Zeit sparen und effizienter produzieren durch klare Kanten und hohe Ebenheit im Blech Perfektion für jedes Teil –mit den Entgrat- und Richtmaschinen von ARKU
Besuchen Sie uns!
Auf der Blechexpo in Stuttgart vom 21.10 bis 24.10.2025
Halle 1 Stand 1001
vor dem Richten nach dem Richten
Wirtschaftliche Erholung fraglich
DerMesseherbstistvollendsda,liebeLeserinnenundLeser!Die Schweissen & Schneiden hat über 37.000 Gäste aus rund 100 Nationen begrüßt und wir stehen in den Startlöchern für das Doppel Blechexpo/Schweisstec. Deshalb betrachten wir in dieser Ausgabe auch einige Neuheiten, auf die Sie sich in Stuttgart freuen dürfen! Übrigens stehen die Nominees für den diesjährigen „best Award“zurMessefest.InfünfKategorienhatdieJurydiejeweilsfünf innovativsten Unternehmen auf die Shortlist gesetzt (lesen Sie hier, welcheessind:www.blechnet.comSuche„Nominees“) Wergewonnen hat, erfahren Sie am ersten Messetag um 16 Uhr im Artium – kommen Sie auf ein Glas Sekt vorbei!
Die Rahmenbedingungen für die Branche bleiben nach wie vor schwierig DieStimmungindenChefetagendeutscherUnternehmen hat sich im September wieder verschlechtert – nach einer Serie von sechs Anstiegen. Das Ifo-Geschäftsklima ist im September um 1,2 Punkte auf 87,7 Punkte gesunken, wie das Münchner Forschungsinstitut mitteilte. „Die Hoffnung auf wirtschaftliche Erholung erleidet einen Dämpfer, kommentierte Ifo-Präsident Clemens Fuest das ErgebnisderUmfrageunterrund9.000Unternehmen EineBranche tsmarktforscher Enzo itsmarkt- und Berufs(IAB)) erwartet einen fschwung der deutstungsindustrie, wie die dpa erufgrund der AusnahSchuldenbremsefürdieVerben sind die Finanzieen sichergestellt, seine Ansicht Laut einer eiligungdesIABkönnzu 200.000 Jobs enteutschland seine Veraben(schuldenfinanei auf drei Prozent des oinlandsprodukts steigere. diese Branche lesen auf unserem neuen r-Portal space-and-defence.com
SehenwirunsaufderBlechexpo? Schreiben Sie mir gern: Frauke.Finus@vogel.de
FRAUKE FINUS
Leitende Redakteurin frauke.finus@vogel.de
100 – 1 000 000 Nm 10 – 5 000 kW up to 30 000 rpm
TITELTHEMA
AUS DER BRANCHE
DIE BRANCHE IN ZAHLEN
6 Aktuelle Trends, die Zahl des Monats, Ticker
AKTUELLES
8 Nachrichten aus der Welt der Blech- und Rohrbearbeitung
MANAGEMENT
14 Als Führungskraft Widerstände minimieren
THEMEN
UMFORMEN
20 Effiziente Tryout-Lösungen
22 Effizientes Rollformen durch intelligenten Richtapparat
24 Stanz-Laser-Biege-Kombi für Infrastrukturlösungen
Im flexiblen Rohrproduktionscenter Variostar von Weil sind Mehrwalzen- und Laserschweißanlage kombiniert
42 Umformsimulation: „Absolut zukunftsfähig in der Anwendung“
44 Direkt von CAD zu CAM
MESSEN & PRÜFEN
56 Inspektion mittels KI
ZULIEFERUNGEN
58 Tragende Rolle im Tunnelbau
BETRIEBSAUSRÜSTUNG
60 Absaugtechnik im Doppelpack
SPECIAL BLECHEXPO
46 Innovationsschaufenster in Stuttgart
48 Produkte auf der Blechexpo
Das Herz der Cobot Weld Space 4.0 Linear ist die Einfachheit der Bedienung Bereits in wenigen Minuten lassen sich professionelle Schweißprogramme erstellen. Die Software wurde von den Demmeler-Schweißexperten entwickelt und perfekt auf den jeweiligen Schweißprozess abgestimmt. Der Multifunktionsgriff dient dabei als Schnittstelle zwischen Roboter und Bediener.
FORSCHUNG & ENTWICKLUNG
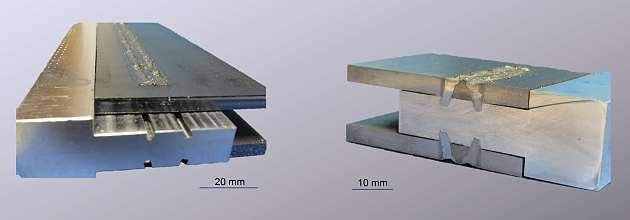
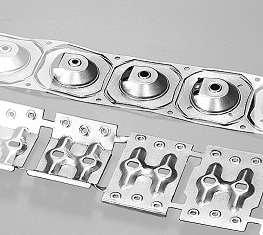
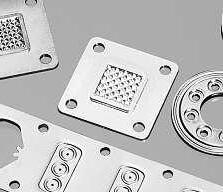
62 Hochstabile Stahl-Aluminium-Verbindungen
BLECHNET TRIFFT...
64 Azubi-Car: Einzelstück würdigt 130 Jahre Škoda
STANDARDS
3 Editorial
54 Impressum
66 Dialog & Impulse
minierten Unternehmen r den „best-Award“ zur Blechexpo/Schweisstec 2025 stehen fest! Erfahren Sie auf www. blechnet.com, welche Innovationen es auf die Shortlist geschafft haben, und erleben Sie live, wenn am ersten Messetag um 16 Uhr die Sieger gekürt werden!
Besuchen Sieuns auf
Systemlösungen, Sondermaschinenund Werkzeugefür Ihre Blechbearbeitung.
Ottemeier Werkzeug- und MaschinentechnikGmbH
Kapellenweg 45 33415 Verl-Kaunitz Fon 05246 9214-0
info@ottemeier.com
ottemeier_maschinentechnik
Große Mehrheit hat kein Interesse an E-Autos „made in China“: Der Vorstoß chinesischer Elektroauto-Hersteller auf den europäischen Markt trifft nach einer Umfrage bei rund jedem sechsten Verbraucher in Deutschland auf Interesse. 16 Prozent der Befragten gaben an, den Kauf eines chinesischen E-Autos zu erwägen, wie aus einer internationalen Umfrage der Unternehmensberatung Boston Consulting Group (BCG) hervorgeht. Der Anteil lag damit höher als etwa in Großbritannien (15 Prozent), Italien (14) und den Niederlanden (11)
WERKZEUGMASCHINEN
Die Produktion von Werkzeugmaschinen in Deutschland (in Mio Euro)
ZAHL DES MONATS
Jobs in der Autobranche
Der deutschen Industrie gehen immer mehr Stellen verloren. Allein in der Autobranche wurden innerhalb eines Jahres netto rund 51.500 Jobs oder fast 7 Prozent der Arbeitsplätze abgebaut. Das ist das Ergebnis einer Analyse der Beratungsgesellschaft EY, die der Deutschen Presse-Agentur vorliegt. Keine andere Industriebranche sei so stark betroffen. Insgesamt lag die Zahl der Industriebeschäftigten zum 30. Juni demnach bei 5,42 Millionen Menschen – 2,1 Prozent weniger als zwölf Monate zuvor
ZITAT DES MONATS
„Das
2024 ging die Produktion von Werkzeugmaschinen in Deutschland im Vergleich zum Vorjahr leicht zurück
IIn einer Bitkom-Befragung von Verantwortlichen von 603 Firmen gaben 44 Prozent an, durch DATENSCHUTZ einen sehr hohen Aufwand zu haben, wie der Digitalverband mitteilte. Das waren 6 Prozentpunkte mehr als in der gleichen Befragung vor einem Jahr. 97 Prozent gaben an, mindestens einen hohen Aufwand zu haben, im Vorjahr hatte dieser Wert 94 Prozent betragen. Die Umfrage war den Angaben zufolge repräsentativ, es wurden also alle großen Branchen einbezogen. +++ Der Arbeitsmarktforscher Enzo Weber erwartet einen langanhaltenden Aufschwung der deutschen RÜSTUNGSINDUSTRIE, wie die dpa erfahren hat. Denn aufgrund der Ausnahme bei der Schuldenbremse für die Verteidigungsausgaben sind die Finanzierungsmöglichkeiten sichergestellt. +++
Quelle: VDW
Ihrperfekter Einstieg in dieLaserbearbeitung
• Automatische Laserstrahlanpassung
• Einstech-und Schneidüberwachung
• Schutzglasüberwachung
• Prozess- undFehlermonitoring
• Soft Joint(patentiert)
Ab Oktoberliveerleben -KontaktierenSie uns!
Solution Center Haan AmadaAllee1 42781 Haan +492104 2126-0 vertrieb@amada.de
Laserschneidanlage schneidet ballistische Flachprodukte am Standort Kaufungen.
BITKOM-UMFRAGE
KloecknerMetalsGermanyhatdenoffiziellen Nachweis der Eignung zur Bearbeitung vonPanzerungsmaterialiengemäßdertechnischen Lieferbedingungen der Bundeswehr (TL-Zulassung) erhalten. Damit baut einer der führenden Stahl- und Metallbearbeiter Deutschlands seine Kompetenz als TechnologiepartnerfürKundenimVerteidigungs- und Infrastruktursektor weiter aus. Die verarbeiteten ballistischen Materialien kommen im Militär- und SicherheitsfahrzeugbausowiebeimSchutzkritischerInfrastruktur zum Einsatz. Die Zulassung der Wehrtechnischen Dienststelle für Waffen undMunition(WTD91)derBundeswehrfür den Kloeckner Metals Germany Standort KaufungenbeiKasselistderoffizielleNach-
AufwanddurchDatenschutz-Vorschriften
IneinerBitkom-BefragungvonVerantwortlichenvon603Firmengaben44Prozentan, durch Datenschutz einen sehr hohen Aufwandzuhaben,wiederDigitalverbandmitteilte. Das waren 6 Prozentpunkte mehr als indergleichenBefragungvoreinemJahr 97 Prozent gaben an, mindestens einen hohen Aufwand zu haben, im Vorjahr hatte dieser Wert 94 Prozent betragen. Die Umfrage war den Angaben zufolge repräsentativ, es wurden also alle großen Branchen einbezogen. Bitkom-Präsident Ralf Wintergerst bemängelte eine viel zu hohe Komplexität
weis der Eignung für das Laserschneiden von Teilen aus Panzerungsmaterialien gemäß der technischen Lieferbedingung Der Nachweis bestätigt damit auch die Leistungsfähigkeit des Netzwerks zugelassener Fertigungsstandorte von Kloeckner Metals Germany, das mit Laser-, Plasma- und Wasserstrahlschneiden höchste Prozesssicherheit sowie geprüfte Qualität gewährleistet. Kloeckner Metals Germany verfügt als Tochterunternehmen des internationalen Konzerns Klöckner & Co über finanzielle StärkesowieZugangzueinemglobalenMetallverarbeitungs-undServicenetzwerk,um auch zukünftig den Aufbau resilienter LieferkettenimVerteidigungssektoraktivmitgestalten zu können. (ff)
nimmtzu
beim Datenschutz, mit einer Vielzahl an Aufsichtsbehörden und unterschiedlichen Auslegungen.
„Wir müssen die Dokumentations- und Berichtspflichten deutlich reduzieren und die technologischen Entwicklungen, etwa bei Künstlicher Intelligenz, beim Datenschutz stärker berücksichtigen.“ Es gehe nicht darum, den Datenschutz abzuschaffen, betonte der Wirtschaftsvertreter. Doch der Datenschutz müsse stärker an realen GefahrenalsantheoretischenRisikenorientiert werden. (ff)
Unternehmen fühlen sich immer stärker durch Datenschutzanforderungen belastet. Bild:
DUSTOMAT DRY
Modulare Schweißrauchfilter-Serie von ESTA – entfernt Schweißrauch zu 99,995% aus der Luft. Beim Schweißen entstehen feine, gesundheitsschädliche Rauchpartikel. Die konfigurierbaren Schweißrauchfilter der DUSTOMAT DRY-Serie sind speziell für diese Anforderungen entwickelt: Mit anpassbarem Filtersystem und optionalem HEPA-H14-Nachfilter entfernen sie bis zu 99,995% der Rauch- und Feinstaubpartikel zuverlässig aus der Luft. Dank lufttechnisch optimierter Auslegung arbeiten die Anlagen besonders energieeffizient und sind für den 100%igen Umluftbetrieb geeignet – ideal für Werkstätten und Produktionsbereiche mit hoher Schweißintensität.
Scannen Sie den QR-Code und erfahren Sie mehr!
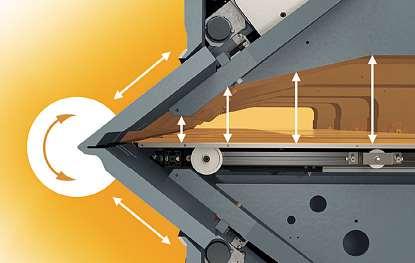
Ihre Maschine hat eine Zusatzfunktion. Sie misst, regelt und macht keine Fehler
Elektrik und Hydraulik vereint füroptimale Betriebsszenarien
EineaktuelleStudievonRolandBergerhatermittelt,dassChinainSachenTechnologie für den Automobilbau inzwischen die Nase deutlich vorn hat.
Die globale Automobilindustrie steht offenbar an einem Wendepunkt. Wie dieneueAusgabedesAutomotiveDisruptionRadar(ADR14)vonRolandBerger zeigt,übernimmtChinanämlichzunehmenddietechnologischeFührunginder Branche. Chinas Autosektor belegt damit die Spitzenposition unter den dabei betrachtetenLändern.ParalleldazugerateneuropäischeLänder–undvorallem die USA (nur noch Platz 14) – immer stärker unter Druck.
DeutschlandhältsichmitPlatzsiebennochsogeradeinderFührungsgruppe, was vor allem aufgrund von Fortschritten beim autonomen Fahren, stabiler Patentanmeldungen sowie der exportorientierten Hersteller der Fall ist, wie es heißt. Die Studie, für 22 Automobilnationen weltweit nach 26 Indikatoren analysiertundüber22.000Autobesitzergefragtwurden,zeigtaußerdemauch,dass sichdieregionalenÖkosystemezunehmendauseinanderentwickeln.Denndie Unterschiede zwischen den Märkten – etwa bei technologischen Standards, Regulierung oder auch Kundenpräferenzen – nehmen rasant zu.
DasseiebenvorallemzwischenChinaunddemRestderWeltzubeobachten. AuchwenneinevollständigeEntkopplungunwahrscheinlichsei,zwingedieser TrenddieAutomobilherstellerdazu,jenachZielregionunterschiedlicheHerangehensweiseninsAugezufassen.Chinadominiert,wieherauskam,beimMarktanteilderElektroautos,beiderLadeinfrastrukturundinpunctoFahrerassistenzsysteme mit künstlicher Intelligenz (KI)
Dazu kommen ein ausgeprägtes Interesse der Verbraucher an den neuesten Elektrofahrzeugen.Rund95ProzentderChinesenwürdenbeimnächstenAutokauf an einen Elektroantrieb denken. Dann seien automatisch auch Hersteller gefragt, die das passende Portfolio und eine gut entwickelte Ladeinfrastruktur anbietenkönnen.DementsprechendsteigtderElektroanteilandenNeuwagenverkäufen in China seit der vorhergehenden Ausgabe des ADR von 22 auf 25 Prozent,währenderinEuropabei12Prozentstagniert.Soverringertesichetwa in Deutschland der Anteil derer, die sich vorstellen können, als nächstes ein EAutozukaufen,von55ProzentimJahr2021(ADR9)auf45Prozentimaktuellen ADR.
Die Spitzengruppe hinter China setzt sich aus Südkorea, den Niederlanden sowieNorwegen,SchwedenundSingapurzusammen,heißtesweiter Deutschland (siebter Platz) punktet aber trotz der Rückschritte bei den Verkaufszahlen von E-Autos mit effizienten und schnellen Zulassungsverfahren für autonome Fahrfunktionen,einerweiterhinhohenPatentaktivitätundglobalexportstarken Herstellern. Allerdings sinke in Deutschland auch das Interesse an Shared Mobility und anderen innovativen Konzepten – zum Beispiel digitale Angeboten für den Autokauf
Sowohl Anbieter als auch Kunden seien in dieser Hinsicht nach wie vor sehr zurückhaltend.US-BürgerplagendiepolitischeIsolierungunddieabnehmende Innovationsdynamik.AuchfavorisierensiewiederdasPrivatfahrzeug,wasaber auch für Deutschland, Japan und auch China gilt. (ff)
Chinas Automobilhersteller haben
ersten Plätze eingenommen.
Bild: G. Jing
Your best choice.
Solutions
Dieblechbearbeitende Industrieist unserZuhause. IhrgehörtunsereLeidenschaft.Und Ihnen! DeshalbsindunsereProduktesmart,automatisiert und präzise. Denn es geht um mehr:umVertrauen,Partnerschaft undeinegemeinsame, erfolgreiche Zukunft.
Die1974ursprünglichinStuttgartgegründete Rehm GmbH u. Co KG Schweißtechnik hatte im April am Amtsgericht Göppingen Insolvenz angemeldet. Das Unternehmen produziertamSitzinUhingenmitrund100 Mitarbeitern Schweißgeräte und Zubehör Estun Electric wird Rehm übernehmen und in die Gruppe integrieren, wie es heißt. Der globale Vertreib wird unter anderem über das Cloos-Netzwerk gestaltet werden Dadurch wird eine Ergänzung des CloosPortfoliosvonWIG&MIG/MAG-Stromquellen möglich. Beispielsweise wird die Linie Tiger von Rehm ab 2026 über Cloos verfügbar sein. (ff)
ADDITIVE FERTIGUNG
Trumpfhörtmitdem3D-Druckauf
Die Marke „Tru Print“ wird während einer Übergangsphase aktuell noch weiter genutzt.
Der auf Unternehmensausgliederungen spezialisierte Leo III Fund übernimmt das Additive-Manufacturing-Geschäft von Trumpf Die Veräußerung erfolgt im Zuge
Bild: Tr umpf
derstrategischenFokussierungvonTrumpf auf seine industriellen Kerngeschäfte. Die additiveFertigungspielteimVergleichdazu eine untergeordnete Rolle.
Die neue Unternehmensgruppe wird künftig von Schio (Italien) aus operieren. AlleMitarbeiterandenStandorteninSchio, Ditzingen (Deutschland) sowie Plymouth (USA),diezum3D-Druck-Geschäftgehören, sollen im Rahmen eines Betriebsübergangs übernommenwerden DieMarken„Trumpf“ und„TruPrint“werdenwährendeinerÜbergangsphaseweitergenutzt,wieesheißt.Ein neuerUnternehmensnamesowieeineigenständiger Markenauftritt werden nach VollzugderTransaktionschrittweiseeingeführt, heißt es weiter (ff)
STAHL
JindalSteelwillThyssenkruppSteelkaufen
Überraschendes Angebot aus Indien: Der familiengeführte Stahlkonzern Jindal Steel International will Deutschlands größten Stahlhersteller Thyssenkrupp Steel kaufen, wie die dpa berichtet. Man habe ein unverbindliches Angebot für das Unternehmen abgegeben, teilte Jindal Steel mit. Bekannt gemacht hatte dies zunächst die KonzernmutterThyssenkruppAG.Manwerdedieses Angebot intensiv prüfen, hieß es in einer kurzenMitteilung DieKonzernführungwill dabei nach eigenen Angaben vor allem auf die wirtschaftliche Zukunftsfähigkeit, die Fortführung der grünen Transformation sowiedieBeschäftigungandenStahl-Standortenachten.ThyssenkruppSteelgehörtzu80 Prozent zum Industriekonzern Thyssenkrupp und beschäftigte Ende Juni knapp 26.000 Menschen. Die übrigen 20 Prozent
gehören zur EP Group des tschechischen Unternehmers Daniel Kretinsky Neben Stahl gehören auch die Sparten Marineschiffbau(TKMS),Autoteile,Werkstoffeund AnlagenbauzuThyssenkrupp EinSprecher derEPGroupwolltedieNachrichtzunächst nichtkommentieren.DieBörsereagierteerfreut auf die Nachricht: Thyssenkrupp-Aktien sprangen am Mitte September an und schlossen mehr als 4 Prozent im Plus. Das Übernahmeangebot erhöhe den Druck auf die EP Group, so Analyst Dirk Schlamp von der DZ Bank. Dies könne Thyssenkrupp zusätzliche Verhandlungsmacht verschaffen. Ein Komplettverkauf erscheine Schlamp wenigrealistisch,wahrscheinlicherseieine Kooperationslösung
JindalSteelversprachineinerMitteilung „eine Kombination aus finanzieller Stärke,
Dem Mutterkonzern Thyssenkrupp liegt ein Angebot für Thyssenkrupp Steel vor Bild:
globaler Stahlkompetenz und einer klaren Vision für die Dekarbonisierung sowie eine wettbewerbsfähige Stahlproduktion in Deutschland. Wir glauben an die Zukunft einer grünen Stahlproduktion in Deutschland und Europa“, betonte Jindal-Europadirektor Narendra Misra. Ziel sei es, ThyssenkruppSteelzumgrößtenintegriertensowie klimafreundlichen Stahlhersteller Europas zu machen. „Wir freuen uns auf einen konstruktiven Dialog mit der Thyssenkrupp AG und den Arbeitnehmervertretern.“ Der Gesamtbetriebsrat (GBR) der Stahlsparte bewertete das Interesse Jindals laut einer Mitteilung grundsätzlich als positives Zeichen. „Es zeigt das große Potenzial des Stahls, welches auch wir als Arbeitnehmervertreter immer wieder betonen“, erklärte der GBRVorsitzendeTekinNasikkol.Wenneinneuer Eigentümer sich bereit erkläre und das strategische Ziel verfolge, in die industrielle Dekarbonisierung zu investieren und die Zukunft der Stahlproduktion in Duisburg und Deutschlandlangfristigzusichern,dannsei man offen für konstruktive Gespräche.
DieEigentümerfamiliehabeineinempersönlichenBriefanihndieAbsichterklärt,in die Standorte zu investieren und die Bedeutung der Mitbestimmungskultur betont. „Dieses ging einher mit der Bereitschaft, in einenoffenenundkonstruktivenDialogmit uns zu treten – dieses Angebot nehmen wir an“, so Nasikkol weiter „Jetzt kommt es darauf an, zügig in substanzielle Gespräche einzusteigen,ummöglichstschnellKlarheit über die wichtigsten offenen Fragen zu erlangen", sagte der Zweite Vorsitzende und stellvertretende Aufsichtsratschef der Thyssenkrupp AG, Jürgen Kerner, laut einer Mitteilung der Gewerkschaft. (ff)
Dernächste GROßE Schritt fürKleinteile
Doppelseitiges Finishing in einemDurchgang? Kein
Problemmit dem TwinLine
TWISTER und dem Q-Bot.
Besuchen Sieuns auf die BLECHEXPO
21. bis24. Oktober |Stuttgart Halle5 |Stand 5407
VERFASST VON
SabineProhaska
Inhaberin seminar consult prohaska
REAKTANZ
AlsFührungskraft Widerständeminimieren
Viele Menschen reagieren sehr sensibel, wenn ihre Autonomie real eingeschränkt wird oder sie dies befürchten. Das sollten
Führungskräfte wissen, um beispielsweise unnötige Widerstände gegen Change-Vorhaben zu vermeiden.
Warum reagiert mein Gegenüber so reserviert oder gar abwehrend negativ? Das fragen wir unsoft,wennwirimGesprächmitMenschen einAnliegenoderVorhabenartikulierenunddiesenicht so zustimmend wie von uns erhofft hierauf reagieren. Eine häufige Ursache hierfür ist ein psychologisches Phänomen,dasdieSozialpsychologieals„Reaktanz“bezeichnet. Hierbei handelt es sich um eine Reaktion, die bei Menschen ganz unbewusst ausgelöst wird, wenn
Das ist unter anderem bei hoch qualifizierten Spezialisten oft der Fall, die ein selbstständiges Arbeiten gewohnt sind. Das gilt aber auch für alle Personen, denen die Werte „persönliche Freiheit“ und „Selbstverwirklichung“ sehr wichtig sind. Dies soll – glaubt man den Experten–zumBeispielbeidenAngehörigenderGeneration Z gehäuft der Fall sein.
WasistpsychologischeReaktanz?
Das sozialpsychologische Phänomen
„Reaktanz“ führt dazu, dass Menschen ablehnend reagieren, wenn sie ihre Autonomie bedroht sehen
diesichdeshalbaucheinengroßenindividuellenEntscheidungs-undGestaltungsspielraumwünschen, weshalb sie zum Beispiel Vorgaben als eine Bedrohung empfinden.
Der Begriff „psychologische Reaktanz“ geht auf den USamerikanischen Psychologen Jack W. Brehm zurück. Er veröffentlichte1966einBuchmitdemTitel„ATheoryof PsychologicalReactance“(„EineTheoriederpsychologischen Reaktanz“), in dem er seine Forschungsarbeiten undTheoriezumThema„psychologischeReaktanz“vorstellte.DieserBegriffbezeichnetdienatürlicheTendenz vonMenschen,WiderstandoderAblehnunggegenüber Handlungen,IdeenundVorschlägenzuzeigen,dieihre Autonomieeinzuschränkenscheinen.DieUrsachehierfür: Die betreffenden Personen haben das Gefühl, ihre Entscheidungs- und Handlungsfreiheit sei bedroht. Hierfür einige Beispiele:
In all diesen Situationen kann bei uns das Gefühl entstehen,wirsollenzuetwasveranlasstodergenötigtwerden. Deshalb besteht auch die Gefahr, dass wir auf den Impuls negativ reagieren, selbst wenn dieser nicht darauf abzielt, unsere Selbstbestimmung einzuschränken.
