

REVISTA DIGITAL


P A T RO CIN A DOR DE L A
- SEPTIEMBRE
AGOSTO
2 02 3
J us t A d d W a te r
Fo
r In s tant Proce ss Co olin g & Tempe ratu re Co n t ro l
Dedicated exclusively to process cooling
control equipment
• Equipment maximizes production & minimize cost of ownership

• Energy saving technologies such as digital scroll compressors, variable speed pumps & fan drives





• Staff of application & engineering specialists
• Dedicated group of customer service representatives
• Constantly evolving R&D efforts assuring optimal future solutions
• Over 45 years of experience
www. AdvantageEngineering.com 525 E a s t S top 1 8 R o a d • G r e e n w ood , I N 4 6 14 2 • 3 17 . 88 7 .0 7 2 9
in the U.S.A. under U.S. ownership
Made
Cooling
Maximum® Portable
Titan® &
Central Chillers
Power Tower® G3
Towers
Chillers
OACS®
& Regal® Temperature Control Units
TTK Tough Tank® & PTS/CPTS Pump Tank Stations
Sentra®

www.plastico.com
Edición 226
Agosto - Septiembre 2023
ISSN 2027 - 1581
Headquarters B2BPortales, Inc
C/O MMCO
2155 Coral Way Miami, FL 33145 EEUU
Tel.: +1 (305) 448 68 75
Calle 73 # 10 - 83, Torre C Piso 4 Bogotá, Colombia
Editor-in-Chief Dr. -Ing. Laura Flórez Sastre laura.florez@axiomab2b.com
Publisher Giovana Reyes +1(305) 510-3785 giovana.reyes@axiomab2b.com
Design and Layout
Estefania Chacón estefania.chacondg@gmail.com
Paola Niño paola.ninodg@gmail.com
Sales Representatives
United States, Canada & Brazil
Giovana Reyes
Associate Publisher +1(305) 510-3785 giovana.reyes @axiomab2b.com
Latin America
Mexico
Carmen Bonilla
Cel: +52 (81) 1378-1703
Tel: +52 (81) 1492-7353 carmen.bonilla@ axiomab2b.com
Stella Rodríguez
Cel: +52 1 (55) 1882-4802
Tel: +52 1 (55) 539-32028 stellar@prodigy.net.mx
Europe
France, Spain & Portugal
India
Eric Jund
Ph: +33 (0) 493 58 7743
Fax: +33 (0) 493 24 00 72 eric.jund@axiomab2b.com
(Except France, Spain & Portugal)
Lerner Media Consulting
Martina Lerner
Ph: + 49 (6) 2269-71515
lerner-media@t-online.de
Asia
Sydney Lai
Marketing Manager
Ph: +886-42329-7318 X 16 sydneylai@ringier.com.hk
Taiwan
Ringier Trade Publishing Ltd
Amber Chang
Ph: +886 (4) 232 - 97318 Ext. 11 amberchang@ringier.com.hk
China
Ringier Trade Media Ltd.
Maggie Liu
Ph: +86-20 8732 3316 maggieliu@ringiertrade.co
Hong Kong
Ringier Trade Publishing Ltd
Octavia Au-Yeung
Ph: +85 (2) 2869 - 8788
Ext. 11 octavia@ringier.com.hk
DEL EDITORLA ECONOMÍA CIRCULAR
NO PUEDE SER UN “PARCHE”
Hace poco tuve el privilegio de participar en Expo Poliplast en Monterrey, donde moderé un panel con varios expertos en el tema de sostenibilidad. El profesor Carlos Scheel, gran experto en economía circular del Tecnológico de Monterrey, nos acompañó en la discusión, y me dijo algo que me quedó sonando. La economía circular no puede ser un “parche”.
A veces pensamos que podemos entrar a la economía circular si continuamos lo que estamos haciendo pero le añadimos a la empresa un nuevo departamento de “sostenibilidad”. Pero en sus palabras, el profesor Scheel nos explicaba que la economía circular es, en verdad, otro modelo económico.
Se trata de generar economía y ganancia con la circularidad de los materiales. Para esto, resaltaba el experto, es necesario que nosotros salgamos de nuestra industria y vayamos a buscar sinergias con otras industrias, en energía, alimentos, que busquemos cómo encadenarnos para generar valor. Porque la economía circular es cara, y a menos que sea un negocio para alguien no va a ser viable financieramente.
Ronaldo Peña, de Plareca, nos habló también de la importancia que tiene la separación en la valorización. Las empresas consideran que entregar el material mezclado no es su problema y que “nadie les paga por eso”. Sin entender su compromiso ambiental… que por ahora tampoco les cuesta.
Y Ricardo Corona, del Instituto Mexicano de Innovación Tecnológica en Plástico y Hule (IMITPH), resaltó la importancia de proteger los flujos de materiales y su degradación hacia futuro. Evitar la mezcla de biobasados con fósiles en compuestos, ya que esto genera un material que es un “Frankenstein”, y que nos puede acarrear problemas mucho más graves por contaminación de microplásticos a futuro. TP
Image Bank Shutterstock • Freepik
Prepress & Printing Quad Graphics Colombia S.A.S.
Dr. -Ing. Laura Flórez Sastre Directora de contenido laura.florez@axiomab2b.com
3
CARTA
WWW.PLASTICO.COM
Una historia de éxito
www.axiomab2b.com
CEO Mariano Arango L. mariano.arango@axiomab2b.com
National Sales Manager Juan Felipe Rivera Vargas felipe.rivera@axiomab2b.com
Eléctrico e hidráulico: lo mejor de dos mundos
Presión de inyección: qué es, cómo calcularla y por qué es importante
Financial and Management Consultant Mery Lara mery.lara@axiomab2b.com
Director of Operations Johann Peter Tao johann.tao@axiomab2b.com
Print Project Manager Farid Sanabria farid.sanabria@axiomab2b.com
Board of Directors Marcelino Arango L.
¿Cómo reducir los costes energéticos en extrusión?

Hecho en Colombia, por Colombianos

Prohibida la reproducción total o parcial del contenido de esta revista sin autorización expresa de los editores.
La opinión de los columnistas no refleja necesariamente la posición editorial de la revista TECNOLOGÍA DEL PLÁSTICO.


Las imágenes que ilustran los temas no corresponden a publicidad, son utilizadas según el archivo fotográfico de revista TECNOLOGÍA DEL PLÁSTICO y Axioma B2B Marketing para fines editoriales.

4
CONTENIDO
WWW.PLASTICO.COM
22 34 26 29
resolver
problemas frecuentes en las operaciones de reciclaje de plásticos 38 42 49
transformación de
envases en la cosmética Tendencias en el ensamblaje automatizado Impresión
bajo demanda
Cómo
7
La
los
3D
6 13 18 ALPLA
en circularidad de empaques Re-looping: Reciclaje de plásticos 2.0 La innovación y su papel en el cierre de ciclo 52 55 58 60 64 “Tenemos que dar un salto de fe” Alternativas para valorizar el reciclaje Reciclaje digital de botellas de leche, un éxito en Reino Unido Blockchain para rastrear la huella de carbono Reutilización y recarga de envases: ¿camino hacia la sostenibilidad?
UNA HISTORIA DE ÉXITO EN CIRCULARIDAD DE EMPAQUES
Con una tasa de incorporación de PCR cercana al 18%, la multinacional con sede en México trabaja en acopio para llegar a la meta del 25%.
ALPLA RE-LOOPING:
RECICLAJE DE PLÁSTICOS 2.0
El re-looping emerge como una solución innovadora para el creciente problema de los residuos de envases de plástico, transformando los productos usados en materiales de alta calidad.

6 13 18
Y SU PAPEL EN EL CIERRE DE CICLO LA INNOVACIÓN
A través de la innovación aguas arriba y aguas abajo es posible generar flujos de materiales aptos para el cierre de ciclo.

6 WWW.PLASTICO.COM SOSTENIBILIDAD
POR DR.-ING. LAURA FLÓREZ, EDITORA EN JEFE
ALPLA
UNA HISTORIA DE ÉXITO EN CIRCULARIDAD DE EMPAQUES
Con una tasa de incorporación de PCR cercana al 18%, la multinacional con sede en México trabaja en acopio para llegar a la meta del 25%.
Cuando hablamos del cierre de ciclo en materiales y productos plásticos, debemos entender que no se trata solamente de una iniciativa aislada que podamos emprender cada uno desde su empresa. Esta es una actividad de encadenamiento, que debemos hacer entre todos, y rápido. Es importante que cada uno de nosotros salga de su nicho de mercado y de acción para empezar a mirar hacia los lados de la cadena, aguas arriba y aguas abajo, y entendamos qué tenemos que hacer para que las cosas sucedan.

Justamente es esto lo que está haciendo ALPLA. A través de trabajar en cada región del planeta entendiendo las necesidades que existen, ha logrado mejorar sustancialmente el porcentaje de material recuperado que hoy por hoy incorpora en sus envases. Y también ha logrado desarrollar una economía de recuperación y reciclaje robusta y formalizada, que favorece tanto la cultura y la economía como el crecimiento de la cadena.
Metas concretas
ALPLA es una empresa austriaca, con presencia global en 47 países y con 190 plantas, enfocada al desarrollo de soluciones de empaque. Está enfocada en producción de empaques rígidos en PET, PEAD y PP. Todo esto la lleva a tener un compromiso importante con la economía circular.
Hoy la compañía dentro de sus objetivos de sustentabilidad ha contemplado el tema de planeta, con un objetivo de 4,6% anual de disminución de emisiones de carbono de acá a 2030. Ha hecho una inversión
WWW.PLASTICO.COM 7 SOSTENIBILIDAD
SOSTENIBILIDAD
cercana a los 50 millones de euros a través de plantas de reciclado y plantas de acopio, proyectos de recolección de plásticos, buscando generar una mayor conciencia y mayor recuperación.
Hoy en la compañía a nivel global existe una capacidad instalada para procesar 277 mil toneladas en material reciclado; de este total el rPET significa 203 mil toneladas, el resto se recupera en rPEAD.
En México concretamente, el trasegar de la empresa en el tema de economía circular inició en el año 2005, cuando se abrió la primera planta de reciclado en joint venture con coca-cola. Recientemente, la empresa ha anunciado la planta planeta, que arranca en 2024 la recuperación de PET con 50 mil toneladas anuales de entrada y 25 mil de salida. En PEAD hoy la planta de procesamiento tiene una capacidad de 40 mil toneladas de entrada y 30 mil de salida.

La curva de aprendizaje para el manejo de producto reciclado lleva tiempo, así que es importante estar preparados para cubrir con la necesidad de producto reciclado una vez que se pongan en vigor las regulaciones.
El reciclaje empieza con el acopio
Con estas metas tan claras y ambiciosas, la empresa ha tomado cartas en el asunto. Siendo México un líder en reciclaje dentro de toda la organización, la empresa ha empezado a tomar la iniciativa de ir a buscar el material, para poder alimentar sus propias plantas.
El compromiso de ALPLA con la fundación Ellen McArthur es llegar al 2025 con un 25% de contenido de material reciclado en sus botellas. Al día de hoy se encuentran en un 17,8%, sobre una base de 2 millones de toneladas “así que esto nos lleva a generar acciones mucho más agresivas para llegar al objetivo planificado”, comenta Humberto Quiroz, Regional Procurement & Sustainability Director de México, América Central y el Caribe.
“Hace más de 10 años vimos que la verdadera necesidad para el buen manejo de botellas plásticas era adentrarnos al inicio de la cadena y no solamente invertir en plantas de reciclaje”, comenta Quiroz. “Este fue nuestro principal motivador para conocer los primeros niveles y poder apoyar a nuestra comunidad con la apertura de centros de acopio. Hoy es clave para nuestra empresa involucrarnos con los actores en el acopio y mostrarles el valor que pueden tener los empaques plásticos con el buen manejo. Esto lo vimos crecer en los últimos 20 años para el PET y hoy sigue el mismo camino las botellas de HDPE”.
8 WWW.PLASTICO.COM
Humberto Quiroz, ALPLA

SOSTENIBILIDAD
Más allá de las sustanciales inversiones que ha tenido la cadena en reciclaje, la empresa ha venido abriendo este año un centro de acopio por mes. El foco ha sido abrir plantas de acopio en el centro y sur este del país, donde existen los mayores retos de recuperación. La baja tasa de acopio actual tiene que ver con las largas distancias, con un mercado informal y con un menor desarrollo económico en comunidades alejadas. Sin embargo, en esta zona existe un alto consumo de material.
para que financieramente les sea rentable. “Para nosotros es clave la formalización, porque en la medida en que esto crezca vamos a tener un desarrollo mucho más estable en el tiempo”, afirma el experto en sostenibilidad. “Es importante cuidar las condiciones de nuestros trabajadores, con plantas de acopio que cumplen con las normas laborales, sociales y fiscales, cada una tiene un punto crítico en la cadena”
Por eso la compañía busca acercarse con diversas modalidades, poniendo “jaulas” de acopio de botellas PET por ejemplo en playas. También han desarrollado “trenes” con pequeños camiones, donde se engancha una jaula al trailer convencional del camión, para poder transportar más volumen del material, y poder atravesar zonas del país donde las carreteras son más angostas.
Capacitación para lograr resultados
Se han abierto 19 centros de acopio nuevos, que se suman a los 8 ya existentes, y en cada uno de estos centros se ha generado infraestructura, que le permite a ALPLA acercarse a los pequeños acopiadores,
Para Quiroz la educación es clave para mejorar la calidad del acopio, tanto aguas abajo como aguas arriba. “Desde nuestra perspectiva, es importante brindar información constante para generar educación sobre las bondades que tienen diversos materiales y donde pueden ser reutilizados para alargar su vida útil. Debemos trabajar con todos los actores para lograr acciones sustentables a lo largo del tiempo: industria, academia, gobierno y sociedad.
Acopio y proceso de reciclado

10 WWW.PLASTICO.COM
(sorteo) sorteadas. aprobada
En la medida en que se diseñen productos que faciliten su recolección una vez utilizados, veremos un incremento constante en las tasas de acopio.
Quiroz destaca la formación concretamente en temas de selección, incluso interviniendo la educación desde las escuelas, en la infancia. “Es importante tener claridad sobre los diferentes tipos de materiales, para poder tener un producto confiable al consumidor”.
Aguas arriba, la capacitación hacia los dueños de marca y fabricantes tiene que ver hacer los materiales más reciclables y evitar el uso de materiales que se perciben como contaminantes. “Reciclabilidad es buscar que tu material en su proceso de selección sea mucho más fácil de separar. Esto quiere decir disminuir etiquetas que pueden ser contaminantes, disminuir el tamaño de las tapas, tratar de buscar compatibilización entre materiales para evitar que la separación vía mano de obra sea costosa”.

