLöhne und Gehälter der deutschen Fraktion der Arbeitnehmer von Kiekert seien demnachüberdasInsolvenzgeldfürdreiMonategutgesichert.Diebetreffenden Beträge werden allerdings erst zum Ende des vorläufigen Insolvenzverfahrens ausgezahlt, wie man weiter erfährt. Der Insolvenzverwalter hat aus diesem GrundauchsofortnachBeginndesvorläufigenVerfahrensübereineBankeine sogenannte Vorfinanzierung vereinbart, um sichergehen zu können, dass alles klappt. Dadurch erhielten die Beschäftigten pünktlich ihr Geld und müssten nicht wochenlang darauf warten. Kiekert beliefere nicht weniger als 100 Automarken und halte dabei einen Marktanteil von 23 Prozent. (pk)
Zugriff für alle! Laut EU-Plan sollen in sechs Ländern neue KI-Fabriken gebaut werden.
In sechs Ländern – und zwar inTschechien,Litauen,Polen, Rumänien, Spanien und in denNiederlandensollenneue KI-Fabriken entstehen, hört man nun von der EU-Kommission. Wie die Kommission zu dieserEntscheidungmitteilt,ist der Grund, dass so auch Startups, kleine und mittlere Unternehmen sowie allgemein die Industrie in den Genuss des direktenZugangszuSupercomputern mit künstlicher Intelligenz (KI)kommenkönnen.DafürinvestierendieEU-Mitgliedsstaatenzusammenmit der EU aber auch nicht weniger als über 500 Millionen Euro, wie man weiter erfährt.DieEUmöchtefolglichbeimThemakünstlicheIntelligenzdenexistierendenRückstandaufholenundsichvontechnischenAbhängigkeitenbefreien, weil beispielsweise die USA als Marktführer gelten und auch China eine nicht unerhebliche Vorreiterrolle bei KI spielt.
Im Gespräch seien auch verhältnismäßig große KI-Fabriken, welche von der EU unterstützt werden. Das sind dann sogenannte Gigafactories. Doch für jene ist eine Entscheidung noch nicht gefallen, heißt es weiter. Was Deutschland angeht,sohattendieTelekom,derCloud-AnbieterIonosunddieIT-Tochterder Schwarz-Gruppe (Lidl, Kaufland) Interesse bekundet, wie man erfährt. Den Zuschlag für eine KI-Fabrik gab es hingegen im vergangenen Jahr bereits für das KI-Projekt „Hammerhai“ in Stuttgart. Insgesamt hat die EU bisher 19 Standorte für KI-Fabriken ausgewählt. (pk)
Kein Land in der Europäischen Union steht so sehr im Fokus von kriminellen Hackern wie Deutschland. Laut den Ergebnissen des Microsoft-Reports richteten sich3,3ProzentallerCyberangriffeweltweit im ersten Halbjahr 2025 gegen Ziele in Deutschland.
Immerhin – im weltweiten Vergleich kommt Deutschland damit noch relativ glimpflich davon. Denn fast jeder vierte Cy-

Werkzeugbau Laichingen schließt Ende 2025.
DieWerkzeugbauLaichingen GmbH wird ihren Geschäftsbetrieb bis Ende 2025 vollständigeinstellen.ImJuli2025 hatte das Unternehmen beim AmtsgerichtStuttgartInsolvenz beantragt. Dieses Verfahren musste nun vorzeitig eröffnet werden, da sich die wirtschaftlicheLagefürdasUnternehmen durch auslaufende Aufträge in den vergangenen Wochen weiterverschlechterte.Jetztbereitet derInsolvenzverwalterdieStilllegung des Geschäftsbetriebs vor. Betroffen sind rund 100 Mitarbeiter,darunterzehnAuszubildende. Die rückläufige Nachfrage, verbunden mit gestiegenen Energie- und Rohstoffkosten, hatten das Unternehmen in eine wirtschaftliche Schieflage gebracht. „Trotz intensiverBemühungenistesuns nichtgelungen,eineLösungzur dauerhaften Fortführung des Unternehmens zu finden“, erklärtInsolvenzverwalterMartin Mucha von der Kanzlei Grub Brugger (muf)
berangriffinderWelt(24,8Prozent)zieltauf Einrichtungen in den USA. Auf Platz zwei dieserfragwürdigenHit-ListestehtGroßbritannien (5,8 Prozent), gefolgt von Israel (3,5 Prozent). Hinter Deutschland hält die Ukraine den vierten Platz mit 2,8 Prozent. Es folgenKanadaundJapan(je2,6),Indien(2,3 Prozent),dieVereinigtenArabischenEmirate (zwei Prozent) sowie Australien und Taiwan mit jeweils 1,8 Prozent.
Nach Einschätzung der Sicherheitsexperten von Microsoft geht es den Tätern aber dabeihäufigerumdenprimitivenfinanziellen Gewinn als um klassische Spionage. Bei über der Hälfte der Ziele (52 Prozent) versuchten die Cyberkriminellen mit Ransomware, einfach Geld zu erpressen. Die größte Gefahr im Cyberraum geht dem Report zufolge von Hackern aus Russland, China, Nordkorea und dem Iran aus. (pk)

Hochdynamischer Präzisionsplanetengetriebemotor für kompakte, robuste Antriebe.
– hervorragende Leistungsdichte bei höchster Positioniergenauigkeit
– skalierbare Performance-Klassen für vielfältige Anwendungen
– optionale Permanentmagnethaltebremse – kompakt, spielfrei, leistungsstark

aus dem Maschinenund Anlagenbau.
In der Plastikbranche hat China in den vergangenen Jahren mit SiebenmeilenstiefelnaufgeholtundDeutschlandsMittelstandunterDruckgesetzt.
Zum Auftakt der Kunststoffmesse K in Düsseldorf veröffentlichte der Maschinenbauverband VDMA Zahlen, denen zufolge Chinas Marktanteil beim globalen Umsatz
mit Maschinen zur Herstellung von Plastik und Gummi von vier Prozent im Jahr 2000 auf insgesamt 32 Prozent im Jahr 2024 angewachsen ist.
Europas Anteil ist währenddessen um fünf Prozentpunkte auf 43 Prozent gesunken.AufDeutschlandentfälltetwadieHälfte des europäischen Geschäfts. „Wir haben
DieBatteriefabrikinHeidewillLytenbauen–aberschrittweise. NorthvoltgaltalsHerstellervonBatterienfürE-AutoslangeZeitals große Hoffnung der europäischen Automobilbranche, doch das SchicksaltriebdasUnternehmenindieInsolvenz DanachhatLyten bekundet,dieNorthvolt-Standortezuübernehmen,wasauchdiein HeidegeplanteGiga-Batteriefabrikeinschließt.DerVerkaufsprozess laufe.GrundsätzlichplantLytenfürdieBatteriezellfabrikeinen,wie es heißt, gestuften und modularen Ansatz mit diversen Chemien, die von Northvolts NMC-Lithium-Ionen- bis zur proprietären Lithium-Schwefel-Technologie von Lyten reichen Das soll per smarter sowie datenorientierter Fertigungsstrategie ablaufen. Der LytenChef,DanCook,sehenämlichVorteilefürdiesenStandortinSchleswig-Holstein: „Es wurden wichtige Grundlagen geschaffen! Die Fläche ist entwickelt, es gibt ein starkes Team zusammen mit der Region und dem Land.“ Die Standortvorteile – allen voran die Verfügbarkeit erneuerbarer

Alle Northvolt-Standorte gehen an Lyten. Das heißt, dass die Batteriefabrik in Heide kommt.
Bild: No rth vo lt
Energien – seien auch nicht zu verachten. (pk)
Brot-und-Butter-Geschäft an China verloren“,sagteUlrichReifenhäuservomVDMA. DieChinesenseienindenvergangenenJahren sehr erfolgreich gewesen, „das ist wirklich beachtlich“.
DortgeheesallerdingsvorallemumStandardmaschinen. „Da sind sie gut und werdenimmerbesser“,sagtReifenhäuser Allerdings: „Die echten Hightech-Maschinen kommen noch aus Europa.“ Als Beispiel nannte er komplexe Spezialmaschinen für mehrschichtige Folien. Laut VDMA betrug der Wert der europäischen Produktion von Kunststoff- und Gummimaschinen im Jahr 2023 17,7 Milliarden Euro, die Hälfte davon kam aus Deutschland.
DieUSAwiederumsackteninderStatistik von 18 auf sieben Prozent ab „Die USA haben es verlernt, wettbewerbsfähige Maschinen zu bauen –für sie geht es immer weiter nach unten.“ Die Schwäche der amerikanischen Hersteller sei eine Chance für deutsche Maschinenbauer, sagt der Branchenvertreter Seine Firma Reifenhäuser hat MaschinenimSortiment,mitdenenPlastikfolien hergestellt werden, die für Verpackungen genutzt werden, etwa Joghurtbecher (mk)
AUFKOMMENDE
ZWEIFEL
MarktunsicherheitbeiAurubis

Aurubis bremst das Recycling von Lithium-Ionen-Batterien deutlich ab.
AurubiszügeltdasEngagementimBatterierecycling Dereuropäische Markt für sogenannte Schwarzmasse, die als Pulver beim SchreddernvonLithium-Ionen-Batterienentsteht,befindetsichlaut AussagevonAurubisnochamAnfang DeshalbsinddiePrognosen für ein rasantes Wachstum wieder geringer Auch sei die künftige industrielleStrukturEuropasungewiss.AngesichtsdieserEntwicklungenwirdbeiAurubisimBereichBatterierecyclingeinGeschäftsmodell mit geringem Vermögenseinsatz (Asset Light) verfolgt, obwohldurchausErfolgebeiderVerarbeitungvonSchwarzmassevorzuweisensind,wiemanerfährt.Sohatteman2022inHamburgeine Pilotanlage für das Batterierecycling in Betrieb genommen, in der aus Schwarzmasse wiederverwertbare Metalle gewonnen werden können.DerweilkannsichdieAurubis-FührungumUnternehmenschefToralfHaagaberperspektivischdurchausweitereInvestitionen indenneuenUS-StandortAugustainRichmondCountyimBundesstaat Georgia vorstellen. (pk)
DROHNENDÄMMERUNG
Wegfegefeuer! Zur Stärkung der Drohnenabwehr will die Bundeswehr bei Rheinmetall bestellen. Der Rat der EU hat dieHaushaltsplänederBundesregierunginklusivegeplanterMilliardenschuldengebilligt.WeiterhinstimmtendieFinanzminister deranderenEU-LänderbeieinemTreffenin Luxemburg zu, dass Deutschland eine SonderregelfürVerteidigungsausgabennutzen darf ZurStärkungderDrohnenabwehrplant die Bundeswehr deshalb nun eine Großbestellung des Flugabwehrsystems Skyranger beiRheinmetall.WiedasHandelsblattunter Berufung auf Insider aus dem BundesverteidigungsministeriumundaufmitdenVorgängen vertrauten Personen aus der Industrie berichtet, sollen noch in diesem Jahr über 600 Abwehrsysteme bestellt werden Der Auftragswert plus Fahrzeuge werde auf über neun Milliarden Euro geschätzt. Skyranger ist ein mobiles Flugabwehrsystem, weshalb der Geschützturm mit Kanone auf verschiedene Fahrzeuge montiert werden kann–etwaaufeinenRadpanzerBoxer,wie

es bei der Bundeswehr geplant ist. Möglich istderEinsatzaberauchaufBasiseinesKettenpanzers, wie dem bereits in die Tage gekommenen Leopard 1. Das System kann sogenannteSplittermunitionmithoherFeuerrateverschießen,wodurchSchwarmangriffe von Drohnen relativ sicher schnell vorbei sind. Jedes einzelne System kann dazu 4 × 4 Kilometerabdecken,umdasArealdrohnenfrei zu halten.
Ein Sprecher des VerteidigungsministeriumsbestätigteinBerlinzwarkeinegenauen Zahlen zum Skyranger-Kauf, sagte aber, dass man in Verhandlungen ist, um aufzurüsten. Ein Prototyp des Systems Skyranger ist demnach derzeit auch schon in der Erprobung Diese laufe noch bis zum Jahresende. Es seien bereits 19 Systeme bestellt. Wenn die Erprobung klappt, wird nachbestellt, wie bereits angekündigt wurde. Aufgrund des hohen Interesses mehrerer LänderamSkyrangerstellemansichbeiRheinmetall nun auf eine signifikante Produktionssteigerung ein. (pk)

GEWINNSPIEL

Nur noch wenige Tage, bis die Adventszeit und damit die Zeit für Adventskalender beginnt. Aber immer Schokolade ist doch langweilig. Daher verlosen die B2B-Sourcing Plattform Conrad und der MM Maschinenmarkt 3 Werkzeug-Adventskalender von Toolcraft.

Der Akku-Schraubendreher ist ein nützlicher Helfer im Alltag

Jeder Heimwerker weiß, Werkzeuge kann man nie genug haben. Besonders Werkzeugkoffer die kompakt sind und dennoch eine Menge bieten, sind ein praktischer Begleiter im Alltag. Genau einen solchen Werkzeugkoffer bietet der Adventskalender von Toolcraft,denconrad.deindiesemJahrinseinemSortiment hat.
TagfürTagwarteteinweiteresTeilaufdieglücklichen Heimwerker, bis das Etui am Ende randvoll mit praktischen Tools gefüllt ist. Im Detail enthält der Adventskalender:
Einen Akku-Schraubendreher,
einen Flaschenöffner,
einen Bohrer mit Sechskantschaft 2,0,
einen Bohrer mit Sechskantschaft 2,5,
zwei Schraubenbits 75 mm,
einen Adapter 60 mm,
eine Präzisionszange,
ein Maßband 5 m,
sechs Buchsen CRV (5/6/7/8/10/11 mm),
20 Bits 25 mm,
zwei Bitständer,
ein USB-Kabel,
und das Aufbewahrungsetui
Sollte bei keinem Heimwerker in der Adventszeit fehlen: Der Toolcraft Adventskalender

Und weil Weihnachten auch die Zeit des Schenkens ist, verlost MM Maschinenmarkt in Partnerschaft mit Conrad drei der Toolcraft Adventskalender unter den Lesern dieses Magazins. Unter dem Link maschinenmarkt.de/gewinnspiel können Sie ganz einfach an der Verlosung teilnehmen. Die Teilnahme ist bis zum 18.11. möglich. Die Gewinner erhalten den Kalender dann rechtzeitigzuBeginnderAdventszeit.WennSiesichden Inhalt des Adventskalenders noch etwas genauer ansehen möchten, finden Sie ein „Unboxing-Video“ auf der LinkedIn-Seite von MM Maschinenmarkt (www.linkedin.com/company/maschinenmarkt/).
AuchimOnline-Shopverfügbar
Wer den Adventskalender auf jeden Fall haben möchte, findendiesennatürlichauchimOnlineshopvonConrad. Dort kann er am einfachsten unter der EAN 4064161472881 gefunden werden. Aktuell wird er zu einem Sonderpreis von 29,99 Euro angeboten. (bh)

LesenSieMMMaschinenMarktauchonline!
AktuelleInformationenausdemproduzierendenGewerbevonAdditiverFertigung bisZerspanungundAutomatisierungbisSmarteFabrikfindenSieauf: www.maschinenmarkt.de
KonjunkturderElektro-undDigitalindustrie (in % gegenüber Vorjahr)
AuftragseingängederdeutschenElektrou.Digitalindustrie (in % gegenüber Vorjahr)
UmsatzderdeutschenElektroundDigitalindustrie (in Mrd.Euro)
TwinCATMachineLearning:KIeinfachintegriertindieSteuerungsebene KI-ModellealsFunktionsbausteininderSPS:KIalsBestandteildesSteuerungscodes AusführunginEchtzeitaufdemStandard-Steuerungs-IPC: synchronzuMotion,Ablauflogik,Vision, BeschleunigungkomplexerKI-Modelle: BeckhoffIPCmitNVIDIAGPUundInterfaceausderSPS automatisiertesTrainingvonKI-Modellen:KI-ModellerstellungohneKI-Expertenwissen offeneSchnittstellefürtrainierteKI-Modelle(ONNX):InteroperabilitättrainierterKI VerwaltungdesLebenszyklusvonKI-Modellen: Modell-Updateohnekompilieren,StopundRestart

Wenn die Messe SPS Ende November startet, finden sich wieder
Automatisierungsexperten, Entscheider, Entwickler und Anwender in Nürnberg ein. Die Relevanz des Events ist ungebrochen und spiegelt sich in mehr Ausstellern wider – trotz wirtschaftlicher Krise.

Infoszur
SPS2025
Termin: 25. bis 27. November 2025
Öffnungszeiten: Di + Mi
9-18 Uhr, Do 9-17 Uhr
Tickets: für 1 Tag ab
49 Euro; für alle Tage ab
91 Euro
Anfang September lädt der Veranstalter der SPS, die Mesago Messe Frankfurt GmbH, stets zur Pressekonferenz ein, um auf die Messe im Novembereinzustimmen–miteinemRück-undAusblick, Zahlen und immer viel Zuversicht. Das mag von der Automatisierungsbranche abfärben, die eigentlich nie jammert, sondern immer nach vorne blickt. Aber die SPShatauchallenGrund,entspanntaufdenNovember zu schauen: Zum einen findet die Messe wieder zum „alten“TermininderletztenNovemberwochestatt,zum anderen erwartet der Veranstalter mehr Aussteller als im letzten Jahr Das unterstreicht die Bedeutung der Messe,dieselbstbeiSparzwängenindenUnternehmen belegtwird,undseiesmiteinemkleinerenStand „Nicht hingehen ist keine Option“, resümiert Steffen Winkler, VorsitzenderdesSPS-Ausstellerbeirats Gleichzeitigsind 82 Prozent der Aussteller mit ihrer Messeteilnahme zufriedenodersehrzufrieden(unddasin2024,alsdieSPS parallelzurElectronicastattfand),sodassallerelevanten Player der Messe die Treue halten.
mation,PhoenixContactundBoschRexrothbiszuzahlreichen Start-ups, die ebenfalls mit eigenen Messeständen präsent sind.
Im Fokus der SPS wird in diesem Jahr der Einsatz von künstlicherIntelligenzinderFertigungstechnikstehen. Industrial AI hält derzeit auf breiter Front Einzug in industrielle Produkte und Prozesse: sei es unterstützend imEngineeringvonProzessen,integriertinSteuerungsgeräte durch vielfältige AI-Modelle oder als Bestandteil intelligenter Tools für die vorausschauende Wartung, QualitätskontrolleundadaptiveProduktionssteuerung Diese Technologien verändern die Automatisierungstechnik grundlegend und eröffnen neue Potenziale für Effizienz, Flexibilität und Ressourcenschonung „Industrial AI ist längst kein Zukunftsthema mehr – es ist bereitsRealitätinvielenProduktionsumgebungen.Aufder SPS 2025 zeigen unsere Aussteller, wie KI heute schon konkreteingesetztwirdundwelchePotenzialedieTechnologie in der Automation erschließt“, erklärt Sylke Schulz-Metzner, Vice President SPS. Und Winkler ergänzt:„WirwollendasThemanicht‚überhypen’sondern zeigen, was geht und was nicht.“
EinenbesonderspraxisnahenZugangdazubietendie zweimal täglich angebotenen Guided Tours der Smart FactoryKaiserslautern.AußerdemfindenVorträgezuKI auf allen vier Stages statt, auf der Technology Stage des ZVEI und VDMA auch gesammelt als Themenblock am Mittwochvormittag
VERFASST VON
StefanieMichel
Redakteurin
MM Maschinenmarkt
Rund1.150UnternehmenwerdenaufderSPS2025in 15Messehallenausstellen(2024:1.114Aussteller).Davon sind, wie im letzten Jahr, 60 Prozent aus Deutschland und 40 Prozent aus dem Ausland, davon 6 Prozent aus Österreich. Das Ausstellerspektrum reicht von internationalen Branchengrößen wie Siemens, Beckhoff Auto-
Wie im letzten Jahr, wird es wieder den Makeathon für jungeTalentegeben.DieIdeedahinteristdieSuchenach qualifizierten Fachkräften und die Nachwuchsförderung Und natürlich sieht auch der Messeveranstalter, dass man sich zur Besuchergenerierung an die nachfolgendeGenerationwendenmuss WährenddesMakeathons entwickeln die Teilnehmer an allen drei Messetagen in interdisziplinären Teams innerhalb von 2,5 Stunden eigene Prototypen – live vor Ort und im direkten Austausch mit Unternehmen. Ebenfalls an den jungen Nachwuchs wendet sich der Young Talents Day am letzten Messetag (mi)
FORMNEXT-BEWEISFÜHRUNG
Vom 18. bis 21. November findet mit der Messe Formnext auf dem Messegelände in Frankfurt am Main wieder das Branchen-Highlight in Sachen additive Fertigung statt. Erfahren Sie hier bereits etwas darüber, was sich die Mesago als Veranstalter nebst Partnern für die kommende Ausgabe alles hat einfallen lassen.
Die kommende Formnext wird, wie es heißt, vom 18. bis 21. November 2025 noch eindrücklicher demonstrieren, wie wirtschaftlich und damit erfolgreich die Industrie den 3D-Druck einsetzen kann Mit dem Ziel, die Industrialisierung der additiven Fertigung (englisch Additive Manufacturing = AM) weiter voranzutreiben,kannmanaufdieserWeltleitmesselaut MesagoMesseFrankfurterleben,wieUnternehmenglobal durch innovative Fertigungssysteme und -prozesse konkreteWettbewerbsvorteileerzielen,wasinsbesondere die anspruchsvollen Branchen wie den Maschinenund Anlagenbau betrifft.
Ein Beispiel für die zunehmende Relevanz industrieller AM-Anwendungen liefere etwa das neue, stetig wachsende Kompendium der Arbeitsgemeinschaft Additive Manufacturing im VDMA, wo man erfolgreiche Praxisbeispiele aus dem Maschinenbau präsentiere. Diese Sammlung verdeutlicht, wie die additive Fertigung zur Lösung zentraler Herausforderungen beitragen kann –etwa mit Blick auf Ressourceneffizienz, FunktionsintegrationoderaufdieEntwicklungneuartigerKomponenten,diemitkonventionellenVerfahrenkaumherstellbar sind,wieesweiterheißt DieFormnextsowiederVDMA mit seiner Arbeitsgemeinschaft, die übrigens auch der ideelle Träger der Messe ist, engagieren sich deshalb auchgemeinsamdafür,diePotenzialedes3D-Drucksin KunststoffoderMetallinderIndustriesichtbarerzumachen und dabei weiter auszubauen, was man natürlich auch in Frankfurt zu sehen bekommt.
Bei diesen Anstrengungen soll aber auch ein umfangreiches Bühnenprogramm für die nötigen Informationen und Diskussionsgelegenheiten sorgen. Auf insgesamtdreiBühnenwürdendanndievielfältigenPerspektivenderadditivenFertigungdenFachbesuchernnäher gebracht Und auf der Application Stage werden dann praxisrelevanteAnwendungenausdemAM-Bereichaus verschiedenenIndustrienvorgestellt.DieStagewirddazu als eine Plattform für den branchenübergreifenden AustauschüberindustrielleAnwendungsmöglichkeiten
beschrieben,diedasZielverfolgt,neueImpulsefürweitere Einsatzfelder des 3D-Drucks zu setzen.
„Mit der zunehmenden Industrialisierung der additivenFertigungsteigtnichtnurdieZahl,sondernauchdie BedeutungwirtschaftlicherfolgreicherAnwendungen“, kommentiertChristophStüker,VicePresidentFormnext bei Mesago Messe Frankfurt. Der Austausch über diese Use Cases sei demnach essenziell, um AM in weiteren Branchenzuetablieren,damitfürbestehendeProbleme und Herausforderungen auf neue Lösungsmöglichkeiten zugegriffen werden kann. Und außer den Erfahrungsberichten aus den jeweiligen Anwendungssektoren stehe die Industry Stage auch für den Austausch zu branchenübergreifendenThemen,wieebenNachhaltigkeit, Digitalisierung, künstliche Intelligenz und viele andere mehr.
„Die angestrebte Awareness der Industrie werden wir erreichen, wenn Expertennetzwerke und öffentlichkeitswirksame Plattformen wie die Formnext effizient zusammenarbeiten“, ist Dr Markus Heering, auch Geschäftsführer der AG AM im VDMA, überzeugt. Auch 2025 wird der VDMA deshalb wieder mit einer Show Case Area vertreten sein, die in diesem Jahr unter dem Motto „Profitable Industrial Solutions. Nicht zuletzt sorgtdieFormnextdasganzeJahrüberfürinformativen InputundRaumfürDiskussionenrundumdieadditive Fertigung (pk)
VERFASST VON Peter Königsreuther Redakteur MM Maschinenmarkt

Am 18. November öffnen wieder die Tore zur Messe Formnext, dem Branchentreff der additiven Fertigung
WERKZEUGBAU
Die Herstellung der Lamy-Formen für den Behälter der heutigen
Füllhalter umfasste früher 16 Bearbeitungsschritte. Gemeinsam mit Röders hat man den Prozess auf vier Arbeitsgänge im vollautomatischen 24/7-Betrieb reduziert .
Heute werden die Formhälften aus dem bereits gehärteten Rohling herausgefräst (oben) und kurz poliert. Nach dem Anerodieren des Hintergrunds und einer TiN-Beschichtung folgt nur noch die Bemusterung

