• Specialized end-to-end services from engineering all the way through to commissioning and ongoing support for parts, training, troubleshooting, and maintenance
• World-class solutions that reduce overall energy consumption and costs
• Unmatched support responsiveness, 24/7 anywhere in the world
• Network of experienced engineers, technicians, and energy system experts to ensure the best possible experience
• Real-time condition monitoring with the industry’s only purpose-built IoT platform, OPER8TM BID
10 FUELLING RECYCLING
Bio Fuel Inc. has been facilitating the recycling of waste wood in Alberta for more than 15 years. General manager Brian Perrault and yard supervisor Michelle Perdicou explain how the company has weathered industry ups and downs.
12
Quality dryer infeed
The Biomass and Bioenergy Research Group at the University of British Columbia collaborated with the Wood Pellet Association of Canada to analyze and report infeed biomass properties. Read about their findings.
16 Conveyors: a key piece of the puzzle
Conveyors play an important role in keeping biomass operations running safely and efficiently, but certain styles can mitigate risks and improve operations.
Sponsored by Biomass Engineering & Equipment
18 Fibre fuel
Two Canadian business magnates – one from the world of forestry and another the energy sector – have put their heads together for a new venture with a grand vision to see decarbonization made economical in Canada.
23
2023 WPAC show guide
The official show guide of the 2023 Wood Pellet Association of Canada conference taking place in Ottawa this fall.
25 Pellet Gear Buyers Guide
Canadian Biomass’ annual Pellet Gear Buyers Guide rounds up suppliers of pellet production and safety equipment.
BUnlucky lumber
Seems
a waste
to be wasting waste wood, no?
rian Perrault and Michelle Perdicou visibly cringe when they talk about the volume of construction and demolition waste wood that is buried every year in Canadian landfills.
They cringe because, as the GM and site manager of an Alberta waste wood recycling facility, they want that material brought through their gates. The company provides tipping fee discounts for wood waste disposal at their site. Yet their biggest obstacle to growth is lack of supply.
Rather than seeing that end-of-life wood product cleaned, processed and used to produce power and/or heat, it is buried in amongst the unrecyclable plastics and metals of our dumps.
Inc. running are still at it – Brian and Michelle among them.
In fact, Michelle reached out to me about the story in light of Brian’s upcoming retirement next year. The wood waste recycling champion has been at it for more than 26 years. Despite the lack of regulation in the industry, Brian remains faithfully optimistic that change is coming as more and more folks become conscious of the “right thing to do” when it comes to recycling and environmentally friendly choices. Read more from Brian and Michelle in the profile on page 10.
The solution, as they see it, is for government to step in and incentivize wood waste recycling. Their industry would explode, Brian tells me. “There would be such a volume, it would be incredible.”
As it stands, Bio Fuel Inc. employs up to 15 people and produces up to 5,000 tonnes a month of usable hog during construction industry highs.
Bio Fuel Inc.’s story might be new to me, but faithful readers of our 15-year-old publication may recognize the company from the April 2011 cover. Then-editor Heather Hager visited the company on site just west of Edmonton to profile their operation and learn about how they process recycled wood and ship it to the biomass-fuelled Dapp Power plant in Westlock, Alta.
It was a pleasure to check in with the company after so many years and to hear about their progression. Incredibly, many among the small staff that keeps Bio Fuel
I’ll be hearing from more bioeconomy champions at the upcoming Wood Pellet Association of Canada conference in Ottawa this fall. Canadian Biomass’ team will be there, as usual, in force to take in all the latest industry updates – and the pellet BBQ from the grandfather of wood pellets himself, John Swaan.
Check out the conference agenda on page 23 and let me know if you’ll be there too: mchurch@annexbusinessmedia.com. ***
Faithful readers may also recall that I recently pledged to avoid the term waste in referencing the valuable feedstocks that fuel Canada’s bioeconomy, and so I apologize for the many mentions above as well as in the following pages. Wood waste recycling is an established industry, beyond the musings of this editor. •
Volume 23 No. 3
Reader Service
Print and digital subscription inquiries or changes, please contact Angelita Potal, Customer Service Ph: (416) 510-5113 Fax: (416) 510-6875 Email: apotal@annexbusinessmedia.com Mail: 111 Gordon Baker Rd., Suite 400 Toronto, ON M2H 3R1
Managing Editor - Maria Church Ph: (226) 931-1396 mchurch@annexbusinessmedia.com
Contributors - Gordon Murray, Jun Sian Lee, Hamid Rezaei, Omid Gholami Banadkoki, Fahimeh Yazdan Panah, Shahab Sokhansanj, Kyle Hoffman, and Jamie Stephen
Group Publisher - Anne Beswick abeswick@annexbusinessmedia.com Ph: (416) 410-5248 Mobile: 416-277-8428
Western Sales Manager - Tim Shaddick twshaddick@gmail.com Ph: (604) 264-1158 Fax: (604) 264-1367
Audience Development Manager - Serina Dingeldein Ph: (416) 510-5124 sdingeldein@annexbusinessmedia.com
Media Designer - Curtis Martin
President/COO - Scott Jamieson
Canadian Biomass is published four times a year: Winter, Spring, Summer and Fall. Published and printed by Annex Business Media.
Publication Mail Agreement # 40065710
Printed in Canada ISSN 2290-3097
Subscription Rates: Canada - 1 Yr $57.00; 2 Yr $102.00 Single Copy - $9.00 (Canadian prices do not include applicable taxes) USA – 1 Yr $121.50 CDN; Foreign – 1 Yr $138.00 CDN
All advertising is subject to the publisher’s approval. Such approval does not imply any endorsement of the products or services advertised. Publisher reserves the right to refuse advertising that does not meet the standards of the publication.
HARGASSNER INVESTS IN NORTH AMERICA
Biomass specialist and boiler manufacturer Hargassner celebrates its 20th anniversary in North America with the announcement of major investments in building its local infrastructure. The company has opened a new North American headquarters, invested in local warehousing and hired local staff as part of its overall commitment to meet the needs of its American and Canadian customers and distribution partners.
“Hargassner is committed to the North American biomass heating market and we are excited to announce these new investments as evidence of that commitment to supporting our customers and distributors” Stefan Kopp, CEO, Hargassner North America.
WHY BIOMASS?
Facing rising fuel costs Canadians and Americans are searching for sustainable heating options for their homes and businesses. With eco-friendly, carbon-neutral fuel options, biomass boilers are becoming an increasingly popular and economical heating solution. Biomass material is made of residual wood from domestic forests and the sawmill industry – material that would usually otherwise go to waste. Instead, the material is repurposed into biomass fuel in the form of wood pellets, wood chips or simply processed into usable lengths of wood logs. Using biomass as a fuel source is not only more cost effective than burning oil or gas, it also supports the local economy and recycles waste wood in a sustainable matter.
TAILORED HEATING SYSTEMS
Hargassner offers an individual biomass boiler system scaled to meet almost every level of demand - from single-family homes up to larger-scaled installations for farms greenhouses, hotels and industry. Critically, all boilers in the range are designed to deliver lower heating costs versus conventional oil and gas burning systems.
The company offers solutions from 32 kW (108,800 BTU/h) to 330 kW (1,122,000 BTU/h) and in cascade set-ups (multiple boilers connected together) up to 2 MW (6,700,000 BTU/h).
COST EFFECTIVE AND EASY TO OPERATE
The company guarantees the lowest possible maintenance requirements and long operational life for its full range of equipment. With the remote control via phone or tablet, customers can easily change settings on their biomass boiler or even check its current status. The user interface is simple and intuitive to operate.
CERTIFIED FOR NORTH AMERICA
As a global player Hargassner boasts 40 years of experience building biomass boilers with more than 170,000 satisfied clients worldwide. Importantly, the company’s biomass boiler systems are officially certified and approved by the U.S. EPA and the CSA.
HEADQUARTERS IN CANADA
To meet the demand for its products from North America, Hargassner recently established a new company; Hargassner North America Inc. Located in Toronto, Ontario, the new company has been established to look after Hargassner growing base of customers, dealers and contractors across North America. In addition, Hargassner North America has opened a new local warehouse for equipment and parts and hired a specialised local team. www.hargassner-northamerica.com
AIREX ENERGY PARTNERS TO BUILD CANADA’S FIRST INDUSTRIAL BIOCHAR PLANT IN QUEBEC
Airex Energy, Groupe Rémabec and SUEZ have joined forces to create Canada’s first industrial biochar production plant in Port-Cartier, Que.
The first phase of the plant will be finalized in 2024, with an initial production capacity of 10,000 tonnes per year. By 2026, annual production capacity will triple, making it the largest biochar plant in North America. This is the first project resulting from the partnership between SUEZ and Airex Energy which aims to produce 350,000 tonnes of biochar by 2035.
The facility, owned by CARBONITY, a joint-venture equally owned by the three partners, will employ 75 people locally.
PRAIRIE CLEAN ENERGY AMONG FUNDED PROJECTS TO ENHANCE
CANADA’S MINING SECTOR
Saskatchewan bioenergy company Prairie Clean Energy (PCE) is among the project recipients funded by the federal Mining Innovation Commercialization Accelerator Network.
The company is receiving a $1.1-million boost for its $23-million project to use local biomass to reduce the carbon intensity of heat consumption in Saskatchewan’s potash sector by up to 80 per cent.
PCE’s biomass processing technology produces solid biofuel from agriculture and forestry residues.