Emisiones de carbono
El futuro para el plástico seguirá siendo prometedor, y esto se debe a los grandes atributos que tiene:
Bajas emisiones de CO2 al procesarlo, esto debido a la poca utilización de material y bajo consumo energético contra otras alternativas como el vidrio.
Bajo costo de transporte por su ligereza contra otros materiales como el vidrio. Alta conservación de los alimentos. Alta durabilidad, entre otros factores. Alto nivel de reciclabilidad.
Un análisis de la huella de carbono de resinas recicladas contra resinas vírgenes demuestra un beneficio importante. Al utilizar material posconsumo reciclado, es posible reducir hasta en un 90% la huella de carbono en PET y hasta 86% en PEAD.
Para que todo lo anterior se dé, es clave contar con despliegue de educación constante a la sociedad y trabajar con los gobiernos para generar proyectos de disposición y manejo de los materiales posconsumo, que después se puedan reprocesar para prolongar su vida útil circular y poder utilizarlos por un largo tiempo.
Para Quiroz, el ecodiseño es un factor clave para el incremento de las tasas de acopio en los diferentes tipos de materiales. “En la medida que se diseñen productos que faciliten su recolección una vez utilizados, veremos un incremento constante en las tasas de acopio. Hoy ya vemos casos de éxito, como la eliminación de algunos colores en las botellas que dañaban la recuperación; vemos también utilización de materiales amigables en las etiquetas como lo es el papel versus PVC. Por otro lado, también siguen creciendo los aligeramientos, reducción de tamaño en tapa y etiqueta, utilización de colores neutros, entre otros”.
Con visión de futuro
La principal lección que deja este caso de éxito es la articulación de la cadena. “Es importante que las empresas busquen la recuperación de cada produc-
WWW.PLASTICO.COM 11 SOSTENIBILIDAD
La percepción de reciclabilidad del consumidor no siempre se alinea con el impacto real de huella de carbono del empaque.
Botella de PET (27 g)
Lata de aluminio (13 g)
Ejemplo de aplicación Materiales alternativos Impacto de gases de efecto invernadero kg de CO2 equivalente por unidad funcional Alto Bajo Alto Bajo Tasa de reciclaje global Consideraciones clave Empaques y servicios de comida, estimados preliminares 250-300 550-600 1,650-1,700 40-50 65-75 40-50
Consideraciones clave
material
to que ellos están fabricando. Esto se puede lograr con los clientes, en programas de acopio donde se pueda hacer esta recuperación. Se puede generar una logística inversa para tener depósitos en las plantas y hacer una recuperación continua. Pero es clave hacer alianzas con empresas recicladoras, y es necesario apegarse con empresas que hoy están haciendo el reciclado en flexible y en rígido, en nuevos productos. Es clave la alianza en toda la cadena, dueños de marca y recicladores”.
Cuando se le pregunta al experto sobre las recomendaciones que hace a otras empresas, es enfático en anticiparse a la problemática. “La curva de aprendizaje para el manejo de producto reciclado lleva tiempo, así que es importante estar preparado para cubrir con la necesidad de producto reciclado una vez que se pongan en vigor las regulaciones”. Esta tarea no es fácil, debido a que muchas veces el costo de la resina virgen no compensa el daño ambiental que se hace por la falta de cierre de ciclo. “En ALPLA lo vemos como una inversión”, añade; “sabemos que hoy estamos contracorriente, viendo una alta disponibilidad de resinas vírgenes y con una oferta de precio muy baja. Ambos son temas críticos para la
transporte Ruptura
Fuente: www.mckinsey.com
utilización de material reciclado por algunos dueños de marca, donde su principal prioridad sigue siendo el costo de los materiales”.
La calidad del material reciclado radica en la separación.
12 WWW.PLASTICO.COM
SOSTENIBILIDAD
Producción de
Contenedor de bebida (soda) Disposición
de material
Tasas de reciclaje
Costos de
Botella de vidrio (208 g)
Sin embargo, para Quiroz es posible anticipar que en un futuro cercano esta inversión dará frutos. “Hoy vemos una gran oportunidad, ya que la necesidad de materiales reciclados será tan alta, que no dará abasto al consumo. Como lo comenté anteriormente, no solo es hacer inversión de plantas de reciclado, sino realmente conocer toda la cadena de producto en posconsumo y apoyar a la sociedad para captar botella al inicio de la cadena, con contenedores, generar equipos de recolección, separación de materiales, etc”.TPPOR TATIANA ROJAS
RE-LOOPING: RECICLAJE DE PLÁSTICOS 2.0
El re-looping emerge como una solución innovadora para el creciente problema de los residuos de envases de plástico, transformando los productos usados en materiales de alta calidad.
Históricamente, los esfuerzos por el reciclaje de plásticos se han enfocado en maximizar el ciclo de vida de los mismos, aprovechando sus beneficios y gestionando estratégicamente las opciones de cierre de ciclo; pero la realidad es que la industria plástica sigue atascada en encontrar la alternativa ideal para este proceso.
Lo cierto es que el grado de tecnicidad y coste del reciclaje de plásticos es mucho más complejo que el de cualquier otro material de embalaje, pues se trata del reciclaje independiente de alrededor de siete familias diferentes de plásticos, que no se pueden mezclar porque pierden las propiedades necesarias para su reutilización. ¿En qué deriva esto? En procesos sumamente precisos y que requieren de constante innovación.
En este contexto, el término “Loop” se ha extendido en la industria plástica para hacer referencia justamente a este proceso que conlleva la transformación de un material para su reciclaje y reutilización; desde las ya conocidas formas de reciclaje: “open loop” y “closed loop”, hasta nuevos e innovadores enfoques como el “re-looping”.

WWW.PLASTICO.COM 13
SOSTENIBILIDAD
SOSTENIBILIDAD
Como bien se sabe, el reciclaje de ciclo cerrado (“closed loop”) implica que el plástico de los productos originales se reutilizará para crear la misma clase de producto al finalizar el ciclo, siendo un proceso donde incluso se puede potenciar el reuso mediante un modelo de negocio que facilite la recuperación de los productos, como puede ser a través de sistemas de alquiler o depósito.

En contraste, en un reciclaje de ciclo abierto, el material plástico de los productos iniciales no se destina a la misma clase de producto, sino que se emplea para fabricar otros tipos de artículos o referencias de productos.
Aunque existen estas y otras alternativas como el reciclaje químico, que han buscado sacar el mayor provecho del plástico para su reciclaje, la realidad es que desde sus orígenes el reciclaje en general se ha enfrentado al mismo desafío: el plástico reciclado se emplea en productos de menor valor. Es decir que la transformación de los productos usados siempre concluirá en un nuevo producto, utilizable, por supuesto, pero de menor valor en términos de propiedades, y es allí donde el re-looping aparece con una nueva apuesta.
¿En qué consiste el re-looping?
Esta no es más que una alternativa de los ciclos de reciclaje que, a diferencia de los métodos existentes, propone una suma de esfuerzos que den como resultado la conversión de productos usados en nuevos productos de igual valor.
Gracias a la capacidad tecnológica actual, la industria del reciclaje puede dar un giro a un cambio transformacional en el que el valor de los productos reciclados sea igual o superior a su precedente. Por ejemplo, en lugar de reciclar los envases de plástico para obtener madera plástica, reutilizaríamos los envases de plástico en las resinas de la más alta calidad posible.
Esta perspectiva implica un cambio en la mentalidad de todos los actores de la cadena de producción y consumo: consiste en reconocer que desde la creación misma los materiales deben estar dispuestos para su posterior reciclaje y, en este sentido, tener la certeza de que lo que se pone en el mercado es lo que se recibirá de vuelta.
Hoy el mundo produce 430 millones de toneladas de plásticos al año, dos tercios de los cuales son productos de corta duración que luego se convierten en residuos. Se estima que la producción se triplicará para 2060; por tanto, las iniciativas alrededor del reciclaje de plásticos son de gran valía.
¿Cómo implementar el re-looping?
Para adoptar correctamente esta nueva perspectiva sobre el reciclaje es vital que los productos estén diseñados de manera que los materiales puedan ser reutilizados en los mismos productos o en productos equivalentes. Y este sentido, cada parte de la cadena debe aportar en el desarrollo del mismo, por ejemplo, que los mercados donde se venden los productos sean más rigurosos con las tecnologías de reciclaje que implementan.
El re-looping, en otras palabras, está directamente ligado con la promoción del cierre de ciclo de los productos; esto requiere de una disminución significativa de la contaminación no controlada y de la búsqueda de un destino circular para los materiales, es decir, que puedan ser reutilizados varias veces. ¿Qué se debe tener en cuenta entonces?
14 WWW.PLASTICO.COM
Diseñar pensando en el reciclaje
En el re-looping es importante que los productos estén diseñados de tal manera que puedan ser reciclados o reutilizados múltiples veces en todos los aspectos. Para lograrlo, los aditivos estabilizadores y los de procesamiento deben estar cuidadosamente optimizados para cumplir con las normas aprobadas por la FDA y la EFSA, que son las agencias que regulan el uso de materiales y aditivos que entran en contacto con alimentos. De esta manera, se busca garantizar la seguridad de los materiales reutilizados en el proceso y su adecuado uso en la industria alimentaria.
La clave: los mono-materiales
Los materiales que sean fácilmente reciclables y que mantengan su calidad a través de múltiples ciclos de reciclaje son ideales. Evitar mezclar diferentes tipos de plásticos que puedan complicar el proceso de reciclaje es la prioridad. Lo mono materiales en este caso son no afectan negativamente las propiedades del plástico reciclado. Es-
tos materiales pueden ser clasificados y procesados como si fueran un único material, lo que facilita su reciclaje.

Un ejemplo de esto son las películas de recubrimiento, que deben ser fácilmente separables para poder reciclarlas adecuadamente. Actualmente, las tapas de aluminio que se encuentran en algunos envases, como los vasos de yogur, representan un problema significativo debido a que dejan residuos de aluminio en los bordes de los vasos de plástico. Incluso cuando se hace un esfuerzo por quitar la tapa antes del reciclaje, es complicado lograr una separación completa.
¿Son necesarios los adhesivos y las tintas?
Un diseño simple y minimalista facilita el proceso de reciclaje; con este enfoque se promueve evitar adhesivos, tintas, laminados o recubrimientos que puedan ser difíciles de separar durante el reciclaje. Y, en caso de tenerlos, los adhesivos utilizados para las etiquetas deben ser diseñados para su fácil eliminación durante el reciclaje, para asegurar que
SOSTENIBILIDAD
SOSTENIBILIDAD
no queden residuos en el empaque. Por su lado, se debe evitar la impresión directa de tintas sobre plásticos, a menos que se pueda garantizar su eliminación de acuerdo con los protocolos aprobados de reciclaje/re-looping. Las tintas deben ser eliminadas como partículas y no mediante lavado o disolución en agua.
El relooping consiste en reconocer que desde la creación misma los materiales deben estar dispuestos para su posterior reciclaje y, en este sentido, tener la certeza de que lo que se pone en el mercado es lo que se recibirá de vuelta.
producto afecta al medio ambiente.
Con este conocimiento se podrá minimizar el impacto en cada etapa del ciclo de vida, además de ser una herramienta ideal para hacer mejoras en eficiencia y reducción de residuos.
¿Cuál es el camino a seguir con el re-looping?
La conversión de productos en nuevos materiales y aplicaciones de alta calidad requiere una planificación y estrategia cuidadosa. Comienza con la mejora del diseño y la decoración del producto, un paso esencial para facilitar su reciclaje y reutilización, y asegurar que pueda ser procesado eficientemente.
Esta etapa inicial se complementa con la implementación de tecnologías avanzadas como NIRVIS/ AI/marcadores para la clasificación de los envases. Esta clasificación es vital para preparar los materiales para el siguiente paso, que implica el retiro de etiquetas en molde y un proceso de lavado para eliminar la tinta. La clasificación de escamas antes de reciclar los materiales asegura que estén listos para su reutilización.
Reducción de componentes
Para el reciclaje es clave minimizar el número de componentes diferentes en el empaque, especialmente si son de diferentes materiales. Esto facilita la clasificación y el procesamiento en las instalaciones de reciclaje.
Así mismo, si el empaque tiene múltiples partes, es preciso asegurar que puedan ser fácilmente separadas para el reciclaje. Esto puede incluir el diseño de tapas y sellos que puedan ser retirados sin herramientas.
Análisis del ciclo de vida
Realizar un análisis del ciclo de vida del empaque permite entender su impacto ambiental en todas las etapas, desde la producción hasta el reciclaje. Este procedimiento evalúa el impacto ambiental de un producto en todas las etapas de su vida, desde la extracción de materias primas hasta la producción, uso y disposición final. Esto proporciona una visión completa de cómo un
La calidad de los nuevos productos también depende de la eliminación de volátiles y otras moléculas que podrían contaminarlos. Este proceso de descontaminación se vincula estrechamente con la trazabilidad precisa de los insumos y su mezcla, lo que garantiza la uniformidad y consistencia de los materiales y evita la mezcla de diferentes resinas y grados.
La integración de tecnologías modernas de visión artificial e inteligencia artificial en este proceso no solo optimiza el reciclaje, sino que también asegura la ausencia de contaminación, verificando la composición de los materiales antes y después de la clasificación.
Finalmente, aunque el re-looping no propone que las marcas y minoristas deban renunciar a su identidad visual, sí requiere una ampliación de los requisitos de diseño de los envases y tener en cuenta todas las consideraciones clave mencionadas anteriormente. Esto no solo facilita el proceso de reciclaje, sino que también promueve la sostenibilidad, reflejando los valores y el posicionamiento de la marca en el mercado. TP
16 WWW.PLASTICO.COM

LA INNOVACIÓN
Y SU PAPEL EN EL CIERRE DE CICLO
A través de la innovación aguas arriba y aguas abajo es posible generar flujos de materiales aptos para el cierre de ciclo.
A pesar de que el concepto de ecodiseño fue introducido recientemente, ha experimentado una evolución significativa y ahora se considera una metodología. La Norma ISO 14006, titulada “Sistemas de gestión ambiental: Directrices para la incorporación del ecodiseño”, se centra en mejorar el impacto ambiental de los productos y servicios de diseño ecológico.

