Verbinden
Schweißen mit dem richtigen Prozessgas
Bandzuführung
Wickeltechnik für den Vorschub
Umformen
Effizientes
Rollformen


Verbinden
Schweißen mit dem richtigen Prozessgas
Bandzuführung
Wickeltechnik für den Vorschub
Umformen
Effizientes
Rollformen
Von der kleinen Aufgabe, dem kleinen Bauteil und der kleinen Maschine bis hin zu groß: Für jede Biegeaufgabe die richtige Lösung.
WeitergehtesmitdemMesseherbst:NachderEMOinHannover und der K in Düsseldorf beschäftigen wir uns in dieser AusgabemitderBlechexpoinStuttgart Damitmachenwir nicht nur eine Tour durch unterschiedliche Bereiche der Produktion – von der Zerspanung über die Kunststoffverarbeitung bis hin zur Blechbearbeitung –, sondern auch durch die Messezentren Deutschlands.Diesmalgehtesindiebaden-württembergischeHauptstadtzur Leistungsschau der Blechbranche.
„KIundsmarteFertigungimFokus“–solautetderTiteldesArtikels meinerKolleginFraukeFinusaufSeite20dieserAusgabe Damitleitet sieunserenSonderteilzurMesseundnatürlichzurBlechbearbeitung ein.EinwiederkehrendesThema,dasunsnichtnurdurchdenHerbst, sonderndurchdasganzeJahrbegleitetundverschiedeneProduktionstechnologienüberspannt.AmEndeerhofftmansichüberalldieselben Ergebnisse:mehrEffizienz,mehrVorhersehbarkeitundgrößereFlexibilität.Effektealso,dieperfektindieaktuelleZeitpassenundüber Erfolg oder Misserfolg entscheiden können.
Daherbinichsehrgespannt,obsichsmarteundintelligenteLösungen auch beim „best-Award 2025“ von Blechexpo, Blechnet und MM Maschinenmarktdurchsetzenwerden.DieJuryhatbereitsgetagt,und ichfreuemichsehr,dieNominiertenundalleinteressiertenGästeam 21 Oktober zur Preisverleihung begrüßen zu dürfen Kommen Sie doch auch gerne vorbei, wenn Sie auf der Blechexpo zu Gast sind. WirwärenabernichtderMMMaschinenmarkt,wennwirIhnenin dieser Ausgabe außerhalb der Blechbearbeitung nichts Weiteres zu bietenhätten.SokannichIhnenbeispielsweiseunserenBeitragüber denEinsatzspeziellerFräserbeimBaudesgrößtenTeleskopsderWelt aufSeite34empfehlen EinBeitrag,dersichernichtnurfürZerspaner spannend ist Ebenso empfehlenswert ist unser Beitrag auf Seite 66, der erläutert, warum es für Vertriebsmitarbeiter entscheidend ist, bereichsübergreifendeUnterstützungzuerhalten.Siesehen,auchin dieser Ausgabe finden Sie wieder wissenswerte Informationen aus allenBereichen,diefürdenErfolgproduzierenderUnternehmenentscheidend sind.
Ich wünsche Ihnen gute Informationen und viel Spaß beim Lesen!

diktHofmann Chefredakteur MM MaschinenMarkt











































Electronic-Key-System
EKS2 – für Ihre zukunftssichere Betriebsartenwahl
Das Schlüsselsystem der neuesten Generation
IntegriertesichereAuswertungfür dieBetriebsartenwahlam Touchpanel
PLenachENISO13849-1
PROFINET-SchnittstellemitintegriertemRT-SwitchzurEinbindung inIhrSteuerungsumfeld
Parametrierenstattprogrammieren
GeringeBautiefezurplatzsparenden Montage
EKS2 live erleben
FMB Bad Salzuflen 4.11 – 6.11.25 · Halle 20 / D22A

AKTUELLES
Editorial
3 Benedikt Hofmann: Stop 3 der großen Messetour
BilddesMonats
6 Eine Rundbiegemaschine für Präzisionswalzteile
Titelthema
8 Bending matters – und zwar von klein bis groß!
Branchen-News
12 Milliardensparkurs bei Bosch bedroht viele Stellen
13 Rosink Maschinenfabrik versteigert
14 Personalien
15 Siemens startet Allianz für industrielle KI
16 Rehm wird Teil der Estun-Gruppe
17 Xpeng baut Elektroautos in Graz
Industrie-Barometer
18 Blechbearbeitung
IM FOKUS: BLECHBEARBEITUNG
20 Blechexpo 2025: KI und smarte Fertigung im Fokus
21 Gewindeschneidzentrum steigert Effizienz
22 Stanz-Laser-Biege-Kombi für Infrastruktur
24 Vom Coil zum präzisionsgefertigten Rohr
26 Effizientes Rollformen durch intelligenten Richtapparat
28 Schweißen mit dem richtigen Prozessgas
30 Dank Biegetechnologie über 365 Stunden pro Jahr gespart
32 Wie Wickeltechnik die Bandgalvanik stabilisiert
Produktion&Fertigung
34 Wenn dem Werkzeug egal ist, wie tief die Tasche ist
38 Hochleistungsbohrer: Kleinste Komponenten präzise fertigen
40 Unterschiedlichste Bauteile automatisiert gleitschleifen
Konstruktion&Entwicklung
42 Wie auf Wolken gebettet
46 Hydraulik? Läuft. Aber wie lange noch?!
Forschung&Innovation
48 Nachhaltige Produktion beim Hairpinelektromotor
Robotik&Automatisierung
52 Retrofit: Weniger Energie und Lärm in der Fördertechnik
56 Softwaredefiniert, im Container und mit KI
58 Energie und Daten mit Nearfi drahtlos übertragen
34
Aluminiumzerspanung: Wenn dem Werkzeug egal ist, wie tief die Tasche ist.

52 Retrofit: Weniger Energie und Lärm in der Fördertechnik.
Betriebstechnik&Materialfluss
60 Zukunft industrieller Nutzung
62 Wie der Außendienst schnell wird
Management&Strategie
64 Ältere Fachkräfte, schlechtere Fachkräfte?
66 Der Vertrieb als Brücke zum Kunden
SERVICE
77 Produkte
78 Impressum
SEITENBLICK
80 Interview: DMG Mori im Generationenwechsel
82 Gut zu wissen: Sachlich debattieren

minierten Unternehmen r den „best-Award“ zur Blechexpo/Schweisstec 2025 stehen fest! Erfahren Sie auf www blechnet.com, welche Innovationen es auf die Shortlist geschafft haben, und erleben Sie live, wenn am ersten Messetag um 16 Uhr die Sieger gekürt werden!

LesenSieMMMaschinenMarkt auchonline!
AktuelleInformationenausdemproduzierendenGewerbe vonAdditiverFertigungbisZerspanungund AutomatisierungbisSmarteFabrikfindenSieauf:
www.maschinenmarkt.de

BILDDESMONATS Eine Rundbiegemaschine von Faccin ist das Rückgrat der Produktion bei Kurt Willig. Hier werden Präzisionswalzteile gefertigt, die bei der Herstellung von Tankfahrzeugen für die Mineralölindustrie eine entscheidende Rolle spielen. (ff)
Von der kleinen Aufgabe, dem kleinen Bauteil und der kleinen Maschine bis hin zu groß: Für jede Biegeaufgabe hält Trumpf eine Lösung bereit.

Die Allroundmaschine Trubend 3000 ist die Antwort auf steigende Kosten, schwankende Bauteilqualität und lange Rüstzeiten. Ob kleinerer oder größerer Betrieb – Anwender profitieren von stabilen Prozessen und exakten Ergebnissen.
DasBiegenzähltzudenzentralenVerfahreninder BlechbearbeitungundistausderFertigungnicht wegzudenken.InderFertigungsindustriekommt meist das Gesenkbiegen (Abkanten) oder das Schwenkbiegen zum Einsatz. Trotz der rasanten Entwicklung anderer Technologien bleibt das Biegen generell eine äußersteffiziente,präziseundwirtschaftlicheMethode zur Formgebung von Blechteilen Dennoch stehen Biegeprozesse immer mehr unter Druck. Qualität und Durchsatz sollen steigen, gleichzeitig fehlt vielerorts Personal.WerheuteBlechteilewirtschaftlichbiegenwill, muss flexibel auf wechselnde Geometrien, steigende Anforderungen und knappe Ressourcen reagieren können. Und das sowohl beim platzsparenden Einstieg als auch bei der vollvernetzten High-End-Zelle Diesen Herausforderungen stellen sich innovative Ideen, die die Biegetechnologie voranbringen. Trumpfsetztgenauhieran:DiemodernenMaschinen desHochtechnologieunternehmenspunktenmitFunktionen, die Ressourcen schonen, die Bedienung erleichternundexakteQualitätgewährleisten.DieBiegelösungen decken dabei unterschiedliche Anforderungen ab –von Kleinserien mit hoher Variantenvielfalt bis hin zur vollautomatisierten Serienfertigung
WirtschaftlicherundpräziserAllrounder mitPremiumfunktionen
Wenn die Budgetspielräume immer enger werden und Nacharbeit keine Option ist, braucht es eine Maschine, aufdiemansichverlassenkann.DieAllroundermaschine Trubend 3000 wurde als preisattraktives Modell mit Premiumfunktionen für kleine und mittlere Unternehmenentwickelt,umAnwendernFlexibilitätbeidenBiegeprozessenzugeben–geradeauchbeikomplexenund anspruchsvollenBiegeteilenalsEinzelteiloderalsSerie. Sie bietet je nach Maschinentyp eine Biegelänge von 2 bis 4 Metern.
Verschiedene Funktionen garantieren dabei die nötige Qualität – darunter beispielsweise das Winkelmesssystem ACB-Laser, das automatisch für präzise Winkel sorgt.EinLaserprojiziertdafüreineLinieaufdasBlech, eine Kamera detektiert den Winkel. Hierfür werden die vordereunddiehintereMesseinheitautomatischandie richtige Stelle gefahren. Vier verschiedene Messmethoden erhöhen dabei den Einsatzbereich und die Produktivität. Die Bauteile erhalten durchgehend präzise Winkel mit einer Genauigkeit von ± 0,3 Grad bei einem großen Messbereich von 30 bis 150 Grad. Bereits das erste Teil wird so zum Gutteil, und das unabhängig vom Material.
Um Zeit zu sparen, kann die Maschine während des Produktionsvorgangs parallel offline bereits für die nächste Aufgabe programmiert werden. Möglich wird das mit der Trumpf-Software Tec Zone Bend für Biegeprogramme.SiesimuliertdieBiegungenin3Dundprüft automatisch die Machbarkeit. Die Software kombiniert die Biegeprogrammierung im Büro mit der Werkstattprogrammierung an der Maschine und ermöglicht die automatischeErstellungeinesProgrammvorschlagsauf Basisvon2D-und3D-DateninklusivedesNC-Codes Basierend auf den importierten Teilen erstellt die Maschine automatisch einen Rüstvorschlag Mögliche Werkzeuge zeigt sie automatisch an und bei Änderungen führtsieinEchtzeiteineKollisionsprüfungdurch Dabei machtdasintuitiveBedienkonzeptnurdieMenüssicht-
bar, die gerade benötigt werden, und die Biegereihenfolge lässt sich einfach ändern.
Um Maschinenbediener körperlich zu entlasten, unterstützen neue Biegehilfen mit Kunststoffauflage mit 150 Kilogramm Tragkraft spürbar das Handling von schweren oder großflächigen Teilen und sorgen so für ein produktiveres Arbeiten. Dadurch wird auch der GegenbugeffektbeidünnenBlechenmitgroßenSchenkellängen verhindert. Außerdem schützt die Technologie Bend Guard die Maschinenbediener – dies ist ein integriertes Lasersicherheitssystem von Trumpf, das den Bereich unter dem Werkzeug in Echtzeit überwacht, um UnfällewährenddesBiegenszuverhindern DieLösung vereint optimale Sicherheit mit hoher Produktivität dank intelligenter Lichtfeldüberwachung
DerstandardmäßigmitvierAchsenausgestatteteund auffünfAchsenskalierbareHinteranschlagderAllroundermaschineTrubend3000ermöglichtdiepräzisePositionierung bei unterschiedlichsten Bauteilgeometrien Zusätzlich ermöglicht der 5-Achs-Hinteranschlag das Verfahren des rechten Anschlagfingers in X-Richtung (max. Verfahrweg ± 75 Millimeter). Mit bis zu drei ergänzend verfügbaren Anschlagfingern können auch lange Profile präzise gefertigt werden. Das seitliche Anschlagen (Klemmen) steigert die Produktivität und Bedienerfreundlichkeit noch weiter Dank der großen nutzbaren Einbauhöhe von 615 Millimetern bearbeiten AnwenderhoheSchachtelnundkomplexeBauteilemit großemKantfreiraum–weilhoheTeilevielfaltauchvolle Freiheit braucht.
DieBiegewerkzeugewählenAnwenderauseinemumfangreichen Sortiment bei Trumpf Verschleißfeste Arbeitszonen machen die Werkzeuge langlebig Dafür härtenLaserstrahlensiedort,woesdaraufankommt:an
Weil ± 0,3 Grad den Unterschied machen, sorgt das Winkelmesssystem ACB-Laser automatisch für präzise Winkel.
In Stuttgart zeigt Trumpf als Lösungsanbieter Innovationen rund um die Prozesskette Blech. Besucher erleben hier vom 21. bis 24 Oktober, wie sie mit innovativer Software und zukunftsweisenden Services ihre Fertigung auf ein neues Level heben können.
Halle 1, Stand 1404
Die Biegeautomatisierung Flex Cell verwandelt die manuelle Trubend 7050 in eine schnelle Biegezelle von Trumpf

der Oberfläche. Das Innere bleibt elastisch, damit das Werkzeug bei Überbelastung nicht splittert. Hochwertige Beschichtungen wie Laserdur AL und Laserdur ZN verhindern unerwünschtes Anhaften von Aluminium oderZinkdurchAbriebedesBlechs.Dasbedeutet:deutlich weniger Abdrücke oder Ungenauigkeiten und hervorragende Gleiteigenschaften. Zudem sind die Werkzeugekorrosionsbeständigundmüssenweniggereinigt werden.FürdasRüstenderWerkzeugeistdasWerkzeughandlingrundumdurchdacht,denndieWerkzeugezentrierensichselbst,wasdieRüstzeitverkürzt Verschleißfeste Werkzeugklemmungen sorgen auf Dauer für Qualität.Oberwerkzeugebis13,5KilogrammrüstenAnwender schnell von unten mithilfe von Safety-Click. Werkzeuge können außerdem auch gedreht in die Halterung eingesetzt werden. Zudem unterstützt die Serie Trubend 3000 den Trend zu mehr Nachhaltigkeit in der Fertigung MitdemdrehzahlgeregeltenAntrieb„On-DemandServoDrive“schaltetsichderMotorderMaschine nurwährenddesBiegevorgangsan.Dasspart30Prozent Energie gegenüber einem hydraulischen Antrieb
„Mit der neuen Biegemaschine Trubend 3000 bieten wir Anwendern eine technologisch ausgereifte Allroundmaschine, mit der sie etwa 85 Prozent aller Bauteile aus der Blechfertigung bearbeiten können Die ProduktivitätundTeilegenauigkeitderMaschineliegen in diesem Segment im Spitzenbereich“, erklärt TrumpfProduktmanager Wolfgang Weingartsberger „Außerdem bringen wir im Bereich unserer Biegewerkzeuge stetig Innovationen auf den Markt – zum Beispiel kürzlich die CDW-Werkzeuge, das sind Unterwerkzeuge mit konsistenter Gesenkweite – und halten hier einige Patente.“
VollautomatischesSchwenkbiegesystem füreinbreitesTeilespektrum
FürdievollautomatischeundhochproduktiveFertigung von komplexen Werkstücken bietet Trumpf die neue VersionderTrubendCenter7030 DerTeiledurchsatzist je nach Teil dreimal so hoch wie bei einer herkömmlichen Biegezelle. Schnelle Einzelkomponenten und harmonischeProzessemachendieBiegezellesodynamisch. Von der geteilten Werkzeugklemmung über den Werkzeugwechsler bis hin zur Offline-Programmierung: Das Zusammenspiel innovativer Funktionen ermöglicht Taktzeiten von nur 4 bis 6 Sekunden pro Kantung Mit dem Rotationsteilemanipulator, der die Platine völlig selbstständigindieerforderlichePositiondrehtunddas BlechautomatischfürsämtlicheBiegungenproBauteilkante positioniert, und dem 2-Achs-Teilemanipulator, den man zusätzlich für kleine Schenkel benötigt, ferti-
gen Anwender vollautomatisch bis zu 3 Meter Biegelänge und das auch bei 3 Millimetern Baustahl. Und auch hier ermöglicht der ACB-Laser die Winkelkorrektur Mit seiner Bahnsteuerung sorgt der innovative Keilantrieb der Trubend Center 7030 für höchste Genauigkeit.DankdesZusammenspielszweierAchsenentsteht ein idealer Verfahrweg der Biegewerkzeuge, der die Oberfläche des Bauteils schont. Und der integrierte WerkzeugwechslerToolMasterBendrüstetautomatisch die passenden Niederhalterwerkzeuge. Außerdem verhindert er Rüstfehler, verkürzt die Rüstzeiten und erlaubt eine wirtschaftliche Einzelteilfertigung
UnddieautomatischenBe-undEntladungmachtdie Trubend Center 7030 noch produktiver. Die BeladeeinheitnimmtdiePlatinenhauptzeitparallelaufundführt sie automatisch der Maschine zu. Für den perfekten Fluss sorgt der Beladewagen: Die Bediener legen dort einfachmehrerePlatinenaufPalettenab–dieMaschine arbeitetsieab AucheineautomatischeZuführungvom Lager ist möglich. Zum Entladen nutzt die Maschine zwei Förderbänder und kann, je nach Bauteilgröße, einzeln oder synchron produzierte Bauteile puffern. Zur automatisierten Teileentnahme können Anwender einen Roboter nutzen.
Auf der diesjährigen Blechexpo zeigt Trumpf ein vollautomatisches, verkettetes System, bestehend aus der TrubendCenter7030,derStanz-Laser-MaschineTrumatic 5000 und dem automatisierten Lager Stopa flex. Gegenüber klassisch verketteten Produktionslinien arbeitet die Lösung besonders flexibel. Möglich ist das dank des Stopa-Lagers, das die Teile zwischen den einzelnenFertigungsschrittenlagert.AufdieseWeisekombiniertTrumpfdieFlexibilitätvonEinzelmaschinenmit derEffizienzvonFertigungslinien.StephanMayer,CEO Trumpf Werkzeugmaschinen, erklärt dazu: „Automatisierung ist und bleibt einer der wichtigsten Zukunftstrends in der Blechfertigung Mit unserem verketteten System zeigen wir, wie Anwender nach und nach wachsen und ihre Fertigung stückweise zur Smart Factory erweiternkönnen.“DasvernetzteSystemfertigtsowohl Einzelteile als auch Serien mit hohen Stückzahlen wirtschaftlich und effizient. Darüber hinaus kommt die Lösung mit nur einem Bediener aus und reduziert die Teilekosten.
ganzeinfachnachrüsten
Mit den Aufgaben mitzuwachsen, ist gang und gäbe bei kleinen und mittleren Unternehmensgrößen. Gut ist, wenndannauchderMaschinenparkeinfachmitwächst –Trumpfmachtdasmöglich:DieBiegeautomatisierung FlexCellverwandeltdiemanuelleTrubend7050ineine schnelle Biegezelle von Trumpf Die mobile Zelle mit einem 6-Achs-Industrieroboter schließen Anwender einfach an ihre Biegemaschine an. So gewinnen Unternehmen eine vollwertig automatisierte Biegezelle mit großzügig dimensioniertem Rohmaterialspeicher und kompakter Aufstellfläche. Komponenten wie die Doppelblecherkennung mithilfe von Blechdickenmessung, die eine hohe Prozesssicherheit ermöglicht, der Zentriertisch, der die Platinen im Beladebereich lagegenau ausrichtet,dieUmgreifstationunddieKombinationaus Vakuum- und Zangengreifer sorgen für eine reibungslose Automatisierung des Biegeprozesses und ermöglichen eine weitgehend autonome Produktion.
Die Flex Cell bekommt zur diesjährigen Blechexpo außerdemeinUpgrade,dasallesverändert.Siewirdnun mit der bewährten Software Tec Zone Bend programmierbar. Damit können Programme einfach und in Sekundenschnelle erstellt werden, auch für komplexe Teile mit mehr als vier Kantungen. Tec Zone Bend ermöglichtzudem,dassProzesseparallelisiertwerden.So kann die Maschine produzieren, während die nächsten Bauteileprogrammiertwerden.DamitwerdendieMachbarkeit an Teilen und die Maschinenauslastung erhöht, ZykluszeitenundLosgrößenreduziertundderBusiness Case für den Unternehmer deutlich attraktiver.
Ein Anwendungsbeispiel: Der oberösterreichische Blechverarbeiter S&S Steinhuber hat produktive Laserund Laser-Stanz-Kombimaschinen von Trumpf Aber wasnutzenschnelleLaser,wennnachfolgendeProzesse – wie das Biegen – den Schwung ausbremsen? Diesen Fertigungsschritt zu automatisieren, ist die Lösung „Eine vollautomatisierte Biegezelle ist aber eine große Investition und wir waren nicht sicher, ob wir sie überhaupt auslasten können“, erklärt Geschäftsführer Gerhard Steinhuber Als Trumpf die nachrüstbare BiegeautomatisierungFlexCellfürdieTrubend7050vorstellt, werden er und sein Bruder Ferdinand Steinhuber hellhörig DenndiebietetdieMöglichkeit,dieBiegemaschine automatisiert, aber eben auch weiterhin manuell zu nutzen. Einzig die Sorge um die Bearbeitungsqualität lässt die Steinhubers noch kurz zögern, doch sie rüsten eine ihrer Biegemaschinen mit der Flex Cell aus. „Unsere Sorge war aber vollkommen unberechtigt“, gibt Ferdinand Steinhuber zu. „Das Winkelmesssystem garantiertkonstantexakteWinkelundbietetdamitdieQualität und Prozesssicherheit, die wir bei der automatisierten Bearbeitung brauchen“, so Gerhard Steinhuber Die Anlage überzeugt so, dass die Unternehmer nach wenigenMonatennocheineweitereTrubend7050inklusive Flex Cell bestellen. „Wir haben unsere Biegeprozesse also in nicht mal sechs Monaten ordentlich automatisiert“, sagt Ferdinand Steinhuber stolz.
GroßeundschwereFormate flexibelundvielseitigbiegen
Für die wirklich großen und schweren Aufgaben bietet Trumpf die Großformat-Serie Trubend 8000 Mit einer Presskraft bis 1.250 Tonnen, einer Einbauhöhe von 880 Millimetern und einem Hub von 700 Millimetern stellt sich die neue Generation der Trubend 8000 ihren großen Aufgaben. Dank der Möglichkeit, mehrere Werkstücke an verschiedenen Biegestationen zu bearbeiten, steigert die Maschine zudem die Effizienz in der Fertigung Eine automatische Biegehilfe mit Höhenverstellung unterstützt den Bediener während des Prozesses. InderSchwerlastausführungträgtsieWerkstückebiszu 300 Kilogramm. Für den Werkzeugwechsel steht der Tool Shuttle zur Verfügung, der beim Transportieren großer, schwerer Werkzeuge optimal unterstützt. Außerdem sorgt bei Maschinen bis zu 400 Tonnen der bewährteToolMasterfüreinennochschnellerenundvollautomatischen Wechsel der Werkzeuge

Das polnische Unternehmen Arston ist auf die Bearbeitung großformatiger Bauteile spezialisiert und hat deshalb kürzlich in eine Trubend 8000 investiert. Das Unternehmen kann nun Aufträge mit einer Werkstücklänge bis 16 Meter bearbeiten. Bei dieser Maschine in Tandemausführung handelt es sich um die größte Abkantpresse,dieTrumpfjemalshergestellthat.Sieisteine hochpräzise Großformat-Biegemaschine, bei der zwei Maschinengekoppeltwerden,umbesonderslangeund schwereWerkstückeeffizientundflexibelzubearbeiten Arston macht damit Projekte möglich, die als „unmöglich“ gelten. Paweł Podziemek, Inhaber von Arston, erklärt: „Wir haben beispielsweise in nur einem Monat eine perforierte Fassade für einen ganzen Tunnel in Finnland fertiggestellt. Die Finnen hielten das für unmöglich.Wirhabeneinen4KilometerlangenAbschnitt in33TagennachLieferungdesMaterialsvorbereitetund dabeiTagundNachtgearbeitet,auchsonntags Einähnlicher Fall war ein Auftrag aus den Niederlanden, bei dem es darum ging, eine Produktionstechnologie für sehrgroßeSchneckenfördererzuentwickelnunddann umzusetzen. Das bedeutete, 1,5 Förderer pro Tag zu produzieren – jeder davon war eine große Stahlkonstruktion. Der Kunde glaubte nicht, dass dies in 3 Monaten zu schaffen sei, aber wir haben es geschafft!“ (ff)
Bei der Trubend 8000, die Trumpf kürzlich an das polnische Unternehmen Arston geliefert hat, handelt es sich um die größte Biegemaschine, die Trumpf jemals hergestellt hat.
VERFASST VON FraukeFinus
Redakteurin MM Maschinenmarkt
Service hat bei Trumpf als Löungsanbieter allerhöchsten Stellenwert. Für seine Kunden hat das Hochtechnologieunternehmen daher den Bend Guide entwickelt – eine Web-Anwendung, die Anwender bei der Umsetzung ihrer ganz individuellen Biegeanforderungen begleitet. Sie bietet sowohl Basiswissen, anschauliche Praxisbeispiele inklusive Bild- und Videomaterial zu Sonderapplikationen als auch Schritt-für-Schritt-Anleitungen. Mit der dazugehörigen App können Anwender außerdem konkrete Berechnungen durchführen.
https://bendguide.trumpf.com
JOBABBAU UNVERMEIDLICH

Bedenklich! Die Krise in der Automobilindustrie macht auch großen Zulieferern wie Bosch schwer zu schaffen. Sparen ist deshalb schon länger das Credo
Wie jetzt bekannt wurde, will Bosch bis 2030dieKostenproJahrumrund2,5Milliarden Euro nach unten drücken. Grund dafür ist die Krise in der Automobilindustrie. Die Kosten des Automotive-Geschäftsbereichs beim Bosch-Konzern sollen in den nächstenfünfJahrenumrund2,5Milliarden EuroproJahrsinken.DaskündigtenderMo-
bilitätschef Markus Heyn und der BoschArbeitsdirektor Stefan Grosch zumindest offiziellan.BekanntlichversuchtBoschaber schon seit längerer Zeit zu sparen. Leider soll vor allem beim Personalbestand die Reißleinegezogenwerden Klarsei,dassein Stellenabbau nicht umgangen werden könne Die Kostenlücke soll nach Angaben von

BMW muss viele Autos wegen eines brandgefährlichen Starterproblems zurückrufen.
BMW holt, wie es heißt, weltweit Hunderttausende
AutosindieWerkstätten zurück, weil es ein Problem am Starter gibt, das imschlimmstenFall zu Feuer führen kann. Alleine in Deutschland sind rund 136.500 Fahrzeugebetroffen,wie der bayerische Automobilhersteller mitteilt.IndenUSA sindesweitereknapp195.000Autos.DieglobaleGesamtzahlnannteBMWabernicht.Siedürfteabernochdeutlichhöherliegen,denn es betreffe viele Modelle aus einem Zeitraum von September 2015 bisSeptember2021,weshalbdieseauchinAsienundandereneuropäischen Ländern rollten.
IndenProblemfahrzeugen,soBMW,kannanbestimmtenStellen Wasser in den Starter eindringen und Korrosion verursachen Ein StartendesMotorsseidannunterUmständennichtmehrmöglich, aber es könne auch zu einem Kurzschluss und dabei auch zu einer lokalen Überhitzung am Starter kommen. Das Problem kann übrigensauchauftreten,wenndasFahrzeugabgestelltwurde,wieBMW anmerkt. (pk)
Grosch bereits in den kommenden Jahren sehr deutlich verkleinert und spätestens 2030 geschlossen werden. Dazu setze man viele Hebel in Bewegung Und die dazu benötigtenBeschlüssewillBoschauchnochin diesem Jahr festlegen, um danach mit den Arbeitnehmern zu sprechen.
Bereits seit Ende 2023 gibt es bei Bosch einige Abbauprogramme für Jobs – vor allem im Zulieferbereich. Tausende Jobs sollen weltweit wegfallen, wobei das viele in Deutschland sein werden. Die genaue Zahl lassendieBosch-EntscheidernochimDunkeln. Man werde sich aber an die Vereinbarunghalten,diebetriebsbedingteKündigungen in der Sparte in Deutschland bis Ende 2027 ausschließe. Gespart werden soll aber unter anderem bei Material- und Energiekosten. Parallel will man die Produktivität steigern,heißtesweiter DieBosch-Zulieferspartefordertaberbereitsjetzt,dassausder bisher praktizierten Salamitaktik endlich konkrete Informationen werden müssen. Immerhin hat Bosch inzwischen auch durchblicken lassen, dass es der Zuliefersparte wieder Wachstum zutraut – trotz der weltweit wirkenden Mixtur aus diversen Plagen. (pk)

Das120JahrealteUnternehmenMayer&Cie.ausAlbstadt(Zollernalbkreis) tritt die Insolvenz an. Der Rundstrick- und FlechtmaschinenspezialistwilldasinEigenverwaltungdurchziehen.Mayer&Cie.nenntalsGründedenHandelskonfliktzwischendenUSA undChinaunddenKrieginderUkraine.DerwichtigeExportmarkt TürkeikämpfeaußerdemmithoherInflation,wodurchdiedortigen Textilhersteller nicht mehr wettbewerbsfähig seien. Zugleich würden staatlich subventionierte Hersteller aus China ihre TextilmaschinenzugünstigerenPreisenaufdenWeltmarktwerfen.Wasdann folgte, war 2024 ein Umsatzeinbruch von satten 50 Prozent, weil gleichzeitig die Kosten stiegen. Am Stammsitz in Albstadt beschäftigtMayer&Cie.rund280Angestellte.DieLöhneundGehältersind, wieesweiterheißt, für drei Monate überdasInsolvenzgeld gesichert. Die Insolvenzabwicklung in Eigenverantwortung führt bekanntlich dazu, dass die Verantwortung weiterhin in den Händen der Geschäftsführung liegt, damit diese die Sanierung selbststeuernkönnen. (pk)
ADDITIVE FERTIGUNG

Die Marken „Trumpf“ und „Tru Print“ werden während einer Übergangsphase aktuell noch weiter genutzt
TrumpfhatseineSpartederadditiven Fertigung verkauft. Der auf Unternehmensausgliederungen spezialisierte Leo III Fund (Lenbach Equity Opportunities III. GmbH & Co KG) übernimmt das AdditiveManufacturing-Geschäft von Trumpf im Bereich Laser Metal Fusion.DieneueEinheitsollunterneuerMarkezuminternationalenTechnologieführer im metallischen 3DDruck ausgebaut werden. Die Veräußerung erfolgt im Zuge der strategischen Fokussierung von TrumpfaufseineindustriellenKerngeschäfte Die additive Fertigung spielteimVergleichdazueineuntergeordnete Rolle.
Die neue Unternehmensgruppe wird künftig von Schio (Italien) aus operieren.AlleMitarbeiterandenStandorteninSchio,Ditzingen(Deutschland) sowiePlymouth(USA),diezum3D-Druck-Geschäftgehören,sollenimRahmen eines Betriebsübergangs übernommen werden. Die Marken „Trumpf“ und „Tru Print“ werden während einer Übergangsphase weiter genutzt, wie es heißt. Ein neuer Unternehmensname sowie ein eigenständiger Markenauftritt werden nach Vollzug der Transaktion schrittweise eingeführt.
Die Übernahme steht noch unter dem Vorbehalt regulatorischer Genehmigungen und der Erfüllung vertraglicher Bedingungen. (ff)
Bild: R os ink




Neu: Franke Drahtwälzlager LER1.5

Das sind die Produktionshallen von Rosink in Nordhorn.
Nachdem die Produktion der Rosink Maschinenfabrik in Nordhorn im Juli eingestellt wurde, wurde nun das komplette Inventar versteigert. Die Rosink Maschinenfabrik wurde bereits 1947 von Albert Rosink gegründet und produzierte Textilmaschinen. Nach einer Übernahme im Jahr 1986 wurde das Sortiment um Drehund Frästeile sowie Walzen erweitert. 2015 wurde Rosink dannandieNeuenhauserGruppe verkauft und die Produktion Schritt für Schritt auf individuelles Zerspanen undCNC-Zerspanungumgestellt,umhochwertigeWalzenfürdieIndustrieherzustellen.
Mit der Schließung reagierte die Neuenhauser Gruppe „auf die deutlich verändertenwirtschaftlichenRahmenbedingungenunddierückläufigeNachfrage derletztenJahre“ DieMaßnahmeistTeileinesumfassendenStrategieprozesses, mitdemdieZukunftsfähigkeitunddernachhaltigeErfolgdergesamtenUnternehmensgruppe gesichert werden sollen Ein großer Teil der zuletzt rund 60 Mitarbeitenden bei Rosink wird in anderen Fertigungsbetrieben der Neuenhauser Gruppe weiterbeschäftigt.
Am9.Oktober2025wurdedaskompletteRosink-InventarvomBürostuhlüber Kleinwerkzeuge bis zu modernsten Fertigungsanlagen versteigert. Das übernahmdieIndustriewertGmbH,SachverständigeundVersteigererfürdieIndustrie, in einer Präsenzauktion auf dem ehemaligen Rosink-Gelände. (vs)
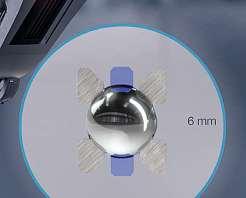
Wenn jeder Millimeterzählt.
MinimalerEinbauraum, größtmöglicheMittenfreiheit, minimalesGewicht –und das allesmit maximalerPräzision.
DasneueLER 1.5zum Beispiel alsLager in kleinenRobotern

Franke Komponenten in der Automatisierung






Wechsel im Vorstand

Mathias Miedreich ist neuer Vorstandsvorsitzender bei ZF Friedrichshafen. Der Vertrag mit dem bisherigen Vorstandsvorsitzenden Dr. Holger Klein wurde im gegenseitigen freundschaftlichen Einvernehmen aufgelöst. Miedreich gehört seit Januar 2025 dem Vorstand an und leitet die Division für elektrifizierte Antriebstechnologien. www.zf.com
Neue Vizepräsidentin

Bettina Schön-Behanzin wurde zur neuen Vice President External Affairs and Communications bei Agile Robots ernannt. Sie wird zukünftig die strategische Kommunikation des Unternehmens verantworten. Sie hat internationale Erfahrung im Aufbau und der Skalierung globaler Strukturen und bringt Branchenexpertise aus verschiedenen Industriezweigen mit www.agile-robot.com

Neuer CEO bei Konzelmann Konzelmann verstärkt seine Führungsspitze mit Dr. André Konzelmann. An der Seite von Milko Konzelmann und Frank Greminger wird der neue CEO Verantwortung übernehmen. Die Übergabe soll in dem Familienunternehmen schrittweise erfolgen. Mit André Konzelmann soll die neue Generation an die Führungsspitze folgen. www.konzelmann.com

Führungswechsel bei IEF-Werner Jürgen Noailles ist zum 1. September in die Geschäftsführung von IEF-Werner eingetreten und übernimmt schrittweise die Leitung von Manfred Meyer. Die Übergabe soll bis Ende des Jahres dauern, um dann Meyer in den Ruhestand zu verabschieden. Noailles war bereits Geschäftsführer bei Stein Automation in Niedereschach. www.ief.com
ENDE
ArburggibtdasGeschäft
Bild: Arbur g