PsychologischeReaktanzinderArbeitswelt
Auch in der Arbeitswelt ist das Wissen um das Phänomen „psychologische Reaktanz“ von Bedeutung, denn esführtinderalltäglichenZusammenarbeitimmerwieder zu Missverständnissen und oft sogar zu Konflikten – und zwar insbesondere dann, wenn sich VeränderungenamHorizontabzeichnen.NichtnurEinzelpersonen, sondern auch ganze Abteilungen oder gar Organisatio-
nen können dann gegen die (mögliche) Veränderung –sei diese technischer, struktureller oder kultureller Art – emotionale Widerstände zeigen, speziell dann, wenn sie das Gefühl haben: Wir werden fremdbestimmt beziehungsweise wir wurden/werden nicht ausreichend einbezogenundgehört.Vermiedenwerdenkönnensolche Effekte unter anderem durch eineangemesseneInformationspolitik, dieaktiveBeteiligungderBetroffenenanderEntscheidungundProzessgestaltungund nichtseltenauchSchulungenundCoachings. Besonders wichtig ist in diesem Zusammenhang die Möglichkeit zur Partizipation, also Teilhabe. Wenn Mitarbeitende die Chance haben, aktiv an Entscheidungsprozessen mitzuwirken und in diese ihre Meinungen einzubringen, steigt die Wahrscheinlichkeit, dass sie Veränderungenpositivaufnehmenundmitihnenkonstruktiv umgehen.
DieReaktanzimFührungsalltagminimieren
Wichtig ist auch, wie die potenziell als bedrohlich empfundenen Informationen übermittelt werden. So empfiehlt es sich, Worte wie „müssen“ oder „sollen“ zu vermeiden,dieeineVerpflichtungoderAlternativlosigkeit beinhaltenbeziehungsweisesuggerieren.Zielführender sindFormulierungen,diedieFreiheitzurEntscheidung und Wahlmöglichkeiten unterstreichen
Zudem sollten Informationen, die Mitarbeitende als bedrohlichundeinschränkendempfindenkönnten,diesen–sofernmöglich–nichtschriftlichübermitteltwerden. Vielmehr sollten die Führungskräfte das persönliche Gespräch suchen, denn dann können sie unmittelbar auf deren Empfindungen reagieren und ihre Befürchtungeneventuellauflösenundsoverhindern,dass aus ihnen manifeste Widerstände werden.
Dies gilt insbesondere dann, wenn aus der im Raum stehenden Veränderung schon ein Konflikt erwachsen ist. Dann muss die Führungskraft sozusagen im Gespräch mit den Betroffenen erkunden, inwieweit deren Widerstand seine Wurzeln eventuell darin hat, dass sie sich in ihrer Autonomie bedroht fühlen, zum Beispiel weil ihre Bedürfnisse und Interessen (aus ihrer Warte) nicht ausreichend beachtet werden, was sie auch als einenMangelanindividuellerWertschätzungempfinden.
MangelndesVertrauenverstärktReaktanz
Ist dies der Fall, dann ist die Aufgabe der Führung, im Gespräch mit den Betroffenen dieses Gefühl, soweit möglich, aufzulösen – zum Beispiel mit dem Versprechen: „Künftig werde ich …“ beziehungsweise „Künftig werdenwirandersagieren,wenn…“ DiesesVersprechen gilt es im Betriebsalltag dann auch einzulösen; sonst wird die Vertrauensbasis zwischen Führungskraft und Mitarbeiter beziehungsweise Unternehmensführung und Belegschaft nachhaltig gestört. Das heißt, die Mitarbeiter beäugen das Tun ihrer Vorgesetztennochkritischeralsbisherundzeigenmangels Vertrauen auch schneller als bisher eine psychologische Reaktanz. Mit der Folge, dass Veränderungsvorhaben noch häufiger auf Widerstände stoßen und das Management vermehrt mit Akzeptanz- und Umsetzungsproblemen kämpft. Dies gilt es durch ein adäquates Führungs- und Kommunikationsverhalten zu vermeiden. (mk)
blechnet-TIPP
Wie können Mittelständler rückläufige Aufträge kompensieren? Wie lassen sich Kosten möglichst elegant an den Kunden weitergeben? Und wie können Unternehmen auf die immer weiter steigenden Lohnkosten reagieren? Erfahren Sie mehr beim diesjährigen Industrial Benchmark Summit: www.industrialbenchmark-summit.de
Blech-, Rohr- und Profilbearbeitung Stanztechnologie Trenn-, Füge- und Verbindungstechnologien Pressen- und Umformtechnologie Stahl-, Metallservice und Oberflächentechnik
Das Messeduo zeigt die moderne, zukunftsorientierte Blechbearbeitung, bildet komplette Prozessabläufe ab und präsentiert mit den Ausstellern in 9 Hallen, aufgeteilt in 5 Themenbereiche, eindrucksvoll die Leistungsfähigkeit der Branche Es genießt allerhöchstes Interesse und wird von einem hochkarätigen Programm eingerahmt, inklusive der Verleihung des Innovationspreises „best Award 2025“
D 22.Okt. 2025 z ab 16:00 Uhr
Sichern Sie jetzt Ihr kostenfreies Ticket: $
PRODUKTIVITÄT UND QUALITÄT
Cobot-Schweißenals Gamechanger
Das Herz der Cobot Weld Space 4.0 Linear ist die Einfachheit der Bedienung. Bereits in wenigen Minuten lassen sich professionelle Schweißprogramme erstellen. Die Software wurde von den Demmeler-Schweißexperten entwickelt und perfekt auf den jeweiligen Schweißprozess abgestimmt. Der Multifunktionsgriff dient dabei als Schnittstelle zwischen Roboter und Bediener
Mit flexiblen Anwendungen und innovativen Technologien revolutionieren Schweiß-Cobots die Fertigung und steigern sowohl Produktivität als auch Qualität. Neueste Entwicklungen setzen Maßstäbe in der Verarbeitung großer Bauteile und bieten entscheidende Vorteile.
In den letzten Jahren hat sich die Technologie der kollaborativenRoboterimBereichdesSchweißensrasant entwickeltundgiltinzwischenalswichtigeErgänzung zu herkömmlichen industriellen Schweißrobotern. Die Cobotssindsokonzipiert,dasssiesicherzusammenmit Menschen in einer gemeinsamen Arbeitsumgebung agieren können, was eine Vielzahl von Vorteilen bietet. Angesichts der Herausforderungen, die die modernen Fertigungsprozesse mit sich bringen, insbesondere im Hinblick auf den Fachkräftemangel und die steigenden AnforderungenanFlexibilitätundEffizienz,habensich Schweiß-Cobots zu einem bedeutenden Thema in der Fertigungsindustrie entwickelt.
Im Vergleich zu traditionellen Schweißrobotern, die oft für die Verarbeitung von Bauteilen in automatisierten Maschinenlinien optimiert sind, verfügen SchweißCobotsübermehrFlexibilitätundAnpassungsfähigkeit. WährendindustrielleRoboteroftingroßenStückzahlen fürMassenproduktioneneingesetztwerdenundaufspezifische Maße und Formen ausgerichtet sind, können CobotsproblemlosinkleinerenSerienundfürverschiedeneBauteilgrößeneingesetztwerden Diesermöglicht eine agile Herstellung, die es Unternehmen erlaubt, schneller auf Kundenwünsche und Marktveränderungen zu reagieren. Cobots sind besonders effektiv in Anwendungen,beidenenhäufigeWechselzwischenunterschiedlichen Produkten stattfinden, was bei Industrierobotern oft mit einem hohen Umrüstaufwand verbundenist.EinNachteilderherkömmlichenSchweiß-Cobots ist jedoch ihr begrenzter Aktionsradius und Arbeitsraum. Cobots sind in der Regel kleiner und leichter als Industrieroboter. Dies führt dazu, dass sie oft nicht für größere Bauteile ausgelegt sind. Unternehmen, die mit großen Schweißprojekten arbeiten, stellt dies vor Herausforderungen. Doch es gibt bereits erste Entwicklungen, welche sich mit dieser Problematik auseinandersetzen.
Demmeler,seitJahrzehnteninderSchweißtechnikals Erfinderdes3D-Schweißtischsbekannt,hatsichmitder innovativen Eigenentwicklung der Serie Cobot Weld Space4.0imBereichderautomatisiertenSchweißlösungen bereits einen Namen gemacht. Das neueste Modell Linear richtet sich nun an alle, welche lange Bauteile verarbeiten müssen, vom kleinsten Handwerksbetrieb biszurGroßindustrie.„DieCobotWeldSpace4.0Linear kann enorme Bauteilgrößen von bis zu 12 Metern und mehr bearbeiten, was zuvor ausschließlich in Anwendungen mit Industrierobotern möglich war. Damit bieten wir eine Lösung, die auf dem Markt einzigartig ist“, davon ist Johannes Demmeler, geschäftsführender Gesellschafter bei Demmeler, überzeugt. Neben dem kollaborierenden Schweißroboter CRX-10iA/L von Fanuc sind in der Anlage vier Demmeler-Schweißtischen mit den Abmessungen 3000 x 1500 Millimeter integriert. Dank des modularen Designs ist die Anlage so auch in
den Längen 9, 6 und 3 Meter verfügbar Um den gesamten Arbeitsbereich abdecken zu können, verfährt der Schweiß-Cobot auf einer linearen Fahrachse Neben demRoboterbewegensichdieSchweißstromquelle,die Drahtversorgung,dieSchweißrauchabsaugungunddie Brennerreinigungsstation mit. Die Anlage ist voll zugänglich: Auf der Vorderseite lässt sich die Schweißerschutzwand komplett wegschieben. Nach oben hin ist die Anlage offen und kann per Kran oder Gabelstapler beladen werden: perfekt für sehr große Bauteile wie Stahlkonstruktionen, Bewehrungselemente für Betonbauteile, Werkstücke aus dem Treppen- und Geländerbau und vieles andere
Die Schweißtechnologie ist ein essenzieller Bestandteil in vielen Industriezweigen. Ob im Automobilbau, im MaschinenbauoderinderMetallverarbeitung–nahezu jede Branche, die Produkte aus Metall herstellt, ist auf präzises Schweißen angewiesen. Allerdings ist die Schweißbearbeitung oft komplex und erfordert viel ErfahrungundFachwissen.AuchvordiesemHintergrund stellenSchweiß-CobotseineeffektiveLösungdar,indem siedenMenschennichtersetzen,sondernergänzen.Sie übernehmen ermüdende Routine- und WiederholaufgabenundermöglichenesqualifiziertenArbeitern,sich aufkomplexere,wertschöpfendeTätigkeitenzukonzen-
VERFASST VON
ChristinaKölbl
Marketing Demmeler Maschinenbau
Das neueste Modell Linear richtet sich nun an alle, welche lange Bauteile verarbeiten müssen, vom kleinsten Handwerksbetrieb bis zur Großindustrie.
trieren, für die umfangreiche Fachkenntnisse erforderlich sind. Denn Schweißen ist eine sehr anstrengende Tätigkeit, bei der man höchst konzentriert arbeiten muss. Auch die körperliche Belastung der Mitarbeiter wird reduziert: Der in die Cobot Weld Space 4.0 Linear integrierte Ein-Achs-Manipulator mit Gegenlager positioniert Werkstücke bis 2.000 Kilogramm in optimaler Schweißlage, das zeitaufwendige Umspannen von Werkstückenentfällt.„DieDrehachsedesManipulators ist voll in die Robotersteuerung integriert. Die Manipulator- und Roboterachsen verfahren simultan, was eine höhereEffizienzundGeschwindigkeitbeimSchweißen gewährleistet“,erklärtJohannesDemmeler Angesichts desanhaltendenFachkräftemangelsbietenSchweiß-Co-
blechnet-TIPP
Demmeler auf der Blechexpo: Halle 1, Stand 1606
Der taktile Sensor vermisst vor dem eigentlichen Schweißvorgang das Werkstück, um die Position der Schweißnaht genau zu ermitteln und eine präzise Schweißnahtführung zu gewährleisten
botssoeinebedeutendeUnterstützung,umdieProduktionsfähigkeit zu sichern.
Die Implementierung von Schweiß-Cobots kann zudemdieProduktionskostenerheblichsenken.Durchdie Automatisierung von Schweißprozessen werden nicht nur die Durchlaufzeiten verkürzt, sondern auch die Materialkosten können durch eine präzisere Verarbeitung gesenkt werden. Fehler, die zu Materialverlust führen, können durch die hohe Genauigkeit der Cobots minimiertwerden.DarüberhinaustragensiezueinererheblichhöherenProduktivitätbei.MittelsTrennwandkann beiderCobotWeldSpace4.0LinearderArbeitsraumin Space A1 und A2 unterteilt werden und ermöglicht so das hocheffiziente Arbeiten im Zwei-Stationen-Betrieb Geschützt durch die Trennwand kann der Bediener auf der einen Seite Werkstücke rüsten oder auf neue
Schweißaufgabenumspannen,währendderRoboterauf deranderenSeiteschweißt.Inder12-Meter-Anlagekönnen sogar bis zu zwei Trennwände für insgesamt drei getrennte Arbeitsplätze integriert werden. Dabei wird die Trennwand automatisch durch die Steuerung erkannt. Bei demontierter Trennwand steht wieder der gesamte Arbeitsbereich in voller Breite zur Verfügung
Zum präzisen Spannen der Werkstücke kann aus dem gesamten Sortiment des Demmeler-3D-Spannsystems geschöpftwerden.Dennumeffizientfertigenzukönnen, ist die Wahl der richtigen Spannmittel und Spannsysteme von zentraler Bedeutung Eine gleichmäßige und stabile Spannung minimiert Verformungen oder Spannungen im Material, die durch den Schweißprozess verursacht werden können. Schweißverbindungen erhalten eine hohe Festigkeit. Das garantiert qualitativ hochwertige und sichere Schweißverbindungen. Wird das Werkstück nicht richtig fixiert, können während des Schweißens auftretende Wärme- und Spannungseinwirkungen zu thermischen Verformungen und Verzug führen.GleichzeitigistFlexibilitätgefordert.Dasichdie WerkstückeinGrößeundFormoftstarkunterscheiden, wird zum Fixieren womöglich für jedes Bauteil ein anderes Spannequipment benötigt. Praktisch sind da Spannelemente,diesichanverschiedensteWerkstücke anpassen und innerhalb kürzester Zeit umgerüstet werden können. „Die Spannmittel beim Schweißen sollten zum einen für unterschiedliche Spannaufgaben geeignet sein, zum anderen sich problemlos integrieren und erweitern lassen. Das bringt den tatsächlichen Mehrwert.“,soJohannesDemmeler Ursprünglichnurfürdie eigene Fertigung vorgesehen, erwies sich das Original-3D-Schweißtisch- und -Spannsystems von Demmeler als ein Quantensprung für die Metallverarbeitung und zählt heute durch die enorme Vielzahl an Anwendungs- und Kombinationsmöglichkeiten zum internationalen Industriestandard. „Unser Ziel war ein Baukastensystem, aus dem sich der Kunde seine individuelle Lösung zusammenstellen kann“, so Demmeler Durch seineinnovativeBauweiselässtsichannäherndfürjedes WerkstückinRekordzeiteineSpannvorrichtungaufbauen. Über das Lochrastersystem als Planquadrat können WerkstückemitPositionier-undSpannbolzenüberden gesamten 3D-Schweißtisch gespannt werden Sollmaße lassen sich für jedes Werkstück schnell und exakt einstellen und fixieren. Während des Heft- und Schweißvorganges sind die einzelnen Schweißteile an den entsprechenden Flächen oder Punkten gespannt. Für eine optimaleLageposition.DasmultifunktionaleWerkzeug vonDemmelerlässtsichbeliebigkombinieren.Dadurch wird deutlich weniger Equipment benötigt, um Werkstücke aufzuspannen. Das spart nicht nur Investitionskosten, sondern auch Kapazität bei der Lagerung
Das multifunktionale Werkzeug von Demmeler lässt sich beliebig kombinieren. Dadurch wird deutlich weniger Equipment benötigt, um Werkstücke aufzuspannen
Ein weiterer wichtiger Aspekt ist die Schulung und Einarbeitung Im Vergleich zu herkömmlichen Industrierobotern erfordert die Programmierung von Cobots oft keine tiefgehenden Programmierkenntnisse. Viele Cobots lassen sich über intuitive Benutzeroberflächen
Bild: Demmeler
Bild : Demmeler
steuern, sodass auch Mitarbeiter ohne spezifische technische Ausbildung in der Lage sind, diese Technologie zu bedienen. Diese Zugänglichkeit ist von entscheidender Bedeutung, um die vorhandenen Ressourcen optimal zu nutzen und den negativen Auswirkungen des Fachkräftemangels aktiv entgegenzuwirken „Wir vertreibenbereitsseitdreiJahrenmitgroßemErfolgCobotLösungen mit einer eigenen Benutzeroberfläche Und genau diesen Vorteil haben wir mit der Cobot Weld Space 4.0 Linear nun auch für große Bauteilgrößen“, so Johannes Demmeler Die Software Weld Soft 1.2 wurde eigensvondenDemmeler-Schweißexpertenentwickelt und perfekt auf den jeweiligen Roboter und Schweißprozessabgestimmt.DerMultifunktionsgriffdientdabei als Schnittstelle zwischen Roboter und Bediener. Beim sogenannten „Teachen“ wird der Brenner am RoboterarmmanuellandieentsprechendenWegpunktebewegt, welche die Schweißnaht beschreiben. Per Tastendruck am Griff werden Start- und Endpunkt sowie Zwischenwegpunkte gespeichert. Unabhängig ob erfahrener Programmierer oder Einsteiger – bereits in wenigen Minuten lassen sich so professionelle Schweißprogramme erstellen. Für die Schweißparameter stehen mehr als 100 von Demmeler vordefinierte und optimierte Schweißjobs aus einer geschützten Job-Bibliothek zur Verfügung, abgestimmt auf Material, Stromquelle und Schweißprozess Diese Jobs werden durch einfache Anwahl den Schweißprogrammen zugeordnet. Sowohl lineare als auch runde Schweißnähte kann der Bediener soauchalsPendelnähteprogrammieren.DieNahtlänge und der Nahtabstand lassen sich dabei ebenfalls individuelldefinieren.VordemeigentlichenSchweißenkann nun der Schweißvorgang simuliert werden Dabei fährt derRoboterarmdieprogrammierteSchweißnahtabund der Bediener kann bei Bedarf den Pfad noch entsprechend korrigieren.
Die Integration von Schweiß-Cobots in bestehende Systeme ist dabei eine der Schlüsselherausforderungen. Unternehmenmüssensicherstellen,dassdieImplementierung reibungslos verläuft und dass Mitarbeiter entsprechendgeschultwerden,umdieTechnologieeffektiv nutzen zu können. Bei Demmeler können Interessierte aufeinerFlächevon1.000QuadratmeternimFutureof Welding Center bei Demmeler alles rund um eine professionelle und automatisierte Schweißproduktion erlernen. „Wir wollen Interessenten unsere 3D-Schweißtischsysteme und Automatisierungslösungen live im Einsatzpräsentieren.Genaudasermöglichtunserneues Vorführ- und Schulungszentrum“, unterstreicht Johannes Demmeler Für jede Baureihe aus der Cobot-Weld-
Space-Serie werden Live-Demonstrationen und Schulungen durch die Demmeler-Schweißexperten angeboten.ZudemkönnenunverbindlichSchweißversuchefür mitgebrachte Bauteile gebucht werden, um das Potenzial von Automatisierungslösungen für die eigene Schweißproduktion voll auszuschöpfen.
EinweitererAspekt,derdieEntwicklungderSchweißCobots maßgeblich vorangetrieben hat, sind technologischeFortschritte.BeiderCobotWeldSpace4.0Linear gibt es beispielsweise zahlreiche Features für das industrielle Schweißen, wie den Lichtbogensensor zum AusgleichvonBiege-undTeiletoleranzenbeimLichtbogenschweißen, den automatischen TCP-Ausgleich durch Anfahren der Referenzspitze und den taktilen Sensor, um Positionsverschiebungen des Werkstücks automatischzumessenundzukompensieren.Der3D-Overview simuliert die Roboter- und Manipulator-Bewegungen desProgramms,ohnedassderRoboterdieBewegungen tatsächlich abfahren muss. Dank der OfflineprogrammierunglässtsichdasTeachpendantamPCsimulieren und der Roboter kann auch unabhängig vom Betrieb programmiertwerden.DieNebenzeitenreduzierensich auf ein absolutes Minimum. Diese Innovationen haben Cobots intelligenter und autonomer gemacht. UnternehmenprofitierenvonderhöherenEffizienzdurchdie Reduzierung von Ausschuss und Nacharbeit, während die Qualität der Endprodukte gewährleistet bleibt.
Die Entwicklung und Integration von Schweiß-Cobots markiert einen bedeutenden Fortschritt in der Fertigungstechnologie IhreFlexibilitätundEffizienzermöglichen es Unternehmen, sich schnell an veränderte Marktbedingungen anzupassen und gleichzeitig hohe Qualitätsstandards zu gewährleisten. Die innovativen FunktionenderSerieCobotWeldSpace4.0Linearbieten Lösungen für große Bauteile und reduzieren den Schulungsaufwand,wasdieZugänglichkeitfüralleMitarbeiter verbessert.
Da der Fachkräftemangel in der Industrie weiterhin eine Herausforderung darstellt, sind Schweiß-Cobots nicht nur eine Antwort auf die Notwendigkeit nach Automatisierung, sondern auch eine wertvolle Ergänzung zur bestehenden Workforce. Unternehmen, die jetztindieseTechnologieinvestieren,könnennichtnur ihreProduktionskostensenken,sondernauchihreWettbewerbsfähigkeit entscheidend steigern. Mit der fortschreitendenTechnologisierunginderSchweißtechnik wird die Rolle der Cobots in den Fertigungsprozessen unumstritten zunehmen. Der Weg in die Zukunft des Schweißens ist klar: Er führt über intelligente, kollaborative Roboter (ff)
Bauteile bis zu einer Länge von 12 Metern und mehr aufspannen und schweißen. Was bisher durchweg nur mit Industrieroboterlösungen möglich war, erledigt die Cobot Weld Space 4.0 Linear von Demmeler mit zuverlässiger Wiederholgenauigkeit und dauerhafter Präzision.
VERFASST VON Hannes
Gutekunst
Sales Manager
Forming Technology
Maschinenfabrik Lauffer
25.000-KILONEWTON-PRESSE ERFOLGREICH IN BETRIEB GENOMMEN
EffizienteTryout-Lösungen
Tryout-Pressen spielen eine entscheidende Rolle in der Blechumformung und im Werkzeugbau. Sie ermöglichen das Einrichten, Testen und Optimieren von Umformwerkzeugen, bevor diese in die Serienproduktion übergehen.
Fblechnet-TIPP
Lauffer auf der Blechexpo: Halle 8, Stand 8224
ür Unternehmen der Automobilbranche bedeutet dies: geringere Stillstandszeiten, höhere Prozesssicherheit und verbesserte Produktqualität. Vor diesem Hintergrund entschied sich die Wagon Automotive Nagold GmbH, ein führender Systemlieferant für Blechumformung, Karosseriebau und Oberflächenbeschichtung, für die Investition in eine leistungsfähige hydraulische Tryout-Presse Ziel war es, die bestehenden Produktionsanlagen zu entlasten und den Werkzeugerprobungsprozess effizienter zu gestalten.
Die 2.500-Tonnen-Tryoutpresse von Lauffer bei Wagon mit ausgefahrenem Fahrtisch.
Für die Umsetzung dieses Projekts wählte Wagon Automotive die Maschinenfabrik Lauffer GmbH & Co KG als Partner Der Maschinenbauer aus Horb zählt mit über150JahrenErfahrungzudenführendenAnbietern hydraulischerPressenfürdieMetallumformung Imgemeinsamen Projekt wurde eine maßgeschneiderte Tryout-Presse mit 25.000 Kilonewton Presskraft entwickelt und installiert, die exakt auf die spezifischen Anforderungen des Kunden zugeschnitten wurde. Die Herausforderung bestand darin, eine technisch hochwertige Lösung zu realisieren, die zugleich wirtschaftlich vertretbar ist – insbesondere, da Tryout-Pressen nicht direkt an der Wertschöpfung beteiligt sind und im täglichen Produktionsprozess eine untergeordnete Rolle spielen.
AufKundenanforderungzugeschnitten
Die gelieferte Anlage überzeugt durch zahlreiche technische Merkmale, die sowohl Flexibilität und BedienkomfortalsauchProzesssicherheitgewährleisten.Dazu zählt ein Fahrtisch mit einer Tischfläche von 5.000 Millimeter x 3.000 Millimeter, einem Einbauraum von 2.400 Millimetern und einem Hub von 1.600 Millimetern. Ein geregeltes, 6.000 Kilonewton starkes 4-PunktZiehkissen im Tisch mit 400 Millimetern Hub und vier einzelnangesteuertenZylindernsorgtfürausreichende Kapazitäten bei Ziehoperationen, denn das Mehrpunktkissen ermöglicht eine individuelle Einstellung der Ziehkissenkräfte am Blechhalter an vier Punkten.