Según esta norma, el ecodiseño se define como la integración de consideraciones ambientales en el proceso de diseño y desarrollo de un producto, con el propósito de reducir los efectos negativos sobre el medio ambiente a lo largo de su ciclo de vida.
En consecuencia, los impactos ambientales totales generados por un producto están relacionados con diversos aspectos, como el consumo elevado de materias primas, energía y agua, el consumo energético durante su uso, las emisiones directas o indirectas a la atmósfera o al agua, entre otros.
Estos aspectos tienen consecuencias como el agotamiento de los recursos naturales, la disminución de la calidad ambiental, el efecto invernadero y la eutrofización del medio ambiente.
Es crucial abordar la causa raíz de un problema en lugar de simplemente tratar los síntomas, especialmente al adoptar un enfoque de economía cir-
18 WWW.PLASTICO.COM SOSTENIBILIDAD
POR M.SC. MILENA HURTADO, investigadora en economía circular, ICIPC
cular. Por ejemplo, si dejamos el grifo de la bañera abierto y comienza a desbordarse, la solución real radica en cerrar el grifo en lugar de simplemente limpiar el desorden mientras el agua sigue corriendo. Es importante asegurarse de que no se derrame más agua. Este enfoque de abordar la causa raíz es fundamental, ya que nos lleva directamente al origen del problema.
Este mismo principio se aplica al tratar los residuos. En una economía circular, la innovación en el origen implica pensar en cómo evitar la creación de residuos en lugar de encontrar formas de lidiar con una gran cantidad de ellos. Al descubrir cómo prevenir los residuos de envases y la contaminación desde su origen, podemos generar beneficios económicos al mismo tiempo.
Cambio de mentalidad
Para disminuir la generación de residuos, es importante estar abiertos a cambios radicales que desafíen la forma en la que se han venido haciendo las cosas hasta ahora. Para ello se proponen tres medidas:
Repensar el empaque: implica innovar en el diseño del empaque, considerando el concepto, formato, componentes y elección de materiales, con el objetivo de mantener la función esencial del empaque mientras se reducen los residuos. Por ejemplo, esto puede implicar cambiar de formatos de empaque no reciclables a reciclables o utilizar materiales completamente diferentes, como aquellos que son comestibles o solubles.
Repensar el producto: implica innovar en el diseño del producto en términos de formulación, concepto, forma y tamaño, con el fin de modificar las necesidades del empaque al tiempo que se mantiene o mejora la experiencia del usuario. Por ejemplo, esto puede incluir el cambio de un producto físico a uno digital, o de un producto líquido a uno sólido.
Repensar el modelo de negocio: implica innovar en el diseño del sistema en aspectos como el modelo de entrega, la cadena de suministro, la ubicación de la producción y los flujos de ingresos,
con el propósito de ajustar las necesidades del empaque. Esto puede implicar la venta de productos en envases recargables o retornables en lugar de envases de un solo uso, o la localización de la producción de manera que se pueda garantizar la frescura sin depender de envases complejos, que a menudo son menos reciclables, utilizados en las cadenas de suministro globales.
Reutilización
Se ha despertado el interés por la reutilización. Hay cuatro modelos diferentes de reutilización. Se diferencian según la propiedad del envase, es decir, si el envase se recarga o se devuelve, y dónde se produce la recarga/devolución.
Recarga en la calle: los usuarios pueden recargar sus recipientes reutilizables fuera de casa, utilizando un sistema de dispensación en tiendas u otros lugares designados.
Devolución desde casa: se ofrece un servicio de recogida desde el hogar para recuperar los envases reutilizables, realizado por una empresa de logística o un servicio especializado.
Devolución en la calle: los usuarios pueden devolver los envases en tiendas o puntos de entrega específicos, como máquinas de devolución de depósitos o buzones designados.
Reutilización B2B: estos pueden ir desde empresas individuales que reutilizan sus propios envases de transporte hasta sistemas de reutilización a nivel industrial, gestionados por operadores interconectados que administran un conjunto compartido de envases reutilizables estandarizados.
Eliminación
Históricamente, la eliminación se ha considerado una estrategia poco inspiradora y con un impacto limitado. Sin embargo, esta percepción está cambian-
WWW.PLASTICO.COM 19 SOSTENIBILIDAD
SOSTENIBILIDAD do debido a un cambio en la opinión sobre lo que hace que un empaque sea "necesario". Cada vez más empresas están cuestionando la necesidad de utilizar empaques en diferentes aplicaciones, lo que ha llevado a un aumento en la identificación de elementos de empaque que pueden considerarse "innecesarios" y, por lo tanto, ser eliminados directamente.
La consecución de una economía circular para los plásticos resulta inviable sin la implementación de la eliminación. Según las proyecciones, se espera que la demanda de envases de plástico se duplique en las próximas dos décadas, lo que dificultará el manejo sostenible de este flujo creciente de plásticos.
Existen dos enfoques diferentes para la eliminación: un enfoque directo y un enfoque innovador. Se diferencian en función de si un elemento del empaque cumple una función esencial o no.
El empaque que no cumple una función esencial se elimina directamente. Por ejemplo, empaques de película en latas de compra múltiple. En la eliminación innovadora el empaque que cumple una función esencial se elimina indirectamente a través de la innovación; y su función se alcanza de una manera diferente. Por ejemplo, envolturas comestibles para productos frescos, que prolongan la vida útil y eliminan la necesidad de empaque.
Circulación de materiales
Los esfuerzos de diseño de empaques en el origen son tan importantes como los esfuerzos de infraestructura al final de la cadena para el cierre de ciclo. Existen tres mecanismos para lograr la circulación de los materiales: el reciclaje, el compostaje y la sustitución.
En el reciclaje, se lleva a cabo el proceso de descomposición de los envases de plástico, ya sea de manera mecánica o química, para obtener materiales que posteriormente son utilizados en la fabricación de nuevos productos. Es importante destacar que en esta descripción se excluye tanto la recuperación de energía como el uso del plástico como combustible.
Antes de adentrarse en el diseño individual de elementos de empaque con el objetivo de mejorar su capacidad de reciclaje, es útil considerar cambios generales que se pueden implementar en toda una
cartera de empaques para mejorar rápidamente dicha capacidad. Por ejemplo, es posible alejarse de los tipos de plástico o formatos de empaque que no cuentan con un flujo de reciclaje eficiente y enfocarse en aquellos que sí lo tienen. Además, puede haber oportunidades para eliminar por completo ciertos formatos de empaque.
Es posible alejarse de los tipos de plástico o formatos de empaque que no cuentan con un flujo de reciclaje eficiente y enfocarse en aquellos que sí lo tienen. Además, puede haber oportunidades para eliminar por completo ciertos formatos de empaque.
A través del compostaje, los envases de plástico se someten a un proceso de descomposición en instalaciones de compostaje, ya sea a nivel doméstico o industrial. Este proceso resulta en la producción de biomasa, agua y dióxido de carbono (CO2). Aunque los plásticos compostables no son una solución universal, si se utilizan de manera adecuada y en las aplicaciones correctas, pueden integrarse en una economía circular. Es importante considerar cuidadosamente su uso y aplicarlos de manera estratégica para maximizar sus beneficios dentro del contexto de la sostenibilidad
Por último, en la estrategia de sustitución los envases de plástico son reemplazados por otros tipos de envases que no contienen plástico, como papel o aluminio. Estos nuevos envases están diseñados específicamente para poder ser reciclados o compostados de manera efectiva. TP
20 WWW.PLASTICO.COM

26 22 29 34 LO MEJOR DE DOS MUNDOS EN LAS OPERACIONES DE RECICLAJE DE PLÁSTICOS LOS COSTES ENERGÉTICOS EN EXTRUSIÓN? QUÉ ES, CÓMO CALCULARLA Y POR QUÉ ES IMPORTANTE ELÉCTRICO E HIDRÁULICO: CÓMO RESOLVER 7 PROBLEMAS FRECUENTES
REDUCIR PRESIÓN DE INYECCIÓN:
¿CÓMO
TECNOLOGÍA
ELÉCTRICO E HIDRÁULICO:
LO MEJOR DE DOS MUNDOS
La icónica celebración de 100 años de Arburg vino acompañada del lanzamiento de una máquina híbrida de moldeo por inyección, que combina potencia y precisión.
En lo que respecta a la eficiencia energética, los accionamientos eléctricos son cada vez más importantes en el moldeo por inyección. Los accionamientos hidráulicos se destacan en cuanto a inyección potente y rentabilidad. Con la máquina que lanzó con motivo de sus 100 años, la Allrounder 470 H, Arburg combina lo mejor de dos mundos.
Y sus clientes respaldan esta decisión. Durante los últimos días de tecnología de la compañía, que tuvieron lugar el pasado mes de marzo, se realizó entre los asistentes una encuesta donde 96% de los
encuestados aseguraban que la máquina es un buen reemplazo para los equipos eléctricos, y el 95% afirma que puede utilizarse como sustituto de equipos eléctricos.
En entrevista con K-Aktuell, Gerhard Böhm, director de ventas y servicio de la compañía, destaca que “nuestra intención detrás de esta tecnología de máquinas fue claramente confirmada por los encuestados y calificada como extremadamente interesante, tanto para el moldeo por inyección técnico como para aplicaciones exigentes, por ejemplo en la

22 WWW.PLASTICO.COM
5.700
CLIENTES de 53 países asistieron del 8 al 11 de marzo de 2023 a los Días de Aniversario de Arburg en el "think tank" de Lossburg. La primera escala fue el Centro de Atención al Cliente, con numerosas exposiciones y aplicaciones en el ámbito del moldeo por inyección e impresión 3d.
TECNOLOGÍA
CON MOTIVO DEL CENTENARIO de la empresa familiar Hehl, Guido Frohnhaus (izquierda), director general de tecnología de Arburg, y Gerhard Böhm, director general de ventas y servicio, presentaron en febrero de 2023 en primicia mundial la Allrounder 470 H híbrida.
industria del automóvil y del embalaje. Con nuestra máquina híbrida de aniversario en tres variantes de rendimiento, hemos dado respuesta a la pregunta de nuestro tiempo. Porque ahorra energía, conserva recursos, es eficiente en la producción, fácil de usar y fiable al mismo tiempo. Además, la mayoría de los operadores de máquinas están familiarizados con las unidades de inyección hidráulicas y pueden aprovechar al máximo sus ventajas”.
Fuerza y precisión
Con la incorporación de los servomotores AMKmotion a Arburg, el desarrollo y la producción de todo el sistema motriz está ahora dentro de la compañía, impactando positivamente la tecnología del sistema de cierre y apertura del molde, el motor y el convertidor. Según la variante seleccionada, la Allrounder híbrida puede combinar inyección controlada, tecnología dinámica de acumulador hidráulico y un accionamiento de dosificación servoeléctrico que ahorra energía para lograr un alto rendimiento de plastificación.

El accionamiento por husillo de rodillos planetarios en combinación con motores refrigerados por líquido es adecuado para tareas de moldeo por inyección de alto nivel. Con este accionamiento eléctrico directo, que está instalado en las máquinas híbridas de las variantes Premium y Ultimate, se pueden alcanzar todas las posiciones de forma
Los accionamientos hidráulicos, probados desde hace décadas en el moldeo por inyección, destacan por su madurez, su robustez, su bajo mantenimiento y su larga vida útil. Son especialmente adecuados para altos rendimientos de material y alcanzan altas fuerzas, que pueden mantenerse durante el sostenimiento, independientemente de su duración.
rápida y precisa y se puede lograr una transmisión de fuerza sin carga, así como una alta densidad de potencia. De acuerdo con el fabricante, esto se cumple para una vida útil larga aún operando al máximo de carga.
La cinemática de la rodillera doble de cinco puntos está coordinada con el motor eléctrico. De esta manera se logra una transmisión de fuerza simétri-
WWW.PLASTICO.COM 23
Foto cortesía de Arburg
LA ALLROUNDER 470 H HÍBRIDA sienta las bases para una nueva tecnología de máquinas que ahorra energía, conserva recursos, es eficiente en la producción, fácil de usar y fiable.
ca en el movimiento y en la parada, aún con moldes muy pesados. A través de un ajuste servoeléctrico la rodillera puede ajustarse de manera confortable a diferentes alturas de molde. Y de manera opcional puede obtenerse un controlador de la fuerza de cierre, para lograr un mantenimiento estable y también una compensación de la expansión térmica del molde de manera automática.
50%
de energía puede ahorrarse en con el sistema servohidráulico integrado ASH, especialmente en procesos con largos tiempos de enfriamiento.
Otros requisitos para la producción de piezas de alta calidad son una preparación homogénea del material fundido y una inyección precisa. Los accionamientos hidráulicos, probados desde hace décadas en el moldeo por inyección, destacan por su madurez, su robustez, su bajo mantenimiento y su larga vida útil. Son especialmente adecuados para altos rendimientos de material y alcanzan altas fuerzas, que pueden mantenerse durante el sostenimiento, independientemente de su duración.
Menor huella energética
"La nueva generación de máquinas incorpora muchas innovaciones técnicas que sólo están disponibles en Arburg", añade Guido Frohnhaus, director general de Tecnología e Ingeniería. "Al diseñar la nueva Allrounder 470 H, mejoramos significativamente nuestra tecnología probada para optimizar la huella energética y reducir los tiempos de ciclo". A esto contribuyen el nuevo concepto de gestión del aceite, la división del caudal para movimientos simultáneos de los ejes secundarios hidráulicos y el uso ampliado del sistema servohidráulico de Arburg.
En comparación con una máquina hidráulica similar, la huella energética de la Allrounder 470 H es hasta un 50 por ciento mejor y, dependiendo de la aplicación, se pueden ahorrar hasta 12.000 kilogramos de CO2 cada año. El nuevo concepto de gestión del aceite también ayuda a conservar los recursos: por un lado, se necesita alrededor de un 35 por ciento menos de aceite y, por otro, se aprovecha el calor residual de las máquinas para precalentarlo. Además, la capacidad de agua de refrigeración necesaria también es entre un 50 y un 70 por ciento menor. Una reducción del tiempo del ciclo seco de hasta un 33 por ciento da como resultado una eficiencia de producción significativamente mayor.
En las Allrounder 470 H Comfort y Premium se ha integrado el sistema servohidráulico de Arburg (ASH), que ya ha demostrado su eficacia en Allrounder hidráulicas y eléctricas. El ASH permi-

24 WWW.PLASTICO.COM
TECNOLOGÍA
Foto cortesía de Arburg
te un funcionamiento especialmente eficiente desde el punto de vista energético y con bajas emisiones, ya que el servomotor refrigerado por agua y con control de velocidad adapta continuamente el sistema de accionamiento a la necesidad de potencia real. Esto significa, por ejemplo, que cuando la máquina deja de moverse, el accionamiento de la bomba también se detiene y, por tanto, ya no se producen pérdidas en tiempos muertos. Esto ahorra hasta un 50 por ciento de energía, especialmente en procesos con largos tiempos de enfriamiento. Al mismo tiempo, también se reducen considerablemente las necesidades de refrigeración y el nivel de ruido de la máquina.

