ALLES,WASDERKONSTRUKTEURBRAUCHT
SAFETY
Sichere Datenübertragung bis zum „letzten“ Sen
STEUERNUNDBEWEGEN
Neue Produkte und Lösungen aus der Automatisierung zur



Sichere Datenübertragung bis zum „letzten“ Sen
Neue Produkte und Lösungen aus der Automatisierung zur
CP-S.3 –die neue Generation industriellerNetzteile.
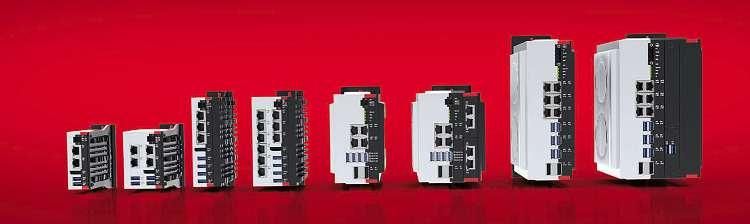
DiedreiphasigenprimärgetaktetenSchaltnetzteile derCP-S.3-Reihe bieten hohe Zuverlässigkeitund Effizienzvon biszu94%imkompakten Design.Mit derintegriertenLeistungsreservevon 150%für biszufünf Sekunden,Überhitzungsschutz, aktiverLeistungsfaktorkorrektur undbeschichteten Leiterplattenist dasCP-S.3ideal fürden Einsatzin anspruchsvollenAnwendungen vonOEM bisWindkraft geeignet
•Erhöhte Systemzuverlässigkeit
•Reduzierte Betriebskosten
•UL- und Marine-Zertifizierung
JetztQR-Code scannen fürmehrInformationen
Zwei Leitmessen, ein klarer Auftrag: Mit der Formnext 2025 in Frankfurt und der SPS 2025 in Nürnberg stehen in den kommenden Wochen zwei Veranstaltungenan,dieKonstrukteurenundEntwicklerndenTaktfürdie nächsten Jahre vorgeben. Beide adressieren zentrale Themen für die Industrie: Additive Fertigung sowie datengestützte und sichere Automatisierung Wir beleuchtendaherindervorliegendenAusgabe,wohindieReisetechnologischgeht – und wie sich diese Trends auf Konstruktion und Entwicklung auswirken.
Die Additive Fertigung 2025 ist produktionsreif – getragen von höherer Produktivität, verlässlicher Qualität, automatisiertem Post-Processing sowie einem erweitertenMaterialspektrum FürdieKonstruktionheißtdas:dasDesignforAdditive Manufacturing (AM) rückt die Funktion in den Vordergrund, der digitale Faden spannt sich vom CAD bis hin zur Qualitätssicherung und ökonomisch zählt Design-to-Cost.Kurz:AMistlängstnichtmehrdas„Sonderverfahren“,sonderneine reale Option für robuste Serienprozesse, wenn Engineering, Prozess und Qualität vonAnfanganzusammengedachtwerden
Die Beiträge in unserem Special belegen das: Wire Arc Additive Manufacturing (WAAM) wird zur serienfähigen Option für große, dickwandige Bauteile und Reparaturen (Seite 24), sinterbasiertes Metall-AM und Grünteilbearbeitung senken KostenundToleranzrisiken(Seite28)undeineFraunhofer-IAPT-Studieschärftdie Aufmerksamkeit für die Prozesswahl: Laser-Pulverbett-Schmelzen für hochintegrierte Feinstrukturen und Innenkanäle, sinterbasierte Verfahren für wirtschaftlicheMittelserien,WAAMfürgroßundschnell(Seite30)
In der Automatisierung verschiebt sich der Fokus von Komponenten auf vollintegrierte, datengestützte Gesamtlösungen. Enabler sind End-to-End-Datenintegration und die Konvergenz von IT und OT Die künstliche Intelligenz nimmt dabei eineDoppelrolleein:kurzfristigalsIndustrialCopilots(GenAI)zurEntlastungim Engineering und bei der Di Workflows. Der digitale Zw talen Vorentscheidung – i triebnahmeundvirtueller fähigkeit entsteht über Ed moderneKommunikation; wird Pflicht. Auf der physischen nieren rekonfigurierbare schaltschranklose Automa modulare Transportsystem mehrdazuinunseremSpe Bewegen“abSeite67
Wir freuen uns, wenn wir Specials Orientierung un wendbare Entscheidungsg geben können – für Baut Architekturen, die in Serie nieren.VielFreudebeider
Chefredakteurin konstruktionspraxis














Erleben Sie unser Schutztürsystem MGB2 Modular live
Grenzenlose


Vernetzungsmöglichkeiten
Türschließsystem mit Zuhaltung, flexibel erweiterbar und schnell konfigurierbar
Erreicht die höchste Sicherheit (Kat. 4 / PL e / SIL3)
Extrem robust, selbst bei Temperaturen bis zu -30 °C
Weltweite Zulassungen: UL, CCC, FCC, IC
Vielseitige Vernetzungsoptionen:
PROFINET / PROFIsafe
EtherCAT / FSoE
EtherCAT P / FSoE
NEU: EtherNet/IP /CIP Safety
SPS Nürnberg
25 – 27.11.25 · Halle 7/280


MAGAZIN
3 Editorial
6 Aktuelles
8 FaszinationTechnik: Der Zukunft einen Schritt näher
TITELSTORY
10 Safety auf den Punkt gebracht gesponsert von: Pilz
ENTWICKLUNG
ENTWURF
14 Interview: Das Werkzeug, um mit Komplexität umzugehen
16 Systeme frühzeitig digital validieren
17 Produkte und Lösungen
18 Feature: Spaniens Aufstieg als AM-Vorreiter
20 Die Konstruktion macht den Unterschied
24 Serienfertigung mit WAAM-Verfahren
26 Der größte 3D-Drucker der Welt für Sand
28 Effiziente Serienfertigung von Metallbauteilen
30 Eine Alternative zum Laserstrahlschmelzen
32 Leichtbaulager aus dem 3D-Drucker
34 Produkte und Lösungen
KONSTRUKTION
SOFTWARE
36 Interview: KI wird unsere Arbeit prägen und verändern
56 Produkte und Lösungen ADDITIVE FERTIGUNG
UND BEWEGEN
38 Datenbasiert effizient zusammenarbeiten
40 Die Zukunft von Design und Konstruktion
42 Digitale Prozesse effizient auf den Punkt bringen
44 KI multipliziert die Wirkung von Ingenieuren
47 Produkte und Lösungen
MECHANIK
FÜGE-&VERBINDUNGSTECHNIK
48 Interview: Neue Maßstäbe im MIG/MAGSchweißen setzen
50 Wie ein Klebstoff vor Kälte und Eisbären schützt
52 Eine Frage des Fingerspitzengefühls
54 Auf den Zusatzdraht verzichten
KONSTRUKTIONSBAUTEILE
58 Interview: Auf den richtigen Verschluss kommt es an
60 Fahrradanhänger völlig neu gedacht
62 Produkte und Lösungen
FLUIDTECHNIK
64 Interview: Die Baureihe nutzt ein FloatingPiston-Konzept
66 Produkte und Lösungen
68 Feature: Eine Branche im digitalen Wandel
70 Eine alte Idee im neuen Gewand gesponsert von: Oßwald
74 Nahtlose Vernetzung von Sensorik bis Steuerung
76 Funksensor erfasst die Position von Gusstrauben
78 Den Energieverbrauch flexibel überwachen
80 Dünne Bandmaterialien zuverlässig detektieren
82 Komplette Geometrien präzise erfassen
84 Highspeed-3D-Prüfung stellt Produktqualität sicher
86 Interview: Innovation trotz Vorschriften treiben
88 Das sollten Motion-Control-Feedbackgeräte können
91 Produkte und Lösungen
ENABLER DER KONSTRUKTION
96 Smart konstruieren dank Simulations-Apps
98 Maschinensicherheit kompakt gedacht
ELEKTRIK
MASCHINENSICHERHEIT
100 Was ist eine industrielle Zuhaltung?
ELEKTROTECHNIK
102 In einer Doppelrolle gegen Stromausfälle
104 Wenn der Roboter die Verdrahtung übernimmt
106 Sensorkabel für das Umweltmonitoring
108 D-Sub-SteckverbindermitPush-Pull-Verriegelung
109 Produkte und Lösungen
JOB&KARRIERE
110 Wie man sich vor Schatten-KI schützt
112 Seminartipp, Buchtipp
113 Whitepapertipp, Impressum
TECHNIKKURZERKLÄRT
114 Technik kurz erklärt, Podcast, Vorschau



SonutzenSiekollaborativeRobotik zurProduktivitätssteigerung
Referent: Dipl.Ing.(FH)ArminLausterer
Dauer: 2Tage
Preis: 1.290€(zzgl.MwSt.)











IHREVORTEILE:












• Herstellerunabhängig
• ZweiteiligesSeminar
–Tag1:TheoretischeGrundlagenund strategischePlanung
–Tag2:PraxisworkshopmitrealenBeispielen
• ExklusiveNetzwerkgruppe
undTermineunter vogel-professional-education.de/cobots
EinAngebotvon
FACHKRÄFTE
Ingenieursberuf soll attraktiver werden
Der VDI hat sich im Rahmen der Initiative „ZukunftDeutschland2050“mitdemThema Qualifikation im Ingenieurberuf befasst. HintergrundistderFachkräftemangelinder Branche Der Verband fordert, Zukunftskompetenzen mehr in der Ausbildung zu verankern, etwa durch den Ausbau interdisziplinärerStudienmodelle.InnovativeLehrmethoden wie KI-gestütztes Lernen sowie eine stärkere Kooperation zwischen Hochschulen und Wirtschaft sollen helfen, Absolventen optimal vorzubereiten. Weitere Ziele sind: mehr Studierende für Ingenieurfächer, höherer Frauenanteil und langfristige Bindung internationaler Talente. (häu)
KONSTRUKTIONSLEITER-FORUM 2025 Komplexität in

Der Werkstoff wurde an einer Kettengleitschiene (Produktion: Pöppelmann) validiert.
ImRahmeneinesPilotprojektshatBASFein chemisches Recyclingverfahren entwickelt, mit dem stark beanspruchte und verschmutzte Kunststoffteile, in diesem Fall
Bild: BA SF/Ger al d Schilling
Ölwannen aus Altfahrzeugen, recycelt werden. Herzstück des Prozesses ist die sogenannteDepolymerisation,beiderdielangen Polyamidketten an den inhärent vorhandenen Sollbruchstellen gezielt in ihre wiederkehrende Struktureinheit, die Monomere, zerlegt werden Im Folgeschritt wird das durch die Depolymerisation von PA6 gewonnene Monomer Caprolactam aufgereinigt. Dadurch werden potenziell störende Verunreinigungenvollständigentfernt.Das Verfahren wurde gemeinsam mit ZF Group auf Praxistauglichkeit geprüft. Ein zweites PilotprojektwidmetsichdemRecyclingvon Schredderrückständen aus Altfahrzeugen. BegleitendeLebenszyklusanalysenergaben signifikantreduzierteCO₂-Emissionen.(jup)

DreiHyper-Hybrid-Fahrzeuge,betriebenmit Sub Zero Methanol, demonstrierten auf einer Fahrt von Mannheim nach Wiesloch, wie Mobilität nicht nur klimaneutral, sondern klimapositiv gestaltet werden kann. JedergefahreneKilometerentzogderAtmosphäre aktiv CO₂, insgesamt wurden drei Kilogramm Kohlenstoff abgeschieden. Die FahrzeugegehörenderObristGroup,diegemeinsammitIcodos,KITundUPCatalystim Klärwerk Mannheim die weltweit erste SubZero-Methanol-Demoanlagerealisiert.Dort wird aus atmosphärischem und biologischem CO₂ grünes Methanol hergestellt. Dieser synthetische Kraftstoff treibt in den FahrzeugeneinenMinigeneratoran,derden Strom für den Elektromotor erzeugt. (häu)
Das vierte Konstruktionsleiter-Forum fand am 15. Oktober 2025 in Würzburg statt. Im Mittelpunkt standen Methoden und Lösungen, die den komplexen Prozess der Produktentwicklung vereinfachen und nachhaltiger gestalten. In 16 Vorträgen auf der Hauptbühne,zweivertiefendenWorkshops, weiterenImpulsvorträgenaufderMeet-theExperts-BühneundandenzahlreichenPartner-Ständen wurden Ansätze und Methoden präsentiert für die Herausforderungen derProduktentwicklungim21.Jahrhundert. Mehr als 250 Teilnehmer waren der Einladung nach Würzburg gefolgt. Die Veranstaltung, an der auch die konstruktionpraxis mitwirkte, war von einer optimistischen und handlungsorientierten Stimmung ge-
prägt, wobei der Fokus auf dem notwendigen Wandel zur Sicherung der zukünftigen Wettbewerbsfähigkeit lag Die zentralen Themen waren der gezielte Einsatz künstlicherIntelligenz(KI),dieBedeutunginterdisziplinärer Teams und der Aufbau kollaborativer, plattformbasierter Prozesse. Neu war in diesem Jahr das SpotlightEvent am Vortag des Forums. Im Mittelpunkt dieser Veranstaltung stand das ZusammenführenvonfunktionalerSicherheit undCybersicherheit.DasEventschärftedas Bewusstsein für die Anforderungen sowie derenKonsequenzen,dieaufUnternehmen zukommen. Es zeigte auf, wie sie ihre Entwicklungsabteilungen und Prozesse in Zukunft aufstellen müssen. (mz, jv)

Eine Drohne startet im Rahmen des Projekts Adele zu einem automatisierten Flug Sie liefert hochauflösende Live-Bilder vom Einsatzort, noch bevor Rettungskräfte eintreffen
Für Behörden und Rettungskräfte zählt in Notlagen jede Sekunde. Doch häufig fehlen zu Beginn eines Einsatzes genaue Informationen zur Lage vor Ort. Deshalb sind Voda-
:
fone, Frequentis und die Berufsfeuerwehr Rostock unter der Leitung des DLR im Projekt Adele gemeinsam angetreten, um den Einsatz automatisierter Drohnen direkt nach Eingang eines Notrufs zu testen. Die Drohne übermittelt bereits vor dem EintreffenderRettungskräftehochauflösendeLivebilder vom Unglücksort in die Leitstelle. So können sich die Einsatzkräfte früher einen EindruckderLageverschaffenundgezielter helfen – und dabei wertvolle Zeit gewinnen. DieBerufsfeuerwehrRostockistdieAnwendungs- und Testpartnerin im Realbetrieb Vodafone stellt die 5G-Technologie für die Echtzeit-Datenübertragung sowie die Plattform Dronet zur Verfügung Frequentis bringt die Leitstellenanbindung ein. (mz)

Prozessoren bisIntel® Core™i7mit 8Kernenmitbiszu 4,2GHzproKern
Abmessungen 132x133x76mm
MitdemäußerstleistungsstarkenUltra-Kompakt-Industrie-PCC6030decktBeckhoffdenBereichder hochkomplexen,leistungsorientiertenundzugleichplatzreduziertenApplikationenab.Obumfangreiche Achssteuerungen,aufwendigeHMI-Anwendungen,extremkurzeZykluszeitenodergroßvolumigesDatenhandling:DieRechnerleistungeignetsichfürnahezujedeAutomatisierungs-undVisualisierungsaufgabe.
Prozessor:bisIntel® Core™i7mit8Kernenmitbiszu4,2GHzproKern
Schnittstellen:4Ethernet,4USB,2DisplayPort
Arbeitsspeicher:biszu64GBDDR4-RAM

Halle7,Stand406

Scannenund dasganze C6030-Leistungsspektrumerleben



Im Projekt BALIS baut das Deutsche Zentrum für Luft- und Raumfahrt (DLR) ein einzigartiges wissenschaftliches Testfeld auf, um Komponenten für brennstoffzellenbasierte, elektrische Antriebe in mobilen Anwendungen, wie z. B. in Schiffen oder in der Luftfahrt, mit einer Leistung von bis zu 1,5 Megawatt zu entwickeln und zu testen. Erstmals ist es den Forschenden gelungen, mit zwei der wichtigsten Komponenten – den Brennstoffzellen und dem Elektromotor – jeweils eine Leistung von mehr als einem Megawatt zu erreichen. Dazu koppeln die DLR-Forschenden insgesamt zwölf Brennstoffzellen-Module elektrisch miteinander. Alle Module mit jeweils mehr als 400 einzelnen Brennstoffzellen tauschen Informationen aus und interagieren. (jv)


SIE WOLLEN EINE BESSERE WELTERSCHAFFEN? WIR AUCH. Mitunseren
BetterWorld-Produkten übernehmenSie Verantwortung fürdenPlaneten.
de.rs-online.com
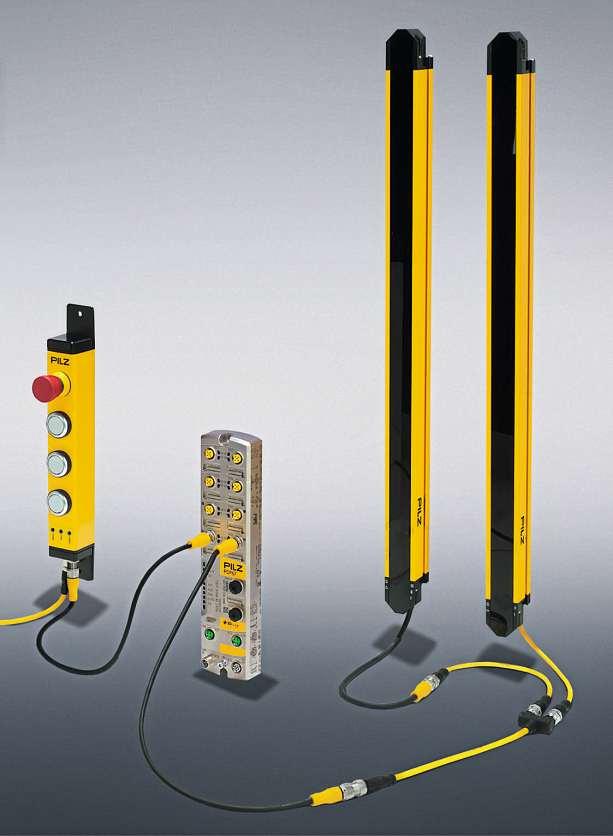
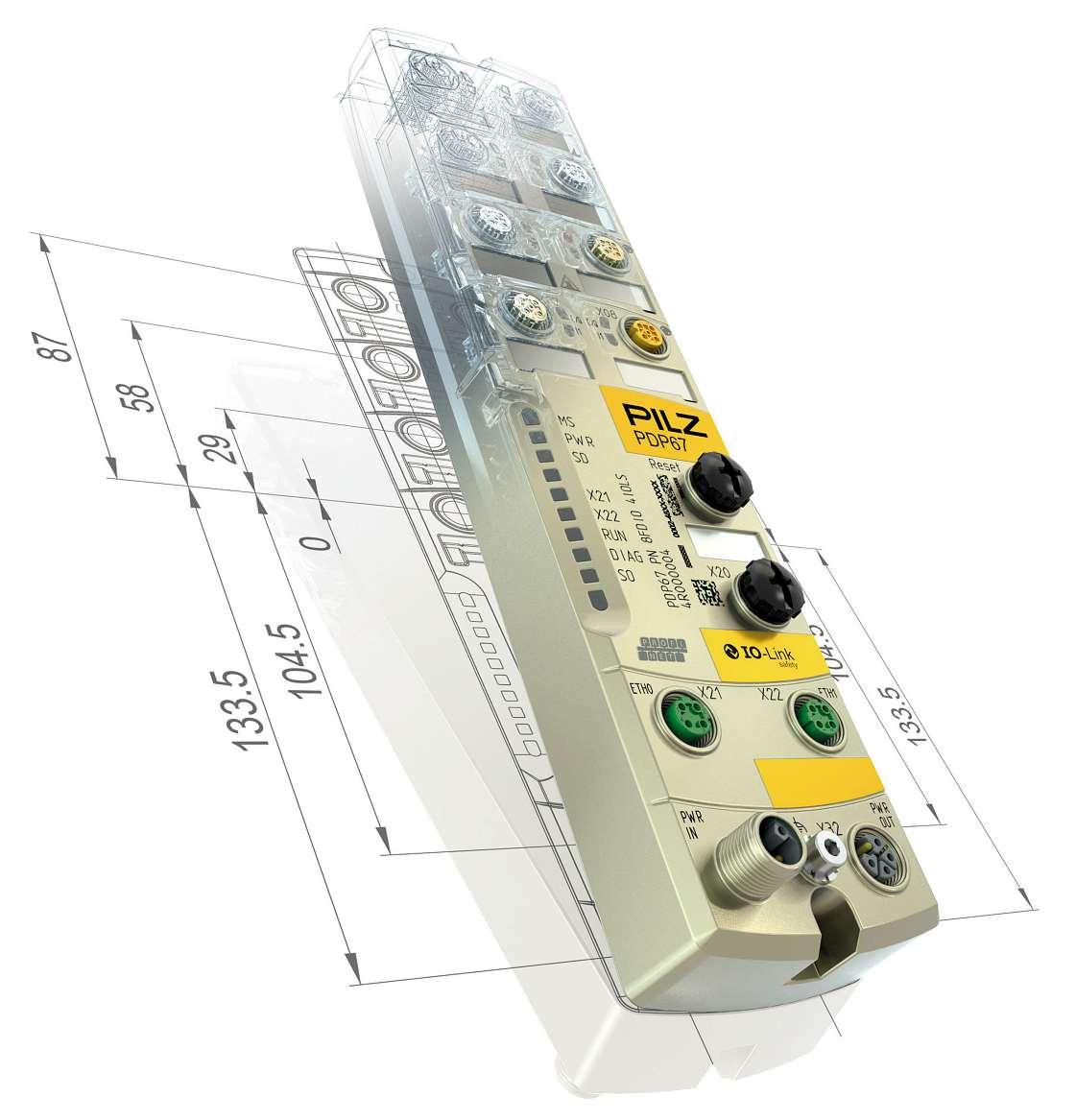
Die Kommunikationstechnologie IO-Link Safety ermöglicht sichere Datenübertragung bis zum „letzten“ Sensor im Feld und schafft die Voraussetzung für mehr Maschinenverfügbarkeit und eine flexiblere Automatisierung.
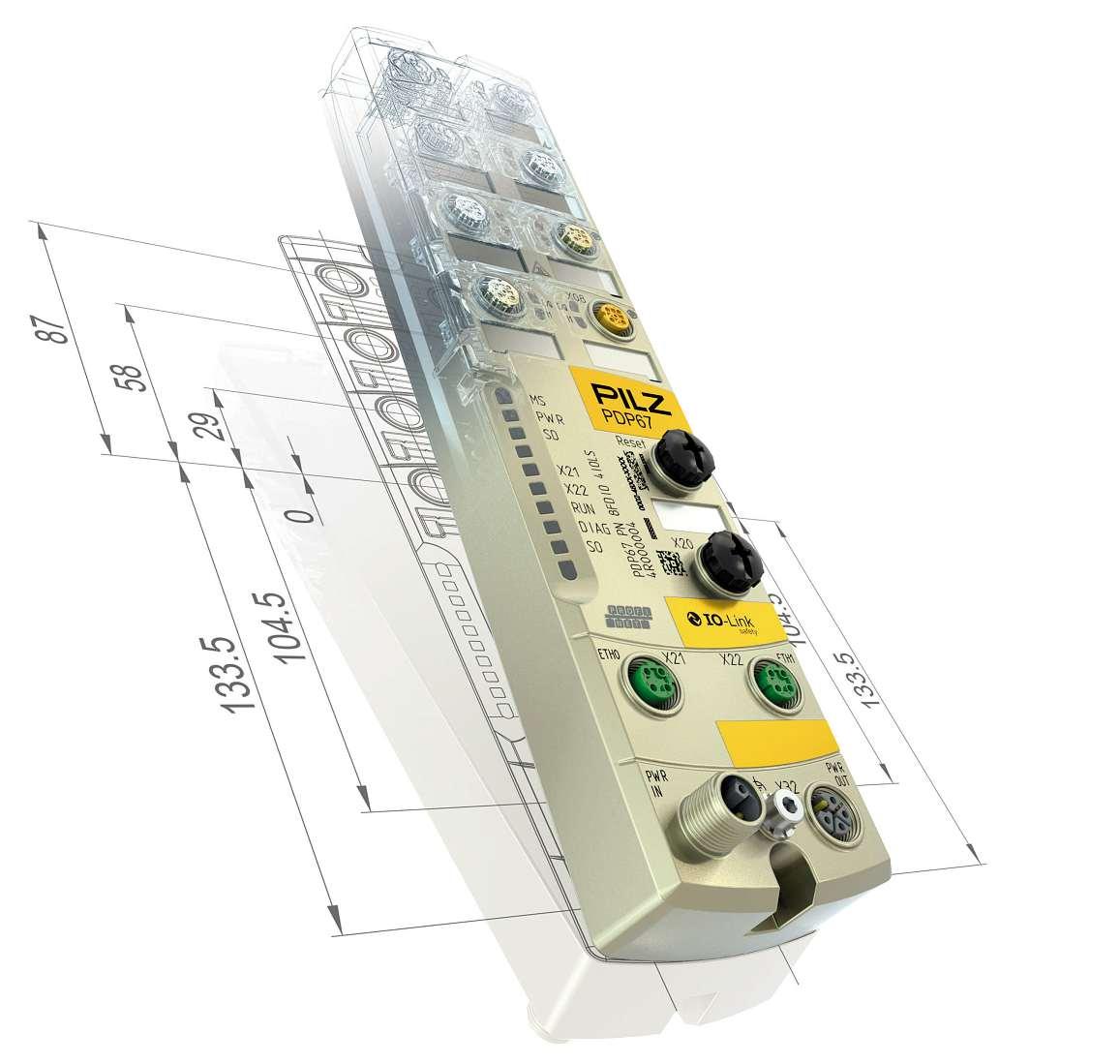
Der IO-Link Safety Master PDP67 von Pilz kann sowohl IO-Link Safety-Signale, Fail Safe- als auch IO-Link- und Standardsignale verarbeiten.

Dabei nutzt IO-Link Safety die Punkt-zu-PunktKommunikation:Sielässteineschnelle,einfache undsichereIntegrationvonSicherheitssensoren bisinsFeldzu.DarüberhinausweistIO-LinkSafetyden Weg hin zu einer zukunftsfähigen Selbstdiagnose und Datenauswertung bis auf die Feldebene. Ein entscheidender Punkt für ein sicheres IIOT: Diese Kommunikationstechnologie optimiert den sicheren Datenaustausch vernetzter Maschinen und Anlagen.
Aktuell stehen für die sichere Kommunikation ins Feld erste IO-Link-Safety-Geräte bereit: Der Sicherheitsexperte Pilz zum Beispiel bietet eine Komplettlösung IOLS mit Master, Sensoren, Feldgeräten sowie passenden Konfigurationstools. Solche Komplettpakete aus einer Hand bedeuten für den Anwender, dass er die IOLink-Safety-Technologie bzw. deren Geräte oder Sensoren wesentlich einfacher in seine Anlage integrieren kann. Passende Konfigurationstools unterstützen den Anwender zusätzlich. Wenn erforderlich, können AnwenderauchIO-Link-GerätesowiemarktüblicheSicherheitssensoren integrieren; wie mit dem IO-Link Safety Master PDP67 von Pilz zum Beispiel, dem Stand heute einzigen zertifizierten Master mit dieser Technologie. Wenn Anwender ihn einsetzen, können sie flexibel entscheiden, was sie anschließen möchten: Werden EingängeoderAusgängebenötigt?OderzusätzlicheGeräte wie Lichtgitter, Not-halt-Geräte oder Standardgeräte? Denn der IO-Link Safety Master PDP67 von Pilz kann sowohl IO-Link Safety-Signale, Fail Safe- als auch IOLink- und Standardsignale verarbeiten. Zudem lassen sich klassische Sicherheitssensoren – etwa mit OSSDAusgängen – oder auch Aktoren im Feld anschließen.
Die Kommunikation über IO-Link Safety läuft grundsätzlich immer über ungeschirmte Kabel, da nur eine kurze Distanz von bis zu 20 Metern überbrückt werden
yPaket aus Master, Sensoren sowie Feldgeräten und passendem Zubehör von Pilz unterstützt mit Blick auf das Internet der Dinge vernetzte Maschinen und Anlagen herstellerungebunden bis auf die Sensor- bzw. Feldebene.
muss. Dazu nutzt IO-Link Safety industrieübliche Anschlüsse. Die Verdrahtung wird durch die Verwendung von IP67-Geräten mit M12-Rundsteckverbindern erleichtertundistdadurchbesonderseffizient.Dennstatt komplexer Verkabelungen nutzen Anwender eine einfachePunkt-zu-Punkt-Verbindung Dasheißt,esistausreichend, den Port am Master korrekt zu konfigurieren. Weiterer Pluspunkt: Beim IOLS-Master von Pilz zum BeispielersetztderAnschlusseinesSensorsanIP67I/O über genormte M12-Steckverbindungen die gesamte Eingangsverdrahtung zum Schaltschrank (Einkabellösung). Dazu lässt sich die Applikation über das Softwaretool PASconfig einfach konfigurieren und in Betrieb nehmen. Das verkürzt die Integration und minimiert andererseits zukünftige Ausfallzeiten im Feld.
Da die M12-Stecker beim IO-Link-Safety-Protokoll grundsätzlich kodiert sind, reduziert sich das Risiko eines falschen Anschlusses. Zwar ist es mechanisch möglich, einen Sensor an den falschen IO-Link-Safety-Port anzuschließen,dochdasProgrammwürdeeinenFehler sofort melden. Und da es sich um Sicherheitssensoren handelt,läuftdieMaschinegarnichterstan–sogibtes bei einem Fehler keine gefährlichen Zustände. Daher:
VERFASST VON MatthiasWolfer Produktmanager Controllers Pilz GmbH & Co. KG
IO-Link Safety hat, insbesondere bei einem Gesamtsystem wie von Pilz, den Fokus auf Effizienz und Safety.

In Echtzeit übermittelt die Bedieneinheit PITgatebox IOLS von Pilz Diagnosedaten über den IO-Link Safety Master direkt an die Anlagensteuerung – etwa zum Türstatus und Betriebszustand von Schutztürsystemen.
NichtnurdasVerdrahten,sondernauchdieFehlersuche ist mit dieser Technologie weitestgehend automatisiert undgestaltetsichunkompliziert–IO-LinkSafetyliefert die Daten für die Diagnose gleich mit.
Ein weiterer Vorteil dieser Technologie: In der verkettetenAnlagelassensichalleGeräteeigenständigidentifizierenundparametrieren.BeieinemGeräteausfallbzw. -tauschsindalleParameterautomatischaufsneueGerät
WieaufwändigistdieIntegrationvonIO-LinkSafetyinbestehendeAnlagen?
Wenn wir über Safety-Funktionen sprechen, ist die Integration immer komplexer, weil schon die Normengrundlage wesentlich umfangreicher ist als für die reine Automation. Das gilt auch für die Safety-Variante des IO-Link-Kommunikationsprotokolls. Dennoch: IO-Link Safety zu integrieren, lohnt immer. Denn praktisch alle Protokoll-Vorteile von IO-Link – zum Beispiel eine durchgängige Kommunikation bis zur Sensor-/Aktor-Ebene – treffen auf Safety. Mit großem Mehrwert, weil am Ende die Sicherheit onboard ist. Beispiel Lichtgitter: Diese Sensorik kann mit IO-Link Safety „mehr“, etwa jeden Lichtstrahl einzeln ansteuern und auswerten (Single Beam Evaluation).
WelcheEntwicklungenerwartenSieimBereichIO-Link-Safety, undwashatPilzdiesbezüglichfürdieZukunftgeplant?
IO-Link Safety wird sich noch stärker in Richtung Standardisierung entwickeln. Heute erfolgt die Kommunikation auf Basis von Profinet/ Profisafe, weil dieser Feldbus nicht proprietär ausgelegt ist. Standardisierung macht IO-Link Safety wirtschaftlich und nachhaltig, weil sich in Applikationen Geräte ohne großen Aufwand austauschen lassen. Daher werden weitere Feldbussysteme die IO-Link-SafetyTechnologie erweitern. FSoE (Failsafe over EtherCAT) beispielsweise. Was das Pilz-System anbetrifft, statten wir mittel- bis langfristig all die Produkte mit IO-Link Safety-Sensoren aus, bei denen es in Bezug auf das Datenmanagement Sinn macht. IOLS wird zum Standard im Pilz-Portfolio
übertragbar Zudem können Anwender sie entweder in derSteuerungoder–wiebeiPilz–aufeinerSD-Karteim Master speichern. Damit beschleunigt dieses sichere Kommunikationsprotokoll die Installation, Inbetriebnahme und Wartung deutlich.
IO-LinkSafety-TechnologiekannAnwenderinsbesonderehinsichtlichProduktivitätgutunterstützen:BeiPilz verfügendieGeräteimIO-Link-Safety-SystemIOLSüber eine Funktion zur Selbstdiagnose, wobei die IOLS-SensorenInformationenüberdenIst-Zustandbereitstellen, beispielsweisewiehäufigdieWartungstürgeöffnet,der Not-HaltbetätigtoderinLichtgittereingegriffenwurde. Diese Informationen werden dann in der übergeordnetenSteuerungerfasstundlassensichzurErstellungpassender Konzepte zur Fehlerbehebung nutzen.
PotenzielleFehlerfrühzeitigerkennen
Diese erweiterte Diagnosefähigkeit der IOLS-Sensoren hat beim Einsatz von Lichtgittern dezidierte Vorteile. Zum Beispiel kann die Signalqualität eines Lichtgitters durch fehlerhafte Ausrichtung oder Verschmutzung über die Zeit abnehmen. Mit IOLS ausgestattete LichtgitterkönnensolcheInformationenautomatischandie übergeordnete Steuerung oder das Bedienpanel übermitteln.Diesermöglichteinevorausschauendewievorbeugende Wartung, weil potenzielle Fehler frühzeitig erkannt und gemeldet werden, ohne dass der Maschinenbediener dies manuell überprüfen muss.
Generell kann IOLS von Pilz bei Sicherheitslichtgittern die Sicherheit durch neue Features erheblich optimieren: Durch die sogenannte Einzelstrahlauswertung kann jeder Lichtstrahl ausgewertet und in der übergeordnetenSteuerungverarbeitetwerden SokannzusätzlichdieObjektgrößenerkennungwährenddesMaterialtransportsüberwachtwerden.SindetwaimProzessein Meter große Paletten zulässig, übermittelt die Einzelstrahlauswertung diesen Zustand an die Steuerung, die prüft,obessichumdiekorrektenodergrößerePaletten handelt. Mit diesen Informationen kann die übergeordnete Steuerung eine entsprechende Aktion einleiten.
Schutztüren„live“überwachen
Wenn auch Bedieneinheiten wie PITgatebox IOLS von Pilz in einem IO-Link-Safety-System zur Verfügung stehen, dann können sicherheitsrelevante Daten und Diagnosedaten übermittelt werden, zum Beispiel zum BetriebszustandderBedieneinheitundzumTürstatusvon Sicherheitszuhaltungen. Dabei übermittelt der IO-Link Safety Master diese Daten direkt an die Anlagensteuerung Sichere Schutztürsysteme lassen sich so einfach, sicher und flexibel realisieren. Für den Einsatz dieser Technologie gilt: Der Verkabelungsaufwand ist standardisiert und deutlich reduziert; die Punkt-zu-Punkt-Verbindung vereinfacht die Verdrahtung Dank IO-Link Safety erhalten Betreiber von Anlagen komprimierte Daten, digitalisiert, an einer Stelle in ihr System. Dieses ermöglicht eine transparente Zustandsüberwachung IO-Link Safety verwendet eine effiziente Punkt-zuPunkt-Technologie statt eines komplexen Feldbusses, was die Installation vereinfacht und bietet umfassende Diagnosemöglichkeiten für Feldgeräte inklusive einer vereinfachten Fehleranalyse. IO-Link Safety, insbesondere ein Gesamtsystem wie von Pilz, legt den Schwerpunkt auf Effizienz und Safety (jv)




EntdeckenSiealleProjekteund wählenSieIhrenFavoriten:



StimmenSie


MMMaschinenMarktundseineMedienpartnerkürenauchdiesesJahrwieder diebestenInnovationenderIndustrieundSiesinddieJury! EntscheidenSiemit,welchesUnternehmendenBestofIndustryAwarderhält www.bestofindustry.de/voting
SYSTEMS ENGINEERING
Die Herausforderungen in der Produktentwicklung steigen, das ist nichts
Neues. Warum Unternehmen auf Systems Engineering setzen sollten, um nicht abgehängt zu werden, erklärt Christian Zingel, Head of Systems Engineering bei Palfinger, Spezialist für Kran- und Hebelösungen, im Interview.
DAS INTERVIEW FÜHRTE
MonikaZwettler
Redakteurin konstruktionspraxis
Herr Zingel, seit wann wird bei Palfinger in der ProduktentwicklungSystemsEngineeringeingesetzt?
Die ersten Schritte unternahm Palfinger schon vor meiner Zeit im Jahr 2020, als die Global Palfinger OrganisationinsLebengerufenwurde,diedasZielhatte,dieverschiedenen Business Units besser in den Konzern zu integrieren, also Abläufe zu harmonisieren, zu standardisieren und zu zentralisieren. Ein Aspekt war damals auch, dass man Systems Engineering etablieren wollte, weil auch bei Palfinger die Komplexität der Produkte stetig – oder besser gesagt sogar exponentiell – steigt
WelcheHerausforderungengalteszumeistern?
Das waren beziehungsweise sind Herausforderungen, die zum Teil bis heute bestehen. Dabei geht es zum Beispiel um die Erzeugung einer Awareness, dass der Bedarf wirklich da ist. Auch fehlte das Verständnis dafür, wasesbedeutet,SystemsEngineering(SE)einzuführen, das ja kein kleiner Themenbaustein ist, sondern mehr oderwenigeralleDisziplinenbetrifft.DasZielvonSEist, ematisch zusamprechend betrifft cheProzesseund spielsweise Supmentprozesse. So in ihrem Prozesseibt, ist SE ein Rieund darüber hinMindset,eineSammPrinzipien, welche einen andel mit sich Umsetzung von SE re-

ZURPERSON
sultiert in die Einführung von zahlreichen neuen, dedizierten Methoden und Werkzeugen in den verschiedenstenBereichen,insbesonderejedochinderEntwicklungsorganisation.
WomithatmanbeiPalfingerbegonnen?
Mit Systemarchitekturmodellierung Es wurde damals ein Tool ausgewählt, das wir bis heute einsetzen. Das Tool IQuavis bietet im Gegensatz zu den bekannten SysML-Editoren wesentlich mehr Möglichkeiten, das Modell darzustellen, wie beispielsweise Baumstrukturen von Datenartefakten, die man verknüpfen kann. Man kann aber auch bekannte Diagramme wie Ablaufdiagramme,BlockdiagrammeoderZustandsdiagramme nutzen, um das System zu modellieren. Und das WerkzeughateinigesehrsmarteFunktionen,diedieAnwenderakzeptanz und die Bedienung deutlich erleichtern. Grundsätzlich gilt: Wenn eine neue Methode funktionierensoll,dannmüssenWerkzeugundMethodikauch von den designierten Anwendern akzeptiert werden.
WiewurdedieneueMethodikangenommen?
Höchst unterschiedlich. Diejenigen, die sich ernsthaft mit dem Baustein Systemarchitekturmodellierung auseinandersetzten, haben es gut angenommen. Oftmals fehlte jedoch prozessseitig noch der Kontext. Wenn das Systemarchitekturmodell nicht mit dem Rest des Entwicklungsprozesses und den darin verarbeiteten Informationen verknüpft ist, bringt es noch nicht viel. Manche dachten zwar bereits über Weiter- oder Wiederverwendungspotenziale nach, aber natürlich war es in der Anfangsphase noch schwierig, die neue Methodik zu
Christian Zingel ist seit 2022 Head of Competence Cluster Systems Engineering bei Palfinger. In dieser Rolle verantwortet er die Entwicklung und Implementierung von Systems Engineering-Methoden und IT-Werkzeuglösungen. Zudem unterstützt er die Mitarbeitenden in der globalen Product Line Management & Engineering-Organisation.
übernehmen, solange sie noch nicht integrativer BestandteilderrestlichenArbeitist.Oftwurdesieauchmit Skepsis betrachtet, weil damals noch nicht abzusehen war, inwiefern Methodik und Tool in die Palfinger-Entwicklungslandschaft integriert werden würden
WohatsichSystemsEngineeringbewährt?
Wir haben ein paar große Entwicklungsprojekte erfolgreich unterstützt, zum Beispiel mit dem Unternehmen Aker BP. Dabei geht es darum, fernsteuerbare Krane für Offshore Öl- und -Gasbohrplattformen zu entwickeln, die in Zukunft sogar autonom arbeiten können sollen. BeieinemderarthochkomplexenProjektwiediesemist SystemsEngineeringnatürlichbesondershilfreich,weil von Anfang an möglichst strukturiert Systemverständnisaufgebautwerdenmuss.SchließlichstecktunglaublichvielneueTechnologieunddamitUngewissheithinter solch einer Anwendung Dementsprechend hilft SystemsEngineeringbesonders,weilmitdenMethoden undToolseineinheitlichesVerständnisvondenSystemanwendungsfällenaufgebautundexplizitdokumentiert werden kann. In der Folge können Randbedingungen, ProblemeundAnforderungenidentifiziertwerdenund zudem der Scope besser abgegrenzt werden, also wirklichhilfreicheMaßnahmenfürdieerstenSchritteinder Ideenphase
HabenSieZahlen,diedieVorteilebelegen?
Die Messbarkeit der Vorteile von Systems Engineering ist meiner Meinung nach nicht fundiert möglich Man könnte sich zwar KPIs überlegen, aber ist der Kontext vergleichbar? Haben die Zahlen eine statistische Evidenz und somit eine Aussagekraft? Man trifft die wesentlichenRichtungsentscheidungeninfrühenProjektphasen. Diese kann man später nur schwer und unter Inkaufnahme von hohen Kosten korrigieren. Oder der Fehler wird erst aufgedeckt, wenn das Produkt möglicherweisebereitsaufdemMarktistundzurückgerufen werdenmuss.DasistumeinVielfachesteurer,alswenn
TIPP
In der ausführlichen Version des Interviews auf unserem Portal lesen Sie zum Beispiel noch, wie man bei Palfinger Systems Engineering in der Entwicklung von Kranen einsetzt. Mehr unter: voge.ly/SE/ Palfinger/
mandenFehlerinderKonzeptphasebemerkt.Alldiese AussagenlassensichaberinZahlennurschwerbelegen. Doch allein durch die Tatsache, dass der Fokus durch SystemsEngineeringaufdiefrühenPhasengelegtwird, indenendiefundamentalenEntscheidungengetroffen werden, werden mit einer hohen Wahrscheinlichkeit viele Risiken frühzeitig identifiziert und somit Zeit und Kosten eingespart sowie die Qualität verbessert.
WieschätzenSiedieRelevanzfürKonstrukteureim Maschinen-undAnlagenbauein?
Immer höher. Das liegt daran, dass SE ja nur dann Sinn macht, wenn viele Herausforderungen zusammentreffenundesvieleunbekannteAspektegibt,wasaberauch imMaschinen-undAnlagenbauzunehmendderFallist. Denn gerade Unbekanntheit führt zu Unsicherheit und damitRisiko.HiereineSystematikundeineVorgehensweise wie Systems Engineering zu haben, wird deshalb immer wichtiger Die Branche ist geprägt von den klassischen Maschinenbau-Disziplinen, aber auch hier hält ElektronikEinzug,Tendenzdeutlichsteigend.Auchdas Thema Software wird immer wichtiger
HabenSieTippsfürdenEinstieg?
Grundsätzlich wäre es gut, wenn man ein charakteristisches,alsoherausforderndesProjekthätte,dasalsPilotprojekt dienen kann. Dieses darf allerdings nicht dringendsein.WennmanzudemeinTeamvonMitarbeitenden zusammenstellt, das grundsätzlich systematisch und strukturiert denkt, dann kann man erste SystemsEngineering-Methodenund-Toolsevaluieren.SchulungenzudenMethodikenbieteneinegutehandwerkliche Grundlage.Unddannstartetman,gerneauchzunächst mit Papier und Stift, es muss nicht gleich ein Tool sein. DasWichtigsteist,aktivinsTunzukommenundSchritt für Schritt eine funktionierende Vorgehensweise zu erarbeiten. (mz)
VielenDankfürdasGespräch!

Eplan gilt schon lange als Standard in der Elektrokonstruktion. Mit der Eplan Plattform 2026 haben wir diesen jetzt neu definiert. Wir bieten: ein radikal vereinfachtes Portfolio, mehr Automatisierung, mehr Integration und mehr Zusammenarbeit
Profitieren Sie zum Beispiel von:
n dem Eplan Data Portal: dieses liefert Ihnen normgerechte, geprüfte Artikel daten von mehr als 500 Herstellern – direkt integrierbar in Ihre Schaltpläne und 3D-Schaltschrank-Layouts. Oder:
n den Eplan Collaboration Apps: Diese ermöglichen standortunabhängige Zusammenarbeit und den einfachen und flexiblen Zugriff auf Eplan Projekte.
Noch mehr Vorteile entdecken Sie auf www.eplan.com/de-de/produkte/eplan-plattform
VERFASST VON
RareşCuratu
Industry Manager für Industrial Automation and Machinery
Mathworks
TIPP
Mathworks stellt auf der SPS 2025 aus: Halle 6, Stand 215.
MODEL-BASED DESIGN
Model-Based Design transformiert den Entwicklungsprozess von Maschinen und Anlagen von reaktiven Nachbesserungen hin zu proaktivem, daten- und modellgestütztem Engineering – mit zahlreichen Vorteilen.
Automatisierung verfolgt ein klares Ziel: DurchsatzundQualitäterhöhen,dieEffizienzsteigern und Abläufe standardisieren. Doch dieser Fortschritt hat seinen Preis: Hinter jeder Produktivitätssteigerung steht ein beträchtlicher Entwicklungsaufwand. Komplexe Maschinenarchitekturen und immer anspruchsvollere Steuerungssoftware müssen zu einem Gesamtsystemzusammenfinden.Mechanik,Elektronik undSoftwaregreifensoengineinander,dasssequenzielleEntwicklungsansätzeanihreGrenzenstoßen.ModelBased Design adressiert genau dieses Dilemma: Indem Ingenieure mit Tools wie Simulink ein Systemmodell von Anlage und Steuerung aufbauen, können sie das Verhalten simulieren und validieren.
unmittelbar einsetzbare Steuerungssoftware. Anschließend können Ingenieure Hardware-in-the-Loop-Tests nutzen,indenendasvalidierteModellaufEchtzeitrechnern läuft und mit den Steuerungen der realen Anlage verbunden wird. So lassen sich unterschiedliche Szenarien durchspielen. Die finale Inbetriebnahme erfolgt dadurch schneller und risikoärmer
Komplexe Maschinen und anspruchsvolle
Software müssen zu einem fehlerfreien Gesamtsystem zusammenfinden – kein Kinderspiel.
Eine solche modellbasierte Vorgehensweise schafft einen entscheidenden Mehrwert: Steuerungsalgorithmen können bereits im virtuellen System entwickelt und getestet werden, was Softwarequalität und Prozessleistungdeutlichsteigert GleichzeitigkönnenIngenieure die Platzierung von Aktoren, Sensoren und anderen KomponentensowiedieDimensionierungderHardware prüfen, lange bevor physische Maschinen bereitstehen. Die Simulation verhindert Integrationsprobleme, die sonst erst im Feld sichtbar würden. Ein weiterer Vorteil ist die nahtlose Einbindung automatisierter Entwicklungs- und Testprozesse. Das Modell lässt sich direkt in CI/CD-Workflows (Continuous Integration/Continuous Delivery) integrieren, wodurch wiederholbare Software-Releases entstehen. Zudem kann daraus automatischCodegeneriertwerden.Model-BasedDesignliefert

Zudem unterstützt Model-Based Design Maschinenbauer dabei, den Anforderungen an Flexibilität und Individualisierung gerecht zu werden. Je ausgeklügelter die Maschine und ihre Softwarefunktionen sind, desto größer ist der potenzielle Return on Investment. InsbesonderemodulareMaschinen,dieaufunterschiedliche Kundenanforderungen angepasst werden müssen, profitieren von modellgestützter Entwicklung So lassen sichunterschiedlicheSpezifikationenbereitsimModell prüfen und optimieren, wodurch Entwicklungszeiten um bis zu 50 Prozent reduziert werden können.
WasModel-BasedDesignnochermöglicht
Model-Based Design macht die klassische Maschinensteuerung zu einer Plattform, auf der weitere Analyseund Optimierungsansätze miteinander verknüpft werden können. Dabei bilden die entwickelten SystemmodelleeineGrundlagefürdieseMethoden Soermöglicht Model-Based Design den Einsatz von AnomalieerkennungundPredictiveMaintenance,dieFehlerpotenziale weit über die physische Inbetriebnahme hinaus erkennen. Mit Werkzeugen wie Matlab können Ingenieure Szenarien simulieren, Daten synthetisch erzeugen und Algorithmen validieren. Dadurch wird die Planung von Wartungsstrategien präziser, gleichzeitig lassen sich KIgestützte Anwendungen für visuelle Inspektionen trainieren und testen. Die Modelle können außerdem eine realistische Umgebung für Deep-Learning-Systeme liefern.DerenRobustheitkanninderSimulationüberprüft werden, bevor reale Anlagen in die Prüfprozesse eingebunden werden.
FernerbildendieentwickeltenModelledieGrundlage fürdigitaleZwillingeundvirtuelleInbetriebnahme.Sie spiegeln die reale Anlage exakt wider und erlauben die EntwicklungundSimulationneuerBetriebszuständein einer sicheren Umgebung Dies schafft eine frühe Validierungsplattform und ermöglicht es, komplexe Analysen und Optimierungen durchzuführen, ohne den Produktionsbetrieb zu unterbrechen. (mz)
ANFORDERUNGSMANAGEMENT

Bisher wurden Lastenhefte, die meist viele Hundert Seiten an Anforderungskatalogen vonAuftraggebernfürdieEntwicklungvon Komponenten, Software oder Automotive-
systemen umfassen – manuell bearbeitet Bis zu 37.500 Arbeitsstunden investierten die Conti-Experten im AnforderungsmanagementbisherüberdenVerlaufeinesEntwicklungsprojekts hinweg in das sogenannte Requirements Engineering Da die Komplexität und damit der Umfang der Lastenhefte weiter zunehmen werden, ist es umso entscheidender, das Anforderungsmanagement effizienter zu strukturieren.
Mit dem neuen digitalen Analysewerkzeug „AI-based Requirements EngineeringTool“, das Continental in enger ZusammenarbeitmitMicrosoftundderglobalenIT-Beratung NTT Data entwickelt hat, will das
Unternehmen sein Anforderungsmanagement in der Produktentwicklung revolutionieren. Realisiert wurde das digitale Werkzeug in „Microsoft Azure AI Services“ Mit Unterstützung von künstlicher Intelligenz werden umfangreiche Lastenhefte unkompliziert und nahezu fehlerfrei ausgelesen und analysiert. Einzelne Anforderungen und Projektaufgaben können automatisch den jeweiligen Entwicklungszentren von Continental zugeteilt werden So kann der Aufwand für einen traditionell zeitaufwendigen Arbeitsschritt um bis zu 80 Prozent reduziert werden. www.continental.com
Der Erfolg eines Produkts wird bekanntermaßen bereits in der Phase der Definition derProduktarchitekturbestimmt.Hierwerden zentrale Parameter wie Funktionsumfang, Varianten, Module, Kostenstrukturen und auch Lieferketten definiert. Mit Metus, dem praxiserprobten Modellierungstool von PricewaterhouseCoopers (PwC), lassen sich diese frühzeitigen Produktkonzepte interdisziplinär abbilden.
PwC und BCT Technology AG haben nun gemeinsam das Schnittstellenstarterpaket TC2METUSaufBasisderSiemens-Standardlösung Active Integration Gateway (AIG) entwickelt. Damit kann nun eine auf Standardsoftware basierte, durchgängige Datenkette von der initialen Architektur über die
PLM-Prozesse(RequirementsManagement, System Design, Konfiguration etc.) in Teamcenter erreicht werden. Mit der späteren operativen Umsetzung in ERP-Systemen wird der „End-to-End“-Prozess geschlossen. Das Starterpaket TC4METUS enthält vorkonfigurierte Anwendungsfälle, vorgefertigte T4EA-Pipelines sowie eine Teamcenter-Workflow-Vorlage.
Die Integration erfolgt den Angaben zufolge auf Basis einer skalierbaren, zukunftssicheren Schnittstellentechnologie und kann über Low-Code-Anwendungen wie demPipelineDesignersowieTC-Preferences einfach angepasst und erweitert werden.
TypischeAnwendungsfällefürdieLösung umfassendiestrukturierteÜbertragungvon
Produktdaten,wiebeispielsweisedieAnlage undAktualisierungvonProduktstrukturen, sowie die Integration von Varianteninformationen (Varianten-Gruppen, -Familien, -Features, -Rules und -Kriterien).
Die Zeiten isolierter Systeme und daraus resultierender Ineffizienzen gehören damit der Vergangenheit an, teilen die Unternehmen mit. Dank der neuen Schnittstelle arbeiten alle beteiligten Teams entlang der gesamten Wertschöpfungskette mit einer konsistenten Datenbasis.
Das soll ideale Voraussetzungen für schnelle Änderungszyklen, verkürzte Entwicklungszeiten und eine frühzeitige Kostenoptimierung schaffen. www.bct-technology.com






LenzebringtBewegungauf einneues Level.
WirzeigenIhnen,wie Siemit unserenMotionLösungen Ihre Maschinenintelligenter vernetzen, dynamischerbewegen undwirtschaftlicherbetreiben. ErlebenSie unserhocheffizientes MotorDrive System IE5/IE6 sowieunsereleistungsstarken Servoumrichter i950 multidrive undvielesmehr. Treffen SieunsereExpertenpersönlichund entdeckenSie dievielfältigenEinsatzmöglichkeiten. Neugieriggeworden? Besuchen Sieuns aufder SPS2025.
FERTIGUNG
Spanien ist in diesem Jahr das Partnerland der Formnext, die vom 18. bis 21. November 2025 in der Messe Frankfurt stattfindet. Spanien verfügt nicht nur über eine dynamische und stark wachsende Industrie im Bereich der Additiven Fertigung, sondern spielt auch eine zentrale Rolle in der Weiterentwicklung dieser Technologie.

Das HP Additive Manufacturing Solutions Center of Excellence spielt für HP eine entscheidende Rolle bei der Weiterentwicklung der Multi Jet Fusion- und Metal Jet-Technologien. Bild: HP
Mehrals1000AngestelltesindinderAdditiven Fertigung (AM) in Spanien beschäftigt. Das PartnerlandderFormnext2025verzeichnetin diesem Industriebereich jedes Jahr ein zweistelliges Wachstum. Laut Wohlers-Report 2025, der jährlichen Analyse von Wohlers Associates unter dem Dach von ASTM International, stehen 1,6 Prozent der weltweit installierten industriellen 3D-Drucker in Spanien. „ObwohlderMarktnochkleinist,sinddiePrognosenfürdie kommenden Jahre vielversprechend“, erklärt Naiara Zubizarreta,DirektorindesspanischenAM-TechnologieVerbands ADDIMAT.
DabeiistdiespanischeAM-Industriesehrvielseitigund umfasstinternationalbekannteMaschinenhersteller,wie HP, Etxetar, Indart3D, Meltio, Reinforce3D, Samylabs und Supernova, sowie AM-Dienstleister, wie Madit, Aenium, Rovalma und Izadi, Anbieter von Material und Software sowieeinegroßeZahlvonForschungsinstituten.
Serienproduktionnimmtimmerweiterzu
Für HP ist Spanien neben Deutschland und Italien der drittwichtigste Absatzmarkt in Europa – fast 150 Drucker hat HP Additive Manufacturing Solutions hier installiert – und Miquel Olivé, 3D-Print-Iberia-Sales-Manager, geht davon aus, dass die Zahl in Zukunft noch stark steigen wird.DennderExpertedesspanischenAM-Marktshatbei vielen Anwendern eine Trendwende erkannt: „Während der 3D-Druck bisher vor allem für Prototyping und Kleinserien genutzt wurde, nimmt nun die Serienproduktion immerweiterzu. “
Die Gründe für diese Entwicklung sind laut Olivé vielfältig:ZumeinenhabensichdiePreiseproTeilverbessert, esgibtimmerbessereMaterialien,unddieDruckerliefern eine konstant hohe Zuverlässigkeit. „Gleichzeitig zeigt sich nun auch, dass sich die Mentalität der Designer und Produktionsmanager geändert hat bzw. dass inzwischen immermehrPersonenmitAM-Bewusstseininwichtigen Positionen sind.“ Das führe dazu, dass Designer und Produktverantwortliche bei der Entscheidung zwischen der Additiven Fertigung und dem Spritzguss immer öfter in Richtung AM tendieren. „Entscheidend sind dabei KenngrößenwietechnischeCharakteristiken,PreisproTeilund Toleranzen.“
Als konkretes Beispiel für zunehmende Bewegung der AdditivenFertigunginRichtungSerienproduktionnennt OlivéeinProjektausderAutomobilindustrie:SoplaneHP, bis 2026 jährlich 100.000 Automobilteile additiv zu fertigen, was einer der bedeutendsten Meilensteine für die IndustrialisierungdieserTechnologiedarstellt
StarkesWachstumbeiAM-MaschinenverkäufenundAM-Dienstleistungen
DiespanischeAM-IndustriehatjüngsteinstarkesWachstum gezeigt. Nach einer Umfrage von ADDIMAT im Jahr 2025 sind die AM-Maschinenverkäufe um 24,5 Prozent und AM-Dienstleistungen um 36,2 Prozent gewachsen. Wichtige Anwenderbranchen sind die Luft- und Raumfahrt, die Verteidigungs- und Automobilindustrie sowie das Gesundheitswesen. Basis für die solide Entwicklung der spanischen AM-Branche ist auch eine starke Fertigungsindustrie. Die Industrieproduktion in Spanien ist lautEurostatseit2014um7,3Prozentgewachsen,während andere wichtige europäische Industrieländer wie Frankreich (+0,1 %) stagnierten oder wie Deutschland einen deutlichen Rückgang verzeichneten (–5,2 %) So konnte auch AFM, der spanische Werkzeugmaschinenverband, für 2024 einen Rekordumsatz von 2,3 Milliarden Euro im BereichWerkzeugmaschinenvermelden
Mit seinem HP Additive Manufacturing Solutions Center of Excellence fördert das Unternehmen diese starke Entwicklung Auf 150.000 Quadratmeter will HP in diesem Center in Sant Cugat in der Nähe von Barcelona die Multi-Jet-Fusion- und Metal-Jet-Technologien weiterentwickeln. „Diese ermöglichen eine großvolumige, industrietaugliche Produktion von Polymer- oder MetalllösungenundveränderndamitdieFertigung“,erklärtOlivé.
Dennoch sieht sich die Branche mit Herausforderungen konfrontiert: Geopolitische Spannungen, hohe Energiekosten und Lieferkettenstörungen sind einige der Faktoren,dieProduktionsprozessebeeinflussenkönnen.Doch miteinemstrategischenFokusaufAutomatisierungund Nachhaltigkeit setzen Unternehmen wie HP auf EnergiesparmaßnahmenundCO2-Reduktionsstrategien Für Konstrukteure und Designer im Maschinen- und Anlagenbau eröffnet sich eine Welt voller Möglichkeiten. DiepräzisenFertigungskapazitätenunddieFlexibilitätder additivenVerfahrenerlaubenes,komplexe,maßgeschneiderte Lösungen zu entwickeln, die zuvor unvorstellbar waren.SpanienliefertmitseinemEngagementinderEntwicklung und Anwendung der additiven Fertigung ein Modell dafür, wie Länder Technologietransfer und Innovationsmanagement strategisch umsetzen können, um denAnschlussandieseBranchevoranzutreiben (jup)
„Während der 3D-Druck bisher vor allem für Prototyping und Kleinserien genutzt wurde, nimmt nun die Serienproduktion immer weiter zu.“
Miquel Olivé, 3D Print Iberia Sales Manager bei HP
So








Jetztreinhörenbei Spotify,Apple&Co.
DerPodcastfüralle,dienurTechnikimKopf habenundunterstütztKonstrukteureund EntwicklerbeiihrentäglichenAufgaben. www.konstruktionspraxis.de/podcast
ist eine Marke der

Durch eine gute Konstruktion lassen sich nicht nur die Qualität und die Funktion des Produktes steigern, sondern auch die Kosten wesentlich senken.
ADDITIVE FERTIGUNG
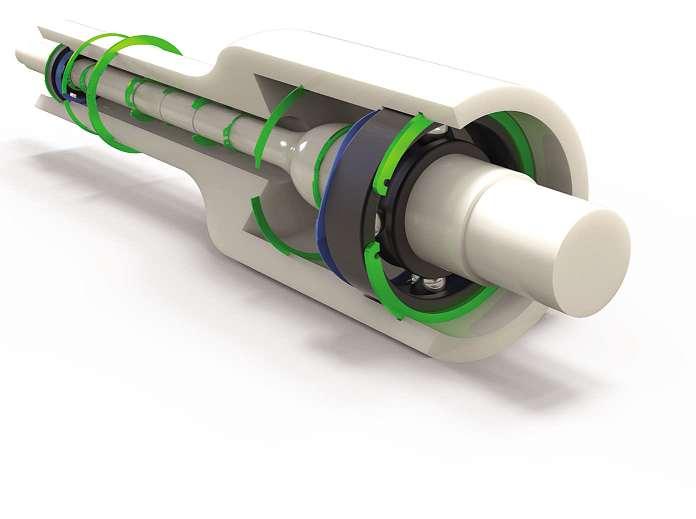
Die erfolgreiche Umsetzung der Additiven Fertigungstechnik im Metallbereich wird umso einfacher gelingen, je mehr Klarheit über die Kostenzusammenhänge herrscht. Wie man durch geschickte Konstruktion und den Einsatz verfügbarer Digitalwerkzeuge diese Kosten senken, gleichzeitig die Bauteilqualität erhöhen und zusätzliche Funktionen integrieren kann, zeigt das Beispiel eines Greiferfingers für einen Roboterarm.
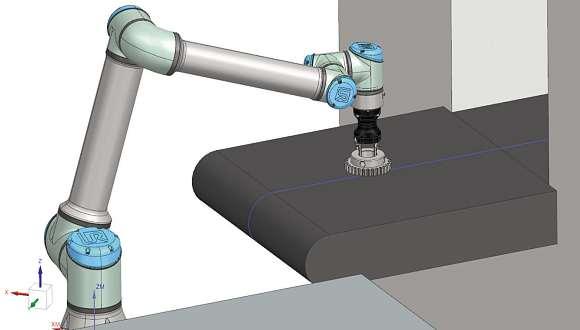
DieAufgabe,dersichdieKonstrukteurebei3D-Metall-Theobald und Arc Solutions stellen, ist die Entnahme eines Zahnrades aus einem ReinigungsbadmithilfeeinesRobotersundStandard-Aktorik. Die Außenform des Werkstücks ist aufgrund der Verzahnung schwierig zu greifen. Deshalb muss der Greifvorgangvoninnenerfolgen DaderRaumimInnerndes Zahnrades begrenzt ist, wird ein filigraner, aber trotzdem stabiler Greiferfinger benötigt. Die Fertigung des Greiferfingers erfolgt auf einer TruPrint 1000 von Trumpf im Powder Bed Fusion – Laser Beam Verfahren. DaderGreiferfingerweiterhinmitderchemischaktiven ReinigungslösunginKontaktkommt,wirdaufeinekorrosionsfreie Lösung Wert gelegt.
VERFASST VON Hans-Werner
Theobald
Geschäftsführer
3D-Metall-Theobald e.K
Alexander Hoffmann
Geschäftsführer arcSolutions GmbH
Als Roboter steht ein UR10 und für die Aktorik ein Hand-E-Greifer des Unternehmens Robotiq zur Verfügung, dessen Geometrie den Ausgangszustand (V0) repräsentiert.DieAusführungdesGreiferfingerserfolgtin 1.4404. Dieses Material ist Standard in der additiven Fertigung und verbindet gute Materialeigenschaften (korrosionsfrei,guteZugfestigkeit)miteinemgünstigen Preis.
Stützstrukturenvermeidenund dieNacharbeitminimieren
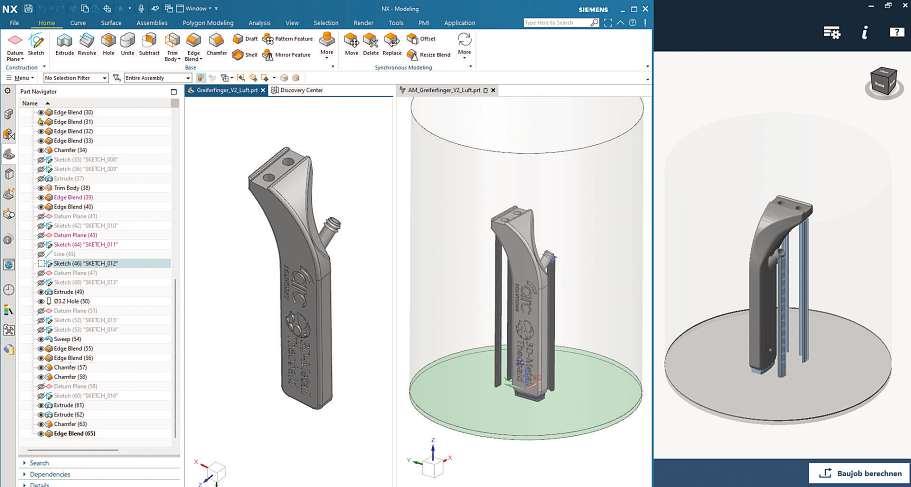
Um eine durchgängige digitale Prozesskette zu realisieren, nutzen die Ingenieure Siemens NX Damit werden
sowohl das Werkstück modelliert, verbessert und topologisch optimiert, als auch der Aufbau und die Funktion der kompletten Roboterlösung demonstriert und getestet.
Nach der Designphase folgt das sogenannte Slicing Hierbei wird das 3D-CAD-Modell schichtweise in steuernde Konturdaten für den 3D-Drucker zerlegt. Im 3DDrucker wird das Werkstück hergestellt und anschließend mit Handwerkzeugen nachbearbeitet. Als letzter Schritt erfolgt eine Reduktion der Oberflächenrauheit durch Strahlen bzw. Plasmapolitur
InderOptimierungsphasestartendieIngenieurevon 3D-Metall-Theobald und Arc Solutions mit einem klassischen Design (V0). Sie passen die Vorlage auf das Werkstückan,umvoninnengreifenundeinesinnvolle Greiffläche realisieren zu können. Das Ergebnis ist ein Greiferfinger, der 67,5 Gramm wiegt und 112 Euro pro Stück kostet (jeweils auf die Losgröße von 10 Stück bezogen).
Bevor mit der eigentlichen Optimierung des Werkstücks begonnen werden kann, müssen sich die IngenieureüberdiefertigungsgerechteAusrichtungimBauraum klar werden. Ziel ist es, Stützstrukturen zu vermeiden und die Nacharbeit zu minimieren.
Im hier betrachteten Fall wurde eine stehende Bauweise gewählt, weil diese:
Verzug durch Eigenspannungen reduziert, es ermöglicht viele Werkstücke in einem Druckjob herzustellen und die Nachbearbeitung mittels Werkzeugmaschinen unnötig macht.
Downskinwinkelentscheidetüber NotwendigkeitvonStützstrukturen
ImerstenOptimierungsschritt(V1)wirdeinefertigungsgerechteKonstruktionfürdieadditiveFertigung,indiesemFallimPowder-Bed-Fusion–Laser-Beam-Verfahren (pbf-lb), hergestellt. Der sogenannte Downskinwinkel des genutzten Druckverfahrens spielt dabei die entscheidende Rolle. Überschreitet der Winkel einer betrachtetenCAD-FlächezurBauplattformdenDownskinwinkel,werdenkeineStützstrukturenbenötigt.Jemehr Flächen durch eine geschickte Konstruktion aus dem Downskinbereichherausgedrehtwerdenkönnen,desto geringer ist der Aufwand für die resultierende Nachbearbeitung
Weiterhin wird darauf geachtet, dass die Übergänge zwischen den einzelnen Funktionsbereichen des Werkstücks kontinuierlich und ohne große Massesprünge gestaltet werden, um Absätze zu vermeiden. Das ErgebnisisteinWerkstückmitvergleichbarerMassezumAus-
Der einzige Hersteller, er ES ALLES produziert nd ES global anbieten kann.

