Strong bonds lead to unique possibilities – in business as well as in chemistry. And that’s precisely why we’ve acquired AkzoNobel’s paper chemicals business. Additional expertise. A broader technology base. Greater presence where you need us most. It all adds up to a winning partnership with a shared commitment to innovation.
We’ve extended our capabilities so you can extend yours. Let’s work together to build value into paper.
www.kemira.com/extend-your-capabilities
Reduce your operating cost... with GL&V’s cost saving solutions
EVO2® Plastic Alloy
The latest generation of high performance material for table dewatering elements, provides long life at reduced cost
TamPulper™ Rotor
New impeller upgrade reduces energy consumption and pulping time while still providing the same high performance
Pulp Washer Shower Technologies
We offer many shower designs engineered to reduce operating costs
Luthi™ Rotor
Realize power savings and increased rotor and screen plate life by installing this state-of-the-art rotor.
Celleco Twister® Hydrocyclone
Handle up to 2% feed consistency with up to 50% less energy
PULP PAPER &
CANADA
Beyond Automation: The Internet of Things
The Industrial Internet of Things will change the pulp and paper business, once companies break down barriers between systems and address security and privacy issues.
Lumber Producers Await a New Deal
After nine years of the truce imposed by the Softwood Lumber Agreement, what’s next for trade in lumber between the U.S. and Canada?
More Filler, Less Fibre
Fibre-based additives and new methods of introducing additives to the sheet were the subject of much discussion at PaperCon 2015. 18 True
North Bioproducts
Canadian mills are experiencing the ups and downs of their early investments in commercializing biochemicals.
Canfor’s Brett Robinson says Canadian companies should learn from the past and take full advantage of our great northern fibre.
Things that were foreseen and have come to pass
Irecall
hearing at several events over the past few years that fresh water shortages would be the next issue to plague the pulp and paper industry. I thought water would be an image problem, like sustainability or woodland caribou, challenging the industry’s social license. But it turns out that the water issue has a more direct impact than merely damaging the industry’s reputation. Water availability has moved from being a nebulous threat to a harsh reality for pulp and paper companies here and abroad.
In southern B.C., Paper Excellence shut down the newsprint line at Howe Sound Pulp & Paper in late July. It would be unfair to say the line was shut down because of a local drought, but Paper Excellence does say the closure was accelerated by drought. The paper machine was going to be shut down because of declining newsprint markets. But, Steve Bird, general manager of Howe Sound Pulp & Paper, said: “In light of the extreme drought conditions experienced since May, the decision to cease paper operations was advanced to help conserve water supply.”
Cindy Macdonald Editor
Across the Pacific, RISI reports that Asia Symbol (Shandong) Pulp & Paper was forced to shut down two bleached hardwood kraft lines in July due to drought in the region. The company restarted the largest of the idled pulp lines at the Rizhao mill, a 1.5 million t/y BHK line, on Aug. 15, after the drought broke. Imagine the business consequences of having pulp production unexpectedly idled for a month.
Let’s move now from the challenges of climate change to the opportunities presented by technology. While doing research for the automation article in this issue, I came across this comment in a new report by McKinsey Global Institute describing how the Internet of Things will affect the IT function in organizations:
“The scope of responsibilities of IT departments will no longer be primarily in data centers and managing desktop and mobile devices. IoT applications will extend IT systems into physical assets, facilities, and inventory. Thus, more than ever, the IT organization will have to be closely aligned and even integrated with the operating parts of the business. And the metrics of success for IT will have to measure more than technology, extending to the performance of the business itself.”
Two years ago, Mike Harwood, IT manager for Zellstoff Celgar, voiced similar thoughts in an article that appeared in the Jan/Feb 2013 issue of this magazine. “IT has the potential to evolve as an integral part of strategic business planning and mill operations to reduce fixed costs while also improving efficiencies and increasing overall productivity and reliability,” he wrote.
These cautionary tales remind us that even while making dayto-day decisions, we have to maintain an awareness of long-term threats and opportunities.
Editor CINDY MACDONALD
416-510-6755 cindy@pulpandpapercanada.com
Publisher JIM BUSSIERE
416-442-5600 ext. 3606 jim@pulpandpapercanada.com
EDITORIAL/SALES OFFICES
Director of Soul/COO ANNEX PUBLISHING & PRINTING INC. SUE FREDERICKS
Group Publisher/Director of Content and Engagement
SCOTT JAMIESON 519-429-5180 sjamieson@annexweb.com
80 Valleybrook Dr., Toronto, ON M3B 2S9
Phone: 416-442-5600. Toll Free: cda 800-268-7742; usa 800-387-0273
News and Press Releases media@pulpandpapercanada.com
PULP & PAPER CANADA (ISSN 0316-4004) is published by Annex Publishing & Printing Inc. 80 Valleybrook Dr., Toronto, ON M3B 2S9
SUBSCRIPTION RATES
Canada $53.95 per year; $72.95 for 2 years.
Outside Canada $101.95 per year.
Single copy $19.50. (All subscription prices exclusive of taxes.)
The editors have made every reasonable effort to provide accurate and authoritative information but they assume no liability for the accuracy or completeness of the text or its fitness for any particular purpose.
All rights reserved. The contents of this publication may not be reproduced in part or in full without the consent of the copyright owner.
From time to time, we make our subscription list available to select companies and organizations whose product or service may interest you. If you do not wish your contact information to be made available, please contact us via one of the following methods.
Phone: 1-800-668-2374; fax: 416-442-2191; e-mail: privacyofficer@businessinformationgroup.ca; mail to: Privacy Officer, Annex Business Media, 80 Valleybrook Dr., Toronto, ON M3B 2S9
POSTMASTER:
Please forward 29B and 67B to 80 Valleybrook Dr., Toronto, ON M3B 2S9. Legal deposit Quebec National Library.
Sustaining member, Pulp and Paper Technical Association of Canada; Member, Alliance for Audited Media.
“We acknowledge the financial support of the Government of Canada through the Canada Periodical Fund of the Department of Canadian Heritage.”
U.S. assigns countervailing duty to Canadian supercalendered paper Canadian supercalendered paper sold in the U.S. is now subject to duties of up to 20%, following a preliminary determination by the U.S. Department of Commerce. The investigation concluded that Canadian producers and exporters have received countervailable subsidies.
The affected producers are Port Hawkesbury Paper, which faces an interim duty of 20.33%, Resolute Forest Products, which faces a duty of 2.04%, and Irving Forest Products and Catalyst Paper, which fall into the “all other producers” category and will have a duty of 11.19% applied.
Port Hawkesbury Paper (PHP) intends to vigorously defend against the finding of subsidies and the interim duty.
“This interim ruling is without merit and is unfair to other Canadian mills in addition to ours,” says Marc Dube, PHP’s development manager. “We are early in a long process, and we are intent on proving that the imposition of duties is not supported by the facts, and we are very confident in our ability to reduce these interim duties substantially, or eliminate them entirely, as part of the process.”
“Catalyst rejects the allegation that we’ve received government subsidies, and we’re confident a full and fair investigation would confirm this,” said Joe Nemeth, president and CEO of Catalyst Paper.
In its investigation, the DOC did not examine each paper company individually. The U.S. agency examined only Port Hawkesbury Paper and Resolute Forest Products, and assigned Catalyst and Irving an “all-others rate” of 11.19%, which is the average of the rates assigned to the other two companies.
Economic Institute says caribou plan threatens jobs in Quebec
If the Quebec government further restricts logging activities in order to protect caribou, 2,931 jobs and $367 million of economic activity are threatened, according to an Economic Note from the Montreal Economic Institute (MEI).
The new boreal caribou recovery plan, which is set to come into effect in 2018, aims to increase and then to maintain Quebec’s boreal caribou population at 11,000 animals over the total extent of its current range, notably by imposing new restrictions on forestry activities.
According to the authors, if the total cost for all regions is spread out over the number of caribou saved per year, the loss would be 31 jobs and $3.8 million for each caribou potentially saved.
U.S. places duty on imports of uncoated paper
Imports of some uncoated freesheet and groundwood grades from China, Indonesia, Brazil, Australia and Portugal to the U.S. will now face a duty of up to 193%. The U.S. Department of Commerce imposed preliminary anti-dumping duties on Aug. 20, following investigations which concluded that the U.S. industry had been materially injured by sales of these paper products for less than their fair value.
The paper products covered by these investigations include
Why Howe Sound chose pulp over paper
Paper Excellence has shut down the newsprint operations at Howe Sound Pulp & Paper, blaming deteriorating market conditions and drought conditions in southern British Columbia. The mill in Port Mellon, B.C., will continue to produce kraft pulp and electrical power for sale to the B.C. grid.
