Eleven industry leaders gather in Toronto to evaluate world-class printing and share thoughts on current trends
CHRONICLE
10 Nick Howard
Second to none
Canadian printers have historically proven their world-class innovation and strategy
DEVELOPMENT
12 Dave Fellman
Defensive sales management
Sixty minutes of print
On September 20, 2016, eleven industry influencers gathered at the Toronto Botanical Gardens to evaluate more than 200 high-end projects entered into the 11th annual Canadian Printing Awards program. They spent an entire day looking at dot structure, finding print defects and discussing a range of trends in the current printing market. Equally the vastness of the printing industry, each judge brought their own area of expertise and openly shared their thoughts with the group.
Picking is another relatively clear issue for the judges to notice, with a couple of them describing what is most likely going on with the printer’s press blanket, how and why pressure might be causing defects. This is also a main reason for why two copies of an entry are asked for, assuming post handling can often lead to unique marks on a single printed piece. That said, it is always heartfelt to see how carefully most of the submitting printers pack up their print gems for judging.
Editor Jon Robinson jrobinson@annexweb.com 905-713-4302
Contributing writers
Zac Bolan, Wayne Collins, Peter Ebner, Victoria Gaitskell, Martin Habekost, Nick Howard, Angus Pady, Nicole Rycroft, Abhay Sharma, Trish Witkowski
Publisher Paul Grossinger pgrossinger@annexweb.com 905-713-4387
60%
In addition to a clear entry growth in the catalogues category for the 2016 Canadian Printing Awards program, almost 60 percent featured a soft-touch coating.
Collectively, this group represents more than 40 years of judging specifically for the Canadian Printing Awards. Their hard work will be on full display on November 10 at the Palais Royale in Toronto at the 2016 awards gala, expected to attract more than 200 industry leaders from across Canada, as well as several international attendees.
From this year’s print entries, as is the case every year, a few notable print-production trends emerge, such as the use of soft-touch coatings on more than 60 percent of all projects into the catalogue category. For the past couple of years, both printers and technology suppliers alike have indicated that printed catalogues are having a relative resurgence, which was supported by the number of high-value entries – akin to the many great projects submitted for the past several years based on the Vancouver real estate boom. One real estate project this year for a Horseshoe Bay development was entirely in Chinese, which also speaks to the critical socioeconomic factors driving high-value print.
Several of the production notes of the soft-touch catalogue entries pointed to the printers’ ability to also avoid fingerprints being left after touching the covers, which previously often smudged and muted the soft-touch effect. Another positive coating and ink trend expressed by this year’s judging panel was the arrival of much more effective UV printing.
As UV printing continues to grow, the judges over the past few years would remark how the colour punch of these UV pieces were simply too glossy and often unpleasant to look at. Several of Canada’s leading printers have worked to produce more muted, but still punchy UV effects, which often relates the substrates being used.
The 2016 judging panel also focused on more obvious, and therefore critical, issues like cross overs. It is incredible to watch how easily the industry experts can spot fit issues in a print project without the aide of loop, which is often subsequently used to determine how bad the fit issue truly is.
To help the judges better evaluate less obvious challenges behind the printing projects, PrintAction’s awards program asks submitting printers to describe any unique or interesting methodologies used to produce the piece.
In addition to requiring multiple copies, these production notes are key ingredients to separate the program from many others. The judging panel gravitates to those entries providing more detail for why and how some of these world-class printing projects were produced, as well as the innovations to be found in a new carton conversion or coating effect.
Many side discussions go on between the judges throughout the event, but their industry knowledge always shines through at the end of the day during what is typically a 45 to 60 minute group discussion to determine the Best of Show Award. The panelists pull their favourite pieces from the hundreds of entries and serve as an advocate for its technical superiority. They will often also discuss the print-consumer rationale behind the purpose and functionality of a technically sound piece. For a non-technical observer, these 60 minutes can open your eyes to new production complexities and ongoing passions for print.
With much appreciation, PrintAction would like to thank the following judges for taking the time to participate in this year’s panel. They play a key role in PrintAction’s annual celebration of Canadian printing: Al Kershaw, The Print Wizard, Abhay Sharma, Ryerson University, Mark Thomas, Unigraph International, Emily Wong, Penguin Random House, Nick Howard, Howard Graphic Equipment, Tony Karg, Ricoh Canada, Ray Fagan, Heidelberg Canada, Mark Norlock, KBA North America, Sean Springett, Manroland North America, Marc Raad, Esko, and Martin Habekost, Ryerson University.
Associate Publisher Stephen Longmire slongmire@annexweb.com 905-713-4300
Director of Soul/COO Sue Fredericks
Media Designer Lisa Zambri
Circulation Manager Barbara Adelt badelt@annexbizmedia.com
Customer Service Angie Potal apotal@annexbizmedia.com Tel: 416-510-5113 Fax: 416-510-5170
Mail: 80 Valleybrook Drive, Toronto, ON, M3B 2S9
Subscription rates
For a 1 year monthly subscription (12 issues): Canada — $40.95 Canada 2 year— $66.95 United States — CN$71.95 Other foreign — CN$140.00
Mailing address
Annex Business Media 222 Edward Street Aurora, ON, L4G 1W6 printaction.com Tel: 905-727-0077 Fax: 905-727-0017
Deepak Chopra, CEO, Canada Post, continues to face major pension challenges and calls for equity among rural and urban carriers.
