Dieblechbearbeitende Industrieist unserZuhause.Ihr gehört unsere Leidenschaft.Und Ihnen! Deswegen entwickeln wir hochwertige, effiziente Produkte wiedie ByTube Star 330.Und machen sie vollautomatischund flexibel.Damit Siemit dem 3D-Faserlasernahezu jedesRohroder Profilschneiden undsortieren können –bis zu 12,2 m Längeund über 300 mm Durchmesser.
Your best choice forraisingperformance.
bystronic.com
Schwere Zeiten, wohin man schaut
DieMittedesJahresisterreicht,liebeLeserinnenundLeser,aber so richtig voran kommen wir nicht, hat man den Eindruck. Russland zeigt bisher kaum Bereitschaft, im Krieg gegen die Ukraine einzulenken – im Gegenteil. Deshalb wollen Deutschland, die USA und weitere Verbündete der Ukraine nun den Druck auf Russlanderhöhen.DieStaats-undRegierungschefsausGroßbritannien,denUSA,Deutschland,FrankreichundItalienhabenineinem TelefonatauchdieAnwendungvonSanktionenerörtert,„fallsRussland sich nicht ernsthaft auf eine Waffenruhe und Friedensgesprächeeinlässt“,wieeineSprecherinderbritischenRegierungEndeMai mitteilte
Auch in der Thematik Wirtschaft sieht es nach wie vor nicht gut aus. „In seiner Regierungserklärung hat Bundeskanzler Friedrich MerzwichtigeindustriepolitischeSignalegesetzt.Insbesondereder angekündigte Bürokratieabbau, die steuerliche Förderung von Investitionen und die Vereinfachung der Unternehmensgründung sindSchritteindierichtigeRichtung“,kommentierteVDMA-Hauptgeschäftsführer Thilo Brodtmann Ende Mai. „Für den Maschinenund Anlagenbau sind das zentrale Hebel, um Wachstum wieder e konsequente UmineweiterenPrüfaufeEntlastung–weniehrHandlungsspieleinem echten StandortDeutschland als Inwieder Taktgeber in Eu-
und bleiben schwieern Salzgitter ist im die roten Zahlen gein Köln wurde das überhaupt gestreikt und gab kürzlich bekannt, ellenstreichungen nicht mehr herumzukommen. wir auf eine bessere eshälfte – und ich Ihnen jetzt trotz aleine schöne Sommerurlaubszeit!
FRAUKE FINUS
Leitende Redakteurin frauke.finus@vogel.de
TITELTHEMA
3D-Sensor sichert Qualität von BipolarplattenS. 12
AUS DER BRANCHE
DIE BRANCHE IN ZAHLEN
6 Aktuelle Trends, die Zahl des Monats, Ticker AKTUELLES
8 Nachrichten aus der Welt der Blech- und Rohrbearbeitung MANAGEMENT
10 Die Zukunft der Blechbearbeitung in China
THEMEN
UMFORMEN
14 First-Time-Right bei höchstfesten Blechen STANZEN
16 Hochpräzision im Stanzteil
TRENNEN & VERBINDEN
18 Schweißbauteile in XXL: Grundplatten
20 E-Commerce trifft automatisierte Fertigung
AUTOMATISIERUNG
22 Ergonomie trifft Farbenfreude
OBERFLÄCHENTECHNIK
24 Stahlbleche konservieren
KONSTRUKTION
26 Simulation verkürzt Abstimmungszeiten
MESSEN & PRÜFEN
30 Verbesserte Prüfung von Fein- und Mikrobauteilen
ZULIEFERUNGEN
32 Wasseraufbereitung mit Edelstahlkomponenten
BETRIEBSAUSRÜSTUNG
36 Safety First dank Software für den Arbeitsschutz
SPECIAL
ROHRBEARBEITUNG
28 Normen und Standards sind entscheidend
Kernelement einer Brennstoffzelle sind Bipolarplatten, in die beidseitig feine Kanäle geprägt sind.
FORSCHUNG & ENTWICKLUNG
38 KI- und Laser für Stahlrecycling BLECHNET TRIFFT.
40 Halbmarathon: Roboter laufen gegen Menschen
STANDARDS
3 Editorial
39 Impressum
42 Dialog & Impulse
Sie betreiben eine Stanz- und/oder Umformline und möchten die Effizienz steigern? Sichern Sie sich jetzt Ihr Ticket für die Fachtagung „Mehr Effizienz im Presswerk“!
blechnet 3 | 2025 5
Systemlösungen, Sondermaschinenund Werkzeugefür Ihre Blechbearbeitung.
Ottemeier Werkzeug- und Maschinentechnik GmbH
Kapellenweg 45 33415 Verl-Kaunitz Fon 05246 9214-0
ottemeier_maschinentechnik info@ottemeier.com
Seltene Erden sind wichtige Rohstoffe für die Herstellung vieler Hochtechnologieprodukte wie Akkus, Halbleiter oder Magnete für Elektromotoren. Der Abbau der 17 darunter gefassten Elemente erfolgt allerdings kaum in Deutschland und der Europäischen Union (EU) – umso größer ist die Abhängigkeit vom Import. Im Jahr 2024 kam 65,5 % der nach Deutschland importierten Menge direkt aus China (3.400 Tonnen). Bild:
ROBOTER IN DER INDUSTRIE
InstallationvonIndustrieroboternweltweitnachBrancheninden Jahren 2022 und 2023.
ZAHL DES MONATS
Im Jahr 2023 wurden in der weltweiten Automobilindustrie rund 135.000 Industrieroboter installiert. Insgesamt wurden im Jahr 2022 weltweit über 541.000 Industrieroboter installiert.
TICKER
Unternehmen des produzierenden Gewerbes und des Dienstleistungsbereichs in Deutschland haben im Jahr 2024 durchschnittlich 43,40 Euro für eine geleistete Arbeitsstunde gezahlt. Wie das Statistische Bundesamt mitteilt, waren die Arbeitskosten in Deutschland damit die siebthöchsten in der Europäischen Union (EU-27). Gemessen am EU-Durchschnitt von 33,50 Euro zahlten deutsche Arbeitgeber im Jahr 2024 rund 30 % mehr für eine Stunde Arbeit.
Künstlich befeuert: Infolge höherer Preisnachlässe für E-AUTOS sowie von Steuervorteilen ist die Nachfrage zuletzt deutlich gestiegen. Allein im April wurden über 45.500 Batterieboliden neu zugelassen, so das Kraftfahrt-Bundesamt (KBA). +++ Die EU lockert die KLIMAREGELN FÜR DIE AUTOMOBILINDUSTRIE: Eine Mehrheit der EU-Abgeordneten stimmte im Mai in Straßburg für ein entsprechendes Dringlichkeitsverfahren, um die Autobauer zu entlasten. Der Gesetzesvorschlag sieht demnach vor, dass die betroffenen Unternehmen die Emissionsvorschriften bei Neuwagen und leichten Nutzfahrzeugen über drei Jahre hinweg im Durchschnitt einhalten müssen, anstatt jedes Jahr einzeln. +++
Der Rohrbiegespezialist Schwarze-Robitec hat nun einen neuen Eigentümer.
Mit der Übernahme durch die Daum Business-Development GmbH & Co KG aus Köln wird Schwarze-Robitec Teil einer wachstumsorientierten Unternehmensgruppe. Durch die Integration des Rohrbiegespezialisten baut die DaumGruppe um GeschäftsführerFranzBernd Daum ihre AktivitätenimBereichSondermaschinenbaustrategischweiteraus. Dabei wird Schwarze-Robitec als eigenständige Einheit weitergeführt. Die bestehenden Verträge bleiben erhalten, im operativen Geschäft ändert sich nichts, wie es ein einer Mitteilung heißt. „Die ZugehörigkeitzurDaum-GruppeschafftSynergieeffekteundbietet wertvolle Potenziale, um unsere Wettbewerbsfähigkeit zu stärken. Damit sehen wir uns für die Zukunft bestens aufgestellt“, sagt Bert Zorn,bisherigerGeschäftsführervonSchwarze-Robitec,dergemeinsam mit Franz-Bernd Daum und Jochen Klee die neue Unternehmensspitze bildet. Ein zentraler Bestandteil der strategischen Ausrichtung ist die Intensivierung der Forschung und Entwicklung –unter anderem durch Kooperationen mit Hochschulen. (ff)
HAUSMESSE 2025
VollesHausbeiArku
So viele Kunden wie noch nie in der Geschichte der Hausmesse bei Arku haben indieserWochedenEntgratund Richtmaschinen-Spezialisten in Baden-Baden besucht.
Arku veranstaltete Mitte Mai unter dem Motto „Next Level Entgraten. Innovationen pur.“ seine Info Tage rund um das Entgraten von Blechteilen und das Richten von Blechen und Coils – mit praxisnahen Live-Demonstrationen, neuen Maschinen und kompetenter Beratung
Impressionen von den Info Tagen bei Arku.
DasHighlightwardiePremiere des Edge Breaker 3000fiber,derspeziellfürdasEntgratenundVerrundenvonFiberLaserteilen entwickelt wurde. Der Grat an Fiberteilen ist oft besondershartundzäh,bedingtdurchdiehoheEnergieeinwirkungbeim Schneidprozess. Der Edge Breaker 3000 fiber kombiniert ein leistungsfähiges Schleifband für das doppelseitige Entgraten mit speziellen Verrundungsblöcken, die selbst harte Grate zuverlässig entfernenundgleichzeitigdieKantensauberverrunden DasErgebnis: 50 Prozent Zeitersparnis durch die Bearbeitung beider Seiten in einem Durchlauf (ff)
UMFIRMIERUNG
SchulerjetztAndritzSchuler
Mehr als zehn Jahre nach der Übernahme von Schuler unternimmt AndritzdennächstenSchrittzurIntegration:Schulerheißtkünftig Andritz Schuler Der Name Schuler bleibt als Produktmarke bestehen und wird als Andritz Schuler Pressen weiterhin gepflegt. Die Firmennamen der Schuler Group erhalten den Zusatz Andritz. Die IntegrationdokumentiertnachAngabenvonAndritzauchdenWandelvonSchulervomPressenbauerzumintegriertenLösungsanbieter in der Umform- und Handhabungstechnik. Kunden können damitintegrierteLösungenvonAndritzleichterkennenundhaben einenschnellerenZugriffaufdieKompetenzendesKonzerns,wiees heißt. Der gemeinsame Marktauftritt erhöhe die Transparenz und vereinfacheKundendenZugangzuintegriertenLösungen.„DieAnzahlgemeinsamer Projektemitanderen Andritz-Gesellschaften hat durch unsere Batterieaktivitäten nochmal stark zugenommen. Der Kundennutzen des gemeinsamen Auftritts ist offensichtlich“, sagt Martin Drasch, Vorsitzender der Geschäftsführung von Schuler (ff)
WIEDER JOBS WEG
Trumpfstreicht1.000Stellen
Es erwischt immer mehr Unternehmen! Aufgrund der Konjunkturflaute will jetzt auch der Maschinenbauer Trumpf in den nächsten Monaten rund 1.000 Jobs streichen, wie die dpa erfahren hat Am StammsitzDitzingensollennachAussagevonTrumpfrund430von insgesamt 6.200 Stellen abgebaut werde. Auch in Gerlingen, Leonberg-HöfingenundHettingenwerdeeszumStellenabbaukommen. Die Trumpf-Entscheider erklären: „Auch wir können uns nicht mehr der seit fast zwei Jahren anhaltenden globalen Konjunkturschwächeentziehen!“Aufgrund der damit verbundenenAuftragsrückgänge sei man nun gezwungen, die Struktur anzupassen. Mankommeeinfachnicht darum herum, dabei auch Stellen abzubauen Der Wegfall der Jobs soll aber auchbeiTrumpfmöglichst sozialverantwortlich geschehen. Die Gespräche mit dem Betriebsrat dazu laufen,wieesweiterheißt. Ende Juni 2024 beschäftigte das Familienunternehmenweltweitrund19.000 Mitarbeiter – davon gut 9.500 in Deutschland, heißt es.(ff)
Der Name Schuler bleibt als Produktmarke bestehen.
SiebetreibeneineStanz-und/oderUmformlinie und wollen mehr rausholen? Wie sich Kosten senken lassen und Output, Qualität und Effizienz gesteigert werden können, erfahren Sie auf der Fachtagung „Mehr Effizienz im Presswerk“ am 5. Juni 2025 in Würzburg.
Laufen müssen sie! Pressenlinien sind eine große Investition, entsprechend viel Output erwartet man von ihnen. Vor dem Hintergrund der Herausforderungen von Qualität, Flexibilität, sinkenden Losgrößen und Verfügbarkeiten gilt es, die Produktion für den steigenden Kostendruck fit zu machen. Welche Ansätze bieten sich zur SteigerungderGesamtanlageneffektivität?Welche Realisierungen helfen, die Anlagenverfügbarkeit zu erhöhen?
Die Fachtagung „Mehr Effizienz im Presswerk“ zeigt, welche Potenziale in Ihrer Produktion ausgeschöpft werden können, und bietet Lösungen, die Sie sofort in Ihrem beruflichen Alltag unterstützen. Dabei beleuchtet sie mit praxisnahen Vorträgen die
verschiedenenHandlungsfelder,diezueiner Effizienzsteigerung beitragen. Neben den Produktionsanlagen selbst stehen dabei auch die nötigen Lösungen aus dem Peripheriebereich, wie Werkzeuge, Qualitätssicherung,Instandhaltung,Handhabungund Simulation, im Fokus Aus dem Bereich der Pressenhersteller zeigt zum Beispiel Fagor Arrasate, wie neue Technologien im Presswerk die Wettbewerbsfähigkeit erhöhen. DarüberhinausgehtesumAutomationund wieeineEffizienzsteigerungdurchTransfersteuerung möglich wird.
Beim gemeinsamen Vorabend-Event in Reisers Genussmanufaktur und in der begleitenden Fachausstellung ist genügend Zeit, um individuelle Gespräche und Networking zu genießen.
Wir verlosen zwei Gästelistenplätze. Schreiben Sie eine Mail an Frauke. Finus@vogel.deundmitetwasGlückgewinnen Sie eine kostenfreie Teilnahme fürzweiPersonen. (ff) www.effizienz-im-presswerk.de
Sichern Sie sich jetzt Ihre Tickets für „Mehr Effizienz im Presswerk“ am 5. Juni 2025!
Lieferzuverlässigkeit von99,7%
Zugangzu150 Hightech-Maschinen
Keine Lagerhaltung und weniger technisches Personal nötig
Bild:
blechnet-TIPP Serie
In unserem China Market Insider versorgen wir Sie regelmäßig mit Informationen von unseren Experten aus China. Weitere Beiträge aus der Reihe finden Sie auf unserer Webseite.
VERFASST VON
HenrikBork
Managing Director Asia Waypoint
DieZukunftder BlechbearbeitunginChina
Die Industrie der Blechbearbeitung erlebt in China gerade eine rapide Phase der Modernisierung. Was das genau heißt, lesen Sie hier.
DieAutomatisierungundderEinsatzvonIndustrierobotern in der Blechbearbeitung schreiten schnell voran. Dies senkt die Produktionskosten beim Schneiden, Biegen und Schweißen von Blech, verlangt aber nach hohen Investitionen.
Daher ist gerade eine zunehmende Konsolidierung am chinesischen Markt zu beobachten, wo viele kleine der momentan schätzungsweise 80.000 bis 100.000 chinesischen Firmen der Branche aufgeben müssen, während eine Reihe großer „nationaler Champions“ he-
Der Ausblick für die mittelfristige
fernere Zukunft
zeigt, dass
bis
Chinas Unternehmen der Blechbearbeitung mit großer Wahrscheinlichkeit von Jahr zu Jahr international immer konkurrenzfähiger werden.
ranwächst,dieimVergleichmitderausländischenKonkurrenz, etwa mit Trumpf in Deutschland, von Jahr zu Jahr besser dastehen.
Die wichtigsten zwei Trends, die gerade die Zukunft der Blechbearbeitung in China prägen, sind die AutomatisierungundDigitalisierung,dievonderRegierung in Peking im Rahmen ihres Modernisierungsplanes „Made in China 2025“ in den letzten zehn Jahren systematisch gefördert worden sind.
DieFertigungmitCNC-Maschinenhatsichbeiführenden chinesischen Unternehmen, beispielsweise im Delta des Jangtsekiang-Flusses bei Dongshan Precision, Baoxin Technology, Jiangsu Tongrun Equipment oder der Xinpeng Company, längst durchgesetzt. Auch der Einsatz von Digital Twins breitet sich schnell aus.
Das Delta ist nach wie vor eines der führenden regionalen Zentren der Industrie in der Volksrepublik. Aus diesem Grund haben auch in China erfolgreiche ausländische Hersteller wie Trumpf, Rittal, die Sanmina CorporationundMurataMachinerydortinWerkhallen für die Blechbearbeitung investiert.
Immerwichtigerwirdmomentanaberaucheinezweite Region. Das Delta des Perlflusses in der Provinz Gu-
Wie sieht die Zukunft der Blechbearbeitung in China aus? Wir geben Ihnen einen Überblick.
angdong,rundumGuangzhou,FoshanoderDongguan, Teil der von Peking großzügig geförderten „Greater Bay Area”, zieht viele Investitionen in modernste Produktionslinien der Blechbearbeitung an.
Hier im Süden Chinas ist auch besonders gut zu beobachten,welchenachgeordnetenIndustrienindernahen Zukunft den stärksten Zuwachs an Bedarf für die Blechbearbeitung erzeugen. Die Zukunftsbranche der E-Mobilität etwa boomt in China und verlangt nach immer mehrundimmerleichterenAutodächern,Dachträgern oder Motorlagern aus Aluminium oder Stahl
Eine weitere Wachstumsbranche manifestiert sich dank Huawei und seinen Zulieferern in Shenzhen in dem schnell wachsenden Cluster von Herstellern modernsterKommunikationstechnologien,waswiederum auch die Geschäfte der Blechbearbeiter in der Region beflügelt.
