DOSSIER SOBRE PREVENĂ‡ĂƒO, MANUTENĂ‡ĂƒO E REPARAĂ‡ĂƒO
AnĂĄlise crĂtica de falhas numa unidade de britagem 2.ÂŞ Parte HĂŠlio Augusto Goulart Diniz Engenheiro Mecânico e de Segurança do Trabalho, Especializado em Engenharia de Manutenção e Mestrando em Engenharia Mecânica Professor de Engenharia nas Faculdades PitĂĄgoras e FACEMG, helioufmg@gmail.com
)ŸƋü Ć‹ĹłÂąĂ†ÂąÄŹÄ˜Ĺ… ĂźĹ…Äœ ĂšĂĽĹ¸ĂĽÄšĆ´Ĺ…ÄŹĆ´ÄœĂšĹ… ĚŅ Ă?ŅĚƋüƝƋŅ Úü ƚľ¹ ĆšÄšÄœĂšÂąĂšĂĽ Úü Ă†ĹłÄœĆ‹ÂąÄ?ĂĽÄľ Úü ƚľ¹ ÄľÄœÄšĂĽĹłÂąĂšĹ…ĹłÂą ĚŅ ŧƚ¹ď Ÿü ¹ŞųüŸüĚƋ¹ Ĺ… Ä ĆšĆťĹ…Ä?ų¹ľ¹ Úü processo e equipamentos tĂpicos do setor. Problemas correntes de manutenção e de operação sĂŁo analisados de forma crĂtica, assim como soluçþes sĂŁo discutidas para evitar ou reduzir a frequĂŞncia de reincidĂŞncia dos mesmos. Fez-se uma anĂĄlise tĂŠcnica dos problemas de manutenção e de operação do setor, na qual a produtividade e a disponibilidade sĂŁo discutidas como fator decisivo nas decisĂľes da gerĂŞncia. Mostra-se a ferramenta FMEA para anĂĄlise de falhas e aplica-se essa metodologia sobre um transportador de correias do setor de britagem, demonstrando a funcionalidade e importância desse estudo no que diz respeito Ă tomada de decisĂŁo para evitar a falha baseada em risco e em custo.
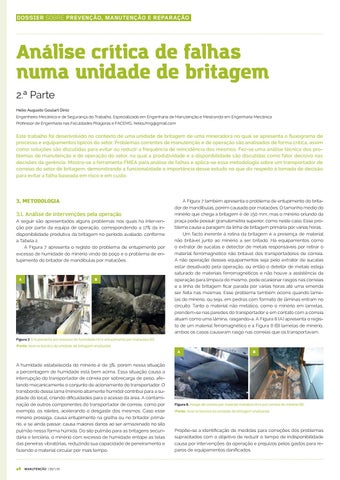
3. METODOLOGIA 3.1. AnĂĄlise de intervençþes pela operação A seguir sĂŁo apresentados alguns problemas nos quais hĂĄ intervenção por parte da equipa de operação, correspondendo a 17% da indisponibilidade produtiva da britagem no perĂodo avaliado, conforme a Tabela 2. A Figura 7 apresenta o registo do problema de entupimento por excesso de humidade do minĂŠrio vindo do poço e o problema de entupimento do britador de mandĂbulas por matacĂľes.
B
A
A Figura 7 tambĂŠm apresenta o problema de entupimento do britador de mandĂbulas, porĂŠm causado por matacĂľes. O tamanho mĂŠdio do minĂŠrio que chega a britagem ĂŠ de 150 mm, mas o minĂŠrio oriundo da praça pode possuir granulometria superior, como neste caso. Esse problema causa a paragem da linha de britagem primĂĄria por vĂĄrias horas. Um facto inerente Ă rotina da britagem ĂŠ a presença de material nĂŁo britĂĄvel junto ao minĂŠrio a ser britado. HĂĄ equipamentos como o extrator de sucatas e detector de metais responsĂĄveis por retirar o material ferromagnĂŠtico nĂŁo britĂĄvel dos transportadores de correia. A nĂŁo operação desses equipamentos seja pelo extrator de sucatas estar desativado pela operação, ou entĂŁo o detetor de metais esteja saturado de materiais ferromagnĂŠticos e nĂŁo houve a assistĂŞncia da operação para limpeza do mesmo, pode ocasionar rasgos nas correias I E PMRLE HI FVMXEKIQ ÇťGEV TEVEHE TSV ZÂŤVMEW LSVEW EXÂł YQE IQIRHE ser feita nas mesmas. Esse problema tambĂŠm ocorre quando lamelas do minĂŠrio, ou seja, em pedras com formato de lâminas entram no circuito. Tanto o material nĂŁo metĂĄlico, como o minĂŠrio em lamelas, prendem-se nas paredes do transportador e em contato com a correia atuam como uma lâmina, rasgando-a. A Figura 8 (A) apresenta o registo de um material ferromagnĂŠtico e a Figura 8 (B) lamelas de minĂŠrio, ambos os casos causaram rasgo nas correias que os transportavam.
Figura 7. *RXYTMQIRXS TSV I\GIWWS HI LYQMHEHI & I IRXYTMQIRXS TSV QEXEGĂ€IW ' Fonte &GIVZS XÂłGRMGS HE YRMHEHI HI FVMXEKIQ EREPMWEHE
A
A humidade estabelecida do minÊrio Ê de 3%, porÊm nessa situação a percentagem de humidade estå bem acima. Essa situação causa a interrupção do transportador de correia por sobrecarga de peso, afetando mecanicamente o conjunto de acionamento do transportador. O transbordo dessa lama (minÊrio altamente húmido) contribui para a suNMHEHI HS PSGEP GVMERHS HMǝGYPHEHIW TEVE S EGIWWS HE VIE & GSRXEQMnação de outros componentes do transportador de correia, como por exemplo, os roletes, acelerando o desgaste dos mesmos. Caso esse minÊrio prossiga, causa entupimento na grelha ou no britador primårio, e se ainda passar, causa maiores danos ao ser armazenado no silo pulmão nessa forma húmida. Do silo pulmão para as britagens secundåria e terciåria, o minÊrio com excesso de humidade entope as telas das peneiras vibratórias, reduzindo sua capacidade de peneiramento e fazendo o material circular por mais tempo.
48
MANUTENĂ‡ĂƒO 138/139
B
Figura 8. 7EWKS HI GSVVIME TSV QEXIVMEP QIXÂŤPMGS & I TSV PEQIPE HS QMRÂłVMS ' Fonte: &GIVZS XÂłGRMGS HE YRMHEHI HI FVMXEKIQ EREPMWEHE
5VSTĂ€I WI E MHIRXMÇťGEÂąÂS HI QIHMHEW TEVE GSVVI¹ÀIW HSW TVSFPIQEW supracitados com o objetivo de reduzir o tempo de indisponibilidade causa por intervençþes da operação e prejuĂzos pelos gastos para reTEVSW HI IUYMTEQIRXSW HERMÇťGEHSW