Ahorros en hidráulica
La división del caudal de la bomba hidráulica permite accionar un eje secundario adicional al mismo tiempo. Esta tecnología tiene un efecto positivo en la producción y la eficiencia energética, especialmente en las potentes máquinas híbridas Allrounder H. Las máquinas consumen menos energía en total y al mismo tiempo también se reducen los tiempos de ciclo. Estas son dos ventajas reales combinadas que la serie híbrida puede ofrecer frente a las máquinas puramente hidráulicas.
Por su parte, el nuevo concepto de gestión del aceite con un depósito de aceite mejorado, una carcasa del filtro de aceite con presión diferencial y un mantenimiento predictivo para el cambio de filtros y la inspección de la bomba de aceite son aspectos que garantizan que las nuevas máquinas sean extremadamente fiables y funcionen con bajos requisitos de energía y recursos. El mensaje de advertencia de un filtro sucio se emite cuando el nivel alcanza el 75 por ciento, lo que es lo suficientemente temprano para permitir la compra proactiva de un nuevo filtro a tiempo. Como resultado, ninguna máquina se detiene. TP
WWW.PLASTICO.COM 25
TECNOLOGÍA
PRESIÓN DE INYECCIÓN:
QUÉ ES, CÓMO CALCULARLA Y POR QUÉ ES IMPORTANTE
El seguimiento de la curva de presión en el tiempo permite detectar variaciones en el proceso de moldeo y minimizar la producción de piezas fuera de especificaciones.
La presión de inyección es un parámetro crucial en el proceso de moldeo por inyección. La presión de inyección se acumula por la fuerza de la unidad de inyección y el área del tornillo que empuja el plástico fundido hacia la cavidad del
molde. Normalmente se mide en libras por pulgada cuadrada (psi) o bares (1 bar = 14,5 psi). Es uno de los factores más importantes que determinan la calidad y consistencia del producto final.
La presión de inyección requerida para una
26 WWW.PLASTICO.COM TECNOLOGÍA
ARTÍCULO CONTRIBUIDO POR RJG
FIGURA 1 Llenar Empaquetar y sostener Retardo TIEMPO PRESIÓN 0 Contrapresión Conmutación o transferencia
aplicación en particular depende de varios factores, como el tipo de material plástico, el tamaño y la forma del producto y el diseño del molde. En general, debe ser lo suficientemente alta como para llenar completamente la cavidad del molde sin causar defectos o vacíos en el producto terminado. Al mismo tiempo, no debe ser tan alta que provoque la rotura del molde o la degradación del plástico.
Presión de llenado, presión de empaque y presión de sostenimiento
La presión de llenado junto con las presiones de empaque y sostenimiento están presentes en el proceso de moldeo. La presión de llenado es la presión requerida para llenar el molde hasta cierto nivel (95 a 98% del volumen de la pieza). La presión del paquete es la presión aplicada después de llenar el molde. Se requiere empacar el plástico en todas las esquinas y grietas de la cavidad del molde. La presión de sostenimiento es la presión aplicada durante la fase de enfriamiento del plás-
TECNOLOGÍA
tico para garantizar que el plástico permanezca en contacto con las superficies del molde y para minimizar/controlar la contracción de la pieza. Las presiones de llenado más altas, como resultado de las altas velocidades de llenado, pueden ayudar a mejorar el efecto de las presiones de empaquetamiento y sostenimiento de la pieza, lo que a su vez puede dar como resultado productos terminados de mayor calidad.

Cómo calcular la presión de inyección
La presión de inyección como concepto es cualquier presión acumulada cuando el tornillo empuja el plástico hacia el molde (llenar, empacar o sostener). La presión de inyección es la variable que proporciona parte de la información más importante que necesitamos para comprender y ajustar el proceso según sea necesario. La presión de inyección está determinada por una ecuación simple:

P = F / A
Donde: P=Presión, F=Fuerza y A=Área.
Piensa en la fórmula de esta manera: la presión es el resultado de una fuerza que se distribuye en un área determinada. A los efectos del moldeo por inyección, podemos agregar esto: la presión es el resultado de una fuerza que se distribuye en un área determinada en un momento específico. Agregamos el tiempo variable a esta definición porque la presión de inyección se aplica dentro de períodos de tiempo específicos durante un ciclo. Podemos ver la cantidad de presión que se aplica a lo largo del tiempo en un gráfico de presión frente a tiempo, como se muestra en la figura 1.
La figura 1 representa el comportamiento de la presión de inyección durante un ciclo de moldeo y nos permite identificar diferentes etapas dentro del ciclo: Llenado, tiempo de transferencia o conmutación, empaquetado y sostenimiento, retardo de rotación del tornillo y fase de rotación del tornillo (contrapresión). Cada una de estas etapas dentro del ciclo están limitadas por una franja de tiempo perfectamente definida.
Entonces, ¿dónde ocurre realmente la presión de inyección en una máquina? Eso varía según el tipo de máquina. Para máquinas hidráulicas, la presión de inyección se produce en el cilindro de inyección. Para máquinas eléctricas, se produce delante del tornillo de plastificación.
Contabilización de los cambios de viscosidad
El objetivo de cualquier moldeador es crear un proceso estable y consistente, que dé como resultado piezas de plástico repetibles y de buena calidad. Eso es bastante obvio, ¿verdad? Sin embargo, la realidad es que a menudo no es el caso. Con tantas variables que influyen en cada disparo, no es de extrañar que las curvas del gráfico a menudo no coincidan entre sí, disparo tras disparo. El material, los parámetros del proceso, el molde y las condiciones de la máquina que no están bien definidas son causas que crean piezas defectuosas. La condición del material y su viscosidad son las variables más comunes que causan una calidad inconsistente. Este cambio de viscosidad puede variar mucho de un ciclo de producción a otro, o incluso dentro del mismo ciclo de producción.
La curva de presión de inyección nos permite visualizar este cambio de viscosidad y actuar en consecuencia para tenerlo en cuenta. Si miramos un gráfico, podemos ver la viscosidad del material representada como el área bajo la curva durante la etapa de llenado, como se muestra en la figura 2. TP
28 WWW.PLASTICO.COM TECNOLOGÍA
FIGURA 2
TIEMPO PRESIÓN 0
Llenar Empaquetar y sostener Retardo
Contrapresión Conmutación o transferencia Viscosidad
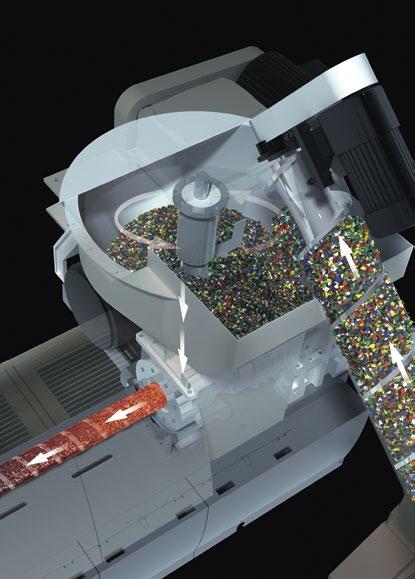
CÓMO RESOLVER 7 PROBLEMAS FRECUENTES
EN LAS OPERACIONES DE RECICLAJE DE PLÁSTICOS
Desde la inestabilidad en la alimentación hasta la presencia de pellets pegajosos, esta guía presenta soluciones para los problemas comunes en reciclaje, y permite mejorar la eficiencia y calidad de la producción.
Las diferentes características de cada tipo de plástico pueden hacer que las operaciones de reciclado de plástico sean un reto de vez en cuando. En la mayoría de los casos, muchos problemas comunes pueden resolverse con el mínimo esfuerzo
1
cuando se dispone de máquinas de reciclado de plásticos flexibles y fáciles de usar. Aquí hemos enumerado las posibles soluciones a siete problemas comunes de las operaciones de reciclado de plástico.
INESTABILIDAD DE LA ALIMENTACIÓN DE MATERIAL
La alimentación de materiales de desecho en las máquinas de reciclado de plástico debe ser estable para lograr la máxima productividad y evitar al mismo tiempo los tiempos de inactividad de la máquina. Una alimentación excesiva o insuficiente suele traducirse en una baja eficiencia de la producción.
A modo de solución, se han desarrollado los sistemas de alimentación de material automáticos, como cintas transportadoras, transportadores de tornillo o alimentadores de rodillo, que trabajan en coordinación con el granulador de plástico y son capaces de suministrar material de manera constante. Estos sistemas de alimentación, como los fabricados por Polystar, operan o se detienen en función de la carga del granulador, lo que resulta en una eficiencia óptima en la alimentación del material.

WWW.PLASTICO.COM 29
TECNOLOGÍA
ARTÍCULO CORTESÍA DE POLYSTAR
2
CONTAMINACIÓN DEL MATERIAL PLÁSTICO
Los residuos de alimentos, la suciedad, el aceite y otras impurezas, así como la mezcla de diferentes tipos de plásticos, pueden contaminar los pellets reciclados y provocar una disminución de su calidad y reutilización. La contaminación también hace que el proceso de reciclado sea menos eficiente, produciendo más residuos y aumentando los costos.
La solución más sencilla es asegurarse de que los residuos de plástico estén limpios y clasificados según su tipo antes de introducirlos en las máquinas de reciclado. Los residuos de plástico postconsumo sucios deben lavarse y secarse antes del proceso de reciclaje.

3
ATASCOS Y PUENTES DENTRO DE LA TOLVA
Los atascos de material suelen producirse por materiales mal preparados o por un mantenimiento deficiente de los componentes de la máquina. En las máquinas de reciclado con tolva de alimentación, el material puede formar puentes debido a que los pellets se entrecruzan entre sí, o a la humedad (en el caso de partículas diminutas).
Una preparación adecuada basada en el tipo, la forma y el estado del material de desecho para su máquina de reciclaje, y el uso de sistemas de autoalimentación pueden resolver muchos problemas de obstrucción del material. El mantenimiento periódico de los componentes de la máquina, como el cambio regular de las mallas del filtro y la desobstrucción del cabezal de molido son también medidas preventivas fáciles y comunes. El uso de alimentadores forzados para las máquinas de reciclado con alimentación por tolva puede ayudar a evitar los atascos de material.
30 WWW.PLASTICO.COM TECNOLOGÍA

4 SOBRECALENTAMIENTO
El sobrecalentamiento de los residuos plásticos en los equipos integrados de preacondicionamiento (como la compactadora y la trituradora) o la sobrefusión de la masa fundida de plástico en la extrusora suelen provocar la degradación de los gránulos reciclados. Esto reduce su reutilización y debilita la calidad de los productos plásticos finales.
El ajuste de la temperatura adecuada en las secciones concretas de las máquinas de reciclaje en función de los materiales, la calibración eficiente de los elementos de calefacción y refrigeración y el uso de componentes fiables que no provoquen desequilibrios de temperatura pueden evitar considerablemente los problemas de sobrecalentamiento del material. La prevención de atascos de material también reduce los atascos locales y los problemas de sobrecalentamiento.
5 PELLETS DE PLÁSTICO PEGAJOSOS
Existen diversos motivos por los cuales los pellets reciclados pueden adherirse entre sí. Entre las causas más habituales se encuentran la elevada temperatura en la extrusora, una refrigeración inadecuada de los granulados y las características del material.

Ajustar los parámetros correctos de temperatura de la extrusora en función de su material y garantizar que la temperatura del agua de refrigeración (temperatura del aire en máquinas de reciclado refrigeradas por aire) se encuentra en un nivel adecuado puede resolver la mayor parte del problema de los gránulos de plástico pegajosos. El uso de un secador centrífugo también puede evitar que los gránulos se adhieran entre sí, al tiempo que los seca aún más. También se recomienda el uso de un refrigerador, especialmente en climas cálidos.

32 WWW.PLASTICO.COM TECNOLOGÍA
6 PELLETS HUECOS DE PLÁSTICO
Los gránulos de plástico huecos no son los preferidos para la producción de plástico. Suelen causar una producción ineficaz y una mala calidad del producto final debido a su baja densidad, resistencia reducida, tamaño y forma inconsistentes. Una desgasificación deficiente, una plastificación deficiente, la temperatura y la velocidad de circulación del agua de refrigeración pueden ser las causas más comunes de los gránulos de plástico huecos.
Las opciones del sistema de desgasificación por vacío basadas son una solución eficaz para eliminar el gas de los materiales que provoca la formación de gránulos huecos. Ajustar la temperatura correcta y estable en zonas concretas de la extrusora de reciclado y el cabezal proporciona una plastificación suave y evita los cambios rápidos de temperatura.
Ajustar la temperatura y la velocidad adecuadas del agua de refrigeración (ni demasiado fría ni demasiado rápida) también evita que los gránulos reciclados adopten una forma hueca.
un sistema de corte de pellets deficiente, son las razones comunes de la producción de pellets no uniformes. La ineficacia de la granulación es la razón más común para la creación de trozos de plástico.
Estabilizar la alimentación de material, garantizar un flujo suave de la masa fundida con el ajuste correcto de la temperatura, evitar los atascos y utilizar un sistema de corte de granulado con control automático de la velocidad y la presión resolverá la mayoría de los problemas de producción de granulado no uniforme.