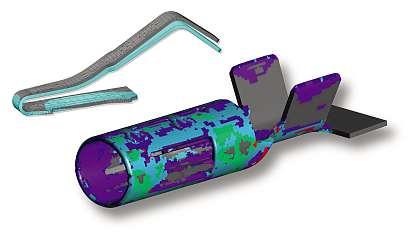
ReduzierungmechanischerBelastungen
AußerdemverfügtdiePresseüberein3.000Kilonewton starkes Stößelkissen, welches die Flexibilität bei komplexen Umformprozessen weiter erhöht. Eine 4-PunktSchnittschlagdämpfung sorgt für eine signifikante Reduzierung mechanischer Belastungen auf die WerkzeugeundträgtsozurLanglebigkeitdereingesetztenKomponenten bei. Eine Tuschierfunktion per Joystick ermöglicht präzises Einrichten durch intuitive Bedienung, während umfassende Analysetools wie die Hüllkurvenüberwachung oder die Prozessdiagnose die Qualitätssicherung unterstützen. Herzstück der Anlage ist diebewährteSteuerungLa-HMIausdemHauseLauffer, die durch ihre leistungsfähige Visualisierung, einfache Bedienbarkeit und hohe Diagnosetiefe überzeugt. Als flexibler Zulieferer ist Wagon damit in der Lage, mit mehreren Hundert Umformwerkzeugen von ver-
Bild: La uffer
schiedensten Kunden aus dem Pkw- und Lkw-Segment so zu produzieren, dass auch die spezifischen AnforderungenundjeweiligenLastverteilungenfüreinenhochgenauenZiehprozesspräziseabgebildetwerdenkönnen.
ZusätzlicheFertigungskapazitätgewonnen
Ein entscheidender Faktor für die erfolgreiche Umsetzung des Projekts war die internationale ZusammenarbeitmiteinemetabliertenchinesischenPressenhersteller Die Kooperation besteht seit über 35 Jahren und wurdeinderjüngerenVergangenheitnochmalsdeutlich ausgebaut.
SomitkonntedermechanischeTeilderPressekosteneffizient realisiert werden, während Lauffer die Auslegung der Hydraulik, die sicherheitsrelevanten Komponenten sowie die Steuerung vollumfänglich umsetzte. Die Montage und Inbetriebnahme der Anlage erfolgte durcherfahreneLauffer-TechnikerdirektbeimKunden vorOrt.AuchdieProjektleitungundQualitätssicherung lagen in der Hand von Lauffer Ein Modell, das die VorteileglobalerFertigungmitdeutschemEngineeringund Projektmanagement kombiniert. Für den Service profitiertderKundevonderhohenKompetenzundörtlichen Nähe des schwäbischen Pressenbauers.
AußerdemergabensichausderInvestitionzahlreiche weitere Vorteile. Durch die Auslagerung der Werkzeugtests, -reparaturen und -wartungen auf eine separate Tryout-Presse wird zusätzliche Fertigungskapazität auf den Serienanlagen gewonnen, was sich positiv auf die Gesamtanlageneffektivitätauswirkt.Zudemeröffnetdie neue Presse die Möglichkeit, Werkzeuge externer Kunden zu testen – ein zusätzlicher finanzieller Nutzen Nicht zuletzt überzeugte das Projekt auch durch seine Wirtschaftlichkeit.EineleistungsfähigeGroßpressemit deutscherSteuerungundhoherVerfügbarkeitzueinem attraktiven Preis-Leistungs-Verhältnis
EngmaschigeBetreuung
„MitLaufferhabenwirnichtnureinewirtschaftlicheLösunggefunden,sondernaucheinenPartner,derunsere Anforderungenverstandenundprofessionellumgesetzt hat.InsbesonderediezuverlässigeundengmaschigeBetreuung während der Projektphase haben uns von Lauffer überzeugt“, fassen die Projektverantwortlichen Volker Koch und Sebastian Merkle von Wagon zusammen. Auch vonseiten Lauffers wird das Projekt als Erfolg gewertet. Jürgen Deutschle, Leiter Projektmanagement bei Lauffer, erklärt: „Die enge Abstimmung mit dem Kunden und die Kombination unserer Erfahrung mit einem effizienten Fertigungsansatz haben gezeigt, wie leistungsfähigePressenlösungenauchunterwirtschaftlichen Gesichtspunkten realisiert werden können.“
Das Projekt verdeutlicht, wie durch strategische Partnerschaften und klare Verantwortlichkeiten maßgeschneiderte Pressenlösungen entstehen können, die sowohl funktional als auch wirtschaftlich überzeugen Für Lauffer ist die erfolgreiche Umsetzung ein weiterer Beleg für die eigene Kompetenz im Bereich der hydraulischenUmformpressen,vonderkompaktenWerkstattlösung bis zur komplexen Turnkey-Anlage Zukünftig werden Themen wie Automation, Pressenstraßen und Systemlösungen im Fokus stehen, um Kunden in der Automobil-undZulieferindustrienochumfassenderzu unterstützen. (ff)
Der neue Dallan Full Electric 120bietet Ihnen jetzt das Profiliersystemder Zukunft:
•hohe Geschwindigkeit und Energieeinsparung 34%(Industrie5.0)
•skalierbar von 90 bis 120m/min
•erweiterbar mit Präge-Einheit, Rotationstanzgruppe und Verpackungsanlagen
•installiertinnur 4Tagen mit dem Dallan Plug-and-Play-System.
Ein kompaktes System an patentierterTechnologie mit einem Layout vonnur 11,5 m!
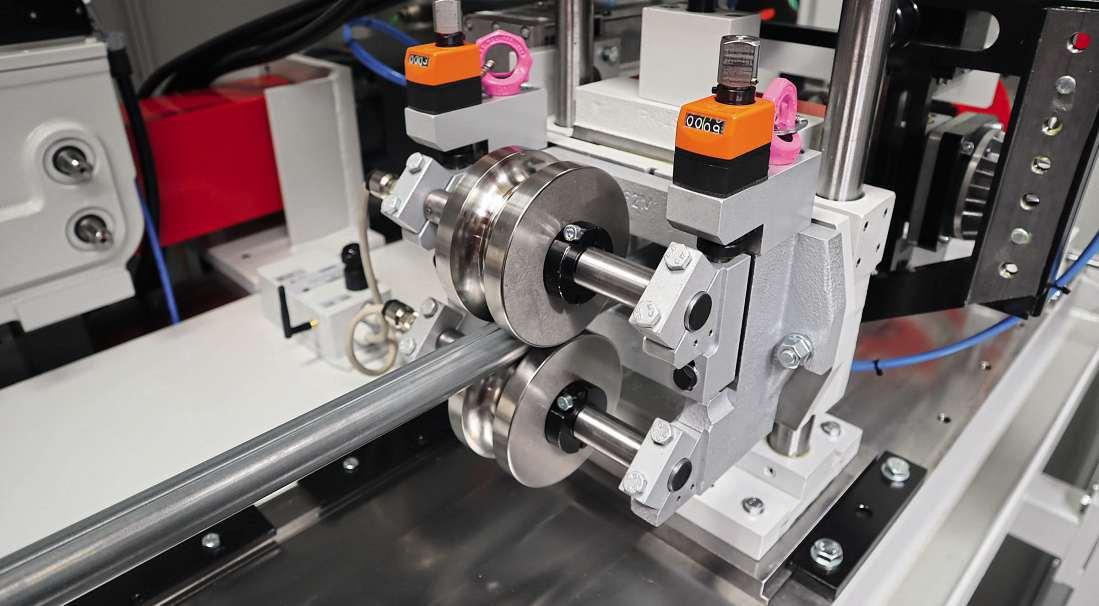
Der intelligente Richtapperat von Dreistern.
ROLLFORMPROZESS
EffizientesRollformendurch
intelligentenRichtapparat
Der intelligente Richtapparat von Dreistern unterstützt den Bediener bei der Qualitätskontrolle im Rollformprozess. Durch kontinuierliche Überwachung der Profilqualität wird sowohl der Bediener entlastet als auch die Transparenz des Prozesses erhöht.
VERFASST VON
CorneliaTeppe
Leiterin Innovation und Business Development
Dreistern
InderIndustriewächstderDruckProduktionsprozesse ressourcenschonend, effizient und nachhaltig zu gestalten. Treiber sind steigende Material- und Energiekosten, strengere gesetzliche Vorgaben und wachsende gesellschaftliche Erwartungen. Zudem halten neue Materialien aufgrund von Weiterentwicklungen im Werkstoffbereich Einzug in die Fertigung, wodurch Umformprozesse komplexer werden. Vorreiter hierfür ist unter anderem die Automobilindustrie, welche zunehmend Applikationen im Blechbereich durch ultrahochfeste Werkstoffe realisiert. Dies stellt die Umformtechnik vor Herausforderungen,fürdiederRollformprozessdiepassende Lösung liefert
Die Einsatzmöglichkeiten des Rollformprozesses nehmen kontinuierlich zu, unter anderem durch Entwicklungen in der Umform-, Stanz- und Schweißtechnik. DurchdiesentechnologischenFortschrittkönnenimmer anspruchsvollere Materialien in der Rollformlinie verarbeitet werden, jedoch steigt die Komplexität des Gesamtprozesses.SmarteBaugruppeninderRollformlinie, wie der intelligente Richtapparat mitsamt seiner Auswertealgorithmik, unterstützen den Bediener bei der KontrolleunderhöhendieEffizienzdesGesamtprozesses.
HerausforderungenimRollformprozess
BeimRollformenwirdflachesBandmaterialkontinuierlich über mehrere Umformstufen zu einer definierten Profilgeometrieumgeformt DieIntegrationverschiedener Prozesse wie Schweißen, Stanzen, Prägen oder Schäumen in die Rollformlinie ermöglicht eine große Bandbreite an Profilformen und -größen. Der Rollformprozess als Fertigungsverfahren verbindet die Vorteile eines niedrigen Energiebedarfs, geringer Stückkosten bei hohen Produktionsvolumina, einer hohen Materialausnutzung und eines geringen Wärmeeintrags in das Verarbeitungsmaterial.
Die Summe dieser Vorteile prägt sich am besten bei einem stabilen und störungsfreien Prozess aus. In der Praxis stellt sich genau das oft als Herausforderung dar Von außen in den Prozess wirkende Veränderungen im Prozess, wie Materialschwankungen oder Temperaturschwankungen, können zu Profilabweichungen und somitzuQualitätsabweichungenführen.DerRichtprozess am Ende der Rollformmaschine korrigiert Profilfehler wieLängsbiegungoderTorsion,diewährenddesProzesses, aufgrund von Materialeigenschaften oder falscher
Bild: Dr eist ern
Justierung entstehen können. Dazu wird der Richtapparatsoeingestellt,dasserdieEigenspannungenimProfil durchdasErzeugenvonGegendruckneutralisiert.Bisher basiert die Einstellung auf dem Erfahrungswissen des Maschinenbedieners, der die Profilqualität regelmäßig kontrolliert und bei Qualitätsänderungen nachjustiert. Aufgrund des demografischen Wandels aber auch anderen Faktoren wie Fluktuation geht dieses Wissen in vielenUnternehmenjedochzunehmendverloren.Dadurch werden Qualitätsprobleme oft zu spät erkannt oder gar nicht bemerkt werden, was im kontinuierlichen RollformprozessschnellmehrereTonnenAusschussproTag zurFolgehabenkann.
KontinuierlicheKraftanalyse
HiersetztderintelligenteRichtapparatvonDreisternan. Integrierte Kraftsensoren erfassen kontinuierlich die EigenspannungenimProfil.DiegemessenenWertewerden parallel zum Prozess in der Maschinensteuerung ausgewertet und auf dem HMI angezeigt. Verändern sichnundieEigenspannungenimProfil,beispielsweise aufgrund von Materialschwankungen, werden die Änderungen durch die integrierte Sensorik detektiert und mittels der Auswertealgorithmik analysiert und visualisiert. Verlassen die Kräfte den zuvor festgelegten Toleranzbereich, werden automatisch Aktionen ausgelöst. Diese reichen von Benachrichtigung des Bedieners bis hin zum Maschinenstopp Dadurch sind weniger Kont-
rollen der Profilqualität notwendig, denn der Bediener wird bei Verlassen des Toleranzbereichs sofort informiert und kann umgehend reagieren. Auf diese Weise wird die Gefahr von unerkannten Qualitätsabweichungen reduziert.
DieSensordatenermöglichenauchdieVorhersageder optimalen Einstellung des Richtapparats, da die Messwerte auf Verstellungen des Richtapparats selbst reagieren. In Zusammenarbeit mit dem Institut für Produktionstechnik und Umformmaschinen der TU Darmstadt arbeitet Dreistern derzeit an einem Machine-Learningbasierten Assistenzsystem, das das Bedienpersonal bei der Justierung unterstützt. Ziel ist es, dass die Maschine selbstständig die optimale Einstellung berechnet und umsetzt.DiemotorischeAusführungdesRichtapparats bildet dabei die Grundlage für eine spätere vollautomatischeEinstellung
Durch die Integration von Kraftsensoren in den Richtapparat in Kombination mit der Auswertealgorithmik von Dreistern wird der Rollformprozess transparenter undeffizienter DerintelligenteRichtapparatermöglicht es auch unerfahrenen Bedienern den komplexen Rollformprozess zu beherrschen. Dadurch ist ein noch breitererEinsatzdesRollformprozessesmöglich,dennauch weniger erfahrene Unternehmen werden befähigt den Prozess zu beherrschen. Der Rollformprozess ist eine Antwort auf die aktuellen Herausforderungen der Fertigung und gewinnt kontinuierlich an Bedeutung für zukunftsorientierteProduktionskonzepte. (ff)
MiniBendCenter
blechnet-TIPP
Dreistern auf der Blechexpo: Halle 3, Stand 3403
2
Ihr einzigartiges vollautomatisches Biegezentrum für kleine Biegeteile
Kleinstgrößen ab 50 x 40 mm
Teile einfach einwerfen, Roboter übernimmt
Sekundenschnelles Scannen der unsortierten Platinen
Einzigartige, intuitive Programmiersoftware
Automatisches Rüsten
24/7 maximale Effizienz
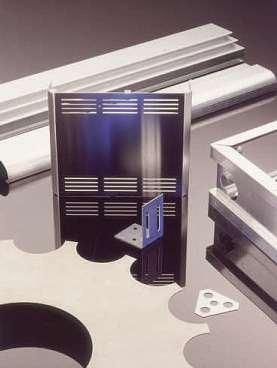
Gritec in Waghäusel ist Komplettanbieter für systemrelevante Infrastrukturlösungen. In diesen Stations genannten Technikgebäuden verbergen sich Strom, Gas, Wasser, Mobilfunk und Breitband
KOMBINIERTES SYSTEM
Stanz-Laser-Biege-Kombi fürInfrastrukturlösungen
Das Eindringen unautorisierter Personen verhindern und das Umfeld im Falle einer technischen Störung schützen – Technikgebäude haben einen hohen Anspruch an ihre Türen. In der Fertigung von Spezialtüren und Lüftungselementen setzt Infrastrukturprofi Gritec auf eine StanzLaser-Biege-Kombi von Salvagnini.
VERFASST VON FraukeFinus
Leitende Redakteurin blechnet
Gritec zählt zu den führenden Anbietern technischer Gebäude für systemrelevante InfrastruktureninDeutschland.Seitmehrals60Jahrenliefert das Unternehmen die bauliche Grundlage für Strom-, Gas-undWassernetze,Mobilfunk,Breitband,Bahn-und Elektromobilität – oft im Hintergrund, aber stets unverzichtbar DieBasisbildetderGeschäftsbereichGritecStations, der individuell geplante Systemlösungen vom einfachenBaukörperbishinzurvollausgestattetenTechnikstation umfasst Gritec begleitet den gesamten Prozess: vonEngineeringüberKonstruktionundFertigungbiszu Montage und Wartung Auch bei Sanierungen, Standortwechseln oder Retrofit-Maßnahmen bietet Gritec ServicespassgenaueUnterstützung Rund1.300Mitarbeiter ansechsStandortenrealisierenjährlichüber10.000Projekte–miteinemklarenZiel:einesichere,moderneund nachhaltige Versorgung für heute und morgen. Mit Gritec Elements produziert das Unternehmen eigene Metallkomponenten und betreibt eines der leis-
tungsfähigsten passiven Lüftungssysteme am Markt. DiefürdieTechnikgebäudebenötigtenstandardisierten sowiekundenindividuellenTürenundLüftungselemente werden in der eigenen Metallfertigung, dem Geschäftsbereich Gritec Elements, hergestellt. Hier hat Volker Knott als Werkleiter den Hut auf Seitdem er mit 16JahrendenerstenFerienjobindenHalleninWaghäusel absolvierte, ist er Teil von Gritec
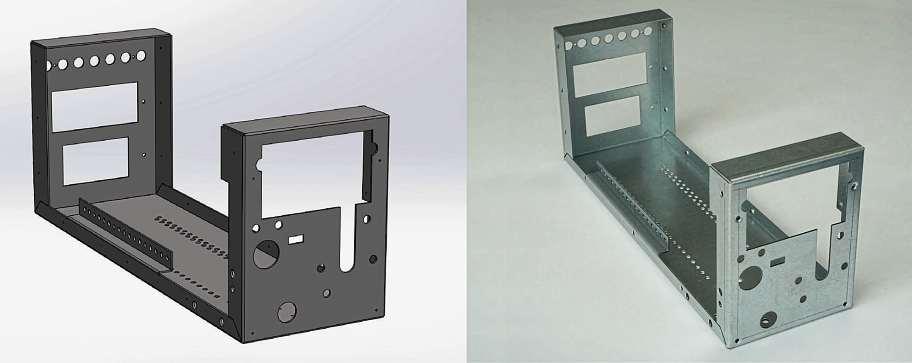
VerketteteBlechfertigung
Ererklärt:„Wirfertigenhierdienahezukorrosionsfreien Aluminium-Türelemente für unsere Technikgebäude sowie auch für externe Kunden Sie entsprechen den Sicherheitskriterien nach DIN EN 61936-1 (VDE 0101-1) EinMerkmalderTürenistdasinnenliegendeScharnier EsverbindetdasTürblattaufunsichtbareWeisemitdem Türrahmen aus Aluprofilen und bildet somit einen hohen Widerstand gegenüber gewaltsamem Eindringen.“
Außerdem sind die Türen darauf ausgelegt, größeren Druckbeanspruchungen, wie sie bei technischen Störfällen (z. B. Lichtbogen bei inneren Fehlern) auftreten können, zuverlässig standzuhalten. „Ich bezeichne die Türen gerne als unsere eierlegende Wollmilchsau“, schmunzelt Knott.
HerzstückderFertigung
In der Blechfertigung, die mit rund 150 Mitarbeitern dreischichtig produziert, haben er und Kevin Bühler, LeiterPPS/ProduktionstechnikbeiGritecElements,sich kürzlichfüreinengroßenSchrittRichtungAutomatisierungentschieden.SeitrundeinemJahrstehtinWaghäuseleineStanz-Laser-Biege-KombiS1+P4vonSalvagnini „WirhabenunshierdenWunscheinerverkettetenBlechfertigung von Losgröße 1 bis Serie realisiert“, schildert Kevin Bühler „Durch die Technologieerweiterung des Lasers sind nun neue Konstruktionsansätze und neue Produkte mit komplizierten Konturen möglich.“ Das kombinierte System besteht aus einem automatischen Tray-Lager MV, der Stanz-Laser-Kombimaschine S1, die mit einem Mehrfachpressen-Stanzkopf, einer 3-Kilowatt-Laserquelle sowie einer Gewindeschneideinheit ausgestattet ist, und über die automatische Sortiervorrichtung TML schließlich das Biegezentrum P4 speist. Die Software der Maschinen ermöglicht die bidirektionale Kommunikation zwischen S1 und P4 Die mit zwei kartesischen Manipulatoren ausgestattete TML nimmt die von der Stanz-Laser-Maschine produzierten Teile automatisch auf und befördert sie inline zur Biegemaschine. Genauso könnten damit aber auch reine StanzLaserteileabgestapeltundausdemSystemverbundausgeschleust werden. Die P4 bietet eine maximale Biegelänge bis 3.100 Millimeter und eine maximale Biegehöhe bis 254 Millimeter. Sie ist außerdem mit einem automatischeinstellbarenNiederhalterausgestattet,der die Länge des Biegewerkzeugs automatisch und hauptzeitparallel an die Größe des zu produzierenden Teils anpasst,ohnedassMaschinenstillstandodermanuelles Umrüsten erforderlich sind.
Die S1+P4 ist neben mehreren ProfilbearbeitungszentrendasneueHerzstückderFertigungundbringtdiverseVorteilefürdieHerrenKnott,BühlerundihrTeammit sich: Dank der im Vergleich zu vorher verbesserten Verschnittoptimierung fällt weniger Abfall an. Außerdem kanntagesgenaugefertigtwerden,wasdieLagerhaltung von Material reduziert hat. Die Geschwindigkeit in der Produktion ist deutlich gestiegen und der Schnitt des Lasersistqualitativsohochwertig,dassnunkeineNacharbeit,wiezuvor,alsdieTeilenochreingestanztwurden, mehrnötigist.„EinenormerVorteilfürunsist,dasswir nun nur noch eine Maschine haben, über die nun alles in einem Aufwasch läuft. Wir haben keine händischen Schnittstellen mehr zwischen Schneiden, Stanzen und Biegen“, hebt Bühler hervor Besonders auch die CutFunktionderP4istfürdasUnternehmenessenziell.Sie ermöglichtes,schmaleundfiligraneBiegeteilebzw.Profile quasi aus einem Nesting heraus zu bearbeiten und dann die einzelnen Teile nacheinander zu biegen und dann herauszuschneiden. Denn als Einzelteile wären diese aufgrund der kleinen Abmessungen sonst nicht automatisiert herstellbar Durch die verbesserten FertigungstoleranzenfügensichdieBauteilenunpassgenauerzusammen,wasdieEndmontagedeutlicherleichtert.
Seit Juni 2025 ergänzt außerdem eine Abkantpresse B3 von Salvagnini die Fertigung Mit ihrem besonders effizienten und genauen Hybridantrieb zum adaptiven Biegen (die Präzision wird durch elektrische Servoantriebeerreicht,währenddieKraftüberHydraulikbereitgestellt wird) übernimmt sie die Einzelfälle an Kantungen,welcheaufderP4nichtmöglichsind.DieSoftware P-PB-CXN wird für die direkte Verbindung zwischen dem Biegezentrum und der Abkantpresse eingesetzt, um das Laden des B3-Programms am Ende des Biegezyklus auf dem Biegezentrum zu automatisieren. Diese Lösung steigert nicht nur die Produktivität der Anlage, sondern verringert auch das Fehlerrisiko, da sie den Bedienern die Aufgabe zuweist, das bereits automatisch geladene Programm zu starten. Eine perfekte Kombination aus Effizienz und Zuverlässigkeit zur Optimierung des Produktionsflusses. (ff)
AUTOMATISIERUNG & ROBOTIK
FREE YOUR POTENTIAL
blechnet-TIPP
Salvagnini auf der Blechexpo: Halle 1, Stand 1607
VERBESSERN SIE IHREN PRODUKTIONSFLUSS MIT EINEM KOMPLETTEN ALL-IN-ONE-PARTNER
Komplexe Abläufe, Arbeitskräftemangel, Platzmangel: Jeder Hersteller hat seine eigenen Herausforderungen. Dank der hausinternen Roboterintegration und der modularen Technologie helfen Ihnen unsere automatisierten Lösungen und Systeme, echte Produktivität zu erreichen.
Die größte Auswahl an modularen Maschinen: vom Biegen bis zum 2D/3DLaserschneiden, vom Stanzen und Scheren bis zu Lagerlösungen Interne Robotik-Integrationseinheit, die aus dem Fachwissen des langjährigen Partners Sistec AM hervorgegangen ist, die jetzt Teil der Gruppe ist Vollständige Leistungsoptimierung: Das interne Engineering sorgt für eine vollständige Synergie zwischen Roboter und Maschine und eine intelligente Handhabung.
TANKPLATTENSYSTEME
StickstoffstattHydrauliköl
Stickstoffsysteme können Effizienz-Booster für moderne Stanz- und Umformlinien sein.
VERFASST VON
Markus Aistermann
Projektvertrieb
Steinel Normalien
Falten- und Rissbildung, unsaubere Übergänge, aufgesprungene Konturen – typische Fehlerbilder im Presswerk, die meist auf unzureichend kontrollierte Umformprozesse zurückzuführen sind.
Nach dem Motto „viel hilft viel“ wird oft mehr Kraft vorgesehen, als benötigt wird, was zu erheblichem Verschleiß,hohenErsatzteilkostenundineffizientemEnergieeinsatzführt.EinesmartereLösungbietenStickstoffsysteme – insbesondere in Form hochvolumiger Tankplattensysteme Sie steigern nicht nur die Qualität und Reproduzierbarkeit, sondern senken Wartungsaufwände und verbessern die Energieeffizienz im gesamten Fertigungsprozess.
DiePhysikmachtdenUnterschied
Die Schlüsselkennzahl ist der Elastizitätsmodul. Während Stahl mit 210 000 N/mm² oder Hydrauliköl mit 2.100 N/mm²sehrsteifreagieren,liegtStickstoff(bei150 Bar) bei vergleichsweise geringen 21 N/mm² Dieser niedrigere Wert wirkt sich im Presswerk wie ein Dämpfungselement aus: Schläge und Stöße, die in hydraulischen Systemen häufig zu Stempel- oder Formenverschleiß führen, werden deutlich abgefedert. Das Resul-
tat:einwerkzeugschonender,elastischerFertigungsprozess, der längere Standzeiten ermöglicht und gleichzeitig Prozesskräfte gezielter steuert.
DreiWegezurEffizienz
Steinel bietet Stickstofflösungen in drei Hauptbauformen:
Gasdruckfedern – standardisierte Normalien, autark verbaut in Stanz- und Umformwerkzeugen;
Verbundsysteme – standardisierte Komponenten im Schlauch- oder Plattenverbund, geeignet für höhere Taktzahlen;
Tankplattensysteme – individuell ausgelegte Einheiten mit maximaler Integration und Regelbarkeit. BesondersTankplattensinddiebevorzugteLösungbei Hochleistungsanwendungen mit hoher Baudichte, hohen Taktzahlen oder extremen Anforderungen an Präzision und Standzeit.