Canada Post and the Canadian Union of Postal Workers in late August reached what the organizations describe as tentative shortterm agreements – for both the urban and RSMC bargaining units – with the help of a Federally appointed mediator. The new agreements, which still had to be ratified over a voting period of up to six weeks, are for a period of two years instead of the typical four-year contracts that have been negotiated in the past. CUPW noted over the next 13 months that it plans to work on a third-party pay-equity report regarding RSMCs, which are estimated to make 30 percent less than their urban counterparts for doing work of equal value. The pending agreements avert a work disruption, noted Canada Post, as businesses head into the holiday shipping season. Canada Post also noted this two-year approach provides more time for thoughtful discussion and analysis on how to best address significant challenges facing the crown corporation –primarily declining mail volumes and a growing pension obligation.
CCL Industries of Toronto acquired all outstanding shares of Labelone (Label1), a privately held company based in Belfast, Ireland. Label1 primarily focuses on the region’s healthcare industry. Label1’s most-recent annual sales were reported to be approximately $10.7 million. Purchase price consideration, including assumed debt, is approximately $17.7 million, subject to closing adjustments, including acquisition of real estate. A month earlier, CCL acquired Eukerdruck GmBh & Co. and Pharma Druck CDM GmbH of
Group.
Germany. CCL employs more than 18,000 people operating 148 facilities in 35 countries on six continents.
KBR Graphics, which is celebrating its 40th year in business in 2016, is expanding its distribution of RYOBI MHI Graphic Technology (RMGT)
sheetfed offset presses to include all of Canada. The agreement also includes the new digital press line RMGT introduced this past spring at the drupa. Previously, KBR had been the RMGT distributor in Central and Eastern Canada since 2012. In mid-July 2016, KBR moved its head office to a new modern facility in Laval, Quebec, which is prepared to support future business through its larger sales, service and support teams.
Supremex Inc., headquartered in LaSalle, Quebec, expands its presence in the United States with the purchase of assets of Bowers Envelope Company Inc. With facilities across seven Canadian provinces and three in the United States, envelope-maker Supremex employs approximately 700 people. Founded in 1928, Bowers Envelope employs 50 people at its 75,000-square-foot Indiana facility and in 2015 generated around US$8.5 million in revenues.
PrintAction named its Industry Achievement Award recipients to recognize outstanding leadership
as demonstrated by members of the Canadian printing community. Jamie Barbieri, President of Montreal’s PDI Group Inc. and Director of the Quebec Graphic Arts Association, is the 2016 Printing Leader of the Year. Todd Cober, Vice President of Cober in Kitchener, is the Emerging Leader of the Year. Jeff Ekstein, President of Willow Group in Concord, is the Community Leader of the Year, and Hadi Mahabadi, Founder of CanWin Consulting and former Director of Xerox Research Centre of Canada, is to receive the John A. Young Lifetime Achievement Award. These leaders will be recognized at the 11th annual Canadian Printing Awards gala on November 10, 2016, at the Palais Royale in Toronto.
Xerox Research Centre of Canada hosted 25 industry and academic thought leaders in Mississauga for the Canadian Manufacturers & Exporters (CME) Industrie 2030 Roundtable. The roundtable was aimed at understanding obstacles standing in the way of commercializing new products, adopting advanced technologies, and growing business in Canada. Insights from the roundtable will provide a foundation for an action plan, to be released at CME’s National Summit in October, with the goal of doubling value-added manufacturing by 2030.
Jones Packaging, headquartered in London, Ont., as a global provider of packaging solutions for healthcare and consumer brands, has implemented Thinfilm’s recently branded NFC OpenSense technology at its converting facility. The customized Jones production line can apply and read up to 15,000 tags per hour. Jones explains Thinfilm’s Tag Talks First protocol is a key feature of the OpenSense tag and enables a
read-speed that is up to 20 times faster than conventional NFC solutions.
Newspaper Association of America, to better reflect “the news media industry’s evolution to multi-platform, digitally savvy businesses and premium content providers,” has changed its name to News Media Alliance. The association explains this new focus aligns with its membership, approximately 2,000 news organizations, venturing deeper into digital and mobile formats. In addition, for the first time, the association is broadening its membership requirements to allow digital-first and digital-only news organizations publishing original content to become members.
Dietzgen Corporation purchased the Magic digital imaging business from Coveris, which includes the brands Museo, Magiclee, and Jet Set. With a series of seven acquisitions over the past 17 years, Darren Letang, owner of Dietzgen, has built a national footprint with dedicated facilities in Florida, Conneticut, Texas, Califorinia and Georgia.