When announcing the permanent closure of the paper and TMP operations at the Howe Sound mill, Paper Excellence explained that the company had gone through an extensive product review process and concluded the company’s future does not lie with paper products.
“The future of our mill lies with our strong pulp and green energy opportunities that will continue to grow,” Steve Bird, general manager of Howe Sound Pulp & Paper. “In light of the extreme drought conditions experienced since May, the decision to cease paper operations was advanced to help conserve water supply.”
With newsprint and value-added newsprint prices declining, combined with a shrinking market that is expected to continue, HSPP undertook an extensive review process to look at other product options. The company found that its equipment and furnish were not suitable nor could they be easily and economically modified.
HSPP says a final plan has not yet been completed for the paper mill assets, however, potential other uses for the site or its equipment are being considered. The paper machine dates from the early ‘90s.
“While this has been a difficult decision to make, the kraft pulp mill and power generating businesses at the Howe Sound mill will now become stronger and more sustainable,” says David Kerr, vice-president, Paper Excellence Canada.
uncoated paper in sheet form weighing at least 40 grams per square meter (gsm) but not more than 150 gsm.
The preliminary anti-dumping duty rate varies by company and producer, with most, except China, in the 30 to 50% range.
A final decision in the case is expected early in 2016.
File photo of the Howe Sound newsprint line in 2009.
Across the globe, papermakers face tough challenges. They are looking for new ways to reduce energy consumption, increase fibre yield, and boost operational efficiency. And they continue to turn to the company that, for more than a century, has led the industry with innovative products, process-knowledge, and a dedication to understanding papermaking needs. The company that consistently delivers the best solutions, in every language and market. That company is Kadant.
Discover how Kadant innovations in fibre processing, cleaning, filtration, doctoring, and drying are making a difference to papermakers around the globe. Discover Kadant.
www.kadant.com
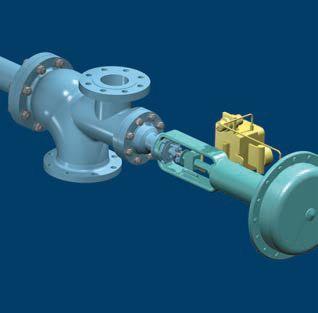
Increase thermocompressor efficiency
Conventional thermocompressors use high-pressure steam to compress and recirculate uncondensed steam in the dryer section. Kadant’s high-efficiency thermocompressor has been shown to reduce motive steam consumption and increase overall thermocompressor efficiency by up to 25%. Using advanced computational fluid dynamics modeling, Kadant thermocompressors are designed to maximise steam utilisation.
doctor blade line.
resins. The nanotechnology-based doctor blades feature increased stiffness,
Innovation in water filtration
variety of applications including DAF filtrate, save-all water, and seal pit water. up to 25% and reduce high-pressure steam consumption. high-performance
Canadian government enters the war of words with Greenpeace
The federal government is picking sides, supporting Canada’s forest industry in the face of a campaign by Greenpeace to discredit certain companies and practices. Minister Denis Lebel announced on July 31 that the government of Canada will finance scientific studies focused on woodland caribou and will act directly to inform buyers of the facts about Canada’s forest management practices.
According to La Presse, Minister Lebel vowed that Greenpeace will not destroy the economy of his region. He promised to “re-establish the facts to stop the defamation.”
Lebel is Minister of Infrastructure, Communities and Intergovernmental Affairs and Minister of the Economic Development Agency of Canada for the Regions of Quebec.
Kemira appoints Poulsen president of paper chemicals business
Kim Poulsen is joining chemicals supplier Kemira as president of the company’s paper segment and APAC region. He will start in the position on November 1, 2015. Poulsen was previously the head of Asian operations for UPM, a global fibre-based business.
Executive transition at Fortress moves Pelletier to CEO
Chad Wasilenkoff is stepping away from the operational oversight of Fortress Papers’ two mills, promoting Yvon Pelletier to the position of president and CEO of Fortress Paper. Effective Oct. 1, Wasilenkoff will move to the newly created role of executive chairman of the board of directors.
Yvon Pelletier was formerly president of Fortress Specialty Cellulose, a subsidiary which operates the dissolving pulp mill at Thurso, Que.
The transition recognizes Pelletier’s contributions to operational improvements at the FSC mill, and frees Wasilenkoff to focus on strategic initiatives.
Wasilenkoff said operations at the Thurso mill have “stabilized and improved,” and that the dissolving pulp operation is now generating positive EBITDA for the company.
The new CEO said he is humbled by this opportunity. He feels the challenges faced by the Thurso mill are now under control. “We have a solid team of operators, and the whole group is working more as a team,” said Pelletier.
In brief…
• Maxcess has signed a purchase agreement to acquire Valley Roller Company of Appleton, Wisc., which has advanced capabilities in rubber covered rolls.
• WestRock Company began operations on July 1, following the completion of the merger of two packaging companies: MeadWestvaco and Rock-Tenn. WestRock is one of the world’s largest paper and packaging companies with $15 billion in annual revenue and 42,000 employees in 30 countries. The
Kadant Canada’s Mike Soucy named VP at Kadant Johnson
Mike Soucy, president of Kadant Canada, joined Kadant Johnson Inc. as vice-president, systems technologies, effective Aug. 3. Both companies are subsidiaries of Kadant Inc.
“Increasing demand for our steam systems and controls technologies over the past few years led to the need for additional resources in our Systems Division,” said Greg Wedel, president of Kadant Johnson. “Mike’s extensive application knowledge and nearly 30 years of steam system design expertise increase both our technical and commercial strengths in this fast-growing segment.”
Soucy has been the president of Kadant Canada Corp. since its founding in 2007.
Cascades’ research and develop-ment centre celebrates 30 years
July 22 marked the 30th anniversary of the Cascades’ Research and Development Centre. The company says its facility is Canada’s largest private research centre in the pulp and paper industry, with a team of 45 scientists, composed of chemists, microbiologists, engineers and technicians.
“We are very proud of the expertise acquired over the past 30 years and the high quality of the services we offer today. We now propose our services externally to other companies and have broadened our fields of activity to the materials sectors, such as paper and cardboard, plastics, composites, rubber, textiles and metals,” points out Jean Morin, director.
Industry leaders make commitment to pursue innovation
A high-level meeting of industry, government and research organizations has led to a declaration of intent to continue commercialization of new products and technologies in the forest sector.
Participants in the National Forest Innovation Summit affirmed the ongoing need for industry transformation and built consensus on next steps to increase jobs and growth in the forestry sector.
The event held in Kenora, Ont., on July 8-9 was hosted by the Honourable Greg Rickford, Canada’s Minister of Natural Resources.
“We must continue to work collaboratively with all levels of government, industry and research organizations to increase the competitiveness of Canada’s forest sector for the benefit of the families and communities that rely on a strong, stable forest industry,” said Minister Rickford.
company owns one mill in Canada, the former RockTenn facility in La Tuque, Que.
• Joe Nemeth is lending his pulp and paper industry expertise to Fortress Paper. Nemeth, CEO of Catalyst Paper, has joined the board of directors of Fortress Paper, which produces dissolving pulp and security papers.
• Northern Pulp in Abercrombie Point, N.S., has resumed operation after a one-month shutdown to install a new electrostatic precipitator.
Pelletier
The full text of the Kenora Declaration can be found at the Government of Canada news page: http://news.gc.ca/web/articleen.do?nid=998869
New owner closes paperboard mill in Jonquière
Graphic Packaging International Canada has closed a mill in Jonquière, Que., that it acquired from Cascades just a few months earlier. The thermomechanical paperboard mill in Jonquiere ceased production on July 13. The closure will affect approximately 140 employees.
The company says the decision “was made as a result of a thorough assessment of the facility’s manufacturing capabilities, associated costs and market demand for its products.”
Local media stories noted that the Jonquière facility produced an innovative recyclable board for the fast food sector, called Respak by the former owner. The provincial member of the national assembly, Sylvain Gaudreault, complained that the mill was purchased for its technology, and now that technology will be relocated.
Québec government settles forest management dispute with Cree
The Quebec government and the Grand Council of the Crees (Eeyou Istchee) have signed a new partnership and collaboration agreement. This agreement resolves a dispute and legal proceedings between the Cree Nation and the Government of Québec regarding the application of the “Baril-Moses” forestry standards. It provides for the implementation of these standards in the affected territory until June 30, 2020.
The long-standing dispute between the Cree nation and the provincial government spilled over to Resolute Forest Products last year, as it factored into the suspension of Resolute’s FSC certification for some areas.