Hingucker
Das additive Fertigungssystem Freeformer ist seit vielen Jahren für den hochwertigen 3D-Druck mit Kunststoffen bekanntundwurdestetigverbessert. Nun muss Arburg mitteilen, dass man den gesamten Geschäftsbereich der additiven Fertigung zum 31. Dezember 2025 aufgeben wird. Diese Arburg-Geschäftsentscheidung, heißt es weiter, wurde nach sorgfältiger Bewertung und Überlegung der derzeitigen Marktlage und der aktuellenwirtschaftlichenRahmenparametergetroffen.Denn,sodieEntscheider, obwohldasindustrielleFertigungssystemFreeformerunddasdamitverbundene Produktionsverfahren nach der Markteinführung auf der K 2013 branchenweit für Aufsehen sorgten, haben weder die wirtschaftlichen Ziele für dieses Geschäftsfeldlangfristigrealisiertwerdenkönnen,nochhatsichinsgesamtder globale3D-Druck-Markterwartungsgemäßentwickelt,sodieErklärungfürdas Aus.
Fürdierund40MitarbeitendenvonArburgadditiveausVertrieb,Entwicklung, AnwendungstechnikundMontagebestehtdieMöglichkeit,zurMutterzuwechseln, sodass die Kunden weiterhin auf kompetente Ansprechpartner und langjährige Experten bauen können, wie es abschließend heißt. (pk)
Bi ld: Po rsche
Trotz US-Zöllen will Porsche zukünftig nicht in den USA produzieren.
ObZollplageodernicht:Einer Autoproduktion in den USA hatderdeutscheSportwagenbauer Porsche vorerst eine Absage erteilt, wie die dpa meldet.DonaldTrumpstelltbekanntlichEntlastungenfürjene Unternehmen in Aussicht, die in den USA produzieren. Doch trotz der durch die US-Zölle gestiegenen Exportkosten ist Porsche, wie es jetzt heißt, mit der aktuellenHerkunftderFahrzeugesehrzufrieden.Dasistjedenfalls der Kommentar des Nordamerika-Chefs Timo Resch, den er gegenüber dem Handelsblatt abgegebenhat.Deswegen,heißt esweiter,gibtesauchkeineunmittelbarenoderkonkretenPläne,ineinelokale Produktion in den USA einzusteigen. Angesprochen auf andere Optionen – etwa auf eine mögliche Produktion in einembestehendenWerkeinerVW-TochterodereinereineEndmontagefertiger Teile in den USA, führte Resch weiter aus: „Für beides gibt es bei Porsche keine konkretenPläneundkeinenunmittelbarenBedarf!“Dasliegeauchdaran,dass dieStückzahlenbeiPorschedeutlichniedrigerseienalsetwabeiAudi,weshalb einelokaleFertigungausKostensichtnachaktuellemStandkeinenSinnmache Branchenexperten rechnen mittelfristig aber generell mit Produktionsverlagerungen von deutschen Auto-Herstellern in Richtung USA. (pk)

ImRennenumdieindustrielleKIderZukunft hat sich Siemens Verbündete aus demeuropäischenMaschinenbaugeholt. ZuderneugegründetenDatenallianzgehörennebendemMünchnerKonzernauchdie Werkzeugmaschinenhersteller Grob, Trumpf,Chiron,Renishaw,Heller,dasWerkzeugmaschinenlabor der RWTH Aachen unddieVoithGroup,wieSiemensmitteilte. KernderZusammenarbeitistderAustausch anonymisierter Maschinendaten.
Der Grundgedanke hinter dem Zusammenschluss ist, dass Künstliche Intelligenz umso besser ist, je höher die Qualität aber auchdieMengederDatenist,mitdenensie trainiert wird. Hier sieht man bei Siemens eineChancefürdieeuropäischenUnternehmen. Denn während der Kontinent in SachenklassischerKIimVergleichzudenUSA oder China derzeit eher abgehängt wirkt, sieht man sich hier gut aufgestellt.
„Gemeinsam mit Kunden und Partnern machen wir heute einen bedeutenden Schritt,umindustrielleKIzuskalieren“,sagt
Siemens-Chef Roland Busch. „Ich sehe hier eine große Chance für die Wirtschaft Europas mit seiner starken industriellen Basis“, erklärtderManager „Indemwirdeneinzigartigen Datenschatz unserer Unternehmen für generative KI-Modelle verfügbar machen,könnenwirvölligneueStufenderProduktivität erreichen.“ Langfristig will die DatenallianzeinenoffenenStandardfürden AustauschvonMaschinendatenetablieren. Ein wichtiger Unterschied zu bekannten allgemeinen KI-Modellen wie ChatGPT sei, dass industrielle KI sehr viel verlässlicher sein müsse, weil Fehler schnell teure oder gefährliche Konsequenzen haben könnten. Ein Weg dorthin sei, sie mit verlässlichen Daten aus der Industrie zu trainieren „Der Zugang zu qualitativ hochwertigen Maschinendaten verschiedener Hersteller ist der Schlüssel“, sagte Busch. „Mit dieser Allianz können wir KI-Systeme entwickeln, die die KomplexitätinderEntwicklungundderFertigungverstehenundsofürFachkräftezum leistungsstarken Partner wird.“ (mk)
WIEDER. UND WIEDER. UND WIEDER ...
Mit uns bleiben Sie geschützt, auch wenn Sie ganz nah dran sind Denn unsere Berufsbekleidung im Mietservice spart Zeit und Kosten und ist nach allen relevanten Normen zertifiziert. Weil unser Geschäftsmodell auf der Kreislaufwirtschaft basiert, kommt dabei auch die Umwelt besser weg. Tag für Tag
Erfahren Sie mehr: elis-berufsbekleidung.de/psa

Ein denkbarer Anwendungsfall im Bereich der Werkzeugmaschine ist die automatisierte Erstellung eines Teileprogramms für Werkzeugmaschinen.
Die Kiekert AG hat Insolvenz angemeldet. Laut Unternehmen soll der Geschäftsbetrieb an allen Standorten weiterlaufen, eine Restrukturierung ist geplant.
Die Löhne und Gehälter der rund 700 Beschäftigten in Deutschland sind laut UnternehmendurchInsolvenzgeldbiseinschließlich November gesichert.
„Der Insolvenzantrag ist ein unabwendbarer Schritt, um die Zukunftsfähigkeit der Kiekert-Gruppe zu sichern: Die Kiekert AG hat sich in den vergangenen Jahren erfolgreich restrukturiert und auf der KundenseiteerheblichanVertrauengewonnen–davon zeugteinAuftragsbestandvonzehnMilliarden Euro“, kommentierte Kiekert-Chef Jérôme Debreu. „Die Insolvenz ist die Konse-

Im Juli 2025 unternahm der Schweizer PräzisionsantriebsspezialistMaxonGroupeinenbedeutendenSchrittzurErweiterung seines Motion-Control-Portfolios, indem er in das deutsche UnternehmenSynapticoninvestiert,dasfürseineinnovativen Motion-Control-Lösungenbekanntist.

Der Antriebstechnik-Spezialist Maxon hatte im Juli 2025 eine Minderheitsbeteiligung bei Synapticon verkündet. Das bietet jetzt Potenzial im Bereich Motion Control.
Maxon mit Hauptsitz in der SchweizistseitLangem als einer der führendenAnbieter von Präzisionsmotoren und Antriebssystemen bekannt. Heute gilt Maxon alsgrößterAnbieter auf dem Markt für Ultra-Niederspannungsmotoren und -antriebe, so die Analysten von Interact Analysis. Synapticon hingegen ist stärker spezialisiert. Seit der Gründung 2012 hat sich das Unternehmen schnell eine Nische im Bereich der robotergestützten Bewegungssteuerungerobert DiePartnerschaftzwischenMaxonundSynapticon kommt zu einer Zeit, in der die Nachfrage nach Ultra-Niederspannungsantrieben(ultra-lowvoltagedrives=ULV)inderRobotik rapide zunimmt. (mi)
quenz daraus, dass der chinesische GesellschafterkeineweiterenMittelbereitgestellt und seine finanziellen Verpflichtungen im dreistelligen Millionenbereich nicht erfüllt hat. Der von Sanktionen betroffene Gesellschafter verwehrt uns den Zugang zu wichtigen Märkten und Finanzierungen, was unsere Geschäftstätigkeit erheblich gefährdet“, erklärte Debreu weiter.
KiekerterwirtschaftevierProzentdesUmsatzes mit chinesischen OEMs. Das Unternehmendürfe„nichtzulassen,dassgeopolitische Restriktionen unser 96-prozentiges KerngeschäftinEuropa,Amerika,Japanund Südkorea gefährden“.
Kiekert hatte auch wegen geopolitischer EntwicklungenerheblicheAuftragsverluste erlitten, insbesondere wegen der US-Sanktionspolitik.„AmerikanischeKundenhaben bereits erteilte Großaufträge zurückgezogen, Rating-Agenturen das Unternehmen aufgrund des chinesischen Gesellschafters heruntergestuft, Banken verweigern neue Kredite“, teilt Kiekert mit. Von dem Verfahren nicht betroffen sind die ausländischen Tochtergesellschaften der Kiekert AG in Europa, Asien und Nordamerika. Sie arbeiten uneingeschränkt weiter. (thg)
SCHWEISSTECHNIK

Das Schweißgerät Tiger digital ist die mobile Lösung für alle Schweißarbeiten von Rehm. Bild:Rehm
Wie im Rahmen der Schweissen & Schneiden in Essen Mitte Septemberbekanntwurde,wirddieEstun-Gruppe,zuderauch Cloos gehört, die insolvente Rehm Schweißtechnik übernehmen.Die1974ursprünglichinStuttgartgegründeteRehmGmbHu. Co KG Schweißtechnik hatte im April am Amtsgericht Göppingen Insolvenz angemeldet. Das Unternehmen produziert am Sitz in Uhingen mit rund 100 Mitarbeitern Schweißgeräte und Zubehör Estun Electric wird Rehm übernehmen und in die Gruppe integrieren.DerglobaleVertriebwirdunteranderemüberdasCloos-Netzwerkgestaltetwerden.DadurchwirdeineErgänzungdesCloos-PortfoliosvonWIG&MIG/MAG-Stromquellenmöglich.Beispielsweise wird die Linie Tiger von Rehm ab 2026 über Cloos verfügbar sein. Außerdem wird ein neues Rehm-Service-Center in Schwäbisch Gmünd eröffnen. (ff)

Deutschlands größter Rüstungskonzern Rheinmetall hat sich mit der Bremer Werftengruppe Lürssen auf einen Kauf ihrer Militärsparte Naval Wessels Lürs-
sen (NVL) geeinigt. Mit dem Erwerb des Schiffbauers möchte sich Rheinmetall breiteraufstellen,wieinformiertwird.NichtzuletztwollendieDüsseldorferdamitdenMarinebereich als zusätzliches Geschäftsfeld betreten.
InDeutschlandgehörenzuNVLvierWerften. Und zwar die Peene-Werft in Wolgast (Mecklenburg-Vorpommern), Teile von Blohm+Voss und die Norderwerft in HamburgsowiedieNeueJadewerftinWilhelmshaven. Hinzu kommen Standorte in Bulgarien, Kroatien, Ägypten und Brunei. WeltweitbeschäftigtNVLnacheigenenAngaben gut 2.100 Personen. Im letzten Jahr erwirtschaftetederLürssen-TeilbereicheinenUmsatz von rund einer Milliarde Euro. (pk)
Schaeffler will in den kommenden JahrenseinoperativesErgebnisverdoppeln. DazuwillSchaefflerunteranderemdieSparte für Elektroautos fokussieren, welche die HerzogenaurachermithilfederÜbernahme vonVitesco2024deutlichausgebauthaben. Der Bereich soll demnach operativ die GewinnschwelleerreichenundeinstarkesUmsatzwachstum generieren. Das zuletzt schwächelnde Geschäft mit den WälzlagersystemenundmitderallgemeinenIndustrie
wirdsichnachAnsichtvonSchaefflerdemnächst auch erholen. Für die Zukunft sieht Konzernchef Klaus Rosenfeld große Chancen, die unter anderem mit der Lieferung von Sensoren und Motoren an Hersteller humanoiderRobotergenutztwerdensollen. Ausbauen will Schaeffler auch die lukrative Ersatzteilsparte(VehicleLifetimeSolutions). DieSchaeffler-AktiekonntenachdenNachrichten ihren guten Lauf seit Jahresbeginn weiter ausbauen. (pk)

Magna geht eine Partnerschaft mit Xpeng ein, um neue Elektrofahrzeuge für den europäischen Markt zu bauen.
Xpeng, ein chinesischer Hersteller von intelligentenElektrofahrzeugen,wirdbei MagnainGrazzweineueModellefürden europäischenMarktproduzieren.DieSerienproduktion beginnt im Herbst 2025. „Wir freuen uns sehr über die Zusammenarbeit mit Xpeng, die einen bedeutenden Meilenstein als unser erster chinesischer OEM-PartnerhierinEuropadarstellt“,sagte RolandPrettner,PräsidentvonMagnaComplete Vehicles. „Diese Partnerschaft unterstreicht unser Engagement für Innovation und Flexibilität, um den sich wandelnden AnforderungenderAutomobilindustriegerecht zu werden.“ (mi)
Ob Fachmesse oder Publikumsevent – bei uns wird mehr daraus: mit ausgezeichnetem Service, echter Partnerschaft, maximaler Flexibilität und einem kompakten, optimal angebundenen Messegelände in zentraler Lage
messe-essen.de
#MadeinEssen
UmsatzvolumeninderumformendenIndustrie (Angabe in Mrd. Euro)
Quelle: VDW - Marktbericht 2024
ProduktionvonspanlosenWerkzeugmaschineninDeutschlandimJahr2024 (Angabe in Mio. Euro)
Biege-, Abkant- und Richtmaschinen (inkl. Pressen
Scheren, Stanzen, Ausklinkmaschinen (inkl. Pressen)
Andere Pressen
Sonstige umformende Maschinen
Umformende Werkzeugmaschinen gesamt
Fügen,TrennenundBeschichten(kurzFTB)
In der Europäischen Union beträgt die Wertschöpfung der FTBTechnik rund
78Mrd.€
Deutschland liegt mit einer Wertschöpfung von unter allen Ländern der EU 27 auf dem ersten Platz.
Die Zahl der Beschäftigten lag im Jahr 2023 in Deutschland bei In der Europäischen Union waren insgesamt Beschäftigte in der Branche der FTB-Technik und deren Anwendung tätig
Die wichtigsten Handelspartner Deutschlands im Jahr 2024 waren die Vereinigten Staaten gefolgt von China und Polen
MitIntelAtom® CPUsderSeriex6000(ElkhartLake)bringtderEmbedded-PCCX5300einestark verbesserteRechen-undGrafikleistungaufdieHutschiene.DadurcherreichtderCX5300im VergleichzurVorgängergenerationCX5200kürzereZykluszeitenbeiAutomatisierungsaufgaben wiez.B.SPSoderMotionControlundeineGeschwindigkeitssteigerungfürkomplexeBedienoberflächenunterTwinCATHMI.DiebaugleichenNachfolgerdesCX5200erfordernkeinekonstruktivenÄnderungenbestehenderAnlagenundschützenmiteinerLangzeitverfügbarkeitvon mindestens10JahrendieInvestitionenderAnwender
CX5330:mitIntelAtom®x6214RE(1,4GHz,2Kerne)
CX5340:mitIntelAtom® x6425RE(1,9GHz,4Kerne) lüfterlosfürBetriebstemperaturenvon-25°Cbis+60°C zeitgemäßeHMI-AnbindungüberDisplayPort-Schnittstelle 1-Sekunden-USVfürdenSchutzvorDatenverlust einfacheErweiterungdurcheinSchnittstellenmodul z.B.fürEthernet,RS232,RS485,PROFIBUS,CANu.a.


BLECHEXPO 2025
Fachbesuchern erwarten auf der 17. Blechexpo die neuesten Entwicklungen entlang der gesamten Prozesskette der Blechbearbeitung – die zentralen Trends der Branche wie KI, Automatisierung und Nachhaltigkeit inklusive.
Vom 21. bis 24. Oktober 2025 öffnet die Blechexpo wieder ihre Tore – flankiert von der 10 Schweisstec.DamitrücktaufdemStuttgarterMessegelände die gesamte Prozesskette der Blechbearbeitung in denFokus:dieHallen1,3,5und7stellendieBlech-,Rohrund Profilbearbeitung in den Mittelpunkt, in Halle 8 werden Pressen- und Umformtechnologien ausgestellt. In den Hallen 4 und 6 finden die Stanztechnologie und in Halle 9 Trenn-, Füge- und Verbindungstechnologien ihrenPlatz.UndinHalle10präsentierensichderStahl-, Metallservice und die Oberflächentechnik.
Rund 45 Prozent der Aussteller stammen aus dem Ausland und unterstreichen damit die internationale Bedeutung der Blechexpo Ergänzend zum Messegeschehen erwartet die Besucher ein abwechslungsreiches Rahmenprogramm: Am ersten Messetag wird der BestAwardverliehen,amFreitagstehtdieKarriereimFokus: UnterdemMotto„Shapeyourdreams,metalyourfuture“ hat der Veranstalter die Kampagne ins Leben gerufen. „Mit dieser Kampagne wollen wir es aktiv unterstützen, jungen Leuten Einblicke in den Arbeitsalltag zu geben und konkrete Kontakte zu Unternehmen zu knüpfen,“ betont Bettina Schall, Geschäftsführerin des Messeveranstalters P. E. Schall
Täglich bietet zudem das Vortragsforum detaillierte Einblicke in aktuelle Entwicklungen. Hier teilen ExpertenihrePraxislösungenzuThemenwieUmformprozessen,AutomationslösungenzurRohr-undSchweißnahtbearbeitung, dem Einsatz von Laser oder auch 3D-Scanning Besucher erhalten so unmittelbar verwertbare Impulse für ihre eigenen Produktionsprozesse
Inhaltlich prägen vor allem die großen Zukunftsthemen die Blechexpo 2025. Künstliche Intelligenz und Smart Manufacturing stehen immer öfter im MittelpunktderNeuentwicklungen,etwaimRahmendesBest Congress. Am zweiten Messetag diskutieren dort renommierte Experten die Rolle von künstlicher Intelligenz in der Blechbearbeitung und Fügetechnologie Im Mittelpunkt stehen konkrete Anwendungen, PraxisberichteundZukunftsperspektiven–einPflichtterminfür alle, die die Potenziale von KI für ihre Fertigungsprozesse ausschöpfen möchten.
Bild: P . E. Sch al l

Die Blechexpo: international und zum Anfassen.
Auch Nachhaltigkeit und Energieeffizienz gewinnen deutlich an Bedeutung Maschinen und Verfahren, die Ressourcen schonen und gleichzeitig die Produktionsqualitätsichern,stehenhochimKurs.Damitverbunden ist der Trend zur Prozessintegration: Schneiden, Fügen, Oberflächenbearbeitung und Qualitätssicherung wachsen enger zusammen, unterstützt durch digitale Systeme, die für Transparenz und durchgängige Steuerung sorgen.WerdiezentralenTrendsderBrancheauserster Hand erleben möchte, findet auf der Blechexpo den idealen Treffpunkt. (jk)
INFO
Termin: 21.-24. Oktober 2025
Öffnungszeiten: Dienstag bis Donnerstag 9-17 Uhr, Freitag 9-15 Uhr
Tickets: 35,- Euro pro Tageskarte
Parken: P26, P30 und Bosch-Parkhaus
VERFASST VON JochenKrismeyer Freier Fachjournalist
VERFASST VON
SteffenKnecht
Geschäftsführer Kärcher (CMA-Werksvertretung im süddeutschen Raum)
GEWINDESCHNEIDEN
Lasergeschnittene Teile schnell, zuverlässig und unkompliziert nachbearbeiten – egal ob Gewindeschneiden, Bohren, Senken oder Reiben. Das von CMA entwickelte Gewindeschneidzentrum vereinfacht Arbeitsabläufe und bietet vielfältige Möglichkeiten.
VomBemühenkosteneffizienterundeinfacherzu produzieren angetrieben, hat sich die Firma LST247 mit Sitz in Beuren für die Investition in dasvonCMAentwickelteCNC-gesteuerteBohr-undGewindeschneidzentrum entschieden und hat diese Entscheidung nicht bereut.
AlsFull-Service-SystemlieferantbietetLST247seinen Kunden die komplette Prozesskette von der Online-Kalkulation bis zur fertigen Baugruppe. Über den firmeneigenen Online-Shop können Kunden rund um die Uhr Blechteile kalkulieren und direkt bestellen – von der Losgröße 1 bis zur Großserie.
Die FTC bietet Verfahrwege XY von 3000 x 1500 Millimetern, kann 2D DXF- oder DWG-Dateien einlesen und bietetdieFunktionenGewindeschneiden,Bohren(Standard / mit Spanbrechung / Hohlprofilzyklus), Senken, Fließbohren(mitoptimalerVorschubkurve),Reiben.Sie istaußerdemmiteinemWerkzeugtasterfürdieLängenvermessung und als Bruchdetektor ausgestattet und bietet eine 3D-Simulation sowie Kollisionswarnung
tung unserer Laserteile ist extrem vielfältig und personalintensiv – jedes Teil erfordert unterschiedliche Bearbeitungsschritte, präzises Zeichnungslesen und fundierte mechanische Kenntnisse. Gleichzeitig wird es immerschwieriger,MitarbeitermitdieserbreitenQualifikation zu finden. Da haben wir uns gefragt: Wie könnenwirdurchAutomatisierungdieseKomplexitätreduzieren,KostensenkenundtrotzdemunserehohenQualitätsstandards halten? Aus diesem Grund haben wir nach einer nach einer CNC-gesteuerten Lösung für die Nachbearbeitung gesucht.“
TIPP
CMA auf der Blechexpo: Halle 3, Stand 3401
Im Gespräch mit Patrick Gugel, einem der Geschäftsführer des familiengeführten schwäbischen Unternehmens, erläutert er, weshalb die Wahl auf das FTC-GewindeschneidzentrumvonCMAgefallenist.„Nachfast 30JahreninderBlechbearbeitungwissenwirgenau,wo dieKnackpunkteliegen.DiemechanischeNachbearbei-

Patrick Gugel von LST247 und Steffen Knecht von der Kärcher GmbH (CMA-Werksvertretung im süddeutschen Raum) sind begeistert von der Funktionalität und Prozesssicherheit der FTC.
Die Anforderungen von LST247 waren klar definiert: Alle wichtigen Nachbearbeitungsschritte – Gewindeschneiden, Bohren, Senken und Reiben – sollten in einemArbeitsgangabsolviertwerdenkönnen.Außerdem wolltemaneinengroßerBearbeitungsbereichfürmaximale Flexibilität, Mehrfachaufspannungen und einen Pendelbetrieb „Einfache,schnelleProgrammierungwar uns außerdem wichtig Und die Maschine sollte auch vonangelerntenKräftensicherbedientwerdenkönnen. Die FTC erfüllt jeden einzelnen dieser Punkte perfekt“, so Gugel.
OhneCNC-Programmierkenntnisse bedienbar
Die Produktion mit der FTC ermöglicht dem UnternehmeneinekonstanthoheQualität.inderProduktion.Der automatische Höhentaster sorgt für exakte AusgleichsmaßnahmenbeiHöhentoleranzenderWerkstückeund erkennt Aufspannfehler, die zu Kollisionen führen könnten. „Ein weiterer Vorteil ist die nahtlose Integration in unsere digitalisierte Fertigung Die Programme fürdieFTCwerdendirektausvorhandenenCAD-Daten generiert,dieKundenbereitsüberunserenOnline-Konfigurator für die Preiskalkulation hochgeladen haben“, so Gugel weiter Durch die intuitive grafische Dialogprogrammierung sei dies auch direkt an der Maschine einfachundschnellfürMitarbeiterohneCNC-Programmierkenntnisse möglich.
Insgesamt ist LST247 sehr zufrieden mit der Investition in die FTC. „Sie ist robust, zuverlässig und liefert eineQualität,aufdiewirunsjederzeitverlassenkönnen. Für uns war das ein großer Schritt nach vorne – wir sparen Kosten, arbeiten effizienter und können unseren Kunden noch bessere Ergebnisse liefern.“ (ff)
KOMBINIERTES SYSTEM
Das Eindringen unautorisierter Personen verhindern und das Umfeld im Falle einer technischen Störung schützen – Technikgebäude haben einen hohen Anspruch an ihre Türen. In der Fertigung von Spezialtüren und Lüftungselementen setzt Infrastrukturprofi Gritec auf eine Stanz-Laser-Biege-Kombi von Salvagnini.
Gritec zählt zu den führenden Anbietern technischer Gebäude für systemrelevante InfrastruktureninDeutschland.Seitmehrals60Jahrenliefert das Unternehmen die bauliche Grundlage für Strom-, Gas-undWassernetze,Mobilfunk,Breitband,Bahn-und Elektromobilität – oft im Hintergrund, aber stets unverzichtbar Die Basis bildet der Geschäftsbereich Gritec Stations,derindividuellgeplanteSystemlösungenvom einfachen Baukörper bis hin zur voll ausgestatteten Technikstation umfasst. Gritec begleitet den gesamten Prozess: von Engineering über Konstruktion und Fertigung bis zu Montage und Wartung Auch bei Sanierungen,StandortwechselnoderRetrofit-Maßnahmenbietet Gritec Services passgenaue Unterstützung. Rund 1.300 MitarbeiteransechsStandortenrealisierenjährlichüber 10.000 Projekte – mit einem klaren Ziel: eine sichere, moderne und nachhaltige Versorgung für heute und morgen.
Mit Gritec Elements produziert das Unternehmen eigene Metallkomponenten und betreibt eines der leistungsfähigsten passiven Lüftungssysteme am Markt DiefürdieTechnikgebäudebenötigtenstandardisierten sowiekundenindividuellenTürenundLüftungselemente werden in der eigenen Metallfertigung, dem Geschäftsbereich Gritec Elements, hergestellt. Hier hat Volker Knott als Werkleiter den Hut auf Seitdem er mit
Gritec in Waghäusel ist Komplettanbieter für systemrelevante Infrastrukturlösungen. In diesen Stations genannten Technikgebäuden verbergen sich Strom, Gas, Wasser, Mobilfunk und Breitband.
16JahrendenerstenFerienjobindenHalleninWaghäusel absolvierte, ist er Teil von Gritec. Er erklärt: „Wir fertigen hier die nahezu korrosionsfreien Aluminium-Türelemente für unsere Technikgebäude sowie auch für externe Kunden Sie entsprechen den SicherheitskriteriennachDINEN61936-1(VDE0101-1).EinMerkmalder TürenistdasinnenliegendeScharnier Esverbindetdas TürblattaufunsichtbareWeisemitdemTürrahmenaus Aluprofilen und bildet somit einen hohen Widerstand gegenüber gewaltsamem Eindringen.“ Außerdem sind die Türen darauf ausgelegt, größeren Druckbeanspruchungen, wie sie bei technischen Störfällen (z. B. Lichtbogen bei inneren Fehlern) auftreten können, zuverlässig standzuhalten. „Ich bezeichne die Türen gerne als unsere eierlegende Wollmilchsau“, schmunzelt Knott. In der Blechfertigung, die mit rund 150 Mitarbeitern dreischichtig produziert, haben er und Kevin Bühler, LeiterPPS/ProduktionstechnikbeiGritecElements,sich kürzlichfüreinengroßenSchrittRichtungAutomatisierungentschieden.SeitrundeinemJahrstehtinWaghäuseleineStanz-Laser-Biege-KombiS1+P4vonSalvagnini. „WirhabenunshierdenWunscheinerverkettetenBlechfertigung von Losgröße 1 bis Serie realisiert“, schildert Kevin Bühler „Durch die Technologieerweiterung des Lasers sind nun neue Konstruktionsansätze und neue Produkte mit komplizierten Konturen möglich.“ Das

kombinierte System besteht aus einem automatischen Tray-Lager MV, der Stanz-Laser-Kombimaschine S1, die mit einem Mehrfachpressen-Stanzkopf, einer 3-Kilowatt-Laserquelle sowie einer Gewindeschneideinheit ausgestattet ist, und über die automatische Sortiervorrichtung TML schließlich das Biegezentrum P4 speist. Die Software der Maschinen ermöglicht die bidirektionale Kommunikation zwischen S1 und P4 Die mit zwei kartesischen Manipulatoren ausgestattete TML nimmt die von der Stanz-Laser-Maschine produzierten Teile automatisch auf und befördert sie inline zur Biegemaschine. Genauso könnten damit aber auch reine StanzLaserteileabgestapeltundausdemSystemverbundausgeschleust werden. Die P4 bietet eine maximale Biegelänge bis 3.100 Millimeter und eine maximale Biegehöhe bis 254 Millimeter. Sie ist außerdem mit einem automatischeinstellbarenNiederhalterausgestattet,der die Länge des Biegewerkzeugs automatisch und hauptzeitparallel an die Größe des zu produzierenden Teils anpasst,ohnedassMaschinenstillstandodermanuelles Umrüsten erforderlich sind.
Die S1+P4 ist neben mehreren ProfilbearbeitungszentrendasneueHerzstückderFertigungundbringtdiverse Vorteile für die Herren Knott, Bühler und ihr Team mit sich: Dank der im Vergleich zu vorher verbesserten Verschnittoptimierung fällt weniger Abfall an Außerdem kanntagesgenaugefertigtwerden,wasdieLagerhaltung von Material reduziert hat. Die Geschwindigkeit in der Produktion ist deutlich gestiegen und der Schnitt des Lasersistqualitativsohochwertig,dassnunkeineNacharbeit,wiezuvor,alsdieTeilenochreingestanztwurden, mehrnötigist.„EinenormerVorteilfürunsist,dasswir nun nur noch eine Maschine haben, über die nun alles in einem Aufwasch läuft. Wir haben keine händischen Schnittstellen mehr zwischen Schneiden, Stanzen und Biegen“, hebt Bühler hervor
Besonders auch die Cut-Funktion der P4 ist für das Unternehmenessenziell.Sieermöglichtes,schmaleund filigraneBiegeteilebzw ProfilequasiauseinemNesting herauszubearbeitenunddanndieeinzelnenTeilenacheinanderzubiegenunddannherauszuschneiden.Denn alsEinzelteilewärendieseaufgrundderkleinenAbmessungensonstnichtautomatisiertherstellbar.Durchdie verbesserten Fertigungstoleranzen fügen sich die Bauteilenunpassgenauerzusammen,wasdieEndmontage deutlich erleichtert
Seit Juni 2025 ergänzt außerdem eine Abkantpresse B3 von Salvagnini die Fertigung Mit ihrem besonders effizienten und genauen Hybridantrieb zum adaptiven Biegen (die Präzision wird durch elektrische Servoantriebeerreicht,währenddieKraftüberHydraulikbereitgestellt wird) übernimmt sie die Einzelfälle an Kantungen,welcheaufderP4nichtmöglichsind.DieSoftware P-PB-CXN wird für die direkte Verbindung zwischen dem Biegezentrum und der Abkantpresse eingesetzt, um das Laden des B3-Programms am Ende des Biegezyklus auf dem Biegezentrum zu automatisieren. Diese Lösung steigert nicht nur die Produktivität der Anlage, sondern verringert auch das Fehlerrisiko, da sie den Bedienern die Aufgabe zuweist, das bereits automatisch geladene Programm zu starten. Eine perfekte Kombination aus Effizienz und Zuverlässigkeit zur Optimierung des Produktionsflusses. (ff)
TIPP
Salvagnini auf der Blechexpo: Halle 1, Stand 1607
































MASCHINE, WERKZEUG, VERFAHREN AUS EINER HAND
VERFASST VON FraukeFinus
Redakteurin
MM Maschinenmarkt
Profiroll Technologies GmbH 04849 Bad Düben, Germany
T +49 (0) 34243 74-0 profiroll@profiroll.de
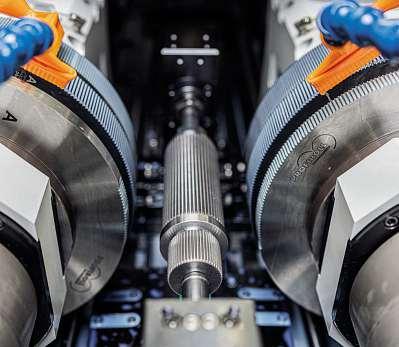
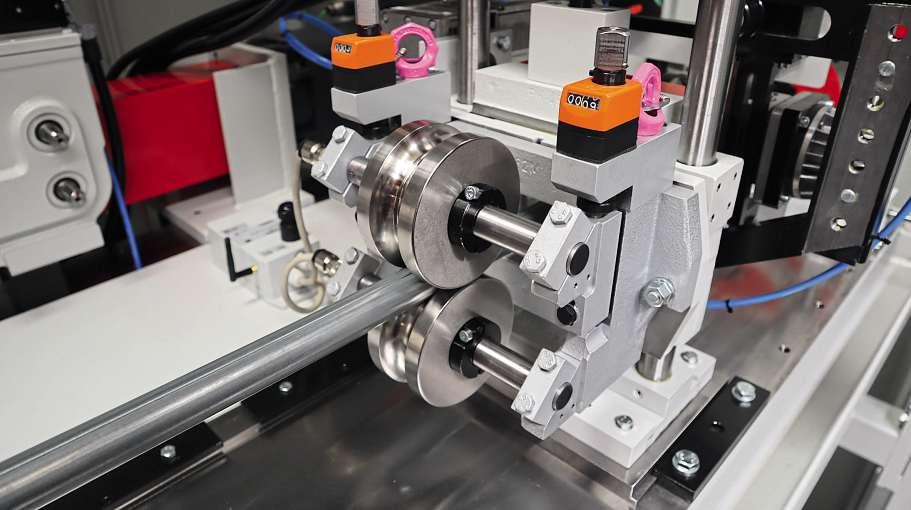
Im flexiblen Rohrproduktionscenter
Variostar von Weil sind Mehrwalzen- und Laserschweißanlage kombiniert