Als Sic die an ge hö Un
einzigerHerstellerallerSicherungsringtypen(klassischer herungs-Spreng-oderSpiralring)kannnurRotorClipIhnen besteLösungfüreinenSicherungsringinIhrerAnwendung bieten.Standardoderkundenspezifisch,gewickeltoder stanzt,SicherungsringevonRotorClipwerdennichtnurmit chsterQualität,sondernauchmitbeispielloser,technischer terstützunggefertigtundanSiegeliefert. de un

Für eine durchgängige digitale Prozesskette wurde Siemens NX genutzt. Damit werden sowohl das Werkstück modelliert, verbessert und topologisch optimiert, als auch der Aufbau und die Funktion der kompletten Roboterlösung demonstriert und getestet.
gangsteil(67,2g)undvergleichbarenDruckzeiten.Allerdings reduziert sich die Nachbearbeitung deutlich, so dass der Stückpreis auf 85 Euro pro Stück sinkt.
Die Herausforderung:
Die Außenform des Werkstücks ist aufgrund der Verzahnung schwierig zu greifen. Deshalb muss der Greifvorgang von innen erfolgen. Da der Raum im Innern des Zahnrades begrenzt ist, wird ein filigraner, aber trotzdem stabiler Greiferfinger benötigt.
Im zweiten Optimierungsschritt (V2) integrieren die KonstrukteureeineZusatzfunktion.Hieristvielesdenkbar, angefangen von der gleich mitgebauten Artikelnummer, über strukturierte Oberflächen, hin zu Kanälen für die Temperierung oder einem Hohlraum für einen Sensor bis zur Montagehilfe. Die Experten haben sichfürdieIntegrationeinerDruckluftleitungentschieden,mitderenHilfedieRestfeuchtigkeitausdemInnengewinde im Zahnrad ausgeblasen werden kann Ein Vorteil der integrierten Leitung liegt in der Platzersparnis, welche die Realisierung der angestrebten Funktion trotz des beengten Bauraums im Zahnrad ermöglicht Ein weiterer Vorteil liegt in der Einsparung des Montageaufwandes, gegenüber einer separaten Druckluftleitung DierealisierteLösungverfügtzudemübereinen Anschlussstutzen an dem die Druckluftleitung direkt befestigt werden kann.
Das Ergebnis ist ein Werkstück mit einem etwas geringeren Gewicht von 66,7 Gramm. Die Kosten steigen aufgrund der komplizierteren Geometrie trotzdem ein
wenig, aber nur um 3 Euro pro Stück auf 88 Euro pro Stück. Neben den genannten Einsparungen wird eine Prozessverbesserungdurcheinkürzeres,sicheresTrocknen der Zahnräder erreicht
GitterstrukturinderCAD-Geometrie reduziertGewichtundKosten
ImdrittenOptimierungsschrittreduzierendieIngenieure mit unterschiedlichen Maßnahmen die Masse des Robotergreifers In der sogenannten konventionellen Leichtbauvariante (V3a) wird eine Gitterstruktur (Lattice) in die CAD-Geometrie des Greifers eingebracht, wodurch das Aufschmelzvolumen und damit das Gewicht auf 37,6 Gramm und die Kosten auf 73 Euro pro Stück reduziert werden.
Weitere Einsparpotenziale lassen sich durch die Anwendung der NX-Funktion Topologieoptimierung erreichen. Dieses numerische Verfahren reduziert das Volumen zwischen den vorab durch den Konstrukteur reservierten Wirkbereichen des Greifers und damit das Aufschmelzvolumen nochmal sehr stark.
DieMasseerreichteinvorläufigesMinimumvon28,9 Gramm,wodurchdieKosten,beieinerLosgrößevon10 Stück, in dieser Variante (V3b) nur noch 59 Euro pro Stück betragen.
EinzelstückundSerienanwendung kostenoptimalrealisieren
Durch eine gute Konstruktion lassen sich nicht nur die Qualität und die Funktion des Produkts steigern, sondernauchdieKostenwesentlichsenken.Derzusätzliche Konstruktionsaufwand, der für eine optimierte Gestaltungaufzubringenist,hältsichinengenGrenzen,wenn von vorneherein die fertigungsgerechte Auslegung mit bedachtwird.WeiterhinlässtsichderAufwandsteuern indemnurbestimmteOptimierungsschrittejenachBedarf umgesetzt werden. Damit kann sowohl das EinzelstückalsauchdieSerienanwendungkostenoptimalrealisiert werden. (jup)








Frankfurt

18.März2026
Wien(AT) 15.April2026
Bochum 06.Mai2026
Halle(Saale) 17.Juni2026
Ludwigshafen 16.September2026
Tarragona(ES) 18.November2026
DieMEORGA-MSRSpezialmessekommt2026 auchinIhreRegion
MEORGAveranstaltettechnologischorientierteFachmessen mitbegleitendenFachvorträgenfürProduktederMesstechnik, Steuerungstechnik,Regeltechnik,Prozessleitsystemeund AutomatisierungstechnikinderProzess-undFabrikautomation www.meorga.de

ADDITIVE FERTIGUNG
Der 3D-Druck ist als Fertigungsverfahren für Prototypen oder Kleinstserien längst etabliert. Mit Wire Arc Additive Manufacturing (WAAM) gibt es allerdings auch ein Verfahren, das sich zudem für die Serienproduktion eignet, wie das Beispiel eines führenden Herstellers von Dampfturbinen zeigt.
DieGrundprinzipienderDampfturbinenfertigung sindseitJahrzehntenetabliert:Rotor-undStatorschaufelnübernehmendiezentraleAufgabeder Energieumwandlung von thermischer in elektrische Energie. Je nach Einsatzgebiet unterscheiden sich die TurbinenerheblichinGrößeundKomplexität.Während kleinere Anlagen die Dimensionen eines PKW nicht überschreiten,erreichengroßeTurbineneineLängevon biszu20Metern,bestehenausbiszu70Stufenundbringen mehrere hundert Tonnen auf die Waage. Die Einsatzbereiche reichen von Kraft-Wärme-KopplungsanlagenüberBiomassekraftwerkebishinzugroßflächigen solarthermischen Kraftwerken. Aufgrund der spezifischenAnforderungenwirdjedeTurbineindividuellausgelegt.
Produktionsplanungunterkomplexen Rahmenbedingungen
Diese Konfigurationsvielfalt machte die ProduktionsplanungfüreinenführendenTurbinenherstellerimmer
VERFASST VON SebastianRecke
Senior Key Account Manager
GEFERTEC GmbH
Innovation in der Fertigung: Die Turbinenschaufeln wurden mittels WAAMTechnologie hergestellt – ein Schritt in Richtung effizienter und nachhaltiger Produktion.

Bild: Gefert ec
schwieriger LagerhaltungwarineinemsinnvollenUmfangnurbedingtmöglich.DerProduktionsleitermusste stets zwischen Lieferzeiten und Kosten abwägen. Ein typisches Beispiel sind die Turbinenschaufeln für den Rotor und den Stator Das Flachmaterial, aus dem die Turbinenschaufeln gefräst werden, bezieht das Unternehmen aus China Durch die weltweite LieferkettenproblematikkönnendieVorlaufzeitenmehrereMonate betragen Gleichzeitig werden von den Kunden immer kürzereLieferzeitengefordert,diedannnurschwereinzuhalten sind. Um den Kostendruck auf dem Markt zu begegnen, sucht das Unternehmen zudem stets nach Möglichkeiten,mitdenensichKostenreduzierenlassen, umsoaufdeminternationalenMarktwettbewerbsfähig zu bleiben.
Unter diesen Voraussetzungen kam die Idee auf, die Statorschaufeln,dieeineLängevon300mmbis700mm haben,additivzufertigen.Durchdieinsichverwundene FormderSchaufelnistdasZerspanungsvolumenmit70 Prozent relativ hoch, wenn diese aus Flachmaterial gefrästwerden.DiesschlägtsichnichtnurinhohenMaterialkosten nieder, auch die notwendigen Maschinenzeiten auf den Fräszentren sowie der Werkzeugverschleiß sind kostenintensiv. Erste Überlegungen des Projektteams, in ein Pulverbettverfahren zur additiven Fertigungzuinvestieren,zeigtenschnell,dassdieseMethode nicht nur zu langsam wäre, sondern auch nicht zu den geforderten Kosteneinsparungen führen würde. Das Berliner Unternehmen Gefertec machte mit seinem WAAM-Verfahren auf sich aufmerksam. Bereits 2015 hat das Unternehmen Maschinen zum 3D-Druck mittels WAAM entwickelt und damit das bewährte Verfahren des Lichtbogenschweißens in einer Werkzeugmaschine nutzbar gemacht.
WAAMalswirtschaftlicheAlternative zurZerspanung
Die Arc-Maschine, die beim Turbinen-Hersteller zum Einsatz kommt, verwendet Draht als Ausgangsmaterial und druckt damit Lage für Lage ein endkonturnahes Werkstück. Der WAAM-Prozess läuft dabei in der Maschine vollautomatisch ab Im Anschluss findet dann noch eine fräsende Endbearbeitung statt. Als Material wirdeinhochlegierterundhochwarmfesterMassivdraht mit einer Stärke von 1,2 mm verwendet – ein Standard-
stahl,derinDrahtformeinfachzubeschaffenist.Lange Lieferzeiten, die bei dem für die fräsende Bearbeitung verwendeten Flachmaterial ein Problem darstellen, gehören damit der Vergangenheit an.
UmfangreicheQualitätskontrolleninder Qualifizierungsphase
Eine der wesentlichen Aufgaben, bevor die Serienfertigung der Turbinenschaufeln starten konnte, war die Qualifizierung des Prozesses. Da es keine Normen gab, warhierzunächstsehrvielGrundlagenarbeitnotwendig Bei den ersten produzierten Chargen wurden CT-Untersuchungen an allen Turbinenschaufeln durchgeführt, um eventuell vorhandene Poren zu entdecken. In destruktiven Prüfverfahren an den Werkstücken wurden zusätzlich Härten und Biegefestigkeit bestimmt sowie metallurgische Untersuchungen und chemische Analysen durchgeführt. Auf Basis der Ergebnisse konnten die Parameter des 3D-Drucks in der Arc-Maschine immer weiter optimiert werden.
Am Ende stand ein stabiler und qualifizierter Fertigungsprozess, der für die Serienfertigung geeignet ist. Diese umfangreichen Qualitätskontrollen in der Qualifizierungsphase waren notwendig, um schließlich zu einem Prozess zu gelangen, bei dem im Rahmen der Qualitätskontrolle nur noch wenige Stichprobenuntersuchungen durchgeführt werden, vergleichbar mit Gussteilen.
DieVorteiledesjetztinderSerienfertigungeingesetzten Verfahrens liegen auf der Hand. Statt 70 Prozent Spanvolumen sind es jetzt nur noch etwa 20 Prozent. Durch die geringeren Materialkosten und die verkürzten MaschinenzeitenaufdenFräszentrenerzieltederHersteller eine Kostenersparnis von rund 15 Prozent. Außerdem verkürztensichdieLieferzeitenumbiszu75Prozent In der Serienfertigung werden immer neun oder 16 Turbinenschaufeln parallel in der Maschine gefertigt. DadurchwirddasVolumenderArc-Maschineoptimalausgenutzt,undauchdieWartezeitenfürdasAbkühlender obersten Lage können so entfallen.
AuchwenneseinlangerWegvondererstenIdeeüber die Qualifizierung bis zur Serienfertigung war, ist man beidemTurbinen-HerstellervomWAAM-Verfahrenfür die Serienfertigung voll überzeugt. Die WAAM-MaschineführtinsgesamtzueinerdeutlichflexiblerenProduktion,dainsbesonderederzeitintensiveBeschaffungsvorgang für das Ausgangsmaterial entfällt.
Inzwischen wurden bereits weit über 1.500 Turbinenschaufeln auf der Maschine produziert. Die Fertigung läuft im Dreischichtbetrieb rund um die Uhr nahezu vollautomatisch ab
Der Turbinenhersteller arbeitet eng mit Gefertec zusammen, um die Maschinen weiter zu optimieren. Ziel istunteranderemdievollständigeAutomatisierungdes Kontaktrohrwechsels ohne Bedienereingriff Auch die Integration zusätzlicher Sensorik zur In-situ-Qualitätssicherung ist ein aktuelles Thema. Darüber hinaus eröffnet WAAM neue Designmöglichkeiten, die mit konventioneller Fräsbearbeitung nicht realisierbar sind –ein Potenzial, das künftig weiter erforscht und in neue Produkte überführt werden soll. (jup)
TIPP
Gefertec auf der Formnext 2025: Halle 11.1, Stand D31
CE-Kennzeichnung nach Niederspannungsrichtlinie
„Reisepass‟ fürElektrogeräte fürdeneuropäischenBinnenmarkt
Referent: RomanPreis
Dauer: 1Tag
Preis: 690EUR(zzgl.MwSt.)

SEMINARINHALTE:
• EinführungindieNiederspannungsrichtlinieeinschließlich Konformitätsverfahren
• WichtigeRecherchewerkzeugeund NormenzurProduktsicherheit
• Durchführungeiner Risikobeurteilung
• ErstellungeinerCE-Dokumentation
WeitereInformationen undTermineunter vogel-professional-education.de/ SW10965
EinAngebotvon
BINDER-JETTING-TECHNOLOGY
Gemeinsam mit GE Vernova und dem Fraunhofer IGCV hat Voxeljet den aktuell größten 3D-Drucker der Welt für Sandformen entwickelt – die VX9000.
Damit lassen sich zentrale Komponenten für Wind- und Wasserkraftanlagen effizienter, ressourcenschonender und lokal additiv herstellen.
Fertiggestelltes
Gussteil hergestellt mit 3D-gedruckten Sandformen der VX9000 mit einem Gesamtgewicht von 7,2 Tonnen.



AdditiveFertigungkommtheuteüberwiegendbei Prototypen und Kleinserien zum Einsatz Die Bauvolumina gängiger Systeme begrenzen den Einsatzbereich häufig auf kleinere Bauteile. Da könnte derEindruckentstehen,3D-Druckseinurfürkompakte Anwendungengeeignet.DochinsbesondereinderEnergiebranche, etwa bei Wind- oder Wasserkraftanlagen, sind völlig andere Maßstäbe gefragt: Gerade bei Windradturbinen können Einzelkomponenten, wie Rotornaben, Stückgewichte von bis zu 60 Tonnen erreichen. Auch im Großformat gelten für Ingenieurteams dieselbenZielgrößenwiebeikleinerenBauteilen:maximale Designfreiheit, Reduktion von Gewicht und Materialeinsatz, verkürzte Durchlaufzeiten sowie die Möglichkeit zur dezentralen Fertigung Um diese Vorteile der
additiven Fertigung auf Komponenten im Multi-Tonnen-Bereichzuübertragen,hatVoxeljetgemeinsammit GE Vernova und dem Fraunhofer-Institut für Gießerei-, Composite- und Verarbeitungstechnik IGCV das VX9000 3D-Drucksystem entwickelt. Das System skaliert die industrielle Binder-Jetting-Technologie erstmals auf ein Niveau, das den Anforderungen für Multitonnen-Gussteile gerecht wird
ImSeptember2021habenGEVernova(damalsGERenewable Energy), Fraunhofer IGCV und Voxeljet das gemeinschaftliche Forschungsprojekt gestartet. Ziel war es, die Formherstellung für Gusskomponenten der Haliade-X Offshore-Windturbine zu optimieren. Mit der sogenannten Advanced Casting Cell (ACC) sollten die Sandformen für Einzelteile mit bis zu 60 Tonnen Ge-
wicht gefertigt werden und das schneller, flexibler und ressourcenschonender als herkömmliche Formverfahren.
Ein wesentlicher Vorteil der geplanten Technologie lag in der drastischen Reduktion der Produktionszeit: Statt rund zehn Wochen sollte die Herstellung in nur zweiWochenerfolgenkönnen.Zusätzlichversprachder EinsatzadditiverFertigungamOrtderInstallationeine deutliche Reduktion des Logistikaufwands und der damitverbundenenCO₂-Emissionen.DasBundesministeriumfürWirtschaftundEnergieunterstütztedasProjekt im Rahmen eines technologieorientierten Innovationsprogramms.
Als Teil der Advanced Casting Cell wurde der VX9000 3D-Drucker von Voxeljet konzipiert. Dieser basiert auf der Binder-Jetting-Technologie. Dabei wird Sand schichtweiseselektivmiteinemBinderverfestigt.Damit lassen sich komplexe Geometrien bei hoher Maßhaltigkeit herstellen. Mit einem Bauvolumen von 9 × 7 × 1,8 Meter übertrifft der 3D-Drucker das Bauvolumenalleranderengängigen3D-Sanddruckerundgehört damit zu den größten Systemen seiner Art weltweit.
Im Oktober 2023 wurde das Gesamtprojekt von GE VernovadurchdasU.S.DepartmentofEnergy(DoE)mit 14,9 Millionen US-Dollar gefördert. Voxeljet wurde als technischer Umsetzungspartner ausgewählt, um die VX9000 weiterzuentwickeln.
PrototypenbauundSystemintegration
Die erste VX9000-Plattform wurde am Voxeljet-Hauptsitz in Friedberg montiert. Die Ausmaße des Systems übertreffen bestehende Anlagen deutlich – der Vergleich mit der VX4000, bislang eines der größten kommerziellen 3D-Drucksysteme für Sandformen, verdeutlicht den Skalierungssprung: Der VX4000 hat einen zusammenhängenden Bauraum von 4 x 2 x 1 Meter NebendemvergrößertenBauvolumenpunktetdie3DSandruck-Anlage VX9000 auch durch weitere technologische Fortschritte:
Verarbeitung industrieller Gießereisande – Nutzung kostengünstiger, lokal verfügbarer Sande mit hoher Recyclingfähigkeit; deutlich einfachere Aufbereitung im Vergleich zu klassischem Quarzsand
Höhere Schichtstärken und verbesserte Drucktechnologie: Schichtstärken von bis zu 1 Millimeter beschleunigen den Bauprozess und senken die Prozesskosten.
Versatz-Druckstrategie (Offset-Jetting) – Großformatiger Druckkopfaufbau mit sehr kurzen Versatzwegen für signifikant verkürzte Bauzeiten
Integrierbare Prozesssensorik – Echtzeitüberwachung relevanter Prozessparameter gewährleistet gleichbleibender Druckqualität und Rückverfolgbarkeit.
EinMeilensteinwurdeimSommer2025erreicht:Inder schwedischen Baettr Foundry wurden die ersten großformatigen Sandformen der VX9000 erfolgreich gegossen.Insgesamtwurden20Benchmark-FormeninPrintjobs mit bis zu 7,5 Meter Länge unter realen Gießerei-

bedingungen verarbeitet. Vergossen wurde die Legierung EN-DJS-400-18-LT, das finale Gussteil wiegt 7200 Kilogramm.
Folgende Ergebnisse konnten erzielt werden:
Dimensionale Toleranzen lagen weit innerhalb der geforderten Werte
Wesentlich höhere Passgenauigkeit der Bauteile als traditionell hergestellte Großformen
Deutlich einfachere Montage der Gussform
Geringerer Putzaufwand der Bauteile durch verbesserte Oberfläche und weniger Grate
Problemloser Gussprozess unter Serienbedingungen
Keine erkennbaren Gussfehler
Erste Erkenntnisse zur Prozessoptimierung im Handling und Workflow
Die Validierung bestätigte die industrielle Einsatzfähigkeit des Systems. Die VX9000 erfüllte sowohl die geometrischen als auch die gießtechnischen AnforderungenfürkritischeGroßkomponenten.„Baettrarbeitet seit 2018 mit Voxeljet an der Weiterentwicklung des Sand-3D-Drucks.DieFortschrittesinddeutlichspürbar: Heute sind die Kerne größer, einfacher zu montieren und erfüllen weiterhin höchste Genauigkeits- und Qualitätsstandards.MitdiesenpositivenErfahrungenmöchtenwirdieTechnologieauchkünftigaktivmitgestalten“, erklärt Nicolas Ory-Studer, Project Manager bei Baettr
Die3D-Sanddruck-AnlageVX9000wurdeprimärfürdie Offshore-Windindustrieentwickelt,lässtsichjedochauf zahlreicheandereEinsatzfelderübertragen.Dazuzählen Hydroturbinen (z. B Francis-Laufräder, Spiralgehäuse), Schwerlast-Rotornaben und Getriebegehäuse, sowie Strukturbauteile für Großanlagen im Energie- oder Infrastrukturbereich.
Die VX9000 zeigt, wie additive Fertigung im GroßformatzurindustriellenRealitätwird Mitihremmodularen Aufbau, der präzisen Binder-Jetting-Technologie undderdigitalenProzessintegrationistsiemehralsein technologischer Prototyp – sie ist Bereich Großguss ein fertigungstechnischer Game Changer. (jup)
TIPP Voxeljet auf der Formnext 2025: Halle 12.1, Stand B02 !
3D-METALL-DRUCK
Headmade Materials hat mit der Cold-Metal-Fusion-Technologie ein 3D-
Druckverfahren für die wirtschaftliche Serienfertigung von Metallbauteilen entwickelt. Ein wesentlicher Vorteil des Verfahrens: die Möglichkeit der Grünteilbearbeitung.
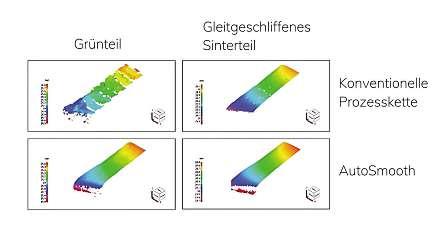
Probekörper mit Auto-Smooth-Bearbeitung (v.l.n.r.): bearbeitetes Grünteil, Sinterteil, gleitgeschliffenes Sinterteil.

ITIPP
Headmade Materials auf der Formnext 2025: Halle 11.1, Stand C51
n Schlüsselindustrien wie der Medizintechnik, der Energie-/Turbinentechnik oder der Verteidigung wächst der Bedarf an einer flexiblen Herstellung von komplexen Metallbauteilen aus Hochleistungslegierungen.WährendunkalkulierbareLieferzeitenundhoheHerstellungskosten traditioneller Verfahren viele Unternehmen vor Herausforderungen stellen, rückt zugleich das Thema Energieeffizienz – sowohl im Produktionsprozess alsauchbeidenKomponentenselbst–zunehmendinden Fokus. Mit Cold-Metal-Fusion stellt Headmade Materials eineadditiveFertigungstechnologiezurVerfügung,diein diesenAnwendungsfeldernneueOptionenaufzeigt.
VomFeedstock-Pulverzumvollwertigen unddichtenMetallbauteil
Cold-Metal-Fusion basiert auf einem eigens dafür entwickeltenFeedstock-Pulver,bestehendausMetallpulverund einem polymeren Binder Die verwendeten Materialien reichen von Edelstahl (316L, 17-4PH) und Werkzeugstahl (M2)überTitan(Ti6Al4V)bishinzuNickel-Basis-Legierungen. Mithilfe des selektiven Lasersinterns entsteht aus dem Feedstock-Pulver bei moderaten Prozesstemperaturen ein Grünteil, das durch seine mechanischen Eigenschaftennichtnurstabil,sondernauchgutbearbeitbarist. NachderBearbeitungwirddasGrünteilinLösemittelentbindert und anschließend in einem Ofen gesintert. Der Kunststoffanteilverbrenntrückstandslos,übrigbleibtein vollwertiges und dichtes Metallbauteil mit Eigenschaften vergleichbar zu konventionellen Verfahren wie Metal-Injection-Molding(Metallpulverspritzguss)(MIM).
NachbearbeitungdesGrünteilssteigert EffizienzundWirtschaftlichkeit „Während solche Bearbeitungsschritte im finalen Metallbauteil häufig mit erheblichem Zeit- und Kostenaufwand verbunden sind, lassen sie sich im Grünteilstadium deutlich einfacher und wirtschaftlicher umsetzen“, erklärt Christian Fischer, Mitgründer und CEO von Headmade Materials. Die hohe Grünteilfestigkeit bildet dabei die Basis für eine präzise, effiziente und energiesparende Nachbearbeitung Hierfür gibt es unterschiedliche Verfahren, wiebeispielsweisedasAutoSmoothundGrünteilfräsen. AutoSmooth Für Bauteile in Strömungsmaschinen ist die erreichbareOberflächengüte,dargestelltdurchihrenMittenrauwert(Ra),einentscheidenderFaktor UnbearbeiteteCMFBauteileliegenzwischeneinemRa-Wertvon12und15µm. Auto Smooth wurde zum Beispiel gemeinsam mit AM Solutions(RöslerGruppe)undNeueMaterialienBayreuth entwickelt.MitdemAuto-Smooth-VerfahrenkönnenRaWerte von <4 µm erzielt werden und das selbst bei komplexen Geometrien. Das automatisierte und präzise Strahlverfahren entfernt zudem Treppeneffekte zuverlässig DieTechnologiewirdbereitsinderPumpenindustrieeingesetzt,etwafürdaswirtschaftlicheNachbearbeitenvonLaufrädernmitinnenliegenden,komplexenGeometrien. „Gerade bei solchen Strukturen zeigt sich, welchen Mehrwert die Kombination aus GrünteilnachbearbeitungundfinalerMetallbearbeitung für funktionale Anwendungen bieten kann“, erklärt Christian Fischer

Die Cold-Metal-Fusion-Prozesskette

Grünteilfräsen
Für besonders anspruchsvolle Funktionsflächen lässt sichdieOberflächengütezusätzlichdurchspanendeVerfahren wie Fräsen, Drehen und Schleifen weiter verbessern. In vielen Fällen ist nach dem Sintern keine zusätzliche Nachbearbeitung am Metallbauteil erforderlich, betont Christian Fischer „Besonders in der Werkzeugund Turbinenindustrie, wo hochpräzise und glatte OberflächensowieschwerzuzerspanendeMaterialiengefragt sind,lassensichdurchFräsenimGrünteilstadiumerhebliche Kostensenkungen erzielen.“
WegweisendeTechnologiezuradditiven SerienfertigungvonMetallbauteilen
DieVorverlagerungderNachbearbeitungvomgesinterten Metallbauteil ins Grünteilstadium spart Zeit, Energie und Kosten. Besonders bei Bauteilen aus schwer zu verarbeitenden Materialien wie Titan und diversen korrosionsbeständigenNickelbasislegierungenzeigensichdieVorteile Die hohe Grünteilfestigkeit ermöglicht die Umsetzung feinster Details und macht Cold-Metal-Fusion zu einer wirtschaftlichen Lösung für die industrielle Serienfertigung Damit positioniert sich Cold-Metal-Fusion laut HeadmadeMaterialsalszukunftsweisendeTechnologiefür Branchen mit hohem Serienteilebedarf, etwa in der Medizintechnik, Energie-/Turbinentechnik, Pumpenbau, Vorrichtungsbau, Maschinenbaukomponenten und Verteidigung – ein echter Game-Changer für Präzision, Effizienz und Nachhaltigkeit in der industriellen Fertigung, davon istHeadmadeMaterialsüberzeugt. (jup)
Oberseite und Schriftzug wurden in das Grünteil gefräst.
















25./26.März2026




Das automatisierte und präzise Strahlverfahren entfernt zudem Treppeneffekte zuverlässig, wie hier visuell dargestellt.

VogelConventionCenter Würzburg rg



TreffenSiedie Retrofit-Experten
DieVeranstaltungbeleuchtetdieentscheidendenVorteilevonRetrofitLösungenindermodernenIndustrie.
www.retrofit-innovation-day.de

EineVeranstaltungvon –einerMarkeder
METAL-SLS
Um die industriellen Chancen von Metal-SLS zu bewerten, hat das Fraunhofer IAPT eine Vergleichsstudie zwischen Metal-SLS und dem PBF-LB/M-Verfahren durchgeführt.
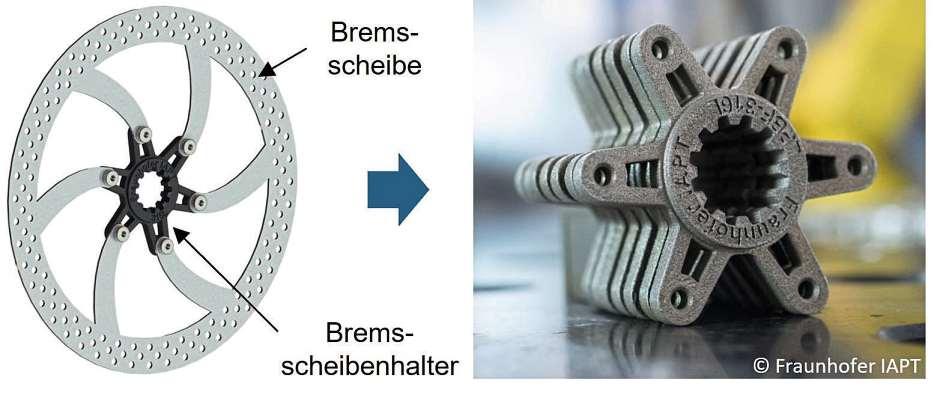
In der Vergleichsstudie erfolgte die wirtschaftliche Bewertung von Metal-SLS anhand von 1.000 Fahrradbremsscheibenhaltern, einem klassischen Bauteil für die Klein- bis Mittelserienfertigung.
VERFASST VON
LennardHermans
Projekt Manager im Sinter AM Team Fraunhofer IAPT
MTIPP
Das Fraunhofer IAPT auf der Formnext 2025: Halle 12.0, Stand D69 !
etal-SLS, auch als Cold Metal Fusion bezeichnet, kombiniert das Selektive Lasersintern (SLS) – ein etabliertes Additives Produktionsverfahren für Polymerbauteile – mit ProzesstechnologienausderkonventionellenPulvermetallurgie.InStandard-SLS-Anlagen wird ein speziell entwickeltes Kompositpulver schichtweise aufgetragen und selektiv verschmolzen. Das Kompositpulver besteht aus Metallpulver, das in einem thermoplastischen Binder eingebettetist.DurchdenlokalenLasereintragschmilzt dieBinderkomponentederKompositpulverpartikelund verbindetdiesezueinemdichten,maßhaltigenGrünteil DasGrünteildurchläuftanschließendeineProzesskette, die der des Metal-Injection-Molding (MIM) entspricht: Nach optionaler Nachbearbeitung im Grünteilzustand folgen ein Lösemittel- und thermisches Entbindern sowie das Sintern, um die gewünschten metallischen Eigenschaften zu erreichen. Die Bearbeitung im Grünteilzustand bietet insbesondere bei Werkzeugstählen und HartmetallennennenswertewirtschaftlicheVorteile,da die Nachbearbeitung mit einer höheren Bearbeitungsgeschwindigkeit erfolgt und der Werkzeugverschleiß aufgrund des weicheren Materialzustands deutlich geringer ist. Werden Maß- oder Oberflächenanforderungen im gesinterten Zustand nicht erfüllt, kann eine zusätzliche Nachbearbeitung erfolgen
SchwerschweißbareMetallezugeometrischkomplexenBauteilenverarbeiten ImGegensatzzumLaserPowderBedFusion(PBF-LB/M) erfolgt beim Metal-SLS während der Druckphase keine AufschmelzungderMetallpartikel.Dadurchlassensich auch schwer schweißbare Metalle im Sinterprozess zu geometrisch komplexen Bauteilen verarbeiten. Der Ansatz verbindet die Präzision des laserbasierten SLS-Verfahrens mit den Vorteilen des Sinterprozesses, wie beispielsweise geringen thermisch bedingten Eigenspannungen. Die Nutzung etablierter SLS-Plattformen ermöglicht eine kostengünstige, skalierbare Fertigung undmachtMetal-SLSbesondersattraktivfürKlein-und Mittelserien.
Zur Bewertung der industriellen Chancen der MetalSLS-Prozesskette hat ein Team der Fraunhofer-Einrichtung für Additive Produktionstechnologien IAPT eine umfassende Vergleichsstudie mit dem PBF-LB/M-Verfahren durchgeführt. Der Vergleich umfasstesowohlwirtschaftlichealsauchqualitativeAspekte Wirtschaftlich wurden Durchlaufzeiten und KostenstrukturenimDetailanalysiert,wobeiunterschiedliche Ofengrößen innerhalb der Sinterprozesskette berücksichtigt wurden. Qualitativ wurden Unterschiede in Maßhaltigkeit, Dichte, Härte, Zugfestigkeit und Ober-
flächenrauheit untersucht. Die wirtschaftliche Bewertungerfolgteanhandvon1.000Fahrradbremsscheibenhaltern, einem klassischen Bauteil für die Klein- bis Mittelserienfertigung.
DerzeitlicheEngpassliegt inderProzessketteselbst
Für PBF-LB/M und Metal-SLS wurden jeweils nur AnlagenmiteinemLasermiteinanderverglichen.Aufgrund der hohen Aufbaurate im SLS-Prozess liegt der hauptsächlichezeitlicheEngpassinderProzesskettenichtim Druck selbst, sondern – wie in Abbildung 2 dargestellt –in der nachfolgenden Entbinderung und Sinterung. Untersucht wurden zwei ISO-Öfen mit einem Volumen von11Litern(ISO240)bzw.28Litern(ISO320).Während sich die Anschaffungskosten kaum unterscheiden, variierendieBetriebskostendeutlich.UmdenStrom-und Gasverbrauch zu minimieren, ist daher eine optimale Auslastung der Öfen entscheidend. Die Nachbearbeitung wurde bei der Ermittlung der Durchlaufzeit nicht berücksichtigt,dasiestarkvondenspezifischenBauteilanforderungen abhängt.
Der Vergleich verdeutlicht jedoch, dass die hohe AufbaurateundderstützstrukturfreieDruckdesMetal-SLSVerfahrens erhebliche Zeitvorteile bieten Die Stützstrukturentfernung im PBF-LB/M-Prozess erzeugt für dieses Bauteil einen hohen Zusatzaufwand Zwar lässt
Bild:
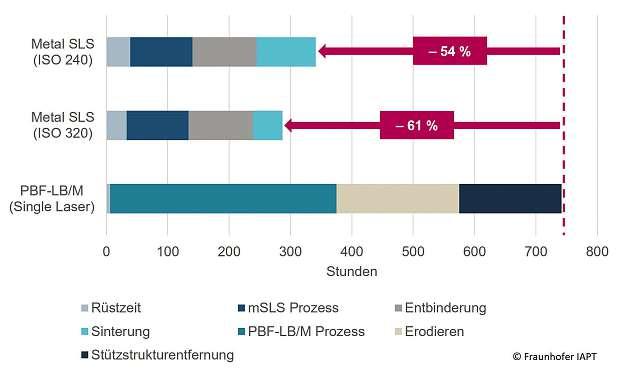
Abb. 2: Die Ergebnisse der Vergleichsstudie: Für das PBF-LB/M-Verfahren und Metal-SLS wurden jeweils nur Anlagen mit einem Laser miteinander verglichen. Aufgrund der hohen Aufbaurate im SLS-Prozess liegt der hauptsächliche zeitliche Engpass in der Prozesskette nicht im Druck selbst, sondern in der nachfolgenden Entbinderung und Sinterung
sichdiesesErgebnisnichtpauschalaufalleBauteileund Prozessketten übertragen, es verdeutlicht jedoch das Potenzial des Metal-SLS-Verfahrens für die Serienfertigung (jup)

Die neuen additiv gefertigten Leichtbaulager erreichen teilweise nur noch 11 Prozent des Gewichts vergleichbarer Stahllager
Die Franke GmbH hat gemeinsam mit Rosswag Engineering Leichtbaulager additiv gefertigt, individuell optimiert für die jeweilige Anwendung. Franke übernimmt dabei die Bearbeitung, Präzisionsmontage und den Vertrieb der Lager – Rosswag verantwortet die additive Fertigung der Lagerschalen und die komplexe Prozessqualifizierung.
LeichtbauisteinerderzentralenInnovationstreiber im modernen Maschinenbau, in der Luft- und Raumfahrt und auch im allgemeinen MaschinenbauundinderRobotikeinimmergrößererHebelfürdie nächsten Entwicklungsschritte. Energieeffizienz, Nachhaltigkeit und Performance hängen in vielen Anwendungen entscheidend vom Gewicht einzelner Komponenten ab Oft wird dabei über Strukturbauteile gespro-
chen – doch auch Wälzlager sind unterschätzte „Gewichtstreiber“
Die Franke GmbH aus Aalen ist Spezialist für Drahtwälzlager, die im Vergleich zu klassischen Vollmateriallagern deutliche Gewichts- und Konstruktionsvorteile bieten. Gemeinsam mit Rosswag Engineering, einem führendenAnbietervonMetall3D-DruckDienstleistungen, konnten in den letzten Jahren neue Maßstäbe ge-

setzt werden: Leichtbaulager aus der additiven Fertigung,individuelloptimiertfürdiejeweiligeAnwendung. Franke übernimmt dabei die Bearbeitung, Präzisionsmontage und den Vertrieb der Lager – Rosswag verantwortet die additive Fertigung der Lagerschalen und die komplexe Prozessqualifizierung
NeueLeichtbaupotenzialemitadditiver Fertigung
Drahtwälzlager von Franke finden sich in unterschiedlichsten Anwendungen – von der Medizintechnik über Aerospace bis hin zu Robotik. Sie ermöglichen kompakteBauweisen,sindanpassbaranKundenanforderungen undbietenhoheFlexibilität.DochtrotzAluminiumkörpern und optimierter CNC-Bearbeitung stößt die konventionelleFertigungbeiderweiterenGewichtsreduzierung an ihre Grenzen.
Die Zielsetzung war daher klar: Mit additiver FertigungsolltenneueLeichtbaupotenzialeerschlossenwerden – ohne Abstriche bei Präzision, Festigkeit und Lebensdauer FürRosswagbedeutetedas,denkompletten Entwicklungsprozess von Pulver über Simulation, additive Fertigung und Nachbearbeitung bis hin zum validierten Leichtbaulager zu meistern. Dies konnte nur durcheineengeZusammenarbeitderbeidenmittelständischen Firmen so gut funktionieren.
ErfahrunginderMetallverarbeitung:vom SchmiedenzurAdditivenFertigung
Die 1911 gegründete Rosswag GmbH blickt auf mehr als ein Jahrhundert Erfahrung in der Metallverarbeitung von Schmiedebauteilen für hochbelastete Industriekomponentenzurück.Mitüber400qualifiziertenWerkstoffen zählt das Unternehmen zu den führenden Schmiedebetrieben in Europa. Seit 2014 erweitert die DivisionRosswagEngineeringdiesesKnow-howumden Bereich der Additiven Fertigung
Das Besondere: Rosswag verfügt über eine ganzheitliche Prozesskette – von der firmeninternen Metallpulverherstellung über Design, Simulation, LPBF-Prozess und spanender Nachbearbeitung bis hin zur Werkstoffund Bauteilprüfung Diese einzigartige Infrastruktur macht es möglich, auch neue Legierungen innerhalb kürzester Zeit zu qualifizieren und für anspruchsvolle Serienanwendungenbereitzustellen.TÜV-Zertifizierungen für Pulverherstellung und additive Serienfertigung unterstreichen den Anspruch, höchste Qualitätsstandards zu erfüllen.
Entwicklungsprozess:VomCAD-Modell zumLeichtbaulager
Die Entwicklung der neuen Lagerkörper begann mit einer Topologieoptimierung Mithilfe spezialisierter Software wurden Materialbereiche identifiziert, die ohne Leistungsverlust eingespart werden konnten ErgänzendkamenLattice-bzw.GitterstrukturenzumEinsatz, diebeiminimalemMaterialeinsatzmaximaleSteifigkeit gewährleisten.RosswagbrachteseineErfahrungein,indem die additiv optimierten Strukturen an den Stellen verstärktwurden,andeneneinespanendeNachbearbeitungoderdieAufnahmehoherBelastungennotwendig war. Durch die enge Verzahnung von Simulation, Fertigungs-Know-how und Materialexpertise entstand ein
Design, das mit konventionellen Methoden nicht realisierbar gewesen wäre.
Ein weiterer entscheidender Schritt war die Simulation des additiven Fertigungsprozesses selbst. Beim LPBF-VerfahrenentstehendurchdenschnellenSchmelzundErstarrungsvorganghohethermischeSpannungen. Rosswag nutzte Prozesssimulationen, um die optimale Bauteilorientierung, notwendige Stützstrukturen und Prozessparameterzuoptimieren DasErgebnis:einestabile und reproduzierbare Fertigung ohne Fehldrucke
VomPrototypzumeinsatzfähigenLagerin anspruchsvollenAnwendungen
NacherfolgreichemDruckderoptimiertenLagerkörper übernimmtFrankedieCNC-Bearbeitung Insbesondere dieSitzefürdieDrahtlaufringesowiedieKontaktflächen zwischen Innen- und Außenring müssen präzise spanend nachbearbeitet werden. Hier zeigt sich die klare Arbeitsteilung:Rosswagliefertdenoptimierten,additiv gefertigten Leichtbaukörper – Franke bringt PräzisionstechnikundLager-Know-howein.ImAnschlusswerden dieLagermitDrahtlaufringen,WälzkörpernundKäfigen komplettiertundsindbereitfüranspruchsvolleAnwendungen in Medizintechnik, Aerospace oder Robotik.
Das Ergebnis spricht für sich: Die neuen additiv gefertigtenLeichtbaulagererreichenteilweisenurnoch11 Prozent des Gewichts vergleichbarer Stahllager Diese drastischeReduktioneröffnetvölligneueAnwendungsfelder – vom satellitengestützten Kommunikationssystem über hochdynamische Robotergelenke bis hin zu medizinischen Großgeräten wie Computertomographen. Die Vorteile liegen auf der Hand:
geringerer Materialeinsatz
reduzierte Energiekosten
höhere Effizienz
Zudem sind die additiven Lager bereits in ersten Serienanwendungenangekommen–einBelegdafür,dass sichdieTechnologienichtmehrimForschungsstadium befindet, sondern praxistauglich etabliert ist.
Für die Zukunft sieht Rosswag enormes Potenzial in derEntwicklungneuerLegierungen.WährenderstePrototypen mit der Standardlegierung AlSi10Mg gefertigt wurden, eröffnen leistungsfähigere Aluminium-, Stahloder Titanwerkstoffe weitere Spielräume für Leichtbau und Belastbarkeit. Dank eigener Pulverherstellung ist Rosswag in der Lage, solche Materialien schnell zu qualifizieren und in reale Projekte zu überführen.
VomZukunftsszenariozumSerieneinsatz hochpräziserBauteile
Additive Fertigung ermöglicht Leichtbau in einer Dimension, die mit konventionellen Methoden nicht erreichbar ist. Gemeinsam mit Franke hat Rosswag Engineeringgezeigt,dasssichauchhochpräziseBauteilewie Wälzlagererfolgreichadditivfertigenlassen–beigleichzeitig drastischer Gewichtseinsparung
Die Schlüsselrolle von Rosswag liegt in der KombinationausMaterialkompetenz,durchgängigerProzessketteundErfahrunginderProzesssimulation.Damitleistet das Unternehmen einen entscheidenden Beitrag zu Effizienzsteigerung, Nachhaltigkeit und neuen Anwendungen in Zukunftsmärkten. Leichtbaulager aus dem 3D-Druck sind kein Zukunftsszenario mehr – sie sind Realität und bereits im Serieneinsatz. (jup)
FERTIGUNG

ADDITIVE FERTIGUNG
Nachbearbeitung vereinfachen
CarbonhateinetechnologischeLösungentwickelt, die die Nachbearbeitung im 3DDruckvereinfachenundbeschleunigensoll, indem sie Arbeitsaufwand, Prozessschritte undLösungsmittelverbrauchreduziert–bei gleichzeitig hoher Produktivität in der Serienfertigung Die Elastomer-Materialien vonCarbonwerdenweltweitvonführenden MarkenausdenBereichenSchuhwerk,Radsport und Helmschutz für mehr Komfort und Performance eingesetzt. Auch in Branchen wie Medizintechnik und Automobil sorgensiefürtechnischanspruchsvolleProdukte. Formnext 2025: Halle 11.1, Stand C61 www.carbon3d.com
3DSystemshatmitdemMJP300WPlussein Portfolio für die Schmuckherstellung ergänzt.DerMJP300WPlusdrucktkomplexe Wachsmodelle, die für den Guss von Edelmetallschmuck verwendet werden. Die Kombination aus Auflösung und löslichen, schmelzbaren Stützstrukturen ermöglicht eine präzise Oberflächenqualität und reduziert so den Bedarf an aufwendiger Nachbearbeitung und kostspieligem Polieren des Edelmetallgusses.
Durch die Kombination des Druckers mit dem Visi-Jet-Materialportfolio von 3D Systems aus 100 Prozent Wachs können Hersteller von Wachsschmuckmustern – vom GroßserienherstellerbiszumHerstellervon Sonderanfertigungen – neue Designs effizi-
enter und mit deutlich größerer Gestaltungsfreiheit realisieren. Der Drucker verfügt über drei Modi – High Resolution, Premium und Standard –, die im Vergleich zu anderen Wachsmodelllösungen für 30ProzentProduktivitätssteigerung,20Prozent geringeren Materialverbrauch und dank der Funktion Surface Enhance für ein verbessertes Oberflächenfinish optimiert sind.DiedreiDruckmodiermöglicheneine flexible Planung des Bauvorgangs für Tagund Nachtschichten - abgestimmt auf die AnforderungenanGeschwindigkeit,geometrische Komplexität und Oberflächenqualität unterschiedlichster Design-Stile. Formnext 2025: Halle 11.1, Stand D11 www.3dsystems.com
Core-Technologie hat seine 3D-Drucksoftware 4D_Additive in die Auftragsmanagement-Plattform Phasio integriert. In der Praxis erlaubt die direkte Übergabe aller Fertigungsinformationen an die 3D-Drucksoftware eine Reduktion der Vorbereitungs-
Bild: C or e T echnologie
zeit von 40 bis 60 Prozent pro Bauraum. Ermöglicht wird dies durch das 4dam-Datenformat sowie neue Automatikfunktionen zur Baujobvorbereitung in der aktuellen 4D_Additive1.7Version.NachderDefinition der gewünschten Nesting-Parameter übernimmt das Tool das 3D-Nesting mit hoher PackdichtesowiethermischerOptimierung. Die Rückgabe zur Bauraumposition der gefertigtenBauteileeinesJobsandasAuftragsmanagementsystem geschieht über das 3mf-Format. Dadurch werden Inkorrektheiten in der Arbeit vermieden und automatische Fertigungsprozesse mit hohen Qualitätsstandards durchgeführt. Formnext 2025: Halle 12.1, Stand C58 www.cortechnologie.com
FUSED DEPOSITION MODELING
3D-Druck in Verteidigungsqualität

Ultimaker hat mit Ultimaker S6 Secure, Ultimaker S8 Secure, sowie zwei robusten Lösungen 3D-Druckprodukte im Portfolio, die fürVerteidigungs-undHochsicherheitsumgebungen entwickelt wurden. Die SecureProdukte sind darauf ausgelegt, vertrauenswürdige und zuverlässige On-Demand-Produktionskapazitäten für Operationen zu Land, zu Wasser und in der Luft zu bieten Die Secure-Line-Drucker wurden für den EinsatzunterextremenundgemäßigtenBedingungen entwickelt und bieten einen isolierten, reinen USB-Workflow ohne Wi-Fi, externeKamerasundungeprüfteGerätevon Drittanbietern, wodurch gängige Vektoren für Spionage, Datendiebstahl oder Eindringen aus der Ferne ausgeschlossen werden.
Zu den wichtigsten Sicherheitsfunktionen gehören:
Werkseitig aufgespielte, manipulationssichere Firmware
Verschlüsselte und überprüfbare Dateiverarbeitung
Hardware-versiegelte Komponenten für die Integrität im Einsatz vor Ort
Keine Cloud-Abhängigkeiten oder externe Angriffsflächen
DieseFunktionengewährleisteneinevollständigeBetriebskontrolleundermöglichen es Verteidigungskräften, einsatzkritische Komponentenherzustellenundgleichzeitig ein Höchstmaß an Datenkontrolle, Schutz sowie Systemsicherheit zu gewährleisten. www.ultimaker.com
Altana hat die Produktion von UV-härtenden Harzen für die industrielle additive Serienfertigungerfolgreichskaliert Gleichzeitig hat das Unternehmen mit der Herstellung und Belieferung UV-härtender Harze ausderCubic-Ink-3D-Druckmaterialfamilie aneinMedizintechnik-Unternehmeninden USA begonnen. Kunden profitieren von zuverlässigen Lieferketten mit kurzen Lieferzeiten. Die aktuelle Skalierung eines Cubic-
3D-DRUCK-MATERIAL Funktionale Prototypen

StratasyshatmitPoly-JetToughOne White ein neues Material für seine Poly-Jet-Drucker eingeführt. Das Material zeichnet sich durch eine verbesserte SchlagfestigkeitundFlexibilität aus, die bohr-, fräs- und selbstschneidende Eigenschaften ermöglicht. Mit diesem Material lassen sich präzise Fertigungshilfsmittel, Schablonen und Vorrichtungen mit der Möglichkeit zur farblichen Kennzeichnung herstellen. Darüber hinaus eignet es sich für kundenspezifische Gehäuse, Halterungen und Abdeckungen in der Unterhaltungselektronik, stoßfeste Komponenten und Roboter-Endeffektoren für industrielle Anwendungen. Zudem lassen sich komplexe Teilegeometrien herstellen, einschließlich dünner Wände, Schnappverbindungen und beweglicher Scharniere. Es lässt sich nahtlos mit anderen Poly-Jet-Materialien kombinieren.Formnext 2025: Halle 12.1, Stand D121 www.stratasys.com
Ink-Materials belegt auch die zunehmende Verbreitung großvolumiger Anwendungen im harzbasierten 3D-Druck für die additive Fertigung Eine Entwicklung, für die Cubic Ink mit einem umfassenden Angebot von 3D-Druckmaterialien gut aufgestellt ist. Dazu gehört beispielsweise das harzbasierte Portfolio für den Einsatz auf allen offenen Drucksystemen: Diese Materialien sind in ihren Eigenschaftsprofilen für die Endan-
wendung gedacht – insbesondere auf die AlterungundChemikalienresistenzwirdein spezieller Fokus gelegt. Die geringe Viskosität der Harze erlaubt eine Verarbeitung in zeit-undkosteneffizientenDruckprozessen für Produkte mit hoher Leistungsfähigkeit. Zudem lassen sich die Druckeigenschaften und -prozesse individuell anpassen.Formnext 2025: Halle 12.1, Stand E39 www.altana.de

Zwei Motoren,ein Ziel:hohe Dynamik bei minimalemPlatzbedarf Die Baureihe CM3.. vereint hoheLeistungsdichte,Kompaktheit und Präzision.
Motortyp CM3C.. (Medium Inertia) für hoheexterne Lasten undstabileBewegungsabläufe –hohe Eigenträgheit für zuverlässige Dynamik –Stillstandsmomente:2,7 –40Nm, max. Drehmoment: bis 120Nm
NEU: Motortyp CM3P (High Dynamic) für höchsteDynamik und kürzeste Zykluszeiten –geringe Massenträgheit, hohe Winkelbeschleunigung –Stillstandsmomente:7,9 –47Nm, max. Drehmoment: bis 163Nm
Zwei Motoren, Ihre Lösung: Ob Fördertechnik, Robotik oder Highspeed-Handling –unsere zwei Motorvarianten meistern jede Herausforderung.
www.sew-eurodrive.de/synchroner-servomotoren-baukasten-cm3
ELEKTROPLANUNG
KI hat in vielen Disziplinen des Engineerings großes Potenzial – beispielsweise kann sie Routineaufgaben oder repetitive Tätigkeiten abnehmen, so auch im Steuerungs- und Schaltanlagenbau. Welchen Weg Eplan geht und wo Hindernisse und Grenzen liegen, erklärt Marcus Reitz im Interview.
Herr Reitz, welche Vorteile bietet die Integration von KI im Steuerungs- und Schaltanlagenbau ganz allgemein?
DAS INTERVIEW FÜHRTE
MonikaZwettler
Redakteurin
konstruktionspraxis
Grundsätzlich ist der Entwicklungsprozess im Steuerungs-undSchaltanlagenbausehrdynamisch Kurzfristige Änderungen von Kundenseite bedingen manuelle AnpassungenanunterschiedlichenDokumenten–vielfach in letzter Minute. Komponenten müssen beispielsweiseneuausgewähltwerden,wasdannAuswirkungen aufdiegesamteDokumentationhat.KI-unterstütztkönnensolchemanuellenArbeitsschritteinZukunftvereinfacht, im Idealfall auch automatisiert erfolgen. Arbeitsabläufe werden dann effizienter als je zuvor gestaltet.
KünstlicheIntelligenzbietetzudemeineoptimaleChance, Schnittstellen zwischen den Systemen zu vereinfachen. Das bietet Einsparpotenziale in Engineering wie auch Fertigung
Welches Ziel verfolgt Eplan bei der Integration von künstlicherIntelligenzinseineLösungen?
Unsere Maxime bei Eplan ist klar definiert: Wir wollen KI genau dort einsetzen, wo sie Konstrukteure unterstützt und im Engineering-Prozess effizienter macht. Unser Ziel sind maßgeschneiderte Lösungen, die die ProzessebeimKundenaufeinenächsteStufeheben.Allerdings legen wir Wert darauf, nur die Technologien einzuführen,dieunserenKundeneinenmaximalenund nachhaltigenNutzenbieten.Wirfokussierenunsdarauf, esrichtigzumachenundperKIeinenechtenMehrwert für unsere Anwender zu generieren.
WiesiehtderWegdorthinaus?
Unsere Engineering-Lösungen sind bereits sehr leistungsstark und werden stets auf die wachsenden Anforderungen im Markt angepasst. Allerdings gibt es auch in manchen Prozessschritten noch keine exakt passendeLösung Hiersetzenwiranundversuchen,mit KI-basiertenAnsätzenLückenzuschließen.Wirprüfen genau, wo der Einsatz von KI-Technologie Vorteile und Mehrwerte bringen kann. Die optimale Anwendung –
ZURPERSON