Xerium closes Quebec plant due to high costs
Xerium Technologies is closing its paper machine clothing facility in Warwick, Que., and will transfer production to the company’s lower-cost plants outside of North America. The Warwick facility employs about 120 people.
“The Warwick plant has a great history of making high-quality products. Unfortunately, it also is a very high-cost plant that has a cost structure that is almost twice as high as Xerium’s low cost plants due to several key factors including: pension and benefit costs, machine uptime, productivity, and a declining local-market business,” explained Harold Bevis, Xerium’s president and CEO.
Most of Warwick’s production will move to Europe.
Bevis commented that Xerium intends to “fix its global cost issue in the machine clothing business,” and that there are other Xerium facilities with “serious issues.”
Resolute chooses Valmet technology for first tissue line
Resolute Forest Products Inc. has selected an Advantage New Tissue Technology (NTT) machine supplied by Valmet for an upgrade at its Calhoun mill, in Tennessee.
Preparation work has begun at Calhoun, and the machine is expected to start making tissue in the first quarter of 2017.
Resolute’s senior vice-president, pulp and paper group, Richard Tremblay, met with the company’s next generation of leaders.
Resolute gathers young employees for leadership training
The next generation of leaders for Resolute Forest Products met in Montréal recently for a two-day leadership training and networking event. Resolute headquarters experienced a brief influx of new faces, as 22 young employees gathered for the event. The training program is also designed to allow these leadership candidates to build a network of peers and to get some face time with C-suite executives.
Strathcona Paper bought by U.S. packaging company
PaperWorks Industries of Pennsylvania has acquired CanAmPac, the parent company of board producer Strathcona Paper (Napanee, Ont.), folding carton manufacturer Boehmer Box and LYFT Visual graphic services.
Strathcona Paper is the largest producer of coated recycled board in Canada. PaperWorks manufactures CRB and uncoated recycled board at two mills in Philadelphia and Wabash, Ind. Strathcona Paper began in 1873 as the Napanee Paper Company. Since then, according to the Strathcona web site, it “has built a business on the strong foundations of continuous upgrades, modernization, research and capital investment.”
Prince Rupert pulp mill to be dismantled, finally
The city of Prince Rupert is proceeding with the removal of assets and decommissioning of a pulp mill on Waston Island, B.C., which has been shut down since 2004. The aim is to make the site useable for new development.
The city has been entangled in legal action with the mill’s former owner for years, but earlier this year, it was announced that SunWave Forest Products would pay for deconstruction, reports CFTK TV.
The assets of the Watson Island Pulp Mill will be removed by NRI Group, an Ontario-based firm. NRI reports that some areas of the site are in good condition, such as office buildings, but the majority of the site will be decommissioned. PPC
Canada’s forest sector is “for the birds”
By Kate Lindsay, director of conservation biology, Forest Products Association of Canada
Canada’s forests and wetlands provide important breeding and nesting habitat for bird species. About five billion breeding or migratory birds pass through Canada’s boreal region annually, representing more than 200 species. Forests companies realize they have an important role to play to support the conservation of these birds.
The Canadian forest products industry addresses the issue through forest management planning and certification. This includes protecting riparian habitat (the area between land and water), creating and restoring bird habitat, retaining nests made of sticks and dead and dying trees, and advancing bird-friendly awareness and training among company employees.
Managed forests provide a variety of bird habitat conditions through long-term plan-
ning over a large landscape. Actions include maintaining adequate coarse woody debris – such as logs, stumps and large branches –and leaving buffers along lakes, streams and other waterways that are used as nesting and breeding habitat by birds.
The Canadian Forest Service at Natural Resources Canada says the overall population trends of most boreal bird species are either stable or increasing. But some bird populations are decreasing. One of the great challenges in helping a species recover is determining the causes of its decline, especially for migratory birds which may spend more than half the year outside Canada. Forest companies support research and monitoring programs for bird species and work to implement forestry practices that benefit birds.
To conserve a broad range of habitat types over a large landscape, forest companies in Canada follow sustainable forest
management. Canada is a world leader in this area with 43% of the world’s independently certified forests. A key component of forest certification programs is conserving biodiversity. Birds are seen as a key barometer of biodiversity and the way they react to harvesting and other disturbances in the forest can suggest how other species are faring.
Canada also has the world’s largest conservation agreement, the Canadian Boreal Forest Agreement (CBFA). It brings together forest companies and conservation groups to work together with scientists and others to integrate both economic and environmental values including efforts to help protect wildlife species, including birds, in the Boreal.
All in all, the Canadian forest products industry is trying to make sure that those billions of birds flocking through Canadian forests each year continue to find a welcome habitat. PPC
A new innovation and technology conference
By Jennifer Ellson, senior communications specialist, FPInnovations
FPInnovations is excited to bring a different kind of event to an industry in transformation. FPInnovates, a new innovation and technology conference, is making its debut in Montreal on November 25-26, 2015.
As a recognized innovation leader in forestry research, FPInnovations conceived this event to inform, inspire and change the way we think about innovation and collaboration in the forest sector. The conference offers a forum where business leaders, researchers, government representatives, academics and students can step outside the box to come together and build a common understanding of innovation and its impact on collaboration.
The diverse program of FPInnovates offers insights on the process of innovation and how your company can do it better.
Take away a fresh perspective on innovation in its many forms and fire up that creative spark.
The sessions feature a range of case studies, as well as poster sessions, with notable keynote speakers. Some of the program highlights are:
• How to be in business 10 years from now: Jim Carroll, futurist, trends and innovation expert, will set the stage with this keynote address. Through his work with organizations worldwide –from global brands to NASA – Carroll has inspired businesses to reframe the opportunity for innovation amid significant, transformative change.
• Innovation as a process will be explored in a session led by two experts from FPInnovations: Jean Hamel, vice-president, pulp, paper and bioproducts, and Peter Lister, vice-president forest operations and wood products.
• Stepping outside the box: the partnering of the oil and forest industries will highlight how the forestry and oil and gas sectors are furthering innovative collaboration.
• The next big thing: Future innovations for a thriving industry will feature a panel discussion with senior business leaders led by Pierre Lapointe, president and CEO, FPInnovations.
• Trevor Stuthridge, executive vicepresident, FPInnovations, will provide insights on the impact of FPInnovations’ strategic action plan.
The event is open to all, including members and non-members of FPInnovations. It will take place at the Hyatt Regency hotel in Montreal’s downtown core.
For more information, visit www.fpinnovates.com or contact 514-630-4100 or info@fpinnovations.ca. PPC
Lumber producers await a new deal
After 9 years of the truce imposed by the Softwood Lumber Agreement, what’s next for trade in lumber between the U.S. and Canada?
By Andrew Snook, Editor, Canadian Forest Industries
With the Softwood Lumber Agreement (SLA) expiring in October, many companies and individuals within the sector have been waiting with bated breath for a new deal to be hammered out between Canada and the U.S. And unlike the last time the SLA was set to expire – in 2013 – the option for an extension is no longer available.
“The way the agreement is structured is that the SLA was a seven-year deal with an option for a two-year renewal, and there was only one of those options built into the agreement,” explains James Gorman, former president and CEO of the B.C.based Council of Forest Industries, and current vice-president of corporate and government relations at West Fraser Timber. “There is no provision inside the SLA that the two parties can agree to invoke to extend it for another two years.”
As Pulp & Paper Canada went to press, it seemed unlikely that both countries would come to an agreement prior to the current expiration date of the SLA. But chaos will not descend upon the lumber markets in North America for at least another 12 months.
“Should the agreement expire, the U.S. government has committed to not initiate trade remedy action for one year upon the agreement’s expiry,” says Diana Khaddaj, a spokesperson for Foreign Affairs and International Trade Canada.
That’s good news for the pulp and paper producers that rely on chips and sawmill residuals as their input.
Flawed but functional
The preferred Canadian position is that there should be free trade in softwood
lumber between our two countries, but historically that has not been palatable to the United States, explains Gorman.
“And so our compromise, in our view, is that the agreement negotiated in 2006 should form the basis of a new agreement for 2015,” he says.
Despite the fact that almost every jurisdiction can find flaws within the current SLA, Canada’s forestry sector has come together in favour of the current agreement.
“We support the renewal of the current agreement – the Canadian government’s position – to bring certainty in our trade relationship with the U.S.,” says Susan Murray, vice-president of public relations for the Forest Products Association of Canada (FPAC).
The federal and provincial governments also stand unified in regards to supporting the current agreement.
“The Government of Canada has extensively consulted provinces, territories and industry on future softwood lumber trade with the United States,” says Khaddaj. “We have made it clear to the U.S. government that we support a renewal of the agreement on the same key terms. Our understanding is that the United States continues to be in the process of consulting its stakeholders.”