FERTIGUNGS-KNOW-HOW AUS EINER HAND
Vom Laserschweißen und -schneiden bis zur finalen Rohrformung
bietet Weil Technology gemeinsam mit der Tochter Novatec
Engineering schlüsselfertige Lösungen.
Metallische Rohre sind in vielen Bereichen unersetzbar,alsKaminrohre,Lüftungsrohre,Schüttgutrohre, Abgasrohre, gerade, gebogen, als T-Stücke–umnureinigeAnwendungenzunennen.Um diese wirtschaftlich in hochwertiger Qualität herzustellen, bedarf es gut abgestimmter Produktionsschritte. Im Fertigungsprozess steht dem Ziel der ProduktivitätssteigerungofteinehoheVariantenvielfaltentgegen. Das gilt für die Wandstärken, Rohrlängen und Durchmesser genauso wie für die Rohrenden- und Weiterbearbeitung Globalisierung,kürzereProduktlebenszyklen und wachsende Kundenanforderungen steigern den BedarfhinzuimmermehrFlexibilitätinderFertigungstechnik.
VERFASST VON
FelicitasLedig
Gruppenleiterin Marke-
ting & Kommunikation
Weil Technology GmbH
WeilTechnologybietetdafürgemeinsammitseinerseit 2024 zum Unternehmen gehörenden Tochter Novatec EngineeringschlüsselfertigeLösungenauseinerHand: vom Laserschweißen und -schneiden bis zur finalen
Rohrformung Die Anlagen von Weil und Novatec sind individuellnachKundenanforderungenkonstruiertund bieten eine hohe Flexibilität in der Rohrproduktion. Dank der werkzeugwechselfreien Fertigungstechnik könnenunterschiedlichstemetallischeRohreinkleinen undmittlerenLosgrößeneffektivhergestelltwerden–in hoherQualität,beibesterRentabilitätundmiterprobten und robusten Prozessen. Dafür werden kundenspezifisch alle benötigten Arbeitsschritte kombiniert – von der Blechumformung über das Fügen und Trennen durch Laser bis hin zu Rohrendenbearbeitungen und Beschriftung EinhoherAutomatisierungsgradallerFertigungsschritte ist möglich.
Ausgehend vom Coil oder Blechstapel bietet Weil Technology eine komplette Fertigungslinie zum endgeformten Rohr aus einer Hand. Der Kunde hat somit einen Ansprechpartner für die gesamte Lösung, von der ersten Anfrage bis zur Inbetriebnahme und darüber hinausfürServiceundWartung WeilTechnologyblickt auf über 35 Jahre Erfahrung mit Laserschweiß- und -schneidanlagen zurück. Novatec ist seit 2012 am Markt
tätig und arbeitet schon seit Längerem eng mit Weil zusammen. Aus diesem Wissen und der langjährigen ErfahrungwerdendieindividuellenRohrfertigungslösungen mit vielen weiteren Vorteilen für die jeweiligen Applikationen beim Kunden entwickelt.
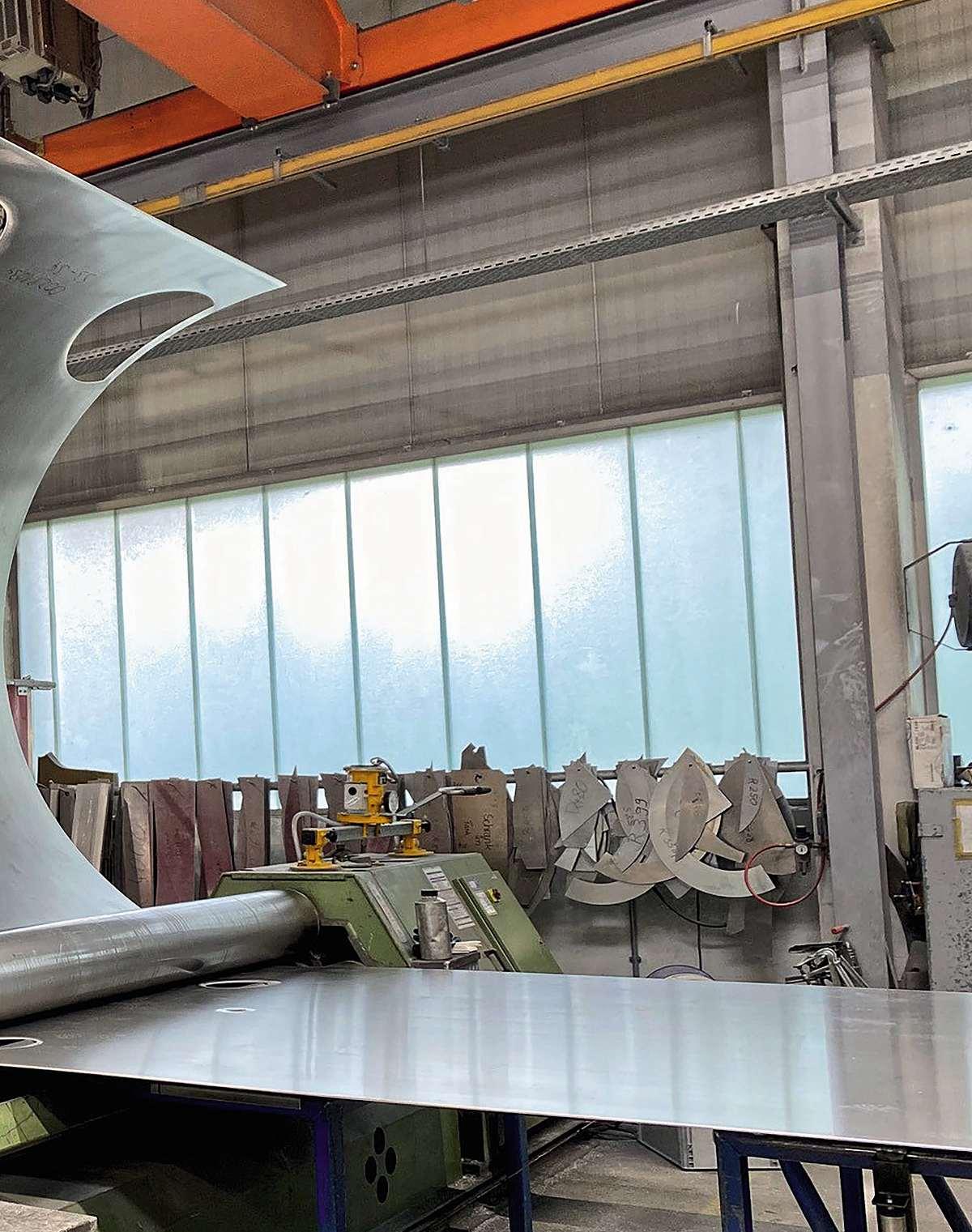
Für die Qualität und Effizienz ist vor allem der Rundbiegeprozessentscheidend.EinguterRundbiegeprozess istdieVoraussetzungfürdiespätereWeiterverarbeitung in der Schweißanlage. In der Schweißanlage läuft das gerundete, noch unverschweißte Rohr unter einer stehenden Laseroptik hindurch und wird geschweißt. Durch dieses innovative Konzept einer Durchlaufschweißanlage wird auf das zeitaufwendige statische Einspannen vor dem Schweißvorgang verzichtet. Dies führtzukürzerenTaktzeitenundeinerhöherenProduktivität. Kombiniert mit der stufenlosen Verstellung der Durchmesser ohne Werkzeugwechsel sind die Anlagen vonWeilTechnologybestensfürdieAnforderungenan die Flexibilität gerüstet. Zur Bedienfreundlichkeit könnenfürunterschiedlicheProduktvariantenindividuelle Datenhinterlegtwerden.AucheinLasermarkiersystem kann bei Bedarf direkt in die Anlage integriert werden. ZumBeispielmitdemFlexistar,derbewährtenflexiblen ProduktionsanlagezurHerstellungdünnwandigerQualitätsrohre mit Durchmesser 80 bis 800 Millimeter und Rohrlängen von 100 bis 2.000 Millimeter Das kompakte Rohrproduktionscenter mit Mehrwalzenrunden und LaserschweißenineinerAnlagezeichnetsichdurchdie kompakte Bauweise und die hohe Flexibilität aus. Es ermöglicht zudem die Fertigung von zwei unterschiedlichen Durchmessern im Wechsel, z. B. für doppelwandigeisolierteKaminrohre.AufdemFlexistarkönnenauch Rohre mit dünner Wandstärke ab 0,2 Millimetern gefertigt werden, wenn niedriges Gewicht oder MaterialersparnisausschlaggebendeFaktorensind.Dankseiner kompakten Bauform benötigt der Flexistar nur eine
We il Te chnology GmbH
Bild:

geringe Aufstellfläche. Speziell für Rohre mit bis zu 3,5 Millimeter Wandstärke hat Weil Technology die vollautomatische Produktionslinie Variostar entwickelt Variostar deckt einen Durchmesserbereich von 80 bis 800 Millimetern, Rohrlängen bis zu 2.000 Millimetern und Materialstärken von 0,8 bis zu 3,5 Millimetern ab Keine Wechselteile über den gesamten Durchmesserbereich bedeuten schnelle Produktionswechsel. Indem die Schweißkanten stumpf lasergeschweißt werden, sinddieseexaktundsauberverbundenundweiseneine hohe Korrosionsbeständigkeit auf
EinRohrendenbearbeitungs-Centerkanndirektmitder Längsnaht-Schweißmaschine gekoppelt werden. Das Transportsystem in Portalbauweise be- und entlädt die BearbeitungsstationenineinemgleichzeitigenTakt.Damit können – bei geringstem Platzbedarf – höchstmögliche Leistung, Fertigungssicherheit und Produktqualität garantiert werden. Zu den Optionen für die Bearbeitung der Rohrenden zählen das Expandieren, Kalibrieren, Sicken, Bördeln, Shrinken usw. Novatec bietet zusätzliche verschiedene Maschinen zum weiteren Formen von Rohren und deren Enden per Laserschneidenund-schweißen–beispielsweisezuRohrbögenoder T-Stücken. (ff)
Die individuell nach Kundenanforderungen konzipierten Anlagen fertigen Rohre für unterschiedlichste Einsatzbereiche in kleinen und mittleren Losgrößen.
TIPP Weil Technology auf der Blechexpo: Halle 1, Stand 1506

AUTOMATISIERUNG & ROBOTIK
VERBESSERN SIE IHREN PRODUKTIONSFLUSS MIT EINEM KOMPLETTEN ALL-IN-ONE-PARTNER
Komplexe Abläufe, Arbeitskräftemangel, Platzmangel: Jeder Hersteller hat seine eigenen Herausforderungen. Dank der hausinternen Roboterintegration und der modularen Technologie helfen Ihnen unsere automatisierten Lösungen und Systeme, echte Produktivität zu erreichen.
Die größte Auswahl an modularen Maschinen: vom Biegen bis zum 2D/3DLaserschneiden, vom Stanzen und Scheren bis zu Lagerlösungen Interne Robotik-Integrationseinheit, die aus dem Fachwissen des langjährigen Partners Sistec AM hervorgegangen ist, die jetzt Teil der Gruppe ist Vollständige Leistungsoptimierung: Das interne Engineering sorgt für eine vollständige Synergie zwischen Roboter und Maschine und eine intelligente Handhabung.
ROLLFORMPROZESS
Der intelligente Richtapparat von Dreistern unterstützt den Bediener bei der Qualitätskontrolle im Rollformprozess. Durch kontinuierliche Überwachung der Profilqualität wird sowohl der Bediener entlastet als auch die Transparenz des Prozesses erhöht.
VERFASST VON
Dr.Cornelia Tepper
Leiterin Innovation und Business Development Dreistern
In der Industrie wächst der Druck Produktionsprozesse ressourcenschonend, effizient und nachhaltig zu gestalten. Treiber sind steigende Material- und Energiekosten,strengeregesetzlicheVorgabenundwachsende gesellschaftliche Erwartungen. Zudem halten neue Materialien aufgrund von Weiterentwicklungen im WerkstoffbereichEinzugindieFertigung,wodurchUmformprozesse komplexer werden. Vorreiter hierfür ist unter anderem die Automobilindustrie, welche zunehmend Applikationen im Blechbereich durch ultrahochfeste Werkstoffe realisiert. Dies stellt die UmformtechnikvorHerausforderungen,fürdiederRollformprozess die passende Lösung liefert.
DieEinsatzmöglichkeitendesRollformprozessesnehmen kontinuierlich zu, unter anderem durch Entwicklungen in der Umform-, Stanz- und Schweißtechnik. Durch diesen technologischen Fortschritt können immer anspruchsvollere Materialien in der Rollformlinie verarbeitet werden, jedoch steigt die Komplexität des Gesamtprozesses. Smarte Baugruppen in der Rollform-
linie, wie der intelligente Richtapparat mitsamt seiner Auswertealgorithmik,unterstützendenBedienerbeider Kontrolle und erhöhen die Effizienz des Gesamtprozesses.
HerausforderungenimRollformprozess
BeimRollformenwirdflachesBandmaterialkontinuierlich über mehrere Umformstufen zu einer definierten Profilgeometrieumgeformt DieIntegrationverschiedener Prozesse wie Schweißen, Stanzen, Prägen oder Schäumen in die Rollformlinie ermöglicht eine große Bandbreite an Profilformen und -größen. Der Rollformprozess als Fertigungsverfahren verbindet die Vorteile eines niedrigen Energiebedarfs, geringer Stückkosten bei hohen Produktionsvolumina, einer hohen Materialausnutzung und eines geringen Wärmeeintrags in das Verarbeitungsmaterial.
Die Summe dieser Vorteile prägt sich am besten bei einem stabilen und störungsfreien Prozess aus. In der
Der intelligente Richtapperat von Dreistern.
Praxis stellt sich genau das oft als Herausforderung dar Von außen in den Prozess wirkende Veränderungen im Prozess, wie Materialschwankungen oder Temperaturschwankungen, können zu Profilabweichungen und somit zu Qualitätsabweichungen führen. Der Richtprozess am Ende der Rollformmaschine korrigiert Profilfehler wie Längsbiegung oder Torsion, die während des Prozesses, aufgrund von Materialeigenschaften oder falscher Justierung entstehen können. Dazu wird der Richtapparat so eingestellt, dass er die Eigenspannungen im Profil durch das Erzeugen von Gegendruck neutralisiert Bisher basiert die Einstellung auf dem ErfahrungswissendesMaschinenbedieners,derdieProfilqualität regelmäßig kontrolliert und bei Qualitätsänderungen nachjustiert. Aufgrund des demografischen Wandels aber auch anderen Faktoren wie Fluktuation geht dieses Wissen in vielen Unternehmen jedoch zunehmendverloren.DadurchwerdenQualitätsprobleme oft zu spät erkannt oder gar nicht bemerkt werden, was im kontinuierlichen Rollformprozess schnell mehrere Tonnen Ausschuss pro Tag zur Folge haben kann
HiersetztderintelligenteRichtapparatvonDreisternan. Integrierte Kraftsensoren erfassen kontinuierlich die EigenspannungenimProfil.DiegemessenenWertewerden parallel zum Prozess in der Maschinensteuerung ausgewertet und auf dem HMI angezeigt. Verändern sichnundieEigenspannungenimProfil,beispielsweise aufgrund von Materialschwankungen, werden die Änderungen durch die integrierte Sensorik detektiert und mittels der Auswertealgorithmik analysiert und visualisiert. Verlassen die Kräfte den zuvor festgelegten Toleranzbereich, werden automatisch Aktionen ausgelöst. Diese reichen von Benachrichtigung des Bedieners bis hin zum Maschinenstopp Dadurch sind weniger Kontrollen der Profilqualität notwendig, denn der Bediener wird bei Verlassen des Toleranzbereichs sofort informiert und kann umgehend reagieren Auf diese Weise wird die Gefahr von unerkannten Qualitätsabweichungen reduziert.
DieSensordatenermöglichenauchdieVorhersageder optimalen Einstellung des Richtapparats, da die MesswerteaufVerstellungendesRichtapparatsselbstreagieren. In Zusammenarbeit mit dem Institut für Produktionstechnik und Umformmaschinen der TU Darmstadt arbeitet Dreistern derzeit an einem Machine-Learningbasierten Assistenzsystem, das das Bedienpersonal bei derJustierungunterstützt.Zielistes,dassdieMaschine selbstständig die optimale Einstellung berechnet und umsetzt.DiemotorischeAusführungdesRichtapparats bildet dabei die Grundlage für eine spätere vollautomatische Einstellung
DurchdieIntegrationvonKraftsensorenindenRichtapparat in Kombination mit der Auswertealgorithmik von Dreistern wird der Rollformprozess transparenter undeffizienter.DerintelligenteRichtapparatermöglicht es auch unerfahrenen Bedienern den komplexen Rollformprozess zu beherrschen. Dadurch ist ein noch breitererEinsatzdesRollformprozessesmöglich,dennauch weniger erfahrene Unternehmen werden befähigt den Prozess zu beherrschen. Der Rollformprozess ist eine Antwort auf die aktuellen Herausforderungen der Fertigung und gewinnt kontinuierlich an Bedeutung für zukunftsorientierte Produktionskonzepte (ff)
TIPP
Dreistern auf der Blechexpo: Halle 3, Stand 3403





20,Halle 1StandA 6

Damit Ihre Ideen funktionieren!
Systemlösungen, Sondermaschinen und Werkzeuge für Ihre Blechbearbeitung.
Ottemeier Werkzeug- und Maschinentechnik GmbH Kapellenweg 45 33415 Verl-Kaunitz Fon 05246 9214-0 info@ottemeier.com ottemeier_maschinentechnik

HOCH LEGIERTE STÄHLE
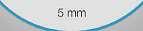
Hochlegierte Stähle schweißen: Die Auswahl des richtigen Prozessgases reduziert Oxidation und Nacharbeit.
In der industriellen Fertigung gilt das Schweißen als Schlüsseltechnologie, die nicht nur für stabile Verbindungensorgt,sondernauchüberdieLanglebigkeit und Qualität ganzer Konstruktionen entscheidet. BesondersbeianspruchsvollenMaterialiensteigendieAn-

Beim MAG-Schweißen hochlegierter Werkstoffe trägt ein exakt abgestimmtes Schutzgas wesentlich zur Prozesssicherheit und Nahtqualität bei.
forderungen an den Prozess und mit ihnen die Herausforderungen. Fehlerhafte Schweißnähte, Oberflächenverfärbungen und poröse Strukturen führen häufig zu kostenintensiven Nacharbeiten oder sogar zu Produktausschuss.
BesonderskritischwirdesbeihochlegiertenStählen, wie sie in der chemischen und Lebensmittel verarbeitenden Industrie zum Einsatz kommen. Ihre komplexe Zusammensetzung verlangt höchste Präzision im Schweißprozess, da bereits geringe Abweichungen zu MaterialversprödungoderKorrosionsproblemenführen können. Ein zentraler Faktor mit entscheidendem Einfluss auf das Ergebnis: das verwendete Prozessgas zum Schweißen. Denn es schützt nicht nur das Schmelzbad, sondern beeinflusst direkt die mechanischen Eigenschaften und die optische Qualität der Schweißnaht.
Werkstoffe–großeVorteile undhoheRisiken
Hoch legierte Stähle wie Duplex-, Superduplex- oder austenitische Edelstähle bieten hervorragende Festigkeits- und Korrosionseigenschaften. Allerdings nur, wennihreGefügestrukturbeimSchweißenintaktbleibt. Diese Materialien enthalten Legierungselemente wie Nickel oder Molybdän, die bei hohen Temperaturen stark mit Sauerstoff reagieren. Die Folge: Oxidation an der Schweißnaht, Verfärbungen, Porenbildung und im schlimmsten Fall ein Verlust der gewünschten Werkstoffeigenschaften.
BeimMetall-Aktivgas-Schweißen(MAG)dieserWerkstoffezeigtsichhäufig,wieempfindlichderProzessauf unpassende Schutzgaszusammensetzungen reagiert Die Balance zwischen Stabilität des Lichtbogens, Einbrandtiefe,NahtqualitätundVermeidungvonOxidation istkomplexundentscheidetdarüber,obnachgearbeitet werden muss oder ein optimales Ergebnis entsteht.
Schutzgas:unsichtbarerSchlüsselzur Prozessqualität
EinwesentlicherAspektbeimSchweißenhochlegierter StähleistdieReduktionunerwünschterchemischerReaktionen durch exakt angepasste Schutzgase. Diese GaseerzeugeneinekontrollierteAtmosphäre,welcheden Zutritt von Sauerstoff, Stickstoff oder Feuchtigkeit aus der Umgebungsluft unterbindet. Dadurch wird verhindert,dasssichOxideoderNitrideinderWärmeeinflusszone oder in der Schweißnaht selbst bilden. Solche Re-
aktionsproduktegeltenalshäufigeUrsachefürVersprödung,RissbildungodereineerhöhteKorrosionsanfälligkeit. Besonders kritisch ist dabei der CO₂-Gehalt Ein Anteil unter 3 Volumenprozent reicht aus, um die Ionisierung für einen stabilen Lichtbogen sicherzustellen Gleichzeitig verhindert dieser niedrige Wert eine übermäßige Kohlenstoffaufnahme, was zur Bildung von Chromkarbiden führen kann. Diese sogenannte Sensibilisierung reduziert die Korrosionsresistenz insbesondere im interkristallinen Bereich und kann die Lebensdauer ganzer Anlagen deutlich verringern.
TemperaturmanagementdurchHeliumund Wasserstoff
DieZusammensetzungdesSchutzgaseshaterheblichen Einfluss auf die thermische Steuerung beim MAGSchweißen hoch legierter Stähle Helium etwa erhöht durch seine hohe Ionisierungsenergie die Lichtbogentemperatur und verbessert die Wärmeeinbringung in dasWerkstück.DasführtzueinergleichmäßigerenEinbrandtiefe, besserer Nahtflankenbenetzung und stabileren Prozessen, insbesondere bei dickwandigen Bauteilen oder höheren Schweißgeschwindigkeiten
Wasserstoff wiederum wird in kleinen Anteilen beigemischt, um die Wärmeleitfähigkeit des Gases zu erhöhen und eine reduzierende Wirkung im Lichtbogen zu erzielen. Dies trägt zur Minimierung von OberflächenoxidationbeiundverbessertdasFließverhaltendes Schweißbads. Die Kombination beider Gase in abgestimmtenMischungenerlaubtes,Nahtqualität,Prozesssicherheit und Produktivität zu steigern
Schutzgaslösungfürhochlegierte Werkstoffe
Arcal M11 wurde speziell für die Anforderungen beim MAG-Schweißen hoch legierter Stähle entwickelt und ist auf die Eigenschaften korrosionsbeständiger Werkstoffe abgestimmt Der weltweit tätige Gase- und Technologieanbieter Air Liquide hat das Schutzgas gemäß den Vorgaben der Schutzgasgruppe M11 nach DIN EN ISO14175konzipiert.DieZusammensetzungbasiertauf Argon als Hauptkomponente und enthält zusätzlich ge-
Telefonische Beratung:
+49 (0) 2245 / 2703
VERFASST VON
NorbertSemsch
Internet:

ringeAnteileanCO₂undWasserstoff DieseZusammensetzung ermöglicht einen stabilen Lichtbogen, verbessert die Nahtübergänge und reduziert unerwünschte Oxidation. Gerade bei hoch korrosionsbeständigen CrNi-Stählen und Nickelbasis-Werkstoffen lassen sich so Schweißergebnisse mit hoher Qualität und minimalem Nachbearbeitungsaufwand erzielen.
Schutzgaseneugedacht–weniger Nacharbeit,bessereErgebnisse
Die Reduktion von Nacharbeit, die Minimierung von OxidationunddielangfristigeSicherungderWerkstoffeigenschaftensindheutezentraleZielebeimSchweißen hochlegierterStähle.DerSchlüsselliegtineinerpräzise abgestimmten Schutzgasstrategie, die auf die spezifischen Anforderungen des Werkstoffs und der Schweißaufgabezugeschnittenist.ModerneSchutzgasmischungenermöglichennichtnurstabileProzesseundhöhere Schweißgeschwindigkeiten, sondern senken auch den Material- und Energieverbrauch. Ein klarer Gewinn für Wirtschaftlichkeit und Nachhaltigkeit. (ff)
Warum Schutzgase mehr als nur „Begleitstoffe“ sind
Die Zusammensetzung des Schutzgases beeinflusst zentrale Prozessparameter:
Lichtbogenstabilität: Je nach Gaszusammensetzung variiert die Zündwilligkeit und Führung des Lichtbogens.
Nahtformung: Einflüsse auf Benetzung, Übergang zum Grundwerkstoff und Spaltüberbrückung
Oxidation: Gase mit reduzierender Wirkung minimieren Verfärbungen und Materialveränderungen.
Einbrandtiefe: Abhängig vom Energieeintrag durch das Gasgemisch.
Mechanische Eigenschaften: Vermeidung von Poren, Rissen und Gefügefehlern.

Experte für Gase zum Schweißen und Schneiden Air Liquide Deutschland Verkauf

www.blechpartner.de





Beratung und Verkauf von Maschinen zur Blechbearbeitung & Schweißnahtvorbereitung blSortimentauf echpartner.de LassenSiesichgerne vonunsberaten!









Wir beraten Sie zu der Maschine, die am besten zu Ihrer Aufgabenstellung passt. Einer unserer besonderen Schwerpunkte ist die Schweißnahtvorbereitung
Entdecken Sie unser Sortiment online unter www.blechpartner.de










Mit dem neuen Biegezentrum senkt
Bedrunka + Hirth die Taktzeiten um 33 Prozent.

MEHR PRÄZISION, MEHR OUTPUT
Bedrunka + Hirth geht den nächsten Schritt in Richtung Automatisierung und setzt erneut auf eine Biegetechnologie von RAS Reinhardt Maschinenbau. Mit dem neuen Multibend-Center erreicht das Unternehmen mehr Effizienz sowie Prozesssicherheit und schafft die Grundlage für weiteres Wachstum in der Fertigung hochwertiger Betriebseinrichtungen.
SeitüberfünfJahrzehntenstehtdasfamiliengeführteUnternehmenausBräunlingenfürdurchdachte Betriebseinrichtungen „made in Germany“ Gegründet 1969, beschäftigt Bedrunka + Hirth heute rund 130MitarbeiterundbieteteinmodularesSortimentmit über 10.000 Einzelteilen Neben klassischen Werkbänken und Schubladenschränken entstehen am Standort auch Gehäuse- und Schaltschranklösungen. Mit der ErweiterungvonProduktions-undVerwaltungsflächenim Jahr2020bekenntsichdasUnternehmenklarzuWachstum und Innovationskraft.
VERFASST VON
RominaKlingler
Marketing-Managerin
RAS Reinhardt
Maschinenbau
KontinuitätmitFortschritt
Mitte der 2000er-Jahre stieß die manuelle Fertigung dank wachsender Nachfrage und zunehmender Pro-
duktvielfalt bereits an ihre Grenzen. Um wirtschaftlich zu bleiben und gleichzeitig Qualität sowie Wiederholgenauigkeitzugewährleisten,entschiedsichBedrunka +Hirthbereits2007fürdenEinstiegindieautomatisierte Biegetechnik mit dem ersten Multibend-Center von RAS Reinhardt Maschinenbau. Mit der anhaltenden Nachfrage nach individuellen Lösungen für den Werkstatt- und Industriebereich geriet das bewährte Biegezentrum zunehmend an seine Kapazitätsgrenze und potenzielleAusfällesolltenvorausschauendvermieden werden.AuchwenndieAnlageüber17Jahrehinwegein zuverlässigerPartnerwar,warnunklar:Werweiterwachsen will, muss modernisieren.
BereitsdieerstenMusterteileunddieVorführungder Maschinenfunktionen überzeugten die Verantwortlichen bei Bedrunka + Hirth erneut. „Die Wiederholge-
nauigkeit, Ergonomie und Effizienz des neuen Multibend-CentersließenkeinenZweifel“,betontKadirEngin, Abteilungsleiter für Blechbearbeitung
Die Entscheidung für ein neues Biegezentrum fiel erneut auf RAS Nicht nur wegen der Qualität und Langlebigkeit der ersten Maschine, sondern auch aufgrund derräumlichenNähezumHersteller,desumfassenden und verlässlichen technischen Service und der ausgereiften und durchdachten Softwarelösungen.
33ProzentkürzereTaktzeiten
Seit August 2024 ist das neue Biegezentrum im ZweiSchicht-Betrieb im Einsatz, und das mit spürbarem Erfolg. Die Produktivität ist messbar gestiegen, die Rüstzeiten wurden deutlich reduziert und die Bedienerfreundlichkeithatsichverbessert.Beibiszu20Umbauten pro Tag liegt die Umrüstzeit bei lediglich 1 bis 1,5 Minuten, ein beachtlicher Wert für reibungslose Abläufe.
Ein besonderer Vorteil sind die maßgeschneiderten Sonderwerkzeuge, die in enger Zusammenarbeit mit RAS speziell für Bedrunka + Hirth entwickelt wurden. Sie ermöglichen nicht nur die Umsetzung komplexer Schubladenkonstruktionen, sondern sparen bei rund 50 ProzentderProduktesignifikantZeit.Sokonntenim Schubladensegment allein durch die Optimierung des Werkzeugaufbaus und den Einsatz der Sonderwerkzeuge bis zu 19 Sekunden eingespart werden.
DieTaktzeitreduziertesichdadurchvonursprünglich 58 Sekunden auf nur 39 Sekunden. „Bei einer Vielzahl unterschiedlicher Schubladentypen ergibt sich daraus eine durchschnittliche Zeitersparnis von 16,55 Sekunden pro Artikel“, erklärt Engin. „Auf das Jahr gerechnet entsprichtdaseinerGesamtersparnisvonüber365Stunden.“ZudemwirdderautomatischeWerkzeugwechsler durch die verbesserten Abläufe deutlich entlastet, was den Verschleiß reduziert und die Notwendigkeit häufiger Wechsel weiter minimiert.
DieneueProgrammiersoftwarebringtKonstruktionund Produktion noch enger zusammen. 3D-Visualisierung,

intuitive Bedienoberfläche und die direkte STEP-Datenübernahme ermöglichen bei Bedrunka + Hirth eine schnelle Machbarkeitsprüfung und direkte Kommunikation an den Kunden. Dadurch wird die Fehlerquote signifikant reduziert. „Die Bediener sind begeistert, nicht nur wegen der Übersichtlichkeit, sondern vor allem,weildieMaschineaktivHinweisegibtundsoFehler proaktiv verhindert“, so Engin.
ZusätzlichkannbeitechnischenFragendirektvonder Maschine aus eine Verbindung zum RAS-Support hergestelltwerden.DerRemote-ZugriffverkürztReaktionszeitenundminimiertAusfallzeiten.Dasisteinentscheidender Vorteil in dieser schnelllebigen Zeit.
Die neue Biegeanlage verarbeitet im Schnitt rund 800 Schubladenelemente täglich, bei einer durchschnittlichen Bauteilgröße von 500 Millimetern × 1000 MillimeternundlediglicheinemBediener Möglichwirddies durch die clevere Integration des Multibend-Centers in die bestehende Prozesskette. Rund 90 Prozent der Bleche sind bereits vorgestanzt oder gelasert und werden automatisch in das System übernommen. Die durchgängige Prozessverkettung mit automatischem Einziehen, Ausrichten, Biegen und Entladen der Blechteile schafft stabile, wiederholgenaue Abläufe bei minimalem Personalaufwand. „Ohne diese Form der Automatisierung wären diese Stückzahlen nicht realisierbar Abkantpressen mit Roboterergänzung können bei der Geschwindigkeit schlicht nicht mithalten“, resümiert Engin.
FürBedrunka+HirthistdasneueMultibend-Centerein zukunftsweisender Baustein in der Unternehmensstrategie. Hohe Wiederholgenauigkeit, beeindruckende Ausbringungsmengen,minimaleAusfallzeitenundeine außergewöhnlich einfache Bedienung machen das System zum Herzstück der modernen Blechbearbeitung „Wenn jemand auf guten Service, einfache Bedienung und maximale Effizienz Wert legt, dann führt kein Weg anRASvorbei“,lautetdasFazitbeiBedrunka+Hirth.(ff)
Maschinenbau

›VielseitigeWerkstoffauswahl: passender Werkstoff in der richtigen Abmessung
›VerschiedeneAusführungen: gefräst, kreuzgeschliffen oder rund
›VerlässlicheSchnelligkeit: garantiert kürzeste Lieferzeiten
Bandgalvanik 4.0: Prozessstabilität und Pufferkapazitäten mit intelligenter Wickeltechnik erhöhen.

PUFFERKAPAZITÄTEN
Wer galvanisch beschichtete Bänder produziert, kennt die Herausforderung: Der Prozess muss laufen – konstant, kontrolliert, störungsfrei. Die Grundlage für eine gleichmäßige Schichtqualität entsteht nicht erst im Bad, sondern deutlich früher: nämlich im Bandlauf, in der Wickeltechnik.
In der Bandgalvanik entscheidet jede VorschubabweichungüberdasErgebnis.GerätdasBandinsStocken, verändertsichdieExpositionszeit–mitdirektenAuswirkungen auf die Schichtdicke. Taktstörungen beeinträchtigennichtnurdieBeschichtungsqualität,sondern auch die Wirtschaftlichkeit der Linie, etwa durch Nacharbeit, Ausschuss oder Prozessunterbrechungen Ein stabiler Prozess setzt daher eine kontinuierliche, fein regelbareMaterialbewegungvoraus–auchdann,wenn vorgelagerteodernachgelagerteAggregateausdemTakt geraten. Genau an dieser Stelle kommt Wickeltechnik ins Spiel.
Wickeltechnik–unsichtbar,aber unverzichtbar
Moderne Wickelsysteme übernehmen heute weit mehr alsnurdasAuf-undAbwickeln.Siefungierenalsaktive Pufferstationen,dieProzessdifferenzenausgleichenund damit den galvanischen Ablauf vor Taktabweichungen schützen.
Durch präzise Tänzersysteme, automatisierte SchleifenregelungundsensorgestützteBandzugüberwachung lassen sich stabile Vorschubverhältnisse realisieren –unabhängig von Coilwechseln, Formatumstellungen oderkurzenStillständenimLinienverlauf Sobleibtder
elektrochemische Prozess konstant, selbst wenn das Umfeld dynamisch reagiert.
Prozessstabilitätbeginntbeider Pufferstrategie
Ein zentraler Aspekt bei der Planung oder ModernisierunggalvanischerLinienistdieFrage:WievielMaterial lässt sich puffern – und wo? Gerade in beengten Anlagenumgebungen stoßen klassische Pufferkonzepte an ihre Grenzen. Vertikale Schleifenführungen, modulare Tänzerlösungen oder kompakte Speichersysteme ermöglichen heute deutlich höhere Speicherdichten auf minimalemRaum.Entscheidendistdabeinichtnurdie technische Auslegung, sondern die systemische IntegrationindieLinie.AnbieterwieHurasStanzautomation, die sich auf Vorschub- und Wickeltechnik in der Bandverarbeitung spezialisiert haben, verfolgen hier modulare Ansätze, die sich flexibel in bestehende oder neue Systeme einfügen lassen – ohne die Linie umzubauen oder zu unterbrechen.
EinweitererEffizienzvorteilergibtsichdurchdieMöglichkeit,einLaser-BandschweißgerätdirektindieLinie zu integrieren – eine Lösung, die Huras ebenfalls anbietet.DamitlässtsichEndlosmaterialohneCoilwechsel verarbeiten,wasStillstandszeitenreduziertunddieProzessstabilität nochmals deutlich erhöht.
Wickeltechnikinderdigitalen Produktionskette
Die zunehmende Digitalisierung in der Fertigung wirkt sichauchaufdieRollederWickeltechnikaus.Moderne Systeme lassen sich direkt in übergeordnete Automatisierungskonzepte einbinden und erfassen Parameter wie Bandgeschwindigkeit, Zugkraft, VorschubabweichungenundRüstzuständeinEchtzeit.Dadurchwerden Schleifenlänge, Bandspannung und Vorschubdynamik kontinuierlich an die Prozesssituation angepasst.
TIPP
Huras Stanzautomation auf der Blechexpo: Halle 6, Stand 6214
VERFASST VON RafaelGut
Geschäftsführer
Huras Stanzautomation

Neben einer verbesserten Prozessregelung ermöglichen diese Systeme auch präventive Wartung und eine gezielte Analyse potenzieller Engpässe – wichtige Voraussetzungen für eine robuste, störungsarme Galvaniklinie.
DreiTippsfüreinezukunftssichereWickeltechnik Puffer nicht nachrüsten – vorausdenken: Eine durchdachte Pufferstrategie muss Teil der frühen Anlagenplanung sein. Nur so lassen sich Taktunterschiede, temporäre Störungen oder coilbedingte Verzögerungen sicher abfangen.
Platz clever nutzen: Gerade bei bestehenden Anlagen sind vertikale oder mehrlagige Wickelsysteme sinnvoll. Sie nutzen das vorhandene Raumprofil optimal und lassen sich modular erweitern.
Integration statt Isolation: Wickeltechnik sollte nicht als separates Modul betrachtet werden, sondern als steuerungsseitig vernetzter Bestandteil der gesamten Prozesskette. Erst durch diese Systemintegration entfaltet sie ihr volles Potenzial für Prozesssicherheit und Produktqualität.
Die Anforderungen in der Bandgalvanik steigen: Unterschiedliche Werkstoffe, enge Toleranzen und hochfrequente Taktzyklen erfordern eine präzise geführte, unterbrechungsfreie Materialbewegung Die WickeltechnikleistethierzueinenzentralenBeitrag–nichtnur alsmechanischesZwischenglied,sondernalsregelbare, digitale Komponente, die galvanische Prozesse mit nachfolgenden Bearbeitungsschritten synchronisiert. Systeme, wie sie von Huras Stanzautomation entwickelt werden, fokussieren auf hohe Regelgüte, platzsparendeIntegrationunddigitaleSchnittstellen.Sielassen sich exakt auf Linienanforderungen abstimmen und tragen dazu bei, den Bandlauf gezielt zu stabilisieren –ohne die Prozesse selbst zu beeinflussen. So wird die Wickeltechnik zum verbindenden Element zwischen Beschichtung und Folgeprozessen – und zu einem Schlüssel für gleichmäßige Qualität, reproduzierbare Ergebnisse und höhere Linienverfügbarkeit. (ff)
Eplan Cable proD ist eine Lösung, um Maschinen schnell und einfach zu verkabeln. Die Software hilft, benötigte Informationen für Konstruktion, Fertigung und Montage zu ermitteln. Kabelwege lassen sich am 3D-Modell der Maschine auf den Millimeter genau planen und routen. So können auch vorkonfektionierte Kabel in passender Länge einfach beschafft werden.
Mehr unter: www.eplan.de/cable-prod
ALUMINIUMZERSPANUNG
Auf einem Berggipfel in Chile entsteht gerade das größte Teleskop der Welt. Um tiefe
Taschen in einem für das Teleskop bestimmten Bauteil einzubringen, setzt die Jakob
Behr Maschinenfabrik auf neue Ingersoll-Fräser.