SVERFASST VON
KlausVollrath
Freier Autor
pitzenprodukte müssen sich vom Marktumfeld durch markantes Design abheben. Entsprechend anspruchsvoll sind auch die dazugehörigen Fertigungsaufgaben. „Der Markt für Schreibwerkzeuge ist riesigundextremhartumkämpft“,erläutertJörgWeber, Leiter des Werkzeugbaus der C. Josef Lamy GmbH in Heidelberg. Hier müsse man sich als mittelständischer Hersteller hochwertiger Schreibgeräte gegenüber Lowcost-Massenherstellern einerseits und Luxusmarken andererseits behaupten. Dabei spiele neben der Qualität das DesignderProdukteeineentscheidendeRolle.Esmüsse gut erkennbar und unverwechselbar sein sowie auf Anhieb hohe Wertigkeit vermitteln. Entsprechend hoch
sinddeshalbauchdieAnsprücheandieSpritzgießwerkzeugefürdieHerstellungderKunststoffteilederSchreibgeräte, beispielsweise der Füllhalter BesondersherausforderndisthierbeiderBereichdes „Lamy“-Logos auf dem Behälter genannten oberen Teil des Griffstücks. Aber auch die perfekte Passung der Formhälften zueinander und der schattierungsfreie Hochglanz der Behälter stellten den Werkzeugbau vor hoheHerausforderungen.BishererfordertedieHerstellungdieserWerkzeugezahlreicheArbeitsschritteunter Einsatz unterschiedlicher Technologien wie Fräsen, Senkerodieren, Polieren und Messen. Das Senkerodieren sowie die manuellen Schleif- und Poliervorgänge waren zudem nicht ausreichend sicher beherrschbar

„Die anforderungsgerechte Realisierung dieses SchriftzugsaufdemBehälterverursachtefrüherimWerkzeugbauerheblichenAufwand“,ergänztViktorSchellenberg, Teamleiter im Werkzeugbau von Lamy. Das Logo hebt sich in einem hochglänzenden Umfeld erhaben und scharfkantigauseinersamtigmattiertenVertiefungdes Grundmaterials heraus. Die erforderliche Scharfkantigkeit konnte früher nur durch Senkerodieren erreicht werden. Dies hatte jedoch den Nachteil, dass der Verschleiß der Elektroden keine ausreichende Wiederholgenauigkeit ermöglichte Zudem bedingte die Schädigung der Oberfläche durch das Erodieren erheblichen Polieraufwand, was wiederum die Scharfkantigkeit des Schriftzugs beeinträchtigte. Hinzu kamen tiefer reichende Oberflächenschäden durch Einbrände, die erst nach dem Polieren sichtbar wurden.
DadergrößteTeilderrestlichenBearbeitungdesRohlings durch Fräsen erfolgt, mussten die Bauteile zwischen verschiedenen Anlagen mehrfach umgespannt, neu eingemessen und ausgerichtet werden Dadurch entstand ein erheblicher Zusatzaufwand. Die GesamtprozessfolgefürdieHerstellungdesbetreffendenFormeinsatzesumfasstefrüher–nochohneEinbeziehungder Messvorgänge – insgesamt 16 Teilschritte. Ein weiteres Handicapwar,dassdieexternerbrachtenDienstleistungenbeimPoliererDurchlaufzeitenvon–heuteunglaublichen – insgesamt sechs bis acht Monaten bedingten Manche Fehler wurden erst bei der Bemusterung erkennbar, weshalb es vorkam, dass eine oder sogar zwei Kavitäten eines 4-Kavitäten-Werkzeugs n i. O waren. DieserzwangdasständigeVorhalteneineszusätzlichen Lagerbestands an Ersatzkavitäten.
Neukonzept:FräsenstattErodieren
„Im August 2021 baten wir deshalb den Fräsanlagenhersteller Röders aus Soltau, mit uns gemeinsam eine zeitgemäßeLösungdiesesProblemszuerarbeiten“,erinnert sich J. Weber Kerngedanke war hierbei, das Erodieren desLogosdurchdenEinsatzvonMikrofräswerkzeugen zu ersetzen. Gleichzeitig sollte auch die komplette AußenflächeinHochglanzqualitäterzeugtwerden,umauf die Politur weitgehend verzichten zu können Ziel war hierbei, die sehr unterschiedlichen Fräsarbeitsgänge–vomAusräumenbiszurHochglanzbearbeitung – in nur einer Anlage und damit in einer einzigen Aufspannungausführenzukönnen.Hierfürwardievon RödersentwickelteAusführungseinerbewährtenPräzisionsbearbeitungsmaschinen mit zwei voreinander in
Dieser Mikrofräser von Moldino mit CBN-Kugelkopf hat einen Durchmesser von lediglich 0,1 Millimetern und hält acht bis zehn Einsatzstunden durch.


Schweißen mit dem Elektronenstrahl bietet diese und noch weitere Vorteile Mehr erfahren Sie hier:

Der Roboter versorgt die Anlage mit bestückten Werkstückträgern, StandardHSC-Werkzeugen oder Mikrofräsern.
der Z-Achse montierten Spindeln prädestiniert. Diese verfügt zusätzlich zur ebenso robusten wie präzisen wälzgelagerten Standardspindel (HSK40, 42.000 Umdrehungen pro Minute) über eine Präzisionsspindel (HSK25, 60.000 Umdrehungen pro Minute)
Dieseluftgelagerteunddeshalbbesonderslaufruhige sowie optimal gedämpfte Spindel gestattet zusätzliche ArbeitsgängeindergleichenAufspannung Damitwird esmöglich,MikrofräsermitDurchmessernbisherabzu 0,1 Millimetern einzusetzen. Die hohe Drehzahl ermöglichtausreichendeSchnittgeschwindigkeitensowieaufgrund der hervorragenden Laufruhe auch optimale Oberflächengüten bis unter Ra = 10 Nanometer Zur zusätzlichen Spindel gehören auch eigene Wechsel-, Prüf-
„AufdieserFertigungszelleläuftdie Produktionseitheran365TagenimJahr rundumdieUhr.“
Viktor Schellenberg, Teamleiter im Werkzeugbau von Lamy
und Reinigungseinrichtungen für die Werkzeuge in doppelter Ausfertigung Die Software nimmt dem Bediener das gesamte Management ab So erkennt sie anhand der Werkzeugdaten automatisch, welche Spindel bestückt werden muss, während die nicht belegte Spindel durch einen Blinddeckel gegen den Eintritt von Verschmutzungenverschlossenwird.Zugleichberücksichtigt sie bei der Bearbeitung den hochgenau bekannten Abstand beider Spindeln.
„Vorab wurde bei Röders natürlich ein ‚Proof of Concept‘ miteinerentsprechendenAnlagedurchgeführt“,berichtetV.Schellenberg.ImdortigenTechnikumwurdenumfangreiche Fräsversuche an bereits gehärteten RohlingenmitFräsernvonMoldinodurchgeführt.Diesehätten sowohlbezüglichQualitätundGenauigkeitalsauchmit BlickaufBearbeitungs-undWerkzeugstandzeitenüberzeugt. Heute erledigt der Lamy-Werkzeugbau die HerstellungdieserFormeinsätzeaufseinerneuen,fünfachsigen RXP601 DSH Z2 statt wie früher in 16 in nur noch
vier Fertigungsschritten. Die erforderlichen CAM-Programme werden aus den CAD-Daten mithilfe der VisiSoftware von Hexagon erstellt.
Auf eine Weichbearbeitung wird komplett verzichtet. Die bereits gehärteten Rohlinge werden zunächst in einem Durchgang 5-seitig gefräst, vorgefinisht und i. O. vermessen. Nur die Glanzbereiche werden später extern noch leicht mit Polierpaste „nachgewischt“ Das ist kostengünstiger als ein abschließendes Hochglanzfräsen, da die Polierkosten deutlich unter den entsprechenden Fräskosten liegen. Die Kostenersparnis gegenüber früher liegt heute bei 70 Prozent Zum Schluss werden noch die tief liegenden Bereiche des Logos mithilfeeinerkurzenErosionsbehandlungstrukturiert. Nach einer TiN-Beschichtung geht es dann zur Bemusterung
„Die Röders-Anlage erledigt in gleicher Aufspannung auch die Vermessung der Formeinsätze“, sagt J. Weber ZumEinsatzkommendabeiein3D-TasterunddieMesssoftwareRMSInspectzurhochgenauenMessung,basierend auf CAD-Flächendaten des Werkstücks So kann noch auf der Maschine die Bearbeitungsgenauigkeit ermittelt werden – diese liegt prozesssicher bei 5 Mikrometern im gesamten Werkstück.
Nachdem das Frässystem diese Leistungsfähigkeit unter Beweis gestellt hatte, ergab eine Wirtschaftlichkeitsberechnung,dassseineProduktivitätbeieinschichtigemEinsatznichtvollausgenutztwerdenkonnte.Eine AutomatisierungderBearbeitungwürdesichinnerhalb eines Jahres amortisieren. Deshalb wurde 2023 eine komplette Automationslösung mit Roboterzuführung sowieMagazinenfürpalettierteWerkstücke,Werkzeuge und Greifer implementiert.
Die Zuordnung von CAM-Programmen, Werkzeugen, Werkstücken und Greifern erledigt der ebenfalls von Röders entwickelte Jobmanager RMS Main. Schon bei der Auslegung wurde auf die Vorbereitung für zukünftige Erweiterungen geachtet, indem der Roboter in Vorbereitung für eine spätere Anbindung weiterer Maschinen bereits auf einer Linearschiene montiert wurde. „AufdieserFertigungszelleläuftdieProduktionseither an 365 Tagen im Jahr rund um die Uhr – abgesehen von WartungundReinigungsarbeiten“,freutsichV Schellenberg.
Seither seien darauf bereits über 1.400 Einsätze hergestelltworden.DieAusschussquoteliegenahenull.Es habe bisher keine nennenswerten Ausfälle gegeben. ErsatzteilekämenimBedarfsfalljustintimeinsHausund der bereits vorinformierte Servicemitarbeiter klingle bereits am Folgetag
Gewisse Bedenken habe es anfänglich wegen der Bedienung gegeben, da die Steuerung von Röders entwickelt wurde. Diese hätten sich jedoch schnell zerstreut, denn die beiden ersten Mitarbeiter, die von Röders geschult wurden, waren von der einfachen, intuitiven Handhabung sehr überzeugt. Mittlerweile hätten sie betriebsintern bereits drei bis vier weitere Kollegen ausgebildet, sodass eine größere Zahl an Bedienern im rotierenden Einsatz zur Verfügung stehe. Auch das Jobmanagementsystem könne im Prinzip von jedem bedient werden, der mit Windows vertraut sei. „Dank dieser Röders-Entwicklung haben wir heute statt der früheren ‚Job-Stückelei‘ einen schnellen, kostensparenden und zuverlässigen Prozess“, bilanziert J. Weber und hegt schon Gedanken für den weiteren Ausbau der Fertigungszelle.(vs)
TEST- UND KALIBRIERVERFAHREN
3D Systems hat für seine laserbasierten DMP-Systeme (Direct Metal Printing) ein proprietäres Test- und Kalibrierverfahren entwickelt. Die Anwender der Maschinen und deren Endkunden profitieren von Teilen, die mit höchster Zuverlässigkeit gefertigt wurden.
Die Möglichkeiten der additiven Fertigung beeindrucken immer aufs Neue: Feinste Strukturen, komplexeEinzelstückeundTeilemitfaszinierenden Eigenschaften entstehen wie aus dem Nichts. 1986 bereicherte3DSystemsdieIndustriemitderInnovation des 3D-Drucks. Heute zählt das Unternehmen zu den größten Akteuren im Bereich der additiven Fertigung undentwickeltAM-LösungeninStandortenaufderganzen Welt.
DadieLösungenvon3DSystemsinsbesondereinsehr stark regulierten Industrien wie im Gesundheitswesen und der Luftfahrt weit verbreitet sind, stellt sich oft die Frage,wiewiederholbarundstabildieProzessewirklich sind. Die Anwender müssen beispielsweise die ProzessstabilitätdervonihnenbetriebenenMaschinenüberdie Zeit nachweisen und dokumentieren.
DieseHürdewollte3DSystemsfürdieAnwendernehmen. Ziel war es, fortschrittliche Mess- und Kalibrierungsverfahren vor Ort inklusive dedizierter Dokumentationsfunktionen anzubieten, sodass die Maschinennutzer höchste Standards erfüllen können
AnspruchsvolleIndustriestandards
In der additiven Fertigung zählt jede Schicht. Die laserbasierenden optischen Systeme in der metallischen 3DFertigung müssen exakt den Spezifikationen entsprechen. Nur so kann sichergestellt werden, dass jedes gefertigte Teil die gewünschten Eigenschaften aufweist DiezentralenoptischenProzessparametersinddabeidie Laserleistung,dieStrahlkaustikunddiePositiondesLaserstrahls.
DieIngenieurevon3DSystemsüberwachendieseProzessparameterbeiderEntwicklungundProduktionder Anlagen für die metallische 3D-Fertigung. Gleichzeitig solltenauchServicetechnikerinderLagesein,Leistung und Stabilität der optischen Systeme regelmäßig beim Kunden vor Ort zu prüfen. Wouter Polspoel, R&D ProgramManagerbei3DSystems,erklärt:„UnsereKunden, speziell in regulierten Industrien, müssen nachweisen, dass die gefertigten Teile die hohen Qualitätsanforderungen erfüllen. Sie müssen sich an ISO-Normen wie ISO 52941 halten, die Kontrollverfahren und Abnahmekriterien für Laser-Pulverbett-Schmelzmaschinen für metallische Werkstoffe in der Luft- und Raumfahrt regeln. Unser Ziel war es, ein Paket an Serviceprozeduren
Das Ophir-BeamPeek-Strahlanalyseund-Leistungsmessgerät von MKS in der Baukammer einer 3D Systems DMP Factory 500
zu schnüren, das alle relevanten Anforderungen der anwendbarenStandardsundRichtlinienberücksichtigt.“ Eine besondere Herausforderung stellte dabei die Kaustikmessung auf Bauebene bei Lasern mit hohen Leistungen dar Gerade zur richtigen Zeit stellte MKS dazu eine neue Lösung vor: das Leistungs- und Strahlkaustikanalyse-System Ophir Beam Peek. Dank innovativer Messtechnologie bietet das Messgerät kurze Messzyklen und vielseitige Anwendungsmöglichkeiten im Service.
Das kompakte Messgerät lässt sich einfach in der Baukammer platzieren.

Im Rahmen langlaufender Tests mit dem Ophir-BeamPeek-GerätaufderDMPFactory500,einerskalierbaren Lösung für die additive Fertigung von Metallteilen mit einem Bauvolumen von 500 Millimetern × 500 Millimetern × 500 Millimetern und drei Faserlasern, entwickelten die 3D-Ingenieure spezifische Messroutinen, definierten die Abweichungen und erstellten eine umfassende Checkliste, die im Rahmen des Advanced Service Package durchgeführt wird.
„Das System Ophir Beam Peek stellte seine VielseitigkeitunterBeweisundlässtsichsehreinfachanwenden“, sagt Wouter Polspoel. Und er erklärt: „Die Stabilität der Ausgangsleistung zusammen mit der Genauigkeit der
Strahlkaustikistentscheidend,umTeilemithoherQualität zu fertigen. Darüber hinaus messen wir mit dem Beam-Peek-System auch den Strahlqualitätsfaktor M2 jedes Lasers im Mittelpunkt der Bauebene.“
Zusätzlich wird im Rahmen der Advanced Service PackageRoutineeinthermischerOphir-Sensorverwendet, um die Stabilität der Laserleistung zu prüfen. Der luftgekühlte FL1100A-BB-65-Sensor wird mit einem HandAnzeigegerät kombiniert, um die Leistungswerte beim Setup des Lasers und nach einer Einrichtzeit von 15 Minuten bei maximaler Leistung zu messen.
Mit dem zusätzlichen Serviceangebot gewinnen die Kunden von 3D Systems Sicherheit und Flexibilität, erläutertWouterPolspoel:„Wirerwartenkeinesignifikante Änderung der Laserparameter, da wir hochwertige Komponenten verwenden und unsere Prozesse sehr stabilsind.DennochmöchtenwirdenAnwenderneine Möglichkeit bieten, ihre Prozessparameter zu prüfen unddiesePrüfungzudokumentieren.DankdesSystems Ophir Beam Peek sind wir in der Lage, die strengen Prozesskontroll- und Kalibrierungsanforderungen der ISONorm im Rahmen unseres Advanced Service Package einzuhalten. Alle Seiten gewinnen Vertrauen in die gefertigten Teile, und genau das braucht der Markt: Verlässlichkeit!“ Die empfohlene Frequenz zur Durchführung eines Advanced Service Package liegt bei sechs Monaten.
Ophir Beam Peek wird aber nicht nur von den Servicetechnikern genutzt, wie Viktor Valckenaers, R&D-Projektingenieur von 3D Systems, erklärt: „Wir haben gerade in der Designphase unseres neuen laserbasierten Systems für die additive Fertigung intensive Tests mit demBeam-Peek-Systemdurchgeführt Insbesonderedie
Das Diagramm zeigt die Unterschiede in der Strahltaillenposition der drei Laserstrahlen in der Maschine (Laserleistung jeweils über 400 Watt) bei variierenden Szenarien für den Gasfluss.
MessungenderStrahltaillenpositionzeigteninteressanteZusammenhängezwischenGasfluss,Verschmutzung der Komponenten und den Strahlparametern. Diese Erkenntnis hat uns bei der Optimierung des neuen Systems sehr geholfen.“
Der Argonfluss in der Baukammer beeinflusst die Qualität der additiv gefertigten Teile signifikant. Aus diesemGrundinvestierendieIngenieurebei3DSystems sehrvielEntwicklungsarbeit,umdieGaseinströmdüsen optimal zu platzieren. Zunächst verwenden sie in der Designphase eine Simulationssoftware, um mögliche Geometrienzufinden.SobalddieerstenTestsamPrototyp starten können, kommt das Messgerät Ophir Beam Peek zum Einsatz. Die Strahlposition vor und nach jedem Baujob wird bei unterschiedlichen Gasflussszenarien gemessen. Bei der Entwicklung der DMP Factory 500 zeigten diese Tests den direkten Zusammenhang des Gasflusses mit der Position der Strahltaille. Die Abbildung auf Seite 32 zeigt die Veränderung der Strahltaillenposition bei optimiertem bzw. nicht optimiertem Gasfluss Da jede Verschiebung der Strahltaille die Laserleistung auf der Bauebene direkt beeinflusst, ist eine Verschlechterung der Bauteilqualität zu erwarten.
Viktor Valckenaers meint dazu: „Es ist allgemein bekannt, dass die Qualität eines 3D-gefertigten Bauteils sehr stark vom Gasfluss in der Baukammerabhängt.Dennochist es eine große Hilfe, genau quantifizierenzukönnen,wie starkdieminimaleStrahltaille von der Verschmutzung beeinträchtigt wird, die durch einen nicht optimalen Gasfluss ausgelöst wurde.“
Sobald alle Parameter definiert sind und der Prototyp finalisiert wurde, wird jede MaschinemehrereMonateintensiv getestet. Während dieser Phase werden die LaserstrahlenregelmäßigmitdemMessgerät überprüft. Diese Messungen spielen eine zentrale Rolle bei der Überprüfung der Strahlkaustik und der Dokumentation der Prozessstabilität. Hier zeigt sich auch ein weiterer Vorteil des Messgerätes, wie Victor Valckenaers erläutert: „Das Ophir-BeamPeek-Kaustikanalysesystem kannsowohlfürhohealsauch niedrige Laserleistungen verwendet werden. Diese Funktion ist für uns überaus wert-
Marketing & PR MKS | Ophir Spiricon Europe GmbH


voll, da wir das Gerät damit für die komplette Serie an Messungen verwenden können.“
ErfolgdurchZusammenarbeit
Sowohl während der intensiven Testphase als auch bei der Integration wurden Fragen direkt mit den OphirEntwicklern geklärt. Das Ergebnis ist schon jetzt ein großer Erfolg: „Wir konnten unsere Vor-Ort-Serviceleistungen innerhalb weniger Monate deutlich verbessern. Gleichzeitig verkürzen die umfangreicheren Messmöglichkeiten die Entwicklungszeiten für unsere Maschinen“, sagt Victor Valckenaers abschließend.(vs)