Between a rock and hard place?
Although Quebec’s industry has publicly come out in support of a renewal of the SLA as is, that’s not say everyone in the forestry sector is thrilled about their current position.
In 2013, Quebec revised its stumpage system and moved to an auction-based
system to make it more like the market-based system in the U.S. The move was part of a plan to try and become exempt from the SLA, like the Atlantic provinces, but that has not happened.
Since the changes were implemented, the forestry sector in the province has suffered and now has the worst of two worlds, according to the Quebec Forest Industry Council (QFIC).
“We’re paying at least $10 more per cubic metre, but at the same time we have quotas and we have taxes. We’re caught on both sides and the industry [in Quebec] is just about to give up,” says Michel Vincent, director of economy and markets for the QFIC. “We are dying at the moment. Nobody is making any money in Quebec, and we realize that it’s not the same elsewhere in Canada. The stumpage rate is way too high. We have the smallest wood in North America, but if we compare the stumpage rate for the four provinces subject to the SLA, we have the highest.”
Vincent says that the provincial government sold the industry on the auction-based system as a way to keep the industry out of lumber litigations with the U.S.
“We believe we comply with all the requirements of having a market-based system. And, as such, we should at least have a committee up and running to look at, and review, the merits to exclude Quebec from the next negotiations,” he adds.
Evidence of the economic fallout resulting from increased operating costs can be seen across Quebec, according to the QFIC.
“This last spring, Tembec closed three Quebec sawmills but has kept operating its four mills in Ontario. This says a lot to us,” says Vincent.
What do the Americans think?
Although the official U.S. position on the SLA is currently unclear, at least one association south of the border has expressed its displeasure with the current agreement.
During the 2015 Wood Markets’ Global Softwood Log & Lumber Conference held this past May in Vancouver, the U.S.
Lumber Coalition spoke about the U.S. position in regards to the current SLA.
Russ Taylor, president of International Wood Markets Group, the conference organizer, summarizes:
“The U.S. position is that they’re not going to renew the existing agreement, and one of their arguments is that the Canadian provincial stumpage rates have not been responsive to lumber price changes.”
The second argument brought forth during the conference is that Canada’s market position in the U.S. lumber market needs to be constrained.
“We know Canada’s lumber harvest is declining and right now lumber production is flat,” says Taylor. “That should not be a concern going forward, but that’s one of the arguments brought forward.”
Despite the fact that a significant number of mills in the southern United States now belong to Canadian companies (Canfor, Interfor and West Fraser, for example), Taylor expects these players will have little impact on U.S. politics regarding the SLA.
“The SLA members are mainly timberland owners, not sawmill owners,” he explains. “Plus, companies with headquarters outside of the U.S. are not eligible to be part of the U.S. Softwood Coalition. So, there will be little impact.”
If it ain’t broke…
The main reason that Canada’s industry stands unified in favour of the current SLA, is because for the most part, it has been effective.
“Softwood lumber producers and consumers on both sides of the border have benefited from the predictability and stability the agreement provides,” says Khaddaj. “It has also created opportunities for companies to work together to foster innovation and grow the market for softwood lumber products in North America and offshore.”
The agreement also created duties that have played a significant role in the marketplace, which has been to the advantage of our neighbours south of the border.
“The duties imposed have helped protect the U.S. industry in down markets, and that was the primary objective of the U.S. industry,” explains Gorman. “In 2006, Canada’s share of the market was 34 per cent, and today it’s just over 28 per cent. During that same period, the U.S. lumber industry’s share of its own market has gone from 61 per cent to 71 per cent.”
Many analysts and industry members have reported that there are some good years ahead in the U.S. housing market, despite the fact that recovery has been slower than expected. Since U.S. housing starts have been in a six- or seven-year slowdown, Gorman concludes that there is significant pent-up demand in the market.
“Over the coming years, we’re going to see housing recover and we should see a few years of strong housing starts, and that’s certainly going to help the demand for lumber products both north and south of the border,” he says.
While uncertainty remains concerning the future of lumber exports to the U.S., at least the negotiations regarding how to divide the lumber market pie are occurring at a time when that pie is growing.
MORE FILLER, LESS FIBRE
Fibre-based additives and new methods of introducing additives to the sheet were the subject of much discussion at PaperCon earlier this year. By
The following is a summary of various presentations from PaperCon 2015 on the subject of novel papermaking techniques or materials.
Fibre-based additives
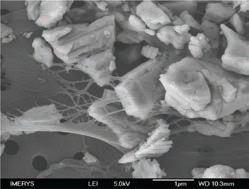
A family of mineral/microfibrillated cellulose composite materials has been developed by Imerys. The process and the product were discussed at PaperCon by David Skuse, based on the technical paper “Development, Scale-up and Production of Mineral/Microfibrillated Cellulose Composite Materials for Paper and Board Applications,” by David Skuse, Jon Phipps, Per Svending of Imerys.
Microfibrillated cellulose (MFC) is not new to the paper and packaging industry but its commercial usage has been limited, say the authors. Imerys has developed a cost-effective grinding-based method for the production of MFC from minerals and cellulose pulp. The cellulose fibres are co-processed with mineral particles, so the mineral particles act a micro-grinding media, thus reducing the energy requirement. In addition, the process can be accomplished using robust, industrially proven grinding equipment. The resulting
Cindy Macdonald, editor
mineral/MFC composite products have been commercialized as FiberLean™.
Use of fibrillar cellulosics in web-based products allows generally improved wet and dry mechanical properties, says Skuse, with opportunities for cost savings, property improvements or grade developments. He notes that Imerys has made paper at over 60 wt.% filler loading in pilot trials.
The company has been able to produce mineral/MFC composites using both a wide range of pulps and a wide range of minerals.
Regulatory approvals are on-going. To date, the mineral/MFC composite products are approved for use in graphic paper applications in the U.S. and Canada, and
the food contact approval process is in progress.
Patrice Mangin of the Lignocellulosic Material Research Center, University of Québec in Trois-Rivières, is one of the authors of “Pigmented Micro-Nanofibrillated Cellulose (MNFC) as Packaging Composite Material: A First Assessment,” along with Michel Schenker, Joachim Schoelkopf and Patrick Gane.
Their work investigates the possibility of using calcium carbonate fillers to ease the forming process and studies the influence of the filler on the mechanical properties of composites. The term micronanofibrillated cellulose (MNFC) is used here to describe the formation of nanofibrils on the surface of microfibers, and the likely combination of both some free nanofibres (NFC) and microfibres (MFC).
The authors show that, as was expected, mechanical properties of MNFC composites will decrease upon the presence of pigment filler particles. However, it was also shown that by coprocessing the filler instead of adding it after the MNFC manufacturing, some of the loss of mechanical properties can be compensated. The addition of biopolymer (CMC) showed that this might be another option to further compensate for the loss of mechanical properties.
Using the coprocessing approach, MNFC composites with filler contents up to 75 w/w% (by weight) were produced that still exhibit superior mechanical properties compared to non-fibrillated pulp.
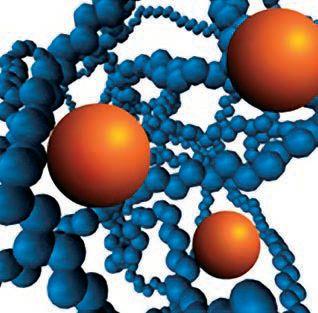
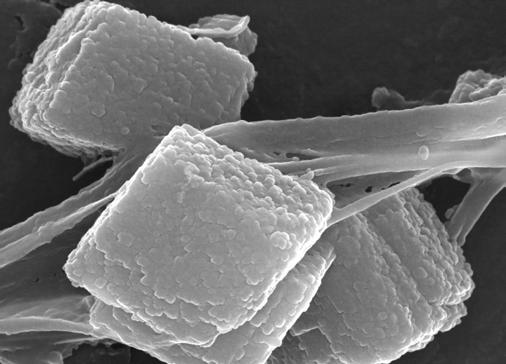
Photograph and micrograph of mineral/ MFC composite showing the high viscosity and fibrillar structure. From Skuse, Phipps, Svending (2015).
The authors say this work shows that it is possible to manufacture pigmented MNFC composites with high calcium carbonate filler levels that still provide good mechanical properties.
Jouni Matula of Wetend Technologies Ltd. described the company’s process for producing filler raw material which is integrated with the paper machine approach flow system.
Called In-Line PCC, the production technology for filler and filler-fibre composites is in use at two European mills and on a pilot paper machine.