Auf einem 3.046
Meter hohen Berggipfel in der chilenischen Atacamawüste wird das Extremely Large Telescope (ELT) gebaut, das mit einem Spiegeldurchmesser von 39 Metern das weltgrößte Teleskop werden wird. Bauteile für Messinstrumente bearbeitet die Jakob Behr Maschinenfabrik GmbH & Co. KG in München.
Die Rückseite des fertigen Aluminiumbauteils erinnertmitseinerFormstarkaneinenSessel.Dermaßen inspiriert, nimmt Firmenchef Sebastian Behr kurzerhand Platz auf dem „Sitzmöbel“ und thront darauf im Arbeitsraum seiner Hermle C 62 U MT Die spaßige Szene täuscht etwas darüber hinweg, wie filigran die Vorderseite des Teils gestaltet ist, bei deren Fertigung enge Vorgaben an Präzision und Oberflächenqualität einzuhalten waren.
DerAluminiumklotzistkeintypischesBauteilfürdas Familienunternehmen, könnte aber aufzeigen, wohin die Zukunft geht. Das Unternehmen begann mit der Herstellung von Transmissionen und Drehbänken, spä-
ter wurden vor allem Stoßmaschinen konstruiert und gebaut. Diese Maschinen wurden im Laufe der Jahre in immergrößerenAusführungenproduziertundmitden Maschinen wandelte sich auch der Maschinenpark in der 3.000 Quadratmeter großen Halle, in dem heute Großmaschinen dominieren. Als das Münchner Unternehmen die Produktion eigener Maschinen nach und nacheinstellteundsichganzderLohnfertigungwidmete, war die Spezialisierung auf Großteile naheliegend und erwies sich für Behr als einträgliche Nische. Der Kundenstamm kommt vor allem aus dem MaschinenundAnlagenbau,fürdenvieleSchweißkonstruktionen bearbeitet werden. In den vergangenen Jahren wurde
zunehmend Aluminium nachgefragt. Zu bearbeiten sind dabei große Scheiben, Ringe und kubische Teile.
HöchstePräzisionfürsTeleskop
BesondershohePräzisionwirdderFertigungabverlangt, wenn es um Komponenten für den Instrumentenbau geht GenaudafürwurdedasjetztvonBehrfertiggestellte Aluminiumteil in Auftrag gegeben. Bestimmt ist es für eines von mehreren Messinstrumenten, die am Extremely Large Telescope (ELT) der Europäischen SüdsternwarteESOinderchilenischenAtacamawüstezum Einsatz kommen werden. Mit einem Spiegeldurchmesser von 39 Metern soll es das weltweit größte optische Teleskop werden. Nach zehn Jahren Bauzeit wird es voraussichtlich 2027 fertiggestellt.
Metis ist ein Multifunktionsinstrument, das nach seiner Installation am ELT den Weltraum im mittleren Infrarotbereich beobachten wird Es umfasst einen adaptiven Optiksensor, einen hochauflösenden Spektrografen und eine kontrastreiche Kamera Das aktuelle AluminiumbauteilistfürdiesesInstrumentbestimmt.Behr hat es im Auftrag einer niederländischen Forschungseinrichtunggefertigt,dieandeminternationalenGroßprojekt beteiligt ist.
Für die Zerspanung des 950 Millimeter × 900 Millimeter × 850 Millimeter großen Aluminiumklotzes be-

nötigten die Münchner Fertiger etwa zweieinhalb Monate.DamitistSebastianBehrganzzufrieden,zumaldie Herstellung eines ganz ähnliches Bauteils, das zuvor bearbeitet worden war, noch mehr als vier Monate dauerte.
„MankanndieTeilezwarnichtdirektmiteinandervergleichen, aber wir sind auf jeden Fall deutlich schneller geworden, da geht etwas vorwärts“, freut sich Behr Das ist aus seiner Sicht auch dringend notwendig, denn ins-



salvagninigroup.com































BLECHEXPO2025




















Aus einem 950 Millimeter x 900 Millimeter x 850 Millimeter großen Aluminiumblock entstand bei Behr auf einer Hermle C 62 U MT ein hochpräzises Bauteil mit teilweise filigranen Strukturen. Die Bearbeitung dauerte insgesamt zweieinhalb Monate









21.–24.Oktober Halle1Stand1607










MAXIMALE EFFIZIENZ DES PRODUKTIONSPROZESSES










BETRIEBLICHE FLEXIBILITÄT UND ANWENDUNGSVIELFALT


FORTSCHRITTLICHE AUTOMATISIERUNG UND ROBOTIK

Flexible Smart Job Shop (FSJ) ist eine Kombination aus fortschrittlichen Technologien, smarter Software,künstlicherIntelligenz(KI),maschinellemSehen,RobotikundAutomatisierungslösungen, umdynamischdenHerausforderungendesmodernenMarkteszubegegnen. FSJintegrierthochentwickelteTechnologienzumSchneidenundSortieren,Abkantenund Paneelbiegenundkombiniertsiemitautomatischenund/oderrobotisiertenLösungen fürdasBe-undEntladen,HandlingunddenZwischentransportvonMaterialien.

























MODULARE UND SKALIERBARE KONFIGURATION











Das Werkzeugduo aus Schrupp- und Schlichtwerkzeug der neuen Primo Line von Ingersoll hat sich in der Fertigung bei Behr als Gamechanger erwiesen, wodurch die Bearbeitungszeit deutlich reduziert werden konnte.

gesamt sollen 20 Bauteile mit ganz ähnlichen Anforderungen für das ELT hergestellt werden, unter anderem ein weiteres Exemplar des aktuell produzierten. Wenn alle Teile so kommen wie vorgesehen, ist die HermleMaschine, die Behr eigens für derartige Bearbeitungen neu angeschafft hat, allein damit für die nächsten eineinhalb Jahre ausgelastet.
Sebastian Behr erläutert, warum die Bearbeitung zunächst so lange dauerte: „Um die erforderliche Oberflächenqualität zu erreichen, konnten wir mit den bei uns vorhandenen Werkzeugen nur sehr wenig Zustellung fahren Das hat dann die Zeit gefressen.“ Probleme bereiteten dem Fertiger vor allem die zahlreichen tiefen Taschen an dem Bauteil, die nicht effizient hergestellt werden konnten. „Anstatt gleich richtig in die Tiefe zu gehen, konnten wir in jeder Tasche nur herumkrebsen“, räumtBehrein.Hilfesuchendwandteersichschließlich an Michael Bum, technischer Berater für Ingersoll.
Bum brachte zwei Neuheiten von Ingersoll ins Spiel: das Schruppwerkzeug 3729605 P3N2RM250A038L054R008W und das Schlichtwerkzeug3729341P3N2FM250A153R002CausderbrandneuenProduktliniePrimoLine.IngersollhatdieseLiniefür die hocheffiziente Zerspanung von Aluminium entwickeltundsetztdabeiaufVollhartmetall-Werkzeugemit einer neuen, weichschneidenden Geometrie. Zum Schruppen greift der Werkzeughersteller auf eine KordelverzahnungzurückundversiehtdieFräsermiteiner innovativen Beschichtung Die Spanteiler sind so ausgelegt,dasssienichtnurkurzeSpäneerzeugen,sondern auch ein Verhaken dieser Späne verhindern.
Eine Herausforderung war vor allem die Bearbeitung der zahlreichen tiefen Taschen, zwischen denen oft nur ein schmaler Steg mit 5,5 Millimetern Wandstärke stehen blieb

„Durchdieneue Kombinationmitdem SchrupperundSchlichter habenwir Wahnsinnsergebnisse herausgeholt.“
Sebastian Behr, Geschäftsführer, Jakob Behr Maschinenfabrik
Bei den Schlichtwerkzeugen bleibt das polierte Hartmetall für die Aluminiumbearbeitung unbeschichtet. Dank ihrer scharfen Schneiden kommen diese WerkzeugeauchmitwenigAufmaßgutzurechtundarbeiten selbst bei niedrigen Schnittgeschwindigkeiten vibrationsfrei. Schrupper und Schlichter sind standardmäßig mit Innenkühlung ausgestattet und im Durchmesserbereich 6 bis 25 Millimeter bis 6 × D verfügbar Obwohl die Werkzeuge in der Praxis noch nie an einem vergleichbaren Bauteil eingesetzt worden waren, wagte man angesichts der gravierenden Bearbeitungsprobleme bei Behr einen Versuch damit. Auf Empfehlung von Ingersoll fiel die Wahl auf Schrupper und SchlichterimDurchmesser25MillimetermiteinerLängevon6×D,alsodiegrößtenWerkzeugederneuenProduktlinie. Gleich der erste Test in München verlief erfolgreich. Vor allem erfüllte sich die Hoffnung, mit den neuenWerkzeugengleichindieTiefederTaschengehen zu können.

„DasBesondereandiesenWerkzeugen,vorallembeim Schlichter, ist, dass wir die volle Tiefe von 150 Millimetern mit einem Aufmaß von einem zehntel Millimeter auf ein Mal zustellen können“, erklärt Michael Bum. „AuchwenndasWerkzeugindenEckenetwasmehrUmschlingung bekommt, läuft es immer noch sehr ruhig.“
TiefeTaschen,dünneWände
Zur Tiefe der Taschen kam noch eine weitere Herausforderung dazu: Sie liegen dicht beisammen und die Wandstärke dazwischen ist mit 5,5 Millimetern relativ klein. Trotz der hohen Auskraglänge lief schon das Schruppen sehr ruhig Auf Empfehlung von Ingersoll wurde zunächst vorgebohrt, um ein Aufschwingen des Werkzeugs in der Helixbewegung zu vermeiden So konnte das Werkzeug mit 6 × D ein Zeitspanvolumen von 700 Kubikzentimetern pro Minute erreichen.
AuchbeimSchlichtenbereitetedieZustellungvon150 Millimetern keine Probleme. Die erzeugte Oberfläche war exzellent. Bum erklärt das mit der ausgeprägten Stützfase,dieauchbeidünnwandigenBearbeitungenfür hohe Laufruhe sorgt. Wie leise das vonstattenging, berichtet Sebastian Behr: „Beim Schlichten ist das WerkzeugimSchnittpraktischnichthörbar Wirstandenvor derMaschineundmusstenhinsehen,umunsdavonzu überzeugen,dassdieZerspanungbereitsläuft.“DasBauteilkonntemiteinerPräzisionvon5bis8Mybearbeitet werden.
DauertedasHerstelleneinerTaschezuvornochmehr alseineStunde,sosinddafürnurnochwenigeMinuten erforderlich. „Durch die neue Kombination mit dem Schrupper und Schlichter haben wir Wahnsinnsergebnisseherausgeholt“,freutsichSebastianBehr „Wirsind damitumdenFaktor10schnellergeworden.“VomTisch istauchderGedanke,hierineinWerkzeugfürganzspezielleFälleinvestiertzuhaben.DieToolsderPrimoLine können für verschiedenste Fräsaufgaben standardmäßig in der Maschine sein. „Diesem Werkzeug ist es egal, wie tief die Tasche ist“, so Bum Neben hoher Oberflächenqualität und Präzision kommtesbeiderFertigungderBauteilefürdasTeleskop

auchsehraufdieProzesssicherheitan.Fehlerverbieten sich nicht nur wegen der langen Bearbeitungszeit, sondernauchwegendesschwerzubeschaffendenMaterials. Die Knetlegierung AlMgSi1 ist zwar kein exotischer Werkstoff,dochstelltdieVerwendungindemMessgerät besondereAnforderungenanseineReinheit.Damitspäter die Spektralanalyse nicht verfälscht wird, dürfen in derVakuumkammerkeineanderenElementeausgasen. DaskönntebeideminEuropaüblichenMaterialmitRecyclinganteil passieren, weshalb das Rohmaterial aus China eingeführt wird. Dort befindet sich nach Behrs Informationen die weltweit einzige Gießerei, die dem Kunden garantiert, dass die Legierung kein Recyclingmaterial enthält.
Die Zusammenarbeit zwischen Behr und Ingersoll wird weitergehen, auch wenn nun eine wirtschaftliche Bearbeitung derartiger Bauteile erreicht ist. Michael Bum kündige an, noch an einigen Stellschrauben drehenzuwollenunddieBearbeitungunterEinbeziehung des Tech Centers in Haiger weiter zu optimieren. In einemnächstenSchrittkönntenetwaverschiedeneWerkzeughalter erprobt werden. Sebastian Behr räumt ein, anfangszuwenigmitdenWerkzeugspezialistengesprochen zu haben „Künftig werde ich gleich die Expertenmeinung einholen, wenn ich ein Problem sehe“, so der Geschäftsleiter (vs)
Geschäftsleiter
Sebastian Behr mit dem fertigen Aluminiumbauteil auf der Hermle C 62 U MT.
Im Gegensatz zur Vorderseite ist die Rückseite des Bauteils eher einfach gestaltet. Sie ähnelt einem Sessel.
VERFASST VON
MathiasSchmidt
Geschäftsführer
Müller Präzisionswerkzeuge GmbH
HOCHLEISTUNGSBOHRER
Müller Präzisionswerkzeuge hat mit einem neuen
Hochleistungsstufenbohrer für den Zahntechnikspezialisten
Dentaurum ein Sonderwerkzeug realisiert, das die Gratbildung deutlich verringert sowie die Schnittdaten und Standzeiten verbessert.
DieOptimierungderFertigungsprozesseunddamit auch der eingesetzten Werkzeuge ist Kernthema inallenUnternehmensbereichenderDentaurum GmbH&Co KG Dasseitmehrals138JahrenaufDentalanwendungen spezialisierte familiengeführte Unternehmen bietet hochwertige Produkte für die gesamte Breite der Zahnbehandlung an. Das Produktspektrum umfasstdabeiu.a.Dehnschrauben,dieinaktivenZahnspangen für Kinder und Jugendliche im Einsatz sind. Damit jene Bauteile zuverlässig verschraubt werden können, müssen hoch spezialisierte Mikrobohrer mit einem Durchmesser von nur 1,5 Millimetern kleinste Öffnungen in sie setzen. Eine Herausforderung für die Fertigung sind dabei vor allem die eingesetzten Werkstoffe. Die Dehnschrauben bestehen aus hochfestem, rostfreienStahl,deraufgrundseinesgeringenSchwefelgehalts schwer zu bearbeiten ist. Lässt die Schärfe der Schneidkanten nach, führt das zu Gratbildung an den
Bauteilen–dieseGratelassensichnurschwerentfernen, das führt zu Ausschuss und damit Kosten.
Die bisher für die Fertigung der Dehnschrauben eingesetzten Bohrer erreichten eine Standzeit von 6.000 Bohrungen. Durch die hohen Stückzahlen war ein häufiger Austausch der Werkzeuge nötig, um die gestiegenenAnforderungenandieOberflächenundToleranzen zu erfüllen. Dentaurum begab sich daher auf die Suche nacheinemAnbieter,dereinprozesssicheresWerkzeug entwickeln konnte, das störungsfrei und wirtschaftlich bei konstant hoher Standzeit mit gleichbleibend hoher Qualität fertigen kann.
FertigungsleiterKlausMerkletrafwährendeinesMessebesuchs auf Steffen Gospodarek, zuständig für technischeBeratungundVerkaufbeiMüllerPräzisionswerkzeuge. Schnell war klar, dass das Know-how von Müller PräzisionswerkzeugegenauaufdieAnforderungpasste. Sowurdevereinbart,dassderWerkzeugspezialisteinen
Die Werkzeuge von Müller wurden speziell an die Bedürfnisse von Dentaurum angepasst.


neuen Hochleistungsstufenbohrer für die Bearbeitung der Dehnschrauben entwickeln sollte, der eine möglichst geringe Gratbildung und damit eine längere Standzeit ermöglicht.
Müller Präzisionswerkzeuge passte den Hochleistungsstufenbohrer mit einem Durchmesser von 1,5 MillimeternundeinemSenkwinkelvon90Gradindividuell an die Bedürfnisse des Medizintechnikherstellers an. Speziell polierte Spanräume, feinstgeschliffene Werkzeugschneiden und ein Microfinishing nach dem BeschichtenfüreinehochpräziseOberflächezeichnenden Bohrer aus. Dank der speziellen Mikro-SchneidkantenpräparationistseineSchneidezudembesondersscharf, sodass er leicht auch in zähe Werkstoffe eindringen kann und die vorgegebene Position exakt einhält
ZugleichbleibtdieSchneidelangesauber,sodasseine Gratbildung an den filigranen Bauteilen wirksam verhindertwird.SchnittdatenwieProzesssicherheithaben sich somit deutlich verbessert. Die Standzeit ist bereits erheblich gestiegen – um rund 12 Prozent und mit weiterem Potenzial nach oben.
DieGratbildungseieinbesondersdiffizilesThemafür die Qualität, denn es sei sehr aufwendig, den Grat nach der Bearbeitung zu entfernen, ohne die Bauteilgeometrie zu beschädigen „Früher war es durchaus ein Widerspruch,dasseinWerkzeugbeschichtetundgleichzeitig scharf ist“, sagt Manfred Illich, Leiter der Automatendreherei bei Dentaurum
Müller Präzisionswerkzeuge hat ein spezielles Beschichtungsverfahren entwickelt, das sich von den Verfahren anderer Anbieter abhebt. Zunächst wird das Werkzeug geschärft und anschließend eine an das Einsatzgebiet des Werkzeugs angepasste, anwendungsspezifische Schicht aufgebracht. Damit erhält die OberflächeeinehöhereWiderstandskraftunddieStandzeitdes Werkzeugs verlängert sich.
Ein weiteres Verfahren ist die Schneidkantenverrundung Die durch den Schleifprozess an den Werkzeugschneiden entstandenen Mikroausbrüche und sonstigen Ungleichmäßigkeiten werden geglättet. Dadurch steigt die Prozesssicherheit und es lassen sich höhere Schnittgeschwindigkeiten und Vorschübe fahren. Die Sonderwerkzeuge können auch bis zu fünf Mal nachgeschliffenwerden,wasihreGesamtlebensdauersowie die Rentabilität um den entsprechenden Faktor erhöht. Eine verlängerte Standzeit gibt Sicherheit für die Großserienfertigung und spart Kosten. Die Ergebnisse ausdemProjektmitDentaurumbezüglichderBeschichtung, der Schneidengeometrie und Werkzeugleistung lassen sich durchaus auch auf ähnliche Anwendungen in der Medizintechnik übertragen.(vs)
Die Dentaurum GmbH & Co. KG stellt hochwertige Produkte für die gesamte Breite der Zahnbehandlung her










Die bearbeiteten Teile werden an der Separierstation auf ein Transportband übergeben, das sie zum Trockner befördert
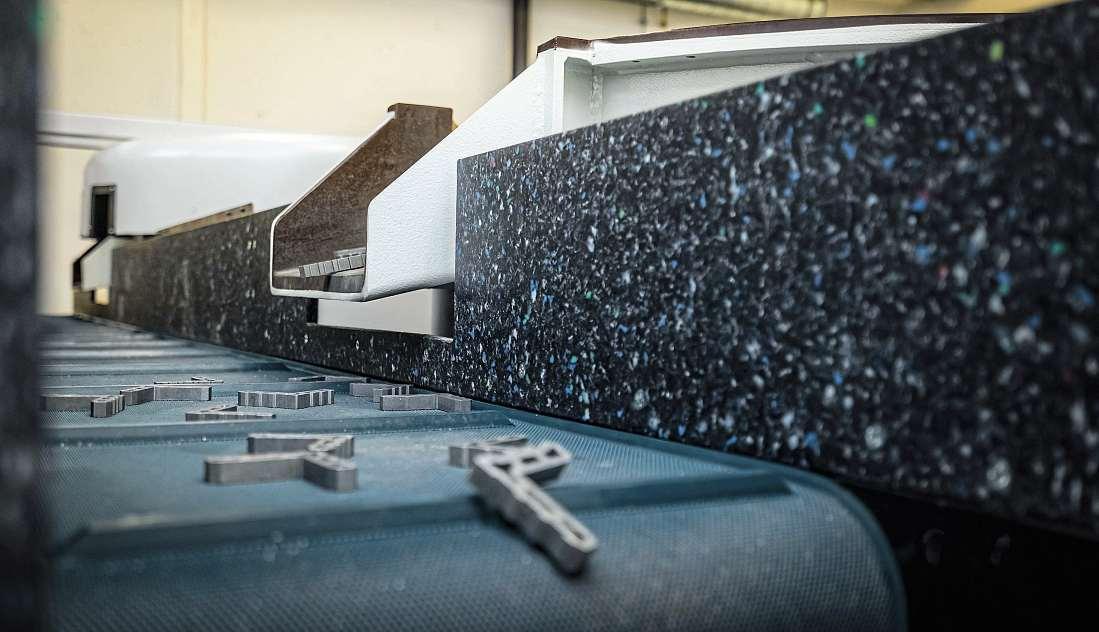
GLEITSCHLEIFEN
Baselland ESB hat in eine hochautomatisierte Gleitschlifflösung von Rösler investiert, um eine große Werkstück- und Materialvielfalt zu bearbeiten. Sie umfasst zwei Rundvibratoren, einen energiesparenden Trockner und eine halbautomatische Zentrifuge für die ressourcenschonende Kreislaufführung des Prozesswassers.
VERFASST VON
DorisSchulz
Freie Autorin
Die 1975 gegründete Eingliederungsstätte Baselland ESB mit Hauptsitz im schweizerischen Liestal ist eine private Stiftung im öffentlichen Auftrag Die Aktivitäten des sozialen Unternehmens zielen daraufab,MenschenmitUnterstützungsbedarfdarinzu stärken, ein selbstbestimmtes Leben zu führen. Dazu zählt der Betrieb in Liestal, in dem unter anderem die Bearbeitungsschritte Drehen, Fräsen, Bohren, Gewindeschneiden, Schleifen, Sägen und Reiben als Dienstleistungangebotenwerden.DermoderneMaschinenpark ermöglicht es dabei, dass Stahl, Aluminium, Buntmetalle und Edelstahl ebenso wie Kunststoffe verarbeitet werden können. Sowohl für die intern gefertigten Teile als auch für extern hergestellte Werkstücke umfasst das Leistungsportfolio darüber hinaus das Entgraten und Kantenentschärfen mittels Gleitschleifen.
„Unsere Anlagen dafür waren jedoch in die Jahre gekommenundhabenheutigeAnforderungenanArbeitskomfort, Ergonomie und Nachhaltigkeit nicht mehr erfüllt.SomusstenbeispielsweisedieTeilemanuellaus den Arbeitsbehältern entnommen werden. Außerdem wurdendieProzessemitFrischwasserdurchgeführt,was einen hohen Wasser- und Ressourcenverbrauch verursachte“, berichtet Sascha Berger, Co-Leiter des Betriebs der ESB in Liestal.
NebenderMöglichkeit,dasenormbreiteSpektruman Bauteilen, Geometrien und Materialien problemlos zu bearbeiten, waren die Automatisierung des Prozesses sowie eine möglichst einfache Steuerung und Handhabung wesentliche Punkte im Pflichtenheft bei der Investition in neue Gleitschliffanlagen. „Für uns war es essenziell, unsere Mitarbeitenden zu entlasten und sie
in Neuem zu fördern“, sagt Sascha Berger. Eine weitere wichtige Vorgabe war die Kreislaufführung des Prozesswassers. Darüber hinaus musste die Einbringsituation berücksichtigt werden, da die Gleitschliffprozesse in einem Raum mit einer nur 1,20 Meter breiten Tür im Untergeschoss durchgeführt werden. Mit diesen Anforderungen wandte sich Sascha Berger an fünf Hersteller von Gleitschlifftechnik, darunter die schweizerische Tochtergesellschaft der Rösler Oberflächentechnik GmbH in Kirchleerau.
Nach intensiven Gesprächen über das Projekt entschied sich ESB für die Lösung der Rösler Schweiz AG. Sie besteht aus zwei Rundvibratoren R 220 Euro mit automatischer Separierung, deren Siebe einfach und werkzeuglos getauscht und so für verschiedene Teile eingesetzt werden können. Die Vibratoren sind durch ein Transportband mit dem Trockner RT 150 Euro DH verbunden.ErverfügtübereinWärmeblock-Heizsystem, das mit der Bodenplatte des Arbeitsbehälters direkt gekoppelt ist und dadurch im Vergleich zu klassischen Trocknern Energieeinsparungen von bis zu 40 Prozent ermöglicht Für die Kreislaufführung des ProzesswassersisteinehalbautomatischeZentrifugeZ800K-HA-TF in die Lösung integriert, deren Ausstattung auf die Materialvielfalt ausgelegt wurde.
„AusschlaggebendbeiderEntscheidungwar,dassRösler sehr detailliert auf unser Pflichtenheft eingegangen ist und uns ausführlich zu unseren speziellen Anforderungen beraten hat. So informierte uns der Rösler-Mitarbeiter genau darüber, was bei der Aufbereitung des durchverschiedeneMetalleverunreinigtenProzesswassers zu beachten ist“, erklärt Sascha Berger
FürdieverschiedenenzubearbeitendenBauteilewurden im Customer Experience Center in Kirchleerau Versuche durchgeführt und anhand derer die jeweiligen Bearbeitungsparameter, wie Einsatz der geeigneten Schleifkörper, Compound, Bearbeitungsintensität und -zeit, definiert. Die dabei ermittelten Daten wurden als teilespezifische Programme in der Anlagensteuerung hinterlegt „Während der Zusammenarbeit und der VersuchehatunsRöslervielKnow-howzumGleitschleifen vermittelt. Dadurch wissen wir heute, was wir machen undwasesbraucht,damitwirZielebeimGleitschleifen optimal erreichen“, ergänzt Sascha Berger
Im ersten Schritt wählt der Mitarbeitende das teilespezifische Bearbeitungsprogramm am Schaltschrank aus. Die Bedienung der Vibratoren erfolgt jeweils über eineBediensäulemitdreiKnöpfenfürdenStart,dieFreigabe der Separierung und einen außerplanmäßigen Stopp Mit dem Druck auf den Startknopf beginnt der ArbeitsbehälterimsogenanntenBelademodusleichtzu vibrieren und wird befüllt. Nach einer festgelegten Zeit wechselt der Vibrator in den Bearbeitungsmodus und derSchallschutzdeckelwirddurcheineZweihandsteue-
Nach der definierten Bearbeitungszeit werden Bauteile und Schleifkörper in der Separierstation automatisch getrennt. Bild: R ös ler

rung an der Bediensäule geschlossen. Am Ende der Bearbeitungszeit fragt die Anlage ab, ob direkt separiert werden kann. Ist das der Fall, wird die Separierklappe pneumatisch aktiviert. Die Schleifkörper fallen durch das großflächige Separiersieb zurück in den Arbeitsbehälter und die Teile gelangen über das Transportband zumTrockner,indemeinNaturproduktalsTrocknungsmedium eingesetzt wird. Es trocknet die Teile im Einmaldurchlauf,danachwerdensieautomatischineinvor dem Trockner platziertes Behältnis ausgegeben. Um eine Teilevermischung zuverlässig zu vermeiden, kann einerneuterSepariervorgangfürdenRundvibratorerst freigegebenwerden,wenndasBehältnisentferntwurde. Solange die Freigabe nicht vorliegt, vibriert der Arbeitsbehälter mit reduzierter Intensität weiter Die Werkstücke bleiben in Bewegung, was insbesondere bei Stahlteilen ein Korrodieren verhindert.
Über50ProzenthöhereProduktivitätund Wirtschaftlichkeit
ImVergleichzudenbisherigenAnlagenermöglichtdie neue Gleitschlifflösung deutlich kürzere Prozesszeiten und einen mindestens 50 Prozent höheren Durchsatz. GleichzeitigkonntederVerbrauchanFrischwasserund Compound durch die Kreislaufführung des Prozesswassers spürbar reduziert werden. All dies trägt dazu bei, dass das Gleitschleifen wirtschaftlicher geworden ist. „Grundsätzlich steht bei uns der Mensch an erster Stelle und unseren Mitarbeitenden macht die Arbeit mit der neuen Anlage viel mehr Freude. Aber natürlich ist die Wirtschaftlichkeit auch ein Aspekt, auf den wir achten, und auch da haben wir einiges erreicht“, merkt Sascha Berger abschließend an.(vs)



































































Wenn empfindliche Bleche sanft, sicher und effizient verarbeitet werden müssen, ist Präzision gefragt. Gemeinsam mit Trumpf und Mauser zeigt Mink Bürsten, wie Industriebürsten Produktionsprozesse revolutionieren – von der kratzerfreien Auflage bis hin zur Premiumqualität für Hochglanzteile.
DUm die Oberflächen von Premiumbauteilen zu schützen, liegen bei Mauser Blechtechnik die Bleche bei der Bearbeitung auf Bürstentischen mit Bürsten von Mink.
itzingen und Blechverarbeitung: Da liegt der Gedanke an Trumpf nahe. Wir sind allerdings beim FamilienunternehmenMauserBlechtechnikund treffen dennoch auf Trumpf Die Wege sind kurz hier, denn Mauser stellt die Bürstentische für Trumpf-Maschinenher SelbstverständlichsetztdasUnternehmen dieseMaschinenauchselbstein.EinweitererPartnerist der Industriebürstenhersteller Mink Bürsten, dessen Produkte sowohl in den Auflagetischen als auch an diversen Trumpf-Maschinen zum Einsatz kommen, beispielsweise zum Abdichten am Laserkopf Dass Trumpf und Mauser ausgerechnet auf Mink setzen, ist bei die-
sem hochsensiblen Thema kein Zufall: Der Bürstenspezialist verfügt über die nötige Erfahrung und das Knowhow, um Lösungen zu entwickeln, die exakt auf die Anforderungen der Maschinenbauer zugeschnitten sind. Es ist schon etwas Besonderes, was den Betrieb von JuniorgeschäftsführerDanielMauserauszeichnet:Zum einenistesdieengeBeziehungzuTrumpf,zumanderen das Verständnis für konstante Weiterentwicklung – sowohlbeiseinenProduktenalsauchbeidenProduktionsprozessen. Das ist in der Fertigungshalle des 100 Jahre alten Unternehmens spürbar Der junge Firmenchef setzt auf optimierte Prozesse und Digitalisierung Ein

BeispielhierfüristdiegroßeTrumatic6000vonTrumpf: Die Maschine ist direkt an ein Stopa-Lager angeschlossen, aus dem sie sich bedient. Zudem ist sie mit einem automatischen Sheetmaster und Werkzeugwechsler ausgestattet.WieDanielMauserbetont,fehltnichtmehr viel, um den kompletten Produktionsprozess zu automatisieren: „Wenn wir zum Beispiel hier Aufträge eingeben, dann findet eine automatische Kommunikation zwischenderMaschineundunseremERP-Systemsowie demStopa-Lagerstatt.IsteinBlechlagerunterdemMindestbestand, wird automatisch eine Bestellung an den Einkauf ausgelöst.“ Weitere Bearbeitungsmaschinen von Trumpf werden ebenfalls automatisch bestückt.
DieZusammenarbeitoptimiertdie Produktionsprozesse
HierlässtTrumpfseineBürstentischefertigen–kundenspezifischundjustintime.DerTrumpf-Kundekannbei den Auflagetischen zwischen Kugel- und Bürstentisch wählen WieMarkusStapf,LeiterderMaterialwirtschaft bei Trumpf, berichtet, sind Bürstentische inzwischen jedoch die erste Wahl. Dafür gibt es trotz der höheren Investition mehrere Gründe: Einerseits sind die KugeltischeaufgrunddesKontaktsvonMetallaufMetalldeutlich lauter, andererseits können die Kugeln Spuren auf den Blechen hinterlassen. Das erfordert bei hohen AnforderungenandieOberflächenqualitätNacharbeit.Zudem spricht für die Bürstentische, dass Späne oder Schmutz darin einfach verschwinden und keinen Schaden verursachen. Die Tische wurden bei Trumpf entwickeltundkonstruiert,beimBürstenfeldsetztemanaber auf die Expertise von Mink und nutzt dessen Plattenbürsten. Die Bürsten wurden inzwischen immer weiterentwickelt. Bis auf den Bereich um den Laserschneidkopf sind die Bürstenfelder immer gleich hoch und bilden die perfekte Kombination aus Tragfähigkeit und Größe. Gerade diese Weiterentwicklung ist typisch für Mink: Anstelle von Standardlösungen bietet das Unternehmen maßgeschneiderte Bürstenfelder, die sich im Dauereinsatz bewähren und den Kunden langfristige Vorteile sichern.
Ursprünglich wollte Trumpf einen möglichst kratzerarmen Auflagentisch entwickeln und trat deshalb mit
Die Plattenbürsten von Mink für die Bürstentische der Laserschneidmaschinen von Trumpf.