Weitere Zukunftsbranchen in der chinesischen Fertigungsindustrie mit Relevanz für die Blechbearbeitung sinderneuerbareEnergien(GehäusefürWindturbinen, AluminiumrahmenfürSolarpaneleetc.),fernerdieVerbraucherelektronikunddieWeltraumindustrie,woChina im Wettrennen mit den USA gerade großen Ehrgeiz entfaltet.
In beiden regionalen Clustern in den Deltas von PerlflussundJangtsekiangfälltimZugederModernisierung insbesondere ein starker Trend hin zu Hydroformverfahrenauf AberauchdiekünstlicheIntelligenzunddas Maschinenlernen werden sehr schnell in die Prozesse integriert, um dem Wunsch der Kunden nach immer mehr maßgeschneiderten und immer präziseren Werkteilen gerecht zu werden.
EineweitereRichtungderModernisierung,diesichin absehbarerZukunftweiterverstärkenwird,istdienachhaltige oder „grüne Produktion“. Nicht nur werden die modernen Fertigungsbetriebe in China immer energiesparender und damit insgesamt kosteneffizienter, sie verarbeiten auch immer häufiger moderne Materialien und Prozesse, um ihren Kunden in Europa und Nordamerika die Umweltzertifikate liefern zu können, die dort verlangt werden.
AuchChinaseigenerWunschnacheinerimmernachhaltigerenundklimafreundlichenFertigung,dieimVersprechen des chinesischen Staats- und Parteichefs Xi JinpingvomErreichenderKlimaneutralitätbiszumJahr 2026gipfelt,treibendiesenTrendderBlechbearbeitung zuimmergrüneren,RessourcenschonendenundEmissionen verringernden Produktionsmethoden.
DerAusblickfürdiemittelfristigebisfernereZukunft zeigt, dass Chinas Unternehmen der Blechbearbeitung mit großer Wahrscheinlichkeit von Jahr zu Jahr international immer konkurrenzfähiger werden.
China wird im Zuge seines neuen Entwicklungsparadigmasmit„hochqualitativenProduktivkräften“,womit unter anderem Faktoren wie die Automatisierung, Big Data und die Robotik gemeint sind, seine Industrie der BlechbearbeitungindenkommendenJahrennochstärker als bisher ins Zeitalter der Digitalisierung und der künstlichen Intelligenz katapultieren.
Ausländische Qualitätshersteller, auch in Deutschland, werden sich warm anziehen müssen, um ihre globalen Marktanteile verteidigen zu können (mk)
DIGITAL-HOLOGRAPHISCH
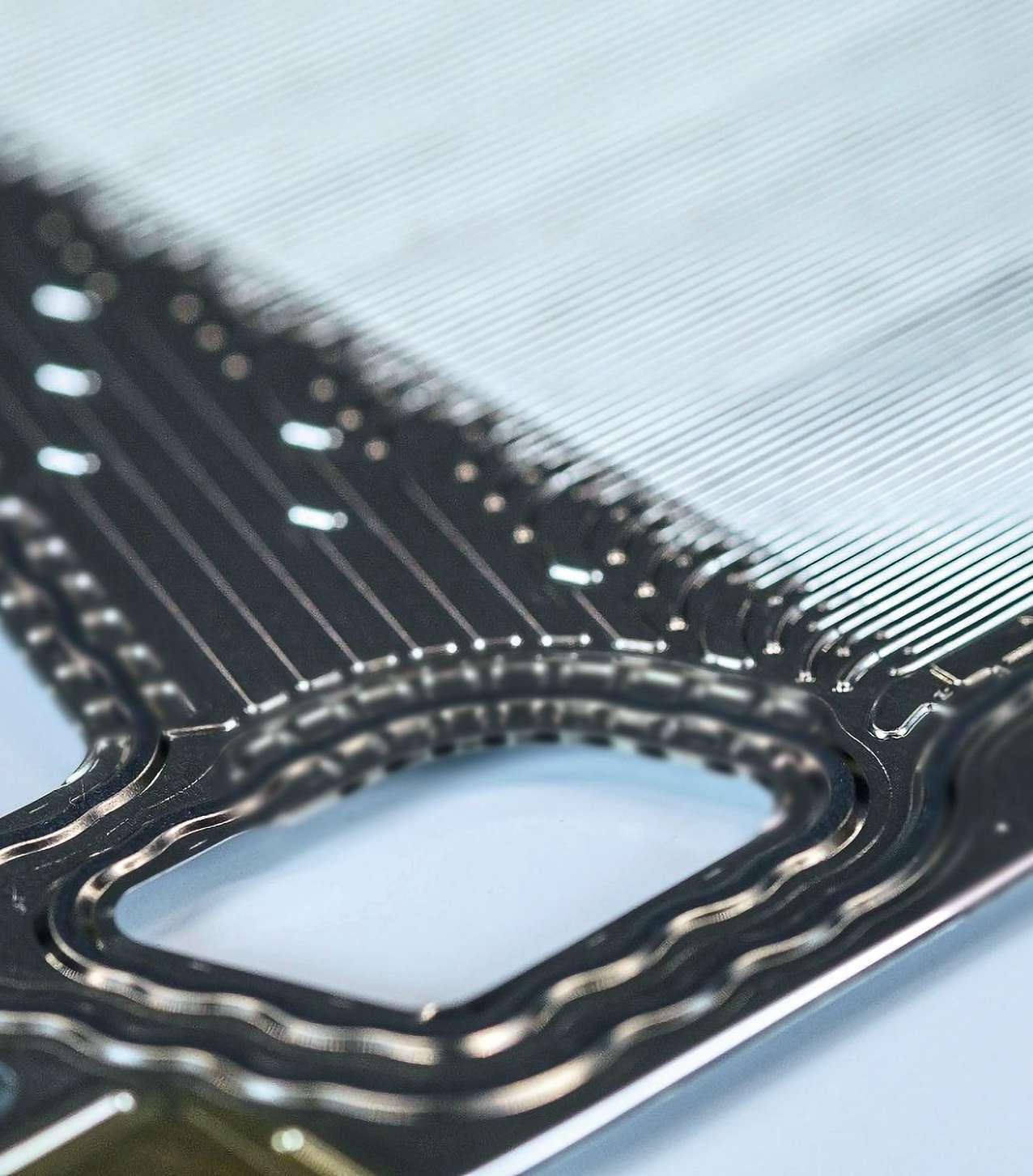
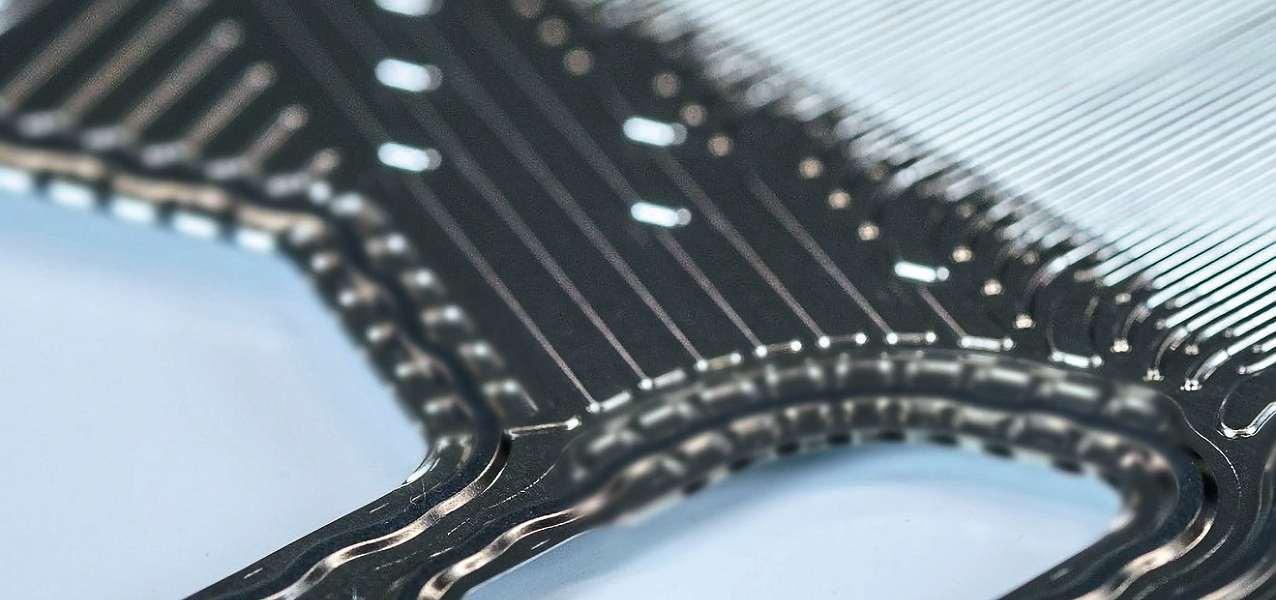
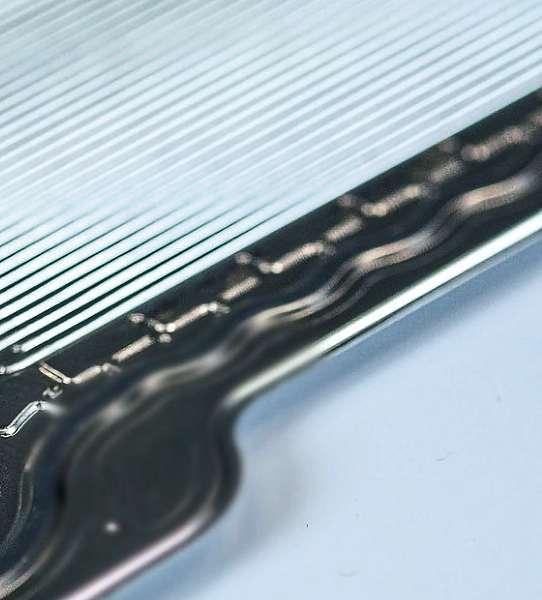
3D-SensorsichertQualität vonBipolarplatten
Mit Wasserstoff betriebene Brennstoffzellen sind ein wichtiger Baustein für die Elektrifizierung des Verkehrs. Aufgrund der größeren Reichweite sind Brennstoffzellen eine interessante Alternative zum Batterieantrieb, vor allem für Nutzfahrzeuge. Kernelement einer Brennstoffzelle sind Bipolarplatten, in die beidseitig feine Kanäle geprägt sind.
Ein digital-holographischer Sensor prüft die Qualität metallischer Bipolarplatten für Brennstoffzellen mit einer Genauigkeit im Bereich weniger Mikrometer und ermöglicht erstmals eine vollständige Inline-Qualitätskontrolle. Die Sensordaten sind darüber hinaus Basis für einen digitalen Zwilling des gesamten Umformprozesses. Dieser soll helfen, Ursachen für wiederkehrende Fehler zu verstehen und den Fertigungsprozess zu optimieren.
Bipolarplatten sind Schlüsselkomponenten in Brennstoffzellen. Bis zu 600 dieser Bauteile werden in einer Brennstoffzelle zu Stapeln geschichtet;siesorgenu.a.fürdieelektrischeVerbindungsowie die Verteilung und Ableitung von Reaktionsgasen und Wasser MetallischeBipolarplattenwerdenausteilweise weniger als ein Zehntelmillimeter feinen Metallfolien beidseitiggeprägt LeichtschwankendeProzessparameterbeiderUmformungführenzutypischenFehlern,wie z. B Reißern, Falten oder Springbeul-Effekten, die die Funktion und Langlebigkeit der Brennstoffzelle beeinträchtigen.SolcheFehlerkonntenbishernurdurcheine nachgelagerte Qualitätskontrolle stichprobenartig erkannt werden. Im Rahmen eines Kooperationsprojekts der Fraunhofer-Gesellschaft und der Deutschen Forschungsgemeinschaft hat Fraunhofer-IPM gemeinsam mit der Universität Stuttgart sowie den Industriepartnern Thyssenkrupp Automation Engineering und Chemische Werke Kluthe Sensortechnik und Simulationsverfahren entwickelt, die die Grundlage bilden für eine aktiveProzesskontrolleundProzessoptimierungbeider Serienfertigung umgeformter Bipolarplatten.
Prozesskontrolle zur Verfügung Um Bipolarplatten unterschiedlicher Größe zu vermessen, setzen die Forschenden auf ein skalierbares System, das je nach BauteilgrößeumweitereMessköpfeerweitertwerdenkann. Ein solcher aus mehreren Sensorköpfen bestehender „Matrixsensor“ nimmt das gesamte Flussfeld von Bipolarplatten mit einer Größe von bis zu 400 Millimeter × 150 Millimeter in einem einzigen Messdurchgang auf –in weniger als einer Sekunde und ohne Verfahren des Sensors.EinStitching-AlgorithmussetztdieMessdaten der einzelnen Messfelder zu einem Gesamtbild zusammen. Die hochaufgelösten Messbilder zeigen Umformfehler ab einer Größe von wenigen Mikrometern. Das SystemwirdaktuellineinerseriennahenUmgebungam Institut für Umformtechnik (IFU) der Universität Stuttgart getestet.
EinamFraunhofer-IPMentwickelterdigital-holographischer 3D-Sensor nimmt hochgenaue 3D-Daten der Bauteiloberfläche auf und stellt sie in Echtzeit für die VERFASST VON
Leiter Kommunikation und Medien
Fraunhofer-IPM
Dievomdigital-holographischenSensorerfasstenMessdaten sollen nicht nur Gut- und Schlechtteile unterscheiden, sondern den Produktionsprozess nachhaltig verbessern.DazuwurdeanderUniversitätStuttgarteine umfassendeSimulations-ToolchaindesUmformprozesses entwickelt, in die die 3D-Messdaten einfließen. So sollenwiederkehrendeFehlerbildersystematischerfasst und analysiert werden, sodass Prozessparameter angepasst werden können. (ff)
Digitale Mehrwellenlängen-Holographie
Die digitale Mehrwellenlängenholographie beruht auf dem Prinzip der Interferometrie Dabei wird das Licht eines Lasers in eine Objekt- und eine Referenzwelle aufgeteilt. Während die Objektwelle an der zu vermessenden Oberfläche gestreut wird, durchläuft die Referenzwelle einen genau definierten optischen Pfad innerhalb des Sensors. In einer Kamera werden dann Objekt- und Referenzwelle zur Überlagerung gebracht. Das entstehende Interferenzmuster trägt die Höheninformation des Prüflings in sich. Mit geeigneten numerischen Methoden kann in Sekundenbruchteilen die Form einer technischen Oberfläche aus diesem Interferenzmuster berechnet werden. Aber nicht nur das: Da bei der digitalen Holographie sowohl Intensität als auch
Durch die Verwendung mehrerer Laser unterschiedlicher Wellenlängen können gleichzeitig eindeutige Messbereiche im Zentimeterbereich und Genauigkeiten im Sub-Mikrometerbereich realisiert werden. Als Zusatzoption ist auch die Integration von LED-Beleuchtungen möglich. Mit Hell- und Dunkelfeldanordnungen können kleinste Defekte auch mit Methoden der klassischen Bildverarbeitung detektiert und analysiert werden – mit einem einzigen optischen Sensor INFO
Phase der Objektwelle so genau und ganzheitlich erfasst werden, kann auch ihre Ausbreitung im Raum numerisch berechnet werden. Dadurch ist es möglich, eine Oberfläche zu vermessen, auch wenn diese optisch nicht scharf auf den Kamerachip abgebildet wurde.
VERFASST VON
RichardStauder
Geschäftsführer Stauder Forming Experience
First-Time-Rightbei höchstfestenBlechen
Eine effiziente Methodenplanung berücksichtigt die Werkzeugkippung und das Arbeitsvermögen an Pressen und ermöglicht ein First-Time-Right bei höchstfesten Blechen.
StellenSiesichvor,SielassensicheineneueKüche einbauen. Wir alle erwarten doch dann, dass der Ofen vom ersten Tag an keinen künstlichen Geruch erzeugt und die eingestellte Temperatur erreicht DassdasLichtimKühlschrankbeimÖffnenangehtund der Dunstabzug gerade und mittig sitzt.
Presskraftkurve eines realen Fertigungsprozesses an einer mechanischen Servopresse bei Meleghy Automotive.
In der Fertigungsindustrie steht der Begriff „First-Time-Right“fürdieAnzahlverwendbarerBauteileimVerhältnis zur Gesamtproduktion Fehler und Nacharbeiten sind nicht nur in der Serienfertigung kostspielig, sondern auch im Werkzeugbau. Schon beim Anlauf neuerWerkzeugeentscheidetsich,obeinProjekterfolgreich abgeschlossen werden kann oder durch viele Korrekturschleifen zu einem Zuschussgeschäft wird. Der Leitsatz „Wer hohe Türme bauen will, muss lange beim Fundament verweilen“ (Anton Bruckner) gilt hier besonders.
DurchSimulationenkönnenimVorfeldverschiedene VariantenundDesignsvirtuellüberprüftwerden.Inder KonstruktionspraxisklaffthierofteineLückezwischen der Machbarkeitsanalyse (Umformsimulation) und der Bewertung der Freigängigkeit und Hubzahl (kinematischePressen-undTransfersimulation).Häufigwirddie Produktionsmaschine nur unter Berücksichtigung der vorhandenen, zeitlichen Pressenkapazität und der maximalen Umformkraft festgelegt Diese Vereinfachung kann sich negativ auf den Werkzeuganlauf auswirken und die laufenden Fertigungskosten erhöhen.
RelevantePressenkennwerte
DabeisindmitdemMethodenplanalleEingangsgrößen wie auch die Grenzwerte zum Schließen dieser Lücke bekannt.DiesebeinhaltendieUmformkräfteundFeder-
Kraftaufbau: Abszisse - Position des Stößels vor UT (links) bzw. nach UT rechts über den Umformkraftverlauf, Federkraftverlauf und der zur Herstellung benötigten Gesamtkraft (linke Ordinate) sowie der berechneten Pressenauffederung (rechte Ordinate).
kräftesowiederenWirkungsbereicheinFormvonFederhüben oder Stößelposition. Mit diesen Daten können derKraftaufbauunddaserforderlicheArbeitsvermögen berechnet werden. Der Kraftaufbau muss mit dem Nennkraft-Weg-VerlaufderAnlageabgeglichenwerden, um Überlastungen der Antriebskinematik oder des Antriebs zu vermeiden. Der Abgleich des Arbeitsvermögens dagegen sichert die Fähigkeit der Anlage, im Dauerlauf betrieben werden zu können, und ergibt den zulässigen Hubzahlbereich der Anlage.