Langley Holdings, owner of Manroland Sheetfed, released its interim results for the six months ended June 30, 2016, which includes sales of €417.1 million for the entire group of companies. Manroland Sheetfed saw an expected slow-down in orders ahead of drupa, explained Langley, but this was brought back on track following drupa with the Offenbach factory “optimally loaded from backlog in the first six months.”
Edale, a supplier of narrow to mid-size flexographic presses for label, flexible packaging and carton printing, has appointed Matik Inc. as its exclusive distributor in North America. Edale manufactures the FL range of modular flexo presses, from 13 to 30 inches (330 to 762 mm). Matik is the exclusive distributor in North America for other brands like Codimag, Gietz and MELZER.
Electronics For Imaging is moving its inkjet business to a new facility in Londonderry, New Hampshire. The facility will be nearly a quarter-million square feet and is scheduled to be completed by early 2018. EFI’s annual inkjet revenues close to US$500 million.
XRCC in Mississauga hosts Canadian manufacturing leaders.
Jamie Barbieri, President, PDI
Karl Belafi Jr., VP, KBR Graphics.
INSTALLS
Glemore’s James Rowley and Stefan Congram celebrate completion of the Eagle Cold Foil Certification Course.
Glenmore Custom Print + Packaging of Richmond, BC, successfully completed its Eagle Cold Foil Certification Course (ECFC). The 8-hour program is not only geared toward improving production and techniques of press operators, but, as Eagle Systems explains, the certification program incorporates the executive management level to focus on Return On Investment. Eagle conducted the ECFC at Glemore’s Richmond facility in mid-July, 2016, to address real-world production factors and influences. Eagle has designed a unique test form, designed for failure, to run off each applicant’s system. Eagle explains the press is then finite-tweaked to maximize performance out of each operation’s adhesives, foils and blankets. This in-house certification approach allows for the elimination of former process obstacles, such as pin-holing and mud cracking.
Filip Weymans becomes Vice President of Marketing for Xeikon, a division of Flint Group, primarily focused on developing web-fed toner presses that use LED-array-based electrophotography. Having been with Xeikon for 18 years, Weymans previously served as the company’s Director Segment Marketing Labels & Packaging. Xeikon states Weymans, while working in the labels and packaging market, played a major role in establishing Xeikon as the “undisputed number two in the industry for digital solutions in this space.” Xeikon also manufactures basysPrint computer-to-conventional plate (CtCP) systems for the commercial offset printing market. For the flexographic market, Xeikon provides digital platemaking systems under the ThermoFlexX brand name.
Ted O’Connor becomes Senior VP and
GM, Mohawk Envelope and Converting. He previously served as Senior VP, Sales, responsible for the sales of fine paper across North America. Mohawk, North America’s largest privately owned manufacturer of fine papers, envelopes and specialty substrates for commercial printing, has made a range of organizational changes and promotions. Melissa Stevens has been promoted to Senior VP, Sales, for premium paper across North America. Mohawk is a fourth-generation, family-owned and operated business based in Cohoes, New York, with global sales and operations located throughout North America, Europe and Asia.
Robert Lugg joins CHILI publish as Business Development Manager to oversee sales and distribution across Europe. The hiring of Robert Lugg is part of the company’s continued expansion, and supports the increased interest in the range of CHILI publish solutions around the globe.
Hueneye of LaSalle, Quebec, one of the Montreal area’s only dedicated trade shops, installed a five-colour RMGT 9 Series press, pictured with Hueneye President Mike Green and Karl Belafi Jr., VP of KBR Graphics, which sold the 23 x 29-inch sheetfed press.
Keith Nagle becomes Digital Product Manager for Nilpeter’s UV inkjet press line, PANORAMA. Nagle has more than 20 years of experience in international printing applications with recognized strengths in digital printing technologies, digital prepress, pressroom trouble-shooting, account transition, operator training, product development, colour management control, and new applications development. He has in-depth knowledge and experience with UV-Inks (Inkjet, flexo, screen, letterpress/offset), water-based inks (InkJet, flexo, and gravure), and solvent inks (flexo and gravure).
Antoine Preisig becomes General Manager of the EMEA region for X-Rite Pantone. Preisig is said to hold an understanding of market needs and technology across a range of industries from consumer to industrial. He is responsible for the company’s operations across Europe, Middle East and Asia. Prior to joining X-Rite, Preisig spent four years as CEO of EMS Dental, where he was responsible for growing its global dental business. Preisig has been educated in Electrical Engineering at the Ecole Polytechnique Fédérale in Lausanne and is fluent in German, Swiss German, Swiss French and English.
Flash Reproductions of Etobicoke, Ontario, installed a new 6-colour, 40-inch Heidelberg Speedmaster CX 102 press, which combines the reliability of the CD series (with well over 100,000 units installed worldwide) and press maker’s newest sheetfed technology found in the XL platform.
JC Accuforms, founded in 1968 in Toronto, Ontario, installed a new Canon imagePRESS C8000VP, pictured with President John Nickleford. The four colour press reaches speeds of up to 80 pages per minute on all media weights up to 350 gsm.
Tri-Win adds VC60000
Tri-Win Direct, a printer and mailhouse based in Dallas, Texas, has installed the Ricoh Pro VC60000 continuous feed inkjet platform to offer customers more data, print, production and creative services.