PassendeErsatzteile schnellgeliefert



DGH entwickelte ein automatisiertes System zur Inspektion von Schweißverbindungen mit Kameras und Beleuchtung, die auf Robotern montiert sind.
Eine Technologie mit industrieller Bildverarbeitung in Verbindung mit KI prüft automatisiert Schweißverbindungen bei Rohkarossieren und identifiziert Anomalien. Die Anwendung verbessert die Konsistenz, Geschwindigkeit, Zuverlässigkeit und Genauigkeit des gesamten Inspektionsprozesses – und zwar vollständig autonom.
In der Automobilproduktion gelten hohe Qualitätsstandards. Dies trifft natürlich auch auf Schweißprozesse an der Rohkarosserie (Body in White) zu. Die Bedeutung der Stabilität der Karosserie ist selbsterklärend.SpannenderistdieFrage,wiediehoheQualitätbei Schweißverbindungensichergestelltwerdenkann–und zwarautomatisiertundlückenlos.DieHerausforderung liegtnämlichdarin,dassvieleverschiedeneDefekteauftretenkönnen,welchedieQualitätderKarosseriebeeinträchtigen. So müssen beispielsweise Risse, unvollständigeSchweißnähteundunregelmäßigeSchweißmuster präzise identifiziert werden. Genau diese Herausforderung ging die DGH Group an. Das spanische Unternehmen,dasseinenHauptsitzinValladolidhatundkürzlich in die Groupe ADF integriert wurde, unterstützt eine Vielzahl von Industriesegmenten mit innovativen Produkten. Herausgekommen ist eine Inspektionsanlage, innerhalb derer automatisiert Bilder von Schweißverbindungen aufgenommen werden. Diese werden dann sofort von den KI-basierten Algorithmen von MV Tec Halcon und der DGH-Bildverarbeitungssoftware überprüft.DieSoftwareübermitteltdieErgebnisse–OKoder NOK–andieSPS Diesesteuert,wiedannentsprechend mit der Karosserie weiterverfahren wird. Halcon ist die Standardsoftware für die industrielle Bildverarbeitung (Machine Vision) aus dem Hause MV Tec. Das Familienunternehmen mit Sitz in München entwickelt seit der Gründung im Jahr 1996 hardwareunabhängige Bildverarbeitungssoftware für industrielle Anwendungen und zählt zu Technologieführern in diesem Bereich – auch weil das Unternehmen verschiedene leistungsstarke Deep-Learning-Algorithmen bietet.
VERFASST
Deep Learning ist eine Spielart der Künstlichen Intelligenz. In der industriellen Bildverarbeitung ermöglicht DeepLearningdieUmsetzungvonimmermehrAnwendungen,auchsolchen,diebislangnichtmöglichwaren. DarüberhinauskanndieLeistungbestehenderApplikationen erheblich verbessert werden. Diese Entwicklungen machte sich auch die DGH Group zunutze. Im Auftrag eines großen französischen Automobilkonzerns entwickeltedasExperten-TeamderDGHGroupdieautomatisierte Anlage zur Inspektion von Schweißverbindungen durch Metall-Inertgas-Schweißens (MIG-
Schweißen). „Bislang wurde die Prüfung immer von langjährigen Mitarbeitern durchgeführt. Denn es ist nicht immer einfach zu erkennen, ob die Qualität der Schweißverbindung der unterschiedlichen Verfahren OK ist. Bei der Umsetzung der neuen Anlage haben wir daher die Erfahrung der Mitarbeiter einfließen lassen. Und zwar haben wir mit ihrem Wissen der zugrunde liegenden Deep-Learning-Netze trainiert Die geforderten robusten Erkennungsraten sind nur durch den Einsatz von Deep Learning möglich“, erklärt Guillermo Martín,Innovation&TechnologyDirectorbeiDGH.Das primäreZielbeiderUmsetzungwares,einensehrhohen Qualitätsstandard aller Schweißnähte zu erreichen. Daneben sollten durch die neue, autonome Qualitätsinspektion die grundsätzlichen Vorteile der Automatisierung zum Tragen kommen. Nämlich eine höhere Geschwindigkeit,Zuverlässigkeit,Genauigkeitsowieklare Konsistenz bei der Entscheidung – im Gegenteil zur Subjektivität der Entscheidung bei Menschen.
DieUmsetzungeinerentsprechendenAnlagewarmit einigen Herausforderungen verbunden. „Für uns war klar, dass wir das System auf Basis von Machine Vision umsetzen müssen. Sensoren oder klassische 2D-VisionSysteme scheitern an der Komplexität der Schweißnähte Die erste Herausforderung war es somit, eine tragfähigeLösungzuentwickelnunddieverschiedenenArten von Defekten sicher zu erkennen. Außerdem war es notwendig, und darin lag die zweite Herausforderung, dasWissendererfahrenenMitarbeiterindiesesSystem, eine Deep-Learning-Applikation, zu übertragen. Die dritte Herausforderung bestand schließlich darin, die Inspektionsprozesse in kurzer Zeit durchzuführen. Grund dafür sind die eng getakteten Zykluszeiten“, erklärt Martín. Die nun umgesetzte Anlage bei dem französischemAutomobilherstellerarbeitetwiefolgt:Wenn eineKarosserieanderKontrollstationankommt,löstdie SPS verschiedene Kontrollvorgänge aus. Wenn die Station einen Auslöser empfängt, nehmen die angebrachten 2D-Kameras einzeln oder nacheinander Fotos von denSchweißverbindungenaufundübertragendieseper Gig-E-Vision-ProtokollandieMachine-Vision-Software, wo diese verarbeitet werden. Geprüft wird, ob Anomalien rund um die Schweißnähte zu erkennen sind Die Anlage ist in der Lage, unterschiedliche Schweißfugen, -nähte und -punkte, die in diversen Schweißverfahren entstanden sind, verlässlich zu prüfen.
Bild: DGH
Im Anschluss werden die Daten an die SPS gesendet und die entsprechenden Ergebnisse auf einem Bildschirmvisualisiert.DievonderDGHGroupentwickelte Inspektionsanwendung wurde auf einem Industrie-PC entwickeltunddasSystemüberwachtkontinuierlichdie KommunikationmitderSPSderFertigungsanlagesowie mit mehreren 2D-Kameras Das Herzstück des Setups bildet die Machine-Vision-Software Halcon.
UmdieDefekteverlässlichzuerkennen,werdenvonder Bildverarbeitungssoftware zwei Deep-Learning-Methodengenutzt.Zunächstkommt„InstanceSegmentation” zum Einsatz, um auf den aufgenommenen Bildern die relevante Stelle, also die Schweißnaht, zu lokalisieren DieseDeep-Learning-TechnologieistinderLage,Objekte pixelgenau verschiedenen, eintrainierten Klassen zuzuordnen.ImnächstenSchrittkommt„AnomalyDetection“ zum Einsatz.
Die Deep-Learning-basierte Anomalieerkennung ermöglichtdieautomatisierteOberflächeninspektionund erkennt zielsicher Abweichungen, also Defekte, jeglicher Art. „Anomaly Detection hatte für uns zwei entscheidende Vorteile: Auf der einen Seite sind die Erkennungsratensehrhochundrobust.AufderanderenSeite war das Training der zugrundeliegenden neuronalen Netze einfach. Denn es waren hauptsächlich „Gut-Bilder“, also Aufnahmen von Schweißverbindungen ohne Defekte, für das Training der Deep-Learning-Netze notwendig Das Netz zur Erkennung von Anomalien wird nurmitgutenBilderntrainiert.DasVorhandenseinvon „Schlecht-Bildern“ ist zwar keine Voraussetzung für die Anomalieerkennung, einige wenige Schlecht-Bilder könnenjedochhelfen,denoptimalenSchwellenwertzur UnterscheidungzwischengutenunddefektenSchweißnähten zu finden Dieser Schwellenwert wird auf den Anomalie-Score angewendet, der das Ergebnis des Anomalie-Erkennungsnetzes ist. Die Bestimmung des Schwellenwerts ist jedoch nicht Teil des Trainings. Wir haben so nur eine geringe Anzahl von Gut-Bildern benötigt. Das ist sehr praktisch, da diese schnell und einfachvorliegen BildervonDefektensinddeutlichschwerer zu organisieren, ganz zu schweigen davon, dass es unmöglich ist, Bilder von sämtlichen Defekten zu erhalten Hier hat Deep Learning einen klaren Vorteil“, erklärt Guillermo Martín. In Bildern von Schweißnähten, die sich von den eintrainierten Bildern unterscheiden, werdendieAnomalienbzw.Defektezuverlässigerkannt Wie groß das Delta zwischen OK und NOK dabei ist, bestimmt der Schwellenwert. Der Schwellenwert ist ein ParameterinnerhalbvonDeep-Learning-Methoden,der regelt, bis zu welchem Wert das zu prüfende Bild von demtrainierten„Gut-Bild“abweichendarf DiesenParameter kann der Nutzer frei einstellen und hat somit die Möglichkeit, Transparenz in die „Black-Box“ der Entscheidungsfindung von künstlicher Intelligenz zu bringen.
Die Technologie Deep Learning erfordert, dass vor dem Betrieb die neuronalen Netze mit Bildern trainiert werden. Diese Bilder müssen für das Training zunächst gelabelt werden. Für diese Arbeiten im Vorfeld nutzte DGH das Deep Learning Tool von MV Tec. Mit dem kostenlosen Tool können Bilddaten einfach gelabelt und anschließend bequem trainiert werden Dazu hat DGH zunächst Bilder von Schweißnähten zusammengetra-
gen. Hierbei kam auch Wissen der Mitarbeiter zum Einsatz. Diese prüften jedes Bild, um sicherzustellen, dass hauptsächlich „Gut-Bilder“ für das Training herangezogen werden. Ein falsch verwendetes „schlechtes Bild“ würde die Ergebnisse des Trainings verfälschen. Die „Gut-Bilder“werdenanschließendindasDeepLearning Tool geladen und dort speziell für die Technologie InstanceSegmentationgelabelt.DazustehtdasWerkzeug „Smart Label Tool“ zur Verfügung Der Anwender muss nurmitderComputer-MausindenBereichderSchweißverbindungklickenunddasToolumrahmtautomatisch die Schweißverbindung Somit ist sichergestellt, dass dasDeepLearningToolimAnschlussausschließlichauf BasisderrelevantenBereichedesBildestrainiert.Auch beidiesemSchrittwarendieMitarbeiterdesAutomobilherstellers involviert Sie wussten, welche Bereiche innerhalb des Bildes wichtige Informationen über die Schweißverbindung enthalten und wie groß der entsprechende Rahmen um die Schweißverbindung sein muss. Nachdem die Bilder gelabelt wurden, erfolgt ein Split. Dabei wird der Bilddatensatz, in der Regel im Verhältnis 50 Prozent für das Training, 25 Prozent für die Validierung und nochmals 25 Prozent für das Testen, unterteilt. Das Training, die Validierung und auch das Testen erfolgen im Deep Learning Tool einfach und bequem per Knopfdruck. Anschließend wird das trainierte Modell gespeichert und durch die nahtlose VerbindungdesDeepLearningToolszuHalconindieMachineVision-Softwaregeladen.NunistdieSoftwarebereitfür den Betrieb
„Wir bei DGH arbeiten seit über zehn Jahren mit MV Tec zusammen und wissen daher um die leistungsstarken Tools und Algorithmen. Deswegen haben wir uns entschieden, auch bei diesem Projekt MV Tec Halcon zu vertrauen“, verrät Guillermo Martín. Die HerausforderungenbezüglichdesTrainingssowiederGeschwindigkeit aufgrund der eng getakteten Zykluszeiten wurden schon genannt. Daneben gab es eine weitere AnforderungandieMachine-Vision-Software:DieUmgebungist aufgrund von reflektierenden Metalloberflächen und den unterschiedlichen Lichtverhältnissen schwierig
Die DGH Group war in der Lage sämtliche Herausforderungen zu meistern und eine Anlage mit der gewünschten hohen Qualität zu liefern. „Anfang 2024 wurde die erste Anlage im Werk des Automobilherstellers in Betrieb genommen. Nachdem diese erfolgreich lief,habenwirimApril2024vomselbenHerstellereine neue Anfrage zur Umsetzung einer zweiten Anlage zur Inspektion von Schweißverbindungen erhalten“, freut sichGuillermoMartín.InsbesonderedieZieleinZeiten des Fachkräftemangels die Abhängigkeit von Fachkräften für Qualitätsprüfungsprozesse zu verringen und in Folge den Grad der Automatisierung zu steigern wurde erreicht. Die Automatisierung auf Basis von Machine VisionundKünstlicherIntelligenzhatnachweislichFehler minimiert und eine konsistente und zuverlässige Erkennung von Schweißfehlern gewährleistet. Deswegen glaubt Guillermo Martín auch daran, dass es trotz einer Vielzahl von bereits im Einsatz befindlichen Bildverarbeitungssystemen in verschiedenen Branchen und Fertigungsprozessen noch Wachstumspotenziale gibt – etwa für Deep-Learning-Lösungen in besonders anspruchsvollen und komplexen Anwendungen. (ff)
VERFASST VON
JonasKaltenbach
IT-Consultant IoT
Doubleslash
Net-Business
Nicht selten sind Bearbeitungsmaschinen jahrzehntelang im produktiven Einsatz - die Technik arbeitet problemlos weiter, die zugehörige Software ist allerdings längst veraltet und wird zur Gefahr.
Steuerungen sind heutzutage vernetzt, Produktionsdaten wandern in Clouds, Maschinen kommunizieren über Netzwerke mit Serviceplattformen. Was einst abgeschottet und sicher war, ist heute Teil eines digitalen Ökosystems – und das macht den Maschinenbau verwundbar
Eine Branchenumfrage von Doubleslash, einem Lösungsanbieter für Connected Mobility, Internet of Things,Monetarisierung,DataDrivenSolutionsu.a aus Friedrichshafen,undderVogelCommunicationsGroup unter132Fach-undFührungskräftenzeigt:45,5Prozent der Befragten sehen die größten Herausforderungen in historisch gewachsenen Systemlandschaften, 42,4 Prozent im Aufwand neuer EU-Regularien wie dem Cyber Resilience Act und 39,4 Prozent im Fachkräftemangel. Altlasten, Vorschriften und fehlende Ressourcen bilden ein gefährliches Dreieck – und fordern von Unter-
nehmenneuePrioritätenzwischenSicherheit,Effizienz und Innovation. In der Praxis versuchen Unternehmen, ihre Bestandsanlagen mit Security-Gateways oder FirewallszuschützenundsieüberEdge-oderCloud-Anbindungen in moderne Architekturen einzubetten. Das reduziertRisiken,bindetaberEntwicklungsressourcen.
CyberResilienceActzwingtzumUmdenken
Jede Stunde, die in Absicherung fließt, fehlt bei der Implementierung neuer Funktionen Innovation und Security geraten in ein Spannungsverhältnis – doch wer heute nicht absichert, riskiert morgen den Stillstand seiner Produktion. Mit dem Cyber Resilience Act (CRA) verschärft die EU die Sicherheitsanforderungen für digitale Produkte deutlich. Hersteller müssen künftig sicherstellen, dass ihre Systeme über den gesamten Le-
Die wichtigsten Security-Herausforderungen sind historisch gewachsene Systemlandschaften, neue Vorgaben wie der CRA und der Fachkräftemangel
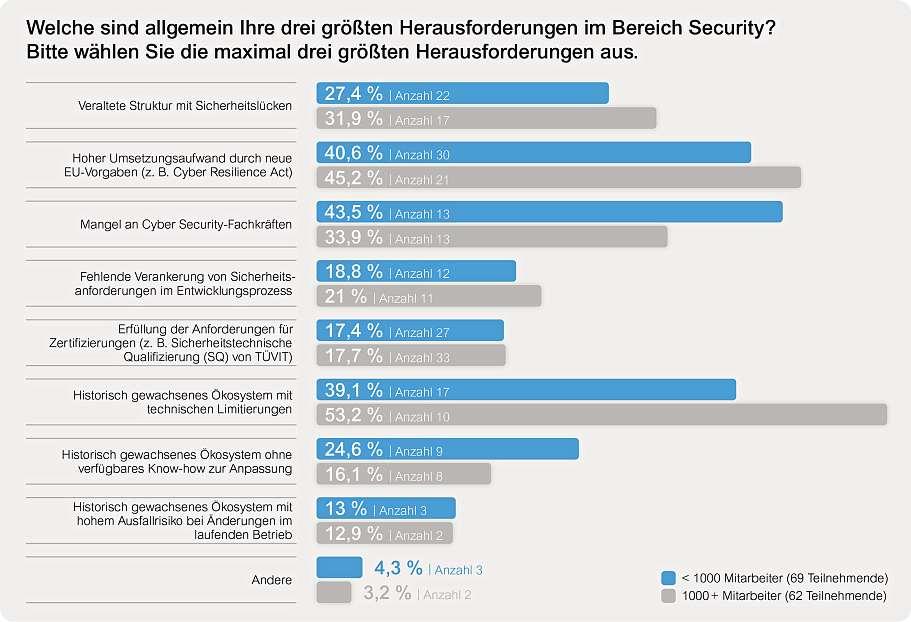
benszyklushinwegupdatefähigbleiben.Dasstelltviele Betriebe vor organisatorische und technische Hürden
Ein effektives Patch- und Update-Management erfordert klare Verantwortlichkeiten, sichere Rollback-Prozesse und Schnittstellen, die über Jahre stabil bleiben Zudem verpflichtet der CRA zur Erstellung einer Software Bill of Materials (SBOM) – einer digitalen StücklisteallerSoftwarekomponenten.ImMaschinenbaumit seinen komplexen Lieferketten ist das eine Herausforderung, die tief in Entwicklungsprozesse eingreift.
Unternehmen, die sich bereits an Standards wie IEC 62443 orientieren, haben einen klaren Vorteil. Sie können Security systematisch in die Produktentwicklung integrieren.Vieleanderebeginnenjetzterst,Strukturen aufzubauen, Verantwortlichkeiten zu schaffen und Prozesse anzupassen. Der CRA wird damit zum Treiber für einen überfälligen Kulturwandel.
Parallel dazu wächst der Druck auf dem Arbeitsmarkt. LautdemDigitalverbandBitkomfehleninDeutschland aktuellrund109.000IT-Fachkräfte.Nochangespannter ist die Lage in der Cybersecurity Die ISC2 Cybersecurity Workforce Study 2024 zeigt, dass die globale Nachfrage nach Sicherheitsexperten weiter wächst.
Das führt zu Verzögerungen und Sicherheitslücken. OftfehltdasPersonal,umSecuritykonzeptekonsequent umzusetzen. Doch solange Security aus Kostensicht gesehen wird, bleibt das Problem bestehen Sicherheit mussalsTeilderProduktqualitätverstandenwerden–so selbstverständlich wie Präzision oder Effizienz.
DieErfahrungausrealenProjektenisteindeutig:Wer Securityfrühberücksichtigt,spartspäterAufwand,Zeit und Geld. Vor allem Authentifizierung und ZertifikatsmanagementsolltenvonBeginnanTeildesDesignssein. Nachträgliche Anpassungen in sicherheitskritischen Systemen sind kostspielig und technisch oft kaum realisierbar
Die Studie zeigt: Viele Maschinenbauer haben ihre Datenqualität bereits verbessert. Über 40 Prozent der BefragtenbewertenihreDatenalsvollständigundgenau, mehralsdieHälftealsaktuell.DasistnichtnureinFortschritt in der Digitalisierung, sondern auch ein Sicherheitsgewinn, denn saubere, konsistente Daten sind Grundlage für automatisierte Sicherheitsprüfungen, Risikoanalysen und KI-gestützte Anomalieerkennung WerseineDatenqualitätimGriffhat,kannBedrohungen früh erkennen, Systeme gezielt absichern und Prozesse stabil halten.
DerCRAbeschleunigtdenWandel,dochdieeigentliche Veränderung liegt tiefer: Security wird zum festen Bestandteil der Produktentwicklung Konzepte wie Zero Trust,SecurityAutomationundKI-basierteErkennungssysteme werden zur neuen Normalität
Gleichzeitig gilt es, die langen Lebenszyklen von Maschinen mit den schnellen Update-Rhythmen der Software zu vereinen. Das erfordert praxisnahe Standards, offene Schnittstellen und eine enge Zusammenarbeit zwischen Industrie, Verbänden und Politik. Wer Security-by-Design lebt, entwickelt nicht nur stabile Maschinen, sondern stärkt die Wettbewerbsfähigkeit des gesamten Maschinenbaus. (st)
Bild:

Jonas Kaltenbach ist IT-Consultant IoT bei der Doubleslash Net-Business GmbH











Bei der Vorführung
Mitte September der neu entwickelten
Anlage mit einer Radialkraft von 200 Tonnen und einer Axialkraft von 160 Tonnen konnten Kunden aus der Schmiedeindustrie beobachten, wie aus einer glühenden Ringvorform ein Radreifen gewalzt wurde.
HERSTELLUNG VON EISENBAHNRÄDERN
Andritz Schuler hat am Standort Erfurt Mitte September erstmals eine innovative Ringwalze präsentiert. Die Anlage ist für einen Hersteller von Eisenbahnrädern in Kasachstan bestimmt, der damit Ringe mit einem Durchmesser bis 2.000 Millimetern und einer Höhe bis 400 Millimetern fertigen kann.
EsbegannallesmitdemProjekt„ClosetheGap“.Zur ProduktionvonnahtlosenRingenbotderPressenherstellerAndritzSchulerdamalsalleAnlagenbis auf eine, die dabei allerdings eine zentrale Rolle einnimmt: die Ringwalze. Ermutigt von der ErfolgsgeschichtederselbstentwickeltenRadwalzezurFertigung von Eisenbahnrädern fiel 2017 schließlich die EntscheidungzurSchließungderLückeimHerstellungsprozess. JensAspachervomVertriebbeiAndritzSchulerkann sich noch gut daran erinnern: „Wir hatten in der Ver-
gangenheit schon zahlreiche Pressen zur Herstellung von Ringvorformen gebaut, einschließlich unterschiedlicherWerkzeugkonzepte.DieKundenbatenunsimmer wieder darum, eine komplett schlüsselfertige Linie zu liefern. Doch dazu fehlte uns die Ringwalze.“
100TeilnehmerbeiderLive-Vorführung
Und genau die konnten die Besucher der „Ring Roller TechnologyDays“nunMitteSeptemberamStandortvon
Andritz Schuler in Erfurt begutachten, wo das UnternehmendieNeuentwicklungerstmalsderÖffentlichkeit inAktionpräsentierte RundeinhundertTeilnehmeraus derganzenWeltwurdenandenbeidenTagenZeuge,wie auseinerglühendenRingvorformeinRadreifengewalzt wurde.
Die präsentierte Anlage wird ebenfalls in der Eisenbahnindustrie zum Einsatz kommen, die – anders als zum Beispiel die Automobilindustrie – überall auf der Weltwächst,wieSchulerzumBeispielanaktuellenAufträgen unter anderem aus Indien merkt. Damit lassen sich jedoch genauso Ringe zum Beispiel für große Motoren oder Lager in Windkraftanlagen walzen.
Für den Ringwalzprozess typisch ist, dass sich der DurchmesserderVorformmiteinemGewichtvoneiner halbenTonnelangsamvergrößert InrundeinerMinute entsteht in diesem Fall das bekannte EisenbahnradprofilinklusiveSpurkranzaufderAußenfläche DiegezeigteWalzeermöglichtesaußerdem,Ringemitbiszuzwei Meter Durchmesser und eine Höhe von 40 Zentimeter herzustellen.
Eine Besonderheit der Ringwalze stellt laut Projektplaner Matthias Brenzinger die patentierte höhenverstellbare Vertikaleinheit dar, die es erlaubt, das Oberlager der Dornwalze in verschiedenen Höhen zu arretieren. Dadurch sind Dorne verschiedener Länge einsetzbar So kann für verschieden hohe Ringe der jeweils optimale Dorn gewählt werden.
Die extrem steif gebaute Anlage mit einer Radialkraft von 200 Tonnen und einer Axialkraft von 160 Tonnen verfügtaußerdemübermodulareKassettenfürdieaxialen und radialen Walzen, die einen schnellen Wechsel beziehungsweisekurzeUmrüstzeitenermöglichenund dadurch die Stillstandszeiten minimieren. Die eigentliche Montage und Demontage der Walzen aus den Kassetten erfolgt außerhalb der Maschine, was Stillstandzeiten minimiert und die Wartung erleichtert.
Die Steuerung der Ringwalze bietet Funktionen wie die automatische Anpassung der Walzparameter, Echtzeit-Datenzugriff und die Möglichkeit zur Simulation mittels Digital Twin und FEM-Software, wodurch sich QualitätundProzesssicherheiterhöhen.Auchdiehohe Steifigkeit der Anlage und die verbesserte Kühlung der Werkzeuge trägt dazu bei. Die Bedienoberfläche ist an die Pressensteuerung angelehnt und ermöglicht eine intuitive Handhabung
DankderSteuerungsarchitektur(„M-Rolling“vonMuraro) sind alle hydraulischen und elektrischen Achsen inEchtzeitregelbar,wieExperteAngeloSartoriausführte Durch FEM-Simulationen, die mit dem gleichen DatensatzwiedieMaschinensteuerunglaufen,lassensich Parameter realitätsnah optimieren – noch bevor Material und Werkzeuge tatsächlich zum Einsatz kommen. Anwender können dabei die Sollvorgaben für den WalzprozessanpassenundsoschnellerzugutenErgebnissen kommen. Alle Prozessdaten sind ebenfalls in Echtzeit zugänglich,waseinelückenloseÜberwachung,Analyse und Dokumentation des Umformprozesses sicherstellt. Alle relevanten Produktionsdaten werden mit der Automatisierungs- und Digitalisierungslösung Metris „TrackandTrace“lückenlosdokumentiertundstehenzur Auswertung und Produktionsoptimierung zur Verfügung, während die Anwendung „Shopfloor Operations
TIPP
Die präsentierte Anlage trägt intern die Bezeichnung
MHRH 200/1602000/400
M steht dabei für Massivumformung, H für Hydraulisch, R für Roller (Walze) und H für Horizontal
200 ist der Wert für die Radialkraft in Tonnen, 160 für die Axialkraft in Tonnen
2000 Millimeter beträgt der maximale Ringdurchmesser, 400 die maximale Höhe
Management“fürTransparenzüberProduktionsprozesse,QualitätundVerfügbarkeitsorgt.RobertVollmervon AndritzSchulerundMarioSinkovicausder„DigitalFactory“vonAndritzinZagrebzeigteneinebeeindruckende Vorführungdesebenfallsinstallierten„Copilot“,der–genausowieseinNamensvetteraufdemDesktop-PC–von Microsoft stammt und Fragen rund um die Anlage beantworten kann. Die Inbetriebnahme der Ringwalze am ProduktionsstandortdesKundeninKasachstanistschonimFrühjahr nächstenJahresvorgesehen.UnmittelbarnachderLiveVorführung begannen deshalb schon die VorbereitungenfürdenAbbauderRingwalze,diedasHerzstückder Produktionslinie bilden wird. Wenige Stunden zuvor hatte noch Uwe Konnerth vom Vertrieb bei Andritz Schulererklärt,wasschlüsselfertigeProjektewiedieses auszeichnet: die vollständige Verantwortung von der Entwicklung und Konstruktion über die Fertigung und Lieferung bis hin zur Montage, Inbetriebnahme und Schulung der Bediener.
Dabei komme es neben einer starken Projektleitung vorallemaufeinetransparenteKommunikationinjeder Projektphasean–seiesProzessentwicklung,Layout-Design, Fertigung, Qualitätskontrolle, Logistik, Montage oderBetrieb DieengeZusammenarbeitallerBeteiligten minimiert Fehlerquellen und schafft Vertrauen. Weil Produktion, Lieferung und Montage aus einer Hand erfolgen, erhöhen sich Effizienz und Qualität des Projektes.
Neben der Ringwalze gehört zur gesamten ProduktionslinieeinDrehherdofenzurErwärmungderRohlinge, Schmiederoboter zur Automation, eine hydraulische 10.000-Tonnen-PressezurHerstellungderRingvorform, eine Markierpresse, zwei Lasermesseinheiten, eine 1.000 Tonnen starke hydraulische Freiformschmiedepresse zur Fertigung der Eisenbahnachsen sowie die Wärmebehandlung für die verschiedenen Produkte. Drehherdofen und Wärmebehandlung stammen ebenfalls von einer Andritz-Schwester: der Andritz Metals Germany mit Sitz in Krefeld. Die beiden Unternehmen haben schon jahrelang bei anderen Eisenbahnprojekten zusammengearbeitet, noch bevor Schuler ebenfalls den Namenszusatz seiner Muttergesellschaft erhielt.
Heinz-Willi Maassen vom Vertrieb bei Andritz Metals Germany erläuterte die verschiedene Ofentypen, die sich nach Prozessanforderungen wie Temperaturbereich, Durchsatz und Flexibilität richten. Durch moderneBrennerlässtsicheinedeutlicheSteigerungderEnergieeffizienz und eine Reduzierung der Emissionen erzielen, und Hybridheizsysteme ermöglichen die Verwendung sowohl von Gas als auch elektrischer Energie. Die„H2Ready“-KonzepteerlaubeneineflexibleUmstellung auf grünen Wasserstoff und unterstützen so die Dekarbonisierung der Industrie.
VERFASST VON
Simon Scherrenbacher
Media Relations
Andritz Schuler
Durch Simulationen und digitale Zwillinge können Temperaturverläufe, Energieflüsse und Materialeigenschaften präzise vorhergesagt und optimiert werden. Die Integration von Echtzeitdaten und KI-gestützten Modellen zur kontinuierlichen Prozessüberwachung und -optimierung führt zu einer verbesserten Produktqualität, geringeren Ausschussraten und einer effizienteren Ressourcennutzung (ff)
Ein bestehendes Ultraschall-Schweißsystem sollte eine Profilnet-Schnittstelle erhalten –schnell und ohne neue Hardware.