PCE is partnering with Saskatchewan Polytechnic to provide a living lab demonstration through the implementation of a pilot operation at their Agriculture and Food Production diploma program field site near Moose Jaw, Sask.
WPAC LOOKS FOR CLARIFICATION ON NEW EU DEFORESTATION REGULATION
The Wood Pellet Association of Canada (WPAC) says it’s looking for clarification on the new European Union Deforestation Regulation that came into force June 30.
Wood pellets will be among the forest products entering the EU market that must comply with the new regulation, which replaces the EU Timber Regulation.
“We are confident in our ability to comply; however, it is a new administrative burden on exporters,” WPAC executive director Gordon Murray said in an email to Canadian Biomass.
BC BIOCARBON, DUNKLEY LUMBER LTD. TO BUILD NEW BIOREFINERY IN CARROT RIVER, SASK.
A new joint venture between BC Biocarbon and Dunkley Lumber Ltd. will see the construction of a first-of-its-kind biorefinery in Carrot River, Sask.
Natural Resources Canada announced a $10-million contribution to the joint venture, BioLesna Carbon Technologies LP, through the Investments in Forest Industry Transformation program.
The Carrot River biorefinery will use BC Biocarbon’s proprietary processes to convert forest biomass into biochar, bio-oil, wood vinegar and pyrolysis gas. Further refined products can include soil additives, filtration media, electrodes and specialty chemicals.
Kris Hayman, vice-president of eastern operations for Dunkley Lumber, called innovative products like biochar from residual biomass, “a great step forward in the evolution of Canada’s wood products industry.”
Murray said they are co-operating with the federal government to seek clarification from the EU on a number of issues, including specific definitions on deforestation and degradation.
WPAC is looking for clarity on how “substantiated concerns” in Article 31 of the regulation will be identified and addressed, how the country low-risk ranking will work for audit checks, and how geo-referencing will work.
“The EU imports forest products globally ... While we applaud the EU’s intentions, we need to ensure that administrative requirements do not inadvertently become a barrier to continued responsible trade,” Murray said.
The new EU regulation will have an 18-month transition period before entering into application on Dec. 30, 2024.
The CARBONITY facility will initially produce 10,000 tonnes/year of biochar from woody biomass.
Come see us at the WPAC in Ottawa Sep 19-20, 2023 and at the USIPA Conference in Miami Oct 16-18, 2023
An important role From forest fires to our homes to tackling climate change
ABy Gordon Murray
s I write this message, we are halfway through a catastrophic fire season with devastation experienced across the country and herculean efforts made by firefighters who have come to our aid from around the world.
Normally, wildfires are how our forests are shaped and how they renew. According to Canada’s National Forestry Database, dynamic processes such as fires burn an average of 21,000 square kilometres of forest area each year. By the end of June this year, more than 76,000 square kilometres of forest area had been burned, generating more than 160 million tonnes of carbon, according to the EU’s atmosphere monitoring service Copernicus.
Today, Canada is experiencing longer wildfire seasons and more extreme fire behaviour, placing growing risks on communities, critical infrastructure, economies, people’s health and safety, and long-term forest health.
Natural Resources Canada reports that the average area burned annually has more than doubled since the 1970s, and wildfire experts predict that number will at least double again by the end of the century.
Until recently, the role of biomass in fire mitigation has largely been overlooked. The reality is that the wood pellet sector has a critical role to play by converting excess forest floor debris from harvested areas into renewable energy.
CARBON SINK OR SOURCE?
The carbon stored in Canada’s forests isn’t just good for the climate; there’s also a significant dollar figure attached to it, says Jamie Stephen, managing director of TorchLight Bioresources. The carbon price planned for 2030 is $170/t CO2, putting the asset value of the above ground biomass in
Canada’s forests at $7.5 trillion. Despite this value, the government invests only a few hundred million dollars annually in protecting this asset. Stephen says, “If governments invested a mere 0.1 per cent of that value, it would be a massive step change and could go towards removing excess wood waste –fuel – from the forest.”
EXCESS FUEL AND A WARMING PLANET
In many countries around the world, including Canada, decades-long policies of suppressing fires have created massive fuel loads just waiting for a spark. Wildfire campaigns over the decades have portrayed fire as an enemy.
The fact is climate change is exacerbating the situation. Today the forest fuels are
drier, and according to a study published in Nature Climate Change, there are more lightning strikes, resulting in larger fires, especially in Canada’s boreal forests.
Stephen says we can give ourselves a fighting chance by removing high-risk biomass (fuel) from the forest and using prescribed burns. Removing this “waste wood” from publicly owned forests will require governments and public attitudes to sway from the “cost of doing business” to the “cost of saving our forests and communities.”
FIRESMART COMMUNITIES CAN CREATE CLEAN ENERGY
According to the Canadian government’s databases, the number of disastrous wildfires has increased steadily since the 1980s,
Given Canada’s geography, removing and grinding up high-risk biomass (fuel) from the forest is an expensive solution to preventing wildfires and will require governments and public attitudes to sway from the cost of doing business to the cost of saving our forests and communities. Photo courtesy WPAC.
when there were fewer than 10 such fires compared to nearly 40 between 2010 and 2019. The database defines a disaster as meeting one of the following criteria: more than 10 people are killed, more than 100 people are affected, or an appeal for national/international assistance was issued.
To reduce the likelihood of catastrophic events, experts at Natural Resources Canada point to pro-active forest and fire management approaches such as reducing fuels available to burn (tree thinning, conducting planned burns, removing deadwood), planting fire-tolerant tree species, and creating more fire breaks.
The Nazko First Nation’s territory near Quesnel, B.C., was hit hard by the mountain pine beetle epidemic and by major wildfires. The Nation wanted to reduce the risk of future fires and with funding from the Forest Enhancement Society of BC, it launched an initiative selectively harvesting dead standing trees, dead trees that had blown down, and smaller understory trees. Resulting sawlogs went to saw-
mills while pulp logs went to pulp mills in Quesnel. Waste material was processed and sent to local pellet plants.
The wood pellet sector can also play an important role in rehabilitating the forest after a fire and salvaging the fibre. In 2015, the Bobtail Lake Fire burned more than 25,000 hectares of land west of Prince George, B.C. Before the arrival of the wood pellet sector, the burned wood would have been left to decay over many years, slowly emitting carbon to the atmosphere. Fortunately, wood pellet producer Pacific Bioenergy saw an opportunity to salvage fibre from this area, creating a valuable product and providing jobs, while at the same time opening up the fire area for reforestation activities to restore a healthy forest to this burned landscape.
The pellets from the fuel in our forests can be used for industrial power generation globally as well as to heat and power our homes and buildings in Canada. Examples continue to grow: Ontario Power Generation operates the largest biomass plant in North
America; in Yellowknife, 33 per cent of the territorial government buildings are heated with wood pellets; hospitals, schools, and commercial buildings across the Maritimes use biomass; the Tsi Del Del Nation sells biomass to the Atlantic Power facility, providing power to more than 50,000 homes.
MEETING OF MINDS IN OTTAWA
Today, biomass is recognized by the Government of Canada as both a solution to wildfire mitigation and as a low carbon technology. But to reach its full potential, good public policy and fair incentives from governments are needed. From investments in removal of fuel from the forest to new product innovation and incentives, there’s lots of opportunity to do more.
I’m looking forward to our upcoming annual conference in Ottawa where we will explore these topics. Find my welcome message and the agenda on page 23. •
Gordon Murray is the executive director of the Wood Pellet Association of Canada.
Fuelling recycling
Alberta’s Bio Fuels Inc. makes better use of landfill-destined wood products
By Maria Church
Brian Perrault, general manager of Bio Fuels Inc. just west of Edmonton, says 15 years ago he was among the average Albertan tossing milk jugs and cartons in the trash.
In 2009, Alberta became the first in Canada to add refundable deposits to all milk containers – 10 cents a carton and 25 cents a jug. It wasn’t long before Perrault made the life-long switch to washing, flattening, and returning milk containers to his local recycling depot.
“It just makes sense. If I get paid, I’ll do it. It’s amazing what I’ll do for a quarter,” Perrault jokes with a laugh.
He shared this story to explain what he’d like to see happen with waste wood. To date, recycling wood from construction, demolition, and landscaping is entirely voluntary in Alberta. Most waste wood deposited at transfer stations or landfills ends up buried along with the rest of non-recyclable garbage.
Bio Fuels Inc. sits on a Class 3 landfill and transfer station and offers tipping-fee discounts to encourage waste wood recycling. The company sorts, decontaminates, and processes the wood into hog that helps fuel the 18 MW Dapp Power plant in Westlock, Alta. Both Dapp Power and Bio Fuels Inc. are owned by New York-based Fortistar.
Perrault calls wood waste recycling the final step of the full circle of forestry. “It was a tree, and it became a 2x4 for building. Then it comes back to here, we clean them, grind them, and then it goes to our power plant. They generate power, and the ash that they create with the material is put on farmers’ fields for fertilizer. It goes right back to where it started,” he says.
Bio Fuels Inc.’s yard supervisor Michelle Perdicou says under the current, unregulated regime, convenience wins out for
companies looking to get rid of their construction waste. “That’s the main struggle we’re seeing. Everybody is into recycling but not necessarily wood,” she says.
Instead, companies like theirs rely on either incentivizing through modest tipping-fee discounts, which eat at their bottom line, or the good will of waste collection or construction companies who will go out of their way to recycle the wood.