Tri-Win states it plans to use the Pro VC60000 to fine-tune and focus marketing messages for its customers, helping to increase engagement and response rates. Founded out of a Dallas apartment 20 years ago, TriWin has grown exponentially, having mailed nearly 200 million direct mail pieces in 2015.
“In the direct mail business, quality and speed are incredibly important to everyone. At the same time, we know the value of solid customer service and the impact of putting the customer first – a practice that is at the heart of Tri-Win,” said Scott Fish, Founder and CEO, Tri-Win Direct.
The Ricoh Pro VC60000’s 1,200-dpi resolution, according to Tri-Win, delivers colour output that helps it produce eye-catching, effective collateral for its customers. At the same time, the addition of the digital platform has helped Tri-Win take on more work, according to the company, not only due to its new platform’s output, but also because it can handle more orders, quicker turnarounds, and higher volumes.
98
Label printer Action Packaging Systems, founded in 1979 and based in Connecticut, invested in its second Xeikon CX3 toner press with printing speeds of 98 feet per minute.
5
The CeraPrinter F-Serie printer, installed by ACREO Swedish ICT, one of Europe’s top research facilities, is able to produce material deposition of five axis with motorized adjustable printing resolution, substrate alignment (+/-2 µm) and nozzles self calibration (< +/-3 µm).
Dee adds Rapida 145
Dee Paper Box Company, a folding carton design, printing, and manufacturing firm located in Chester, Pennsilvanya, broadened its pressroom capabilities with the installation of a new KBA Rapida 145 57-inch seven-colour double-coater UV press with a host of unique automated KBA technology.
“Our sterling reputation has been built upon our attentive service and delivery of high quality products,” says David Dee, sales manager of Dee Paper Box Company.
“Our employees place a considerable amount of attention to detail on every client’s job,” continued Dee. “We’re seeing a trend toward more difficult work getting even more complex with shorter run lengths and faster turnarounds while everybody is running at the speed of light. It’s our job to take those complicated jobs and make it simpler for our customer.”
Water wash flexo in UK
York Repro-Graphic Group of the United Kingdom has adopted the Asahi AWP flexographic plate system for its clients using the fixed colour palette printing process. Designed for high-quality print performance, the AWP water wash plate, according to Asahi, outperforms the best digital plates currently available for flexo and produces higher quality than Flat Top Dot plates. For the first time, Asahi explains a digital photopolymer plate can hold extremely small stable dots – smaller than those of solvent processed plates – and its stability on press is superior to solvent plates, with numerous associated environmental and waste reduction benefits. Its register capabilities also help provide faster make-ready and reduced waste.
“We are seeing growing demand for packaging produced using the fixed colour palette printing process due to its many efficiencies, including reduced ink inventories, faster make-ready, fewer press stops and less waste,” said Mark Gration, Group Managing Director at York Repro-Graphic (YRG).
“It significantly reduces job changeover times since no wash-ups are required between jobs,” said Gration. “But to achieve the quality that brand owners demand requires precise registration. That’s why we chose to use Asahi AWP water washable plates for those clients using fixed colour palette printing. The quality that can be achieved with these plates surpasses Flat Top Dot printing quality, making the AWP plate the best plate in the market for this purpose.” YRG is the first repro house in the world to comply with the ISO-12647 colour standard.
Tri-Win’s production team with the new Ricoh Pro VC60000.
Mark Gration, Group Managing Director, and Paul Chant, Asahi Photoproducts UK Branch Manager.
Moi Nguyen, third pressman at Dee Paper Box Company, stands atop the company’s new KBA Rapida 145.
CALENDAR
Wallpaper Mosiac posters
The global design magazine Wallpaper* worked with HP Inc. to produce 220,000 unique commemorative posters to celebrate the publication’s 20-year anniversary. The project used HP Indigo’s SmartStream Mosaic technology to produce the posters, two of which were to be distributed with each issue of the magazine in September 2016.
The customized posters are based on brand-new designs from the world-renowned UK studio, Spin, and will be distributed to 93 countries around the world. The posters were produced in collaboration with print and communications specialist F.E. Burman on an HP Indigo 10000 Digital Press at the company’s state-ofthe-art production facility in London.
“For Wallpaper* magazine’s landmark 20th birthday we wanted to create something special and unique that would impact each of our readers on a personal level,” said Sarah Douglas, Creative Director, Wallpaper*. “The idea to collaborate with HP for this project came from a brainstorm with F.E. Burman, who has been our printing partner for many years now. As soon as the Burman’s team presented us with the Mosaic concept and its extraordinary possibilities, we connected with it. It’s a designer’s dream to be able to create this many original artworks and to push digital printing as far as we have with HP Mosaic. Working on this project with HP Indigo has been incredibly exciting and has inspired us to totally re-think our attitude and approach to print technology and the printing process.”