Alskunden-undwerkzeugspezifischkonzipiertesSystemlassensiesichoptimalandiejeweiligeAnwendung anpassen – auch zur Verwendung als pressenunabhängigeZiehkissenoderalsFederpaketefürdenmodularen Werkzeugbau. Sie unterstützen damit einen stabilen
Tankplatte als Werkzeugoberteil im modular aufgebauten Folgeverbundwerkzeug
und wiederholgenauen Umformprozess mit flachem Kraftanstieg – selbst unter variablen Fertigungsbedingungen.
WasTankplattensystemebesondersmacht
Tankplatten überzeugen durch technische Merkmale, die sie für anspruchsvolle Einsatzbereiche prädestinieren:
Auslegung für bis zu 150 Bar Fülldruck (marktüblich: 110 Bar),
Lebensdauer > 10 Millionen Hübe, wartungsarm,
Pressensteuerung kommuniziert mit Druckschalter,
zentrale Drucküberwachung, Kontrollarmaturen mit integrierter Berstsicherung,
optionaler Druckwächter,
Drücke können während der Fertigung angepasst werden,
gleichmäßige Druckverteilung über alle Zylinder,
Systemdruckanstieg begrenzt auf 20 Prozent, wodurch ein konstanter Kraftverlauf entsteht,
geringer Temperaturanstieg,
nachrüstbar in Bestandsanlagen.
Durch zusätzliche Volumenbohrungen oder externe SpeicherkanndasGesamtsystem weiter optimiert werden
– für eine noch flachere KraftkurveundgesteigerteProzesssicherheit.
Praxisbeispiel
Ein konkreter Anwendungsfall bei einem Kunden aus der Tellerfederproduktion zeigt den Unterschied deutlich: Ursprünglichwareinmodulares Werkzeug mit klassischen Systemfederpaketen ausgestattet. Trotz hochwertiger Komponenten kam es im Produktionsprozess schnell zu teils massiven Verschleißerscheinungen – bis hin zu abgerissenen Lochern oder gebrochenen Stempeln. Nach der Umrüstung auf eine 2-Kreis-Tankplatte mit 8 und 22 Zylindern konnte die Standzeitverdreifachtwerden – bei gleichzeitig planbarem Wartungsaufwand und reduziertem Ersatzteilbedarf Zudem ließ sich die benötigte Kraft exakt und reproduzierbar einstellen – ein Vorteil in der Serienfertigung.
WarmpresshärtenundTiefziehen
DieEinsatzmöglichkeitenvonTankplattensystemenreichen weit über klassische Stanz- und Biegeprozesse hinaus.BeimWarmpresshärtensorgenvernetzteSysteme für einen automatischen Höhenausgleich und stufenübergreifende Nutzung – ideal für anspruchsvolle Umformprozesse mit komplexen Werkzeuggeometrien. Auch im Tiefziehen haben sich Tankplatten bewährt: Eine gleichmäßige Druckverteilung über Verbundbohrungen, individuell regelbare Kreise und ein flacher Druckanstieg ermöglichen eine präzise und materialschonende Umformung (ff)
blechnet-TIPP
6, Stand 6308
21.−24.10.2025
Stuttgart
Schneidelemente
IdealfürIhrenAnwendungsfall
EntdeckenSie dieumfassendeAuswahl an Schneidelementenbei Meusburger: einfachzubestellen, stetsverfügbar undinbester Qualität.
IhreVorteile:
› Alle zylindrischen Schneidelemente ab Lager erhältlich
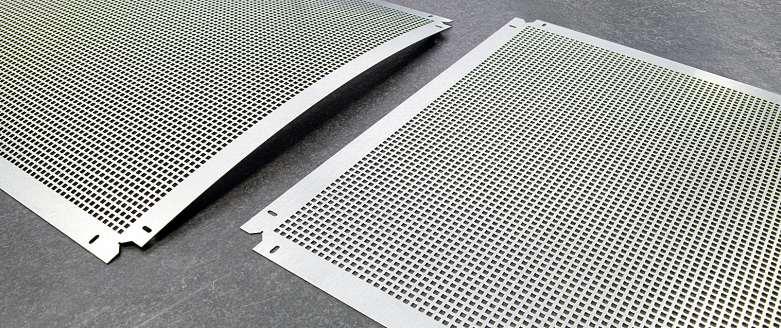
Hochlegierte Stähle schweißen: Die Auswahl des richtigen
Prozessgases reduziert Oxidation und Nacharbeit.
In der industriellen Fertigung gilt das Schweißen als Schlüsseltechnologie, die nicht nur für stabile Verbindungensorgt,sondernauchüberdieLanglebigkeit und Qualität ganzer Konstruktionen entscheidet. BesondersbeianspruchsvollenMaterialiensteigendieAn-
forderungen an den Prozess und mit ihnen die Herausforderungen. Fehlerhafte Schweißnähte, Oberflächenverfärbungen und poröse Strukturen führen häufig zu kostenintensiven Nacharbeiten oder sogar zu Produktausschuss.
BesonderskritischwirdesbeihochlegiertenStählen, wie sie in der chemischen und Lebensmittel verarbeitenden Industrie zum Einsatz kommen. Ihre komplexe Zusammensetzung verlangt höchste Präzision im Schweißprozess, da bereits geringe Abweichungen zu MaterialversprödungoderKorrosionsproblemenführen können. Ein zentraler Faktor mit entscheidendem Einfluss auf das Ergebnis: das verwendete Prozessgas zum Schweißen. Denn es schützt nicht nur das Schmelzbad, sondern beeinflusst direkt die mechanischen Eigenschaften und die optische Qualität der Schweißnaht.
Anspruchsvolle
Werkstoffe–großeVorteile undhoheRisiken
Hoch legierte Stähle wie Duplex-, Superduplex- oder austenitische Edelstähle bieten hervorragende Festigkeits- und Korrosionseigenschaften. Allerdings nur, wennihreGefügestrukturbeimSchweißenintaktbleibt. Diese Materialien enthalten Legierungselemente wie Nickel oder Molybdän, die bei hohen Temperaturen stark mit Sauerstoff reagieren. Die Folge: Oxidation an der Schweißnaht, Verfärbungen, Porenbildung und im schlimmsten Fall ein Verlust der gewünschten Werkstoffeigenschaften.
Die Balance zwischen Stabilität des Lichtbogens, Einbrandtiefe,NahtqualitätundVermeidungvonOxidation istkomplexundentscheidetdarüber,obnachgearbeitet werden muss oder ein optimales Ergebnis entsteht.
EinwesentlicherAspektbeimSchweißenhochlegierter StähleistdieReduktionunerwünschterchemischerReaktionen durch exakt angepasste Schutzgase. Diese GaseerzeugeneinekontrollierteAtmosphäre,welcheden Zutritt von Sauerstoff, Stickstoff oder Feuchtigkeit aus der Umgebungsluft unterbindet. Dadurch wird verhindert,dasssichOxideoderNitrideinderWärmeeinflusszone oder in der Schweißnaht selbst bilden. Solche Re-
Ihnen fast alles bis zu 30 mm Stärke und einer Abmessung von max 2000 x 4000 mm!
Freuen uns auf Ihre Anfragen unter Tel. 0931/406640 oder anfrage@roehl.de
Trennen&Verbinden
aktionsproduktegeltenalshäufigeUrsachefürVersprödung,RissbildungodereineerhöhteKorrosionsanfälligkeit. Besonders kritisch ist dabei der CO₂-Gehalt. Ein Anteil unter 3 Volumenprozent reicht aus, um die Ionisierung für einen stabilen Lichtbogen sicherzustellen. Gleichzeitig verhindert dieser niedrige Wert eine übermäßige Kohlenstoffaufnahme, was zur Bildung von Chromkarbiden führen kann. Diese sogenannte Sensibilisierung reduziert die Korrosionsresistenz insbesondere im interkristallinen Bereich und kann die Lebensdauer ganzer Anlagen deutlich verringern.
TemperaturmanagementdurchHeliumund Wasserstoff
BEILAGENHINWEIS B AGE EI NLHANGWE EN IS HIN
DieZusammensetzungdesSchutzgaseshaterheblichen Einfluss auf die thermische Steuerung beim MAGSchweißen hoch legierter Stähle. Helium etwa erhöht durch seine hohe Ionisierungsenergie die Lichtbogentemperatur und verbessert die Wärmeeinbringung in dasWerkstück.DasführtzueinergleichmäßigerenEinbrandtiefe, besserer Nahtflankenbenetzung und stabileren Prozessen, insbesondere bei dickwandigen Bauteilen oder höheren Schweißgeschwindigkeiten Wasserstoff wiederum wird in kleinen Anteilen beigemischt, um die Wärmeleitfähigkeit des Gases zu erhöhen und eine reduzierende Wirkung im Lichtbogen zu erzielen. Dies trägt zur Minimierung von OberflächenoxidationbeiundverbessertdasFließverhaltendes Schweißbads. Die Kombination beider Gase in abgestimmtenMischungenerlaubtes,Nahtqualität,Prozesssicherheit und Produktivität zu steigern.
Schutzgaslösungfürhochlegierte Werkstoffe
Dieser Ausgabe liegen Prospekte der Firma Q-FIN B.V. Quality Finishing, 5571SJBergeijk (NL), bei.
Wir bitten unsereLeser um freundliche Beachtung
Arcal M11 wurde speziell für die Anforderungen beim MAG-Schweißen hoch legierter Stähle entwickelt und ist auf die Eigenschaften korrosionsbeständiger Werkstoffe abgestimmt. Der weltweit tätige Gase- und Technologieanbieter Air Liquide hat das Schutzgas gemäß den Vorgaben der Schutzgasgruppe M11 nach DIN EN ISO14175konzipiert.DieZusammensetzungbasiertauf Argon als Hauptkomponente und enthält zusätzlich geringeAnteileanCO₂undWasserstoff DieseZusammensetzung ermöglicht einen stabilen Lichtbogen, verbessert die Nahtübergänge und reduziert unerwünschte Oxidation. Gerade bei hoch korrosionsbeständigen CrNi-Stählen und Nickelbasis-Werkstoffen lassen sich so Schweißergebnisse mit hoher Qualität und minimalem Nachbearbeitungsaufwand erzielen.
Die Reduktion von Nacharbeit, die Minimierung von OxidationunddielangfristigeSicherungderWerkstoffeigenschaftensindheutezentraleZielebeimSchweißen hochlegierterStähle.DerSchlüsselliegtineinerpräzise abgestimmten Schutzgasstrategie, die auf die spezifischen Anforderungen des Werkstoffs und der Schweißaufgabezugeschnittenist.ModerneSchutzgasmischungenermöglichennichtnurstabileProzesseundhöhere Schweißgeschwindigkeiten, sondern senken auch den Material- und Energieverbrauch. Ein klarer Gewinn für Wirtschaftlichkeit und Nachhaltigkeit. (ff)
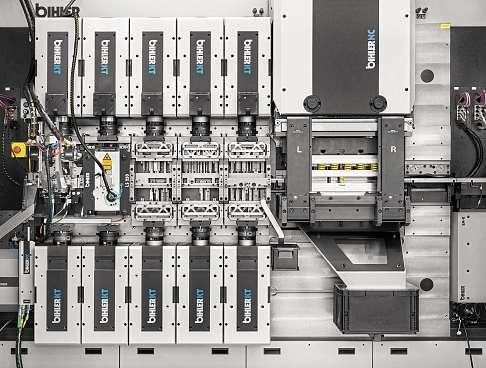
FSJ (Flexible Smart Job Shop) ist eine Kombination aus fortschrittlichen Technologien, smarter Software, künstlicher Intelligenz (KI), maschinellem Sehen, Robotik und Automatisierungslösungen, um dynamisch den Herausforderungen des modernen Marktes zu begegnen. FSJ integriert hochentwickelte Technologien zum SchneidenundSortieren,AbkantenundPaneelbiegenundkombiniertsiemit automatischenund/oderrobotisiertenLösungenfürdasBe-undEntladen, HandlingunddenZwischentransportvonMaterialien.
DURCHGÄNGIGER BLECHPROZESS
DurchgängigeProzesskette fürhöchsteEffizienz
Die Blechbearbeitung ist ein komplexes Feld, das die nahtlose Integration verschiedener Prozessschritte erfordert. Amada setzt hier mit der Software VPSS 4ie Maßstäbe und präsentiert einen durchgängigen Blechprozesses – vom Zuschnitt über das Biegen und Schweißen bis zum fertigen Teil.
In der heutigen Fertigungswelt, die von Individualisierung,kurzenLieferzeitenunddemStrebennach maximaler Effizienz geprägt ist, sind Insellösungen nicht mehr tragfähig Unternehmen benötigen integrierte Systeme, die Daten nahtlos zwischen verschiedenen Abteilungen und Maschinen austauschen können.
DieWahlderrichtigenVerbindung
Der Prozess bei Amada beginnt bereits bei der EntscheidungfürdiegeeigneteSchweißverbindung Schonindieser frühen Phase, noch bevor das Material überhaupt bearbeitet wird, setzt Amada auf eine intelligente Analyse. Die Software berücksichtigt Materialeigenschaften, geforderteFestigkeitenunddiespätereAnwendungdesBauteils, um die optimale Schweißmethode und -konfigura-
tioneinzusetzen.DiefrühzeitigeFestlegungderSchweißparameter und die damit verbundene präzise GeometrieplanungsindentscheidendfürdieQualitätundEffizienz dernachfolgendenSchritte.
Nach der Schweißbetrachtung erfolgt die Betrachtung desBiegeprozesses.HierkommtdieExpertisevonAmada in Kombination mit der durchgängigen Software besonders zum Tragen. Die Software berechnet präzise Biegeverkürzungen, die auf einer umfassenden Materialdatenbank und jahrzehntelanger Erfahrung basieren Herkömmliche Methoden erfordern oft manuelle AnpassungenundbergendasRisikovonFehlern,diezuAusschuss und Nacharbeit führen können. Die Amada-Software eliminiertdieseFehlerquellen,indemsiediegenauenAbmessungen, Winkel und Werkzeugpaarungen vordefiniert.
daeinebreitePaletteanhochmodernenTechnologien,die allenahtlosindieGesamtsoftwareintegriertsind.Kunden können zwischen verschiedenen Fertigungsmethoden wählen,jenachihrenspezifischenAnforderungen:
CNC-Stanztechnik: Ideal für die schnelle und wirtschaftliche Bearbeitung von dünnen bis mittleren Blechstärken. Die Amada-Stanzmaschinen sind bekannt für ihre Präzision und Vielseitigkeit.
Stanz-Laser-Kombinationstechnik: Vereint die Vorteile des Stanzens mit der Flexibilität des Laserschneidens
Reine Faserlaser: Für höchste Präzision, Geschwindigkeit und die Bearbeitung von komplexesten Geometrien sind Amadas Faserlaserlösungen die erste Wahl. Hervorragende Bearbeitung unterschiedlichster Materialien bei exzellenter Schnittqualität.
DasHerzstückdieserProzessketteistdiedurchgängige Software Livlots von Amada. Sie agiert als zentrale Steuerungsinstanz, die alle genannten Prozesse miteinander verbindet und koordiniert. Von der anfänglichen Designphase über die Schweißplanung, die Biegeparametereinstellung bis hin zur Generierung des Zuschnitts – das System sorgt für einen kontinuierlichen Datenfluss. Das Programm ermöglicht eine umfassende Simulation des gesamten Prozesses, sodass potenzielle Probleme frühzeitigerkanntundbehobenwerdenkönnen
Die Amada-Software bietet auch eine Vielzahl an intelligenten Fügehilfen, diese helfen bei der präzisen PositionierungundVerbindungvonBauteilen,insbesonderebei
komplexen Baugruppen. Visuelle Anleitungen und automatisierte Positionierungsvorschläge können den Montageprozess erheblich vereinfachen und beschleunigen. Darüber hinaus berücksichtigt die Software auch die eingesetzten Vorrichtungen und kann sogar bei der Konstruktion neuer Vorrichtungen helfen. Dies gewährleistet, dass die Werkstücke während des gesamten Bearbeitungsprozessesoptimalgehaltenundpositioniertwerden, wasdiePräzisionerhöhtundAusschussreduziert. MitderdurchgängigenBetrachtungdesBlechprozesses durch intelligente Software positioniert sich Amada als VorreiterinderBlechbearbeitungsindustrie.Kundenprofitierenvon:
höherer Effizienz: kürzere Durchlaufzeiten, reduzierte Rüstzeiten und minimierter Ausschuss;
maximaler Flexibilität: Anpassung an unterschiedlichste Anforderungen und die Möglichkeit zur schnellen Reaktion auf Änderungen;
Kosteneinsparungen: geringerer Materialverbrauch sowie Personalkosten und mehr Produktivzeiten;
geringerer Fehleranfälligkeit: Eliminierung manueller Fehlerquellen durch automatisierte Datenübertragung und Prozesssteuerung Amada bietet nicht nur Maschinen, sondern eine ganzheitliche Lösung, die Unternehmen dabei unterstützt, ihre Wettbewerbsfähigkeit auf einem zunehmend anspruchsvollenMarktzustärken. (ff)
blechnet-TIPP Effizienzauf Knopfdruck
Statt separater Insellösungen sorgt eine softwarebasierte zentrale Steuerung für nahtlose Abläufe beim Biegen, Schweißen und Zuschneiden. Fehlerquellen sinken, Durchlaufzeiten verkürzen sich – die Fertigung wird digital planbar und nachvollziehbar
Lieferzuverlässigkeit von99,7%
Im flexiblen Rohrproduktionscenter Variostar von Weil sind Mehrwalzenund Laserschweißanlage kombiniert.
FERTIGUNGS-KNOW-HOW AUS EINER HAND
VomCoilzum
präzisionsgefertigtenRohr
Vom Laserschweißen und -schneiden bis zur finalen Rohrformung bietet Weil Technology gemeinsam mit der Tochter Novatec Engineering schlüsselfertige Lösungen.
VERFASST VON
FelicitasLedig
Gruppenleiterin Marketing & Kommunikation
Weil Technology
Metallische Rohre sind in vielen Bereichen unersetzbar,alsKaminrohre,Lüftungsrohre,Schüttgutrohre, Abgasrohre, gerade, gebogen, als T-Stücke–umnureinigeAnwendungenzunennen.Um diese wirtschaftlich in hochwertiger Qualität herzustellen, bedarf es gut abgestimmter Produktionsschritte. Im Fertigungsprozess steht dem Ziel der ProduktivitätssteigerungofteinehoheVariantenvielfaltentgegen. Das gilt für die Wandstärken, Rohrlängen und Durchmesser genauso wie für die Rohrenden- und Weiterbearbeitung Globalisierung,kürzereProduktlebenszyklen und wachsende Kundenanforderungen steigern den BedarfhinzuimmermehrFlexibilitätinderFertigungstechnik.
Lösungen
auseinerHand
WeilTechnologybietetdafürgemeinsammitseinerseit 2024 zum Unternehmen gehörenden Tochter Novatec EngineeringschlüsselfertigeLösungenauseinerHand: vom Laserschweißen und -schneiden bis zur finalen
Rohrformung Die Anlagen von Weil und Novatec sind individuellnachKundenanforderungenkonstruiertund bieten eine hohe Flexibilität in der Rohrproduktion. Dank der werkzeugwechselfreien Fertigungstechnik könnenunterschiedlichstemetallischeRohreinkleinen undmittlerenLosgrößeneffektivhergestelltwerden–in hoherQualität,beibesterRentabilitätundmiterprobten und robusten Prozessen. Dafür werden kundenspezifisch alle benötigten Arbeitsschritte kombiniert – von der Blechumformung über das Fügen und Trennen durch Laser bis hin zu Rohrendenbearbeitungen und Beschriftung EinhoherAutomatisierungsgradallerFertigungsschritte ist möglich.
Ausgehend vom Coil oder Blechstapel bietet Weil Technology eine komplette Fertigungslinie zum endgeformten Rohr aus einer Hand. Der Kunde hat somit einen Ansprechpartner für die gesamte Lösung, von der ersten Anfrage bis zur Inbetriebnahme und darüber hinausfürServiceundWartung WeilTechnologyblickt auf über 35 Jahre Erfahrung mit Laserschweiß- und -schneidanlagen zurück. Novatec ist seit 2012 am Markt
Bild: We il Te chnology GmbH
tätig und arbeitet schon seit Längerem eng mit Weil zusammen. Aus diesem Wissen und der langjährigen ErfahrungwerdendieindividuellenRohrfertigungslösungen mit vielen weiteren Vorteilen für die jeweiligen Applikationen beim Kunden entwickelt.
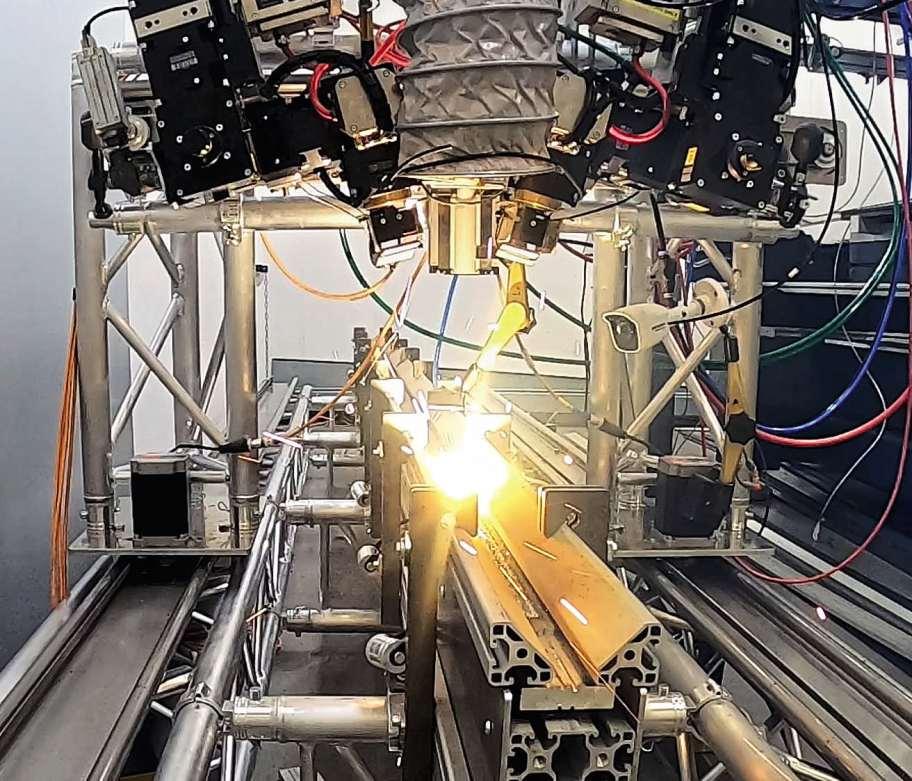
RollformenundLängsnahtschweißen
Für die Qualität und Effizienz ist vor allem der Rundbiegeprozessentscheidend.EinguterRundbiegeprozess istdieVoraussetzungfürdiespätereWeiterverarbeitung in der Schweißanlage. In der Schweißanlage läuft das gerundete, noch unverschweißte Rohr unter einer stehenden Laseroptik hindurch und wird geschweißt. Durch dieses innovative Konzept einer Durchlaufschweißanlage wird auf das zeitaufwendige statische Einspannen vor dem Schweißvorgang verzichtet. Dies führtzukürzerenTaktzeitenundeinerhöherenProduktivität. Kombiniert mit der stufenlosen Verstellung der Durchmesser ohne Werkzeugwechsel sind die Anlagen vonWeilTechnologybestensfürdieAnforderungenan die Flexibilität gerüstet. Zur Bedienfreundlichkeit könnenfürunterschiedlicheProduktvariantenindividuelle Datenhinterlegtwerden.AucheinLasermarkiersystem kann bei Bedarf direkt in die Anlage integriert werden. ZumBeispielmitdemFlexistar,derbewährtenflexiblen ProduktionsanlagezurHerstellungdünnwandigerQualitätsrohre mit Durchmesser 80 bis 800 Millimeter und Rohrlängen von 100 bis 2.000 Millimeter Das kompakte Rohrproduktionscenter mit Mehrwalzenrunden und LaserschweißenineinerAnlagezeichnetsichdurchdie kompakte Bauweise und die hohe Flexibilität aus. Es ermöglicht zudem die Fertigung von zwei unterschiedlichen Durchmessern im Wechsel, z. B. für doppelwandigeisolierteKaminrohre.AufdemFlexistarkönnenauch Rohre mit dünner Wandstärke ab 0,2 Millimetern gefertigt werden, wenn niedriges Gewicht oder MaterialersparnisausschlaggebendeFaktorensind.Dankseiner kompakten Bauform benötigt der Flexistar nur eine
Bild: We il Te chnology GmbH
geringe Aufstellfläche. Speziell für Rohre mit bis zu 3,5 Millimeter Wandstärke hat Weil Technology die vollautomatische Produktionslinie Variostar entwickelt Variostar deckt einen Durchmesserbereich von 80 bis 800 Millimetern, Rohrlängen bis zu 2.000 Millimetern und Materialstärken von 0,8 bis zu 3,5 Millimetern ab Keine Wechselteile über den gesamten Durchmesserbereich bedeuten schnelle Produktionswechsel. Indem die Schweißkanten stumpf lasergeschweißt werden, sinddieseexaktundsauberverbundenundweiseneine hohe Korrosionsbeständigkeit auf
Rohrendenbearbeitunggekoppelt
EinRohrendenbearbeitungs-Centerkanndirektmitder Längsnaht-Schweißmaschine gekoppelt werden. Das Transportsystem in Portalbauweise be- und entlädt die BearbeitungsstationenineinemgleichzeitigenTakt.Damit können – bei geringstem Platzbedarf – höchstmögliche Leistung, Fertigungssicherheit und Produktqualität garantiert werden. Zu den Optionen für die Bearbeitung der Rohrenden zählen das Expandieren, Kalibrieren, Sicken, Bördeln, Shrinken usw. Novatec bietet zusätzliche verschiedene Maschinen zum weiteren Formen von Rohren und deren Enden per Laserschneidenund-schweißen–beispielsweisezuRohrbögenoder T-Stücken. (ff)
Manuelles MIG/MAGSchweißen der nächsten Generation
Fortis
Die individuell nach Kundenanforderungen konzipierten Anlagen fertigen Rohre für unterschiedlichste Einsatzbereiche in kleinen und mittleren Losgrößen.
blechnet-TIPP
Weil Technology auf der Blechexpo: Halle 1, Stand 1506
So flexibel wie Ihr Arbeitsalltag Mehr Informationen finden Sie unter: www.fronius.de/fortis
Mit bis zu 240 optimierten Kennlinien, die speziell für die Anforderungen im Stahlbau entwickelt wurden, beeindruckt die Fortis-Baureihe durch ihre zuverlässige Schweißperformance
Neben Stahl meistert das MIG/MAGSchweißgerät auch Materialien wie Aluminium und Edelstahl mühelos, insbesondere in Kombination mit dem Impulslichtbogen.