Überschreitungen des zulässigen Arbeitsvermögens können bei konventionellen Pressen zum „Verhungern“ derPresseführen,wodurcheinDauerlauf-(Automatik-) Betrieb unmöglich wird. Bei Pressen mit Servoantrieb zeigen sich die Auswirkungen durch überschrittene Temperaturgrenzen,diezwarmeistdurchVerringerung der Hubzahl oder Änderung der Stößelkurve kompensiertwerdenkönnen,aberimmerzuLastenderProduktivität gehen.
Ein weiterer Aspekt ist die Stößelkippung durch außermittig wirkende Kräfte. Unterschiedliche Kräfte je Umformstufe führen zur Verkippung des Stößels und derWerkzeuge,waszuerhöhtemVerschleißoderQualitätsproblemen führt. Im Extremfall kann ein Überschreiten der zulässigen außermittigen Kraft die hydraulische Überlastsicherung der Presse auslösen.
Bereits in der frühen Layoutphase lassen sich durch die Visualisierung von Kraftaufbau und Arbeitsvermögen eine signifikante Verbesserung der Konstruktion erzielenunddiebeschriebenenShowstoppervermeiden. Die Visualisierung des Kraftaufbaus zeigt mögliche Kraftadditionen und im Ergebnis Schnittschläge auf Durch Optimierung der Schneidenform und der zeitlichen Abfolge der Schnittoperationen kann der Schnittschlag deutlich reduziert werden.
Eine detaillierte Betrachtung des Kraftaufbaus über den Stößelweg liefert realistischere Aussagen zu außermittig wirkenden Kräften. Hierzu werden die Umformkräfte in der jeweiligen Stößelposition betrachtet. Das Ergebnis ist der Verlauf der resultierenden außermittigen Kraft abhängig vom Stößelhub Zum einen liefert dieseArtderAuswertungdieErklärung,wiesoindiesem Fall die außermittige Kraft doch nicht zu einem Sofortstopp durch die Überlastsicherung führt und die Fertigung somit ohne Ausprobe auf einer Presse mit geringerer Nennkraft geplant werden kann. Zum anderen
Zulässige außermittige Kraft inklusive Stufenkräfte in der Stufenmitte und der resultierenden, außermittigen Kraft mit dem Abstand zur Pressenmitte. Diese Betrachtung wird unter der Annahme, dass alle Kräfte gleichzeitig in UT wirken gemacht und ist somit sehr konservativ – im gezeigten Beispiel überschreitet die resultierende Kraft die Grenze der Anlage und ist somit unzulässig
bietet diese Auswertung eine erweiterte Aussage. Vertikale Kraftverläufe sind konstruktiv anzustreben. Denn horizontale Kraftverläufe bedeuten große Kraftverlagerungen über die Aufspannfläche mit entsprechend dynamischen Kippungseffekten und negativen Auswirkungen.
ReduzierungderFertigungskosten
DurchdieBerücksichtigungdieserZusammenhängein einem frühen Stadium der Konstruktion wird der Produktionsprozess robuster gestaltet. Tryoutschleifen in der Konstruktion und Einarbeitung werden signifikant verkürzt.
Darüber hinaus legt eine clevere Anlagenwahl die Grundlage für minimale Fertigungskosten. Der ZeitaufwandfürdiesenMehrwertbeträgtbeiEinsatzgeeigneter Simulationssoftware kaum eine Stunde und ist von jedem Werkzeugkonstrukteur selbst durchführbar (ff)
INFO
Holen Sie mehr aus Ihrer Stanz- und/ oder Umformlinie raus!
Sie betreiben eine Stanz- und/oder Umformlinie und wollen mehr rausholen? Wie sich Kosten senken lassen und Output, Qualität und Effizienz gesteigert werden können, erfahren Sie auf der Fachtagung „Mehr Effizienz im Presswerk“ am 5. Juni 2025 in Würzburg. Die Fachtagung zeigt, welche Potenziale in Ihrer Produktion ausgeschöpft werden können und bietet Lösungen, die Sie sofort in Ihrem beruflichen Alltag unterstützen. Dabei beleuchtet sie mit praxisnahen Vorträgen die verschiedenen Handlungsfelder die zu einer Effizienzsteigerung beitragen. Neben den Produktionsanlagen selbst stehen dabei auch die nötigen Lösungen aus dem Peripheriebereich wie Werkzeuge, Qualitätssicherung, Instandhaltung, Handhabung und Simulation im Fokus. www.effizienz-im-presswerk.de
Bild:
Bild:
STANDARDISIERTE NORMALIEN
HochpräzisionimStanzteil
Bei der Serienfertigung komplexer Präzisionsstanzteile ist Qualität bei der Hapema
GmbH in Engelsbrand Nähe Pforzheim das oberste Leitbild. Deshalb wundert es nicht, dass in den Bereichen Werkzeugkonstruktion und -bau überdurchschnittlich viele Mitarbeiter tätig sind. In einer partnerschaftlichen Zusammenarbeit setzt Hapema auf Normalien von Meusburger.
SEin geöffnetes Stanzwerkzeug in der Montage bei Hapema.
eit diesem Jahr sitzt die zweite Generation mit in der Geschäftsführung der Hapema GmbH: Eva Christmann steht nun ihrem Vater Hans-Peter ChristmannzurSeite IndieLeitungdesUnternehmens mit rund 80 Mitarbeitern steigt sie zu einem Zeitpunkt ein, zu dem es bekanntermaßen schwierig zugeht. LangeJahrewarenesrund90ProzentallerBauteile,dieder
Stanzexperte in die Automobilindustrie geliefert hat. „WirsindbereitfürneueBranchen“,berichtetEvaChristmann. „Aus den Bereichen Medizintechnik, weiße Ware, Elektroindustrie sowie Luft- und Raumfahrt kommen einige unserer neuen Kunden.“ Um gerüstet zu sein, denken Vater und Tochter über die Anschaffung einer weiteren Bruderer-Stanzmaschine nach Zehn dieserHochleistungsstanzautomatenstehenbereitsin den Hallen in Engelsbrand. Angefangen hat alles vor über 30 Jahren mit einer Präzisionsschleifmaschine,alsderSeniorchef,gelernter Werkzeugmacher, den Schritt in die Selbstständigkeit wagte. Es folgten die ersten Fräs- und Erodiermaschinen, mit denen Werkzeugbauaufträge für Stanzereien in der Nachbarschaft einher gingen. Noch heute kann mandieDienstleistungderWerkzeugkonstruktionund des Werkzeugbaus bei Hapema einkaufen. Doch ein zweiter wichtiger, naheliegender Baustein ist mittlerweiledieSerienfertigungvonStanzteilen.Dafürstehen eben jene genannten Hochleistungsstanzautomaten bereit. In zwei Schichten werden hier vom Band weg einbaufertige Präzisionsstanz- sowie -stanzbiegeteile produziert.
In teilweise bis zu 8 Prozessschritten wird in den Maschinen unter anderem auch laserbeschriftet oder geschweißt.DiemodularenFolgeverbundwerkzeugesind demzufolge hochkomplex – wie Stationen für diverse Einpresszonen,MontagestationenoderZuführungvon Kontaktnieten bzw. separaten Teilen. Die Werkzeuge sind dabei auf engste Toleranzen ausgelegt und es können Bandstärken von 0,05 bis 1,5 Millimetern sowie Bandbreiten bis 200 Millimetern in allen gängigen Materialien und Oberflächen verarbeitet werden.
Werkzeugeausüber1.500Einzelteilen
„Ein Beleg für unsere Präzisionsleistungen ist die lizenzierte Produktion des Elo Pin, der patentierten und sicheren mechanischen Steckverbindung für Platinen, die spanfreies Einpressen in unterschiedlichste Werkstoffe erlaubt“, erklärt Hans-Peter Christmann. Die KonstruktionsabteilungentwickeltWerkzeuge,dieaus über 1.500 Einzelteilen bestehen können. Neben einer 100-Prozent-Kontrolle der Bauteile setzt Hapema bereitsbeimWerkzeugbauaufhöchsteQualität:EinHighlightisthierderEinsatzvonHigh-End-Finishingdurch HSC-Fräsmaschinen (High-Speed-Cutting). Mit dieser
Bild: Hapema
Technologie können sehr feine und komplexe Oberflächenbearbeitungen bei hoher Materialabtragsrate durchgeführt werden. Diese Anlagen können eine außergewöhnliche Fertigungsgenauigkeit von +/- 0,002 Millimetern erreichen.
Außerdem arbeitet man für die Qualität seit einigen JahreninSachenNormalienmitdemPartnerMeusburger zusammen Das Unternehmen liefert zum Beispiel PlattenanHapema.Diesesindin8verschiedenenStandardausführungenerhältlich.BeidenPlattenkannaus mehrals25verschiedenenWerkstoffengewähltwerden und sie sind dank dem Spannungsarmglühen in den Meusburger-eigenen Glühöfen in sehr engen Toleranzen gefertigt.
Das Führungssystem ist eines der wichtigsten Bestandteile eines einwandfrei funktionierenden Stanzwerkzeuges.DeshalbnutztauchhierHapemadasSortiment an Wälz- und Gleitführungen von Meusburger Neben zahlreichen Kombinationsmöglichkeiten zwischen Führungssäule und -buchse sind die Führungen nach DIN/ISO kompatibel und auf die MeusburgerNormgestelle abgestimmt.
Online-PortalspartZeit
ZumMeusburger-Protal,dasHapemanutzt,erklärtAxel Pross,FachexperteStanzwerkzeugbaubeiMeusburger: „Die Konfiguratoren, Auswahlhilfen und Assistenten sowie die Möglichkeit von Export und Import von StücklistenundnatürlichdieCAD-Übernahmemachen Anwendern das Bestellen leicht.“
HagenKörner,TeamleitungZerspanungbeiHapema, fasst die Vorteile des Portals in einem Satz zusammen: „DasPortalspartunsZeit!“DasmachtsichzumBeispiel auch darin bemerkbar, dass Hapema schnell auf Kundenanfragen reagieren kann, weil Angebote schneller kalkuliert und abgegeben werden können
Außerdem ist man in Engelsbrand auch besonders vonderoffenenKommunikationundvertrauensvollen
Zusammenarbeit mit Meusburger angetan – auch und gerade dann, wenn es mal irgendwo hakt. Dank einem großen Lager am Hauptsitz in Österreich können die Lieferzeiten für bestellte Normalien binnen weniger Tage betragen. Vater und Tochter Christmann sind sich einig, dass die Zusammenarbeit mit Meusburger auch in der zweiten Generation bei Hapema weitergeführt wird. (ff)
VERFASST VON FraukeFinus Leitende Redakteurin blechnet
Unserekombiniertenservoelektrischen Stanz-und Schermaschinen integrieren verschiedeneTechnologien in einer Blechbearbeitungsmaschineund sorgen so für höchste Produktivität und Kosteneffizienz n n
Setzen Sieauf dasWissenund dieDynamik vonPrima Power. Evolve by integration
V. l.: Eva Christmann, Geschäftsführerin Hapema, Frauke Finus, leitende Redakteurin Blechnet, Hagen Körner, Teamleitung Zerspanung Hapema, Thomas Krebs, Leitung Verkaufsregion D-Mitte-Süd Meusburger, und Axel Pross, Fachexperte Stanzwerkzeugbau Meusburger
Bild:
ST AN Z- UN DS CH ER MA SC HI NE N
Große, schwere Schweißbaugruppen, wie diese XXL-Grundplatte für eine Ölversorgungsanlage, sind eine Paradedisziplin von Jebens.
VERFASST VON
Ursula
Herrling-Tusch
Freie Autorin
ÖLVERSORGUNGSANLAGEN
SchweißbauteileinXXL: Grundplatten
Große, schwere Schweißbaugruppen sind die Paradedisziplin der Jebens GmbH mit Sitz in Korntal-Münchingen. Das qualifiziert das Unternehmen auch für den Bau von XXL-Grundplatten für Ölversorgungsanlagen der weltweit führenden Gesellschaft für Oeltechnik.
Zahlreiche namhafte Unternehmen der chemischen und petrochemischen Industrie vertrauen auf die Ölversorgungsanlagen und Kühler der Gesellschaft für Oeltechnik, die alle nationalen wie internationalen Normen erfüllen. Diese Anlagen werden nachdenjeweiligenRichtliniendesAufstellungslandes als sogenannte Kompaktanlagen (Units) kundenindividuell ausgelegt, entwickelt und produziert. Mit einem Stückgewicht von bis zu 100 Tonnen, einer Breite von bis zu 4 Metern und einer Länge von 20 Metern werden sie in Waghäusel vollständig gefertigt.
RiesigeÖlversorgungsanlagen
BasisdieserriesigenÖlversorgungsanlagensinddievon Jebens hergestellten Grundplatten, deren Grundfläche denAusmaßenderfertigenAnlageentspricht.Aufdiesen Grundplatten installiert Oeltechnik in der eigenen, hochmodernen, 20.000 Quadratmeter großen Fertigungsstätte alle für den Betrieb der Anlagen erforderlichen Komponenten. Dazu gehören neben Öltank, -kühler und -abscheider auch Motoren, Pumpen, Ventile, Filter, Temperatur- und Druckmessgeräte sowie ein
Bild: Je bens
komplexes Rohrleitungsgeflecht mit allen Armaturen. Beispielhaft dafür steht die Ölversorgungsanlage für eine Raffinerie. Diese Anlage versorgt die Lager des Verdichters mit mehr als 1.200 Litern Schmieröl pro Minute,dasimKreislaufgereinigt,gefiltertundgekühlt wird.
Stückgewichtvon7,9Tonnen
Die Aufgabe an Jebens umfasste die Anfertigung der GrundplattegemäßZeichnungmiteinemStückgewicht von 7,9 Tonnen, 455 Millimetern Höhe, 4.160 Millimetern Breite und 9.260 Millimetern Länge Neben der HerstellungderSchweißkonstruktionzähltedazuauch derEinkaufallerdafürbenötigtenBauteileundderkundenspezifisch gewünschten Farbe. Nach dem Schweißen wurde die gesamte Schweißkonstruktion aus Grundplatte und verschiedenen großen Trägern von Jebens sandgestrahlt und an Ober- und Unterseite mit der speziellen Endlackierung versehen.
DieJebens-ExpertenfürBrennschnitteundkomplexe Schweißkonstruktionen fertigen Grundplatten dieser ArtseitmehralszehnJahrenregelmäßigfürdieGesellschaft für Oeltechnik – bislang 35 Platten mit Stückgewichten von bis zu 13 Tonnen. Laut Michael Springer, Leiter Materialwirtschaft bei Oeltechnik, sprechen für Jebens„diehervorragendeSchweißarbeitsowiediesehr
gute Maßhaltigkeit und Ebenheit der Platten“ Dies sei für ihn angesichts der extrem hohen Qualitätsansprüche seines Unternehmens äußerst wichtig. Bei Jebens weiß er sich in guten Händen und sagt: „Jebens ist einfach ein verlässlicher und qualitativ hochwertiger Partner!“ (ff)
15.–19. September 2025
Auf der von Jebens gefertigten Grundplatte installiert die Gesellschaft für Oeltechnik alle für den Betrieb der Ölversorgungsanlage einer Raffinerie erforderlichen Komponenten
DAS INTERVIEW FÜHRTE
FraukeFinus
Leitende Redakteurin blechnet
INTERVIEW
E-Commercetrifft automatisierteFertigung
247 Tailor Steel betreibt mittlerweile mehrere Werke in Deutschland.
Im Gespärch mit Carl Berlo, CEO von 247 Tailor Steel, zeigt sich, was den Blechbearbeiter aktuell bewegt.
Carl Berlo: Das vergangene Jahr bot ein gemischtes Bild der wirtschaftlichen Aktivitäten. Ein sehr starker Beginn, mit einer Abschwächung des Wachstums in der zweiten Hälfte des Jahres 2024. IchhabewährendderEuroblechimvergangenenJahr mitvielengroßenOEMsgesprochen,beidenenjetztumfangreicheOnboarding-Maßnahmendurchgeführtwerden. Infolgedessen ist nicht nur der Start für 2025 sehr stark, sondern auch die Prognose für das Gesamtjahr wächst weiter
WelcheNeuheitengibtesbeiIhnen?
Seit diesem Jahr können Metallprofile über Sophia bearbeitet werden. Dies ist vor allem für Stahlbauer interessant,diebearbeiteteProfileundStahlträgerbenötigen. Darüber hinaus werden jetzt zusätzliche BearbeitungenwieGewindeschneidenundSenkungenüberSophia angeboten.
MitSophiabestellenKundenbei247TailorSteeleinfach und schnell ihre maßgeschneiderten Produkte.
ZURPERSON
Carl Berlo
CEO von 247 Tailor Steel
Mit Sophia bestellen Kunden bei 247 Tailor Steel einfach und schnell ihre maßgeschneiderten Produkte. Sophia nutzt dabei künstliche Intelligenz.
Sophia nutzt dabei künstliche Intelligenz. Nachdem Kunden ihre Bestellung aufgegeben haben, werden Produktion und Logistik vollautomatisch gesteuert. Dabei werden im Handumdrehen lasergeschnittene Metallbleche, Rohre und Kantteile generiert. Dieser Vorgang ist vollständig automatisiert. Nach dem Hochladen der Zeichnung erkennt Sophia schnell und mühelos alle TeilederBaugruppe.RohreundBlechewerdengetrennt und Biegungen werden automatisch erkannt. Auch komplexeBearbeitungenwieHemming-Kantenkönnen KundeninSophiaproblemlosanfragen Siemüssennur ihre STEP-Datei hochladen – der Rest erledigt sich von selbst InnerhalbvoneinerMinuteerfahrenKundenden Preis. Die Lieferzeit kann dabei selbst gewählt werden.