Die Integration einer Profinet-Schnittstelle in ein bestehendes System ist oft komplex – besonders wenn Zeit, Entwicklungsressourcen und Stückzahlen begrenzt sind. Diese Herausforderung galt es bei der Netzteilerweiterung einer industriellen Ultraschalllösung zu meistern.
EVERFASST VON
WilhelmAdacker
Software Architect
Burger Engineering
JörgKlenke
Geschäftsleiter
Burger Engineering
in Hersteller von Ultraschall-Schweißsystemen standvoreinerkonkretenAufgabe:DieSteuerung einerneuenGeräteversionsollteProfinet-fähiggemacht werden. Beim Vorgängermodell erfolgte die AnsteuerungzurEinstellungvonFrequenzen,Amplituden undanderenParameternübereineserielleSchnittstelle aufBasiseinesSTM32-Controllers.FürdieneueProduktgenerationwünschtederEndkundehingegeneineechtzeitfähigeKommunikationüberProfinet.DerAnspruch warklar:DieneueSchnittstellesolltesichnahtlosindie bestehende Systemarchitektur integrieren, möglichst ohneaufwendigeHardware-Neuentwicklungoderlange Zertifizierungsprozesse.
Das Projekt wurde im Auftrag des Endkunden vom Systementwickler Brückmann Elektronik und den Systems-Engineering-SpezialistenvonBurgerEngineering betreut.EntscheidendwardieWahldespassendenKom-
munikationsmoduls Schließlich fiel die Wahl auf das Netrapid90vonHilscher,einemAnbieterfürLösungen imBereichderindustriellenKommunikation.Netrapid 90 ist ein komplett getestetes, lötbares Kommunikationsmodul mit integriertem Net-X-90-Chip, das schon mitdemvorgeladenenProfinet-Kommunikations-Stack ausgeliefert wird und sich daher ohne komplexe Hardware-Entwicklung direkt in bestehende Designs einfügen lässt.
Alternativen wurden diskutiert, doch aufgrund der geplantengeringenStückzahlenschiedeinegesonderte PCB-Entwicklung(Design-ineinesNet-X90)schnellaus. Das Netrapid 90 erwies sich mit seiner kompakten Bauform, seiner vollständigen Kommunikations- und ApplikationseinheitsowiedenvorhandenenEntwicklungsund Zertifizierungswerkzeugen als die effizienteste Lösung Aufgrund fehlender Erfahrung mit Profinet, ins-
besondere in Kombination mit der Hilscher-Hardware, suchte sich Brückmann Unterstützung – und wandte sich an Burger Engineering Das Entwicklerteam ist bereits seit mehreren Jahren zertifizierter offizieller Hilscher „Net-X-Design-in Partner“ und hat dementsprechend viel Erfahrung mit der Integration von HilscherProdukten.
Byte-SpiegelungstattProtokoll-Overhead Herzstück der technischen Lösung war die Trennung von Applikations- und Kommunikationslogik. Der bestehendeSTM32-Controller,derbereitsallegerätespezifischenFunktionenwieFrequenzregelung,Amplitudensteuerung und Leistungsmanagement abbildete, sollte nicht zusätzlich mit der Profinet-Kommunikation belastet werden. Ursprünglich war angedacht, das Netrapid 90 im sogenannten Companion Mode arbeiten zu lassen, also die Applikation im STM32 zu implementieren, und die Kommunikation in das Profinet-Netzwerk komplett über das Netrapid 90 abzuwickeln. Da der STM32aberbereitsdurchzeitkritischeAbläufeanseiner Performancegrenze arbeitete, entschied man sich dazu, dasNetrapidimStand-alone-Moduszuimplementieren. DadurchkonntenApplikationsdateienüberdenzweiten Core des Net-X 90 und das Profinet-Protokoll zwischen Provider und Consumer ausgetauscht werden. Die Pro-
finet-Kommuni wurde tisch ohne re PerformanceEinbußen STM32 umgesetzt.
Die Ve STM32 SPI-Schnittst bei agiert Master und ten Daten chip ab Dieser zyklische höhte die tion betr spätere Änd Daten.
Die Profinet-Kommunikation wurde so konfiguriert, dassdasNetrapid90keineKenntnisvondenkonkreten Dateninhaltenhatte.Stattdessenwurden64ByteanProvider- und 64 Byte an Consumer-Daten als reine ByteFelder zyklisch zwischen dem Profinet-Netzwerk und demSTM32ausgetauscht AufdieseWeisewaresallein die Aufgabe der übergeordneten Steuerung und des STM32,dieInhaltedieserDatenfelderzuinterpretieren. FürdieApplikationaufdemNetrapid-Modulselbstwar
Multiprotokoll-Industriekommunikation wird bereits mit einem Profinet-Kommunikations-Stack ausgeliefert.
Zuverlässige undabsolut wiederholgenaueProzesse stellendie gleichbleibendeQualität IhresProdukts sicher.Mit unseremautomatisierten Monitoring reduzieren Siemanuelle Arbeit,Energie undden Wasserbedarf. Undobendrein beschleunigenSie IhrenBrauprozess.
FürBrauereienmit Zukunft. MitBürkert Sprechen Sieuns an.


Netrapid 90 unterstützt neben Profinet zahlreiche weitere Kommunikationsprotokolle.
dies irrelevant – sie spiegelte die Daten lediglich in definierten Takten.
GeringereEntwicklungszeitalsbei integrierterChip-Lösung
DieseSpiegelungreduziertedenEntwicklungsaufwand erheblich: Anpassungen an der Datenstruktur – etwa dasErweiternvonParametern,dieUmstellungvon8-Bitauf 16-Bit-Werte oder das Hinzufügen neuer Steuerbefehle – konnten selbst zum Projektende hin noch erfolgen, ohne dass die Kommunikationsschicht erneut angepasst werden musste. Genau dieser Entkopplung verdankte das Projekt seine hohe Flexibilität und Geschwindigkeit.FürdenEntwicklerbedeutetedas:keine komplexe Diagnose, keine aufwendige Interpretation, keine unnötige Parametrierung – sondern ein robuster, flexibler Prozessdatenaustausch. Zusätzlich konnte die EntwicklungszeitmitdemNetrapid90vonHilscherals Embedded-Modul-Lösung verkürzt werden, da der Entwicklungsaufwand im Vergleich zu einer integrierten Chip-Lösung deutlich geringer war
„Bei Produktentwicklungsprojekten bieten wir schon lange ein Rundumsorglos-Paket an, das in letzter Zeit verstärkt von unseren Kunden angefragt wird. Das hat verschiedene Gründe, sicherlich auch Ressourcenmangel intern. Denn die Zeiten, in denen man sich für die ProduktentwicklungvieleMonateZeitnehmenkonnte, sind vorbei. Durch den Einsatz von vollständig getesteten Embedded-Modulen mit vorinstallierter Firmware können wir den Entwicklungszyklus aber drastisch verkürzen“,erklärtJörgKlenke,ProjectManagementOfficer (PMO)undMitgliedderGeschäftsleitungbeiBurgerEngineering
InneunMonatenundzweiProjektphasen zumEndprodukt
DasProjektgliedertesichinzweiPhasen:eineerste,Umsetzungsphase und eine zweite, Zertifizierungs- und Optimierungsphase.DieZusammenarbeiterfolgtedabei
arbeitsteilig zwischen dem Systementwickler Brückmann, dem Kommunikationsexperten Burger Engineering und dem Hardwareanbieter Hilscher Phase 1: Umsetzung (Februar bis Juni 2023): Zu Beginn stand ein gemeinsamer Workshop von Brückmann als Auftraggeber und Burger Engineering als für dieEntwicklungzuständigemPartner Dabeiwurdeder technische Rahmen für das Projekt abgesteckt und entschieden,obeinCompanion-ModeodereineStand-alone-Lösung mit SPI-Anbindung geeigneter wäre Nach AnalysederControllerbelastungentschiedmansichfür dieStand-alone-VariantemitSPI-Spiegelung DieApplikation wurde vollständig auf dem Application Core des Hilscher Netrapid 90 realisiert. Der Entwicklungspartner übernahm die komplette Umsetzung der Applikation und arbeitete in der Frühphase mit Evaluationsboards, um unabhängig von der Zielhardware zu testen. Parallel lieferte Hilscher den Profinet-Protokoll-Stack passend zur Netrapid-90-Hardware zu.
Phase2:OptimierungundZertifizierung(Junibis September 2024): Im zweiten Projektabschnitt wurde die Lösung auf der Basis von Vortests auf die ProfinetZertifizierung vorbereitet. Der Entwicklungspartner passte dabei die Datenstruktur auf Kundenwunsch hin nocheinmalanunderweiterteParameterbereiche–die Flexibilität der 64-Byte-Spiegelung zahlte sich hier erneutaus DieZertifizierungerfolgtedurchdiePrüfstelle Comded, nur wenige Kilometer vom Entwicklungsstandortentfernt.DiesermöglichteschnelleRückläufe: SokonnteeinnotwendigesSoftware-Updateohneneue Anmeldung direkt vor Ort aufgespielt werden.
Auch in dieser Phase zeigte sich die Effizienz des eingesetzten Kommunikationsmoduls: Die Auswahl der Konformitätsklasse A und der Netload-Klasse 1 zu Projektbeginn reduzierte nicht nur den Entwicklungs- sondern auch den Zertifizierungsaufwand auf das Notwendige. Features wie Profinet-Alarme, Diagnosefunktionen oder aufwendige Parametrierung wurden bewusst nicht umgesetzt, denn sie waren für den Anwendungsfall nicht erforderlich und hätten nur mehr Zeit und Kosten bedeutet.
Profinet-Anbindunginuntereinemhalben Jahrrealisiert
Am Ende stand eine vollständige Profinet-Anbindung eines industriellen Netzteils – realisiert in unter einem halben Jahr und mit minimalem Aufwand zertifiziert. Außerdem lässt sich die Lösung in Zukunft problemlos anpassenoderaufweitereGeräteklassenübertragen.So wurde aus einem Kleinserienprojekt ein idealtypischer Einstieg ins Industrial IoT Inzwischen wurde das neue Ultraschweißgerät 2025 auf einer einschlägigen Fachmesse erfolgreich vorgestellt.
BeiBrückmannistmanmitdemErgebnissehrzufrieden, wie Sebastian Wenzel, zuständig für den technischenVertrieb,erklärt:„DieZusammenarbeitmitBurger Engineeringhatesunsermöglicht,fürunserenKunden inkurzerZeiteineProfinet-fähigeLösungzurealisieren –trotzderHerausforderungeneinerKleinserienentwicklung und nachträglicher Änderungen. Besonders wertvollwarfürunsdieKombinationaustechnischerExpertiseundeineräußerstpragmatischenHerangehensweise.DasErgebnishatunsereErwartungenvollerfülltund wir können uns gut vorstellen, bei künftigen Projekten wieder auf das Team zurückzugreifen.“ (mi)

WANSHSIN Seikou vereint Forschung, Produktion,VertriebundServiceinderAntriebs-und Automatisierungstechnik und positioniert sich als ganzheitlicher Lösungsanbieter. Die Produkte und Systeme kommen in den Bereichen Energie, Robotik, Automatisierung, Logistik und der Lebensmittelindustrie zum Einsatz. Die vollständige Produktpalette umfasstPräzisionsplanetengetriebe,HarmonicReducer, kompakte Wechselstromgetriebemotoren, Wechselstromgetriebemotoren, WXR/F/K/S-Stirnrad- und Schnecken-Kegelradgetriebemotoren, industrielle Planetengetriebe, Wechselrichter und HVLS-Ventilatoren DieTechnologienkommenindenBereichen„NewEnergy“, Robotik, Automatisierung, intelligente Lagerhaltung, Logistik sowie in der Lebensmittelindustrie zum Einsatz. Das Unternehmen unterhält langfristige PartnerschaftenmitführendenIndustrieunternehmenund richtet seinen Fokus nun verstärkt auf Europa
Im Wettbewerb will sich WANSHSIN Seikou durch eine Kombination aus Technologie, Marktnähe und Ökosystem-Kompetenz differenzieren. Gleichzeitig entwickelt sich das Unternehmen vom starken Einzelproduktanbieter hin zum Enabler eines integrierten Ökosystems: Wert wird über den gesamten Lebenszyklus geliefert –von Applikationsberatung und Co-Engineering über Inbetriebnahme und After-Sales bis zu Modernisierung und Upgrades. Ein kooperatives Innovationsnetzwerk ausIndustrie,HochschulenundForschungbeschleunigt die Umsetzung anwendungsnaher Entwicklungen. LangfristigverfolgtdasUnternehmendenWandelvom Komponentenlieferanten zum Ökosystemgestalter
Für das Wachstum in Deutschland verfolgt WANSHSIN Seikou eine vierteilige Strategie. Technisch werden
ProdukteundLeistungsdatenkonsequentandeutschen Industriestandards gespiegelt, um Wettbewerbsfähigkeit aus dem Engineering heraus neu zu definieren. Parallel wird die Lokalisierung vertieft: Ein dualer ClosedLoop aus Technologie und Service kombiniert lokale Applikationskompetenz, Engineering-Support und reaktionsschnelle Servicestrukturen. In der MarkenentwicklungzieltdasUnternehmendarauf,denSchrittvon „MadeinChina“hinzumglobalenStandardsetzerdurch Qualität,ComplianceundtransparenteZertifizierungen sichtbarzumachen.PerspektivischwillWANSHSINSeikousichvomreinenAusrüsterzumPartnerentwickeln, der Kunden beim Aufbau durchgängiger Automatisierungsökosysteme begleitet.
Inhaltlich liegt der Fokus auf Branchen, in denen Präzision, Zuverlässigkeit und Skalierbarkeit der Antriebstechnik entscheidend sind. Dazu zählen Robotik und intelligente Fertigung, hochwertige WerkzeugmaschinenundPräzisionsbearbeitung,NewEnergyundgrüne Produktion,dieNahrungs-,Getränke-undVerpackungstechnik,dieLogistikautomationinklusiveLagertechnik sowie Schienenverkehr und Baumaschinen.
Das Produktsortiment von WANSHSIN Seikou.
WANSHSINSeikou(Hunan)Co.,Ltd.
No. 158, Jinsha East Road, Ningxiang Hi-Tech Industry Park Changsha City, Hunan Province, China harry@wanshsin.com / angel@wanshsin.com www.wanshsin.com
INDUSTRIEGETRIEBE
ECT-Kema fertigt Extruder für die Produktion komplexer Körper aus keramischen Massen. P2.e-Planetengetriebe von SEW-Eurodrive ermöglichen die optimale Abstimmung der Extruder auf den Prozess.
KDas dreistufige Planetengetriebe der Baureihe P2.e nutzt enge Bauräume von Maschinen und Anlagen optimal aus.
eramische Isolatoren für den Hochvoltbereich müssen enormen Lasten standhalten Innerhalb des Materials dürfen keine Unregelmäßigkeiten –gleich welcher Art – auftreten. So können etwa Lufteinschlüsse den Isolator bei mechanischer oder thermischer Belastung komplett zerstören. Werden die Bauteile ihrer komplexen Querschnitte wegen mit einem Extruder gefertigt, muss das Material daher optimal durchmischt, geknetet und entlüftet werden – bei gleichzeitigmöglichsthohemDurchsatzanderMaschi-
ne und konstanter Stranggeschwindigkeit. Diese VielzahlanParameterninAbhängigkeitvonderZusammensetzung der Rohmasse zu beherrschen, ist das Spezialgebiet der ECT-Kema GmbH.
DasinGirbigsdorfbeiGörlitzansässigeUnternehmen entwickelt,produziertundvertreibtMaschinenundAnlagen für die Grob-, Fein- und technische Keramik. Mit den innovativen Extrudern lassen sich nicht nur Hochvolt-Isolatoren für die Energiewende produzieren – sie dienen auch zur Formgebung filigraner keramischer
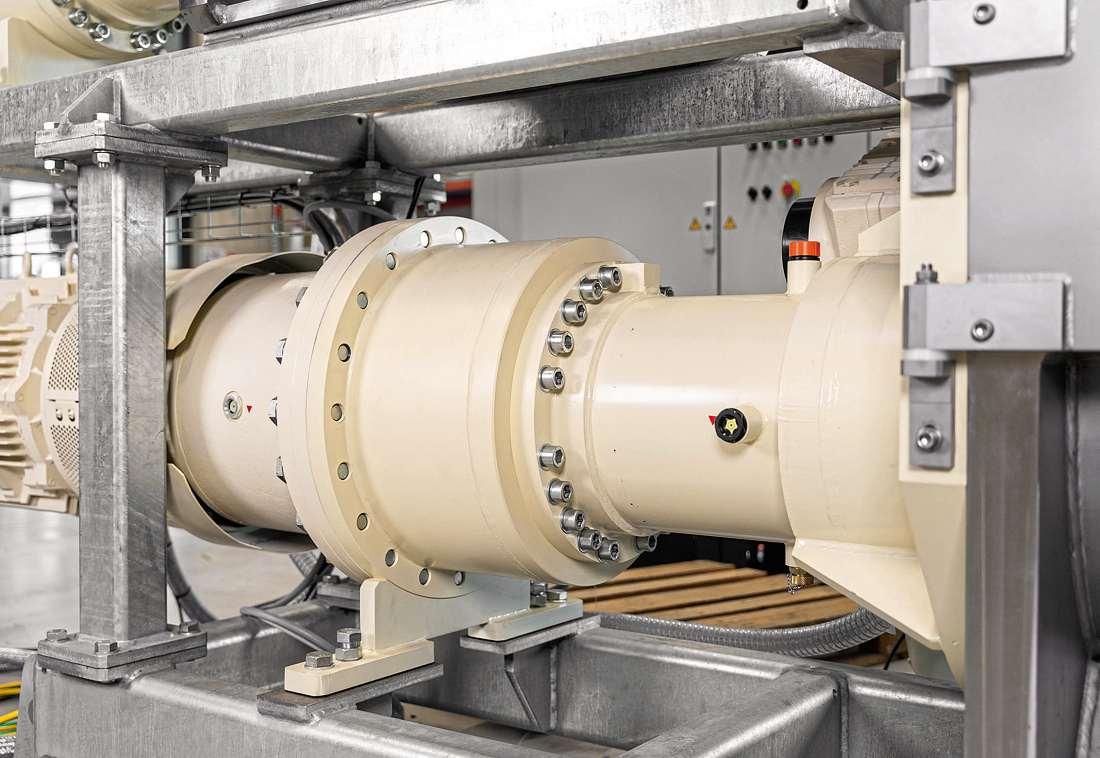
Wabenkörper Dazu gehören unter anderem Rußpartikelfilter für Dieselmotoren, Wabenkörper für LKW und für Kraftwerke, Wabenfilter für Gießereien, poröse Filterrohre und anderes mehr Sie werden zur Reinigung vonAbgaseneingesetzt,diebeiderVerbrennungfossiler Brennstoffe wie Kohle oder Öl entstehen und als Stickoxide wie NO oder NO2 die Atmosphäre verunreinigen.
Somit leistet ECT-Kema GmbH einen wichtigen BeitragzurnachhaltigenVerbesserungderLuftqualitätund zurReinhaltungderUmwelt.MitumfangreichemKnowhow in Forschung und Entwicklung konstruiert und baut das ostsächsische Unternehmen Maschinen und Anlagen für den individuellen Bedarf der Kunden, darunter Automobilhersteller und die Chemische Industrie.
Fortschritteinder Extrudertechnik
Ein Vakuumaggregat besteht grundsätzlich aus Extruder, Vakuumteil und Vorpresse. Zusammen mit Sensorik, ElektronikundTemperierung werden die einzelnen Komponenten durch Abstimmung und Konfigurierung zu einer optimal funktionierenden Einheit. Mithilfe eines Einzugssystems wird die homogen aufbereitete, plastische Keramikmasse der Zuführschnecke aufgegeben, die die MassedurcheineSiebplattein denVakuumraumdrückt.Die derart entlüftete Keramikmassegelangtwahlweiseüber einoderzweiEinzugssysteme in die Pressschnecke. In den Presszylindersegmenten und demPresskopfwirddieMasse verdichtetundimMundstück kontinuierlich zu einem endlosen Strang geformt.
DerSondermaschinenbauer fertigt vor allem Schneckenextruder, die einen kontinuierlichen Vorschub des Materials ermöglichen. Die Herausforderung bei dieser Art der Extrusion ist, die Homogenität des Materials durchgehend zu gewährleisten und unerwünschte Spannungen im fertigen Werkstück zu vermeiden. Neben aktuellen Erkenntnissen aus der Materialforschung fließen auch technische Neuerungen in die Projektierung der Sondermaschinen ein. So steuert ECTKema den Extrusionsprozess mit umfassender Sensorik, weildieAnforderungenandie Maschinen ebenso spezifisch sind wie ihre Einsatzbereiche.
EntsprechendsinddieMaschinenauszulegen–nach den Fließgrenzen, dem Förderwirkungsgrad der Schnecke und der Durchsatzleistung Der Kunde stellt eine ProbederKeramikmassebereitundECT-Kemaermittelt mitdieserRezepturimLabordieMaschinenparameter: Wie lang muss die Schnecke sein, welche Gangtiefe braucht sie und welcher Zylinderdurchmesser ist erforderlich? Dafür arbeiten die Markersdorfer mit drei Forschungseinrichtungen zusammen, welche Fließfähigkeit und keramischen Eigenschaften der Masse untersuchen Die Laborpressen sind mit Druck- und Temperatursensoren ausgestattet, um den Druckaufbau im Schneckenbereich zu messen. So wird ermittelt, bei

Pure motion. Powerful integration.






LenzebringtBewegungauf einneues Level.
WirzeigenIhnen,wie Siemit unserenMotion-Lösungen Ihre Maschinenintelligenter vernetzen, dynamischerbewegen und wirtschaftlicher betreiben. ErlebenSie unserhocheffizientes MotorDrive System IE5/IE6 sowieunsereleistungsstarken Servoumrichter i950 multidrive undvielesmehr.
Treffen SieunsereExpertenpersönlichund entdeckenSie die vielfältigen Einsatzmöglichkeiten.
Neugieriggeworden? Besuchen Sieuns aufder SPS2025.


welcherDrehzahldieSchneckewievielfördert,undder Förderwirkungsgrad bestimmt.
EineOptimierungdesProzesseserzieltdieFirmaauch durchdieneuenPlanetengetriebederBaureiheP2.evon SEW-Eurodrive „MitihrerHilfebekommenwireineviel bessereFüllgradregelungindenProzessverlauf“,erklärt Dipl.-Ing TorstenSeidel,GeschäftsführervonECT-Kema. „Durch die platzsparenden P2.e-Getriebe können wir neben dem Schneckenantrieb nun auch separate Antriebe für die Einräumwalzen platzieren.“ Die Integration der P2.e-Planetengetriebe in die Extruder von ECTKema stelle einen bedeutenden Fortschritt für das Unternehmendar „DietechnischenMerkmalederP2.e-Getriebe tragen maßgeblich zur Leistungsfähigkeit und Zuverlässigkeit der Extruder bei“, so Seidel.
LeistungsfähigePlanetengetriebe reduzierenMasseundBaugröße
Der Wechsel vom bisher verbauten Antrieb auf ein dreistufiges Planetengetriebe reduziert Gesamtmasse, BaulängeundBauhöhe–beiunveränderthohemLeistungsdurchsatz, was Seidel bestätigt: „Es gibt einen Mindestbauraum zwischen den Einräumwalzen und der Transportschnecke. Bisher wurden die Einräumer deshalb übereinVerteilergetriebeangetrieben.“Dadurchwardie DrehzahlderEinräumerjedochvonderSchneckendrehzahl abhängig – eine Einschränkung, die dank der P2.eGetriebe beseitigt ist.
„Außerdem können wir die Drehzahl der Schnecken bis unter zwei Hertz absenken“, ergänzt Seidel. So sind kleinereDurchmesseramEndedesPresskanalsmöglich, ohnedieMaschinezuüberlasten.NebenderhohenLeistungsdichte erfüllen die P2.e-Getriebe auch alle Anforderungen an Performance und Robustheit: Die typischen Drehmomentbereiche in Keramikextrudern liegen zwischen 1.000 und 200.000 Newtonmetern Aus diesenDrehmomentenwerdenPressdrückebis200bar erzeugt.
Kräfte, die von der dauerfesten Verzahnung und der robusten Direktlagerung der Planetengetriebe aufgenommen werden. Das trägt maßgeblich zur hohen BetriebssicherheitderBaureiheP2.ebei–einweiteresPlus
nicht nur in der Extrudertechnik, in der große Anstrengungen unternommen werden müssen, um den Verschleiß zu minimieren.
DiebeiECT-KemaverbautenGetriebewerdenvonMotoren der Baureihe DRN.. angetrieben. Diese sind über einenRitzelzapfendirektmitdemPlanetengetriebeverbunden. Der Motordirektanbau erspart den sonst üblichenAdapterflansch,wodurchdieAntriebseinheitauch in der Länge sehr kompakt ausgeführt ist. Die Getriebe überzeugen zudem durch ihre hohe thermische Grenzleistung EinindieMotorschnittstelleintegrierterLüfter saugt die Umgebungsluft radial an, beschleunigt diese und erzeugt einen kühlenden Luftstrom. Dadurch könnendieGetriebeauchbeihoherAuslastungzuverlässig imvorgesehenenTemperaturbereichbetriebenwerden – ganz ohne aufwendige externe Kühlsysteme.
Die Walzen des Einräumers (im Bild links) werden von zwei Kegelradgetriebemotoren von SEW-Eurodrive separat angetrieben. So lässt sich der Füllgrad der Maschine im Prozessverlauf optimal regeln.
"DieKeramikmasseistextremabrasiv",erläutertSeidel. DieserAbschlifferfordertSchutzmaßnahmen,beispielsweise das Auskleiden von Maschinenteilen mit widerstandsfähigen Beschichtungen oder Hartmetall. Entscheidungen darüber treffe man stets in enger ZusammenarbeitmitdemKunden,soderGeschäftsführer Ziel sei, die Eigenschaften der gesamten Anlage so festzulegen,dassmangleichmäßigeWartungszyklenerreicht –meisteinknappesJahr Diewartungsarmenundrobusten Planetengetriebe sowie die hohe Teileverfügbarkeit von SEW-Eurodrive unterstützen diese Zielsetzung
KomplexeTechnikauseinerHandundenge Zusammenarbeit
Im Bereich der Antriebstechnik ist der Spezialist aus BruchsalseitJahreneinbevorzugterPartnervonECT-Kema. „Wenn es um die Auslegung des Antriebs geht, um dieLeistungunddenDrehzahlbereichdesExtruders,ist SEWmeistsehrfrühmitanBord.Fürunsistdieseenge Zusammenarbeit vom ersten Tag an wichtig“, unterstreicht Seidel. Außerdem benötige man einen Partner, der auf denselben Auslandsmärkten aktiv ist.
DurchoptimiertesKnetenlässtsichderPressdruckbei der Extrusion erheblich reduzieren. Das ist wichtig im HinblickaufimmerfiligranereProfile,diebegrenzteBelastbarkeit der Mundstücke an den Extrudern und den geforderten Ausstoß. Üblicherweise beträgt die StranggeschwindigkeitetwadreiMeterjeMinute.Mitihrtaktet der Kunde seine gesamte Anlage durch: Cutter, Ofen, Mikrowellentrockner – bis hin zur Verpackung „Anfangs hatten wir unsere Geschäftsaktivitäten auf Extruder beschränkt. Doch jede erfolgreiche Konstruktion bildete die Blaupause für die nächste, kundenspezifischeLösungmitzusätzlichenOptionenunddenjeweils erforderlichen regionalen Anpassungen. Heute liefern wirdieKühltechnikmitsowieeineleistungsfähigeSteuerung, die vor- und nachgeschaltete Geräte mit einbindet, beispielsweise Abschneider, Bypasstechnik, Mixer undZerkleinerungstechnik.Eswirdimmerkomplexer“, erläutert Seidel.
VERFASST VON ChristianRüttling
Marktmanager
Industriegetriebe
SEW-Eurodrive
MittlerweilefertigtECT-KemaAnlagenmitLeitungen, Kabeln, Bypass, Beschickungssystem, Mess- und Wägeeinrichtungen. Am Unternehmensstandort wird die gesamteAnlageaufgebautundihreSteuerungprogrammiert. Das spart beim Kunden sehr viel Zeit bei der Inbetriebnahme.„DadurchsindwirinderRegelinnerhalb einerWochefertig“,berichtetTorstenSeidel.„DerKunde muss noch seine Keramikmasse zur Verfügung stellen, dann kann es losgehen!“ (st)