Tony Brook, a renowned graphic designer through his work with brands such as Nike, Design Museum, Christie’s, and many more, was asked by Wallpaper* to create the exclusive designs for the project. Brook and his team developed 12 original source designs of varying patterns, colours and shapes, enabling each set of posters to honour Wallpaper*’s legacy of design innovation.
“We had to organize two decades’ worth of images and captions to bring together the idea that it was a celebration for the 20 years,” said Brook. “We used HP Mosaic and played with the numbers ‘96’ and ‘16’ as the main features, changing the gradations and colours in the background to keep them moving throughout the project. It was important for us that each poster had its own character, but that overall they hung together.”
Brook continued to explain the flexibility of the HP SmartStream Mosaic software enables designers to create a rich visual language to portray a brand’s identity, as the HP Indigo 10000 enabled the designs to be translated on to paper.
“What really impressed us was the quality of the print with HP Indigo. It is remarkable how even flat colours are, particularly light tints, and how smooth vignettes are without feeling mechanical.”
October 18-22, 2016
All in Print China
New International Expo Center, Shanghai
October 19
OPIA Captain of Industry Dinner
St. Georges Golf, Etobicoke, ON
October 20, 2016
MultiCam Canada Open House
MultiCam Canada Headquarters, Concord, ON
November 3-4, 2016
RDG Designthinkers
Sony Centre, Toronto, ON
November 10, 2016
Canadian Printing Awards
Palais Royale, Toronto, ON
November 19-21, 2016
Print World 2016
Enercare Centre, Toronto, ON
November 25, 2016
CMA Awards Show
Westin Harbour, Toronto, ON
January 17-20, 2017
EFI Connect 2017
Wynn, Las Vegas, NV
March 1-4, 2017
Dscoop
Phoenix, AZ
March 19-24, 2017
IPEX
London, UK
April 6-8, 2017
Graphics Canada
International Centre, Mississauga, ON
May 9-13, 2017
China Print 2017
New China International Exhibition Center, Beijing
May 11, 2017
Gutenberg Gala Centre des Sciences, Montreal, QC
May 12-13, 2017
Grafik’ Art
Place Bonaventure, Montreal, QC
September 10-14, 2017
Print 17
McCormick Center, Chicago, IL
October 10-12, 2017
SGIA Expo 2017
Wallpaper* magazine’s anniversary issue will be distributed to 93 countries around the world.
The 220,000 posters for Wallpaper*’s September issue were produced on an HP Indigo 10,000.
New Orleans, LA
ARCHIVE
10 years ago
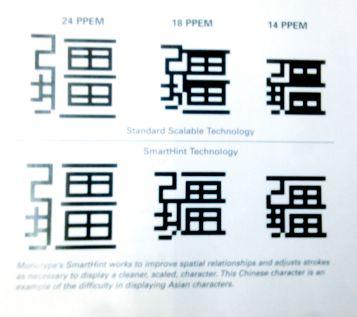
Monotype releases its WorldType Layout Engine, designed for rendering multilingual text on displays with support for the major written languages of India, Pakistan, Bangldesh, Sri Lanka and Nepal. The move is just one piece of a major effort by Monotype to drive and license scalable fonts for the ongoing massive adoption of cellphone technology. Also in 2006, Monotype purchases China Type Design based in Hong Kong, giving it groundbreaking font technology called SmartHint which had already been embedded into Monotype’s iType engine.
Monotype’s SmartHint works to improve spatial relationships and adjusts strokes as necessary to display a cleaner, scaled character.
$82K
In October 2006, The Stamp Centre auctions off a 1920s-era 10-cent stamp for $82,800. Sold by a retired electrician, the stamp with an image of James Monroe contains a rare production error with only 10 perforation holes on its topside instead of 11.
35 years ago
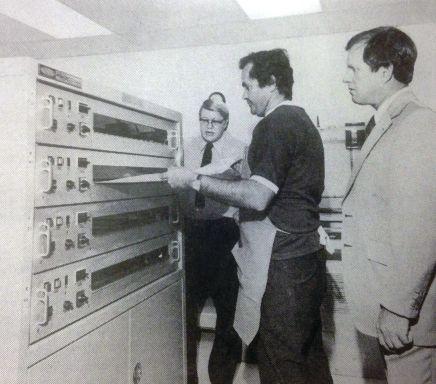
H&S Reliance Increases Production 50% with Cromalin Toning Machine: In the North American printing industry last year more than $90 million of proofing products were sold. These increasingly sophisticated products are a far cry from the traditional we-proofing presses.
Having recently invested more than $1 million on new revolutionary digital process colour equipment, the Scitex Response 300, H&S Reliance did not hesitate to add additional colour control equipment in the DuPont Cromalin ATM 2900 automatic toning machine for use with Chromalin off-press proofing materials and the DuPont Cronalith Command 24L, which is computer based to provided maximum control over film processing conditions.
“We have found that the new system has streamlined our operation tremendously, because more than one proof can be toned at the same time and this increases our productivity by between 30 and 50 percent,” says Heikki Houvinen, Plant Manager at H&S. With the ATM 2900 a proof can be toned in as little as 40 seconds for the largest 29 x 40-inch size.