Wie sehen Sie generell die Bedeutung von E-CommerceinderBlechbearbeitung?
Wir waren der erste Anbieter, der (mit einer selbst entwickelten Software) Teile für die Metallbearbeitung onlineangebotenhat.VieleandereFirmenhabenversucht, das zu kopieren, was natürlich eine Bestätigung dafür ist, dass wir damals das Richtige gesehen haben.
Gegenwärtig sind Schnelligkeit bei der Angebotserstellung,ZuverlässigkeitbeiderLieferung,Schnelligkeit bei der Auslieferung und ein hohes Maß an Einblick in eine firmeninterne Online-Umgebung von großer Bedeutung Der größte Teil unserer Online-Umgebung
wird intern am Ende der Produktion eingesetzt. Das macht uns sehr effizient und ermöglicht es uns, mit einem hohen Automatisierungsgrad und mit weniger Personal eine weitaus höhere Qualität zu liefern Vor allem durch die Nutzung unserer Daten, die uns mithilfe von KI in Richtung einer optimalen Ausführung lenken. Auch das Suchen und Finden neuer Kunden ist aufgrundunsererArbeitsweiseetwasBesonderes;jeden Monat schaffen es 700 neue Kunden, ihren Weg zu 247 Tailor Steel zu finden.
Unsere E-Commerce-Arbeitsweise und die automatisierte und robotergestützte Produktion haben uns mit Abstand zum Marktführer gemacht.
Vor dem Hintergrund des Fachkräftemangels – wie geht247TailorSteeldamitum?
UnsereautomatisierteArbeitsweiseermöglichtunsden EinsatzvonQuereinsteigern.Diesebildenwirinunserer eigenenAcademyzuvollwertigenMaschinenbedienern aus. Damit ist der Teich, aus dem wir neue Kollegen fischen können, viel größer als bei traditionellen Metall verarbeitenden Unternehmen. Auch unsere neuen Fabriken mit modernsten Maschinen in einem optimalen ArbeitsumfeldsindeinezusätzlicheMotivationfürneue Mitarbeiter, bei 247 Tailor Steel anzufangen.
VielenDankfürdasGespräch! (ff)
Maßgeschneiderte Bleche, Rohre und Kantteile rund um die Uhr einfach online bestellen. Das geht dank der Software Sophia bei 247 Tailor Steel.
„Schlechte Verbindung gibt es bei unsnur am Handy.“
Basismodul, Bedienelement, Lasttraversen und Saugplatten des Vacumasters legte Schmalz individuell für die Anwendung bei Freilacke aus.
VAKUUM-HEBEHILFEN
Ergonomietrifft
Farbenfreude
Freilacke ist Spezialist für farbige Beschichtungen und setzt beim Handling seiner Versandgebinde auf die ergonomischen Hebehilfen von Schmalz.
Protektion, Dekoration, Funktion – Lacke schützen Oberflächen, beeinflussen ihre Optik und verleihen ihnen bestimmte Eigenschaften. Das 1926 gegründete Familienunternehmen Freilacke fertigt maßgeschneiderte Farben und Lacke für Kunden aus Fahrzeug-,Maschinen-undApparatebau,Lohnbeschichtung, Funktionsmöbel, Lagertechnik sowie Bau und Sanitär, aber auch für Schienenfahrzeuge und die Windkraftindustrie Dazu gehören Flüssiglacke ebenso wie Pulverund Elektrotauchlacke sowie Composite-Lösungen. Mehr als 650 Mitarbeitende erwirtschafteten 2023 am Standort Bräunlingen-Döggingen im Südschwarzwald einen Jahresumsatz von etwa 180 Millionen Euro. Die Produkte des Systemlack-Spezialisten werden weltweit an Industriekunden vertrieben.
„A Great Place to Work 2023“ und damit einer der besten Arbeitgeber in Baden-Württemberg: Die Emil Frei
GmbH & Co KG, Markenname Freilacke, konnte ihre Mitarbeitenden ebenso wie die Jury des Wettbewerbs überzeugen. „Einer der Gründe ist sicherlich, dass wir großenWertaufergonomischeArbeitsplätzelegen“,sagt Dr Rainer Frei, Geschäftsführer und kaufmännischer Leiter des Unternehmens „Unsere Belegschaft ist der Garant für unseren großen Erfolg und wir unterstützen sie. Dazu gehört selbstverständlich, dass wir die körperliche Belastung reduzieren, wo immer es möglich ist.“ Ganz konkret zum Beispiel bei den Packplätzen. Hier müssen jeden Tag mehrere Hundert Pakete mit einem Einzelgewichtvon25KilogrammundschwereFässerbewegt werden. „Das summiert sich auf mehrere Tonnen pro Schicht“, betont Oliver Zanner, Marketingleiter bei Freilacke.DieLösung:Vakuum-HebehilfenvonSchmalz. AuchimRohstoffhandlingundindenProduktionsbereichen nutzt der Betrieb viele dieser Hebegeräte.
IndividuellgeplanteHebegeräte
Freilacke nutzt seit dem Jahr 2010 die ergonomisch optimiertenVakuumheberundKransystemevonSchmalz DieLösungenvonSchmalzreduzierendieLastenfürdas Personal beim Heben enorm. Damit unterstützen sie Rücken und Bewegungsapparat. Dies bestätigt der unabhängige Verein Aktion Gesunder Rücken e. V. (AGR) mit seinem Prüfsiegel.
„Dank des Vacumasters können wir unsere Industrielacke auch in 200-Liter-Fässern ergonomisch kommissionieren“, unterstreicht Oliver Zanner Das Vakuumhebegerät VM-Basic-270-1 ermöglicht selbst bei sehr schwerenWerkstückeneinmühelosesundgesundheitsschonendesHandling OhnediesesHebegerätwärendie FässermiteinerMassevonmindestens250Kilogramm nicht als Transportgebinde infrage gekommen. Frei erläutert: „Wir setzen eine komplett individuelle Lösung ein,dieSchmalzfürunskonzipierte.“DermodulareAufbaumachtedasmöglich FreilackeerhieltdurchdieAuswahl an verschiedenen Basismodulen, Bedienelementen, Lasttraversen und Saugplatten die exakt für die Anwendung passende Hebehilfe.
Der Vakuumerzeuger sitzt im Basismodul und sorgt für die erforderliche Saugkraft am Hebegerät, das sie überdieSaugplattenaufdasWerkstücküberträgt.Dabei dient die Lasttraverse aus Aluminium gleichzeitig als Vakuumspeicher DasSystemarbeitetaneinemDeckenkran, der eine große Reichweite zulässt, ein Kettenzug übernimmt die Hubbewegung Damit stellen die FachkräftedieschwerenFässer,dieperStaplerausdemLager kommen,mühelosaufEuropalettenzumVersandbereit.
FastwieMotorradfahren
ZurHandhabungvonkleinerenGebindensetztFreilacke mehrere Jumboergo-65 ein. Diese Vakuum-Schlauchheber bewegen die 25 Kilogramm schweren VersandkartonsfürPulverlackeebensofeinfühligundzielgenau wie die mit zwölf Kilogramm Flüssiglacken gefüllten Eimer – ohne die Fachkräfte zu belasten. „Damit minimiertenwirarbeitsbedingteMuskel-Skelett-Erkrankungen bei unseren Kommissionierern“, freut sich Oliver Zanner Ein Kollege aus dem Versand, der täglich mit den Schmalz-Geräten arbeitet, ergänzt, dass ein Detail überzeugt: „Bevor wir die Lösung von Schmalz nutzten, gabeseinigeMissgeschicke,weildasKlebebandderKartons versagte oder Eimer nicht richtig verschlossen waren“,erinnertersich.„DieSauggreiferhaltenSchachteln und Dosen während der Bewegung sicher fest und setzen sie genau dort ab, wo sie gebraucht werden.“ Mit dem Drehgriff heben, senken und lösen die Beschäftigten die Last ohne Anstrengung „Die Bedienung ist so einfachwieGasgebenbeimMotorradfahrenundmacht Spaß“, weiß er
Am schwenkbaren Deckenkran ist der Jumboergo-65 flexibel dort einsetzbar, wo er gebraucht wird. Bild: J . Schma lz
blechnet-TIPP
Schmalz liefert individuelle Konfigurationen, so passen die Hebehilfen perfekt zur jeweiligen Aufgabe.
Je nach Handhabungsaufgabe nutzen die Fachkräfte den passenden Endeffektor, den sie dank des Schnellwechseladapters mit wenigen Handgriffen tauschen: DerRundsauggreiferRGbewegtdieLackeimer,während derDoppelsauggreiferDGsowiederVierfachsauggreifer VG große Kartons sicher aufnehmen. Beide Lösungen sind verstellbar und passen sich damit an jedes Werkstückan.DurchdenbeweglichenBedienbügelsindgroße Stapelhöhen kein Problem.
Für die maximale Reichweite sorgen auch hier Schwenkkräne,andenendieSchlauchheberhorizontal entlang der Decke mehrere Meter weit bewegt werden. Damit erreichen die Hebehilfen infolge des großen Schwenkwinkels von 180 Grad selbst schwer zugängliche Bereiche. Die Kräne sind für Traglasten bis 65 KilogrammausgelegtunddurchihreAluminium-Bauweise leichtgängig Ein weiterer Vorteil: Dank des großen SchwenkbereichsistfürzweiPackplätzenureineinziger JumboFlex erforderlich.
Darüber hinaus nutzt Freilacke mehrere VakuumSchlauchheber des Typs Jumboflex-35, die die Fachkräfte intuitiv mit einer Hand bedienen können. Damit bewegensieWerkstückebis35Kilogrammermüdungsfrei über lange Zeit. Auch bei diesem Modell lassen sich die Sauggreifer durch das Schnellwechselsystem tauschen und an unterschiedliche Lasten anpassen. Frank Januschowski, Logistikleiter bei Freilacke, schätzt die unkomplizierte Zusammenarbeit mit Schmalz Regelmäßig informiert er sich beispielsweise auf Messen wie der Logimat zusammen mit Kollegen über Produktneuheiten. Gemeinsam mit den VakuumExperten überlegt er, wie sich die Ergonomie im Unternehmenweiterverbessernlässt.„IndenGesprächenmit dem Vertrieb zeigte sich, dass eine individuell für uns geplante Lösung beim VacuMaster das beste Ergebnis liefern wird – und genauso war es auch. Nur dank der Hebehilfe sind wir in der Lage, die schweren Fässer zu handhaben, ohne unsere Mitarbeitenden zu belasten. Das ist super“, resümiert er Und noch etwas überzeugt: „WirnutzeneinigederHebehilfenseitvielenJahren.Ändern sich unsere Anforderungen, kümmert sich Schmalz um den Umbau. Dadurch arbeiten wir immer mit dem optimalen Equipment.“ (st)
VERFASST VON
DanielHund
Head of Marketing
Rösler
STAHLBLECHE
Stahlblechekonservieren
Für die effiziente und präzise Bearbeitung riesiger Stahlbleche in einem herausfordernden Projektumfeld vertraut ein führender USStahlproduzent auf eine Konservierungslinie von Rösler.
Mitten auf der grünen Wiese in einem Industriepark in den USA hat einer der größten Stahlproduzenten Nordamerikas ein gigantisches Walzwerk für Stahlbleche errichtet.
Dieses setzt neue Maßstäbe in Bezug auf die Größe der dort gewalzten und bearbeiteten Bleche und gehört zu den leistungsstärksten Stahlwerken im nordamerikanischen Raum Neben besonders dicken und großformatigen walzfrischen Stahlblechen bietet das Unternehmen seinen Großkunden aus der Öl- und Offshore-Industrie die Oberflächenbehandlung der Walzprodukte als zusätzlichen Service an; diese Leistung gewinnt in derBranchezunehmendanBedeutung Umgesetztwird dies konkret mit einer Konservierungslinie vom Typ KON 47/3-HD in Walzwerkausführung der Rösler Oberflächentechnik GmbH.
Mit rund 75 Metern Länge, einem Strahlmitteldurchsatzvon3,7TonnenproMinuteundeinemProduktionsvolumenvon122.000TonnenproJahristdieKonservierungslinie,diedieRöslerOberflächentechnikGmbHfür
den amerikanischen Stahlproduzenten konzipiert und hergestellthat,einechtesKraftpaket.Dasmusssieallerdings auch sein, denn die Bleche, die hier bearbeitet werden, haben gewaltige Ausmaße Je nach Auswalzdicke des Slabs, also des Stahlrohlings, können sie bis zu 4.300 Millimeter breit, 18.000 Millimeter lang und maximal203Millimeterdicksein.„Genaudarinlagfüruns dieHerausforderung:UmsolchgroßeundschwerePlatten mit einem Maximalgewicht von über 45 Tonnen strahlen zu können, bedarf es einer extrem robusten Anlage, die extrem leistungsstark ist, aber gleichzeitig präzisearbeitetunddengefordertenReinheitsgradvon 2,5 SA zuverlässig erreicht. In Kombination mit einem recht straffen Zeitplan war das ein spannendes und ambitioniertes Projekt für uns“, so Marcus Witter, Global Sales Expert bei Rösler
Konservierungsliniebietet zusätzlichenMehrwert
Der Standort der Rösler-Anlage am Ende der Prozesskette deutet bereits auf ihre Sonderstellung innerhalb des Walzwerkes hin. Die Konservierungslinie bietet keine Standardbearbeitung, sondern einen optionalen Zu-
Mit ihren 75 Metern Länge und einem Produktionsvolumen von 122.000 Tonnen pro Jahr ist die Konservierungslinie KON 47/3-HD ein Kraftpaket.
satzservice, der für immer mehr Zwischenhändler und Endkunden an Bedeutung gewinnt: Der Kunde hat die Wahl zwischen einem walzfrischen Blech oder einem bereits gestrahlten und/oder lackierten Blech „Je nachdem, was mit dem Blech passiert, kann das ein sehr attraktiver Mehrwert sein. Zum Beispiel, wenn Bleche lange Versandwege haben und dabei möglicherweise erste Korrosionsstellen auftreten. In diesem Fall macht es Sinn, bereits vor dem Versand zu strahlen und einen Korrosionsschutz aufzubringen. Gleichzeitig spart sich der Kunde dann ein bis zwei Prozessschritte in der eigenen Produktion, weil er das Blech direkt zuschneiden und schweißen kann, ohne die schweißfähige Grundierungvorherentfernenzumüssen“,erklärtWitter Inder AnlagekommenlösungsmittelbasierteGrundierungen zumEinsatz,wiesieunteranderemauchimSchiffsbauund Offshore-Bereich gefordert werden. Auch im traditionellen Stahlbau kommen teilweise lösemittelhaltige Lacke zum Einsatz. Aufgrund der steigenden Anforderungen an den Schutz der Umwelt sind Rösler-Konservierungslinien auch in der Lage, wasserbasierte Lacke zu verarbeiten
Effizienzund Wirtschaftlichkeit
Das Herzstück der Konservierungslinie von Rösler ist eineRollenbahn-Strahlanlage.Vorgeschaltetsinddieser eine Abblaseinheit, die das Eintragen von Verschmutzungen verhindert, sowie ein Vorwärmer. Dieser hat eine maximale Betriebstemperatur von 260 Grad Celsius und wird sehr effizient mit zwei Gasbrennern im Umluftbetrieb beheizt. Hier werden die Bleche auf die optimale Betriebstemperatur für die spätere Lackierung aufgeheizt. Anschließend gelangen sie über eine kurze Zwischenrollbahn in die Strahlanlage, die mit zehn Gamma-400G-Turbinen mit jeweils 30 Kilowatt ausgestattet ist. Die Turbinen können selektiv, je nach Blechbreite, automatisch abgeschaltet werden. Dies erhöht den Wirkungsgrad, reduziert den Verschleiß und senkt somit die Betriebskosten.
SpeziellfürdieautomatischeBlechbreitenerkennung wurde die Anlage mit einer verbesserten Strahlmittelrückführung und -verteilung ausgestattet, um auch bei selektiver Abschaltung einzelner Turbinen stets eine gleichmäßige Strahlmittelverteilung bei optimaler Reinigungsleistunggewährleistenzukönnen.UmdemGewicht von 7 Tonnen pro laufenden Meter und dem Strahlmitteldurchsatz von 3,7 Tonnen pro Minute auch unter Volllast und im Dauerbetrieb standhalten zu können, ist die Strahlkammer komplett aus 8 Millimeter starkem Manganstahl gefertigt und zusätzlich mit austauschbarenManganstahlplattenmiteinerStärkevon8 Millimeter ausgestattet.
Speziell für die automatische Blechbreitenerkennung wurde die Anlage mit einer verbesserten Strahlmittelrückführung und -verteilung ausgestattet.
Nach dem Strahlen wird das Blech automatisch mittels einer integrierten Reinigungsstation gereinigt, sodass es frei von Strahlmittel und Staub in die automatische Lackieranlage transportiert wird. Dort wird die Zwei-Komponenten-Farbe im Airless-Verfahren aufgebracht. Sensoren erfassen dabei die Blechgröße und -breite sowie die Transportgeschwindigkeit des Blechs und minimieren so unnötigen Overspray, also das VerblasenvonFarbeimRaumundsorgenfürmehrEffizienz und einen geringeren Farbverbrauch. Im Endzustand mussdaslackierteBlecheineTrockenschichtstärkevon 15 bis 25 Mikrometer aufweisen.
IstdasBlechlackiert,gehtesindenaufrund60Grad CelsiuserwärmtenFarbtrockner Diesendurchfährtdas Blech auf einem speziellen Kettenförderer, damit die Farbe an der Unterseite des Bleches nicht beschädigt wirdundkeinesichtbarenDefekteentstehen.Einethermische Nachverbrennung sorgt dafür, dass die lösemittelhaltige Abluft aus der Lackieranlage und dem Trockner gereinigt wird und die Emissionsgrenzwerte der Anlage sicher eingehalten werden.