Der chinesische Hersteller von Zerspanungswerkzeugen Achteck Tool will sich in Europa bewusst als Premiumanbieter positionieren – und bietet dafür nicht nur Zerspanungswerkzeuge, sondern auch integrierteEngineering-Unterstützung,Prozessoptimierung und schnelle Verfügbarkeit. Das Unternehmen konzentriert sich auf Anwendungen mit höchsten Anforderungen an Präzision und Prozesssicherheit und setztderzeitSchwerpunkteinderMedizintechniksowie in der Präzisionsfertigung von Kleinteilen. Achteck adressiert außerdem die Bearbeitung anspruchsvoller Werkstoffe, wie sie typischerweise in luft- und raumfahrtbezogenenAnwendungenvorkommen.Außerdem werden die Werkzeuge auch in den Bereichen Energie und Automotive eingesetzt.
Kurzfristig sieht Achteck Tool starkes Wachstumspotenzial in Deutschland und Frankreich, mit dem Vereinigten Königreich als ergänzendem Markt. Im Vertrieb setzt das Unternehmen auf ein Hybridmodell: ein eigenes europäisches Team für Key Accounts und strategische Projekte, flankiert von lokalen Vertriebspartnern mitstarkerAnwendungskompetenz.WichtigeAuswahlkriterien sind ein schlagkräftiges Engineering-/ServiceTeam, nachgewiesenes Applikations-Know-how, die Fähigkeit, schnelle Modifikationen und Muster bereitzustellen, sowie ein zuverlässiges Lagerbestands- und Servicemanagement–allesausgerichtetauflangfristige Zusammenarbeit.DertechnischeServiceerfolgtsowohl beimKundenvorOrtalsauchausderFerneundumfasst unter anderem Testbearbeitungen und ProzessoptimierungenbeidenKundenoderimeigenenTechnikumvon Achteck. Der Erfolg wird gemeinsam mit den Kunden anhand produktionsrelevanter KPIs wie Produktivität, Standzeit, Prozessstabilität und Qualität bewertet. Das
Unternehmen verpflichtet sich zu einer Reaktionszeit von drei Tagen für technische Anfragen und Reklamationen. Standardwerkzeuge werden in der Regel innerhalb von 24 Stunden aus dem europäischen Lager versandt. Die Verfügbarkeit aus dem Zentrallager liegt üblicherweise bei drei bis vier Tagen.
Organisatorisch treibt Achteck seine europäische Lokalisierungsstrategie kontinuierlich voran – mit dem AusbauvonVertriebsressourcen,Lagerkapazitätenund Anwendungstechnik. Ob über ein mitteleuropäisches Büro, regionale Hubs oder technische Kompetenzzentren: Die Struktur soll die Marktnähe und Reaktionsgeschwindigkeiterhöhen.IndenkommendendreiJahren will Achteck sein Europageschäft verdoppeln Auf der EMOHannovererhieltdasUnternehmenpositivesFeedback und konkrete Projektanfragen – ein klares Signal, dass europäische Kunden in Premiumsegmenten leistungsstarken Lösungen aus China gegenüber zunehmend aufgeschlossen sind, wenn diese durch starkes Engineering, Service und Verfügbarkeit untermauert werden.
Auf der EMO Hannover erhielt Achteck Tool positives Feedback und konkrete Projektanfragen – ein klares Signal, dass europäische Kunden in Premiumsegmenten leistungsstarken Lösungen aus China gegenüber zunehmend aufgeschlossen sind.
Der Automatisierungs- und Schaltanlagenhersteller
Untha E-technology realisiert jährlich über 1.000 Schaltanlagenprojekte, rund 50 Prozent davon für den Haupteigentümer Untha shredding technology

Durchgängige Digitalisierung von der Planung bis zum Shopfloor: Durch eine automatisierte mechanische Bearbeitung und Drahtkonfektion sowie digitale Unterstützung der manuellen
Arbeitsvorgänge konnte Untha E-Technology trotz des Einsatzes von Hilfskräften die Realisierungszeiten senken – bei höherer Qualität.
Rund 1.000 Steuerungs- und Schaltanlagen plant und produziert die Untha E-Technology GmbH jährlich, etwa die Hälfte davon für mobile Recycling-Maschinen. „Unsere Aufgabe ist es, effiziente Lösungen für unsere Kunden zu realisieren“, umreißt Geschäftsführer Felix Grünwald die Aufgabe des Steuerungs- und Schaltanlagenherstellers Untha E-TechnologyinGollinganderSalzach(Österreich).Dessenrund 80MitarbeitendeübernehmendieElektroplanungund Steuerungsprogrammierung sowie die Schaltschrankfertigung, -verkabelung und Montage, inklusive Inbetriebnahme und Service Mehr als die Hälfte der Anlagen sind für die Zerkleinerungsmaschinen bestimmt, die im nahen Kuchl produziert werden.
UnthaE-TechnologyhatsowohlbeimKundenalsauch im eigenen Haus die Verbesserung von Effizienz und WirtschaftlichkeitimBlick.Dortspürtemanbereitsseit vielenJahrendenMangelanqualifiziertenFachkräften. Daher waren auch immer Hilfskräfte in der Produktion beschäftigt. „Deren Einsatzbereiche auszuweiten und damit die vorhandenen hoch qualifizierten Fachkräfte vonsichwiederholendenTätigkeitenfreizuspielen,war ein Hauptmotiv für unser Streben nach Prozessverbes-
serungenimSchaltanlagenbau“,erklärtFelixGrünwald. „Ein weiteres war der steigende Aufwand für Schulung undStammdatenpflegeindenverschiedenenSoftwaresystemen für die Elektrokonstruktion.“
SoftwarevereinheitlichungimEngineering
Die Entscheidung fiel auf die Produkte von Eplan – in ersterLinieaufgrunddesdatenbankbasiertenAufbaues der Eplan Plattform“, erinnert sich Grünwald. „Das ermöglichtdieeinfacheNutzungderDatenauchinvielen anderen Bereichen im Unternehmen.“ Seit der Umstellung der Elektrokonstruktion im Jahr 2016 sind neben derERP-SoftwarenurnochdieProduktederEplanPlattform im Einsatz. Dabei nutzten die Elektroplaner intensiv die Makros, um eine möglichst große Wiederverwendbarkeit einmal konstruierter Module zu erlangen. Zusätzlich erleichtert diese Vorbereitung eine spätere AutomatisierungimEngineeringdurchKonfigurationsprogramme wie Eplan E-Build oder Eplan Engineering Configuration (EEC).
DieVerwendungvonEplanbeschränktsichbeiUntha E-TechnologykeineswegsaufdasEngineering Jedespä-
ter benötigte Information muss im Elektroplan vorhanden sein. Deshalb verwendet das Engineering zwar mit EplanElectricP8undEplanFluiddieHauptproduktefür dieSchaltplanerstellung MitEplanProPanelerschaffen die Elektroplaner aber auch den digitalen Zwilling der jeweiligen Steuerungs- oder Schaltanlage
Der Zwilling enthält sämtliche Informationen, die Eplan Pro Panel aus der Anordnung der elektrotechnischenKomponentenundderVerbindungendazwischen ableitet. Diese Daten dienen als Grundlage für einen Schaltanlagenbau mit einem hohen Automatisierungsgrad. Und sie ermöglichen durch die Verwendung von Werker-Assistenzsystemen in vielen Bereichen der Produktion den Einsatz auch weniger qualifizierter Mitarbeitender
Aus den Daten des digitalen Zwillings werden automatisch die Programme für das CNC-Bohr- und -Fräszentrum Perforex BC 1007 HS von Rittal abgeleitet Diese Maschine stellt vollautomatisch sämtliche benötigte Bohrungen, Gewinde und Ausschnitte in den Montageplatten, Gehäuseteilen und Türen der Schaltschränke her. Eine Programmierung an der Maschine entfällt. „MitsauberenKonstruktionenausEplanProPanelistdie einzigeverbleibendeArbeitimZusammenhangmitder mechanischen Bearbeitung das Aufspannen und Abnehmen der Teile“, freut sich Grünwald. „Die Maschine liefert ein sauberes Ergebnis mit gleichbleibend hoher Qualität, sie hat sich sehr schnell amortisiert.“
Mit konventionellen Methoden nimmt die Konfektionierung und Verlegung der Kabel und Drähte im Schaltanlagenbau beinahe die Hälfte der benötigten Arbeitszeit ein. „Wir haben uns daher frühzeitig Gedanken darüber gemacht, wie wir die für die Schaltschrankverdrahtung erforderliche Zeit verringern und dabei auftretendeFehlereliminierenkönnen“,berichtetGrünwald. Seit 2018 nutzt das Unternehmen das Wire Terminal WT zur vollautomatischen Herstellung konfektionierter Drähte auf Basis der Daten aus Eplan Pro Panel. Der digitale Zwilling liefert auch sämtliche für das Konfektionieren der Kabel und Drähte benötigten Informationen. So kann das Wire Terminal die Drähte in der
VERFASST VON
PeterKemptner
Freier Fachjournalist
passenden Länge sowie mit der richtigen Adernendbehandlung und Beschriftung zur Verfügung stellen. AuchdiemanuelleMontageundVerdrahtungerfolgt beim Steuerungs- und Schaltanlagenhersteller zu 100 Prozent digital. Die Mitarbeitenden haben auf Tablets odergroßflächigenMonitorenüberEplanE-ViewZugriff aufdendigitalenZwillingderjeweiligenAnlage Fürdie VerlegungaufdenMontageplattenbringtdieVerfügbarkeitfertigkonfektionierterKabelundDrähtemitpassender Länge, Beschriftung und Aderendbehandlung erheblicheVorteile.BeiUnthaE-TechnologygehtdieNutzung der Daten aus dem digitalen Zwilling hier allerdings noch weiter An jedem Verdrahtungsarbeitsplatz erhalten die Mitarbeitenden von Eplan Smart Wiring grafischeAnleitungenfürjedenArbeitsschritt.Solassen sichbeidermanuellenVerdrahtungFehlerbeinahevollständig ausschließen. Eine ähnliche Ausstattung ist auchfürdieMontagederKomponentenaufdenMontageplatten per Eplan Smart Mounting geplant.
Schnellerzumfastfehlerfreien Schaltschrank
Die Investitionen in die Rittal-Maschinen und die Software von Eplan sowie die Umstellung im Engineering samt Neuerstellung eines Makrokataloges haben sich gelohnt Den Beweis dafür liefert ein Mitte 2024 durchgeführter Benchmark-Test. Dabei mussten zwei Teams die gleiche Schaltanlage verdrahten. Eines davon bestand aus erfahrenen Elektrikern, denen als ArbeitsgrundlageeingedruckterStromlaufplanzurVerfügung stand. Im anderen Team arbeiteten angelernte Kräfte mit den oben beschriebenen, aktuellen Methoden und Softwarewerkzeugen. „Dieses Team erledigte die Aufgabe in einem Drittel der Zeit“, bestätigt Grünwald das beinahe unglaubliche Ergebnis: „Zudem stellte sich der gefertigteSchaltschrankalspraktischfehlerfreiheraus.“ „DiedurchgängigeDigitalisierungvonderPlanungbis zumShopfloorermöglichtunsunabhängigvonderGröße und Komplexität der Schaltanlage eine konstant hohe Qualität bei kurzen Realisierungszeiten“, resümiert Grünwald. „Sie macht uns ein Stück unabhängiger von der Verfügbarkeit knapper Fachkräfte und hat die Skalierbarkeit unserer Anlagen verbessert.“ (mi)
Mikro-Schlauchverbinder für die Analytik und Labortechnik
Mikro-Schlauchverbinder und Verschraubungen
• Viele Ausführungen und Verbindungsmöglichkeiten Luer-Lock-Adapter, Schlauchtüllen, Schlauchverschraubungen, Tri-Clamp-Verbinder, Kapillar-Verbinder, Steckverbinder
• Gefertigt aus hochwertigen Werkstoffen Fluorkunststoffe, Edelstähle, Polyolefine, Polyamide u.v.m.
• Chemikalienresistent, temperaturbeständig und sterilisierbar Mit Zulassungen nach FDA und USP Class VI
Reichelt Chemietechnik GmbH + Co.
Englerstraße 18 D-69126 Heidelberg
Tel. 0 62 21 31 25-0
Fax 0 62 21 31 25-10 rct@rct-online.de
EHERNE QUELLE
Strom aus erneuerbare Energiequellen soll bekanntlich fossile
Ressourcen schonen und dabei das Klima schützen. Gibt es aber mehr
Strom als gebraucht wird, sollte er am besten möglichst verlustarm gespeichert werden. Dafür gibt es schon Systeme. Doch das Element
Eisen rückt in dieser Hinsicht als Alternative in den Fokus.
EExperten wandeln
das Element Eisen chemisch um, damit es als Energiespeicher nutzbar wird. Das Potenzial kann sich sehen lassen, heißt es.
rneuerbareEnergienproduzierenbeiidealemWetter mehr Energie, als in Strom umgewandelt werden kann. Daher bietet es sich an, diese Stromüberschüsse per Elektrolyse in Wasserstoff zu speichern. Damit steht die gespeicherte Energie auch dann zur Verfügung, wenn die Sonne gerade nicht scheintundkeinWindweht.WielässtsichsolcherWasserstofflängeraberspeichernoderinweitentfernteVerbrauchszentren transportieren? Vielversprechende MöglichkeitensehenForschermitBlickaufMetalle,die alsSpeicher-undTransportmediumdienenkönnen Die AufgabederEnergiespeicherungistdabeiengverknüpft
mit der Entwicklung erneuerbarer Ressourcen. Es stellt sich außerdem die Frage nach dem richtigen Speichermedium. Aber auch der Transport von grünem Wasserstoff ist kompliziert. Wasserstoff siedet bei der sehr tiefen Temperatur (-252,9 °C), was etwa die Verschiffung schwierig macht. Auch der Transport per Pipeline ist aufwendigundkönnteaußerdemdurchgeostrategische Konflikte bedroht sein. Aus Wasserstoff kann man zwar auch Ammoniak herstellen, doch dieser ist hochgiftig. Allerdings gibt es ausreichend und lange Erfahrungen beim Ammoniaktransport. Deshalb werden insbesondereinderwissenschaftlichenWeltMetallealsEnergiespeicher diskutiert und untersucht. Denn sie können Energie in elementarer Form speichern. Wenn sie mit SauerstoffverbranntoderdurchZufuhrvonWasserchemischoxidiertwerden,vermögensie,dieseEnergiewieder in Form von Wärme oder chemisch gebunden als Wasserstoff abzugeben.
bringtVorteile
Im Mittelpunkt der Arbeit mehrerer Forschungsinstitute steht zum Beispiel Eisen zur Energiespeicherung in elementarerForm.DerzuvorauserneuerbarenEnergien gewonnene grüne Wasserstoff wird dort mit Eisenoxid – also Rost – in Reaktion gebracht. Es entstehen elementaresEisenundWasser.DiechemischeEnergiedesWasserstoffswirddabeiindasElementEisenüberführt.Die chemischgespeicherteEnergieliegtdamitimMetallvor. DerVorteil:EisenistalsFeststoffeinfachzutransportieren. Und den bei der Reaktion aus Eisenoxid und Wasserstoff entstehenden Wasserdampf kann man zu Wasser kondensieren. Das Wasser kann dann wieder per Elektrolyse zu grünem Wasserstoff umgewandelt werden. Damit schließt sich ein Kreislaufprozess, der kein zusätzliches Wasser benötigt. Um die im elementaren EisengespeicherteEnergiewiederzuerhalten,wirdder Prozessumgekehrt:BeiderReaktionvonEisenmitWasser entstehen dann wieder Eisenoxid und Wasserstoff, wasebenfallseinemKreislaufprozessgleichkommt(Bild 2). Der so gewonnene Wasserstoff kann für stoffliche Prozesse verwendet werden, oder in einer BrennstoffzelleStromliefern.AlternativkannEisenpulvermitdem
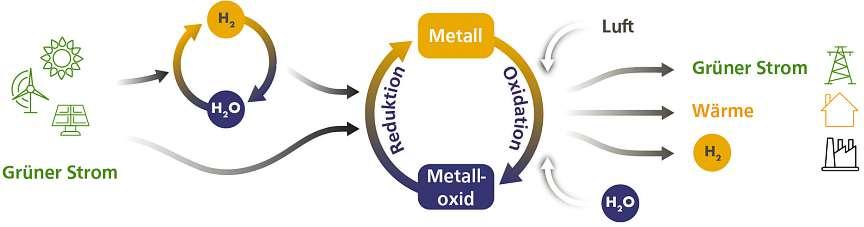
Sauerstoff aus der Umgebungsluft CO2-frei verbrannt werden, wobei überschüssige Wärme und wiederum Eisenoxidentstehen.DieWärmeenergiekanndannzur Stromproduktion genutzt werden. Aufgrund dieser Erkenntnisse haben sich inzwischen viele ForschungsaktivitätenetablierterInstitutezumThemaentwickelt.Es beschäftigensichauchschonStart-upsundSpin-offsder Universitäten mit der Markteinführung des Prozesses.
GrundlagenforschungzuEisenals Energiespeicherläuftnoch
Welche Vorteile Eisen im Vergleich zu anderen Energiespeichern hat, wollen etwa Forscher der TU Darmstadt herausfinden Als Schüttgut kann Eisen beispielsweise so zum gut zu handhabenden Energieträger werden Aufgrund der hohen volumetrischen Energiedichte eignet sich Eisen außerdem für den internationalen Transport per Schiff So könnte Energie aus Regionen mit günstigeren erneuerbaren Energien exportiert und am ZielortnachBedarfgenutztwerden.DabeiistdieStromzu-Strom-Effizienz von Eisen mit der von Wasserstoff vergleichbar Laut der Forschungsgruppe liegt sie für grünesEisenzwischen19und32Prozentundfürgrünen Wasserstoffzwischen16und32Prozent.Eskommtdabei auch auf den Etablierungsgrad und den technologischem Fortschritt an. Ein Vorteil ist auch das Nachrüstpotenzial von Eisen als Brennstoff in Kohlekraftwerken (Bild 3) Damit hat sich die TU Darmstadt im Projekt Clean Circles beschäftigt. Fossile Kohlekraftwerke verursachen 20 Prozent der weltweiten CO2-Emissionen –undeswerdenweiterhinneuegebaut.EineUmstellung auf den Eisenprozess könnte diese Emissionen vermeiden.
NurwenigeKomponentenmüssendafür geändertwerden
Um das zu erreichen, müssen auch nur wenige KomponentenwieetwaBrennerundAbgasreinigunggeändert werden. Der Zeithorizont für eine Umstellung ist aber nochunklarundwirdganzwesentlichdavonbeeinflusst, wieintensivdasThemaweitererforschtundentwickelt werden kann. Der Koordinator des Projekts, Christian Hasse, ist jedoch zuversichtlich. Sein Kommentar: „Wir wollenbis2030einstädtischesHeizkraftwerkmitEisen betreiben.“AußerEisenseienaberauchandereMetalle wieAluminiumalsEnergieträgerinteressant.AnderTU DarmstadtundanPartnerinstitutionenwirdaberneben der Grundlagenforschung auch der Transfer in die Anwendungweitervorangetrieben.DasgeschiehtzumBei-
spiel mithilfe eines geplanten Metal Energy Hub Ein Forschungsschwerpunkt ist etwa auch, mehr Wissen über den Einfluss von Prozessbedingungen und Materialverunreinigungen auf die erreichbare RezyklierbarkeitderverwendetenEisenpartikelzuschaffen,wasaber noch reine Grundlagenforschung bedeutet.
EinSchweizerUnternehmenmachtes wiederschonmalvor
UndSamuelHeinigerarbeitetanderETHZürichzudem Thema Eisen als Energiespeicher Das 2024 als Start-up gegründete Unternehmen Iron Energy hat es sich zum Ziel gesetzt, die Technologie zu kommerzialisieren. Der Ansatz von Heiniger ist, das Metall nur für die stationäre Speicherung zu verwenden. Hierzu wird im Sommer, wenn zu viel erneuerbarer Strom zur Verfügung steht, aus Eisenoxid das elementare Metall gewonnen. Wenn im Winter Energie benötigt wird, wird das Eisen wieder mit Wasser zu Wasserstoff, Wärme und Eisenoxid umgewandelt. Mit dem Wasserstoff können dann aber BrenneroderBrennstoffzellenbetriebenwerden.Heiniger erklärt: „Das Verfahren ist extrem günstig und einfach. Und die dafür nötige Technologie gibt es schon!“ Von der Umrüstung von Kohlekraftwerken hält er übrigens nichts, weil das Eisen zu schwer für den Transport ist. Das wäre seiner Meinung nach ein großer Nachteil. Andere Techniken zur Speicherung seien besser Heiniger hält es auch für einen Fehler, die bestehende Abhängigkeit von Energieimporten aus dem Ausland mit einem anderen Energieträger fortzusetzen.
Start-upmachtalteEnergiespeichertechnik jetztpraxistauglich
Ein weiteres Unternehmen, das sich der Energie- und Wasserstoffspeicherung widmet, ist die Ambartec AG –einDresdnerTechnologie-Start-up EshateinenAnlagetypentwickelt,mitdemsichgrünerWasserstoffinEisen einspeichern, transportieren und wieder zurückgewinnen lässt. Dazu sagt Matthias Rudloff, CEO des Unternehmens: „Das Verfahren selbst ist alt. Es wurde in den 1970er-Jahren des letzten Jahrhunderts schon einmal großtechnischineinerAnlageinMagdeburginderDDR angewendet.“ Aus dieser Zeit gibt es auch noch viele Unterlagen,darunterBetriebstagebücherundbegleitende Forschungsberichte. Inzwischen wurde das Verfahren nach dem heutigen Stand der Technik als 20-FußContainer-System realisiert. Im Zentrum stehen Eisennuggets, gelagert in einem bis zu 1.000 Liter fassenden Speicher(Bild4).IndenEisennuggetskönnenbiszu100
Bild 2: Das Element Eisen kann im Rahmen der Energiespeicherung sehr einfach im Wertstsoffkreislauf gehalten werden. Hier das grundlegende Prinzip dazu.