TIPP
Mink und Trumpf sind
Aussteller auf der Blechexpo und dort zu treffen:
Mink:
Halle 3, Stand 3403
Trumpf: Halle 1, Stand 1404


Mink in Kontakt. Daraus ist schließlich das bis heute bestehende System entstanden. Auf den ersten Blick scheint es sich lediglich um ein Feld mit schwarzen Bürsten zu handeln, doch hier steckt viel Know-how drin So müssen beispielsweise die Faser- und Bündeldurchmesser sowie die Dichtigkeit des Bürstenfelds so ausgelegtsein,dassdieTragfähigkeitoptimalistunddie Reibung so gering wie möglich bleibt. Auch die Anordnung des Lochfeldes auf der Trägerplatte ist entscheidenddafür,obdasBlechsanftbewegtwirdoderholpert. DiesesKnow-howisteinzentralesAlleinstellungsmerkmal von Mink Bürsten: Die exakte Abstimmung wird individuell berechnet, getestet und validiert, bis das perfekte Ergebnis erzielt ist.
Da der Tisch als Ganzes bei Mauser produziert und montiertwird,kommendieeinzelnenBürstenplattenin dengemeinsammitMinkentwickeltenTransportwagen an–inderrichtigenReihenfolgeübereinandergelagert. Die Monteure müssen die passenden Bürstenplatten dann nur noch nacheinander herausziehen und in der richtigenReihenfolgeaufdenTischanordnenundmontieren. Das leere Transportgestell geht anschließend zurückzuMink.DieseIdeehatsichMauservonTrumpf überdielangjährigeZusammenarbeitabgeschaut.Dort sorgen die Pendelwagen dafür, dass VerpackungsmaterialgespartundMüllvermiedenwirdsowiekeineTransportschäden entstehen. „Das war am Anfang bei den Bürsten immer mal wieder der Fall, wenn sie falsch gelagertwurden.MitdenTransportwagensichernwiruns ab Ich wüsste nicht, wann wir das letzte Mal einen Transportschaden bei Mink Bürsten hatten“, erinnert sich Mauser
Premiumproduktebraucheneine Premiumbearbeitung
DochMausernutztTrumpf-MaschinenwiedieTrumatic 6000 mit dem großen Bürstentisch auch für die eigene Fertigung, vor allem für Premiumprodukte So hat das
Unternehmen eine Premiumlinie für hochwertige BlechteilemitHochglanzoberflächengeschaffen,wiesie beispielsweise in der Medizintechnik, der Halbleiteroder Lebensmittelindustrie benötigt werden „Wir haben mit der Oberflächengüte begonnen, die wir in bestimmteStufeneingeteilthaben.Irgendwannhabenwir aber erkannt: Bei uns gibt es Teile, die so speziell sind, dasssiegetrenntvondenanderenTeilenlaufenmüssen –auchweilderMitarbeiteroptischerkennenmuss,dass diesesTeilandereAnforderungenhat“,berichtetMauser Konkretbedeutetdas:ZumSchneidenmussdasBauteil aufeinenBürstentischderLaser-Stanz-Kombimaschine und nicht unter den Flachbettlaser mit Auflagezacken. DerAbkantprozessmussmiteinerAbkantfolieerfolgen und das Finish nach dem Schweißen muss so gut sein, dassmansichdarinspiegelnkann.„Deshalbsindwirmit derPremiumliniegestartet.DafürgibtesblauenBoxen, die den Mitarbeiter erkennen lassen, dass hier nur Premiumteile hinein kommen“, so Mauser weiter Eine solchePremiumliniewäreohnediekratzerfreieAuflageauf Mink-Bürstenkaummöglich,dennsiebildetdieGrundlage für spiegelglatte Oberflächen und ist somit das Alleinstellungsmerkmal von Mauser in der Blechbearbeitung
Markus Stapf (Leiter Materialwirtschaft bei Trumpf), Michael Müller (Geschäftsführer Technik und Einkauf bei Mink), MM-Redakteurin
Stefanie Michel und Daniel Mauser (Juniorgeschäftsführer bei Mauser) (v.l.).
SoarbeitendiedreiPartnerauchhierengzusammen, umalsSystemlieferatendieoptimaleUnterstützungfür hochwertigeProduktezuliefern.Mausermöchtedarauf nicht verzichten: „Es dauert lange, bis wir einen Lieferantenfinden,mitdemwirTransportwagenentwickeln können! Die wenigsten sind auch bereit, die Kosten zu teilen. Und in dem Rhythmus, in dem wir bei Trumpf anliefern, werden auch wir mit den Bürstenfeldern beliefert.DaswarschoneinwichtigesThema!Manverliert viel Effizienz, wenn man den Partner wechseln würde undderdannnichtdiegleicheLeistungerbringenkann.“
VERFASST
VON StefanieMichel
Redakteurin
MM Maschinenmarkt
Doch auch für Trumpf ist diese Konstellation eine hervorragendeLösung,umdenKundenmöglichstlangedie Möglichkeit geben, die Maschine individuell zu konfigurieren. Eventuell wird zunächst eine Maschine ohne genaueKonfigurationbestellt.DertatsächlicheAuftrag andieFirmaMausererfolgtsomiterstkurzvordemProduktionsstart und der Auslieferung der Maschine. Da Trumpf die Tische nicht vorhalten kann, ist der MaschinenbaueraufdieFlexibilitätseinesLieferantenangewiesen.MauserkanneinensolchenBürstentischinnerhalb einesTagesmontieren.DierohenTische,alsodieTrägerplatten,liegenwiealleanderenKomponentenaufLager. „Gerade diese Flexibilität ist uns extrem viel wert. Und natürlich ist auch die Termintreue bei den Lieferungen sehrwichtig HierbeisindsowohlMauseralsauchMink absolute Premiumlieferanten“, betont Stapf Diese außergewöhnliche Zusammenarbeit der drei Unternehmen besteht bereits seit Mitte der 1990er-Jahre Das Engagement und das Bestreben, Abläufe und Produkte gemeinsam zu optimieren, hat nie nachgelassen.Angesichtsderlangjährigen,vertrauensvollenund professionellen Zusammenarbeit wird man auch zukünftig die Expertise der anderen für gemeinsame Projekte nutzen. Diese Partnerschaft zeigt deutlich: Wenn Industriebürsten in Premiumqualität benötigt werden, setzen führende Hersteller wie Trumpf und Mauser auf Mink Bürsten. (mi)





















27.–28.Oktober2025




VogelConventionCenterVCC,Würzburg





















































FutureofIndustrialUsabilityermöglichtdenTeilnehmerneinenbranchenübergreifenden
AustauschundvermitteltnebenNeuigkeitenzuTrendsundEntwicklungen dieMethoden,VorgehensweisenundTechnikendesUsabilityEngineerings. MitpraktischenAnwendungsbeispielenausderIndustriegewinnenSie SicherheitbeiwichtigenEntscheidungenderSystemgestaltung.
www.future-of-industrial-usability.de


















HYDRAULIK-INITIATIVE
Hydraulik ist eine der tragenden Säulen moderner Technik. Die Technologie ist überall und funktioniert so zuverlässig, dass wir kaum noch über sie sprechen – und genau das wird ihr zum Verhängnis.
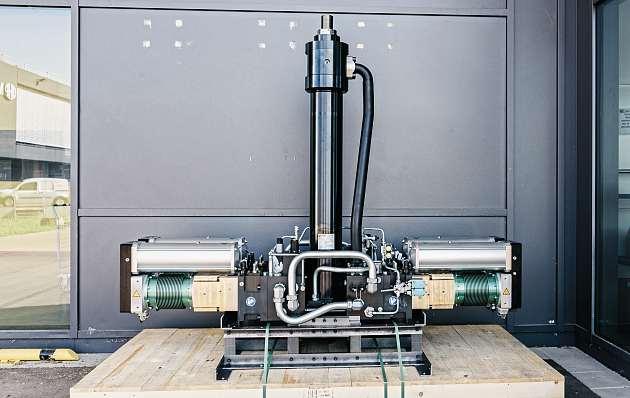
Hydraulik ist oft unverzichtbar, aber ebenso auch unbemerkt. Das will die Hydraulik-Initiative ändern
Ob in Baggern, Flugzeugen, Fahrgeschäften oder in futuristisch anmutenden Exoskeletten: Hydraulik begegnet uns überall. Sie steckt auch in zahlreichen Industriemaschinen: Werden Bleche geformt und gestanzt, Knet- und Mischwerke in der Lebensmittel- und Pharmabranche angetrieben oder Gummiwalzen in der Reifen- und Kunststoffindustrie gesteuert, kommt Hydraulik zu Einsatz. Man findet sie überall dort, wo große Kräfte wirken – leise, zuverlässig und oft unbemerkt. Das ist Segen und Fluch zugleich „Was reibungslos läuft, gerät leicht in Vergessenheit –und verliert an Aufmerksamkeit und Wertschätzung“, gibt Dipl.-Ing Axel Binner, Geschäftsführer von Hydropa, zu bedenken und ergänzt: „Es fehlt an Nachwuchs, WissenundeinemmodernenImage–ausdiesemGrund haben wir die Hydraulik-Initiative gegründet, zu der mittlerweilefast80UnternehmeninganzDeutschland gehören.“
HydraulikhatStärken,dienichtdurchandereTechnologien abgedeckt werden können:
Enorme Leistungsdichte: große Kräfte und hohe Geschwindigkeit auf kleinem Bauraum
Energieübertragung: Flexibilität durch umfangreiche und veränderbare Leitungssysteme
Energiespeicherung: Energierückgewinnung und Vorhaltung
Steuerung: präzise und dynamisch bis aufs µ
konstante Dauerbelastung: zuverlässig mit zuverlässiger Überlastsicherung
Wo schwere Lasten bewegt oder große Kräfte präzise gesteuert werden müssen, ist Hydraulik alternativlos: Ohne sie gäbe es keine 4-D-Kinos mit dynamischen Plattformen und keine Offshore-Krananlagen Industrielle Anwendungen setzen auf Hydraulik, weil sie extreme Kraft, Präzision und Dauerbetrieb ermöglicht: So funktionieren Hochgeschwindigkeits-Spritzgussanlagen für Medizinprodukte, präzise Schwenk-Arme in FertigungsstraßenoderProduktionslinien,die24/7große Lasten bewegen müssen nur mit Hydraulik. Dazu Patrick Mussler, Prokurist und technischer Leiter AHP Merkle:„WirunterstützendieHydraulik-Initiative,weil die Hydraulik ihren schlechten Ruf nicht verdient hat –dieTechnologiearbeitetextremzuverlässigundhöchst effizient.“ Hydraulik funktioniert als hochmoderne Technologie zuverlässig im Hintergrund; trotzdem ist das Image schlecht: Sie gilt als altmodisch, schmutzig undfehleranfällig „WenneinHydraulikschlauchplatzt, istdassichtbarundbleibtimGedächtnis.Elektromechanik hat es leichter – sie ist einfach kaputt. Trotzdem liegenProblemewieUndichtigkeitenmeistensanfalscher BedienungodermangelnderWartung,nichtamSystem selbst“, so Mussler Aus diesem Grund hat sich die InitiativediefachlicheQualifikationvonMitarbeiternund Wartungsteams auf die Fahne geschrieben.
Technologisch ist die Hydraulik gut aufgestellt. Was fehlt, sind qualifizierte Fachkräfte – in allen Bereichen: Montage, Wartung, Entwicklung, Konstruktion. Einen staatlich anerkannten Ausbildungsberuf gibt es aber nicht. Hydraulik wird in bestehenden Ausbildungen meist nur am Rande behandelt, in akademischen Ingenieurstudiengängen oft nicht vertieft. Deshalb müssen UnternehmenSpezialistenmithohemZeit-undKostenaufwand selbst ausbilden. Fachliches Wissen bleibt in einzelnen Köpfen statt in der Breite der Branche. Geht danneinExperteinRente,drohtderKnow-how-Verlust. Binner warnt: „Die großen Unternehmen spüren den FachkräftemangelindiesemBereichnochnicht.SieholensichvielversprechendeMitarbeitereinfachvomMittelstand weg.“ Die Hydraulik-Initiative setzt sich aus diesem Grund für einen neuen Ausbildungsberuf mit Schwerpunkt Hydraulik ein sowie dafür, Hydraulik an Universitäten zu lehren. An Hydraulikanlagen darf
grundsätzlich jeder arbeiten, auch ohne formale Qualifikation. Es gibt weder gesetzliche Vorschriften noch verpflichtende Zertifizierungen. Das senkt zwar die Einstiegshürde, reduziert aber auch die Wertschätzung für fachliche Expertise.
DabeiistunsachgemäßerEingriffeinSicherheits-und QualitätsrisikoundamEndeaucheinKostenfaktor Ein klar geregelter Ausbildungs- und Zertifizierungsweg könnte hier doppelt wirken: Er würde Qualität und Sicherheit erhöhen und zugleich den Beruf attraktiver machen GunterMattes,GeschäftsführerderWandfluh GmbH, weiß: „Viele werkeln ohne entsprechende Ausbildung so vor sich hin – das ist höchst gefährlich! Das Wissen, wann eine Verschraubung nachgezogen werden muss oder wie ein Ventil getauscht wird, geht verloren. Leckagenwerdendannaufdie Lieferantengeschoben–dabei könnte mit Fachwissen die Hydraulik völlig unproblematisch am Laufen gehalten werden.“ Fehlt das Know-how in der Breite, hat das direkte wirtschaftliche Folgen. Anstatt einen Defekt gezielt zu reparieren, wird künftig das kompletteAggregatgetauscht werdenmüssen–nichtselten aus dem Ausland bestellt, mit langen Lieferzeiten und teuren Maschinenstillständen. Noch gravierender: Bei Neuentwicklungen könnte die Branche technische Souveränität verlieren. Wenn Experten fehlen, werden komplette Systeme zugekauft –und das nicht nur aus Kostengründen, sondern weil schlicht niemand mehr weiß, wieesgeht.„Wirhabenhierin Deutschland einen Wettbewerbsvorteil. Noch. Hier sitzen viele große Firmen und wichtige Player – aber bei der derzeitigenEntwicklungwird Deutschland den Nimbus als Hochburg der Hydraulik verlieren. Deshalb ist unsere Hydraulik-Initiative sinnvoll“, so Mattes. Und Binner fügt hinzu: „Wenn das Hydraulikwissen verschwindet, werden wir aufLieferungenundExpertise aus dem nicht-europäischen Auslandangewiesensein.Das erinnert an das Abwandern der Halbleiterindustrie –Deutschland hat damals frühzeitig den Anschluss an eine Schlüsseltechnologie verloren. Diesen Fehler dürfen wir nicht noch mal machen!“ Binner zieht ein klares Fazit: „Deutschland ist – noch – füh-
VERFASST VON
HannaPollmann
Freie Autorin
Kortepollmann
rend in der Antriebstechnik. Wenn wir jetzt nicht handeln, verlieren wir nicht nur eine Schlüsseltechnologie, sondern schwächen auch unseren Wirtschaftsstandort – und machen uns abhängig. Der Großteil der Industrie scheint das bisher zu akzeptieren – wir nicht und wir hoffen, weitere Gleichgesinnte zu finden.“ Hydraulik läuft. Noch. Doch ohne Nachwuchs, Ausbildung und WertschätzungläuftsieGefahr,zumOpferihreseigenen Erfolgs zu werden. Die Technologie hat bewiesen, dass sie zuverlässig, effizient und leistungsstark ist – jetzt müssen Industrieunternehmen und der Standort Deutschland beweisen, dass sie nicht nur von Zukunft reden, sondern auch in sie investieren. (mi)












Mink Plattenbürsten bieten optimalen Schutz für empfindliche Oberflächen Materialien wie Bleche, Möbelfronten oder Glas gleiten sanft über die flexiblen Faserenden, ohne beschädigt zu werden. Späne und Kleinteile fallen in das Faserfeld und verhindern so zuverlässig Beschädigungen an den Werkstücken.
JETZTANSEHEN
AUTOMOBILBAU IM WANDEL
DieAutomobilindustriebefindetsichineinemtiefgreifenden Wandel, der durch diverse Faktoren angetrieben wird. Dazu zählen die globale Klimakrise, technische Fortschritte, veränderte VerbraucherwünscheundknappeRessourcen[DAN23].DerWandel erforderteinegrundlegendeNeubewertungderProduktionssysteme, bei dem insbesondere die veränderten AnforderungenundBedingungenaufgrundvonelektri-
fizierten Antriebssträngen Herausforderungen für die Automotive- und deren Zulieferbranche darstellen.
NeuesReallaborfürElektromotorforschung
DeshalbwerdendurchdasBundesministeriumfürWirtschaft und Klimaschutz (BMWK) in verschiedenen Regionen in Deutschland 27 Transformationsnetzwerke

Bild 1: Hier blickt man auf sogenannte Hairpins, die dem Hairpinstator für Elektromotoren den Namen geben. Forscher aus Berlin sind nun dabei, ein Reallabor aufzubauen, durch dessen Equipment die Herstellung von Motoren dieser Art optimiert wird.
Die Automobilbauer müssen sich heute diversen Problemen und Forderungen stellen. Wie man diesen begegnen kann, erklären
Forscher des Instituts für Werkzeugmaschinen und Fabrikbetrieb (IWF) der Technischen Universität Berlin am Beispiel der Hairpintechnologie, die effizientere Elektromotoren für Elektroautos bietet.
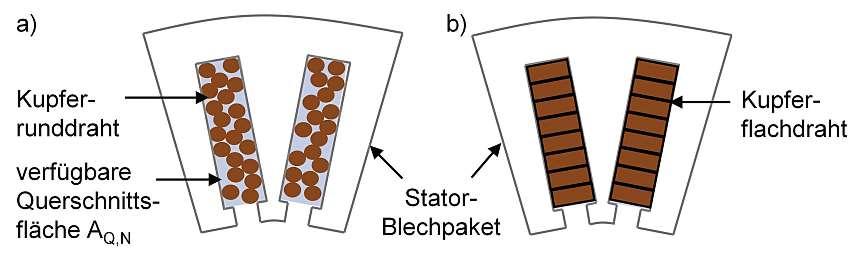
gefördert.DabeisindelfTransformationshubsunddrei Clusterentstanden,welchedieTransformationderFahrzeug-undZulieferindustriebegleitendunterstützenund damit deren Leistungsfähigkeit nachhaltig sichern sollen[BUN21].Dabeiunterstütztdassogenannte„regionale Transformationsnetzwerk Berlin-Brandenburg“ („ReTraNetz-BB“) die Unternehmen in der Region BerlinBrandenburgbeiderTransformationzueineremissionsfreien Mobilität sowie in puncto schadstoffarme Produktion [PET24]. Im Rahmen des Transformationsprojektes wird am Produktionstechnischen Zentrum Berlin ein Reallabor zur Entwicklung, Erprobung, Validierung und Demonstration neuartiger sowie nachhaltiger Prozessketten aufgebaut Das geschieht mit innovativenFertigungs-undMontagetechnologienmitBlick auf die Elektromotorfertigung
Aufbauprinzip
DerElektromotor istdasHerzstück derTransformation der Fahrzeugindustrie, um Verbrennungsmotoren ersetzenzukönnen.DieFunktionvonElektromotorenist unabhängig von den verschiedenen Motortypen. Denn stetswirdelektrischeEnergieEe inmechanischeEnergie Em umgewandelt.Elektromotorenbestehensowohlaus Aktivteilen (Stator und Rotor) als auch aus Passivteilen (Gehäuse und Welle). Zu Beginn der Elektromotorenfertigung waren konventionell durch das RunddrahtWickelverfahren hergestellte Motoren Stand der Technik. Doch hat dieses Wickelverfahren erhebliche Nachteile,weilsichwegenderstochastischenDrahtverlegung
ein recht niedriger Nutfüllfaktor A ergibt. Der Nutfüllfaktor A beschreibt das Verhältnis zwischen der Querschnittsfläche der Wicklung AQ,W und der verfügbaren Querschnittsfläche in der Nut AQ,N Er wird als Maß für die Effizienz des Elektromotors genutzt [HAG16]. Er ist dabei immer als A < 1 definiert. Bei klassischen Wickelverfahren liegt der Nutfüllfaktor bei 0,45 ≤ A ≤ 0,50 [STA21].
VorteilevonHairpinstatoren
Bei der Weiterentwicklung der Elektromotoren und deren Kupferwicklung hat sich jedoch eine neue Herstel-
zur Nutisolation im
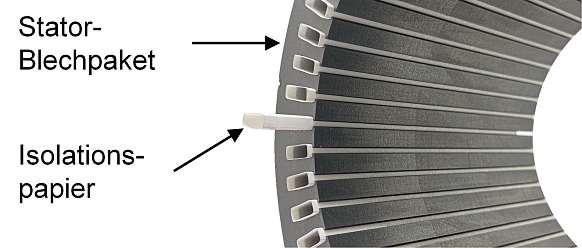
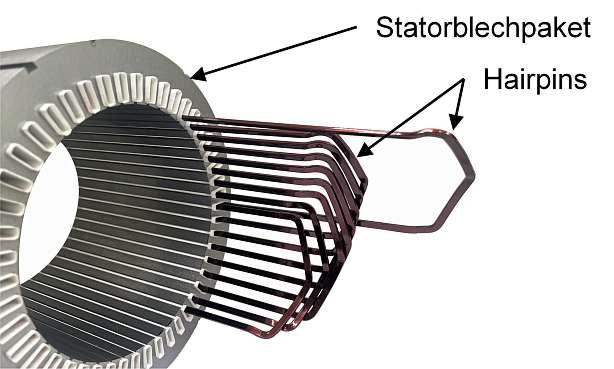
lungsmethodeetabliert,beiderbiegesteifeFlachdrähte im Stator verwendet werden. Weil diese Flachdrähte in ihrer gebogenen Form an Haarnadeln (englisch Hairpins) erinnern, wird von Hairpinstatoren gesprochen. UndweilbeigewickeltenRunddrähtenwegenihrerGeometrie Zwischenräume entstehen (Bild 2a), kann die verfügbare Querschnittsfläche in den Nuten AQ,N nicht vollständiggenutztwerden.BeiHairpinstatorenkönnen die Hairpins aufgrund ihrer flachen Form aber direkt nebeneinanderindeneinzelnenNutenplatziertwerden. SokönnendieeinzelnenWindungenengeraneinanderliegenundderWicklungsraumindenNutenwirdeffektiver genutzt (Bild 2b).
MitdieserMethodekanneinNutfüllfaktorvonA>0,7 erreichtwerden.BeigleicherGrößeundGewichtimVergleich zu üblichen Statoren resultiert eine höhere LeistungPdesElektromotors.Hairpinstatorenarbeitenalso effizienter, benötigen weniger Energie und haben insgesamteinehöhereLeistungsdichteqalsherkömmliche
Statoren. Auf der nächsten Seite werden vier wichtige Prozessschritte näher erläutert, weil sie als Kerntechnologien für die Transformation der Automobilindustrie geltenundeinhohesPotenzialfürdieAutomatisierung mithilfevonCobotsbieten.DennderEinsatzvonCobots machtdenProduktionsprozessflexibler.EsgehtumIsolierung, Hairpinintegration, -aufweitung und -verschränkung
Zur präzisen Nutisolation wird konventionell ein Isolationspapier eingesetzt. Das Isolationspapier soll verhindern, dass die leitfähigen Kupferdrähte mit dem ebenfalls leitfähigen Statorblechpaket in Berührung kommen. Das vermeidet Kurzschlüsse Dabei wird das Isolationspapier präzise in den Stator eingeführt. Dazu greift ein Cobot aus einer Haltevorrichtung das zuvor geschnittene und gefaltete Isolationspapier mit einem speziell dafür entwickelten sensitiven Greifer und fügt es in die Nuten des Hairpinstators (Bild 3) Die MesssensorikdesCobotsgarantiert,dassdasIsolationspapier beim Einfügen nicht geknickt oder verformt wird.
ImnächstenProzessschrittwerdendieHairpinsindas Statorblechpaket gefügt. Der bisher in der KleinserienfertigungreinmanuelleProzessschrittwirdmithilfevon Cobots und eines KI-gestützten Kamerasystems (KI = künstliche Intelligenz) erstmalig komplett automatisiert.DerCobotentnimmtdabeidieverschiedenenHairpins aus einer speziellen Haltevorrichtung und setzt dieseindasisolierteStatorblechpaketein(Bild4).Dieser Prozessschritt ist besonders herausfordernd, weil für jede Statorform unterschiedliche Arten verschieden geformter Hairpins existieren. Diese müssen in der Haltevorrichtung gut sortiert vorliegen, weil sie in einer vordefinierten Abfolge einzufügen sind. Auch müssen die jeweiligenEndenderHairpinsinverschiedeneNutenim Stator gefügt werden, was die Anforderungen an den Greifer des Cobots und dessen Komplexität deutlich erhöht.
Bild 5: Separierung der gesteckten Hairpins: a) Prinzipskizze und b) reale Separationsanlage der Röscher GmbH [HEU24].
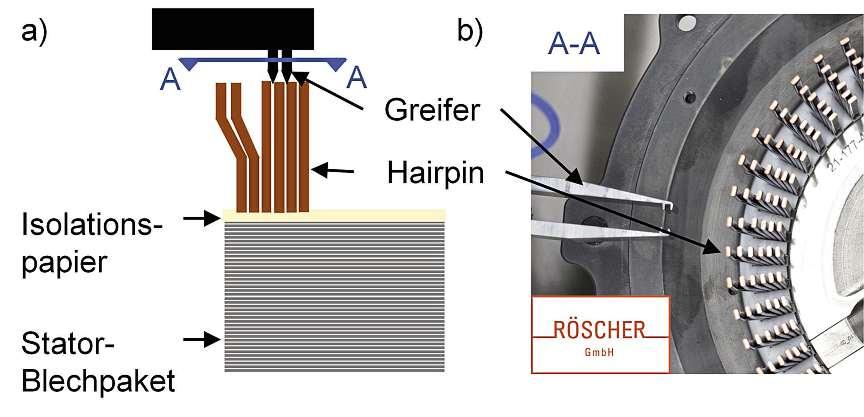
SobaldalleHairpinsindasStatorblechpaketeingefügt sind, sitzen diese nahezu bündig aneinander (Bild 2b). Damit im nächsten Prozessschritt die Werkzeuge optimal ansetzen können, um die Hairpins optimal zu verschränken, muss der Abstand AH zwischen den einzelnen Enden der Hairpins vergrößert werden (Bild 5). Dieser Prozessschritt wird auch mithilfe eines Cobots und eines KI-gestützten Kamerasystems durchgeführt. Der Greifer des Cobots zieht dabei die einzelnen Enden der Hairpins radial nach außen. Wegen der Stärke der Kupferdrähte wirken hier Prozesskräfte von FPr ≥ 150 N Wenn die Hairpins separiert sind, können sie verschränkt werden. Das gesamte Statorblechpaket, einschließlich der aufgeweiteten Hairpins, wird dafür in einer speziellen Vorrichtung eingespannt und die separiertenHairpinsindieWerkzeugederselbengeführt.Die Werkzeugesindsogeformt,dassesfürjedesHairpinende eine Nut im Schränkwerkzeug gibt. Beim Aufsetzen der Schränkwerkzeuge auf die Hairpins ist deshalb Präzision geboten. Es werden immer zwei Reihen Hairpins gleichzeitigundgegeneinanderverschränkt.Aufgrund der Stärke der Kupferdrähte braucht es hohe Prozesskräfte FPr für diesen Umformprozess. Durch die Verschränkung der Hairpins in entgegengesetzte RichtungenwerdendieProzesskräfteFPr,dieaufdasStatorblechpaket wirken, reduziert. Einen Stator mit erfolgreich verschränkten Hairpins zeigt Bild 6
Die aktuell dominierenden Herausforderungen für die Industrie sind der Fachkräftemangel und der Energiebedarf in der Produktion [NEU08, SCH08]. Um auch in Zukunft wettbewerbsfähig zu bleiben, ist es für Fertigungsunternehmen wichtig, Energieüberwachungsund digitale Produktionsassistenzsysteme in die einzelnen Fertigungsprozesse mit einzubeziehen In dem am Produktionstechnischen Zentrum Berlin entwickelten Reallabor werden die vorgestellten Prozessschritte und Kerntechnologien dargestellt. Gleichzeitig werden die im Folgenden beschriebenen Technologien zur Lösung der aktuellen industriellen Herausforderungen integriert und veranschaulicht.
Den Energiebedarf im Reallabor zu erfassen und zu dokumentieren dient als Basis, um Energieeinsparpotenziale zu identifizieren und Optimierungsmaßnahmen zu entwickeln. Außerdem werden sämtliche Prozessschritte dort digitalisiert. Das bedeutet, dass die einzelnen Schritte messtechnisch erfasst werden, um denProzessdigitalnachbildenzukönnen.Dieerfassten Daten unterstützen dann bei Aufbau und Implementierung eines Produktionsassistenzsystems. Dieses ist ein digitales Werkzeug, in dem sämtliche Prozessschritte digital abgebildet sind. Abweichungen vom nachgebildeten Prozess werden durch die permanente Prozessdatenerfassung erkannt.
Durch den Vergleich des digitalen Ablaufs mit dem realen Prozess in der Praxis kann das Assistenzsystem schließlich Abweichungen vom vorgesehenen Prozessablaufverhindern.DieMitarbeiterkönnenmithilfedes Assistenzsystems unabhängig von Vor- oder Sprachkenntnissen Schritt für Schritt durch den Produktionsbeziehungsweise Montageprozess geleitet werden. So kannderFachkräftemangeleinStückweitkompensiert werden, während die Produktion weiterhin vom Menschen dominiert wird.
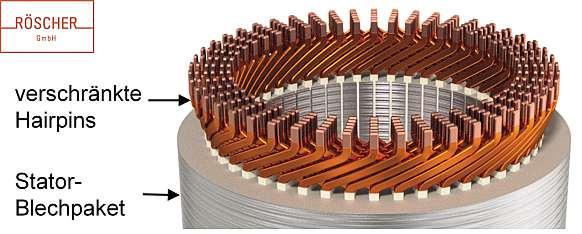
Bild: IWF
6: Stator mit verschränkten Hairpins der Röscher GmbH [HEU24].
VERFASST VON
Prof.Dr.Eckart Uhlmann
Institutsleiter Fraunhofer-IPK
Dr.-Ing.Mitchel Polte
Oberingenieur
IWF der TU Berlin
Josephine Marquardt,M.Sc. Wissenschaftliche Mitarbeiterin
IWF der TU Berlin
Marie-Noëlle Fielers,M.Sc. Wissenschaftliche Mitarbeiterin
IWF der TU Berlin
OnurSenyüz, M.Sc.
Wissenschaftlicher Mitarbeiter
IWF der TU Berlin
FazitundZweckdesneuenReallabors
DieIntegrationvonzukunftsweisenderFertigungs-und Montagetechnologien, wie etwa von Cobots für bisher manuell durchgeführte Prozessschritte sowie von digitalenProduktionsassistenzsystemen,isteinvielversprechender Ansatz, die Fahrzeugindustrie am Beispiel der Montage des Hairpinstators im Elektromotor mit Blick auf die herrschenden Herausforderungen zu unterstützen. Das trägt zur Effizienz- und Produktivitätssteigerung sowie zur Nachhaltigkeit und Mitarbeiterentwicklung bei. Angesichts der sich wandelnden Marktanforderungen und des technischen Fortschritts können so die Wettbewerbsfähigkeit, Nachhaltigkeit und die technische Resilienz gewährleistet werden. Das Reallabor soll die Lücke zwischen Wissenschaft und Industrie schließen, indem Kerntechnologien der Prozesskette modelliertundphysikalischeunddigitaleTechnologien integriert werden. Das fördert die interdisziplinäre ZusammenarbeitunderleichtertdenTransfervonWissen und Fähigkeiten. Das Labor dient gleichzeitig als essenzielles Bindeglied zwischen Wirtschaft und Politik, wobeiLetzterefürdenErfolgderTransformationebenfalls eine entscheidende Rolle spielt. (pk)
Literatur
BUN21 BundesministeriumfürWirtschaftundEnergie:Förderbekanntmachung„TransformationsstrategienfürRegionender Fahrzeug-undZulieferindustrie“,Förderbekanntmachung,2021.
DAN23 Danninger,O;André,D.;Wenglorz,J.:EinBlickindieZukunft,Studie,BerlinPartnerfürWirtschaftundTechnologie GmbH,2023.
HAG16 Hagedorn,J.;Sell-LeBlanc,F.;Fleischer,J.;Handbuchder WickeltechnikfürhocheffizienteSpulenundMotoren;SpringerVerlagBerlinHeidelberg;2016,S.149.
HEU24 Heusler,G.;RöscherGmbH;URL:https://www.roeschergmbh.de/(access:12/04/2024)
NEU08 Neugebauer,R.:Energyefficiencyinproduction–Future actionfields.Fraunhofer-Gesellschaft2008.
PET24 Petry,M.;Tiede,S.:WillkommenbeiReTraNetz-BB.Berlin.Stand:2024.Internet:https://retranetz-bb.de.Zugriffam 04.04.2024.
SCH08 Schnitger,M.;Windelband,L.:ShortageofskilledworkersinthemanufacturingsectorinGermany:resultsfromthe sectoranalysis.ITB-Forschungsberichte,31.Bremen:Universität Bremen,InstitutTechnikundBildung(ITB)2008.
STA21 Stanek,A.;Flemming,J.;Kirchen,J.;Steiner,L.;Klein,A.; Dr Knecht,T.;Rupp,M.:WertschöpfungspotenzialevonE-MotorenfürdenAutomobilbereichinBaden-Württemberg.2021.
Die Fördertechnik zählt bei jedem Logistikunternehmen zur kritischen Infrastruktur.
Deshalb hat der Logistikdienstleister Arvato am Standort Harsewinkel die zentrale Förderstrecke einem kompletten Retrofit unterzogen. Mit zahlreichen Komponenten von Beckhoff läuft die Anlage nun wesentlich effizienter, leiser und zuverlässiger.