In a perfect world for Bio Fuels Inc., waste wood would go the way of the milk jug.
Perrault says a provincially mandated deposit on wooden construction material, or a government program that removes the tipping fee entirely for wood dropped off at recycling facilities, would change the game for their industry.
“There would be such a volume, it would be incredible,” he says.
RECYCLING PLANT
The Bio Fuels Inc. facility accepts wood waste mixes as low as 50-50 wood to gar-
bage. Much of the sorting process is still manual, with heavy machinery picking through at the initial stages and a threeto five-person sorting station handling the smaller material.
“We take all the contaminates out of it: the drywall, construction waste, plastics, concrete, dirt, things like that, and make a cleaner product without those contaminants. And then we grind that up and ship it out to Dapp Power,” Perdicou explains.
The company specializes in recycling wooden spools, the large, steel-supported spools for cable or piping, and are Canada’s largest recycler of that product. They recycle the steel and grind up the wood.
In the yard, a handful of excavators, loaders and skidsteers move material around from the sorting areas to the shredder and trailers. Their current roster includes John Deere 544 and 644 loaders, 250 excavator and 320 skidsteer, Caterpillar 315 and 240 excavators, and a Hitachi 210 excavator.
The sorting station was added some
years back and has significantly increased the functionality and speed of the manual process, Perrault says.
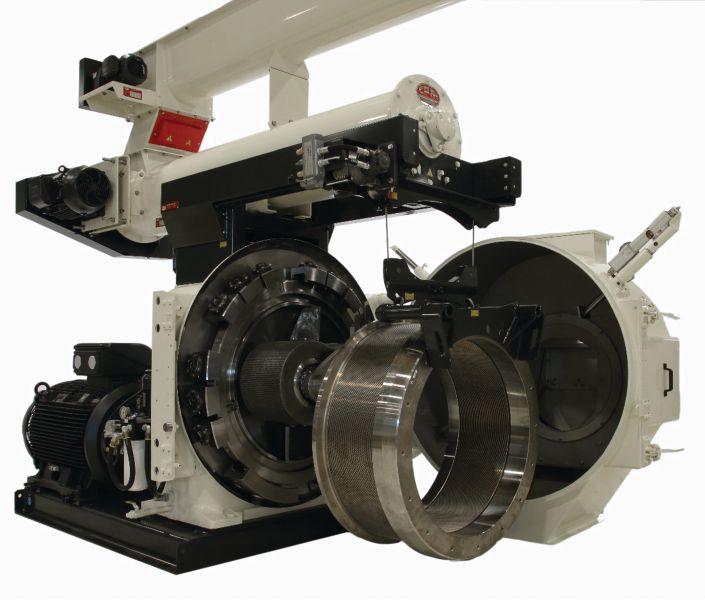
The star of the show is their 2013 Doppstadt 3060 shredder. The company has been running the same model of the German machine since 2010, upgrading to newer versions as needed. “It’s been a really good application for us,” Perdicou says.
Brandt Tractor is their dealer of choice for the heavy equipment, but they’re currently on the hunt for a new Doppstadt dealer to service their shredder.
LONG-TERM EMPLOYEES
Perrault, a 26-year employee of Bio Fuels Inc. and Dapp Power (under a few owners), is on his final year before a well-deserved retirement.
“When we first started, it was a lot of manual labour and the volumes were low. About 1,000 tonnes a month we would do. Over the years we’ve doubled that, and when there were highs we’d go as high as 3,000-5,000 tonnes a month,” Perrault says. “We’ve gotten better at sorting. The operators have gotten better.”
Perdicou started with Bio Fuels Inc. in 2008 and will be taking over as general manager when Perrault retires next May. “Brian took a chance on a few of us riffraffs and taught us all that he knows. We’ve tried to listen and learn,” she says. “His knowledge is not easily replaced. Realizing that is going to be a challenge. But he has trained us well.
“And we’ll at least give him a couple of months before we start bugging him,” she says with a laugh.
Employee retention is a strength for the company. Heavy equipment operator Amber Kidd is among the veterans, with 12 years in the yard. Annamarie Sommer and Garry Corkum both have nine years under their belt, while Raphael Luseluanzambi has eight and Kim Poss and Larry Crispin both have seven.
“On the sorting station is four-year veteran Malsi Neehahs, and our newest crew members are Casandra Stephen, Ethan Vredegoor and Johnson. F.,” Perrault says.
During slower seasons, Bio Fuels Inc. runs with nine or 10 employees. When things pick up, they employ 15 or more.
INDUSTRY SWINGS
At full capacity, Bio Fuels Inc. could handle 6,000 tonnes a month. And if supply was steady, Perrault says, the company could easily scale up their equipment to handle higher volumes, including looking at automation options for the sorting station.
A recent slew of new transfer stations opening up in the greater Edmonton area has decentralized the players that traditionally partnered with Bio Fuels Inc. Without a national, provincial or regional policy requiring wood waste recycling, the new companies are under no obligation to recycle their wood and will instead bring it with their regular loads to the nearest landfill.
But both Perrault and Perdicou are optimistic things will change for the better as the public continues to value environmentally friendly practices.
“I can see good things coming,” Perrault says. “This is the way to do things, and it will grow. People have to get on board, and our government has to get on board. It’s expensive to do things this way, but it’s the right thing to do.” •
Bio Fuels Inc. runs a 2013 Doppstadt 3060 shredder to process a huge range of waste wood from construction and demolition projects.
Quality dryer infeed
Characterization and pre-treatment of residues for making wood pellets
By Jun Sian Lee, Hamid Rezaei, Omid Gholami Banadkoki, Fahimeh Yazdan Panah, Shahab Sokhansanj
For the bioenergy industry, primary residues are removed from the forest floor as bio-logs and as bush grind. Bio-logs are portions of trees that are of a size, quality, and form below the size (100-120 mm) commonly utilized for sawlogs and pulp logs. The bush grind is logging debris including needles, branches, and roots that are ground in the forest. The forest debris is usually heavy in dirt and other impurities that end up as ash in the feedstock. Limited on-site measurements show the substantial variability of properties when the feedstock switches from primary residues to bush grind.
Infeed materials on arrival at a pellet plant undergo several treatments. Magnets are deployed along various infeed locations to remove ferrous metals, which are the biggest cause of sparks and fires in the dryer. The ferrous objects must be removed before the feed becomes in contact with hammers in the grinder and feed rollers in the dryer. Scalpers, grizzly rolls, or disk screens with or without vibratory screens are used to remove
large, oversized materials, which include rocks, metal, and other foreign objects. The density separator either works based on screen vibration or by using airflow or a combination of the two. Screen opening sizes are managed to allow the optimum-sized particles to stay in the
infeed stream while larger contaminants are separated. Smaller rocks, pieces of metal, and small man-made items can fall through the screens and stay in the infeed streams.
In 2021, the Biomass and Bioenergy Research Group (BBRG) at the Uni-
clean, and
residues from wood shaving processes after the kiln-drying process where the very thin pieces are cut from a wood surface with a sharp blade. Sawdust
Sawmill residue produced from sawing, milling, trimming, and routing processes and is composed of small chippings of wood. They are either green (i.e. produced from green lumber before kiln drying) or dry from the planer.
A sawmill residue produced from debarking and scalping oversized materials from sawmill infeed, which contains a high content of bark. Bush grind 11
Wood chips 0
Infeed mix 10 20 2
A logging residue that is chipped in the logging area. Bush grind contains a high fraction of oversize materials, such as pieces of branch wood, bark pieces, and chips.
Bark-free pulpwood or undersize logs that are chipped at or near a pellet plant.
A mixture of previously mentioned infeed materials with unspecified composition.
Table 1 - Four wood pellet plants reported the approximate percentage of the infeed material types they received and processed.
The researchers tested shavings, sawdust, hog, bush grind, and wood chips, as well as an infeed mix.
versity of British Columbia collaborated with the Wood Pellet Association of Canada to analyze and report infeed biomass properties. Nine pellet plants in B.C. and Alberta provided infeed samples for analysis.
Several plants provided the flowsheet they follow to process their infeed material. Several magnetic rolls and air densi-
drying, the infeed materials are ground on a hammermill to meet the size specified by the dryer manufacturer.
BBRG researchers classified 30 batches of infeed biomass received from the nine pellet plants into six categories of shavings, sawdust, hog, bush grind, wood chips, and infeed mix. Additionally, four out of nine plants provided data
description and the composition of each category in the four pellet plants. Shavings and sawdust fractions were common among all four plants.
PARTICLE SIZE
Particle size influences the bulk density and handling properties, flow of material in dryers, drying uniformity and size distribution of ground samples. For example, based on information from dryer manufacturers, Stela and Prodesa, the optimum size of particles in belt dryers is 810 mm with the minimum and maximum allowable sizes between 0.5 mm and 50 mm, respectively. Particles less than 0.5 mm are not desired because these particles are easily entrained in the drying air and tend to fall through the dryer belt perforations. The maximum size limit of 50 mm is set to avoid clogging the dryer screw conveyor and uneven drying. The
Figure 1 - Particle size classification of the tested infeed materials (separation using 16 mm sieve).
Sawdust Hog Bush grind Wood chips Infeed mix
was smaller than 16 mm, while 80 per cent of the infeed mix was smaller than 16 mm. Shavings had 47 per cent of particles smaller than 16 mm. The hog samples from the sawmill operations were smaller than 16 mm, likely because of the size reductions that occurred during debarking, end-cutting, and trimming operations. Seventy-four per cent of bush grind and 65 per cent of wood chips were larger than 16 mm.