Bild 3: Eisen kann – ähnlich wie Kohle – verbrannt werden.
Dabei entsteht mit heller Flamme Eisenoxid, wobei auch viel Wärmeenergie frei wird. Das hat auch praktische Vorteile in Sachen Energiespeicher der Zukunft.
kgWasserstoffauszugeführtemWassererzeugtwerden Das entspricht der Energie von drei Megawattstunden ErsteAnlagensollenbisEnde2025sogarschonverkauft werden. Rudloff meint: „Die Wasserstoffwirtschaft kommtnichtinGang,weildieKostenfürdenTransport und die Speicherung zu hoch sind. Die vorhandenen Kosten senken wir aber mit unserem Verfahren.“
EisenschüttungspeichertmehrEnergieals Lithium-Systeme
Ein besonderer Vorteil bei der Produktion von Wasserstoff ist die hohe Energiedichte, wenn sie im elementaren Eisen gespeichert ist. Sie ist etwa 2,5- bis 5-mal größeralsineinemgefülltenDruckbehältermitWasserstoff (700 beziehungsweise 350 bar). Das Eisen kann außerdem einfach bei Normaldruck gelagert werden. Im Vergleich zu Lithium-Ionen-Batterien verbessert sich die
SpeicherfähigkeitdamitumdenFaktor10 Auchbesitzt Eisen beispielsweise in einer Schüttung die Speicherfähigkeit von ungefähr 12,9 Kilowattstunden pro Liter Bei Lithium-Ionen liegt dieser Wert nur bei einer Kilowattstunde pro Liter – also nicht mal ein. Der nächste Schritt bei Ambartec ist der Transport der mit Energie beladenen, elementaren Eisennuggets als Schüttgut.Rudloffmeint,dassaberauchnochInformationsbedarf besteht. Denn bisher gibt es nur Veröffentlichungen zum Transport von sogenanntem Eisenschwamm.DasistabereinegefährlicheAngelegenheit, weileineSelbstentzündungdesEisenswegenderhohen Oberflächestattfindenkann.DeshalbistEisenschwamm nur schwer zu versichern. Das ist bei den Nuggets aber nicht zu befürchten, denn sie sind nicht als Gefahrgut eingestuftunddieüblicheContainer-Logistikkannden Energietransport übernehmen. Es sind deshalb auch keine Genehmigungsverfahren nach dem BundesimmissionsschutzgesetzodernachderStörfallverordnung notwendig
ExpertenwollendieWüstequasizur Energiequellemachen
VERFASST VON
Dr.Thomas
Isenburg
Freier
Wissenschaftsjournalist
Bild 4: Eisennuggets können ein Schlüssel zur Energiewende werden! Denn sie speichern Energie mit relativ hoher Dichte und gehören nicht in die Kategorie Gefahrgut.
EinweiteresUnternehmengibtesaußerdemauchnoch. EshatsichaufdieVerbrennungvonEisenpulverspezialisiert. Gemeint ist die Rift Development B.V. aus Eindhoven. Das Unternehmen ist eine Ausgründung der TU Eindhovenundbefasstsichkonkretmitderpatentierten IndustrialisierungdesProzesses,wasaberzunächstnur für die Niederlande geplant ist Zum Portfolio gehören dieLogistikunddieVerbrennungstechnikfürdasEisenpulver. Dabei wird Wärme für industrielle Prozesse frei und Eisenoxid entsteht, das dann, wie oben bereits beschrieben, mithilfe von Wasserstoff wieder in das reine Metall verwandelt werden kann. Als erneuerbare EnergiequellekönntemansichsogarAnlagenindenWüsten der MENA-Region vorstellen. Die Desertec Fundation hält das Thema Energieträger auf Basis von Eisen deshalb aus vielen Gründen für sehr aussichtsreich. Auch der als Wüstenstrompionier bekannt gewordene Paul vanSonschwärmt:„EsisteineidealeMöglichkeit!Denn mankannEisenpulversoangünstigenWasserstoffquellen mit Energie beladen.“ Das Eisen kann dann mit der bestehenden Logistik recht einfach im Kreislauf gefahren werden. Ein Mitglied der Fundation und van Son suchen auch bereits gemeinsam nach Produktionsstandorten für das energetische Beladen von Eisenpulver in der MENA-Region.
JetztkommtallesaufdieUnterstützungder Eisentechnikan
Die Euphorie für dieses grüne Eisen ist heute sehr groß. Dabei ist der zugrunde liegende chemische Prozess einfach, lange bekannt und beliebig oft wiederholbar Es kannaufkomplexeBedingungenverzichtetwerden,die der Transport von Wasserstoff sonst erzwingen würde. Zudem wird die damit verbundene anspruchsvolle Anlagentechnik nicht benötigt. Ferner entfällt der sehr hohe Wasserbedarf, der sich bei der Herstellung und demanschließendenAbtransportvonWasserstoffoder Ammoniakergibt.ObundinwelchemUmfangsichdiese Eisentechniken durchsetzen können, hängt momentan ganz wesentlich davon ab, wie viel Unterstützung dasGanzefürdieErprobungundUmsetzungerhält (pk)

Der chinesische Werkzeughersteller Worldia schärft seinen Fokus auf den deutschen und DACH-Markt. Der Schwerpunkt liegt auf Anwendungen mit hohen Anforderungen an Präzision, Prozesssicherheit und Wirtschaftlichkeit – von der Elektromobilität und Luft- und Raumfahrt über die Medizin-, Energie-undElektronikindustriebishinzumWerkzeugund Formenbau. Das Unternehmen stützt sich auf ein breites Portfolio an PKD-, CBN- und CVD-Diamantwerkzeugen,einestarkeLagerverfügbarkeitausDeutschland und einen technischen Support vor Ort.
AlsKernanwendungenfürdieElektromobilitätnennt WorldiadieBearbeitungvonAluminiumkomponenten wie E-Motorgehäusen, Batteriefächern und Fahrwerkskomponenten. PKD-Werkzeuge sollen hier für ProduktivitätundGenauigkeitsorgen.AufderEMOpräsentierte das Unternehmen nicht nur typische Werkzeuge, sondern unterstrich auch seine Fähigkeit, komplette WerkzeuglösungenfürganzeBauteilfamilienzuliefern. Der zweite Schwerpunkt liegt auf schwer zerspanbaren Materialien. Für harte und spröde Materialien wie Glas, Keramik, Hartmetall, Verbundwerkstoffe und Graphit bietet Worldia eigenentwickelte PKD-Mikrobohrer (Durchmesserab0,08mm)fürelektronischeundmedizinischeAnwendungensowieUltrapräzisions-PKD-und CVD-VielzahnfräsermitDurchmessernvon0,5mm(bis zu 8 Zähne) bis 16 mm (bis zu 720 Zähne). Diamantbeschichtete Vollhartmetall-Schaftfräser runden das Portfolio ab Werkstoffe wie gehärteter Stahl, Gusseisen und pulvermetallurgische Bauteile sowie Titanlegierungen, Kobalt-Chrom-Molybdän(CoCrMo)-Legierungenerfordern ZerspanungswerkzeugemitspezifischenSchneidstoffen und optimierten Geometrien. Als Antwort darauf hat Worldia geeignete CBN-, PKD- und CVD-Diamantwerkzeugvarianten für Anwendungen in der Medizin, Luft-
undRaumfahrtsowieimEnergiesektorentwickelt.Qualität, Rückverfolgbarkeit und Fertigungstiefe sind zentrale Säulen der Positionierung Worldia ist nach ISO 9001/GB/T19001,ISO14001/GB/T24001undISO45001/ GB/T 45001 zertifiziert. Um eine gleichbleibende Qualität zu gewährleisten, kontrolliert der Hersteller die gesamteWertschöpfungskette.DieProduktions-undPrüfgeräte stammen von führenden Herstellern aus der Schweiz, Deutschland, den USA und Japan; LasersystemewurdenzumTeilimeigenenHausentwickelt,umsie exakt auf die Anforderungen des Marktes ausgerichtet.
JedesProdukterhälteineeindeutigeFertigungsnummer, umeinelückenloseRückverfolgbarkeitvonOrt,Zeitund Charge zu ermöglichen.
Um den Marktzugang zu verbessern, gründete Worldia im Jahr 2022 die Worldia Europe GmbH in Herrenberg bei Stuttgart. Ein Team von rund zehn Anwendungstechnikern und Innendienstmitarbeitern unterstützt Kunden bei der wirtschaftlichen Auslegung anspruchsvoller Bearbeitungsprozesse. Entscheidend dabei: In HerrenbergwirddaskompletteStandardsortimentvon rund500Produktenvorgehalten,mitnahezu100%iger Verfügbarkeit und 24-Stunden-Lieferfähigkeit, wie das Unternehmen mitteilt.
Worldia präsentierte seine Lösungen auf der EMO Hannover 2025.
Mobile Cobots revolut und Logistikprozesse mi Unternehmen. Trans Roboterplattform, k mehreren Einsatzort arbeiten.
EinescheinbaralltäglicheSz
In einer deutschen Fertigungs halle ist die CNC-Maschine gerichtet, die Bauteile liegen b Statt eines Werkers, der das Mat rial manuell einlegt, fährt ein kompakter,autonomerRoboteran den Arbeitsplatz. Auf seiner mobi lenPlattformbefindetsicheinko laborativer Roboterarm. Nach k zerOrientierungbeginntermitder Bestückung der Maschine. Dies Ablauf ist Ausdruck eines grundle gendenWandels:DerRoboterko jetzt zur Maschine, nicht umgek Geradefürkleineundmittelständis eröffnet diese Herangehenswe DerFachkräftemangelmachtsich Routinetätigkeiten binden kostbar sche Automatisierungssysteme flexibelundaufhoheVolumenau hingegen ermöglichen es, verschieden fg nur einer Einheit zu automatisieren. MitarbeiterwerdenvonrepetitivenArbeitenentlastet und können sich auf Tätigkeiten konzentrieren, die Kreativität, Planung und Problemlösung erfordern. Darüber hinaus lassen sich auch Aufgaben wie Qualitätskontrolle,MaterialbereitstellungoderVerpackungsinnvoll unterstützen. So entsteht ein breites Einsatzspektrum, das gerade in mittelständischen Betrieben die Wirtschaftlichkeit der Investition erhöht.

Die Delta-Entwicklung „Dynamic Duo“ ist eine Kombination aus einem Cobot und einer mobilen Roboterplattform
MobilePlattformtransportiertRoboterarm undübernimmtLogistikaufgaben
EinBeispielfürdiesenflexiblenAnsatzistdievonDelta entwickelte Kombination aus einem Cobot D-Bot und einem mobilen Roboter MAR namens „Dynamic Duo“. Der MAR wurde für innerbetriebliche Transport- und ProduktionsprozesseentwickeltundkannLastenbiszu
VERFASST VON MichaelMayerRosa
Senior Director EMEA
Industrial Automation Group
Delta Electronics
gt selbstständig den Betrieb, erkennt Hindernisse und findet eigenständig den besten Weg zum Ziel. Durch sein kompaktes Format eignet er sich auch für enge Produktionsbereiche.EinSicherheitslaserscannerüberwachtdasUmfeld, eine Punktdrehung ermöglicht präzise Manöver auf engem Raum. Über die standardisierte VDA5050-Schnittstelle lässt sich das System in bestehende Flottenmanagementlösungen einbinden StatusanzeigeninEchtzeiterleichterndieÜberwachungundunterstützen den reibungslosen Betrieb
Skalierbarkeitdurchmodulare Systemarchitektur
Die mobile Einheit basiert auf einer modularen Plattformstruktur Unterschiedliche Roboterarme mit variablerAusstattunglassensichjenachAnforderungkombinieren.AuchzusätzlicheFunktionenwieGreiferoder
Palettenführungen sind nachrüstbar Dadurch entsteht ein Baukastensystem, das sich flexibel an neue Aufgaben, Produktvarianten oder saisonale Schwankungen anpasst
EingroßerVorteilliegtinderflexiblenNutzung.Während ein fest installierter Roboter nur eine Aufgabe erfüllt, wird ein mobiler Cobot je nach Situation dort eingesetzt, wo er gebraucht wird. Der mobile Roboter wiederumkann,währendderCobotseineAufgabeabarbeitet, parallel Logistikaufgaben übernehmen Bei Bedarf kehrterzurückundbringtdenCobotanseinennächsten Einsatzort Damit bleibt die Investition wirtschaftlich sinnvoll, auch wenn sich Produktionsmengen oder Fertigungsvarianten kurzfristig ändern.
Unternehmen können mit einer einzelnen mobilen Einheit starten und den Automatisierungsgrad bei Bedarf erweitern. Die clevere Aufteilung zwischen Fertigungs- und Transportaufgaben erhöht die Auslastung und vermeidet Leerläufe. Das macht das System nicht nur effizienter, sondern auch wirtschaftlich attraktiver im Vergleich zu starren Automatisierungslösungen.
Cobots lassen sich mit dem Cognibot-Kit von Delta gezielt um kognitive Fähigkeiten ergänzen und damit deutlichaufwerten DiesesZusatzmodulwirddirektam Roboterflansch montiert und verwandelt einen Standard-Cobotineinenlernfähigen,reaktivenAssistenten. Zum Lieferumfang gehören ein 3D-Vision-Sensor, ein 360-Grad-Mikrofonarray, ein integrierter Lautsprecher sowie eine leistungsfähige Power-AI-Box.
Dadurch können Mitarbeiter direkt mit dem Roboter interagieren, ihn per Zuruf steuern oder ihm per Handbewegung Befehle geben. Die Zusammenarbeit wird natürlicher und intuitiver. Für die Akzeptanz in der BelegschaftistdaseinentscheidenderFaktor:DerRoboter
wirdnichtalsKonkurrenzwahrgenommen,sondernals Unterstützung im Arbeitsalltag Unternehmen können zunächstmiteinerGrundausstattungbeginnenunddie SystemespäterumkognitiveFunktionenergänzen.Das senkt die Einstiegshürde und hält die Lösung zukunftsfähig
Effizienzgewinnebeiüberschaubarem Integrationsaufwand Viele Systeme sind nach dem Plug-and-play-Prinzip sofortbetriebsbereit.EineintuitiveBenutzerführungüber Statusanzeigen vereinfacht Bedienung und Instandhaltung Auch im Hinblick auf die Sicherheit erfüllt das

Unsere effizienten Systemlösungenfinden Siein Halle6,Stand 260
https://event.janitza.com/sps25






AKTUELLE UNDZUKÜNFTIGE HERAUSFORDERUNGEN MEISTERN



















Mitdem modularenEnergieanalysator UMG800 realisierenSie einkosteneffizientes Energiemonitoringund reagierenflexibel aufaktuelle undzukünftige Herausforderungen.

www.janitza.de/800



Der
ter
gleich Belegschaft und erleichtert die Zusammenarbeit zwischen Mensch und Maschine. Sicherheitsfunktionen sind damit nicht nur eine regulatorische Pflicht, sondern auch ein entscheidenderFaktorfür die Akzeptanz solcher Systeme im Alltag Ein zusätzlicher Nutzen ergibt sich aus der platzsparenden Bauweise. Da keine festen Roboterzellen benötigt werden, bleibt die Fläche flexibel nutzbar Für kleinere und mittlere Unternehmen (KMU) mit begrenztem Raumangebot ist das ein entscheidender Vorteil.
elständische Betriebe, die häufig mit m Auftragsvolumen und Fachkräfontiertsind,bietetdaserhebliche Systeme entlasten bei Routinearen, ohne die Flexibilität einzuschränken.
Eine Kombination aus mobilem boter, Cobot und Cognibot-Kit erlaubt es, Prozesse gezielt zu automatisieren. So kann die Produktion stalaufen, während Mitarbeitende eZeitfürübergeordneteAufgaben nutzen.DieFolgedieserTechnologie höhere Produktivität, kürzere und ein sicherer Betrieb auch bei n.
st der Ansatz modularer, flexibler eressant. Anbieter wie Delta unterernehmen mit passenden Finanzierungsmodellen, sodass Investitionen nicht zum Hindernis werden. Statt eines Komplettumbaus entsteht so eine stufenweise, zukunftsfähige Automatisierung, die sich am Bedarf orientiert.
Mobile Automatisierung ist gerade für KMU eine interessante Lösung.
Automatisierunggezieltnutzen–dynamisch,modularundskalierbar
Mobile,kognitivaufrüstbareCobotsermöglicheneinen neuen Ansatz in der Automatisierung Sie sind dynamisch, modular und wirtschaftlich skalierbar Gerade

Die mobile Cobot-Lösung von Delta Electronics zeigt, wie sich Produktion und Logistik intelligent miteinander verbinden lassen. Transport und Bearbeitung werden durch ein einziges System abgedeckt, das sich nahtlos in vorhandene Prozesse einfügt. Mit der Option zur kognitiven Erweiterung entstehen flexible, lernfähige Helfer, die Arbeitsabläufe vereinfachen und beschleunigen.
Für mittelständische Unternehmen eröffnet diese KombinationeinenrealistischenWeg,dieProduktivität zusteigernunddieWettbewerbsfähigkeitlangfristigzu sichern. Sie ist modular aufgebaut, effizient im Betrieb und konsequent auf die Zukunft ausgerichtet. (st)

Dergesamten Auflage isteine Beilage der Firma RCTReichelt Chemietechnik GmbH &Co. beigefügt.
Wir bitten unsereLeser freundlichst um Beachtung.

Das chinesische WerkzeugmaschinenunternehmenTOPNCnutztedieEMOHannover,umseine Positionierung im europäischen High-End-Segment zu schärfen Im Mittelpunkt stehen eine neue GenerationintelligenterKomponentenundSoftware,eine eigene, offene CNC-Steuerung und verschieden neue Maschinen. Europa – mit Deutschland als Referenzmarkt – gilt für TOPNC als Schlüsselregion, um Leistungsfähigkeit und Zuverlässigkeit unter anspruchsvollenBedingungenzubelegenunddieseErfolgeanschließend in weitere Märkte zu übertragen.
EinzentralesElementderStrategieistdiefirmeneigeneCNC-Steuerung SieistnachUnternehmensangaben stark auf die eigenen Maschinentypen zugeschnitten, umfassend getestet und auf hohe Stabilität ausgelegt. Zugleich bleibt sie offen für die Kopplung mit Drittsystemen wie CAM und lässt sich kundenspezifisch konfigurieren. Dieser offene Stack soll die Integration in verschiedeneFertigungsumgebungenerleichternundden Weg für weitergehende Assistenz- und Automatisierungsfunktionen ebnen.
Im Hochleistungsbereich für großformatige 5-AchsBearbeitung positioniert sich TOPNC mit Lösungen für die kommerzielle Luftfahrt. Nach Unternehmensangaben zählen weltweit nur wenige Hersteller zu den Anbieternsehrgroßer5-Achs-FräszentrenfürBauteilewie großflächige Flugzeugstrukturen. TOPNC sieht sich in dieser Spitzengruppe und verweist auf wachsenden Bedarf in der zivilen Luftfahrt. Das Know-how speist sich demnach nicht allein aus der Maschinenlieferung, sondern auch aus Prozesserfahrungen in der Serienanwendung
Mit der Phantom-Serie setzt TOPNC auf CarbonfaserVerbundstrukturen als tragende Maschinenelemente. DieSerieumfasstUltrahochgeschwindigkeits-Portalmaschinen, Hochgeschwindigkeits- und Hochpräzisionsmaschinen sowie Maschinen mit ultragroßer Spannweite. Die Bandbreite der Anwendungen reicht von ultrapräzisen Luftfahrtapplikationen bis zur hochdynamischen Bearbeitung im Karosseriebau – inklusive Anwendungen rund um neue Fahrzeugplattformen der Elektromobilität. Parallel dazu adressiert die KunpengSeriediewirtschaftliche5-Achs-Bearbeitung:Einhoher Eigenfertigungsanteil bei Kernkomponenten, eine kosteneffiziente Stückliste und Fließmontage sollen die Anschaffungshürdesenkenund5-Achs-Technikbreiter verfügbar machen. In der nahen Zukunft plant TOPNC, intelligenteKomponenten,SoftwareundKI-Funktionen zügig auf weitere Maschinentypen auszurollen, das europäische Partnernetzwerk auszubauen sowie die CFKbasierte Premiumbaureihe und die Serienfertigung der wirtschaftlichen5-Achs-Modellezuskalieren.Mitdieser Kombination möchte das Unternehmen in Europa dauerhaft Fuß fassen.
KONTAKT
No. 888 Guanghua Road, Minhang District 201108 Shanghai, China
Robotik und Automatisierung schaffen dem Menschen Freiraum für kreatives Arbeiten.

Industrieroboter und KI gelten oft als Jobkiller, doch die Realität zeigt: Unternehmen, die auf Digitalisierung und Automatisierung setzen, steigern nicht nur ihre Effizienz, sondern auch ihre Innovationskraft.
Auch in deutschen Fertigungshallen entwickeln sichvernetzteAnlagenunddigitaleInfrastrukturen zunehmend zum neuen Standard. Mit dem Aufkommen von Künstlicher Intelligenz und zunehmend autonomer Roboter steht dabei bereits die nächsteGenerationanTechnologienbereit,umProzessenoch effizienter und automatisierter abzubilden.
VERFASST VON CraigMelrose
Global Managing
Partner – Advanced Technologies HTEC
Diese Transformation zeigt sich vor allem dort, wo Roboter nicht mehr isoliert, sondern als Teil komplexer Systemearbeiten.IndermodernenIndustrieumgebung agieren sie häufig in Kombination mit IoT-Plattformen, cloudbasierten Steuerungen, komplexen Systemen –unddenmenschlichenMitarbeitenden Dienaheliegende Befürchtung der Belegschaft: Industrieroboter und hochleistungsfähige KI rationalisieren sukzessive Jobs weg. Als international tätiger IT-Dienstleister beobachtet HTEC allerdings einen anderen Trend: Mit dem Einzug neuer Technologien und der Automatisierung von Prozessen verändern sich Arbeitsplätze grundlegend –sie verschwinden nicht einfach in Gänze.
WennRobotermonotone,körperlichbelastendeoder fehleranfällige Aufgaben übernehmen, entsteht Raum
für neue Tätigkeitsprofile. Diese sind stärker auf Problemlösung, Systemverständnis und strategisches Denken ausgerichtet. Technologischer Fortschritt schafft nichtnurEffizienz,sonderneröffnetauchneuePerspektivenfürwichtigeInnovationenundfürdieArbeitswelt von morgen.
NeueArbeitsrealitäteninderProduktion veränderndieRolledesMenschen
Damit verlagert sich die Rolle des Menschen. Anstatt einzelne Roboter zu programmieren oder Anlagen manuell zu steuern, betreuen Mitarbeitende heute ganze Produktionssysteme,analysierenDatenströme,optimieren Abläufe und sorgen für die kontinuierliche Weiterentwicklung der Mensch-Maschine-Interaktion. Die Kompetenzanforderungen steigen – aber sie bauen auf vorhandenes Wissen auf und erweitern es durch digitale Fähigkeiten.
Trotz aller Vorteile wird die strukturelle Transformation – sowohl in Produktionshallen als auf dem Arbeitsmarkt – natürlich auch Jobs vernichten. Vor allem in
kapitalintensiven Umgebungen schafft KI allerdings neue Arbeitsplätze, indem sie einfache Aufgaben übernimmtundsoKapazitätenfürdenMenschenschafft,der sichaufkreativeProzesseundInnovationenkonzentrieren kann.
EntscheidendfürdasVerständnisdieserEntwicklung ist ein Perspektivwechsel: Automatisierung bedeutet nicht, Menschen überflüssig zu machen, sondern ihre Position neu zu definieren So kann beispielsweise der klassische Maschinenbediener zu einem Systemintegrator werden oder der frühere Fließbandarbeiter übernimmt mithilfe KI-gestützter Analytik Aufgaben im Bereich Qualitätssicherung
Gleichzeitig entstehen völlig neue Berufsbilder, etwa rundumdieWartungvonRobotern,dieAufgabenübernehmen, die für den Menschen zu monoton, zu gefährlichoderzuermüdendsind–etwainVerpackung,Montage oder Logistik. Das entlastet Mitarbeiter nicht nur physisch, sondern macht den Weg frei für kreatives, wertschöpfendes Arbeiten, das sich stärker auf Prozessverständnis und unternehmerisches Denken stützt.
Die Integration dieser Technologien funktioniert allerdings nicht von selbst. Sie setzt eine gezielte technologische und kulturelle Transformation voraus – und damitauchInvestitionenindasChangeManagementund die individuelle Qualifizierung Kurz gesagt: Wer heute in die Schulung seiner Mitarbeitenden investiert, legt das Fundament für langfristige Wettbewerbsfähigkeit und Innovation.
Die Anforderungen an künftige Arbeitskräfte sind dabei nicht ausschließlich technischer Natur, sondern interdisziplinär Sie verbinden IT-Verständnis mit betrieblichem Know-how, Kommunikationsfähigkeit mit Entscheidungsfindung Unternehmen, die diesen Wandel aktiv gestalten, positionieren sich nicht nur technologisch wettbewerbsfähig, sondern auch als attraktive Arbeitgeber, die ihre Mitarbeitenden nicht durch Maschinen ersetzen.
Das von Forschern der Harvard University geprägte „Paradoxon der Automatisierung“ belegt, dass der EinsatzvonmehrRoboternineinerUS-FabrikMittedes20


Jahrhunderts insgesamt zu mehr statt zu weniger Arbeitsplätzengeführthat–vorallem,weildiezusätzliche Effizienz den Arbeitnehmern mehr Zeit gab, Produkte oder Prozesse zu verbessern oder sogar völlig neue zu entwickeln. Vollständig übertragbar auf die Roboterund KI-Evolution in der Produktion sind diese Erkenntnissenicht.AbersiezeigeneinenmöglichenKönigsweg, dertechnologischenFortschrittundmenschlicheArbeit kombiniert.
Craig Melrose ist Global Managing Partner – Advanced Technologies bei HTEC.
Die Anforderungen an künftige Arbeitskräfte sind nicht nur technisch, sondern interdisziplinär.
Um ihn zu beschreiten, muss die Zukunft der Industrie hybrid sein. Während Roboter Präzision, Geschwindigkeit und Ausdauer liefern, steuert der Mensch Kontextverständnis,KreativitätundEntscheidungsfähigkeit bei. Diese Zusammenarbeit eröffnet neue Wege für ein Mehr an Innovation, Produktivität und Effizienz – vorausgesetzt, Unternehmen gestalten sie entsprechend. DafürwirdauchdieRollederDienstleisterimmerwichtiger, die mit Expertise und Erfahrungswerten den richtigen Input für diese Transformationen liefern, sowohl auf technologischer Seite als auch in Sachen Change Management, Strategie und begleitender Prozesse. (st)



























REGAL-TUNING
Das Palettenregal, der Klassiker in der Regaltechnik, kommt als Breitganglager, Schmalganglager oder auch verfahrbares Palettenregal daher. Wie kann man auch in wirtschaftlich schwierigen Zeiten die Logistik schnell und schlagkräftig kostengünstig anpassen?