ErfolgreicheInbetriebnahme trotzZeitdruck
Seit Ende 2023 ist die Konservierungslinie im Einsatz und läuft zuverlässig und kontinuierlich. Dabei war die Montage der Konservierungslinie aufgrund des engen Zeitplans für den Bau des gesamten Walzwerkes eine echte Herausforderung Denn während die Konservierungslinie bereits aufgebaut wurde, liefen die BauarbeitenanderHallemitHochdruckweiter,umdasDach,die Außenwände und andere notwendige Installationen fertigzustellen.„DasmachtedieMontagederAnlagezu einerechtenHerausforderung,aberwirwolltenunseren Kundengernedabeiunterstützen,seinenengenZeitplan einzuhalten. Das ging nur im direkten täglichen AustauschderProjektteamsaufbeidenSeiten,derausunserer Sicht sehr angenehm und konstruktiv gelaufen ist undletztendlichauchzumgemeinsamenErfolggeführt hat“, so Marcus Witter von Rösler (ff)
VERFASST VON
TheoDrechsel
Marketing
4Marcom + PR!
STANZTECHNIK
Simulationverkürzt Abstimmungszeiten
Bei Rosenberger Stanztechnik unterstützt Stampack Xpress die Methodenplanung, die Layouterstellung und Machbarkeitsanfragen im Bereich der Stanzformtechnik.
DieRosenberger-GruppeausFridolfinghatsichauf Verbindungslösungen in der Hochfrequenz-, Fiber-Optik- und High-Voltage-Technologie spezialisiert DasUnternehmenbeliefertKundenausdenBranchen Telekommunikation, Datentechnik, Medizinelektronik, industrielle Messtechnik, Automobilelektronik undElektromobilitätundbeschäftigtweltweitmehrals 15.000 Mitarbeiter Hier spielt das Unternehmen seine Stärken wie die hohe Produktqualität, technologische Kompetenz und eine große Wertschöpfungstiefe aus
StanztechnikfürhochpräziseKontakte
Die Rosenberger Stanztechnik GmbH & Co KG ist eine wichtige Ergänzung der bestehenden Stanzteilefertigung: Das Tochterunternehmen setzt seinen Schwerpunkt bei der Herstellung von anspruchsvollen, hoch-
präzisenKontaktteilenfürdieAutomobil-,Telekommunikations- und Elektronikindustrie.
Rosenberger Stanztechnik verfügt an seinem Sitz in Neuenbürg bei Pforzheim über einen eigenen Werkzeugbau sowie eine Konstruktionsabteilung Dort kommt seit Januar 2022 die Simulationssoftware StampackXpresszumEinsatz.„ImRahmendesAuswahlprozesses überzeugte uns Stampack insbesondere mit seiner Schnittstelle zu unserem CAD-System VISI sowie dem auf den Werkzeugbau angepassten Handling“, unterstreicht Stefan Maier, der Leiter des Technical Competence Centers (TCC) von Rosenberger Stanztechnik. „Gerade bei der Methodenplanung im Zuge der Layouterstellung und bei Machbarkeitsanfragen leistet uns StampackhervorragendeDienste.Dadurchkonntenwir die Abstimmzeiten durch Einsparungen bei den Änderungsschleifen reduzieren.“
Rosenberger Stanztechnik setzt seinen Schwerpunkt bei der Herstellung von anspruchsvollen, hochpräzisen Kontaktteilen für die Automobil-, Telekommunikationsund Elektronikindustrie.
Neuentwicklungen wie die iterative Rückfederungskompensation und die Beschnittlinienermittlung machenStampackXpresszumKomplettpaket,dasmittlerweile über 150 Kunden im Entwicklungsprozess einsetzen. Die praxisorientierte Software ist für Produktentwickler und Methodenplaner gleichermaßen geeignet undkannohneVorkenntnisseundpraktischeErfahrungen in der FEM genutzt werden.
StampackrechnetmitdemschnellenSchalensolvereine erste Abschätzung und anschließend ohne Änderung derSimulationsdefinitionimVolumensolvereineexakteBeschreibungdesUmformprozesses.DieBerechnung der Rückfederung und der RückfederungskompensationistebensoenthaltenwieeinToleranzcheck,mitdem inderSoftwaredieEinhaltungderFertigungstoleranzen kontrolliertundAbweichungengrafischdargestelltwerdenkönnen.DerVolumensolversimuliertdieVorgänge bei der Umformung dicker Bleche und bei Materialverdichtungen sehr realistisch und eignet sich deshalb auch für die Simulation von Folgeverbundprozessen.
Stampack erfüllte die Erwartungen der Spezialisten von Rosenberger Stanztechnik in vollem Umfang Bei komplexen Produkten mit Stufensprüngen gestalteten sich die Abstimmarbeiten in vielen Fällen vorher sehr zeit- beziehungsweise kostenintensiv In diesen Fällen musstedieGeometriederPlatinemithilfemehrererVersucheermitteltsowieUnterstützungbeiderProduktentwicklungundderMachbarkeitsanalysegeleistetwerden.
„Mithilfe von Stampack konnten wir unsere Ziele wie die Verkürzung der Werkzeugabstimmzeiten und dadurchschnellereDurchlaufzeitenerreichen.Außerdem sparenwirRessourcenundFertigungskapazitätendurch weniger Rekursionen und erkennen Platinenrisse bei starken Umformungen frühzeitig“, zieht Stefan Maier ein positives Fazit. „Besonders gefällt uns neben den kurzen Berechnungszeiten des Volumensolvers die Bedienerfreundlichkeit, die unsere Konstrukteure in sehr kurzer Zeit in die Lage versetzt hat, auch komplexe UmformprozesseamRechnerdarzustellen Diesedurchweg positiven Erfahrungen mit Stampack haben dazu geführt, dass die Software mittlerweile auch im Stammhaus in Fridolfing bei der Rosenberger Hochfrequenztechnik eingesetzt wird.“ (st)
Stampack wird an jedem Konstruktionsarbeitsplatz zur Beurteilung der Machbarkeit und zur Ermittlung der Beschnittkontur eingesetzt.
blechnet-TIPP
Stampack Xpress wird von der Stampack GmbH aus Bietigheim entwickelt und vertrieben. Seit der Markteinführung 2010 ermöglicht Stampack Xpress die Simulation von Folgeverbundwerkzeugen.
WASSERSTOFFVERSPRÖDUNG IN EDELSTAHLROHREN
NormenundStandards sindentscheidend
Das bestehende technische Regelwerk muss teilweise für die Nutzung von Wasserstoff überarbeitet und identifizierte Lücken müssen geschlossen werden. Was das für die Stahl- und Stahl verarbeitende Industrie bedeutet, erklärt Werner Hannig, Leiter Qualität und Entwicklung bei Schoeller im Interview.
Der erfolgreiche Einsatz von WasserstofftechnologienbrauchtMessmethodenundBewertungskriterien für Materialien sowie internationale Normen und Standards. Das hat auch das Bundeswirtschaftsministerium erkannt und eine „Normungsroadmap Wasserstofftechnologien“ in Auftrag gegeben. Darin haben sieben Institute und Verbände den Status quo an Normen und Dokumenten zur technischen Regelsetzung für Wasserstoff erfasst Deren Analyse: Das bestehendetechnischeRegelwerkmussteilweisefürdie NutzungvonWasserstoffüberarbeitetundidentifizierte Lücken geschlossen werden. Was das für die Stahl- und Stahl verarbeitende Industrie bedeutet, erklärt Werner Hannig, Leiter Qualität und Entwicklung bei Schoeller im Interview.
Wie bewerten Sie als Stahl verarbeitendes UnternehmendenStatusquobeiderH2-Normung?
Hannig: Beim industriellen Hochlauf von H2-TechnologienbefindenwirunsnochimProjektstatus.Dasbetrifft insbesondere die Normung Dabei ist diese speziell für uns wichtig, schließlich kommen unsere Produkte bei allenmobilen,stationärenundindustriellenH2-Anwendungen zum Einsatz. Ohne Standards funktioniert das Zusammenspiel der Liefer- und Wertschöpfungskette nicht reibungslos und alle Beteiligten bewegen sich in einem Graubereich, vor allem hinsichtlich Kompatibilität, Werkstoffqualität und Haftung
Warum braucht es für den Einsatz von Wasserstoff neueVorgaben?
DasliegtandenspezifischenEigenschaftenvonWasserstoff. Als kleinstes Atom kann sich Wasserstoff in den
Werner Hannig
Leiter Qualität & Entwicklung bei der Schoeller Werk GmbH & Co. KG.
ZURPERSON
ZwischengitterplätzenderKristallstrukturvonStahlbewegen.Stahlbestehttypischerweiseauseinemkubischraumzentrierten (Ferrit) oder kubisch-flächenzentrierten (Austenit) Gitter Gitterstrukturen haben Hohlräume,dieesH2-Atomenermöglichen,sichdurchdenStahl zubewegenbzw.zudiffundieren.InderFolgekommtes zu Wasserstoffeinlagerungen im Gitter oder in Gefügefehlstellen. Man spricht hier von „Wasserstoffversprödung“,diediemechanischenEigenschaftendesMetalls verändernundeineReduzierungderDuktilität,alsoder Zähigkeit des Stahls, verursachen kann. Hieraus resultieren Schädigungen wie Blasen- oder Porenbildung sowie Bauteilversagen durch Risse oder Brüche bei statischen oder dynamischen Belastungen. Wenn man bedenkt, dass der Standarddruck von Wasserstofftanks in Brennstoffzellen-Autos 700 Bar beträgt, wird die Problematik schnell plausibel
Welche Arten von Edelstahl gibt es und wie reagierensieaufVersprödung?
DieGefügestrukturenDelta-Ferritund α‘-MartensitnehmenbeieinerBeaufschlagungverstärktWasserstoffauf Der diffusible Wasserstoff reichert sich im Gefüge an und führt zu einer Reduzierung der werkstoffspezifischen Duktilität und bei Belastung zu vorzeitigem Versagen. Ferritische NR-Stähle, z. B. 1.4510, 1.4512 und 1.4521, bestehen zu 100 Prozent aus einer Ferritphase, überdiesehrschnellWasserstoff-Atomeaufgenommen werden. Das führt zu einer ausgeprägten Sprödbruchneigung unter statischer oder dynamischer Belastung Gleiches gilt für martensitische NR-Stähle und etwas abgeschwächtauchfürNR-StählemitDuplexgefüge.In allen Fällen ist eine hohe bis sehr hohe Aufnahme zu beobachten. Höherlegierte, austenitische NR-Stähle, z. B. 1.4401, 1.4404 oder 1.4435, haben dagegen einen sehr niedrigenDelta-Ferrit-Gehaltundzeigendeswegeneine geringe Wasserstoffaufnahme und somit eine nur geringfügig reduzierte Duktilität. Durch KaltumformungentstehtaberauchbeiaustenitischenNR-Stählen eine verspannte Gitterstruktur, die Martensit genannt wird Dieser Gittertyp zeigt eine verstärkte Wasserstoffaufnahme, die ebenfalls zur Reduzierung der Zähigkeit führt.
Welche Rolle spielen Legierungen bei der Wasserstoffversprödung?
Grundsätzlich beeinflussen Legierungselemente die DiffusionunddamitdieVersprödung,indemsiedieGitterstruktur verändern oder Wasserstofffallen erzeugen: Austenit stabilisierende Legierungsbestandteile wie Nickel reduzieren den Delta-Ferrit-Anteil und somit die Wasserstoffaufnahme und damit die Versprödungsanfälligkeit.FerritstabilisierendeBestandteilewieChrom, MooderTierhöhenhingegendieAnfälligkeitgegenüber einer Wasserstoffaufnahme.
Welche Faktoren beeinflussen davon abgesehen denGradderWasserstoffversprödung?
Neben der Mikrostruktur des Stahls beschleunigen Druck und Belastung die Wasserstoffaufnahme. Gleiches gilt für hohe Temperaturen und hohe Wasserstoffkonzentrationen: Beides führt zu einem stärkeren Diffusionsstrom ins Material.
Die „Normungsroadmap“ erwähnt mehrere Regelwerke,dieeszuüberarbeitengilt.GibtesBeispiele,
an denen sich Ihre Branche übergangsweise orientierenkann?
In dem für Schoeller relevanten Bereich der Edelstahlverarbeitung gibt es zurzeit nur eine US-Norm aus dem Bereich der Mobilität, die zwei Kriterien beim Einsatz von Edelstahl klar definiert und Vorgaben zu den bei WasserstoffanwendungenbenötigtenGefügestrukturen macht. Bei dem Standard (SAE J2579) handelt sich um einRegelwerk,dasdurchdieglobaleVereinigungSociety of Automotive Engineers aufgesetzt wurde und sich aufden„StandardforSystemsinFuelCellandotherHydrogenVehicles“konzentriert.DiemaßgeblichenKriteriensindspezifischeGefügestrukturen(Delta-Ferritund α‘-Martensit), die in austenitischen NR-Stählen vorliegen bzw. auftreten können.
Mit welchen Prüfverfahren ermitteln Sie die VersprödungsanfälligkeiteinzelnerWerkstoffe?
Wir nutzen mechanische oder technologische Werkstoffprüfungen,umeinereduzierteDuktilitätunddamit eineVerringerungderwerkstoffspezifischenGleichmaßund Bruchdehnung nachzuweisen.
Besitzt Schoeller mit seinem Know-how in der Stahlverarbeitung beim Thema Wasserstoff einen „USP“imBereichderWasserstoffanwendungen?
DAS
INTERVIEW FÜHRTE FraukeFinus
Leitende
Redakteurin blechnet
Ja Unser USP sind unser langjährig aufgebautes Expertenwissen sowie die in den letzten Jahren getätigten Investitionen in unsere Fertigungs- und Prüftechnologie. Bei Schoeller verfügen wir über eine Auswahl an geeignetenProzessenundTechnologienzurHerstellungvon wasserstoffgeeignetenHalbzeugen.Wirkönnenjenach Produktapplikation nicht nur auf die Schmelzschweißtechnologien WIG und Laser zurückgreifen, sondern sind durch Nutzung unterschiedlicher Wärmebehandlungsverfahren auch in der Lage, über anwendungsspezifische Temperaturführung sowie Haltezeitenanpassung ausgewählte Gefügestrukturen einzustellen.
VielenDankfürdasGespräch. (ff)
Geradrohre von Schoeller
Bild: Schoeller
Die Messergebnisse werden nahtlos in die Qualitätssicherungs-Software exportiert und stehen dort für die weitere Prozesskette zur Verfügung
SCHNELL UND KONTAKTLOS
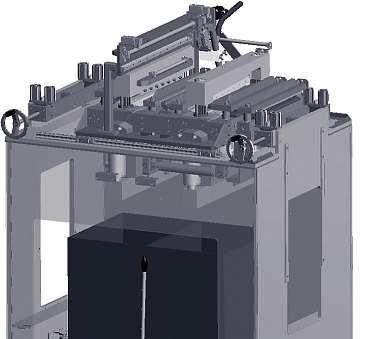
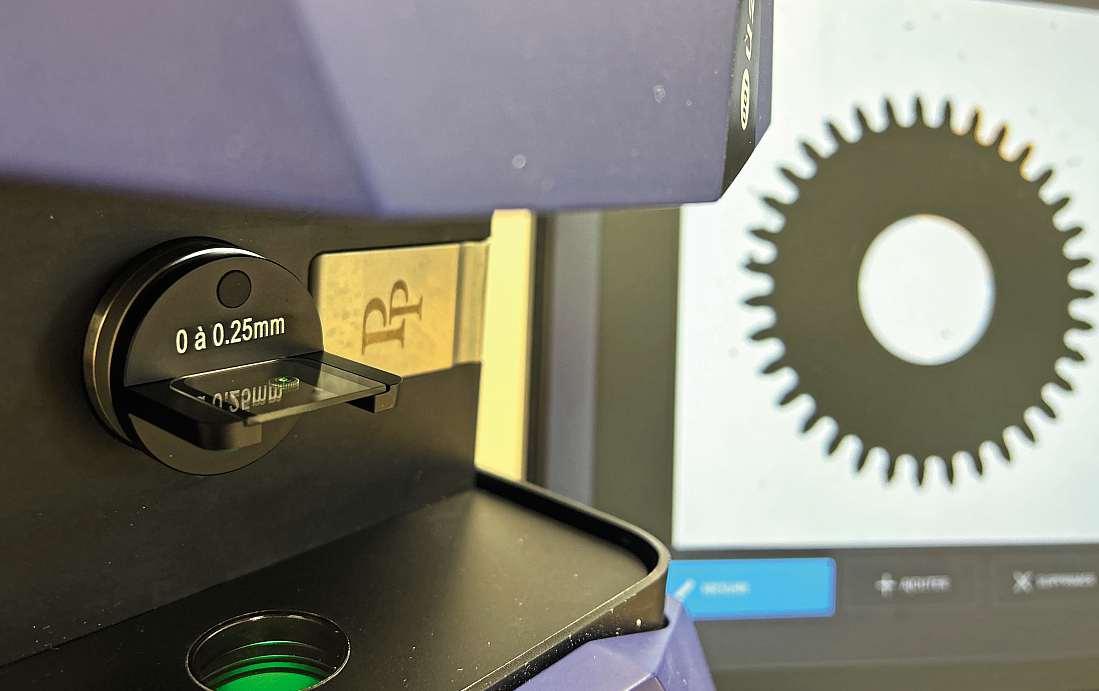
VerbessertePrüfungvon Fein-undMikrobauteilen
Die präzise Prüfung feinmechanischer Kleinstteile ist eine Herausforderung. Der Schweizer Spezialist Petitpierre hat Anwendungen entwickelt, mit denen sich mikromechanische Komponenten während des Fertigungsprozesses reinigen und exakt vermessen lassen. Die passenden Machine-Vision-Algorithmen hierfür sind in MV Tec Halcon enthalten: Technologien wie Matching und Konturextraktion sorgen für präzise Messergebnisse.