In their paper, In–Line PCC™ – Revolutionary filler and filler-fiber composite and production technology for paper and board products, authors Jouni Matula, Karri Tahkola and Jari Räsänen say the process allows papermakers to increase the filler content of paper or board. It is also said to provide extremely high retention of filler and fines and improved web formation.
The filler-fiber composite produced by In-Line PCC is characterized by strong mechanical bonding with fibers
and fibrils, and very small (0.8 μm) average PCC crystal size. The fibre loading occurs at precipitation, PCC crystals are firmly anchored with fibers and fibrils, so the robustness of the composite structure is high. The authors note that the wet strength of paper web is significantly improved, which creates the opportunity to increase the filler content of the sheet.
The in-line filler-calcium carbonate manufacturing process was installed at a supercalendered paper production line in Finland to produce precipitated calcium carbonate (PCC) loaded directly into papermaking stock, generating a filler–fiber composite.
In-line PCC manufacturing process consists of: an injection flash fixing reactor integrated into the paper machine head box approach flow system, a lime slaking and grit removal unit, and a carbon dioxide storage and dosing system.
Matula says 50−70% of the PCC particles are mechanically fixed to the fibrils and fiber surfaces during the carbonation process. The paper structure and pore size
distribution is developed positively with the in-line filler process, and there are less big pores resulting in improved printing properties.
Stratified forming
The concept of stratified forming – the layering of a sheet structure in the headbox –was discussed in two papers at PaperCon 2015.
Marco Lucisano of Innventia presented “Stratified Forming as a Tool for Source Efficient Papermaking.” He explained that stratified forming gives papermakers new ways to design the structure of the sheet to specific product requirements without using multiple forming units.
In this paper, Lucisano et al. discuss Aq-vane technology, a new concept for stratified forming, and its applicability to supercalendered paper and fine paper. The trials were performed in a pilot papermaking facility.
Aq-vane technology resolves the issues of poor layer purity associated with conventional headboxes for stratified form-
Your partner in innovation
At FPInnovations, we’re so much more than researchers. We’re industry partners with the diagnostic solutions to help you improve product performance, reduce costs and add unique value. From technologies such as our state-of-the-art Web and Role Testing Centre and ISOcertified Optical Calibration Laboratory to on-site consultations, we’ve got your needs covered
In-line
ing. The detrimental effect of the wake formed by vanes in the headbox can be reduced by introducing a stream of liquid between the layers. Small scale mixing between the liquid layer and the pulp flows still occurs, but the large scale mixing between the two pulp flows is significantly reduced and delayed.
The authors studied the performance of the Aq-vane technology, implemented at pilot scale, for SC-paper and fine paper. “In both trial series we were able to show that filler content could be increased over the level of a non-stratified reference structure with no adverse effect on either sheet structure or mechanical properties. This was obtained through localized dosage of fillers directly into the headbox, through the liquid layers which separate adjoining fibre flows. Given today’s price difference between filler and fibre, there is a clear economic potential in
Filler-fiber composite
- Strong mechanical bonding with fibers and fibrils
- Average PCC crystal size is very small (0.8 µm)
using this new dosing strategy if the filler content can be increased without losing paper strength. Increased filler levels also entail an increased dryness after the press section, which would in turn decrease the energy consumption in the drying section.”
In “Development of a Future Manufacturing Concept for Papermaking,” Innventia’s Anna Wiberg presented a project where a top-down approach was applied in order to identify, evaluate and combine
CAN FOR PUL P HAS A TRUE E NE RGY ADVANTAGE
a set of technologies for application on an existing paper machine.
The “future manufacturing concept” could not be demonstrated completely, but the suggested pulping process is composed of two steps, where the first step is a modification to how today’s process is operated and the second step is fractionation of the whole pulp combined with LC-refining of the worst fiber fraction, explained Wiberg.
Demonstration of the sheet forming process included in the future manufacturing concept was performed using the FEX pilot paper machine with a new headbox for sheet stratification supplied by Andritz, which was a partner in the project. The headbox implements the Aq-vane technology.
The authors concluded that if these technologies are used, papermakers can maintain the strength of the product, and achieve a relative reduction of fiber content of 20%.
We are a leader in sustainable green energy generation. As North America’s largest single producer of biomass renewable energy, Canfor Pulp produces enough renewable energy to power three mills and export to the BC grid.
From Matula, Tahkola, Räsänen.
BIOPRODUCTS True North
It’s time to check in on how the industry is doing on its forays into the bio-economy.
By Cindy Macdonald, editor
There are many first-of-their-kind technologies being implemented by the Canadian forest products industry on its journey to transformation. And with that technological leadership comes a certain element of risk. Several Canadian bioproducts are flirting with commercial success, while others have not reached their expected potential.
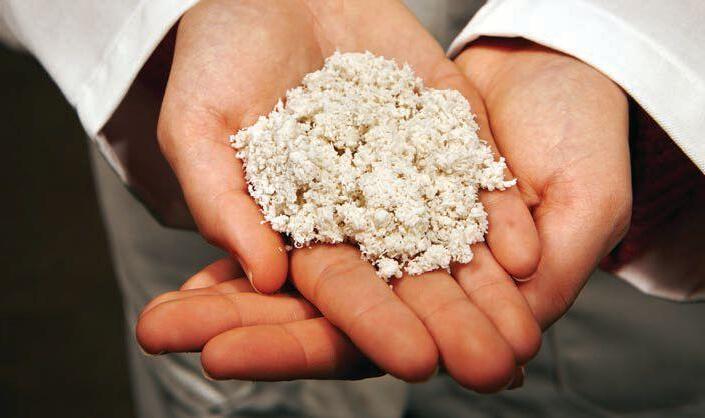
Cellulose filament is the fast-track success story among bioproducts in Canada. In June, Balazs Tolnai of Kruger said there were already two commercial paper products using Filocell, the cellulose filament produced by the joint venture of FPInnovations and Kruger Biomaterials.
Tolnai commented that the cellulosic biomaterials market currently has many products at the laboratory and pilot scale, but Kruger’s pre-commercial cellulose filament plant reached its target production level of 5 tonnes/day in March 2015. The company is able to ship the product by tote bag, as opposed to the smaller sample sizes of some other bioproducts.
Cellulose filament is shipped as 30% solids, and then has to be properly dispersed to “untangle and reach its full potential,” explains Tolnai. FPInnovations has developed a skid of appropriate dispersion equipment that can be moved to the site of product trials.
In one trial, cellulose filament lowered the basis weight of paper by 40% while maintaining constant tensile strength.
Tolnai says Kruger and FPInnovations have done a lot of work with cellulose filament as a reinforcing agent for tissue. In one instance, with a 75% hardwood/25% softwood furnish, the tensile strength rose from 270 with no CF, to 450 at 3% CF.
In other media reports, Tolnai has estimated the commercial market potential for cellulose filaments as 150,000 ton/year in the North American pulp and paper sector, and a similar amount in non-traditional sectors, over the next five years.
Cellulose filament for non-traditional applications (i.e. not pulp and paper) is being developed and marketed by Performance Biofilaments, a joint venture of Mercer International and Resolute Forest Products.
Biogas has mixed results
After several years of operation, AlbertaPacific Forest Industries’ project to manufacture and sell bio-based methanol produced from stripper off-gas has achieved only limited success. Jamie Percy, Al-Pac’s technical business unit leader, updated participants at PacWest 2015 on the sta-
tus of the venture, which was intended to produce 11 tonnes/day of IMPCA-grade methanol for external sale and internal use within the mill’s processes. So far, said Percy, Al-Pac has not achieved the IMPCA specification, which is an international specification for the methanol market.
The methanol production unit operated for about 340 days during the period from August 2012 to May 2015. It is currently achieving about 6 t/d of production, she said, but the product is off-spec so it is being sent to the lime kiln. Al-Pac has achieved purity of 99.85% by weight, but the main problem is the sulphur content, explained Percy. The specification demanded for sulphur is less than 0.5 ppm, but Al-Pac’s lowest consistent result has been about 60-70 ppm. The mill has run several trials to solve the problem, including caustic addition upstream of the rectification column, sulphuric acid addition, and reverse osmosis.
A different sort of biogas project at Slave Lake Pulp is performing as expected. The mill is generating methane-rich biogas by anaerobic digestion to generate green
A handful of cellulose filaments.
Photo courtesy Kruger Biomaterials.
energy. The anaerobic reactor had been operating for about half a year, and was handling about 85% of the mill’s wastewater flow when Shannon Fehr and Peter McCarthy provided an update at PacWest in May. This is Canada’s first low-rate anaerobic BVF® reactor treating pulp and paper wastewater.