Marcus Reitz hat Elektrotechnik an der DHBW (Duale Hochschule Baden-Württemberg) mit Schwerpunkt Automatisierung studiert. Während des Studiums hat er den praktischen Teil in einem Unternehmen für Elektroplanung/Schaltanlagenbau absolviert und dort bereits mit der Eplan Plattform projektiert. Seit 2017 ist er bei Eplan beschäftigt – zunächst als Trainee im Consulting und später als Solution Owner im Bereich Artificial Intelligence & Data Analytics. Seit 2023 ist er als Head of Data Science Services bei Eplan u.a. für die Integration von KI-basierten Services in die Eplan Produkte verantwortlich
deroptimaleProzessisthierentscheidend Daskannim Einzelfall auch bedeuten, dass künstliche Intelligenz nicht die beste Lösung ist. Manchmal liegt die Antwort für mehr Effizienz in gut strukturierten und durchgängigverfügbarenDaten,dieauchohneKI-Einsatzbereits Mehrwerte bringen können.
Wasistaktuellschonmöglich?
Wir können bereits heute bestehende Modelle in die SystemlandschaftintegrierenundMehrwerteinderBedienung als auch in den Abläufen schaffen. Zur Hannover Messe haben wir erste Use-Cases vorgestellt, die großes Potenzial erahnen lassen. Dort haben wir beispielsweise auf Basis von Microsoft Azure OpenAI Service gezeigt, wie automatisch ein 3D-MontageplattenLayout über die KI generiert werden kann. Die Auswahl des passenden Schranks bzw. der Montageplatte wie auch der Kabelkanäle, Hutschienen und Komponenten übernimmt die KI. Per Prompting definiert sie das passende 3D-Layout auf Basis einer bereitgestellten Stückliste,undderAnwenderweißsofort,welcherSchrankzu welchem Projekt passt.
Wie profitiert der Anwender – welche konkreten
VorteilekannererwartenfürseinetäglicheArbeit?
GeradeimBereichderAutomatisierungstechniksehen wir erhebliche Effizienzgewinne, beispielsweise die Reduzierung der Planungszeit. Im Fall des Montageplatten-Layouts dürfte diese bei bis zu 40 Prozent liegen. Durch KI-gestützte Softwarelösungen können Entwickler innerhalb von wenigen Sekunden verschiedene Szenarien simulieren, die früher Tage oder sogar Wochen in Anspruch genommen hätten. Damit lässt sich nicht nur Zeit sparen, sondern auch die Qualität der Ergebnisse erheblich verbessern. Das bedeutet weniger doppelte Arbeitsschritte und mehr Automatisierung im Engineering
Wo liegen die Schwierigkeiten bei der Integration vonKIundwielöstEplandiese? AktuellwirddieIntegrationvonKIstarkvonRegularien und Zugriffsbeschränkungen begleitet. Hinzu kommt: Die Technologien ändern sich fortwährend und die Entwicklungistextremdynamisch.HiersetzenwiraufführendeSystemeundhabendieTrendsimBlick.Wennwir wollen, dass KI immer leistungsfähiger wird, muss sie auf gute Daten zum Training zugreifen dürfen Hier benötigen wir insgesamt mehr Offenheit. Die Software muss zu den Daten kommen oder die Daten müssen in dieCloud.Standardssindebensoentscheidend,undmit dem Eplan Data Standard (EDS) setzen wir diesen Anspruch bereits seit Jahren um: vollumfänglich beschriebene, standardisierte Artikeldaten.
GibtesHindernisseaufdemWeg,KIimEngineering umzusetzen?
Ja,dassinddurchauserhebliche:WennKIpraxisgerecht entwickelt werden soll, ist es notwendig, sie auf Basis echter realer Projekte zu entwickeln. Konkret bedeutet das:WirbenötigenidealerweisedenZugriffaufKundenprojekte, wenn unsere KI effizienter werden soll und demKonstrukteuroptimalePraxisunterstützunggeben soll–ambestendirektausdemKontextdesSteuerungsund Schaltanlagenbaus heraus. Das verlangt natürlich auch Freigaben von Kundenseite. Zudem: Bei übergreifendenAnsätzenzurAutomatisierungmüssenZugriffs-
hürden abgebaut werden und auch rechtliche Fragen geklärt werden.
Wo stößt KI aktuell in der Elektroplanung an Grenzen?
Die Individualisierung der Darstellung ist eine echte Challenge. Aktuell können wir die KI nur auf einem Standardaufsetzen.DieGestaltungvonSchaltplänenist ohne Zugriff auf Kundenprojekte nicht abbildbar Zudem sind viele Themen in der Elektroplanung keine klassischen KI Aufgaben, sondern lassen sich besser über Algorithmen und physikalische Abhängigkeiten ableiten. Hinzu kommt: Die komplexen Systeme und technischenZusammenhängebeimBauvonMaschinen undAnlagensindherausfordernd.AlleAbhängigkeiten –auchunternehmensspezifische–wollenberücksichtigt werdenunddasistaktuellausmeinerSichteinedergroßen Herausforderungen.
Was soll in Zukunft möglich sein und gibt es schon einenzeitlichenRahmen?
Eineshabenwirunsvorgenommen:dieDingerichtigzu machen.Dasbedeutetauch,dasswirunsdieZeitbiszur Marktreifegeben.WirentwickelnunsereUse-Caseskonsequent weiter, und das zu ganz unterschiedlichen Einsatzzwecken. Beispielsweise mit Siemens arbeiten wir derzeitaneinerweitreichendenEnd-to-EndIntegration, die in Zukunft den gesamten Engineering-Prozess digitalisieren und automatisieren wird. So haben wir in HannovereinenUse-Casegezeigt,mitdemsichaufBasis des Siemens Engineering Copilot systemübergreifend eineKonsistenzderProjektdatenzwischendemTIAPortal und Eplan herstellen lässt. Unsere Vision ist es, KIAgenten als digitale Assistenten für Ingenieure zu etablieren,dieihnenhelfen,effizienterundpräziserzuarbeiten. Sie übernehmen zeitaufwendige Routineaufgaben und ermöglichen es Entwicklungsabteilungen, sich auf kreative und strategische Herausforderungen zu konzentrieren.
Was denken Sie: Wie wird sich die Welt des Konstrukteursindennächsten5bis10Jahreverändern? KIwirdunsereArbeiterleichtern,prägenundverändern. Das schafft dringend benötigte Freiräume für kreative Prozesse und überlässt Wiederholarbeiten dem System. EingroßerVorteilliegtinderverbessertenKollaboration ininterdisziplinärenTeams.KIkannverschiedeneFachbereiche miteinander verknüpfen, vorausschauende VorschlägeundAnalysenliefernsowieFehlerfrühzeitig erkennen. So sparen Ingenieure Zeit und steigern die Qualität ihrer Arbeit. (mz)
VielenDankfürdasGespräch!
TIPP
Eplan zeigt seine Produkte und Lösungen auf der SPS 2025 in Halle 3C, Stand 321.
„Unsere Vision ist es, KI-Agenten als digitale Assistenten für Ingenieure zu etablieren, die ihnen helfen, effizienter und präziser zu arbeiten.“
Marcus Reitz
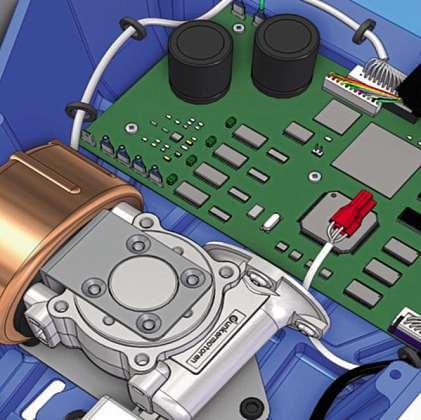
Die historisch getrennt gewachsenen
Disziplinen Elektronik und Mechanik zusammenzubringen und bei der Produktentwicklung zu synchronisieren, verkürzt die Entwicklungszeiten.
Elektronik und Mechanik sind in Produkten heute eng miteinander verflochten, in der Entwicklung allerdings getrennte Inseln. Das verursacht Kommunikationsprobleme, begünstigt Fehler und kostet Zeit. Eine disziplinübergreifende datenbasierte Zusammenarbeit hilft, effizienter zu entwickeln.
In der Fertigungsindustrie zählt jede Sekunde: Im RennenumInnovationwirddieProduktentwicklung daher zu einem Schlüsselfaktor für Wettbewerbsfähigkeit.DiewachsendeVerzahnungvonMechanikund Elektronik und die steigende Komplexität erschweren jedoch Effizienzgewinne in der Entwicklung – ob in der Automobilindustrie, im Maschinenbau oder auch bei Consumer Electronics. Eine datenbasierte E-CADM-CAD-Kollaboration hilft, die Entwicklungsarbeit mechanischer und elektrischer Komponenten zu synchronisieren und vereinfacht den interdisziplinären Austausch. So können Konstrukteure Übertragungsfehler vermeiden, Designprobleme frühzeitig erkennen und Iterationsschleifen reduzieren – und damit die Time-toMarket verkürzen.
WasistE-CAD-M-CAD-Kollaboration?
E-CAD-M-CAD-Kollaborationbeschreibtdieintegrierte Zusammenarbeit zwischen Konstrukteuren in der elektronischenundmechanischenProduktentwicklungauf einer gemeinsamen Datengrundlage.
In diesem Kontext ist der Begriff M-CAD (Mechanical Computer-Aided-Design) nicht auf reine CADAnwendungen begrenzt, sondern schließt jegliche CAx-Anwendungen für die mechanische Konstruktion mit ein.
E-CAD (Electronic Computer-Aided-Design) umfasst den gesamten EDA (Electronic Design Automation)Bereich, inklusive Simulation, sowie elektrisch-elektronische Bereiche wie beispielsweise Kabelbäume. Für eine effiziente Zusammenarbeit sind Lösungen notwendig, die einen schnellen, einfachen und datenbasierten Austausch ermöglichen. Das heißt konkret: Anwendungen für die elektronische und mechanische Produktentwicklung können über ein PDM- oder PLMSystem ohne Medienbrüche direkt kommunizieren. Dies kann mithilfe von Schnittstellen, Automatisierungen und auch Konfigurationen im Datenmanagementsystem erfolgen.
DaMechanik-undElektronikteamshäufigingetrennten Strukturen arbeiten, orientierte sich der Austausch bisher an Meilensteinen: Die mechanischen KonstrukteureentwerfenbeispielsweiseeinGehäuse,dieElektro-
techniker entwickeln auf dieser Basis eine passende Leiterplatte, die Mechanik muss diese wiederrum prüfen, usw. Dieser sequenzielle Prozess führt zu Zeitverzögerungen, unnötigen Iterationen und erhöhtem Abstimmungsaufwand – vor allem, wenn durch kurzfristige Anpassungen neue Produktversionen entstehen.
Eine simultane Zusammenarbeit hingegen ermöglicht es, Anforderungen beider Disziplinen parallel zu berücksichtigen und Probleme frühzeitig zu identifizieren. Dazu ist ein kontinuierlicher Zugriff auf aktuelle Entwicklungsständenotwendig–inbeidenAbteilungen So lassen sich Dopplungen und unnötige Iterationen vermeiden. Eine vollständige digitale Dokumentation der Versionsverläufe erleichtert zudem im Bedarfsfall eine effiziente und fundierte Fehleranalyse
Durch automatisierte Prozesse und Konfigurationen innerhalbvonPDM-oderPLM-Systemensowieentsprechende Schnittstellen lässt sich der Austausch standardisieren und versionieren. Ein häufiger Abgleich zwischen Elektronik und Mechanik wird einfacher, weil aktuelle Versionsstände jederzeit direkt abrufbar sind –ohne manuelle Datenübertragung oder aufwändige Kommunikation. Das reduziert auch Übertragungsfehler durch Medienbrüche und Missverständnisse zwischen den spezialisierten Abteilungen.
Mit E-CAD-M-CAD-Kollaboration etablieren Unternehmen einen effizienten Workflow in der Produktentwicklung. Die Folgen: frühzeitige Fehlererkennung, weniger Design-Iterationen, reibungsloser Austausch Die bisherige organisatorische Trennung von Elektronik und Mechanik erschwert die Umsetzung allerdings.
Medienbrücheüberwinden
Historisch sind Mechanik und Elektronik als getrennte Disziplinengewachsen.Diese„Inseln“miteigenenToolsets, Datenformaten, Terminologien und Regulatorien erzeugen bei der Kollaboration Medienbrüche. Ein Medienbruch entsteht, wenn Daten von einem auf ein anderes Informationsmedium übertragen werden So ist bisherderEinsatzvonZwischenformatenwieDXF,STEP oder IDF üblich, damit E-CAD- und M-CAD-Anwendungen miteinander kommunizieren können ManuelleMedienbrüchedurchKonvertierensindaufwändigundfehleranfällig EinLösungsansatzbietetdas FormatIDX(IncrementalDesignExchange),dasspeziell fürdienahtloseKommunikationzwischenE-CAD-und M-CAD-Systemen entwickelt wurde. IDX erlaubt einen kontinuierlichen Datenaustausch, sodass Änderungen sofort transparent und nachvollziehbar sind.
Einige Software-Lösungen bieten standardmäßig Möglichkeiten zur Kollaboration über das IDX-Format, beispielsweise Siemens NX (M-CAD) und Xpedition (ECAD). Auch wenn IDX bei den beteiligten Tools nicht
Manuelle Medienbrüche durch Konvertieren sind aufwändig und fehleranfällig. Ein Lösungsansatz bietet das Format IDX für die nahtlose Kommunikation zwischen E-CAD- und M-CAD-Systemen.
unterstützt wird, ist es möglich, mithilfe von Automatisierung und Konfiguration des Datenmanagements einen reibungslosen Austausch sicherzustellen.
EineweitereHerausforderungliegtinderEinrichtung eines gemeinsamen Datenmanagements. Die unterschiedlicheArchitekturvonelektronischenundmechanischen Anwendungen erschwert diesen Prozess. PLModerPDM-Systememüssensokonfiguriertwerden,dass sie disziplinübergreifend funktionieren. Das setzt voraus,dassTeilebibliothekenundStücklisten(BOM,Billof Materials)nacheinembestimmtenMusterangelegtund gepflegt werden. Damit wird sichergestellt, dass beide Disziplinen die Daten korrekt auslesen, interpretieren und weiterverarbeiten.
Hier ist ein initialer Konfigurationsaufwand notwendig, um die bestehende Bibliothek anzupassen. Bei späterer Erweiterung können neue Teile entsprechend des Musters hinzugefügt werden. Eine gemeinsame Datenbasis ermöglicht eine datengestützte Planung für ein besseres Ressourcen- und Kostenmanagement. Da die Daten beider Welten kompatibel sind, sind auch interdisziplinäre Digitale Zwillinge möglich, die für TradeOff-Analysen genutzt werden können.
Wie genau Lösungen für die E-CAD-M-CAD-Kollaboration in der Praxis aussehen, hängt stark von der bestehenden Infrastruktur und den eingesetzten Systemen imUnternehmenab InmanchenFällenreichenbereits geeignete Schnittstellen zwischen den Anwendungen, inanderenFällensindumfassendeAutomatisierungen über Konfigurationen im PDM- oder PLM-System notwendig Entscheidend ist, dass beide Systeme nahtlos miteinander kommunizieren können.
Dafür bedarf es fundierter Expertise sowohl in der Elektronik als auch in der Mechanik. Nur wer die spezifischenAnforderungenundArbeitsweisenbeiderDisziplinenversteht,kannpassgenaueLösungenentwickeln. In vielen Fällen empfiehlt sich daher die Zusammenarbeit mit erfahrenen Spezialisten. Var Group beispielsweise bündelt hierfür ihre E-CAD- und M-CAD-Kompetenz in der Marke Var Industries. Durch die Fusion des M-CAD- und PDM/PLM-Dienstleisters PBU CAD-Systeme mit dem EDA- und E/E-Experten Cadlog bringt die VarGroupüber25JahreBranchenerfahrungzusammen und begleitet Unternehmen bei der Umsetzung einer integrierten E-CAD-M-CAD-Kollaboration.
Die Umsetzung sollte mit einer umfassenden StatusQuo-Analyse beginnen: Infrastruktur, eingesetzte Anwendungen, Schnittstellen und Prozesse werden detailliert evaluiert. Darauf basierend erfolgen Handlungsempfehlungen für eine strukturierte Implementierung über klar definierte Meilensteine und Best Practices. Nach erfolgreicher Implementierung profitiert die Entwicklung von:
Frühzeitiger Fehlererkennung
Reduktion der Design-Iterationen
Einfachem und automatisiertem Datenaustausch
Höhere Datentransparenz und Nachvollziehbarkeit
DieseVorteileverschaffenproduzierendenUnternehmen wichtige Zeit- und Kostenersparnisse im Rennen um wertstiftende Innovationen. (mz)

Die React-Flosse erfüllt mehrere Nachhaltigkeitsziele gleichzeitig: geringeres Gewicht, reduzierter Materialeinsatz, weniger Emissionen – und das bei einem wettbewerbsfähigen Preis von 45 Euro pro Paar
Wie kann Technologie helfen, Produkte nachhaltiger, leichter und zugleich leistungsfähiger zu machen? Diese Frage steht im Zentrum eines Projekts von Decathlon und Autodesk: Die entwickelte Flosse punktet mehrfach.
Die Zeiten, in denen Konstruktion vor allem als Frage der Machbarkeit galt, sind vorbei. Heute entscheidet sich im Design, wie nachhaltig, ressourcenschonend und zukunftsfähig ein Produkt wirklich ist. Wer noch immer nach dem Prinzip „schneller, günstiger,bewährt“arbeitet,läuftGefahr,denAnschluss zu verlieren.
Dass es auch anders geht, zeigt die Zusammenarbeit von Decathlon und Autodesk: Mit der Flosse FF 500 React präsentieren sie nicht nur ein neues Sportprodukt,
sonderneinneuesDenkeninderKonstruktion.EntstandenisteineTaucherflosse,diemitwenigerMaterialauskommt, dabei genauso leistungsfähig, aber deutlich umweltfreundlicher ist. Möglich wurde das durch den Einsatz von generativem Design und künstlicher Intelligenz – Werkzeuge, die nicht länger Zukunftsvision sind, sondern Bestandteil moderner Entwicklung
Die Entwicklung der Flosse FF 500 React begann 2023 mit dem Ziel, eine der Ikonen des Tauchsports radikal neuzudenken:funktional,nachhaltigundgestalterisch. DerWegdahinwurdegeprägtdurchdendurchgängigen EinsatzderDesign&Make-PlattformvonAutodesk,die Design, Simulation, Datenverwaltung und Fertigungsintegrationmiteinanderverbindet.DiePlattformbietet nicht nur Werkzeuge zur generativen Gestaltung, sondern erlaubt auch schnelle Iterationen, präzise Simulationen von Lastfällen sowie die nahtlose Überführung indigitaleFertigungsprozesse–einentscheidenderVorteil in der heutigen, stark verkürzten „Time to Market“ Herzstück der Entwicklung dieser neuen Flosse sind die Generative Design-Funktionalitäten innerhalb der Autodesk-Plattform Fusion, die auf künstlicher Intelligenz basieren. Anders als bei herkömmlicher CAD-Modellierung wird das Endprodukt hier nicht manuell gezeichnet, sondern auf Basis definierter Zielgrößen wie Belastbarkeit, Gewicht, Materialeigenschaften und Fertigungsmethoden algorithmisch generiert. Das System erstellt dabei innerhalb kürzester Zeit eine Vielzahl an möglichen Designvarianten – teilweise mehrere Hundert –, die sowohl funktional als auch strukturell optimiertsind.DerMenschdefiniertdieRahmenbedingungen, die Maschine schlägt vor.
FlossemitminimalemMaterialeinsatz
Im Fall der React-Flosse führte dieser Ansatz zu einem neuartigenDesign:DieFlossenformwurdemitminimalemMaterialeinsatzgeneriert–ohneEinbußeninFunktionoderKomfort.DasErgebnisisteineFlosse,dierund 50 Prozent leichter ist als marktübliche Modelle und gleichzeitigdurchihreoptimierteGeometrieeinehohe Leistung im Wasser bietet. Darüber hinaus konnte die CO₂-BelastunginderHerstellungebenfallsumdieHälfte reduziert werden – ein direkter Effekt der materialeffizienten Konstruktion.
Die Entwicklung der FF 500 React-Flosse ist für DecathlonweitmehralseintechnologischesExperiment.Der französische Sportartikelhersteller hat sich das Ziel gesetzt, all seine Produkte schrittweise nachhaltiger zu gestalten – ohne Kompromisse bei der Leistung Die Flosse ist das Ergebnis eines umfassenden Entwicklungsprozesses, bei dem Nachhaltigkeit von Anfang an integraler Bestandteil war GeradeinBranchen,dieaufhoheStückzahlensetzen, ist der Effekt solcher Produktentwicklungen nicht zu unterschätzen. Bei einem so weitverbreiteten Produkt wie einer Taucherflosse – jedes Jahr gehen weltweit Millionen Exemplare über die Ladentheke – wirken sich selbst kleine Einsparungen beim Materialverbrauch oder bei der Produktion direkt auf die CO₂-Bilanz aus. Umso bedeutsamer ist es, wenn ein einzelnes Produkt wie die React-Flosse gleich mehrere Nachhaltigkeitszielegleichzeitigerfüllt:geringeresGewicht,reduzierter
Materialeinsatz, weniger Emissionen – und das bei einem wettbewerbsfähigen Preis von 45 Euro pro Paar
Wirtschaftlichskalierbar
Bemerkenswertistdabei,dassdiesetechnologischeund ökologische Leistung erzielt werden konnte, ohne dass der Produktpreis gestiegen ist. Im Gegenteil: Die ReactFlosse ist nicht nur umweltfreundlicher, sondern auch serienreif und bezahlbar Sie wird ab Frühjahr/Sommer 2025 in ausgewählten Decathlon-Filialen in Frankreich, Italien, Deutschland, Kroatien und weiteren europäischenLändernerhältlichsein,sowiezusätzlichüberden Online-Shop europaweit.
Diese Skalierbarkeit ist ein zentrales Argument für den Einsatz von generativer KI in der Konstruktion Denn was in Pilotprojekten erprobt wird, muss sich in derPraxiswirtschaftlichtragen–insbesondereimpreisintensiven Konsumgütersegment.
NeueRollenfürKonstrukteure
FürKonstrukteureselbstmarkiertderverstärkteEinsatz vonKIimDesignprozesseineveränderteRolle:Stattjede Geometriemanuellzumodellieren,definierensieheute Zielgrößen,RandbedingungenundLeistungsparameter und analysieren die automatisch generierten Entwurfsvorschläge auf Umsetzbarkeit, Funktionalität und Fertigungstauglichkeit. Die Rolle verschiebt sich vom zeichnenden Entwickler hin zum gestalterisch denkenden Systemarchitekten, der nicht nur Geometrien schafft, sondernSzenariendenktundbewertet.Damitwachsen die Anforderungen an analytisches Denken, Materialverständnis und Prozesswissen – aber auch die gestalterischeFreiheit.DigitaleToolsnehmenRoutinearbeitab, eröffnenaberzugleichneueSpielräumefürnachhaltige, innovative Lösungen.
Der Aufstieg von KI und Automatisierung führt also zu einer Umgestaltung von Berufsbildern und erhöht den Bedarf an Weiterbildungs- und Umschulungsprogrammen. Eine Herausforderung für die Branche, wie die Ergebnisse des jährlich erscheinenden State of Design & Make Report zeigen, den Autodesk Ende April diesesJahresveröffentlichte.Autodeskbefragtefürden Reportweltweitmehrals5.500Branchenführerausder Design- und Fertigungsbranche, der Medien und Entertainment-Branche sowie der AECO Branche Aus Deutschland nahmen insgesamt 460 Experten an der Umfrageteil.MehralsdieHälftederBefragtenweltweit (59 Prozent) gaben an, es sei schwer, neue Mitarbeiter mit den richtigen technischen Fähigkeiten zu finden HierwirddieZukunftzeigen,wiedieBranchemitdieser AufgabeumgehtundinwieweitsichbeispielsweiseAusbildungsinhalte anpassen und verändern werden.
DurchdieengeVerknüpfungvonkünstlicherIntelligenz, generativemDesignundeinerklarenökologischenZielsetzung wurde hier ein Alltagsprodukt sowohl technologisch als auch ökologisch grundlegend neu gedacht. Für die Konstruktionsbranche ist dieses Projekt ein wichtiges Signal: Die Zukunft gehört integrierten, intelligentenEntwicklungsprozessen,beidenenTechnologie nichtSelbstzweckist,sondernWerkzeugzurGestaltung einer nachhaltigeren Produktwelt. (mz)
Autodesk stellt auf der Formnext vom 18. bis 21.11.2025 in Halle 11, Stand E.18 aus.
VERFASST VON RaphaëlVis Design Leader Decathlon
Die Franke GmbH, bekannt für ihre platzsparenden Drahtwälzlager, setzt auf das PDMSystem Phoenix/PLM als zentrale digitale Plattform, um unter anderem die Verwaltung von Konstruktionsdaten zu optimieren.

EinezentraleRollefürdieeffizienteProjektabwicklungbeiderFrankeGmbHspieltdiedurchgängige VerfügbarkeitderKonstruktionsdatenundModelle entlang der gesamten Prozesskette. Phoenix/PLM (Anmerk. d. Red.: ehemals Phoenix/PDM) vonOrconstellt dieseInformationenallenbeteiligtenAbteilungenbisin die Fertigung zur Verfügung und trägt maßgeblich zur Umsetzung der digitalen Zukunftsstrategie bei EinaufindividuelleAnforderungenoptimiertesWälzlager zu entwickeln, verlangt tiefes Know-how in KonstruktionundFertigung Anfangder1980er-Jahregelang dem Franke-Entwicklungsteam ein entscheidender Schritt:DiebisdahinverwendetenLinearführungenmit Kugelumlaufsystem wurden durch ein neues Rollenprinzip ersetzt. Die Rollen laufen in einem Winkel von 45 Grad über profilierte Stahlstäbe, die in Aluminiumführungenintegriertsind.DerenFormlässtsichnahezu frei gestalten. In Verbindung mit dem später entwickelten„Flüsterlager“erschlosssicheinneuesAnwendungsfeld. Besonders in der Medizintechnik sorgt dieses spezielle Lager durch eine elastische Ummantelung zwischen Laufringen und Gehäuse für eine deutlich redu-
In typischer HiddenChampion-Manier produziert Franke alle Bauteile und Komponenten am Standort Aalen. Rund 340 Mitarbeitende arbeiten daran, die Vier-Punkte-Geometrie von Drahtwälzlagern und Linearführungen weiterzuentwickeln.
zierte Geräuschentwicklung bei hohen Drehzahlen. In modernen Computertomografen rotiert die Röntgenröhremitbiszu300UmdrehungenproMinuteumden Patienten.FürdieseAnwendungzählenPräzision,Laufruhe und Zuverlässigkeit. Franke entwickelt und fertigt dieCT-LagergemeinsammitdenKundenundbietetsie auch mit integriertem Direktantrieb an.
Konstruktionsdateneffizientverwalten
Mit dem ersten CAD-System auf Basis des 2D-Programms ME10 stellte sich bei Franke schnell die Frage, wiesichZeichnungenundKonstruktionsdateneffizient undfehlersicherverwaltenlassen,auchüberNachfolgeVersionen hinweg Orcon-Geschäftsführer Peter Nürk begleitete das Unternehmen Mitte der 1990er-Jahre als einenseinererstenKundenaufdemWegindiedigitale Konstruktion. Anfang der 2000er wechselte Franke auf 3D mit Solidworks und setzte hier ebenfalls auf Orcon. Phoenix/PLM sorgt seitdem dafür, dass alle Daten aus ME10 und Solidworks übergreifend verfügbar bleiben, unabhängig von wechselnden Softwareversionen oder Betriebssystemen.EineKonstanz,dieimDigitalzeitalter alles andere als selbstverständlich ist.
HeutesindbeiFranke15ArbeitsplätzemitSolidworks ausgestattet.InmanchenFällenwerdennoch2D-Zeichnungen aus ME10 benötigt. Dank Phoenix/PLM lassen sich diese schnell finden, öffnen und bei Bedarf auch konvertieren.ZuderreinenFunktionderKonstruktionsdatenverwaltungkamenschnellweitereModulehinzu: eine MS-Office-Schnittstelle, Druck- und Plotmanagement, das Erstellen von Neutralformaten wie PDF, IGES oder DXF und vieles mehr
Sandra Pietsch verantwortet bei Franke das Thema PDM/PLM Für sie liegt ein zentraler Vorteil von Phoenix/PLMindessenFlexibilitätundSchnelligkeit:„Phoenix/PLM ist mit uns gewachsen und hat sich stets unserenBedürfnissenangepasst BeiderSucheistesfüruns eine enorme Zeitersparnis, da wir sehr schnell Ähnlichkeiten aus bisherigen Konstruktionen finden und ableiten können. Diese Suche in Phoenix/PLM ist bei uns obligatorischzuBeginnjederNeukonstruktion.InPhoenix/PLM findet sich dann das passende Modell. Dieses wird angepasst und mit einer neuen Nummer, der zugehörigen Zeichnung und der Stückliste versehen.“ Bevor die Fertigung startet, erfolgt die finale Abstimmung mit dem Kunden. Sobald die Freigabe vorliegt,
stößt Phoenix/PLM den Abgleich mit dem ERP-System ProAlphaan.DiebidirektionaleSchnittstellevonOrcon sorgtdabeifüreinenreibungslosenDatenflusszwischen Konstruktion und ERP Auf dieser Basis legt die Arbeitsvorbereitung im ERP die weiteren Prozessschritte an, inklusive digitaler Fertigungspapiere und direkter VerlinkungzurWerkstattzeichnung InderFertigungselbst stehtanjederMaschineeinvernetzterMonitormiteiner Viewing-Lizenz von Phoenix/PLM und der Erweiterung Phoenix/E Motion, die den Datenaustausch für eine papierlose Fertigung unterstützt.
Sobald ein Produkt geändert wird, etwa durch einen Kundenwunsch oder eine interne Verbesserung, erhält eseinenneuenIndex.DieVergabeerfolgtdirektinPhoenix/PLM, das damit die führende Rolle im Änderungsprozess einnimmt. Auch die Dokumentation liegt im System.ÜberPhoenix/EMotionwirdderneueIndexmit dem ERP-System und dem MES-System Tisoware abgeglichen So ist sichergestellt, dass alle Beteiligten entlangderProzesskettemitdemaktuellenIndexarbeiten. Rückverfolgbarkeit, Variantenkontrolle und Prozesssicherheit bleiben erhalten; vom ersten Konstruktionsschritt bis zur Bearbeitung an der Maschine
SandraPietschbeschreibtdenAblaufso:„Wennsichan einem Produkt etwas ändert, vergeben wir dafür einen neuen Index und dokumentieren das lückenlos. Jede VersionisteindeutigeinerProduktnummerzugeordnet. So wissen wir genau, was in welcher Ausführung gefertigt wurde. Wenn später ein Ersatzteil gebraucht wird, könnenwirexaktdieseVariantewiederherstellen.Phoenix/PLM steuert und dokumentiert den gesamten Ablauf, vom Änderungsantrag über die Prüfung bis zur Freigabe. Auch der eigentliche Durchlauf startet direkt aus dem System.“
Neben den typischen Aufgaben eines PDM-Systems unterstütztPhoenix/PLMbeiFrankeauchangrenzende Abteilungen:DasSystemverwaltetNC-Programmeund Einrichtepläne für die Maschinensteuerung und stellt sie der Programmierabteilung zur Verfügung; zudem greifen Bereiche wie beispielsweise der Projektvertrieb, der Einkauf, die Fertigung, der Service oder die QualitätssicherungregelmäßigaufzentraleInformationenzu. Diese breite Nutzung erklärt die hohe Zahl an Zugriffslizenzen:ImBetriebsindrund60Viewing-Lizenzenim Einsatz, ergänzt durch etwa 25 Voll-Lizenzen für KonstruktionundtechnischeVerwaltung Phoenix/PLMzeigt damit, wie sich die Anforderungen eines mittelständischen Fertigungsunternehmens mit einer durchgängigen Lösung zuverlässig abbilden lassen, ohne überdimensioniert oder unnötig komplex zu wirken
FürSandraPietschistdieintuitiveBedienungvonPhoenix/PLM ein zentraler Grund für die hohe Nutzerakzeptanz:„DerAufbauvonPhoenix/PLMistselbsterklärend. IchführedieSchulungenfürneueMitarbeitendeselbst durch In der Regel dauert das etwa eine Stunde, dann können sie direkt loslegen.“ Auch die Zusammenarbeit mitOrconhebtsiehervor:„WennalleSoftwarehersteller sogutenServicebietenwürdenwieOrcon,wäredassensationell. Die Erreichbarkeit ist hervorragend, sowohl telefonisch als auch per Mail. Auf eine E-Mail an den
Support erhalte ich oft schon nach einer halben Stunde eineRückmeldungausKirchentellinsfurt,entwedermit einer Lösung oder mit einer klaren Einschätzung zur weiteren Bearbeitungsdauer.“ Darüber hinaus lassen sich eigene Anpassungen von Feldern durch die Administratoren einfach vornehmen und bleiben auch bei Release-Wechseln erhalten.
AlslangjährigeAnsprechpartnerinfürPhoenix/PLMhat Sandra Pietsch die kontinuierliche Weiterentwicklung im Blick: „Neue Themen, wie die Verwaltung von NCProgrammen, werden aufgegriffen und pragmatisch umgesetzt. In den zehn Jahren, in denen ich Phoenix/ PLMinternbetreue,istdasSystemmitjedemneuenRelease,aberauchmitjederneuenCAD-Versionundjedem Betriebssystemwechsel, stabil gelaufen. Wir sind vermutlich einer der ältesten Kunden von Orcon und greifenheuteganzselbstverständlichaufDatenzu,dienahezu 30 Jahre alt sind. Das halte ich für bemerkenswert.“ Damitistfürsieklar,dassFrankeauchzukünftigbestens mit Phoenix/PLM aufgestellt ist: „Eine Idee ist ein Konfigurator, für den mittels Phoenix/PLM automatisch Modelle und Zeichnungen erstellt werden. Außerdem solldasvorhandeneWerkzeugmanagementsystemüber Phoenix/PLM Zugang zu Modellen und Zeichnungen bekommen,umdieInformationenintelligentdigitalzu verknüpfen. Da Phoenix/PLM mit seiner virtuellen Projektmappen-Strukturidealdazugeeignetist,Zertifikate und projektbegleitende Dokumente zu administrieren, soll das System in Zukunft gleich alle im Unternehmen vorhandenen Verträge verwalten.“ (mz)
Phoenix/PLM sorgt dafür, dass alle CADDaten übergreifend verfügbar bleiben, unabhängig von wechselnden Softwareversionen oder Betriebssystemen. Das Bild zeigt die 3D-Modell-Maske in Phoenix/PLM.
„Wir sind vermutlich einer der ältesten Kunden von Orcon und greifen ganz selbstverständlich auf Daten zu, die nahezu 30 Jahre alt sind.“
Sandra Pietsch, Franke

ELEKTROKONSTRUKTION
Von Stunden zu Minuten: Die Lösung Electrix AI 2026 erstellt jetzt komplette Schaltschränke in nur zwei Minuten. PDF-Import, automatische Übersetzungen und KI-Layout sparen Zeit, Kosten und Nerven.
BTIPP
auf der SPS
Stand 230, Halle 6.
IntelligenteAutomatisierung:Layoutin MinutenstattHandarbeit
Das Herzstück von Electrix AI 2026 ist der neu entwickelte Layoutgenerator Er generiert aus Stromlaufplänen automatisch ein normgerechtes Schaltschranklayout.DieKIerkenntfunktionaleGruppen,platziertKomponenten und Trägersysteme logisch und berechnet
ereitsimvergangenenJahrhatWSCADmitderLösungElectrixAIeineSoftwarefürElektrokonstrukteure vorgestellt, die KI direkt in deren Arbeitsalltagbringt.PünktlichzurSPSSmartProductionSolutions 2025 stellt das Unternehmen jetzt die Version 2026 vor, die den kompletten Prozess der Schaltschrankplanung automatisiert.Schaltschränke–dasNervenzentrumjeder Maschine, Anlage oder Fertigungslinie – werden damit nicht mehr mühselig über viele Stunden am Bildschirm geplant, sondern innerhalb von nur zwei Minuten automatischerstellt.Ingenieurewerdensovonzeitintensiven RoutinenentlastetundkönnenihreRolleneudefinieren: wegvomAbarbeitenvonListen,hinzumDirigenten,der dieArbeitorchestriertundFreiräumefüranspruchsvolle Aufgabengewinnt.
optimale Verdrahtungswege – inklusive Routing, Platzbedarf und thermischer Vorgaben. Als weiteres Alleinstellungsmerkmal wird die automatische Übersetzung von Schaltplänen in andere Sprachen bezeichnet – ein Arbeitsschritt,derbisherzeitaufwendigausgelagertwurde,KostenverursachteundhoheFehlerquotenbarg Im UnterschiedzuklassischenAssistenzfunktionenbasiert
Mit der Weiterbildung zum „AI Certified Electrical Engineer“ können Fachkräfte ihre Kompetenz gezielt ausbauen und sich als Experten im Umgang mit KI positionieren.
NACHGEFRAGT

Electrix AI 2026 nicht auf starren Regeln, sondern auf maschinellem Lernen, eigenen KI-Modellen und ingenieurtechnischen Vorgaben. Jede Entscheidung wird revisionssicherdokumentiert–einentscheidenderVorteilfürBranchenmithöchstenQualitätsanforderungen.
ProduktivitätsschubfürIngenieure–EntlastungfürUnternehmen
Für Electrical Engineers bedeutet Electrix AI 2026 eine spürbareEntlastungimAlltag:RoutinenwieNachzeichnen, Normprüfungen oder Übersetzungen entfallen, sodasssichderFokusstärkeraufPlanung,Optimierung undQualitätssicherungverlagert.EinProzess,derbisher vieleStundenbeanspruchte,istnuninwenigenMinuten abgeschlossen. Der Anwender profitiert von weniger Stress, mehr Überblick und der Möglichkeit, Projekte souveränzusteuern,stattsiemühsamSchrittfürSchritt durchzuführen. Für Unternehmen wiederum entsteht
Dr.AxelZein, CEO der WSCAD GmbH
HerrDr.Zein,warumhateinElektrokonstrukteurIhrer MeinungnachursprünglichseinenJobgewählt?
Dr. Axel Zein: Viele Elektrokonstrukteure sind getrieben von echter Ingenieursleidenschaft – sie wollen verstehen, wie Dinge funktionieren, und technische Lösungen schaffen, die greifbar sind. Die Faszination für Elektrizität, Logik und Systematik war bei vielen schon in der Ausbildung da. Es ist der Mix aus präzisem Denken und sichtbarem Ergebnis, der diesen Beruf so besonders macht: Aus Ideen entstehen reale Maschinen, Anlagen und Produkte – mit unmittelbarem Nutzen für Wirtschaft und Gesellschaft
UndwardieserKonstrukteurindenvergangenenJahren wohlglücklichmitseinenAufgaben?
Das klassische Ingenieurideal ist über die Jahre unter Druck geraten. Die Systeme wurden komplexer, die Dokumentationspflichten umfangreicher, und die Zeit für die technische Innovation immer knapper. Viele hochqualifizierte Ingenieure verbrachten ihre Tage mit Copy & Paste, Erzeugen von Listen, Überprüfen von Normen und Regularien und Nachzeichnen – statt mit Entwerfen und Entscheiden. Das demotiviert und bremst die Innovationskraft. Genau an diesem Punkt setzen wir mit Electrix AI an: Wir geben den Ingenieuren die Zeit für Technik und Freude an ihrer Arbeit zurück. Und machen sie gleichzeitig viel produktiver
ImZeitaltervonMaschinellemLernen:Warumhater jetztwiederSpaß?
Weil er wieder gestalten darf – und weniger administrieren und verwalten muss. Electrix AI übernimmt Routineaufgaben, erkennt Muster, prüft automatisch Normen und erstellt Auswertungen, Listen und komplette Schaltschränke in Minuten. Der Konstrukteur steuert nur noch den Prozess
– er sagt der KI, was er braucht, präzisiert gegebenenfalls und diese liefert Ergebnisse. Damit wird aus der Adminstration wieder technische Führung: Der Ingenieur wird zum technischen Gestalter seiner Konstruktion.
WiehängenKIundKarrierebeziehunsweiseArbeitsmarktzusammen?
Technologische Sprünge haben unter dem Strich nie Arbeitsplätze vernichtet, sondern Wachstum erzeugt. Als die Eisenbahn kam, verschwanden die Pferdekutschen und damit größtenteils auch die Kutscher. Aber entstanden sind Lokführer, Servicepersonal, Maschinenbauer, Ingenieure etc. Jeder einzelne Zug hat mehr Jobs geschaffen als eine Pferdekutsche jemals hatte. Genau das passiert jetzt in der Elektrokonstruktion. KI steigert die Produktivität und das bringt Wachstum. Wachstum schafft neue Arbeitsplätze – immer!
WagenwirdenaugenzwinkerndenBlickindieGlaskugel: WannwirdderElektrokonstrukteurüberflüssig?
Er wird überflüssig, wenn sich, überspitzt gesagt, Physik, Kreativität und Verantwortung abschaffen lassen – also nie. Solange Maschinen, Anlagen und Sonderlösungen neu gedacht werden müssen, braucht es meiner Meinung nach das menschliche Urteilsvermögen. Die KI liefert Geschwindigkeit, bequeme Abarbeitung von Routinetätigkeiten und Präzision. Aber der Ingenieur bleibt derjenige, der Anforderungen interpretiert und korrigiert, Risiken bewertet, Entscheidungen trifft und alles, einschließlich der Qualität, verantwortet. Die Zukunft gehört dem Dreamteam aus menschlicher Erfahrung und Kreativität und maschineller Intelligenz.
DasInterviewführteMonikaZwettler
einmassiverProduktivitätsgewinn,dergeradeinZeiten von Fachkräftemangel entscheidend ist – denn auch AuszubildendeoderwenigererfahreneMitarbeiterkönnen dank der selbsterklärenden KI schnell produktiv arbeiten.
ZweiPraxisbeispiele:Zeitsparenund Effizienzsteigern
Von messbaren Fortschritten und Effizienzsprüngen in der Elektrokonstruktion können bereits zwei Kunden von WSCAD berichten:
Das Unternehmen Wago konnte mit Electrix AI seine Projektzeiten im Durchschnitt um rund 50 Prozent verkürzen. Prozesse, die früher viele Stunden dauerten, laufen heute in Minuten Besonders in der Schaltschrankplanung erzielen die WagoKonstrukteure enorme Produktivitätsgewinne.
Das Unternehmen Baader Automatisierung, Experte für Schaltanlagenbau und Automatisierungstechnik, nutzt den automatisierten PDF-Import, die KI-Projektierung und die automatische Übersetzung technischer Dokumente.
Das System erkennt Symbole, Leitungen und Funktionen selbstständig, konvertiert sie in ein vollständiges WSCAD-Projekt. Die künstliche Intelligenz übersetzt anschließend den fertigen Plan in die benötigte Sprache – dabei stehen 102 Sprachen zur Verfügung. Damit wird die Projektierung bei Baader um bis zu 80 Prozent beschleunigt, gleichzeitig steigt die Qualität. Ein weiterer Pluspunkt: Die internationale Zusammenarbeit wird erheblich erleichtert.
„Solche Ergebnisse zeigen: KI ersetzt keine Ingenieure – sie multipliziert ihre Wirkung“, sagt Dr Axel Zein, CEO der WSCAD GmbH.
ImKI-Zeitaltereröffnensichauchneue KarrierewegefürIngenieure
WSCADisteigenenAngabenzufolgederzeitdereinzige Anbieterweltweit,derkünstlicheIntelligenzinderElektrokonstruktion derart umfassend integriert. Damit eröffnetElectrixAI2026nichtnurneueMöglichkeitenfür
Kommen die Schaltpläne des Kunden als PDF, werden diese in Electrix AI 2026 einfach importiert: Symbole, Leitungen und Funktionen werden automatisch erkannt und in ein WSCAD-Projekt konvertiert.
Unternehmen, sondern auch für die Karriere der Ingenieure selbst. Mit der Weiterbildung zum „AI Certified Electrical Engineer“ können Elektrokonstrukteure ihre Kompetenz gezielt ausbauen und sich als Experten im UmgangmitkünstlicherIntelligenzpositionieren–ein Zertifikat, das es nur bei WSCAD gibt und das Ingenieuren einen deutlichen Vorsprung im Wettbewerb verschaffen soll. Für dessen Innovationskraft wurde das Unternehmen 2025 sowohl mit dem Schaltschrankbau InnovationAwardalsauchmitdemrenommiertenTOP 100 Innovator Award in der Kategorie „Innovative Prozesse und Organisation“ ausgezeichnet.
„Mit Electrix AI 2026 sind wir die einzigen weltweit, die KI im Schaltschrankbau so konsequent einsetzen. Wir leben das KI-Zeitalter und geben Ingenieuren die Chance, den nächsten Schritt zu gehen: weg von Routine, hin zu Steuerung, Kreativität und Verantwortung Electrix AI 2026 ist damit nicht nur ein Werkzeug, sondern der Beginn einer neuen Epoche in der Elektrokonstruktion“, sagt Dr Axel Zein. (mz)


Automatisierung, Integration und Kollaboration vereinfachen Prozesse
Zuken hat Details zur Version 2026 von E3. Seriesbekanntgegebenundbetont,dassdie neueVersionleistungsstarkeFunktionenfür optimierte Elektro- und Fluidplanung und interdisziplinäre Zusammenarbeit mitbringt. Im Fokus stehen die Reduzierung repetitiver Aufgaben, die Verbesserung der DatenintegritätunddieBeschleunigungvon Projektzyklen – insbesondere bei der Entwicklung komplexer Varianten, umfangreicher Bauteilbibliotheken oder integrierter 2D-/3D-Workflows. Zu den Highlights gehörtderneueE3.Cloud-View,dermiteinem browserbasierten Zugriff auf Projekte und der Integration von Online-Dokumentationen eine standortübergreifende Zusammenarbeit ermöglicht. Ein zentrales Ent-
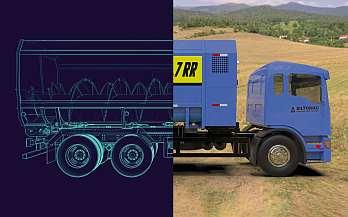
DasUpdate2026derSoftwareDesigncenter Solid Edge von Siemens Digital Industries Software führt eine intelligente Automatisierung ein, die Konstruktionsworkflows revolutioniert.DieneueFunktionMagnetic SnapAssemblybeschleunigtdiePlatzierung
KÜNSTLICHE INTELLIGENZ
von Komponenten in Baugruppen, indem siemithilfevonKI-Technologieautomatisch Zwangsbedingungen anwendet. Die neue automatischeZeichnungsfunktionnutztKI, um bis zu 80 Prozent der 2D-Zeichnungsansichten mit minimalem Aufwand zu generieren, inklusive orthogonaler, ausgebrochener und isometrischer Ansichten mit Bemaßungen.DesigncenterSolidEdgeführt außerdem Design Copilot ein, einen dialogorientierten KI-Chatbot, der direkt in der Konstruktionsumgebung kontextbezogene UnterstützunginEchtzeitbietet.ZudembietetdieSoftwarejetztleistungsstärkereFunktionen für Zeichnungserstellung und modellbasierte Definition. SPS 2025: Halle 11 solidedge.siemens.com
Software versteht Konstruktionsdaten
MitderKI-gesteuertenPlattformPartSpace AI will das Unternehmen Part Space, eine MarkedesUnternehmensEasy2Parts,einen Meilenstein bei industrieller KI erreicht haben: Part Space AI ermöglicht Anwendern effizientereProzesseundEinsparpotenziale beiderBeschaffungzeichnungsgebundener Bauteile. Das eingesetzte KI-Modell Abella wurde für den technischen Einkauf entwickelt. Während klassische KI-Systeme primäraufText-oderERP-Datensetzen,wurde Abella darauf trainiert, relevante Merkmale in CAD-Zeichnungen und 3D-Modellen zu erkennen – von Maßen und Toleranzen bis zu Materialien und Nachbearbeitungsverfahren. Diese Informationen analysiert, strukturiert und verknüpft die KI automa-
tisch mit historischen Einkaufsdaten und externen Marktinformationen Sie erkennt, wie ein Bauteil gefertigt werden kann, welche Produktionsverfahren geeignet sind und welcher Zielpreis realistisch ist www.partspace.io
wicklungsziel von E3.Series 2026 war die Optimierung der täglichen Arbeit und der Entwurfsprozesse für Anwender – das verbesserte Varianten- und Optionsmanagement sorgt für eine schnellere Navigation und Bearbeitung in datenintensiven Umgebungen. Auch die Zusammenarbeit in Multi-User-Projektenwurdeverbessert:Visuelle Echtzeitindikatoren,benutzerbezogeneProjektfilterunddieSichtbarkeitaktiverNutzer helfen dabei, Versionierungskonflikte zu vermeiden und Iterationen schneller umzusetzen.EinneuerSuchen-und-Ersetzen-Mechanismus für Attribute und Texte ermöglichtpräziseMassenänderungeninkomplexen Projekten. SPS 2025: Halle 3C, Stand 301 www.zuken.com
Dassault Systèmes präsentiert auf der SPS 2025LösungenfürdiedigitaleFabrikderZukunft. Im Mittelpunkt steht die AutomatisierungmitvirtuellenZwillingenundKI-gestützte Produktentwicklung Besucher er-
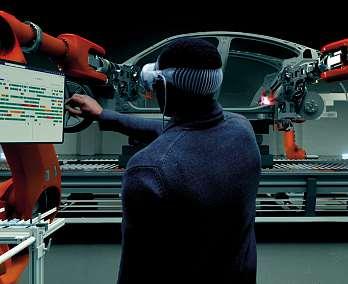
fahren,wiekünstlicheIntelligenzundgenerative Lösungen den Konstruktionsprozess verändern und wie Zeit und Ressourcen effizientergenutztwerden.SobleibenInnovationen nicht länger hinter den MöglichkeitenzurückundEntwicklererhaltendieFreiheit, vielfältige Szenarien schneller umzusetzen, zu prüfen und zu optimieren. Dassault Systèmes demonstriert an seinem StandzudemdieneuenKI-gestütztenFunktionen von Solidworks 2026 sowie den virtuellen KI-Begleiter Aura Darüber hinaus wirderstmalsdieE-CAD/M-CAD-Integration mitder„UnifiedBOM“indenFokusgerückt – eine Stückliste, die Elektrokonstruktion und Mechanik vereint und Nacharbeit eliminiert. SPS 2025: Halle 6, Stand 108/110 www.3ds.com
SCHWEISSEN
Cloos hat mit Tandem+ einen neuen MIG/MAG-Schweißprozess entwickelt. Die Technologie basiert auf einem revolutionären 3-Draht-System und bietet eine bis zu 40 Prozent höhere Abschmelzleistung im Vergleich zur bisherigen Tandem-WeldTechnologie. Im Interview beleuchtet Torsten Kring, Gruppenleiter Automatisiertes Schweißen & Offline-Programmierung, die Technologie näher.
Herr Kring, wie kam es zur Entwicklung von Tandem+?WelcheKunden-Anforderungengabeshier? Torsten Kring: Tandem+ ist das Ergebnis einer konsequenten Weiterentwicklung unseres bewährten Tandem-Verfahrens.Zielwares,dieAbschmelzleistungund Schweißgeschwindigkeitnochmalsdeutlichzusteigern und damit neue Maßstäbe im automatisierten MIG/ MAG-Schweißenzusetzen.DieEntwicklungwurdeinsbesonderedurchAnforderungenausBranchenwiedem Schienenfahrzeugbau, der Windkraft und dem schweren Stahlbau angestoßen – Bereiche, in denen hohe

SchweißvoluminaunddickwandigeBauteilezumAlltag gehören. Mit Tandem+ bietet Cloos eine zukunftsweisende Lösung, die Effizienz, Prozesssicherheit und Flexibilität auf ein neues Niveau hebt.
Wie unterscheidet sich TANDEM+ vom gängigen Tandem-Verfahren?WasistdasBesondere?
ImGegensatzzumklassischenTandem-Schweißenmit zwei Lichtbögen setzt Tandem+ auf ein innovatives 3-Draht-System. Dabei werden zwei Lichtbögen mit einem zentralen Zusatzdraht in einem gemeinsamen Schmelzbad kombiniert. Diese Technologie ermöglicht einedeutlichhöhereAbschmelzleistungundmaximale Schweißgeschwindigkeiten.Zudemreduziertderdritte Draht die Streckenenergie und hat einen positiven EinflussaufdieMetallurgiederSchweißnaht.Zudembleibt der Wechsel zwischen Tandem und Tandem+ flexibel –mit demselben Brenner kann der zusätzliche Draht einfach zugeschaltet werden. Auch Sensoriklösungen können weiterhin problemlos eingesetzt werden.
Im Vergleich zu anderen MIG/MAG-Verfahren: Wie performt hierbei TANDEM+ in Bezug auf Schweißzeit,Lagenetc.?
Tandem+bietet–abhängigvonderAnwendung–biszu 40 Prozent höhere Abschmelzleistung im Vergleich zu
ZURPERSON
Torsten Kring absolvierte eine Ausbildung zum Energiegeräteelektroniker und ist seit 1985 bei Cloos beschäftigt. Nach seiner Ausbildung spezialisierte er sich in der Anwendungstechnik auf Tandem- und Laserschweißprozesse und war weltweit bei Kunden im Einsatz. Heute ist der Gruppenleiter für automatisiertes Schweißen und Offline-Programmierung im Bereich Anwendungstechnik.

herkömmlichen Tandem-Verfahren. Dadurch lassen sich die Schweißzeiten deutlich verkürzen und die Anzahl der Schweißlagen reduzieren. Auch der Aufwand fürZwischenlagenreinigungundNachbearbeitungsinkt spürbar Besonders im Vergleich zum UnterpulverSchweißen zeigt Tandem+ Vorteile hinsichtlich der Nacharbeit und Flexibilität. Die Prozessstabilität bleibt dabei auf hohem Niveau – selbst bei komplexen Geometrien und anspruchsvollen Schweißaufgaben.
WelcheMaterialienlassensichhiermitschweißen?
DerProzesseignetsichbesondersfürdasSchweißenvon dickwandigenStahlkomponenten,wiesieinderSchwerindustriehäufigvorkommen.AktuellliegtderFokusauf Stahl, theoretisch sind jedoch auch andere Materialien möglich.ErsteTestsmitFülldrahtlaufenbereits,unddie Entwicklung wird kontinuierlich vorangetrieben.
WelchesEquipmentisthierzunötig?
Für Tandem+ stellt Cloos ein spezielles Upgrade-Kit bereit, mit dem bestehende Tandem-Schweißanlagen einfach und kosteneffizient nachgerüstet werden können. DieIntegrationinvorhandeneSystemeerfolgtabhängig vom jeweiligen Anwendungsfall und wird individuell abgestimmt
In welchen Branchen lässt sich der neue Schweißprozesseinsetzen?
Tandem+ kommt überall dort zum Einsatz, wo hohe Schweißvolumina und komplexe Anforderungen bestehen. Besonders verbreitet ist der Prozess im Schienenfahrzeugbau, in der Windkraftindustrie, im KesselundStahlbausowieinderBaumaschinenbranche.Auch der Schiffsbau, die Agrarindustrie, die Verteidigungsindustrie und das Auftragsschweißen profitieren von den Vorteilen dieser Technologie. Tandem+ eignet sich insbesonderefürAnwendungenmitdickwandigenBauteilen und mehrlagigen Schweißnähten, bei denen Effizienz,ProzesssicherheitundQualitätentscheidendsind.
GibtesersteAnwender-Feedbacks?
DieerstenRückmeldungenvonAnwendernsinddurchwegpositiv.Tandem+wirdalszukunftsweisenderSchritt im MIG/MAG-Schweißen wahrgenommen Erste Versuche an konkreten Kundenbauteilen laufen bereits –dieAuswertungenerfolgengemeinsammitdenKunden. Hinweis für Interessierte: Cloos bietet die Möglichkeit, Tandem+ direkt an eigenen Bauteilen zu testen. Sprechen Sie uns gerne an! (jup)
HerrKring,vielenDankfürdasGespräch!
Tandem+ kombiniert zwei unabhängige Lichtbögen mit Zusatzdraht in einem Schmelzbad.



JulianaPfeiffer Redakteurin konstruktionspraxis






KLEBSTOFF
Ein siebenköpfiges Team des Automobilherstellers Nissan ist zu einer Pole-to-Pole-Expedition aufgebrochen, um die Elektromobilität unter extremen Bedingungen zu testen. Die Testfahrt durch die kanadische Arktis zum Nordpol war nur mit speziell umgebauten Fahrzeugen möglich – eine Herausforderung für jede Klebeverbindung.

Keine normalen Straßen, nur gefrorenes Meereseis – Die Fahrt durch die kanadische Arktis zum Nordpol war nur mit speziell umgebauten Fahrzeugen möglich.
Das kanadische Unternehmen Total Composites verschiebt die Grenzen des Möglichen: Als ZulieferervonComposite-AufbautenfürdenTruckCamper-Bereich hat das Unternehmen die PremiumQualität seiner Wohnaufbauten bei einer Reise zum NordpolunterBeweisgestellt.DieReisewarderTestlauf für die vom japanischen Automobilhersteller Nissan organisierte Pole-to-Pole-Expedition, die von März bis Dezember 2023 stattfand und darauf abzielte, die Möglichkeiten der Elektromobilität unter extremen Bedingungen zu testen.
Unterstützt wurde Nissan dabei von dem aus Island stammendenUnternehmenArcticTrucks,dasfürseine Technologie bei Polarexpeditions-Fahrzeugen bekannt ist.VonderkanadischenArktiszumNordpolzufahren, ist nur mit einem speziell umgebauten Fahrzeug möglich,damannichtaufStraßen,sondernnuraufgefrorenemMeereseisfahrenkonnte.Damitdassiebenköpfige Team während der ersten Reise zum Nordpol ausreichendPlatzundKomforthatte,montierteArcticTrucks einenComposite-AufbauseineslangjährigenZulieferers TotalCompositesaufdasHeckeinesseinerAT44-Trucks.
DasBesondereandenmaßgeschneidertenundrobusten Containerlösungen von Total Composites ist einerseits dasinnovativeDesign,andererseitsdieeinzigartigeVerarbeitungderBauteile.UmmaximaleLeistunginBezug aufFestigkeit,WärmedämmungundWitterungsbeständigkeit zu erzielen, setzt Total Composites bei seinen Faserverbundstoff-Paneelen auf eine Kombination aus hochwertigen Materialien. So besteht das Kernmaterial auseinemPolyurethan-Schaumkern,derwiederummit einem zu 100 Prozent glasfaserverstärkten Verbundwerkstoffumhülltist DieverwendetenMaterialiendehnensichsynchronausundziehensichsynchronzusammen, wodurch Spannungen zwischen den Materialien vermieden werden. Zur optimalen Verbindung der Materialien verwendet Total Composites einen leistungsstarken Klebstoff Das Besondere an diesen Faserverbundstoff-Paneelen ist das leichte Gewicht, die UV-Stabilität, die hervorragende Isolierung sowie die Langlebigkeit.
DurchdieguteIsolierungderPaneelewirdverhindert, dass sich Feuchtigkeit an Fenstern oder Wänden bildet, was oft zu Schimmel, Fäulnis oder Korrosion führt. So bleiben die Wohnmobil-Aufbauten von Total Composites – unabhängig von der Außentemperatur – stets trocken und komfortabel, weshalb sie sich für den Einsatz in extrem kalten oder heißen Klimazonen eignen.
Composite-Aufbauschütztsicher vorhungrigenEisbären
Diese wärmefreie Verbundkonstruktion war für Arctic Trucks das ausschlaggebende Argument, einen seiner AT44-TrucksmiteinemComposite-AufbaufürdieExpedition zum Nordpol auszustatten. Denn nur so ließen sich Kondensation, Eisbildung sowie Risse und Spannungen bei den am Nordpol herrschenden Temperaturenvonbiszuminus50°Cvermeiden.EinHerausfallen der Tür oder ein Riss in der Karosserie hätte eine reale Gefahr für das siebenköpfige Team bedeutet. Schließlich waren auf der außergewöhnlichen Reise neben einem unwegsamen Gelände nicht nur tiefe Schneedecken und sehr lange Strecken zu bewältigen, sondern man musste sich auch vor den in der Arktis lebenden Eisbären schützen, die Menschen als potenzielle Beute betrachten, wenn sie hungrig sind. Ein wei-
terer Grund für die Wahl eines Composite-Aufbaus war der praktische Innenraum, der dem Team ausreichend PlatzundKomfortwährendderlangenTourgebotenhat. Beide Unternehmen waren nun bestrebt, sich auf die extremen Anforderungen einzustellen und die Leistungsfähigkeit ihrer Produkte zu demonstrieren.
NachdemTotalComposites-GründerAndreasSchwall vonArcticTrucksmitdemBaueinesCamper-Modulsfür diePolarexpeditionbeauftragtwordenwar,standdieser nunvorderHerausforderung,einleichtes,isoliertesund dennoch robustes System für die in der Arktis und Antarktis herrschenden Bedingungen zu entwickeln. Um die Reichweite des Expeditionsfahrzeugs von Arctic Trucks zu maximieren, war es notwendig, das Material strukturellsomiteinanderzuverbinden,dassesdenBelastungen durch Eis, Schnee und unwegsames Gelände standhalten konnte.
Gleichzeitig musste sich der Aufbau an das Expeditionsfahrzeug anpassen Vor allem musste geprüft werden, ob der von Total Composites verwendete Kömmerling-Hochleistungsklebstoff Körapop 225 unter arktischen Bedingungen zuverlässig funktioniert.
Andreas Schwall kontaktierte die Ruderer Klebetechnik GmbH in Deutschland, die als autorisierter Vertriebspartner von Kömmerling ihrem Kunden sofortige UnterstützungzusicherteundalleFragenzuroptimalen HaftunginklusiveOberflächenbehandlungausführlich beantwortete
Kleb-undDichtstoffKörapop225 bestehtHärtetestderNASA
Da die NASA strenge Anforderungen an Materialien stellt,dieinderArktisundAntarktiseingesetztwerden, zog Andreas Schwall noch einen NASA-Ingenieur zu Rate. So wurde der Kleb- und Dichtstoff Körapop 225 einem Härtetest unterzogen.
Getestet wurde vor allem, ob der Klebstoff bei extremenTemperaturschwankungenstabil,flexibelundrissfreibleibt.InderArktisundAntarktissindzudemhohe Feuchtigkeitswerte üblich, deshalb wurde der Klebstoff auch auf seine Feuchtigkeitsresistenz getestet
Der MS-Polymer-basierte Klebstoff Körapop 225 verfestigt sich durch Feuchtigkeit – der ideale Klebstoff für die kalte Polarregion. Zudem zeigte der Hochleistungsklebstoff eine hohe mechanische Elastizität, Festigkeit und Stoßfestigkeit im Hinblick auf die zu erwartenden Schneelasten zeigte, bestand der Klebstoff den NASATest. „Die Anwenderfreundlichkeit von Körapop 225 ist einmalig IchhabenochniemiteinemKlebstoffgearbeitet, der so leicht zu verarbeiten ist“, resümiert Andreas Schwall.
Schließlich war der Composite-Aufbau bereit für die Reise zum Nordpol. Als Andreas Schwall einen Anruf vom Nordpol erhielt mit den Worten: „Es funktioniert alles!“, war ein Meilenstein in der Geschichte von Total CompositeserreichtunddieLeistungsfähigkeitundRobustheit der Camper-Aufbauten unter extremen Bedingungen bewiesen.
Der speziell entwickelte Camper für das Unterstützungsfahrzeug von Arctic Trucks begleitete später die britischen Abenteurer Chris und Julie Ramsey bei der „Pole-to-Pole“-Expedition, die mit einem modifizierten Nissan Ariya vom Nord- zum Südpol reisten und nun unter extremen Bedingungen sicher und komfortabel reisen konnten. (jup)
Reaktionsscheiben HEICO-LOCK®
Reaktionsarmfreies & sicheres Anziehen großer Schraubenverbindungen













Keilsicherungssysteme
Geprüftes System zur Schraubensicherung








Hier die HEICO Produkte als 3D CAD-Modell downloaden!