Präzises, wiederholtes Vermessen und Prüfen von Kleinstteilen bei hohen Geschwindigkeiten sind wichtige Anforderungen für die Uhrenindustrie sowie für alle Branchen, die mit Mikrokomponenten arbeiten. Denn so lässt sich Produktionsausschuss vermeiden und die Fertigung präziser Teile sicherstellen.
PetitpierreSAmitHauptsitzimschweizerischenCortaillodhatsichalsSpezialistfüranspruchsvolleMikrotechnikderVerwirklichungdiesesIdealsverschrieben–mithilfe von Machine Vision. Zum Leistungsportfolio des 1973 gegründeten Familienunternehmens zählen komplexe Messsysteme für die Uhren- und Schmuckindus-
trie, aber auch für die Medizintechnik und Raumfahrt Zudem entwickelt und produziert das Unternehmen hochpräzise Anlagen für die automatisierte Montage von mikrotechnischen High-End-Komponenten sowie ausgefeilte Uhrmacherwerkzeuge.
EinerderKundenvonPetitpierreistKIFParechoc,ein Vorzeigeunternehmen der Schweizer Uhrenindustrie mit Hauptsitz in Vallée-de-Joux Um dessen Prozesse umfassend zu optimieren und zu automatisieren, entwickelte Petitpierre ein kontaktloses Prüf- und Reinigungssystem. Dieses eignet sich für eine Vielzahl von BauteilenfürmechanischeUhrwerkewieStoßdämpfer, Indexbaugruppen, Räder, Schrauben, Züge und komplette Federhäuser Um die Prozessqualität auf ein neuesNiveauzuheben,musstedieVermessungdieserfeinmechanischen Teile optimiert werden.
Bild: P etitpierr e
„UnserZielwares,dengesamtenVermessungsvorgang mitnureinemKlickdurchzuführen.Außerdemwollten wir, dass eine Vielzahl von unterschiedlichen feinmechanischen Teilen automatisch erkannt und die Daten direkt in unsere Qualitätssicherungs-Software übertragenwerden“,erklärtYoannCanon,COObeiKIFParechoc „Die größte Herausforderung bei der Umsetzung des Projekts war es, eine hochpräzise und sehr schnelle MessreiheunterrauenProduktionsbedingungendurchzuführen. Diese Herausforderung konnten wir nur durchdenEinsatzderMachine-Vision-SoftwareMVTec Halcon bewältigen.“
Bis dahin wurde der Prozess mit mehreren Systemen inklusive Kontaktmessung in einem Reinraum durchgeführt.„VondortwolltenwirdieVermessungendirekt in die Produktionsanlage verlagern, um den Aufwand zuverringernundsomitdurchgängigeProzesskettenzu gewährleisten. Außerdem war es unser Ziel, die KontrollzeitgegenüberherkömmlichenMethodenentscheidendzureduzierenunddamitauchdieProduktivitätzu steigern. Und schließlich sollte auch die geforderte Messgenauigkeit in eine raue mechanische Produktionsumgebungübertragenwerden.Dabeiwareswichtig, das Eingreifen der Mitarbeiter in den Prozess auf ein Minimum zu reduzieren“, ergänzt Yoann Canon Um den vielfältigen Anforderungen gerecht zu werden, war eine fortschrittliche Messtechnologie gefragt „Unswarschnellklar,dasswirindiesemAnwendungsfall an der industriellen Bildverarbeitung nicht vorbeikommen. Mit der Technologie ist es möglich, den gesamten Prozess durchgängig und mit geringem Aufwand zu automatisieren. Darüber hinaus profitieren wir bei der Vermessung dank Machine Vision von einer SchnelligkeitundPräzision,wiesiesonstkaumeineandereTechnologie bieten kann“, erklärt Thomas Majoulet, Leiter Messtechnik bei Petitpierre.
EffizienteKombinationvonReinigung undVermessung
BeidervonPetitpierreimplementiertenLösunghandelt es sich um ein duales System, das die Produkte „Drop und Lumen“ kombiniert und um eine Machine-VisionSoftwareerweitert.DropisteinGerätzurautomatischen Reinigung und Trocknung von Feinbauteilen, das eine optimale Wiederholbarkeit der Reinigungsqualität gewährleistet. Bei lumen handelt es sich um ein telezentrisches optisches Gerät für die intelligente, automatischeundgenaueVermessungfeinmechanischerMikrobauteile. Das System wurde speziell für den Einsatz in anspruchsvollen Produktionsumgebungen entwickelt. Es ist kompakt, leicht und einfach zu handhaben.
DieAnwendung,beiderdiemikromechanischenBauteile einzeln gereinigt und vermessen werden, funktioniert wie folgt: Der Bediener legt die Komponenten zunächst in einen Behälter des Drop-Systems und startet den Reinigungsvorgang Das erste Teil wird gereinigt. Sobald es sauber und trocken ist, wird es mithilfe eines ebenfallsgereinigtenundgetrocknetenVakuumgreifers in das Lumen-System transferiert. Dabei sind die Reinigungs- und Trocknungszyklen frei konfigurierbar: Die Menge des Lösungsmittels, die Reinigungs- und Trocknungszeit sowie die Anzahl der Zyklen können vom Bedienereingestelltwerden.SobalddasTeilindasLumenSystem transferiert wurde, erkennt es die integrierte Machine-Vision-Software automatisch und startet den
eigentlichenVermessungsvorgang Ein„Start“-Klickdes Bedieners genügt, um die Vermessung durchzuführen, ohne dass manuelle Anpassungen nötig sind. Die Vermessungsvorgänge werden anschließend für weitere Komponenten wiederholt. Sind alle Teile geprüft, werden die Messergebnisse nahtlos in die Qualitätssicherungs-SoftwarevonKIFParechocexportiertundstehen dort für die weitere Prozesskette zur Verfügung Nun kannderProzessmitdenweiterenBauteilenwiederholt werden.
DieoptischeMesslinieimLumen-Systembestehtaus einem telezentrischen Objektiv inklusive Beleuchtung, einer V-förmigen Vorrichtung für die korrekte PlatzierungderTeilesowiezweiPrismen,diedasBildaufeinen telezentrischen optischen Sensor reflektieren Zudem enthält das Set-up eine motorisierte Lade zum Schutz des Messbereichs vor Staub und Öl sowie eine LED zur Anzeige der ordnungsgemäßen Systemfunktionalität. Sämtliche Komponenten werden von einer elektronischen Leiterplatte gesteuert.
HochgenaueVermessung dankMatching-Technologien
Als Bildverarbeitungs-Software kommt MV Tec Halcon zum Einsatz. „Wir haben uns für Halcon entschieden, weilesalleFunktionenbietet,diewirfürunsereAnwendung benötigen. Zudem sind die Features hochgradig robust und in vielen Fällen anderen Anbietern technologisch voraus“, kommentiert Thomas Majoulet.
Sokönnen2D-Shape-Matching-Technologiendiewinzigen Teile präzise identifizieren und lokalisieren, sodass siesich exakt mit dem Vakuumgreifer aufnehmen und mit Submikrometer-Präzision vermessen lassen. DabeierkenntdieSoftwareselbstkleinsteKonturenund prüft diese zuverlässig. Im Detail werden Durchmesser, Längen, Rundlauf, Radien und Winkel mit der Technologie „Subpixel-Schwellenwert“ subpixelgenau gemessen und geprüft. Zusätzlich vereinfacht Halcon die präzise Kamerakalibrierung des Lumen-Systems
EinweitererVorteil:HalconistinderLage,out-of-thebox die speziellen Anforderungen der telezentrischen Optik,wiesieimLumen-SystemvonPetitpierrezurAnwendung kommt, präzise abzubilden. Hierbei entsteht dank einer 360-Grad-Vermessung des Objekts keine perspektivischeVerzerrung,dieimNachgangaufwändig korrigiert werden müsste Dies ebnet den Weg für eine besonders hohe Messgenauigkeit.
„Halcon ist die ideale Bildverarbeitungssoftware, um unsereHerausforderungenzumeistern.Siebietetnicht nur die notwendige Genauigkeit und Erkennungsgeschwindigkeit, sondern ermöglicht auch einen völlig kontaktlosen Prüfvorgang Das bietet zusätzlichen Schutz für die filigranen und leicht zerbrechlichen Uhrenkomponenten und verhindert Mikroverunreinigungen. Wir können nun den gesamten Vermessungsprozess inklusive Säuberung, Trocknung und Transfer der TeileindasLumen-Systemdurchgängigautomatisieren. Dies gewährleistet reproduzierbare Prozesse und reduziert manuelle Eingriffe durch das Personal auf ein Minimum. Da wir den gesamten Prüfprozess jetzt mit einem Klick starten können, haben wir unser Ziel, ihn deutlichzubeschleunigen,erreicht KIFParechockann dadurch Kosten senken und die Produktivität auf ein neues Niveau heben“, so das Resümee von Thomas Majoulet. (ff)
VERFASST VON TobiasMöldner Freier Autor
SICHER UND NACHHALTIG
Wasseraufbereitungmit Edelstahlkomponenten
Weltweit werden Zugang sowie Verfügbarkeit und Verbrauch von sauberem Wasser immer kritischer. Vielfältige Verschmutzungen machen die Wasseraufbereitung wichtiger denn je. Industrie, Gewerbe, Kommunen, medizinische Einrichtungen und private Haushalte verlassen sich mit Blick auf Effizienz und nachhaltige Sicherheit der Wasseraufbereitung auf Komponenten aus Edelstahl Rostfrei.
Zur Aufbereitung von Wasser werden je nach Einsatzzweck verschiedene Verfahrensschritte kombiniert und stufenweise mechanisch, biologisch und chemisch umgesetzt.
Laut BUND und Statistischem Bundesamt wurden imJahr2019rund20MilliardenKubikmeterWasser aus Flüssen, Seen und Grundwasser entnommen, knapp drei Viertel zum industriellen Verbrauch. Ein GroßteildavonwiederumistindustriellesProzesswasser, das abgestimmt auf die jeweiligen Produktions- und Reinigungsprozesse genutzt wird Voraussetzung dafür sind Prozesswassertechnologien, die maximale Betriebssicherheit, Kosteneffizienz sowie Umweltschutz durch effiziente Aufbereitung vereinen. Ziel jeder Prozesswasseraufbereitung ist ein Destillat, das möglichst erneut verwendet oder umweltverträglich in eine Kläranlage eingeleitet werden kann. Abgeschiedene Schad-
stoffe können dann als Kondensat mit sehr geringem Wasseranteil kostengünstig thermisch entsorgt oder sogar als wertvoller Rohstoff zurückgewonnen werden. Zero Liquid Discharge (ZLD) ist ein vielbeachtetes Zukunftsthema,umdurchdieKombinationverschiedener AbwasserbehandlungsverfahreneineabwasserfreieProduktionzuerreichen.ZweiunterschiedlicheFormender Prozesswasseraufbereitung werden dafür wahlweise eingesetzt: Wasser-Recycling – das Abwasser wird aufbereitet und wieder in denselben Kreislauf zurückgeführt, in dem es zuvor verwendet wurde – oder WasserWiederverwertung (Re-Use) Bei Re-Use findet das gereinigte Abwasser einen anderen Einsatzzweck als bei
derursprünglichenVerwendung:NachseinerAufbereitungwirdes,abhängigvonderjeweilsanwendungs-und industriespezifischen Qualitätsanforderung, beispielsweise als Heiz- oder Kühlwasser, zur Bewässerung oder Reinigung genutzt.
ObRoh-,Brunnen-,Oberflächen-oderProzesswasser: Jedes verwendete Wasser weist spezifische Eigenschaften auf Laboruntersuchungen des aufzubereitenden Wassers – das gilt für unbehandelte Brunnen- und RohwasserebensowiefürProzesswasser–gebenAufschluss über die individuelle Wasserbeschaffenheit: welche Stoffe in welcher Konzentration darin enthalten sind und welche Qualitätsparameter es bei der Wasserreinigungzuerfüllengilt.InvielenBranchenentscheidetdie Qualität der Prozesswasseraufbereitung zugleich über die Produktqualität und unterliegt dann besonders strengen gesetzlichen Auflagen. Das gilt insbesondere für die Lebensmittel- und Getränkeindustrie, Krankenhäuser, Labore und Kraftwerke sowie für die Chemie-, Pharma-, Biotechnologie-, Halbleiter-, Öl- und Gasindustrie.
VieleguteGründefürdieWahl vonEdelstahl
Zur Aufbereitung von Wasser werden je nach EinsatzzweckverschiedeneVerfahrensschrittekombiniertund stufenweise mechanisch, biologisch und chemisch umgesetzt.KomponentenausEdelstahlRostfreisindinden mechanischen und chemisch-physikalischen Verfahrensstufenweitverbreitet.Ausschlaggebenddafürsind ihre hohe Korrosionsbeständigkeit auch gegenüber vielen Chemikalien, Festigkeit, Druck- und TemperaturbeständigkeitsowiediegutenVerarbeitungseigenschaften des Werkstoffs. Behälter, Rohre, Armaturen und andere Komponenten aus nichtrostendem Stahl halten extremen Heiß- und Kaltbedingungen, häufigen Temperaturwechseln und aggressiven Substanzen wie Säuren,LaugenundsalzhaltigenLösungendauerhaftstand. Die porenfreie, glatte Werkstoffoberfläche verhindert das Anhaften von Mikroorganismen oder Verunreinigungen und gewährleistet hygienische Reinigung in Cleaning-in-Place(CiP)-undSterilization-in-Place(SiP)Prozessen.
Filteraggregate schützen
Produktionsanlagen und gewährleisten die anwendungsgerechte Wiederaufbereitung und Bereitstellung als Prozesswasser.
SchlüsselfunktionvonFiltern undFilterelementen
VERFASST VON UrsulaHerrlingTusch
Freie Autorin
Ob Wasser zum Waschen von Obst, Gemüse oder anderen Rohstoffen, als Inhaltsstoff für Produkte oder zur Reinigung von Geräten und Anlagen: Filteraggregate schützen Produktionsanlagen und gewährleisten die anwendungsgerechte Wiederaufbereitung und Bereitstellung als Prozesswasser In der Automobilindustrie reinigenFilteraushochwertigemEdelstahldasProzesswasser beispielsweise aus der Kabelproduktion, Teilereinigung oder Metalloberflächenbehandlung LackierereienbenötigenWasser,dasFilteraggregateausnichtrostendem Stahl von lackbenetzungsstörenden Substanzen befreit haben (LABS-freies Wasser). Automatische Rückspülfilter aus austenitischem Edelstahl 1.4301 leisten bei der Kühlwasseraufbereitung wertvolle Dienste. Filtergewebe und -membranen aus EdelstahltragendurchihreKorrosionsbeständigkeitzu langen Standzeiten und geringem Wartungsbedarf bei. Produkte aus dem nichtrostenden austenitischen Chrom-Nickel-Molybdän-Edelstahl 1.4401 überzeugen auchbeichloridhaltigenMediendurchguteBeständigkeit. Dort, wo die konventionelle Filtration zum Abscheiden von Bakterien, Mikroorganismen, SchwebstoffteilchenundnatürlichenorganischenSubstanzen anihreGrenzenstößt,kommtdieMembrantechnikmit Mikro-,Nano-undUltrafiltrationoderUmkehrosmose jenachgeforderterPorengrößezumTragen.Beidiesen OsmosefilternwirddaszureinigendeWassermitHoch-
delstahl in der ereitung, oder Industrieanwenzum Einsatz.
Komponenten aus Edelstahl Rostfrei wie dieses Filtergehäuse halten extremen Heißund Kaltbedingungen, häufigen Temperaturwechseln und aggressiven Substanzen wie Säuren dauerhaft stand.
Große Abwassermengen fallen bei der BatterieproduktionfürElektroautosan–undhierinsbesonderebeider Rohstoffgewinnung für die Batterien. Hier hat sich die Vakuumverdampfung, ohnehin eines der vielseitigsten Verfahren für industrielle Prozesswasseraufbereitung, beiderAbwasserbehandlungbewährt.DurchEindampfungderbelastetenAbwasserströmewirddasAbwasservolumenumbiszu95Prozentreduziert.Dassoausdem AbwassergewonneneDestillatwirdalsProzesswasserin denProduktionsprozesszurückgeführt.DieindemKonzentrat abgeschiedenen Schadstoffe haben dann nur nocheinminimalesVolumenundkönnensomitkostengünstigderthermischenVerwertungzugeführtwerden. Diese Vorreinigung durch Destillation stark belasteter Abwasser mit hohen Gehalten an gelösten oder suspendierten Feststoffen wie organischem Kohlenstoff (TOCWert, englisch total organic carbon) oder mit toxischen oder umweltschädlichen Stoffen wie Schwermetallen, Säuren und Phosphaten ist deshalb auch in der Lebens-
Für Dosiervorrichtungen, Transportleitungen und Behälter ist Edelstahl Rostfrei bei der Wasseraufbereitung in Industrie, medizinischen Einrichtungen und Kommunen unverzichtbarer Bestandteil.
mittel-, Chemie- und Pharmaindustrie gängige Praxis. Die in den Verdampfern dafür eingesetzten Rohre, ArmaturenundWärmetauscherausEdelstahlRostfreiverhindern durch ihre porenfreie hygienische Oberfläche dieAnhaftungvonMikroorganismen.Zugleichgewährleisten sie eine optimale Wärmeübertragung Das grob vorgesiebte Abwasser fließt durch den Wärmetauscher undüberträgtdabeiseineWärmeaufdasKühlwasserin den Rohren. Das so erwärmte Kühlwasser versorgt beispielsweise eine angeschlossene Wärmepumpe mit Energie, die anderen Prozessen wieder zugeführt werdenkann.AlternativbringtdiegewonneneWärmeenergie frisches Prozesswasser auf das für die jeweilige Nutzung erforderliche Temperaturniveau Viele Abwässer haben unabhängig vom spezifischen Industrieprozess einenhohenAnteilanthermischerEnergie.Deshalbist für die betroffenen Betriebe neben der EnergierückgewinnungauchdieSenkungderAbwassertemperaturzur EinleitungindieeigeneodereineöffentlicheKläranlage von essenzieller Bedeutung Auch hier leisten Wärmetauscher aus den Edelstahlsorten 1.4301 und 1.4401 einen zentralen Beitrag
ZuverlässigeWasserentsalzung dankIonentauscher
Zur Wasserentsalzung von Industriewasser und Aufbereitung von Wasser in Reinstwasser ist der Einsatz von Ionentauschern verbreitet.