Fehr is the engineering superintendent at West Fraser’s Slave Lake BCTMP mill, and McCarthy represents ADI Systems, the supplier of the anaerobic digestion system.
The biomethanation project converts COD to methane-rich biogas, which is then cleaned and transferred to reciprocating engine generators for the production of up to 8 MW of electricity. The reduced load to the activated sludge system results in lower nutrient use, sludge generation and electricity consumption, the authors report in “Slave Lake Pulp Biomethanation with Power Generation Project.”
commercial-scale lignin extraction system at its Hinton pulp mill in Alberta, using the LignoForce technology developed by FPInnovations and Noram Engineering. Resolute Forest Products, which housed the demonstration plant for the LignoForce technology at its Thunder Bay mill, has opted not to pursue commercial-scale production at this time.
At the time of the conference, the biogas scrubber component of the system had not yet been installed, but Slave Lake Pulp was already seeing benefits from anaerobically pre-treating mill wastewater. The mill experienced better overall wastewater treatment process stability. Variations in the organic load discharged to the conventional activated sludge (CAS) system have been mitigated since the start-up of the anaerobic reactor.
As a result of the reduced organic load sent to the CAS, two of the four aeration basins at the mill have been decommissioned. The existing CAS system was an energy-intensive process, and once wastewater flow to the BVF® reactor was increased to 85%, there was a 43% savings in energy use by CAS aeration and new wastewater treatment equipment.
As well, the lower sludge growth rate in an anaerobic environment results in lower nutrient requirements. Slave Lake Pulp has lowered its chemical usage for the reactor and CAS system by 50-75%.
Lignin recycled into wood products
One Canadian pulp mill has chosen to pursue lignin as a co-product, while another has declined the opportunity. West Fraser is installing Canada’s first
Hinton will house a 30 t/d lignin recovery plant. The LignoForce process recovers lignin from kraft black liquor that would otherwise be burned for its heating value.
Lignin is a natural polymer found in wood, and it has the potential to be used as a green alternative to various petroleum-based chemicals. A measure of lignin’s “green” potential is provided in the technical paper, “CO2 Impacts of Commercial Scale Lignin Extraction at Hinton Pulp using the LignoForce Process & Lignin Substitution into Petroleumbased Products,” by Kyle Wells et al. Wells works for Hinton Pulp, and his co-authors are from Noram and FPInnovations.
The authors conclude that operation of the lignin recovery plant will result in higher greenhouse gas emissions at Hinton Pulp – an increase in CO2 emissions of 3,724 t/yr. “The loss of lignin fired as black liquor in the recovery boiler will avoid 158 t of CO2 emissions annually, however to compensate for this loss in energy, 17,381 odt/yr of hog fuel… will be burned in the hog boiler.” The authors go on to say the fuel required for the transportation of hog fuel and chemicals has a significant impact on CO2 emissions for this project.
If lignin can substitute for 10% of the formaldehyde-based resins used by engineered wood products in North America,
there is potential for 122,000 t of lignin substitution. The potential for avoided CO 2 emissions by removing 122,000 t of resins from the market is 161,284 t of CO2, they calculate. To replace this material with lignin would generate 43,310 t of CO2 emissions. Substitution for lignin, the authors say, would avoid 117,974 t of CO2 emissions.
The bottom line, they say, is that lignin substitution for formaldehydebased resins in wood composites such as plywood and particleboard has the potential to displace 1.322 t of CO2 per tonne of resin.
There will be no full-scale lignin recovery plant at Resolute’s Thunder Bay mill, vice-president Robert Dufresne said at PacWest earlier this year. The mill has housed a demonstration-scale lignin removal project for several years.
“The lignin value does not justify investment in a larger project,” he said. He explained that part of the reason for putting the project on hold is the softwood/ hardwood mix of the mill’s fibre supply.
A new frontier: sugars
The newest Canadian project on the bioproducts scene is Cascades’ venture into wood-based sugars. The company’s Norampac-Cabano mill in Témiscouatasur-le-Lac, Que., will be the first mill in Canada to implement a technology that uses hot water to extract hemicellulose from hardwood chips. The project will replace the existing soda-based chemical pulping process with a more environmentally friendly one.
Through this new process, hemicellulose will be extracted from wood chips. The hemicellulose stream can be used to make a number of products ranging from biofuels to a zero-calorie sweetener, reports Cascades. In addition to extracting hemicellulose, the new process will allow the facility to continue its current production of traditional corrugated paperboard product.
Therein lies the crux of the wood-based bioproducts industry in Canada: all of these projects are reliant on the pulp and paper business. They may be achieving success, but they are not suited to independence. PPC
Cellulose filaments are produced by a mechanical process at a demonstration plant in Trois-Riviéres, Que.
How to leverage our competitive advantage
Canadian companies should learn from the past, and take full advantage of Canada’s great fibre and the talented people working in our industry.
“Ihave
been in this industry most of my life, with my father beginning his career as the first generation of my family to work in the forest products industry in the ’70s. Shortly after I graduated, I followed suit. While we have come through some fairly challenging times in my 26 years, we are now at a very exciting time, with the future most certainly bringing more surprises, adversity and, hopefully, prosperity for those who are proactive. In preparing for this presentation, I was struck by how my personal objectives have shifted in conjunction with life’s experiences, opportunities and adversity. In the early days my goals were simple. Build my resume and value to an employer so that income could be sustained and hopefully grown with time. If I really worked hard and stretched, one day maybe I could finish my career as an engineering manager. Let’s face it, when you are a junior engineer at 23 that feels like the most likely career path.
There were many times in the early days that I asked myself why I picked this industry. While other [career] options were there, I often found myself held by unfinished business, my friends in the mills, my relationships in the community and an overwhelming desire to see things through. I became increasingly connected to my team as an extended family. Our social lives become entangled with work
By Brett Robinson, president and CEO, Canfor Pulp
life and soon a job becomes a career and eventually a lifetime.
In my lifetime, which is only a mere fraction of the industry’s lifetime, we have made changes that were considered to be impossible when I started. It’s only impossible until it’s not.
As I reflect back to the mid ’80s, the pulp and paper business had enjoyed several decades of significant growth and consistent profitability. This was as a result of demand-driven economics as the business developed and matured. But what should have been obvious was the storm on the horizon. The indicators were there. What the S-curve business cycle predicts after phases of extreme growth is the inevitable mature but saturated market. As margins contract the next phase a mature business faces is classic survival mode with cost reduction, margin improvement focus, headcount reductions and constant challenges to do more with less.
The reality is, for a near-commodity business like we are in, low cost is the number one way to ensure your survival until demand can catch up with oversupply. These years of incredible prosperity led to many changes for the Canadian pulp and paper industry, with the final sprint in the ’80s to build capacity in Western Canada and the hangover effect of production-at-any-cost leaving the older, smaller Canadian producers behind on the everdecreasing cost curve.
Over the last several decades we have all faced tremendous adversity as we raced to drive our costs down and watched as many respected friends and peers struggled to continue. Today, if we look at the new capacity that is under construction or proposed in South America, I would suggest that there is another storm on the horizon as new mills with economies of scale, great fibre, growing customer demand and cheap energy continue to incent these investments.
During the steady build-out of the Canadian pulp and paper industry, across the ocean in Europe our competitors were struggling to survive against the onslaught of new Canadian pulp capacity that had the advantages of economies of scale, excellent fibre and cheap energy. Does that sound familiar?
I believe history can be a great teacher. Things are only impossible until they’re not. So what is our competitive advantage? There are many, but I would like to focus on my personal favorites.
Fibre: It all starts here and without the best and most diverse fibre base in the world, our business would not have flourished and developed to the economic engine that it is. Our unique fibre characteristics can compete with lower cost alternatives provided we are delivering good value.
The impossible goal is to always be moving our high quality products further up
The following is excerpted from a keynote speech presented by Brett Robinson at PacWest 2015.
the value chain by finding innovative ways to make our customers more successful. People: We have decades of [experience] operating our assets and know our mills, the technology and the business as well as anyone else in the world. We know how hard we can push, we know how tight we can run our costs, we know how to push this business to its limits.
Let’s make sure we give our emerging leaders our support and confidence. Most importantly, find opportunities to push them to lead while they still have strong support networks around them. Don’t let a week of vacation go by without filling key positions, look at every project as a growth opportunity, use retirees to fill more junior positions so that these emerging leaders can be given opportunities to move up and grow with you as mentors. Let them prove they can step up just as you did when many doubted you could.
We are in the middle of one of the
most significant knowledge transfers in North American history, and we need to embrace it for the opportunity that it will surely be. Our new and emerging leaders are not bound by old paradigms and will most certainly drive improvements for our customers, our processes and our finances. However, the balance of change must blend with what has worked for our legacy teams. We need to capture their tried and true knowledge and approaches to ensure we are not vulnerable as the wisdom of our experienced work force slowly transitions into retirement.