SCHWEISSEN
Manuell statt maschinell: War das Laserschweißen bisher fest in
Roboterhand, so greifen mittlerweile immer mehr menschliche Schweißer zum Handgerät mit Laserstrahl – insbesondere im Mittelstand.
FeineSchweißnähte,geringeVerformungderWerkstücke, weniger Energieverbrauch und hohe Präzision: Die Vorteile des handgeführten Laserschweißens sind groß Aber ebenso groß sind auch die Anforderungen.
„DasistnichtsfürAnfänger“,weißStephanBerekoven, Schweißfachmann DVS & Leiter Vertriebsinnendienst, bei der BSW-Anlagenbau GmbH in Everswinkel. Das Unternehmen ist nach eigenen Angaben der erste BetriebimMünsterland,derfürdasLaserstrahlschweißen
Die Arbeit mit dem Handlaser erfordert Fingerspitzengefühl.

nach DIN EN ISO 9601-1 521 vom TÜV zertifiziert ist. Es handeltsichdabeiumeineNormfürdasSchweißenvon Stahl. Der Zusatz 521 bezieht sich auf das Handlaserschweißen.WaswarderGrundfürdieZertifizierung?Es warenAufträgewiedieser:„EinKundeausdemBereich autonomer Fahrzeugtechnik benötigte kurzfristig eine LösungfürkomplexeEdelstahlbauteile1.4301.Mitdem handgeführten Laserschweißen konnten wir schnell undflexibelreagieren–präzise,verzugsarmundnahezu ohne Nacharbeit. Gerade bei Kleinserien und selbst bei Großaufträgen bringt das Verfahren spürbare Zeit- und Kostenvorteile. Die hohe Schweißqualität und geringe Wärmeeinbringung haben uns überzeugt“, antwortet StephanBerekoven.DieEnergiedesLaserstrahlswirdso konzentriertundpräziseaufdieNahtstellegeführt,dass besonders feine Schweißnähte entstehen. Allerdings: Das Schweißen mit einem Handlaser erfordert Ausbildung und Erfahrung. „Unsere Fachkräfte haben sich intensiv eingearbeitet, denn beim handgeführten Schweißen zählt nicht nur Technik, sondern auch Fingerspitzengefühl.“
LückezwischenAutomatisierungund Handarbeitschließen
Ähnlich sieht es Andrew Taupitz, Geschäftsführer der Taupitz GmbH & Co KG, einem Spezialisten für die Blechumformung mit Firmensitz im sächsischen Großenhain: „Gerade bei komplexen Bauteilgeometrien undschwerzugänglichenBereichenstößtmanmitkonventionellen Schweißverfahren schnell an Grenzen –das haben wir zuletzt bei einer Schweißbaugruppe aus dünnem Edelstahl eindrücklich erlebt. Dank minimalem Wärmeeintrag, hoher Nahtqualität und der Möglichkeit, flexibel auf die Bauteilsituation zu reagieren, konntenwirdenAuftragpräziseundeffizientumsetzen, ganz ohne Nacharbeit. Das handgeführte Laserschweißen schließt die Lücke zwischen Automatisierung und Handarbeit.“
Extrempräzise,saubereundsehrschmale Schweißnaht
„Handgeführtes Laserschweißen ist eine moderne und flexibleMethode,dieinvielenWerkstättentraditionelle TechnikenwieWIG-oderMAG-Schweißennichtersetzt, aber ergänzt“, bestätigt Oliver Würth, Technischer Ex-
perte Schweißen und Schneiden bei Air Liquide. Das handliche Schweißgerät sei superleicht und unkompliziertzubedienen,wasesidealfürkomplexeBauteilewie zum Beispiel Edelstahlgeländer oder feine Blechkonstruktionen mache. „Die Vorteile liegen auf der Hand: Die Schweißnaht ist extrem präzise, sauber und sehr schmal Klar, die Sicherheit ist das A und O. Man muss immer eine spezielle Laserschutzbrille tragen, um die Augen zu schützen.“ Das Arbeiten in einem abgegrenztenBereichstellesicher,dassniemanddemLaserstrahl ausgesetzt werde.
Laserschweißen:einFallfür(fast)alle Werkstoffe
Welche Werkstoffe mit Handlasern geschweißt werden können, weiß das Fraunhofer-Institut für ProduktionsanlagenundKonstruktionstechnik(IPK):„MitdemLaser lassen sich un-, niedrig- und hochlegierte Stähle sowie schweißbare Aluminium- und Nickelbasislegierungen schnellundeinfachfügen.AuchTitan-undKupferlegierungenkönnenverarbeitetwerden.Typischerweisewerden T-, Überlapp- oder Eckstöße geschweißt, aber auch I-Stöße sind möglich“, heißt es in einer VerfahrensbeschreibungdesInstituts.„Wichtigistdabeijedoch,dass dasSchweißenineinesaubereProzessentwicklungeingebettet wird, denn auch hinter einer makellosen OberflächekönnensichFehlerverbergen.Umdaszuvermeiden, sind Querschliffe und gegebenenfalls Röntgenprüfung sinnvoll. Dieser Aufwand lohnt sich: Durch die richtige Wahl der Parameter kann die höchste Bewertungsgruppeerzieltwerden“,betontRaphaelMarquardt, wissenschaftlicher Mitarbeiter Füge- und Beschichtungstechnik beim IPK
Also, alles in allem ein wirtschaftlich attraktives Verfahren,dasabersorgfältigerVorbereitungimUnternehmen und spezieller Ausbildung der Bediener bedarf. OderwieStephanBerekovensagt:„NurfürProfis!“ (jup)







LANDSHUT 26.Februar 2026
Mit der The Ultimate World of Cutting and Welding – Urban Steel Expo, kurz USE, hat die Messe Düsseldorf ein neues Messekonzept entwickelt, das speziell auf die Bedürfnisse der Schweiß- und Schneidindustrie zugeschnitten ist. Diese Plattform will Technologie, Business und Eventkultur verbinden und eine neue Form des Austauschs und Networkings ermöglichen. Vom 20. bis 23. April 2027 feiert die USE Premiere. Damit wird das Düsseldorfer Messegelände künftig im 4-Jahres-Rhythmus zur internationalen Drehscheibe für Unternehmen aus den Bereichen der Trenn- und Fügetechnik sowie verwandten Verfahren und Technologien. www.use-expo.de INFO
16.April 2026
(ES) 21.Mai2026 HANNOVER 17.Juni 2026

(PL) 15.September 2026
BOCHUM 30.September 2026 DRESDEN 03.November 2026
DieSchraubTeckommt auchinIhreRegion
InpraxisnahenVorträgenundderAusstellungstärkenSieIhrFachwissenund IhreFertigkeitenfürsichereSchraubverbindungeninderIndustrie.
www.schraubtec.com EineVeranstaltungder
Laserprozesse mit dynamischer Strahlformung ermöglichen stabile Verbindungen auch bei herausfordernden Werkstoffpaarungen. Das Fraunhofer-Institut für Werkstoff- und Strahltechnik IWS stellt auf der Fachmesse „Schweißen & Schneiden 2025“ Laserschweißlösungen vor, die sowohl konstruktive als auch wirtschaftliche Spielräume erweitern.
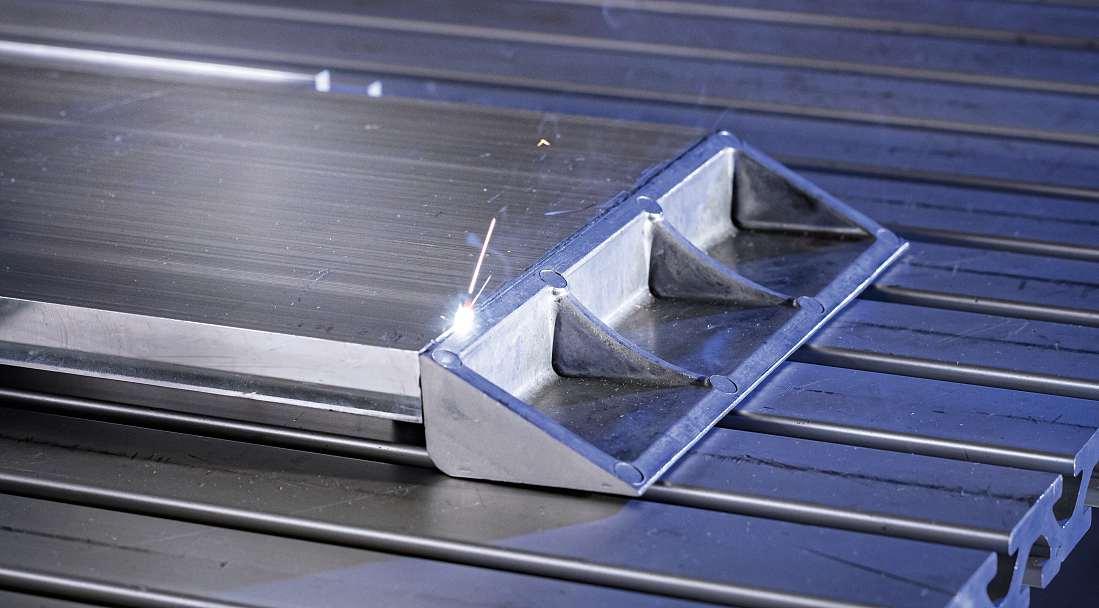
Mehrere aktuelle Entwicklungsprojekte setzen auflaserbasierteFügeverfahren.Eingezieltbewegter Strahl beeinflusst darin das Verhalten der Schmelze aktiv und ermöglicht es, auf Zusatzwerkstoffe zu verzichten.
„Wirzeigen,dasssichselbstanspruchsvollsteSchweißaufgaben, wie das Fügen bislang als schwer schweißbar geltenderLegierungenoderBauteilquerschnittevonerheblicher Größe, robust und produktiv mit weniger Energie, Materialeinsatz und Nacharbeit umsetzen lassen“,erläutertDr AxelJahn,LeiterderAbteilungFügen am Fraunhofer IWS „Die Kombination aus hochfrequenter Scannertechnik, flexibler Strahlleistungsregelung und unserer systemoffenen Prozesssteuerung eröffnet neue Anwendungsperspektiven und Konstrukti-
onsmöglichkeiten,dieklassischeLichtbogentechniken nicht bieten“, betont Jahn.
Aluminium-Batteriegehäuse:
OhneZusatzdraht,rissfreiundporenarm ImEU-ProjektAlbatrosshatdasFraunhoferIWSeinBatteriegehäusefürElektrofahrzeugelasergestütztgefertigt undinrealerBauteilgrößedemonstriert.DieLeichtbaustrukturkombiniertAluminium-Strangpressprofilemit Aluminium-Druckgussteilen von bis zu fünf Millimetern Wandstärke.
Konventionelle Verfahren stoßen bei dieser WerkstoffpaarunganphysikalischeGrenzen:Druckgussneigt zu Porenbildung, Aluminium-Strangpressprofile der
Werkstoffgruppe 6000 gelten als heißrissempfindlich. „Unsere Lösung basiert auf einer gezielt oszillierenden Strahlführung,diedasSchmelzbadinBewegungbringt, Poren reduziert und gleichzeitig metallurgisch stabile Nähteerzeugt“,erläutertDr.Jahn.„Soerzeugenwirqualitätsgerechte Aluminiumschweißverbindungen ohne diesonstüblicheVerwendungvonZusatzwerkstoff.“Das Batteriegehäuse wurde in ein reales Fahrzeugmodell implementiert und erprobt. Im Fraunhofer-Leitprojekt „Future Car Production“ wird diese Technologie weiterentwickelt: Zum einen wird geprüft, wie sich SekundäraluminiumundGuss-Guss-Verbindungenschweißtechnischverarbeitenlassen;zumanderenwirddieTechnologie einer Nachhaltigkeitsbewertung unterzogen.
3D-Tankboden:RissfreieSchweißnähtefür anspruchsvolleEinsatzbedingungen
Für Anwendungen in der Luft- und Raumfahrt hat das Fraunhofer IWS eine Laserschweißtechnologie entwickelt, um geschlossene Tankstrukturen aus einer hochfesten Aluminiumlegierung der 2000er-Reihe herzustellen. Da diese Legierungen beim Verschweißen zur Heißrissbildung neigen, kommt bislang üblicherweise Zusatzdraht zur Beeinflussung der Legierungsbildung im Schweißgut zum Einsatz. Der neue Laserschweißprozess des Instituts verzichtet dagegen vollständig auf Zusatzwerkstoffe und ermöglicht ein prozessstabiles, wärmearmes Schweißen auch an dreidimensional geformtenKonturen „DerlaserbasierteProzesseignetsich hervorragend für den Abschluss rotationssymmetrischerBehälterundwirdauchfürdasEinschweißenvon Rohren untersucht“, so Dr Jahn. „Er liefert dichte, mechanischbelastbareNähteohnenennenswertenVerzug und bei hoher Nahtfestigkeit.“
Entwickelt wurde das Verfahren im Rahmen eines vom Bundesministerium für Wirtschaft und Klimaschutz (BMWK, heute: BMWE) geförderten Luftfahrtprojekts (LuFo) Ergänzend zum Laserschweißen testet dasFraunhofer IWSauchRührreibschweißen(FSW)für PlatinenundelektromagnetischesPulsfügen(EMP)von Rohrverbindungen in metallischer Mischbauweise
Kranausleger:Produktivitätsschub fürdenStahlbau
HerstellergroßformatigerStahlkonstruktionenerhalten am Beispiel eines vier Meter langen Kranauslegers eine neue Lösung für das wärmearme, ressourcensparende und prozesssichere Fügen massiver Stahlprofile mit Wandstärkenvonüber20MillimeterninhoherQualität. Kern ist ein leistungsfähiges Mehrlagenschweißen mit bis zu 24 Kilowatt Laserleistung in einer einzigen Aufspannung DieV-NahtvorbereitungwurdeaufÖffnungswinkel unter fünf Grad optimiert.
„DamitreduzierenwirdasNahtvolumen,sparenbiszu 90 Prozent Zusatzwerkstoff ein und vermeiden Verzug weitgehend“, beschreibt Dr Jahn die Effekte. „Das Richten großer Baugruppen – oft ein energieintensiver, manuellerArbeitsschritt–wirdinvielenFällenüberflüssig.“
Die Entwicklung wurde über ein SAB-Projekt gefördert undsollkünftigauchimBrückenbau,derWindenergietechnik und im Schiffbau Anwendung finden Erste industrielle Rückmeldungen bestätigen hohes Interesse an einer Integration der Technologie in bestehende Fertigungslinien. (jup)
„Reisepass‟ fürElektrogeräte fürdeneuropäischenBinnenmarkt
Referent: RomanPreis
Dauer: 1Tag
Preis: 690EUR(zzgl.MwSt.)

SEMINARINHALTE:
• EinführungindieNiederspannungsrichtlinieeinschließlich Konformitätsverfahren
• WichtigeRecherchewerkzeugeund NormenzurProduktsicherheit
• Durchführungeiner Risikobeurteilung
• ErstellungeinerCE-Dokumentation
WeitereInformationen undTermineunter vogel-professional-education.de/ SW10965
EinAngebotvon
RFID-AUSGABEAUTOMATEN
Transparenter Warenverbrauch, Entnahme und Nachschub automatisiert
Dresselhaus hat ein neues System für die automatisierte Ausgabe von Werkzeugen, C-Teilen, persönlicher Schutzausrüstung (PSA) und weiteren hochwertigen VerbrauchsartikelnimProgramm.Autorisierte Mitarbeiter können an den neuen Ausgabeautomaten mit RFID-Funktionalität ihre benötigten Waren schnell und unkompliziert selbst entnehmen. Dabei wird der Bestand fortlaufend erfasst, der Nachschub entsprechendgesteuert–dasreduziertLagerkosten und verhindert Engpässe. Eine weitere Neuheit ist ein Gefahrgutschrank zur Selbstentnahme von Arbeitsmitteln Mit den neuen AutomatenDirekt-AllroundundDirekt-Ausgabe erweitert Dresselhaus sein Portfolio moderner Ausgabesysteme. In der Ausfüh-

rungDirekt-AllroundbietendieAutomaten Platz für ausgewählte Waren auf 12 Ebenen mitjenachAufteilungbiszu432befüllbaren Fächern.InderVarianteDirekt-Ausgabestehen bis zu 30 befüllbare Fächer zur Verfügung, die individuell aufteilbar sind. Das Standardmaß für beide beträgt 183 cm x 75cmx71cm(HxBxT;Gewichtca.200kg), das entspricht den Dimensionen für ähnliche Ausgabegeräte Typische EinsatzbereichesindinderindustriellenProduktionund Fertigung,inBau-undHandwerksbetrieben sowie Logistik und Lagerhaltung Dank der RFID-Funktionalität lassen sich die Ausgabeautomaten nahtlos ins DresselhausDirekt-RFID-Kanban-System einbinden. www.dresselhau.de Bild: J os eph D re sselha us GmbH & C o. K G
KUNSTSTOFFSCHWEISSEN

Evosys hat mit der Evo-Weld Mini die Komplettsysteme der Evo-Weld-Serie erweitert. DaskompakteTischgeräteignetsichfürdie Bearbeitung von Kleinserien und Prototypen und überzeugt durch ein schlüssiges Gesamtkonzept. Das Entwicklungsziel von
Evosys war es, ein System für das LaserKunststoffschweißenzurealisieren,dasspeziell für kleinere Stückzahlen oder für den Laborbetriebgeeignetist.DadieEinhaltung der Laserklasse 1 sichergestellt ist, ist bei dem Betrieb keine weitere Schutzausrüstung erforderlich. Obwohl die Evo-Weld Mini nur eine Stellfläche von 320 mm x 663 mm einnimmt und nur eine Höhe von 533 mm aufweist, besitzt sie alles, was für dasLaserschweißenvonKunststoffennötig ist. Mit der Evo-Lap-Software können Schweißkonturen programmiert und angepasstwerden.OptionalsindfürdasSchweißsystem Erweiterungen zur Prozess- und Qualitätsüberwachung erhältlich. www.evosys-laser.de
Für sichere und nachhaltige
Mit Loctite Liofol LA 7837 / LA 6265 stellt Henkel ein lösungsmittelfreies, aliphatisches Klebstoffsystem vor, das auf Anwendungen mit hohen thermischen Belastungen – insbesondere Retortenverpackungen beispielsweise für Tiernahrung – abgestimmt ist. Loctite Liofol LA 7837 / LA 6265 eignet sich sowohl für PET/Alu/CPP-Verpackungen als auch für moderne Polyolefinstrukturen. Mit einem extrem niedrigen Monomergehalt (< 0,1 Prozent), vollständigem Verzicht auf Epoxysilane und hoher Temperaturbeständigkeit bis 134 Grad CelsiuserfülltdasKlebstoffsystemdiestrengen Anforderungen globaler Markenartikler Sein geringes Auftragsgewicht ermöglicht eine effizientere Verarbeitung in der Pro-
AUSHÄRTUNGSSYSTEM
Excelitas hat das UV-LED-Aushärtungssystem Phoseon Fire-Line FL400-i in sein Portfolio aufgenommen. Es wurde speziell für industrielle Beschichtungs- und Klebstoffanwendungen entwickelt Das Modell baut aufdembewährtenFL400aufundbietetdie gleiche branchenführende optische Gleichmäßigkeit und hohe Dosierungsleistung, heißt es. Ein IP66-Gehäuse gewährleiste zuverlässige Funktion in verschmutzten Umgebungen.EinoptionalesOpferglasschützt dieOptikvorHitze,StaubundKratzern.Das neueUV-LED-Aushärtungssystemlässtsich flexibel in Anlagen integrieren. www.excelitas.com
duktion Die Lösungsmittelfreiheit macht zudem den energieintensiven Trocknungsschritt überflüssig Eine Raumtemperaturhärtung ist ausreichend, wodurch sich der Material- und Energieverbrauch aktiv senken lässt. Der Fokus des Systems liegt auf sicherer Verarbeitung auch bei hohen Maschinengeschwindigkeiten und unter variierendenBedingungen–einentscheidender VorteilfürinternationalstandardisierteVerpackungsprozesse. Die hohe Verarbeitungsstabilität in Kombination mit der Kompatibilität zu gängigen Kaschiermaschinen unterstützt einen effizienten und unkomplizierten Wechsel auf das lösungsmittelfreie System. www.henkel.de Bild: Henk el
Mit dem neuen Schraub- und Dichtsystem Hygienic Usit von Freudenberg Sealing Technologies bietet Norelem eine zuverlässige Lösung für hygienesensible Bereiche. Die Kombination aus speziell entwickelten Dicht- und Unterlegscheiben sowie EdelstahlkomponentenerfüllthöchsteAnforderungen an Reinheit und Sicherheit. Es kombiniert zuverlässige Abdichtung, einfache Reinigung und konsequente HygienicDesign-Umsetzung Die Dicht- und Unterlegscheiben Hygienic Usit bilden die Basis der Produktreihe. Die Kombination aus metallischer Unterlegscheibe und fest verbundenemEPDM-oderFluoroprene-Dichtungsring sorgt für eine sichere, totraumfreie Abdichtung Auch nach mehrmaligem An-
Bild: No re lem

ziehen und Lösen bleiben die Dichteigenschaften konstant. Ein besonderer Vorteil: Die Abdichtung ermöglicht eine einfache Reinigung,ohnedassSchraubverbindungen gelöst werden müssen. www.norelem.de
Delo und Datron haben eine Systemlösung entwickelt, mit der sich das Abdichten von Brennstoffzellen hochautomatisiert umsetzen lässt. Die Kombination aus schnellhärtendem Flüssigdichtstoff und UV-Aushärtungstechnik sowie einer Hochgeschwindigkeits-Dosiertechnik verkürzt Taktzeiten und erhöht die Prozesssicherheit in der Fertigung wie auch im anschließenden Betrieb der Brennstoffzelle. Im Zentrum steht ein für Brennstoffzellen entwickelter Delo PhotobondSL-Dichtstoff.ErwirdalsFlüssigdichtung direkt aufgetragen und härtet in wenigen Sekunden mittels Licht aus. www.delo.de
SCHWEISSEN
WIG-Schweißgerät vereint Effizienz mit Bedienkomfort
EWM hat seine Picotig-Serie erweitert und bringt mit der neuen Variante eine effiziente Ergänzung im Leistungsbereich für Schweißströmebis180AaufdenMarkt.Wie die Picotig 220 Puls DC punktet die Picotig 180PulsDCmiteinerrobustenAusführung, derintuitivenBedienungunddemGewicht von nur zehn Kilogramm. Ausgestattet mit der PFC-Technologie (Power Factor Correction) sorgt die neue Variante für eine optimale Stromaufnahme aus dem Versorgungsnetz.DadurcherreichtdasGerättrotz möglicher Netzschwankungen eine hohe Ausgangsleistung und ermöglicht so einen energieeffizienten und stabilen Schweißbetrieb Die Multivolt-Funktion erlaubt den weltweitenEinsatz–auchunterschwierigen Bedingungen wie bei Netzspannungsabweichungen, langen Netzzuleitungen oder im
Generatorbetrieb DamitistdieneuePicotig einechtesAllround-GerätfürvielfältigeHerausforderungen im WIG- und E-HandSchweißen, heißt es Erreicht werden beim WIG-Schweißen Schweißströme von 180 V bei 40 Prozent Einschaltdauer und beim EHand-Schweißen 165 A bei 35 Prozent Einschaltdauer im 230-V-Netz. Die Steuerung derPicotigerfolgtüberdieComfort3.0mini. ZweigroßeAnzeigen,einClick-Wheelsowie logisch angeordnete Drucktasten ermöglichen eine sichere Bedienung – auch mit Handschuhen und bei komplexen Schweißaufgaben. Alle relevanten Parameter sind direkt sichtbar Sämtliche verfügbaren Schweißprozesse können angewählt werden,wiedieImpuls-undStandardverfahren sowie Spotarc und Spotmatic. www.ewm-group.com


Ausgabe liegt eine Beilage der Firma RCT Reichelt Chemietechnik, Heidelberg, bei. Wir bitten freundlichst um Beachtung
VERSCHLUSSLÖSUNGEN
Unwetter, Vandalismus, wechselnde Zugangsberechtigungen: Stefanos
Tassioulas von Dirak erklärt im Interview, wo herkömmliche Verschlusslösungen im Außenbereich schnell an ihre Grenzen stoßen und welche Systeme für diese Zwecke besser geeignet sind.
Herr Tassioulas, worauf liegt der Fokus von Dirak undwelcheProduktebietetdasUnternehmenan?
DAS INTERVIEW FÜHRTE
JanVollmuth
Redakteur konstruktionspraxis
Stefanos Tassioulas: Bei Dirak verstehen wir uns als Lösungsanbieter mit fundiertem Know-how, modernen KonstruktionsmethodenundumfassendenService.Den HerausforderungenunsererKundenstellenwirunsmit Engagement und Weitblick Der Mehrwert liegt auf der Hand:UnsereKundenerhalteneineoptimaleLösungfür ihren spezifischen Bedarf – sowohl produkt- als auch branchenübergreifend. Neben den klassischen Drehriegeln in unterschiedlichsten Ausführungen sowie ScharnierenundDichtungenbietenwireineVielzahlan ZubehörenüberdiebekanntenTürfeststellerundSchalt-

plantaschen hinaus an, um unseren Kunden so viele KomponentenwiemöglichdirektauseinerHandbieten zu können. Zu erwähnen sind hierbei insbesondere unsereStellfüße,Erdungssenkschrauben,Käfigmuttern miteinemKäfigausPolyamidsowieunserSortimentaus dem Bereich Kabelmanagement.
WelcheVerschlusslösungenbietetDirakspeziellfür denAußenbereich?
Unser Sortiment umfasst eine große Anzahl an Produkten, die je nach Anforderung ausgelegt sind. Es beginnt bei einer einfachen Dreikantverriegelung zum Beispiel fürAbfallbehälter,überKastenschlösserfürAbfall-und Containerumhausungen, verdeckt liegende Kompressionsverschlüsse, komplexere Schwenkhebelverschlüsse etwa bei Fahrradgaragen, sowie mechanische und elektromechanische Mehrpunkt-Verriegelungen für Verteilerkästen und PoP-Stationen.
Im Außenbereich benötigen häufig mehrere MitarbeiterauchverschiedenerFirmenZugangzueinem Schaltschrank oder Gehäuse. Wie löst Dirak diese Herausforderung?
Für diesen speziellen Fall bieten wir unterschiedliche Möglichkeiten. Die in der Praxis gängigsten Lösungen konzentrieren sich auf unsere mechanischen Doppelzylinderschwenkhebel,beispielsweisedenRS105,RC2/ 2-126.01.DarüberhinausumfasstunserSortimentauch mechatronische Komponenten. Diese können sowohl übereinekundenseitigeManagementsoftwarealsauch im Stand-alone-Betrieb über zum Beispiel ein Keypad
Stefanos Tassioulas ist Application Engineer/Anwendungstechniker bei der Dirak GmbH, einem mit Hauptsitz in Ennepetal führendem Unternehmen für die Entwicklung und den Verkauf von innovativen Beschlagkomponenten für den industriellen Gehäusebau.
Bild: Dir ak
oder RFID-Leser mit einem Relais-Kontakt angesteuert werden.
Welche Verschlusslösungen empfehlen Sie, wenn SchutzvorVandalismusgefragtist?
EinepauschaleEmpfehlungistindiesemFallnichtmöglich,dadieindividuellenAnforderungenundWünsche des Kunden ausschlaggebend sind Die einfachste Version des Schutzes vor Vandalismus bietet unser rein mechanischer Schwenkhebel 2-104 mit einem RC2-fähigen Profilhalbzylinder Parallel hierzu sind verdeckt liegendeScharnierewieunserProduktsystem4-125DST eine gute Wahl, da diese keine offensichtliche Angriffsfläche bieten und somit zusätzlichen Schutz gewährleisten. Gemeinsam mit dem jeweiligen Kunden entwickeln wir darüber hinaus auch passgenaue Lösungenentweder konfiguriert aus unserem Standardsortiment oder als individuelle Neuentwicklung
Welche Vorteile bieten elektromechanische LösungenausIhrerSicht?
Mechatronische Lösungen bieten in Verbindung mit einemübergeordnetenManagementsystemgleichmehrere Vorteile: Unsere Schwenkhebel MLE1102 bzw. MLE1102 LED können in Verbindung mit einem Managementsystem ferngesteuert und für einen zeitlich begrenzten Zeitraum zur Bedienung freigeschaltet werden. Das ist besonders dann interessant, wenn die FreigabevorOrtnichtmöglichistoderwenneineeinmalige ZutrittsberechtigungerforderlichwirdzumBeispielbei einer Urlaubs- oder Krankheitsvertretung. Für diesen FalleignetsichbesondersunserSchwenkhebelMLE1102 LED,beidemeingrünesLED-LichtdieÖffnungsfreigabe visuell erkenntlich signalisiert.
Zudem werden durch unsere mechatronischen Schließsysteme die herkömmlichen Schlüssel und deren Verwaltung überflüssig Durch ein Managementsystem können neuen oder ausscheidenden MitarbeiternkurzfristigZutrittsberechtigungenzugewiesenund wieder entzogen werden.
Neben diesen Vorteilen ermöglichen unsere mechatronischen Verschlüsse mit unseren Sensoreinheiten, wie zum Beispiel unserem Türkontakt MLA, eine ganzheitliche Überwachung Der im Griff integrierte Sensor liefert Informationen über den Öffnungszustand des
Griffes. Kombiniert mit dem MLA-Türkontakt kann parallel der Öffnungszustand der Tür visualisiert werden. Diese Kombination bietet nicht nur den Schutz vor Gelegenheitsvandalismus,sondernsorgtgleichzeitigdafür, dassderSchrankimöffentlichenRaumsicherverschlossen ist.
Häufig stellen neue Technologien auch neue AnforderungenanVerschlusslösungen.Aktuellwirdzum Beispiel in der Telekommunikation von Kupfer- auf Glasfaserumgestellt.WasbedeutetdiesfürDirak? Der Wandel von Kupfer- zu Glasfasertechnik stellt auch an Verschlusslösungen neue Herausforderungen. Mit dem Wechsel entfällt die Stromversorgung innerhalb des Verteilerschrankes. Diese Art der Gehäuse werden auch Passivschränke genannt. Durch den nicht vorhandenenStromimSchrankstehenfürdieSicherheitkeine herkömmlichen Energiequellen zur Verfügung
Unsere bewährten mechanischen Komponenten bieten hier zwar eine solide Basis, allerdings lassen sich Zustandsanzeigen über ein Managementsystem damit nur eingeschränkt realisieren. Daher haben wir unsere mechanischen Verschlüsse, insbesondere unseren vandalismussicheren Schwenkhebel, für die Aufnahme elektronischerProfilhalbzylinderweiterentwickelt Diese können batteriebetrieben oder über eine externe Energiequelle versorgt werden.
Mittlerweile haben wir ein breites Portfolio in unser Standardsortimentaufgenommen.Damitwirdnichtnur derSchrankselbstgeschützt,sondernauchdieempfindliche Antenne der elektronischen Profilhalbzylinder NebendiesenMöglichkeitenwaresunseinAnliegen, unseren Kunden eine ganzheitliche Verschlusslösung auseinerHandanbietenzukönnen.Hieristunsmitder im industriellen Beschlagsektor einzigartigen Innovation,unsererneuenpatentiertenM.Tec-Produktlinieaus dem Bereich der Magnettechnik, ein großartiger und zukunftsweisender Schritt in der Verschlusstechnik gelungen. Aktuell umfasst unser Sortiment in diesem Bereich einen Drehriegel und einen Schwenkhebel. Sie können sich jedoch sicher sein, dass auch wir gespannt auf die weitere und mit unseren Kunden gemeinsame Entwicklung dieser innovativen Technik blicken. (jv)
VielenDankfürdasGespräch







FahrradanhängerSpezialist Aidoo setzt auf Fahrwerkstechnologie aus der Automobilbranche und integriert hydraulische Scheibenbremsen und Hahn-Ölbremsen in einzigartiger Konstruktion.
KONSTRUKTION
Modularer Aufbau, Einzelradaufhängung, Schnellkupplung mit rasch montierbarem Hydraulik-Bremssystem: Die Experten von Aidoo setzen hinsichtlich Fahrkomfort und Sicherheit ein Ausrufezeichen bei Fahrradanhängern.

DVERFASST VON
JensFrantzen
Fachjournalist plus2 GmbH
Robert Timmerberg
Fachjournalist plus2 GmbH
er Trend zur Fahrradmobilität bleibt ungebrochen, immer mehr Menschen schätzen die umweltfreundliche, kostengünstige und flexible Fortbewegung – auch wenn es um den Transport von Kindern, Hunden oder Waren geht. Der Zweirad-Industrie-Verband(ZIV)feierteAnfang2025dieZahlvonüber einer Million Lastenrädern auf deutschen Straßen, und beiAnhängernwerdenseitJahrenstabilumdie200.000 Exemplare verkauft.
DochwarumentwickelnsichAnhängernichtweiter? Steigen darum die Verkaufszahlen nicht? Den Erfinder und Konstrukteur Turan Dardagan aus Seelbach im SchwarzwaldlassendieseFragenseitvielenJahrennicht los. „Zuerst wollte ich Anhänger einfach sicherer machen“, erzählt er Doch schnell war klar: Die bloße Ver-
besserungeinzelnerBauteileließkaumeinenMehrwert erwarten. Daher dachte er Fahrradanhänger neu: Der Entwickler wollte einen Anhänger mit eigenständigen Fahrwerkskomponenten,derauchohneAufbauüberdie notwendige Steifigkeit und Sicherheit verfügt.
Um seine Idee umzusetzen, hob Turan Dardagan zusammen mit seiner Frau Pascale im Jahr 2012 das Projekthaus Aidoo aus der Taufe. Heute bietet Aidoo ein Anhängersystem an, das für unterschiedlichste Anwendungen und verschiedenste Nutzergruppen modifizierbarist–unddasinpunctoQualität,SicherheitundKomfort keine Kompromisse macht.
Das Rahmenrohr jedes Aidoo besteht aus titanlegiertemEdelstahl,einMaterialmithoherKorrosionsbeständigkeit auch bei salzbelasteten Straßen im Winter Die
Zugfestigkeit und das Elastizitätsmodul dieser Legierungliegenmit700N/mm²und200Kn/mm²weitüber den Eigenschaften von Aluminiumrahmen. Damit eignet sich der Werkstoff perfekt für Fahrwerkskonstruktionen,dieständigenWitterungseinflüssenundmechanischer Beanspruchung ausgesetzt sind.
Essenziell wichtig ist die Aidoo-Achstraverse, in der die beiden Fahrwerkseinheiten in unterschiedlichen Spurweiten eingerastet werden können. „Das Prinzip lässt stets zu, dass auch andere damit arbeiten. So lässt sich die Achstraverse zeiteffizient und zielführend in unterschiedlicheDesignansätzeeinbinden,soferndiese die technisch zulässige Gesamtmasse von 150 Kilogramm nicht überschreiten“, erklärt Turan Dardagan.
Das technologische Highlight des Aidoo: die robuste Einzelradaufhängung inklusive Dämpfung „Damit bügeltderAnhängerBodenunebenheitenallerArteinfach weg“,soEntwicklerDardagan.Besonderskommtdieser VorteilbeiunterschiedlichenUntergründenzumTragen. Nicht selten fährt das linke Laufrad noch auf Asphalt, während das rechte bereits mit Kies oder Schotter klarkommen muss. Auch hält der Aidoo so bei hohen Geschwindigkeiten einen besseren Kontakt zum Boden –mehr Spurtreue und weniger Wegrutschen des Anhängers sind die Folge. Dafür sorgt die Aidoo-Schwinge: Dabeihandeltessichumeinewartungsfreie,langlebige Gummi-TorsionsfederkombiniertmiteinemÖldämpfer desHerstellersHahnGasfedern,derdieFederspitzender Torsionsfederabfängt DieseDämpferlassensichmittels unterschiedlicher Düsenbohrung für verschiedene Dämpfungsraten nutzen. Es gibt passende Gummi-TorsionsfedernfürjedegeplanteZuladungzwischen40und 100 Kilogramm. Zudem lässt sich je nach Federcharakteristik der Schwerpunkt des Aidoo einstellen.
Ein weiteres Sicherheitsmerkmal: die als Sonderausstattung erhältlichen eigenen Bremsen: „Beim Auto laufen Anhänger typischerweise solange ungebremst mit, bis sie bei einem Bremsvorgang auflaufen. Erst dadurch wird die anhängereigene Auflaufbremse ausgelöst. Doch mit dem Fahrrad haben wir ein einspuriges Fahrzeug,dasbeimAuflaufenvielleichterausderBahn gedrückt wird, vor allem beim Bremsen in Kurven“, so Dardagan.Damitwarklar:DerAidoobrauchteineBremse, die als Streckbremse funktioniert, das Gespann also durch Abbremsen auseinanderzieht und somit ein Auflaufen oder gar Einknicken des Anhängers verhindert.
Dazu integrierte das Aidoo-Team eine HydraulikScheibenbremse in das Konzept, die separat vom bestehenden Bremssystem des Fahrrads funktioniert. Der Fahrer erhält einen zusätzlichen Bremshebel – nach Wahl rechts- oder linksseitig am Lenker – und entscheidet selbst, wann er wie viel mit welcher Bremse bremst. Dabei ist die Bremsanlage nach DIN 79010 geprüft und verfügt über Bremsbeläge, die sehr einfach tauschbar undaufStandzeitenfürüber10.000kmausgelegtsind.
FürdieKupplungzwischenAnhängerundFahrradhat man sich bei Aidoo für den Hersteller Weber entschieden, der allein zehn verschiedene Kupplungstypen als Aidoo-kompatibelausweist.IstdieentsprechendeKupplungeinmalmontiert,dauertesmeistnurSekunden,bis der Aidoo einsatzbereit ist. Wird er nicht gebraucht, fährtmanseinFahrradganzbequemohnedieseZusatzbelastung (jv)


Igus bringt neue Seilrollen, Laufrollen und BandageninSerieaufdenMarkt,diebislang nuralsSonderanfertigungerhältlichwaren. Gefertigt aus speziellen Kunststoffen, sind die neuen Komponenten schmierfrei und schmutzunempfindlich, langlebig und war-
Bild: Igus
tungsfrei sowie vibrationsdämpfend und ruhig im Lauf Die neuen Seilrollen aus IglidurJBlaufendankintegrierterFestschmierstoffeimMaterialohnezusätzlicheSchmiermitteldirektaufderWelle Siesinddeutlich verschleißresistenter als POM-Seilrollen. Die neuen Laufrollen aus Iglidur J. eignen sich für Linearverstellungen, etwa zum SchließenvonMaschinentürenoderfürverfahrbare Bedienpanels. Sie sind korrosionsfreiundschonendzudenSchienen.Umdie Lebensdauer von Laufschienen zu erhöhen, kommen neue Bandagen aus Iglidur P360 insSpiel,diebiszudreifachverschleißfester sind als herkömmliche PA-Bandagen und einen leisen Lauf ermöglichen.
www.igus.de
Mit den neuen Maschinenfüßen mit Hohlschraube erweitert Norelem sein Sortiment um eine leistungsstarke Lösung für große MaschinenundAnlagen,RobotikundAutomatisierung ObalsKomplettsystemoderin Einzelkomponenten – die individuell kombinierbaren Elemente überzeugen durch hoheTragfähigkeitundFlexibilität.Maschinenfüßedienenvorallemdazu,Maschinen zu stabilisieren und ihre Positionierung zu optimieren Sie gleichen Unebenheiten im Untergrund aus, dämpfen Vibrationen und verteilendieLastgleichmäßig,waszueinem sicheren Stand der Maschine und einer Reduzierung von Lärm und Vibrationen führt. InderFolgeverbessertdasdieArbeitsbedingungen und trägt auch langfristig zum

Schutz des Bodens und der Maschine bei undverlängertderenLebensdauer Dankder HohlschraubeisteinefesteVerankerungim Boden möglich. Das Feingewinde erlaubt eine äußerst präzise Nivellierung www.norelem.de

RK Rose+Krieger hat sein Portfolio klemmbarer Edelstahl-Rohrverbinder Robust Clamps erweitert. Mit der neuen Baugröße sind die stabilen, korrosionsbeständigen Verbindungsteile nun auch für Rohre mit 50 mm Durchmesser erhältlich Die Pro-
duktreiheRobustClampsvonRKRose+Krieger umfasst klemmbare Rohrverbinder aus Edelstahl. Sie sind eine wirtschaftliche Alternative zu aufwendigen Eigen- oder Schweißkonstruktionen, um schwere Lasten kraftschlüssig, stoßfest und dynamisch belastbar anzubinden. Bislang waren die Rohrverbinder in den Größen 18, 30 und 40 mm erhältlich Die neue Baugröße deckt nun auch Querschnitte von 50 mm ab Bei der Entwicklung der neuen Baugröße standenfürRKRose+KriegerdieAnforderungen im Bereich Handling und Automation im Fokus. Alle Robust Clamps sind elektrochemisch passiviert. Damit sind sie widerstandsfähiger und leichter zu reinigen. www.rk-rose-krieger.com

MalbrauchtesstabileStellfüße,malschlanke Rollen, mal hygiene-freundliche Niveauausgleiche.GanterhatsiealleimProgramm. Ein Stellfuß trägt statische wie dynamische Lasten, soll also belastbar sein, dazu langlebig, womöglich leicht zu reinigen oder besonders korrosionsfest. Und schließlich könnte er zusätzlich Unebenheiten in der Aufstellfläche ausgleichen oder fest am Boden fixierbar sein. Schon diese unvollständige Aufzählung zeigt, dass es hier um elementareAspektegeht,unddasseinStellfuß tatsächlichkomplexeFeaturesbietenmuss. www.ganternorm.com
No re lem
SCHEIBEN- UND SPEICHENHANDRÄDER

Die Handräder aus Aluminium von Kipp verbinden geringes Gewicht mit hoher Stabilität,sichererBedienungundangenehmer Haptik. Jetzt sind die Scheiben- und Speichenhandräder in weiteren Größen verfügbar Damit stehen zusätzliche Optionen zur Verfügung – abgestimmt auf unterschiedliche Einsatzszenarien im Maschinen- und Anlagenbau sowie in der Prozessindustrie. Aluminium als Werkstoff bietet klare Vorteile: geringes Gewicht, gute Stabilität und eine Oberfläche, die auch unter rauen Bedingungen überzeugt. www.kippwerk.de
Friktions-undDrehmomentscharnierewerden eingesetzt, um Klappen mit einem gewissen Widerstand zu versehen. Sie bieten viele Vorteile: Der Widerstand erleichtert das Positionieren der Klappe, leichtere Materialien fühlen sich schwerer an und der Benutzer ist geschützt, da die Klappe nicht schnell aufschwingen oder zuschlagen kann.AllerdingswarendieseVorteileinder Vergangenheit mit höheren Kosten im Vergleich zu frei beweglichen Scharnieren verbunden Eingebaute DrehmomentmechanismenundpolierteEdelstahlhardwaresind zwar der Industriestandard, können jedoch kostspielig werden. Southco hat dieses PreisproblemmitseinemT6-Friktionsscharnier gelöst. Es verzichtet auf teure DrehmomentmechanismenundverwendetstattdesseneinepräziseStanztechnik,diedieScharniergelenkefestumdenBolzenschließtund sogenügendReibungerzeugt,umdasSpiel im Scharnier zu beseitigen, ohne die Bewegung zu blockieren oder zu behindern. www.southco.com
Viele Anwendungen erfordern nicht die volle Stärke eines Aluminiumprofils. Daher hat Item mit den neuen, leichten WFCProfilen eine effiziente Lösung entwickelt:DieVariantenWFC8 40x40 und WFC 8 80x40 lassen sichwiegewohntüberdieNut8 mit allen gängigen Komponenten kombinieren – beispielsweisemitdemVerbindungssatzKH oder den Winkelsätzen 8 PA So entstehenleichteRegale,Tische sowie einfache Gestelle mit minimalem Materialeinsatz, die gleichzeitig höchste Anforderungen hinsichtlich der Kreislaufwirtschafterfüllen.DieProfilesind aus einem von Novo-Tech entwickelten Werkstoff gefertigt. Sie bestehen bis zu 75 Prozent aus PEFC-zertifizierten Holzfasern aus Abfällen der holzverarbeitenden Industrie und bis zu 25 Prozent aus PE-Rezyklat. Verschnitt, Späne und ausgediente Profile können vollständig aufbereitet und wieder

zu neuen Profilen extrudiert werden. Item nimmt deutschlandweit Verschnitt oder nichtmehrbenötigteProfileseinerKunden zurück.SohinterlassendieWFC-Profileüber ihrengesamtenLebenszyklushinwegeinen sehrgeringenCO₂-Fußabdruck.Dieleichten ProfilelassensichwieHolzaufLängesägen. SägekantenmüssennichtentgratetundGewinde nicht separat geschnitten werden. www.item24.com




Dichtigkeit, Witterungsbeständigkeit und hohe Kompression –Klimageräte regulierennicht nur das Klima, sondernsind ihm auch ausgesetzt. Ein Großteil der empfindlichenTechnikbefindet sich auf Gebäudedächernund bedarfeines besonderen Schutzes. Als erfahrener Partner stehen wir den großen AnbieternimBereich Klimatechnik mit maßgeschneiderten Lösungen zurSeite.
HYDRAULIKPUMPE
Moog hat das erste Modell einer neuen Pumpenbaureihe auf den Markt gebracht, das Energieeffizienz, Langlebigkeit und Vielseitigkeit vereint. Produktmanager Ludovic Boisse erklärt, wie die Technologie funktioniert und warum er glaubt, dass sie den Maschinenbau verändern wird.
Worin unterscheidet sich die Bauweise der neuen AXP-Baureihe von der Bauweise anderer Axialkolbenpumpen?
DAS INTERVIEW FÜHRTE
DagmarMerger Redaktion konstruktionspraxis
Ludovic Boisse: Die AXP-Baureihe nutzt ein FloatingPiston-Konzeptmit15Kolbenundwenigerbeweglichen Teilen, was Reibung und Pulsation im Vergleich zu herkömmlichen Schrägscheibenpumpen reduziert. Dadurch sind Druckhalten bei Nulldrehzahl und Betrieb

beihohenDrehzahlenmiteinerPumpemöglich–ohne Bypass-Leitungen und mit höherer Energieeffizienz.
WiefunktioniertdieseneueTechnik?
Das patentierte Design nutzt selbstjustierende FloatingPistons,dieVerschleißminimierenunddieAbdichtung ohnekomplexeSteuerungensicherstellen.InKombination mit optimierten Steuerkanten liefert die Pumpe einenstabilenVolumenstromvonNullbiszurMaximaldrehzahl bei minimalen Leerlaufverlusten.
WoherkamdieIdeefürdieseInnovation?
DieIdeeentstandausKundenherausforderungen:Energieverluste im Leerlauf, überdimensionierte Antriebe und Geräuschentwicklung Wir fragten uns: „Was wäre, wenneinePumpebeideskönnte–DruckhaltenbeiNulldrehzahl und maximalen Volumenstrom bei hohen Drehzahlen?“ Diese Frage führte zur Entwicklung des neuen Konzepts.
Wurde die Pumpe zusammen mit einem Kunden/ Anwenderentwickelt?
Ja, wir haben während der Konzept- und Validierungsphase eng mit strategischen OEM-Partnern zusammen-
ZURPERSON
Ludovic Boisse ist langjähriger Mitarbeiter bei Moog, einem Anbieter von Antriebstechnik und Bewegungssteuerung. Boisse begann seine Arbeit für das Unternehmen 2008 als Sales-Ingenieur. Später war er als Projektmanager, Engineeringteam-Manager sowie Business-Development-Manager tätig. Sein Fokus lag dabei auf Industrie- und Marinetechnik. Heute ist er Produktmanager und befasst sich mit Marktforschung, Marketingstrategien und der Markteinführung von Produkten.
gearbeitet, um Praxistauglichkeit und Herstellbarkeit sicherzustellen.
Welche Schwierigkeiten haben Sie bei der Entwicklung bewältigt und welchen Weg sind Sie dabei gegangen?
Die größten Herausforderungen waren die Balance zwischendynamischemVerhaltenundLanglebigkeitsowie die Reduzierung von NVH [Noise, Vibration, Harshness, Anm. d. R.] ohne zusätzliche Komplexität Wir nutzten Simulationen, Rapid Prototyping und Dauertests, um Kolbengeometrie und Gehäuse zu optimieren.
Können Sie uns einen Ausblick auf die weitere EntwicklungderTechnologiegeben?
Die AXP-Baureihe ist eine komplett neue Produktfamilie HeutestartenwirmiteinerKonstantpumpefürdrehzahlgeregelte Systeme, aber wir bereiten Vier-Quadranten-Betrieb und Verstellpumpen mit einer kompletten PaletteanKompensatorenundReglernvor Dasistkein Strohfeuer, sondern der Beginn einer langfristigen, umfassenden Produkteinführung
WelcheDruck-undDrehzahlbereichedecktdieBaureiheab?
Nenndruck: 350 bar, dauerhaft auch bei Nulldrehzahl. Die Maximaldrehzahl liegt je nach Nenngröße bzw. Verdrängungsvolumen bei 2.600 bis 4.400 U/min.
Bei der Produktvorstellung zur Messe K wurde die höhereWiderstandsfähigkeitgegenKavitationund Verschmutzungerwähnt.Wasbedeutetdaskonkret undwiehabenSiediesgemessen?
Das Floating-Piston-Design verbessert die ÖlfilmstabilitätundreduziertMetall-auf-Metall-Kontakt.Wirhaben diesdurchDauertestsbeiniedrigemEingangsdruckund hoher Verschmutzung validiert – mit deutlich geringerem Verschleiß und stabiler Effizienz.
WiehabenSiedasGehäuseschalloptimiert?
WirnutztenFEMundAkustiktestszurOptimierungvon Wandstärken und Dämpfung In Kombination mit dem 15-Kolben-Design erreicht die AXP geringere NVH-Werte als Axialkolbenpumpen und ist vergleichbar mit Innenzahnradpumpen.

Die neue Baureihe nutzt ein FloatingPiston-Konzept mit 15 Kolben. Dieses Design sorgt für weniger Verschleiß und Pulsation Bild: Moog
WelcheAbmessungenhatdiePumpe?
Circa250mmx180mm×180mm,vergleichbarmitden besten Axialkolbenpumpen am Markt.
WaskostetdiePumpeimVergleichzuanderenPumpenmitähnlichenBetriebsdaten?
Der Stückpreis liegt möglicherweise über dem einer Innenzahnradpumpe,aberdieAXPbietetSystemvorteile: bis zu 44 Prozent Energieeinsparung, etwa 40 Prozent weniger Antriebsmasse und rund 30 Prozent geringere Antriebskosten – für eine schnellere Amortisation und niedrigere Gesamtbetriebskosten. (dm)
„Was wäre, wenn eine Pumpe beides könnte – Druckhalten bei Nulldrehzahl und maximalen Volumenstrom bei hohen Drehzahlen?“
Ludovic
Boisse, Moog
Elastischer Pumpen-, Pharma- und Förderschlauch für höchste Ansprüche
• High-Tech-Elastomer EPDM/PP: Temperaturbeständig bis +135 °C, UV-beständig, chemikalienresistent, niedrige Gaspermeabilität
• Für Schlauchquetschventile und Peristaltikpumpen: Bis zu 30 mal höhere Standzeiten gegenüber anderen Schläuchen
Reichelt Chemietechnik GmbH + Co
Englerstraße 18 D-69126 Heidelberg
Tel. 0 62 21 31 25-0
Fax 0 62 21 31 25-10 rct@rct-online.de
• Biokompatibel und sterilisierbar: Zulassungen nach FDA, USP Class VI, ISO 10993, EU 2003/11/EG www.rct-online.de
ARMATURENLÖSUNGEN
Ventiltechnik für Wasserstoffanwendungen
Mit Armaturenlösungen von Schubert & Salzer sind Anlagenbauer und -betreibergewappnetfürdiespezifischenHerausforderungen des anspruchsvollen, alternativenEnergieträgersWasserstoff Um der sogenannten Wasserstoffversprödung entgegenzuwirken, hat das Unternehmen Gleitschieberventile aus austenitischen Stählen wie 1.4408 und 1.4404 entwickelt. Diese Materialien gewährleisten eine hohe Beständigkeit gegen wasserstoffinduzierte Rissbildung Auch

Sitzventile fertigt der IngolstädterHerstellervonRegelund Absperrventilen speziell für Wasserstoffanwendungen aus Edelstahl 1.4408.UmbeidenDichtungenMaterialversagendurch eindringenden Wasserstoff vorzubeugen, setzt das Unternehmen auf spezielle Kunststoffeoder–vorallem bei hohen Drücken – auf metallische Dichtungen, um die Integrität dauerhaft und auch bei plötzlichen, starken Druckabfällen sicherzustellen. controlsystems.schubert-salzer.com
Bild: Schubert
HYDRAULIKPUMPEN

Parker Hannifin gibt die Einführung seiner neuen Hydraulikpumpen F1e und F12e bekannt,diespeziellfürdrehzahlgeregelteAntriebsanwendungenentwickeltwurden Die PumpenF1eundF12eermöglichendiehocheffiziente Hydrauliksteuerung innerhalb von Systemen und gewährleisten eine optimale Leistung in elektrisch angetriebenen Anwendungen. Die innovative Technologie derF1e-undF12e-Pumpenermöglichteinen weiten Betriebsdrehzahlbereich, wodurch der Durchfluss maximiert und das Drehmoment gesenkt werden. In Kombination mit asynchronen oder synchronen ElektromotorenundgesteuertdurchFrequenzumrichter arbeiten diese Pumpen mit außergewöhnlicher Effizienz und Zuverlässigkeit, was zu erheblichen Energieeinsparungen führt. Sie sind so konzipiert, dass sie sich nahtlos in moderne elektrische Systeme integrierenlassen,einschließlichHybrid-und vollelektrischer Fahrzeuge. www.parker.com Bild: Pa rk er
ARO gibt die Einführung der elektrischen Doppelmembranpumpe EVO 210 bekannt. Diese Pumpe wurde als zuverlässige und wirtschaftliche Lösung für allgemeine Förder- und Dosieraufgaben entwickelt. Sie er-

weitert die Doppelmembran-Produktreihe um eine leistungsstarke elektrische Option. DiePumpebietethoheEffizienzundistauch in Anwendungen ohne Druckluftversorgung eine Option. Dank ihres kompakten Designs benötigt sie eine geringe Gesamtstellfläche. Standardmäßig sind alle Modelle mit einem optischen Leckageschutz ausgestattet. Eine sekundäre Abdichtung schützt im Fall einer Membranleckage das Antriebssystem. Optional sind außerdem eine elektronische Leckageerkennung sowie ein Überdruckschutz erhältlich. Die Membranausrichtung ermöglicht eine schnelle und einfache Wartung Die Pumpe entspricht der ISO 12100 Die Motoroptionen sind regional zertifiziert. www.arozone.com
RADIALKOLBENMOTOR
Bosch Rexroth hat die neue Motorenbaureihe MPR Performance mit digitaler Steuerung entwickelt. Mit dem kompakten, inte-
grierten Radialkolbenmotor MPR Performance bringt der Hersteller mehr FlexibilitätinsDesignkompakterArbeitsmaschinen und erhöht zudem Produktivität und Energieeffizienz. Im VergleichzumMCR3spartdaspatentierte Motordesign 25 Prozent an Komponenten und bis zu 30 Prozent Baulänge ein. Dadurch ergeben sich Vorteile hinsichtlich Maschinenschwerpunkt, BauraumundInstallation.Einebiszu 9 Prozent höhere Start-Up-Effizienz, ein optionaler Nenndruck von 470 bar und eine um etwa 25 Prozent höhere Maximalgeschwindigkeit tragen zu niedrigenSystem-undGesamtbetriebskostenbei. AlsersterRadialkolbenmotordieserBaugröße mit axialer Anbindung und einer Lamellenbremse eröffnet die Komponente neue Möglichkeiten im Fahrzeugdesign. Anpassbare Wellenkonfigurationen vereinfachen dasVariantenmanagement,standardisierte SchnittstellensorgenfüreineeinfacheIntegration mit einem klaren Fokus auf die VeränderungeninderLandwirtschaft.Alsfunktionale Ergänzung zur neuen Motorenoption bietet Bosch Rexroth mit Bodas-drive eine skalierbare Lösung zur Steuerung hydrostatischer Fahrantriebe auf Basis der eDASoftware.DieserAnsatzsteigertdieLeistung und Effizienz. SPS 2025: Halle 7, Stand 450 www.boschrexroth.com
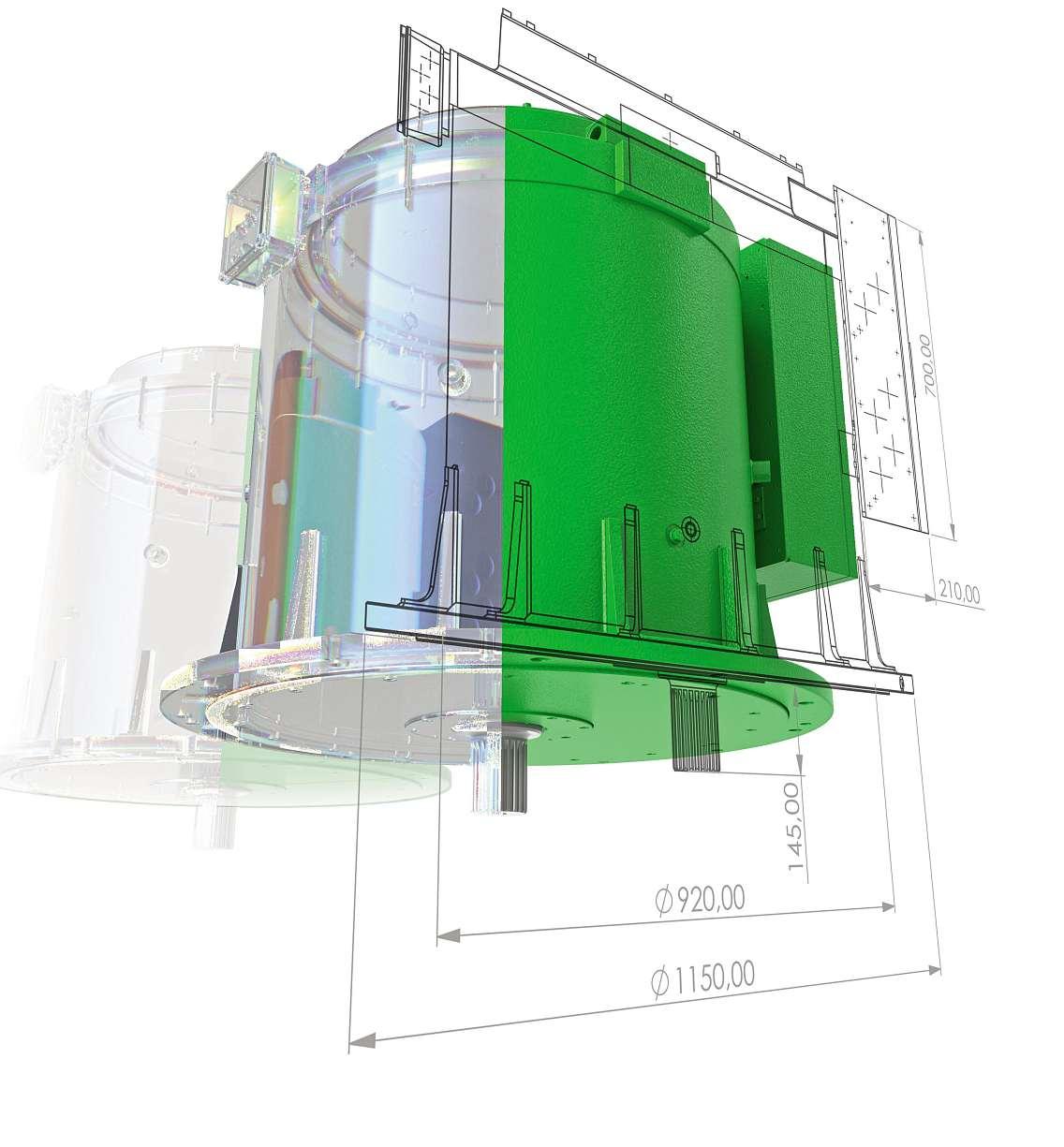
Wenig überraschend: Der Einsatz künstlicher Intelligenz ist einer der stärksten Trends in der Automatisierung, wie auf der SPS 2025 zu sehen sein wird.

