IC
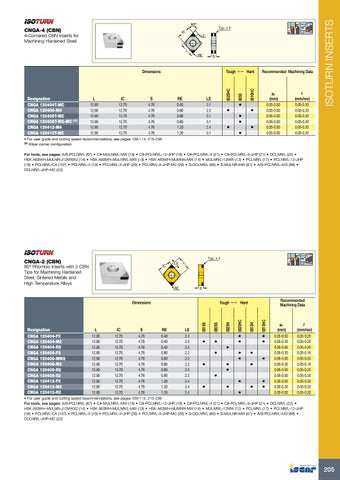
4-Cornered CBN Inserts for Machining Hardened Steel
95º
Typ. x 4
95º
95º
LE
L RE
S
Dimensions
S
RE
LE
12.90 12.90 12.90 12.90 12.90 12.90
12.70 12.70 12.70 12.70 12.70 12.70
4.76 4.76 4.76 4.76 4.76 4.76
0.40 0.80 0.80 0.80 1.20 1.20
3.1 2.2 3.1 3.1 2.4 3.1
• •
• • • •
Recommended Machining Data
IB10HC
IC
IB55
L
IB25HC
Designation CNGA 120404T-MC CNGA 120408-M4 CNGA 120408T-MC CNGA 120408T-WG-MC (1) CNGA 120412-M4 CNGA 120412T-MC
Hard Tough 1
ap
• •
f
(mm)
(mm/rev)
0.05-0.50 0.05-0.50 0.05-0.50 0.05-0.50 0.05-0.50 0.05-0.50
0.05-0.20 0.05-0.20 0.05-0.20 0.05-0.20 0.05-0.20 0.05-0.20
ISOTURN INSERTS
80º
CNGA-4 (CBN)
• For user guide and cutting speed recommendations, see pages 109-114, 215-238 (1) Wiper corner configuration For tools, see pages: A/S-PCLNR/L (87) • C#-MULNR/L-MW (13) • C#-PCLNR/L-12-JHP (18) • C#-PCLNR/L-X (21) • C#-PCLNR/L-X-JHP (21) • DCLNR/L (22) • HSK A63WH-MULNR-J12MWX2 (14) • HSK A63WH-MULNR/L-MW (13) • HSK A63WH-MUMNN-MW (14) • MULNR/L-12MW (12) • PCLNR/L (17) • PCLNR/L-12-JHP (18) • PCLNR/L-CA (107) • PCLNR/L-X (19) • PCLNR/L-X-JHP (20) • PCLNR/L-X-JHP-MC (20) • S-DCLNR/L (85) • S-MULNR-MW (91) • A/S-PCLNR/L-X/G (88) • DCLNR/L-JHP-MC (22)
IC
LE
L
RE
95º
95º
S
Dimensions
Recommended Machining Data
LE
12.90 12.90 12.90 12.90 12.90 12.90 12.90 12.90 12.90 12.90 12.90
12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70
4.76 4.76 4.76 4.76 4.76 4.76 4.76 4.76 4.76 4.76 4.76
0.40 0.40 0.40 0.80 0.80 0.80 0.80 0.80 1.20 1.20 1.20
2.3 2.3 2.2 2.2 2.2 2.2 2.2 2.2 2.4 2.4 2.4
•
• •
• • •
• • • •
• • • •
• •
IB10HC
RE
IB10H
S
IB20HC
IC
IB05S
L
IB10S
Hard Tough 1
IB20H
80° Rhombic Inserts with 2 CBN Tips for Machining Hardened Steel, Sintered Metals and High Temperature Alloys
Designation CNGA 120404-F2 CNGA 120404-M2 CNGA 120404-R2 CNGA 120408-F2 CNGA 120408-MW2 CNGA 120408-M2 CNGA 120408-R2 CNGA 120408-S2 CNGA 120412-F2 CNGA 120412-M2 CNGA 120412-R2
95º
Typ. x 2
CNGA-2 (CBN)
• • • •
•
•
• •
ap
f
(mm)
(mm/rev)
0.05-0.50 0.05-0.30 0.05-0.50 0.05-0.30 0.05-0.50 0.05-0.30 0.05-0.50 0.05-0.50 0.05-0.50 0.05-0.30 0.05-0.50
0.05-0.20 0.05-0.20 0.05-0.20 0.05-0.18 0.05-0.20 0.05-0.18 0.05-0.20 0.05-0.20 0.05-0.20 0.05-0.20 0.05-0.20
• For user guide and cutting speed recommendations, see pages 109-114, 215-238 For tools, see pages: A/S-PCLNR/L (87) • C#-MULNR/L-MW (13) • C#-PCLNR/L-12-JHP (18) • C#-PCLNR/L-X (21) • C#-PCLNR/L-X-JHP (21) • DCLNR/L (22) • HSK A63WH-MULNR-J12MWX2 (14) • HSK A63WH-MULNR/L-MW (13) • HSK A63WH-MUMNN-MW (14) • MULNR/L-12MW (12) • PCLNR/L (17) • PCLNR/L-12-JHP (18) • PCLNR/L-CA (107) • PCLNR/L-X (19) • PCLNR/L-X-JHP (20) • PCLNR/L-X-JHP-MC (20) • S-DCLNR/L (85) • S-MULNR-MW (91) • A/S-PCLNR/L-X/G (88) • DCLNR/L-JHP-MC (22)
205