MOISTURE CONTENT
The moisture content of each type of woody infeed varied substantially from around 10 per cent for shavings to over 50 per cent for hog samples. The variability within the individual type of infeed material was substantial, too. The hog’s moisture content varied by its bark content and the age of the hog. Because bark contains higher nitrogen content, it was infested by fungi quicker and therefore accumulated moisture. Older hog, which
the plant identified as “legacy hog” had up to 60 per cent wb (wet mass basis) moisture content. The moisture content of sawdust and wood chips ranged from 30 per cent to 55 per cent wb depending on the pile being under the shed or in open.
ASH CONTENT
Bush grind and hog had the largest ash content at 1.7 per cent and 2.8 per cent, respectively. Their ash contents were significantly higher than clean shavings (0.4 per cent). The international quality standard for industrial wood pellets, ISO 17225-2 specifies that the maximum moisture content and maximum ash content of I2 industrial pellets are 10 per cent and 1.5 per cent, respectively. The analysis of samples received from plants indicated that deep drying and careful blending of infeed material are essential for meeting the maximum allowable level for the industrial grade.
TSI BUILDS MACHINERY
Complete Dryer and Torrefaction systems including Heat Energy and Pollution Control equipment in one integrated solution for plants from 50,000 tons/year to 500,000 + tons/year.
BULK DENSITY
Bulk density varied from 73 kg/m3 (4.6 lb/ft3) to 279 kg/m3 (17 lb/ft3). The wide range of bulk density shows the challenge to feed a calculated mass ratio of a blend based on a fixed-volume loader that would be used to blend the infeed for drying and pelletization. Bulk density is an important factor when blending the infeed biomass. The blending ratio of two or more fractions is based on the desired mass fractions but the blending operation at the plant site often takes place by prescribing volumes. For example, the bucket of a front-end loader is used to blend different masses of feedstock types.
SMOKING TEMPERATURE
The onset of smoking temperature of 158172 C was lower than the ignition temperatures for woody materials measured using test standard ASTM E2021-06 at 285-315 C. The lowest smoking temperature was 158 C for hog. The smoking temperature
CONVEYORS: A KEY PIECE OF THE PUZZLE
When it comes to designing or retrofitting a biomass operation, conveyors may seem like a small piece of the puzzle. But, they play a very big role in keeping biomass operations running safely and smoothly.
Dane Floyd, president and CEO of Biomass Engineering & Equipment (BE&E), knows how important it is for conveyors to run efficiently and smoothly. Before founding the company, he spent decades in the industry building plants.
“Waste handling seemed to always take a second or third seat when someone was designing a plant,” he says. “But, it becomes a bottleneck to operating an efficient plant. You can’t just pile up waste forever – you have to deal with it [and] it needs to be part of the overall flow.”
CONVEYING PROBLEMS
There are several drawbacks to traditional drag conveyors that can make them inefficient, costly and dangerous.
For example, they can be difficult and time-consuming to install, requiring several days of downtime and a lot of man-hours. The cost of installing traditional conveyors also adds up quickly since crews need to install several steel supports or trusses, which involves pouring concrete underneath them and more engineering design hours.
Most conventional conveyors also create a lot of internal friction. They typically have steel chains that are dragged across a steel bottom pan, which leads to increased friction and wear and requires a higher level of horsepower to operate, explains Paul Kalil, technical sales and projects lead at BE&E.
As a result, these conveyors often need to be rebuilt, increasing a plant’s operational costs massively, he says.
Steel on steel friction also means there’s a greater risk of combustible dust explosions or fires.
“Drag chain conveyors, by their design, will have fine wood particles suspended in a cloud and mixed with oxygen during their normal operation. Therefore, they are an inherent combustible dust risk,” explains Jay Juvenal, sales engineering manager at CV Technology.
“Additionally, drag chain conveyors can have a higher risk profile because they have a higher propensity for having ignition sources introduced. These ignition sources can be internally generated – for example, bearings can become overheated – or externally introduced via hammer mills or pellet coolers. Extensive loss history and empirical evidence has proven all of these scenarios happen in real-world installations,” he adds.
In fact, according to the 2021 Combustible Dust Incident Report by Dust Safety Science, 25 per cent of all combustible dust fires
and explosions recorded in 2021 occurred in the wood products industry. There were 35 fires and 14 explosions, resulting in 32 injuries and six fatalities.
While the majority of combustible dust incidents included in the report involved storage silos, dryers and dust collectors, 7.4 per cent involved elevators/conveyors.
A MODULAR APPROACH
After seeing these issues first-hand in the industry, Floyd saw an opportunity to improve upon the design of conventional drag conveyors and address these problems. Enter SMART Conveyors – modular drag conveyors that can be customized to suit many plants’ needs.
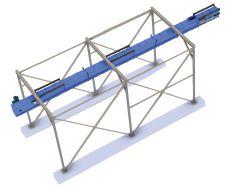
The conveyors are fully enclosed, designed in standard 60-inch sections consisting of three 20-inch top panels and three 20-inch bottom panels that are symmetrical. The pieces can be bolted together in any configuration, like LEGOs, and assembled on-site, which provides a lot of flexibility compared to traditional drag conveyors, Floyd says.
“They are designed to last for 30 years,” he says. “In a 30-year lifespan it’s pretty likely that something is going to change in the application. So, if you need to add a gate [or] an inlet or an outlet [for instance], it’s as simple as un-bolting a top panel and bolting in an inlet chute.”
The conveyors are also self-supporting, only needing supports
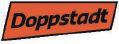
S-Series SMART Conveyors handle wood waste at Kretz Lumber.
every 40 feet, unlike most conventional conveyors. According to Floyd, this greatly reduces the time and cost of the installation. This modular approach also means the conveyors are maintenance-friendly. Since all of the components are bolted or riveted together, there’s no need for cutting, welding or hot work permits, explains Cory Frashefski, technical sales and projects lead for BE&E.
“When you have a sealed conveyor system, the hot work requires that a conveyor be blown out and cleaned out before any work can continue. By eliminating that, we’ve really reduced the maintenance and downtime required to get the conveyor back up and running,” he says.
LESS FRICTION, LESS DUST
SMART Conveyors also help reduce plants’ operational costs because they are designed with friction in mind, using roller chains in a dual chain system connected by high-density polyethylene paddles, Frashefski says.
“Our paddles are not physically touching the bottom pan or side walls of the conveyor, so our only friction is our chain, which is gliding on UHMW [ultra-high molecular weight polyethylene] strips,” he explains.
As a result, SMART Conveyors require less horsepower than traditional drag conveyors.
Less friction also means less heat, which lowers the chance of a combustible dust incident – a key safety issue for any biomass operation.
“Working with the dust properties, we establish the rating for that particular environment and that particular dust with the customer, and then we work with folks like CV Technology, who design these types of systems, [to] put the minimum necessary number of panels on [the conveyor] to maintain the safety level that is required,” Kalil explains, noting the conveyors are fully compliant with all National Fire Protection Association (NFPA) regulations concerning dust safety.
“If the properties of the dust change and it becomes a bigger issue
– for example, the KST value goes up – you can very easily add additional panels after the fact because it’s all modularized and we have a standard interface to the conveyor for those panels,” he adds.
Bolt-on explosion vents, explosion panels and sprinkler or deluge systems can also be mounted to the top of the conveyor to address dust safety requirements.
Screen inspection windows – steel screens that can be opened to inspect the inside of the conveyor while it’s operating – also help maintain a dust-tight environment and protect workers from additional risks and hazards.
PRIORITIZING SAFETY
SMART Conveyors are also designed to mitigate other safety risks. Although the conveyors are fully enclosed, all preventative maintenance can be done without opening them and exposing people to hazards
For example, the roller chains can be tensioned on the outside of the conveyor while it continues running. Shaft-mounted gear motors also eliminate the need for additional guarding and cages, Kalil says.
“There are no pinch points, there are no guards required, because the design is inherently safe,” he explains. “It’s not something you come across after the fact and then have to spend an extra $5,000 or $10,000 putting guards up to protect your employees from what is actually a very dangerous piece of equipment.”
“Safety is the primary reason why proper conveyance and proper machinery is really [important],” Frashefski adds. “We’re still seeing and responding to mill fires caused by explosive dust or machinery fires [...]. Our mission is to mitigate and eliminate these risks.”
As part of that mission, BE&E works with customers to troubleshoot any issues and improve the conveyors’ safety and reliability.
“Once we’ve worked through an issue and found a solution, we commonly take that knowledge and apply it to the next revisions or designs,” Frashefski says. “So, we’re continuing to learn and grow.”
For more information, please visit beande.com
A galvanized M-Series SMART Conveyor delivers hog fuel to the boiler at a Canfor lumber mill.
S-Series SMART Conveyors deliver wood waste at Nicolet Hardwoods.
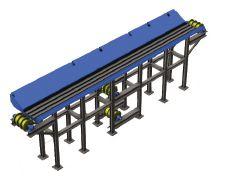
Head and tail sections of S-Series SMART Conveyors sit ready for assembly at BE&E’s factory in Indianapolis, Indiana.
Fibre fuel
B.C. company wants to create negative-emissions hydrogen from marginalized wood
By Maria Church
Two Canadian business magnates –one from the world of forestry and another the energy sector – have put their heads together for a new venture with a grand vision to see carbon air capture made economical in Canada by using the carbon concentrating power of trees to produce green hydrogen.