AUTOMATISIERUNG
Weg von der Betrachtung einzelner Komponenten hin zu vollintegrierten, datengestützten Gesamtlösungen: Mit diesem Fokus spiegelt die SPS 2025 den aktuellen Wandel der Automatisierungsbranche wider.
Die SPS ruft – und über 1.150 Aussteller aus aller Welt folgen: Damit bestätigt die Veranstaltung einmal mehr ihre Rolle als eine weltweit führendeFachmessefürintelligenteunddigitaleAutomatisierung DieBesucherhabendadurchdieGelegenheit,sich einen umfassenden Überblick zu den aktuellen technologischen und strategischen Entwicklungen in der Industrie zu verschaffen.
BereitsanhandderdiesjährigenAusrichtungderMesse zeigt sich, dass in der Automatisierung der Trend zu vollintegrierten,datengestütztenGesamtlösungengeht. Mittelpunkt dieses Trends ist die Fähigkeit zur horizontalen und vertikalen End-to-End-Datenintegration sowie die Konvergenz von IT und OT. Viele der ausstellenden Unternehmen sehen darin den entscheidenden
Hebel, um das Konzept des Smart Manufacturing Realität werden zu lassen.
Der zentrale Innovationsschwerpunkt der SPS 2025: KünstlicheIntelligenz(KI)hatsichfürUnternehmenzu einer unumgänglichen Notwendigkeit entwickelt, um KostenzusenkenundkomplexeAbläufeindenGriffzu bekommen. Gleichzeitig bietet diese Technologie eine Chance, die Folgen des demografischen Wandels abzumildern. Angesichts dieser Vorteile treiben führende Anbieter wie Siemens unter dem Schlagwort „Automatisierung der Automatisierung“ den Einsatz KI-gestützter Systeme weiter voran.
ImFokusstehendabeizweiDimensionen:Erstens,die sofortanwendbaregenerativeKI(GenAI),präsentiertals „Industrial Copilots“ Diese sind auf tiefes industrielles
Know-howtrainiertundentlastenIngenieure,indemsie beispielsweise repetitive Programmieraufgaben vereinfachen und bei komplexen Diagnosen unterstützen. Zweitens, die langfristige Entwicklung hin zur Agentic AI,dievollständigautonomeWorkflowsermöglichtund die Produktivität auf neue Ebenen heben soll. KünstlicheIntelligenzfindetbereitsheutezahlreichen industriellen Prozessen Eingang: von der prädiktiven Wartung und Qualitätssicherung bis hin zur adaptiven Produktionssteuerung.UmdieEinstiegshürdenindiese komplexe Technologie zu senken, präsentieren Unternehmen wie ABB Lösungen, die den Einstieg in den KIEinstieg erleichtern sollen. Der KI-basierte Crealizer Assistent beispielsweise unterstützt weniger erfahrene Ingenieure beim Erstellen von Applikationen. Die strategische Bedeutung dieser Entwicklung liegt in der Verlagerung des KI-Nutzens von der reinen BetriebsoptimierunghinzurBeschleunigungundVereinfachungder Entwicklungs- und Planungsphase.
SchlüsselfaktordigitalerZwilling
DieSmartFactorywirdvonderüberwiegendenMehrheit der Hersteller als Haupttreiber der Wettbewerbsfähigkeit in den kommenden Jahren betrachtet, wobei der Fokus auf gezielten Investitionen in Kerntechnologien undDatenanalytikliegt.EineSchlüsselrollehierbeiwird dem digitalen Zwilling (DT) zugesprochen Der DT wird nichtnuralsAbbildderAnlage,sondernalsunverzichtbarer Ort der digitalen Vorentscheidung und der virtuellen Inbetriebnahme präsentiert. Diese Fähigkeit soll Planungsrisiken minimieren und die Time-to-Market erheblich reduzieren. Ansätze wie die virtuellen Steuerungssysteme(VirtualDCS,virtuellePLCs),dieSiemens verfolgt,zeigendasPotenzialfürSkalierbarkeitundFlexibilität,dielautSiemensmitklassischenArchitekturen schwer zu erreichen wären.
Die geforderte Echtzeitfähigkeit der Prozesse stützt sich auf fortschrittliche Kommunikationslösungen. Ed-
ge-Computing ist dafür als Technologie zur lokalen Datenintelligenz direkt an der Maschine eine grundlegende Voraussetzung, da es die Latenz reduziert und autonome Entscheidungsfindung in der Fertigung unterstützt.DabeigilteseinenwichtigenPunktzubeachten: Die tiefgreifende IT/OT-Integration macht Cybersicherheit zu einer absoluten Notwendigkeit. Die hierfür auf der SPS gezeigten Lösungen adressieren sowohl die regulatorischenAnforderungenwiez.B.CRA-Konformität als auch die Sicherung der Cloud-Anbindung und dezentraler Kommunikationsstrukturen.
Der Einsatz von KI und Lösungen für Industrie 4.0 erforderneineflexible,rekonfigurierbarephysischeBasis Ein Weg zu diesem Ziel ist die Verlagerung von Steuerungsintelligenz ins Feld. Konzepte der schaltschranklosen Automatisierung – wie die dezentralen IP67-I/OLösungen mit Multiprotokoll-Ethernet, die Turck vorstellt, oder das MX-System von Beckhoff – reduzieren Strukturkostenunderlaubeneinewesentlichschnellere NeuanordnungvonFertigungsstrecken,wasdieSkalierbarkeitdeutlichverbessernsoll.Ebenfallsungebrochen ist der Trend zu kollaborativen Robotern (Cobots), die Handarbeitsplätze flexibilisieren und die Mensch-Maschine-Kollaboration in der Montage intensivieren.
Die SPS 2025 zeigt: Die Zukunft der Automation liegt indersicherenunddatengestütztenOrchestrierungvon Systemen. Diese Trends bilden ein integriertes Ökosystem: Künstliche Intelligenz und der digitale Zwilling fungieren als übergeordnete Intelligenzschicht, die flexible,modulareHardware(MTP,Cobots,dezentraleI/O) steuert.DieseFlexibilitätmusszwingendmitinfrastrukturellen Innovationen – insbesondere im Bereich Energiemanagement und der Migration zu effizienten DCNetzen–HandinHandgehen,umsowohlökonomische alsauchökologischeWettbewerbsvorteilezurealisieren.
Die Geschwindigkeit, mit der Unternehmen diese Konvergenz umsetzen und dabei Cybersicherheitsrisiken managen, wird über ihren Erfolg in der nächsten Phase der industriellen Transformation entscheiden. (jv)
TIPP
Die SPS – Smart Production Solutions findet vom 25. bis 27. November 2025 auf dem Messegelände in Nürnberg statt. Interessierte finden an den beiden ersten Messetagen Einlass von 9:00 – 18:00 Uhr, der dritte Messetag endet bereits um 17 Uhr

Eine über 140 Jahre alte Antriebsidee, elektrifiziert in der Nachkriegszeit, wird heute zum Maßstab bei Binnen- und Küstenschiffen – moderne Direktantriebe machen’s möglich.
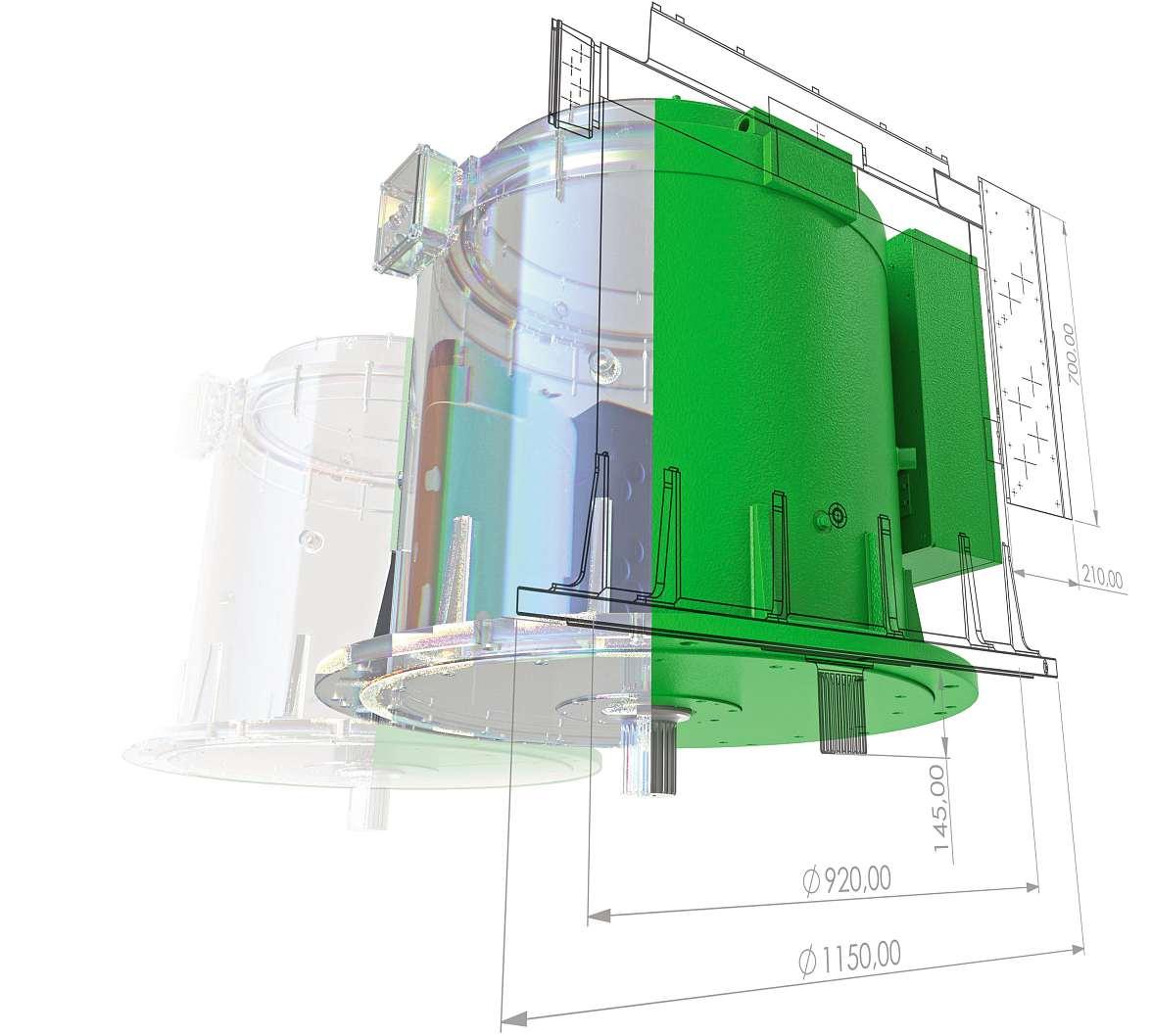
Die PM-Synchronmotoren sind enorm kraftdicht und die Bauform kann problemlos kurz und breit werden. Die gewünscht niedrige Bauhöhe verbraucht wenig Bauraum im Schiffskörper

Vollelektrische, emissionsfreie Fähre „Elrond“ in Norwegen mit Oswald-Motoren
Mit großen Schritten schreitet die Elektrifizierung voran, gerade in mobilen Bereichen. Weniger plakativ als bei PKW setzen im Schiffsbereich hybride und vollelektrische Antriebslösungen Maßstäbe und verdrängen klassische Dieselkonzepte am Propeller Die Energie liefern dabei, je nach Einsatzgebiet, dieselelektrische, wasserstoffelektrische oder batterieelektrische Systeme. Diese hybriden Kombinationen bieten maßgeschneiderte Lösungen für vielfältige Antriebsaufgaben auf dem Wasser
Eine der erfolgreichsten Schiffsantriebstechnik ist heutederRuder-Propellerantrieb,aufEnglisch„Thruster Drive“ Obwohl sich die englische Bezeichnung durchsetzt, wurde die Technik in Frankreich und vor allem in Deutschland entwickelt. Das Prinzip des L-Thrusters stammt vermutlich von 1911 und zeigt den grundsätzlichen Antriebsaufbau in L-Form. Bis in die 1940er-Jahre dominiertenbeiBinnen-undKüstenschiffendienahezu waagerecht eingebauten, langen und starren Wellenanlagen.DabeiwerdendiePropellerüberGetriebe-und Axialdrucklager von Dieselmotoren angetrieben.
DieEntwicklungderL-oderZ-Anordnungbeganninder Nachkriegszeit in Deutschland: 1951 patentierte die Firma „Schottel“ den nach ihr benannten „Schottel-Ruderpropeller“,eineerfolgreichetechnischeRevolution.Hier dient der Propeller selbst als Ruderanlage, die um 360 Gradgedrehtwerdenkann.Damitentfälltdasklassische Ruder und die gesamte Antriebsleistung steht drehbar und direkt zur Verfügung Der Ruderweg, d. h die VerzögerungzwischenRuderausschlagundKursänderung, entfälltunddieRichtungsänderungdesSchiffesgelingt unmittelbar
In den 1960er-Jahren setzte sich diese Technik weiter durch HydraulischeSystemeübernahmenzunehmend dieSteuerungundspäterauchdenkomplettenAntrieb kleinerer Thruster In den 1970er-Jahren galten hydraulische Lösungen als besonders kompakt und flexibel,
was sie z. B. für Binnenschiffe und Fähren attraktiv machte Die 1980er-Jahre brachten eine Übergangsphase:DieselhydraulischeSystemekombiniertenmechanische Robustheit mit hydraulischer Flexibilität. In den 1990er-Jahren begann schließlich die erneute Elektrifizierung mit Elektromotoren und Frequenzumrichtern in Z-Anordnung
DirektantriebefürRuderpropeller
Heute werden elektrische Ruderpropeller vermehrt im L-Aufbaugefertigt.SeitwenigenJahrenkommenkurze, direkt gekuppelte Elektromotoren, z. B. von Oswald Elektromotoren GmbH, Miltenberg am Main, zum Einsatz. Diese modernen Direktantriebe laufen typischerweisemitDrehzahlenzwischen300und1.200min-1 und sindPermanentmagnetmaschinenmitmittlererPolzahl. DiesePM-SynchronmotorensindimGegensatzzuAsynchronmotorenenormkraftdichtunddieBauformkann problemloskurzundbreitwerden.DiegewünschtniedrigeBauhöheverbrauchtwenigBauraumimSchiffskörper und der große Durchmesser bietet hohe Drehmomente,dadasDrehmomentimQuadratmitdemDurchmesser zunimmt
Die langsam laufenden Antriebe sind nahezu geräusch- und vibrationsfrei, was zu einem entspannten Fahrgefühl an Bord der Schiffe führt. Auch eine gegebenenfalls erforderliche dieselelektrische Energieerzeugung hat keine mechanisch starre Verbindung zum Schiffskörper,sodassdieVibrationeneliminiertwerden können. Die Wirkungsgrade moderner Thrustermoto-

VERFASST VON JohannesOswald Geschäftsführer Oswald Elektromotoren
Moderne L-Thruster mit direkt gekoppelten PM-Synchronmotoren setzen einen neuen Standard.

Thrusterantrieb 2025: Leistung [P] = 895 kW, Drehzahl [n] = 900 rpm, Wirkungsgrad [eta] = 98,1 %
ren liegen zwischen 98 und 99 Prozent. Der wachsende Druck zur Abgasreduzierung, Energieeinsparung und Ölfreiheit hat in den letzten Jahren zu einem regelrechten„Boom“hybriderSchiffsantriebegeführt–insbesondere eben zu elektrischen Thrusterlösungen, die Effizienz, Umweltverträglichkeit und Manövrierfähigkeit einzigartig verbinden.
OswaldisteinerderführendenHerstellerelektrischer Direktantriebemitetwa120geliefertenSchiffsantrieben indenletztendreiJahren.SeitdemJahr2000entwickelt und fertigt das Unternehmen hochdrehmomentstarke DirektantriebefürIndustrieanlagen,Nutzfahrzeugeund Wasserkraftgeneratoren. Die Erfahrungen aus diesen BereichenwurdenindenletztenzehnJahrenerfolgreich auf den maritimen Sektor übertragen. Exakt diese Maschinen werden seit wenigen Jahren, wie gerade beschrieben, mit großem Erfolg in Wellenanlagen, PodAntrieben und vor allem bei Thrustersystemen eingesetzt. Dafür hat Oswald langsam laufende TorquemotorenzumittelschnellenDirektantriebenweiterentwickelt, die optimal auf die Anforderungen von L-Thrustern abgestimmt sind.
Die Motoren liefern hohe Drehmomente bei relativ niedrigen Drehzahlen, sie arbeiten vibrations- und geräuscharmundzeichnensichdurcheinekompakteBauweise sowie hohe Energieeffizienz aus. Oswald verfügt über moderne Prüffelder, auf denen sich die für die Schifffahrt erforderlichen Prüfungen und Abnahmen bis in den Megawattbereich durchführen lassen.
ForderungendermaritimenBrancheerfüllt
DiespeziellfürThruster-AnwendungenausgelegtenDirektantriebeverbindendieVorteilederelektrischenAntriebstechnik – Wartungsfreiheit, ruhiger Lauf, ÖlfreiheitmitdenhohenAnforderungendermaritimenBranche an Zuverlässigkeit, Dauerbetrieb und Energieeffizienz. Damit leistet Oswald einen wichtigen Beitrag zur Weiterentwicklung moderner, hybrider und nachhaltiger Schiffsantriebssysteme.
EineHürdebleibt:SchonindenNachkriegsjahrenwar die Materialbeschaffung in Deutschland ein entscheidendesEntwicklungshemmnisoderaucheineAufgabe, die mit Kreativität und Pragmatismus gemeistert werden musste. Die letzten Jahrzehnte der stabilen Globalisierung und Arbeitsteilung in der Welt ließen Materialfragen in den Hintergrund treten. Heute, fast 80 Jahre später,gerätdieMaterialbeschaffungwiederneuinden
INFO
Thrusterantrieb 1946: Leistung [P] = 7,15 kW, Drehzahl [n] = 760 rpm, Wirkungsgrad [eta] = 82,5 %

Fokus, denn die für Direktantriebe unbedingt erforderlichen PM-Magnete aus Neodymium, Dysprosium und TerbiumwerdendurchdaschinesischeTeilembargoauf SelteneErdenzurMangelwareinderwestlichenWelt.In diesem Sinne verbindet uns die Hoffnung auf bald wieder funktionierende Lieferketten mit der Nachkriegsgeneration unserer Groß- und Urgroßeltern.
Auf Grund der vielen zerstörten Brücken gab es direkt nach dem 2. Weltkrieg einen akuten Bedarf an Fähren und Fährantrieben in Deutschland. In Kooperation mit der ebenfalls in Miltenberg angesiedelten Firma Bauscher entwickelte und produzierte die Firma Oswald unter dem damaligen Firmenchef Eugen Oswald schon 1946, also Jahre vor dem Patent von Schottel, elektrische Propellerantriebe, die der heutigen modernsten Technik entsprechen und damit als weltweit erste direkt gekoppelte elektrische L-Thruster der Welt bezeichnet werden können. Eugen Oswald stattete Fähren an Main, Neckar und Donau mit Ruderpropellern mit direkt angebauten Gleichstrommotoren aus. Die Stromzuführung führte er mit einem über das Wasser gespannten Kupferdraht aus, auf dem ein Kupferrädchen lief. Direkt am eigentlichen Ruderpropeller montierte er ein großes Handrad, das einen um 360 Grad drehbaren Thruster ermöglichte. Leistung und Drehzahl konnten über einen Schiebewiderstand gesteuert werden. Allein der Wirkungsgrad der damals einzigen regelbaren Gleichstrommotoren lag im Nennbetriebspunkt bei aus heutiger Sicht bescheidenen 82 Prozent, im Teillastbereich noch weit darunter




ThomasSchulz(Hrsg.) Cybersicherheit
fürvernetzteAnwendungen inderIndustrie4.0 1.Auflage,472Seiten
ISBN:978-3-8343-3424-4
ISBNE-Book:978-3-8343-6259-9 69,80EUR
DasBuchführtKMUgrundlegendandenaktuellenStand derCybersicherheitheran.JederThemenblockwird durcheinenGrundlagenartikeleingeleitetunddurch geeigneteBeispieleausGroßkonzernen,Mittelstandund Start-Upspraxisnaherläutert Dabeiwerdenbewusst digitaleEntwicklungen,wiedieVernetzungindustrieller MaschinenundAnlagendurchIndustrie4.0-Technologien, adressiert
• NormenundRichtlinien
• IndustrialControlSystems
• SmartDevices
• CloudComputing

WeitereInfosunter: https://vogel-professional-education.de/ cybersicherheit

SebastianRohr IndustrialITSecurity
EffizienterSchutz vernetzterProduktionslinien
1.Auflage,142Seiten
ISBN:978-3-8343-3382-7
ISBNE-Book:978-3-8343-6234-6
39,80EUR
DieunternehmensübergreifendeKommunikationinder industriellenFertigunghatdirekteAuswirkungenaufdie notwendigenSchutzvorkehrungenfürIT,Produktionund Produktionsdaten.DasBucherklärt,wieUnternehmen aufdieseGefahrreagierensollten Eserläutertpotenzielle SicherheitsrisikenbeivernetztenSteuer-undSensorsystemenentlangderAutomatisierungspyramideund stelltpassendeSchutzmaßnahmenvor
• OrganisationsanforderungenundRisikomanagement
• (IT-)NetzwerktechnikundVerzeichnisdienste
• AutomatisierteProduktionssysteme
• SCADA-/ICS-Komponenten
• Anwendungen
WeitereInfosunter: https://vogel-professional-education.de/ it-security

WeitereInformationenundversandkostenfreieLieferungunter www.vogel-professional-education.de
EinAngebotvon
KOMMUNIKATION
Die industrielle Automatisierung befindet sich im Wandel. In diesem Umfeld hat sich Industrial Ethernet als Rückgrat moderner Kommunikationsarchitekturen etabliert. IO-Link ist eine sinnvolle Ergänzung.
Kübler stellt als Systemlösungsanbieter ein abgestimmtes
Portfolio aus IO-Linkfähiger Sensorik, leistungsstarken
IO-Link Mastern und Zubehör bereit.

MVERFASST VON
FlorianSauter
Produktmanager
Industrial Ethernet
Kübler
it einem Marktanteil von 71 Prozent bei neu installierten Knoten in der Fabrikautomation und einem jährlichen Wachstum von 12 Prozent (Umfrage von HMS Networks, 2024) ist Industrial EthernetheutederführendeStandardderindustriellen Kommunikation.Dennochbleibtdiedurchgängigeund wirtschaftliche Anbindung der untersten Feldebene –insbesondere kleiner, kostengünstiger Sensoren und Aktoren – eine Herausforderung. Hier ergänzt IO-Link das Industrial Ethernet sinnvoll, indem es eine standardisierte, herstellerübergreifende Schnittstelle für die KommunikationaufderSensor-/Aktorebenebereitstellt. IO-LinkisteinweltweitstandardisiertesKommunikationssystem (IEC 61131-9), das die Lücke zwischen klassischer Feldverkabelung und digital vernetzter Ferti-
gung schließt. Als Punkt-zu-Punkt-Kommunikation ermöglicht IO-Link die nahtlose Integration digitaler und bisher analoger Geräte in Ethernet-basierte Automatisierungsnetzwerke. Während klassische digitale Sensoren binäre Zustände übertragen, erlaubt IO-Link die strukturierte Übertragung von Prozessdaten, Konfigurationsinformationen und Diagnosen. Aufwendige Analogwandlungen und manuelle Skalierungen entfallen.DasResultatisteineeinheitliche,interoperableund zukunftssichere Lösung – herstellerübergreifend einsetzbar und ideal für moderne Industrie-4.0-Konzepte. Zentrale Schnittstelle zwischen Feldebene und Steuerungsebene ist der IO-Link Master Er verbindet die IOLink Devices mit der übergeordneten Automatisierung und ermöglicht einen bidirektionalen Datenaustausch
– Voraussetzung für transparente Kommunikation, vorausschauendeWartungundreduzierteStillstandszeiten. DerIO-LinkMasterübersetztzudemProtokolle:Erwandelt die IO-Link-Kommunikation in gängige EthernetProtokolle wie Profinet, Ethercat oder Ethernet/IP um. So fungiert er als Gateway in die Welt des Industrial Ethernet und ermöglicht die durchgängige Kommunikation bis zur letzten Feldkomponente.
ImKontextbestehenderAnlagen–miteinerVielzahl analoger oder nicht Ethernet-fähiger Geräte – bietet IOLinkeineeinfacheundkosteneffizienteMigrationsstrategie. Der IO-Link Master erlaubt eine 1:1-Anbindung über Punkt-zu-Punkt-Verbindungen und unterstützt den SIO-Mode, um klassische Schaltsignale weiterhin nutzen zu können. Je nach Anwendung verfügen IOLink Master über vier oder acht Ports sowie EthernetbasierteSchnittstellen.VarianteninClassAundClassB bieten Anschlussflexibilität. Moderne Geräte integrieren zudem Funktionen wie Webinterfaces, Konfigurationstools oder Diagnoseanzeigen für einfache InbetriebnahmeundWartung IO-Linkunterstütztverschiedene Übertragungsraten (COM1 bis COM3) sowie drei Kommunikationsmodi: zyklische Prozessdaten, azyklische Parameterdaten und Event-Kommunikation. DamitlassensichDatenflexibelundskalierbarverarbeiten – auch in heterogenen Netzwerken.
NachRetrofitvonIO-Linkprofitieren
In vielen Industrieanlagen sind analoge Sensoren im Einsatz,derenIntegrationinmoderneSteuerungssystememithohemVerkabelungs-undParametrieraufwand verbundenist.MithilfeeinesIO-LinkMasterslassensich dieseKomponentenimRahmenvonRetrofit-Projekten gezielt durch IO-Link-fähige Sensoren ersetzen. Dank der Punkt-zu-Punkt-Verbindung zwischen Sensor und Master kann die bestehende Infrastruktur weitgehend beibehaltenwerden KüblerbietethierfürpassendeSensorik sowie IO-Link Master mit SIO-Unterstützung für den nahtlosen Übergang
DiedirekteIntegrationvonIndustrialEthernetistbei vielenSensorenaufgrundbegrenzterBaugrößeoderzu hoher Kosten technisch und wirtschaftlich nicht sinnvoll. Hier setzt IO-Link an: Es ermöglicht die effiziente Anbindung einfacher, kompakter und kostengünstiger Sensoren und Aktoren, deren Daten anschließend über einenIO-LinkMasteraufEthernet-Ebene–etwaviaProfinet, Ethercat oder Ethernet/IP – in die Steuerungsebene überführt werden.
So entsteht eine vollständig vernetzte Automatisierungsarchitektur, die eine standardisierte und herstellerübergreifende Integration erlaubt und die Inbetriebnahme deutlich vereinfacht IO-Link-Funktionen wie zyklische Prozessdatenübertragung, Ereignismeldungen und zentrale Geräteparametrierung bieten zudem hohe Transparenz und Betriebseffizienz. Kübler stellt Anwendern ein abgestimmtes Portfolio aus IO-Link-fähigerSensorik,IO-LinkMasternundZubehörbereit.(jv)
TIPP
Kübler zeigt seine Produkte und Lösungen vom 25. bis zum 27.11.25 auf der SPS in Nürnberg, Halle 7A, Stand 506.

•Wahlweise mit Trapezoder Kugelgewindetriebe
•Hubkräfte von 2,5 bis 500 kN realisierbar
•Einsatzmöglichkeit für alle Einbaulagen
•großes Zubehörprogramm

SPS Nürnberg
Halle 3Stand 358 25.11.-27.11.2025
Wir freuen uns auf Ihren Besuch!

Im Kontext bestehender Anlagen bietet IO-Link eine einfache und kosteneffiziente Migrationsstrategie.
NEFF Gewindetriebe GmbH Karl-Benz-Str.24 71093 Weil im Schönbuch www.neff-gewindetriebe.de
Der Roboter entnimmt die Gusstrauben vom Gehänge, taucht sie in ein Keramikbad und bewegt sie so, dass auch Hinterschneidungen benetzt werden.
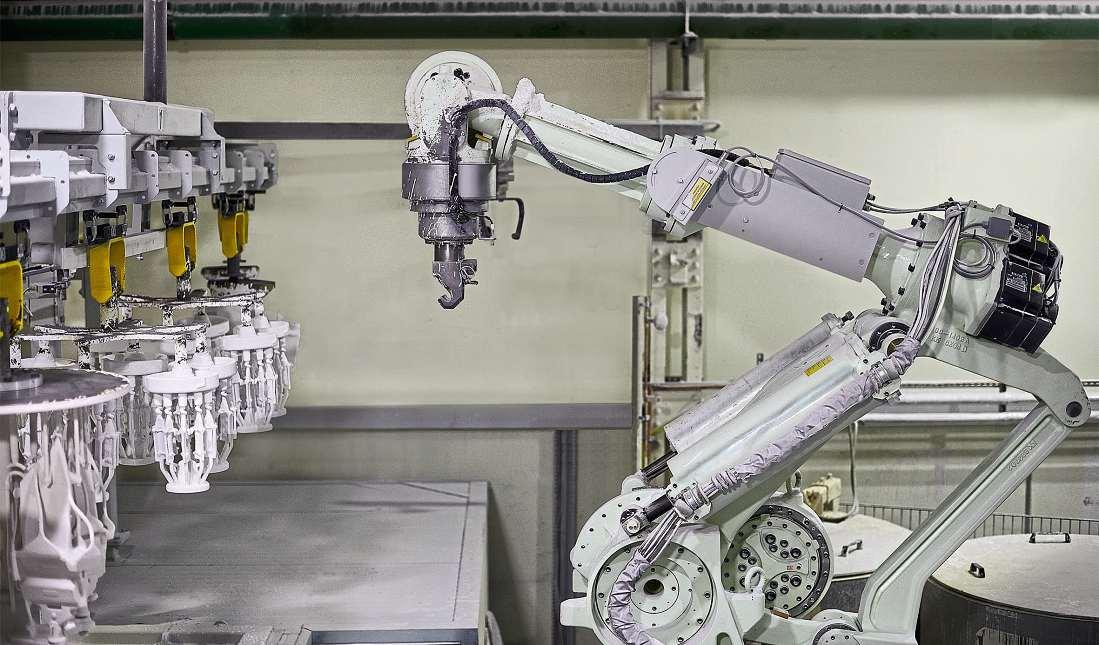
FELDKOMMUNIKATIOIN
Per Funk zum Robotergreifer – diese Art der Signalübertragung haben die Betriebstechniker der Gießerei Doncasters in Bochum in Eigenregie realisiert. Der Funksensor signalisiert dabei den Betriebszustand des Greifers.
BeiDoncastersPrecisionCastingsinBochum(DPC) entstehenimPräzisionsgussLauf-undLeitschaufelnfürstationäreGasturbinenkraftwerkeundfür Flugzeugtriebwerke.DasWerk,indemmehrals500Mitarbeitende tätig sind, setzt auf eine hohe FertigungstiefeundstelltunteranderemdieGussformenselbsther Dabei taucht ein Roboter eine Gusstraube mit Wachsmodellen in ein Becken mit einer Flüssigkeit auf Keramikbasisundbewegtsieso,dassdieFlüssigkeitauchin Hinterschneidungen gelangt. Anschließend hält der Roboter die Traube in eine rotierende Trommel, wo sie mit Sand umhüllt wird. So entsteht eine Keramikform, diedasWachsmodellumschließt.IndenfolgendenProzessschritten wird das Wachs ausgeschmolzen und die GussforminVakuum-Gießöfenmitdembiszu1.500°C
heißenflüssigenMetallgefüllt ZumAbschlussfolgtein kontrollierter, sehr langsamer Abkühlprozess. BeimHandlingderGusstraubenvordemEintauchen indasFormenmaterialhattendieBetriebstechnikereine Herausforderung zu lösen. Instandhaltungsexperte Guido Neef: „Der Greifer des Roboters nimmt die GusstraubevomGehängeeinerHängeförderanlageab.Indas Rohr des Gehänges fährt pneumatisch ein Bolzen ein, umdiependelndaufgehängtenGusstraubenzufixieren Das ist die Voraussetzung für eine gezielte dreidimensionale Bewegung der Gusstraube in den Becken.“
Optimierungsbedarfgabeshier,weilineinigenFällen derBolzendesRobotergreifersnichtindasGehängeeinfahren konnte – nämlich dann, wenn sich der Bolzen etwa verkantet oder nicht optimal positioniert ist. Die
Anlagedetektiertedannnicht,dassdievomRobotergeführte Gusstraube pendeln kann. Damit besteht das Risiko einer Kollision mit Anlagenkomponenten
DieIdeevonGuidoNeef:einSensor,derdetektiert,ob der Bolzen in das Rohr eingefahren ist. Eine solche Abfrageistgrundsätzlicheinfachrealisierbar,zumBeispiel mit einem Induktivsensor In diesem Fall bestand die Herausforderung aber in der Energie- und Signalzuführung: „Weil der Greifer um 360 Grad drehbar sein muss, lässt sich eine Stromversorgung unter den gegebenen Bedingungenschlechtrealisieren.DeshalbfährtderBolzen auch pneumatisch aus.“ Die logische Lösung: ein (möglichst batteriebetriebener) Sensor, der das „Bolzen ausgefahren“ per Funk sendet. Dann kann man weiterhin auf Leitungen bis zum Greiferkopf verzichten.
ZuverlässigeSignalübertragung
Die intensive Recherche nach einem solchen Sensor führteGuidoNeefunteranderemaufdieHomepagedes Steute-Geschäftsbereichs „Controltec“, der ein umfassendes Programm an industriegerechten Funkschaltgeräten und -sensoren bietet Sie werden über eine Longlife-Batterie mit Energie versorgt und kommunizieren per Funk mit der zugehörigen Empfangseinheit, diebeigrößerenAnlageninderenSchaltschrankuntergebracht ist.
In Abstimmung mit Steute wurde ein zylinderförmigerFunk-InduktivsensorvomTypRFISM12ausgewählt SowohldieEnergieversorgungperBatteriealsauchdas Senden der Signale übernimmt ein separates, kompaktes Modul. Dabei kommt die von Steute entwickelte sWave-Funktechnik zum Einsatz, die auch unter ungünstigenBedingungenimIndustriebetriebeinezuverlässige Signalübertragung gewährleistet
Einen solchen Sensor installierte das InstandhaltungsteamvonDoncasterszunächsttestweiseaneinem Robotergreifer – und schützte dabei das separate Batteriemodul mit einer selbst gebauten Einhausung Der SensorsitztimGreiferunddetektiertzuverlässig,obder Bolzen ausgefahren und somit die (ansonsten pendelnde) Verbindung zwischen Greifer und Gusstraube starr ist. Er sendet dann per Funk ein Signal an eine Empfangseinheit mit Antenne, die am einige Meter entfernten Steuerschrank der Anlage befestigt ist.
Das Ergebnis der Nachrüstung des Roboterkopfes mit einemFunksensorsprichtfürsich:DerkabelloseSensor mit der Punkt-zu-Punkt-Funkverbindung funktioniert auchinGrenzbereicheneinwandfrei.DerRoboterstartet nur dann, wenn der Bolzen vollständig in den Greifer eingefahren ist. Somit ist das Risiko einer Havarie oder Beschädigung sowohl der Anlage als auch der Gießformen ausgeschlossen. Die Konsequenz, so Guido Neef: „Wir werden sukzessive alle Roboter in der Formenproduktion mit den Funksensoren ausrüsten.“ (jv)
TIPP
Steute zeigt seine Produkte und Lösungen vom 25. – 27.11.2025 auf der SPS in Nürnberg in Halle 9, Stand 140
„Wir werden alle Roboter in der Formenproduktion mit den Funksensoren ausrüsten.“
Guido Neef, Doncasters Precision Castings








Mehr Präzision. Absolut-Interferometer fürhochpräzise AbstandsundDickenmessung
Absolute Abstandsmessungmit Subnanometer-Auflösung <30Pikometer
Abstandsunabhängige Dickenmessungen, auch beiAbstandsschwankungen
Innovative Technologieermöglicht hochpräziseMessung ohne Referenzierung
Industrieoptimierte Sensoren mit robustem Gehäuseund flexiblenKabeln


Innovative Multipeakfunktion: idealzur DickenmessungmehrererSchichten

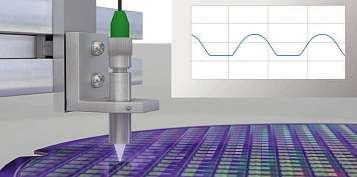
Absolute MessungohneReferenzierung
Kontaktieren Sieunsere
Applikationsingenieure: Tel. +498542 1680

ENERGIEMONITORING
Energie verursacht Kosten und hat erheblichen Einfluss auf die natürlichen
Ressourcen und das Klima. Wie sich ein sparsamer Energieverbrauch realisieren lässt, zeigen drei Beispiele für effizientes Energiemonitoring.
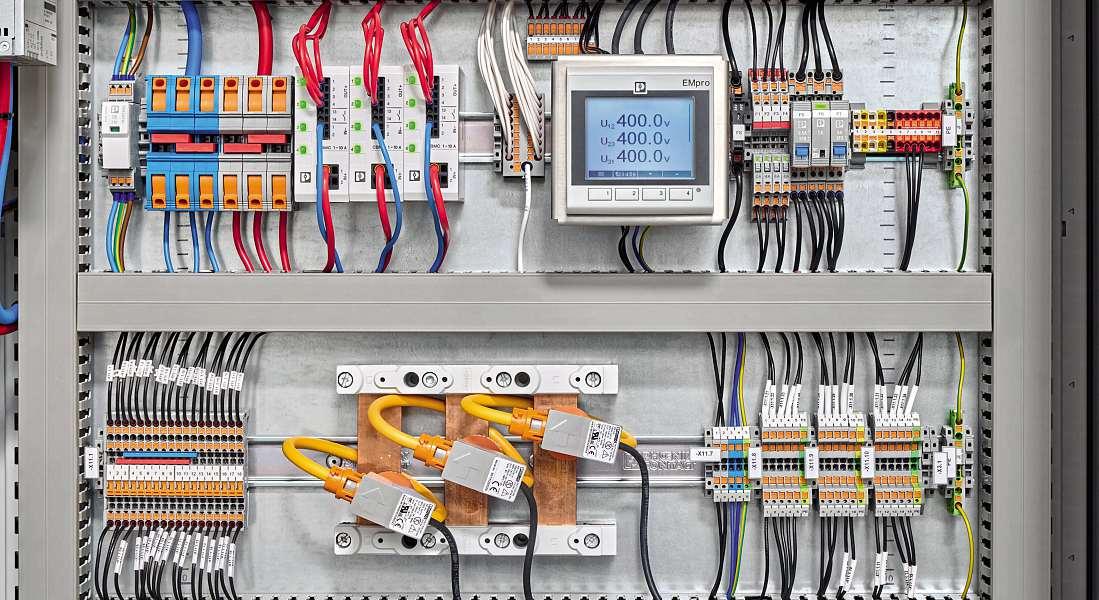
Energieerfassung mit den Energiemessgeräten von Phoenix Contact: Wer Energie managen will, muss sie zuerst verstehen. Hier setzt das Unternehmen mit drei flexiblen Lösungen für unterschiedliche Anforderungen an.
VVERFASST VON
ThiemoLudmann
Solution Engineer
Phoenix Contact GmbH & Co. KG
ColinWedel
Solution Engineer
Phoenix Contact GmbH & Co. KG
iele Nutzer wundern sich: Die Stromrechnung steigt von Monat zu Monat, obwohl das eigene Verhalten unverändert scheint. Erst ein Energiemonitoring-System deckt die Ursache auf: Die Heizwasserpumpe läuft ineffizient und ein verschlissenes BauteilsorgtfürdenunnötigenDauerbetrieb.Wieindiesem Beispiel bleibt Energieverschwendung oft lange unentdeckt. Wer den Verbrauch kontinuierlich misst, kann handeln und Kosten sparen – in der Industrie eine strategischeNotwendigkeit.Schließlichgehtesumkomplexe Anlagen, hohe Lasten sowie weitreichende wirtschaftliche und ökologische Auswirkungen. Energiemonitoring bedeutet, Daten einzusammeln, zu visualisieren und zu verstehen. Es beantwortet Fragen wie: Wo entstehen Lastspitzen? Welche Prozesse
laufen ineffizient? Gibt es versteckte Energiefresser? Energiemanagement geht noch weiter Es nutzt diese Daten, um den Verbrauch aktiv zu steuern, etwa durch Lastmanagement, optimierte Betriebszeiten, die Integration erneuerbarer Energien oder gezielte Investitionen. Ein Praxisbeispiel: In einem mittelständischen Maschinenbauunternehmen wurde durch den Einsatz einesEnergiemonitoringsystemsfestgestellt,dassmehrere Druckluftkompressoren außerhalb der Produktionszeiten liefen. Die Folge waren unnötiger Energieverbrauch und hohe Kosten. Nach der Analyse passte der Betreiber die Betriebszeiten an. Die daraus resultierenden Einsparungen waren sofort messbar
Klar ist: Wer Energie managen will, muss sie zuerst verstehen.HiersetztPhoenixContactmitdreiflexiblen
Lösungen an, die auf unterschiedliche Anforderungen und Unternehmensgrößen abgestimmt sind.
1. IIoT-FrameworkmitInfluxDBundGrafana Basierend auf dem offenen Ecosystem PLCnext Technology bietet der Blomberger Automatisierungsspezialist ein modulares IIoT-Framework, das direkt auf der Steuerung PLCnext Control läuft. Über Schnittstellen wie Modbus werden Daten erfasst, im quelloffenen Datenbankmanagement-System InfluxDB gespeichert und in der plattformübergreifenden Open-Source-Anwendung Grafana visualisiert. Die offene Architektur der Lösung sorgt für hohe Flexibilität. Daten werden lokal, ohne Cloud-Abhängigkeit verarbeitet. Die individuell gestalteten Dashboards lassen sich für gezielte Analysen nutzen. Und schließlich ist die Lösung durch zusätzliche Konnektoren erweiterbar. Ein solches Energiemanagementsystem eignet sich speziell für technisch versierte Betreiber, die eine maßgeschneiderte und adaptierbare Systemgestaltung anstreben.
2.Software-LösungEMSOn-Premises
Die Software-Lösung, die auf einem Edge-PC installiert ist, erfüllt die Anforderungen der internationalen Norm für Energiemanagement ISO 50001. Sie verfügt über eine intuitive Bedienoberfläche sowie eine große Flexibilität bei der Dateneinbindung Unternehmen mit hohen Datenschutz- und IT-Sicherheitsanforderungen profitieren von der vollen Kontrolle über die gespeicherten Informationen. Vorteilhaft ist zudem die Skalierbarkeit. Ein lokal betriebenes Energiemanagementsystem wie EMS On-Premises spielt seine Stärken insbesondere in Organisationen mit einem hohen Datenschutzbedarf und einer zentralisierten IT-Infrastruktur aus. Es erlaubt die maximale Kontrolle über sensible Daten und lässt sich nahtlos in vorhandene IT- und OT-System integrieren.
3. EnergyManagementServiceaufProficloud.io Die Cloud-Lösung auf der Plattform Proficloud.io bietet Unternehmen, die keine eigene IT-Infrastruktur haben oder an verteilten Standorten arbeiten, einen schnellen Einstieg in das digitale Energiemanagement. Sie ist ohne Installation einsetzbar und verfügt über intuitive Dashboards, automatisierte Berichte und Alarmfunktionen bei Grenzwertüberschreitungen. Weitere Vorteile: die schnelle Inbetriebnahme ohne IT-Aufwand, der flexible Zugriff von jedem Ort aus sowie die Kombination mit weiteren Smart Services von Phoenix Contact. Energie sichtbar machen, verstehen und gezielt steuern – das ist der Schlüssel zu mehr Effizienz und Nachhaltigkeit.PhoenixContactbietetfürjedeAusgangslage die passende Technologie und ideale Lösung. Ein professionellesEnergiemonitoringistmehralsdieAufnahme des Verbrauchs. Es handelt sich vielmehr um ein strategisches Werkzeug zur Prozessoptimierung, Einhaltung gesetzlicher Vorgaben und Erreichung der Nachhaltigkeitsziele. (jv)
Weitere Details zu den im Beitrag vorgestellten Lösungen von Phoenix Contact für das Energiemanagement hält der Beitrag auf unserer Webseite für Sie bereit: voge.ly/vglEKMf/
Der neue SL00-R von FSG: Durch beidseitige Encoder-Montage setzen wir neue Flexibilitätsstandards.
IN KÜRZE AUCH MIT

Halle-4A | Stand 555 SPS MESSLÄNGE 7m
MEHR DAZU AUF DER

TIPP
Phoenix Contact zeigt seine Produkte und Lösungen vom 25. –27.11.2025 auf der SPS in Nürnberg in Halle 9, Stand 310
Wer Energie managen will, muss sie zuerst verstehen.

Optimieren Sie Ihre Anwendungen mit dem FSG-Seilzugsensor SL00-R-GS80. Durch die beidseitige Drehgeber-Montage ist der Seilzugausgang frei definierbar und bietet unübertroffene Flexibilität im Maßbereich bis zu 3 m in robuster V2A-Edelstahlausführung.
Mehr unter: fsg-sensors.de/messeneuheiten
Die Detektion dünner Folien und ähnlicher Produkte ist aufgrund spezifischer Material- und Oberflächeneigenschaften keine leichte Aufgabe. Meist entscheiden die jeweiligen Applikationen über die passende Sensorik.
VERFASST VON
ChristianFiebach
Mitglied der Geschäftsführung
IPF Electronic GmbH
MartinusMenne
Freier Autor
Redaktion für innovative Technik
Hersteller von Folien und dünnen Bandmaterialien befinden sich in einem globalen Wettbewerb, der zahlreiche produkttechnische und auchwirtschaftlicheHerausforderungenmitsichbringt. Angesichts hoher Energie- und Rohstoffpreise gewinnt daherunteranderemeineimweitreichendenMaßeprozesssichere Fertigung und Weiterverarbeitung spezifischerMaterialienanBedeutung Daslässtsichaufvielen Produktionsebenen häufig nur mit einer auf die jeweilige Anwendung hin optimal abgestimmten, wenn nicht gar spezialisierten Sensorik erreichen. Dieser Artikel beschreibt einige Technologien von IPF, die sich für verschiedenste Aufgaben anbieten.
Geführte Materialbahnen sollten während eines Prozesses in ihren vordefinierten Grenzen bleiben. Eine
BahnkantenregelungüberwachthierzumittelsSensorik kontinuierlich die Ausrichtung beziehungsweise FührungeinerMaterialbahn.Aktorenkönnendannanhand derSensorsignaleeinenkorrigierendenEinflussaufden Bahnverlauf nehmen. Für hochgenaue Bahnkantenregelungen eignen sich vor allem Laserzeilensensoren und Zeilenkameras.
Laserzeilensensoren (Laserklasse 1) von IPF sind Einweglichtschranken.DerEmpfänger(z.B derPE500146) integriert einen CCD-Zeilendetektor mit eng beieinander angeordneten Empfangselementen. Der Sender (z. B. der PS500046) wiederum erzeugt einen homogenen linienförmigen Lichtstrahl. Eine Materialbahn innerhalb der Lichtschranke deckt diesen Lichtstrahl teilweise oder vollständig ab, wobei das Schattenbild auf den
Verschiedene Lösungen zur Detektion dünner Bandmaterialien: Bahnkantenregelung mit Laserzeilensensoren als Einweglichtschranke (links oben), Anwesenheitskontrolle mit einem eigens für transparente Materialien entwickelten, optischen Sensor (rechts oben), Anwesenheitskontrolle mit optischem Taster mit Hintergrundausblendung (links unten) und Druckmarkenerkennung mit optischem Kontrasttaster (rechts unten).




einzelnen Empfangselementen der Empfänger-CCDZeile abgebildet und in ein kontinuierliches Analogsignal(4…20mA)umgewandeltwird.DieHöhedesSignalpegelsermöglichteinegenaueAussagedarüber,wosich die Bahnkante im Detektionsbereich befindet
Die Laserzeilensensoren haben eine Reichweite bis 2.000mm,womitsiesichauchübergrößereDistanzen für eine exakte Bahnkantenregelung empfehlen. Aufgrund des linienförmigen Lichtstrahls mit Messbreiten zwischen 6,4 bis 73 mm kann sich die Bahnkante an einernahezubeliebigenStellezwischenSenderundEmpfängerbefinden.DieLösungistidealzumErfassensehr dünner Materialien. Selbst Höhenschwankungen der Bahn beeinflussen die Messgenauigkeit nicht.
ÜberwachunggroßerKantenbereiche
Alternativ bieten sich Systeme aus Zeilenkameras mit C-Mount-Objektivanschluss(PYSI0317)undeinerlinienförmigen Beleuchtung (AO98E124) an: Durch ihre vom ObjektivabhängigeMessbreitevonz.B.400mmeignen sie sich für die Überwachung größerer BahnkantenbereichemithoherAuflösung(<0,5mm) DieKamerawird über eine kostenfreie Software parametriert, um die Bahnkantenregelung optimal anzupassen.
Viele Prozesse laufen nur reibungslos, wenn jederzeit sichergestellt ist, dass sich Material in einer Anlage befindet. Optische Sensoren von IPF bieten spezifische VorteilebeiderverschleißfreienAnwesenheitskontrolle. SowurdederON450522(Tastreflexschranke)eigensfür die Erkennung transparenter Materialien entwickelt Der OR450521 (Reflexlichtschranke) indes ist für die ErfassungvonMaterialienmitspiegelnderOberflächeausgelegt; der OT450520 (Taster) mit Hintergrundausblendungeignetsichfüreinehochpräzise,farbunabhängige Detektion.MiteinerSchaltfrequenzvon2kHzundeiner Ansprechzeit≤0,25msempfiehltsichderON450522für schnell laufende Prozesse. Der OR450521 überzeugt bei derDetektionvonspiegelndenOberflächendurchseine hoheReichweitebis7.500mmundeinensehrexakteinstellbaren Arbeitsbereich.
OptischeSensorenfürdieberührungsloseunddamit verschleißfreie Abfrage von Objekten sind somit in der Lage, Materialien mit sehr unterschiedlichen EigenschaftensicherzuerfassenundüberzeugenunteranderemdurchhohePräzision,schnelleReaktionszeitenund große Reichweiten. Ihr sichtbares Rotlicht erleichtert zudem die Montage und Positionierung.
Damit farbige Aufdrucke auf Folien oder ähnlichen Bandmaterialien perfekt werden, müssen alle Farben deckungsgleich aufgetragen sein. Das funktioniert nur bei absolut synchron laufenden Druckwerken in Druckmaschinen. Hierzu werden Druckmarken am Materialrandabgefragt,derenDetektionalsSteuersignalfürdie jeweiligen Druckwerke dient. Optische Kontrasttaster von IPF sind extrem reaktionsschnell und ermöglichen in Kombination mit Lichtleitern und Aufsatzoptiken einehohePräzisionbeiderDruckmarkenerkennung (jv)
TIPP
Weitere technische Details zu den Lösungen von IPF sowie umfangreiches Bildmaterial hält die Onlinevariante dieses Artikels für Sie bereit: voge.ly/vglj9p0/
TIPP
IPF zeigt seine Produkte und Lösungen vom 25. – 27.11.2025 auf der SPS in Nürnberg in Halle 7A, Stand 131.
Die prozesssichere Fertigung und Weiterverarbeitung spezifischer Materialien erfordert häufig spezialisierte Sensorik.









Pouchzellen lassen sich mit Laser-Scannern in Verbindung mit der 3D Profile Unit präzise vermessen.

LASERSCANNER
Mit der 3D Profile Unit von Micro-Epsilon können mehrere Laserscanner in ein gemeinsames Koordinatensystem überführt und komplette Außenkonturen, Hinterschnitte oder Dickenvolumina gemessen und geprüft werden
Scan-Control-Sensoren von Micro-Epsilon werden beiderpräzisenInline-3D-Messunginzahlreichen ApplikationenundBrancheneingesetzt.DieScans erfolgen hierbei durch eine Bewegung des Laserscanners oder des Messobjekts. Die vielseitigen Scanner eignen sich beispielsweise für Robotik-Anwendungen sowie zur Inline-Fertigungsüberwachung
VERFASST VON
Bernhard
Stockinger
Produktmanagement
Profile Unit
Micro-Epsilon Messtechnik GmbH & Co. KG
Diese Sensoren nutzen das Laser-Triangulationsprinzip zum zweidimensionalen Erfassen von Profilen auf unterschiedlichenObjektoberflächen.EineLinien-Optik projiziert eine Laserlinie auf die Messobjektoberfläche, eine hochwertige Optik bildet das diffus reflektierte Licht dieser Laserlinie auf eine Sensor-Matrix ab. Der Controller berechnet aus dem Kamerabild neben den Abstandsinformationen(z-Achse)auchdiePositionentlang der Laserlinie (x-Achse) und gibt beide in einem zweidimensionalen Koordinatensystem aus Bei bewegten Objekten oder bei einer Traversierung des Sensors kann man aus dem Aneinanderreihen der Profile eine 3D-Punktewolke gewinnen.
Um einen kompletten Umfang oder komplexe Geometrien zu erfassen, kommen einzelne Laserscanner prinzipbedingtanihreGrenzen.Reihtmanjedochmehrere Sensoren aneinander, kann ein komplettes Abbild komplexerer Geometrien erstellt werden. Hier liegt die Herausforderung darin, die Profildaten der jeweiligen Laserscanner in ein gemeinsames Koordinatensystem zu überführen.
Aus diesem Grund hat Micro-Epsilon den 3D Profile Unit Controller entwickelt. Hiermit lassen sich zwei bis acht Laserscanner und deren Messwerte zu einem 2DGesamtprofil bzw. zu einer 3D-Gesamt-Punktewolke miteinander verrechnen. Die kompatiblen Scan-Control-30xx-Sensoren lassen sich über die vorgesehenen Ethernet-Schnittstellen an die 3D Profile Unit anschließen. Im Anschluss können Anwender die Profildaten oder 3D-Punktewolken auswerten oder direkt an einen GigE-Vision-Client übergeben. In der Industrial-Ethernet-Option lassen sich zudem Messwerte und IO/NIOBewertungenübereinedermöglichenSchnittstellenan
vorhandene Peripherie ausgeben. In der Option Industrial Ethernet ist die Ergebnisausgabe über TCP/IP und UDP möglich. Zudem lassen sich vorhandene Systeme mitderIndustrial-Ethernet-OptionüberProfinet,EtherNet/IP, Ethercat und Modbus TCP ansteuern.
DieHardwareder3DProfileUnitmitpassiverKühlung bietet Flexibilität für eine einfache und platzsparende Installation Somit ist eine Integration in einen Schaltschrank oder die Befestigung direkt in der Maschine einfachmöglich Micro-Epsilonbietetsechsverschiedene Varianten der 3D Profile Unit namens 3DPU-2/IE, -4/ IEoder-8/IE,jefürdenAnschlussvonbiszuzwei,biszu vier sowie bis zu acht Sensoren und jeweils mit oder ohne Industrial-Ethernet-Option. Die Optionen ohne Industrial Ethernet liefern lediglich die Rohdaten, also 2D-Profile oder 3D-Punktewolken, die in einer eigenen Softwareausgewertetwerdenkönnen(meistKommunikation über GigE Vision)
GegenSchockundVibrationresistent
Die Option mit Industrial Ethernet wertet die Daten selbst auf dem Controller aus und erzeugt aus den Rohdaten konkrete Messwerte, die im Anschluss an die Steuerung, zum Beispiel eine SPS, übergeben werden Die Einheit ist nach IP40 ausgeführt und hält Temperaturen von 0 bis +50 °C stand; sie kann an Tischen oder Wänden montiert werden. Für die Hutschienen- oder Schaltschrankmontage ist weiteres Zubehör nötig Die ProfileUnitistgegenSchockundVibrationresistentund misst 230 mm x 192 mm x 77 bzw. 127 mm, je nach Ausführung AlsBedien-undAnzeigeelementedienenzwei LEDs für Power und Storage, vier LEDs für die EthernetStatusanzeige sowie ein Ein-/Ausschalter
DasHardware-SetupbestehtausdenLaser-Scannern, dem 3D-Profile-Unit-Controller, einem Anschlusskabel jeSensorsowiederSoftware3DInspectamKundenrechner DieProfileUnitübernimmtdasStitchenderProfile, die Rohdatenübertragung sowie die Datenauswertung und Messwertübertragung Über die Software läuft die ParametrierungsowiegegebenenfallsdieVisualisierung
Die Sensoren sind über die richtigen IP-Adressen mit der 3D Profile Unit zu verbinden. Die Netzwerkschnittstellen der 3D Profile Unit sind hierbei bereits werksseitig vorkonfiguriert. Um einem Sensor eine IP-Adresse zuzuweisen, ist das Netzwerkkabel des Sensors direkt mit dem PC zu verbinden, auf dem der Anwender 3DInspect betreibt. Über den Ethernet-Konfigurator von 3DInspect kann der Anwender im Anschluss die IP und die Subnetzmaske zuweisen.
Beim Einrichten der Sensoren auf das Messobjekt müssen sich alle Scanner in einer Ebene befinden und genau auf das Messobjekt ausgerichtet sein. Bei der Feinausrichtung müssen die Messfelder der Sensoren deckungsgleich sein. Damit die Sensoren die richtigen Messwerte ausgeben, ist eine Registrierung mit einem speziellen Registriertarget über die Software 3DInspect nötig Das Parametrieren der 3D-Sensoren und das AufnehmenderMessdatenerfolgtdirektausder3DInspectSoftware heraus. Hier erlauben leistungsstarke Werkzeuge die Ausrichtung und Filterung der Punktewolke, die intuitive Erkennung und Auswahl relevanter Bereiche sowie die Kombination von Programmen Nutzer könnendie3D-Punktewolkenbeliebigweiterverarbeiten und ermittelte Messwerte an die Steuerung ausgeben.
Die Stärken der 3D Profile Unit lassen sich auf viele verschiedene Anwendungen übertragen, so etwa dem Vermessen von Starkstromkabeln beim Schälen. Starkstromkabel kommen vermehrt im Stromnetzausbau, zum Beispiel bei der Trasse des Süd-Ost-Links zum Einsatz,dasichBundesregierungundNetzbetreiberhierbei –nichtzuletztdurchDruckderÖffentlichkeit–aufKabel stattaufFreileitungengeeinigthaben.ImAllgemeinen liegtbeidiesemAnwendungsfalleinhohesPotenzialder 3D-Messtechnik begründet.
Ein weiterer Anwendungsfall ist das Vermessen von Metallprofilen, zum Beispiel nach der Extrusion Hier misstmandieOberflächeundstelltdiesein3Ddarund kann somit Ausschuss identifizieren und reduzieren Auch beim Vermessen von Smartphone-Schalen ist die KombinationausLaser-SensorenvonMicro-Epsilonund der 3D Profile Unit bestens geeignet. (jv)












TIPP
Micro-Epsilon zeigt seine Produkte und Lösungen vom 25. – 27.11.2025 auf der SPS in Nürnberg in Halle 7A, Stand 130
TIPP
Weitere technische Details zur 3D Profile Unit von Micro-Epsilon hält für die Onlineversion dieses Artikels für Sie bereit: voge.ly/ vgl01i9/




Bei der 4-in-1-Komplettlösung für Gesenkschmiedeteile werden die Kegelräder über die XTS-Mover durch die Anlage transportiert.