Als globales Logistikunternehmen übernimmt ArvatoSE,HauptsitzinGütersloh,fürseineKunden alleProzesserundumdieB2C-undB2B-Logistik, vonderAuftragsannahmeüberMehrwertdienstebishin zum Retourenmanagement. Weltweit an über 100 Standortenvertreten,unterhältArvatoalleininDeutschland an 28 Standorten Lagerkapazitäten von knapp 1 Million Quadratmetern Fläche, darunter mehrere Hallen mit Hochregallagern am Standort Harsewinkel bei Gütersloh. Von hier aus werden für Kunden aus ver-
Der rund 250 Meter lange zentrale Ringförderer von Arvato wurde mit PC-based Control, One Cable Automation und rund 200 EP-Box-Modulen für Rollenantriebe umfassend modernisiert.
DiebisherigeFördertechnikdesRingsbasiertenochauf Rollenantrieben mit Drehstrommotoren. „Diese Antriebe waren sehr laut, liefen auf der gesamten Strecke unRETROFIT
schiedenen Branchen Bestellungen kommissioniert, Waren verpackt und an die Empfänger verschickt. Die Hochregallagerverbindeteineüber250mlangezentrale Rundförderstrecke mit der Kommissionierung
24-Volt-TechnikfüreffizienterenBetrieb
unterbrochen und waren nach rund 20 Jahren Betriebsdauer störungsanfällig“, so Markus Wolharn, Senior Expert Engineering bei Arvato.
DaherwurdedieFördertechnikmechanischundelektrisch erneuert: 24-Volt-Rollenmotoren ersetzen inzwischen alle alten Antriebe. Deren Ansteuerung erfolgt über in Summe 186 dezentral installierte Ethercat-BoxModule EP7402 mit integrierten Motor-Driven-Roller(MDR-)Controllern. Gleichzeitig wurde die vorhandene Steuerungshardware auf einen Ultra-Kompakt-Industrie-PCC6030umgestellt,dieSoftwarevonTwincat2auf Twincat 3 gewechselt und die bestehende Anlagenvisualisierung angepasst.
Der mechanische Umbau der Förderstrecke wurde von Budde Systems in Schloss Holte-Stukenbrock konzipiert und realisiert. Um die Umbaumaßnahmen vor Ort zu beschleunigen, wurde die Förderstrecke in 125 einzelne Segmente gegliedert, die bei Budde komplett vorgefertigt und vorverdrahtet wurden. „Dieses modulareFertigungskonzepthatunsbeiderEndmontagebei Arvato viel Verkabelungsaufwand und Zeit gespart“, so Geschäftsführer Maximilian Budde.
Voraussetzung für diesen modularen Ansatz ist die Anschlusstechnik der Ethercat-Box-Module mittels M8Steckverbinder für die Sensorik und Rollenantriebe sowie über ENP-Hybridsteckverbinder (B23) für den Anschluss von Leistung und Ethercat-Kommunikation „Dies ermöglicht einen schnellen und fehlersicheren Anschluss“, betont Stefan Maßmann von der Beckhoff Anlagentechnik einen der Vorzüge der One Cable Automation (OCA). So mussten die Mechaniker von Budde Systems bei den einzelnen Segmenten vor Ort lediglich dievorkonfektioniertenHybridleitungenzwischenden MDR-ControllernverlegenundmiteinemderEinspeiseschaltschränke verbinden.
UmdieLeitungslängenzudenEP-Box-Modulenkurz zu halten, sind in der Anlage insgesamt 27 Schaltschränke für die Energieversorgung der Rollenantriebe verteilt.„JederSchaltschrankversorgtmehrereSegmenteundistmittigpositioniert,umdenSpannungsfallauf der Gleichstromseite niedrig zu halten“, betont Stefan Maßmann. Dass dieser Ansatz funktioniert, zeigte die Auswertung der Eingangsspannungen an den EP-BoxModulen bei der Inbetriebnahme Lediglich bei einem Rollenantrieb musste die Ausgangsspannung der entsprechenden Stromversorgung PS3031 etwas nachjustiert werden.
Jedes Segment des Ringförderers verfügt über einen oder zwei Rollenantriebe sowie die entsprechende Sensorik zur Aktivierung der Antriebe. Bei den Weichen kommt zusätzlich ein Barcode-Scanner zur IdentifikationderPaketehinzu.SämtlicheSensorenwerdenüber die I/Os der EP-Box-Module erfasst. Bei Bedarf lassen sichüberdenintegriertenEthercat-AbzweigweitereI/OModule oder andere Ethercat-Teilnehmer einbinden. „Das war zum Beispiel bei den Rollenantrieben des Weichenlieferanten und den Barcode-Scannern der Fall“, erklärt Maßmann.
„Mit der One Cable Automation und den IP67-Box-Modulen sind wir künftig auch viel flexibler hinsichtlich




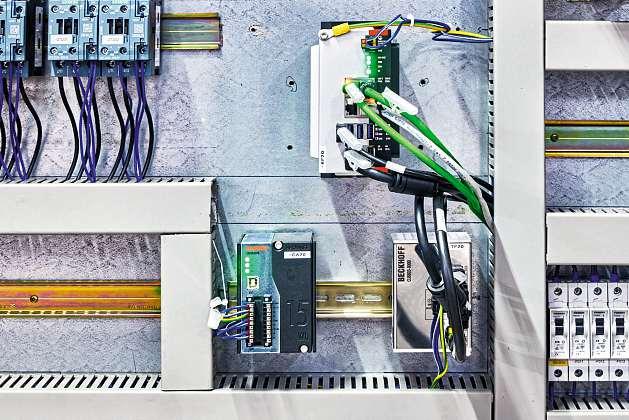
Ein Ultra-Kompakt-Industrie-PC C6030 steuert über Ethercat und Box-Module EP7402 sämtliche Rollenantriebe des zentralen Ringförderers.
Anlagenerweiterungen“, greift Markus Wolharn einen anderenwichtigenAspektderVerkabelungsphilosophie auf Falls die Anlage modifiziert werden muss, geht das mit der einfachen Anschlusstechnik und den vorkonfektionierten Leitungen steuerungstechnisch genauso einfachwiedermechanischeUmbau.AuchbeiderWartungspieltdasSystemseineVorteileaus.„DasHMIzeigt dem Entstördienst das blockierte Segment präzise an und welche Komponente gegebenenfalls zu tauschen ist“, so Wolharn.
„Dasmodulare Fertigungskonzepthat beiderEndmontageviel Verkabelungsaufwand undZeitgespart.“
Maximilian Budde, Geschäftsführer von Budde Systems
Beim Transport der Pakete werden die einzelnen Fördersegmente zuoder abgeschaltet, abhängig vom Ziel und einer Belegung des nächsten Segments. „Bei freier Strecke werden für einen stoßfreien und zügigenTransportimmerdiezweinächstenTransportsegmenteeingeschaltet“,erklärtDimitriKoolvonderBeckhoff Anlagentechnik. Erreicht das Paket dann den nächstenFörderer,hatdieserbereitsseineSollgeschwindigkeiterreichtunddasPaketfährtohneZeitverlustund Ruckeln weiter Praktisch entsteht je Paket eine Zone aktiver Förderer, die sich durch den Ring bewegt.
VERFASST VON
WährenddesinsgesamtzehnwöchigenUmbausmusste der Betrieb der Logistik schnell wieder aufgenommen werden. Gelöst wurde die Anforderung durch die AufteilungdesProjektsinzweiAbschnitte.Dazuwurdeder ersteTeildermodernisiertenFördertechnik,derfürdie Lagerlogistik eine hohe Priorität hat, mit einem UltraKompakt-Industrie-PC C6030 und Twincat 3 in Betrieb genommen. Parallel dazu konnte der zweite und größere Teil der Fördertechnik auf einem alten PC automati-
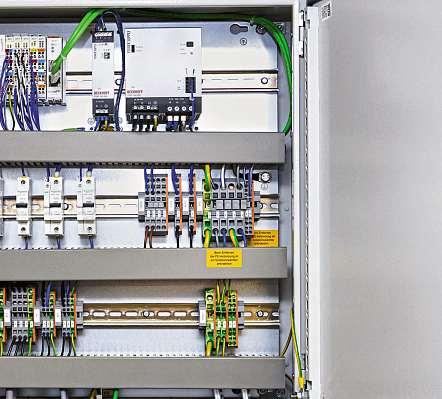
Die Energieversorgung der EP-Box-Module erfolgt dezentral über 27 Schaltschränke mit Beckhoff-Stromversorgungen PS3031-2440
siert werden Zum Schluss wurden beide Softwareprojekte auf dem Ultra-Kompakt-Industrie-PC C6030 zusammengeführt. „Mit dem Variantenmanagement in Twincat 3 konnten wir das effizient realisieren und permanent mit einem Gesamtprojekt im Git-Repository arbeiten“, so Stefan Maßmann.
Eine Herausforderung waren dabei die Twincat2-Steuerungen,dieindenangeschlossenenLagerhallen noch in Betrieb sind. In Twincat 3 gibt es vorbereitete Datenstrukturen,dieeinEP-Box-ModulmitallenVariablen abbilden und die Konfiguration deutlich beschleunigen. Um diese auch bei der Konfiguration der modernisierten Anlagenteile unter Twincat 2 nutzen zu können, wurde diese Datenstruktur als Funktionsbaustein für Twincat 2 implementiert und anschließend wieder auf Twincat 3 migriert. „Das hatte den Vorteil, dass wir überall mit identischen Variablennamen arbeiten und dieProgrammteilebeliebigzwischenderneuenundden bestehendenSteuerungenbeiAktualisierungenaustauschen konnten“, betont Maßmann. „Diese globalen Datentypen für Twincat 2 und Twincat 3 haben die Projektierung der rund 200 MDR-Controller mit jeweils etwa 50 Signalen deutlich beschleunigt“, so Jürgen Bolte von der Beckhoff Anlagentechnik.
Mit dem Retrofit wurde neben der Zuverlässigkeit auch der mögliche Durchsatz von bisher 2.000 auf 3.000 Pakete beziehungsweise Transportbehälter je Stunde gesteigert–beideutlichleiseremBetriebundgeringerem Energiebedarf „Zudem sorgt die 24-Volt-Technik für mehrSicherheit,fallsbeieinemStaumanuelleEingriffe notwendig sein sollten“, so Markus Wolharn. Als Referenzprojekt stößt der Umbau des RingförderersinanderenAbteilungenundStandortenvonArvato wegen der Energieeffizienz und der geringeren GeräuschemissionenimBetriebaufInteresse.FürMarkus Wolharn sind die Vorteile der One Cable Automation und der EP-Box-Module bei Anpassungen der Fördertechnik und der Installation allerdings ebenso stichhaltige Argumente. (mi)























Mitexklusiver Führungdurch Forschungsfabrik fürKI-integrierte Produktion 12 - 13 November 2025 |











































Jetzt Teilnahme sichern!



DiskutierenSiedieChancen,diesichausderBatteriezellproduktionund derBatteriemodulfertigungfürdeutscheundeuropäischeUnternehmenergeben!
WirbringenMaschinen-undAnlagenbauer,Fabrikausrüster,Anbietervon Prüf-undMesstechnik,BeraterundPlanermitdenAutomobilherstellernund Zulieferernzusammen:beimBatteryManufacturingDay. www.battery-manufacturing-day.de
Administrationstechnologien aus der IT lassen sich auch in der OT gewinnbringend einsetzen.

AUTOMATISIERUNGSARCHITEKTUREN
Softwaredefinierte Architekturen, Einsatz von Container-Technologien und KI werden im IT-Bereich immer mehr zur Automatisierung genutzt. Diese Vorteile lassen sich aber auch im OT-Bereich nutzen.
Branchenübergreifend automatisieren Unternehmen Prozesse, um die Effizienz zu steigern, die Qualität zu verbessern und die Kosten zu reduzieren.NeueEntwicklungenrundumdieAutomatisierung wie der softwaredefinierte Ansatz oder der Einsatz von Container-Technologien und KI bieten hier zusätzliche Möglichkeiten. Gerade die Fertigungsindustrie kann davon in entscheidendem Maße profitieren.
Der Begriff Automatisierung wird in der IT und OT in derRegelunterschiedlichverwendet.Währenderinder FertigunghäufigimKontextvonRobotik,Fließbändern und speicherprogrammierbaren Steuerungen gesehen wird,gehtesinderITumdieAutomatisierungkompletter Prozesse. State-of-the-Art ist hier das Open-SourceFramework Ansible.
VERFASST VON
StefanBergstein Chief Architect Manufacturing Red Hat
Die Vorteile sind vielfältig: Durch die Automatisierung von Routineaufgaben wie Software-Installationen, Updates und Patching werden die IT-Teams entscheidend entlastet; auch die Gefahr menschlicher Fehler wird so deutlich reduziert. Automatisierte Prozesse unterstützen überdies die konsistente Einhaltung von Regelwerken und Unternehmensstandards. Diese Vorteile der IT-Automatisierung können auch im OT-Bereich zum Tragenkommen.VoraussetzungdafüristdieengereVerzahnungvonITundOT Undsiefindetbereitsstatt,wie viele Beispiele zeigen.
So ist ein Trend in Richtung „softwaredefiniert“ erkennbar,alsodieEtablierungeinerSoftware-definierten Fertigung mit einer Entkopplung des Hardware- und Software-Lifecycles Dadurch können zum Beispiel die
Mithilfe von Ansible können Prozesse über Server, Storage-Geräte, Netzwerk-Devices, Services, Container, Clouds und Anwendungen hinweg automatisiert werden,etwaimHinblickaufProvisioning,Konfigurationsmanagement, Applikationsbereitstellung oder Orchestrierung Das heißt: die Automatisierung unterstützt IT-Teams bei der Durchführung einer Vielzahl von Day0- und Day-1-, aber auch von Day-2-Operationen. Beispiele dafür sind das Konfigurationsmanagement, die Verwaltung von Edge-Geräten, das Provisioning, die Storage-Bereitstellung und -Skalierung oder die Benutzerverwaltung
vielen Computer an einer Produktionslinie zusammengefasst und Software-definiert in einem Cluster konsolidiert werden. Die bisher aufwendige Administration undSteuerungderIndustrie-PCsundControlleranden Fertigungslinien entfällt damit. Ein solcher Manufacturing-Ansatz ist auch die Basis für die Umsetzung einer virtuellenspeicherprogrammierbarenSteuerung(vSPS).
In einer softwaredefinierten Umgebung können UpgradesundUpdateszentralundautomatisiertimCluster erfolgen.DamitwirdeinindividuellesPatcheneinzelner physischer Controller überflüssig, das heute vereinzelt noch mit USB-Sticks durchgeführt wird. Zudem ist es möglich, neue Funktionalitäten schneller auszurollen DarüberhinausisteinebessereAuslastungderSysteme gewährleistet,dafragmentierteRechnerzueinemOverprovisioning tendieren Nicht zuletzt erleichtert eine virtuelleUmgebungdieIntegrationvonControllernmit anderen Systemen.
Wenn ein Fertigungsunternehmen den Weg der Software-definierten Fertigung einschlägt, profitiert es außerdem von den neuesten Entwicklungen rund um Container-Technologien. Dazu gehört zum Beispiel die Möglichkeit, unter Nutzung einer einfachen BeschreibungsspracheContainer-ImagesfürBetriebssystemund ApplikationsplattformzuerstellenunddannunterNutzung von Container-Technologien in der Edge-Infrastrukturzuverteilen.SolassensichKonfigurationsabweichungen vom gewünschten Sollzustand bei den zahlreich eingesetzten Edge-Geräten vermeiden, die zu Inkonsistenzen, Sicherheitslücken und einem hohen Managementaufwand führen.
DergenerelleTrendzurNutzungvonContainer-Plattformenzeigtsichauchdaran,dassselbstklassischeMES (ManufacturingExecutionSystems)zunehmendinContainer-Umgebungen portiert werden, da diese Vorteile wieeineneffizienterenBetrieb,schnellereSoftware-Updates oder eine bessere Verfügbarkeit bieten können.
DieEntwicklungenbeiSPSundMESsindsomitklare Belege für die zunehmende Bedeutung von IT-TechnologieninderehemalsabgeschottetenOT-Welt Auchdie bei Fertigungsunternehmen in aller Regel genutzten SAP-Systeme geben die Richtung vor Als übergeordnete Systeme für die Unternehmensplanung sind sie eng mit den MES, also der eigentlichen Fertigung auf dem Shopfloor verzahnt.
SAP geht aber nun mit RISE with SAP den Weg in die Cloud. Eine wichtige Rolle spielt dabei die Lösung SAP Edge Integration Cell (EIC). Fertigungsunternehmen können damit flexibel Systeme und Datenquellen lokal imeigenenRechenzentrumoderineinerPrivate-CloudUmgebungbetreibenundmitSAP-Cloud-Umgebungen integrieren.SobehaltensieweiterhindieKontrolleüber vertrauliche Daten und Schnittstellen
Das Entscheidende: EIC basiert auf modernen Cloudnativen, Open-Source-Frameworks und auf ContainerTechnologie. Das bedeutet, dass die herkömmliche OrchestrierungundIntegrationvonSAP-Landschaftenim Zuge der Cloud-Modernisierung durch eine Cloud-native Variante der Integration ersetzt wird. Dies zeigt zudem, dass die Container-Technologie zunehmend produktionsnah eingesetzt wird.
Im Kontext der Automatisierung darf die steigende BedeutungvonKInichtvernachlässigtwerden InKom-
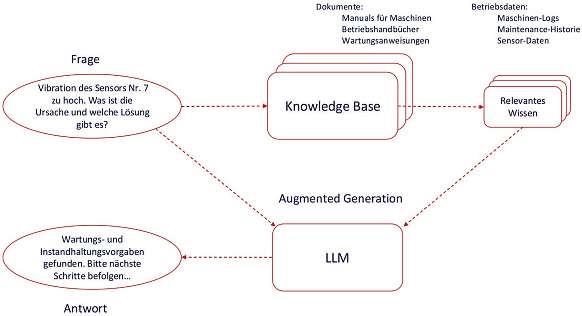
binationmitContainer-TechnologienlassensichKI-Modelleflexibel,sicherundskalierbarbereitstellen.Fürdie FertigungsindustrieistKIzwarkeinNeuland:Predictive Maintenance oder Visual Inspection sind vielfach Standard. Allerdings beschränkt sich der Einsatz von KI bisher oft nur auf die Maschinenebene. Der Zustand einer gesamten Produktionslinie oder die Kommunikation zwischenverschiedenenSystemenbleibendabeiaußen vor.
GenerativeKIwirdeffizientere industrielleFertigungforcieren
Mit den Fortschritten der generativen KI wird hier ein Wandel einsetzen, der eine effizientere industrielle Fertigung maßgeblich forcieren wird. Schon heute gibt es hierLösungen,dienichtnuralsProgrammier-Assistent fungieren,sondernMaschinendaten,Log-Files,Monitoring-DatenundHandbücherzusammenführen,umden Maschinen-Operator zum Beispiel beim Troubleshooting zu unterstützen.
WichtigeLösungskomponentensinddabeiTechniken, dieLargeLanguageModels(LLM)mitweiterenInformationen anreichern. Ein Beispiel dafür wäre RAG (Retrieval-Augmented Generation). Es bietet die Möglichkeit, die in einem LLM vorhandenen Daten durch externe Wissensquellen zu ergänzen, etwa durch Daten-Repositories oder bestehende Dokumentationen. So kann auch wesentlicheinfachersichergestelltwerden,dassdieModelle richtige, sichere Antworten liefern, ohne zu halluzinieren.
Der Einsatz von Retrieval-Augmented Generation auf dem Shopfloor im Überblick.
Automatisierung treibt die digitale Transformation in der Industrie.
EsstehtaußerFrage,dassdieindustrielleTransformationfortschreitet.EinentscheidenderTreiberwirddabei die zunehmende Automatisierung sein, gestützt durch den softwaredefinierten Ansatz sowie die Nutzung von Container-Technologien und KI. Um ihre Wettbewerbsfähigkeit zu sichern, sollten auch Fertigungsunternehmen die neuen Möglichkeiten nicht ungenutzt lassen unddieEffizienzsteigerung,Qualitätsverbesserungund Kostensenkung mittels Automatisierung auf ein neues Level heben. (st)
DATENÜBERTRAGUNG
Wo Energie oder Daten auf rotierende Systeme übertragen werden, sind Schleifringe im Einsatz. Verschleiß, begrenzte Lebensdauer und Einschränkungen bei hohen Datenraten setzen ihnen Grenzen. Die Nearfi-Technologie verspricht Abhilfe.
Schleifringe, bestehend aus rotierenden MetallringenundfeststehendenBürsten,habenverschiedene Nachteile: Verschleiß, Wartungsaufwand und begrenzteDatenübertragungsraten.EineLösungbieten hierkontaktloseTechnologienzumAustauschvonEnergie und Daten über einen Luftspalt. Dieser Ansatz ermöglicht nicht nur verschleiß- und wartungsfreie Verbindungen, sondern sogar eine Kommunikation durch Glaswände oder andere nichtleitende Medien. Damit ergeben sich vielfältige Anwendungsoptionen Bei Nearfi handelt es sich um eine kontaktlose Echtzeit-ÜbertragungstechnologievonPhoenixContact,mitderEnergie und Daten über einen Luftspalt im Zentimeterbereich ausgetauscht werden können.
quenzbändern verwendet, um einen Vollduplexbetrieb zu realisieren. Zum Vergleich: WLAN erzeugt bei einer Ethernet-Kommunikation eine Latenz von rund 10 bis 20 Millisekunden (10.000 bis 20.000 Mikrosekunden). 5G strebt für die Zukunft 1 Millisekunde (1000 Mikrosekunden)an.NearfifunktjedochmiteinerLatenzvon weniger als 1 Mikrosekunden und ist somit etwa tausendmalschnellerals5G.ZudemunterstütztNearfieine Ethernet-Übertragung bis 100 Megabit pro Sekunde in Echtzeit und arbeitet protokollunabhängig
Übertragung inEchtzeitüberdenLuftspalt
Mit Nearfi-Technologie zu geringeren Kosten und höherer Verfügbarkeit.
In der Nearfi-basierten Lösung von Phoenix Contact werden zwei Verbindungen – ein Uplink und ein Downlink – mit je 60 Gigahertz parallel auf getrennten Fre-

Da die Funkkommunikation im Nahfeldbereich über einensehrgeringenAbstanderfolgt,entstehtkeinStörspektrumimUmfeldderGeräte.Daherlassensichzahlreiche Nearfi-Systeme parallel oder in Koexistenz mit vorhandenen Funktechnologien – zum Beispiel WLAN oder Bluetooth – betreiben. Industrielle Störspektren, wie sie beispielsweise beim Lichtbogenschweißen auftreten, beeinflussen die Nearfi-Technologie ebenfalls nicht.
Die Technologie wird erstmals in den neuen NearfiKopplern von Phoenix Contact eingesetzt. Die Geräte ermöglichen die Weiterleitung von 50 Watt Energie (24 Volt,2Ampere)sowievonEchtzeit-Ethernet-Datenüber einenLuftspaltbiszueinerEntfernungvoneinigenZentimetern. Aufgrund des robusten IP65-Gehäuses mit M12-Anschlüssen für Ethernet und Spannung lassen sich die Nearfi-Koppler auch in anspruchsvollen Umgebungen verwenden.
DieEnergiewirdinduktivübertragen:DerBase-Koppler erzeugt über eine Spule ein magnetisches Feld, das in die Spule des Remote-Kopplers induziert wird. Die aktive Regelung wählt immer die bestmöglichen Parameter für die Kommunikation aus Dadurch reduziert sichdieLeistungnichtüberdenAbstand,sondernwird auf dem gesamten Arbeitsbereich konstant bei 50 Watt gehalten. Endgeräte wie I/O-Stationen oder Switches lassen sich so kontaktlos mit Energie versorgen. Die Kopplungerfolgtautomatisch,esistkeineKonfiguration oder Programmierung erforderlich.
ZumDatenaustauschwerdenmindestenszweiGeräte benötigt: ein Base- und ein Remote-Koppler Mit einem
Base-KopplerkönnenbeliebigvieleRemote-Koppler kombiniert werden. Über eine integrierte Ausrichthilfe wird signalisiert, dass die Geräte optimal verbunden sind. Das leuchtende Kopplergehäuse zeigt die Betriebsbereitschaft derKoppelstrecke selbst in schwer zugänglichen Einbausituationen gut sichtbar an.

Base- und Remote- Kopplerlassensichausbeliebigen Richtungenebensowierotierendzueinanderplatzieren. Zudem muss der Anwender die Geräte nicht exakt zentrieren; sie können sich mit einem Versatz oder einem tangentialen Winkel gegenüberstehen. Das verringert die Präzisionsanforderungen an die mechanische Bewegung von zwei unabhängigen Anlagenteilen erheblich.
VieleAnwendungsbeispieleinder technischen
RundtakttischeerlaubendiepräzisePositionierungund den effizienten Transport von Werkstücken zwischen Bearbeitungsstationen–idealfürdieMontagesowiefür PrüfungenoderQualitätskontrollen.ZurSicherstellung eines zuverlässigen Betriebs müssen Energie und Profinet-Daten sicher auf den rotierenden Tisch übertragen werden. Klassische Lösungen wie Schleifringe stoßen hierschnellanihreGrenzen.AlsAlternativebietetsich die Nearfi-Technologie an. An jeder Station angebrachte Sensoren erfassen Maschinenzustände und Werkstückpositionen Auf dem Rundtisch montierte Profinet-I/O-ModulekommunizierendieseDatenkontaktlos und verschleißfrei über Nearfi-Koppler direkt an die Steuerung inklusive Energieversorgung
Für eine gleichmäßige Oberflächenbearbeitung müssenWerkstückeflexibelpositionierbarsein.Rundtische miteingebautenSchwenkeinheitenübernehmendabei den Transport durch alle Bearbeitungsstationen – vom Einlegen über das Grob- bis zum Feinschleifen Statt störanfälliger Schleifringe sorgen nun Nearfi-Koppler an den drei endlos drehenden Achsen für eine zuverlässige, verschleißfreie Profinet-Übertragung. Sie versorgen die Ventilinseln mit Energie und leiten die Steuerdaten latenzfrei über einen Luftspalt weiter
Für eine exakte Pitch-Regelung in Windenergieanlagen ist ein stabiler, wartungsfreier Datenaustausch zwischen Gondel und Rotornabe unerlässlich Klassische Schleifringsysteme erweisen sich an dieser Stelle als störanfällig, wartungsintensiv und nicht für hohe Datenraten über lange Zeiträume ausgelegt. Ein auf der Rotorwelle installierter Base-Koppler kommuniziert hingegen kontaktlos mit dem in der Nabe befindlichen Remote-Koppler Die Ethernet-Daten werden latenzundverschleißfreiübereinenLuftspaltübertragen.Die robuste und kosteneffiziente Lösung eignet sich besonders für raue Umgebungen.
DurchdieNutzungderNearfi-Kopplerreduzierensich folglichServiceeinsätze,Wartungskostenentfallenund die Anlagenverfügbarkeit steigt. Sinkende Aufwände und optimierte Produktionsprozesse verkürzen die Amortisationszeit der Funklösung deutlich (st)
Die Nearfi-Koppler widerstehen auch Staub und Schmutz.

VERFASST VON BenjaminFiene Produktmarketing Communication Interfaces Phoenix Contact
MACHINERY AS A SERVICE
Wie Unternehmen Maschinen beschaffen und betreiben, verändert sich schnell. Was dabei immer wieder auftaucht, ist Machinery-as-a-Service (MaaS). Das MaaS-Modell verspricht mehr Flexibilität, geringere Investitionskosten und datengetriebene Effizienz.

Vernetzte Maschinen können Wartung, Instandhaltung und Produktionsanpassung erleichtern. So kann schnell auf Veränderungen reagiert werden
IneinerzunehmenddigitalisiertenWeltverändertsich auchdieArtundWeise,wieUnternehmenMaschinen beschaffen und betreiben. Ein Modell, das dabei an Bedeutung gewinnt, ist Machinery-as-a-Service (MaaS). Und es hat das Potenzial, die industrielle Landschaft nachhaltig zu verändern MaaS bedeutet, dass Maschinen nicht gekauft, sondern als Dienstleistung genutzt werden. Der Anbieter bleibt Eigentümer der Maschine und stellt sie Kunden gegen eine nutzungsbasierte Gebühr zur Verfügung Die Berechnung der NutzungsgebührenkannnachBetriebsstunden,produzierterStückzahloderanderenLeistungskennzahlenerfolgen.Damit wird die Nutzung von Maschinen flexibilisiert und skalierbar gemacht. Die Grundlage für MaaS bildet die zunehmendeVernetzungindustriellerAnlagendurchdas Internet of Things (IoT). Sensoren erfassen kontinuierlichBetriebsdaten,dieüberCloud-Plattformenverarbeitet und analysiert werden Ergänzt wird dies durch KI undMachineLearning,dieMustererkennen,Prognosen erstellen und Optimierungspotenziale aufzeigen. Dies ermöglicht eine präzise Steuerung, transparente Abrechnung und intelligente Wartung
EinzentralerBestandteilvonMachinery-as-a-Serviceist die sogenannte Predictive Maintenance, die voraus-
schauende Wartung Sie nutzt moderne Technologien, wie Sensorik, IoT, Big Data und KI, um den Zustand von Maschinen in Echtzeit zu überwachen und Wartungsmaßnahmen proaktiv zu planen. Ungeplante Ausfälle könnenvermieden,dieLebensdauerderMaschinenverlängert und die Betriebskosten gesenkt werden. Sensoren erfassen kontinuierlich Daten wie Temperatur, Vibration, Druck, Stromverbrauch oder Laufzeit. Diese DatenwerdenandieCloudübertragenunddortanalysiert. Mithilfe von Machine-Learning-Algorithmen werden Muster erkannt, die auf bevorstehende Probleme hinweisen, wie etwa Verschleiß, Materialermüdung oder Anomalien im Betriebsverhalten. Wenn zum Beispiel eineProduktionsmaschineungewöhnlicheVibrationen zeigt,kanndasSystemfrühzeitigeineWartungempfehlen, bevor es zum Ausfall kommt. Weitere Vorteile von Predictive Maintenance sind:
MaximaleVerfügbarkeit: Maschinen sind seltener außer Betrieb, was die Produktivität erhöht.
EffizienteRessourcennutzung: Wartung erfolgt bedarfsgerecht, nicht nach starren Intervallen.
Kostensenkung: Weniger ungeplante Reparaturen, geringerer Ersatzteilverbrauch, reduzierte Stillstandzeiten.
Planungssicherheit: Wartungsmaßnahmen können in produktionsarme Zeiten gelegt werden.
Nachhaltigkeit: Durch gezielte Pflege wird die Lebensdauer von Komponenten verlängert, was Ressourcen schont.
In modernen MaaS-Modellen ist Predictive MaintenanceoftdirektindiePlattformintegriert Kundenerhalten über Dashboards Einblick in den Zustand ihrer Maschinen,Wartungsempfehlungenundsogarautomatisierte Servicebuchungen. Anbieter wiederum nutzen die Daten,umihreMaschinenweiterzuentwickeln,dieErsatzteilversorgung zu optimieren und ihre Servicequalität zu steigern. Strategische Vorteile sind dabei:
Wettbewerbsvorteil: Unternehmen mit hoher Anlagenverfügbarkeit und niedrigen Wartungskosten sind effizienter und flexibler
Kundenbindung: Anbieter, die Ausfälle verhindern, statt nur zu reagieren, schaffen Vertrauen und langfristige Partnerschaften.
DatenbasierteGeschäftsmodelle: Die gesammelten Betriebsdaten können für neue Services, Benchmarks oder KI-gestützte Optimierungen genutzt werden.
Typische Einsatzbereiche von MaaS sind branchenabhängig Während in der Fertigung Maschinen wie CNCMaschinen,IndustrieroboteroderVerpackungsanlagen alsServiceangebotenwerden,kannesinderLogistikdie Fördertechnik oder das autonome Fahrzeug sein Doch auch in anderen Bereichen können Maschinen wie Kräne,BaggeroderAbfüll-undVerpackungsmaschinenmit hoher Hygienerelevanz in einem MaaS-Modell angeboten werden. Vorteile von MaaS sind:
FinanzielleVorteile: Planbare Ausgaben und nutzungsbasierte Abrechnung
TechnologischeAktualität: Regelmäßige Wartung und Updates vom Anbieter
DatenbasierteOptimierung: Mehr Effizienz und Verfügbarkeit durch reale Betriebsdaten.
Skalierbarkeit: Flexibles Hinzubuchen oder Reduzieren je nach Produktionsbedarf
LangfristigeGeschäftsbeziehungen: Wiederkehrende Einnahmen und stärkere Kundenbindung
Serviceorientierung: Anbieter werden zu umfassenden Lösungsanbietern.
Herausforderungen von MaaS
Datensicherheit: Der Austausch sensibler Betriebsdaten erfordert hohe Sicherheitsstandards.
Vertragsgestaltung: Klare Regelungen zu Haftung, Verfügbarkeit und Service-Level sind essenziell.
KulturellerWandel: Der Übergang von Besitz hin zur Nutzung gegen Entgelt erfordert ein Umdenken in vielen Unternehmen.
IntegrationinbestehendeSysteme: MaaS muss nahtlos in ERP-, MES- und andere IT-Systeme eingebunden werden.
Die Kombination aus MaaS und Predictive Maintenance steht exemplarisch für die nächste Stufe der industriellenDigitalisierung InZukunft könntenMaschinenautonom ihre Wartung anfordern, Ersatzteile bestellen oder sich selbst optimieren. Auch die
VERFASST VON
AndreasDettmer
Leiter Business
Development Central Europe
Siemens Senseye
Predictive Maintenance


IntegrationmitDigitalTwins–virtuellenAbbildernder Maschinen–wirdneueMöglichkeiteneröffnen,etwafür Simulationen, Schulungen oder Fernwartung Digitale Plattformen wie Siemens Xcelerator können dabei den Weg in die Digitalisierung erleichtern, indem sie beispielsweiseauchMaaS-Modelleabbildenkönnen.MaaS ist dabei mehr als ein neues Geschäftsmodell. In Kombination mit Predictive Maintenance entsteht ein leistungsfähiges, transparentes und nachhaltiges System, das sowohl Kunden als auch Anbieter profitieren lässt. MaaSstehtfüreineZukunft,inderMaschinennichtnur Werkzeuge,sondernintelligente,vernetzteDienstleister sind – flexibel, effizient und datengetrieben. (ls)





FSM-Systeme können auf zentrale Unternehmensziele einzahlen, von Kosteneinsparungen bis hin zu transparenten Prozessen.

Fachkräftemangel, Kostendruck, steigende Kundenansprüche: Der technische Außendienst steht unter Druck. Wer ihn effizient einsetzt, verschafft sich operativ und strategisch Vorteile. Eine smarte Einsatzplanung verändert das Wartungs- und Instandhaltungsgeschäft grundlegend.
VERFASST VON
TobiasGrocholl
Account Executive Manufacturing Solvares Group
Hunderte Wartungsaufträge, ungeplante Stillstände,plötzlicheMitarbeiterausfälle,forderndeKunden.UnddannsollendieTechnikerzwischenall den Einsätzen auch noch verkaufen. Im technischen Außendienstwirdesschnellhektisch,insbesonderebei steigenden Kundenerwartungen und abnehmender ZahlanFachkräften.Pünktlichkeit,Reaktionsgeschwindigkeit und Servicequalität hochzuhalten ist schwierig DieFragelautet:WiekannderAußendienstbeiweniger PersonalseinPensumschaffenodersogarmehrleisten?
Das zentrale Problem vieler Serviceorganisationen ist die Disposition. Sie ist oft zeitraubend, wenig transparent und stark personalabhängig. Werden die Einsätze des Außendiensts händisch aus dem ERP (EnterpriseResource-Planning)- oder Wartungssystem heraus geplant, kostet das wertvolle Zeit. Die Folge: suboptimale Touren, unnötige Zweitanfahrten und eine eingeschränkteReaktionsfähigkeit.EinToolfürdasFieldServiceManagement(FSM)kanndabeidieKomplexitätund DynamikdestechnischenAußendienstsreduzieren:Es
kann die Disposition automatisieren und die Touren in Echtzeit optimieren. Dabei berücksichtigt es alle relevanten Parameter: von Skills und Service-Level-AgreementsüberVerfügbarkeitenbishinzudenKosteneines Auftrags.
Heute kommen Algorithmen zum Einsatz, die Kundenanforderungen,MitarbeiterbedürfnisseundKosten ausbalancieren. Sie wandeln die zu bearbeitenden AufträgeineffizienteTourenum,schnellerundpräziserals Menscheneskönnen.DieTechnikerwerdenübermobile Apps direkt an die Tourenplanung angebunden und mitallennötigenInformationenzuihrenEinsätzenversorgt.DerNutzenistmessbar:Kundenberichtenvon20 bis 30 Prozent mehr erledigten Aufträgen und einer schnellerenAuftragsbearbeitung,mitgleicherPersonaldecke.ParallelsinktderAufwandinderDispositionund es wird Zeit für wertschöpfende Tätigkeiten frei.
Brunata-Metrona, ein Montage- und Immobiliendienstleister,hatseinenDispositionsprozessvollständig automatisiert. Die Software-Lösung übernimmt die kompletteEinsatzplanunginEchtzeitunterBerücksichtigung aller relevanten Faktoren. Das Ergebnis sind 95 ProzentwenigerAufwandinderDispositionund25Pro-
zent Steigerung der erledigten Aufträge pro Tag. Auch bei „die Muggergittermacher“, einem Hersteller von Insektenschutzlösungen,hatsicheinParadigmenwechselvollzogen.FrüherwardieProduktiontaktvorgebend. Heute orientiert sich der gesamte Prozess am Kundenerlebnis, denn ein entsprechendes System übernimmt die Steuerung Die Kunden müssen nicht mehr auf die Information für den geplanten Montagetermin warten, sondernerfahren noch am Tagdes Bestelleingangs den avisierten Termin. Ein weiteres Beispiel zeigt, wie sich moderne Wartungskonzepte mit der Disposition verknüpfenlassen:SecoKältetechnikhateigeneGerätefür Predictive Maintenance mit einer FSM-Lösung gekoppelt Bei kritischen Betriebsdaten generieren die Systeme automatisch Serviceaufträge, die ins Planungs-Tool eingespeist werden. So entsteht ein vollständig digitalisierter Instandhaltungsprozess.
EntsprechendeAnsätzekönnendieGrundlagenderServicebereitstellung verändern. Ein FSM-Planungs-Tool, das den komplexen Anforderungen des technischen Außendiensts gerecht wird, ist dabei mehr als ein operativesUpgrade.Bestenfallsunterstütztesdiezentralen Ziele der Geschäftsführung:
Für technische Leiter und Instandhaltungsverantwortliche lohnt sich der Blick auf moderne Planungslösungen sowohl als kurzfristiger Produktivitätsschub als auch als Baustein einer langfristigen ServiceStrategie.
UmsatzwachstumdurchKapazitätsauslastung: Mehr Einsätze pro Techniker/ Tag können die Servicekapazität steigern, ohne zusätzliches Personal.
MargensicherninangespanntenArbeitsmärkten: Durch FSM-Tools kann Lohninflation kompensiert, Überstunden reduziert und die Abhängigkeit von Zeitarbeit verringert werden.
KundenerlebnisalsWettbewerbsvorteil: EchtzeitReaktionsfähigkeit, pünktliche Ankunftszeiten und kürzere Servicefenster wirken direkt auf die Anlagenverfügbarkeit und den Net Promoter Score (NPS).
BetrieblicheResilienzundAgilität: Mit Echtzeitplanung lassen sich Ressourcen zuweisen, Risiken abfedern und Service-Level-Agreements einhalten. ModerneFSM-SystemeversetzenUnternehmenindie Lage, den Service intelligenter und wirtschaftlicher aufzustellen.SiehelfendamitnichtnurdemAußendienst, sondern der ganzen Organisation, flexibler, resilienter und kundenorientierter zu agieren. Die Entscheidung für eine solche Technologie sollte dabei nicht nur von den Implementierungskosten abhängen. Mit durchdachtem Change Management können Unternehmen ihren Service schneller, produktiver und resilienter aufstellen. Wichtig ist dabei eine realistische Kosten-Nutzen-BewertungundeinstrukturiertesVorgehenbeider Einführung (ls)