7 TROZOS NO UNIFORMES
La uniformidad en la forma y el tamaño final del granulado reciclado es uno de los puntos más importantes que determinan la calidad del plástico reciclado. Muchos factores, como la inestabilidad en la alimentación, el flujo de material y, sobre todo,
Por ejemplo, el granulador Polystar de anillo de agua ajusta automáticamente la velocidad de corte del granulado en función de la velocidad de la masa fundida que sale del cabezal de la matriz. El resultado es un granulado de tamaño y forma uniformes en todo momento. Las cuchillas granuladoras desafiladas o su disposición pueden provocar la creación de trozos de plástico; la sustitución de las cuchillas por piezas de repuesto originales y el mantenimiento de la posición correcta pueden solucionar este problema. TP
WWW.PLASTICO.COM 33 TECNOLOGÍA
¿CÓMO REDUCIR
LOS COSTES ENERGÉTICOS EN EXTRUSIÓN?
Algunas medidas para generar ahorros energéticos significativos en las líneas de extrusión de polímeros.
La fabricación de polímeros mediante extrusión requiere una gran cantidad de energía. En los últimos años se han realizado numerosos esfuerzos para aumentar la eficiencia energética de las líneas de extrusión de polímeros. Este tema es especialmente relevante en un momento en el que los precios de la energía están aumentando y hay una mayor conciencia sobre el medio ambiente. El ahorro de energía se ha convertido en un tema de gran interés.

Configuración de la extrusora
"La configuración de una línea de extrusión puede contribuir en gran medida al ahorro de energía. La mayor parte de la energía se consume en el proceso de extrusión cuando se funde el polímero, por lo que la elección del tamaño y el diseño de la extrusora es crucial", aclara Hans-Jürgen Luger, Director de Investigación y Desarrollo de SML.
Las extrusoras pueden ser altamente eficientes cuando se utilizan en configuraciones óptimas de accionamiento y husillo. Este principio se aplica especialmente a las extrusoras de alta velocidad de SML, que tienen diámetros de 75 mm y 90 mm, y están diseñadas para producir hasta 1.200 kg/h de polipropileno (PP), polietileno de baja densidad
34 WWW.PLASTICO.COM TECNOLOGÍA
ARTÍCULO CONTRIBUIDO POR LA OFICINA DE PRENSA DE SML
Foto cortesía de SML
AISLAMIENTO EN EL ADAPTADOR de fundido. Un método muy efectivo para reducir las pérdidas de calor.
(LDPE), polietileno lineal de baja densidad (LLDPE) y poliestireno (PS).
En comparación con las extrusoras de mayor diámetro, una extrusora de alta velocidad (HSE) requiere hasta un 80 % menos de energía calorífica para lograr el mismo rendimiento. Un ejemplo adicional es la extrusora HO-LT de SML, que se utiliza para polímeros sensibles como EVOH o materiales de unión, y permite obtener altos rendimientos a temperaturas de fusión más bajas. Al utilizar una extrusora HO-LT de 35 mm en lugar de una extrusora estándar de 75 mm para EVOH con el mismo rendimiento máximo, se reduce el consumo específico de energía (SEI) de 250 Wh/kg a 200 Wh/kg.
Tratamiento eficaz del agua de refrigeración
Además del calentamiento y la fusión de los polímeros, es importante considerar el proceso de refrigeración. En primer lugar, la calidad del agua utilizada en los sistemas de refrigeración es fundamental para lograr una refrigeración eficiente y
confiable. Los depósitos y la contaminación en el sistema de refrigeración pueden afectar la transferencia de calor, lo que requiere reducir la temperatura del agua de refrigeración para mantener la capacidad de refrigeración necesaria. Es importante asegurarse de que la temperatura del agua de refrigeración no sea más baja de lo necesario. 80%
Menos de energía calorífica se requiere cuando se usa una extrusora de alta velocidad, en rangos de alto diámetro de husillo.
En segundo lugar, el sistema de generación de agua de refrigeración brinda oportunidades para ahorrar energía. Por ejemplo, SML utiliza un siste-

TECNOLOGÍA
TECNOLOGÍA
ma avanzado de pozos de agua en sus instalaciones, bombas geotérmicas (que también pueden funcionar con energía solar) y una unidad de enfriamiento en el techo de su sede central en Redlham. Además, el calor generado por las líneas de extrusión en funcionamiento se aprovecha para calentar el edificio durante el invierno.
1 2 3 4 5 6
6 medidas para reducir las pérdidas energéticas
Cuidar
que exista una configuración óptima entre accionamiento y husillo.
Revisar
la calidad del agua en los sistemas de refrigeración y evitar corrosión.
No reducir
la temperatura del agua más allá de lo necesario.
Trabajar
con películas más anchas es más eficiente energéticamente.
Aislar
superficies calientes, para evitar pérdidas por radiación.
Instalar
convertidores de frecuencia para ajustar la potencia a la demanda.
Configuración de la línea: reducción eficaz de los recortes de bordes
Otro tema clave es la cantidad de recortes de bordes que se trituran, se reintroducen en el proce-
so y se vuelven a fundir. En principio, la proporción de refusión disminuye a medida que aumenta la anchura de la película de una línea de extrusión. Por tanto, cabe suponer que las líneas de extrusión anchas con una mayor anchura de película son más eficientes. Comparando la línea de película estirable MiniCast de SML (1.500 mm de anchura neta) con la línea PowerCast XL de SML (4.500 mm de anchura neta) expuesta en la K'2022, la parte de recorte de bordes disminuye del 27 % al 17 %. Esto significa que el consumo adicional de energía debido a la realimentación por kg/h de producción neta de la línea es de 50 Wh/kg para la línea PowerCast XL en comparación con 90 Wh/kg para la MiniCast.
Reducción de las emisiones de calor
Aislar las superficies calientes, que sufren pérdidas de calor por radiación es un método muy eficaz y barato para reducir los costes energéticos. Además, el aislamiento, por ejemplo en los adaptadores de fusión, puede instalarse fácilmente a posteriori. Las mediciones han demostrado que el consumo de energía por 1 m de longitud para mantener la temperatura fijada de un adaptador puede reducirse de 8 kWh sin ningún tipo de aislamiento a 6 kWh con aislamiento (- 25 %). SML también ha modificado la unidad de calefacción/refrigeración del cilindro extrusor para reducir las pérdidas por radiación en el modo de calefacción hasta en un 30 %.
Detección del consumo de energía oculto en equipos periféricos
Los accionamientos de bombas o soplantes suelen funcionar a toda velocidad, independientemente de la velocidad y la potencia de la línea. Instalando convertidores de frecuencia y modificando el control de la máquina, las velocidades de accionamiento y, por tanto, la potencia necesaria pueden ajustarse a la demanda sin afectar a la salida de la línea. Otro paso consiste en utilizar bitWise, la herramienta de generación y análisis de datos de SML, para optimizar los parámetros de la máquina y aprovechar todo el potencial de ahorro. TP
36 WWW.PLASTICO.COM
LA TRANSFORMACIÓN DE LOS
ENVASES EN LA COSMÉTICA
El modelo de relleno y las soluciones de empaques de papel con barrera, así como la incorporación de soluciones que tienen componentes naturales en los materiales, son las tendencias actuales más importantes.
TENDENCIAS
EN EL ENSAMBLAJE AUTOMATIZADO
Consideraciones importantes para seleccionar la solución de unión automatizada adecuada para su aplicación de ensamblaje.

38 42 49
IMPRESIÓN 3D
BAJO DEMANDA
KraussMaffei introduce su nuevo modelo de impresión 3D, powerPrint, capaz de imprimir productos de hasta 10 metros cúbicos, ofreciendo también un servicio de impresión bajo demanda.
LA TRANSFORMACIÓN DE LOS
ENVASES EN LA COSMÉTICA

El modelo de relleno y las soluciones de empaques de papel con barrera, así como la incorporación de soluciones que tienen componentes naturales en los materiales, son las tendencias actuales más importantes.
En el campo de los envases para productos cosméticos, la sostenibilidad es también una megatendencia desde hace años. Cada vez con mayor frecuencia, los fabricantes emplean para sus envases monomateriales reciclables, papel y materias primas renovables obtenidas en muchas ocasiones de residuos agrícolas,
forestales o del sector alimentario. También son bien recibidas por los consumidores las soluciones rellenables, por la reducción de residuos que implican.
Los nuevos envases sostenibles se utilizan tanto en los productos cosméticos tradicionales como en los naturales. No obstante, hay que señalar que la cosmé-
38 WWW.PLASTICO.COM INNOVACIÓN
ARTÍCULO DE LA OFICINA DE PRENSA DE INTERPACK
CREMA DE MANOS EN UN TUBO de compuesto de papel de Stora Enso, recubierto con una barrera EVOH que hasta ahora únicamente se utilizaba en los cartones para bebidas.
Foto cortesía de G Kneipp .
tica natural lleva la delantera. El fuerte crecimiento de este mercado ha ido en detrimento de la cuota de negocio de la cosmética tradicional, según señala la plataforma de estadística en línea Statista. En Europa, Alemania ocupa el primer puesto cuando hablamos de productos naturales de belleza y cuidado corporal, seguida de Francia e Italia. A nivel mundial, a la cabeza encontramos el mercado de la cosmética natural estadounidense.
Consumo sostenible
Pocos fabricantes se apartan hoy de la tendencia general hacia una mayor sostenibilidad. Ya sea cosmética natural o no, los consumidores buscan envases sostenibles para los productos de belleza y cuidados; si es posible, sin nada de plástico. Stora Enso, empresa expositora en interpack, ha desarrollado recientemente un novedoso compuesto de papel para el sector de la cosmética que permite a sus socios producir envases en tubo; por ejemplo, para cremas de manos. El compuesto de papel está recubierto con una barrera de EVOH, que hasta ahora únicamente se utilizaba en los cartones para bebidas. Los tubos se pueden decorar con impresiones digitales de calidad. Un primer fabricante de cosmética natural utiliza esta técnica también con fines de marketing: gracias al uso de un software especial, se puede lograr un número infinito de nuevas variaciones del diseño para la impresión digital. De esta forma, cada tubo se convierte en una pieza única.
Los jabones y champús sólidos y los polvos cosméticos naturales que pueden mezclarse fácilmente
en casa con agua y convertirse en geles y productos capilares están de moda y permiten ahorrar en el envasado. Pero también tienen un buen recibimiento entre los consumidores los productos líquidos en frascos reciclados o las bolsas de monomaterial con productos para rellenar. En esta tendencia hacia la sostenibilidad encaja también un tubo de la empresa expositora en la interpack Hoffmann Neopac que está compuesto en más de un 95 % con materiales renovables. De ellos, el 10 por ciento procede de madera de abeto. Como consecuencia de ese contenido de madera, la superficie del llamado tubo Picea tiene un tacto rugoso. En cuanto a la función de barrera, la decoración, la idoneidad para el uso alimentario y la reciclabilidad, ofrece las mismas propiedades cualitativas que los tubos de PE tradicionales. La madera de abeto procesada proviene de bosques certificados de la UE, mientras que las fibras de madera se obtienen a partir de restos de serrín de aserraderos alemanes.
Hay planes para implantar un sistema pionero de envases de cosmética retornables. Funcionaría mediante la colaboración entre los fabricantes de envases y marcas y las empresas de gestión de residuos.

WWW.PLASTICO.COM 39 INNOVACIÓN
Foto cortesía de Bluhm Systeme
EL NUEVO SISTEMA de etiquetado Geset 700 identifica los productos cosméticos más pequeños.
Materiales alternativos
Realizar una pequeña aportación para eliminar el problema de la contaminación del mar por plásticos: esto es lo que busca un nuevo material para etiquetas fabricado por UPM Raflatac con polímeros de PP de Sabic, con circularidad certificada. El plástico oceánico se recoge y se procesa mediante un procedimiento de reciclaje especial para transformarlo en aceite de pirólisis. Sabic utiliza este aceite como materia prima alternativa para fabricar polímeros de PP de circularidad certificada que, a continuación, se transforman en una lámina con la que UPM Raflatac produce finalmente el material para etiquetas. Está certificado conforme a las especificaciones del programa International Sustainability & Carbon Certification (ISCC). Como el PP con circularidad certificada de Sabic se comporta exactamente igual que los materiales de PP nuevos con base de petróleo, su implementación no ha supuesto ningún cambio
EL TUBO PICEA con una proporción de madera de abeto fue distinguido con el galardón «Tubo del año 2022» en el concurso organizado por la European Tube Manufactures Association (etma).
en lo que respecta al proceso de producción de láminas y material para etiquetas.
Menos residuos en el envasado
Usar y tirar: esa suele ser la suerte de la mayoría de los envases utilizados en la cosmética y el cuidado corporal. Algunos fabricantes luchan contra este modelo con los sistemas de rellenado. Como alternativa a los envases desechables, permiten ahorrar en material de envasado y en costes de transporte y logística. Estos sistemas de rellenado están ya muy extendidos en muchos países. En Japón, por ejemplo, hace ya mucho tiempo que es habitual comprar jabón líquido, champú y productos de limpieza en finas bolsas de lámina que se usan para rellenar el dispensador de casa; o utilizar el envase del relleno directamente como envase primario gracias a una sujeción especial.
Pero el concepto refill no se limita únicamente a las bolsas de rellenado reciclables. Las drogue-

40 WWW.PLASTICO.COM
INNOVACIÓN
rías y supermercados ya están probando estaciones de llenado para ver la respuesta de sus clientes a la posibilidad de rellenar ellos mismos los recipientes con productos de cuidado corporal, de limpieza, de lavado o detergentes. Los clientes pueden traer los recipientes de casa o comprarlos en el establecimiento. También hay planes para implantar un sistema pionero de envases de cosmética retornables. Funcionaría mediante la colaboración entre los fabricantes de envases y marcas y las empresas de gestión de residuos: unos se encargarían de recoger los envases de cosmética usados, otros de reciclarlos; y los últimos, finalmente, de transformar el producto reciclado en nuevos envases.
Rastreabilidad e identificación segura

Los envases de cosméticos pueden ser muy, muy pequeños. Las barras de cuidado labial, por ejemplo, no ofrecen mucho espacio, pero igualmente deben identificarse. Conseguir la orientación óptima en la manipulación de estos productos tan
Ya sea cosmética natural o no, los consumidores buscan envases sostenibles para los productos de belleza y cuidados.
pequeños durante el proceso de identificación puede convertirse en un desafío. Por eso, la empresa de marcado Bluhm Systeme ha desarrollado una instalación especial para el etiquetado y la identificación de los productos cosméticos más pequeños. El nuevo sistema de etiquetado Geset 700 consta de un dispensador de etiquetas, un marcador láser y la tecnología de transporte correspondiente. La instalación procesa hasta 150 productos cosméticos cilíndricos por minuto para dotarlos de etiquetas preimpresas e identificar cada lote particular. TP
INNOVACIÓN
TENDENCIAS
EN EL ENSAMBLAJE AUTOMATIZADO
Consideraciones importantes para seleccionar la solución de unión automatizada adecuada para su aplicación de ensamblaje.
Los mercados de todas las cosas, desde la electrónica a los automóviles, están cambiando continuamente, lo que exige que los fabricantes suministren calidad y confiabilidad al menor costo posible. Esto hace que los fabricantes estén explorando continuamente nuevos caminos para mejorar sus procesos.