15 years ago
The Right Integration: PLM Group marks the completion of a two-year project aimed at becoming one of the most complete printing operations in Canada with the opening of its new 140,000-square-foot facility in Markham, Ontario. “Our new home is symbolic of a new an unified look for PLM Group as one company offering a variety of tightly connected, high-value services,” says Barry Pike, Chairman and CEO of PLM, which was founded in 1999. For the second quarter of 2001, PLM reached record level of sales of $25.8 million, a level 24 percent ahead of the corresponding quarter one year ago.
Celebrating the
$12K
For sale in 1981 PrintAction classified: ITEK Computer Phototypesetter, in excellent condition, with French keyboard, hardly been used. Some fonts available. Cost $16,500 – Asking $12,200.
45 years ago
Telegram closure means $6 million lost in supplies: The loss of Toronto Telegram as a customer will effect many printing equipment suppliers. The Tely uses about 36,000 tons of newsprint at an average cost of $150 per ton – a total of $5.4 million, the majority of which was supplied by Abitibi. Inmont was the major ink supplier with an estimated total demand of $200,000 annually. Preparatory stages of production like typesetting and stereo supplies amounted to more than $500,000.
grand opening of PLM’s new plant are (left to right) Don Cousins, Mayor of Markham, Barry Pike, CEO of PLM, and Tim Jones, Mayor of Aurora.
Heikki Houvinen (background) and Mike McCloskey watch as Ray Northey feeds a Chromalin into the new ATM 2900.
Second to none
Canadian printers have historically proven their power on the world stage with innovation and technical expertise
The enormity of America seems to engulf us all in Canada. We are captivated by everything American –from media to politics. Often times we Canadians ponder our relevance to Americans and wonder why so little regard is shown to the country to the north along the world’s longest undefended border. Perhaps we shudder, especially now when so much talk from the GOP party is about a perceived crisis in defending its boundaries (to the south). Protectionism has been brought to a boil. This never works out well. Just take a moment and study the world’s history. The North American Free trade Agreement (NAFTA) gets mentioned as a failed agreement. Very worrisome for all sorts of industries from automobiles to printed goods.
The answer to our southern cousins’ seeming disinterest in us however is not a slight and certainly not on purpose. Canada and say the state of Maine are simply looked at the same. They neither provoke discussion, worry or interest. We Canadians are just extended family that live in a peaceful non-threatening place. Americans know Canadians love hockey and Maine has great lobster.
Selling into the U.S.
Of course we two nations are similar but different. It seems to consider oneself a success we need to make our mark outside Canada. But our Canadian printing industry has grown its own share of successes and we sometimes forget that we are capable and smart enough to lead companies, create new products, open new frontiers and all the while do it in our own country. In my past travels I’ve always had a sense of pride when I’ve seen some Canadian product in a far off location. In Budapest Hungary I was in a plant that ran a trio of Arpeco trackers. This was years before both Arpeco Engineering and Rotoflex International (another Canadian firm) were acquired by American Mark Andy.
Or seeing a Loach laydown delivery on the back of a Martini BBA perfect binder
in Leeds England. Loach Engineering was a Canadian firm run by Roy Loach who developed key components for the Sheridan division of Harris Intertype. It’s one thing to spot commodities or perhaps I-beams with “Made in Canada” emblazoned but these can be regarded as commodities for the most part. Canada has an abundance of natural resources so digging potash out a Saskatchewan tunnel or iron ore from Labrador doesn’t mean the same as those who think of ideas and find a way to be successful internationally.
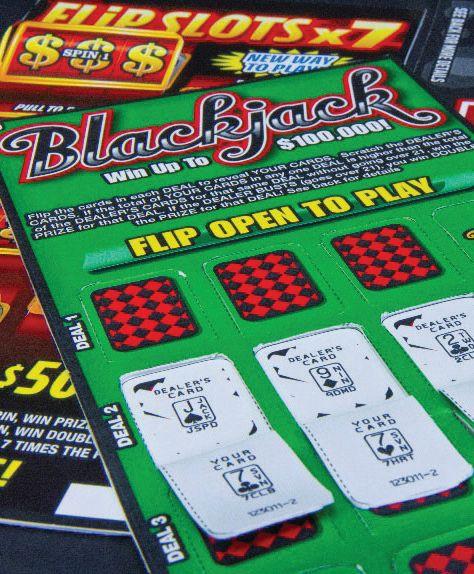
In 1947, Lawrence Pollard took a sleepy family business that was started back in Winnipeg in 1907, and built it into a world renowned specialist in security printing. Lottery tickets are a core segment of their business. With sales of approximately a quarter billion dollars, Pollard continues to invest in technology and people having plants in both Canada and the United States.
As a graphics arts company since 1907, Pollard Banknote has a rich heritage of creating eye-catching designs for a variety of media. As an instant lottery ticket supplier since 1985, we fully understand how the creative and visual aspects of ticket design must integrate with security standards and meet the technical requirements of printing processes to produce a successful instant ticket. It’s highly skilled pre-press professionals provide full creative design and technical art services. This talented group generates thousands of designs annually for all of our custom-
In its most recent annual report, Pollard noted an 8 percent growth in revenues directly coming out of the United States based on new contracts with several state lotteries.
ers—including original designs for live tickets, art for focus group sessions, instant game support materials, and designs for research and development initiatives.