VERFASST VON
SteffenKnecht
Geschäftsführer
Kärcher (CMA-Werksvertretung im süddeutschen Raum)
GEWINDESCHNEIDEN
Gewindeschneidzentrum steigertEffizienz
Lasergeschnittene Teile schnell, zuverlässig und unkompliziert nachbearbeiten – egal ob Gewindeschneiden, Bohren, Senken oder Reiben. Das von CMA entwickelte Gewindeschneidzentrum vereinfacht Arbeitsabläufe und bietet vielfältige Möglichkeiten.
VomBemühenkosteneffizienterundeinfacherzu produzieren angetrieben, hat sich die Firma LST247 mit Sitz in Beuren für die Investition in dasvonCMAentwickelteCNC-gesteuerteBohr-undGewindeschneidzentrum entschieden und hat diese Entscheidung nicht bereut.
AlsFull-Service-SystemlieferantbietetLST247seinen Kunden die komplette Prozesskette von der Online-Kalkulation bis zur fertigen Baugruppe. Über den firmen-
eigenen Online-Shop können Kunden rund um die Uhr Blechteile kalkulieren und direkt bestellen – von der Losgröße 1 bis zur Großserie.
Die FTC bietet Verfahrwege XY von 3000 x 1500 Millimetern, kann 2D DXF- oder DWG-Dateien einlesen und bietetdieFunktionenGewindeschneiden,Bohren(Standard / mit Spanbrechung / Hohlprofilzyklus), Senken, Fließbohren(mitoptimalerVorschubkurve),Reiben.Sie istaußerdemmiteinemWerkzeugtasterfürdieLängen-
Patrick Gugel von LST247 und Steffen Knecht von der Kärcher GmbH (CMA-Werksvertretung im süddeutschen Raum) sind begeistert von der Funktionalität und Prozesssicherheit der FTC.
vermessung und als Bruchdetektor ausgestattet und bietet eine 3D-Simulation sowie Kollisionswarnung
CNC-gesteuertenLösungfürdie Nachbearbeitung
Im Gespräch mit Patrick Gugel, einem der Geschäftsführer des familiengeführten schwäbischen Unternehmens, erläutert er, weshalb die Wahl auf das FTC-GewindeschneidzentrumvonCMAgefallenist.„Nachfast 30JahreninderBlechbearbeitungwissenwirgenau,wo dieKnackpunkteliegen.DiemechanischeNachbearbeitung unserer Laserteile ist extrem vielfältig und personalintensiv – jedes Teil erfordert unterschiedliche Bearbeitungsschritte, präzises Zeichnungslesen und fundierte mechanische Kenntnisse. Gleichzeitig wird es immerschwieriger,MitarbeitermitdieserbreitenQualifikation zu finden. Da haben wir uns gefragt: Wie könnenwirdurchAutomatisierungdieseKomplexitätreduzieren,KostensenkenundtrotzdemunserehohenQualitätsstandards halten? Aus diesem Grund haben wir nach einer nach einer CNC-gesteuerten Lösung für die Nachbearbeitung gesucht.“
Die Anforderungen von LST247 waren klar definiert: Alle wichtigen Nachbearbeitungsschritte – Gewindeschneiden, Bohren, Senken und Reiben – sollten in einemArbeitsgangabsolviertwerdenkönnen Außerdem wolltemaneinengroßerBearbeitungsbereichfürmaximale Flexibilität, Mehrfachaufspannungen und einen Pendelbetrieb „Einfache,schnelleProgrammierungwar
Laserteile in Setzkastenaufspannung
Laserteile mit Microjoints.
uns außerdem wichtig Und die Maschine sollte auch vonangelerntenKräftensicherbedientwerdenkönnen. Die FTC erfüllt jeden einzelnen dieser Punkte perfekt“, so Gugel.
OhneCNC-Programmierkenntnisse bedienbar
Das CNC-Gewindeschneidzentrum FTC von CMA.
blechnet-TIPP
CMA auf der Blechexpo: Halle 3, Stand 3401
Die Produktion mit der FTC ermöglicht dem UnternehmeneinekonstanthoheQualität.inderProduktion.Der automatische Höhentaster sorgt für exakte AusgleichsmaßnahmenbeiHöhentoleranzenderWerkstückeund erkennt Aufspannfehler, die zu Kollisionen führen könnten. „Ein weiterer Vorteil ist die nahtlose Integration in unsere digitalisierte Fertigung Die Programme fürdieFTCwerdendirektausvorhandenenCAD-Daten generiert,dieKundenbereitsüberunserenOnline-Konfigurator für die Preiskalkulation hochgeladen haben“, so Gugel weiter Durch die intuitive grafische Dialogprogrammierung sei dies auch direkt an der Maschine einfachundschnellfürMitarbeiterohneCNC-Programmierkenntnisse möglich.
Insgesamt ist LST247 sehr zufrieden mit der Investition in die FTC. „Sie ist robust, zuverlässig und liefert eineQualität,aufdiewirunsjederzeitverlassenkönnen. Für uns war das ein großer Schritt nach vorne – wir sparen Kosten, arbeiten effizienter und können unseren Kunden noch bessere Ergebnisse liefern.“ (ff)
Automatisiert Rohöfen verschweißen und ein breites Produktportfolio abdecken –durch das Zusammenspiel von digitalem Zwilling und Schweißrobotern kann Hase die steigende Nachfrage bedienen.
Ein Kaminofen verkörpert für immer mehr Menschen Gemütlichkeit pur und darf im Wohnzimmernichtfehlen.DarumsteigtauchdieNachfrage bei der Hase Kaminofenbau GmbH aus Trier stetig Inzwischen produziert das 1979 gegründete Familienunternehmen bis zu 15.000 Öfen jährlich – und das dank Automatisierung schneller und effizienter als zuvor.
DasZielderManufakturstandsomitfest:Mithilfevon SchweißroboterndieProduktivitäterhöhen,dieQualität sicherstellen,dieMitarbeiterentlastenunddabeizudem zukunftsorientiert denken „Wir wollten eine hochmoderne, flexible Roboteranlage bauen, die auch künftige, nochgarnichtexistenteModelleabarbeitenkann,ohne dass sich unsere Konstrukteure einschränken müssen oder die Produktion deshalb stillsteht“, erzählt Fischer „DeshalbspieltderdigitaleZwillingunsererAnlageeine entscheidende Rolle.“
DigitalerZwillingals HerzstückderSchweißanlage
Da Hase bereits seit 20 Jahren Roboter von Kuka im Einsatzhat,fielauchbeidemneuestenProjektdieWahlauf den führenden Anbieter intelligenter Robotertechnik. Besonders attraktiv an der Zusammenarbeit war dabei nicht nur die Möglichkeit, Kuka-Hardware in Form von zweiKRCybertechnanoARCHW,einerLineareinheitKL 250-3 sowie einem Positionierer einzusetzen.
VERFASST VON
JonasMicheler
Content Marketing Manager
Kuka
Alle Kaminöfen fertigt Hase zu 100 Prozent am rheinland-pfälzischen Firmenstandort, wo rund 200 Angestellte arbeiten. Neben „made in Germany“ setzt der Kaminofenspezialist auf Innovation – sei es durch jährlich neue Ofenmodelle, die intelligente Software iQ für sauberes Feuer oder die Automatisierung der Produktion durch Roboter „Ein Kaminofen hat sehr viele Schweißnähte – sie alle vonHandzuschweißen,dauertsehrlang“,weißFlorian Fischer, Leiter der Produktionsentwicklung bei Hase „Weil uns zunehmend Schweißfachleute fehlen und unsereAnlagenindieJahregekommenwaren,konnten wir vom boomenden Markt nur durch die Automatisierung unserer Produktion profitieren.“
DassKukaSoftwareundHardwareauseinerHandliefert,warentscheidend.DennerstdurchdasZusammenspielmitderSoftwareKukaSimunddemdigitalenZwilling der Anlage löste Hase seine aktuellen Herausforderungen.DieSimulationssoftwareerwecktRoboterapplikationenvirtuellzumLeben–nochbevordieAnlagein Betrieb genommen wird. Die offline programmierten Roboterbewegungsabläufe werden in Echtzeit abgebildet und hinsichtlich ihrer Taktzeiten analysiert und optimiert. Zudem simuliert das Add-on Kuka Sim Arcwelding die automatischen Schweißapplikationen. So lassen sich beispielsweise Anfahrtspositionen oder die optimale Ausrichtung der Roboter für den Schweißprozess definieren.
Ofenmodelleofflineschneller programmieren
„Sämtliche Schweißabfolgen und Bewegungsabläufe unsererbeidenRoboteraufderLineareinheitsimulieren wirimVorfeldmithilfevonKukaSimkomplettabgekapselt von der eigentlichen Anlage“, sagt Hase-ProgrammiererMartinAltmeier „OfflinekönnenwirsoeinOfenprogrammmithilfedesdigitalenZwillingsinzweiStunden programmieren Online müssten wir dafür eine Anlage zwei Wochen außer Betrieb nehmen. Das zeigt:
Dank der zwei Roboteranlagen von Kuka kann Hase nun bis zu 25.000 Öfen im Jahr produzieren – zuvor waren es maximal 15.000
OhnedieOfflineprogrammierungüberdieSimulationssoftware wäre unsere Produktion und die Entwicklung von neuen Modellen nicht so schnell und einfach möglich.“
MithilfedesdigitalenZwillingskannHasezudemdie Schweißabläuferealistischsimulieren,dieKonstrukteure erhalten ein identisches Abbild des späteren Produktionsprozesses.SokannHasemitdemdigitalenZwilling alle Schweißabläufe für neue Öfen erproben und am Ende auf dieser Grundlage das entsprechende Schweißprogramm für die Roboterzelle erstellen.
Ist das Programm für ein Ofenmodell fertig, können die Roboter direkt loslegen. Auf der Linearschiene schweißendiezweiSchweißroboterKRCybertechnano ARC – verbunden mit zwei Fronius-Stromquellen TPS 500i–automatischdieNähteinderfestgelegtenReihenfolge ab. „Zuvor haben wir in der Simulation exakt herausgefunden, wann welcher Roboter am besten welche Schweißnaht übernimmt“, erklärt Programmierer Altmeier,„damitwirkeinenVerzughaben,dieNähtedicht sind und wir die optimale Taktzeit erreichen.“
„Wir wollten die virtuelle Welt optimal mit der realen verbinden“, beschreibt Bernd von der Bank vom lang-
jährigenKuka-SystempartnerPaulvonderBankGmbH seine Intention bei dem Projekt. „Ob ich an der Anlage etwas verändere oder in der Simulation, ist egal, da in beiden Systemen das Gleiche passiert.“
Bisessoweitwar,dassKukaSimundSchweißroboter optimal zusammenarbeiten, entwickelten Hase, der Integrator Paul von der Bank und der Kuka Customer Service gemeinsam die Software weiter und programmierten eine maßgeschneiderte Lösung Besonders die Expertise von Hase war für das erfolgreiche Endergebnis maßgeblich
Damit die Simulation von Schweißnähten und die Schweißparameter optimal zur Arbeit der Robotersteu-
erung passten und der „Nach-Teach-Aufwand“ möglichst gering war, modifizierten die Beteiligten gemeinsamKukaSimentsprechenddenBedürfnissenvonHase Ein wichtiger Vorteil dabei: Die Daten sind zu 100 Prozentkonsistent,sodassdievirtuelleunddierealeSteuerung mit exakt denselben Informationen arbeiten. Auf dieseWeiseschafftKukaSimdieBasisfüreinevirtuelle Inbetriebnahme.
ErhöhteProduktivität dankHigh-End-Roboteranlage
Durch das exzellente Zusammenspiel von digitalem ZwillingundRoboternkonnteHasedieSchweißzeitpro Ofen von 45 Minuten auf 15 Minuten reduzieren. Aufgrund der guten Erfahrungen mit der Anlage hat Hase inzwischen eine zweite Anlage gebaut, die komplett identisch zur ersten ist. Durch die Automatisierung könnte der Kaminofenhersteller auf den zwei Anlagen nun bis zu 25.000 Öfen pro Jahr produzieren, während es zuvor mithilfe der fünf herkömmlichen Anlagen maximal 15.000 waren. Auch die Mitarbeitenden bei Hase begreifen die Automatisierungslösung angesichts des zunehmendenFachkräftemangelsnichtalsBedrohung ihrerArbeitsplätze,sondernalsExistenzsicherungihres Arbeitgebers. (st)
Mithilfe des digitalen Zwillings erhalten die Konstrukteure schon in der Prototypenphase ein identisches Abbild des Produktionsprozesses.
Software, die Konstruktion und Fertigung verbindet
• Spezialisierte Blechfunktionen direkt in Ihr CAD integriert
• Fertigungsgerechte Abwicklung unter Einbeziehung Ihrer Maschinen
• Integrierte Kostenkalkulation für Teile und Baugruppen, DXF und
VERFASST VON JohannesLülsdorf undTobiasGötz Geschäftsführender Gesellschafter und Projektmanagement
LBI oil free und REA Elektronik
SCHMIERSTOFFE
InnovativeSchmierstoffAuftragsysteme
Eine Kombination aus ölfreien Schmierstoffen und präzisen
Drucksystemen ermöglicht einen sparsamen, sauberen und exakt steuerbaren Schmierstoffauftrag, verbessert die Qualität der Werkstücke und leistet einen Beitrag zu nachhaltiger Fertigung.
In der industriellen Blechverarbeitung, insbesondere bei der Umformung und dem Stanzen, spielt der gezielte Einsatz von Schmierstoffen eine zentrale Rolle. Sie reduzieren Reibung und Verschleiß, verbessern die Werkstückqualität und verlängern die Standzeit von Werkzeugen. Gleichzeitig rücken Umweltaspekte, Arbeitssicherheit und Wirtschaftlichkeit stärker in den Fokus. In diesem Kontext gewinnen moderne Systeme zum präzisen, punktgenauen Aufbringen von ölfreien Schmierstoffen zunehmend an Bedeutung Die Kombination aus den ölfreien Spezialschmierstoffen der LBI oil free GmbH und den industriellen Kennzeichnungsund Applikationssystemen von REA Jet stellt eine zukunftsweisende Lösung für diese Anforderungen dar
ÖlfreieSchmierstoffe
KonventionelleSchmierstoffebasierenhäufigaufmineralölhaltigen Substanzen, die nicht nur hohe Reinigungsaufwände nach der Bearbeitung verursachen,
sondern auch problematische Auswirkungen auf Umwelt und Gesundheit haben. Überdosierungen, unkontrollierteVernebelungoderflächigeBenetzungverursachen unnötige Kosten und behindern nachfolgende Prozesse wie Schweißen, Lackieren oder Kleben. HerkömmlicheApplikationssystemekönnenSchmierstoffe oft nicht gezielt und kontrolliert auftragen, oder nur bedingt–dasführtzuhohemVerbrauch,Maschinenverschmutzung und einem unproduktiven Fertigungsumfeld.
LBI oil free hat sich auf die Entwicklung und Herstellung ölfreier Spezialschmierstoffe für die Metallverarbeitungspezialisiert.DieseFormulierungensindgezielt auf die Anforderungen der Kaltumformung und des Stanzens ausgelegt und bieten zahlreiche Vorteile:
Rückstandsarme Verarbeitung: Bauteile sind nach der Bearbeitung „touch-dry“ und lassen sich ohne Reinigung weiterverarbeiten.
Prozesskompatibilität: Die Mittel sind mit Schweiß-, Klebe- und Lackierprozessen (z. B. KTL) kompatibel.
Durch die Kombination der REA-Drucktechnik mit der von LBI speziell für diese Drucktechnik entwickelter Spezialschmierstoff-Reihe LUB print entsteht ein effektives Gesamtsystem.
Umwelt- und Arbeitsschutz: VOC-freie, ölfreie und in der Regel biologisch abbaubare Rezepturen verbessern die Nachhaltigkeit und bauen auf nachwachsenden Rohstoffen auf
Wirtschaftlichkeit: Der gezielte Auftrag senkt den Verbrauch, reduziert Ausschuss und verlängert Werkzeugstandzeiten.
PräzisionimAuftrag
Zur Applikation dieser Schmierstoffe nutzt LBI oil free dieDrucktechnologievonREAJet.Dieberührungslosen Inkjet-Systeme ermöglichen einen zielgerichteten und hochauflösenden Schmierstoffauftrag auf Bänder, Bleche oder einzelne Werkstücke – direkt vor der Umformung oder dem Stanzen. Vorteile:
punktgenauer, liniengenauer oder flächiger Schmierstoffauftrag;
nebelfreies Auftragen, keine Einhausung und Absaugung notwendig;
kontaktloses Drucken – auch bei hoher Bewegungsgeschwindigkeit;
minimale Verschwendung (Ressourceneffizienz) durch exakte Dosierung;
einfache Integration in bestehende Fertigungslinien;
Reproduzierbarkeit und digitale Steuerung für hohe Prozesssicherheit.
Durch die Kombination der REA-Drucktechnik mit den von LBI speziell für diese Drucktechnik entwickelten Spezialschmierstoff-Reihe LUB print entsteht ein besonders effektives Gesamtsystem: wirtschaftlich, sauberunddigitalkalkulierbar Sokönnenerstmaligfür die Bauteile bzgl. der Schmierstoffkosten Stückkosten ausgewertet werden.
Die Systeme finden Anwendung in verschiedenen Industriebereichen, etwa in der Automobilzulieferindustrie, der Elektrotechnik und im Bereich weiße Ware Beim Stanzen von Elektromotorblechen wird der Schmierstoff exakt entlang der Stanz-/Umformkontur aufgedruckt. Dadurch sinkt die Werkzeugbelastung, währendgleichzeitignachfolgendeProzessewieIsolierlackierung oder Verklebung nicht beeinträchtigt werden. Auch bei der Herstellung von Gehäusen, Haltern oder Verbindungselementen zeigt sich der Nutzen: Der Auftrag des Schmierstoffs kann exakt an Geometrien angepasst und bei Bedarf automatisch umgeschaltet werden – auch bei wechselnden Bauteilen im Taktbetrieb
REA-SystemeermöglichendiedigitaleEinbindungin die Pressen-/Stanzmaschinen und die Dokumentation jedes einzelnen Schmierstoffauftrags. In Verbindung mitderRückverfolgbarkeitvonWerkstückenergibtsich ein hohes Maß an Qualitätssicherung – eine wichtige Voraussetzung, um Produktionsfehler zu vermeiden, KostenexaktzuerfassenundKundenanforderungenzu erfüllen.
DieKombinationausölfreienSchmierstoffenvonLBI oil free und den präzisen Drucksystemen von REA setzt neue Maßstäbe in der Metall verarbeitenden Industrie. Sie ermöglicht einen sparsamen, sauberen und exakt steuerbarenSchmierstoffauftrag,verbessertdieQualität derWerkstückeundleisteteinenBeitragzunachhaltiger Fertigung Das System vereint Umweltschutz, Effizienz und Wirtschaftlichkeit – und ist damit bestens für die Anforderungen moderner Produktionsbetriebe geeignet. (ff)
blechnet-TIPP
REA Elektronik auf der Blechexpo: Halle 6, Stand 6301
SMD 3SERIE
SO VIELSEITIG WIE IHRE ANWENDUNG–VON KANTENVERRUNDUNG
R2 BIS FINISHING
·Entgratung
·Kantenverrundung
·Finishing
·Schlackeentfernung
·Oxidschichtentfernung
·Kleinteilebearbeitung
BLECHEXPO
Halle 5/ Stand 5301
VERFASST VON TheoDrechsel
Freier Autor
UMFORMSIMULATION
„Absolutzukunftsfähig inderAnwendung“
Am Standort Freyung von Hirschmann Automotive sorgt die Umformsimulation Stampack Xpress nicht nur für Entlastung in der mechanischen Fertigung, sie bietet auch Sicherheit in der Konstruktion.
Wer mit Hirschmann Automotive zusammenarbeitet, profitiert von weitreichenden Fähigkeiten in der Entwicklung elektrischer und elektronischer Bauteile sowie Baugruppen für die Automobilindustrie.„Wirsindeinstarker,zuverlässiger und zukunftsorientierter Partner, der die schwierigsten Herausforderungen hinsichtlich Steckverbindern, Kabel-Assemblies und Sensorsystemen löst“, unterstreicht Markus Peter, Head of Mechanical & Automation Engineering bei Hirschmann Automotive „AußerdemsindwirExpertenfürHochvoltanwendungenin elektrifizierten Fahrzeugen. In Freyung befindet sich zudem unser Kompetenzzentrum für Stanz-, Stanzbiegetechnologie und Einlegeteile sowie Konstruktionsbauteile aus allen gängigen Werkstoffen und nach Kundenvorgaben.“
Die1959gegründeteHirschmannAutomotiveGmbH mitHauptsitzinRankweilinÖsterreichbeschäftigtheute 6.900 Mitarbeiter Zum Produktportfolio der in den BereichenAutomotiveundMikromobilitätaktivenVorarlberger gehören Steckverbindungen, KontaktierungsundSensorsysteme,SpezialkabellösungensowieKunststoffumspritzungenvondiversenKfz-Bauteilen.Neben der Zentrale in Rankweil betreibt Hirschmann Automotive Produktionsstandorte in Freyung mit 180 Mitarbeitern sowie in Marokko, Mexiko, Rumänien, Tschechien und China.
AutomobilelektronikimFokus
Am niederbayerischen Standort geht es um Stanzkontakte, Zellverbinder, Hochvoltkontakte, Schirmhülsen,
Einpress-Terminals (HAPT) und andere Teile mit Materialstärken von 0,1 Millimeter bis 5 Millimeter Eine wichtige Rolle bei den anfallenden Aufgaben spielt die Simulationssoftware Stampack Xpress, die in Freyung seit 2022 eingesetzt wird. Damals suchte Hirschmann eine smarte Lösung für die Konstruktion der Radienübergänge von Rundsteckern zu Crimp, die bis dahin durch Versuche ermittelt wurden. Im Zuge einer CADSchulung wurde man auf Stampack aufmerksam ObwohlderAutomobilzuliefererauchdieSimulationssoftwareAnsyseinsetzt,fieldieEntscheidungfürdiezusätzliche Investition in Stampack Xpress. Für die Umformsimulation sprachen insbesondere das gute Preis-Leistungs-Verhältnis, die schnelle Umsetzbarkeit sowie die ergebnisorientierte Arbeitsweise
ErstschnelleAbschätzung,dannpräzise Simulation
StampackrechnetohneÄnderungderSimulationsdefinition sowohl mit dem schnellen Schalen-Solver eine erste Abschätzung und im Volumen dann eine exakte Beschreibung des Umformprozesses. Rückfederungsund deren Kompensationsberechnung sind ebenso enthalten wie der Toleranzcheck, mit dem in der Software die Einhaltung der Fertigungstoleranzen kontrolliert undAbweichungengrafischdargestelltwerdenkönnen. DerschnelleVolumen-SolversimuliertdieVorgängebei derUmformungdickerBlecheundbeiMaterialverdichtungen exakt und eignet sich deshalb auch hervorragend für die Simulation von Folgeverbundprozessen.
BeiHirschmannAutomotivekommtdieSoftwarebei allen Präge- und Biegeoperationen zum Einsatz, in Zukunft auch in der Umformung Stampack Xpress überzeugtdieNiederbayern,weilesdenWerkzeugbaudabei unterstützt, die Zahl der Korrekturschleifen zu reduzieren, die Durchlaufzeiten zu verringern und die Time to Market zu verkürzen.
Zumal die Mitarbeiter des Automobilzulieferers den kompetenten Aftersales Service sowie die hilfreichen (Online-)Schulungen von Stampack ebenfalls sehr schätzen „Wir sind mit der Umformsimulation sehr zufrieden:SiehatnichtnurunserebisherigenAnforderungen und Erwartungen vollauf erfüllt, sondern ist auch durch die ständige Weiterentwicklung und Anpassung der Datenbank absolut zukunftsfähig in der Anwendung“, fasst Markus Peter zusammen „Vor allem aber entlastet uns Stampack Xpress in der mechanischen FertigungundbietetunsvielSicherheitinderKonstruktion Mit dieser Software sind wir für die zukünftigen Herausforderungen nicht nur bei der Elektromobilität hervorragend aufgestellt!“ (st)
Stampack Xpress ermittelt die genaue Abwicklungslänge, erkennt potenzielle Kantenrisse frühzeitig, visualisiert und kompensiert das Rückfederungsverhalten – und reduziert so den Bedarf an kostenintensiven Prototypenwerkzeugen erheblich.
blechnet-TIPP Stampack auf der Blechexpo: Halle 6, Stand 6212
Vom CAD-Entwurf zur Realität: mit Solidworks und SPI Sheet Metal Works. Bild: SPI
VERFASST VON
Dr.IlzeIevina Marketing SPI
SOFTWARE
DirektvonCADzuCAM
Was haben ein Luxuskreuzfahrtschiff in arktischen Gewässern und ein Kraftwerk in der Sahara gemeinsam? Beide setzen auf präzise elektrotechnische Anlagen der Rolf Janssen GmbH – und beide profitieren von effizienten Fertigungsprozessen mit der SPI-Software.