Por ejemplo, las interrupciones en la cadena de suministro causadas por la pandemia han puesto una enorme presión para las empresas, y han favorecido a los proveedores que pueden reconocer las dificultades y adaptarse rápidamente aprovechando la automatización. La pandemia también ha alterado notablemente la disponibilidad del trabajo.
Afortunadamente, la automatización les permite a los fabricantes cambiar rápidamente su mezcla de productos de acuerdo con el suministro de material cambiante, así como ampliar las capacidades de producción o lograr una mayor flexibilidad de producción sin necesidad de aumentar el tamaño de las instalaciones. Esto no solo mejora la velocidad de la producción, la duración del ciclo y la calidad (al mismo tiempo que se reducen costos), sino que también permite que los fabricantes suministren productos con eficiencia y utilicen su talento como expertos en operaciones comerciales en ubicaciones remotas de forma virtual en cualquier sitio.
42 WWW.PLASTICO.COM INNOVACIÓN
POR LEANDRO GARZA, Director de Operaciones, Ensamble y Soldado Américas, de Emerson

INNOVACIÓN
La necesidad de acomodarse e interactuar con el personal remoto, los sistemas de producción e, incluso, con los clientes posteriores ha impulsado el desarrollo de toda una nueva generación de soluciones automatizadas. De hecho, la pandemia de COVID-19 cambió el papel del trabajo a distancia, pasando de ser una comodidad a un imperativo para enormes grupos de trabajadores y negocios de todos los niveles.
El trabajo remoto también exige demandas especiales en materia de seguridad. Exige una alta fiabilidad y de niveles de seguridad aún más elevados para garantizar la integridad del software y las bases de datos que gestionan la información operativa de propiedad. Esto también requiere un intercambio seguro sin peligro de datos que satisfaga los requisitos de garantía de calidad del producto o de los cumplimientos de la normativa.
El equipo de Emerson Assembly Automation comprende los retos a los que deben hacer frente los fabricantes y, a través de su marca tecnológica Branson, busca continuamente proporcionar soluciones de unión que atiendan la demanda cada vez mayor de mayores niveles de eficiencia, flexibilidad y productividad en las operaciones de ensamblaje.
Planteamiento sistemático
Para darse cuenta del potencial de Industria 4.0, es importante desarrollar una automatización avanzada en sus procesos de fabricación. Esto exige identificar el ensamblaje más apropiado y las tecnologías de soldadura para sus aplicaciones. Emerson, a través de su tecnología Branson, ofrece una amplia selección de equipos para sus procesos de unión automatizados. Las soldadoras ultrasónicas de Branson para plástico y metal, las soldadoras por láser, vibración y giratorias, además de las soldadoras de infrarrojos y de impulsos, y nuestro planteamiento “de proceso neutro”, ayudan a que usted encuentre el equipo adecuado para su fabricación automatizada.
1. Comprender cuál es el futuro de la fabricación
Para determinar la tecnología de automatización
adecuada para satisfacer sus requisitos de ensamblaje, en primer lugar es crucial comprender las numerosas tendencias existentes en los mercados a los que abastece. El Internet Industrial de las Cosas (IIoT) y las futuras demandas de Industria 4.0 y la Cuarta Revolución Industrial están inspirando a una nueva generación de controles de equipos “inteligentes” que pueden “aprender” a utilizar datos y algoritmos para interactuar con otros equipos, de modo que se garantice la máxima eficiencia de los procesos. La necesidad es mundial y como resultado está fomentando el desarrollo de equipos y de controles que pueden:

Generar, responder a y transferir datos a través de las redes de comunicación mundiales
Suministrar análisis de datos offline y a tiempo real que mejoren la calidad y la productividad
Vincular equipos inteligentes, sistemas de ejecución de la producción (MES) y la gestión
44 WWW.PLASTICO.COM
humana para mejorar la calidad, el output y los cambios

Aprovechar con eficiencia las capacidades globales al elegir los equipos y los controles que tengan la capacidad de aceptar actualizaciones del software y que sean compatibles con un control remoto seguro, con un adecuado monitoreo y de gestión
2. Determinar sus requisitos de aplicación y producción
Tres criterios principales le ayudarán a determinar sus requisitos de ensamblaje: producto/aplicación, localización de la fabricación y el volumen de producción.
Producto/aplicación: algunos factores que se deben tener en cuenta son el tamaño y la forma geométrica de la pieza, los materiales, la calidad del sellado y la limpieza/pureza: todo ello ayuda a definir qué tecnología de unión, frecuencia, nivel de potencia y tipo de controles se requieren.

INNOVACIÓN
Aplicación
Geometría, tamaño y material de la pieza Frecuencia, Nivel de potencia
Tipo de soldadura:¿pistón, continua, pulsante?
Modos de control
Acceso a la soldadura
¿Necesita robot?
Diseño de la junta
Alineación, herramental
Ambiente de producción
¿Se requiere lavado?
Categoría IP / Convertidores sellados
¿Cuarto limpio?
Diseño que se pueda limpiar sin entrada de aire
¿Control de ruido requerido?
Encapsulamiento sonoro
¿Restricciones de espacio / Retrofit?
Tamaño de actuador y de la fuente de potencia
Localización de la fabricación: algunas pequeñas cosas que se deben considerar son los requisitos o las limitaciones del espacio, la instalación de equipos nuevos o el equipamiento a posteriori existente, los controles del ruido y la limpieza de la zona de trabajo.
Volumen de producción: decidir en el volumen de producción de productos finales y seleccione una tecnología de unión que pueda cumplir tales requisitos.
3. Decidir qué nivel de automatización, ergonomía y conectividad del sistema necesita
Volumen de producción: es la primera pregunta a la que debe responder: “¿Cuál es mi volumen de producción?” Dependiendo de su respuesta, puede elegir bien un equipo semiautomático o un equipo completamente automático. El sistema semiauto-
Requerimientos de producción
¿Tasa de producción esperada?
30 / 60 / 80 / 100+ PPM
¿Interfaz con equipo? OPC-UA y comunicación con MES
¿Trazabilidad de datos requerida?
FDA 21 CFR Parte 11
¿Se requiere protocolo de comunicación de datos?
Fieldbus, OPC-UA, Ethernet, USB
Ejemplo: componente médico, pieza de mano mático implica la carga manual de las piezas. Un sistema de soldadura electrónico, completamente automático, probablemente utilizará un sistema con varios cabezales, con un disco rotatorio y un robot de soldadura que alimente las piezas con una cinta transportadora.
Equipo de montaje: si se selecciona un sistema de montaje, es importante buscar la mayor ergonomía posible, tanto para el operario como para un sistema robotizado. Por ejemplo, las soldadoras ultrasónicas, láser o de impulsos, se pueden montar en una gran variedad de formas, como las conocidas unidades montadas en la parte superior del banco tipo “todo en uno” o, en función de los requisitos de automatización, una soldadora completamente integrada (HMI, caja auxiliar, accionamiento y fuente de alimentación) puede montarse sin base sobre una columna o una estructura de soporte. Otra opción es montar el conjunto del accionamiento alejado de otros componentes y
46 WWW.PLASTICO.COM
INNOVACIÓN
conectarlo por cable a la fuente de alimentación, a la caja auxiliar y a la HMI.
Conectividad: estos son los tres niveles de conectividad básica para los sistemas de ensamblaje actuales: las conexiones USB/Ethernet, la conectividad OPC-UA o la más avanzada conectividad de bus de campo. La posibilidad de recopilar, monitorizar y analizar datos de producción es esencial para los sistemas MES, con el fin de lograr la validación y la Rastreabilidad del producto a través de la infraestructura de datos de la fábrica.
4. Seleccionar la tecnología que mejor se ajuste a su aplicación
Los factores que debería tener en cuenta a la hora de decidir la tecnología de unión que mejor se ajuste a sus necesidades son:
El tamaño del accionamiento (estándar o micro, dependiendo del espacio).
Requisitos de limpieza (¿se requieren limpieza profunda? ¿tiene requisitos el cuarto limpio?).
Capacidad de la gestión de datos (recopilación, retención, trazabilidad, seguridad).
Especificaciones de la soldadura (precisión, velocidad, fiabilidad).
Sobre la base de sus respuestas y sobre los factores mencionados, tiene dos opciones básicas.
Si añade la capacidad de la soldadura ultrasónica a un sistema ya existente, probablemente solo necesite una alimentación de tensión — en tal caso, la alimentación de tensión ultrasónica Branson DCX está disponible sin un accionamiento y se puede integrar en un sistema de producción existente según las indicaciones del cliente.
Por otro lado, si su aplicación requiere una soldadora nueva, completamente integrada, un accionamiento y un sistema de alimentación de tensión, Branson ofrece dos opciones:
Serie 2000x: sistema estándar de Branson, de
accionamiento neumático, control y recopilación de datos.
Serie GSX: el accionamiento electromecánico más avanzado de Branson, control y opción de gestión de datos máxima calidad.
Las interrupciones en la cadena de suministro causadas por la pandemia han puesto una enorme presión para las empresas, y han favorecido a los proveedores que pueden reconocer las dificultades y adaptarse rápidamente aprovechando la automatización.
En muchas industrias, como la electrónica de alta calidad, los dispositivos médicos y otras, los equipos de soldadura deben recopilar y suministrar datos para la garantía de calidad de MES. De hecho, los dispositivos médicos también deben obtener una garantía de calidad del 100 %, además de proporcionar datos de producción seguros, validados y con posibilidad de trazabilidad, que cumplan los estrictos requisitos normativos de FDA CFR 21, parte 11, y MDR de la UE. Tanto la serie 2000Xc como la serie GSX de Branson cumplen estas demandas.
5. Finalmente, seleccionar un proveedor tecnológico conocido y fiable
El paso final para asegurarse de que la solución de unión automatizada que elija se ajuste a las necesidades de su aplicación consiste en tener en cuenta la pericia y la confiabilidad de su proveedor tecnológico.
WWW.PLASTICO.COM 47 INNOVACIÓN
Tendencias en la fabricación de electrónica, dispositivos médicos y automóviles
Electrónica
La creciente tendencia hacia soluciones de energía de bajo carbono y productos de nueva generación, como paneles solares, vehículos eléctricos y dispositivos electrónicos más potentes, ha creado la necesidad de contar con sistemas de baterías más potentes, con densidad energética que hagan posible un funcionamiento fiable y una gran durabilidad. La tecnología de ensamblaje automatizado que produce estas baterías también necesita ofrecer controles avanzados para monitorizar la calidad a tiempo real, de modo que se detecten las baterías defectuosas antes de que lleguen al mercado y generen fallas en el servicio. Por supuesto, todas estas tecnologías nuevas y de bajas emisiones de carbono dependen no solo de baterías más potentes, sino también de soluciones de ensamblaje automatizadas para producir las fuentes de alimentación más pequeñas y ligeras, con sensores integrados y controles digitales que utilicen lo más novedoso en la tecnología avanzada de soldadura de metal y de plástico.
Dispositivos médicos
Con la floreciente demanda de dispositivos médicos en todo el mundo, las soluciones de tecnología automatizada que utilizan los fabricantes deben
garantizar una elevada calidad, al utilizar un monitoreo del proceso a tiempo real mediante sensores, inspecciones visuales o análisis de datos. Debido al estricto entorno legal de la fabricación de dispositivos médicos, además de la eficiencia de la producción, la tecnología de ensamblaje utilizada debe cumplir el Código de Regulaciones Federales (CFR) 21, parte 11, de la Administración de Alimentos y Medicamentos estadounidense (FDA), y el Reglamento Europeo de Productos Sanitarios (MDR) de la Unión Europea (UE), que exigen que a cada dispositivo médico fabricado se le pueda hacer un seguimiento en caso de fallo o retirada, y que estén respaldados por datos de calidad de producción validados que se puedan enviar a las autoridades reguladoras.