In August 2016, for example, Pollard Banknote Limited of Winnipeg, Manitoba, has been awarded a four-year contract to serve as the primary scratch game supplier to the Minnesota State Lottery. Under this agreement, Pollard Banknote will continue as the Lottery’s primary scratch game vendor, but expects to increase ticket volumes supplied, with a guarantee in the new contract of at least 70 percent of all scratch games purchased for every year of the contract.
The new contract runs until June 30, 2020 with the potential for two one-year contract extensions. The contract value is estimated to be approximately US$11.2 million over the four years. Pollard Banknote is currently a lottery partner to more than 60 lotteries worldwide. The company was first awarded a secondary scratch game contract for the Minnesota Lottery in 2007 and was elevated to primary supplier in 2010. By focusing on industry innovations and winning strategies, the scratch game category generated 69 percent of total Minnesota Lottery sales for FY2015.
“Leveraging Pollard Banknote’s experience working with a variety of lottery jurisdictions worldwide, our strategies incorporate the best of the best in utilizing innovations to maximize scratch ticket sales that raise money for good causes,” said Byron Peterson, Director, Sales & Marketing, Pollard Banknote. “The Minnesota State Lottery does a fantastic job of executing those strategies.”
To date, the Minnesota Lottery has brought a range of Pollard Banknote’s products and licensed brands to market, including the PlayBook, Scratch FX and Spectrum Scratch FX. It was also the first Lottery to launch Scratch FX at the $20 price point.
Most recently, the Lottery’s launch of a $5 Frogger game (a licensed brand offered exclusively by Pollard Banknote) had fiveweek average sales that were 82 percent higher than all other $5 games launched in Minnesota since 2013. It was the lottery’s best-selling ticket at this price point.
“We are very excited to continue our strong partnership with Pollard Banknote,” said Michael Vekich, Acting Director, Minnesota Lottery. “We rely heavily on our primary printing partner for design, marketing and strategy leadership – a partner proven to help the Lottery drive its scratch sales. Pollard Banknote offers everything we seek from a scratch game printer – guidance and expertise in research, marketing and product innovation.”
Innovative Instant Ticket production by Pollard Banknote.
Printing push
Speaking of Winnipeg, a Dutch immigrant arrived in Canada during the 1950s to begin a new life. The Netherlands was still recovering from the ravages of the Second World War and Gerald (Gerry) Kuik, a printer by trade, struggled mightily during those early years and made many sacrifices to build what would become a gleaming example of what is good about Canada.
In 1962 Premier Printing started small, catering to local businesses in Winnipeg. Forms, flyers, business cards and envelopes helped to propel Premier Printing to steady growth. Family members joined in and soon it was evident Premier with a very strong moral compass to boot, was about to do something wonderful. By the mid 1980’s Premier, under Gerry’s guidance created the “Premier School Agendas”.
Soon they couldn’t keep up with demand. The United States market absolutely loved the product and it seemed every child from coast to coast from primary school right through to Colleges and Universities, were using the planners. So large was the task to produce these books all sorts of US printers were drafted to get them out on time. Through all this growth the values Gerry planted have remained to this day with family still at the helm developing new products for tomorrow.
Jones and Marcoux
In the southwest city of London, Ontario, two partners began a print shop in 1882. Henry Jones and Frank Lawson formed Lawson and Jones. Lawson continued on to become the dominant printer in London for the next 90+ years but Henry Jones entered the growing packaging business in 1920 starting Jones Box and Label. But it was to be scion Bob Jones who took the business to new heights. Jones developed a reputation for creativity and confidence in a segment that looks for these traits: the pharmaceutical industry.
Bob Jones was a very early pioneer in coating in-line having converted an old Harris press by extending the delivery and applying coatings on boxboard. Jones then went into the flexo label business and the prescription container segment. Jones Box and Label wasn’t just a carton and label printer anymore. Today operating as Jones Packaging they are a worldwide respected firm with plants in Canada and the UK. Today with family at the helm Jones continues its remarkable story of industry leading products.
Back in January 2016, Jones Packaging Inc., headquartered in London, Ont., as a global provider of packaging solutions for healthcare and consumer brands, announced it was entering into a commer-
cial partnership with Norway’s Thin Film Electronics ASA (Thinfilm), which develops printed electronics and smart systems, including technologies for Near Field Communications (NFC).
Together the two companies planned to integrate Thinfilm’s recently branded NFC OpenSense technology into paperboard pharmaceutical packaging and, at the same time, develop what Jones describes as key manufacturing processes for its high-speed production lines. The London packaging company has now successfully completed this integration to deploy OpenSense tags at its converting facility.