Often I find myself looking at our young professionals and wondering if they are ready for that next challenge. After all, everyone seems so young now. I have to remind myself how old I was when I became mill manager. How old do you think I was? 36. Six months later I was given the challenge to combine [Canfor’s] Prince George and Intercon management teams into one as we went through one of the many downturns our industry has seen. So I was now 36-and-a-half, and
challenged to bring two teams into one, eliminate 20% of the senior management positions and get the new team to deliver new levels of performance. This direction was given with unwavering clarity and confidence that I would make it happen, and in the end my team did just that. It was one of the toughest experiences of my career and we all grew because of it. What I have not told you is that it was tried twice before. Trust me, there were good leaders on my team, but it was impossible, until it was not.
Accept that in the next few years, we will see another “winter” season for our industry. Accept that complacency is our real enemy and push the boundaries of your business by challenging the things that have always been impossible to change, until they’re not. PPC
Brett R. Robinson was appointed president of Canfor Pulp Products Inc. on September 30, 2012.
Beyond Automation: The Internet of Things
How will the Industrial Internet of Things change the pulp and paper business?
By Cindy Macdonald, editor
Whether you call it the Industrial Internet or Internet of Things, or the Industrial Internet of Things (IIoT), this wave of technology could bring about major changes to the way companies manufacture items, ship products and manage their physical assets.
The possibilities of the IIoT arise from the ability to electronically monitor and control things in the physical world. This ability is not new; pulp and paper plants have had plantwide monitoring and distributed control systems for years. But plant systems tend to operate in isolation.
So why the rise of the Industrial Internet now? Heikki Ailisto from VTT Technical Research Centre of Finland, in a presentation last year, explained that the Industrial Internet exists now because affordable technology enables it: computing power is growing, low-power communication exists between machines, and sensors can be both low-cost and connected.
Ailisto predicted that the Industrial Internet will disrupt most businesses and public services during next three to 15 years. He suggests businesses start preparing an IoT/II strategy, and begin experimenting with the technology in order to build experience and learn from setbacks.
Data plus Internet equals optimization
The Industrial Internet is described by GE and Accenture in their Industrial Internet Insights Report for 2015 as the combination of Big Data analytics with the Internet of Things. “Take the exponential growth in data volumes – that is, “Big Data” – available to companies in almost every industrial sector, primarily the ability to add sensors and data collection mechanisms to industrial equipment. Add to that the Internet of Things, which provides even more data – in this case about equipment, products, factories, supply chains, hospital equipment and much more.
“The Industrial Internet enables companies to use sensors, software, machine-to-machine learning and other technologies to gather and analyze data from physical objects or other large data streams—and then use those analyses to manage operations and in some cases to offer new, value-added services.”
However, using the streams of data generated by equipment and supply chains is proving to be a challenge. When respondents to the GE/Accenture report were asked to name the top three challenges faced in implementing Big Data analytics initiatives, the answer most frequently appearing (36 per cent) was “System barriers between departments prevent collection and correlation of data for maximum impact.” In addition, for 29 per
The GE/Accenture Insights report finds that most companies’ Big Data capabilities are strongest in the area of analysis. (Question: On average across the company, where do your company’s big data analytics capabilities fall on the spectrum below?)
cent of executives, a top-three challenge was in the consolidation of disparate data and being able to use the resulting data store. All in all, only about one-third of companies (36 per cent) have adopted Big Data analytics across the enterprise, according to GE and Accenture.
Industry 4.0 already here
In a report released earlier this year, Industry 4.0, How to navigate digitization of the manufacturing sector, McKinsey & Company noted that the Internet of Things is already playing a critical role in the next phase of factory automation, which has been called Industry 4.0. This term describes the full digitization of production processes, marrying the digital and physical worlds within the factory. A defining aspect of Industry 4.0 is the ability to monitor and control all tools of production and use the data collected to improve productivity and quality in factory settings.
As a supplier of automation, ABB has been involved with the Industrial Internet for years via the company’s control systems, communication technology and industrial sensors. This year, the company joined the Industrial Internet Consortium to foster collaboration among technology companies as they seek to establish global standards for the Industrial Internet. “The Industrial Internet holds incredible promise to transform manufacturing, energy and resource industries,” said Claes Rytoft, ABB’s chief technology officer.
ABB will work with others to ensure that end users reap the benefits promised by IIoT: improved efficiency, reduced costs and higher revenue.
According to ABB, the industry trend is toward smarter devices with software-based services exploiting the increased
connectivity, bandwidth, computational capabilities and power efficiency, combined with the scalability and cost advantages of cloud computing.
The company notes that there are similarities between IoT for general systems and industrial systems, but with respect to scalability, there are also significant differences, such as: constraints on low latencies, criticality of the systems, requirements for predictability, resilience to failures in the system and cyber security.
What’s the value?
A new McKinsey Global Institute report, The Internet of Things: Mapping the value beyond the hype, attempts to determine exactly how IoT technology can create real economic value.
To get a broader view of the IoT’s potential benefits and challenges across the global economy, the authors analyzed more than 150 use cases, ranging from people whose devices monitor health and wellness to manufacturers that utilize sensors to optimize the maintenance of equipment and protect the safety of workers.
The authors conclude interoperability between IoT systems is critical, and that most of the IoT data collected today is not fully exploited.
“And of the data that are actually used – for example, in manufacturing automation systems on factory floors – most are used only for real-time control or anomaly detection. A great deal of additional value remains to be captured, by using more data,
~30,000 sensors gathering data
Data capture
Infrastructure
Data management
Analytics
Deployment
People and processes
<1% of data used for decision making
~40% of all data is never stored; remainder is stored locally offshore
Only ~1% of data can be streamed onshore for daily use
Data cannot be accessed in real time, enabling only “ad hoc” analysis
Reporting is limited to a few metrics, which are monitored in retrospect
percent of data collected from 30,000 sensors on an oil rig was lost before reaching operational decision makers SOURCE: McKinsey Global Institute analysis
No interface is in place to enable realtime analytics to capture offshore data
Maintenance is still conducted at manufacturer-recommended intervals
Data and more data: An analysis from the McKinsey Global Institute concludes that 99 per cent of data collected from 30,000 sensors on an oil rig was lost before reaching operational decision makers.
SOURCE: McKinsey Global Institute analysis
10 See Big data: The next frontier for innovation, competition, and productivity, McKinsey Global Institute, May 2011, and Open data: Unlocking innovation and performance with liquid information, McKinsey Global Institute, October 2013.
as well as deploying more sophisticated IoT applications, such as using performance data for predictive maintenance or to analyze workflows to optimize operating efficiency,” the report states.
The authors also feel the Internet of Things enables new business models. They suggest the example of machinery manufacturers, who, with the ability to monitor machines that are in use
environmental Services
McKinsey Global Institute
at customer sites, could shift to selling their products as services and charging based on usage. Service and maintenance could be added to the hourly rate.
In almost all cases, IoT systems raise questions about data security. Organizations that gather data from thousands or millions of devices need to protect the data and devices from unauthorized access. The McKinsey report notes that this creates new categories of risk for businesses. “Furthermore, when IoT is used to control physical assets, whether water treatment plants or automobiles, the consequences associated with a breach in security extend beyond the unauthorized release of information – they could potentially cause physical harm.”
Next steps
At an individual level, the Internet of Things may already be operating in your life. Fitness bands that monitor your activity and send the data for analysis, or Internet-connected devices to
manage HVAC systems, appliances, entertainment or security systems have connected consumers to the IoT.
But if the IoT is to deliver benefits in the industrial world, there will have to be a meeting of minds at a very high level to enable the necessary standardization and interoperability.
The Internet of Things report outlines a few next steps: “For IoT applications to be adopted in the factory setting, some machinery will need to be upgraded or replaced to accommodate IoT sensors and actuators. There also needs to be improvements in connectivity and interoperability in many factory settings (both for machine-to-machine communications and for relaying large streams of data from the production floor). Improvements are also needed in data analytics and in the cost of basic technology such as sensors, micro-electromechanical systems (MEMs), as well as cloud data storage and computing. Finally, for the full benefit of IoT in factories to be realized, security and privacy issues need to be addressed.”
Valmet launches chemical cleaner in North America
Valmet’s next generation of chemical cleaner, BLAST HP, is formulated to clean all paper machine clothing (forming, press and dryer), while the machine continues operations. The cleaner is now available in North America.