Ionenaustauscherharze in Patronen aus nichtrostendemStahlentfernenunerwünschteIonenausdemWasser und ersetzen diese durch gewünschte Ionen. Die Harzkügelchen müssen jedoch regelmäßig mit Regenerierlösungen aus starker Salz- oder Schwefelsäure regeneriert werden. Anwendungsgerecht legierte WerkstoffsortengewährleistenhierdiegefordertelangeHaltbarkeit der Ionenaustauscherpatronen. Entsalzungsanlagen auf Offshore-Plattformen, Schiffen und zur großindustriellenMeerwasserentsalzungnutzenbeider UmkehrosmoseundDestillationebenfallsRohrsysteme und Filtermodule aus hochlegierten austenitischen Edelstählen oder austenitisch-ferritischen Duplex Stählen. Durch ihre Meerwasserbeständigkeit und Schweiß-
eigenschaftensindhierdieSorten1.4539,1.4529,1.4547, 1.4462 (Duplex-Edelstahl) und 1.4410 (Super-DuplexEdelstahl)etablierterStandard.IndenDruckrohrenmit hohen Strömungsgeschwindigkeiten bewähren sich austenitische nichtrostende Stähle überdies durch ihre zuverlässige Erosionsbeständigkeit.
EdelstahlfürOzongeneratoren,Behälter undLeitungen
Industrielle Abwässer können, abhängig von der Produktion,biologischnichtabbaubareodertoxischeSubstanzenenthalten.SchadstoffewieCyanide,Phenoleoder Benzole müssen vor dem Einleiten in einen Vorfluter oder in eine kommunale Kläranlage entfernt werden. Als stärkstes großtechnisch herstellbares OxidationsmittelbeseitigtOzonvieledieserproblematischenSubstanzenvollständigoderaberoxidiertdiesesoweit,dass sieanschließendbiologischabbaubarsind.Auchbeider Trinkwasseraufbereitung in kommunalen Kläranlagen wirdOzondeshalbzunehmend–alleinoderzusammen mitChlor–fürdieWasseraufbereitungangewendet.Da OzondurchseineReaktivitätnichtlagerbarist,musses vor Ort aus Sauerstoff in speziell konzipierten, wassergekühltenOzongeneratorenhergestelltwerden Fürden BaudieserOzongeneratorenistdieEdelstahlsorte1.4404 gängige Praxis. In kommunalen Kläranlagen ist nichtrostenderStahlindenmeistenFällenMaterialderWahl – von der Abwasseraufbereitung bis zur Trinkwassergewinnung, -behandlung und -verteilung Typische, hier eingesetzte Werkstoffgüten sind austenitische ChromNickel-Stähle wie 1.4307, bei höherer korrosiver Belastung auch höher- und hochlegierte Sorten wie 1.4404, 1.4362, 1.4462, 1.4539.
Auch für Dosiervorrichtungen, Transportleitungen und Behälter ist Edelstahl Rostfrei bei der Wasseraufbereitung in Industrie, medizinischen Einrichtungen und Kommunen unverzichtbarer Bestandteil. Korrosions-, Druck- und Temperaturbeständigkeit sprechen auch hier für die Wahl des Werkstoffs, der nach jahrzehntelanger Haltbarkeit am Ende seiner Lebenszeit ohne qualitative Einbußen nahezu vollständig recycelt wird. (ff)
Für den Einsatz von Edelstahl Rostfrei sprechen hohe Korrosionsbeständigkeit, Festigkeit, Druckund Temperaturbeständigkeit sowie die guten Verarbeitungseigenschaften des Werkstoffs.
BEILAGENHINWEIS
Dieser Ausgabe liegen Prospekte der Firma
Demmeler Maschinenbau
GmbH & Co. KG sowie der HOPPE Unternehmensberatung bei. Wir bitten freundlich um Beachtung
Lasern braucht Know-how.
Ebenso die Schadstoffabsaugung. Können wir, entwickeln wir, bauen wir
FUCHS Umwelttechnik
Absaug- und Filtergeräte
nter
Besuchen Sieunsaufder LASER WORLD OF PHOTONICOF S PHOTONICS 202 5 20 25 MÜNCHEN HALLE B3 STAND 320
Die Arbeitsschutzregelungen und gesetzlichen Prüfrichtlinien für Betriebsmittel auch abseits von Produktionsanlagen sind streng und umfangreich. Es ist nicht leicht, den Überblick über Prüfvorschriften und -zeiträume zu bewahren. Mit einem Softwaretool können Unternehmen sämtliche prüfungspflichtige Gegenstände leicht und schnell verwalten. Für mehr Rechtssicherheit und Transparenz.
Mit der Software „Wartungsplaner“ der Unternehmensberatung Hoppe können alle Prüfgegenstände mit den relevanten Daten erfasst werden. Mit wenigen Klicks können Wartungsfristen und -vorschriften kontrolliert sowie Dokumente gepflegt werden.
Unternehmen können den umfangreichen Vorschriften für die Wartung und Instandhaltung ihrerBetriebsmittel,MaschinenundAnlagengerecht werden: mit der Software „Wartungsplaner“ der Unternehmensberatung Hoppe. Das Tool erfasst alle PrüfgegenständemitdenrelevantenDaten.Mitwenigen Klicks können Wartungsfristen und -vorschriften kontrolliert,Dokumenteerstellt,archiviertundgepflegtwerden. Wichtige Instandhaltungskennzahlen werden grafisch aufbereitet und können in verschiedenen Formatenim-undexportiertwerden.DerintegrierteKalenderzeigt,wannwelchePrüfungendurchgeführtwerden müssen, und die Erinnerungsfunktion garantiert, dass kein Termin verpasst wird.
Die Software funktioniert auch auf mobilen Endgeräten wie Smartphones oder Tablets. Das hat sich als besonders funktional herausgestellt, da der Instandhalter schonwährendderWartungüberseinmobilesEndgerät
inderSoftwareNotizenmachensowieFotosoderVideos anhängenkann:DieErgebnissewiePrüfprotokolleund Checklistenwerdenpapierlosdigitaldokumentiertund in den Prüfberichten können neue Wartungsaufträge generiert werden. Diese rechtskonformen Protokolle veranschaulichen bei Audits, dass Wartungen korrekt stattgefunden haben und dass genug getan wurde, um Arbeitsunfällezuverhindern.DadieErgebnissezentral imSystemhinterlegtsind,habenalleZuständigenjederzeit Zugriff auf relevante Informationen. Der Wartungsplaner basiert auf DIN EN ISO 9001 und entspricht den Empfehlungen der Berufsgenossenschaften für das Prüffristenmanagement.
Er erleichtert zudem die Durchführung von Gefährdungsbeurteilungen.DieAnforderungenausISO14001 zumUmweltschutzundOHSAS18001werdenebenfalls unterstützt. Regelmäßige Updates stellen sicher, dass die Lösung immer auf dem neusten Stand und intuitiv
zu bedienen ist. So behalten Unternehmen leicht den ÜberblicküberihrWartungsmanagement,meisterndie betrieblichen und gesetzlichen Pflichten leichter und müssen keine Angst mehr vor Betriebsprüfungen und Sicherheitslücken haben. Denn mit der zunehmenden KomplexitätsowieneuenVorschriftensteigenauchdie Ansprüche an die Mitarbeiter Mit dem Tool kann dem begegnet und der Arbeitsaufwand minimiert werden
Die entstandene Transparenz hilft auch dabei, Arbeitsprozessezuoptimieren.Schließlichistsoersichtlich,wo sich Mängel häufen und was die Fehlerbehebung erleichtern kann. Eine regelmäßige bzw. vorbeugende Wartung verringert zudem Ausfälle, senkt Instandhaltungs-undWartungskostenunderleichtertdiePlanung der Produktion. Als Arbeitssicherheits-Software kann der Wartungsplaner in allen Branchen und für alle Betriebsgrößen eingesetzt werden.
Unternehmen stehen bei der Wartung ihrer BetriebsmittelvorzahlreichenHerausforderungen.Oftsinddie Zuständigkeitennichtklar–dieSachbearbeitersindmit derFlutanDokumenten,FristenundVorschriftenüberfordert. Außerdem werden oft noch handschriftliche Listen, Excel-Tabellen oder eigenentwickelte Datenbanken eingesetzt, mit denen sich Prüfungen aber weder effizient noch rechtssicher dokumentieren lassen.
Fehlerquellen liegen außerdem in der nicht eindeutigen Definierung der Prüfungen, welche Teile sie betreffen sowie bei nicht bestimmten Fristen: Es ist komplex, die diversen Prüfvorschriften und -zeiträume sowie die unterschiedlichenTypenvonAnlagenundBetriebsmitteln mit anderen Anforderungen an die Wartung zu überblicken.WieofteinBetriebsmittelgewartetwerden muss, hängt von seinem Alter, dem Gebrauch und der Art ab Daneben stellt die rechtskonforme Dokumentation eine weitere Hürde dar Auch hier regeln konkrete Vorschriften die Vorgaben.
VersäumenBauunternehmenihrePrüffristen,werden BußgelderfälligundimWorstCasehaftenbeiPersonenschäden weder Versicherungen noch springen Berufsgenossenschaften ein: Nur, wenn alle Betriebsmittel vollständig in korrekten Intervallen geprüft werden, ist der Unternehmer bei Arbeitsunfällen geschützt. Deswegen müssen Unternehmen im Schadensfall den einwandfreien Zustand der Arbeitsmittel über Prüfprotokolle nachweisen können.
Wasgeprüftwerdenmuss
Die Arbeitsschutzregelungen umfassen nahezu sämtliche Betriebsmittel. Dazu gehören nicht nur Maschinen und Werkzeuge, sondern auch Druckbehälter, Einsatzfahrzeuge, Türen und Fenster, sogar Leitern und Tritte –denn jeder dritte Absturzunfall führt zur Arbeitsunfähigkeit.DiePrüfungvonLeiternregeltzumBeispieldie Betriebssicherheitsverordnung (BetrSichV), jene von Regalen die berufsgenossenschaftlichen Regeln (BGR) 234 und die DIN EN 15635. Die UnfallverhütungsvorschriftderBerufsgenossenschaften(DGUV-Vorschrift3) verlangt, dass elektrische Anlagen und Geräte in regelmäßigen Abständen überprüft werden. Auch die Vorschriften des Verbands der Elektrotechnik, Elektronik und Informationstechnik (VDE) greifen – sie gelten für alleGerätemitStecker,vonderKaffeemaschinebiszum Drucker, von der Kabeltrommel bis zur Bohrmaschine. Auch Türen, Tore und Fenster müssen gewartet werden – im Ernstfall kann eine defekte Brandschutztür
Leben gefährden. Mit dem Wartungsplaner kann die Überprüfung der Vielzahl an Schließeinrichtungen schnell, zuverlässig und mit hohem Automatisierungsgraderledigtwerden.DasPrüfprotokollistumfangreich: Was genau gemessen wird, geben die Normen DIN EN 12453 „Tore – Nutzungssicherheit kraftbetätigter Tore –Anforderungen“ und DIN EN 16005 „Kraftbetätigte Türen–Nutzungssicherheit-AnforderungenundPrüfverfahren“ vor. Alle Komponenten müssen fehlerfrei zusammenwirken,geprüftwerdenunteranderemMechanik und Stabilität der Bauteile und Befestigungen, die LeichtgängigkeitbeweglicherTeileoderfallsvorhanden Antrieb und Steuerung sowie Schutzeinrichtungen. Da Türen und Tore der Witterung ausgesetzt sind, gehört auch die Prüfung auf Verschleiß, Korrosion oder sonstigeBeschädigungenzumProtokoll.AuchFedern,Ketten, Wellen und Seile werden auf ihre Spannung, Schmierung und Sauberkeit hin geprüft.
Sechs Vorschriften der Deutschen Gesetzlichen Unfallversicherung (DGUV) geben Prüfungen von Gabelstaplernvor.EinMaljährlichstehtdiePrüfungaufsichere Bereitstellung und Benutzung von Staplern und Flurförderzeugenan;mindestenseinmalimJahrwerdendie hydraulischen Schlauchleitungen geprüft, integrierte LadegerätemüssenallevierJahreüberprüftwerden,der Druck der Flüssiggastanks alle zehn Jahre Die AbgasmessungfürDieselstaplerstehtlautTechnischenRegeln für Gefahrstoffe (TRGS) ein Mal im Jahr oder alle 1.500 Betriebsstunden auf dem Programm. Stapler mit amtlichem Kennzeichen müssen gemäß StraßenverkehrsZulassungs-Ordnung alle zwei Jahre zur Hauptuntersuchung Und eine Richtlinie des Europäischen ParlamentsordnetdazueineGanzkörper-Vibrationsmessung für Stapler mit Mitfahrmöglichkeit an.
VerordnungfürMaschinenundAnlagen
BeiMaschinenundAnlagenschreibtdieBetriebssicherheitsverordnung (BetrSichV) wiederkehrende PrüfungenundihreDokumentation–dieArtderPrüfung,den Umfang und das Ergebnis – vor. Sie sind zwingend notwendig, wenn Arbeitsmittel Einflüssen ausgesetzt sind, die Schäden verursachen und damit zu Gefährdungen der Beschäftigten führen können. Für die Prüfung elektrischer Maschinen nach DIN VDE 0113-1 (EN 60204-1) ist eine Elektrofachkraft notwendig, die nach den Technischen Regeln für Betriebssicherheit (TRBS 1203) befähigt ist, einem Bestandteil der DGUV-Vorschrift 3. Geprüft werden zum Beispiel Produktionsanlagen, Druckmaschinen, CNC-Fräsen oder Roboter Eine Maschinenprüfung setzt sich aus Einzelschritten zusammen und wirdvonderProduktnormderMaschinedefiniert.Fehlt diese, schreibt die DIN VDE 0113-1 unter anderem folgende Schritte vor: die Überprüfung der Übereinstimmung von Anlage und ihrer technischen Dokumentation, die Überprüfung der automatischen Abschaltung sowie die Spannungs- und Funktionsprüfung Zusammengefasstlässtsichsagen,dassmiteinerpassenden Software Prüfungen von sämtlichen Betriebsmitteln strukturiert geplant, durchgeführt und dokumentiert werden können. So wird sichergestellt, dass gesetzliche Anforderungen erfüllt werden, und garantiert, dass der funktionsfähige Zustand erhalten bleibt bzw.raschwiederhergestelltwird.DieregelmäßigeWartungverringertzudemAusfallzeitenundsenktInstandhaltungskosten. (ff)
VERFASST VON UlrichHoppe
Inhaber Hoppe Unternehmensberatung
VERFASST VON
LaraFrese
Freie Autorin
CO₂-FUSSABDRUCK
KI-undLaserfür Stahlrecycling
Drei europäische Stahlhersteller haben sich in einem Forschungsprojekt zusammengeschlossen, um die Kreislaufwirtschaft in der Stahlindustrie voranzutreiben.
Tata Steel Nederland, Saarstahl und Voestalpine arbeitenimRahmendesProjekts„DigitalTwinsfor Green Steel“ (Di Gree S) an digitalen Technologien zur Optimierung des Recyclingprozesses, das vom Fraunhofer-Institut für zerstörungsfreie Prüfverfahren (IZFP) koordiniert wird.
Hightech-AnalysedirektvomLkw
ImZugeseinerRoadmap2030hatsichTataSteelNederland das Ziel gesetzt, seinen Schrotteinsatz in der Stahlproduktion von 17 Prozent im Jahr 2023 auf 30 Prozent
bis2030zusteigern.DiesentsprichtderWiederverwendung von 65 Milliarden Getränkedosen à 13 Gramm Stahl.
EinezentraleHerausforderungstelltdabeidiegenaue AnalyseundSortierunggroßerSchrottteile,wieausrangierteSchiffeoderEisenbahnschienen,dar ImFokusder Entwicklung steht daher ein innovatives System zur direkten Analyse von Stahlschrott während der Anlieferung:EinmitSchrottbeladenerLkwfährtineinspeziell konstruiertes Tor mit industriellen Laser- und Analysegeräten. Mittels „Laser-Induced Breakdown Spectroscopy“ werden lokal sehr kleine Teile des Stahls verdampft.
Tata Steel Nederland, Saarstahl und Voestalpine arbeiten im Rahmen des Projekts „Digital Twins for Green Steel“ (Di Gree S) an digitalen Technologien zur Optimierung des Recyclingprozesses, das vom Fraunhofer-Institut für zerstörungsfreie Prüfverfahren IZFP koordiniert wird.
Im Zuge seiner Roadmap 2030 hat sich Tata Steel Nederland das Ziel gesetzt, seinen Schrotteinsatz in der Stahlproduktion von 17 Prozent im Jahr 2023 auf 30 Prozent bis 2030 zu steigern.
Hierdurch entsteht ein „Plasma“, eine kleine lokale Gasblase, die alle Bestandteile des Schrotts enthält. Diese kann dann mit Spezialkameras gefilmt und analysiert werden.