B.C. born and based Brian Fehr and Alberta’s Ian MacGregor are behind Hydrogen Naturally, a start-up that is planning to build natural air capture (NAC) hubs across North America, which will turn low value carbon-rich forestry residuals into hydrogen while permanently sequestering the carbon, creating the world’s largest carbon-negative fuel producer.
MacGregor is the founder of Calgary-based North West Capital who conceived and built with partner, Canadian Natural Resources, Canada’s first diesel refinery in decades at a cost of more than $10 billion. The refinery included the world’s largest blue hydrogen plant –hydrogen produced from natural gas, supported by carbon capture and storage (CCS) – as well as a dedicated CO2 pipeline called the Alberta Carbon Trunk Line.
Fehr is the former sole owner of BID Group, a global sawmill equipment manufacturer. He now leads Brian Fehr Group, with companies across North America in renewables, mass timber, and construction services.
Under their respective companies of Peak Renewables (Fehr) and North West Capital (MacGregor), together with a project team with decades of experience in the natural resources sectors, the entrepreneurs are creating a new hydrogen and CCS industry within the forest sector.
Hydrogen Naturally’s recipe combines the carbon capturing power of trees with
sequestration directly at the hydrogen production plant, creating a carbon negative fuel, Fehr says.
“We are going to take marginalized fibre – like the waste or slash that typically gets left behind in the bush, the fibre that may have gone to a pulp mill in the past, and milling residuals where we can get them – and we’re going to pelletize it and we’re going to gasify it to create green hydrogen,” he says.
FIBRE TO FUEL
The company’s concept starts at the harvest roadside. Hydrogen Naturally plans to begin its process collecting forestry residues – the marginalized fibre in Western Canada that is typically either piled and burned (per government regulation to prevent wildfires), or collected and sent to pulp mills, pellet plants or bioenergy plants.
Those residues will then be pelletized for easy transportation to a centralized Hydrogen Naturally production plant. At the plant, pellets will be put through an enclosed gasification process and downstream separation to produce pure carbon dioxide and hydrogen. The carbon dioxide will then be compressed into a super-critical liquid and piped into a sequestration well underground for permanent storage.
The company estimates with an input of 600,000 tonnes per year of wood pellets to the first phase of a four-phase facility, they will produce 40,000 tonnes of hydrogen per year, and permanently remove a million tons of v from the atmosphere. The hydrogen is ready as an “ultra green,” negative emissions input for any industrial process that uses hydrogen – such as refineries, fertilizer plants, and chemical plants or as a transportation fuel.
Ian MacGregor, left, and Brian Fehr, right, are heading up Hydrogen Naturally. Photos courtesy H2N.
Whatever the end use, the result is a carbon-negative fuel that the company has coined as Bright Green Hydrogen, which it says is “greener” than green hydrogen – hydrogen produced by electrolysis from renewable energy – and, after factoring in the value of the carbon-negative attributes, will cost around the same as blue hydrogen.
“There is far too much fibre left in the bush to be burned as slash or left to rot,” Fehr says. “With Hydrogen Naturally, we can turn it into a pellet and produce a fuel that is good for the economy. We can also capture and sequester the carbon that’s captured from the air and ends up in the wood pellet. And then, on top of that we can replant those trees so they become productive trees instead of marginal trees. That makes the hydrogen we produce carbon negative. That’s a game changer.”
Canada’s historic wildfire season has underscored a critical solution set H2N offers. A century of fire suppression has built up an unnatural volume of fuel in Canada’s forests. Foresters have, for years, drawn attention to the need to reduce the catastrophic wildfire risk through landscape fire management, including forest fuel reduction through harvesting treatments. A challenge for industry is in the economics.
H2N will provide incentives for harvesting contractors to haul out more residual fibre from the bush. Fibre that used to be slash and left in the woods can now be cleared out and processed. The company can also turn decadent wood – beetle killed, fire killed, and so on – into profitable pellets.
PROJECT SCOPE
With the majority of Western Canada’s current wood pellet production shipped to utilities overseas, Fehr says their hydrogen hubs will create a new, reliable market to keep wood pellet production and use local to North America. “It’s taking the pellet industry that is right now shipping overseas and turning it into a North American industry,” he says.
Hydrogen Naturally is eyeing four production plants in North America, beginning with the Alberta industrial heartland north of Edmonton. Each plant will create 160,000 tonnes of hydrogen and store four million tonnes of carbon dioxide per year. Last year, the company signed an agreement with Fort Nelson First Nation in B.C. to build their first pellet plant there, primarily using fibre that is controlled by the Nation.
Peak Renewables currently owns two sawmills in B.C. – in Vavenby and Galloway – as well as a finger joint plant in Cranbrook, B.C., an OSB plant in Prince Albert, Sask., and a wood pellet plant in Fort Nelson, B.C. An integral component to the company’s success is First Nations partnerships, Fehr says. “Peak Renewables is a company that was built to have ownership in forest products and bioenergy facilities – some of them will be 25, 35 or 45 per cent. The ones in Canada will all have First Nations ownership. We’re working on equity positions for First Nations in the towns that we work and we are very, very proud of that.”
PROJECT STATUS
H2N has completed the first stage of pre-project planning and has identified candidate sites in the heartland area for Hub 1. Front-
end engineering is progressing and will accelerate to full momentum by year end. Hydrogen offtake discussions are underway with many seeing the benefits of having a scaled supply of carbon-negative fuel offset emissions from conventional fuels.
“As with many projects Peak and North West embark on, the final investment decision is made at the same time when the founding investment is made; we finish what we start,” MacGregor says.
Because the H2N project straddles two industries that in the past have had little to do with each other, he says there is an excitement building within the federal, Alberta and B.C. governments regarding the benefits that such a partnership can bring.
H2N is using proven technology throughout the natural air capture process to react quickly to the targets governments are working hard to reach, MacGregor says. “We are using technology we have used before at scale, just in a new way and if we are going to hit net zero we need a carbon-negative solution now.”
While several forms of carbon removal are now being proposed, Hydrogen Naturally sees the cost of concentrating carbon as the major hurtle to making scaled air capture affordable. “Wood fibre is 50 per cent carbon thanks to the sun, we can’t squander this,” MacGregor says.
With Canada’s forest industry in a state of transition, forest companies are integral to healthy change, Fehr says. “Ian and I are very excited. We think we’re on to something really big, and it’s all about bioenergy,” he says. •
Control what you can control
Three keys to achieving peak pelleting performance
By Kyle Hoffman
Making wood pellets is not easy. You need the correct process, consistent material, and reliable equipment among several other factors that are difficult to control. There is nothing you can do to control the weather, but there are a few things that you can control to maintain the lowest operating cost, and highest reliability in your pellet mill. Like anything else, the more care and attention you put into your pellet mills, the healthier they will be.
Pelleting is a constant balancing act to achieve peak performance. There are three keys to squeezing the most life and value out of your equipment:
• Daily inspections
• Routine maintenance
• Material testing
When you know your equipment inside and out, you know when things are going wrong. Catching problems as soon as possible is critical to prevent larger issues.
DAILY INSPECTIONS
Daily inspections allow you to know your pellet mill and address any issues immediately. Walk around the pellet mill each shift, check oil levels, temperatures, and gauges. Listen for anything unusual, and look for anything unusual. Make sure to inspect your dies any time you open the pellet mill. Check the inside of the die for tramp metal; look for impact craters or
CPM’s Kyle Hoffman says to get the most value out of your pellet mill you should have daily inspections, routine maintenance, and material testing.
embedded metal in the holes. It requires less labour to get tramp metal out when it first occurs rather than after it becomes embedded deeper in the holes. Don’t forget to identify and correct the source of the tramp metal as well.
Do you see uneven wear on the die
“Also remember that an old die is a history lesson, make sure to check them as well.”
face? Adjust the deflector or wipers to within proper recommended clearance. The longer you allow uneven wear to continue, the shorter the wear life of the die and rollers will be since you eventually will not be able to adjust the rolls properly. A change in material can occasionally create the need to change the die specification in order to solve uneven wear. Also remember that an old die is a history lesson, make sure to check them as well.
ROUTINE MAINTENANCE
Routine maintenance is necessary in our industrial environment. Adjusting rolls is one of the most common things you will do. CPM recommends a skip-touch adjustment of the rollers to the die, where the roller barely skips across the die as it’s rotating to maximize die life. While a tight adjustment of the rollers to the die may be less prone to plug, it does cause accelerated wear and fatigue on the die. Rolls have a harder surface than the die, so the metal-on-metal contact will quickly wear the die, and cause die rollover. Die rollover is when the holes become partially blinded over by metal, which reduces capacity, causes plugging. Enough increased face pressure can lead to die failure.
Die rollover can also be a sign of die movement. As die movement occurs, rolls will contact the die face causing rollover. Changing dies is a great opportunity to do some preventative maintenance on die movement. Clean die clamps and the quill flange, and measure wear on these parts with a wear gauge. Check the die, wear ring, clamps, and die pilot for any shiny areas as this is a warning that something is worn or loose. Check the key and die keyway for signs of hammering, wear, or movement. Appropriate parts should be replaced immediately to prevent continued movement of the die. Coat mating surfaces with anti-seize compound, and use the recommended torque on the bolts or clamps. Make sure to recheck after one shift, and do not overtighten.