Automotriz
Como la pandemia interrumpió la cadena de suministro de los fabricantes de automóviles y racionalizo la producción, no cabe duda de que en el futuro, la demanda de automóviles y un aumento brusco en la producción presionarán de nuevo y con más intensidad a los fabricantes de todo el mundo. Cuando esto ocurra, los fabricantes de automóviles necesitarán expandir rápidamente su base de proveedores y favorecer a aquellos que cuenten con la tecnología adecuada para responder rápidamente con recursos de producción automatizados y escalables.esta pueda ser extraída limpiamente. El ciclo termina y la punta se enfría antes de un nuevo ciclo. TP
48 WWW.PLASTICO.COM
INNOVACIÓN
IMPRESIÓN 3D
KraussMaffei introduce su nuevo modelo de impresión 3D, powerPrint, capaz de imprimir productos de hasta 10 metros cúbicos, ofreciendo también un servicio de impresión bajo demanda.
KraussMaffei, el gigante de la maquinaria de plásticos, ha comenzado a vender su modelo powerPrint, una máquina de fabricación aditiva (AM) capaz de producir productos con un volumen de hasta 10 metros cúbicos. La compañía

también ha revelado un servicio de impresión bajo demanda, ofreciendo una alternativa a la compra.
La empresa ha aplicado su amplio conocimiento en sistemas de extrusión, moldeo por inyección y maquinaria de procesos de reacción para desarrollar
WWW.PLASTICO.COM 49 INNOVACIÓN
BAJO DEMANDA
INNOVACIÓN esta tecnología AM. La máquina ha sido probada con éxito con materiales compuestos como PETG, ABS, policarbonato, polipropileno y nailon con fibra de carbono o vidrio.
La unidad powerPrint tiene una capacidad de salida de hasta 30 kilogramos por hora y puede imprimir a temperaturas de hasta 350°C. Rolf Mack, vicepresidente de fabricación aditiva de KraussMaffei, destacó que la máquina está lista para producir piezas personalizadas con los más altos estándares de calidad e industria.
Como alternativa a la compra, KraussMaffei ofrece un servicio de impresión bajo demanda.
En este servicio, la empresa diseña aplicaciones según las especificaciones del cliente, imprime el trabajo y se encarga del post-procesamiento.
¿Qué aplicaciones tiene esta máquina de impresión 3d?
La máquina es adecuada para todas las industrias que requieran objetos de gran formato y alta calidad, como fabricantes de herramientas y moldes, embalaje y logística, y la industria automotriz. Los usuarios pueden cambiar rápidamente los trabajos de impresión gracias a las placas de impresión fijadas por vacío.
Hay dos formas de retirar las piezas de la máquina: desde el frente a través de una puerta o mediante una grúa a través de un techo plegable en la carcasa resistente al calor. KraussMaffei también ha desarrollado una interfaz hombre-máquina para garantizar una operación intuitiva, sencilla y segura del dispositivo.
Como alternativa a la compra, KraussMaffei ofrece un servicio de impresión bajo demanda. En este servicio, la empresa diseña aplicaciones según las especificaciones del cliente, imprime el trabajo y se encarga del post-procesamiento. Ya se han implementado varios componentes de esta manera.
La portavoz de la compañía anunció que KraussMaffei dará una actualización sobre su modelo de estereolitografía precisionPrint en la Expo Formnext 2023 en noviembre en Frankfurt, Alemania.
El sistema precisionPrint, altamente automatizado, ofrece una "producción rentable de componentes con estrictos requisitos de calidad superficial y resolución de detalles a escala industrial", según la compañía.
La empresa señaló que un sistema láser y un concepto de sistema de extremo a extremo permiten la producción en serie de componentes AM para la impresión en corta tirada de partes eléctricas/electrónicas, la industria médica, como audífonos, o productos deportivos y de ocio.
Con estas innovaciones, KraussMaffei continúa liderando el camino en la fabricación aditiva, ofreciendo soluciones de vanguardia que satisfacen las necesidades cambiantes de diversas industrias.
Diferenciación
Una ventaja esencial de la fabricación aditiva es la posibilidad de una producción en masa específica para el cliente (personalización en masa). En este proceso, la misma pieza se produce de forma diferente, teniendo en cuenta especificaciones personalizadas, permitiendo así individualidad en la producción en serie. El costo por pieza permanece sin cambios. Otra ventaja obvia es la libertad de diseño, que permite productos que hasta ahora no habían sido fabricables por metodologías convencionales.
El futuro de los plásticos, de acuerdo con Krauss Maffei, se basa en paisajes de producción conectados digitalmente, que respondan claramente, y de manera rápida y flexible, a los requerimientos de pieza. TP
50 WWW.PLASTICO.COM
“TENEMOS QUE DAR
UN SALTO DE FE”
PARA VALORIZAR EL RECICLAJE
52 55 58 60
ALTERNATIVAS UN ÉXITO EN REINO UNIDO BLOCKCHAIN

RECICLAJE DIGITAL DE BOTELLAS DE LECHE,
PARA RASTREAR LA HUELLA DE CARBONO
INFORMACIÓN DE LA OFICINA DE PRENSA DE LA VDMA
“TENEMOS QUE DAR
UN SALTO DE FE”
Entrevista sobre reciclaje químico con el Dr. Matthias Scheibitz, Jefe de Materiales de Desempeño de la Estrategia de Sostenibilidad en BASF.
claje mecánico podría crecer hasta el 45 por ciento. El reciclaje mecánico seguiría siendo tres veces el volumen del reciclaje químico. Esto está completamente en línea con lo que buscamos en BASF, porque todo lo que se puede reciclar mecánicamente debe reciclarse mecánicamente. En Europa, el 23 por ciento de los desechos plásticos actualmente terminan en vertederos, el 42 por ciento se usa para producir energía y alrededor del 35 por ciento se recicla mecánicamente. Desde nuestro punto de vista, el objetivo debe ser reciclar más plásticos, quemar menos y transferir menos a los vertederos. Creemos que habrá más mejoras en los procesos de reciclaje, no solo procesos químicos, sino también mecánicos. El resultado óptimo se puede lograr claramente a partir de una combinación de ambos.
Se necesitan grandes inversiones para acelerar el reciclaje químico. ¿Qué condiciones marco son necesarias para garantizar que se realicen estas inversiones?
Dr. Scheibitz, de todos los residuos plásticos generados en la UE, solo el 0,1% se recicla químicamente en la actualidad. ¿Qué proporción es realista a mediano plazo?
Con un análisis de los flujos de volumen de residuos plásticos en Europa, el Centro Común de Investigación de la UE concluye que el reciclaje químico puede aumentar su porcentaje de reciclaje hasta en un 15 por ciento para 2030 en un escenario optimista. En consecuencia, la proporción de reci-
Según cifras de Plastics Europe, la industria química planea invertir algo más de siete mil millones de euros en reciclaje químico para 2030. El factor más importante para nuestra industria es que se logrará un marco legal confiable porque no podemos lograrlo por nuestra propia cuenta. El requisito clave es la máxima apertura en términos de tecnología. En el marco regulatorio, el reciclaje químico debe ser aprobado para alcanzar la cuota de reciclaje mecánico. Si, por ejemplo, se requiere un contenido

52 WWW.PLASTICO.COM
INDUSTRIA
reciclado del 30 por ciento para el empaque, se debe aprobar el reciclaje químico. Esto nos dará una sensación de seguridad de que nuestros clientes pueden usarlo. También sería útil introducir la responsabilidad ampliada del fabricante. El fabricante de un producto, por ejemplo, un embalaje, un coche o un frigorífico, debe depositar una determinada cantidad en un fondo común, con el que se financia el reciclaje. Esto es especialmente importante para nosotros en BASF, porque todavía no existe algo similar para los llamados materiales de rendimiento que suministramos a nuestras industrias principales, es decir, la industria del automóvil y el sector de la construcción.

¿Qué papel juega el procedimiento de balance de masas, que los políticos todavía ven actualmente con cierto escepticismo?
Si el proceso no se aprueba, la transformación hacia una economía circular que funcione será tan extremadamente costosa que probablemente no se realizará en absoluto. Nosotros, la industria química, podemos hacer una contribución importante a esta transformación con nuestra competencia central de conversión de materiales. Sin embargo, lleva tiempo desarrollar los procesos y, como dije, son necesarias inversiones altas. Sin embargo, también queremos hacer algo ahora. Esto es posible gracias al balance de masa. Una gran ventaja es que podemos utilizar las plantas existentes. Sustituimos las materias primas fósiles por materias primas circulares, es decir, petróleo crudo con aceite de pirólisis, muy temprano en la cadena de valor, y luego lo asignamos a productos específicos. Tenemos este proceso y cada producto individual certificado por un organismo independiente. Se está utilizando el mismo principio que se utiliza para la electricidad verde.
¿Por qué los recicladores de productos químicos tienen que luchar tanto por el reconocimiento del balance de masa?
WWW.PLASTICO.COM 53 INDUSTRIA
“El reciclaje químico está destinado a complementar y no sustituir el reciclaje mecánico”.
INDUSTRIA
Es una cuestión de confianza. Los nuevos procesos de reciclaje químico no han existido tanto tiempo, los procesos mecánicos ya están establecidos. Ya se están haciendo miles de millones en reciclaje mecánico. Los políticos lo ven así: en una zona ya existe algo, mientras que en otra se promete otra cosa, pero no se ve en la misma medida. Tenemos que dar un salto de fe.
dar del embalaje, los textiles tienen que cuidar de los textiles. Y tarde o temprano, la industria automotriz tendrá que cuidar sus plásticos. En BASF ya estamos analizando cómo podemos cuidar también nuestros propios materiales. Sin embargo, como argumento contra la acusación de competencia material, siempre digo que la montaña de desechos de los envases de plástico es tan grande que debería haber suficiente materia prima para todos; además, me gustaría enfatizar una vez más que el reciclaje químico está destinado a complementar y no sustituir el reciclaje mecánico.
15% Podría aumentar la participación del reciclaje químico hasta 2030.
“Sería útil introducir la responsabilidad ampliada del fabricante. El fabricante de un producto, por ejemplo, un embalaje, un coche o un frigorífico, debe depositar una determinada cantidad en un fondo común, con el que se financia el reciclaje”.
 Scheibitz
Scheibitz
¿Mejorará el balance energético del reciclaje químico en un futuro previsible?
¿Qué le parece la acusación de que los fabricantes de plásticos industriales complejos sustraen materiales de entrada a los recicladores mecánicos cuando reciclan poliolefinas simples?
Es algo con lo que tenemos que lidiar. Para nosotros, sería concebible crear objetivos específicos del sector, en otras palabras: el embalaje tiene que cui-
Es indiscutible que la entrada de energía en el reciclaje mecánico es menor que en el reciclaje químico. Pero no debemos comparar manzanas con naranjas aquí. El reciclaje mecánico requiere flujos de material relativamente limpios, y esto naturalmente también requiere un gran esfuerzo en términos de clasificación y limpieza. Además, la pirólisis es un proceso relativamente eficiente desde el punto de vista energético: la parte de los residuos que no se puede convertir en aceite se piroliza en gas, que se utiliza para generar la energía necesaria para el proceso. Esto significa que se requiere menos energía adicional. En otras palabras, el proceso es relativamente eficiente. Sin embargo, es muy importante que no nos detengamos en esta etapa actual, por supuesto; debemos continuar desarrollando la tecnología de pirólisis. Hay varios proveedores de tecnología que trabajan con microondas para calentar el proceso, por ejemplo. Si luego ejecuta ese proceso con electricidad verde, no habría más emisiones en ese momento. TP
54 WWW.PLASTICO.COM
Dr. Matthias
Jefe de Materiales de Desempeño de la Estrategia de Sostenibilidad en BASF. Foto cortesia BASF.
JUAN CARLOS OBERNDORFER
ALTERNATIVAS
PARA VALORIZAR EL RECICLAJE
Una columna de opinión revisa los cambios que deberían darse en la cadena para incrementar la valorización de residuos plásticos.
El plástico es el material más ecológico del que dispone el ser humano y aun así se ha ganado una fama de ser antiecológico y altamente contaminante. ¿Por qué? La respuesta es sencilla: el plástico que no se recicla es sumamente visible y contamina visualmente los ríos, mares, etc.
Todo el plástico que vemos en el medio ambiente nos está diciendo que el proceso de disposición de basuras es pésimo, o sea que mientras menos plástico se vea en el medio ambiente, mejor es el proceso de recolección de las basuras y menor la contaminación que estas causan.
Prácticamente todo el plástico es reciclable, pero reciclar el plástico es muy costoso, debido principalmente a la mala disposición de las basuras que encarece mucho el transporte, dificulta la separación y todos los procesos posteriores de reciclaje.

Las materias orgánicas e inorgánicas que se botan a la basura, en conjunto con el plástico, son miles de veces más nocivas y contaminantes para el ambiente, ya que estos desechos orgánicos, que se biodegradan y se disuelven en el agua, haciéndose invisibles, generan una contaminación que pasa desapercibida. Los estudios sobre la toxicidad del plástico la omiten, lo que es muy desafortunado, ya que esto impide que se tome conciencia sobre la causa del problema que es la inadecuada disposición de las basuras y su debida separación y recolección.
Separar y compactar
Y es que la adecuada separación de las basuras es esencial para hacer rentables los procesos de reciclaje, incluido el del plástico. La adecuada se-
WWW.PLASTICO.COM 55 INNOVACIÓN
POR
LO RECOMENDABLE ES QUE
las etiquetas sean del mismo material del envase y, si no lo son, al menos deben ser separables durante el proceso de lavado, como por ejemplo etiquetas de PP en envases de PET o viceversa.
paración quiere decir que los elementos se separan bien desde la fuente, es decir, se separan orgánicos, plásticos, vidrio, papel, hojalata y demás.
Hay que tener en cuenta que mientras mejor la separación de las materias primas plásticas que van a ser recicladas, mayor es el valor del plástico reprocesado. Los plásticos se deberían separar en tres: envases transparentes, no transparentes y películas. Y una vez separados deben ser compactados, en el mismo sitio donde se recolectan o en una bodega muy cercana.
Los plásticos se deberían separar en tres: envases transparentes, no transparentes y películas. Y una vez separados deben ser compactados, en el mismo sitio donde se recolectan o en una bodega muy cercana.

Este ejemplo ilustra claramente la importancia de la compactación en todo el proceso de reciclaje. En un camión de 10 tons se pueden acomodar aproximadamente 20 estibas de 1 metro cúbico cada una y en cada estiba pueden ir aproximadamente 600 botellas de 1 litro que pesen 25 gramos cada una; es decir la carga del camión, en botellas
sin compactar, son 300 kilos. Si se asume un flete de USD $ 100,00 por viaje, esto quiere decir $ 0,33 por kilo. Pero si se compacta para que cada estiba pese 200 kilos, entonces la carga del camión serían 4 mil kg y el costo del transporte se reduciría a $ 0,025 por kilo.
El mismo razonamiento aplica para el bodegaje, tanto en los sitios de recolección, como el sitio de reciclaje y en todo el proceso.
Decisiones desde la fuente
Algo muy importante para facilitar la separación y el reciclaje de los plásticos, es establecer políticas claras sobre los materiales a utilizar y sus combinaciones, para ser aplicadas desde la fuente de producción de los envases. Aquí algunas cosas a tener en cuenta.
Reducir la cantidad de grados de resinas. Usar colorantes que faciliten la separación en las operaciones de reciclaje.
Etiquetar con adhesivos que sean solubles al agua, a menos que se requieran etiquetas de seguridad, como es el caso de los fármacos y los agroquímicos. En estos casos, donde se requieran adhesivos de seguridad o permanentes y también en los de etiquetado en el molde, la etiqueta, idealmente, debe ser del mismo material del envase.
Lo recomendable es que las etiquetas sean del mismo material del envase y, sino lo son, al menos deben ser separables durante el proceso
56 WWW.PLASTICO.COM INDUSTRIA
de lavado, como por ejemplo etiquetas de PP en envases de PET o viceversa. Hay que evitar mezclas como PP con PE, o mas graves PET con PVC o mezclas con bioplásticos.
En las operaciones de impresión de envases o etiquetas se deben utilizar tintas que se puedan remover en los procesos de peletización.
Importantísimo, siempre y cuando sea posible, se debe eliminar el PVC, como material para botellas, toda que vez que este es un gran contaminante de los procesos de recuperado.
Los bioplásticos no deben ser biodegradables, porque esto los vuelve prácticamente no reciclables y además se pierden algunos beneficios de los mismos, como es mantener fijado el carbón que contienen; también se deben diseñar de manera que sean separables fácilmente en las cadenas de reciclaje.
La separación
Si los materiales son bien separados en la fuen-

