A crescente exigência e complexidade dos processos produtivos, a maior diversidade dos materiais e a forma como os mesmos se comportam quando conjugados são fatores que tornam o processo de assemblagem, nomeadamente o aperto, uma etapa complexa que obrigatoriamente deve ser encarada com o mesmo grau de exigência do restante processo de montagem. Independentemente do setor industrial, a implementação de procedimentos de controlo não pára de evoluir. O que anteriormente se aferia por amostragem de lote, retirando uma peça para análise em laboratório, hoje, dependendo dos casos, afere-se a peça produtiva, o sistema de aparafusamento e inclusivamente o processo em si. Adequar o processo produtivo, ou seja, assegurar a melhor relação entre o tempo de produção e o número de peças rejeitadas exige uma procura pela melhor solução tecnológica de aperto e posteriormente, embora não menos importante, a adequação do programa de aperto ao comportamento das juntas que compõem a peça. Através do registo de dados de aperto, em tempo real, de linhas de montagem num servidor central, muitas empresas conseguem hoje em dia dar resposta às especificações exigidas pelo cliente. Por via de meios informáticos e de recolha de dados, ligados aos equipamentos, é possível recolher informação que permite analisar e verificar dados inerentes às montagens efetuadas.
Para que essa consciência exista é necessário analisar alguns conceitos que regem estes comportamentos. Estruturalmente, o parafuso tem duas finalidades: t Trabalhar como um pino para manter umas ou mais partes unidas impedindo o movimento relativo entre elas; t Trabalhar como uma mola para fixar duas ou mais partes unidas, que aliás é o principal propósito. A Força de Montagem em juntas aparafusadas é influenciada por inúmeros fatores, dos quais se destacam: 1. A máquina de aperto; 2. A forma geométrica da junta; 3. O tipo de rosca; 4. O método de aparafusamento; 5. As condições de atrito nas superfícies de contacto.
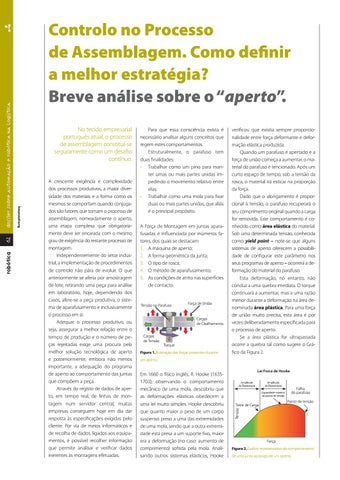
Tensão no Parafuso
Força de União
Cargas de Cisalhamento Cargas de Tensão Torque Figura 1. Ilustração das forças presentes durante
verificou que existia sempre proporcionalidade entre força deformante e deformação elástica produzida. Quando um parafuso é apertado e a força de união começa a aumentar, o material do parafuso é tencionado. Após um curto espaço de tempo, sob a tensão da rosca, o material irá esticar na proporção da força. Dado que o alongamento é proporcional à tensão, o parafuso recuperará o seu comprimento original quando a carga for removida. Este comportamento é conhecido como área elástica do material. Sob uma determinada tensão, conhecida como yield point – note-se que alguns sistemas de aperto oferecem a possibilidade de configurar este parâmetro nos seus programas de aperto – ocorrerá a deformação do material do parafuso. Esta deformação, no entanto, não conduz a uma quebra imediata. O torque continuará a aumentar, mas a uma razão menor durante a deformação na área denominada área plástica. Para uma força de união muito precisa, esta área é por vezes deliberadamente especificada para o processo de aperto. Se a área plástica for ultrapassada ocorre a quebra tal como sugere o Gráfico da Figura 2.
um aperto.
Em 1660 o físico inglês, R. Hooke (16351703), observando o comportamento mecânico de uma mola, descobriu que as deformações elásticas obedecem a uma lei muito simples. Hooke descobriu que quanto maior o peso de um corpo suspenso preso a uma das extremidades de uma mola, sendo que a outra extremidade está presa a um suporte fixo, maior era a deformação (no caso: aumento de comprimento) sofrida pela mola. Analisando outros sistemas elásticos, Hooke
Lei Física de Hooke Amplitude de Elasticidade
Amplitude de Plasticidade Capacidade máxima do ponto de tensão
Falha do parafuso Ponto de tensão
Teste de Carga Tensão
No tecido empresarial português atual, o processo de assemblagem constitui-se seguramente como um desafio contínuo.
Europneumaq
DOSSIER SOBRE AUTOMAÇÃO E ROBÓTICA NA LOGÍSTICA 62 robótica
Controlo no Processo de Assemblagem. Como definir a melhor estratégia? Breve análise sobre o “aperto”.
Força Figura 2. Gráfico representativo do comportamento de uma junta ao longo de um aperto.