Entdecken Sie, wie Ihr Unternehmen Zeit sparen kann: Mit Tork exelCLEAN® Reinigungstüchern reinigen Sie 35 % schneller als mit Putzlappen.*
Bessere Hygiene für mehr Produktivität www.tork.de/verschwendungreduzieren
Tork, eine Marke von Essity
* Paneltest, der vom Forschungsinstitut Swerea durchgeführt wurde (Schweden, 2014)
Geringe Veränderungsbereitschaft, aber sehr zuverlässig – ältere Fachkräfte werden oft mit Vorurteilen betrachtet.
Aufwärtstrend:DieZahlderälterenErwerbstätigensteigtseit2010 kontinuierlichinallenAltersgruppen
GENERATION BABYBOOMER
Eine aktuelle Studie von Hays im Jahr 2025 bietet exklusive Einblicke in die Beschäftigung von älteren Fachkräften. Welche Hürden und Vorbehalte bestehen gegenüber der älteren Belegschaft? Und hemmt diese Einstellung möglicherweise ihre Weiterbeschäftigung?
Im Hinblick auf Arbeitnehmer über 60 halten sich einige Vorurteile – so auch im Maschinenbau Ihnen werden eine geringe oder keine Veränderungsbereitschaft(26%),mangelndeIT-Kenntnisse(24%)oderdas Festhalten an traditionellen Arbeitsweisen (16 %) vorgeworfen, die aus der Zeit gefallen sind. Laut einer OnlineumfragegibtbranchenübergreifendetwaeinViertel der Befragten an, keinen Nachteil in der Beschäftigung ältererArbeitskräftezusehen(24%) ImMaschinenbau stimmendieserAussagesogarübereinDrittelzu(35%). DaherstelltsichdieFrage,wiebegründetdieVorurteile tatsächlich sind und ob sie einen Grund darstellen, diese Personen nicht mehr einzustellen.
WarumistdasEinstellenältererFachkräfte eineHürde?
Der Ursprung dieses Problems liegt oft tiefer Viele PersonalerundEntscheiderkönnendenArbeitsbedarfund dieKompetenzeneinerälterenBelegschaftnichtrichtig einschätzen. Welche Arbeitsmodelle sind passend für ältere Arbeitnehmer? Möchten diese überhaupt weiterarbeiten und sich weiterbilden? Aus der Hays-Umfrage geht deutlich hervor, dass die Arbeitsmotivation für einen Großteil der älteren Beschäftigten(zwischen50und79Jahren)ausfinanziellen Gründen besteht (69 %). Während früher das ArbeitslebenmitdemRenteneintrittendete,hatsichderAnteil Erwerbstätigerstarkerhöht ImJahr2013warenesnoch 13Prozentder65-bis69-Jährigen,2023lagdieserAnteil bereits bei 20 Prozent. Ein Grund hierfür ist, dass die Erwerbstätigkeit für viele Rentner neben ihrer AltersrenteeinnotwendigerBestandteildersozialenAbsicherung ist. Knapp die Hälfte der älteren Erwerbstätigen gibt zudem eine sinnvolle Beschäftigung (47 %) als Grundan,dichtgefolgtvomWunschnachsozialerInteraktion (36 %).
In den letzten Jahren wurden die Regelungen gelockert, sodass heute verschiedene Arbeitsmodelle für ältere Arbeitnehmende möglich sind. Dazu zählen:
eine Festanstellung in Voll- oder Teilzeit, eine Anstellung in Zeitarbeit, eine selbstständige Tätigkeit als freie Beratung oder ein Minijob mit pauschalen Sozialversicherungsabgaben.
Ein Hinzuverdienst während der Frührente kann ebenfalls in Betracht gezogen werden. Laut dem Statistischen Bundesamt ist die Erwerbsbeteiligung der 60bis 64-Jährigen in den letzten Jahren so stark wie in keiner anderen Altersgruppe angestiegen: von 50 Prozent (2013) auf 65 Prozent (2023).
derälterenGeneration
Ältere Arbeitnehmer bieten auch einige Vorteile für Unternehmen. Bei der Umfrage im Maschinenbau wurde die langjährige berufliche Erfahrung von 50 Prozent derFührungskräftealswichtigsteEigenschaftbeimEinsatz älterer Fachkräfte angegeben. Dicht gefolgt von einem hohen fachlichen Know-how (43 %) Der älteren GenerationwirdzudemeinehoheZuverlässigkeit(28%) zugeschrieben,sodassdieserGrundebenfallsunterden Top-3-Eigenschaften zu finden ist. Aufgrund der langjährigen Erfahrung auf dem Arbeitsmarkt wird die Krisenerfahrung (16 %) älterer Fachkräfte als weiterer relevanter Vorteil angesehen. Beschäftigte einer älteren AltersklassehabenbereitsKrisenzeitenwahrgenommen und in Unternehmen durchlebt. Sie sind somit resilienter und lassen sich in schweren Zeiten weniger aus der Ruhe bringen. Lediglich 2 Prozent der gesamten, branchenübergreifendenStichprobesehenkeinenVorteilim Einsatz älterer Arbeitnehmer
Statusquo:dieLageältererMenschenauf demArbeitsmarkt
Seit 2010 herrscht ein Aufwärtstrend: Die Zahl der älterenErwerbstätigensteigtseit15Jahrenkontinuierlichin allen Altersgruppen. Ein Grund dafür ist die schrittweiseAnhebungdesgesetzlichenRenteneintrittsaltersauf 67 Jahre, die 2012 in Kraft getreten ist. Laut einer aktuellen Hays-Umfrage besteht die Belegschaft bei jedem siebten Unternehmen (14 %) zu mehr als40Prozentausüber60-jährigenArbeitnehmern.Im Umkehrschlussbedeutetdasallerdingsauch,dassdiese FachkräfteimLaufedernächstenJahreihrenRenteneintritt haben und die Unternehmen verlassen werden
Diese Unternehmen stehen dann vor der Herausforderung,inwenigenJahrenfastdieHälfteihrerMitarbeiter zu ersetzen. Innerhalb des Maschinenbaus sind die meisten älteren Erwerbstätigen in den Bereichen Produktion (45 %), Verwaltung (43 %) und Forschung & Entwicklung (41 %) tätig Wenn diese ersetzt werden müssen,isteinausreichenderWissenstransferentscheidend, denn es sind vor allem höher qualifizierte Arbeitnehmer betroffen. Im Jahr 2023 waren hoch qualifizierte60-bis64-JährigemiteinerErwerbstätigenquotevon 75 Prozent deutlich häufiger am Erwerbsleben beteiligt als Personen mit einer geringeren Qualifikation (53 %)
SindältereFachkräftederSchlüsselfürdie BewältigungdesFachkräftemangels?
Ältere Fachkräfte werden aktuell stark aussortiert – obwohl Unternehmen wissen, dass sie die Expertise spä-
testens im kommenden Jahr wieder benötigen werden. Wenn die Babyboomer-Generation den Arbeitsmarkt verlässt,entstehteineLückevoncircasiebenMillionen Arbeitskräften AngesichtsdesFachkräftemangelswird esfürUnternehmenzunehmendschwieriger,dieseStellenpassendzubesetzenundihrewirtschaftlichenZiele zu erreichen.
Die einfachste Lösung wäre daher, dass ältere ArbeitnehmernochlängerzurVerfügungstehensollten–doch soeinfachistdasnicht.Entscheidendist,wieUnternehmensentscheider den älteren Beschäftigten gegenüberstehen und ob sie diese einstellen. 90 Prozent der befragten Entscheider sind der Ansicht, dass Unternehmen zukünftig verstärkt auf ältere Fachkräfte setzen werden, 68 Prozent sagen sogar „ohne jede Einschränkung“
Klar ist, die meisten Unternehmen schätzen den StellenwertvonälterenArbeitnehmernsehrhochein Inder Branche des Maschinenbaus geben 38 Prozent einen (sehr) hohen Stellenwert für ältere Fachkräfte im eigenen Unternehmen an. Lediglich 4 Prozent sehen nur einen (sehr) geringen Stellenwert. Etwa die Hälfte der Befragten (46 %) antwortet, dass das Alter keine Rolle spielen sollte, sofern die fachlichen und persönlichen Anforderungen der Rolle erfüllt sind. Für circa ein Viertel der Befragten (24 %) kommt der Einsatz von älteren Fachkräftenpunktuellinfrage,einengenerellenEinsatz können sie sich jedoch nicht vorstellen.
Diese Aussage spiegelt sich jedoch nicht in den Erfahrungen wider, die Ältere auf der Jobsuche machen So sind Bewerber über 50 Jahre durchschnittlich 100 Tage länger arbeitslos als jüngere Zudem werden sie seltener zu Gesprächen eingeladen und es entsteht der Eindruck, dass Bewerbungen ab einem gewissen Alter von vornherein aussortiert werden.
Am stärksten betroffen von fehlenden Fachkräften sind die Branchen der IT, des verarbeitenden Gewerbes, der Energieversorgung und der Infrastruktur Die Erhöhung des Anteils älterer Fachkräfte stellt eine gute Möglichkeit dar, vorhandene Ressourcen kurzfristig zu nutzen,dabeidiesenArbeitnehmendenkaumEinarbeitung nötig ist und es politisch gewollt und rechtlich möglichist.DieseOptionwirdallerdingsnochzuwenig genutzt.
Unternehmen stehen vor der dringenden Aufgabe, den Fachkräftemangel zu bewältigen, und ältere FachkräftestellenhierbeieinewichtigeRessourcedar Durch ihreExpertiseundErfahrungsindsievongroßemWert für den Arbeitsmarkt. Um das Potenzial der älteren Arbeitnehmerzunutzen,müssenBetriebejedochflexible Arbeitsmodelle und gezielte Weiterbildungsoptionen anbieten. (cw)
VERFASST VON Christina Welnhofer Redaktionelle Mitarbeiterin MM Maschinenmarkt
„Vorurteilegegenüberälteren Arbeitnehmernwirkenwiestille FiltermechanismenimRecruiting.Sie führendazu,dassBewerbungenvon MenschenimAltervon60Jahrenseltener oderkaumberücksichtigtwerden.“
René Gruner, Hays

Vertriebsmitarbeiter
agieren häufig als das Herzstück eines Unternehmens.
VERFASST VON
RichardKeller
Senior-Berater
Peter Schreiber & Partner
VERTRIEB
Warum es entscheidend ist, dass Vertriebsmitarbeiter bereichsübergreifende Unterstützung erhalten, und wie ein SellingPlan helfen kann, Umsatzchancen zu maximieren.
VieleVertriebsmitarbeitererachtensichselbstund ihre Arbeit in ihrem Unternehmen als nicht ausreichend gewürdigt. Teilweise geschieht dies auch zu Recht. Denn kaum erreicht ein Unternehmen seine Umsatz- und Ertragsziele nicht, werden in ihm
meist Stimmen laut: Unser Vertrieb muss neu strukturiert werden! Und die Verkaufs- beziehungsweise Vertriebsleiter? Sie sind meist die ersten Entscheider, die ihre Koffer packen müssen, wenn es im Gebälk eines Unternehmens
knistert oder bereits brennt. Dabei können Zielabweichungen beim Umsatz und Ertrag zahlreiche Ursachen haben–auchgesellschaftlicheundvolkswirtschaftliche. DashabendiezurückliegendenJahrenachdrücklichgezeigt.
Umgekehrt denken noch viele Vertriebsmitarbeiter: WirsinddasHerzstückunseresUnternehmens,dennwir verkaufen dessen Produkte und Dienstleistungen und sorgendafür,dassdieKassestimmt.OhneVertriebwäre unser Unternehmen wie ein Fahrzeug ohne Treibstoff Es hätte zwar die Möglichkeit, sich zu bewegen, doch ohne die nötige Energie würde es seine Ziele nie erreichen.
VertriebsmitarbeitersinddieBrücke zumKunden
Ein solches bereichsbezogenes Denken, bei dem jeder glaubt: „Wir sind die Besten beziehungsweise Wichtigsten“, lähmt jedes Unternehmen. Also gilt es, dieses zu überwinden. Stattdessen muss sich in den UnternehmendasBewusstseinetablieren,dassderErfolgletztlich stets das Ergebnis einer bereichs- und funktionsübergreifenden Teamarbeit ist, bei der jeder seinen Beitrag zur Zielerreichung leistet.
Dessen ungeachtet sind die Vertriebsmitarbeiter jedoch zumeist das Gesicht des Unternehmens auf dem Markt. Sie bilden sozusagen die Brücke zwischen dem Unternehmen und seinen Kunden, indem sie unter anderem
die (potenziellen) Zielkunden mit einem hohen Umsatzpotenzial identifizieren und kontaktieren,
deren Bedarf und Bedürfnisse erkunden und verstehen,
ihnen passgenaue Problemlösungen zum Erreichen ihrer Ziele offerieren und
sie davon überzeugen, dass sich die betreffende Investition für sie lohnt, weil diese die Bedingungen a, b und c erfüllt.
EntsprechendvielschichtigundkomplexsinddieAufgaben der Vertriebsmitarbeiter Sie umfassen unter anderem:
Kundenakquise: neue Kunden identifizieren und gewinnen sowie den Kundenstamm erweitern;
Beziehungsmanagement: die bestehenden Kundenbeziehungen pflegen und ausbauen;
Bedarfs-undBedürfnisanalyse: die rationalen Anforderungen und emotionalen Bedürfnisse der Kunden ermitteln und analysieren sowie ihnen passende Lösungen anbieten;
Verhandlungsführung: die Konditionen und Verträge ertrags- und zielorientiert verhandeln;
Marktbeobachtung: den Markt und die Wettbewerber im Blick behalten und auf Veränderungen angemessen reagieren;
Zielerreichung: die Umsatz-/Absatzziele sowie Ertragsziele erreichen und den betriebswirtschaftlichen Erfolg des Unternehmens sichern. Deshalb ist das Leben der Vertriebler oft nicht so „schön“,wievonaußenbetrachtethäufigvermutetwird, denn sie sind im Arbeitsalltag meist mit folgenden Herausforderungen konfrontiert:
HoherLeistungsdruck: Die Vertriebsmitarbeiter stehen unter einem hohen Druck, die ihnen vorgegebenen Umsatz- und Ertragsziele zu erreichen –auch in wirtschaftlich eher schlechten Zeiten.
AblehnungundRückschläge: Sie stoßen bei den Zielkunden oft auf geschlossene Türen und müssen deren Nein (vorläufig) akzeptieren; sie dürfen sich hierdurch aber nicht beim Erreichen ihrer Ziele entmutigen lassen.
Reiseaufwand: Sie sind häufig (alleine) unterwegs und verbringen ihre Freizeit nicht selten fern von zuhause, obwohl sich diese Ist-Situation durch den verstärkten Einsatz der modernen Informationsund Kommunikationstechnik auch im Vertrieb partiell verbessert hat.
Anpassungsfähigkeit: Sie müssen ihre Taktik, ihr Verhalten, ihre Argumentation usw. regelmäßig den sich (gefühlt) permanent ändernden Marktbedingungen und Kundenbedürfnissen anpassen.
Gefragtsindkommunikative,zielstrebige Marktbearbeiter
DeshalbistauchnichtjederLeistungs-oderKnow-howTrägerindenUnternehmenfürdenEinsatzimVertrieb geeignet, denn gute, das heißt auch passionierte Ver-
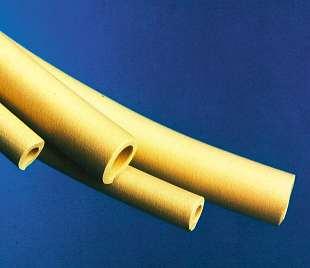
Elastischer Pumpen-, Pharma- und Förderschlauch für höchste Ansprüche
• High-Tech-Elastomer EPDM/PP: Temperaturbeständig bis +135 °C, UV-beständig, chemikalienresistent, niedrige Gaspermeabilität
• Für Schlauchquetschventile und Peristaltikpumpen: Bis zu 30 mal höhere Standzeiten gegenüber anderen Schläuchen
Englerstraße 18 D-69126 Heidelberg
Tel. 0 62 21 31 25-0 Fax 0 62 21 31 25-10 rct@rct-online.de
• Biokompatibel und sterilisierbar: Zulassungen nach FDA, USP Class VI, ISO 10993, EU 2003/11/EG www.rct-online.de
triebsmitarbeiter verfügen auch über folgende persönliche Eigenschaften:
Kommunikationsfähigkeit: exzellente Fähigkeiten im Aufbau und Pflegen von Kontakten/Beziehungen zu anderen Menschen;
Überzeugungskraft: die Fähigkeit, andere Personen zu überzeugen und zu begeistern;
Empathie: Einfühlungsvermögen, um die Bedürfnisse der Kunden zu verstehen und Vertrauen aufzubauen;
Zielorientierung: starke Ausrichtung und klare Fokussierung auf das Erreichen der Ziele;
Resilienz: die Fähigkeit, Rückschläge zu verkraften und daraus zu lernen.
Gerade in schwierigen Zeiten ist es wichtig, dass die Vertriebsmitarbeiter und die Mitarbeiter der anderen Fachbereiche eines Unternehmens am selben Strang ziehen und sich nicht durch Grabenkämpfe wechselseitig lähmen, weil in ihnen die Zielkunden speziell bei ihren Investitionsentscheidungen meist extrem zögerlich sind. Entsprechend viel Überzeugungsarbeit und vertrauensbildendeArbeitmussgeleistetwerden,damit jeneirgendwannvollerÜberzeugungsagen:„Ja,daswill ich haben."
Firmeninterne Grabenkämpfe, die in der Regel das Resultat eines mangelnden Teamgeists sind, sind beim ErreichendiesesZielshinderlich DieEinzigen,diehiervon profitieren, sind die Wettbewerber, die sich nicht intern kabbeln, sondern stattdessen zum Beispiel mithilfe eines Selling-Plans den Markt beziehungsweise ihreZielkundenbearbeiten–alsomiteinemhandfesten Vertriebsumsetzungsplan, der den Vertriebsmitarbeitern konkret aufzeigt, wem das Unternehmen was wie warumverkaufenmöchte,statteinemzahlengespickten Umsatzplan
Ein solcher Plan ist ein hervorragendes Instrument, umimUnternehmenbereichsübergreifendalleanderen FunktionsbereichefürdasgemeinsameUnternehmenszielmitinsBootzuholen,sodassletztlichalleaneinem Strang in dieselbe Richtung ziehen.
Ein Selling-Plan hat folgende grundsätzliche Struktur, die stets den Erfordernissen der jeweiligen Vertriebsorganisation angepasst werden muss:
Gerade in schwierigen Zeiten ist es wichtig, dass die Vertriebsmitarbeiter und die Mitarbeiter der anderen Fachbereiche am selben Strang ziehen und sich nicht durch Grabenkämpfe wechselseitig lähmen.
1.PlanungsbriefderGeschäftsleitung: einleitende Vorgaben und Erwartungen der Geschäftsführung;
2. Analyse der bisherigen Vertriebsentwicklung und der künftigen Potenziale und Chancen: BewertungderbisherigenVertriebsergebnisseundIdentifikation zukünftiger Umsatzpotenziale und Auftragschancen;
3. Hieraus abgeleitete Ziele und Maßnahmen (strukturiert nach Balanced Scorecard): Festlegung konkreter Ziele und Maßnahmen, die mit messbaren Meilensteinen hinterlegt sind, unter Berücksichtigung folgender Perspektiven:
Betriebswirtschaftliche Ziele zum Beispiel Erhöhung des Jahresumsatzes von 10 Millionen Euro um 20 Prozent auf 12 Millionen Euro innerhalb von zwei Jahren; Maßnahme: 1,5 Millionen Euro Mehrumsatz durch die Einführung neuer Produkte und 0,5 Millionen Euro Mehrumsatz durch forcierten Verkauf von Dienstleistungen;
Markt-/Kundenziele zum Beispiel Steigern der Gewinnmarge um 5 Prozent innerhalb eines Jahres; Maßnahme: Optimierung der Kostenstruktur durch Verbesserung der Vertriebsprozesse und konsequentere Konditionenverhandlungen mit Key-Accounts;
Personalziele zum Beispiel Steigerung der Mitarbeiterzufriedenheit um 15 Prozent innerhalb eines Jahres; Maßnahme: Einführung regelmäßiger Jours fixes zwecks Update und Feedback zwischen den Teammitgliedern und Führungskräften; individuelles Coaching bei Bedarf
4. Zielkundenpläne: Erarbeiten detaillierter (Handlungs-)Strategien und Vorgehensweisen für das Gewinnen oder Ausbauen wichtiger, namentlich benannter Zielkunden;
5. Vertriebs-Cockpits mit den KPIs: Entwicklung eines Dashboards mit den wichtigsten LeistungskennzahlenzurvorausschauendenSteuerungundzeitnahen Optimierung des Vertriebs; also nicht nur Ergebniskennziffern(wieUmsatzundDeckungsbeitrag),sondern vor allem auch Prozesskennziffern (wie Lead-Generierung,HitratenimAngebotsmanagementundCrossSelling Rate);
6.AusblickaufdiestrategischenHauptaktivitäten für die nächsten drei Jahre: langfristige Planung der Hauptaktivitäten und Initiativen zur Sicherung des künftigen Erfolgs.
Generellgilt:DerVertriebspieltinjedemUnternehmen eineessenzielleRolle.SeineMitarbeitertragenmaßgeblich zum Unternehmenserfolg bei und leisten eine Arbeit, die herausfordernd und vielschichtig ist. Ihre Fähigkeit,Beziehungenzuknüpfenundauszubauensowie Geschäfte abzuschließen, ist ein zentraler Schlüssel für das Wachstum und den Erfolg ihres Unternehmens. Deshalbisteswichtig,dassdieFührungskräfteimVertrieb mit ihren Mitarbeitern konkrete Selling-Pläne erarbeiten, die ihnen aufzeigen, wie sie die angestrebten Vertriebsziele erreichen können, damit sie im ArbeitsalltagdienötigeOrientierunghabenundderErfolgnicht zufallsabhängig, sondern steuerbar ist, denn: „ExcelFriedhöfe“ sind für Vertriebsteams weder motivierend noch inspirierend. (mk)
AUTOMATISIERUNG ALS CHANCE Editorial
Die EMO Hannover liegt hinter uns. Während die Nachfrage im Ausland deutlich anzieht, herrscht in Deutschland weiterhin Investitionsunsicherheit – bei gleichzeitig schwächelnder Produktivität. Es gäbe also mehr als genug Gründe, gerade jetzt in neue Maschinen zu investieren.
Deutschland bremst sich aus
Die EMO hat gezeigt, welches Potenzial in moderner Automatisierung steckt. Doch dafür braucht es in Deutschland eine bessere Industriepolitik, ein investitionsfreundlicheres Klima und zielgerichtete Anreizsysteme. Ich bin überzeugt: Unter den richtigen Rahmenbedingungen würden Unternehmen wieder verstärkt am Standort Deutschland investieren.
Auf den B2B Communications Days der Vogel Group (Herausgeber des MM Maschinenmarkt) hat mein Mit-Geschäftsführer Sven Schmidt gemeinsam mit dem CEO der Vogel Group, Herrn Matthias Bauer, ein Kamingespräch auf der Hauptbühne geführt. Beide waren sich einig: Die politischen und wirtschaftlichen Rahmenbedingungen in Deutschland müssen dringend verbessert werden.
Maschinensucher investiert gegen den Trend
Denn eigentlich müsste gerade Deutschland von der Automatisierung profitieren. Sie relativiert den Lohnkostennachteil und stärkt die Wettbewerbsfähigkeit. Doch aktuell wird hier kaum investiert – und die Folgen sind nahezu täglich in der Presse nachzulesen.
MACHINESEEKER GROUP
Maschinensucher investiert weiter – gegen den Markttrend. In Marketing, damit niemand die beste Auswahl an Industriemaschinen in Europa verpasst In Künstliche Intelligenz, damit unsere Plattform für Verkäufer und Käufer noch besser wird Und mit diesem Kurs gewinnen wir weiter Marktanteile
Die Nachfrage aus dem Ausland steigt. Ein Signal, das deutsche Produzenten und Händler nutzen sollten.
Im Inseratsgeschäft sind wir die klare Nr. 1 in Europa Im Auktionsgeschäft setzen wir mit unserem innovativen Auktions-Abo neue Maßstäbe: Es vereint die Vorteile klassischer Inserate mit den Möglichkeiten von Online Auktionen. Null Verkaufsprovision, da das Käuferaufgeld vollständig ausgekehrt wird
Wenn Sie mit uns zusammenarbeiten möchten, wenden Sie sich an unseren Chief Sales Officer Patrick Ratzke: patrick.ratzke@maschinensucher.de. Er berät Sie persönlich, wie Sie Ihre Maschinen am erfolgreichsten über uns verkaufen.
Besonders stark ist aktuell die Nachfrage aus dem Ausland. Nutzen Sie diese Chance!

Thorsten Muschler Gründer, Gesellschafter und Geschäftsführer der Machineseeker Group
Die Machineseeker Group betreibt mit den Online-Marktplätzen Maschinensucher, Machineseeker, TruckScout24, Werktuigen, Gebrauchtmaschinen.de sowie Used-Machines.com die führende Plattform für gebrauchte Maschinen in Europa Mehr als 12.000 Anbieter inserieren über 300.000 Maschinen, Nutz- und Freizeitfahrzeuge
Auf dem Nummer-1-Marktplatz Maschinensucher.de finden Interessenten mehr als 200.000 Gebrauchtmaschinen aus über 2.000 Kategorien Alle relevanten Händler Europas bieten ihre sofort verfügbaren Maschinen auf Maschinensucher.de zu attraktiven Preisen an
Maschinensucher.de professionalisiert alsEuropas führenderMarktplatzfür Gebrauchtmaschinen nunauchOnlineAuktionen.
Wer in gebrauchte Maschineninvestiert, erwartet mehr alsnur einpreislichgutes Angebot. Käufer legenzunehmendWert aufprofessionellenKäuferschutz, Prozesssicherheit und schnelle Abwicklung.Maschinensucher.de greift dieseAnforderungen aufund bietet Käufern derOnlineAuktionen einenstrukturiertensowie digitalgeschützten Kaufprozess.
Derkostenfreie Treuhandservicesorgt dabeifür einenbetrugssicheren Zahlungsverkehr:Verkäu-

Onlinemitbieten
Horizontal-Bearbeitungszentrum
DMGMoriDMC 65 H
2022| 225.000 € Bayern,Deutschland
Such-ID: 19933530

Nockenwellenschleifmaschine
Junker JUCAM6XS 12
2015 |69.000 € Bayern,Deutschland
Such-ID: 20076830
fererhaltenden KaufpreiserstnachÜbergabeder Ware.Zudem sind alle Anbieter erprobtund geprüft. So wird sichergestellt,dassdie angebotenen Maschinenden vereinbarten Qualitätsstandards entsprechen.
Auktionskäufer profitieren dadurchvon klaren Abläufen,hochwertigenMaschinen undmarktgerechtenPreisen –und könnenihreInvestitionen online ebenso sicher wieeffizient tätigen.
Fahrständerfräsmaschine
SORALUCE FS 5000
1998 |72.000 € NRW, Deutschland
Such-ID: 20061205

CNC-Dreh-Fräszentrum Mori SeikiNTX1000
2012 |70.000 € Bayern,Deutschland
Such-ID: 20077260
Mitden PremiumAuktionen bietet Maschinensucher.de eine effiziente Vertriebslösung fürVerkäufer:hoheReichweite, gezielte Käuferanspracheund transparente Abwicklung führen zu kurzen Vermarktungszyklenund starkenVerkaufspreisen.JedezweiteMaschinewird innerhalbweniger Tage verkauft –oft weit über derPreiserwartung.
Mehr Informationen: bit.ly/PremiumAuktionen

Onlinemitbieten
Kopfdrehbank ZERBST DP 05/W08
2010 |72.000 € NRW, Deutschland
Such-ID: 20061270

Zahnradstoßmaschine LIEBHERR LS 122
2002 |27.000 € Bayern,Deutschland
Such-ID: 20077235
Ichfreue mich auf Ihre Kontaktaufnahme.
KaiAchtermann Head
of Sales–
HochwertigeMaschinen zu marktgerechten Preisen.
Treuhandbasierte und sichereKaufabwicklung.
Kostenlosregistrieren und mitbieten.

Onlinemitbieten
Onlinemitbieten
Produktionslinie fürFenster GEDHorizontale Fertigungslinie
2012 |29.000 € Polen
Such-ID: 20028460

Bearbeitungszentrum Deckel Maho DMU80monoBLOCK
2007 |16.000 € Bayern,Deutschland
Such-ID: 20077340
OnlineAuktionen


MITONLINEAUKTIONEN AUFERFOLGSKURS
Maschinensucher.de setztauf eine reichweitenstarkeVermarktung und gezielte Käuferansprache, um Maschinen erfolgreichzuversteigern.ImInterview gibt dasUnternehmenEinblickinseinenAuktionsprozess und dieentscheidenden Faktoren fürüberdurchschnittliche Verkaufspreise.
Herr Fiene, wiefunktioniert derVermarktungsprozessbei einerOnlineAuktion –und was machtMaschinensucher.desoerfolgreich?
Auktionensindein Reichweitenspiel –und genau hier habenwir einenentscheidendenWettbewerbsvorteil. Durchunser Kleinanzeigengeschäftumfasst unsereDatenbank mehr als2 Millionenregistrierte Maschinenkäufer. Diesewerdengezielt und maschinenindividuell über passendeAuktionen informiert UnserVermarktungsprozess istauf maximale Aufmerksamkeitausgerichtet: Wirsetzenauf E-Mail, SMSund persönlicheAnrufe.
Entscheidend ist, dass am letztenAuktionstag mehrere interessierte Endkunden aktivmitbieten –und genaudas stellenwir sicher.Der Unterschiedzeigt sich in denErgebnissen: Wirversteigern mehr als jede zweite Maschine und erzielen durchschnittlich 30 ProzenthöhereZuschlagspreise.Dassrenommierte Profi-Maschinenhändlerwie AmannWerkzeugmaschinen, G+S, BroziatoderStiensWerkzeugmaschinenregelmäßigauf unseren Servicesetzen, bestätigtunseren Erfolg
Welche Rollespieltdie internationale Reichweite beiIhren Auktionenund wiewirkt sich das aufdie Verkaufspreise aus?
Jederzusätzliche Bieter trägtzueinem besseren Auktionsergebnis bei. Undnur wenn genügendAkteureaneiner Auktionteilnehmen, kann derPreis, dersichetabliert,wirklichals fair betrachtet werden
BeivielenregionalbegrenztenAuktionsanbietern werden Maschinenoft weit unterihrem tatsächlichenWertversteigert,weilniemand vonder Auktion weiß.Ein echter Marktpreis istinsolchen Fällen nichtgewährleistet.UnsereinternationaleReichweite und insbesondere derdirekte Zugang zu Endkundenist nichtimitierbar. Wirstellensicher, dass alle
potenziellenKäuferüberunsereAuktionen informiertwerden. Dadurchkönnenwir fürKäuferund Verkäuferfaire Preise ermöglichen.
Zudemhat jede Maschine ihreneigenen Marktund nichtalle Maschinenfinden Abnehmer in Deutschland.Bei uns versteigernsichsowohljungeDMG MORI Multisprints füreinehalbe MillionEuroan deutsche Kunden alsauchältereCO2-Laser von Trumpf für10.000 Euro nach Indien

MaxFiene Bereichsleiter OnlineAuktionen, Machineseeker Group
„Maschinensucherhat dieVersteigerung vonWerkzeugmaschinen aufein neuesLevel gehoben.“
ChristophBobe, Geschäftsführer AmannWerkzeugmaschinen GmbH
Welche Vorteile bietet IhrTreuhand-Servicefür Verkäuferund Käufer?
UnserTreuhand-Service sorgtfür eine risikofreie Abwicklung füralle Beteiligtenund gewährleistet prozessualeSicherheitsowohlfür Käufer alsauch fürVerkäufer.Der Verkäuferliefert dieMaschine erst nach 100 ProzentVorkasse aus, währendder Kaufpreisfür denKäufersicherverwaltet wird.Dieserwirderstnacherfolgreicher Warenübergabe endgültiganden Verkäuferfreigegeben
Undauchhierermöglichtunser Servicebessere Ergebnisse:Käuferkönnenmitbieten,ohne die Maschine vorabbesichtigtzuhaben.Nachdem Zuschlag habensie dieMöglichkeit, sich im Rahmen einerBesichtigungvom Zustandder Maschine zu überzeugen.Das führtzumehrAuktionsteilnehmern und letztlichzubesserenVerkaufspreisen
ÜBER 200.000 GEBRAUCHTE MASCHINENZUBESTPREISEN
Alle TopMarken sofort verfügbar



Horizontal-Bearbeitungszentrum
SW BA W08-22
2020 |Preis aufAnfrage
50259 Pulheim
+49 243 177 867 67

Bearbeitungszentrum
QMBH 500 B
2013 |29.000 €VBzzgl. MwSt.
+49 510 926 798 37 30952 Ronnenberg

Bearbeitungszentrum
KITAMURA Mycenter H300
15.000 €FPzzgl. MwSt.

+49 607 423 734 76 63128 Dietzenbach

Bearbeitungszentrum
HAAS EC-400
2015 |80.000 €VBzzgl. MwSt. +49 641 950 896 44 35398 Gießen


Bearbeitungszentrum -Horizontal
MazakFH5800
2003 |Preis aufAnfrage
+49 612 318 290 57 65396 Walluf


Bearbeitungszentrum -Universal
SteinelBZ20
1992 |Preis aufAnfrage
+49 211 924 524 32 40589 Düsseldorf

5-Achs-Bearbeitungszentrum
DECKEL MAHO DMC80FD
2009 |Preis aufAnfrage

+49 231 975 870 10 40235 Düsseldorf

3-Achs-Bearbeitungszentrum
DMGDMU 80P
1999 |Preis aufAnfrage

+49 364 454 698 44 99518 BadSulza

Bearbeitungszentrum
Soraluce TA-M 35

2023 |Preis aufAnfrage +49 235 717 597 25 58849 Herscheid

Bearbeitungszentrum
Elumatec SBZ122/35
Preisauf Anfrage
+49 523 145 068 72 32760 Detmold

Bearbeitungszentrum

DMGMORIDMU 70 eVolinear
2008 |Preis aufAnfrage
+49 603 980 338 49 61184 Karben

RAMBAUDI/JOBS SARA CNC-Bearbeitungszentrum

2018 |Preis aufAnfrage +49 234 904 022 83 44803 Bochum

Deckel Maho DMC80U CNC-Bearbeitungszentrum
2009 |Preis aufAnfrage
+49 415 483 095 63 22946 Trittau

5-Achs-Bearbeitungszentrum
Röders TecRXD5

Preisauf Anfrage +49 519 162 096 62 29614 Soltau

Bearbeitungszentrum
LAGUN L2000

Preisauf Anfrage +49 208 411 870 11 46145 Oberhausen

Bearbeitungszentrum
MTRent MTcutV110 T
2013 |Preis aufAnfrage
+49 672 365 897 64 65375 Oestrich-Winkel

Günstige Tarife fürEinmalverkäufer und Händlerab69€ proMonat.
+49 201 857861 54

Schwenkbiegemaschine
Prod-MaszSGR1250 /1,5
|5.400 €FPzzgl. MwSt


EXERON DigmaHSC 300 Fräsmaschine
2003 |Preis aufAnfrage
+49 674 746 899 18 56281 Emmelshausen

Bearbeitungszentrum -Vertikal
HurcoVMX 30
2002 |Preis aufAnfrage
56370 Biebrich
+49 648 677 054 97

Bearbeitungszentrum -Vertikal
MazakVTC 530C VTC530 C
2017 |Preis aufAnfrage
+49 262 382 897 71 56427 Siershahn

Abkantpresse -Hydraulisch
HACO 3100 x200 to
Preisauf Anfrage
+49 273 288 395 85 57223 Kreuztal

TOXTZ-VSN Vollstanznietanlage
4.873 €FPzzgl. MwSt.