Wipers and deflectors are there to protect your equipment, and maintain even wear, extending the life of your parts. Wipers take feed from the rear of the die and spread it back onto the die surface, and help keep material out of the mainshaft seal. A close adjustment will prevent build up and slugs of material coming loose. Slugs of material should be avoided as it can cause plugging and premature parts failure.
Deflectors take material off the feed cone and direct it across the die face. Ideally each roll gets equal feed, resulting in even wear of rolls and smooth operation
Combustible Dust Specialists
Allied brings 49 years experience to help you meet current NFPA Standards with: system design/documentation, spark detection, isolation, grounding, PLC, venting, blast path management, clean-up systems and duct audits — CWB certified and member SMACNA. Sawmill – Biomass – Boardplants – Pulp & Paper – Power Generation – Mining
800-576-3611
of pellet mill and pellet mill amperage. When the recommended adjustment can no longer be made to the wipers or deflectors they should be replaced. Wipers and deflector adjustment can often be overlooked, but are critical to maintain consistent process operating conditions. A strong preventative maintenance program will lead to the lowest total cost of ownership.
MATERIAL TESTING
Regular testing of material before and after pelleting is key to optimize your process and equipment. Check incoming moisture, it should typically be 10 per cent when wood pelleting, and you’ll want to keep it as consistent and in as tight of a range as possible. Feed must be sized properly to meet capacity and quality targets. As the hammers and screens wear on your hammermills they will discharge a larger product, which will negatively affect pellet mill performance.
Regularly check pellet temperature, PDI (Pellet Durability Index), and moisture leaving the cooler. Is something off? The sooner you catch these variances, the sooner you can resolve them. Oftentimes a reduction in capacity or PDI will be the first signs that it’s time to change your die. A new die can quickly pay for itself in the lost capacity that it regains.
You can use your lost capacity to quickly estimate how many hours it will take to pay for the new die.
(New Die Price) / (Pellet Price per Ton x Lost TPH) = # Hours to Pay for New Die
For example, if your normal capacity is 5 TPH, and you are losing five per cent, or 0.25 TPH due to wear, and a new die costs $5,000, while the pellets sell for $200 per ton:
$5,000 / ($200 x 0.25 TPH) = 100 Hours
This formula only takes into account lost production and does not consider that labour and electricity costs are still the same at the lower throughput. The new die will pay for itself quickly.
It has been proven time and again that following your manufacturer’s recommended maintenance plans will lead to the most profitable pelleting operation. There will be plenty of factors that cannot be controlled in a pellet mill, but you can control the effective practice of daily inspections, routine maintenance, and material testing. We wish you the best in your operations.
Kyle Hoffman is a biomass sales and applications manager for CPM. Reach him at kyle.hoffman@cpm.net,
SHOW GUIDE
Welcome
everyone!
It gives me great pleasure to invite you to join us at the Wood Pellet Association of Canada’s 2023 Annual Conference in Canada’s beautiful capital city, Ottawa. This year, we will gather from Sept. 19 to 20 at the centrally located National Arts Centre, a stone’s throw away from the Rideau Canal, Confederation Park, the Shaw Centre, and Parliament Hill. The participation of our sector from coast to coast is sure to spark the collective energy our annual wood pellet conference generates in Canada and with biomass experts from around the world.
It’s been 25 years since the first shipment of wood pellets left Canada. Today our sector is a global powerhouse when it comes to clean, responsible and renewable energy and a critical solution in the fight against climate change. Biomass is Mainstream, our conference theme, will highlight how biomass has moved from niche to mainstream from Canada to Europe to Asia and beyond.
Join our exciting lineup of experts from across the globe as together we embrace the next generation of biofuels and explore new opportunities, technology, and innovation in the evolution of wood pellets.
The conference will bring together thought leaders and experts from around the world to inspire and challenge our sector to:
• Explore conditions driving record growth for the pellet sector for a look at what’s ahead for Canadian pellet producers.
• Discuss the opportunities to advance diversity and inclusion in our sector with the people and communities who are the foundation of our success.
• Learn from those who have taken biomass from niche to mainstream – with both global and local stories.
• Discover the next generation of technologies set to seize the opportunities ahead.
Don’t forget our pre-conference activities on Sept. 18 – join us for a game of golf or participate in the safety workshop. Finally, one of the biggest draws to our event is the postconference tour which starts mid-day Sept. 20 with the scenic drive from Ottawa to charming Quebec City, and finally on to the south shore of the St. Lawrence River in the region of St-Michel-de-Saint. Space is limited so make your reservation early.
I’d like to acknowledge that none of this could happen without our sponsors and extend a huge thank you for your support. It’s not too late to become a conference sponsor. Please contact Rebecca Lewis at rlewis@ annexbusinessmedia.com
GOLD SPONSORS
• Andritz
• Biomass Energy Lab
• Biomass Engineering & Equipment
• Bruks Siwertell
• Brunette Machinery Co.
• CN
• CPM Global
SILVER SPONSORS
• CV Technology
• Jacobs Global
• Nestec
• Nexus Combustion
• Player Design
RECEPTION
• Drax
• Firefly Ab
• FWS Group of Companies
• Hargassner Ges mbH
• MoistTech Corp.
• Prodesa North America
• Kahl
• SGS Canada
• Stela Laxhuber GmbH
• Salmatec
• Schutte Hammermills
• TSI
• Wellons Canada
• Viessmann
SPONSOR
• FutureMetrics
We look forward to another record-breaking year of participation from more than 200 government officials, customers, NGOs, forest companies, pellet producers and representatives of the wood biomass supply chain.
Let’s celebrate the strides we’ve made together as we prepare to take the next steps in the evolution of wood pellets, opening doors in the bioeconomy with innovative solutions and new products that will support the transition to a greener, more sustainable world.
All the best, Gordon Murray Executive Director
Wood Pellet Association of Canada
SHOW GUIDE
AGENDA
WPAC Conference
Biomass
is
Mainstream: The Next 25 Years of Opportunity & Innovation
September 19-20, 2023 National Arts Centre, Ottawa
MONDAY, SEPT. 18, 2023 PRE-CONFERENCE
8:00 a.m. to 5:00 p.m. Golf Tournament
– The Meadows Golf & Country Club
9:00 a.m. to 4:00 p.m.
Workshop: Taking Safety to New Levels: The Next 25 Years – National Arts Centre
6:00 p.m. to 9:00 p.m.
WPAC Opening Reception – Mill Street Brewery
TUESDAY, SEPT. 19, 2023 CONFERENCE DAY 1
7:30 a.m. to 8:30 a.m.
Breakfast and Registration
8:30 a.m. to 9:30 a.m.
Session 1: From Niche to Mainstream
Moderator: Gordon Murray, Executive Director, WPAC
9:30 a.m. to 10:20 a.m.
Session 2: Opportunity is Knocking Moderator: Vaughan Bassett, Drax
Global Demand: Pellets Are Mainstream
Emerging Technologies Driving New Uses
A Growing Solution Domestically
10:20 a.m. to 10:50 a.m.
Coffee break – Networking in exhibition area
10:50 a.m. to 12:20 p.m.
Session 3: Meeting the Demand
Moderator: Gord Murray, WPAC
The Essentials: Supply, Production & Investment
The Logistics: Getting Product to Market
The Fundamentals: Equipment & Technologies
Ensuring Safety Through Growth: Trends and Innovations
12:20 p.m. to 1:30 p.m.
Lunch and Networking in exhibition area
1:30 p.m. to 2:40 p.m.
Session 4: Investing in People and Communities
Success Through Diversity
Moderator: Joanne Turnell, Sales Representative, Canada, at Bruks Siwertell Americas
On The Frontlines of Climate Change: Canada’s North
Moderator: Karen Brandt, Brandt Strategy Inc.
2:40 p.m. to 3:10 p.m.
Coffee break – Networking in exhibition area
3:10 p.m. to 4:20 p.m.
Session 6: Carrots, Sticks and Tambourines
Moderator: Karen Brandt, Brandt Strategy Inc.
Carrots: Incentives
Sticks: Policy
Tambourines: Marketing and Promotions
www.pellet.org/wpac-agm
5:00 p.m. to 7:00 p.m.
Reception and Wood Pellet Barbeque
John Swaan, the grandfather of wood pellets and FutureMetrics pellet expert, will be dishing up his world-famous pelletsmoked ribs.
WEDNESDAY, SEPT. 20, 2023 CONFERENCE DAY 2
7:30 a.m. to 8:30 a.m.
Breakfast and Networking
8:30 a.m. to 10:00 a.m.
Session 1: The Next Generation of Biomass
Moderator: Fahimeh Yazdan Panah, WPAC
Smarter Steels for People & the Planet
Advancing Black Pellets in New Carbon Solutions
The Untapped Potential of District Heating in Canada
Driving to Neutral with Carbon Emissions Abatement
10:00 a.m. to 10:30 a.m.
Coffee break – Networking in exhibition area
10:30 a.m. to 11:30 a.m.
Session 2: Keynote Address: Moving Up the Value Chain
11:30 a.m. to 11:40 a.m. Conference Wrap Up
SEPT. 20-22, 2023
POST-CONFERENCE TOUR
Our Quebec tour begins a few hours after the annual conference ends: mid-day Sept 20. It all starts with the scenic drive from Canada’s capital city, Ottawa, to charming Quebec City, and finally on to the south shore of the St Lawrence River in the region of St-Michel-de-Saint.