Die Ergonomie spielt eine besondere Rolle beim PalettenregalTuning von Bito.
Was es früher in einer Geschmacksrichtung in einer Farbe gab, wird heute in fünf Duftnoten und in einer breiten Farbskala nachgefragt. Hinzu kommen Varianten für die Oster-, Sommer- oder Weihnachtskollektion. Und auch Produktlebenszyklen werden kürzer und es gehen weniger Paletten an den Großhandel, sondern vermehrt einzelne Stücke oder Kartons an den Endkunden. Kurzum: Die Belastungen im Lager und im Versand steigen. Das Ganze vor dem Hintergrund des Fachkräftemangels und eines steigenden Arbeitsdurchschnitts der Kommissionierenden. Bito hat auf diese Entwicklungen eine Antwort parat: dasRegal-Tuning KeineHeckspoileroderaufgebohrten MotorenstehendabeiimVordergrund,sonderndasclevere Umgehen mit dem, was man schon hat, ergänzt durch sinnvolle Anordnungen und auch die ein oder anderetechnischeFinesse,diekörperlicheBelastungen abmildern und für die notwendigen Anpassungen und Weiterentwicklungen im Lager sorgen.
Trend:VonGanz-zuEinzelpalette
VERFASST VON Bernd Maienschein
Redakteur MM Maschinenmarkt
Beispielsweise muss der Tatsache entsprochen werden, dasssichderLagerbedarfvonderGanzpaletteeinStück weithinzumStückgut,zurEinzelpalette,verschiebt.Es giltalso,mitderbestehendenMannschaftmehrOutput zugenerieren–abernichtimSinnevon„Verschleiß“der
Bild: Bit o
Mitarbeitenden in der Intralogistik. Grundgedanke des Palettenregal-Tunings ist, auf gleicher Fläche mehr Artikelunterzubringensowieflexibelundschnellaufneue Anforderungen im Artikelspektrum zu reagieren. Das giltfürNeuplanungen,vorallemaberauchfürRetrofits undNachrüstungeninbestehendenLägern Dazubietet der Bito-Baukasten an erster Stelle das Basic Tuning an, bei dem man vom klassischen Palettenregal mit Ganzpaletten hin zu Fachbodenregalen kommt. Dafür werden Traversen eingezogen, die Ebenen feiner unterteilt – mit Spanplattenboden, Gitterrostboden oder Stahlpaneelen – oder Fachböden zur besseren Kommissionierung angeschrägt aufgebaut.
Die maximale Raumnutzung ist erreichbar mit Fachbodenregalen auf Rollen in einer Reihe; die können bei BedarfeinfachherausgezogenwerdenunddieBediener kommissionieren von mehreren Seiten vom richtigen Wagenab EineguteLösungist,wennobenimRegaldie Waren auf Paletten lagern, unten dagegen aus dem gleichenLagerkommissioniertwird.EinesolcheKonstellation kann jederzeit umgerüstet werden. Beim dynamischenTuningdagegenwirddieTraversederklassischen PalettenlagerungherausgenommenundeinDurchlaufrahmen aus dem Bito-Stückgut-Durchlaufsystem eingesetzt. Hier wird schwerkraftgetrieben ein Durchlauf nach dem First-in-first-out-Prinzip erzeugt. Die RegalzeilewirdvoneinerSeitebeschickt,dieWareläuftdurch und wird von der andere Seite entnommen – Beschickung und Kommissionierung sind also räumlich getrennt.DankeinesStützenadaptersistdasauchfürKunden mit Regaltypen anderer Hersteller interessant, um voneinerPalettenlagerunghinzueinerKommissionierlösungzukommen.Bitosprichtaufgrundderdrastisch reduzierten Wegzeiten und der erzielten Verdichtung von150bis250PicksproStundenachdemRegal-Tuning statt30bis50Picksdavor,alsovonbiszuFaktor5jenach Situation. Eine weitere Tuning-Möglichkeit ist die mit Behältern,dieinDurchlaufrahmengesetztwerdenoder dieimRegalzumEinsatzkommen,bishinzumBauganzer Kommissionierwände aus Behältern mit Kommissionieröffnungen. Das ist in Minuten umsetzbar, etwa mitSchwerlastbehälternoderdemXL-BehälterinHalbpalettengröße. (bm)

Nachhaltigkeit in der Industrie wird immer mehr zum Thema. Viele Unternehmen wollen ihren Beitrag leisten und in Klimaschutz investieren. Umso besser, wenn sich dieser dann auch noch selbst finanziert.
Wie in diesem Fall in Aurich: Artur Moor führt sein Feinwerkmechanik-Unternehmen wie ein Uhrwerk. Präzision und Timing sind hier entscheidend, sonst steht die Produktion seiner Kunden still. Der Umstieg auf Solarenergie stand schon länger im Raum, aber die Zeit fehlte. Daher war es für das Unternehmen besonders wichtig, dass a) jemand mit Know-how die gesamte Planung übernimmt und b) die neue Photovoltaikanlage während des Regelbetriebs montiert wird. Und das wurde sie dann auch – dank der Solarprofis von EWE.

„Dass mein Betrieb wie gewohnt weiterlaufen konnte, war mir besonders wichtig.“
Artur Moor, Inhaber A. Moor
Feinwerkmechanik
Die gesamte Planung inklusive der Überprüfung der Gebäudestatik lief genauso reibungslos wie die Montage der Anlage Während auf dem Dach fleißig gebaut wurde, konnte unter dem Dach problemlos weitergearbeitet werden.
Das bemerkenswerte Ergebnis: Der CO2-Ausstoß wurde um 60.000 kg pro Jahr gesenkt. Das zahlt sich nicht nur für die Umwelt aus – durch die Stromkosteneinsparung finanziert sich die neue Photovoltaikanlage ganz von allein. So wurde Geld und auch Zeit gespart mit dem Know-how und der Zuverlässigkeit von EWE Zusätzlich freut sich Unternehmer Moor über die langjährigen Garantien der Komponenten, die auch für zukünftige Sicherheit sorgen.
Die PV-Anlage von A. Moor in Zahlen: 60.000 kg weniger CO2-Emissionen pro Jahr: entsprechen ca. 30 Hin- und Rückflügen Bremen – New York 99,9 kWp Leistung Rund 25% autarke Stromversorgung
Jetzt informieren und mit Ihrer eigenen PV-Anlage profitieren: business.ewe.de/solar
KI-AGENTEN
Die Produktionsplanung wird stets komplexer und Zielkonflikte die Regel. Doch wie können diese umgangen werden, wenn regelbasierte Systeme nicht mehr greifen?
KI-Agenten für vordefinierte Aufgaben könnten Abhilfe schaffen.
Die Arbeitsweise in der Logistik wird sich durch KI-Agenten in den nächsten Jahren noch stärker verändern. Das bietet auch Vorteile.

Die Produktionsplanung ist in Bewegung Längst gehtesnichtmehrnurumMengenundTermine, sondern um Lieferfähigkeit, Lagerkosten, CO₂Ziele, Personalverfügbarkeit und die tagtäglichen Herausforderungen in einem volatilen Markt. Klassische PlanungsansätzemitstarrenRegelnstoßendabeiimmer häufigeranGrenzen.Unddamitreichenauchklassische Advanced Planning Systeme (APS) oft nicht mehr aus. Gleichzeitig setzen immer mehr Unternehmen auf Künstliche Intelligenz (KI). Wer in geschäftskritischen Prozessen echte Wirkung erzielen will, muss sich allerdings mit einer neuen Generation beschäftigen: KIAgenten,dielernen,sichanpassenundEntscheidungen zunehmend autonom treffen Sie übernehmen schon jetzt Verantwortung entlang der gesamten Lieferkette, unterstützen beim Demand Cleansing und Demand Forecasting Doch was bedeutet das konkret für die Logistik?
KlassischeRegelnreichennichtmehr
Oft folgt Produktionsplanung noch dem altbekannten Prinzip: Einmal modelliert, vielfach genutzt. Das Problem dabei ist, dass die Realität sich immer weniger in Regeln gießen lässt. Dafür sind die Rahmenbedingun-
gen im Jahr 2025 viel zu komplex und dynamisch. Das zeigtsichschonheuteinderPraxis.Plant,einProduzent von Verpackungslösungen im Frühjahr seinen Bestand abzubauen,umLagerkostenzureduzieren,kannessein, dass gleichzeitig saisonale Aktionen im Lebensmittelhandel laufen Das wiederum führt dazu, dass das Vertriebsteam höhere Produktionsmengen fordert. Während das Lagerteam die Frachtkapazitäten allerdings begrenzt. Und dann sind die historischen Daten nicht aussagekräftig, weil im letzten Aktionszeitraum eine out-of-stock-Situation die Effekte überlagerte. Genau solcheZielkonfliktelassensichkaumnochregelbasiert lösen. Vielmehr braucht es Systeme, die dynamisch lernen. Ihre Erkenntnisse helfen dabei, faktenbasiert und unpolitisch zu entscheiden. Und das tagesgenau und unter Einbeziehung aller Daten sowie der neuesten Methodik und Technologie. Dabei entsteht ein neues PrinzipderSteuerungmitdatenbasiertemHandelnentlang definierter Zielsysteme.
WasKI-Agentenandersmachen
Im Gegensatz zu klassischen Tools oder simplen KI-Modellen agieren Forecasting Agents sehr kontextsensitiv. SieerfassenalsonichtnurDaten,sonderninterpretieren
sie im Gesamtkontext, erkennen Zusammenhänge, die Menschen verborgen bleiben, und machen daraus Entscheidungsempfehlungen. Zum Beispiel:
Welche Produktvariante sollte in KW 36 in welcher Menge produziert werden?
Wann benötige ich wie viel Personal im Lager, wie viele Trucks im Fuhrpark?
Welche Lieferpriorität ergibt sich angesichts der aktuellen Auslastung?
Wie kann die CO₂-Bilanz trotz Eillieferung optimiert werden?
DerCloubeiForecastingAgentsist,siedenkeninSzenarien und lernen laufend dazu, sobald sich das Verhalten in der Supply Chain ändert. Sie simulieren etwa den Einfluss von Produktionsverzögerungen auf Lagerumschlag und Zustellfenster und schlagen konkrete Alternativen vor. Das ist das Wertvolle, was ein Mensch oderaucheinTeamsoniemalsleistenkann Zumindest ist es nicht in dieser Geschwindigkeit und Granularität möglich.
Gerade in der Logistik zeigt sich die Wirkung von agentenbasierter Planung besonders klar:
Automatisierung repetitiver Forecast-Aufgaben
Bessere Planbarkeit der Kapazitäten durch granulare Forecasts (z. B. Wochen- statt Monatsbasis) bei geringerer Planungszeit.
Reduktion von Out-of-stocks, weil KI-Agenten auch bei kurzfristigen Schwankungen resilient reagieren.
Schnelleres Onboarding neuer Produkte.
Gezielte Steuerung von Sicherheitsbeständen, um Lagerkosten zu senken.
Schnellere Koordination zwischen Produktion und Distribution, da Entscheidungen automatisiert kommuniziert werden können.
Frühzeitige Erkennung von Engpässen, zum Beispiel bei Stellplätzen oder Verladekapazitäten bevor sie operativ spürbar werden.
Automatische Harmonisierung von Produktionsplanung mit Inbound- und Outbound-Flows. Dieser Übergang von manueller Nachsteuerung hin zu KI-gestützter Entscheidungsautomatisierung bedeutet in der Logistik weniger Reibungsverluste und vor allem mehr Verlässlichkeit.
HürdeninderUmsetzung
DerWegdorthinistnichttrivial.InProjektenmitEinzelhändlern und Verpackungsspezialisten zeigen sich wiederkehrende Hürden:
Datenqualitätund-verfügbarkeit: Ohne verlässliche Ist-Daten (etwa zu tatsächlicher Produktions-
„MitKI-AgentenverschiebtsichdieRolle derMenscheninderProduktionsplanung. SiewerdenvomSpielerzumCoach.“
Fabian Rang, CTO bei Paretos
auslastung oder Retourenraten) kann auch die beste KI nicht sinnvoll lernen.
Verantwortungsübergabe: Wer trifft die Entscheidung, wenn die KI empfiehlt, einen Auftrag zu verschieben? Welche Eskalationslogiken gelten?
AkzeptanzimTeam: KI-Entscheidungen müssen nachvollziehbar und überprüfbar sein, sonst fehlt das Vertrauen. Die Entscheidungen bleiben Black Boxes und werden nicht umgesetzt.
Tool-Kompatibilität: Häufig existieren heterogene Systemlandschaften, in denen Agenten zuverlässig integriert und betrieben werden müssen. Ein Aufwand, der nicht zu unterschätzen ist
Mit KI-Agenten verschiebt sich zudem die Rolle der Menschen in der Produktionsplanung: Weg vom reaktiven Firefighting hin zur strategischen Steuerung. Statt Formeln zu pflegen oder Excel zu bereinigen, analysieren Planer Zielkonflikte, orchestrieren Inputs und hinterfragen Empfehlungen. Sie werden vom Ausführer zum Entscheider, vom Spieler zum Coach Dabei übernehmen sie Verantwortung für den Dialog mit der KI undwerdenzurentscheidendenSchnittstellezwischen operativer Realität und algorithmischer Optimierung
KI-gestütztePlanungistkeine Zukunftsmusik
KI-Agenten machen Schluss mit der Illusion, dass ein einziges Forecast-Modell für alles reicht. Stattdessen entstehen adaptive Systeme, die operativ entscheiden, flexibelreagierenundsichdennochstrategischsteuern lassen.
Für die Logistik bedeutet das: stabilere Prozesse, resilientere Lieferketten und spürbare Effekte auf der Businessseite. Das wiederum bedeutet mehr Effizienz und weniger Blindflug, ohne dass dabei menschliche Erfahrung aus dem Spiel genommen wird. Wer das volle Potenzialausschöpfenwill,sollteallerdingsnichtbeiTools ansetzen, sondern bei Entscheidungslogiken. Denn nicht die KI verändert die Planung, sondern sie ändert die Art, wie die Entscheidung getroffen wird. (ls)
VERFASST VON FabianRang
Co-Founder und CTO Paretos















In unserem China Market Insider versorgen wir Sie regelmäßig mit relevanten Informationen direkt aus China.
Chinas Kunststoffmaschinenindustrie verzeichnet seit Jahren ein solides Wachstum. Wir geben einen Überblick über die fünf größten Hersteller.
Die Zahl der Hersteller von Kunststoffverarbeitungsmaschinen in China ist zwischen 2015 und 2022 von 442 auf 568 Unternehmen gestiegen. 2023 produzierte China knapp 389.900 auf die Kunststoffbearbeitung spezialisierte Maschinen.
1.HaitianPlasticMachineryGroupCo.,Ltd.
Hauptsitz: Ningbo, Provinz Zhejiang Haitian ist der unangefochtene Marktführer für SpritzgießmaschineninChinaundseitmehrerenJahren auchweltweitdergrößteHerstellerindiesemSegment.

Das Unternehmen wurde 1966 gegründet und hat sich in den fast 60 Jahren seither von einem kleinen Betrieb zu einer global agierenden Gruppe entwickelt
Haitian operiert heute in fünf Geschäftsbereichen, vonderKunststoffmaschinensparte(HaitianInternational mit einer Börsennotierung in Hongkong) über CNCWerkzeugmaschinen,Antriebs-undSteuerungssysteme sowie Druckgießmaschinen bis hin zu intelligenten Fertigungslösungen („Haitian Smart“).
Die Gruppe hat weltweit mehr als 80 Tochtergesellschaften und liefert ihre Produkte in mehr als 130 Länder Die Kunststoffmaschinensparte deckt fast das gesamteSpektrumdenkbarerAnwendungenab,vorallem in der Automobil- und Elektronikindustrie
Aus dem Portfolio von Haitian sind unter anderem energieeffizientehydraulischeSpritzgießerderMars-Serie, vollelektrische Maschinen der Zhafir-Serie sowie großformatige 2-Platten-Modelle der Baureihe Jupiter weltweit bekannt.
Hauptsitz: Shunde, Provinz Guangdong Yizumi ist der zweitgrößte chinesische Kunststoffmaschinenhersteller und glänzt ebenfalls mit einem äußerst diversifizierten Portfolio Neben SpritzgießmaschinenallerArtumfasstesauchDruckgießmaschinen für Metalle, Gummispritzpressen, Anlagen für Hochgeschwindigkeitsverpackung sowie Robotik- und Automationssysteme.
Das Unternehmen unterhält mehrere Produktionsstandorte im In- und Ausland und hat mehr als 2.500 Beschäftigte.YizumiverfolgteineStrategieder„doppelten Antriebsstränge“ Damit ist gemeint, dass man UmsatzwachstumsowohlimSpritzguss-alsauchimDruckgusssegment anstrebt. Es wird auch stark in die internationale Expansion investiert.
Im Jahr 2023 erzielte Yizumi einen Umsatz von rund 480 Millionen Euro (ein Plus von 11,3 Prozent im Jahresvergleich)undeinenNettogewinnvonrund57Millionen Euro (ein Plus von 17,7 Prozent). Den größten Anteil steuerte dabei das Geschäft mit Spritzgießmaschinen bei, doch das dynamischste Wachstum verzeichnete Yizumi im Bereich Druckgießmaschinen (rund 93 Millionen Euro)
Auch die kleineren Sparten, darunter vor allem Gummimaschinen sowie Robotik und Automation, legen neuerdings beim Umsatz stark zu. Treiber ist auch hier wiederdieinChinaboomendeAutomobilindustrie,insbesondereimSegmentElektrofahrzeuge,dieeinestarke Nachfrage nach hochwertigen Spritzgieß- und Druckgussausrüstungen ausgelöst hat. Yizumi hat in den vergangenen zwei Jahren mit seiner neuen HII-Serie (Kaltkammer-Druckgießmaschinen)undderHigh-End-BaureiheLEAPzweineueProduktlinienfüranspruchsvolle Gießanwendungen eingeführt, die auf Anhieb hohe Auftragseingänge verzeichnen konnten
Hauptsitz: Shanghai
Jwell ist der führende Hersteller von Kunststoffextrusionsmaschinen in China.
Das Hightechunternehmen ist 1997 in Shanghai gegründet worden und dominiert das Segment mittlerweile schon seit mehreren Jahren. An sechs großen Fer-
tigungsstandorten in Shanghai, Suzhou, Changzhou, Haining,ZhoushanundDongguansindinsgesamtmehr als 3.000 Mitarbeiter beschäftigt. Jwell hat mehr als 1.000 Patente angemeldet, was seine Ambitionen verdeutlicht, die eigene Produktpalette ständig weiterzuentwickeln. Das Sortiment deckt inzwischen nahezu alleBereichederExtrusionunddesKunststoffrecyclings ab DasUnternehmenbietetkompletteFertigungslinien für Folien, Platten, Profile und Rohre, Extrusions- und Compoundieranlagen, Blasformmaschinen sowie Recycling- und Granuliersysteme. Auch Spezialmaschinen, etwa für medizinische Folien oder Vliesstoffanwendungen, gehören zum Portfolio
Seine Anlagen exportiert Jwell eigenen Angaben zufolge in mehr als 120 Länder Stolz ist man in Shanghai dabeiauchaufinternationaleZertifizierungen,etwadie CE-Kennzeichnung oder ISO 9001.
Hauptsitz: Hongkong
VERFASST VON HenrikBork
Managing Director bei Asia Waypoint Vogel Communications Group, Würzburg, und Jigong Vogel Media Advertising in Beijing
Die Chen-Hsong-Gruppe ist ein Pionier der asiatischen Kunststoffmaschinenindustrie und einer der weltweit größten Produzenten von Spritzgießmaschinen.DasUnternehmenwurde1958vonChenChiangin Hongkonggegründet.Inrund60Jahrenhatessichvon einerkleinenWerkstattzueinemglobalaktiven,börsennotierten Konzern gemausert.
HeutefertigtChenHsongproJahretwa20.000Spritzgießmaschinen. Diese gehen an Abnehmer in mehr als 90Ländern,darunterauchindieUSA,Deutschlandund Japan, sowie zunehmend auf Wachstumsmärkte in Asien und Südamerika.
DiekleinstenSpritzgießmodellevonChenHsongbieten 20 Tonnen Schließkraft (bei einem Schussgewicht vonca.28Gramm),währenddiegrößtenMaschinenbis zu 6.500 Tonnen erreichen und Schussgewichte von über 100 Kilogramm ermöglichen. Damit lassen sich sowohlfeinstePräzisionsteilefürElektronikgehäuseals auch großformatige Kunststoffbauteile für Fahrzeuge oder Haushaltsgeräte fertigen.
Chen Hsong zählt zu den wichtigsten Akteuren auf dem chinesischen Festlandsmarkt, verfügt aber auch über ein ausgedehntes internationales Vertriebs- und Servicenetz.
Hauptsitz: Dalian, Provinz Liaoning
Der Staatsbetrieb Dalian Rubber & Plastics ist ein chinesisches Traditionsunternehmen. Es wird in heimischen Presseberichten oft als „Wiege“ des chinesischen Gummi-undKunststoffmaschinenbausbezeichnet.Der Betrieb wurde schon 1907 gegründet. Heute ist das Unternehmen Teil der Dalian Heavy Industry Equipment Group
Dalian R&P hat mehr als 1.800 Beschäftigte und Werkshallen mit einer Gesamtfläche von rund 530.000 Quadratmetern.DasUnternehmenistauchheutenoch einer der bedeutendsten Vollausrüster für die Gummiund Kunststoffverarbeitungsindustrie in China. (mk)
Strom weg? Insbesondere in der Industrie kann das massive Schäden verursachen.