Anschließend kann der Schrott je nach spezifischer Zusammensetzung und Kriterien optimal dem Recyclingprozess zugeführt werden. Die gewonnenen Daten ermöglichen die präzise Kategorisierung und optimale Einsteuerung in den Recyclingprozess
Dr Bernard Ennis, Forscher bei Tata Steel Nederland, erklärt: „Wir setzen bei diesem Mess- und Analyseverfahren KI ein, um bestimmte Stahlsorten anhand visueller Merkmale schneller zu erkennen und zu analysieren,wasalsSchrottbilderkennungbezeichnetwird.Der Herstellungsprozess wird digital modelliert bzw. simuliert und in einem Computermodell unter Verwendung von digitalen Zwillingen getestet.“
WenigerAbfallundmehrCO2-Reduzierung
DieerstenTestmessungenmitderLasertechnologiefanden im erste Quartal 2025 statt. Bereits 2026 soll ein PrototypdesLkw-Portalseinsatzbereitsein.DieIntegration und Umsetzung der auf digitalen Zwillingen basierenden Prozessmodellierung folgt im Anschluss.
WährendTataSteelNederlandsichaufdieSchrottanalyse konzentriert, erforscht Saarstahl im Rahmen des Programms Di Gree S die CO2-Reduktion bei Elektrolichtbogenöfen (EAF) bei Saarstahl-Ascoval durch den Einsatz von auf künstlicher Intelligenz basierenden digitalen Modellen. Voestalpine forscht an der Energieeffizienz und -einsparung bei der Verarbeitung von Stahlplatten.
Die gewonnenen Erkenntnisse werden für Tata Steel Nederland auch im Rahmen der geplanten Transformation der Produktionsprozesse von Bedeutung sein, bei der künftig Hochöfen sowie Koks- und Gasanlagen durchDRI(DirectReducedIron)undElektrolichtbogenöfen ersetzt werden sollen. (ff)
www.blechnet.com
Leserservice
blechnet.com/hilfe oder E-Mail an vertrieb@vogel.de mit Betreff „blechnet” Gerne mit Angabe Ihrer Kundennummer vom Adressetikett: *CS-1234567*
Redaktionsservice
Kontakt zur Redaktion: Tel. +49 931 418-2333 fachmedien@vogel.de
Leitende Redakteurin: Frauke Finus (V. i. S. d. P.)
Freie Mitarbeiter:
Henrik Bork, Theo Drechsel, Lara Frese, Ursula Herrling-Tusch, Ulrich Hoppe, Daniel Hund, Holger Kock, Tobias Möldner und Richard Stauder
Layout: Alexandra Geißner
Schreibweisen, Firmen- und Produktnamen: Wir halten uns generell an die Schreibempfehlungen des Dudens.
Haftungsausschluss:
Für den Inhalt der einzelnen Artikel sind die jeweils benannten Autoren verantwortlich, er spiegelt nicht zwangsläufig die Meinung der Redaktion wider Eine Haftung für die Richtigkeit der Veröffentlichungen kann trotz sorgfältiger Prüfung nicht übernommen werden. Kein Teil dieser Publikation darf ohne ausdrückliche schriftliche Genehmigung in irgendeiner Form reproduziert oder unter Verwendung elektronischer Systeme verarbeitet, vervielfältigt oder verbreitet werden.
VerkaufvonMedialeistungen
Director Sales: Annika Schlosser Tel. +49 931 418-2982 sales@vogel.de
Verbreitete Auflage: Angeschlossen der Informationsgemeinschaft zur Feststellung der Verbreitung von Werbeträgern – Sicherung der Auflagenwahrheit. Aktuelle Zahlen: www.ivw.de ISSN 1864-1016
Beteiligungsverhältnisse: Persönlich haftende Gesellschafterin: Vogel Communications Group Verwaltungs GmbH Max-Planck-Straße 7/9, 97082 Würzburg Kommanditisten: Dr. Kurt Eckernkamp GmbH, Nina Eckernkamp, Klaus-Ulrich von Wangenheim, Heiko Lindner, Axel von Kaphengst Geschäftsführung: Matthias Bauer (Vorsitz), Günter Schürger Druck: Vogel Druck und Medienservice GmbH Leibnizstraße 5, 97204 Höchberg Gedruckt auf PEFC zertifiziertem Papier Gedruckt mit mineralölfreien Druckfarben Fragen zur Produktsicherheit: produktsicherheit@vogel.de
Copyright: Vogel Communications Group GmbH & Co. KG
BLECHNET TRIFFT …
…Halbmarathon:Roboterlaufenge
Ein Sportereignis als Blick in die Zukunft? In der chinesischen Hauptstadt Peking haben sich kürzlich mehrere humanoide Roboter bei einem Halbmarathon mit Menschen gemessen.
Die 21,0975 Kilometer lange Laufstrecke führte durch den Pekinger Stadtteil Yizhuang 20 Unternehmen und Forschungseinrichtungen beteiligtensichmitihrenModellen,dieunteranderemdieRegel erfüllen mussten, zwei Beine zu haben.
MancheinRoboterbliebgleichbeimStartliegen,wie ineinerÜbertragungdeschinesischenStaatsfernsehens zu sehen war. Andere liefen so langsam, dass ihre Erbauer hinterher gehen konnten. Neben den Robotern hatten sich nach Veranstalterangaben mehr als 10.000 Menschen zu dem Lauf angemeldet.
Absperrungen trennten die Laufstrecke der Roboter von der ihrer menschlichen Konkurrenten. Zudem galten spezielle Regeln: Ingenieure durften bei ihren Hightech-Schützlingennachjustieren,diesonstnichtinsZiel gekommen wären. Dafür gab es allerdings Zeitstrafen.
SiegeristeinMensch
Wenigüberraschendkamnach1Stunde11Minutenund 7 Sekunden ein Mensch und kein Roboter ins Ziel. Der schnellste Humanoid war „Tiangong“ mit 2 Stunden 40 Minuten und 24 Sekunden. Ein zweiter Roboter folgte knappeineStundedanach.Wardergroßangekündigte undlautVeranstalternweltweitersteHalbmarathonmit Robotern also nicht mehr als ein PR-Stunt?
Professor für angewandte Mechanik an der Technischen Universität München
„Generell testet so ein Wettbewerb natürlich die Einsatztauglichkeit von Humanoiden“, sagt Roboterexpertin Maren Bennewitz von der Universität Bonn. Dies gelte nicht nur für die Hardware, sondern auch für die Software, erklärt die Professorin, die in Bonn an humanoiden Robotern forscht. Bei so einem Wettbewerb sei es eine der Herausforderungen, dass der Roboter seine Umgebung, also den Untergrund sowie die anderen Wettbewerbsteilnehmer, wahrnimmt und darauf reagiert.
„Der Halbmarathon in Peking ist meines Erachtens eindeutigeinePR-Aktion,umdietechnologischeExzellenz Chinas in diesem Bereich zu demonstrieren“, sagt Daniel Rixen, Professor für angewandte Mechanik an derTechnischenUniversitätMünchen.Ervergleichtihn mitderFormel1,dieFähigkeitenmodernerTechnologie im Automotive-Bereich zur Schau stellt.
KräftemessenzwischendenUSAundChina
Die Herausforderungen, um die Roboter auf den Halbmarathonzuschicken,liegenRixenzufolgedarin,dass die Humanoiden energetisch effizient sind und über gute Energiequellen verfügen müssen. Die Komponenten müssen robust sein und den hohen dynamischen Belastungen standhalten können. Zudem muss die Bewegung des Roboters so geplant und gesteuert werden, dass dieser autonom und ohne zu stürzen einem Pfad folge.
Der Lauf soll ein Wink an den größten Technologierivalen USA sein. Mit Washington ficht Peking derzeit einen erbitterten Zollstreit aus Die US-Konkurrenz im HumanoidbereichumFigureAI,Tesla,AgilityoderBoston Dynamics arbeitet an komplizierten Bewegungen und Denkfähigkeiten bei künstlicher Intelligenz. Doch im Techrennen will China zeigen, dass es die Nase vorn hat.
ChinahabesicheinentechnologischenVorsprungbei Humanoiden aufgebaut, sagt Rixen. Dies sei das Ergebnis einer sehr aktiven Industrie, die in der Lage sei,
Der Markt für Roboter verspricht in den kommenden Jahrzehnten Hunderte Milliarden US-Dollar wert zu werden. Wie die Financial Times jüngst berichtete, gehen Analysten großer Banken davon aus, dass die jährlichen Verkäufe von Robotern bis 2050 bis zu 50 Millionen Stück erreichen könnten.
In Zukunft sollen Roboter nützliche Aufgaben erledigen. Chinas Firmen erproben Humanoide bereits als ArbeiterinFabrikenoderLagern.Start-upswieUnitree, Agi Bot, Engine AI, Fourier oder UB Tech arbeiten mit solchen und anderen Robotern. Unitree will etwa mit dem staatlichen Autobauer Great Wall Motor bei einer Integration von Robotik in der Autoindustrie zusammenarbeiten. Die beiden Firmen wollen in Geländewagen „Roboterhunde“ einbauen, die Ausrüstung transportieren könnten, wie Great Wall Motor mitteilte.
SomischtChinasRegierungmit
Der Fortschritt in der Robotertechnologie ist staatlich gewollt. Für 2025 schrieb sich Peking die Entwicklung des Bereichs in ihren Arbeitsbericht. Schon zu JahresbeginnhattedertechnologischeDurchbruchdeschinesischenKI-UnternehmensDeepSeekfürvielBeachtung gesorgt. Nun will Peking auch mehr Geld für Zukunftsindustrien wie „verkörperte KI“ schaffen, hatte die Regierung zum Volkskongress im März verkündet
WassichPekingaufdieFahnenschreibt,sollauchdie eigenen Landsleute begeistern. Zur großen Frühlingsfest-Gala im Januar ließ Chinas Branchenprimus Unitree etwa eine Gruppe von Robotern des Typs H1 vor Hunderten Millionen von Fernsehzuschauern einen Volkstanz aufführen.
Seitdem feiert die staatliche Propaganda regelmäßig Erfolge von Robotern. In einem Park eines Pekinger
Randbezirks patrouilliert die Polizei mittlerweile mit vierbeinigen, hundeartigen Robotern. Die mit MultispektralkamerasundhochpräzisenSensorenausgestatteten Maschinen seien die „jüngste Innovation in Pekings laufenden Bemühungen um den Aufbau einer intelligentenStadt“,schreibtdiestaatlicheNachrichtenagentur Xinhua. (ff)
Humanoide Roboter gelten als Zukunft in einer Industrie, die nach Fachkräften ringt. Jetzt wurde in Peking ein Halbmarathon zelebriert, in dem Humanoide gegen Menschen antraten.
Bild: dpa
BLECHNET DIGITAL
Newsletter-Rückblick...
...wasimletztenMonatimNewsletteraktuellwar
1.
Trennen: Brennschneidmaschine optimiert Prozesse
5.
2.
Suche„MesserCutting“
Prüfen: Mit KI die Qualitätssicherung transformieren
Suche„Fraunhofer-IGD“
3. Management: Die nötigen Kompetenzen an Bord haben
Suche„Machwürth“
4.
Messe: „best Award 2025 zur Blechexpo/Schweisstec“
BeschäftigteinmittelständischenUnternehmenverbringen imSchnittetwa7ProzentihrerArbeitszeitmitbürokratischen Prozessen.Dasentsprichtdurchschnittlich32Arbeitsstunden imMonatproUnternehmenimJahr.Daszeigtdasrepräsentative„Mittelstandspanel“derKfW-Bankunterrund10.000 KMUausallenBranchen. Insgesamt kostet es den Mittelstand der Erhebung zufolge rund 61 Mrd. Euro im Jahr, sämtliche Vorgaben umzusetzen. Zwar seien geregelte Verfahren eine wesentliche Grundlage des Wirtschaftssystems, sagt KfW-Mittelstandsexperte Michael Schwarz. „Mit zunehmender Bürokratie steigt jedoch das Risiko, dass die Kosten den Nutzen übersteigen.“ So sei der Abbau von Bürokratie aus Sicht des Mittelstands derzeit das drängendste wirtschaftspolitische Thema. Nicht inbegriffen bei der Erhebung sind Belastungen, die sich nicht oder kaum in Arbeitszeit messen lassen –etwa langwierige Planungs- und Genehmigungsverfahren, schlechte Behördenerreichbarkeit oder die strittige Auslegung von Vorschriften. „Speziell diese psychologischen Kosten im Umgang mit Bürokratie nehmen bei vielen Unternehmen aber eine tragende Rolle ein“, sagt Schwarz. Aus Sicht des Mittelstands sei Bürokratie das mit Abstand größte Risiko für die Wettbewerbsfähigkeit.
NETZWERK
Termine
LaserWorldofPhotonics
Die Fachmesse für Laser & Photonik findet vom 24. bis 27. Juni in München statt. Besucher informieren sich hier über die neuesten
Trends und Innovationen in der Photonik-Technologie und können an Workshops sowie technischen Präsentationen teilnehmen.
Schweissen&Schneiden
In Essen begrüßt die Schweissen & Schneiden vom 15. bis 19. September die internationale Fachwelt der Füge-, Trenn- und Beschichtungstechnik.
Leserblick
„MehrEffizienz imPresswerk“
Sie betreiben eine Linie zum Stanzen und/oder Umformen und möchten mehr rausholen? Wie lassen sich Kosten senken und die Effizienz erhöhen? Vor dem Hintergrund der Herausforderungen von Qualität, Flexibilität, sinkenden Losgrößen und Verfügbarkeiten gilt es, die Produktion für den steigenden Kostendruck fit zu machen. Welche Ansätze bieten sich zur Steigerung der Gesamtanlageneffektivität (Overall Equipment Effectiveness, OEE)? Welche Realisierungen helfen die Anlagenverfügbarkeit zu erhöhen? Beispielsweise können zu lange Rüstprozesse oder nicht optimal aufgesetzte intralogistische Schnittstellen für Verluste sorgen.
Die Fachtagung „Mehr Effizienz im Presswerk“ am 5. Juni in Würzburg zeigt, welche Potenziale in Ihrer Produktion ausgeschöpft werden können, und bietet Lösungen, die Sie sofort in Ihrem beruflichen Alltag unterstützen. Dabei beleuchtet sie mit praxisnahen Vorträgen die verschiedenen Handlungsfelder, die zu einer Effizienzsteigerung beitragen.
Wartungs Wartungs Wartungs--& Prüftermine & Prüftermine digital planen und organisieren digital planen und organisieren
MASCHINEN
So haben Sie alle Prüftermine und Wartungstermine im Griff
INVENTARISIERUNG
aller Maschinen, Geräte, Hublader, Anschlagmittel, Stapler, Regale…
ARBEITSSICHERHEIT
Termine im Arbeitsschutz und der Arbeitssicherheit sicher einhalten
SPEZIAL-THEMA: BLECHNET Blech-und Rohrbearbeitung
Wartungsplaner -Software erinnert an die nächste Wartung
So gelingt die digitale Inventarisierung
Wie reif ist Ihre Digitalisierung für das Inventar? Mit der Inventarsoftware werden Sie Ihren Verwaltungsaufwand bei der Erfassung und der Aktualisierung von Inventar deutlich senken.
Warum eine effektive Inventarverwaltung so wichtig ist
Wiederkehrende Prüftermine und Wartungen im Griff?
Wartungssoftware organisiert die Wartungstermine
Wer seine Arbeits-und Betriebsmittel sicher im Griff haben will, kommt um die Inventarsierungund der Dokumenationder Wartung und Prüfung nicht herum.
1. Gegenstand anlegen
•Stammdaten erfassen
•Kategorisieren -Gruppe zuordnen
•Dokumente anhängen
•Bild zuordnen
2. Aufgabe hinzufügen
•geplante Prüfung / Wartung definieren
•Termin festlegen
•Zuständigkeit klären
•Prüfprotokoll anhängen
•Intervall für Folgetermin bestimmen
3. Sich erinnern lassen
•Was ist demnächst fällig?
•Was wurde nicht erledigt?
•Dashboard, Monatskalender
•Diagramme und Listen
•E-Mail-Erinnerung
Starter-Lizenz Wartungsplaner Einzelplatz für einen PC
www.Wartungsplaner.de
HOPPE
Unternehmensberatung
www.Wartungsplaner.de
info@Wartungsplaner.de
63150 Heusenstamm
Seligenstädter Grund 8
Aufgaben im Griff?
Dokumentieren, verwalten und analysieren Sie alle anfallenden Aufgaben rund um die Instandhaltung und Wartung in einer einzigen Lösung.
Sparen Sie dadurch Zeit, vermeiden Sie unnötige Kosten und schaffen Sie Transparenz!
Für wen ist die Software geeignet?
Unsere Wartungsplaner-Software überzeugt Maschinenverantwortliche, Fuhrparkmanager, Sicherheitsfachkräfte, Facility Manager, Instandhaltungsleiter, Produktionsleiter, produzierende Unternehmen, Automobilindustrie aber auch kleine Handwerksbetriebe
Gewusst wie!
Verwalten Sie ihre Prüftermine digital
Überblick über Wartungen
So haben Sie alle Prüftermine und Wartungstermine im Griff
Prüftermine
Dokumentieren, verwalten und analysieren Sie alle anfallenden Aufgaben rund um die Instandhaltung und Wartung in einer einzigen Lösung.
63150 Heusenstamm
Seligenstädter Grund 8
Telefon: +49 (0) 6104 / 65327
info@Wartungsplaner.de
https://www.Wartungsplaner.de
Gerne senden wir Ihnen eine kostenlose Demo Version zu.
Unter www.Wartungsplaner.de finden Sie zahlreiche Informationen und nützliche Tipps zum Thema Wartungsplanung, Wartungsprogramm und Prüffristenmanagement.
Fordern Sie über das Kontaktformular eine kostenlose und unverbindliche Testversion an.
Bestellung (einfach und bequem per eMail oder Fax senden)
Starter-Lizenz Wartungsplaner
Zusatz-Lizenz für den Einsatz im lokalen Netzwerk
jährliche Wartungsvertragsgebühr je Lizenz
Die Wartung beinhaltet alle Updates des Wartungsplaners, sowie tel. Hotline und tel. Support. Der Wartungsvertrag hat eine Laufzeit von mindestens einem Jahr. Dieser Wartungsvertrag verlängert sich automatisch um ein weiteres Jahr, insofern er nicht 3 Monate vor Ablauf gekündigt wird. Die jährliche Fakturierung erfolgt im Voraus.