*Agenda is subject to change
PELLET GEAR BUYER’S GUIDE 2023
CATEGORIES
BAGGING & PALLETIZING
Amandus Kahl GMBH & Co. KG (Sarj Equipment, Canada)
Balcan
Bulldog Bag Ltd.
Certified Labs
Möllers North America Inc.
Nvenia
Polypro Solutions
Premier Tech Chronos
Rethceif Packaging
Silvana Import Trading Inc.
Trinity Packaging
DIES & ROLLS
Amandus Kahl GMBH & Co. KG (Sarj Equipment, Canada)
Certified Labs
CPM Dorssers Inc
CPM Global Biomass Group
La Meccanica Srl Di Reffo
Münch-Edelstahl GMBH
Salmatec GMBH
Silvana Import Trading Inc.
DRYERS
Amandus Kahl GMBH & Co. KG
(Sarj Equipment, Canada)
Andritz Group
Anhydro Inc. (Spx Flow Technology)
Baker-Rullman
Buettner Energy And Drying Systems
North America, LLC
Certified Labs
Dieffenbacher North America, Inc.
Earth Care Products, Inc.
Energy Unlimited Inc.
GEA Canada
Münch-Edelstahl GMBH
Player Design, Inc.
Prodesa Group
Saimatec Engineering
Siempelkamp Energy Systems GMBH
Silvana Import Trading Inc.
Solagen Inc.
Stela Laxhuber GMBH
Thompson Dehydrating
TSI Dryers
Uzelac Industries Inc.
ENGINEERING & CONSTRUCTION SERVICES
Andritz Group
Biomass Engineering & Equipment
Buskirk Engineering
Dieffenbacher North America, Inc.
Earth Care Products, Inc.
Energy Unlimited Inc.
Hargassner North America Inc.
Law-Marot-Milpro Inc.
Mid-South Engineering Stolberg Group
Process And Storage Solutions
Prodesa Group
Solagen Inc.
TS Manufacturing
FIRE/SPARK DETECTION & SUPPRESSION
Airplus Industrial
Allied Blower
Amandus Kahl GBMH & Co. KG
(Sarj Equipment, Canada)
Clarke’s Industries, Inc.
Concept-Air
CV Technology, Inc.
Fagus GreCon, Inc
Fike Corporation
Firefly Ab
Flamex, Inc.
IEP Technologies
Rodrigue Métal Ltée
Silvana Import Trading Inc.
HAMMERMILLS
Amandus Kahl GMBH & Co. KG (Sarj Equipment, Canada)
Andritz Group
Bruks Siwertell
Brunette Machinery Company Inc.
Buskirk Engineering
Certified Labs
CPM Bliss Industries, LLC
CPM Global Biomass Group
CSE Bliss Manufacturing LLC
Dieffenbacher North America, Inc.
Gemco Energy
Jeffrey Rader – Terra Source
La Meccanica Srl Di Reffo
Law-Marot-Milpro Inc.
Münch-Edelstahl GMBH
Prodesa Group
Schutte Hammermill
Silvana Import Trading Inc.
HANDLING EQUIPMENT
Bandit Industries
BID Group
Biomass Engineering & Equipment
Bruks Siwertell
Law-Marot-Milpro Inc.
S. Huot
LUBRICANTS
Sinto
MOISTURE ANALYZERS
Döescher Microwave System GMBH
Fagus GreCon, Inc.
MoistTech Corp.
Tews Of America Corp.
PELLET MILLS
Amandus Kahl GMBH & Co. KG (Sarj Equipment, Canada)
Andritz Group
Buskirk Engineering
Certified Labs
CPM Bliss Industries, LLC
CPM Global Biomass Group
La Meccanica Srl Di Reffo
Münch-Edelstahl GMBH
Pelleting Technology Netherlands
Prodesa Group
Salmatec GMBH
Silvana Import Trading Inc.
PNEUMATIC CONVEYING
Allied Blower
Amandus Kahl GMBH & Co. KG (Sarj Equipment, Canada)
Baum Pneumatics Inc.
Certified Labs
Clarke’s Industries, Inc.
Concept-Air
Continental Conveyors
Coperion K-Tron
Fox Venturi
Jeffrey Rader – Terra Source
Koger Air Corporation
Rodrigue Métal Ltée
Silvana Import Trading Inc.
Walinga
PORTS
Port Metro Vancouver
Port Of Belledune
Port Of Halifax
Port Of Montreal
Port Of Quebec
Port Of Trois-Riviéres
Port Saguenay
Prince Rupert Port Authority
SGS Canada
QUALITY CONTROL EQUIPMENT &
SERVICES
Amandus Kahl GMBH & Co. KG (Sarj Equipment, Canada)
Biomass Energy Lab
Fagus GreCon, Inc.
Münch-Edelstahl GMBH
Silvana Import Trading
Timber Products Inspection
Twin Ports Testing Inc.
SCREENS & COOLERS
Amandus Kahl GMBH & Co. KG (Sarj Equipment, Canada)
Bandit Industries is an innovative, dedicated team focused on building lasting relationships with our dealers and customers. We will achieve this by delivering premium wood and waste processing equipment and services, on-time at a competitive price inspiring customer enthusiasm. This will provide long-term profitable growth and personal achievement for our employees, dealers, and customers.
BAUM PNEUMATICS INC.
www.baumpneumatics.com 604-945-4507
BID GROUP
www.bidgroup.ca
250-564-4385
DelTech has a proven, long-standing reputation for designing and manufacturing continuous/batch kilns, biomass-fuelled energy system technologies, and pellet plant manufacturing. We provide specialized start-to-finish energy solutions for the entire forestry sector.
BIOMASS ENERGY LAB
www.biomassenergylab.com
218-461-2579
BIOMASS ENGINEERING & EQUIPMENT (BE &E)
www.BEandE.com
250-564-4385
BE&E specializes in bulk-handling systems for the biomass industry. Best known for its industryleading SMART Conveyors™, BE&E offers complete solutions from receiving to loadout with an equipment lineup that includes trailer receiving bins, automated infeed, screening, receiving bins, containerized storage, metering, surge control, conveyance, and trailer loadout.
BE&E also offers front-end log processing for operations that handle whole logs. Log-handling equipment from BE&E includes decks, troughs, and roller debarkers.
Services available through BE&E include turn-key pellet plants with outputs of 34,000 tpy and higher, turn-key chipping lines, 3D modeling, and Lidar scanning.
BM&M SCREENING SOLUTIONS
www.bmandm.com 1-800-663-0323
BRUKS SIWERTELL
www.bruks-siwertell.com 770-849-0100
BRUNETTE MACHINERY COMPANY INC. www.brunettemc.com 604-522-3977
BULLDOG BAG LTD. www.bulldogbag.com 1-800-665-1944
BUETTNER ENERGY AND DRYING SYSTEMS NORTH AMERICA, LLC www.buettner-energy-dryer.com (704) 910-0162
CERTIFIED LABS www.certifiedlabs.com 905-691-0492
CLARKE’S INDUSTRIES, INC. www.clarkes-ind.com 541-343-3395
CONCEPT-AIR www.concept-air.ca 1-866-644-0041
Successful solutions for aspiration systems and industrial processes. Our dust collectors are designed to efficiently treat a variety of particle types. We offer a turnkey service that meets the most demanding standards in the industry!
Continental provides a full range of mechanical bulk handling and storage equipment including en-masse chain conveyors, screw conveyors, belt conveyors, disc screens as well as storage and reclaim solutions. Robust designs coupled with over 50 years of wood industry and related experience assures quality conveying systems for pellet, biomass, fuel, and wood processing industries. Contact us to see how we can help you move your bulk materials.
CPM GLOBAL BIOMASS GROUP www.cpm.net 1-800-428-0846
COMPANY INFORMATION
CSE BLISS MANUFACTURING LLC
www.csebliss.com 580-749-4895
CV TECHNOLOGY, INC.
www.cvtechnology.com 561-694-9588
DIEFFENBACHER NORTH AMERICA, INC
www.dieffenbacher.com 519-979-6937
DÖESCHER MICROWAVE SYSTEM GMBH
www.moisturemeter.eu 510-420-1716
EARTH CARE PRODUCTS, INC.
www.ecpisystems.com 620-331-0090
ENERGY UNLIMITED INC.
www.energyunlimitedinc.com 608-935-9119
FAGUS GRECON, INC.
www.Fagus-GreCon.us
704-912-0000
Fagus GreCon the leader in Spark Detection and Extinguishing Systems for 40+ years, helps eliminate early causes of fires and explosions. InfraRed sensors detect sparks/embers and then automatically trigger countermeasures.
FIKE CORPORATION
www.fike.com 800-363-8116
FIREFLY AB www.firefly.se
+46 (0)8 449 25 00
FLAMEX, INC.
www.sparkdetection.com 336-299-2933
FLAMEX is a leading North American supplier of customized industrial process fire prevention systems and equipment. We have 40 plus years of experience and numerous installations in the wood pellet industry.