te, se facilitan los procesos posteriores, de reciclaje, tales como lavado, clasificación y otros procesos. Empezando por el consumo de agua. Mientras más limpios estén los plásticos que se van a reciclar, menor es el consumo de agua y los demás costos asociados al proceso de lavado.
Hay que tener en cuenta que hay muchos equipos para separar los plásticos, desde opciones tan básicas como el agua, siguiendo por opciones ópticas o a base de medición de espectro infrarrojo. Sin embargo, todos tienen una característica en común: su productividad esta muy asociada con el grado de separación que tengan. Por ejemplo, mientras menos colores haya, más fácil la separación por colores
Igualmente, mientras mas homogéneo el material reciclado, menor será su costo de reciclaje, mayor será su valor en el mercado y por lo tanto, mas rentable la operación de reciclado. Además, mientras mejor sea la separación de las basuras, mejor será su utilización, menor la contaminación y menor la dependencia de los hidrocarburos. TP
INNOVACIÓN
RECICLAJE DIGITAL DE BOTELLAS DE LECHE,
UN ÉXITO EN REINO UNIDO
El Reino Unido lanza un programa piloto para incentivar el reciclaje de botellas de leche a través de códigos QR, ofreciendo recompensas financieras.
Tres empresas en Europa, incluyendo la tecnológica de reciclaje galés Polytag Ltd., están colaborando en un proyecto piloto en el Reino Unido para demostrar que los esquemas de devolución de depósitos digitales (DDRS) pueden ser efectivos en el reciclaje de envases de plástico.
Este proyecto representa un paso significativo en la innovación del reciclaje, ofreciendo incentivos para reciclar y recopilando información sobre los ciclos de vida de los envases.
Desde mediados de julio, los clientes de Ocado han podido escanear códigos QR únicos en botellas de leche de plástico de dos y cuatro pintas (entre 1 y 1.8 litros) para recibir una recompensa financiera por reciclar. Los primeros 20,000 códigos escaneados otorgan 20 peniques (aproximadamente 25 centavos de dólar) por botella.

58 WWW.PLASTICO.COM INDUSTRIA
Los códigos QR, que solo pueden ser escaneados una vez, están presentes en más de 8 millones de botellas de leche fresca de Ocado. La recompensa se deposita en una billetera digital a través de la aplicación Bower y los usuarios pueden retirar el dinero en sus cuentas bancarias.
Alice Rackley, CEO y cofundadora de Polytag, anticipa que todas las recompensas serán reclamadas en un período de seis a ocho semanas. La eficacia del ensayo se evaluará mediante la retroalimentación de los clientes y la demostración de la tecnología.
La recompensa de 20 peniques es equivalente al monto del depósito futuro bajo la legislación del Esquema de Devolución de Depósitos (DRS) del Reino Unido, que se propuso retrasar hasta 2025.
¿Cómo funciona este sistema de reciclaje digital?
Los usuarios tienen que instalar la aplicación Bower, establecer su perfil y añadir sus botes de reciclaje comunes y su cuenta bancaria. Tras escanear el código QR en la botella de leche usando la aplicación y depositar el envase en su contenedor de reciclaje vinculado, tienen la posibilidad de sacar el dinero.
Los consumidores utilizan sus contenedores de reciclaje habituales para reciclar las botellas escaneadas, que luego son recolectadas por los servicios gubernamentales locales. Las instalaciones de recuperación de materiales en todo el país procesan el plástico para su reciclaje.
La efectividad de este proyecto está en gran medida apoyado en una encuesta realizada el año pasado, donde el 80 % de los compradores de Ocado se mostraron dispuestos a escanear un código QR para una devolución de depósito. Laura Fernández, gerente de sostenibilidad en Ocado Retail, calificó la tecnología como un cambio de juego para el reciclaje y la economía circular en el Reino Unido.
Además, Polytag ha llevado a cabo proyectos piloto DDRS a menor escala con gran éxito en Gales e Inglaterra. Rackley destacó que el 90 % escaneó cuatro de cada seis botellas en el piloto
de Conwy, demostrando que la tecnología es intuitiva.
Suwar Mert, CEO y fundador de Bower, ha sugerido la posibilidad de expandir esta tecnología DDRS internacionalmente. Rackley afirmó que no hay límites para la solución de Polytag, y que sus códigos QR pueden ser aplicados por cualquier marca con códigos de barras en el empaque.
Los códigos QR, que solo pueden ser escaneados una vez, están presentes en más de 8 millones de botellas de leche fresca de Ocado. La recompensa se deposita en una billetera digital a través de la aplicación Bower y los usuarios pueden retirar el dinero en sus cuentas bancarias.
Este proyecto representa un paso significativo en la innovación del reciclaje, ofreciendo incentivos para reciclar y recopilando información sobre los ciclos de vida de los envases. Más minoristas y marcas están siendo alentados a liderar y participar activamente en estas iniciativas.
De acuerdo con el proveedor, los DDRS son una alternativa creíble a los sistemas tradicionales de máquinas expendedoras inversas. Los sistemas de devolución de depósitos habilitados digitalmente son más convenientes para los consumidores, preferidos por los minoristas, de menor costo y menos intensivos en carbono, además de poder aprovechar los métodos de recaudación existentes de las autoridades locales.
También proporcionan el valor añadido de ofrecer recopilación y análisis de datos precisos en toda la economía del embalaje circular. TP
WWW.PLASTICO.COM 59 INDUSTRIA
BLOCKCHAIN
PARA RASTREAR LA HUELLA DE CARBONO
SABIC y Circularise colaboran en un proyecto piloto usando la tecnología blockchain para mejorar la transparencia y la trazabilidad de las emisiones de carbono en las cadenas de suministro.
SABIC, una empresa líder en la industria química a nivel mundial, ha iniciado un proyecto piloto en colaboración con Circularise, un proveedor de software blockchain. El objetivo de este proyecto es evaluar la eficacia de la tecnología blockchain para rastrear la huella de carbono de ciertos flujos de materiales de principio a fin.

Para calcular la huella de carbono se diferencian tres tipos de emisiones: Las emisiones de alcance 1 son emisiones directas producidas por quema de combustibles por parte del emisor. Las emisiones de alcance 2 son emisiones indirectas generadas por la electricidad consumida y comprada por el emisor. Las emisiones de alcance 3 son emisiones
indirectas que se producen por la actividad del emisor pero que son propiedad y están bajo el control de un agente ajeno al emisor.
La generación y el informe de las emisiones de alcance 3 son notablemente complejos y se enfrentan a desafíos relacionados con la disponibilidad de datos fiables. La tecnología blockchain ha surgido como una solución potencialmente eficiente para mejorar el proceso, aumentando la transparencia y la responsabilidad, mientras minimiza el riesgo en las cadenas de suministro.
El proyecto de SABIC utilizará la tecnología de Circularise para capturar las emisiones a lo largo de la cadena de valor mediante un marco metodológi-
WWW.PLASTICO.COM 60 INDUSTRIA

co y de informes coherentes con la industria. Los datos de alcance 1 y alcance 2 capturados a nivel de material pueden utilizarse para generar emisiones de CO2 de alcance 3 para toda la cadena de valor de las industrias objetivo.

La tecnología blockchain permite a las empresas proporcionar datos más precisos, fiables, estandarizados y fácilmente disponibles sobre las emisiones de carbono. Esto se debe a que la blockchain puede registrar y verificar transacciones de manera segura y transparente, lo que facilita el seguimiento de las emisiones de carbono a lo largo de toda la cadena de valor.
a la recopilación de datos, brindando acceso a los datos de aguas arriba y aguas abajo proporcionados por los participantes de la cadena de valor.
Waleed Al-Shalfan, Vicepresidente de Tecnología e Innovación de Polímeros en SABIC, afirmó que este proyecto piloto de blockchain reafirma la dedicación de SABIC a acelerar la transformación sostenible de la industria a través de asociaciones estratégicas y nuevas tecnologías innovadoras.
Por su parte, Mesbah Sabur, fundador de Circularise, expresó su orgullo por colaborar con SABIC en los desafíos cruciales de la contabilidad de las emisiones de alcance 1, 2 y 3, que abarcan problemas como la accesibilidad de la información, la confidencialidad y la escalabilidad del intercambio de datos entre proveedores.
Este proyecto es otra forma en la que SABIC está aprovechando las asociaciones innovadoras para reducir las emisiones y ayudar a cumplir su compromiso de ser carbono neutral para 2050.
En 2023, SABIC se unió a Together for Sustainability (TfS), una iniciativa impulsada por la adquisición creada por empresas químicas con el objetivo de evaluar, auditar y mejorar las prácticas de sostenibilidad dentro de sus cadenas de suministro.
Además de aumentar la transparencia, el uso de la tecnología de Preguntas Inteligentes de Circularise beneficiará a toda la cadena de valor de SABIC al reducir los esfuerzos administrativos asociados
Esta colaboración con Circularise también marca el segundo proyecto de aplicación blockchain de SABIC. El año pasado, SABIC lanzó un proyecto piloto con Finboot, Plastic Energy e Intraplás para evaluar el uso de la tecnología blockchain en el apoyo a la trazabilidad digital de materias primas circulares en productos de clientes.
62 WWW.PLASTICO.COM INDUSTRIA
¿Cómo el blockchain ayuda al medio ambiente?
El blockchain, una tecnología de registro distribuido, está emergiendo como una herramienta poderosa en la lucha contra el cambio climático. Su capacidad para mejorar la transparencia, la rendición de cuentas y la trazabilidad de las emisiones de gases de efecto invernadero puede ser un factor de cambio en la forma en que las empresas y las organizaciones abordan la sostenibilidad.
La tecnología blockchain permite a las empresas proporcionar datos más precisos, fiables, estandarizados y fácilmente disponibles sobre las emisiones de carbono. Esto se debe a que la blockchain puede registrar y verificar transacciones de manera segura y transparente, lo que facilita el seguimiento de las emisiones de carbono a lo largo de toda la cadena de valor.
Además, puede utilizarse a través de contratos inteligentes para calcular, rastrear e informar de manera más eficaz sobre la reducción de la huella de carbono. Los contratos inteligentes son pro-
gramas de computadora que se ejecutan automáticamente cuando se cumplen ciertas condiciones, lo que puede facilitar la implementación de medidas de reducción de carbono.
La naturaleza descentralizada de la blockchain también puede transformar los esfuerzos individuales de las empresas en un esfuerzo colectivo. Esto significa que cada contribución a la reducción de la huella de carbono puede ser claramente identificada y verificada, fomentando una competencia saludable y creando incentivos basados en el mercado para la reducción de las emisiones.
De este modo, las “startups” de tecnologías limpias están desempeñando un papel crucial en este proceso, desarrollando plataformas habilitadas para blockchain que reúnen a todas las partes interesadas, incluyendo empresas, gobiernos y ciudadanos. Estas plataformas pueden permitir a todos los participantes calcular, rastrear y notificar las reducciones en las emisiones de gases de efecto invernadero a lo largo de toda la cadena de suministro. TP

INDUSTRIA
REUTILIZACIÓN Y RECARGA DE ENVASES:
¿CAMINO HACIA LA SOSTENIBILIDAD?
Líderes de Nestlé reflexionan sobre los desafíos y aprendizajes que han encontrado en su búsqueda de la sostenibilidad

La adopción de soluciones de empaque reutilizables y recargables se ha convertido en un objetivo clave en la lucha contra la contaminación y el desperdicio. Sin embargo, ¿por qué no han tenido éxito todas las pruebas o pilotos realizados hasta ahora?
A día de hoy, se abre una ventana de oportunidad para analizar los éxitos alcanzados, los desafíos que persisten y las posibilidades de desarrollar enfoques sostenibles para los envases. Es esencial una cooperación integral entre fabricantes, minoristas, empresas emergentes, proveedores de
64 WWW.PLASTICO.COM INDUSTRIA
servicios y legisladores para impulsar los cambios necesarios a nivel de sistemas.
Los envases reutilizables y los sistemas de entrega sin envases representan una oportunidad crucial para reducir la fabricación de envases y los residuos posconsumo. La “Business Coalition for a Global Plastics Treaty” apoya firmemente la transición hacia soluciones reutilizables y duraderas, y más de 100 empresas se unen en esta visión compartida.
Nestlé ha realizado más de 20 pilotos en diversos países, pero lamentablemente, ninguno ha demostrado ser escalable hasta el momento. Dos razones clave para esto son las altas expectativas de facilidad de uso y conveniencia por parte de los consumidores, así como los desafíos específicos en geografías cálidas y húmedas, relacionados con la seguridad y la calidad de los alimentos.
La compañía continúa investigando y realizando pruebas piloto en todo el mundo, basándose en sus experiencias previas, con el objetivo de implementar soluciones de reutilización y recarga siempre que sea posible. Sin embargo, reconocen
que ninguna empresa puede lograr esto sola y se comprometen a colaborar con minoristas y socios de la cadena de suministro.
Para respaldar la ampliación de los proyectos piloto y las mejores prácticas, Nestlé busca compartir su conocimiento con los gobiernos. Entre las condiciones favorables necesarias para la reutilización y la recarga a escala se encuentran:

La legislación internacional por categoría de producto.
La descarbonización de los sistemas logísticos.
La inversión en infraestructura industrial.
Además, se requiere una revisión de las leyes de competencia que puedan obstaculizar los enfoques colectivos, así como la implementación de estándares globales en gestión de higiene, seguridad y calidad. La transición hacia estos nuevos modelos llevará tiempo, pero Nestlé apuesta por un periodo de diez años para lograr resultados significativos.
La innovación, la investigación y las asociaciones son fundamentales en este camino hacia la sostenibilidad, por ello la colaboración con líderes de la industria y organizaciones reconocidas impulsa aún más esta misión. Es un hecho que la circularidad y la reducción de residuos son desafíos globales que requieren un enfoque colectivo y un compromiso continuo. TP
WWW.PLASTICO.COM 65 INDUSTRIA
Es esencial una cooperación integral entre fabricantes, minoristas, empresas emergentes, proveedores de servicios y legisladores para impulsar los cambios necesarios a nivel de sistemas.




66 WWW.PLASTICO.COM MARKETPLACE