Mit ostfriesischem Erfindergeist und viel Entschlossenheit startete Rolf Janssen 1949 seinen elektrotechnischenReparaturbetriebinAurich. Heute, 76 Jahre später, leitet sein Sohn Dieter die 250-köpfige Janssen-Gruppe mit fünf deutschen Standorten.DasUnternehmenbietetallesauseinerHand:von der Planung und Konstruktion bis zur Montage vor Ort, Inbetriebnahme und Wartung
KompetenzinElektrotechnik
DerErfolgderRolfJanssenGmbHbasiertaufjahrzehntelanger Erfahrung in der Energieverteilung Diese Expertise und der Anspruch, zuverlässige und langlebige Lösungen zu liefern, ermöglichen maßgeschneiderte Systemkomponenten für anspruchsvollste Umgebungen. „Überall, wo Energie verteilt werden muss, kann grundsätzlicheineJanssen-AnlagezumEinsatzkommen“,betont der Leiter der Konstruktion, Andreas Janssen. Das Kundenportfolio umfasst Kraftwerke, die absoluteZuverlässigkeiterfordern,Industrieanlagenmitkomplexer Automatisierung, Krankenhäuser, in denen Stromausfall keine Option ist, und Rechenzentren, die kritische Daten beherbergen. Kunden jeder Branche bringen spezifische Herausforderungen mit, doch alle erwartendieselbeKernkompetenz:präzisionsgefertigte elektro- und leittechnische Anlagen, termingerecht geliefert und auf langfristige Nutzung ausgelegt. Genau das liefert Rolf Janssen.
Ziel:eindurchgängigerWorkflow
InnovationsbereitschaftundkontinuierlicheWeiterentwicklungsindfestinderUnternehmenskulturvonRolf Janssenverankert.Schon1985setztemanaufCAD-Konstruktion, als andere noch mit Bleistift und Lineal arbeiteten.DieEinführungderSolidworks-3D-CAD-Software vor drei Jahren markierte die jüngste Modernisierung des Konstruktionsbereichs. Dies brachte jedoch auch Herausforderungen mit sich: „Wir hatten so viel GEODaten über die Jahre angesammelt, alle maschinennah entstanden. Die Frage war: Warum sollen wir den gesamten Fundus noch einmal neu erstellen?", erinnert sichAndreasJanssenandieAusgangssituation.DieEvaluierung verschiedener Ansätze machte schnell deutlich: Es brauchte eine Lösung, die nicht nur Bestandsdaten zuverlässig verarbeitet, sondern auch künftig einendurchgängigenCAD-zu-CAM-Workflowermöglicht. Die Anforderungen waren klar definiert, wie der Konstruktionsleitererläutert:„UnserZielwar,aufSolidworksSeite alles so modellieren zu können, dass wir keinen zusätzlichenZwischenschrittbenötigen.Wirwolltendie Werkzeuge bereits im Modell definieren, sodass beim ÜbergebenderGEO-DateienandieFertigungdirektklar ist, welche Werkzeuge wo angewendet werden sollen.“
„UnsereBesonderheitist,dasswirmehrals95Prozent unsererSchaltschränkeimBlechbereichselbstkonstruieren und fertigen. Von klassischer Serienfertigung kann bei uns kaum die Rede sein, denn fast jedes KundenprojektbringtindividuelleAnforderungenmitsich“, erklärt Andreas Janssen, Leitung Konstruktion. „Zwar verfügenwirübereinenumfangreichenBaukasten,mit dem wir viele Varianten abdecken können, doch letztlich ist jede Lösung ein Stück weit einzigartig und erfordertprojektspezifischeSonderbleche.Dasmachtuns im Wettbewerb stark: Wenn ein Kunde eine bestimmte Konstruktion wünscht, können wir sagen – kein Problem, die Anpassung bekommen Sie.“
Nach intensiver Marktanalyse entschied sich das Unternehmen Rolf Janssen für SPI Sheet Metal Works mit einer dazugehörigen Schnittstelle für die in der Fertigung eingesetzten Trumpf-Maschinen Die Software erweitert Solidworks um spezialisierte BlechbearbeitungsfunktionenundschaffteinenahtloseVerbindung zwischen Konstruktion und Fertigung
Arbeitsvorbereitungpraktischeliminiert
Eine wesentliche Veränderung seit der Einführung von Sheet Metal Works sind die im Vergleich zur Standardfunktionalität von Solidworks deutlich erweiterten Modellierungsmöglichkeiten. „Wir haben jetzt erheblich mehr Freiheiten bei der Konstruktion von Blechteilen –weit über das hinaus, was Solidworks mit den Bordmittelnleistenkann“,erklärtAndreasJanssen.Gleichzeitig wurde durch die Integration von Werkzeuginformationen direkt in die CAD-Modelle der gesamte Fertigungsprozess grundlegend verbessert. Die SPI-Schnittstelle generiert nicht nur die Blechabwicklung, sondern stellt maschinenspezifische Ausgabeformate zur Verfügung SokönnenbeispielsweiseDateieigenschaftenundKennzeichnungen an Laser übergeben, Umformwerkzeuge und Bearbeitungsmuster an Stanzen sowie Ober- und Unterwerkzeuge für das Biegen weitergegeben werden. Der neue Workflow führt zu einem direkten Übergang von der Konstruktion zur Fertigung „Wir können die Arbeitsvorbereitung praktisch eliminieren – als Konstrukteur kann man direkt maschinenfähige Daten erstellen", bestätigt der Konstruktionsleiter und unterstreicht damit die gewonnene Effizienz. Diese Umstellung bedeutet für Janssen nicht nur Zeitersparnis, sondern auch eine deutliche Verringerung von Übertragungsfehlern.
Die erfolgreiche Einführung von SPI Sheet Metal Works bei Rolf Janssen markiert erst den Beginn einer umfassenderen Transformation „Wir haben den Nachweis erbracht, dass das Tool und der neue Prozess funktionieren“, so Andreas Janssen. „Jetzt geht es darum, diese Lösung in der gesamten Breite unserer Fertigung zuimplementierenundnahtlosinunserebestehenden PDM-Systemabläufe zu integrieren.“
DienächstenSchritteumfassensowohlinterneDetailarbeit als auch die enge Zusammenarbeit mit SPI, um das Tool für die spezifischen Anforderungen weiter zu optimieren. So bleibt das Unternehmen auch künftig seinemAnspruchtreu:innovativeTechnologiennutzen, umKundeninallerWeltzuverlässigeelektrotechnische Lösungen zu liefern. (ff)
Die Firma Rolf Janssen GmbH ist bekannt für ihre modularen Schaltanlagensysteme.
blechnet-TIPP
SPI auf der Blechexpo: Halle 1, Stand 1005
BLECHEXPO/SCHWEISSTEC 2025
Innovationsschaufenster inStuttgart
Vom 21. bis 24. Oktober 2025 trifft sich die Branche zur 17. Blechexpo zusammen mit der 10. Schweisstec. Karriere, Kategoriesieger, KI, Kongress – Messeveranstalter und Aussteller gestalten eine hochkarätige Fachmesse mit hoher Internationalität, die weltweit Aufmerksamkeit erzielt. Es wird außerdem wieder der „best-Award“ verliehen.
In 9 Hallen des Stuttgarter Messegeländes dreht sich vom 21. bis 24. Oktober 2025 alles um Gegenwart und Zukunft der Blechbearbeitung.
In9vollenHallendesStuttgarterMessegeländesdreht sich vier Tage lang alles um Gegenwart und Zukunft der Blechbearbeitung Die Themen reichen von der thermischenundmechanischenBlechbe-undVerarbeitung samt Anlagenperipherie mit Steuerungen und Software über Lösungen für Handling und Zuführung bis zur Qualitätssicherung. Bei diesem Fachmesseduo können sich Anbieter und Anwender über aktuelle Entwicklungen informieren und im direkten Expertengespräch austauschen. Die Hallenstruktur sorgt für ÜbersichtundeineneffizientenMessebesuch:IndenHallen 1,3,5und7istBlech-,Rohr-undProfilbearbeitunguntergebracht. Die Hallen 4 und 6 haben die StanztechnologienzumThema.InderHalle9findenTrenn-,Füge-und VerbindungstechnologienihrenPlatz.DieHalle8fokussiertPressen-undUmformtechnologien.UnddieHalle 10schließlichbehandeltStahl-,MetallserviceundOber-
flächentechnik. Das Messe-Duo vereint zwei zentrale Technologien der Produktionstechnik; mit der klaren Themenstruktur können alle Messebesucher neue Systeme und Lösungen über gesamte Wertschöpfungsketten hinweg an einem Ort entdecken.
AwardzeichnetInnovationenaus
Der„best-Award“gehtinden5Wettbewerbs-Kategorien Blech-, Rohr- und Profilbearbeitung, Pressen und Umformtechnologien, Stanztechnologien, Trenn-, Fügeund Verbindungstechnologien sowie Stahl-, MetallserviceundOberflächentechnikineineneueRunde.Dieser Wettbewerb gehört mittlerweile traditionell zum Rahmenprogramm der Blechexpo/Schweisstec, denn er bringt herausragende Innovationen hervor Eine Fachjury ermittelt die Gewinner, die am ersten Messetag,
dem 21. Oktober 2025, in einer feierlichen Zeremonie geehrt werden. „Innovation ist der Schlüssel, um den aktuellen Wandel im industriellen Umfeld erfolgreich zu meistern“, sagt Jurymitglied Robin Kurth, Gruppenleiter Umformmaschinen und Projektmanager am Fraunhofer-IWU
Zukunftsperspektiven
amKarriere-Freitag
Ebenfalls zu den Messehighlights der Blechexpo/ Schweisstec2025wirdderKarriere-Freitaggehören,den derMesseveranstalterzusammenmitAusstellernunter dem Motto „Shape your dreams, metal your future“ ins Leben ruft. „Mit dieser Kampagne wollen wir es aktiv unterstützen, jungen Leuten Einblicke in den ArbeitsalltagzugebenundkonkreteKontaktezuUnternehmen zu knüpfen,“ betont Bettina Schall, Geschäftsführerin des Messeunternehmens P. E Schall. „Die Blechexpo/ Schweisstec ist eine hochanerkannten Businessplattform,aufdersichdieBranchenplayerpräsentieren.Das ist für Schüler, Studenten, Lehrer, Hochschulvertreter undBerufseinsteigereineeinmaligeGelegenheit,Informationen aus erster Hand über konkrete Berufsbilder und Karrieremöglichkeiten zu erhalten. Deshalb sind alle Interessierten sehr herzlich dazu eingeladen, die vielfältigen Technologien und Zukunftsmöglichkeiten inderBlechverarbeitungsbranchezuentdecken“,betont Bettina Schall.
PraxisorientiertesRahmenprogramm
Zum Messeduo kommen die Best Player der Blechbearbeitung und Fügetechnologie aus der ganzen Welt zusammen. Rund 45 Prozent der Aussteller kommen aus dem Ausland. Georg Knauer, Projektleiter beim Messeveranstalter P. E Schall, erwartet einen lebendigen Austausch und verweist auf das hochkarätige RahmenprogrammanallenMessetagen.NebenderPreisverleihung des„best-Award“amerstenMessetag,derKarriere-Kampagne am Freitag und dem täglichen Vortragsforum wirdauchder„bestCongres“mitStahl-Kommunikation einMagnetfürdasFachpublikumwerden.Erbringtam zweiten Messetag, dem 22. Oktober 2025, international anerkannteExpertenzusammen,umdasThema„KünstlicheIntelligenzunddieZukunftderBlechbearbeitung/ Fügetechnologie“praxisnahzudiskutieren.DieTeilnehmer werden zukunftsweisende Anwendungen von KITechnologien und ihre Potenziale in der Fertigung kennenlernen, sich über Best-Practices austauschen und praxisorientierte Lösungen für die Herausforderungen der Branche erleben. (ff)
INFO
Für Messebesucher:
Termin: 21.-24. Oktober 2025
Öffnungszeiten: Dienstag bis Donnerstag 9-17 Uhr, Freitag 9-15 Uhr
Tickets: 35,- Euro pro Tageskarte
Parken: P26, P30 und Bosch-Parkhaus
TauchenSie aufeinzigartigeWeise in dieWeltdes Rollformens ein! Erfahren Sie, wiewir denFortschritt desRollformens gemeinsam vorantreiben können.
WillkommeninHalle 3, Stand3403!
LASERSCHNEIDEN
Neue Features beim Biegen, Laserautomation, Biegeautomation, End-to-endSoftware und ein neues Kundenportal – dies sind die Highlights von Bystronic am Stand.
Bystronic zeigt unter anderem die Laser Cutting & Automation – By Cut 3015 mit By Trans Extended. Kunden gewinnen mehr Aufträge dank erhöhter QualitätbeimTeil–wenigerNachbearbeitung,wenigerProzesskosten,mehrProzesssicherheit und dank Automation kontinuierliche Produktion, wie es heißt.
MOBILE SCHWEISSRAUCHFILTER EFFIZIENTE
Die AL-KOCLEAN UNIT entfernt zuverlässig Späne,Stäube sowie Schweißrauch –mobil,leistungsstark undselbstreinigend
Jetzt persönlich beraten lassen.
Für das Tube Processing bringt Bystronic die By Tube Star 130 mit. Bystronic auf der Blechexpo: Halle 3, Stand 3107 www.bystronic.com/deu
UMFORMEN
PressentechnikfürBipolarplatten
AumStandstelltAidadieBEX-Serievor–einespeziellentwickeltePressenreihe zur Herstellung von Bipolarplatten für Brennstoffzellen und Elektrolyseure.
Die BEX-Pressen formen hochpräzise Strömungskanäle für Wasserstoff, Sauerstoff und Wasser Diese Strukturen erfordern engste Toleranzen. Die aus der ULX-Serie übernommene spielfreie Stößelführung verhindert seitliche Bewegungen und sorgt für höchste Präzision bei der Bearbeitung dünnster Materialien, wie es in einer Unternehmensmitteilung heißt.
Das Maschinenkonzept basiert auf einem Design mit zentralem Druckpunkt. Die gesamte Presskraft wirkt auf die Mitte des Tisches. Dadurch wird die Verformung zwischen Stößel und Tisch minimiert, die Werkzeugstandzeit erhöht und die Prozessstabilität verbessert. Große Seitenöffnungen ermöglichen die direkte Integration von Vorschubsystemen und somit einen optimierten Materialfluss, wie es weiter heißt. Die Konstruktion verhindert das Verziehen ultradünner Materialien und ermöglicht gratfreies Schneiden.
DieBEX-SerieistindreiLeistungsklassenerhältlich:8.000kN,12.000kNund 16.000 kN – jeweils als Servo- oder in konventioneller Ausführung Aida auf der Blechexpo: Halle 8, Stand 8302 www.aida-europe.com/de
KANTENBEARBEITUNG
InnovativeRicht-undEntgrattechnik
ImFokusvomAuftrittvonArkustehtdieEntgratmaschineEdgeBreaker6000, die Laser- und Stanzteile in einem Durchgang entgratet, verrundet und finisht – unterstützt durch den intelligenten Wizard Am Stand des Partners Teqram (Halle 5, Stand 5302) erleben Besucher das automatisierte Be- und Entladen an derneuenEntgratmaschineEdgeBreaker3000nextlive DieseAnlageentfernt lautHerstellerangaben Grate beidseitig in nur einem Durchgang und spart dabei bis zu 50 Prozent Bearbeitungszeit- und -kosten.
Auch die Richtmaschine Flat Master ist im Einsatz zu sehen.
Arku auf der Blechexpo: Halle 1, Stand 1001 www.arku.com/de
DISCOVER THE PLUS IN LINEAR
Stuttgart 21. -24.10.2025
Halle6
Stand6208
ErlebenSie liveauf derBlechexpo, wiesmart lineare Maschinen- und Werkzeugtechnologieseinkann.
STANZBIEGEN
DieZukunftderLineartechnologie
In Stuttgart präsentiert Bihler modulare Lösungen für die effiziente Linearfertigung von Stanzbiegeteilen und Baugruppen. Mit den leistungsstarken Maschinenplattformen der Modular-Serie sowie neuen kompakten Prozessmodulen profitieren Anwender von einer deutlich vereinfachten, flexiblen und besonders wertschöpfenden Produktion. Das Highlight in diesem Jahr: Die Live-Produktion von 500 zweiteiligen Steckverbindern pro Minute auf einer LM 2000-KT mit integrierten Umform- und Montageprozessen. Auf dem Bihler-Messestand können Fachbesucher das perfekte Zusammenspiel der einzelnen Prozessmodule in der Inline-Fertigung erleben. Neu: das flexibel einsetzbare Laserschweißmodul LSM 250 und das hochdynamische Montagemodul MMI 250 Das Laserschweißmodul ermöglicht das hochpräzise Verschweißen der Steckverbinder Es vereint dazu modernste Faserlaser-Technologie mit frei positionierbaren Optiken rund um das Bandmaterial – alles integriert in ein modulares, wartungsfreund-
lichesSystemmitstandardisiertem KonzeptfürdieSchutzumhausung Das Montagemodul erlaubt die leistungsstarkeMontagerotationssymmetrischer Zuführteile, wie Isokörper und Berührschutzkappen für Steckverbinderkontakte. Mit bis zu 500 Teilen pro Minute erfüllt es höchste Anforderungen an Taktleistung und Prozessstabilität innerhalb des Umformprozesses.DankderintegriertenSensorik, Servoantrieb und modularem Aufbau ist das Montagemodul sowohl schnell und zuverlässig sowie wartungsfreundlich und individuell anpassbar
NebendemLaserschweißmodulunddemMontagemodulpräsentiert Bihler auf seinem Messestand zwei weitere neu entwickelte ProzessmodulefürnochmehrWertschöpfunginnerhalbderModular-Serie – das GSE 250-Modul zum Gewindeformen und das MSE 250-Modul zum Schraubenfügen.
Bihler auf der Blechexpo: Halle 6, Stand 6208 www.bihler.de
Anzeige
AUF DER BLECHEXPO
Craemer: Full-Service-Blechumformer
Transparenz und Effizienz, Flexibilität und Reaktionsschnelligkeit, Qualität und Zuverlässigkeit garantieren effiziente Geschäftsbeziehungen. Mit über 100 Jahren Erfahrung in der Metallverarbeitung ist die Craemer Gruppe heute als Full-ServiceBlechumformer mit höchster Fertigungstiefe weltweit in verschiedenen Industriezweigen gefragt.
DasFamilienunternehmenmitMetallwerkeninDeutschlandund der Slowakei entwickelt, konstruiert und fertigt Präzisionsstanzund Umformteile hauptsächlich für Automobile wie Sitzstrukturund Gurtsystem-Komponenten. Die Einzelteile und Baugruppen werdenmitFolgeverbund-undTransferwerkzeugenaufmodernen Pressen mit Presskräften bis zu 25.000 Kilonewton gefertigt.
KONTAKT
CraemerGmbH
Brocker Straße 1 33442 Herzebrock-Clarholz info@craemer.com www.craemer.com/de
AlleinstellungsmerkmalistdieFertigungstiefe:Craemerbietetdie volle vertikale Integration mit weitgehender Eigenfertigung und kompletter Prozessverantwortung bei ausgelagerten Teilprojektschritten. Das umfasst Produktdesign mit Machbarkeitsanalysen, SimulationundKonzeptentwicklung,3D-Konstruktionund„Reverse Engineering“, Werkzeugbau, Pressensimulation und Herstellung einbaufertiger Serienartikel (Metallmodule wie Baugruppen) in Serienproduktion, ebenso wie die Produktion von Komplettlösungen, mit Just-in-Time-Versorgungskonzepten – für kleine, mittlere und Großserien.
DasLeistungsspektrumpräsentiertCraemeraufderBlechexpoin Stuttgart, Halle 4, Stand 4113. n
SchnelleReaktionszeiten RegionaleErsatzteillager LokaleTechniker Full LifecycleSupport
BESUCHE UNS: HALLE: 6-STAND: 6315
KOMPRESSOREN
Druckluft-undStickstofflösungen
In Stuttgart zeigen Boge und Inmatec, wie moderne Druckluft- und Stickstoffsysteme die Metallbearbeitung effizienter, nachhaltigerundpräzisermachen.ImFokusstehen wartungsfreundlicheKompressoren,smarte Steuerung und hochreine Stickstofferzeugung Von Einzelkomponenten bis zu schlüsselfertigen Gesamtlösungen liefert das starke Duo alles aus einer Hand.
Es wird die neueste Generation der Schraubenkompressoren S-4 im Leistungsbereich von 35 bis 75 Kilowatt gezeigt. Das kompakte Modell S 45 – 4 LF ermöglicht einen zuverlässigen, leisen und effizienten Betrieb Alle Wartungsteile sind von der Bedienseite aus zugänglich, was die Instandhaltungdeutlichvereinfacht,wieesineiner Mitteilungheißt.Großzügigdimensionierte Bauteile und energiesparende Permanentmagnetmotoren bei allen frequenzgeregeltenModellenminimiereninterneDruckverluste und steigern die Energieeffizienz.
Ein weiteres Highlight ist die intelligente Steuerung Airtelligence Provis 3.0 Sie ver-
netzt alle Komponenten des Druckluftnetzes,analysiertundoptimiertdasSystemverhalten und ermöglicht eine vorausschauende Instandhaltung, wie es heißt. Die Software unterstützt Energieaudits nach ISO 50001, bietet eine verbesserte FernüberwachungundkannsogarPhotovoltaikanlagen zur Eigenstromnutzung einbinden.
Für präzises Laserschneiden präsentiert Inmatec am Gemeinschaftsstand das „gemischte Doppel“ aus Stickstoffgenerator PNK150undWasserstoff-KatalysatorH₂KAT. Diese Kombination ermöglicht die On-SiteErzeugung von hochreinem Stickstoff (bis zu 99,999 Prozent Reinheit, 5.0) direkt aus der Umgebungsluft, heißt es.
Das zweistufige Verfahren umfasst die PSA-Technologie sowie die katalytische Nachreinigung und reduziert nach Herstellerangaben den Energieverbrauch im VergleichzuherkömmlichenVerfahrenumbis zu 50 Prozent.
BogeaufderBlechexpo: Halle 1, Stand 1011 www.boge.com/de
Die Schröder Group zeigt Schwenkbiegemaschinen für höchste Ansprüche. Highlight ist die MAK 4 Evolution UD für die vollautomatische Bearbeitung von Blechen bis 6 Millimeter Stärke.
DieMAK4EvolutionUDwirdinderVersionmit3200 Milimeter Arbeitslänge in Vollausstattung mit automatischen Werkzeugwechslern für Oberwange und Biegewange gezeigt, die die Rüstzeiten entscheidend verkürzen.MitderPOS30003D-Grafiksteuerung,derUp-andDown-BiegewangeunddemAdvancedHandlingSystem (AHS) können Werkstücke nach einmaligem Anschlagen des Bleches vollautomatisch fertiggestellt werden. Beim AHS handelt sich um einen pneumatischen Anschlag auf einem Drehteller Bis zu 3700 × 1500 Millimeter große Platinen mit bis zu 236 Kilo Gewicht können von diesem sicher und präzise positioniert werden. Zum AHS gehören ein Kamerasystem zum Vermessen der Blechkontur, motorische Referenzierachsen zum Anschlagen und ein eigenes Sicherheitskonzept.
Die motorische Schwenkbiegemaschine PowerBend Multi (PBM) 4000 × 2,0 Millimeter ist ein Ausstellungsstück, das Klempner unter anderem für drei Besonderheitenliebenwerden:DerAnschlagkannschräggestellt werden, um das konische Biegen zu ermöglichen Das bedeutet, es lassen sich präzise ineinander schiebbare Profile herstellen. Die motorische Biegewangenverstellung der PBM ermöglicht den schnellen Wechsel zwischenverschiedenenBlechdickenohnemanuellenEingriff Und die drehbare Oberwange bietet nicht nur Flexibilität, sondern auch die ungemein praktische Zudrückfunktion: Hohlumschläge können komplett auf einmalmitderBiegewangegefertigtwerdenanstattwie bisher in zwei Schritten mit der Oberwange Diese Zudrückfunktion ist jetzt auch auf einer weiteren auf der Messe gezeigten Maschine verfügbar: der Power Bend Professional.SokönnenHohlumschlägemitWiederholgenauigkeit in Serie erzeugt werden.
Ein weiteres Schwenkbiegekraftpaket ist die PowerBend Industrial UD 4000 × 5,0 Millimeter Sie ist die perfekte Lösung für die industrielle Bearbeitung von dickenunddünnen,großflächigenBlechen Ihrgrößter Vorteil ist der Oberwangenhub von 850 Millimeter, der Schachteltiefen bis 400 Milimeter ermöglicht. Schröder auf der Blechexpo: Halle 1, Stand 1804 www.schroedergroup.eu/de
blechnet.com/hilfe oder E-Mail an vertrieb@vogel.de mit Betreff „blechnet” Gerne mit Angabe Ihrer Kundennummer vom Adressetikett: *CS-1234567* Redaktionsservice
Kontakt zur Redaktion: Tel. +49 931 418-2333 fachmedien@vogel.de
Leitende Redakteurin: Frauke Finus (V. i. S. d. P.)
Freie Mitarbeiter:
Markus Aistermann, Theo Drechsel, Patricia Fischer, Jenny Göser-Eckert, Tobias Götz, Hannes Gutekunst, Ursula Herrling-Tusch, Ilze Ievina, Steffen Knecht, Christina Kölbl, Felicitas Ledig, Johannes Lülsdorf, Jonas Micheler, Tobias Möldner, Sabine Prohaska, Norbert Semsch, Cornelia Teppe und Axel Willuhn.
Layout: Alexandra Geißner
Schreibweisen, Firmen- und Produktnamen: Wir halten uns generell an die Schreibempfehlungen des Dudens.