Valmet says the product is proven to enhance paper machine production by maintaining consistent clothing performance and reducing clothing related lost time.
“Unlike conventional cleaners, BLAST HP leaves no sticky residue and maintains void volume. It does not attract contaminants and deep cleans clothing. As a result, the periodic need for down batch cleaning was completely eliminated in initial trials,” says John Barnett, business manager, Valmet Chemical Cleaning Solutions.
Effective on all paper machine clothing, BLAST HP also allows the flexibility of being applied through any of the chemical application methods on the machine, either on the fly or while shut down. It is suitable for high-pressure and/or conventional lowpressure chemical application showers. BLAST HP is the only cleaning chemical suitable for application through high-pressure traversing showers such as those used on dryer fabrics.
Like the original BLAST, BLAST HP is neutral pH, nonhazardous, and biodegradable in water with no hazardous byproducts. It is safe and effective for use with a wide range of furnish types. Valmet 514-335-5426, www.valmet.com
Powerful drive system saves floor space
Rugged, reliable and versatile, the Hägglunds torque arm, hydraulic drive system from Bosch Rexroth is a powerful, selfcontained drive package for applications and systems where space is limited.
The Hägglunds TADS is a completely self-contained, easy-to-
install system and comes with either internal splines or a hollow output shaft with a compression coupling that easily mounts directly to a machine’s drive shaft.
Hägglunds’ groundbreaking way of using hydraulics to produce rotation is said to deliver a number of benefits electromechanical systems can’t. For example, the direct drive system eliminates gearboxes and the need for heavy pedestal foundations, which shrinks installation costs and saves valuable floor space. The compact open design affords easy access for routine maintenance.
TADS delivers maximum torque from zero speed with infinite start, stop and reverse, which will not damage the system. This feature can add a new level of productivity for some applications, in particular for apron feeders, belt feeders, belt conveyors, and infeed conveyors in the pulp and paper, and other industries.
Bosch Rexroth, www.boschrexroth-us.com/hagglunds
GL&V dryers suit higher temperatures
Since 2005, GL&V has been developing dryers suitable for higher pressures than the typical 125 or 150 PSI (8.6 to 10.3 Bar) ratings found on most North American paper machine dryers from the 1960s and later.
Higher pressures are enabled by stronger alloys in both gray and ductile iron grades with the incorporation of stress relieving. GL&V has built nearly 300 dryers with ratings above 160 PSI. The company says 175 PSI (12 Bar) is typical but some go as high as 200 (13.7 Bar).
Higher pressure dryers enable customers, particularly those making packaging grades, to utilize increased temperatures for higher production speeds without increasing the number of dryers in the section.
GL&V 518-747-1370, www.glvpulppaper.com
BIO-ECONOMY
Domtar will commercialize modified softwood pulp fibre at Dryden
A first-of-its-kind commercial-scale manufacturing facility for new grades of northern bleached softwood kraft (NBSK) pulp is planned for Domtar’s mill in Dryden, Ont. The project has received $2 million from the IFIT program, and is described as “modified softwood pulp fibre for highperformance composites.”
Domtar will develop and commercialize a portfolio of new, premium-value grades of northern bleached softwood kraft (NBSK) pulp.
This pulp can be used to produce writing and specialty-grade papers, tissues and paper towels, as well as in non-traditional, growing and value-added markets such as fibre-reinforced materials, including cement and fibreglass. The use of modified fibres will also lead to a reduction in greenhouse gas (GHG) emissions by reducing the amount of fibre required to manufacture the products utilizing these new grades.
Support for this project comes from Natural Resources Canada’s Investments in Forest Industry Transformation (IFIT) program.
This will be the first commercial manufacture of Domtar’s modified fibre based on softwood pulp and the first time that cost-effective, high-performance blends of modified fibre and NBSK are commercially produced, according to the federal government press release.
It also says this process could result in up to a 50 per cent increase in the fibrebonding performance properties compared with conventional NBSK grades.
Lignin nanoparticles enhanced with silver to battle bacteria
North Carolina State University researchers have developed what they call an effective and environmentally benign method to combat bacteria by engineering nanoscale particles that add the antimicrobial potency of silver to a core of lignin. The findings could lead to enhanced efficiency of antimicrobial products used in agriculture and personal care.
In a study published in Nature Nanotechnology, NC State engineer Orlin
Red Rock Biofuels announced in July that it will produce approximately three million gallons of low-carbon, renewable jet fuel per year for FedEx Express, a subsidiary of FedEx Corp. The agreement runs through 2024, with first delivery expected in 2017. FedEx joins Southwest Airlines in purchasing Red Rock’s total available volume of jet fuel.
FedEx has promised to purchase half of the total jet fuel output of Red Rock Biofuels, which has not yet broken ground on its commercial-scale production facility.
“As we look to break ground on our refinery in the coming months, we’re thrilled to have signed a contract with FedEx as they look to diversify their fuel supply and reduce emissions throughout their aviation unit,” said Terry Kulesa, co-founder and CEO of Red Rock.
Red Rock’s first refinery, funded in part by a $70 million grant from the U.S. Departments of Agriculture, Energy and Navy, is scheduled to break ground this fall in Lakeview, Ore. and will convert approximately 140,000 dry tons of woody biomass into 15 million gallons
Velev and colleagues show that silver-ion infused lignin nanoparticles, which are coated with a charged polymer layer that helps them adhere to the target microbes, effectively kill a broad swath of bacteria, including E. coli and other harmful microorganisms.
As the nanoparticles wipe out the targeted bacteria, they become depleted of silver. The remaining particles degrade easily after disposal because of their biocompatible lignin core, limiting the risk to the environment.
per year of renewable jet, diesel and naphtha fuels.
Red Rock will use a well-proven process technology platform, based on gasification, Fischer-Tropsch conversion and product upgrading.
An article in The Washington Times on July 21 suggests that airlines are eager to support biofuels because there are few other fuel options that can reduce their carbon footprint.
“It’s about retaining, as an industry, our license to grow,” says Julie Felgar, managing director for environmental strategy at plane maker Boeing, in the article. The article further states that many in the aviation industry “believe that without a replacement for jet fuel, that growth could be threatened by forthcoming rules that limit global aircraft emissions.”
According to the Times, FedEx burns 1.1 billion gallons of jet fuel a year, while U.S. airlines collectively burn through 45 million gallons every day. FedEx’s agreement to buy 3 million gallons per year of biofuels is just a drop in the bucket.
“People have been interested in using silver nanoparticles for antimicrobial purposes, but there are lingering concerns about their environmental impact due to the long-term effects of the used metal nanoparticles released in the environment,” said Velev. “We show here an inexpensive and environmentally responsible method to make effective antimicrobials with biomaterial cores.”
The authors are now working to scale up the process to synthesize the particles under continuous flow conditions. PPC
Tough little cookies.
A crushed roll of paper can cost manufacturers and their customers countless hours, dollars, and headaches. But by simply inserting core plugs into each roll, paper makers can reduce damage and loss claims for just pennies per roll. As a family-owned New England company that has been producing core plugs for over 50 years, Souhegan guarantees a high-quality, steady inventory of the products you need, whenever you need them.
We offer two different types of high-density, molded wood core plugs engineered specifically for the paper industry:
CORSAVER™ PLUG
Designed for fine coated papers, the name says it all – this little gem can withstand three times more pressure than most other center hole plugs on the market. In independent testing, our CorSaver plugs withstood a 10,000 lb crush in a .668" walled paper tube.
CENTER HOLE PLUG
With an easy-out design preferred by many end-use customers, an impressive crush strength, and a competitive price, our re-engineered Center Hole plugs are an industry favorite for all grades of paper.
• 3" Center Hole plugs have a crush strength of 2,300 lbs in a .668" walled paper tube.
• 4" Center Hole plugs have a crush strength of 5,000 lbs in a .25" walled paper tube.
For more information on standard plug sizes and custom options call us at (603) 654-2311 or visit us online at www.souheganwood.com
CORSAVER PLUG
3" CENTER HOLE PLUG
4" CENTER HOLE PLUG
Enzymatic technologies are transforming how pulp, paper, tissue and packaging products are made — boosting performance, profitability and sustainability for mills around the world.
As the global leader in the field, Buckman can help your mill enter the Enzymatic Age, too.
Our Maximyze® line for fiber conditioning, Optimyze® line for stickies control and Buzyme® products for deposit control can give your mill the economic and environmental advantages it needs to compete successfully for years to come.
GRAB THE LEADING EDGE. To learn more about enzymes and how they work, request a free copy of The Leading Edge — How Biotechnology is Taking Pulp and Paper Mills Into the Future. Just email us at knetix@buckman.com or contact your Buckman representative today!