BLACKOUT BEI DER VORSORGE
Bei einem Stromausfall-Blackout kosten Versäumnisse die deutsche Industrie potenziell Millionen und gefährden Existenzen. Das gilt es bei der Vorbereitung zu beachten.
Rund 35 Prozent der deutschen Industrieunternehmen waren im Jahr 2024 laut einer aktuellen
DIHK-ErhebungvoneinemStromausfallbetroffen
Selbst wenige Sekunden reichten aus, um immense Schäden zu verursachen. Mit einer detaillierten Krisenund Notfallplanung lässt sich der Worst Case beherrschen.
Einen Chiphersteller kosteten Stromausfälle in zwei Werken sogar rund 300 Millionen Euro Umsatz Nicht alle Bereiche waren am Notstrom angeschlossen. Dazu
gehörtenauchdieAbsaug-undBelüftungssysteme,die verhindern,dassStaubpartikeldiefiligranenStrukturen aufdenSiliziumscheibenbeschädigen Somitgaltendie Reinräumealskontaminiertundmusstengereinigtwerden. Der Betrieb stand über mehrere Wochen still.
Bei einer ausreichenden Notstromversorgung wäre dasmithoherWahrscheinlichkeitnichtpassiert.Somit wardasrenommierteGroßunternehmenoffenbarnicht viel besser ausgerüstet als der Durchschnitt der Industrie.
Laut der „Sonderauswertung Versorgungssicherheit Strom2024“derDeutschenIndustrie-undHandelskammer (DIHK) haben 52 Prozent der deutschen Industrieunternehmen bisher keine Maßnahmen gegen Versorgungsunsicherheiten beim Strom geplant. Die Lage sei „besorgniserregend“, so der stellvertretende DIHKHauptgeschäftsführer Achim Dercks.
Situation„besorgniserregend“
Stromausfälle können erhebliche finanzielle Auswirkungen haben. Das geht aus der DIHK-Sonderauswertung „Versorgungssicherheit Strom 2024“ hervor. Für 32 Prozent der befragten Unternehmen (aller Wirtschaftszweige) entstanden zusätzliche Kosten von bis zu 10.000 Euro, bei 15 Prozent beliefen sich die Kosten auf 50.000 bis 100.000 Euro und bei 2 Prozent lagen sie darüber. Lediglich knapp der Hälfte entstand kein finanzieller Schaden. 9,6 Prozent der befragten Unternehmen gaben an, von Stromausfällen betroffen gewesen zu sein, die länger als drei Minuten dauerten. 15,7 Prozent berichteten von Unterbrechungen unter drei Minuten.
„Verantwortliche selbst größerer Unternehmen sind immerwiedererschrocken,wennmanihnendasWorst-Case-Szenario vor Augen führt“, so Michael Blaumoser, GeschäftsführervonSiusConsulting,einemSpezialisten fürSicherheits-undKrisenmanagement.EinStromausfall,derdasUnternehmenlahmlegtunddessenExistenz gefährden könnte, werde von vielen Verantwortlichen als eher abstraktes Risiko wahrgenommen.
BANGLADESCH: Die Krankenpflegerin Zannatul Arafat von ärzte ohne grenzen bereitet den 4-jährigen Shofi für einen chirurgischen Eingriff vor. Er lebt wie eine Million weitere Rohingya im größten Geflüchtetencamp der Welt © Ante Bußmann/msf


ImFalleinesFallesschlägtnichtnurderProduktionsausfall zu Buche, sondern es können auch Schäden an Maschinen und Anlagen entstehen. Beispielsweise lassen sich die Werkzeuge von Spritzgussmaschinen, die kurz zuvor mit flüssigem Kunststoff befüllt wurden, oh-


verschenkt Ihre Firma Präsente, die leben retten Mit ihrer
Mit der Weihnachtsaktion von ärzte ohne grenzen verschenkt Ihre Firma Spenden für Menschen in Not –und ein Pflastermäppchen an Ihre Mitarbeitenden, Kundschaft und Partner*innen. Mehr Infos unter: www.aerzte-ohne-grenzen.de/weihnachtsspende

Ihr Team „Unternehmen Weihnachtsspende“ 030 700 130 134 weihnachtsspende@berlin.msf.org
Ein Stromausfall werde von vielen
wahrgenommen.
neStromnichtmehröffnen.DasMaterialhärtetaus.Bei der abrupten Abschaltung einer Werkzeugmaschine kann es zu Schäden am Werkstück, am Werkzeug oder anderMaschineselbstkommen.BeiIT-gesteuertenSystemen drohen Datenverluste und Schäden an gespeicherten Programmen.
Ein Betrieb sollte also darauf vorbereitet sein, seine Anlagen in möglichst kurzer Zeit herunterfahren zu müssen. Spannungsverluste im Netz oder drohende UnterbrechungenderVersorgunglassensichdurchIoTbasierte Frühwarnsysteme detektieren Ein solcher „Emergency Shutdown“ ist nur ein Bruchteil einer umfassenden Vorsorgeplanung
IndividuellesNotfallszenariovonnöten
Denn Stromausfall ist nicht gleich Stromausfall. „Die Ursache,ReichweiteundDauer–voneinemtemporären Brownout bis zu einem womöglich mehrtägigen oder mehrwöchigen Blackout – erfordern sehr unterschiedliche Herangehensweisen. Die strategische und organisatorische Vorbereitung auf mögliche Ereignisfälle ist entsprechend komplex und jedes Szenario darauf ausgerichtet, die Handlungsfähigkeit und wirtschaftliche ExistenzdesUnternehmenssicherzustellen“,soExperte
Blaumoser
Zuallererst sei zu analysieren, welche betrieblichen Leistungen und Verpflichtungen auch im Falle eines Stromausfalls unbedingt erfüllt werden müssen. Dabei spieltensowohlrechtlichealsauchvertraglicheundversicherungsseitige Vorgaben eine entscheidende Rolle. SollteeineNotstromversorgungexistieren,reichtdiese womöglichnichtfürdengesamtenBetrieb Esgeltealso, bestimmteProduktionsbereichezupriorisierenundandere kontrolliert herunterzufahren.
Blaumoser: „Besonders in digitalisierten Unternehmen stellt sich die Frage nach der Abhängigkeit von ITSystemen und der Verfügbarkeit redundanter OfflineSysteme,umeinenreibungslosenÜbergangindenNotbetrieb zu ermöglichen.“ Schließlich gelte es, klare Strategien für den Umgang mit Mitarbeitern und Geschäftspartnernzuentwickeln,umimErnstfallkommunikationsfähig zu bleiben. Zu wissen, wie Kunden und LieferantenmitderSituationumgehen,idealerweiseein koordiniertes Vorgehen, sei essenziell.
Eine effektive und eingeübte Notfallplanung sei essenziell, aber nur dann effektiv, wenn sie die betriebsspezifischenProzessedesUnternehmensberücksichtige;dies aufGrundlageeinerAnalysevergangenerodersimulierter Störungen. Aus den unterschiedlichen PersonalbesetzungeneinzelnerSchichtenergäbensichalternierende Abläufe Zudem müssten Notfallszenarien regelmäßigtrainiertwerden,damiteinKrisenstaboderdieindie Notfallbewältigung einbezogenen Mitarbeiter in jeder Phase und auch unter Zeitdruck die richtigen Entscheidungen träfen.
InderProduktionsumgebungselbstkannderEinsatz von akustischen Systemen von Vorteil sein. Sie informieren mittels auf Datenträger gespeicherter, auch mehrsprachiger Texte via Lautsprecher über die Situation und geben präzise Hinweise auf das richtige, der Lage angepasste Verhalten. Ein stressbedingtes Fehlerrisikowirdminimiert.DenneinStromausfallgefährdet auch die Arbeitssicherheit, etwa beim Umgang mit gefährlichenStoffen,anTürenundTorenundaneinzelnen Maschinen.
Globale Sicherheitsreglemente, etwa Tisax in der Automobilindustrie, enthalten Vorgaben dazu, wie UnternehmendurchEntwicklungundImplementierungvon Notfallplänen sicherstellen können, dass kritische Geschäftsprozesse auch bei Unterbrechungen der Stromversorgung fortgeführt werden können. Deren Vorhandensein ist inzwischen Voraussetzung, bei Ausschreibungenüberhauptberücksichtigtzuwerden.Einewirksame Schadensbegrenzung reduziert zudem nicht nur finanzielleVerluste.„SiekannauchzuPrämiennachlässen bei Versicherungen führen“, so Blaumoser (mk)
Energiewirtschaft, Bundesregierung und Netzagentur ergreifen umfassende Maßnahmen zur Sicherung der Energieversorgung Allerdings können Blackouts, Brownouts oder geplante Lastabschaltungen nicht mehr ausgeschlossen werden. Dies nicht nur aufgrund geopolitischer Verwerfungen. Wegen Niedrigständen des Rheins können womöglich Kohleschiffe nicht mehr ausreichend beladen werden. Reaktoren in Frankreich fehlte vor zwei Jahren Kühlwasser; sie wurden vorübergehend stillgelegt. Um eine plötzliche komplette Versorgungsunterbrechung („Blackout“) zu verhindern, sind kontrollierte Abschaltungen als UItima Ratio vorgesehen. Bei diesen Brownouts werden bestimmte Versorgungsgebiete nacheinander zeitlich befristet vom Netz genommen. Eine Priorisierung,
wie sie bei der Gasversorgung vorgesehen ist, gibt es nicht – und damit auch keine Privilegierung von Gewerbe und Industrie. Der Bundesverband der Energie- und Wasserwirtschaft (BDEW) und das Forum Netztechnik/Netzbetriebe (VDE FNN) empfehlen eine Abschaltdauer von jeweils 90 Minuten, um die Belastung für die Verbraucher in Grenzen zu halten. Viele Netzbetreiber, unter anderem Netze BW, haben diese in ihre Prozesse übernommen. Der Netzbetreiber, in der Regel ist dies das regionale oder lokale Versorgungsunternehmen, hat die Abschaltung vorzunehmen – einschließlich der Information an seine Industriekunden. Diese müssen schnell handeln, um Schäden zu verhindern, und sind gut beraten, über eine Notfallplanung zu verfügen.
























































































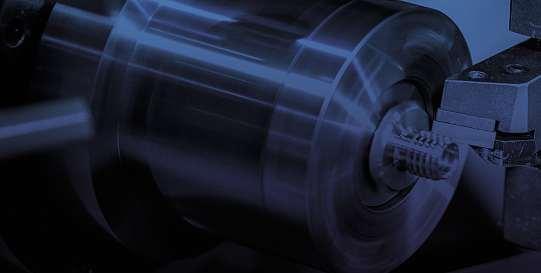





























































Faulhaber erweitert

sein Portfolio um den hochgenauen Inkrementalencoder IERF3 L. Dank des optischen Messprinzips und der neuesten ChipTechnologie soll er mit höchster Auflösung, exzellenter Wiederholgenauigkeit und herausragenderSignalqualitätüberzeugen.Typischerweisekann 0,1° genau positioniert und eine Wiederholgenauigkeit von 0,007° erreicht werden. Damit sei der Encoder die idealeLösungfürhochpräzisePositionieranwendungen bei minimalem Platzbedarf
Der IERF3 L ist in drei Größen erhältlich und abgestimmt auf die bürstenlosen DC-Flachmotoren der FamilieBXTvonFaulhaber ErkannindenDurchmessern 22 mm, 32 mm und 42 mm und bei Bedarf auch mit Bremse kombiniert werden. Standardmäßig ist der Encoder mit einem Line Driver ausgestattet, der für komplementäre Ausgangssignale und für die zuverlässige ÜbertragungderDaten(vorallembeilangenAnschlussleitungen)sorgt.DerEncodereignetsichfüranspruchsvolle Positionieranwendungen und ist außerdem unempfindlich gegenüber magnetischen Störfeldern. www.faulhaber.com

Bild: Chr Ma yr
Schwerkraftbelastete Achsen in Robotik-Anwendungen müssen sicher sein Dafür kommen Sicherheitsbremsen wie die neue Generation der Roba Topstop von Mayr Antriebstechnik zum Einsatz, die nach dem Fail-Safe-Prinzip arbeiten. FürdenindustriellenAlltagistdasBremssystemderRoba Topstop als eigenständiges, kompaktes Modul ausgeführt. O-Ringe an den Schnittstellen sorgen für eine zuverlässigeAbdichtunggegenStaubundFeuchtigkeit, die Bremsen erreichen standardmäßig die Schutzart IP66. Selbst bei demontiertem Antrieb bleibt die Vertikalachse gesichert.
Mit dem Roba Brake-Checker bietet Mayr ein Modul an, das Sicherheitsbremsen ohne zusätzliche Sensorik überwacht Es erkennt anhand von Strom- und SpannungsverläufendenZustandderBremseundermöglicht eine vorausschauende Instandhaltung Kritische ParameterwieSchaltzeit,SpulentemperaturundFunktionsreserve würden zuverlässig detektiert. Über das zusätzliche Modul Roba Gateway lasse sich die Lösung netzwerkfähig machen. www.mayr.com
Werkzeug- u. Blechbearbeitungsmaschinen sowie komplette Betriebsauflösungen. BästleinGebrauchtmaschinenhandelGmbH, Augsburger Str. 56, 89312 Günzburg, Telefon (082 21) 9 30 37-0, Fax 9 30 37-29, info@baestlein.com www.baestlein.com

HANS-JÜRGEN GEIGER geiger@geiger-germany.com www.geiger-germany.com
K. Steiger Werkzeugmaschinen GmbH Gebrauchte Werkzeugmaschinen www.kurt-steiger.de E-Mail: Info@kurt-steiger.de

HD Werkzeugmaschinenhandel GmbH
Internet: http://www.hd-gmbh.com
E-Mail: info@hd-gmbh.com
Freie Kapazitäten für Ihre Drehteile Schnelle Lieferung CNC u konventionell info@rahmdrehtechnik.de ISO 9001 und ISO 14001 www.rahm-drehtechnik.de Oberwiesachstr.15 72290 Loßburg

Kühlwasser-Rückkühler Wasser/Wasser-Wärmetauscher Luft/Wasser-Wärmetauscher Neuundgebraucht ProfiCool@NationalLab.com www.NationalLab.eu
MULTIFAKTOR Typ 60.015 (15 Stationen), Baujahr 1997, guter Zustand.
Die Maschine kann unter Strom besichtigt werden.
Kontakt: FIRNER Präzisionsdrehteile GmbH Am Brennofen 2 DE-97475 Zeil am Main 09524 8221-0
b.firner@firner-trautwein.de
www.maschinenmarkt.de
Leserservice
maschinenmarkt.de/hilfe oder E-Mail an vertrieb@vogel.de mit Betreff „MM Maschinenmarkt” Gerne mit Angabe Ihrer Kundennummer vom Adressetikett: *CS-1234567*
Redaktionsservice
Kontakt zur Redaktion: Tel. +49 931 418-2333 fachmedien@vogel.de
Chefredakteur: Benedikt Hofmann (bh)
Redaktion:
Frauke Finus (ff), Peter Königsreuther (pk), Melanie Krauß (mk), Bernd Maienschein (bm), Stefanie Michel (mi), Richard Pergler (rw), Louise Steinebach (ls), Victoria Sonnenberg (vs), Ralf Steck (st)
Redaktionelle
Mitarbeiter:
Alessandra Pöhmerer (ap), Thao My Vu Thi (tvt), Christina Welnhofer (cw)
Layout: Alexandra Geißner
Schreibweisen, Firmen- und Produktnamen: Wir halten uns generell an die Schreibempfehlungen des Dudens.
Haftungsausschluss:
Für den Inhalt der einzelnen Artikel sind die jeweils benannten Autoren verantwortlich, er spiegelt nicht zwangsläufig die Meinung der Redaktion wider. Eine Haftung für die Richtigkeit der Veröffentlichungen kann trotz sorgfältiger Prüfung nicht übernommen werden. Kein Teil dieser Publikation darf ohne ausdrückliche schriftliche Genehmigung in irgendeiner Form reproduziert oder unter Verwendung elektronischer Systeme verarbeitet, vervielfältigt oder verbreitet werden.
VerkaufvonMedialeistung
Director Sales:
Annika Schlosser Tel. +49 931 418-2982 sales@vogel.de Auftragsmanagement: auftragsmanagement@vogel.de
Abonnement
Bezugspreis (inklusive Versandkosten):
Inland: jährl. 329,90 € Ausland: jährl. 384,90 € Verbreitete Auflage: Angeschlossen der Informationsgemeinschaft zur Feststellung der Verbreitung von Werbeträgern – Sicherung der Auflagenwahrheit. Aktuelle Zahlen: www.ivw.de ISSN 0341-5775

Vogel Communications Group GmbH & Co. KG
Max-Planck-Str. 7/9, 97082 Würzburg Tel. +49 931 418-0 www.vogel.de
Beteiligungsverhältnisse: Persönlich haftende Gesellschafterin: Vogel Communications Group Verwaltungs GmbH Max-Planck-Straße 7/9, 97082 Würzburg Kommanditisten: Dr. Kurt Eckernkamp GmbH, Nina Eckernkamp, Klaus-Ulrich von Wangenheim, Heiko Lindner, Axel von Kaphengst Geschäftsführung: Matthias Bauer (Vorsitz), Dennis Hirthammer, Günter Schürger
Druck:
Vogel Druck und Medienservice GmbH Leibnizstraße 5, 97204 Höchberg
Gedruckt auf Steinbeis silk Recyclingpapier, ausgezeichnet mit dem Blauen Engel und dem EU Ecolabel. Mehr Infos unter: www.stp.de Fragen zur Produktsicherheit: produktsicherheit@vogel.de
Copyright: Vogel Communications Group GmbH & Co. KG
Quicktron führt den Behälter-TransportroboterM5FaufdemdeutschenMarktein.Die Lösung Quickbin+ kombiniert BehälterGreif- und Behälter-Transportroboter in einemLagerhaltungssystem,dasLagerdichte erhöht, Effizienz optimiert und Kosteneinsparungen erzielt. Der schlanke M5F-Roboter reduziert mit einer Akkulaufzeit von 11 Stunden Ausfallzeiten und das Nachladen während der Schicht. Er beschleunigt mit 2 Metern pro Quadratsekunde und erreicht bis zu 4,5 Meter pro Sekunde. Die Positioniergenauigkeit liegt mittels QR-Codes zur Positionsverfolgungbei±10Millimeter Der M5F lässt sich in bestehende mobile Robotersysteme integrieren. www.quicktron.com


Bild: Te am vie we r
Teamviewer unterstützt das Mercedes-AMG Petronas Formel-Eins-Team dabei, seine Simulatortechnologie effizienter zu nutzen. Die Enterprise-Lösung Teamviewer Tensor ermöglicht den sicheren und flexiblen Zugriff auf den „Driverin-the-Loop“-Simulator Dieser kanndasVerhalteneinesechten Formel-1-Autos präzise in einer digitalen Umgebung nachbilden. Hier können alle Strecken getestetundunzähligeFahrzeug-Setupsdurchgespieltwerden DieStammpiloten George Russell und Kimi Antonelli nutzen den Simulator intensiv zur Vorbereitung www.teamviewer.com
AUF DER A+A 2025
TimmerentwickelteeineneueHebehilfefür rückenschonendes Arbeiten. Die VakuumSchlauchheberLightLiftundQuickLiftsollenlautHerstellerdasergonomischeHeben vonschwerenundunhandlichenLastenmit geringem Kraftaufwand ermöglichen. Der Light Lift eignet sich für präzises Arbeiten mit Zweihandbedienung und kann Lasten von bis zu 50 Kilogramm handhaben. Der Lift verfügt über verschiedene Greifer und Zubehörteile, darunter ein Schnellwechselsystem für den Saugfuß und ein 360-GradDrehteller DerQuickLiftistfürAnwendungenmithoherTaktzahlkonzipiert.Überden ergonomischen Einhandgriff könnten Lasten einfach gehoben und gesenkt werden. www.timmer.de

AUTOMATISCHES KLEINTEILELAGER

Als weltweit führender Autostore-Partner bietet Element Logic mit Deutschland-Sitz im badenwürttembergischen Bad Friedrichshall jetzteininnovatives Mietmodell für das Kleinteilelager aus Norwegenan.Mit„AutomationasaService“(AaaS)will mandieGrenzenklassischerAutomatisierungverschieben. Als Mietmodell konzipiert, erschließt AaaS dem Markt,wieesheißt,denkostengünstigen,vollständigen Zugang zur etablierten Autostore-Technologie und der Element-Logic-Software-Suite.HoheAnfangsinvestitionen für individuell zugeschnittene Automatisierungslösungenwärendamitpassé.DasneueAngebotvereine Autostore-HardwareundSoftwaremitAfter-Sales-ServicesundSupportzueinemflexiblenLeistungspaket,wie es weiter heißt. Statt teurer Anschaffungskosten und langfristigerKapitalbindungprofitiertenUnternehmen bei dem Mietmodell von einer planbaren monatlichen Abrechnung, die sich an Leistungskennzahlen wie DurchsatzundLagerkapazitätorientiert.Dabeiwürden klare Verfügbarkeitsgarantien durchgängigen Betrieb und maximale Performance sichern. www.elementlogic.de

CIMausdembayerischen Fürstenfeldbruckhateineneue Generation WMSoftware auf Lager: Prolag One. Die Software richtet sich an Unternehmen, die ihre Lagerprozesse schnell digitalisierenundohneaufwendigeProjektarchitekturin den operativen Echtbetrieb überführen möchten. Die neue WMS-Generation vereint, wie es heißt, bewährte Logistikprozessemiteinermodernen,cloudfähigenSystemarchitektur CIM will Unternehmen damit einen schnellen,effizientenundzukunftssicherenEinstiegin diedigitaleLagerverwaltungermöglichen.Dievollständig browserbasierte Lösung setzt auf standardisierte Workflows und ermöglicht, wie CIM angibt, einen Golive innerhalb weniger Wochen – inklusive vorkonfigurierter Prozesse für Wareneingang, Kommissionierung, Inventur, Packplatz und Versand. Das WMS ist plattformunabhängig,cloud-readyundkannsowohlOn-Premises als auch im Hosting-Betrieb eingesetzt werden. Für die Cloud-Software-as-a-Service-Lösung bietet CIM ein DSGVO-konformes Hosting in zertifizierten und hochverfügbaren Rechenzentren in Deutschland www.cim.de

TrumpfTrubend 5085 Hydraulische Abkantpresse

Amada HFP NT 80-25 Hydraulische Abkantpresse

ARCMate 100iB 6-Achsen-Schweißroboter
Blechbearbeitungsmaschinen aufgrundder Insolvenz derComcanaproAG
Maschinen und Werkzeuge der besten Marken für die Blechbearbeitung (z. B. Abkantpressen TRUMPF TRUBEND,Laser TRUDISK 2013 6kW, Abkantpressen AMADAHFE/HFP,Schweißgeräte FRONIUS und KEMPPI, Gabelstapler TOYOTA 7FMBF30 und STILLFM14 etc.), Werkstattwerkzeuge, Ersatzteile, Büros und weiteres Anlageninventar
Mitbieten!

Auktionsende: Donnerstag,20. November
Besichtigungstag: Donnerstag,13. November, von10bis 16 Uhr
Ort: Blumenfeldstrasse14, 9403 Goldach (Sankt Gallen)–Schweiz
troostwijkauctions.com



Victor Vcenter-102A CNC-Fräsmaschine

Emco Turn 340 CNC-Drehmaschine

Emco Turn 365 CNC-Drehmaschine

MASMT32 CNC-Drehmaschine
Metallbearbeitungsmaschinen wegen KonkursWyler +Roser AG
Gut gewarteteDreh- und Fräsmaschinen für die Metallbearbeitung (z. B. VICTOR, EMCO, STUDER,SCHAUBLIN, FEHLMANN usw.), die alle aus der kürzlich erfolgten Insolvenz der Wyler +RoserAG stammen, einer Werkstattfür die Herstellungmechanischer und elektronischer TeileinBern, Schweiz.
Mitbieten!

Auktionsende: Dienstag,2.Dezember
Besichtigungstag: Dienstag,25. November,von 10 bis16Uhr.
Ort: Ziegelackerstrasse 9a,3027Bern–Schweiz
troostwijkauctions.com
VERFASST VON Alessandra Pöhmerer
Redaktionelle
Mitarbeiterin
MM Maschinen Markt
GUT ZU WISSEN
Wenig Tageslicht und sinkende Temperaturen können zu schlechterer Stimmung führen und die Produktivität am Arbeitsplatz verringern. Diese fünf Tipps können helfen den Winter aushaltbarer zu machen.
Teambuildingundsoziale Kontaktepflegen
GeradewennStimmungundEnergie sinken, sind soziale Kontakte entscheidend. Kleine gemeinsame Aktionen – wie ein Frühstück, eine TeerundeodereinkurzerWochenabschlussmitdemTeam – können den Zusammenhalt stärken und das Stimmungsniveau heben. Solche Momente des Austauschs helfen, den Arbeitsalltag in der dunklen Jahreszeit lebendiger zu gestalten.
2.Lichtbewussteinsetzen
Gerade in den dunklen Monaten spielt die Beleuchtung am Arbeitsplatz eine große Rolle. Helles, möglichst tageslichtähnliches Licht kann helfen, Konzentration und Stimmung zu stabilisieren. Ideal ist es, wenn Arbeitsplätze in Fensternähe liegen oder mit speziellen Tageslichtlampen ausgestattet sind. Auch sollte man regelmäßig lüften. Der frische Sauerstoff sorgt für einen klaren Kopf
TIPP
Kleine Rituale machen dunkle Tage heller: Musik im Büro, frische Blumen oder ein freundliches Gespräch können mehr bewirken, als man denkt.
3.Bewegunginden Arbeitsalltagintegrieren
Wenn es draußen kalt ist, bewegt man sich automatisch weniger, was den Winterblues verstärkt. Unternehmen könnengegensteuern,indemsieaktivePausenoderkurze Spaziergänge an der frischen Luft fördern Schon zehn Minuten Bewegung reichen, um Kreislauf und Stimmungspürbarzuverbessern.AuchkleineRoutinen, wieTreppenstattAufzugodergemeinsamesDehnenin der Pause, helfen dabei, den Tag aufzulockern.
4.Wohlfühlatmosphäre schaffen
Kälte,DunkelheitundgraueTagelassen sich nicht beeinflussen – aber das Arbeitsumfeld kann man beeinflussen. Warme Lichtquellen, Pflanzen oder gemütliche Aufenthaltsbereiche machen den Arbeitsplatz freundlicher Auch flexible Arbeitszeiten oder kurze Tageslichtpausen sind hilfreich, um das Wohlbefindenzusteigern.SobleibtdasTeammotiviert, auch wenn draußen der Winter tobt.
5.WaskannmanZuhausetun?
Auch außerhalb der Arbeit lässt sich viel tun, um dem Wintertief entgegenzuwirken. Eine ausgewogene Ernährung mit viel Obst, Gemüse und Vitamin D unterstützt zusätzlich das Wohlbefinden. Wer außerdem regelmäßig Sport treibt, Hobbys pflegt und auf ausreichend Ruhe achtet, stärkt seine mentale Gesundheit nachhaltig (ap)



























GestaltenSiemitunsdieFachtagung
Siewissen,wiemaneineUmformanlagebeziehungsweisediePeripherieeffizienter gestaltet?SiekennendieHerausforderungenvonAnwendernundkönnenhelfen?
DannwerdenSieReferentdernächstenFachtagung „MehrEffizienzinderUmformung“inWürzburg. www.fachtagung-umformung.de