LINEARES TRANSPORTSYSTEM
Automation W+R hat eine Plattform für die Autoindustrie entwickelt, die Produktionsprozesse und Produktqualität durch Highspeed-3D-Prüfung verbessert. Zentrales Element: das lineare Transportsystem XTS von Beckhoff.
DieAnforderungenanSicherheitundQualitätvon Bauteilen steigen insbesondere in der Automobilindustrie stetig Diese zu erfüllen, erfordert eineeindeutige,objektive,rückverfolgbareundeffiziente Qualitätsprüfung der Bauteile. Die Automation W+R GmbH,München,isteinführenderSystemintegratorfür schlüsselfertige Inline-Prüfsysteme mit Fokus auf die Automobilindustrie und Batteriefertigung
TIPP
Beckhoff zeigt seine Produkte und Lösungen vom 25. – 27.11.2025 auf der SPS in Nürnberg in Halle 7, Stand 406.
Zu den hohen Anforderungen vor allem in der Automotive-IndustrieerläutertGeschäftsführerPaulGruber: „IndiesemSektoristSicherheitdurcheineautomatisierte Qualitätsprüfung von höchster Relevanz Denn die Sicherheit aller Beteiligten – vom produzierenden Unternehmen bis zum Nutzer des Fahrzeugs – basiert auf der Qualität der einzelnen Bauteile und damit deren Qualitätsprüfung.“ COO Markus Schmid ergänzt: „Neben hohen Qualitätsanforderungen und eindeutiger Rückverfolgbarkeit stellen vor allem hohe Stückzahlen undengeProduktionsräumeeineHerausforderungdar.“
DieEnd-of-line-KontrolleerforderteineLieferungvon Chargenjust-in-time.ProduzierteBauteilemüssenalso
zu 100 Prozent eine Warenausgangskontrolle durchlaufen, bevor sie weiterverarbeitet oder verbaut werden dürfen. Dabei werden die Bauteile nicht nur optisch, sonderninunterschiedlichsterHinsichtbishinzurpräzisen mechanischen Klassifizierung geprüft. Michael Zinßer, Leiter Engineering, erläutert hierzu: „Die entsprechendeMaschinewirdbereitsinderKonzeptphase alssehrkompakteEinheitsoausgelegt,dassdasBauteil möglichst wenig zu handhaben ist und gleichzeitig alle notwendigen Prüfungen integriert sind. Ziel ist, dass alle Stationen optimal ausgelastet sind und zudem der Anlagendurchsatz maximiert wird.“
Die Prüfanlagen von Automation W+R erfordern laut Dennis Hildebrandt, Leiter Systementwicklung bei AutomationW+R,eineleistungsfähigeSteuerungstechnik: „DieKommunikationmitdenPrüfköpfen,dieTriggerung in Echtzeit und die Kommunikation mit der PrüfsoftwareaufdenIndustrie-PCssindGrundvoraussetzungen fürunsereLösungen.DiePC-basierteSteuerungstechnik von Beckhoff ermöglicht genau das. Hinzu kommen Modularität, Skalierbarkeit und Offenheit des Systems,
wodurchsichneueModuleundzusätzlicheFunktionen mit geringem Aufwand und ohne neue Hardware ergänzen lassen.“
PC-based Control von Beckhoff – der Ultra-KompaktIndustrie-PCC6032,TwinCAT,EtherCAT-I/OssowieXTS und rotatorische Antriebstechnik – übernimmt die übergeordnete Steuerung der Anlage sowie der einzelnen Funktionen in Echtzeit. Eine leistungsfähige Automatisierungssoftwareseihierbeinichtzuletztaufgrund dergroßenBauteilvarianzunddendementsprechenden AnforderungenaneingenerischesBauteilhandlingentscheidend, um Rüstaufwände zu minimieren und den benötigen Produktionsraum kleinzuhalten, so Dennis Hildebrandt.
GanzaufProduktionsprozessefokussiert
Die Anlagenbedienung und -visualisierung – über ein Multitouch-Control-Panel CP3921 – fokussieren sich konsequent auf die Produktionsprozesse und die Anlagenauslastung. Untergeordnet benötigt die InstandhaltungzusätzlicheFunktionenunddenBlickaufeinzelne Module. Handfunktionen, Überwachung und Prüfung von Einzelschritten sind daher ebenfalls in der Steuerungsarchitekturabgebildetundüberdiemodularesoftwarebasierte PLC effizient eingebunden.
ZentralesHandling-ElementistdaslineareTransportsystemXTS,daswiediegesamteAnlagevoneinemleistungsfähigen Ultra-Kompakt-Industrie-PC C6032 gesteuertwird.Möglichistdiesdurchdiehochperformante Datenkommunikation über EtherCAT. Weiterhin profitiert Automation W+R mit PC-based Control von BeckhofflautDennisHildebrandtvondermitTwinsafe systemintegrierten Safety-Funktionalität, die eine zentraleProgrammierbarkeitinTwinCAT,einenreduzierten VerdrahtungsaufwandundeinbreitesSpektrumfertiger Funktionsbausteine biete. Ebenso vielfältig sei das breite und flexibel erweiterbare Beckhoff-I/O-System der EtherCAT-Klemmen, wie zum Beispiel die 16-Kanal-Digital-EingangsklemmeEL1809unddie2-kanaligeInkremental-Encoder-Simulationsklemme EL2522. Vorteile seien hier insbesondere die kompakte Bauweise, hohe FlexibilitätundeinfacheErweiterbarkeit.Gleichesgelte für die EtherCAT-Box-Module der EP-Serie, die man dezentral montierbar und per Plug-and-Play-FunktionalitätmitnurwenigInstallationsaufwandeinsetzenkönne.
Effizient installieren lasse sich durch die One-CableTechnology(OCT)auchdierotatorischeAntriebstechnik von Beckhoff, das heißt die Servoverstärker AX8000 und die Servomotoren AM8000
Ein Paradebeispiel für die Umsetzung der IntegrationsplattformvonAutomationW+Risteine4-in-1-KomplettlösungfürGesenkschmiedeteile.DieMulti-Inspektionsanlage prüft jeweils vier Kegelräder parallel auf SchlagstellenanderOber-undUnterseite,aufSteckbarkeit, auf Maß und zum Schluss auf Härte. Dabei wird eineHighspeed-Taktzeitvon1,5Sekundenerreicht.Das modulareKonzeptermöglichteinebreiteAnwendungsvielfalt durch spezifische Prüfszenarien für verschiedene Bauteil-Reihen, die schnell und einfach zu wechseln sind. Als echte End-of-Line Kontrolle überwacht das System die komplette Fertigung mit einer Vielzahl an Prüfschritten – und garantiert dabei eine 100-ProzentRückverfolgbarkeit durch die Visualisierung der Defekte, die Dokumentation aller Prüfschritte und die Betriebsdatenerfassung
DiezuprüfendenBauteilewerdenvoneinemRoboter aus zugeführten Körben entnommen und jeweils zu viert auf einen am XTS-Mover montierten Werkstückträger an der 9,5 Meter langen XTS-Strecke (mit insgesamt 36 Movern) gesetzt. Anschließend werden sie in die erste Station zur optischen Prüfung getaktet. Hier findet die Schlagstellenprüfung auf der Bauteilunterseite statt. Der Werkstückträger wird dabei vertikal gedreht,umeine360°-AufnahmederunterenBauteilseite zu ermöglichen. Zur Prüfung der Oberseite werden die WerkstückeinderWendestationum180°horizontalgewendet.DarauffolgenzweimechanischePrüfungen:Die InnenverzahnungwirdmittelsLehrekontrolliert,wofür die Bauteile von den Movern in die entsprechende Arbeitsstation gebracht und über einen Servomotor AM8000angehobenwerden,umaufdasXTSwirkende Prozesskräfte zu vermeiden.
Zur Einbaudistanzklassifizierung werden die Werkstückträger in die nächste Station transportiert, erneut angehoben und gegen einen Anschlag mit einem MesssensorzurHöhenmessunggefahren.BevordieBauteile die XTS-Strecke verlassen und an die Ausförderstrecke übergeben werden, erhalten alle Gut-Teile eine Lasermarkierung Bei der letzten Prüfung, der Härteprüfung auf der Auslaufstrecke, wird das Bauteil unter eine Spule getaktet und ausgehoben. (jv)
TIPP
Weitere technische Details zur Integrationsplattform von W+R und dem Transfersystems XTS von Beckhoff mit weiterem Bild- und Videomaterial finden Sie auf unserem Onlineportal: voge.ly/vglrAX3/
Slim PM trifft High Torque –das PowerDuo für IhreServomotoren Dank identischer Schnittstelle
flexibel kombinierbar von Low- bis High-Torque.






ANTRIEBSTECHNIK
Zwischen strikten EU-Regulierungen und Innovationsdruck zeigt SEWEurodrive, wie das Unternehmen mit seinen Energiesparmotoren dennoch Erfolg hat. Was alte Motoren wertvoll macht und welche politische Hürde alles zu verändern droht, erklärt Gregor Dietz, Marktmanager Motoren.
DAS INTERVIEW FÜHRTE
UteDrescher
Chefredakteurin konstruktionspraxis
Herr Dietz, was macht den IE3-Energiesparmotor vonSEWsoerfolgreich?
Gregor Dietz: Der Erfolg liegt nicht nur in der Technik, sondern auch in den gesetzlichen Vorgaben. Seit 2015 verlangt die Europäische Union (EU) für DrehstromAsynchronmotoren zwischen 7,5 kW und 375 kW mindestensdenIE3-Wirkungsgrad Abdem1.Juli2021wurde diese Anforderung ausgeweitet und betrifft fast alle neuen Drei-Phasen-Motoren von 0,75 kW bis 1.000 kW Seit dem 1. Juli 2023 ist der IE4-Standard für Motoren mit einer Leistung von 75 kW bis 200 kW vorgeschrieben. Damit wird erstmals weltweit ein solch hoher Wirkungsgrad für elektrotechnische Produkte gefordert. Weitere Verordnungen werden für 2029 erwartet und könnten den IE4-Standard auf weitere Leistungen ausdehnen.
Wie ist der aktuelle Stand der geplanten weiteren Gesetzesvorhaben?
Seit 2009 stellt die Ökodesign-Richtlinie eine wichtige Regulierung für Energieeffizienz dar Sie ist inzwischen Teil der Ecodesign for SustainaoductsRegulation(ESPR)gewordie sich stärker auf Nachhaleit und Kreislaufwirtschaft kussiert. Themen wie Repaturfähigkeitsinddurchden Right to Repair und den Re-

ZURPERSON
pair Index zentral geworden. Die EU-Taxonomie wiederum klassifiziert wirtschaftliche Aktivitäten nach ihrer Umweltverträglichkeit. Damit sind verbundene Finanzierungsmöglichkeiten für Unternehmen an grüne Ziele geknüpft. Dieses umfassendere Rahmenwerk ersetzt die frühere Ökodesign-Richtlinie und integriert viele neue Aspekte der Umweltfreundlichkeit.
Vor welche Hürden stellt die EU-Taxonomie Unternehmen?KönnenSieeinBeispielnennen?
Ein Beispiel ist die Doppelregulierung hinsichtlich des Bleigehalts. Laut EU-Richtlinien wie RoHS (Restriction of Hazardous Substances) und der EU-Chemikalienverordnung Reach darf kein europäisches Produkt mehr Blei enthalten. Wenn wir recyceltes Kupfer verwenden, das in Maschinen aus den 80er- oder 90er-Jahren verbautwar,gibteskeineGarantiedafür,dassesvölligbleifrei ist. Solche Motoren wären dann nicht förderfähig gemäßderEU-Taxonomie,dieBleivollständigverbietet. ImGegensatzdazuerlaubenRoHSundReachweiterhin einen kleinen Promille-Anteil an Blei Wir arbeiten daran, diese Doppelregulierung zu beseitigen, sodass Motoren mit recyceltem Kupfer den Anforderungen der EU-Taxonomie entsprechen und unter die Nachhaltigkeitsrichtlinie fallen können.
Wie stellt sich SEW-Eurodrive im Hinblick auf die geforderteRücknahmevonMotorenauf?
Gregor Dietz ist Marktmanager für Motoren und Getriebemotoren bei SEW-Eurodrive. In dieser Rolle leitet Dietz Initiativen zur Förderung von technologischer Innovation und Nachhaltigkeit. Er ist außerdem Vorsitzender des Arbeitskreises "AC Motors" im ZVEI (Zentralverband Elektrotechnik- und Elektronikindustrie) und Mitglied des Beirats für elektrische Antriebssysteme im ZVEI. Mit seinem Fokus auf energieeffiziente Antriebe und umfassende Refurbishment-Services hat Dietz sich als Experte für digitale Engineeringlösungen etabliert.
Als inhabergeführtes Unternehmen haben wir bei SEWEurodrive größere Freiheiten als viele andere, wenn es darum geht, neue Ideen umzusetzen und in innovative Wegezuinvestieren,umdenKreislaufprozesszugestalten. Im Rahmen der Nachhaltigkeitsrichtlinie sind wir verpflichtet, einen Teil der verkauften Produkte zurückzunehmen,zudemontierenundtechnischzubewerten Wenn zum Beispiel eine Lüfterhaube noch nutzbar ist, integrieren wir sie in den Kreislaufprozess. Es ist entscheidend, automatisierte Prozesse zu entwickeln, die ohne menschliches Zutun entscheiden können, ob Einzelteile wiederverwendet werden können.
Gibt es bei SEW bereits Prozesse für die WiederverwendungvonKomponenten?
Ja, wir haben bereits wesentliche Teile dieser Prozesse etabliertunderweiternsiekontinuierlich Wirbrauchen effiziente Rücklauf-, Bewertungs- und Qualitätssicherungsprozesse. Automatisierte Systeme entscheiden, welche Komponenten recycelt oder wiederaufbereitet werden. Für das Refurbishment bauen wir in unseren neuen Hallen spezielle Anlagen auf Derzeit fehlt es uns an ausreichender Rückware, die wir als wertvolle Ressource und nicht als Abfall sehen. UnsereKundenmüssenalteMotoren,dienach25Jahren das Ende ihres Lebenszyklus erreichen, als Ressource erkennen. SEW darf keinen Abfall annehmen, da wir keinzertifizierterRecyclersind.DieUmstellungaufdie WahrnehmungdieserMotorenalsWertstoffistentscheidend, um den Anteil an recycelten Materialien in unseren neuen Produkten zu erhöhen.
Müssen Produkte mit wieder aufbereiteten Teilen gekennzeichnetwerden?
Wir als Hersteller würden gerne darauf verzichten Der Grund hierfür liegt in der Komplexität des bürokratischen Prozesses. Die SEW garantiert die hohe Qualität ihrerProdukteundmachtkeinenUnterschiedzwischen neu und wiederaufbereitet. Ein solches Unterscheiden würde neue Herausforderungen im Materialmanagement und in der Kennzeichnung mit sich bringen, da separate Stück- und Materiallisten zu erstellen wären. Zudem ist die jetzige wirtschaftliche Balance bei der Herstellung und Wiederaufbereitung nicht ausgereift, daderBewertungsprozessnochteuerist.Trotzalledem steht die wiederaufbereitete oder recycelte Ware in puncto Qualität der A-Ware in nichts nach SEW strebt danach, dass Hersteller selbst entscheiden können, ob siesolcheKomponentenkennzeichnen,ohnegesetzlich dazuverpflichtetzusein.GarantieundGewährleistung sollen in allen Fällen gewährleistet bleiben.
Wird der beschlossene Wegfall der BerichtspflichtendieUnternehmenspürbarentlasten?
Die Abschaffung der Berichtspflichten könnte tatsächlich eine erhebliche Entlastung für Unternehmen bedeuten. Derzeit wird der Versuch unternommen, den bürokratischen Aufwand, den Berichtspflichten verursachen, zu verringern. Es ist jedoch wichtig, in die bestehenden Fertigungskontrollen und Konformitätsverfahren zu vertrauen, die sich seit Jahrzehnten bewährt haben. Zusätzliche Berichtspflichten erzeugen nur Daten, die möglicherweise nicht ausreichend genutzt werden und unnötige Hindernisse schaffen.
Ein Übermaß an Kontrolle schränkt die unternehmerischeFreiheiteinundunterbindetInnovationen Esgilt,
dieBalancezufindenzwischennotwendigerReglementierung und der Freiheit, neue Technologien zu entwickeln, die im industriellen Maßstab umgesetzt werden können. Die Industrie ist innovativ und kann die bereitgestellten Rahmenbedingungen nutzen, um neue Technologien und Lösungen zu entwickeln Deshalb ist es entscheidend, dass der Industrie ausreichend Möglichkeiten und Freiräume gegeben werden, ohne sie durch übermäßigeKontrolleeinzuschränken.Nursokannsie ihre kreative und innovative Kraft voll ausschöpfen.
Können Sie ein Beispiel nennen, wie Politik den InnovationswillenvonUnternehmenbehindernkann?
EinBeispielistdieForderung,denIE4-StandardaufMotoren mit nur 7,5 kW auszuweiten Diese Anforderung zwingtUnternehmen,ihrebestehendenProduktreihen zu überarbeiten, was erhebliche Investitionen in Entwicklung und neue Maschinen erfordert. Während größere Unternehmen wie SEW das stemmen können, überfordert es kleinere Firmen finanziell. Solche politischen Entscheidungen können die Einführung ganzer Produktreihenverzögernunderheblichbeeinträchtigen.
Wie hoch ist die Lebensdauer von Motoren im Schnitt und was bedeutet das für Nachhaltigkeit undEnergieeffizienz?
Studien zeigen, dass Motoren oft länger halten als angenommen — kleinere bis zu 15, größere bis zu 35-40 Jahre.ÄltereMotoren,dieunternichteffizienzorientierten Kriterien produziert wurden, sind viel ineffizienter
Der Austausch durch IE4-Motoren verdoppelt den Materialeinsatz, was die Nachfrage nach Rohstoffen wie Aluminium und Kupfer erhöht. Die Maschinenbauindustrie muss daher zunehmend Materialien effizient nutzen,umsowohldieEffizienzstandardszuerfüllenals auch den ökologischen Fußabdruck zu verringern. MaterialengpässesindnochkeingroßesProblem,könnten jedoch mit steigender Nachfrage kritisch werden.
SindSietrotzdieserHerausforderungenzuversichtlich,dasssiemitKreativitätundIngenieurskunstzu meisternsind?
Ja,ichbinoptimistisch.ZwarerforderndiestrengerwerdendenEU-GesetzeregelmäßigeAnpassungeninunseren Prozessen, was Kosten verursacht, aber sie bieten auchGelegenheitenzurWeiterentwicklung Indenletzten 10 bis 15 Jahren haben wir erfolgreich darauf hingearbeitet,OEMszugrünerenProduktenzubewegen.Diese Bemühungen haben zu einer Senkung des Stromverbrauchs und damit der CO2-Emissionen geführt, trotz gestiegener Verkaufszahlen. Insgesamt haben die HerausforderungenzuInnovationenundeinemFortschritt beigetragen,dersowohlwirtschaftlichalsauchumweltfreundlich ist. (ud)
VielenDank,HerrDietz.
„Die EU-Politik eröffnet auch Chancen für nachhaltige Innovationen, die unseren ökologischen Fußabdruck reduzieren.“
Gregor Dietz, SEW-Eurodrive
Das Feedbackgerät findet oft zu wenig Beachtung, wenn es um das effiziente Design neuer Maschinen geht. Denn meist ist es unsichtbar im Motorgehäuse verbaut. Doch dessen Bedeutung ist für Präzision, Leistung, Zuverlässigkeit und Integrationsfähigkeit des Gesamtsystems enorm.

Bei der Wahl der richtigen Antriebstechnologie geht es darum, welche Leistung für die jeweilige Anwendung benötigt wird.
In der industriellen
Fertigung gibt es keinen Spielraum für Abweichungen. Maschinen müssen äußerst präzise arbeiten, was besondere AnforderungenandieAntriebstechnik stellt.Servosystemebenötigendaher heute ein exaktes und konsistentes Feedback, um die Position zu halten, die Drehzahl zu regeln und komplexe Bewegungsprofile auszuführen. AllerdingsgibtesgroßeUnterschiedezwischendenauf demMarktverfügbarenFeedbackgeräten.InvielenAnwendungen erfüllen herkömmliche Drehgeber oder Resolver noch immer ihren Zweck. Moderne Anwendungen erfordern jedoch zunehmend Geräte, die mehr können. Gefragt sind außerdem eine schnellere Integration und kürzere Testzeiten. Mit einem modernen Feedbackgerät können Maschinenbauer die Verkabelung und die Einrichtung vereinfachen,ohneAbstrichebeiAuflösung,Genauigkeitund Flüssigkeit der Bewegung machen zu müssen. Maschinenbauer sollten sich daher bei jedem Projekt fragen: „WasmussmeinFeedbackgeräteigentlichkönnen–und was ist heute möglich?“


DaseigeneAnforderungsprofilverstehen
Die wenigsten Ingenieure beginnen ein Projekt mit der SuchenachdempassendenFeedbackgerät.InderRegel stehenLeistung,ZuverlässigkeitunddieAuswahleines Systems,dasjederzeitinnerhalbdervorgegebenenParameter arbeitet, im Vordergrund Um dies zu erreichen, mussmanmitderrichtigenFragestarten.Esgehtnicht darum, welche Antriebstechnik die augenscheinlich beste ist. Vielmehr sollte gefragt werden: „Welche Leistung muss meine Anwendung ermöglichen?“
GrundsätzlichmusseinFeedbackgerätdienötigeAuflösung und Genauigkeit liefern, um eine effiziente Regelschleife zu ermöglichen. Ist die Leistung zu gering,
kann es zu Bewegungsstörungen, Ruckeln in den Haltepositionen, Vibrationen in der Maschine oder zu Positionierungsfehlernkommen.Zuviel,unddiegeforderte Leistung wird bei Weitem überschritten, was oft mit zusätzlichen Kosten einhergeht.
Mechanische Verbindungen zwischen Motorwelle und dem für die Bewegung zuständigen Element der MaschineerreichenjedochnureinebegrenzteGenauigkeit. Zudem müssen auch noch andere Kriterien betrachtetwerden,zumBeispielwieflüssigdieBewegung ist,wiestarkdasSignalverrauschtistundwievielBandbreiteesimHinblickaufdieAnforderungenbietet DieseFragensindallerdingsmeisteinfachzubeantworten, unddiemeistenIngenieurewissen,wiemansieabwägt
Moderne Feedbackgeräte bieten jedoch noch eine weitere Kategorie von Funktionen, die über einfache technischeLeistungsdatenhinausgehen.Siereduzierendie Komplexität des Gesamtsystems und bieten dadurch heutzutage den größten Nutzervorteil
EinfacheVerkabelung: Viele Servosysteme haben spezielle Feedbackkabel, zum Teil mit bis zu 13 oder mehr Adern allein für das Feedbacksignal. Dies führt jedoch zu größeren Schränken, mehr Anschlüssen,
engen Biegungen im Kabelkanal und einem wesentlich höheren Installationsaufwand. Moderne Einkabellösungen machen all das einfacher. Außer der Leitung für die Spannungsversorgung des Motors enthält das Kabel nur noch zwei Adern für die Feedbackdaten. Dies reduziert den Zeit- und Arbeitsaufwand für die Installation erheblich. Gerade bei kompakten und platzoptimierten Maschinen macht die Einkabeltechnologie einen großen Unterschied und kann sogar die Bauzeit der Maschine verkürzen.
IntegrierteMotorkennung: Viele moderne Feedbackgeräte verfügen über einen internen Speicher für die Motorkennung sowie die technischen Daten und die Parameter der Feinabstimmung. Werden sie an einen kompatiblen Antrieb angeschlossen, erkennt das System automatisch, mit welchem Gerät es arbeitet. Das macht die Einrichtung schneller, einheitlicher und weniger anfällig für Fehler. In Systemen, in denen die Motoren leicht zu verwechseln sind – beispielsweise ein Motor für hohe und ein Motor für niedrige Drehzahlen im selben Gehäuse –, vermeidet die automatische Erkennung kostspielige Fehlanpassungen. Die Motorkennung vereinfacht auch die globale Bereitstellung, vor allem wenn Maschinen in Regionen mit unterschiedlichen Spannungsversorgungen geliefert werden.

Antistatischer Riemen –Verhindert elektrostatische Aufladung –für mehr Sicherheit im gesamten Prozess.


Moderne Servolösungen wie die Systeme von Kollmorgen zeigen, wie weit diese Technologie bereits fortgeschritten ist Diese Komplettsysteme vereinfachen die Integration, sind langfristig zuverlässiger und geben Maschinenbauern Sicherheit.
ThermischeÜberwachung: Temperatursensoren sind für den Motorenschutz zwar unverzichtbar, jedoch benötigten sie bisher meist eine eigene Verkabelung zurück zum Antrieb. Mithilfe smarter Feedbacksysteme können die Temperaturdaten über dieselbe digitale Verbindung geschickt werden, die auch für die Positionsdaten genutzt wird. Diese Kombination vereinfacht die Verkabelung und ermöglicht eine Echtzeit-Überwachung der Wicklungstemperatur. Dadurch ist das System besser vor Überhitzung geschützt, erreicht eine konstantere Leistung und ist weniger fehleranfällig
FunktionaleSicherheit: Wenn Menschen in der Nähe sich bewegender Maschinen arbeiten, hat die Sicherheit oberste Priorität. Moderne Feedbackgeräte unterstützen Funktionale Sicherheit direkt über den Encoder. Mithilfe zertifizierter Encoder können Sicherheitssysteme die Motorposition zuverlässig überwachen und bei einer Bewegung außerhalb der erwarteten Grenzen eingreifen. Durch die Integration der Sicherheit auf der Feedbackebene können zudem zusätzliche Sensoren oder Relais eingespart und der Systemaufbau vereinfacht werden. So lassen sich die Compliance-Anforderungen erfüllen, ohne die Maschine übermäßig zu verkomplizieren.
EsistZeitfüreinenneuenStandard
EineFunktion,aufdievieleMaschinenbauernichtmehr verzichtenmögen,istdasabsoluteMultiturn-Feedback. DerVorteil:DasSystemkenntnichtnurdenWellenwinkelinnerhalbeinerUmdrehung,sondernweißauchdie Gesamtzahl der Umdrehungen – selbst nach dem Ausschalten.ImVergleichdazukönnenSystemeohneMultiturn-Tracking nach einem Neustart die Position der jeweiligen Achse nicht mehr zuordnen. In diesem Falle istdieüblicheVorgehensweiseeineReferenzfahrt.Dabei fährt die Maschine langsam einen Referenzpunkt an und initialisiert sich Das funktioniert zwar, ist aber ineffizient, zeitaufwändig und anfällig für Fehler Mit einem absoluten Multiturn-Feedback kommt die Maschine hingegen ohne Referenzfahrt aus: einschalten und fertig Das bedeutet kürzere Anfahrzeiten, weniger bewegliche Teile (da keine Schalter für die Referenzfahrt benötigt werden) und weniger Fehlerquellen.
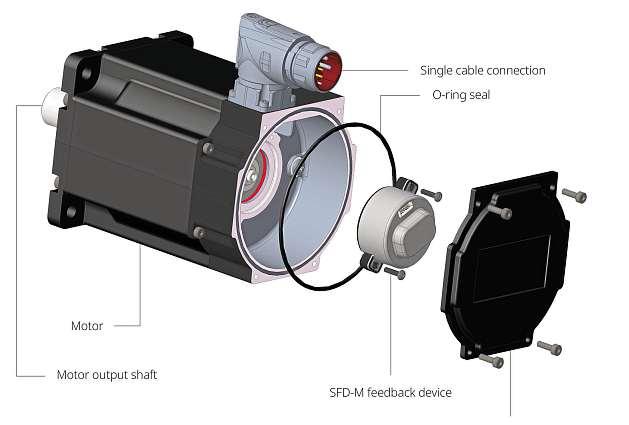
Multiturn-FunktionalitätwirdaufverschiedeneArten realisiert. In manchen Geräten sind kleine Getriebe integriert,diedieUmdrehungenmitzählen.Dasverteuert allerdings den Encoder, macht ihn komplexer und verlängertseineBauform.ZudembietenVerzahnungennur einenbegrenztenMultiturn-BereichvoninderRegel12 Bit.AndereFeedbackgerätesetzenaufBackup-Batterien. Diese Lösung ist zwar kompakt und einfach, kann aber potenziellzuWartungsproblemeninderZukunftsowie zu Zuverlässigkeitsproblemen im Falle eines unvorhergesehenen Batterieausfalls führen. Eine zukunftsweisende Alternative sind Feedbackgeräte mit Power-Harvesting-Technologie HierbeiwirdgeradesovielEnergie aus der Wellendrehung zurückgewonnen, dass die Anzahl der Umdrehungen in einem nichtflüchtigen Speicher festgehalten werden kann. Diese Lösung ist kompakt, batterie- sowie wartungsfrei und hat denselben Platzbedarf wie ein einfacher Drehgeber
DasrichtigeFeedbackgerätwählen
Damit stellt sich die Frage, nach welchen Kriterien Maschinenbauer das Feedbacksystem auswählen sollten. Für die meisten Anwendungen sind moderne, digitale FeedbackgerätemitabsoluterMultiturn-Funktionalität mittels Energy Harvesting, Einkabeltechnik, thermischerÜberwachungundMotorkenndatendieidealeund zukunftssichereWahl.EinBeispielfüreinsolchesGerät ist der SFD-M-Encoder von Kollmorgen, der speziell für moderne Anforderungen entwickelt wurde. Er ist universell für eine Vielzahl von Bewegungssystemen geeignetund zeichnetsichdurchhoheLeistung,niedrige Kosten und eine reduzierte Systemkomplexität aus. WennSystemeingroßenStückzahlengebautwerden sollen, lohnt es sich zudem, aufeinander abgestimmte Komponenten zu wählen. Erfahrene Antriebshersteller wie Kollmorgen bieten eine breite Palette an Servoreglern, Motoren und Feedbackgeräten, die für ein optimales Zusammenspiel konzipiert sind. Dadurch wird die Integration vereinfacht und die Entwicklung beschleunigt. Dabei gilt: Unabhängig davon, ob das Thema FeedbackaufKomponenten-oderaufSystemebeneangegangen wird, sollte in jedem Fall eine Lösung gewählt werden, bei der möglichst wenige Kompromisse eingegangen werden müssen.
Früher war das Feedbackgerät kein Thema. Maschinenbauer entschieden sich für einen Motor und erhielten dasdazugehörigeFeedbackgerät.Sieverkabeltenesund prüften, ob es die Anforderungen an Auflösung und Leistungerfüllte.HeutzutageistdieAuswahlzwaretwas komplizierter,dafürbietendiemodernenLösungenaber entscheidendeVorteile:DazugehörenEinkabeltechnik, Power-Harvesting-Multiturn-Feedback, Plug-and-PlayKonfiguration sowie integrierte Sicherheits- und Diagnosefunktionen. Diese entwickeln sich bei ausgereiften Motion-Control-Plattformen schnell zum Standard. Maschinenbauersolltensichdaherbewusstsein,dass sie sich nicht für eine einzelne Antriebstechnologie, sondernfüreinganzesSystementscheiden,dastäglich zuverlässig und effizient funktionieren muss. Es ist daher ratsam, nicht nur das Datenblatt der Komponenten zu studieren, sondern auch zu überlegen, wie das Feedbackgerät die Maschine als Ganzes unterstützt. (häu)
Von neuer
ImZentrumdesSPS-Messeauftritts2025bei Bachmann Electronic steht die erweiterte M100-Plattform: Mit den in Nürnberg erstmals vorgestellten CPU-Modulen wird das M100-System zur vollständigen Automatisierungslösung für kompakte Maschinen ebensowiefüranspruchsvolleAnlagen Die CPU-PaletteumfasstzumStartachtModelle aus der CPS100-Familie. Sie sind mit leistungsstarken x86-Prozessoren von Intel be-
FUNKSENSOREN

Steute hat die Funk-Induktivsensoren RF IS FL, die der Geschäftsbereich Controltec auf der SPS 2025 vorstellen wird, in zweierlei Hinsicht überarbeiteten.SiebietenneueFunktionen mithohemNutzwertfürdieAnwender im Maschinen- und Anlagenbau sowie in der Produktion: Die zylinderförmigen SensorenindenDurchmessernM8, M12,M18undM30eignensich jetztauchfürdenbündigenEinbau, da sie ihren Schaltpunkt automatischunddynamischan die jeweiligen Gegebenheiten anpassen. Dazu gehören auch dynamische Veränderungen wie zunehmende Verschmutzung Außerdem wurde die Batterielaufzeit in den UniversalFunkmodulen, die sich für den Anschluss von bis zu vier RF IS FL eignen, deutlich verlängert. Insgesamt reduzierte das Unternehmen den Energiebedarf im VergleichzumVorgängermodell um bis zu 80 Prozent. SPS 2025: Halle 9, Stand 140 www.steute.com
stückt DieLeistungsspannereichtvoneiner Dual-Core-CPU mit 1200 MHz bis hin zu einemQuad-Core-Modulmit1,9GHz.EinentscheidenderSchrittbeiderM100-Steuerung ist der Wechsel zum Linux-basierten Echtzeitbetriebssystem mit PREEMPT_RT-Konfiguration Diese Entscheidung verbindet die Stabilität und Offenheit von Linux mit zuverlässigem Echtzeitverhalten. IT-Sicherheit wurde von Grund auf mitgedacht: Alle
CPUs verfügen serienmäßig über einen TPM-2.0-Chip und erfüllen die Anforderungen der Normen IEC 62443 und ISO 27001. EbenfallsimFokus:dieneueGenerationan Panel-PCs. Der PPC1200 löst seinen Vorgänger mit einer bis zu achtfachen Leistungssteigerung ab Die Varianten Eco und Premium bieten unterschiedliche Schnittstellenausstattung SPS 2025: Halle 7, Stand 281 www.bachmann.info


Ihr Benefit trotz Produktabkündigung: montagekompatiblerErsatz /Austausch /Retrofit für neue undvorhandene Systeme, Maschinen oder Anlagen die bestehende HMI /Visualisierung kann weiterhin betriebenwerden unkomplizierte Projektierung mit Ihrenvertrauten Programmierwerkzeugen neue und sorgenfreie Langzeitverfügbarkeit (> 10 Jahre) ready for HMI Advanced ready for HMI Unified Server &Client
Besuchen Sie uns in Nürnberg! 25. bis 27.11.2025 Halle 7, Stand 440

SiemenssetztmitderEinführungdesneuen High-Performance-Antriebssystems Sinamics S220 neue Maßstäbe in der industriellenAntriebstechnik.AlsintegralerBestandteil des Siemens Xcelerator Portfolios zieht dieSinamicsS220mitderneuenRegelungseinheit CU320-3 und der Software-Version 6.6ineineneueLeistungsklasse UmfassendeSimulations-undAnalysemöglichkeiten sowie fortschrittliche Konnektivitätsfunktionen ermöglichen die vollständige Integration in digitale Arbeitsprozesse. Die maßgeblich verbesserte Systemperformance ermöglichtAnwenderneinenentscheidenden Produktivitätsschub
Als zentrales Element des Sinamics S220 setzt die neu entwickelte Regelungseinheit
Die neuen kompakten Roboter der OVR-SerievonOrientalMotorsindalsScara-undals Palettier-Robotererhältlich.Siebasierenauf leistungsstarken Standard-Komponenten von Oriental Motor. Das Herzstück der Roboter ist ein hocheffizienter AZ-Schrittmotor, welcher über einen batterielosen, mechanischen Absolut-Encoder verfügt. Dadurch ist keine weitere externe Sensorik erforderlich. Die Roboter der OVR3- und OVR4-SeriekommeninverschiedenenAusführungen auf den Markt: Die OVR3-Scara-
Modelle kombinieren eine flache Bauform mithoherGenauigkeitundflexiblenVarianten bis hin zu 360°-Rotation und 10 Kilogramm Traglast. Die OVR4-Roboter mit Parallelkinematikbietenstabilenhorizontalen Transport und eignen sich für Palettieraufgabenbis5Kilogramm.AlleRoboterlassen sich mit dem MRCU-Controller und der MRC-Studio-Software von Oriental Motor ohne Vorkenntnisse programmieren SPS 2025: Halle 1, Stand 424 www.orientalmotor.eu
CU320-3 dank ihrer einzigartigen Architektur wegweisende Akzente in der Antriebstechnik. Mit der Möglichkeit, bis zu 12 Achsen auf einer einzigen Control Unit zu betreiben, erzielt das System eine sehr gute Integrationsdichte Der verbaute MulticoreProzessor stellt dabei die erforderliche Rechenleistung zur Verfügung Für schnelle Datenübertragung sorgt das Drive-Cliq-Express-Interface mit einer Geschwindigkeit von1GBit/s.EininnovativesTestpulsverfahren mit drei Spannungssensoren je Achse erlaubteinegeberloseRegelungmitnahezu Encoder-Qualität – bei gleichzeitig höherer Energieeffizienz und Robustheit. SPS 2025: Halle 11 www.siemens.com

ROBA® brake-checker®:Permanentes Bremsen-Monitoring von Schaltzustand, Temperatur und Verschleiß





ATEAntriebstechnikund EntwicklungsGmbH&Co.KG

Auf der SPS 2025 informiert Pilz darüber, wie Automatisierungslösungen mit Safety und Security den digitalen Wandel in der Produktion mitgestalten. Hierfür hat der Automatisierereine Produktpremiere auf seinem Stand: Die digitale MyzelLifecycle-PlatformfürdasManagementvonMaschinen und Personal über den gesamten Lebenszyklus Mit seiner Myzel-Lifecycle-Platform bietet das Unternehmen ineinererstenAusbaustufeeinneuesSoftware-as-a-Service-Angebot, das Maschinenhersteller und -betreiber bei der Einhaltung von Gesetzen und Sicherheitsanforderungen über den gesamten Lebenszyklus hinweg unterstützt. Daneben stellt Pilz in Nürnberg für eine sichere und flexible Konnektivität seine jüngsten Erweiterungen in seinem IO-Link-Safety-System vor – den weltweit ersten zertifizierten IO-Link-Safety-Master Master IOLS sowie die Bedieneinheit PITgatebox IOLS Mit der Bedieneinheit ist dank IO-Link-KommunikationsprotokolleineLive-Datenkommunikationetwazum Türstatus möglich, Daten fließen direkt in die Anlagensteuerung. SPS 2025: Halle 9, Stand 370 www.pilz.com

Moderne Maschinen müssen über ein hohes Maß an funktionaler Sicherheit verfügen. Mit der dezentralen Safety PLC EC von Kendrion erfüllen Maschinenbauer diese Anforderungen mühelos: Die Steuerung überwacht Lichtschranken und Sicherheitszonen,istTÜV-geprüftund erfüllt die strengen Vorgaben der einschlägigen internationalen Normen (IEC 61508SIL3/DINENISO13849PLe).DadieSafetyPLCEC überzahlreichePLCopen-zertifizierteSafety-Funktionsbausteine verfügt, sinkt der Aufwand für die Entwicklung, Verifikation und Abnahme von Sicherheitsapplikationen erheblich. Zu den Funktionsbausteinen der Steuerung gehören unter anderem Not-Aus, ZweihandbedienungundMuting DieSafetyPLCECwirdmitdem kostenlosen Codesys-Development-System programmiert und konfiguriert (ab Version 3.5.19.6), die Datenübertragung erfolgt über EtherCAT/FSoE. Über den in Codesys integrierten Safety-Editor können zudem eigene Safety-Programme/-Funktionsblöcke erstellt werden. SPS 2025: Halle 4, Stand 361 www.kendrion.com

















ATEentwickeltundproduziertSonderantriebefürzahlreicheEinsatzgebiete–vonindividuellerStückanfertigungbishinzurSerie.Unsere LösungenumfassenAsynchron-undSynchrontechnologieinverschiedenstenMotortopologien–perfektaufIhreAnwendungenabgestimmt.
HöchsteLeistungs-und Drehmomentdichte
HöchsteDrehzahlen Höchsteffizient













Integrierte Schri motoren 0,1 -28 Nm
Integrierte Servomotoren 50 W -3 kW Alle Industrial Ethernet und Standard Feldbusse Einzigar�g durch Modulkonzept „nanoPLC“ on Board und echten Closed Loop Inkremental oder Mul�AbsEnc Encoder max bis IP69, STO TÜV SIL3 PL D
DerneueUltraschallEtikettensensoresf+1


Montageadapter für 2Einbaulagen
M12-Stecker 90° schwenkbar







Sick präsentiert in Nürnberg Automatisierungslösungen mit passenden, zukunftssicheren Cybersecurity- und Service-Angeboten. Wie Sensorendaten Produktions- und Logistikprozesse analysieren und optimieren können, erfahren Besucher unterdemLeitmotiv„Wecreate Valuetogether“ EsgehtumThemen wie kamerabasierte Qualitätskontrolle, Automatisierung von autonomen Fahrzeugen undRobotern,Präzisionsmesstechnik,Materialflussdigitalisierungundskalierbare, digitale IIoT-Plattformen. Cybersecurity-Anforderungen und Service-Angebote sind dabei integraler Bestandteil. SPS 2025: Halle 7A, Stand 340 www.sick.de Bild: Sick
Einfacher Teach-in In zwei Versionen verfügbar.



Flacher Gabelschenkel
Höchste Positioniergenauigkeit
Besuchen Sieuns! Halle7A, Stand400
Sieb & Meyer präsentiert auf der SPS2025seineweiterentwickelte SD4x-Produktgeneration.ImMittelpunkt stehen die Serien SD4S, SD4MundSD4B,dieseitderletztjährigen Vorstellung nochmals erweitert wurden. Die SD4x-GenerationwurdevonGrundauffür Hochgeschwindigkeitsmotoren entwickelt. Im Vergleich zu konventionellen Lösungen reduzieren die Geräte motorseitige Verluste deutlich und bieten bisher kaum realisierbare Drehzahlen. Mit Frequenzen bis 6.000 Hz lassen sich Spindeln und Motoren in Anwendungen einsetzen, von Innenrundschleifen über Dicing bis zu Turbokompressoren. SPS 2025: Halle 4, Stand 230 www.sieb-meyer.de


Rollon zeigt auf der SPS 2025 sein praxisnahe Lösungen für unterschiedlichste Automatisierungskonzepte. Ein Schwerpunkt des diesjährigen Messeauftritts liegt auf den vielseitigen Systemlösungen des Unternehmens. Zu den Exponaten gehören u.a. das Portalsystem H-Bot, das hohe Dynamik und präziseBewegungenaufengem Raum ermöglicht, das Telescopic System TLS, das mit 2- und 3-stufigen Achslösungen platzsparende Bewegungen bei hoher Tragfähigkeit realisiert, sowie das Ovalsystem AXNR der Marke Nadella, eine flexible Lösung für zirkulare Anwendungen mit hoher Präzision. SPS 2025: Halle 3, Stand 219 www.rollon.de Bild: Ro llo n


Mit Simulations-Apps können alle, die an der Produktentwicklung beteiligt sind, von den Vorteilen der Simulation profitieren: Sie verbinden das Knowhow der Modellierungsexperten mit den Anforderungen von Konstruktion, Fertigung und Betrieb und tragen zur Entwicklung robusterer Produkte bei.
SimulationistlängsteinunverzichtbaresWerkzeug in der Produktentwicklung Doch in vielen UnternehmenwirdihrPotenzialnichtvollausgeschöpft: Sie gilt als komplex, erfordert spezialisierte Kenntnisse und Erfahrung und ist oft nur wenigen Experten vorbehalten. Dabei könnten gerade Konstrukteure, Fertigungsplaner oder auch Service-Ingenieure davon profitieren,selbstmitSimulationenzuarbeitenundfundierteEntscheidungenaufderGrundlagederErgebnissezu treffen – genau das ermöglichen mit der Software Comsol erstellte Simulations-Apps.
Der klassische Simulationsprozess ist häufig zentralisiert:EinEntwicklerreichtseineAnforderungenandie Simulationsabteilung weiter, erhält Tage oder Wochen
später Ergebnisse und muss dann eventuell neue Anforderungen formulieren. Dieser iterative Ablauf ist nicht nur zeitaufwendig, sondern verhindert auch schnelleEntscheidungeninfrühenPhasenderProduktentwicklung Mit Comsol Multiphysics erstellte Simulations-Apps ermöglichen einen alternativen Ansatz:
Simulationsanwender können mit der Software ihre Modelle in individuell gestaltete Apps überführen –angepasst an den konkreten Anwendungsfall und auf die dafür wesentlichen Elemente reduziert.
Diese Apps lassen sich dann im gesamten Unternehmen bereitstellen.
So wird Simulation genau dort verfügbar, wo sie gebraucht wird: in der Konstruktion, im Versuchs-
Das Bild zeigt eine Simulations-App zur Berechnung der Verformung eines hydraulisch betriebenen Lkw-Ladekrans unter verschiedenen Last-Szenarien. Geometrie und Zylinderkapazitäten lassen sich gezielt anpassen, die Belastung einzelner Komponenten direkt auswerten.
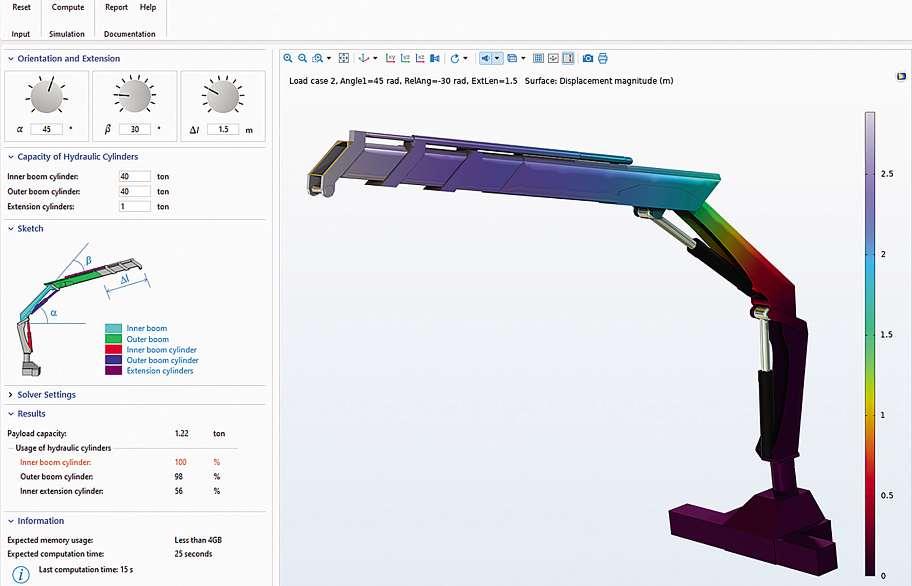
labor, auf der Baustelle oder sogar im Kundenservice.
Der entscheidende Vorteil für KonstrukteureundEntwickler liegt in der direkten Nutzbarkeit der Simulation. Statt Anfragen zu stellen, können sie selbst Parameter verändern, Varianten vergleichen und Designentscheidungen validieren. Die Benutzeroberfläche der Simulations-Apps kannsogestaltetwerden,dass sie auch ohne Vorkenntnisse einfach bedienbar ist. Das senkt nicht nur die Einstiegshürde, sondern fördert auch die interdisziplinäre Zusammenarbeit.

Ein Beispiel aus der Praxis: Bei Volkswagen Kassel wurde eine Simulations-App entwickelt, um die FestigkeitvonRotorblechenfürElektromotorenzubewerten. DieseAppermöglichtesKonstrukteuren,verschiedene Designvarianten effizient zu analysieren und zu optimieren, ohne auf Rückmeldungen der Simulationsabteilung warten zu müssen. So konnten die Entwickler den Designprozess für Rotorbleche beschleunigen und eine standardisierte Bewertungsgrundlage etablieren –einwichtigerSchritthinzueffizienterenEntwicklungsabläufen
Viele Unternehmen haben Vorbehalte gegenüber einer breiteren Nutzung von Simulation – nicht aus Mangel an Interesse, sondern wegen der befürchteten Komplexität.DieErstellungundBedienungklassischerSimulationsmodelleerfordernoftjahrelangeErfahrung.Simulations-AppsbrechenmitdieserEinschränkung:ExpertenerstelleneinzentralesModell,dasdanninFormvon benutzerfreundlichen Apps bereitgestellt wird Dabei entscheiden die Experten selbst, welche Eingaben erlaubt sind, welche Parameter sichtbar sind und wie die Ergebnisse präsentiert werden. Auf diese Weise wird Expertenwissen nicht ersetzt, sondern im gesamten Unternehmen nutzbar gemacht
Einstiegleichtgemacht
Der Einstieg in die Welt der Simulations-Apps ist einfach:JedeComsol-InstallationunterWindowskannzum Erstellen von Apps genutzt werden – ganz ohne zusätzlicheModule.InwenigeralsfünfMinutenwirdeineeinfache App erstellt, bei der ausgewählte Parameter geändert, das Modell berechnet und die Ergebnisse ausgewertet werden können Mit etwas ProgrammieraufwandlassensichaberaucherweiterteFunktionenindie App integrieren
Für die Bereitstellung im Unternehmen stehen zwei OptionenzurVerfügung:MitComsolCompilerkönnen vollständigeigenständigeAppserzeugtwerden,dieauf beliebigen Endgeräten – einschließlich macOS und Linux – ausgeführt werden können, ohne dass eine Comsol-Lizenz erforderlich ist. Alternativ ermöglicht Comsol Server einen plattformunabhängigen Zugriff über den Browser und lässt sich nahtlos in bestehende IT-
egrieren. So können Apps je nach oder auch standortübergreifend geden.
chanunerwartetenOrten
Bild: C om sol
Wie flexibel einsetzbar Simulations-Apps sind, zeigt ein Anwendungsbeispiel aus der Bauindustrie: Für Heidelberg MaterialswurdeeineAppentwickelt, um die Aushärtung vonBetonunterwechselnden Bedingungen direkt auf der Baustelle zu simulieren. Die App Hett²² wurde mit Comsol Multiphysics erstellt und mit Comsol Compiler in eine eigenständige App umgewandelt.
MithilfederAppkanndasTeamvorOrtdieTemperaturverläufe im Beton je nach Wetter, Betonrezeptur und Schalungssituation analysieren und gezielt Maßnahmen ergreifen, um die Betonqualität zu sichern. Dieses Beispielzeigtexemplarisch,wieSimulationskompetenz durch Apps an neue Orte und Nutzergruppen gelangt –auch fernab vom klassischen Büroarbeitsplatz.
SimulationalsgemeinsamesWerkzeug
ImmermehrAppsnutzensogenannteSurrogateModels – datenbasierte Ersatzmodelle, die mittels Machine-Learning-Technologie auf vorhergehenden Simulationen trainiertwurden.DieseliefernErgebnisseinSekundenbruchteilenundeignensichidealfürAnwendungen,bei denen es auf schnelle Rückmeldungen ankommt, etwa bei interaktiven Konstruktionsprozessen, in der Fertigungslinie oder in digitalen Zwillingen. Wie bei der ErstellungvonSimulationsmodellenundAppssindauch die Funktionen zur Erstellung und zum Training von Ersatzmodellen vollständig in die Benutzeroberfläche von Comsol integriert.
Apps verbinden das Know-how der Modellierungsexperten mit den Anforderungen von Konstruktion, Fertigung und Betrieb. So können Design- und Prozessingenieure sowie Techniker direkt mit Apps arbeiten, um fundierte Entscheidungen auf Basis numerischer Modelle zu treffen – auch ganz ohne Simulationsvorkenntnisse.
Statt Anfragen zu stellen, können
Konstrukteure in Simulations-Apps selbst Parameter verändern, Varianten vergleichen und Designentscheidungen validieren.
Ziel der Simulations-Apps ist es, die Vorteile der SimulationallenBeteiligteninderProduktentwicklung zugänglichzumachen–nichtnurspezialisiertenExperten. Eine unternehmensweite Nutzung ermöglicht schnellere, fundierte Entscheidungen und trägt zur Entwicklung robusterer Produkte bei Durch die kontinuierlicheWeiterentwicklungderApp-Technologie,die Integration in bestehende Prozesse und den Einsatz datenbasierter Modelle entsteht ein Ökosystem für Simulation, das flexibel, leicht zugänglich und langfristig tragfähig ist.
Der RSL 200 von Leuze ist der kleinste Sicherheits-Laserscanner auf dem Markt.
Er sichert Maschinen, fahrerlose Transportsysteme und Roboter. Dank minimaler Abmessungen lässt er sich auch bei wenig Platz sehr einfach integrieren.

SICHERHEITS-LASERSCANNER
Automatisierte Anlagen und Produktionsumgebungen müssen sicher für Mensch und Maschine sein. Doch oft ist der Platz für die Sicherheitstechnik begrenzt. Dann punkten ultra-kompakte, leistungsstarke Laserscanner wie der RSL 200 von Leuze.
ETIPP
Leuze zeigt seine Produkte und Lösungen vom 25. – 27.11.2025 auf der SPS in Nürnberg in Halle 7A, Stand 230
ffizienz und Sicherheit sollten in der IndustrieautomationHandinHandgehen:Anlagenverantwortliche müssen Personen, Maschinen und Prozesse zuverlässig schützen, ohne die Produktionsabläufe zu beeinträchtigen. Sicherheits-Laserscanner leisten hierfür wertvolle Dienste. Die Geräte lassen sich dank konfigurierbarer Schutz- und Warnfelder flexibel zur Gefahrbereichs- und Zugangssicherung einsetzen Sie schützen gefährliche Arbeitsbereiche einer Maschine gegen den Zutritt und die Anwesenheit von Personen. Ebenso eignen sich Sicherheits-Laserscanner optimal fürmobileAnwendungen,etwaanautonomenmobilen Robotern (AMRs). Auch an fahrerlosen Transportsystemen(FTS)werdendieGeräteeingesetzt:Siesichernden Fahrweg der Fahrzeuge ab, die selbstständig agieren, eigenständig Hindernissen ausweichen oder auf fest-
gelegten Routen unterwegs sind. Die Laserscanner erfassendabeinichtnurHindernisse,sondernpassenüber die Steuerung die Sicherheitszonen jederzeit an die Bewegungsrichtung des Fahrzeugs an. Leistungsstarke Sicherheits-Laserscanner müssen mehrere Anforderungen zugleich erfüllen. Neben der Hauptaufgabe, Maschinen oder Anlagen sicher abzuschalten, dürfen sie die Maschinenverfügbarkeit nicht beeinträchtigen und zu langen Stillstandzeiten führen. Scanwinkel und Reichweite müssen zur Anwendung passen, zudem sollten Sicherheitsklassifizierungen gemäß Typ 3, SIL 2 und PLd selbstverständlich sein. Nicht zu vergessen sind Anforderungen an eine komfortable Konfiguration und Diagnose. Hier empfehlen sich vor allemGerätemitdrahtloserSchnittstellewieBluetooth. Hinzu kommt ein weiterer Aspekt, der in Produktions-
und Logistikumgebungen sowie insbesondere bei AMRs/FTS an Bedeutung gewinnt: die Gerätegröße eines Sicherheits-Laserscanners.
WeshalbzählenbeiSicherheits-Laserscannernhäufig auch die Geräteabmessungen? Die Antwort liegt in Zeiten zunehmender Automatisierung: Anlagen werden immer komplexer, räumliche Effizienz wird in vielen Produktionsumgebungenwichtiger.Zugleichschwindet derverfügbarePlatzfürSicherheitstechnik.UndimmobilenEinsatzamFTSbleibtwenigRaumfürSicherheitskomponentenwieeinenLaserscannerzurFahrwegabsicherung Diese Herausforderung lässt sich mit innovativer Technik lösen – mit dem derzeit kleinsten Sicherheits-LaserscanneraufdemMarkt:Derultra-kompakte Sicherheits-Laserscanner RSL 200 von Leuze bietet LIDAR-Technologie auf minimalem Raum von nur 80 x 80 x 86 Millimetern. Dadurch lässt er sich selbst bei äußerstbeengtenPlatzverhältnissenmühelosintegrieren und flexibel zur Absicherung von Gefahrenbereichen und Zugängen einsetzen. Er ist eine platzsparende Lösung für den stationären oder mobilen Bereich.
Anwender sollten bei der Wahl eines Sicherheits-Laserscanners auch auf die Montagemöglichkeiten achten Vor allem wenn das Gerät in beengter Umgebung angebracht werden soll, dürfen Anschlüsse und Kabel keine Hindernisse darstellen. Hersteller wie Leuze setzen deshalb auf drehbare M12-Anschlüsse wie beim Sicherheits-Laserscanner RSL 200 Das erlaubt eine flexible Kabelführung für I/Os und Stromversorgung sowie zur Datenübertragung – praktisch auch für den Einsatz an kleinenFTS.GuthandhabbareLaserscannerkönnenzudem mit wenigen Handgriffen und geringem Platzbedarf installiert werden. Dies lässt sich ebenfalls anhand des RSL 200 veranschaulichen, der an einer separaten, kompakten Halterung befestigt werden kann. Das hat einen weiteren Vorteil: Mit der Halterung können Anwender die Scanebene des Sicherheits-Laserscanners horizontal und vertikal schnell ausrichten. Und im Servicefall kann der ultra-kompakte Laserscanner mit nur vier Schrauben schnell und einfach getauscht werden. Neue, besonders kompakte Laserscanner-GenerationenüberzeugennichtnurmitihrenminimalenAbmessungen, sondern auch bei den „inneren Werten“ wie Reichweite und Scanwinkel. So muss der Scanwinkel grundsätzlich groß genug sein, um die anwendungsspezifische Sicherungsaufgabe zuverlässig erfüllen zu können. Etwa, um tote Winkel oder schwer einsehbare ZonenhinterMaschinenoderFörderbändernlückenlos abzudecken.Aberebenfalls,umkleineomnidirektionaleFTS/AMRinalleRichtungenabzusichern.DerRSL200 vonLeuzebietetdeshalbeinen275-Grad-Scanwinkelbei drei Metern Reichweite. Dieser groß gewählte ScanwinkelerlaubtAnwenderneineRundumsicherungmitnur zwei diagonal positionierten Geräten, selbst mit Montagetoleranzen. 32 umschaltbare Sets aus Schutz- und Warnfeldern ermöglichen dem FTS/AMR eine permanenteAdaptionanFahrtrichtungundGeschwindigkeit. Die überwachten Bereiche können so optimal an Kurvenfahrten, unterschiedliche Geschwindigkeiten und verschiedene Beladungszustände angepasst werden.
AnlagenbetreiberprofitierennichtzuletztvonSicherheitstechnik, die Diagnoseinformationen liefert, ohne dass der laufende Betrieb der Maschine oder des Fahr-


zeugs unterbrochen werden muss. Leuze bietet dazu etwadieRSL-200-Appan:NutzerkönnenperBluetooth mit dem Smartphone oder Tablet (Android & iOS) auf Status- und Diagnosedaten des Sicherheits-Laserscanners RSL 200 zugreifen. Die App erlaubt somit eine unterbrechungsfreieDiagnoseinEchtzeit,weildieSchutzfelder nicht deaktiviert werden müssen – selbst, wenn der Zugang zum Gerät eingeschränkt ist. Falls gewünscht,lässtsichbeiBedarfeinedigitaleService-Datei direkt an den Leuze-Service weiterleiten.
Die nächste Generation von Sicherheits-Laserscannernsetztaufultra-kompakteAbmessungen.Gerätewie der RSL 200 von Leuze lassen sich so selbst bei äußerst beengtenPlatzverhältnissenunkompliziertintegrieren, ob im stationären oder mobilen Bereich.

Praktisch beim Austausch: Mit dem wechselbaren Konfigurationsspeicher wird die Konfiguration schnell und einfach auf das neue Gerät übertragen.
Kommunikationswege über USB und Bluetooth, beim RSL 230/235 zusätzlich über TCP / IP, ermöglichen eine flexible Konfiguration und Diagnose.
Neue, besonders kompakte Laserscanner-Generationen überzeugen auch bei den „inneren Werten“ wie Reichweite und Scanwinkel.
MASCHINENSICHERHEIT
Industrielle Zuhaltungen verwehren den Zugang zu Maschinen oder deren Gefahrenbereiche. Was genau sind Zuhaltungen? Welche Zuhaltungen gibt es und wo liegen deren Unterschiede? Dieser Beitrag gibt Antworten.

Ein Schutztürsystem wie das MGB2 Modular von Euchner sichert Zugänge in Schutztüren und Zäunen, hinter denen Gefahrenbereiche von Maschinen und Anlagen liegen.
Ehaltung Sperr cherheitstechnische Vorrichtung Sie hält bewegliche trennende Schutzeinrichtungen wie z B. Türen,Klappen,LukenoderHaubenanMaschinenund AnlagenineinergeschlossenenPositionundverhindert solangeeinÖffnen,wieeineMaschineinBetriebistbzw. einepotenzielleGefährdungvonderMaschinefürMeneht, wird die Tür freigegeben. Sicherheitszuhaltungen bleiben bei Stromausfall verriegelt und arbeiten meist nach dem Ruhestromprinzip, bei der im Ruhezustand ständig ein meist geringer Strom fließt. Prozesszuhaltungen sollen den ungewollten StillstandvonMaschinenundAnlagenverhindernunddie-
nen daher nicht primär dem Personenschutz. Hierbei kann zwischen verschiedenen Arten und Funktionsprinzipien unterschieden werden:
MagnetischeProzesszuhaltungen nutzen Elektromagnete und halten eine Schutzeinrichtung so lange geschlossen, wie ein Strom fließt. Solche Zuhaltungen sind unter anderem ideal für Anwendungen, in denen häufiger Türen oder Luken geöffnet und geschlossen werden müssen.
MechanischeProzesszuhaltungen verriegeln Schutzeinrichtungen mechanisch, etwa durch einen Bolzen oder Riegel, der mit einem Antrieb oder einer Feder betätigt wird. Solche Zuhaltungen lassen sich zudem mit Sensoren zur Überwachung der Stellung bzw. Position der Schutzeinrichtung kombinieren.
BistabileProzesszuhaltungen bleiben ohne Stromzufuhr sowohl im offenen als auch geschlossenen Zustand in ihrer jeweiligen Position. Die Umschaltung (zu/offen – offen/zu) erfolgt durch eine gezielte Energiezufuhr (z. B. Stromimpuls). Bistabile Prozesszuhaltungen sind sehr energieeffizient, da sie im jeweiligen Haltezustand keinen Strom benötigen.
KontaktloseProzesszuhaltungen kommen ohne mechanische Teile aus, da sie mit Magneten oder RFID-Technologie arbeiten. Solche Zuhaltungen haben einen sehr geringen Verschleiß, sind unempfindlich gegenüber Verschmutzungen und lassen sich überdies leicht reinigen.
HinsichtlichderBauformsinddiebereitsbeschriebenen Lösungen auch für Sicherheitszuhaltungen möglich, wobei hier generell zwischen nach dem Arbeitsstromprinzip und nach dem Ruhestromprinzip arbeitenden Verriegelungssystemen unterschieden wird. Das Ruhestromprinzip ist vor allem bei Sicherheitszuhaltungen verbreitet, da es einen hohen Personenschutz bietet. NebendenBauformenunddemVerriegelungsprinzip unterteilt die Norm EN ISO 14119 Sicherheitszuhaltungen in vier Bauarten, die sich durch die Art der Betätigung der Zuhaltung und dem Grad des Manipulationsschutzes unterscheiden. Zudem können Sicherheitszuhaltungen spezielle Funktionen haben, wie eine Fluchtentriegelung, die eine Notöffnung von innen bei begehbarenAnlagenermöglicht,eineReihenschaltung, bei der mehrere Türen oder Schutzbereiche verriegelt sind, sowie intelligente, diagnosefähige Zuhaltungen mit Schnittstellen zur Steuerung und Überwachung Sicherheitszuhaltungen sind somit als magnetische bzw. elektromagnetische, mechanische und berührungslose Varianten in jeweils codierten und uncodiertenAusführungenmöglich.DieAuswahlrichtetsichin der Regel nach dem jeweils erforderlichen Schutz vor Manipulation, der Art der Schutzeinrichtung und dem gewünschten Sicherheitsniveau. (jv)
TIPP
Den Grundlagenartikel zu industriellen Zuhaltungen mit weiteren Informationen etwa zu sicherheitstechnische Kriterien oder relevanten Normen lesen Sie online unter: voge.ly/ vglBwlo

Prozesszuhaltungen schützen Prozesse oder Maschinen. Sicherheitszuhaltungen schützen Personen vor gefährlichen Maschinenfunktionen.
Sicherheitslösungen für Roboter
■ Breites Produkt- und Leistungsspektrum, erfüllt ISO 10218-1 und ISO 10218-2
■ Diverse Sicherheitskomponenten für die Zugangs- und Bereichsabsicherung
■ Sicherheitsrelaisbausteine und Sicherheitssteuerungen für größere Roboteranlagen
■ Umfangreiches technisches Know-how in allen Fragen der Robotersicherheit
www.schmersal.com



BATTERIESPEICHER
Die Industrie ist abhängig von einer zuverlässigen Stromversorgung, doch Ausfälle sorgen immer wieder für Produktionsunterbrechungen. Batteriespeicher spielen eine doppelte Rolle dabei, diesem Problem zu begegnen.

