INFORMAÇÃO TÉCNICO-COMERCIAL
The Timken Company: uma solução para o posicionamento do rolamento axial do laminador Sorin Tudor Specialist Application Engineer – HI Primary Metals, EU Customer Engineering
1. INTRODUÇÃO
A
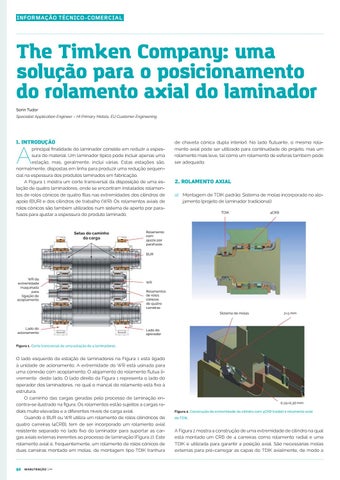
TVMRGMTEP ǻREPMHEHI HS PEQMREHSV GSRWMWXI IQ VIHY^MV E IWTIWWYVE HS QEXIVMEP 9Q PEQMREHSV X¸TMGS TSHI MRGPYMV ETIREW YQE estação, mas, geralmente, inclui várias. Estas estações são, normalmente, dispostas em linha para produzir uma redução sequencial na espessura dos produtos laminados em fabricação. A Figura 1 mostra um corte transversal da disposição de uma estação de quatro laminadores, onde se encontram instalados rolamenXSW HI VSPSW G¾RMGSW HI UYEXVS ǻPEW REW I\XVIQMHEHIW HSW GMPMRHVSW HI ETSMS '97 I HSW GMPMRHVSW HI XVEFEPLS ;7 4W VSPEQIRXSW E\MEMW HI rolos cónicos são também utilizados num sistema de aperto por parafusos para ajustar a espessura do produto laminado.
Setas do caminho da carga
HI GLEZIXE G¾RMGE HYTPE MRXIVMSV 3S PEHS ǼYXYERXI S QIWQS VSPEQIRXS E\MEP TSHI WIV YXMPM^EHS TEVE GSRXMRYMHEHI HS TVSNIXS QEW YQ rolamento mais leve, tal como um rolamento de esferas também pode ser adequado.
2. ROLAMENTO AXIAL E 2SRXEKIQ HI 8).0 TEHVÂS MWXIQE HI QSPEW MRGSVTSVEHS RS EPSNEQIRXS TVSNIXS HI PEQMREHSV XVEHMGMSREP 8).0
4CRB
Rolamento com ENYWXI TSV parafusos BUR
WR de I\XVIQMHEHI QEUYMREHE para ligação de acoplamento
WR Rolamentos de rolos cónicos HI UYEXVS carreiras Sistema de molas
Lado do acionamento
2–3 mm
Lado do operador
Figura 1. Corte transversal de uma estação de 4 laminadores.
O lado esquerdo da estação de laminadores na Figura 1 está ligado ª YRMHEHI HI EGMSREQIRXS & I\XVIQMHEHI HS ;7 IWX« YWMREHE TEVE YQE GSRI\ÂS GSQ EGSTPEQIRXS 4 EPSNEQIRXS HS VSPEQIRXS ǼYXYE PMvremente deste lado. O lado direito da Figura 1 representa o lado do STIVEHSV HSW PEQMREHSVIW RS UYEP S QERGEP HS VSPEQIRXS IWX« Ç»\S ª estrutura. O caminho das cargas geradas pelo processo de laminação enGSRXVE WI MPYWXVEHS RE Ç»KYVE 4W VSPEQIRXSW IWXÂS WYNIMXSW E GEVKEW VEHMEMW QYMXS IPIZEHEW I E HMJIVIRXIW R¸ZIMW HI GEVKE E\MEP 6YERHS S '97 SY ;7 YXMPM^E YQ VSPEQIRXS HI VSPSW GMP¸RHVMGSW HI UYEXVS GEVVIMVEW (7' XIQ HI WIV MRGSVTSVEHS YQ VSPEQIRXS E\MEP VIWMWXIRXI WITEVEHS RS PEHS Ç»\S HS PEQMREHSV TEVE WYTSVXEV EW GEVKEW E\MEMW I\XIVREW MRIVIRXIW ES TVSGIWWS HI PEQMRE±ÂS +MKYVE *WXI VSPEQIRXS E\MEP ³ JVIUYIRXIQIRXI YQ VSPEQIRXS HI VSPSW G¾RMGSW HI duas carreiras montado em molas, de montagem tipo TDIK (ranhura
92
MANUTENÇÃO 144
0,15–0,30 mm Figura 2. (SRWXVY±ÂS HE I\XVIQMHEHI HS GMPMRHVS GSQ (7' VEHMEP I VSPEQIRXS E\MEP HI 8).0
& +MKYVE QSWXVE E GSRWXVY±ÂS HI YQE I\XVIQMHEHI HI GMPMRHVS RE UYEP IWX« QSRXEHS YQ (7' HI GEVVIMVEW GSQS VSPEQIRXS VEHMEP I YQE 8).0 ³ YXMPM^EHE TEVE KEVERXMV E TSWM±ÂS E\MEP ÂS RIGIWW«VMEW QSPEW I\XIVREW TEVE TV³ GEVVIKEV EW GETEW HS 8).0 E\MEPQIRXI HI QSHS E