Haftungsausschluss:
Für den Inhalt der einzelnen Artikel sind die jeweils benannten Autoren verantwortlich, er spiegelt nicht zwangsläufig die Meinung der Redaktion wider. Eine Haftung für die Richtigkeit der Veröffentlichungen kann trotz sorgfältiger Prüfung nicht übernommen werden. Kein Teil dieser Publikation darf ohne ausdrückliche schriftliche Genehmigung in irgendeiner Form reproduziert oder unter Verwendung elektronischer Systeme verarbeitet, vervielfältigt oder verbreitet werden.
VerkaufvonMedialeistungen
Director Sales: Annika Schlosser Tel. +49 931 418-2982 sales@vogel.de
Dr. Kurt Eckernkamp GmbH, Nina Eckernkamp, Klaus-Ulrich von Wangenheim, Heiko Lindner, Axel von Kaphengst Geschäftsführung: Matthias Bauer (Vorsitz), Dennis Hirthammer, Günter Schürger
Druck:
Vogel Druck und Medienservice GmbH Leibnizstraße 5, 97204 Höchberg
Gedruckt auf PEFC zertifiziertem Papier Gedruckt mit mineralölfreien Druckfarben
Fragen zur Produktsicherheit: produktsicherheit@vogel.de
Copyright: Vogel Communications Group GmbH & Co. KG
BETRIEBSAUSRÜSTUNG
LagersystemefürBlechundLanggut
Remmert zeigt am Stand effiziente Intralogistik-Lösungen für Bleche und Langgut, universelleLaserautomationfür2bis4Laser sowie platzoptimierte Lagersysteme mit WMS-Lösung
Laser flex ist eine der universellsten und schnellsten Laser-Automationslösungen, wiederHerstellermitteilt.Übereinezentrale Automationslinie können bis zu vier Laserschneidmaschinen automatisiert werden. Dabei kann jede Laserschneidmaschine,ganzgleichwelcherHersteller,integriert werden. Mit „Integrated Solutions“ präsentiert Remmert zudem seine Softwarelösungen der nächsten Generation. Remmert auf der Blechexpo: Halle 1, Stand 1006 www.remmert.de
VERBINDEN
FlexibleundeffizienteSchweißfertigung
In Stuttgart stehen bei Cloos praxisnahe Live-Demonstrationen, modulare Systemlösungen und zukunftsweisende Technologien für eine flexible und effiziente Schweißfertigung im Mittelpunkt.
Ein Highlight des Messeauftritts ist das kompakte Standard-Robotersystem, das verschiedene Schweißprozesse und Bauteile in einem modularen Aufbau demonstriert.DieZellezeigteindrucksvoll,wiesichCloos-Technologieflexibel skalieren und in unterschiedlichste Produktionsumgebungen integrieren lässt – von der Einzelteilfertigung bis zur Serienproduktion.
Mit dem Arc Bot präsentiert Cloos eine kollaborative Lösung für das automatisierteSchweißenkleinerStückzahlenundvariierenderBauteilgeometrien.Der einfach programmierbare Cobot eignet sich ideal für flexible Produktionsumgebungen. Zum Einsatz kommt unter anderem der innovative Schweißprozess Motion Weld – ein energiereduzierter, spritzerarmer Kurzlichtbogen mit reversierendem Draht, speziell entwickelt für den Dünnblechbereich.
Neben dem Schweißen informiert Cloos auch über Lösungen für das automatisierte Schleifen.
Cloos auf der Blechexpo: Halle 9, Stand 9306 www.cloos-group.com/de
HANDHABUNG
Wie können digitale Auslegung, flexible Greifsysteme und ergonomische Handhabungslösungen die Blechverarbeitung effizienter machen? Antworten daraufgibtesaufderBlechexpo beim Vakuum-Spezialisten Schmalz.
Mit dem Digital Engineering Service entstehen digitale Auslegungen maßgeschneiderter Greiflösungen automatisiert, was bisher wegen des enormen Datenvolumens und des hohen Zeitaufwands schlichtweg nicht möglich war. Mit nur wenigen Klicks erhalten Anwender eine zuverlässige Auslegung, exakt abgestimmt auf ihre Werkstücke
Schmalz auf der Blechexpo: Halle 1, Stand 1110 www.schmalz.com/de Bild: Schma lz
KONSTRUKTION
Software-UpdatemitKI-Assistenten
Lantek stellt auf der Blechexpo in Stuttgart sei Software-Update V45 mit vielen Innovationen vor. Darunter auch Kai – der KI-Assistent. Für die Smart Factory markiert die EinführungeinenweiterengroßenEntwicklungsschritt in der Digitalisierung und Effizienz,wieLantekmitteilt.Ihrebedeutenden Schwerpunkte sind künstliche Intelligenz (KI), plattformübergreifende Integration und fortschrittliche Konnektivität Zu den Highlights gehört die Vorstellung von Kai, einer neuen Generation KI-basierter Dienste und Funktionen. Von Lantek entwickelt, wirdKaimitdemSoftware-Updatealsneuer Assistent eingeführt, der über mehrere Anwendungen hinweg verfügbar ist. Er unter-
kunft, in der Künstliche Intelligenz eine zentrale Rolle in der industriellen Software spielt.
Die Version V45 beinhaltet außerdem eineAusgabederBiegesoftwareLantekBend, dievollständigmitdenSchneid-,MES-und ERP-LösungenvonLantekintegriertist–sowohl hinsichtlich seiner Funktionalität als auch der Datenstruktur Das gewährleistet eine verbesserte Konsistenz und Rückverfolgbarkeit während des gesamten Produktionsprozesses. Darüber hinaus hat Lantek sein Palettierungsmodul Lantek Stackmaster vollständig überarbeitet. Damit folgt es den bedeutenden technologischen Entwicklungen bei Blechbearbeitungsmaschieinrichtung Mit der Neudie Lantek Software die derungen an das Modul üllen und den Materialdie Arbeitsabläufe des oduktionsmanagements integrieren. wichtigeInnovation,die , ist die Weiterentwick(Assembly to Nesting). ührung auf der Euroesenormnachgefragt,da rtigung von 3D-Blechteilen BaugruppeninMinutenleistet,was er Stunden dauerte. Das e V45 kommt nun mit rbesserungen bei der Benutzerund der Abwicklungsdurch die Nutzung von eugdaten. Diese Upgrades nochmals die Fähigkeit von gang vom Entwurf zum ess und zur Fertigung zu optimieren und zu be-
VERBINDEN Automatisch blindnieten
Blechexpo: 1111 m/de
Neben der GAV-Neo, einer Weiterentwicklung des bewährten Blindnietautomaten, feiert das akkubetriebene Blindnietmutternsetzgerät Fire Birdie seine Messepremiere am Stand von Gesipa Mit der GAV-Neo zeigt das Unternehmen eineautomatisierteBlindnietanlage,diehohe Setzkraft, kurze Taktzeiten und einen vollständig elektrischen sowie ölfreien Betrieb bietet. Der Verzicht auf Druckluft macht die Anlage nicht nur energieeffizienter, sondern reduziert auch den Wartungsaufwand und senkt die Betriebskosten, wie es heißt.
Ergänzend dazu wird der Fire Birdie vorgestellt – ein besonders leichtes Akku-SetzgerätfürBlindnietmuttern.EsistmitAkkus des herstellerübergreifenden Cordless AllianceSystems(CAS)ausgestattetundfürden mobilen Einsatz konzipiert, etwa in Bereichen mit eingeschränktem Zugang Das GerätunterstütztdaskontinuierlicheAuf-und Abdrillen, auch bei langen oder vorgesteckten Blindnietmuttern.
DGH entwickelte ein automatisiertes System zur Inspektion von Schweißverbindungen mit Kameras und Beleuchtung, die auf Robotern montiert sind.
Eine Technologie mit industrieller Bildverarbeitung in Verbindung mit KI prüft automatisiert Schweißverbindungen bei Rohkarossieren und identifiziert Anomalien. Die Anwendung verbessert die Konsistenz, Geschwindigkeit, Zuverlässigkeit und Genauigkeit des gesamten Inspektionsprozesses – und zwar vollständig autonom.
In der Automobilproduktion gelten hohe Qualitätsstandards. Dies trifft natürlich auch auf Schweißprozesse an der Rohkarosserie (Body in White) zu. Die Bedeutung der Stabilität der Karosserie ist selbsterklärend.SpannenderistdieFrage,wiediehoheQualitätbei Schweißverbindungensichergestelltwerdenkann–und zwarautomatisiertundlückenlos.DieHerausforderung liegtnämlichdarin,dassvieleverschiedeneDefekteauftretenkönnen,welchedieQualitätderKarosseriebeeinträchtigen. So müssen beispielsweise Risse, unvollständigeSchweißnähteundunregelmäßigeSchweißmuster präzise identifiziert werden. Genau diese Herausforderung ging die DGH Group an. Das spanische Unternehmen,dasseinenHauptsitzinValladolidhatundkürzlich in die Groupe ADF integriert wurde, unterstützt eine Vielzahl von Industriesegmenten mit innovativen Produkten. Herausgekommen ist eine Inspektionsanlage, innerhalb derer automatisiert Bilder von Schweißverbindungen aufgenommen werden. Diese werden dann sofort von den KI-basierten Algorithmen von MV Tec Halcon und der DGH-Bildverarbeitungssoftware überprüft.DieSoftwareübermitteltdieErgebnisse–OKoder NOK–andieSPS Diesesteuert,wiedannentsprechend mit der Karosserie weiterverfahren wird. Halcon ist die Standardsoftware für die industrielle Bildverarbeitung (Machine Vision) aus dem Hause MV Tec. Das Familienunternehmen mit Sitz in München entwickelt seit der Gründung im Jahr 1996 hardwareunabhängige Bildverarbeitungssoftware für industrielle Anwendungen und zählt zu Technologieführern in diesem Bereich – auch weil das Unternehmen verschiedene leistungsstarke Deep-Learning-Algorithmen bietet.
OptischeInspektion
Deep Learning ist eine Spielart der Künstlichen Intelligenz. In der industriellen Bildverarbeitung ermöglicht DeepLearningdieUmsetzungvonimmermehrAnwendungen,auchsolchen,diebislangnichtmöglichwaren. DarüberhinauskanndieLeistungbestehenderApplikationen erheblich verbessert werden. Diese Entwicklungen machte sich auch die DGH Group zunutze. Im Auftrag eines großen französischen Automobilkonzerns entwickeltedasExperten-TeamderDGHGroupdieautomatisierte Anlage zur Inspektion von Schweißverbindungen durch Metall-Inertgas-Schweißens (MIG-
Schweißen). „Bislang wurde die Prüfung immer von langjährigen Mitarbeitern durchgeführt. Denn es ist nicht immer einfach zu erkennen, ob die Qualität der Schweißverbindung der unterschiedlichen Verfahren OK ist. Bei der Umsetzung der neuen Anlage haben wir daher die Erfahrung der Mitarbeiter einfließen lassen. Und zwar haben wir mit ihrem Wissen der zugrunde liegenden Deep-Learning-Netze trainiert Die geforderten robusten Erkennungsraten sind nur durch den Einsatz von Deep Learning möglich“, erklärt Guillermo Martín,Innovation&TechnologyDirectorbeiDGH.Das primäreZielbeiderUmsetzungwares,einensehrhohen Qualitätsstandard aller Schweißnähte zu erreichen. Daneben sollten durch die neue, autonome Qualitätsinspektion die grundsätzlichen Vorteile der Automatisierung zum Tragen kommen. Nämlich eine höhere Geschwindigkeit,Zuverlässigkeit,Genauigkeitsowieklare Konsistenz bei der Entscheidung – im Gegenteil zur Subjektivität der Entscheidung bei Menschen.
DieUmsetzungeinerentsprechendenAnlagewarmit einigen Herausforderungen verbunden. „Für uns war klar, dass wir das System auf Basis von Machine Vision umsetzen müssen. Sensoren oder klassische 2D-VisionSysteme scheitern an der Komplexität der Schweißnähte Die erste Herausforderung war es somit, eine tragfähigeLösungzuentwickelnunddieverschiedenenArten von Defekten sicher zu erkennen. Außerdem war es notwendig, und darin lag die zweite Herausforderung, dasWissendererfahrenenMitarbeiterindiesesSystem, eine Deep-Learning-Applikation, zu übertragen. Die dritte Herausforderung bestand schließlich darin, die Inspektionsprozesse in kurzer Zeit durchzuführen. Grund dafür sind die eng getakteten Zykluszeiten“, erklärt Martín. Die nun umgesetzte Anlage bei dem französischemAutomobilherstellerarbeitetwiefolgt:Wenn eineKarosserieanderKontrollstationankommt,löstdie SPS verschiedene Kontrollvorgänge aus. Wenn die Station einen Auslöser empfängt, nehmen die angebrachten 2D-Kameras einzeln oder nacheinander Fotos von denSchweißverbindungenaufundübertragendieseper Gig-E-Vision-ProtokollandieMachine-Vision-Software, wo diese verarbeitet werden. Geprüft wird, ob Anomalien rund um die Schweißnähte zu erkennen sind Die Anlage ist in der Lage, unterschiedliche Schweißfugen, -nähte und -punkte, die in diversen Schweißverfahren entstanden sind, verlässlich zu prüfen.
Bild: DGH
Im Anschluss werden die Daten an die SPS gesendet und die entsprechenden Ergebnisse auf einem Bildschirmvisualisiert.DievonderDGHGroupentwickelte Inspektionsanwendung wurde auf einem Industrie-PC entwickeltunddasSystemüberwachtkontinuierlichdie KommunikationmitderSPSderFertigungsanlagesowie mit mehreren 2D-Kameras Das Herzstück des Setups bildet die Machine-Vision-Software Halcon.
Deep-Learning-Methoden
UmdieDefekteverlässlichzuerkennen,werdenvonder Bildverarbeitungssoftware zwei Deep-Learning-Methodengenutzt.Zunächstkommt„InstanceSegmentation” zum Einsatz, um auf den aufgenommenen Bildern die relevante Stelle, also die Schweißnaht, zu lokalisieren DieseDeep-Learning-TechnologieistinderLage,Objekte pixelgenau verschiedenen, eintrainierten Klassen zuzuordnen.ImnächstenSchrittkommt„AnomalyDetection“ zum Einsatz.
Die Deep-Learning-basierte Anomalieerkennung ermöglichtdieautomatisierteOberflächeninspektionund erkennt zielsicher Abweichungen, also Defekte, jeglicher Art. „Anomaly Detection hatte für uns zwei entscheidende Vorteile: Auf der einen Seite sind die Erkennungsratensehrhochundrobust.AufderanderenSeite war das Training der zugrundeliegenden neuronalen Netze einfach. Denn es waren hauptsächlich „Gut-Bilder“, also Aufnahmen von Schweißverbindungen ohne Defekte, für das Training der Deep-Learning-Netze notwendig Das Netz zur Erkennung von Anomalien wird nurmitgutenBilderntrainiert.DasVorhandenseinvon „Schlecht-Bildern“ ist zwar keine Voraussetzung für die Anomalieerkennung, einige wenige Schlecht-Bilder könnenjedochhelfen,denoptimalenSchwellenwertzur UnterscheidungzwischengutenunddefektenSchweißnähten zu finden Dieser Schwellenwert wird auf den Anomalie-Score angewendet, der das Ergebnis des Anomalie-Erkennungsnetzes ist. Die Bestimmung des Schwellenwerts ist jedoch nicht Teil des Trainings. Wir haben so nur eine geringe Anzahl von Gut-Bildern benötigt. Das ist sehr praktisch, da diese schnell und einfachvorliegen BildervonDefektensinddeutlichschwerer zu organisieren, ganz zu schweigen davon, dass es unmöglich ist, Bilder von sämtlichen Defekten zu erhalten Hier hat Deep Learning einen klaren Vorteil“, erklärt Guillermo Martín. In Bildern von Schweißnähten, die sich von den eintrainierten Bildern unterscheiden, werdendieAnomalienbzw.Defektezuverlässigerkannt Wie groß das Delta zwischen OK und NOK dabei ist, bestimmt der Schwellenwert. Der Schwellenwert ist ein ParameterinnerhalbvonDeep-Learning-Methoden,der regelt, bis zu welchem Wert das zu prüfende Bild von demtrainierten„Gut-Bild“abweichendarf DiesenParameter kann der Nutzer frei einstellen und hat somit die Möglichkeit, Transparenz in die „Black-Box“ der Entscheidungsfindung von künstlicher Intelligenz zu bringen.
Die Technologie Deep Learning erfordert, dass vor dem Betrieb die neuronalen Netze mit Bildern trainiert werden. Diese Bilder müssen für das Training zunächst gelabelt werden. Für diese Arbeiten im Vorfeld nutzte DGH das Deep Learning Tool von MV Tec. Mit dem kostenlosen Tool können Bilddaten einfach gelabelt und anschließend bequem trainiert werden Dazu hat DGH zunächst Bilder von Schweißnähten zusammengetra-
gen. Hierbei kam auch Wissen der Mitarbeiter zum Einsatz. Diese prüften jedes Bild, um sicherzustellen, dass hauptsächlich „Gut-Bilder“ für das Training herangezogen werden. Ein falsch verwendetes „schlechtes Bild“ würde die Ergebnisse des Trainings verfälschen. Die „Gut-Bilder“werdenanschließendindasDeepLearning Tool geladen und dort speziell für die Technologie InstanceSegmentationgelabelt.DazustehtdasWerkzeug „Smart Label Tool“ zur Verfügung Der Anwender muss nurmitderComputer-MausindenBereichderSchweißverbindungklickenunddasToolumrahmtautomatisch die Schweißverbindung Somit ist sichergestellt, dass dasDeepLearningToolimAnschlussausschließlichauf BasisderrelevantenBereichedesBildestrainiert.Auch beidiesemSchrittwarendieMitarbeiterdesAutomobilherstellers involviert Sie wussten, welche Bereiche innerhalb des Bildes wichtige Informationen über die Schweißverbindung enthalten und wie groß der entsprechende Rahmen um die Schweißverbindung sein muss. Nachdem die Bilder gelabelt wurden, erfolgt ein Split. Dabei wird der Bilddatensatz, in der Regel im Verhältnis 50 Prozent für das Training, 25 Prozent für die Validierung und nochmals 25 Prozent für das Testen, unterteilt. Das Training, die Validierung und auch das Testen erfolgen im Deep Learning Tool einfach und bequem per Knopfdruck. Anschließend wird das trainierte Modell gespeichert und durch die nahtlose VerbindungdesDeepLearningToolszuHalconindieMachineVision-Softwaregeladen.NunistdieSoftwarebereitfür den Betrieb
KernkomponentederInspektionsanlage
„Wir bei DGH arbeiten seit über zehn Jahren mit MV Tec zusammen und wissen daher um die leistungsstarken Tools und Algorithmen. Deswegen haben wir uns entschieden, auch bei diesem Projekt MV Tec Halcon zu vertrauen“, verrät Guillermo Martín. Die HerausforderungenbezüglichdesTrainingssowiederGeschwindigkeit aufgrund der eng getakteten Zykluszeiten wurden schon genannt. Daneben gab es eine weitere AnforderungandieMachine-Vision-Software:DieUmgebungist aufgrund von reflektierenden Metalloberflächen und den unterschiedlichen Lichtverhältnissen schwierig
Die DGH Group war in der Lage sämtliche Herausforderungen zu meistern und eine Anlage mit der gewünschten hohen Qualität zu liefern. „Anfang 2024 wurde die erste Anlage im Werk des Automobilherstellers in Betrieb genommen. Nachdem diese erfolgreich lief,habenwirimApril2024vomselbenHerstellereine neue Anfrage zur Umsetzung einer zweiten Anlage zur Inspektion von Schweißverbindungen erhalten“, freut sichGuillermoMartín.InsbesonderedieZieleinZeiten des Fachkräftemangels die Abhängigkeit von Fachkräften für Qualitätsprüfungsprozesse zu verringen und in Folge den Grad der Automatisierung zu steigern wurde erreicht. Die Automatisierung auf Basis von Machine VisionundKünstlicherIntelligenzhatnachweislichFehler minimiert und eine konsistente und zuverlässige Erkennung von Schweißfehlern gewährleistet. Deswegen glaubt Guillermo Martín auch daran, dass es trotz einer Vielzahl von bereits im Einsatz befindlichen Bildverarbeitungssystemen in verschiedenen Branchen und Fertigungsprozessen noch Wachstumspotenziale gibt – etwa für Deep-Learning-Lösungen in besonders anspruchsvollen und komplexen Anwendungen. (ff)
EDELSTAHL
TragendeRolleimTunnelbau
Straßen- und Bahntunnel ermöglichen neben einer effizienteren Streckenführung auch einen höheren Lärmschutz und geringere Umweltbelastungen. Eine Vielzahl zentraler Komponenten von Tunnelbauten wird aus besonders korrosionsbeständigem Edelstahl Rostfrei gefertigt.
VERFASST VON
UrsulaHerrlingTusch
Freie Autorin
Chloride aus Taumitteln und Schwefeldioxide aus Autoabgasen setzen Straßentunnel einer hohen korrosiven Belastung aus. Bahntunnel müssen korrosiven Stäuben aus dem Abrieb von Stahlrädern, Schienen und Kupferfahrleitungen sowie extremen Winddruck-undSogbelastungenstandhalten,dieHochgeschwindigkeitszüge bei der Durchfahrt auslösen. Zusammen mit der bauartbedingten anhaltenden FeuchtigkeitundfehlendennatürlichenReinigungdurch RegenführendieseaggressivenRahmenbedingungenzu einer hohen Anfälligkeit von Tunnelkomponenten für Spannungsrisskorrosion und Lochkorrosion Für Stahlbaukonstruktionen gibt es fünf verschiedene Korrosionsbeständigkeitsklassen:CRCI(gering),CRCII(mäßig),CRC III (mittel), CRC IV (stark) und CRC V (sehr stark). Die einschlägigen Regelwerke schreiben vor, welcher Edelstahl wo im Tunnel eingesetzt werden darf In Straßentunneln sinddiesSortenderKorrosionsbeständigkeitsklassenCRC III und CRC IV, höhere CRC sind laut Norm aber auch zugelassen Für tragende Bauteile ist die CRC V verbindlich.
Je nach Einsatzort der Komponenten – Decke, Wand oder FahrtrichtungbeigetrenntenRöhren–istdieKorrosivität der Tunnelatmosphäre unterschiedlich stark ausgeprägt. Besonders hohe Anforderungen werden an die Dauerhaftigkeit von Befestigungen hinsichtlich Personen-, Brandund Korrosionsschutz gestellt Erfahrungsgemäß sind spaltbehaftete Konstruktionen in besonderem Maße anfälligfürKorrosion.
Be-undEntlüftungssysteme
GängigeEdelstahlsortenimTunnelbaufüruntergeordnete Bauteile (ohne Lastabtrag) sind die Werkstoffe 1.4401, 1.4571 und 1.4404 (CRC III) sowie 1.4462 (CRC IV). In einer über sieben Jahre durchgeführten Langzeitstudie (BAMForschungsbericht: Forschungsbericht 7604 – Teil 1 „Korrosivität der Atmosphäre in Straßentunneln und Korrosionsbeständigkeit von Standardprüfkörpern aus nichtrostenden Stählen“) auf Initiative des Landesbetriebs StraßenbauNordrhein-Westfalen(Straßen.NRW)wurden
Der Katzenbergtunnel auf der A3 bei Würzburg setzt zur Be- und Entlüftung der nördlichen Tunnelröhre auf Ventilatoren aus korrosionsbeständigen Edelstählen.
250 verschiedene Prüfteile aus unterschiedlichen Stahlqualitäten auf ihre Korrosionsbeständigkeit in Tunnelatmosphäre unter Berücksichtigung verschiedener Einflussparameter untersucht Hierbei erwies sich der nichtrostende austenitisch-ferritische Edelstahl 1.4462 als beständigstesMaterial.DieserDuplexedelstahlverbindetdie höhere Festigkeit ferritischer Chromstähle mit der Korrosionsbeständigkeit austenitischer Chromnickelstähle. Seine guten Verschleißeigenschaften in Bezug auf Ermüdung und Erosion sowie die gute Beständigkeit gegen Spannungsriss-, Loch- und interkristalline Korrosion empfehlenihnfüreinenbreitenEinsatzimTunnelbau Inkürzeren,bis400MeterlangenTunnelnreichtinder Regel die natürliche Lüftung für den Luftaustausch. LängereTunnelhingegenbenötigenautomatischbetriebene Be- und Entlüftungsanlagen. Längstunnel-Lüftungssysteme nutzen dazu an der Tunneldecke montierte Strahlventilatoren: Die Luft wird zur Belüftung axial angesaugt und mit hoher Geschwindigkeit wieder ausgeblasen. Im Brandfall treiben sie auch das Rauchgas zu den Portalen. GängigeWerkstoffefürLaufrad,MotorundGehäusesind dieWerkstoffgüten1.4401(CRCIII)und1.4529(CRCV),für SchwerlastankersowieHalfenschraubenzurMontagevon Strahlventilatoren ist die Werkstoffgüte 1.4529 (CRC V) vorgeschrieben.
Bei dem austenitischen korrosionsbeständigen Edelstahl1.4401kannnachdemSchweißenohneanschließende Lösungsglühung durch seinen hohen Kohlenstoffgehalt interkristalline Korrosion auftreten. Der superaustenitische korrosionsbeständige Edelstahl 1.4529 ist ein hochlegierterStahl,derunteranderemdurchseinensehr hohen Molybdängehalt eine gute Resistenz gegenüber Spannungsriss-undLochkorrosionzeigt.DerKatzenbergtunnel auf der Bundesautobahn A3 bei Würzburg, den täglich rund 95.000 Fahrzeuge passieren – ein knappes VierteldavonLkw–setztzurBe-undEntlüftungdernördlichenTunnelröhreaufStrahlventilatorenauskorrosionsbeständigenEdelstählen FürGehäuseundSchalldämpfer kamen die Sorten 1.4571 und 1.4404 zum Einsatz, die Aufhängung wurde in 1.4529 ausgeführt. Bei Querlüftungssystemen ziehen im Brandfall Axialventilatoren den Rauch über gezielt geöffnete Tunnelklappen zur Zwischendecke ab Für die Konstruktionen der Rahmen, Lamellen,Achsen,Lager,DichtblecheundAntriebsgestänge dieserTunnelklappenistdieEdelstahlsorte1.4571gängige Praxis.DerPfändertunnel,Bregenz,isteinerderammeistenbefahrenenTunnelinÖsterreich ZuseinerEntlastung erhielt er eine zweite, parallele Röhre, die die Straße von denbeidenLüftungsschächtentrennt.DieaufganzerTunnellänge abgehängte Decke wird durch hochfeste Gewindeanker und Ankerplatten aus hoch korrosionsbeständigemEdelstahlgestützt.