EVERFASST VON
RamineEskandari
Vice President Sales
Eaton Deutschland
nde April 2025 kam es auf der Iberischen HalbinselzueinemgroßflächigenStromausfall,derüber mehrere Stunden hinweg große Teile Spaniens und Portugals in ihrer Energieversorgung stark beeinträchtigte. Als Ursache gelten Schwankungen in der Netzfrequenz, wie sie bei unzureichender Einspeisung von Strom auftreten können. Das spanische MinisteriumfürökologischenWandelgehtinzwischendavonaus, dassmehrereUrsachenzudemBlackoutführten,beginnend mit fehlenden Kapazitäten zum Austausch von Blindleistung Dadurch kam es zu Problemen, die Spannung aufrechtzuhalten, was wiederum zu Abschaltungen bei Erzeugungs- und Übertragungsanlagen führte. Zunächst war dies in einem Umspannwerk nähe Granada der Fall, anschließend kam es zu weiteren Notabschaltungen,sodassimNetzbinnenSekundenmehrere Gigawatt Strom fehlten. Anschließend wurde die Verbindung zum französischen Netz aufgrund nun fehlender Synchronisation getrennt und der Kaskadeneffekt konnte sich auf der iberischen Halbinsel fortsetzen.
Solche flächendeckenden Ausfälle sind zum Glück sehrselten.DochfürdieIndustriestellenbereitskleinere, lokale Stromunterbrechungen ein großes Problem
dar, wie Daten der Deutschen Industrie- und Handelskammer belegen. 42 Prozent der befragten Unternehmengabenan,regelmäßigvonStromausfällenmiteiner Dauer von unter drei Minuten betroffen zu sein; in der Industrie liegt dieser Anteil bei 50 Prozent. Trotz ihrer Kürze verursachen diese Unterbrechungen teils beträchtliche Kosten:
Zusatzkosten bis zu 10.000 Euro (32 Prozent),
Zwischen 10.000 und 100.000 Euro (15 Prozent),
Kosten über 100.000 Euro (2 Prozent),
Keine zusätzlichen Kosten (51 Prozent).
Im Maschinen- und Anlagenbau, mit sensiblen Fertigungsprozessen und hohem Automatisierungsgrad, können selbst kurze Spannungseinbrüche zu erheblichen Schäden führen, beispielsweise Datenverlust, Maschinenstillstand und Fehlchargen. Der Stillstand von hochautomatisierten Produktionslinien kann bereits innerhalb weniger Minuten immense Kosten verursachen. Zudem können Werkstücke unbrauchbar oder müssen aufwendig nachgearbeitet werden.
Dennoch verfügen nur sieben Prozent der befragten Unternehmen über Notstromaggregate und elf Prozent über Energiespeicher
ImZugedesStromausfallsinSpanienistaufdenhohen Anteil von Solarenergie zum Zeitpunkt des Ereignisses hingewiesen worden. Er soll mit 17 Gigawatt Erzeugungsleistung etwa 60 Prozent des Bedarfs gedeckt haben Im sonnigen Spanien stellt Photovoltaik eine ideale Wahl für eine nachhaltige Energieversorgung dar, doch wird sie genauso wie Wind immer vom Wetter abhängig bleiben. Diese volatilen Energieträger brauchen also unbedingt auch eine ausgeprägte Speicherinfrastruktur Dabei kommen verschiedenste Konzepte infrage, von klassischen Pump-Speicher-Kraftwerken bis hinzuPower2Gas Wennesallerdingsdarumgeht,möglichst schnell zu reagieren – etwa um Kaskadeneffekte, wieobenbeschrieben,zuvermeiden–sindBatteriespeicher das Mittel der Wahl. Sie sind sofort einsatzbereit und können auch Blindleistung bereitstellen, um schnell auf derartige Bedrohungen zu reagieren.
Dedizierte (Groß-)Speicher können zudem am regulären Interday-Trading, also dem Handel am kurzfristigen Strommarkt teilnehmen, was zu einem Ausgleich vonAngebotundNachfragebeiträgtundsomitauchdie Preise stabilisiert. Unternehmen, die selbst Stromspeicher betreiben, können damit einerseits teure LastspitzenreduzierenundandererseitsselbsterzeugteEnergie bessernutzen–soferndiesderFallist.DieUnabhängigkeit vom Netz kann so weit gehen, dass Unternehmen eigeneDC-Mikronetzebetreiben,dieEnergieerzeugung, -Speicherungsowie-Nutzungvereinenundvorallemin der Produktion Effizienzgewinne versprechen.
In energieintensiven Branchen wie der Grundstoffindustrie oder der Elektrochemie wird es auch in Zukunft nicht möglich sein, ein entscheidendes Maß an Eigenversorgung zu erreichen – zu groß ist der Bedarf
Diese Unternehmen werden nach wie vor darauf angewiesen sein, Leistung stabil und planbar aus dem Netz
(wetterbedingte) Schwankungen im Netz schnell reagiert werden kann und dass Kaskadeneffekte gestoppt werden. Dennoch sollten alle Unternehmen insbesondere kritische (IT-)Infrastrukturen gut schützen.
Anlagen zur unterbrechungsfreien Stromversorgung (USV)sindinderITschonlangeStandardundverbreiten sichauchinderIndustriezusehends DenninZeitenvon OT-IT-Konvergenz und Industrie 4.0 ist Datenverlust auch in der Produktion eine ernsthafte Gefahr Unternehmen sollten sicherstellen, dass im Ernstfall zumindest genügend Zeit bleibt, um kritische Systeme geordnet herunterzufahren oder die Zeitspanne zu überbrücken, die Generatoren zum Anlaufen benötigen. Bei empfindlicher Mikroelektronik muss es dabei noch nicht einmal zum Ausfall kommen, bereits Frequenzanomalien können ausreichen, um FehlfunktionenundBeschädigungenherbeizuführen.USVsliefern „sauberen“ Strom und schützen so empfindliche Geräte. Hierbei sind wiederum verschiedene USV-Konzepte zu unterscheiden:NebendemklassischenDoppelwandlerbetrieb,woGleich-undWechselrichterständigarbeiten, existieren inzwischen auch moderne Systeme, die bei regulärerVersorgungruhen,imBedarfsfallaberbinnen Millisekundeneinschalten.Dieshatnichtnureinenoptimierten Wirkungsgrad zur Folge, sondern auch dass die Batterien im Regelbetrieb ungenutzt bleiben.
Die Weiterentwicklung zur netzinteraktiven USV macht es möglich, diese Kapazitäten Netzanbietern als kurzfristige Regelenergie zur Frequenzanpassung zur Verfügung zu stellen. Da es sich hier um äußerst kurzfristige Lade- und Entladezyklen handelt, wird die eigentlicheFunktionderUSVnichtbeeinträchtigt.Unternehmen können so durch Vergütungen der NetzbetreiberzusätzlicheEinnahmenerzielenundtragendazubei,
CS 032 Schaltschrankheizung
DieneueHeizung vonSTEGO undnachhaltigen Elektronikschutz vorOrt erleben:
SPSNürnberg
25. -27. NOV
Stand3C- 268


Die Verdrahtung im Schaltschrank ist zeitaufwendig und setzt Fachwissen voraus. Wago bietet mit dem Wago Wiring Bot eine neue Automatisierungslösung an, die die Verdrahtung deutlich effizienter macht.

Der Schaltschrankbau wird immer noch von zeitaufwendigenmanuellenMontageprozessen,insbesondere bei der Verdrahtung, bestimmt. Um diesen Prozess effizienter zu gestalten, Zeit und Kosten zu sparen und dem Fachkräftemangel entgegenzuwirken,wirdaktuellintensivnachLösungengesucht,wobei die Automatisierung eine bedeutende Rolle spielt.
So sehen laut einer Studie, die Wago in Zusammenarbeit mit Statista+ zum Thema Automatisierung im Schaltschrank- und Maschinenbau erstellt hat, 70 Prozent der Befragten das größte Potenzial von Automatisierung in der Effizienz- und Produktivitätssteigerung, 56ProzentineinererhöhtenWettbewerbsfähigkeitund 41 Prozent in der Bewältigung des Fachkräftemangels. Dieszeigt,dassAutomatisierungnichtnureinMittelzu Effizienzsteigerung ist, sondern auch eine strategisch notwendige Maßnahme, um wettbewerbsfähig zu bleiben. Mit dem modularen Wago Wiring Bot bietet Wago eineAutomatisierungslösungfürdieeffizienteVerdrahtungvonSchaltschränken,dieaufdiesePunkteeinzahlt
Dank seiner vollautomatischen Leitervorbereitungsstation,beiderbiszu16verschiedeneLeitervorgehalten, individuell auf die passende Länge geschnitten, abiso-
Der Wago Wiring Bot agiert optimal im Zusammenspiel mit den Wago Reihenklemmen mit PushIn-Klemmenanschluss.
Bild: W ago
liert, gecrimpt und bedruckt werden, kann der Wago Wiring Bot auf die optimal für jede Klemmstelle vorbereiteten Leiter zurückgreifen. Die Leitervorbereitungsstation spart einen erheblichen Anteil an manueller Arbeitslast bei der Drahtkonfektion – dem Werker wird so ein zeitaufwendiger Prozessschritt abgenommen. MöglichsindhierderzeitLeiterquerschnittevon0,5bis 2,5mm²sowieLeiterlängenvon300bis2.500mm.Nach derAderendbehandlungwirddiesemittelseinerLeiterauszugsprüfunggetestet.BeipositiverQualitätsprüfung jedes einzelnen Leiters erfolgt die Übergabe der fertig konfektionierten Leiter an den Verdrahtungsroboter oder optional an die Fachkraft.
Beim Wago Wiring Bot selbst handelt es sich um einen hochpräzisen,modularenPortalrobotermit4,5Achsen, der auf ein Magazin von zwölf Greif- und Montagewerkzeugen und bis zu sieben Schraubbits zugreifen kann. Der Verdrahtungsroboter agiert dabei optimal im Zusammenspiel mit den Wago Reihenklemmen mit PushIn-Klemmenanschluss; durch sein Repertoire an WerkzeugenaberauchmitKomponentenandererHersteller; die durchschnittliche Verdrahtungszeit liegt hier bei unter 45 Sekunden pro Leiter
TIPP
Wago stellt auf der SPS 2025 in Nürnberg aus: Halle 7, Stand 130/230 !
Die einseitige Verdrahtung vieler Komponenten unterschiedlichster Hersteller auf bestückten DIN-Tragschienen,offenenGestellenoderMontageplattenistfür viele Anwendungsfälle und Aufgabenstellungen ideal. Als Anschlusstechnologien sind sowohl Schraub- als auch Federanschlüsse möglich, wie sie z. B in SicherungsautomatenundReihenklemmenanzutreffensind. Um eine maximale Ausführungsqualität zu erzielen, wird jeder Schraubanschlusspunkt nach erfolgter Verdrahtung einer Auszugsprüfung unterzogen. Die BedienungderFederanschlüsseistvollständigKraft-Momentüberwacht.DarüberhinausmachtdieintegrierteKamera-undLasermesstechnikvorjedemAuftragsstarteinen Soll-Ist-Abgleich, um zu überprüfen, ob die Komponenten passend montiert sind. Sollten kleine Abweichungen bei der Position vorkommen, berücksichtigt der Roboter dies bei der Verdrahtung und justiert gegebenenfallsindendigitalvorliegendenAuftragsdatennach – wodurch die Prozesssicherheit erhöht wird Damit die Verdrahtungsarbeit schnell und effizient vervollständigt werden kann, ist die zweite Seite des
Drahtes bereits vorkonfektioniert, sodass der Werker diesen nur noch verlegen (bei Gestellen rückseitig, bei Montageplatten in den Kabelkanälen) und die zweite Seite anschließen muss. Zudem befinden sich die Drähte, die vom Roboter nicht verdrahtet werden konnten, bereits fertig konfektioniert in einer Drahtaufnahme, aus der sich der Werker bedienen kann.
DerWerkerwirdsomitalsonichtüberflüssig,sondern nur von aufwändigen manuellen Arbeitsschritten wie der Drahtkonfektionierung entbunden und dank der einseitigen Verdrahtung in seiner Arbeit unterstützt. Die Kabelführung und die zweite Seite zu verdrahten, bleibtaberweiterhinAufgabedesWerkers,genausowie die abschließenden Prüfungen – nur dass für diese Aufgaben nun durch den Einsatz der Drahtvorbereitungsstation und des Verdrahtungsroboters mehr Zeit zur Verfügungsteht.AuchderGesundheitsaspektspielthier eine nicht unerhebliche Rolle: Bei Beschwerden im Bewegungsapparat stellt die Unterstützung bei der Kabelkonfektionierung und/oder Verdrahtung eine erhebliche Erleichterung bei der täglichen Arbeit dar.
InbestehendeSystemlandschafteinbetten
Der Wago Wiring Bot lässt sich einfach in bestehende Systemlandschaften integrieren, da kein 3D-CAE-Engineering erforderlich ist Einfache Kabellisten und KonfektionsdatenfürdieSchienen,wiesiezumBeispielder Wago Konfigurator Smart Designer liefert, reichen bereits an Daten aus, um die Drahtvorbereitungsstation und den Verdrahtungsroboter mit den notwendigen Informationen zu speisen.
DieVorteiledesWagoWiringBotaufeinenBlick:
Effizientere Schaltschrankverdrahtung
Reduzierung des manuellen Arbeitsaufwands durch vollautomatische Leitervorbereitung und einseitige Verdrahtung
Zeit- und Kostenersparnisse und Entgegenwirken von Fachkräftemangel
Hersteller- und Anschlusstechnologie-unabhängige Komponentenverdrahtung
Einfache Integration – kein 3D-CAE-Engineering erforderlich
Unterstützung von feindrähtigen Leitern mit Aderendhülsen mit einem Querschnitt von 0,5 bis 2,5 mm²
Gleichbleibende, qualitativ hochwertige Arbeit
Schnelle Investitionsrentabilität
VerschiedeneAnwendungsbereiche
1.VerteilerbauinderGebäudeinstallation
Der Bau von Verteilerschränken ist für den Wago Wiring Bot ein perfektes Betätigungsfeld, da viele KomponentenmitdemReiheneinbau-FormatnachDIN43880 ein ähnliches Erscheinungsbild besitzen und StörkonturendurchnebenliegendeKomponentenmithöherem Aufbaudamitweitestgehendausgeschlossensind.Auch die offene Bauweise der Gestelle, die rückseitige Kabelführung und der eher „luftige“ Aufbau bieten viel Freiraum für eine automatisierte Teilverdrahtung – und gleichzeitigoptimaleBedingungenfürdienachgelagerteKabelführungundVerdrahtungderzweitenSeite.Mit der vom Roboter vorgegeben Verdrahtungsfläche von biszu750mminderBreitesindbiszudreiFelderinder Verteilung abgedeckt.
Bild: W ago
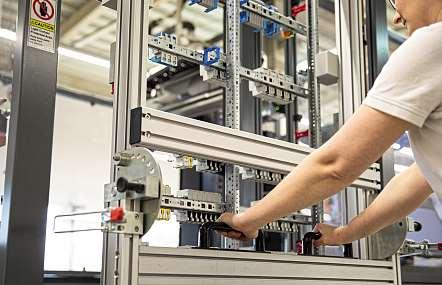
Betrachtet man die Montageplatte im Schaltschrank, so ist ein Verdrahtungsraum von 1.800 mm × 750 mm oftmalsausreichend;zumaldieMontageplatteüblicherweise mit links und rechts durchgängig vertikalen Kabelkanälen bestückt ist. Auch hier kann der Wago Wiring Bot eingesetzt werden, trotz dass sein Betätigungsraum durch die vielen Komponenten sowie die oftmals vormontierten Kabelkanäle etwas eingeschränkt ist. DurcheineÄnderungderBearbeitungsreihenfolge,also das Aufbringen der Kabelkanäle nach der einseitigen Verdrahtung,kannderRoboterdabeiinderAusführung seiner Tätigkeiten unterstützt werden. Noch einfacher istesaber,wennimRahmenderVorkommissionierung erst die Hutschienen bestückt und dann über einen Schienenwagen, in dem die bestückten Schienen mit einem Schnellspanner fixiert sind, dem Roboter zugeführt werden. Dieser kann dann die einseitige Verdrahtung durchführen, woraufhin die Schienen an ihren Bestimmungsort im Schaltschrank gebracht werden. Gerade im Serienmaschinenbau ist dieses Vorgehen erfolgversprechend,dadieSchienenwagenmiteinemSet je Schaltschrank oder mit stets den gleichen Schienen für einen bestimmten Ort im Schaltschrank bestückt und daraufhin verdrahtet werden. Das Vorhalten mehrerer Wagen – ob für die Schiene oder die Montageplatte – sorgt für einen effizienten Ablauf
Die(Teil-)AutomatisierungvonProzessschritten,beispielsweise durch den Einsatz von Automatisierungsanlagen in der Verdrahtung wie den Wago Wiring Bot, verändert zwar die Arbeitsweise, bewirkt aber keine grundsätzliche Transformation. Viele Arbeitsanteile bleiben bestehen. Der Mensch bleibt weiterhin unverzichtbar Dank seiner Fähigkeiten, wie seinem Fingerspitzengefühl und seinem Fachwissen, kann er dadurch jedoch neue, höher qualifizierte Aufgaben übernehmen, darunter die Überwachung, dieKoordinierungoderdieSteuerung Dies zeigen auch die Ergebnisse der Studie von Wago und Statista: Unternehmen im Schaltanlagenbau,dieinAutomatisierung investierthaben,konntendabeineben Kostenreduktionen(79Prozent)undeiner schnelleren Fertigung (58 Prozent) vo lem dem Fachkräftemangel entgegen ken, indem sie Fachkräfte effizienter zen (68 Prozent) und ihre Mitarbeiter lasten konnten (63 Prozent). (häu)
Die Drähte, die vom Roboter nicht verdrahtet werden konnten, befinden sich bereits fertig konfektioniert in einer Drahtaufnahme, aus der sich der Werker bedienen kann.
Ergebnisse einer Studie, die Wago in Zusammenarbeit mit Statista+ zum Thema Automatisierung im Schaltschrank- und Maschinenbau erstellt hat.
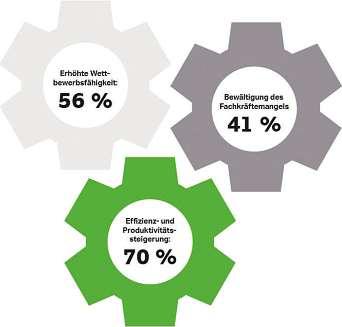
KABEL UND LEITUNGEN
Beim Kabeldesign für das Umweltmonitoring sind spezielle Anforderungen zu berücksichtigen. In einem Requirements Engineering definiert SAB Bröckskes mit seinen Kunden die spezifischen Kriterien hinsichtlich Umweltverträglichkeit, Robustheit, Gewicht, Isolations- und Mantelmaterialien.

SAB Bröckskes entwickelt anwendungsspezifische Sensorkabel für das Umweltmonitoring
Ein aussagekräftiges Umweltmonitoring schafft datenbasierte Werte durch eine exakte Erfassung und Bewertung von Bioindikatoren. Auf GrundlagedieserDatenlassensichfundierteEntscheidungen treffen, um Ressourcen zu schonen und die Natur und Lebensqualität zu erhalten. Die Bandbreite der Anwendungen ist enorm und wird ständig erweitert:
von der Langzeitüberwachung der Luft- und Wasserqualität über
die Probenauswertung zur Untersuchung von Betriebsflächenwasser bis hin
zum Echtzeit-Monitoring der Pegelstände unserer Gewässer Mittels bodenintegrierten Messsystemen liefern Sensoren beispielsweise für Flächenbebauungsvorhaben präzise Werte zur Grundverdichtung und -erosion. Anhand von Bioindikatoren ziehen Stadtentwickler Rückschlüsse auf die Luftqualität und Lärmbelästigung MithilfevonSondenkönnenFrühwarnsystemepermanent
die Pegelstände und Geschwindigkeiten von Fließgewässern überwachen. Auch die Biodiversität von Ökosystemen lässt sich durch die Installation optischer Erkennungssysteme exakt kontrollieren.
KabeldesignfürSensor-Messsysteme
BeiallenMonitoring-Aufgabenkommtesentscheidend auf die Zuverlässigkeit und Langlebigkeit der eingesetzten Sensorsysteme an. Dabei haben sich kabelgebundene Anschlüsse als robuste und betriebssichere Lösung bewährt. Je nach Sensor und Messaufgabe lassen sich damithoheÜbertragungsleistungenundDatenratenvia USB 3.0 und Gigabit-Ethernet realisieren.
Um das Kabeldesign optimal an die Sensor-Messsysteme und spezifischen Anwendungsbereiche anzupassen,führtderSpezialkabelherstellerSABBröckskesein Requirements Engineering durch. Das Verfahren berücksichtigt alle für die Kabelkonstruktion relevanten

Aspekte, angefangen mit den Ansprüchen der verschiedenen Stakeholder an das Monitoring:
Kabelaufbau,
Isolations- und Mantelmaterialien
maximales Kabelgewicht.
Zu klären ist beispielsweise, ob sich die Sensoren mit direktem Umweltkontakt mit dem gleichen Kabelaufbau verbinden lassen wie entfernt stehende Auswerteeinheiten oder ob das spezifische Kabelgewicht für den Einsatz als Schwimm- oder Tauchkabel geeignet ist. Auch bei der Wahl des Mantelmaterials spielen die Umweltbedingungen eine wichtige Rolle. So kann sich ein Kabelmantel,deraufgrundseinergeringenBeimischungen im Kunststoff den umweltverträglichen Einsatz in sensiblen Umgebungen erlaubt, wegen zusätzlich geforderter UL-Zulassung bezüglich seines Brennverhaltens dennoch als untauglich erweisen.
Dem Einsatzzweck entsprechend rückt beim Requirements Engineering von Sensorkabeln für das Umweltmonitoring die Nachhaltigkeit der Rohstoffe und Herstellungsprozesse in den Fokus.
Das Kabeldesign sollte so konfiguriert sein, dass es möglichstkeinennegativenEinflussaufdieEinsatzumgebungausübt.ZumBeispielkannbeieinerPegelsonde mit einem Gewicht von ca. 100 g ein 20 m langes Verbindungskabel das Gesamtgewicht um das Sechsfache erhöhen.BeieinerMaterialkombinationauskritischen Rohstoffen und/oder wenig nachhaltigen Herstellungsprozessen schlägt der ökologische Fußabdruck gegenüber dem Einsatzzweck negativ zu Buche. „Dann wäre diesesKabelTeildesProblemsundnichtTeilderLösung fürmehrUmweltschutzundNachhaltigkeit“,sagtMarc Gerlatzek,BusinessDevelopmentfürdenBereichMedizintechnik und Konfektion bei SAB Bröckskes. „Aus diesem Grund messen wir dem Thema Nachhaltigkeit in Produktion und Materialauswahl große Bedeutung zu. Und das nicht nur in unserem COC, sondern auch durch konkrete Maßnahmen und Produktinnovationen“, erklärt Gerlatzek. Und weiter: „Das gilt für unsere SerieSABorganic,derenMantelmaterialzurund45Prozentausökologischen,umweltfreundlichenRohstoffen besteht. Dadurch vermindern wir den CO2-Fußabdruck gegenübervergleichbarenfossilenProduktenumdurchschnittlich25Prozent DieMaterialienbeziehenwiraus kurzen, regionalen Lieferketten. Zudem erzeugen wir mittlerweileeinViertelunseresStromverbrauchsfürdie Produktion regenerativ aus eigenen PV-Anlagen.“ (häu)
Die nachhaltigen Daten- und Steuerleitungen von SAB Bröckskes sind mit CO2-reduziertem Außenmantel aus 45 Prozent biobasiertem Polyurethan ausgestattet.
ENDLESS COMBINATIONS
SAB Bröckskes stellt auf der SPS 2025 in Nürnberg aus: Halle 2, Stand 330

EIN SCHALTNETZTEIL –UNZÄHLIGE KOMBINATIONEN
Mit der neuen PFA10-T-Familie denkt E-T-A den Systemgedanken konsequent weiter. Diese neuartigen Schaltnetzteile sind die Basis für unzählige Lösungen: Ein überzeugendes Systemkonzept aus Stromversorgung, Stromverteilung und Absicherung Auch für Ihre Anwendung
Mehr erfahren: e-t-a.de/ onepowersupply
ANSCHLUSSTECHNIK
Harting hat den D-Sub-Steckverbinder mit Push-Pull-Technik ausgestattet.
Wie vielseitig die Anwendungsmöglichkeiten sind und welche Vorteile diese Neuheit mit sich bringt, lesen Sie hier.

Mit dem D-Sub PushPull-Steckverbinder stellt Harting eine Weiterentwicklung des klassischen D-Sub-Steckverbinders vor
HartinghatdiePush-Pull-Technologieerfolgreich in den D-Sub-Bereich integriert und erweitert damit sein Portfolio der Push-Pull-Steckverbinder. D-Sub-Steckverbinder gehören zu den etablierten und lange bewährten Schnittstellen. Da sich D-Sub in standardisiertenSchnittstellenwiederfinden,aberauch ingroßerZahlfürneueundkundenspezifischeProjekte ausgewählt werden, schätzen die Experten von Harting das Potenzial hoch ein. Im Unternehmen ist man überzeugt, dass durch diese Weiterentwicklung die Wahrnehmung im Markt gefestigt wird
verriegelungssysteme für D-Sub anbieten. Hartings KundenforderteneinekompatibleLösungvonderTechnologiegruppe. Bei Harting hat man das Thema nun umgesetzt. Kunden bekommen ein echtes D-Sub PushPull-Gehäuse,dasmitanderenSystemenkompatibelist.
TechnischeMerkmaledesD-SubPush-Pull
TIPP
Harting stellt auf der SPS 2025 in Nürnberg aus: Halle 10, Stand 210
Ansporn, das Portfolio weiter auszubauen, war das durchweg positive Feedback für Push-Pull-Verriegelungen, welche selbsterklärend und bedienerfreundlich und sehr prozesssicher im Anschluss sind. Die UmsetzungeinesD-SubPush-Pull-Gehäuseswardemnachein logischerSchrittinderProduktstrategie.Häufigwerden D-SubSteckverbindernebenanderenSchnittstelleneingesetzt, die schon heute eine Push-Pull-Verriegelung besitzen, wie zum Beispiel Push-Pull Variante 4 oder M12-Rundsteckverbinder Nun bekommen Kunden die Möglichkeit, ihr Gerät mit einem einheitlichen Verriegelungsmechanismus auszustatten. Zusätzlich kamen in den vergangenen Jahren immer häufiger Wettbewerbsprodukte auf den Markt, welche bereits Schnell-
Das Verriegelungssystem basiert auf zwei Federn, welche auf speziellen Verriegelungsbolzen verrasten und ein unbeabsichtigtes Entriegeln verhindern. Wird das Gehäuse an dem beweglichen Teil zurückgezogen, öffnensichdieFedernunddasGehäusekannvondenVerriegelungsbolzenabgezogenwerden.DieseBolzensind der Schlüssel zum gesamten System, da sie die Aufrüstung bestehender D-Sub-Schnittstellen sehr simpel ermöglichen (Retrofit). Neben dem Push-Pull-MechanismuswurdendemGehäuseweitereFeatureshinzugefügt. So ist es möglich, bei Gehäusen mit entsprechender Aufnahme,HartingsD-Sub-Kodierrahmenzuverbauen. Dadurch können Kunden eine mechanische Kodierung von bis zu 36 Schnittstellen realisieren und ein versehentliches Fehlstecken vermeiden Dies kann Kommunikationsproblemen in der Anlage oder der Zerstörung von empfindlichen Komponenten vorbeugen. Nicht nur die Verriegelung selbst, sondern auch die ThemenKonfektionierungundVerpackungwurdenneu konzipiert.DieD-SubPush-Pull-Gehäusebenötigenkeine Deckelschrauben, sondern werden einfach zusammengeklickt, nachdem der Steckverbinder konfektioniert und das Kabel befestigt wurde. Für die Kabelbefestigung stehen zwei Möglichkeiten zur Verfügung: Erstens die übliche interne Kabelklemme, welche im Lieferumfang enthalten ist, und zweitens eine externe Kabelklemme, welche sich für eine größere Range an Kabeldurchmessern eignet und im Inneren des D-Sub Push-Pull-Gehäuses mehr Anschlussraum zur Verfügung stellt. Bei der Verpackung hat das Unternehmen darauf geachtet, Plastik zu vermeiden und die Gehäuseteile leicht zugänglich zu machen.
DerPush-Pull-Mechanismusistrückwärtskompatibel zu den gängigen Produkten am Markt. Das heißt, alle existierenden Produkte am Markt können mit Harting D-Sub Push-Pull ausgestattet werden. Dafür bietet die Technologiegruppe entsprechende „Upgrade-Pins“ an, welcheindievorhandenenSchraubbolzenaufderGeräteseite geschraubt werden können. (häu)
GEHÄUSE

OKWbietetüber50Produktfamilieninden Bereichen Gehäuse und Drehknöpfe in verschiedenen Größen, Designs, Materialien, Farben und Schutzarten an. Aus diesem PortfoliowirdzunächstdaspassendeModell gewählt,dasanschließendimOKW-Service-
ENERGIE- UND LASTMANAGEMENT
Effizienz von Produktionsprozessen erhöhen
AufderSPSstelltABBunteranderemLösungen zur Konnektivität vor, mit denen sich Maschinen und Anlagen nahtlos in übergeordnete Systeme integrieren lassen und so die Effizienz von Produktionsprozessen erhöht wird. Zudem können Besucher Lösungen zur systematischen Erfassung und Auswertung von Betriebsdaten aus Maschinen undAnlagenentdecken.ImBereichEnergieund Lastmanagement demonstriert ABB, wie sich der Energieverbrauch analysieren, steuern und optimieren lässt, um Betriebskosten zu senken und Netzstabilität zu unterstützen. SPS 2025: Halle 4, Stand 420/520 www.abb.com
VENTILATOREN
CenterdirektvorOrtindividuellmodifiziert wird. Mögliche Bearbeitungen: Fräsen, Gewindefräsen, Gravieren, Bohren, Senken, Sägen oder Stanzen – individuelle BearbeitungensindvonderMusterfertigungbishin zur Serienfertigung schnell und zuverlässig möglich. Farb- und OberflächenveredelungenwieCI-Farben,Soft-Touch-Lacke,Metallic-Effekte,GlanzgradeoderESD-Lackierungen sind im Angebot. Farben werden nach RAL oder Pantone in der hauseigenen Mischanlage hergestellt. Beschriftungen undMarkierungenerfolgenperLaser,Sieb-, Tampon- oder Digitaldruck. Möglich sind u.a.QR-Codes,Farbverläufe,fluoreszierende oder nachleuchtende Farben. www.okw.com
SiemensSmartInfrastructurehateineSerie von Koppelrelais auf den Markt gebracht, deren Kunststoffgehäuse zu 70 Prozent aus biobasiertem Material besteht, das aus Biomasseabfällen gewonnen wird. Der Kunststoff Akulon K225-KS B-MB wurde von Envalior, einem Hersteller hochwertiger und nachhaltiger Lösungen für viele Branchen, inZusammenarbeitmitSiemensentwickelt. Ausgangsstoff für den Kunststoff ist gebrauchtes Speiseöl (UCO), das nach dem Frittieren in der Lebensmittelindustrie, in Restaurants, Imbissbetrieben und Haushalten anfällt. SPS 2025: Halle 11, Stand 100 www.siemens.com
Verschärfte Wirkungsgradanforderungen ab 2026

MitderneuenEU-VerordnungEU2024/1834 treten ab dem 24. Juli 2026 verschärfte Wirkungsgradanforderungen und erweiterte Dokumentationspflichten in Kraft. Für Ventilatoren, die in andere Produkte eingebaut sind, gilt noch eine Übergangsfrist bis zum
24.Juli2027 BetroffensindalleVentilatoren miteinerelektrischenAntriebsleistungvon 125Wbis500kW DerMindestwirkungsgrad mussimBestpunktdesGesamtsystems(Rotor, Stator, Motor) erreicht werden. Darüber hinaus wird in der Verordnung festgelegt, welche Dokumentationspflichten der Hersteller, Inverkehrbringer oder Anwender haben Dies sind neben der Effizienz auch Angaben zur Reparierfähigkeit. Angesichts dieser Herausforderungen zeigt EBM-Papst auf der SPS speziell entwickeltePlug-and-Play-Komplettlösungen,die schonheutedieverschärftenEffizienzwerte erfüllen und CE-konform sind. SPS 2025: Halle 1, Stand 334 www.ebmpapst.com
KABELDURCHFÜHRUNG
Mit der AT-HA-Tülle erweitert Icotek sein AdaptertüllensystemImas-Connectumeine LösungfürdenindustriellenEinsatz.Mitder Tülle soll es möglich sein, 3A- oder 4A-Steckereinsätze direkt in eine Adaptertülle zu integrieren, ohne dass ein zusätzlicher Gehäuseausbruch erforderlich ist. Die Tülle basiert auf einer KT-Kabeltülle „groß“ des HerstellersundistmiteinemrobustenPolyamidkorpusausgestattet.Sieistvollständig kompatibel mit allen KabeleinführungsrahmendesKT-Systemsundwirdeinsatzbereit mit einem vormontierten Verriegelungselementgeliefert.InKombinationmitdenEinsatzsets 3A bzw. 4A sowie den passenden Steckergehäusen für M20 (für Kabeldurchmesser von 6 mm bis 12 mm) oder M25 (für Kabeldurchmesser von 13 mm bis 18 mm) mitKabelverschraubungentstehteinekompakte, effiziente und flexible Lösung für unterschiedliche industrielle Anwendungen. Die Lösung ist flexibel, reduziert den Platzbedarf im Schaltschrank und ermöglichteinesichere,normgerechteIntegration. SPS 2025: Halle 3, Stand 284 www.icotek.com
ENERGIEFÜHRUNG
Anwendungsspezifische Systemlösungen

Tsubaki Kabelschlepp zeigt auf der SPS 2025 das Totaltrax-Konzept, welches aus einzelnenKomponentenwieEnergieketten, Leitungen und Steckverbindern perfekt abgestimmteGesamtlösungenmacht DieAnwendungsfelder sind vielfältig: von Hafenkranen über mobile Arbeitsmaschinen bis hin zur Robotik. Der modulare Ansatz erlaubt es, für jede Umgebung und Belastung die passende anwendungsspezifische Systemlösung auf der Basis von Kunststoff-, Stahl- oder Hybridketten zu entwickeln. SPS 2025: Halle 3C, Stand 340 www.kabelschlepp.de
KÜNSTLICHE INTELLIGENZ
Wenn Arbeitnehmer KI-Tools unreguliert nutzen, kann dies für Unternehmen schnell problematisch werden. Chris Noon, Director of Commercial Intelligence and Analytics bei Dropbox zeigt in seinem Gastbeitrag, wie dies verhindert werden kann.
Unternehmen sehen in der künstlichen Intelligenz – abgekürzt KI – eine große Chance, ihre Wirtschaftsleistung zu steigern und die Arbeit ihrerMitarbeiterzurevolutionieren.SoistesdenArbeitnehmernzumBeispielmöglich,produktiverzuwerden oder Zeit zu sparen, weil sie Informationen schneller findenkönnen.DieseVorteilekönnenjedochnurdurch
Die Vorteile von KI sind verlockend, doch wenn Arbeitnehmer KI-Tools unreguliert nutzen, kann es schnell für Unternehmen zu Problemen kommen.
eine koordinierte KI-Strategie im gesamten Unternehmen realisiert werden.
Risiko:Schatten-KI
70 Prozent der Arbeitnehmer nutzen bereits KI-Tools, bevor ihre Vorgesetzten davon wissen. Diese unautori-

sierte Nutzung einer KI-Technologie, die auf potenziell sensible Unternehmensdaten zugreifen kann, nennt sich „Schatten-KI“ Schatten-KI beschreibt die Verwendung von generativen KI-Produkten ohne Aufsicht der IT-Abteilung Hierbeiwerdenungeschütztepersönliche Konten verwendet, die nicht die Sicherheitsprüfungen oderDatenvereinbarungenaufweisen,diefüreinUnternehmenskonto gelten würden. Ohne eine umfassende Strategie und Mitarbeiterschulung kann eine solche Situation das Unternehmen gefährden
BeiKI-Einführungniemandenzurücklassen
EinesderHauptproblemederSchatten-KIbestehtinder unangemessenenundnichtCompliance-gerechtenNutzung Grund hierfür sind fehlende einheitliche Unternehmensrichtlinien. Diese fragmentierte, individualisierteHerangehensweiseandieEinführunggenerativer KI trägt dazu bei, das Unternehmen zu splitten: Auf der einen Seite stehen die Mitarbeiter, die die neueste Technologie nutzen, ohne sich mit ihren Kollegen auszutauschen. Auf der anderen Seite stehen die zögerlichen Nichtnutzer, die hinter ihren vermeintlich fortschrittlicheren Kollegen zurückbleiben. Ohne angemessene Schulungen der Mitarbeiter bleibt die Nutzung der KI erfolglos. Diejenigen, die auf individueller Basis experimentieren, könnten frustriert sein, weil sie nicht in der Lagesind,nützlicheErkenntnissezugewinnen Zudem bergen diese ersten negativen Erfahrungen das Risiko, dass Mitarbeiter die KI-Tools ganz aufgeben
UnautorisierterGebrauchsensiblerDaten
EineaktuelleUmfragevonVeritasergab,dass31Prozent der Befragten zugaben, potenziell sensible InformationenmitgenerativenKI-Toolszuteilen.Geschäftskonten fürKI-ProdukteenthalteninderRegelVereinbarungen. Diese sollen sicherstellen, dass Unternehmensdaten nicht zum Trainieren von KI-Modellen verwendet werden Persönliche Konten, die häufig in der Schatten-KI verwendet werden, verfügen jedoch in der Regel nicht über diese Vereinbarungen. Das bedeutet, dass alle Unternehmensdaten, die über ein persönliches Konto geteilt werden, versehentlich zum Trainieren des KI-Modells verwendet werden könnten.
DieAbsicherungderUnternehmensdatensolltedaher immer ein Hauptanliegen darstellen. Zudem können schwerwiegendeFolgenentstehen,wennMitarbeitende diese leistungsstarken Tools ohne Anleitung oder eigenes Urteilsvermögen einsetzen. KI-Tools sind immer nochanfälligfürfehlerhafteoderungenaueErgebnisse und sogar für „Halluzinationen“. Denn wenn man sich auffehlerhafteErgebnisseverlässt,ohnediesezuhinterfragen, kann dies zu falschen Entscheidungen führen und rechtliche oder finanzielle Auswirkungen auf das Unternehmen haben.
Regelnsetzen,aberauchFreiraumlassen
Um diesen Herausforderungen zu begegnen, sollten Unternehmen eine koordinierte KI-Strategie verfolgen. Es ist wichtig, dass IT-Teams vertrauenswürdige Anbieter identifizieren und klare Bedingungen für den Umgang mit sensiblen Daten vereinbaren Indem man mit Anbietern zusammenarbeitet, die über KI-Prinzipien verfügen, lassen sich Cyberrisiken und rechtliche Ver-
pflichtungen minimieren. Außerdem besitzen sie Regeln für Datensicherheit und die Verhinderung von Datenschutzverletzungen. Für Unternehmen, die über ausreichend Ressourcen verfügen,istdieEntwicklungeinermaßgeschneiderten KI-Lösung eine praktikable Option. Dies kann unterstütztwerdenindemUnternehmenSprachmodellenutzen. Wenn die Firmen über ausreichend Ressourcen verfügen,istdieEntwicklungeinermaßgeschneiderten KI-LösungeinepraktikableOption.Soentstehteineleistungsstarke KI, die sich nahtlos in das Datenökosystem unddieProzessedesUnternehmenseinfügt.Außerdem steigert sie die Produktivität und räumt Zeit für strategische Aufgaben ein.
KI-ChampionsinnerhalbdesUnternehmens
UmdengrößtmöglichenNutzenausihrenKI-Investitionen zu ziehen, sollten Unternehmen ein umfassendes Programm entwickeln. Dieses soll die Mitarbeiter kontinuierlich über die besten Verfahren zur Integration von KI in ihre tägliche Arbeit informieren. So wird sichergestellt, dass alle Mitarbeiter die Vorteile der KITechnologienutzenkönnen.InjedemTeamgibteseinen „EarlyTechAdopter“ DurchseineNeugierdeundLeidenschaft ist er denjenigen oft voraus, die eher zögerlich experimentieren. Diese Mitarbeiter können in Zusammenarbeit mit ihren IT-Teams zu KI-Champions innerhalb des Unternehmens werden. Sie können Erkenntnisse, bewährte Verfahren und Einsichten mit Kollegen teilen und eine kollaborative Lernumgebung fördern.
Innerhalb der Grenzen der KI-Strategie des UnternehmenskönnenMitarbeitermitderAutomatisierungvon Routineaufgaben effizienter arbeiten. Sie können ihre LeistungsteigernundZeitsparen,umsichaufdieArbeit zufokussieren,dadiesedengrößtenWertfürdasUnternehmen bringt. Man sollte jedoch beachten, dass KI nicht als Ersatz für menschliche Intelligenz und Überprüfung verwendet werden sollte.
KI ist heute in der Lage, zahlreiche Aufgaben zu automatisierenundinnerhalbvonSekundengroßeMengen anInhaltenzugenerieren.DennochmüssenMitarbeiter ihreigeneskritischesDenkenanwenden.Dennwennsie den von der KI generierten Text nicht wirklich gelesen haben, werden sie in Zukunft nur noch größere Probleme schaffen. Auch Probleme, die man so versucht zu lösen,werdenimUmkehrschlussnurnochmehrArbeit verursachen. Deshalb müssen Unternehmen bei aller KI-Euphorie immer wieder über die langfristigen ethischenundsozialenAuswirkungennachdenken.Außerdem müssen sie sicherstellen, dass die KI die menschlichenFähigkeitenaufausgewogeneWeiseergänzt.(häu)
VERFASST VON ChrisNoon
Director of Commercial Intelligence and Analytics Dropbox
„Ohne angemessene Schulungen der Mitarbeiter bleibt die Nutzung von KI-Tools erfolglos.“
OptimierungvonGleichstrommaschinen, alsInhouseSeminarbuchbar – Gleichstrommotoren zeichnen sich durch ihre einfache Steuerung, hohe Effizienz und Zuverlässigkeit aus, wassieinaktuellenEinsatzgebietenwieFahrzeugelektrifizierung, Industrielle Automatisierung, Erneuerbare Energien, Luft- und Raumfahrt, Medizintechnik, Elektronik und Elektrogeräte unverzichtbar macht Ingenieure, die ein tiefes Verständnis für Gleichstrommotoren und deren Anwendungen haben, können die Effizienz, Leistung und Zuverlässigkeit in diesen vielfältigen Einsatzgebieten optimieren und somit einen entscheidenden Beitrag zur technologischen Entwicklung und Innovation leisten. DiesesSeminarbieteteinenfundiertenEinstiegfürIngenieureund Techniker und schafft ein umfassendes Verständnis für Gleichstrommaschinen: von den grundlegenden Konzepten wie elektrischem Strom, Spannung und magnetischem Feld bis zum Aufbau und den verschiedenen Wicklungsarten von Erreger- und Ankerwicklungen Die Teilnehmer erfahren mehr über Drehmoment-
Das Erstellen mehrsprachiger technischer Dokumentationen nimmt im Zeitalter der Globalisierung einen immerwichtigerenStellenwertein.Ausverschiedenen Perspektiven widmet sich das Buch den drei wesentlichen Schritten der mehrsprachigen Dokumentationserstellung.
ISBN978-3-8343-3348-3

Drehzahl-Kennlinien,denKommutatorundseineFunktionsweise sowie die Drehzahlsteuerung mittels Chopper Zudem werden Schadensmechanismen und Problemfelder erläutert. Am Ende des Seminars kennen die Teilnehmer die Vor- und Nachteile von Gleichstrommaschinen und wissen, wie sie in verschiedenen Anwendungen eingesetzt werden können
AGENDA
Grundlagen der Elektrotechnik, Magnetisches Feld, Lorentzkraft
Aufbau einer Gleichstrommaschine, Erregerwicklungen, Ankerwicklungen
Drehmoment- Drehzahlkennlinie, Kommutierungsvorgang, Drehzahlsteuerung
Schadensmechanismen, Vor- u. Nachteile in Anwendungen
Mehr Seminare unter: vogel-professional-education.de/Maschinenbau/Konstruktion
13.11. online OffenesSeminar DieneueEU-Maschinenverordnung(EU) 2023/1230
9.2. online OffenesSeminar AnforderungenandasInverkehrbringen vonMaschinenindenUSA
2.–3.3 online
OffenesSeminar Design-to-Cost-Methode
5.3. online OffenesSeminar SichererUmbauvonMaschinenund Anlagen
18.3 online
DieseSeminaresolltenSienichtverpassen! vogel-professional-education.de/Maschinenbau/Konstruktion
OffenesSeminar CE-Kennzeichungnach Niederspannungsrichtlinie
www.konstruktionspraxis.de
Leserservice
Was Simulation in Konstruktion und Entwicklung heute leistet – In Konstruktion und Entwicklung entstehen die Produkte, die die Wettbewerbsfähigkeit eines Unternehmens sichern Aufgrund steigender Anforderungen sind heute aber mehr denn je Lösungen für mehr Effizienz gefragt – wie etwa Simulation Ganz gleich, ob es um die Optimierung von bestehenden Produkten oder die Entwicklung neuer Produkte oder Geschäftsmodelle geht: Mit dem Einsatz von Simulation im Produktentstehungsprozess können Unternehmen dem Innovationsdruck nicht nur standhalten, sondern ihn aktiv gestalten Simulation spart Kosten und Zeit, senkt Risiken und fördert Innovationen.
Anhand der durch Simulationen gewonnenen Erkenntnisse können verschiedene Möglichkeiten bewertet, mit mehr Vertrauen konstruiert und letztendlich bessere Produkte entwickelt werden. Je früher Simulation im Produktentstehungsprozess eingesetzt wird, umso größer sind die Vorteile.
In diesem kostenlosen Dossier zeigen wir Best Practices und stellen Lösungen vor, die durch den Einsatz von Computer Aided für mehr Effizienz sorgen:
- Trends in der Simulation
- Was KI in der Simulation leistet
- Was Automatisierung der Simulation ermöglicht
- Wie Simulation für mehr Nachhaltigkeit sorgt
Mehr Webinare unter: www.konstruktionspraxis.vogel.de/whitepaper
UmsatzderdeutschenRobotik-und Automationsbranchebis2025
STATISTIK – Die Umsätze innerhalb der deutschen Robotik- und Automationsindustrie beliefen sich im Jahr 2024 Prognosen zufolge auf rund 15,2 Milliarden Euro. Damit sanken die Umsatzerlöse im Vergleich zum Vorjahr um sechs Prozent. Für das Jahr 2025 wird für die Branche ein weiterer Umsatzrückgang um neun Prozent auf 13,8 Milliarden Euro prognostiziert. Ursache für die Umsatzentwicklung ist vor allem die Marktschwäche, speziell in China. Darüber hinaus ist die Robotik- und Automationsbranche von den Problemen der deutschen Autoindustrie betroffen, die eine wichtige Abnehmerbranche ist
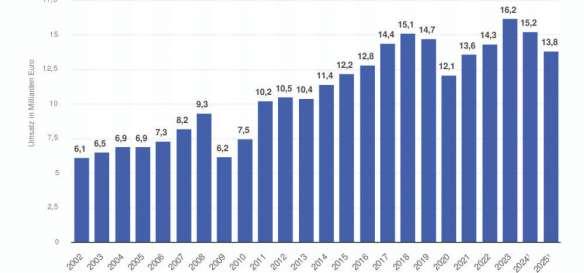
konstruktionspraxis.de/hilfe oder E-Mail an vertrieb@vogel.de mit Betreff „Konstruktionspraxis” Gerne mit Angabe Ihrer Kundennummer vom Adressetikett: *CS-1234567*
Redaktionsservice
Kontakt zur Redaktion: Tel. +49 931 418-2333 fachmedien@vogel.de
Chefredakteurin: Ute Drescher (ud), V. i. S. d. P
Redaktion: Dipl.-Ing. (FH) Sandra Häuslein (häu), Sandro Kipar (kip), Dagmar Merger (dm), Juliana Pfeiffer (jup), Jan Vollmuth (jv), Dipl.-Ing. (FH) Monika Zwettler (mz)
Layout: Alexandra Geißner
Schreibweisen, Firmen- und Produktnamen: Wir halten uns generell an die Schreibempfehlungen des Dudens.
Haftungsausschluss:
Für den Inhalt der einzelnen Artikel sind die jeweils benannten Autoren verantwortlich, er spiegelt nicht zwangsläufig die Meinung der Redaktion wider Eine Haftung für die Richtigkeit der Veröffentlichungen kann trotz sorgfältiger Prüfung nicht übernommen werden. Kein Teil dieser Publikation darf ohne ausdrückliche schriftliche Genehmigung in irgendeiner Form reproduziert oder unter Verwendung elektronischer Systeme verarbeitet, vervielfältigt oder verbreitet werden.
VerkaufvonMedialeistungen
Director Sales: Annika Schlosser Tel. +49 931 418-2982 sales@vogel.de Auftragsmanagement: auftragsmanagement@vogel.de
Abonnement
Bezugspreis (inklusive Versandkosten): Inland: jährl. 228,90 € Ausland: jährl. 247,50 € Verbreitete Auflage: Angeschlossen der Informationsgemeinschaft zur Feststellung der Verbreitung von Werbeträgern – Sicherung der Auflagenwahrheit. Aktuelle Zahlen: www.ivw.de ISSN 0937-4167

Vogel Communications Group GmbH & Co. KG
Max-Planck-Str. 7/9, 97082 Würzburg Tel. +49 931 418-0 www.vogel.de
Beteiligungsverhältnisse: Persönlich haftende Gesellschafterin: Vogel Communications Group Verwaltungs GmbH Max-Planck-Straße 7/9, 97082 Würzburg Kommanditisten: Dr. Kurt Eckernkamp GmbH, Nina Eckernkamp, Klaus-Ulrich von Wangenheim, Heiko Lindner, Axel von Kaphengst Geschäftsführung: Matthias Bauer (Vorsitz), Dennis Hirthammer, Günter Schürger
Druck:
Vogel Druck und Medienservice GmbH Leibnizstraße 5, 97204 Höchberg
Gedruckt auf Steinbeis silk Recyclingpapier, ausgezeichnet mit dem Blauen Engel und dem EU Ecolabel. Mehr Infos unter: www.stp.de Fragen zur Produktsicherheit: produktsicherheit@vogel.de
Copyright: Vogel Communications Group GmbH & Co. KG

Die Wigomat war die weltweit erste elektrische Filterkaffeemaschine, die 1954 von Gottlob Widmann patentiert wurde
1954 erhielt der Schwarzwälder Unternehmer Gottlob Widmann das Patentauf seine Wigomat – die erste elektrische Filterkaffeemaschine. Sie adressierte das Kernproblem der Hausgeräte jener Zeit: konstante, nicht siedende Brühwassertemperatur im optimalen Bereich und gleichmäßige Benetzung des Kaffeebetts. Das Kernprinzip war nicht das „Verkochen“ des Wassers im Kreislauf (Perkolator), sondern ein einmaliger, temperaturgeführter Durchfluss durch ein Papierfilterbett. Damit traf die Wigomat das, was wir heute als optimale Extraktion bezeichnen: etwa 92 bis 96 °C Wassertemperatur, definierte Kontaktzeit, gleichmäßige Benetzung Im Gegensatz zu späteren Maschinen, die Wasser periodisch fördern, arbeitet die Wigomat mit einem kontinuierlichen Wasserfluss, was zu einem leiseren Betrieb führt Nach der Wigomat setzte sich das elektrische Durchlaufbrühen in Europa in den 1960ern zügig durch. Konstrukteure verfeinerten Thermostatik, Duschkopfgeometrie, Tropfstopp und die Integration einer Warmhalteplatte
Terra-Wattstunden Energie aus Batterien für Elektrofahrzeugedas ist der vorausgesagte Bedarf bis 2030 laut einer Prognose der Internationalen Energieagentur (IEA). Das Recycling von Batterien ist dabei ein wichtiger Baustein.EinenmöglichenAnsatzhat dasStart-upIondriveLimitedentwickelt: die Deep-Eutectic-Solvent-Technologie. Sie soll eine umweltfreundliche und kostengünstige Rückgewinnung von Metallen aus Batterien ermöglichen. (häu)

WasisteinChiller – Ein Chiller ist ein Gerät, das nach dem Kältemaschinenprinzip ein flüssiges Medium (meist Wasser) kühlt, ähnlich einem Kühlschrank oder einer Wärmepumpe Das Gerät wird industriell zum Beispiel zur Kühlung von Schaltschränken, Prozessen, Laseranwendungen oder Maschinenteilen eingesetzt Wenn Sie die wichtigsten Fakten über Chiller kennenlernen möchten, dann hören Sie diese Folge des Podcast Wissen Er vermittelt Ihnen in gut 12 Minuten die wichtigsten Fakten über diese spezielle Kühllösung In dieser Folge erklären wir anschaulich und ohne kompliziertes Fachchinesisch: den zu Grunde liegenden physikalischen Prozess, wie Chiller aufgebaut sind, wie sie funktionieren und welche Varianten es gibt. Mehr Podcasts unter: www.konstruktionspraxis.vogel.de/podcasts
konstruktionspraxis1/2026
Mit der Januar-Ausgabe startet konstruktionspraxis in das Jahr 2026 Das Themenspektrum reicht wie gewohnt vonEntwurfundKonstruktionbishinzu Komponenten und Systemen In der Antriebstechnik widmen wir uns den Wälz-, Gleit- und Linearlagern, in der Konstruktion wird es um Berechnung und FEM gehen und in der Automatisierung liegt der Fokus auf Mess- und Prüftechnik sowie der Sensorik.
Erscheinungstermin: 29.01.2026
konstruktionspraxisE-Paper
Alle Ausgaben der konstruktionspraxis finden Sie ab dem Erscheinungsdatum auch als E-Paper unter www.konstruk tionspraxis.de So können Sie die Artikel der konstruktionspraxis überall lesen. Und dank unseres digitalen Heftarchivs auch in älteren Ausgaben stöbern
SchreibenSieuns: redaktion.konstruktions praxis@vogel.de

Jetztkostenlosregistrieren!
InunseremE-Paper-ArchivfindenSiealleAusgabenvon2012bisheute–inklusiveumfangreicherSuch-undFilterfunktionen. www.konstruktionspraxis.de/epaper


FoodTecInsiderdecktdiegesamteindustrielleWertschöpfungsketteder Lebensmittel-undGetränkeherstellungab–vonForschung&Entwicklung überProduktionbishinzuQualitätssicherungundVerpackung.Miteinem klarenFokusauftechnischeInnovationen,TrendsundBestPracticesliefert FoodTecInsiderwertvolleEinblickefürdieBranche www.foodtec-insider.de
TECHNOLOGIE / INTERVIEW
Zukunftssicher automatisieren mit ASi-5 und ASi-5 Safety
APPLIKATION
Verpacken 2.0:
Übersichtlich und flexibel – mit Sicherheit

Was Endanwender von ASi erwarten – und erhalten
AS-Interface – kurz ASi – hat sich im industriellen Einsatz den Ruf einer einfachen, kostengünstigen und gleichzeitig zukunftssicheren Verdrahtungs- und Steuerungstechnologie erworben und ist deshalb seit Langem in vielen Branchen wie der Verpackungstechnik, der Lagerund Fördertechnik oder der Prozesstechnik etablierter Standard. Ein wichtiger Grund für die Beliebtheit ist, dass nicht nur Maschinenbauer, sondern auch deren Kunden – die Endanwender – die vielen Vorteile der ASi Technologie schätzen.