+49 286 168 690 44 46325 Borken

Gildemeister MSL60/7 CNC-Drehmaschine
2012 |Preis aufAnfrage
Ratingen



Bearbeitungszentrum -Vertikal
HARTFORD Pro1000
2013 |Preis aufAnfrage
+49 631 740 558 42 67663 Kaiserslautern



Rundbiegemaschine- Hydraulisch
KUMLAPV7 H2500 x16mm
Preisauf Anfrage
+49 275 475 091 11 57271 Hilchenbach

Tafelschere- Hydraulisch
Gade CO 30/4
1995 |9.500 €FPzzgl. MwSt.

+49 256 195 741 32 48683 Ahaus

Rundbiegemaschine
FACCINHAV 3145
2025 |Preis aufAnfrage

+49 232 498 813 14 45549 Sprockhövel

AlzmetallGS1000/5-T
2006 |Preis aufAnfrage

5-Achs-Fräsmaschine -Universal
+49 908 121 808 08 86720 Nördlingen

CNC-Drehmaschine
Gildemeister CTX-400 S2
2000 |9.500 €FPzzgl. MwSt +49 218 285 629 58 50127 Bergheim


TOSISO 16
1982 |Preis aufAnfrage
+49 216 625 769 23 41236 Mönchengladbach


CNC-Drehmaschine
OkumaLU300MYC-600
2004 |Preis aufAnfrage +49 220 229 879 81 51469 Bergisch Gladbach
Bohrwerkstisch
SkodaE25 OB23941
Bohrwerkstisch 1989 |Preis aufAnfrage



Drehmaschine -Zyklengesteuert
WEILER E120 X3.000
373 127 294 90 9600 Weißenborn
2007 |79.000 €FCA FP zzgl.MwSt +49 219 189 936 19 42899 Remscheid


Rohrschneidmaschine

TrumpfTruLaserTube5000 FIBER
2015 |Preis aufAnfrage
72479 Straßberg
+49 743 472 396 62

Laserschneidanlage
DNED-Power 1530
2025 |Preis aufAnfrage
72479 Straßberg

+49 743 472 396 62

Laserschneidanlage

BystronicByStarFiber 3015 -6 kW
2017 |Preis aufAnfrage +49 743 472 396 62 72479 Straßberg

Rohrschneidmaschine
DNED-Tube2460 K3T6

2024 |Preis aufAnfrage +49 743 472 396 62 72479 Straßberg

Doppelständerpresse
SCHULEREBS2-800-3,5-700

1989 |Preis aufAnfrage +49 743 472 395 33 72479 Straßberg

Stanzautomat
KAISER V315 WR 2740

1997 |Preis aufAnfrage +49 743 472 395 33 72479 Straßberg

Stanzautomat


Feinstanzpresse
FEINTOOL HFA4000
1996 |Preis aufAnfrage

33 72479 Straßberg



Maschine zu verkaufen?



Hochgeschwindigkeitspresse
ISGEC63t -630t
2025 |Preis aufAnfrage
+49 785 168 893 04 77694 Kehl

Bandsäge -Automatisch
JAESPA Compact4S
2013 |Preis aufAnfrage +49 736 733 191 42 73432 Aalen-Ebnat

ung

Werkzeug Voreinstellgerät
ZOLLERH 4000
1987 |Preis aufAnfrage

+49 722 372 096 51 77815 Bühl

Abgratpresse
WILKINS& MITCHELL 1000 T
Preisauf Anfrage

+49 233 365 590 01 58256 Ennepetal

Kurbelpresse -Doppelständer
DREES ZE 500/160

1973 |65.000 €FPzzgl. MwSt. +49 716 130 675 37 73054 Eislingen
Bearbeitungszentrum -Vertikal DMGMORI DMU50
2016 |94.000 €EXW FP zzgl. MwSt. Deutschland| Such-ID: 20017195
TopInserat
TopInserat
TopInserat |Top Inserat
+Top In serat TopInserat

SERVO-Transferpresse
ARISAS-4-800-400-160-SP
2014 |Preis aufAnfrage
+49 723 144 825 87 75173 Pforzheim


Metallkreissäge
Preisauf Anfrage


TopInserat

+49 631 343 738 30
TopInserat
TopInserat |Top Inserat +Top In serat TopInserat

Bandsäge -Horizontal
MEPShark 282 CCS

Preisauf Anfrage +49 593 977 899 86 49779 Niederlangen

Stanzautomat
KAISER V40WHS

1985 |Preis aufAnfrage +49 743 472 395 33 72479 Strassberg

Bügelsäge
KASTOPSB 280 U

1980 |420 €EXW VB zzgl. MwSt. +49 610 891 564 24 63165 Muehlheim/Main


-Horizontal
29.950 €VBzzgl. MwSt +49 231 985

Säge-und Bohranlage

KDXS 1215 -HDM 1432

&SchmidVKS
Preisauf Anfrage
Höpfingen
150A/pol Bandschleifmaschine
Kreissäge -Vertikal 2025 |2.750 €FPzzgl. MwSt




Doppelscheibenschleifmaschine
DISKUS DDW900R
2007 |Preis aufAnfrage
+49 410 221 499 02 22946 Trittau

Flachschleifmaschine
PROTHPSGS3060
2025 |Preis aufAnfrage

+49 230 218 703 30 58454 Witten

Präzisions-Rundschleifmaschine
KELLENBERGERKelVariaUR
2015 |Preis aufAnfrage
+49 210 390 597 23 40721 Hilden

Rundschleifmaschine
Ulmer/ ReineckerSF40
2005 |Preis aufAnfrage

+49 447 196 747 02 49661 Cloppenburg

Rundtischflachschleifmaschine
TOSHOL –MONTA UN 63
2005 |28.500 €FPzzgl. MwSt.
+49 40 460 860 53 20148 Hamburg


Rundschleifmaschine- Universal
KELLENBERGER1000 U
1974 |Preis aufAnfrage
+49 208 411 766 54 38820 Halberstadt

Brennschneidanlage
Zinser 2115
2004 |Preis aufAnfrage

+49 702 224 651 75 72622 Nürtingen


Schweissdreh-und Kipptisch
DEUMAKDT -3000 G
1987 |Preis aufAnfrage
+49 607 443 051 29 63322 Rödermark

Scheibenlaser
TRUMPF TruDisk 2602(1)
2010 |8.800 €FPzzgl. MwSt.

+49 714 428 688 85 71691 Freiberg am Neckar
Schutzgasschweißgerät
CLOOS GLC326
950 €FPzzgl. MwSt.


+49 440 297 345 86 26215 Wiefelstede

Schweißgerät
Cloos GLC403 QUINTO
2012 |Preis aufAnfrage

+49 233 450 858 72 58119 Hagen

Schweißgerät
SELCOArkoquad220
2000 |Preis aufAnfrage

+49 615 186 220 27 64331 Weiterstadt


Bearbeitungszentrum -Vertikal
MAZAKVTC 30 C
1997 |Preis aufAnfrage
+49 421 518 799 55 28307 Bremen

Kegelradfräsmaschine
KLINGELNBERG KNC25P

1997 |Preis aufAnfrage +49 210 390 509 02 40724 Hilden

Kegelradschleifmaschine
GLEASONPhoenix 275 G
|Preis aufAnfrage



Spiralkegelradschneidmaschine
KLINGELNBERG C28P
2002 |Preis aufAnfrage
76829 Landau/Pfalz

Gleason-PfauterP210L Wälzfräsmaschine
2004 |Preis aufAnfrage

Zahnflankenschleifmaschine

HabramaMägerle KeselPPSM
2009 |Preis aufAnfrage
73061 Ebersbach

Gleason-PfauterP210L Zahnrad-Abwälzfräsmaschine
2004 |Preis aufAnfrage
40489 Düsseldorf


geiger@geiger-germany.com www.geiger-germany.com

Die Schröder Group zeigt Schwenkbiegemaschinen für höchste Ansprüche. Highlight ist die MAK 4 Evolution UD für die vollautomatische Bearbeitung von Blechen bis 6 Millimeter Stärke.
DieMAK4EvolutionUDwirdinderVersionmit3200 Milimeter Arbeitslänge in Vollausstattung mit automatischen Werkzeugwechslern für Oberwange und Biegewange gezeigt, die die Rüstzeiten entscheidend verkürzen.MitderPOS30003D-Grafiksteuerung,derUp-andDown-BiegewangeunddemAdvancedHandlingSystem (AHS) können Werkstücke nach einmaligem Anschlagen des Bleches vollautomatisch fertiggestellt werden. Beim AHS handelt sich um einen pneumatischen Anschlag auf einem Drehteller Bis zu 3700 × 1500 Millimeter große Platinen mit bis zu 236 Kilo Gewicht können von diesem sicher und präzise positioniert werden. Zum AHS gehören ein Kamerasystem zum Vermessen der Blechkontur, motorische Referenzierachsen zum Anschlagen und ein eigenes Sicherheitskonzept.
Die motorische Schwenkbiegemaschine PowerBend Multi (PBM) 4000 × 2,0 Millimeter ist ein Ausstellungsstück, das Klempner unter anderem für drei Besonderheitenliebenwerden:DerAnschlagkannschräggestellt werden, um das konische Biegen zu ermöglichen Das bedeutet, es lassen sich präzise ineinander schiebbare Profile herstellen. Die motorische Biegewangenverstellung der PBM ermöglicht den schnellen Wechsel zwischenverschiedenenBlechdickenohnemanuellenEingriff Und die drehbare Oberwange bietet nicht nur Flexibilität, sondern auch die ungemein praktische Zudrückfunktion: Hohlumschläge können komplett auf einmalmitderBiegewangegefertigtwerdenanstattwie bisher in zwei Schritten mit der Oberwange Diese Zudrückfunktion ist jetzt auch auf einer weiteren auf der Messe gezeigten Maschine verfügbar: der Power Bend Professional.SokönnenHohlumschlägemitWiederholgenauigkeit in Serie erzeugt werden.
Ein weiteres Schwenkbiegekraftpaket ist die PowerBend Industrial UD 4000 × 5,0 Millimeter Sie ist die perfekte Lösung für die industrielle Bearbeitung von dickenunddünnen,großflächigenBlechen Ihrgrößter Vorteil ist der Oberwangenhub von 850 Millimeter, der Schachteltiefen bis 400 Milimeter ermöglicht. Schröder auf der Blechexpo: Halle 1, Stand 1804 www.schroedergroup.eu/de
K. Steiger Werkzeugmaschinen GmbH Gebrauchte Werkzeugmaschinen www.kurt-steiger.de E-Mail: Info@kurt-steiger.de

HD Werkzeugmaschinenhandel GmbH
Internet: http://www.hd-gmbh.com E-Mail: info@hd-gmbh.com
Werkzeug- u. Blechbearbeitungsmaschinen sowie komplette Betriebsauflösungen. BästleinGebrauchtmaschinenhandelGmbH, Augsburger Str. 56, 89312 Günzburg, Telefon (082 21) 9 30 37-0, Fax 9 30 37-29, info@baestlein.com www.baestlein.com
Hersteller fürCNC-Drehteile
Kühlwasser-Rückkühler Wasser/Wasser-Wärmetauscher Luft/Wasser-Wärmetauscher Neuundgebraucht ProfiCool@NationalLab.com www.NationalLab.eu


















FertigunginDeutschland nDeu EN ISO9001:2015 Präzisionund Kompetenzseit1920 etenzseit1920
Fon02191 8599 85 www.kemper-drehteile.de

FPT-VERUS -CNC-Bohrfräsmaschine

SACHMAN -MP212Fräsmaschinen

FPT-SPAZIO 20 -Bettfräsmaschine

SGM -HGA 25/6 -Hydr. Tafelschere
Online-Versteigerung vonMetallbearbeitungsmaschinen namhafter Hersteller für denSchwerbau vonFormen,Bohrund Fräswerkzeugen, diversen Abkantpressen, Scheren, Schleifmaschinen, Rollmaterial, Werkzeugensowie Werkstattausrüstung und Inventar –aus derInsolvenz vonDeen Torino Srl mit zweiStandorten in VenariaReale(TO), Italien
Mitbieten!

Auktionsende: Dienstag,30. Oktober Besichtigung: Dienstag,21. Oktober09:00 bis16:00 Uhr Standort: CorsoAsti11, 10078, VenariaReale (TO),IT


troostwijkauctions.com
www.maschinenmarkt.de
Leserservice maschinenmarkt.de/hilfe oder E-Mail an vertrieb@vogel.de mit Betreff „MM Maschinenmarkt” Gerne mit Angabe Ihrer Kundennummer vom Adressetikett: *CS-1234567*
Redaktionsservice
Kontakt zur Redaktion: Tel. +49 931 418-2333 fachmedien@vogel.de
Chefredakteur: Benedikt Hofmann (bh)
Redaktion:
Frauke Finus (ff), Sebastian Human (sh), Peter Königsreuther (pk), Melanie Krauß (mk), Bernd Maienschein (bm), Stefanie Michel (mi), Richard Pergler (rw), Louise Steinebach (ls), Victoria Sonnenberg (vs), Ralf Steck (st)
Redaktionelle Mitarbeiter:
Alessandra Pöhmerer (ap), Thao My Vu Thi (tvt), Christina Welnhofer (cw)
Layout: Alexandra Geißner
Schreibweisen, Firmen- und Produktnamen: Wir halten uns generell an die Schreibempfehlungen des Dudens.
Haftungsausschluss:
Für den Inhalt der einzelnen Artikel sind die jeweils benannten Autoren verantwortlich, er spiegelt nicht zwangsläufig die Meinung der Redaktion wider. Eine Haftung für die Richtigkeit der Veröffentlichungen kann trotz sorgfältiger Prüfung nicht übernommen werden. Kein Teil dieser Publikation darf ohne ausdrückliche schriftliche Genehmigung in irgendeiner Form reproduziert oder unter Verwendung elektronischer Systeme verarbeitet, vervielfältigt oder verbreitet werden.
VerkaufvonMedialeistung
Director Sales:
Annika Schlosser Tel. +49 931 418-2982 sales@vogel.de
Auftragsmanagement: auftragsmanagement@vogel.de
Abonnement
Bezugspreis (inklusive Versandkosten):
Inland: jährl. 329,90 € Ausland: jährl. 384,90 € Verbreitete Auflage: Angeschlossen der Informationsgemeinschaft zur Feststellung der Verbreitung von Werbeträgern – Sicherung der Auflagenwahrheit. Aktuelle Zahlen: www.ivw.de ISSN 0341-5775

Vogel Communications Group GmbH & Co. KG Max-Planck-Str. 7/9, 97082 Würzburg Tel. +49 931 418-0 www.vogel.de
Beteiligungsverhältnisse: Persönlich haftende Gesellschafterin: Vogel Communications Group Verwaltungs GmbH Max-Planck-Straße 7/9, 97082 Würzburg Kommanditisten: Dr. Kurt Eckernkamp GmbH, Nina Eckernkamp, Klaus-Ulrich von Wangenheim, Heiko Lindner, Axel von Kaphengst
Geschäftsführung: Matthias Bauer (Vorsitz), Dennis Hirthammer, Günter Schürger
Druck: Vogel Druck und Medienservice GmbH Leibnizstraße 5, 97204 Höchberg
Gedruckt auf Steinbeis silk Recyclingpapier, ausgezeichnet mit dem Blauen Engel und dem EU Ecolabel. Mehr Infos unter: www.stp.de Fragen zur Produktsicherheit: produktsicherheit@vogel.de
Copyright: Vogel Communications Group GmbH & Co. KG
GEWINDESCHNEIDOPERATIONEN Zug-undTorsionskräfteabsorbieren
Big Daishowa stellte auf der EMO Hannover 2025 weltweit erstmals den neuen Mega Synchro Adjuster vor. Diese zukunftsweisende Lösung für Gewindeschneidoperationen absorbiert Zug- und Torsionskräfte, reduziert somit Werkzeugbrüche signifikant und sorgt für eine gleichbleibend hohe Gewindequalität – unabhängig von Gewindegröße und Werkstoff Weitere Neuheiten waren u. a. der Wendeplattenfräser Fullcut Mill FCR & FCM zum Einschrauben oder der C-Cutter micro für feinste 45-Grad-Fasen von 0,1 bis 1,85 Millimeter sowie Winkelköpfe mit innerer Kühlmittelzufuhr.
www.big-daishowa.de


Kunzmann Maschinenbau hat auf der EMO2025alsweltweitersterAnbieter konventionelle Fräsmaschinen vorgestellt,diemitderneuenStreckensteuerung TNC7 go von Heidenhain ausgestattetsind.DasModellWF410Mund diegrößereVarianteWF610Mverbinden die bewährte mechanische Basis ihrerVorgängermitvollständigdigitaler Antriebstechnik und einer modernen Touch-Bedienung Als langjähriger Partner und einer der größten AbnehmerderbisherigenSteuerungTNC 128warKunzmannengindieEntwicklung der neuen Steuerung eingebunden. www.kunzmann-fraesmaschinen.de Bild: K unzmann
Die Universal-Rundschleifmaschine S23 bietet in einer kompakten Bauweise hohe Präzision, viel Flexibilität und moderne Schleiftechnologie zu einem attraktiven Preis-Leistungs-Verhältnis. Durch ihre Ausstattung, Präzision und FlexibilitätergänztdieS23imPortfoliodenBereichzwischendemEinstiegs-und Premiumsegment. Mit einem kompakten Fußabdruck bietet die CNC-Universal-RundschleifmaschinemodernsteundzuverlässigeSchleiftechnologie.Zum BeispieldiemoderneHard-undSoftwarearchitekturC.O.R.E.,eineautomatische B-Achse mit 1-Grad-Hirth-Verzahnung für bis zu drei Schleifwerkzeuge, frequenzgesteuerteMotorspindelnoderRiemenantriebesowiedasMaschinenbett aus Granitan mit seinen hervorragenden Thermik- und Schwingungseigenschaften.KundenprofitierenzudemvoneineminnovativenDesign,dasStuder fürdieS23entwickelthat.DieAnordnungdesSchleifspindelkopfeserlaubteine große Bewegungsfreiheit der Schleifwerkzeuge in einer Aufspannung und erhöhtdieEffizienzgeradebeigeometrischkomplexenWerkstücken.Modernste SchleiftechnologienwieAnfunkerkennungoderdieoptionaleIn-Prozess-Messsteuerung sorgen zusätzlich für qualitativ hochwertige Ergebnisse. www.studer.com
WAHR GEWORDENE VISIONEN
Der Werkzeuganbieter ZCC Cutting Tools präsentiert die neue Pangu-Reihe für die Premiumbearbeitung im Rahmen eines breitenAnwendungsspektrums.Besondere StärkenzeigtendieneuenSortenbeiderBearbeitung von schwer zerspanbaren Werkstoffen, wie etwa Superlegierungen und Duplex.DurchzweiinnovativeBeschichtungen (TiAlSiN-PVD und AlTiCNO-CVD) mit, wiebetontwird,extremglatterSchichtoberfläche zur Reibungsminimierung, punkten die Sorten mit einer langen Standzeit. Aufgrund der Tatsache, dass ZCC die gesamte Wertschöpfungskette von den Erzen bis zur beschichteten Wendeschneidplatte abdecken kann, sind Lieferprobleme ausgeschlossen, heiß es. Weitere Entwicklungen
MiteinerteilautomatisiertenBefettungsstationbietetDopagnuneineeffizientereMöglichkeit für das manuelle Applizieren von Schmierstoffen. Die Crux sind die volumetrischenDosierventile:AbhängigvomVentiltyp und der -größe sind Dosiermengen ab 0,001 bis zu mehreren Millilitern machbar Unabhängig von Druck-, Viskositäts- oder Temperaturschwankungen sei eine hohe Wiederholbarkeit garantiert. Es gebe keine Nacharbeit und Verunreinigungen werden vermieden, womit die Qualität signifikant steige.DieBefettungsstationeignetsichfür Anwender, die Bauteile wie O-Ringe, Lager oder andere Komponenten sicher behandeln möchten. www.dopag.com
Bild: Z CC

in puncto Pangu sollen folgen
Mit diesen leistungsstarkenWerkzeugenuntermauere ZCC Cutting Tools 2025 das Fundament für eine nachhaltige Profilierung als Qualitätsanbieter
www.zccct-europe.com
Mit der Frässorte GC1220 hat Sandvik Coromant neue Wendeschneidplatten für die Bearbeitung von Sphäroguss auf den Markt gebracht. Sie wurde laut Hersteller auf Leistung, Zuverlässigkeit und Effizienz getrimmt. Ihre Besonderheit ist eine spezielle Schicht, die als Nano-Multi-Layer-PVD-Beschichtung bezeichnet wird. Sie basiere auf dem Zertivo-Beschichtungsprozess. Das GanzebieteteinehoheBeständigkeitgegen abrasiven Verschleiß und thermische Rissbildung Auchwirdeinestabileundsichere Zerspanung möglich – sowohl bei der Nassals auch bei der Trockenbearbeitung www.sandvik.com
Überall dort, wo Kräfte präzise übertragen und zugleich etwa Montageungenauigkeiten ausgeglichen werden müssen, sind Kugelgelenke gefragt. Jetzt ergänzt Ganter das Programm um die neuen Axialgelenke GN 71802.1,heißtes.TreffenAchsennämlichim rechtenWinkelaufeinander,lassensichdiese per Kugelzapfen und -pfanne als Kugelgelenk verbinden, so Ganter Die Reihe der DIN 71802 sei so ausgelegt, dass sie Abweichungen vom 90-Grad-Winkel um bis zu 18 Grad toleriere. Die Verbindung von Kugelzapfen und -pfanne sichert der integrierte, manuell lösbare Sprengring Für höhere Betriebssicherheit stehen Formen mit SicherungsbügelzurVerfügung,derdenKugelsitz formschlüssig gegen Demontage sichert. Neu ist auch der Typ GN 71802.1. www.ganternorm.com
Bild: Gant er


































DAS INTERVIEW FÜHRTE
MelanieKrauß
Redakteurin
MM Maschinenmarkt
Für DMG Mori ist der Generationenwechsel von zentraler Bedeutung.
Im Gespräch mit MM Maschinenmarkt erläutert Irene Bader, Vorständin von DMG Mori, wie das Unternehmen diese Herausforderung strategisch anpackt.
MM Maschinenmarkt: Frau Bader, in der Industrie gibt es aktuell viele Herausforderungen. Was sind ausIhrerSichtderzeitdiedrängendstenThemen?
Irene Bader: Eine der größten Herausforderungen, die oft im Schatten der großen Schlagzeilen steht, ist der Generationenwechsel. In den nächsten Jahren werden viele erfahrene Führungskräfte und Entscheidungsträger in Rente gehen. Unser Fokus liegt darauf, den Wissens- und Erfahrungstransfer zu gewährleisten, damit dienachfolgendenGenerationennahtlosindieseRollen hineinschlüpfen können.
Das klingt nach einer gewaltigen Aufgabe. Welche MaßnahmenergreifenSiekonkret,umdiesenÜbergangzugestalten?
Bader: Ein zentraler Punkt unserer Strategie ist die sogenannte MX-Strategie – Machining Transformation. Diese zielt darauf ab, unsere Produkte über den gesamtenLebenszyklushinwegzudenken,vondererstenIdee bis zur Nachrüstlösung Zudem investieren wir stark in Ausbildungszentren. In Pfronten etwa entsteht ein neues Zentrum für 150 Auszubildende.Hiervermittelnwirnichtnurklassische Maschinenbaukenntnisse,sondernauchzukunftsorientierteFähigkeitenwieDigitalisierung,Automatisierung und KI. Wir müssen uns darauf konzentrieren, diese neuenTechnologienverständlichzumachenundunser Wissen innerhalb der Organisation effizient weiterzugeben.
Die Förderung junger Talente ist bei Ihnen ja ein besonderesHerzensthema.InwelcherRollesiehtsich DMGMorihier?
Bader: Der Maschinenbau spielt eine entscheidende Rolle als Möglichmacher sowohl für die Industrie als auch für die Gesellschaft. Er steht am Anfang globaler WertschöpfungskettenundistsomitmehralsnurTechnik.DerMenschsollteimMittelpunktstehen,daesum Antworten auf große Fragen wie Digitalisierung und Nachhaltigkeit geht.

Irene Bader ist Vorständin beim weltweit führenden Werkzeugmaschinenhersteller DMG MORI und verantwortet die Bereiche globale Kommunikation, Marketing und strategische Marktentwicklung. Mit ihrer langjährigen Erfahrung seit ihrem Eintritt 2005 bei DMG MORI hat sie entscheidend zur Internationalisierung und Stärkung globaler Partnerschaften beigetragen. Bader verbindet europäische Präzision und japanische Werte, um Innovationen für die Industrie von morgen zu fördern. Ihr Engagement konzentriert sich auf die Förderung junger Talente und die Integration fortschrittlicher Technologien wie Automatisierung und KI für eine nachhaltige und menschenzentrierte Industrie.
Dieses Themenfeld bietet hochrelevante Beschäftigungsmöglichkeiten für die Zukunft. Aus dieser Stärke ergibt sich eine klare Verantwortung gegenüber der nächsten Generation. Unser Ziel ist es, den Maschinenbau für sie zugänglich zu machen und sie zu befähigen, den Wandel mitzugestalten.
Welche Rolle spielen dabei die Anforderungen der jungen Generation? Gibt es hier bestimmte Erwartungen?
Bader: Definitiv. Junge Menschen suchen heute nach mehralsnureinemgutenGehalt.Siemöchtensichmit der Unternehmensphilosophie identifizieren und verstehen,welchenpositivenBeitragdasUnternehmenzur Gesellschaft leistet. Uns ist es wichtig, den Dialog mit ihnen zu führen und ihnen Gestaltungsmöglichkeiten zu geben. Nur so bleiben wir als attraktiver Arbeitgeber im Gespräch.
Schlagen wir mal die Brücke vom Maschinenbau zu einer anderen großen Branche: In der Automobilindustrie werden derzeit viele Stellen abgebaut. Sehen Sie darin auch Chancen, Fachkräfte aus diesenSektorenzuintegrieren?
außenaufDeutschlandwahr Deshalbbinichschonder Meinung, dass wir auch mit einem gewissen Mut und einer positiven Stärke in die Zukunft gehen können.
Ein weiterer unbestrittener Vorteil ist unser international anerkanntes duales Ausbildungssystem, das Theorie und Praxis vorbildlich kombiniert. Auch wenn der Fachkräftemangel eine ernst zu nehmende Herausforderungist,solltenwirdiehoheQualitätunsererAusbildung als wichtiges Kapital betrachten. Deutsche Ingenieure und Fachkräfte sind international gefragt, nicht ohne Grund.
Die Qualität und Verlässlichkeit unseres Standorts Deutschland sind entscheidend, und deshalb müssen wirunsaufdieseStärkenbesinnen.Ichbinalsooptimistisch – nicht zu verwechseln mit blauäugig Aber die Wahrnehmung und das Feedback, das ich aus dem Ausland bekomme, bestätigen unser starkes Ansehen.
Deutschland steht für moderne Produktionsstandards, und das sollten wir nicht kleinreden.
„Deutschlandstehtfür moderne Produktionsstandards, unddassolltenwir nichtkleinreden.“
Bader: Ja, der sogenannte Skillshift ist für uns eine großartige Gelegenheit. Viele dieser Fachkräfte bringen wertvolles, technisches Verständnis mit, das sich auf den Maschinenbau übertragen lässt. Durch zusätzliche Schulungen und Weiterbildungen helfen wir ihnen, sich schnell in neue Funktionen einzuarbeiten
Irene Bader, Vorständin bei DMG Mori
Ich sehe das entsprechend als große Chance: Die FachkräftekönnenihreKarriereineinemneuenUmfeldweiterentwickeln, und wir profitieren von ihrem spezifischen Wissen und ihrer Erfahrung
Stellenabbau ist für DMG Mori aktuell aber kein Thema?
Bader:GanzimGegenteil.Wirstellengerademassivein – insbesondere Servicetechniker und Anwendungstechniker,sowohlinunserenProduktionsbetriebenalsauch an neuen Standorten, wie unserem geplanten europäischenHeadquarterinMünchen.ObwohlvieleMitarbeiter mit uns an diesen neuen Standort wechseln, sind weitere Einstellungen erforderlich, da wir zusätzlich zu den bestehenden Betrieben neue Kapazitäten schaffen. Unser Fokus liegt darauf, personalstrategisch zu wachsen und nicht nur bestehende Stellen zu ersetzen
DMG Mori setzt also nach wie vor auf den Standort Deutschland. Heißt das, Sie sind trotz aller Herausforderungen optimistisch, was die Zukunft des Standortsangeht?
Bader:DeutschlandstehtohneFragevorgroßenHerausforderungen, darunter Energiepreise, Bürokratie und derFachkräftemangel.Aberwirdürfeneinesnichtübersehen:WirhabeneineeinzigartigeIngenieurskunstund eineführendeRolleimMaschinenbau,insbesonderein der Automatisierung und in Zukunftstechnologien Unsere Hidden Champions liefern hoch spezialisierte Lösungen und sind geschätzte Partner weltweit. Ich reise viel beruflich und nehme den positiven Blick von
Sie haben die einzigartige Ingenieurkunst angesprochen, die wir hier in Deutschland haben. Mal ganz provokativ gefragt: Reicht das auf lange Sicht noch aus, um sich im internationalen Wettbewerb durchzusetzen? Wie begegnetDMGMoribeispielsweise derKonkurrenzausChina? Bader: Auf gar keinen Fall mit Arroganz. Die einzigartige Ingenieurskunst in Deutschland allein wird nicht ausreichen, um im internationalenWettbewerblangfristigerfolgreichzusein.WirmüssenandieserStärkefesthaltenundsieweiterausbauen, vor allem aber unsere Innovationskraft stärken.
DerVorteil,denwirinEuropahaben,istunsereFähigkeit zur Innovation. Es geht nicht nur darum, die einfachstenMaschinenzubauen.Wirmüssensiesoweiterentwickeln,dassderkleineundmittelständischeKunde sicheineeffektiveundeffizienteMaschineleistenkann. Die essenziellen Fragen dabei sind: Wie produziere ich ressourcensparend? Wie kann ich Kosten reduzieren? Bei DMG Mori machen kleine und mittelständische Unternehmen über 60 Prozent unseres Umsatzes aus. Daher ist es entscheidend, diese Unternehmen bei der Transformationzuunterstützen.Ichbinüberzeugt,dass wir das können und dass das ein Vorteil ist gegenüber dem einen oder anderen chinesischen Unternehmen.
Eine abschließende Frage, um noch einmal den Bogen zum Anfang unseres Gesprächs zu schlagen: Was ist Ihre Vision für DMG Mori im Kontext des Generationenwechsels und der anstehenden Veränderungen?
Bader: Wir müssen gemeinsam die Zukunft der Fertigungsindustrie gestalten. Es geht darum, entschlossen Herausforderungen anzugehen und Wissen zu teilen. Bei DMG Mori sehen wir uns als Möglichmacher für IndustrieundGesellschaft.DieseVerantwortungnehmen wirernstundwollengemeinsammitderneuenGeneration, die mit uns aufwächst, die Zukunft formen.
Vielen Dank, Frau Bader, für diese spannenden Einblicke. (mk)
VERFASST VON
SabineProhaska
Inhaberin seminar consult prohaska
GUT ZU WISSEN
Mit Konkretisierungsfragen können Sie schnell und einfach
Diskussionen und Feedback-Situationen von der Gefühlsebene auf eine faktenbasierte, sachliche Ebene zurückführen.
Speziell Aussagen von Personen, die solche Worte wie „immer“, „stets“ oder „nie“ enthalten, werden oftalsAngriffempfundenundprovozierenWiderspruch ÄhnlichesgiltfürSätze,diesolchevagenEigenschaftswörter wie „chaotisch“, „planlos“, „unpraktisch“ oder„realitätsfern“enthalten,denn:Siesindunkonkret, lassen viel Interpretationsspielraum zu und führen deshalb schnell zu Missverständnissen.
Angenommen,einKollegesagtineinemMeetingzum Beispiel reagierend auf eine Aussage von Ihnen: „Sie kennen ja die Fakten nicht!“ oder „Die Analysen von Ihnen sind immer unvollständig!“ Dann können Sie mit einer passenden Konkretisierungsfrage, die nach Beispielen, Daten oder konkreten Situationen fragt, erkunden, worauf sich diese Pauschalaussage Ihres Kollegen tatsächlich bezieht
SobringenSiedasGesprächwiederaufeinesachliche Ebene und machen aus vagen Behauptungen und subjektivenMeinungsäußerungenklare,überprüfbareAussagen. Das bewirkt bei Ihnen ein besseres Verständnis der Kritik und verschafft Ihnen eine solide Grundlage, umkonstruktivzureagieren,stattsichinRechtfertigungenzuergehen.HiereinigeKonkretisierungsfragen,die fast immer passen:
AllgemeineKonkretisierungsfragen:
„Was veranlasst Sie zu dieser Aussage?“
„Worauf stützt sich Ihr Eindruck, dass …?“
„Wie sind Sie zu dieser Einschätzung gelangt?“
„Was bringt Sie dazu, dies so zu bewerten?“ FragennachkonkretenBeispielen:
„Können Sie mir ein Beispiel hierfür nennen?“
„Konkretisieren Sie dies bitte für mein Verständnis!“ FragenzurKlärungvonBegriffen:
„Was meinen Sie genau mit … (z.B. unfair, chaotisch)?“
„Worin zeigt sich für Sie ein ‚chaotisches Verhalten’?“ FragenzurgewünschtenVeränderung:
„Wie sollte es aus Ihrer Warte anders sein?“
Stellen Sie stets offene Fragen, also solche, die man nicht einfach mit „ja“ oder „nein“ beantworten kann. VermeidenSieaußerdemSuggestivfragen,indenenSie dem Gegenüber bereits eine Antwort vorgeben; außerdemsoweitmöglichauchWarum-Fragen,dasieofteine defensive Haltung des Gegenübers bewirken und eine Auseinandersetzung mit dem Thema blockieren. Zielführender sind Fragen wie „Wozu …?“, „Was …?“, oder „Wie kommt es dazu, dass ?“ Sie fördern eine lösungsorientierte Reflexion. (mk)
Kritische Bemerkungen beziehungsweise Reaktionen auf Äußerungen in Meetings verursachen oft Stress. Die zweistufige Technik des Pacing und Leading hilft ihnen in solchen Situationen weder in ein Schweigen zu verfallen noch sofort eine Verteidigungshaltung einzunehmen, sondern stattdessen die innere Ruhe zu bewahren und das Gespräch souverän fortzuführen.

JETZT TICKET SICHERN! EINTRITT FREI
STUTTGART wiederin 2026
HANNOVER wiederin 2026
BOCHUM wiederin 2026
LANDSHUT wiederin 2026
KATTOWITZ (PL) wiederin 2026
DieSchraubTeckommtauch2025inIhreRegion
TreffenSieExpertenfürSchraubverbindungen,Schraubtechnik,Schraubwerkzeuge sowieBeschaffung,EinkaufundManagementvonC-Teilen.
InpraxisnahenVorträgenundderAusstellungstärkenSieIhrFachwissen undIhreFertigkeitenfürsichereSchraubverbindungeninderIndustrie.
www.schraubtec.com
DRESDEN 5.November 2025



EntdeckenSiealleProjekteund wählenSieIhrenFavoriten:


StimmenSie


MMMaschinenMarktundseineMedienpartnerkürenauchdiesesJahrwieder diebestenInnovationenderIndustrieundSiesinddieJury! EntscheidenSiemit,welchesUnternehmendenBestofIndustryAwarderhält www.bestofindustry.de/voting