DerGraitery-TunnelinBernführtdurchdasJuragebirge undverbindetdiefranzösischeGrenzemitdemSchweizer Straßenverkehrsnetz. Über einen Lüftungsschacht in der TunneldeckewerdenAbgaseundimBrandfallauchRauch abgezogen. Ein Aufhängesystem aus dem superaustenitischen Edelstahl 1.4529 stützt mit 116 Aufhängern die Betondecke unter diesem Schacht. Der Werkstoff wurde aufgrund seiner besonders hohen Korrosionsbeständigkeit und Festigkeit für die Aufhänger gewählt Mit bis zu 120.000 Fahrzeugen täglich ist die A1 eine der am stärksten befahrenen Autobahnen Deutschlands. Für die 1,5Kilometer lange Lärmschutzeinhausung der sechsspurig ausgebauten Autobahn in Köln-Lövenich wurden die FahrspurenderRichtungsverkehredurcheineMittelwand
voneinander getrennt. In die gläserne Dachkonstruktion des als Tunnelbauwerk einzustufenden Baus wurden ca. 1.500 Rauch-Wärme-Abzugsanlagen (RWA) eingebaut und mit Branddetektoren in der Lärmschutzeinhausung gekoppelt. Zur Befestigung dieser Lüftungsaggregate kamen Halfenschienen aus hoch korrosionsbeständigem EdelstahlzumEinsatz.
GrundsätzlichgeltenAnker-undBefestigungssysteme für Versorgungsleitungen, Signalanlagen, Beleuchtung, Be-undEntlüftungsanlagen,TürenoderBrandschutzplatten als sicherheitsrelevante Komponenten und müssen deshalb aus Edelstahl der Werkstoffgüte CRC V gefertigt sein
Im Zuge der Sanierung des 635 Meter langen Hallepoort-StraßentunnelsinBrüsselwurdenBrandschutzplatten auf einer Unterkonstruktion aus Edelstahl montiert, bevorsiemitDeckennägelnundBolzenankernauskorrosionssicheremEdelstahlandenBetonwändenfixiertwurden.FürdieBetonbewehrungvonInnenwänden,Notgehwegen, Schlitzrinnen, Portalen oder Stützmauern von TunnelnempfehlensichdieDuplexedelstähle1.4362und 1.4462sowiederaustenitischeEdelstahl1.4571durchihre hoheKorrosionsbeständigkeit.
BrandschutzinTunneln
Brandbekämpfung in Tunneln hat gleichermaßen den Schutz von Benutzern und Bauwerk zum Ziel. Ortsfeste BrandbekämpfungsanlagendämmeneinenBrandschnell und effektiv ein und verhindern so eine große Hitzeentwicklung außerhalb des Brandherds. Hochdruckwassernebel-Systeme vernebeln und beschleunigen das Wasser mit einem Druck von bis zu 207 Bar Durch die Vernebelung vergrößert sich die Reaktionsfläche im Vergleich zu Wasser aus einem Sprinklersystem um mehr als das 200-Fache Diese große Reaktionsfläche bewirkt einen hocheffizienten Kühleffekt, der dem Feuer durch die Verdampfung Energie und Sauerstoff entzieht. Durch den Abschirmeffekt der Wassernebelwand werden zugleich Menschen und Bauwerksteile vor Hitzeeinwirkung geschützt.DieZerstäubungdesWasserserfolgtüberspezielle Einsätze im Düsenkopf aus korrosionsbeständigem Edelstahl Rostfrei Sprühwinkel und Durchflussmenge sindbeidiesenspeziellenNebeldüsenvariabeleinstellbar Bei einem Brand im Tunnel gilt der Selbstrettung der Benutzer die oberste Priorität. Deshalb müssen NotausgängeimAbstandmindestensvon300Meternvorhanden sein.SieführenineineNachbarröhreoderbeieinröhrigen Tunneln direkt ins Freie. Im Abstand von 25 Metern weisen hinterleuchtete Rettungszeichen auf den nächstgelegenen Notausgang hin. Damit die Fluchttüren im Notfall zuverlässig funktionieren, müssen sie eine extreme Widerstandsfähigkeit gegen mechanische, korrosive und dynamischeBelastungenaufweisen.Bewährthabensich Brandschutztore aus hoch korrosionsbeständigem EdelstahlderSorten1.4404oder1.4571.Im34,5Kilometerlangen Lötschberg-Basistunnel in der Schweiz dienen 174 SchiebetürenaushochkorrosionsbeständigemEdelstahl alsVerbindungzumRettungsweg. Die breite Verwendung von korrosionsbeständigem Edelstahl Rostfrei im Tunnelbau ist in der überlegenen Beständigkeit des Werkstoffs gegen Korrosion in aggressiver Tunnelatmosphäre begründet. Zudem erschließen diese Stähle durch deutlich längere Wartungsintervalle unddieMöglichkeit,geringereMaterialdickenzuverwenden,einKosteneinsparpotenzial. (ff)
Der Schweißrauch wird punktuell über sechs Absaugarme pro Halle erfasst, über ein Rohrsystem zur Esta-Absauganlage geführt und dort abgeschieden.
SAUBERE LUFT
AbsaugtechnikimDoppelpack
Zwei identische Absaugsysteme für die Bearbeitung von Schwarzstahl und Edelstahl mit modernen Punkterfassungen sorgen in Kombination mit jeweils einem Hallenabsaugsystem für saubere Luft bei Pfaffinger.
DasUnternehmenPfaffingerwurde1855durchden Baumeister Paul Pfaffinger gegründet und agiert heute in fünfter Generation mit rund 750 Mitarbeitern an acht Standorten deutschlandweit und über die Grenzen hinaus. Das Familienunternehmen mit Hauptsitz in Passau hat sich im Laufe der Zeit zu einem breitaufgestelltenAnbieterimBau-undIndustriesektor entwickelt.
Mit der 2022 gegründeten Tochtergesellschaft PfaffingerAnlagenbau&EnergietechnikGmbHbündeltdas UnternehmenseineKompetenzenimBereichmoderner Energietechnologien. Der Fokus liegt auf der Planung, KonstruktionundErrichtungvonGasdruck-Regel-undMessanlagen(GDRMA),Wasserstoff-undPower-to-GasAnlagen, Fernwärme- und Fernkältesystemen, industriellenRohrleitungensowiedemBehälterbauinklusive Wartung und Instandhaltung Zu den Kunden zählen namhafteEnergieversorgerundIndustrieunternehmen Aufgrund des dynamischen Wachstums wurde Anfang 2025 zur Erschließung neuer Märkte im Energiesektor ein neuer Standort im nahe gelegenen Iggensbach eröffnet – mit Verwaltungsgebäude und modernen Fertigungshallen für rund 60 Mitarbeiter.
Stefan Hartl, Werkstattmeister am neuen PfaffingerStandort, kümmerte sich Anfang 2024 um das Absaugsystem für zwei der insgesamt sechs Fertigungshallen.
SeinCredo:„FürunshatderGesundheitsschutzunserer Beschäftigten oberste Priorität. Alle Mitarbeiter sollen nach Arbeitsende gesund zu ihren Liebsten zurückkehren.“
ModulareTechnikmitW3-Zertifikat beiEdelstahl
Beide Hallen messen ca. 400 Quadratmeter, an denen unteranderemAnlagen-undRohrleitungsteilebearbeitet werden, präzisiert Hartl. Damit sich Staub und SchweißrauchbeimSchleifenundSchweißennichtausbreiten können, die Gesundheit der Beschäftigten geschützt wird und die Arbeitsbereiche sauber gehalten werden,mussterechtzeitigvorderEröffnungdesneuen Standortes im Januar 2025 eine passgenaue Absauglösung her Bei seiner Internetrecherche wurde Hartl auf den Anbieter Esta Absaugtechnik aus dem bayerischen Senden aufmerksam und nahm Kontakt auf Kurze Zeit später verschaffte sich Philipp Reisser, Leiter Projekt-
Bild: Esta
geschäftbeiEsta,persönlicheinenEindruckvorOrtund schlug Pfaffinger ein ganzheitliches Absaugsystem für beide Hallen vor
„BeideSystemesindquasiidentisch:NurfürdieHalle, in der Edelstahl bearbeitet wird, haben wir die Absauganlage zusätzlich mit W3-Prüfzeugnis ausgeführt“, erklärt Reisser. „Die beim Schweißen und Schleifen entstehendenChrom-Nickel-haltigenEdelstahlstäubesind krebserzeugend und müssen gemäß den gesetzlichen Auflagen, sprich der TRGS 528, punktgenau erfasst werden.“ Ein Umluftbetrieb ist hier nur mit einer W3-geprüften Anlage möglich, die einen Abscheidegrad von 99,9 Prozent erreicht. Die Filtereinheit Dustmac von Esta schafft das. Dank modularer Anlagentechnik legte Reisser die Absaugsysteme für beide Hallen mit einem maximalen Luftvolumenstrom von je 15.000 Kubikmetern Luft pro Stunde aus. Für den nötigen Unterdruck sorgtjeweilseinHochleistungsventilatormit15Kilowatt, dermittelsFrequenzumformereinenautomatischregelbaren Anlagenbetrieb ermöglicht.
PunktabsaugungundHallenabsaugung cleverkombiniert
Die punktuelle Erfassung der rauch- und staubbelasteten Luft erfolgt an sechs Absaugstellen pro Halle über schwenkbare Absaugarme, die von den Beschäftigten direktandieEntstehungsquellegeführtwerdenkönnen. Zusätzlich verfügt jede Halle über einen Esta-Absaugtisch inklusive Rückabsaugwand. Die erfassten Stäube werdenüber150MeterlangeRohrsystemezumRohgassammelbehältermitintegriertemFunkenvorabscheider der Dustmac-Anlage geführt, um Funken und gröbere Partikel unschädlich zu machen. Im Anschluss werden die restlichen Feinstäube an den sechs integrierten Filterpatronen je Anlage zurückgehalten. Die integrierte vollautomatische Jet-Abreinigung säubert mit Druckluftstößen die Filterpatronen von der Reinluftseite aus. Während des Reinigungsvorgangs kann jedoch weiter-
gearbeitet werden. Die Rückführung der gereinigten Luft erfolgt impulsarm über bodennahe Quellauslässe an den Hallenseiten.
„Zusätzlich zu den Punktabsaugungen haben wir in jeder Halle ein Hallenlüftungssystem nach dem berufsgenossenschaftlich empfohlenen Schichtenlüftungsprinzip integriert“, hebt Reisser hervor Die Hallenlüftung wird dank intelligenter Steuerung aktiv, sobald keine Direkterfassung über die Absaugarme oder den Absaugtischerfolgt.DabeiwerdendieRauchgasedurch eine saugseitige Rohrleitung, die mittig an der Hallendecke installiert ist, über Lüftungsgitter erfasst und abgesaugt. Die gefilterte Luft wird wieder über die seitlichenQuellauslässeindieHallezurückgeführt.Sosorgt Pfaffinger in beiden Hallen für eine ganzheitlich saubere Hallenluft.
Für Stefan Hartl war das Esta-Konzept von vornehereinüberzeugend:„DiebeidenAbsaugsystemefügensich perfekt in unsere zwei neuen Hallen ein. Gemäß dem Pfaffinger-361-Grad-Prinzip‚ImmereinGradbessersein‘ gilt: Nicht nur für unsere Kunden, auch für unsere MitarbeiterwollenwiralsArbeitgeberMaßstäbesetzen Dazu zählt insbesondere das Thema Arbeitsschutz.“ (ff)
Von links: Stefan Hartl, Werkstattmeister bei der Pfaffinger Anlagenbau & Energietechnik GmbH, und Philipp Reisser, Leiter Projektgeschäft bei der Esta Apparatebau GmbH & Co. KG. Gemeinsam haben sie erfolgreich die Absaugsysteme in beiden Hallen umgesetzt.
VERFASST VON JennyGöserEckert
Unternehmenskommunikation Esta Apparatebau
Bild:
Esta
Laserstrahlschweißen von langen Adaptern für die Anwendung im Schiffbau.
SCHWEISSEN
HochstabileStahl-AluminiumVerbindungen
Laserstrahlschweißen für schwer beherrschbare Werkstoffkombination: LZH-Forscher entwickeln derzeit ein prozesssicheres und effizientes Verfahren für Stahl-Aluminium-Mischverbindungen im Rahmen des Projektes Folami.
VERFASST VON
PatriciaFischer
Leiterin Abteilung
Kommunikation
Laser Zentrum
Hannover
Im Schiffbau werden zunehmend Leichtbaukonstruktionen aus Stahl-Aluminium-Mischverbindungen eingesetzt:derSchiffrumpfbestehtausStahl,dieAufbautenausAluminium.DadurchsenktsichderSchwerpunktdesSchiffes,gleichzeitigwirddieStabilitäterhöht und das Gewicht reduziert. Das spart Kraftstoff und damit auch CO2-Emissionen. Bisher wurden die beiden Metalle durch Adapter miteinander verbunden, die durch das aufwändige und nicht ungefährliche Explosionsschweißenhergestelltwerden.ImVerbundprojekt Folami optimierten LZH-Wissenschaftler das Laserstrahlschweißen von Stahl-Aluminium-Mischverbindungen als eine effiziente und sichere Methode. Beim Explosionsschweißen werden Bauteileinheiten mit einer kontrollierten Sprengung gefügt. Durch die KraftderExplosionkollidierendiebeidenEinheitenund
verschweißen dabei miteinander, ohne dass eine Schmelzeentsteht.ImTeilvorhaben„Laserstrahlschweißen von formschlüssigen Stahl-Aluminium-Mischverbindungen mittels Einschweißtiefenregelung“ haben LZH-ForschereinezuverlässigeundeffizienteMethode für das Laserstrahlschweißen dieser Verbindung entwickelt.ImProzesswerdenzunächstlänglicheNutenin das Blech der Aluminiumlegierung gefräst und mit Eisenpulver gefüllt. Anschließend wird der Stahl durch zwei sich kreuzende Laserstrahlen mit der Aluminiumlegierung verschweißt. Durch den reduzierten AluminiumgehaltimSchweißgutentstehteinstabilerProzess, gleichzeitigwirdeinFormschlusserzeugt.DieserAnsatz führt zu einem verformungsfähigen, festen Gefüge mit wenigen Unregelmäßigkeiten und hoher Festigkeit im Vergleich zu nicht formschlüssigen, Gefüge-modifizier-
LZH
Ein im Rahmen des Verbundprojekts entwickelter Aluminium-Stahl Adapter frontal und im Querschnitt. Maßstäbe: 20 Millimeter (links) und 10 Millimeter (rechts).
ten Mischverbindungen. Die Forschenden bestimmten an im Überlappstoß positionierten Blechen auch die maximale Kopfzugkraft von etwa 12 kN, eine Verbesserung um das Dreifache. Bei dieser Kraft wird die Streckgrenze des verwendeten Stahls mit einer Dicke von 5 Millimetern bei weitem überstritten und es kommt zur plastischen Verformung des Stahlblechs.
Leichtbauprinzipien imSchiffbau
Um einen möglichst stabilen Prozess zu erreichen und um fertigungsbedingte Unwägbarkeiten zu kompensieren, entwickelten die Partner Einschweißtiefenrege-
lungssysteme. Dafür nutzten sie die Analyse der spektralenProzessemissionensowiedieKurz-Kohärenz-Interferometrie (OCT – optische Kohärenztomographie). BeispielsweisemessendieWissenschaftler:innenbeider spektrometerbasierten Einschweißtiefenregelung die Intensität der Prozessemissionen beim Schweißen und korrelieren sie mit der Einschweißtiefe. So konnten sie zeigen: die Intensität und die Einschweißtiefe sind voneinanderabhängig DieslässtsichzurRegelungderEinschweißtiefenutzen.Wirddieseeingehalten,alsobleibt die Einschweißtiefe auf dem gewünschten Wert konstant, kann eine Naht mit hoher Belastbarkeit erzeugt werden.
Mit dem optimierten Laserstrahlschweißprozess konnten die Projektpartner Adapter mit sehr guten Festigkeitswertenherstellen.DurchdenFormschlussunddas angepassteGefügenehmendielaserstrahlgeschweißten Adapter eine hohe Traglast von mindestens 35 kN auf, welcheüberderKraftbeiderDehngrenzedereingesetztenAluminiumlegierungliegt.Nichtzuletztüberzeugen dieAdaptermitihrenhohenzyklischenBelastbarkeiten. DaslaserbasierteFügeverfahrenkanneineprozesssichereundeffizienteAlternativezumExplosionsschweißen sein und weist damit ein großes Einsatzpotential im Schiffbaubereich auf (ff)
Stuttgart
21.–24. Oktober 2025 Halle 1, Stand 1609
Produktion ohne Unterbrechungen!
VERFASST VON FraukeFinus Leitende Redakteurin blechnet
BLECHNET TRIFFT
Azubi-Car:Einzelstück würdigt130JahreŠkoda
In diesem Sommer haben Auszubildende von Škoda mit dem L&K 130 das 10. Azubi Car vorgestellt. Das ungewöhnliches Einzelstück würdigt das 130-jährige Unternehmensjubiläum.
kodagehörtzudenältestenproduzierendenAutoherstellernderWelt.1895gründetederBuchhändler Václav Klement zusammen mit dem Mechaniker Václav Laurin eine Firma zur Produktion von Fahrrädern. Schon bald brachten die beiden Unternehmer motorisierte Zweiräder auf den Markt Schon früh enstanden die ersten Versuchsträger von mehrspurigen Fahrzeugen, die aus Motorradteilen zusammengebaut wurden. 1905 rollte das erste Automobil aus den Fabrik-
toren: die L&K Voiturette A. Damit zählte das Unternehmen zu den Pionieren des Automobilbaus. Nach dem ersten Weltkrieg galt es, neue und preisgünstige Modelle zu entwickeln. Dies erforderte jedoch Investitionen. Daher gewannen die Gründerväter mit den Škoda Werken – dem Maschinenbaugiganten mit Sitz in Pilsen – einen starken Partner Am 27 Juni 1925 wurdederFusionsvertragunterzeichnet.Fortanfuhren die produzierten Autos bis Ende der 1920er Jahre unter
Das nennt man einen schwungvollen Aufstieg: In nur zehn Jahren entwickelte sich Laurin&Klement, 1895 in Mladá Boleslav gegründet, von einer Fahrradmanufaktur zum Automobilhersteller. 1905 rollte das erste Auto aus der Werkshalle in Mittelböhmen: die Voiturette Typ A.
Šk oda Au to
130JAHRE
Das zehnte Škoda Azubi Car heißt L&K 130. Die Azubis reichten Dutzende von Farbvorschlägen ein. Die gelungene Kombination aus Weiß, Gold, Tiefrot und Schwarz verleiht dem Fahrzeug ein unverwechselbares und majestätisches Aussehen.
doppelter Flagge: Sie trugen sowohl das Škoda Logo als auch den Schriftzug Laurin&Klement auf dem Kühlergrill. Nach der Wende wurde Škoda 1991 in den Volkswagen Konzern eingegliedert.
Das130-jährigeJubiläumvonŠkodaindiesemJahristin jedes Detail des neuen Azubi Cars eingeflochten. Der Škoda L&K 130 ist eine Hommage an das reichhaltige Erbe des tschechischen Automobilherstellers. Das Erbe von Laurin & Klement geht über den Namen des Fahrzeugs hinaus. Das Farbschema, das aus zahlreichen eingereichten Entwürfen der Schüler ausgewählt wurde, lehnt sich an das historische Firmenlogo von 1905 an. Die elegante Kombination aus Gold, tiefem Rot und Schwarz ergänzt die modernen Konturen des von den AzubisentworfenenFahrzeugsebensowirkungsvollwie einst den klassischen Kühlergrill der Voiturette A – des
allerersten Automobils, das den Namen Laurin & Klementtrug ImInnenraumsetztsichdashistorischeThemafort:Sitze,Instrumententafel,Türverkleidungenund LenkradsindmitnachhaltigenMaterialienbezogen,die sich an der Tradition von Škoda orientieren.
DasdiesjährigeŠkodaAzubiCaristdaszehntebemerkenswerte Einzelstück, das die Schüler der Škoda Auto Berufsschule in Mladá Boleslav geschaffen haben. Bei jedemAzubiCarversuchendieAuszubildendeneingleichermaßenunterhaltsameswieinnovativesKonzeptzu entwickeln,dasdasŠkoda-PortfolioumeineneueFacette erweitert. Sobald die ersten Skizzen finalisiert waren, begannen die Karosseriearbeiten. Die strukturelle StabilitätbeizubehaltenundgleichzeitigdieDesignentwürfe zu verwirklichen, erfordert kluge Vorgehensweise, Kreativität und praktisches Know-how. Während des gesamtenProzesseserhaltendieAuszubildendenUnterstützungdurcherfahreneExpertenvonŠkodaAutoaus denBereichentechnischeEntwicklung,Designundweiteren Abteilungen. (ff)
InderKrisederAutoindustriefordernIGMetallundVDAeine OffensivederPolitikundwenigerRegulierunginEuropa.Die E-MobilitätbleibezwarderzentraleundrichtigeWeg,umdie WettbewerbsfähigkeitunddieBeschäftigungderdeutschen AutomobilindustrieundihrerStandorteinderZukunftzu sichern,heißtesineinemgemeinsamenSchreiben. Doch für einen schnellen Hochlauf der E-Mobilität seien die Rahmenbedingungen ungenügend, kritisieren IG Metall und VDA vor einem Treffen der EU-Kommission mit Industrievertretern Mitte September in Brüssel. „Die Politik muss endlich die Rahmenbedingungen für die Elektromobilität in ganz Europa schnell und umfassend verbessern“, fordern sie. „Sie muss die CO2-Regulierungen flexibilisieren.“ Gewerkschaft und Autoverband verwiesen auf die Krise der Autobranche, die unter einer Absatzflaute, Konkurrenz in China und hohen US-Zöllen leide. „Aktuell gehen jeden Monat in Deutschland Arbeitsplätze in der Automobilindustrie verloren, von Juni 2024 bis Juni 2025 waren es über 50.000.“ Nötig seien ein pragmatischer Umgang mit Hybridtechnologien und erneuerbaren Kraftstoffen, hieß es. So könnten europaweit bis zu 200.000 Jobs gesichert werden. Konkret fordern IG Metall und VDA unter anderem Steueranreize zum Kauf von E-Autos, einen schnelleren Ausbau der Ladeinfrastruktur und billigeren Ladestrom
NETZWERK
Termine
Parts2clean
Innovationen und Trends der industriellen Teile- und Oberflächenreinigung zeigt die Parts2clean vom 7. bis 9. Oktober in Stuttgart.
Blechexpo/ Schweisstec
Das Messe-Highlight Blechexpo/Schweisstec der Blech-Branche öffnet vom 21. bis 24. Oktober seine Tore in Stuttgart.
PartsFinishing
Die ursprünglich für 12. bis 13. November geplante Parts Finishing (vormals Deburring Expo) ist für dieses Jahr abgesagt
Leserblick
„Bestof Industry“Award2025
Heute mehr denn je benötigt die Industrie Innovationen und neue Ansätze, um die Herausforderungen der Gegenwart und Zukunft zu meistern. Aber welche Lösungen stechen wirklich aus der Masse hervor? Und welche Lösungen bieten Unternehmen einen echten Mehrwert? Bereits seit 2016 beantwortet der „Best of Industry“Award diese Frage – und kürt jährlich die Besten der Besten.
Ab jetzt ist das Voting für den „Best of Industry“-Award 2025 eröffnet! Nutzen Sie Ihre Stimme, um für die Besten der Besten in der Industrie abzustimmen. Sie wissen noch nicht, wer Ihre Stimme erhalten soll oder Sie möchten herausfinden, in welcher Kategorie Sie Ihren Favoriten finden?
Dann werfen Sie zuerst noch einen Blick in unsere Kategorieübersicht. Hier stellen wir Ihnen alle nominierten Innovationen pro Kategorie vor www.bestofindustry.de
Stimmen Sie ab! Bild: V CG Bild: Scha ll
Pioniere der Metallumformung
AIDAwar weltweit daserste Unternehmen, dasdie Servopressentechnologie eingeführt hat. Mitder eigenentwickeltenDSF®Servotechnologie(Direct ServoFormer) setztAIDAheute Maßstäbe inder Branche.JedePressewirdvollständig in deneigenen Werkenkonstruiert undgefertigt –für maximale Kontrolleüber den Produktionsprozess undhöchste Qualitätsstandards.Unsere technischeBetreuung wird direkt ausDeutschland koordiniert und bietet schnelle,kompetenteUnterstützung durcherfahrene Spezialisten.
GLOBAL VERTRETEN MIT40STANDORTEN IN 19 LÄNDERN
INSTALLATIONEN IN ÜBER 60 LÄNDERN
PRESSENVON 80 BIS3500T
DSF® -SERVOTECHNOLOGIE AUSEIGENER ENTWICKLUNG UNDFERTIGUNG
MAK 4EVOLUTION UD
#innovativ #präzise #effizient
HIGHEND-SCHWENKBIEGEN FÜR IHRE INDUSTRIELLE FERTIGUNG