ASi steht ganz allgemein für einfache, verpolsichere und topologieoffene Verdrahtung in Durchdringungstechnik – also ohne Stecker – an einem einzigen Profilkabel, die Übertragung von sicheren Signalen und Standardsignalen über die gleiche Leitung, bis zu 62 ASi-5 und ASi-3 Teilnehmer im gleichen ASi Kreis, umfangreiche Diagnosemöglichkeiten sowie nahtlose Konnektivität zwischen unterlagerten Systemen wie IO-Link und der Steuerungs- und IT-Welt. Dazu kommen ein umfangreiches Portfolio an Gateways und Modulen sowie Softwaretools zur effizienten Auslegung von ASi Netzwerken und Safety-Anwendungen. Eine Menge Gründe, warum Maschinenbauer gerne die Vorteile nutzen, die ihnen die ASi Lösungen von Bihl+Wiedemann bieten. Und
die Tatsache, dass deren Kunden – also die Betreiber der Maschinen – ebenfalls signifikant von AS-Interface profitieren können, macht die etablierte Feldbuslösung für die untere Automatisierungsebene damit zu einer echten Win-Win-Technologie.
Schnelle und effiziente Integration und Inbetriebnahme
Doch bedingt die große Funktionalität nicht zwangsläufig eine hohe Komplexität? Weit gefehlt, denn Maschinenbauer – und damit auch Endkunden – können mit den Software-Suites von Bihl+Wiedemann eine einfache und intuitive Hardwarekonfiguration, Adressierung und Projektierung von ASi Netzwerken durchführen, was nicht nur Zeit
spart, sondern auch Fehler vermeidet. Per Drag and Drop werden aus dem digitalen Hardwarekatalog, der in der Software hinterlegt ist, die passenden Module ausgewählt und zur Konfiguration hinzugefügt. Dabei bietet die Software stets passende Grundeinstellungen, die an individuelle Bedürfnisse angepasst werden können. Ist das Projekt vollständig konfiguriert, kann es am Bildschirm optimiert und in der finalen Auslegung vorab in Betrieb genommen werden. Im Rahmen der Hardwarekonfiguration können sehr leicht Teilkonfigurationen und Modulparameter von anderen Modulen oder Projekten übernommen werden. Die physische Inbetriebnahme vor Ort lässt sich dadurch wesentlich beschleunigen und die Suche nach möglichen Fehlern auf ein Minimum reduzieren.
Gleichzeitig bieten die unkomplizierte Verdrahtung mit Durchdringungstechnik und die gerade bei ASi-5 effiziente – weil auto-
Freie Wahl der Topologie
Abzweige an jeder
Stelle möglich

Freie Positionierung
matische oder softwaregestützte – Adressierung von ASi Teilnehmern die Möglichkeit, während der Inbetriebnahme beispielsweise zusätzliche Sensoren und Aktuatoren zu integrieren oder vorhandene Geräte zu versetzen. Ein weiterer Vorteil der Lösungen von Bihl+Wiedemann gegenüber anderen Automatisierungslösungen zeigt sich bei der Verwaltung von IT-Schnittstellen: Während z. B. bei einer PROFINET-Anlage mit 50 Modulen die IT-Abteilung 50 IP-Adressen verwalten und absichern und für 50 netzwerkfähige Geräte und deren Industrie-4.0-Schnittstellen (z. B. OPC UA) regelmäßige SecurityUpdates durchführen muss, kann das bei ASi alles mit nur einem Gateway und einer einzigen IP-Adresse umgesetzt werden.
In Summe profitiert der Endanwender durch ASi somit von einer zeiteffizienteren Konfiguration und Inbetriebnahme – ohne funktionale Überraschungen, dafür aber mit der Option der flexiblen Erweiterung und Optimierung der ASi Installation.
Einfache Wartung und Fehlerbehebung – auch in Eigenregie
Die weite Verbreitung von ASi in Branchen wie der Verpackungstechnik, der Lager- und Fördertechnik oder der Prozesstechnik hängt in erheblichem Maße mit dem hochgradig ausfallsicheren Betrieb der Technologie zusammen. Sollte es dennoch zu einer Störung durch eine Sensor-, Steue-
rungs- oder Antriebskomponente kommen, können sich Betreiber in vielen Fällen in Eigenregie helfen und eine mögliche Stillstandszeit der Maschine minimieren. Hierfür bietet Bihl+Wiedemann softwaregestützte Hilfestellungen wie die Online Businformation oder eine Diagnosesoftware, aber auch einen umfangreichen technischen Support, der mit Anleitungen zur Fehlerbehebung unterstützt und eine eventuell erforderliche Ersatzkomponente schnellstens auf den Weg bringt. Der Modultausch vor Ort wird per Autoadressierung zum Kinderspiel: Nach dem Austausch eines ASi Moduls wird dieses automatisch vom Gateway adressiert und parametriert und als Ersatz für das defekte Gerät in Betrieb genommen. Und für den Fall, dass ein Gateway getauscht werden müsste, kann die integrierte Chipkarte mit der gespeicherten Konfiguration einfach vom Alt- in das Austauschgerät umgesteckt werden. Dieses ist dann ohne weiteren
Konfigurations- oder Programmieraufwand sofort betriebsbereit. Das erleichtert dem Maschinenbauer den Support und dem Betreiber die Reparatur – der Aufwand geht gegen null.
Diagnosefunktionen für hohe Verfügbarkeit bei minimierten Ausfallzeiten
Gezielte Diagnosen zur Überwachung von laufenden Prozessen ermöglichen es Maschinenbetreibern, schnell und gezielt auf mögliche Störungen zu reagieren. Bihl+Wiedemann bietet für jeden Einsatzfall zahlreiche Diagnose-Tools und eine breite Auswahl an Visualisierungsmöglichkeiten. Von Haus aus liefern die ASi Geräte verschiedene Diagnoseinformationen – über sich selbst, über die Performance von Bus und Leitungen, über den Zustand und die Funktion von Ports und Sensoren oder über Prozess- und Energiedaten.
Diagnosesoftware von Bihl+Wiedemann
Diagnosesoftware
Firmware-Update
Freigabemessung einer fehlerfreien Anlage
Früherkennung von möglichen Problemen
Anlagenanalyse im Fehlerfall
Darüber hinaus hat Bihl+Wiedemann mit der Diagnosesoftware ein leistungsstarkes Tool für alle ASi Netzwerke mit Komponenten des Unternehmens und von Drittanbietern –unabhängig davon, ob ASi-3, ASi-5, ASi-3 Safety at Work oder ASi-5 Safety eingesetzt wird. Der Betreiber kann Diagnosemessungen direkt an einem PC über das ASi-5/ASi-3 Feldbus Gateway durchführen – weitere Hardware ist hierfür nicht erforderlich. Kommunikationsstrukturen in Maschinen und Anlagen können so – kontinuierlich oder auch bei Bedarf – vom Maschinenbetreiber sehr einfach und zuverlässig auf Fehler untersucht werden. Probleme bei der Verdrahtung im Netzwerk, Kontaktierungsfehler, Erdschlüsse, Telegrammwiederholungen, fehlende ASi Teilnehmer oder Peripheriefehler – beispielsweise durch defekte Sensoren oder Aktuatoren – werden von der Diagnosesoftware zuverlässig erkannt, als solche klar verständlich angezeigt und um eine Handlungsempfehlung zur Störungsbeseitigung ergänzt. All
dies ermöglicht ein effizientes Condition Monitoring, reduziert Zeit und Kosten für die Instandsetzung und minimiert die Stillstandszeiten und den Produktionsausfall der Maschine. Zudem können schon vorab getestete Maschinen an Endkunden ausgeliefert werden, weil auch der Maschinenbauer die Diagnosesoftware für Abnahme- und Freigabemessungen nutzen kann.
Technischer Support, schnelle und langjährige Ersatzteilverfügbarkeit
ASi Netzwerke kennen kein Haltbarkeitsdatum – sie sind oftmals jahrzehntelang im Einsatz. Entsprechend wichtig ist, dass Maschinenbetreiber – wie bei Bihl+Wiedemann – mindestens ebenso lange auf gute Betreuung, auf technischen Support und auf eine lange Verfügbarkeit von Ersatzteilen vertrauen können. Darüber hinaus stellt das Unternehmen auch für Endanwender gedachte Schnellstartanleitungen, Troubleshooting Guides und Schulungsmaterialien per Download zur Verfügung. In der Bihl+Wiedemann Academy werden zudem Online-Workshops und Kurse mit interaktiven Inhalten und kostenlosen Lehrmaterialien angeboten – alles mit dem Ziel, dass auch Betreiber ASi noch besser verstehen und optimal nutzen können. Vertrauen können die Endkunden auch auf regelmäßige Updates bei Soft- und Firmware, die ihre ASi Installation auf dem aktuellen Stand der Technik halten, sowie auf eine langfristige Verfügbarkeit von Ersatzteilen. Selbst sehr alte Gerätetypen, die schon vor mehr als 20 Jahren ausgeliefert wurden, sind heute noch verfügbar. Auch das macht die ASi Lösungen von Bihl+Wiedemann zu einer zukunftssicheren Technologie.
Schutz durch funktionale Sicherheit und Cyber-Security
Funktionale Sicherheit nimmt bei Bihl+Wiedemann ebenfalls einen breiten Raum ein. Während ASi Safety at Work vor allem bei der Integration von einzelnen
NOT-HALT Tastern oder Lichtgittern punktet, bietet sich ASi-5 Safety für mehrere sichere Signale an einem Ort oder zukünftig auch für sichere Analogwerte und die Integration von IO-Link Safety an. Da es ASi erlaubt, sichere Signale und Standardsignale über dasselbe Kabel zu übertragen, profitieren Maschinenbetreiber – über die funktionale Sicherheit hinaus – somit von einer übersichtlichen und effizienten Hardware- und Verkabelungstopologie in ihrer Maschine.
Mit der Digitalisierung im Maschinen- und Anlagenbau ist Safety jedoch ohne Security – also den Schutz vor Cyberangriffen –kaum mehr denkbar. Dies zeigt sich auch in der neuen europäischen Verordnung (EU) 2023/1230 über Maschinen – kurz MVO, die ohne Übergangsfrist am 20. Januar 2027 in Kraft treten und die bis dahin gültige Maschinenrichtlinie 2006/42/EG (MRL) ablösen wird. In der MVO gewinnen Security-Aspekte und Cyber-Gefahren im Kontext von Maschinen, die beispielsweise für Software-Updates oder zur Fernüberwachung mit dem Internet verbunden sind, eine völlig neue Bedeutung. Die gleiche Stoßrichtung hat der Cyber Resilience Act (CRA) der Europäischen Union, der die Regeln zur Cybersicherheit von Produkten mit digitalen Elementen EU-weit vereinheitlichen wird und ebenfalls ab 2027 gilt.
Mehr Security in der Automatisierungstechnik wird kommen – und Maschinenbetreiber können mit ASi Lösungen von Bihl+Wiedemann auf höchste Daten- und Kommunikationssicherheit vertrauen. Denn die ASi Gateways des Unternehmens entkoppeln das ASi Netzwerk einer Maschine physisch von den IT- und Feldbusebenen – den typischen Einfallstoren für Cyberattacken. Dieser kommunikative Bruch zwischen ASi und TCP/IP isoliert die ASi Netzwerkteilnehmer nach außen und lässt so mögliche Sicherheitslücken erst gar nicht entstehen. Somit ist das ASi Gateway das einzige Security-relevante Gerät im Netzwerk. Um es zu schützen, werden bereits in der Entwicklung und auch bei der Inbetriebnahme von Bihl+Wiedemann umfangreiche Tests mit einer breiten Palette an Werkzeugen aus dem Bereich der Cybersicherheit durchgeführt, um die Unempfindlichkeit
gegen Angriffe aus dem Internet sicherzustellen. Anlagenbetreiber – und insbesondere deren IT-Abteilungen – profitieren also sowohl davon, dass ASi über die Reduktion von Ethernetschnittstellen zu einem erheblich geringeren Securityrisiko innerhalb einer Anlage beiträgt, als auch davon, dass die verbleibende Verbindung zwischen ASi und Ethernet – das Gateway – ein Höchstmaß an Cybersicherheit gewährleistet.
ASi-5 hat Industrie 4.0 und das IIoT an Bord
Industrie 4.0, die Smart Factory und das IIoT sind heute in der Industrie Synonyme für technologische Zukunftssicherheit. Daten sind für diese Technologien der entscheidende Rohstoff, den es auf intelligente und effiziente Weise zu sammeln, auszuwerten und in OT- und IT-Umgebungen zu übertragen gilt. Die ASi Gateways von Bihl+Wiedemann spielen hierbei eine wichtige Rolle, denn in ihrer Doppelfunktion als Schnittstelle und Netzwerkknoten auf der unteren Feldebene greifen sie als erste und direkt auf die Daten von Sensoren und Aktuatoren zu. Dank ihrer integrierten IT-Schnittstellen OPC UA
Beispiele für die Konnektivität von ASi-5 (Safety)
und REST-API bieten sie direkte und zukunftssichere Kommunikationskanäle für Daten von der Edge bis in die Cloud. Dies ermöglicht es Endanwendern, über ASi heute oder später in jedem gewünschten Umfang in die Digitalisierung und Vernetzung seiner Maschine einzusteigen.
Wer seine Maschinen mit ASi Infrastruktur – insbesondere auch mit ASi-5 und ASi-5 Safety – betreibt, setzt damit auf eine leistungsstarke, zukunftssichere Verdrahtungsund Steuerungstechnologie, bei der er von vielen Vorteilen profitieren kann.
Im Gegensatz zu ethernetbasierten Feldbuslösungen ist bei ASi das Gateway das einzige Security-relevante Gerät im Netzwerk

Unzählige Maschinenbauer etwa in der Lager- und Fördertechnik, in der Verpackungsautomatisierung oder der Prozesstechnik setzen seit Jahrzehnten bei der Verdrahtung und Automatisierung ihrer Maschinen und Anlagen auf AS-Interface und auf Bihl+Wiedemann.
ASi-3 und ASi Safety at Work folgte vor wenigen Jahren mit ASi-5 und ASi-5 Safety ein technologisches Update. Es wurde zum großen Markterfolg, weil es alle Voraussetzungen zur zukunftssicheren Lösung auch anspruchsvollerer Applikationen mit sich bringt.
Wie heißt es in einem Sprichwort: „Erfolg kommt nicht von ungefähr.“ Das gilt auch für ASi-5 und ASi-5 Safety. Maßgeblich für die breite Akzeptanz der jüngsten AS-InterfaceGeneration sind weiterentwickelte oder neue Technologie-Merkmale wie
• die hohe Übertragungsgeschwindigkeit,
• die große Datenbandbreite,
• die clevere Integration von Smart Devices wie IO-Link Geräten, Ventilköpfen oder Frequenzumrichtern,
• die Möglichkeit, viele sichere Signale und Standardsignale unter nur einer Adresse zu nutzen oder
• die portgenauen Diagnosen und Zusatzinformationen, die die perfekte Datengrundlage für Industrie 4.0 liefern.
Während ASi-3 und ASi Safety at Work immer dann punkten, wenn es darum geht, einfache Standardanwendungen kostengünstig zu lösen, lassen sich mit ASi-5 und ASi-5 Safety jetzt auch deutlich komplexere Applikationen wie die Integration von IO-Link (Safety) Devices, moderne Antriebslösungen oder zukunftssichere Prozesstechnik-Applikationen effizient realisieren. In der Praxis






sind ASi-3 und ASi-5 häufig als gemischtes System anzutreffen, weil sie als „Dream Team“ die Stärken beider Generationen verbinden. Hinzu kommen die für beide Standards typischen Vorteile der Verdrahtungs- und Bustechnologie auf der unteren Automatisierungsebene – also
• der reduzierte Verdrahtungsaufwand mit Hilfe des ASi Profilkabels,
• der Anschluss von Teilnehmern per fehlersicherer Durchdringungstechnik genau dort, wo sie benötigt werden,
• die freie Wahl zwischen Stern-, Ringoder Linienstrukturen beim Anlagenlayout,
• die Übertragung von Standard- und Safety-Signalen auf derselben Leitung,
• die umfangreichen Diagnosemöglichkeiten sowie
• die komfortable Integration mit der PC-Software von Bihl+Wiedemann mit Drag and Drop Systemkonfiguration, Parameter-Cloning zur schnelleren Inbetriebnahme identischer Teilnehmer und Inbetriebnahme-Assistent.
Weil die AS-Interface-Technologie auf Durchdringungstechnik und Profilkabel setzt und damit in der Regel auf vorgefertigte Kabel, Steckverbinder oder sonstige Hardware verzichten kann, bietet sie höchste
Flexibilität beim Anschluss oder beim Versetzen von Netzwerkteilnehmern. Und ihre Performance sorgt dafür, dass ASi-5 auch als kostengünstige, einfache – und bereits in der Praxis bewährte – Alternative zu ethernetbasierten Lösungen überzeugt.
Umfangreiche Diagnosemöglichkeiten mit ASi-5
Mit ASi-5 werden die Prozesstransparenz und die Möglichkeiten der Predictive Maintenance moderner Maschinen und Anlagen wesentlich verbessert. Grundlage hierfür sind die umfangreichen Diagnosemöglichkeiten, die die Technologie bietet. Die Lösungen von Bihl+Wiedemann verfügen
über geräteintegrierte Basisdiagnosen, die im Betrieb zyklisch anfallende Diagnosedaten auswerten – direkt über den ASi Bus, über OPC UA und REST-API, das Display des Gateways oder den integrierten Webserver. Bus- und Leitungsdiagnosen erkennen Störungen wie Adressier- und Kommunikationsfehler, Kurzschluss, Überlast oder Spannungsabfall. Die Geräte- und Portdiagnose meldet beispielsweise bei ASi-5 Modulen mit IO-Link-Mastern Fehler von angeschlossenen IO-Link-Geräten. Zustands- und Prozessdiagnosen liefern Daten zu Energie-, Funktions- und Umweltüberwachung direkt im Feld. Praktisch für die Remote-Wartung und das Ersatzteilmanagement sind die Parametrierungs- und Identifikationsdaten, die von jedem ASi-5 Device bereitgestellt werden. All diese Diagnosedaten lassen sich direkt an der Maschine anzeigen und nutzen – sie können aber auch über die ASi-5 Gateways von Bihl+Wiedemann mit OPC UA in MES/ERP-Systeme oder Cloud-Anwendungen eingebunden werden.
Ergänzend zu den genannten Möglichkeiten bietet Bihl+Wiedemann mit seiner Diagnosesoftware noch ein einfach zu bedienendes Tool, das Fehler und auch Fehlerpotenziale im gesamten ASi Netzwerk schon vor Eintritt einer eigentlichen Funktionsstörung sucht, schnell findet und beschreibt sowie konkrete Fehlerinformationen und direkte Lösungsvorschläge liefert.
Der kommunikative Bruch zwischen den einzelnen Kommunikationsebenenvor allem zwischen ASi und TCP/IP - erhöht die Sicherheit.
ASi-5 Lösungen: Stand Alone oder Upgrade für Anlagen mit ASi-3
Weitere Gründe für die breite Marktdurchdringung von AS-Interface sind zum einen die Tatsache, dass es sich dabei um einen internationalen Standard handelt, der unabhängig von Anlage und Hersteller ist, weshalb in der Praxis auch herstellergemischte ASi Netzwerke ohne Probleme funktionieren. Zum anderen können ASi-5 und ASi-5 Safety Module zusammen mit früheren ASi Generationen im selben Netzwerk eingesetzt werden. Weil dafür lediglich das Gateway getauscht werden muss, können z. B. bestehende ASi-3 Applikationen so ganz einfach um ASi-5 erweitert und damit zukunftssicher gemacht werden. Und so verwundert es auch nicht, dass sich ASi-5 in kürzester Zeit zur perfekten Ergänzung zu ASi-3 entwickelt hat, was nicht zuletzt die weit über eine viertel Million bereits installierten Geräte der jüngsten ASi Generation im Feld belegen.
ASi Gateways von Bihl+Wiedemann bieten ein hohes Maß an Cybersicherheit
Wie wichtig es für Maschinenbauer und Anlagenbetreiber ist, auf dem Stand der Technik zu bleiben und nicht von Fortschritten der Technologie selbst oder von
der Umsetzung wichtiger Zukunftsanforderungen ausgeschlossen zu werden, zeigt auch das immer aktueller werdende Thema Cybersicherheit, das gemäß der neuen, ab 20. Januar 2027 in Kraft tretenden europäischen Verordnung (EU) 2023/1230 über Maschinen – kurz MVO – explizit zu berücksichtigen ist. Bei smarten Devices mit integrierter Feldbusschnittstelle wie beispielsweise IO-Link Mastern, Frequenzumrichtern oder I/O-Devices besteht die Gefahr, dass dort Cyberattacken über die Ethernetbuchse im Feld erfolgen können und damit der Angriffspunkt und das Gefahrenpotenzial sogar bis weit ins Feld verschoben werden. Bei ASi-5 sind diese Cybergefahren dagegen nicht gegeben. Zum einen wurden bei der Entwicklung dieser Technologie Anforderungen aus der Normenreihe IEC 62443 über „Industrielle KommunikationsnetzeIT-Sicherheit für Netze und Systeme“ berücksichtigt. Zum anderen ergibt sich ein vielleicht noch wichtigerer Security-Aspekt aus der Funktionalität der ASi Gateways von Bihl+Wiedemann selbst. Ein ASi-5 Gateway mit OPC UA ist zwar mit seiner Verbindung zu TCP/IP das Bindeglied zwischen der äußeren Feldbus- und IT-Welt und der datentechnischen Netzwerkstruktur einer Maschine – es kann aber trotzdem nicht zum Einfallstor oder zur Angriffsplattform für Cyberattacken werden, denn das Gateway entkoppelt physisch die ethernetbasierten
Interview mit Josef Alaaddin, stellvertretender Teamleiter Technischer
Schnittstellen von der Feldebene mit ASi. Dieser kommunikative Bruch zwischen ASi und TCP/IP isoliert die ASi Netzwerkteilnehmer nach außen und lässt so mögliche Sicherheitslücken gar nicht erst entstehen - ein Vorteil, von dem die Technologie auch als idealer Zubringerbus für Sensoren und Aktuatoren mit IO-Link oder IO-Link Safety profitiert.
Weil lediglich das ASi-5 Gateway selbst mit seiner IP-Adresse als Einfallstor möglicher Angriffe relevant ist, werden, um es cybersicher zu machen, bereits in der Entwicklung und auch bei der Inbetriebnahme von Bihl+Wiedemann umfangreiche CyberSecurity-Tests durchgeführt. Und auch nach der Installation, wenn die Maschine beim Anwender im Einsatz ist, können FirmwareUpdates im Feld durchgeführt werden. Diese sind nicht nur absolut cybersicher, sondern auch explizit für Safety-Funktionen zugelassen. Entsprechendes gilt auch für Module und Geräte – wodurch es möglich ist, die ASi-5 Devices des Unternehmens immer mit den neuesten Security-Updates auszustatten.
Wer also seine Maschinen technologie-, cyber- und damit zukunftssicher und zugleich kosteneffizient automatisieren will, kommt an AS-Interface mit ASi-5 und ASi-5 Safety nicht vorbei.
„ASi-5 und ASi-5 Safety haben sich im Markt etabliert“
ASi MASTER NEWS: Wie hat sich ASi-5 aus Sicht von Bihl+Wiedemann entwickelt?
Josef Alaaddin: ASi-5 und ASi-5 Safety haben sich im Markt flächendeckend etabliert. Dies beweisen u. a. die weit mehr als 250.000 ASi-5 Geräte von uns und anderen Herstellern, die bereits in Maschinen
und Anlagen installiert sind. Die Technologie überzeugt dabei sowohl in reinen ASi-5 Applikationen wie als perfekte Ergänzung zu ASi-3. Und die Nachfrage insbesondere aus der Lager- und Fördertechnik, der Verpackungsautomatisierung und der Prozesstechnik bewegt sich weiterhin auf hohem Niveau. Dies liegt auch daran, dass mit
ASi-5 in vielen Aufgabenstellungen aufwendige ethernetbasierte Lösungen vermieden oder ersetzt werden können. Und weil ASi-5 für uns ganz klar eine Erfolgsstory ist, entwickeln wir gerade auch einen ASi-5 Repeater, mit dem sich die mögliche Leitungslänge von ursprünglich 200 m zukünftig vervielfachen lässt.
ASi MASTER NEWS: Leitungslänge ist ein Thema – welche Vorteile bietet ASi-5 denn bei der Energieverteilung im Feld?
Josef Alaaddin: ASi-5 als Feldbus der unteren Automatisierungsebene macht die Energieverteilung, eine elementare Komponente der Technologie, sehr effizient und flexibel. Energie und Daten laufen über das bekannte gelbe 1,5 mm² Profilkabel, das für eine auf acht Ampère begrenzte Übertragungsleistung völlig ausreicht. Wenn aber, etwa für Antriebe oder Ventile, Bedarf für mehr Leistung besteht, kann dieser über ein zweites, schwarzes Profilkabel realisiert werden – mit einem Leitungsquerschnitt von 2,5 mm² sogar bis 20 A. Ebenfalls umgesetzt werden kann über das schwarze Profilkabel auch passive Sicherheit bis SIL3/PLe. Die Installation in Durchdringungstechnik ohne Stecker und weitere Module spart darüber hinaus nicht nur Verdrahtungsaufwand, Materialkosten und Montagezeit, sondern macht die Installation im Vergleich zu klassischen Feldbussen oder Punkt-zuPunkt-Verbindungen auch viel schlanker und übersichtlicher. Da ein ASi-5 Strang bis zu 62 Teilnehmer versorgen kann, kann die Energieverteilung ohne zusätzliche Verkabelungen stufenweise angepasst werden.
ASi MASTER NEWS: Was bedeuten die zusätzlichen Möglichkeiten von ASi-5 für die Konfiguration von ASi Netzwerken?
Josef Alaaddin: Grundsätzlich können, wie schon bei ASi-3, alle Netzwerke mit ASi-5 Komponenten über ein Handadressiergerät und den Master konfiguriert werden. Wie komplex die Konfiguration wird, hängt dabei ganz wesentlich von der Komplexität der angestrebten Automatisierungslösung ab. Da wir unsere Kunden dabei so gut wie möglich unterstützen möchten, bieten wir ihnen mit unseren Software-Suites eine Lösung, mit der sie ihre Konfiguration deutlich vereinfachen und beschleunigen können. Damit lassen sich z. B. IO-Link Devices komfortabel konfigurieren oder Frequenzumrichter parametrieren, und die Parameterdaten können danach auch einfach von Modul zu Modul und sogar von Projekt zu Projekt kopiert werden. Außerdem können Anwender per

Drag and Drop ihre Projekte direkt aus dem integrierten Hardwarekatalog umsetzen und auch am Bildschirm testen.
Aber wir haben nicht nur die Maschinenbauer im Blick, sondern auch deren Kunden, die Anlagenbetreiber, denn sie sind es ja, die die Maschinen am Ende optimal nutzen sollen. Dafür macht es aber Sinn, dass sie unsere Produkte und Lösungen besser kennen und verstehen. Und deshalb unterstützen wir von Bihl+Wiedemann die Anwender nicht erst mit technischem Support, wenn sie ihn aktuell benötigen sollten, sondern schon von Anfang an mit Informations- und Schulungsmaterialien. Dazu zählen nicht nur unsere Installationsempfehlungen, Best Practises und der Troubleshooting Guide sowie eine Vielzahl von Schulungsvideos zu allen möglichen Themen auf unserer Webseite, sondern seit kurzem auch unsere Bihl+Wiedemann Academy.
ASi MASTER NEWS: Stichwort Installation: Warum bietet eine Installation mit ASi-5
Gateways Vorteile hinsichtlich der Cybersicherheit gegenüber anderen ethernetbasierten Lösungen?
Josef Alaaddin: Bei ASi-5 ist das Gateway mit OPC UA das Bindeglied zwischen TCP/IP und der ASi Installation, es entkoppelt aber auch physisch die ethernetbasierten Schnittstellen und die Feldebene mit ASi. Durch diesen kommunikativen Bruch kann das ASi Netzwerk nicht zur Angriffsplattform für Cyberattacken werden. Wird also statt eines IO-Link Masters mit integrierter Ethernetschnittstelle ein ASi-5 Modul mit integriertem IO-Link Master eingesetzt, können mögliche Sicherheitslücken gar nicht erst entstehen. Wenn also eine Kombination cybersicher ist, dann die von ASi-5 mit IO-Link. ASi-5 spannt hier quasi den Schutzschirm auf, unter dem IO-Link dann ohne Gefahren von außen betrieben werden kann.
ASi MASTER NEWS: Herr Alaaddin, vielen Dank für das Gespräch.



Statt sechs Schaltschränke nur noch einer und statt unzählige Kabelbündel nur noch zwei ASi Profilkabel und damit deutlich weniger Kabel(-wirrwar) und Verdrahtungsaufwand – dafür aber vereinfachte Fehlersuche und Diagnose, flexible Anpassung und Erweiterbarkeit auf Kundenwunsch und Safety inklusive. Argumente genug für joke mechanix, um bei seiner Roboterzelle „Robo Pack System“ zur vollautomatisierten Verpackung von Seiten-Trennnaht-Klappenbeuteln zukünftig auf die ASi-5 und ASi Safety Lösungen von Bihl+Wiedemann zu setzen.
Die joke mechanix GmbH in Bergisch Gladbach wurde 1940 von Josef Joisten und Robert Kettenbaum als joke Folienschweißtechnik GmbH gegründet. Seitdem ist das Verschweißen von Folien und anderen Kunststoffen ein fester Kernbereich des Unternehmens. Über die Jahre hat sich joke nicht nur als Hersteller von Folienschweißgeräten, Impulssteuerungseinheiten, Schienen, Folienverarbeitungssystemen und kundenspezifischen Sonderlösungen einen Namen

gemacht, sondern zunehmend auch als Dienstleister und Systemhaus für Robotic und Automatisierung. Während der Fokus zunächst eher auf kleineren Tischgeräten lag, erweiterte joke sein Angebotsspektrum nicht zuletzt durch die 2014 erfolgte Integration der Firma RENO-TEC um große und komplexe Anlagen zur Folienverarbeitung. Heute arbeitet das 2022 in joke mechanix GmbH umfirmierte Unternehmen eng mit seinem Schwesterunternehmen – der joke Technology GmbH – zusammen und nutzt die sich daraus ergebenden Synergien. Zu den aktuellen Pro-

Die Umsetzung der zweiten Version des Robo Pack Systems hat joke mechanix mit ASi Lösungen von Bihl+Wiedemann realisiert. Während für die erste Version (links) sechs Schaltschränke und dicke Kabelbündel benötigt wurden, kommt das Update mit einem Schaltschrank und zwei ASi Kreisen aus.
dukten der joke mechanix GmbH zählen unter anderem der „joke Wicketer“ zur Herstellung von Seiten-Trennnaht-Klappenbeuteln und das „Robo Pack System“ für deren vollautomatisierte Verpackung.
Wicketer und Robo Pack System
Der joke Wicketer ist eine HochleistungsProduktionsanlage für die präzise Herstellung von Seiten-Trennnaht-Klappenbeuteln aus Folien. Die Beutel werden beispielsweise für Brot, Obst, Gemüse, Gewürze oder Hygieneartikel verwendet. Um sie zu produzieren, zieht die Maschine die für die späteren Beutel verwendete Folie zunächst von einer Folienrolle über ein Faltdreieck. Danach werden die Beutelklappen eingefaltet und die Löcher zum Aufhängen mit einer pneumatischen Zweilochstanze in die Folie gestanzt. Anschließend werden die Ränder geschweißt, die Beutel an der Trennnaht getrennt und schließlich einzeln über ein Flügelrad zu einer Stapelkette mit einem Stiftstapler transportiert, wo sie – je nach Bedarf – in entsprechenden Stückzahlen übereinandergelegt werden. Danach wandert der Stapel eine Position weiter in Richtung Verpackungsort. Die Verpackung der Beutel in Kartons kann dann entweder manuell erfolgen, oder aber – was deutlich effizienter und schneller geht – vollautomatisiert.
Eine solche vollautomatisierte Verpackungslösung bietet joke mechanix mit dem Robo Pack System ebenfalls an. Das System kann dabei sowohl als Ergänzung zum Wicketer, aber auch als autarke Lösung für andere Maschinen eingesetzt werden. „Die Robo Pack Applikation ist so konzipiert“, erklärt Marcel Hammes, zuständig für Konstruktion und Engineering bei joke mechanix, „dass wir sie mit geringem Aufwand auch kompatibel zu Produktionsmaschinen anderer Hersteller machen können.“ Die Verpackung der produzierten Beutel erfolgt in einer sicherheitstechnisch überwachten Roboterzelle. Dort wird zunächst eine Pappe als Unterlage auf einem Drahtbügel platziert. Anschließend nimmt der Roboter einen Beutelstapel von einer Zuführung und steckt ihn auf den Bügel. Wenn sich die vorgegebene Menge an Beuteln auf dem Bügel befindet, werden eine zweite Papplage als Deckblatt und ein Stopfen als Halterung über den Beuteln auf dem Bügel platziert, bevor der Roboter das ganze Paket wieder aufnimmt und an die nächste Position – dem sogenannten Verschupper – transportiert. Dort wird der Bügel umgeklappt, damit er beim Stapeln im Karton später die darüberliegende Lage nicht aufspießt. Im Anschluss daran nimmt der Roboter die Beutellage erneut auf und legt das Bündel schließlich in den bereitstehenden aufgeklappten Karton auf einer Rollenbahn. Sobald der Karton voll ist, wird er über die Rollenbahn aus der Roboterzelle ausgeschleust.
Einzelverdrahtung auf Klemmleisten: aufwendig und fehleranfällig
In einer ersten Version des Robo Pack Systems hat joke mechanix alle Signale und Funktionalitäten einzeln über Klemmleisten verdrahtet. Das hatte zur Folge, dass für die Umsetzung der Abläufe in der Roboterzelle enorme Mengen an Kabeln in Form von dicken Kabelbündeln über zum Teil weite Wege verlegt werden mussten. Dafür wurden sechs Schaltschränke benötigt, die vereinzelt noch mit dezentralen Steuerungen als Ergänzung zur Hauptsteuerung bestückt waren.
Da das Robo Pack System zukünftig auch autark funktionieren und damit auch mit anderen Beutel-Produktionsanlagen als dem Wicketer kombinierbar sein sollte – Stichwort Flexibili-

tät – hat man sich, so Johannes Mück, Leiter Elektrotechnik bei joke mechanix, schon bald gefragt: „Wie können wir das System besser machen? Wie können wir den Aufwand minimieren, den wir aktuell haben mit der ganzen Verdrahtung oder auch bei der Fehlersuche? Und wie können wir das System (zukunfts-) sicher machen – da haben wir dann auch über Themen wie Safety und Security, IO-Link oder Industrie 4.0 gesprochen.“
Weniger Aufwand und mehr Flexibilität mit AS-Interface
Obwohl man bis zu diesem Zeitpunkt selbst noch keine Applikationen damit realisiert
Die Anbindung der NOT-HALT Taster, Türzuhaltungen und Lichtgitter wurde über aktive Verteiler ASi und aktive Verteiler ASi Safety umgesetzt, die platzsparend am oberen Rand der Roboterzelle über ein einziges ASi Profilkabel an das ASi Gateway im Schaltschrank angeschlossen wurden.
hatte, war das Thema AS-Interface bei joke mechanix nicht gänzlich unbekannt. Durch erste Gespräche auf Messen und die Teilnahme an der „explore“-Workshopreihe von Bihl+Wiedemann hatte man bereits einen ersten Einblick davon bekommen, was mit den ASi und ASi Safety Lösungen des Mannheimer Unternehmens alles möglich war. In weiteren Gesprächen mit dem Außendienst von Bihl+Wiedemann wurde relativ schnell klar, dass sich – mit Ausnahme des Roboters – sowohl die Sicherheitstechnik für die Zelle als auch die Steuerung sämtlicher pneumatischer Bewegungen mit ASi-3, ASi-5 und ASi Safety realisieren lassen würde – und zwar mit deutlich weniger Verdrahtungsauf-
Für die Anbindung der IO-Link Ventilinseln für die pneumatischen Bewegungen und den Wendelförderer wurden ASi-5 Module mit integrierten IO-Link Master Ports und selbstkonfigurierende E/A Module von Bihl+Wiedemann verwendet.
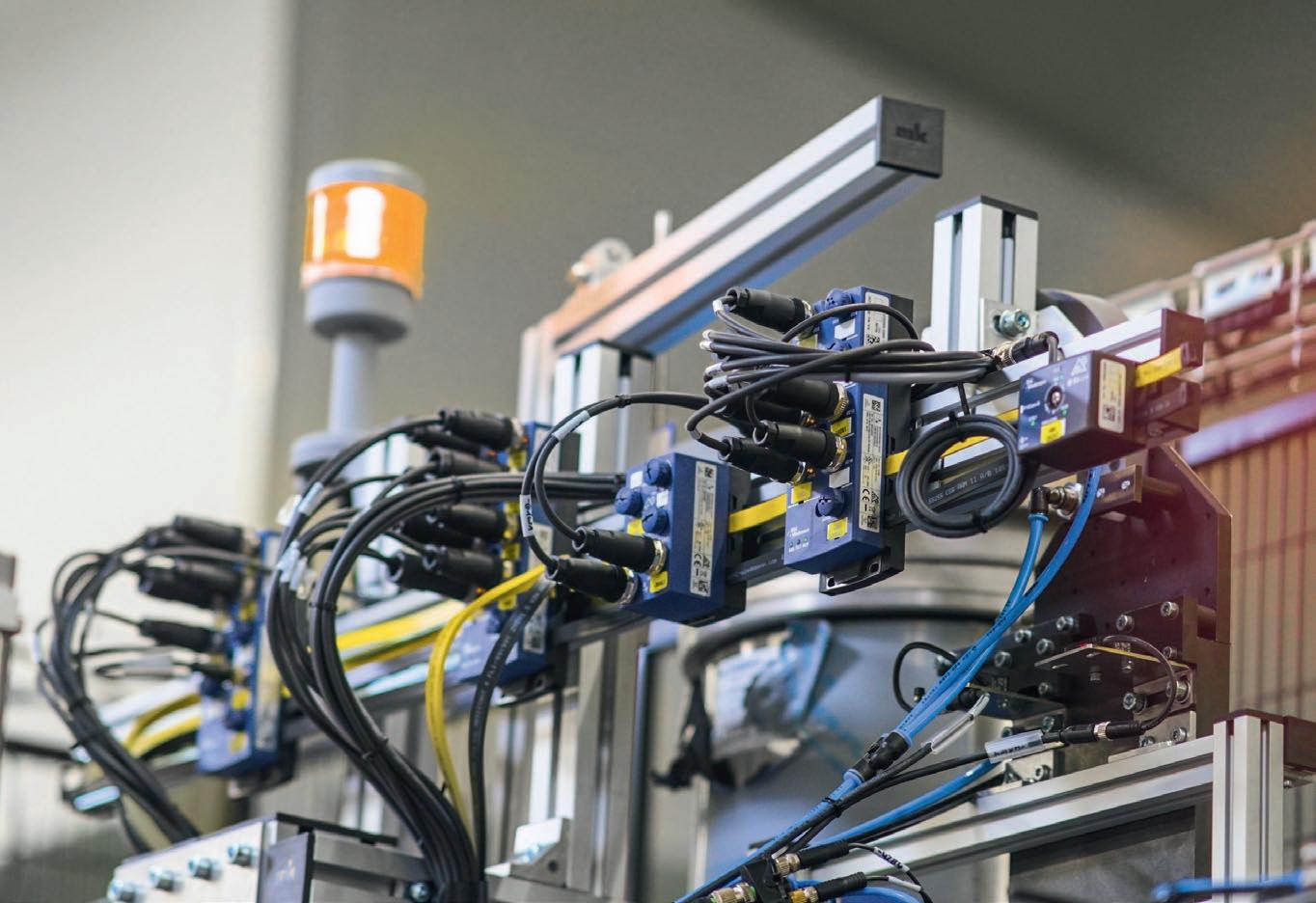
wand, deutlich vereinfachter Fehlersuche und verbesserter Diagnose und deutlich höherer Flexibilität in Bezug auf zukünftige Veränderungen und Anpassungen etwa bei Kundenwünschen, als es die bisherige Lösung ermöglichte. „Und dass es mit AS-Interface möglich war, alle Funktionen inkusive Safety und IO-Link dezentral über einen einzigen Bus abzubilden“, erzählt Johannes Mück, „war für uns eine super Sache“. So hat man sich bei joke mechanix dann relativ schnell entschieden, die zweite Version des Robo Pack Systems mit der ASi Technologie zusammen mit Bihl+Wiedemann umzusetzen. „Was uns bei der Umsetzung natürlich immens geholfen hat“, so Mück, „war die tolle Unterstützung durch den Außendienst und den technischen Support von Bihl+Wiedemann bei der Auswahl der passenden Hardware und auch bei der Inbetriebnahme in Verbindung mit der Software ASIMON360“.
Safety über eine einzige Leitung
Am deutlichsten sieht man die Unterschiede bei der neuen Version des Robo Pack Systems an der Menge der eingesetzten Kabel und Schaltschränke. Im Vergleich zur alten Lösung befindet sich in der Roboterzelle jetzt nur noch ein Schaltschrank, in dem neben der Robotersteuerung und dem ASi-5/ASi-3 openSAFETY über POWERLINK Gateway BWU3865 von Bihl+Wiedemann mit integriertem Sicherheitsmonitor für zwei ASi Kreise auch schon vordefinierte Schnittstellen für andere Beutelherstellungsanlagen untergebracht sind. Da die komplette Peripherie nur über zwei ASi Kreise – also lediglich über je zwei gelbe ASi Profilkabel



für Daten und zwei parallel dazu geführte schwarze Profilkabel für zusätzliche Energie –angebunden ist, konnte auf die ganzen Kabelbündel und Klemmleisten und damit auf fünf von sechs Schaltschränke verzichtet werden. „Wir sparen uns mit der neuen AS-InterfaceLösung damit nahezu den kompletten Schaltschrankbau und natürlich einen ganz großen Teil vom Verdrahtungsaufwand“, so Johannes Mück. „Und zukünftig können wir diesen noch weiter reduzieren, wenn wir dort, wo wir Kabel benötigen – etwa bei der Anbindung der Pneumatik an die Ventile oder der IOLink Komponenten an die ASi Module – diese nicht mehr selbst konfektionieren müssen, sondern passgenau bestellen können.“
In der Roboterzelle gibt es verschiedene Safety-Applikationen, die über einen der beiden ASi Kreise – gesteuert und überwacht vom ASi Safety Gateway – realisiert werden. Über Türzuhaltungen an mehreren Stellen wird dafür gesorgt, dass niemand während


des Betriebs eine der Schutztüren des Zauns um die Roboterapplikation öffnen und den Innenraum betreten kann. Stellen, an denen sich Löcher im Schutzzaun befinden, damit bei Bedarf entweder Pappe nachgefüllt oder eine Stichprobe zur Qualitätskontrolle entnommen werden kann, sind über Lichtgitter abgesichert. Und selbstverständlich ist der Schutzzaun auch mit mehreren NOT-HALT Tastern an unterschiedlichen Stellen bestückt, um den Roboter bei Bedarf auch auf diese Weise stillzusetzen. Alle Safety-Komponenten hängen dabei an einem einzigen, mit dem Gateway im Schaltschrank verbundenen ASi Profilkabel, das einmal rundherum am oberen Rand des Schutzzauns verlegt wurde.
Zur Umsetzung der oben genannten Sicherheitsfunktionen ist an dieser Stelle noch eine Besonderheit zu erwähnen: Sowohl bei den Lichtgittern wie auch den Türzuhaltungen und NOT-HALT Tastern handelt es sich um SafetyGeräte ohne eigene ASi Safety Funktionalität.


Transport eines Beutelstapels vom Ablageort über das Anbringen von Pappe und Stopfen sowie das Verschuppen des Bügels bis zur Ablage in den Karton.
Solche Sicherheitskomponenten können aber über aktive Verteiler von Bihl+Wiedemann wie BWU3599 und BWU3719 ohne großen Aufwand „ASi Safety fähig“ gemacht und dann wie vergleichbare ASi Safety Komponenten genutzt werden. Für Hersteller von Maschinen hat diese einfache Möglichkeit den Charme, dass sie noch flexibler auf Kundenwünsche eingehen können, etwa was die Präferenz für bestimmte Geräte oder Hersteller betrifft, und nicht auf mit einer bestimmten Technologie ausgestattete Komponenten beschränkt sind.
Ebenfalls über ASi Safety umgesetzt wird das Thema Muting. Damit das System nicht immer angehalten werden muss, wenn ein leerer Beutelkarton nachgeschoben beziehungsweise ein voller Karton ausgeschleust werden soll, kann über Muting ein sicherer automatisierter Materialtransport in die Roboterzelle hinein oder aus ihr heraus ermöglicht werden. Mit Hilfe von zwei aktiven Verteilern ASi zur Erfassung der Mutingsensoren und einem aktiven Verteiler ASi Safety für das Lichtgitter werden dabei die Bewegung(srichtung) des Kartons überwacht und, wenn die Voraussetzungen erfüllt sind – also sichergestellt ist, dass es sich um einen Karton und nicht um einen Menschen handelt – die Schutzfunktion des Lichtgitters an der entsprechenden Stelle für den benötigten Zeitraum unterdrückt, so dass der Karton im laufenden Betrieb des Roboters in die Zelle oder aus ihr heraus bewegt werden kann. Wenn dagegen eine Person durch die Muting-Applikation identifiziert wird, wird die Maschine umgehend stillgesetzt.
Bewegungen umgesetzt mit Hilfe von IO-Link und ASi-5
Neben der funktionalen Sicherheit spielt der Bereich Pneumatik im Robo Pack System ebenfalls eine zentrale Rolle. Alle Dreh- und Schwenkbewegungen, die für die Schritte zwischen der Übernahme des Beutelstapels von der Produktionsmaschine bis zur Ablage im Karton nötig sind und die nicht vom Roboter selbst ausgeführt werden – also für die Bereitstellung des Drahtbügels, die Anlieferung und Positionierung der Pappen und der Stopfen sowie das Verschuppen des Bügels – werden über Pneumatikzylinder in
ASi-5 Modul BWU4088 mit einem IO-Link Master Port (links) und BWU4067 mit vier IO-Link Master Ports (rechts).

Verbindung mit IO-Link Ventilinseln umgesetzt. Für IO-Link Ventilinseln hat man sich unter anderem deshalb entschieden, weil man so auch viel mehr Prozessdaten erfassen kann – Stichwort Industrie 4.0. Eingebunden werden diese Ventilinseln über den zweiten ASi Kreis über ASi-5 Module mit integrierten IO-Link Master Ports von Bihl+Wiedemann. Auch hier hat sich der Einsatz von AS-Interface für joke mechanix sowohl technisch wie auch aus Kostensicht als Vorteil erwiesen. Im Vergleich zu anderen Lösungen, bei denen man standardmäßig auf 4-Portoder gar 8-Port-Module zurückgreifen und damit nicht genutzte Ports teuer bezahlen muss, kann man bei der Integration von IO-Link über ASi-5 bei Bihl+Wiedemann aus einem Portfolio von Modulen mit ein, zwei, vier oder acht IO-Link Master Ports immer genau die passende Option wählen, die man gerade braucht – je nachdem, wie viele IO-Link Master Ports Class A oder Class B an der jeweiligen Stelle gerade benötigt werden.
Flexibel dank AS-Interface
Zusätzlich zu den Ventilinseln hängen am zweiten ASi Kreis – integriert zum Beispiel über die ASi-5 Module BWU4230 mit 16 selbstkonfigurierenden E/As – auch die

Ansteuerung für den Wendelförderer, der die blauen Stopfen für die Drahtbügel bereitstellt, und mehrere Sensoren, unter anderem Lichtsensoren, sowie ein Referenzsensor für den Motor, der die Bügelkette zur Aufnahme der Beutelpakete antreibt.
Gerade in diesem Teil der Anlage zeigen sich für Johannes Mück noch weitere Vorteile der ASi Lösungen von Bihl+Wiedemann. „ASi-5 und ASi-3 über die gleiche Leitung laufen lassen zu können, ist schon klasse. Man spart Adressen, ist deutlich flexibler bei den Anwendungen und dadurch, dass viele der Feldmodule von Bihl+Wiedemann, die wir hier verwenden, über vier Anschlüsse für Profilkabel – zwei für das ASi Kabel und zwei für das AUX Kabel – verfügen, können wir bei Bedarf auch Abzweige ganz leicht umsetzen, ohne dafür ein zusätzliches Modul einsetzen zu müssen“.
Das Robo Pack System von joke mechanix ist – allein durch eine Vorher-/Nachher-Betrachtung – ein gutes Beispiel dafür, das zeigt, wie viele (Einspar-)Potenziale die ASi und ASi Safety Lösungen von Bihl+Wiedemann Maschinenbauern für eine einfache, flexible und (zukunfts-)sichere Automatisierung ihrer Maschinen bieten.

ASi-5/ASi-3 openSAFETY über POWERLINK Gateway BWU3865 von Bihl+Wiedemann mit integriertem Sicherheitsmonitor für zwei ASi Kreise.
Connection Zone auf der SPS 2025 – Kleiner Rundgang, großes Potenzial
Noch nie war es so leicht, zusätzliche Potenziale für Ihre Automatisierung live zu entdecken. In unserer neuen
Connection Zone erfahren Sie in kurzer Zeit, wie Sie
Ihre Anlagen produktiver, nachhaltiger und zukunftssicherer automatisieren – und dabei nahtlos mit allen gängigen Feldbussen verbinden.
Lassen Sie sich Schritt für Schritt von unseren
Produktspezialisten auf der SPS 2025 durch die Zone führen und erleben Sie hautnah, wie Sie
• bis zu 68 % Verdrahtungskosten sparen dank ASi Profilkabel
• funktionale Sicherheit ohne zusätzliche Infrastruktur integrieren
• IO-Link-Anwendungen mit bis zu 50 % geringeren Kosten realisieren
• IIoT-Projekte einfach über moderne IT-Schnittstellen umsetzen
• Antriebe effizient ansteuern und Montageaufwand stark reduzieren
Ein kleiner Rundgang durch die Connection Zone und Sie wissen genau, welches Potenzial die ASi Lösungen von Bihl+Wiedemann bieten – und wie Sie sie gezielt für neue Anlagen oder Retrofit-Projekte einsetzen.
Starten Sie Ihre Entdeckungsreise zu effizienter Verdrahtung und smarter Automatisierung. Wir freuen uns auf Sie in Nürnberg.

Zeit sparen
Keine Stecker, keine vorkonfektionierten Kabel
Flexibel bleiben
Kompatibel mit gängigen Feldbussen und Schnittstellen

Investition sichern
Zukunfssichere Integration von IO-Link und analogen Signalen
Schaltschrankplatz optimieren
Konsequente Dezentralisierung in der Anlage
Ressourcen schonen
Weniger Material, Energie und Abfall
Halle 7
25.11. - 27.11.2025 Nürnberg | Halle 7 Stand 200 + 201
Besuchen Sie uns auf der SPS 2025
Sichern Sie sich Ihr Gratis-Ticket
Zwei unterschiedliche (sichere) Steuerungen miteinander zu verbinden und damit alle Signale des einen Netzwerks jeweils auch im anderen zu nutzen, war noch nie so leicht wie mit modernen ASi-5 Feldbus Gateways und den SoftwareSuites von Bihl+Wiedemann.
Mit der Funktionalität „Sichere Kopplung“ (BW5153) können Daten zwischen ASi Safety Gateways mit unterschiedlichen sicheren Feldbusprotokollen wie PROFIsafe, CIP Safety oder FSoE via Safe Link über die Ethernet-Diagnoseschnittstellen der Gateways ausgetauscht werden. Nachdem die zu koppelnden Geräte in ASIMON360 ausgewählt und die Lizenz für die „sichere Kopplung“ auf den entsprechenden Gateways freigeschaltet worden ist, erfolgt die Zuweisung der zu übertragenden Daten automatisch. Im Rahmen der „Sicheren Kopplung“ lassen sich bis zu 16 Byte komfortabel zwischen sicheren Feldbusprotokollen austauschen.
Die Funktionalität „Feldbus-Kopplung“ (BW5076) ermöglicht dagegen den Austausch von bis zu 256 Byte Standardsignalen über eine Ethernetverbindung zwischen zwei Gateways – und zwar sowohl zwischen solchen zu unterschiedlichen Feldbussen als auch zwischen solchen mit gleichen Feldbusschnittstellen. Nach Freischaltung der Lizenz auf den Geräten lassen sich die Konfiguration und das Datenmapping der Verbindung über ASIMON360 bzw. ASi Control Tools360 realisieren.
Im Gegensatz zu herkömmlichen Buskopplern lässt sich mit den Funktionalitäten „Sichere Kopplung“ und „Feldbus-Kopplung“ von Bihl+Wiedemann fast jede Steuerung mit einer anderen verbinden. Und die Tatsache, dass beide Koppelvarianten auch noch problemlos miteinander kombiniert werden können, sorgt für noch mehr Flexibilität.


Neben dem Sortiment an ASi-5 Safety Gateways wächst auch das Portfolio an ASi-5 Safety Modulen von Bihl+Wiedemann kontinuierlich. Zu den ASi-5 Safety Modulen im großen IP67Gehäuse und in IP20 mit je 12 Standardsignalen und bis zu vier ein- bzw. zwei zweikanaligen sicheren Eingängen für potentialfreie Kontakte, für OSSDs und für die Kombination potentialfreier
Kontakt/OSSD gibt es mit dem BWU4393 nun auch eine Variante für potentialfreie Kontakte mit vier Standardsignalen im kleinen IP67-Gehäuse. Es ist immer dort eine Alternative, wo nur wenige Standardsignale an einer Stelle in der Anlage eingesammelt werden müssen. Außerdem gehören zum Portfolio das ASi-5 Safety Muting Modul BWU4411, mit dem unterschiedliche Mutinglösungen bis SIL3/PLe einfach, effizient und deutlich kostengünstiger realisiert werden können als mit vergleichbaren ethernetbasierten Lösungen, und das ASi-5 Safety E/A Modul BWU4277 mit bis zu 14 einkanalig sicheren Eingängen und zwei elektronischen sicheren Ausgängen. Ganz neu ist jetzt das ASi-5 Safety Leiterplattenmodul BWR5215 mit bis zu vier einkanaligen sicheren Eingängen und bis zu 12 digitalen Ein- oder Ausgängen.

Das ASi-5 Safety E/A Modul BWU4277 in IP20 verfügt über 14 Eingänge, die entweder als bis zu 14 einkanalige sichere Eingänge, als bis zu sieben zweikanalige sichere Eingänge (mit einstellbarer Testpulsbreite) oder als bis zu 14 digitale Eingänge verwendbar sind. Die sicheren Eingänge können so für nahezu jeden Sensor konfiguriert werden – jeweils als Standard- oder antivalente Schalter, für OSSDs oder potentialfreie Kontakte. Auch eine optionale Verwendung der
beiden sicheren Eingänge SI13 und SI14 als EDM-Eingänge als Rückführkreis zur Schützkontrolle ist möglich. Neben den (sicheren) Eingängen verfügt das Modul darüber hinaus über zwei elektronische sichere Ausgänge (zwei Freigabekreise) mit erhöhter Verfügbarkeit. Die sicheren Ausgänge (bis PLe) lassen sich bei Bedarf auch als Standardausgänge konfigurieren. Das ASi-5 Safety E/A Modul BWU4277 von Bihl+Wiedemann, das nur eine ASi-5 Adresse belegt, besticht aber nicht nur durch seine umfangreiche Ausstattung, mit der sich die Kosten für sichere Ein- und Ausgänge an ASi optimieren lassen, sondern bietet mit einer Modulbreite von nur 22,5 mm auch ein erhebliches Einsparpotenzial im Schaltschrank.
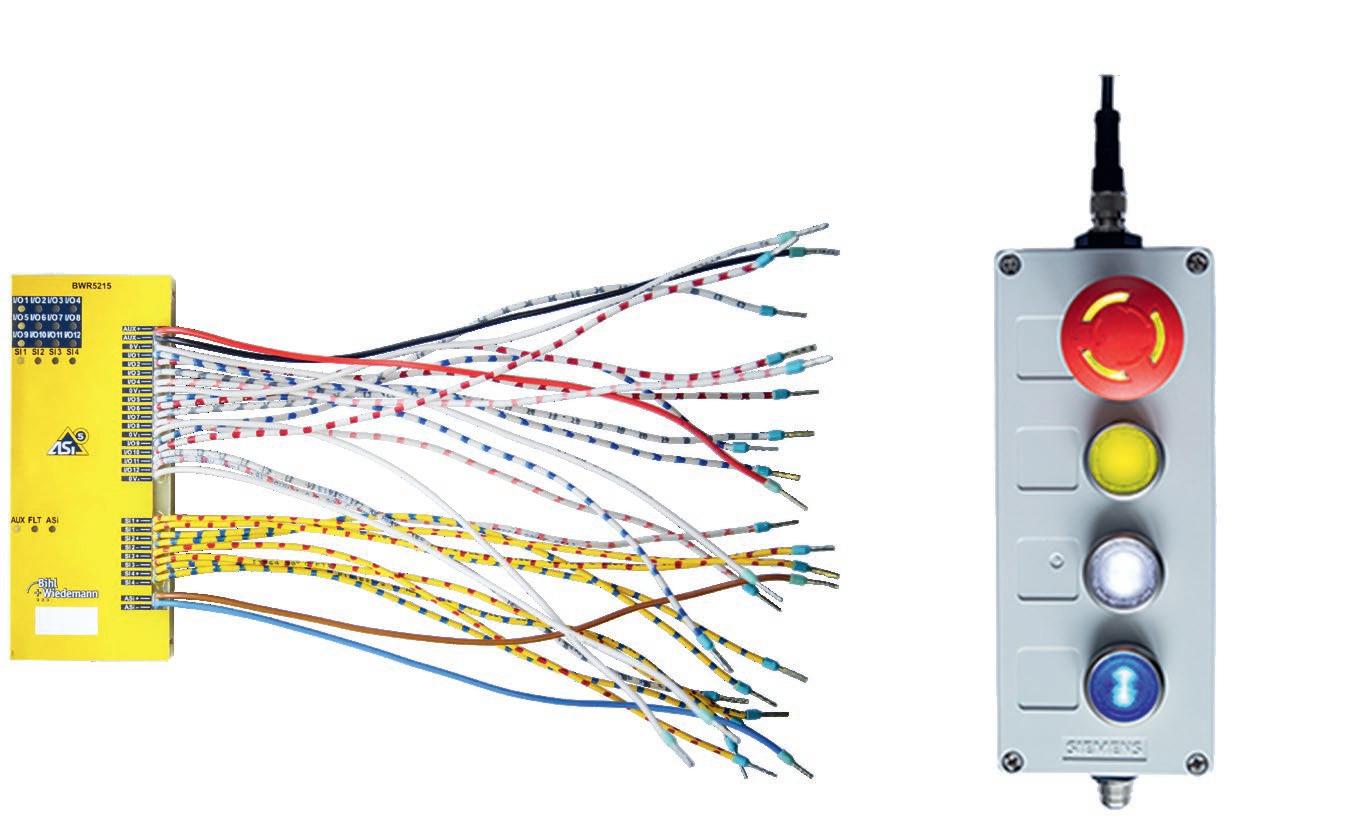
Bihl+Wiedemann hat sein Portfolio an ASi-5 Safety Modulen um ein sicheres Leiterplattenmodul in einem kompakten Gehäuse erweitert. An das neue, für Tasterboxen optimierte ASi-5 Safety
Modul BWR5215 können bis zu vier ein- bzw. zwei zweikanalige sichere Eingänge und bis zu 12 digitale Ein- oder Ausgänge angeschlossen werden, und zwar unter einer einzigen ASi-5 Adresse.
Seine kompakte Bauweise von 110 x 45 x 16 mm macht das ASi-5 Safety Leiterplattenmodul zu einer idealen Lösung für alle Anwendungen, bei denen der verfügbare Platz ein entscheidendes Kriterium ist. Es kann etwa dafür genutzt werden, um einen zweikanaligen NOT-HALT, einen Schlüsselschalter und zusätzlich bis zu sechs Leuchttaster in einer kleinen Tasterbox zu realisieren. Da sich das Modul in einem vergossenen Gehäuse befindet, verfügt es über einen Berührungsschutz, der effektiv auch vor Kurzschlüssen in Metallgehäusen schützt, sowie über einen effizienten Vibrationsschutz. Und im Gegensatz zu konventionellen Lösungen, bei denen viele einzelne Adern ins Feld geführt werden müssen und deshalb große, vielpolige Stecker zum Einsatz kommen, erfolgt die Verdrahtung hier direkt in der Tasterbox. In der Anlage selbst werden nur noch ein gelbes ASi und ein schwarzes AUX Profilkabel benötigt.

Bihl+Wiedemann verfügt bereits heute über ein umfangreiches Sortiment an Motormodulen für vielfältige Antriebslösungen mit ASi-5 und ASi-3. Das gilt sowohl für die Ansteuerung von Gleich-
strommotoren und Frequenzumrichtern wie für Motorrollen. Und das Portfolio wächst weiter. Neu dazugekommen sind die ASi-5 KabelkanalMotormodule für die 24 V und die 48 V Motor-
rollen EC5000 BI von Interroll. Während sich mit dem Motormodul BWU5178 zwei 24 V Motorrollen ansteuern lassen, sind die Module BWU5208 bzw. BWU5209 in der Lage, jeweils vier 24 V bzw. 48 V Motorrollen anzusteuern. Alle drei Module können dabei über das Bus Interface (BI) digital mit den Rollen kommunizieren und auf diese Weise Zusatzinformationen wie z. B. Antriebstemperaturen und Stromaufnahme auslesen.
Die neuen ASi-5 Kabelkanal-Motormodule in Schutzart IP54 werden über M8 Snap-in Kabelbuchsen mit den Rollen verbunden, der Anschluss an ASi und AUX erfolgt per Durchdringungstechnik und Profilkabel. Zusätzlich zum Motoranschluss verfügt BWU5178 noch über vier digitale Eingänge zum Anschluss von Sensoren, während BWU5208 und BWU5209 sogar noch jeweils acht digitale Eingänge bereitstellen.

von Bihl+Wiedemann deutlich vereinfacht. Zum einen profitieren Anwender von der Einfachheit und Kosteneffizienz des Verdrahtungssystems AS-Interface. So lassen sich etwa bei der Integration von 40 IO-Link Devices über ASi nicht nur über 40 % an Modulkosten und gut zwei Drittel an Verdrahtungskosten im Vergleich zu anderen Feldsbuslösungen sparen, sondern auch wertvolle Ressourcen bei der Planung, Installation und Inbetriebnahme. Zum anderen lässt sich das Parametrieren auch von sehr vielen IO-Link Devices mit Hilfe der benutzerfreundlichen Software-Suites
ASIMON360 und ASi Control Tools360 äußerst komfortabel umsetzen. Und ganz wesentlich: Dank der integrierten IT-Schnittstellen wie OPC UA oder REST-API stehen die immer wichtiger werdenden Zusatzinformationen – egal, ob von einem einzigen oder mehreren hundert IO-Link Devices oder ASi Teilnehmern – unkompliziert, gebündelt und ohne die Steuerung zu belasten, unter nur einem Knoten – dem Gateway – zur Verfügung. Mit dem neuen, individuell über ASIMON360 oder ASi Control Tools360 konfigurierbaren OPC UA Objektbaum kann jetzt auch definiert werden, welche Informationen der OPC UA Client erhalten soll und welche nicht. Dazu werden die gewünschten Knoten einfach per Mausklick ausgewählt und
Ein unerwarteter Maschinenstillstand kann teuer werden. Nicht selten ist der Auslöser dafür ein defektes Netzteil. Mit dem Redundanzmodul BW5182 von Bihl+Wiedemann wird das ASi Gateway – und damit die gesamte Anlage – wirkungsvoll vor Ausfällen geschützt und so für dauerhaft hohe Verfügbarkeit und mehr Betriebssicherheit bei minimalem Aufwand gesorgt.
Das kompakte Redundanzmodul in IP20, das ohne aufwendige Umbauten im Schaltschrank untergebracht und damit problemlos in bestehende Installationen eingebunden werden kann, erlaubt den Anschluss von zwei 30 V Netzteilen mit jeweils bis zu 8 A. Fällt ein Netzteil aus, übernimmt automatisch das zweite – ohne Unterbrechung und ohne manuelles Eingreifen. Durch die integrierte aktive Entkopplung der Netzteile im Modul ist so eine stabile, redundante Stromversorgung des Gateways gewährleistet. Das erhöht nicht nur die Betriebssicherheit, sondern reduziert auch Stillstandszeiten und Serviceeinsätze.
anschließend bei der Inbetriebnahme im Gateway gespeichert, wo der Baum dann über jeden OPC UA Client genutzt werden kann.
Bihl+Wiedemann bietet mit seiner Lösung damit eine kostengünstige, flexible und zukunftssichere Anbindung von IO-Link Geräten. Der nahtlose Informationsaustausch zwischen der IO-Link Device-Ebene und übergeordneten Systemen wird so deutlich vereinfacht – ein wesentlicher Faktor für die moderne Automatisierung und die Vernetzung in Industrie-4.0-Anwendungen.
Herausgeber: Bihl+Wiedemann GmbH Floßwörthstraße 41 D-68199 Mannheim
Telefon: +49 (621) 339960
Telefax: +49 (621) 3392239 info@bihl-wiedemann.de www.bihl-wiedemann.de
Herstellung: MILANO medien GmbH
Mainberger Straße 24 D-97422 Schweinfurt
Telefon: +49 (69) 48000540
Telefax: +49 (69) 48000549 info@milanomedien.com www.milanomedien.com
Redaktion: Dirk Heyden, Thomas Rönitzsch
















































































































































MEHR-VERBINDUNG.DE