FOX VENTURI
www.foxvalve.com
973-328-1011
GEA CANADA
www.gea.com
819-477-7444
GEMCO ENERGY
www.agicogroup.com
0086-372-5965148
HARGASSNER – WITH LOGO
www.hargassner-northamerica.com 437 837 2300
Hargassner offers the technological edge and the best heating technologies from our own development in the field of biomass boilers for pellets, logs and wood chips. We now have a new Canadian location, 2100-181 University Ave, Toronto, ON M5H 3M7 office@hargassner-northamerica.com
IEP TECHNOLOGIES
www.ieptechnologies.com 855-793-8407
JEFFREY RADER – TERRA SOURCE
www.terrasource.com 514-822-2660
KOGER AIR CORPORATION
www.kogerair.com
800-368-2096
LA MECCANICA SRL DI REFFO
www.lameccanica.it +39 049 941 9000
LAW-MAROT-MILPRO INC.
www.lmmequip.com
800-461-6276
Law-Marot-Milpro is a leading North American manufacturer of pellet cooling, pellet cleaning and material handling equipment. Our sturdy equipment has been in operations for over 50 years across North America.
MID-SOUTH ENGINEERING STOLBERG GROUP www.mseco.com/stolberg 604-273-1915
MOISTTECH CORP www.moisttech.com 941-727-1800
Insensitive to material variations such as particle size, material height & color, MoistTech moisture sensors provide continuous, reliable readings with zero maintenance and a one-time calibration with a non-drift optical design allowing operational personnel to confidently make immediate process adjustments based on real-time measurements.
MÖLLERS NORTH AMERICA INC. www.mollersna.com 616-942-6504
PORT METRO VANCOUVER www.portmetrovancouver.com 604-665-9000
PORT OF BELLEDUNE www.portofbelledune.ca 506-522-1200
PORT OF HALIFAX www.portofhalifax.ca 902-426-8222
PORT OF MONTREAL www.port-montreal.com 514-283-7011
PORT OF QUEBEC www.portquebec.ca 418-648-3640
PORT OF TROIS-RIVIÉRES www.porttr.com 819-378-2887
PORT SAGUENAY www.portsaguenay.ca 418-697-0250
COMPANY INFORMATION
PREMIER TECH CHRONOS – WITH LOGO
www.ptchronos.com
418-868-8324
Among the largest packaging equipment manufacturers in the world, Premier Tech commits to creating sustainable solutions that improve the efficiency of manufacturing facilities in the nutrition, industrial, agricultural and organics market sectors.
PRIMARY PACKAGING
www.primarypackaging.com
800-774-2247
PRINCE RUPERT PORT AUTHORITY
www.rupertport.com
250-627-8899
PROCESS AND STORAGE SOLUTIONS
www.processandstorage.com
256-638-1838
PRODESA GROUP
www.prodesa.net
770-559-5736
RETHCEIF PACKAGING
www.rethceif.com
866-298-1876
RODRIGUE MÉTAL LTÉE
www.rodriguemetal.com
418-839-0400 ext. 231
Rodrigue Metal Ltd is a leader in the design, manufacture and installation of Dust Collecting Systems for biomass and pellet plants. Since 1964, we have installed more than 500 Dust Collecting Systems in the Wood Processing Industry.
S. HUOT
www.shuot.com
418-681-0291
For more than fifty years, S. Huot Inc. has been a leader in designing and manufacturing Biomass Handling Conveyors for wood pellet plants in North America. We also offer Turn-Key services for all our equipment.
SAIMATEC ENGINEERING
www.saimatec.fi
+358-40 0252326
SALMATEC GMBH
www.salmatec.de/en
49 4172 98 97-0
SCHUTTE HAMMERMILL
www.hammermills.com
800.447.4634
SGS CANADA
www.sgs.com
604-786-2715
SGS facilitates international trade by providing inspection and testing services that verify the availability, quality and loading of wood chips, sawdust, wood pellets and solid biomass and fuels. Our global presence means that we can offer these services at source and throughout the supply chain, including all export and import points. And because our standardized reporting considers the defined industry regulations, we make commodity trading and deliveries less contentious and open to dispute.
SIEMPELKAMP ENERGY SYSTEMS GMBH
www.siempelkamp.com 770-424-4141
SILVANA IMPORT TRADING INC.
www.silvanatrading.com
514-939-3523
SINTO
www.sintoexpert.com
1-800-463-0025
Your reliability and efficiency matter to you and you need lubricants specifically developed for Sawmills and Pellet Plants. With our 30 years of experience in high-quality lubricants, at SINTO, we have the products you are looking for. Contact us at sinto@ sinto.ca to improve your performance!
SOLAGEN INC. www.solageninc.com 503-366-4210
STELA LAXHUBER GMBH – WITH LOGO
Over 4,000 drying plants installed around the world. Over 450 of these with our standard setting low-temperature belt drying technology. To underline our commitment to the North American market we have recently opened a sales office in the US. We are looking forward to meeting you at this year’s WPAC! www.stela.de +49(0)8724-899-0
TEWS OF AMERICA CORP. www.tews-of-america.com 919-240-4425
TWIN PORTS TESTING INC. www.twinportstesting.com 715-392-7114
UZELAC INDUSTRIES INC. www.uzelacind.com 414-529-0240
VIBROSCREEN www.vibroscreen.ca 819-362-8871
WALINGA
www.walinga.com 519-824-8520
WEST SALEM MACHINERY INC. www.westsalem.com 877-420-3208
WOLF MATERIAL HANDLING SYSTEMS www.wolfmhs.com 763-576-9040
WIt’s time for intervention
Canada’s greatest climate change challenge and responsibility is our forests
By Jamie Stephen
ith this year’s record-breaking wildfire season, politicians and the public can no longer ignore the truth – that forests are Canada’s single largest climate change issue.
One would have thought the 2016 Fort McMurray Fire, Canada’s costliest natural disaster to date at over $12 billion in today’s dollars, would have led to major changes. But what we have heard from Ottawa in the years since is protection, protection, protection, and planting two billion trees. Canada has 318 billion trees, which means two billion represents 0.6 per cent of our current forest asset and could remove, at most, a couple million tonnes (Mt) of CO2 by 2030. In 2021 alone, Canada’s wildfires released almost 300 Mt of CO2. This year will be worse. What is the point of planting more if we can’t take care of what we have? Canada’s national parks, the epitome of protection, have become carbon sources instead of sinks. Clearly, our approach is not working.
It doesn’t need to be this way. We must not fall prey to the narrative that Canada’s wildfire problems are entirely driven by climate change and that we are passive bystanders as the world hurtles towards a climate Armageddon.
What is required is a belief that we, as Canadians – or perhaps more fittingly, humans – can have a positive impact on the environment and that as the world gets hotter, the need for human intervention in forests goes up, not down.
Believing in positive action is the first step. The second is deciding what to do. Research on the world’s boreal forests shows two diametrically opposed approaches and
outcomes. On one side is Canada, Alaska, and Russia, which see massive carbon losses from wildfires. On the other are the Nordic countries of Sweden and Finland. Canada has 50 times the disturbance rate per forested hectare as Sweden. Sweden is continuously increasing the stored carbon in its forests, having grown the standing timber volume by 44 per cent since 1980. In comparison, Canada had a net loss of over 4,000 Mt of carbon from its forest over the past 25 years – a volume equal to six years of Canada’s total greenhouse gas (GHG) emissions.
What is Sweden doing? In a complete rejection of Canada’s forest management model, Sweden harvests five times the volume per forested hectare as Canada. It uses climate smart, active management with frequent interventions to thin forest, reduce fuel loading, and contain disturbance. Is the approach perfect? Of course not. Over the past decades, Sweden has sought to improve its model by placing a greater emphasis on biodiversity. But they are constantly seeking better outcomes.
Climate smart, active forest management generates a large volume of low quality, low value wood – biomass. This is why bioenergy is so important. Not just for climate mitigation but climate adaptation. Bioenergy is the essential market for lowgrade wood and residues. No bioenergy, no forest operations. This is what Sweden and Finland have right. Fully 40 per cent of their energy supply comes from bioenergy. They could not be the lowest carbon developed countries in the world without it. And it is heat, which is almost 2/3 of Canada’s energy consumption and our largest source of
fossil fuel GHG emissions, that is the primary product. In Alberta, Saskatchewan, northeast B.C., and offshore Nova Scotia, we can take climate mitigation to the next level by applying carbon capture and storage to bioenergy (BECCS), thereby permanently removing CO2 from the atmosphere.
People will say that Canada is too large and many of our forests too remote to implement active forest management. My response is this: Then why do anything at all to reduce GHG emissions? If we aren’t willing to address our largest source of emissions and Canada’s primary climate responsibility to the world, what is the point of going through all the economic pain, consumer costs, and societal disruption of the energy transition? At least we know what we need to do with our forests. Reaching net zero energy systems without BECCS will be much harder and significantly higher cost per tonne of CO2.
Our choice is clear. If we do not change course, our forests will consistently be Canada’s largest net source of GHG emissions. If we take action using active forest management and bioenergy, we can reduce fossil fuel consumption, clear our polluted skies, preserve lives and infrastructure, improve forest health, and, when bioenergy is combined with carbon capture and storage, permanently remove the World’s GHG emissions from the atmosphere. Doing so would transform Canada’s “climate action leader” rhetoric into reality. •
Jamie Stephen, Ph.D., is the managing director of TorchLight Bioresources. www.torchlightbioresources.com.
LEARN ABOUT
• The Next Generation of Biomass
• Emerging Technologies & Equipment
• Trends and Innovations in Safety
• The Success of Biomass in Canada and Abroad
• Investment, Production & Transportation
• Success Through Diversity
• Climate Change in Canada’s North
• Effective Programs, Policies and Promotions
SEPT. 18 PRE-CONFERENCE ACTIVITIES
• Golf Tournament
• Safety Workshop
• Kick Off Reception at Mill Street Brewery featuring fiddler and vocalist Anna Ludlow!