The customized Jones production line can apply and read up to 15,000 tags per hour. Jones explains Thinfilm’s Tag Talks First protocol is a key feature of the OpenSense tag and enables a read-speed that is up to 20 times faster than conventional NFC solutions. This read-rate is well suited, Jones explains, for its highspeed, high-volume production lines.
early vision Marcoux and his partners had continues as Transcontinental are re-inventing themselves all over again. Early focus on publishing and owning titles has now also continued into new areas of print and content distribution. Recent forays into packaging are already changing the company makeup. From what began as flyers and penny savers has grown solidly to be a force to be reckoned with on both sides of the border.
24%
From 2010 to 2015, Pollard Banknote reports worldwide instant lottery tickets sales soared with 24 percent growth.
Jones and Thinfilm will also collaborate to engage top global pharmaceutical companies to integrate the smart technology into Rx and over-the-counter product packaging. The Jones/Thinfilm smart packaging collaboration is funded, in part, by grants from both the Swedish and Canadian governments.
Transcontinental takes a momentous step forward in its U.S. direct marketing operations with the acquisition of CC3, a growing company with a network of eight facilities in Pennsylvania, California, and Texas. This represents the biggest acquisition in terms of revenues added made by Transcontinental, which at the time had revenues of $1.9 billion.
Jones explains NFC OpenSense tags are thin, flexible labels that can detect both a product’s “factory sealed” and “opened” states and wirelessly communicate contextual content with the tap of an NFC-enabled smartphone. The tags contain unique identifiers, continues Jones, that make it possible for pharmaceutical companies to authenticate products and track them to the individual-item level using software and analytics tools. In addition, Jones explains the tags remain active even after a product’s factory seal has been broken, which enables both brands and medical staff to extend the dialogue with consumers and patients.
Rémi Marcoux began his career as an accountant. The ultimate bean counter one might say. In 1967, Marcoux went to work for Quebecor and rose up to become (the founder) Pierre Péladeau’s right hand man. But in 1976 Marcoux left Quebecor and with two partners purchased a small printer in Ville Saint-Laurent. This was the beginning of GTC Transcontinental Group Ltd. (now called TC Transcontinental).
The early development of newspaper inserts flourished and under Marcoux’s guidance Transcontinental went on to eclipse his former employer – Quebecor, and become Canada’s largest printer as well as North America’s fourth largestwith revenues of two billion dollars. The
In 1964 Bernard and Laurent Lemaire purchase the closed Dominion Paper Company Mill in Kingsey Falls Québec. With the later addition of another brotherAlain in 1967, Paper Cascades was on a roll. Recycling industrial wastes, especially paper fibre, was not easy. But with dedicated employees and continual forward thinking processes Cascades has today eclipsed anything the Lemaire family ever hoped for. Entering the packaging and tissue business bolstered their presence in recycled materials as they still have their head office in the small town (population 2,000) of Kingsey Falls. Today Cascades is an almost four billion dollar company with operations around the world and in several key segments. Truly a remarkable story of intense hard work and persistence in a world now more than ever, thinking green. The Lemaire brothers knew this before anyone else.
Canada has a lot to be proud of with these leaders in the printing industry. They are not alone and we are making more entrepreneurs who will bring about new changes to an industry that must continually transform itself. Some may not end up running billion dollar businesses but it’s not just the dollars that make us successful. It’s how we build businesses and enrich the lives of our employees and their families. Canada is more of a state of mind being that most of us have roots elsewhere. We are unique that way. I want to see Canada be that country where we are seen as a Bastian of fairness and philanthropy. Where we embrace new immigrants and encourage openness and fairness. Whether you are from Mumbai or Guangzhou. Rotterdam or Tehran, Canada is all of us.Women and men running today’s printing businesses should be very proud of our “Made in Canada” success stories. Let’s continue and go out and prosper.
NICK HOWARD, a partner in Howard Graphic Equipment and Howard Iron Works, is a printing historian, consultant and Certified Appraiser of capital equipment.
nick@howardgraphicequipment.com
Innovative Instant Ticket production by Pollard Banknote.
Defensive sales management
The maxim that defense wins championships also holds true in the print industry, even as most companies feel they always need to be on the offensive
By David Fellman
One of the maxims of the sports world is that championships in the major team sports are won with defense. The offensive part of the game may be a little more glamorous, but it will always be true that you’re likely to win if you can keep the other team from scoring.
In the business of selling printing, offense relates to gaining new customers. Every time you make that first sale and turn a prospect into a customer, you’ve accomplished the printing equivalent of a try or a goal.
But scoring isn’t everything. In order to win in the long run, you also have to keep the other team from scoring more than you do. In other words, you have to gain customers and keep them in order to win in the printing game. Defense!
Customer service
The most obvious element of defense for a printing company is the activity that’s usually called customer service. In theory, if you provide satisfactory levels of customer service, your customers will stay with you. That theory sometimes breaks down, though, over a conflicting definition of that word satisfactory.
The printers who seem to do the best job of keeping their customers are the ones who understand that there can be no fixed definition of customer service. It changes from customer to customer. And one of the most common reasons for a printer to lose a long-time customer is that the customer’s service needs changed while the printer did not.
How do you defend against that? By making sure that at least someone is focused on the customer’s business instead of just the customer’s printing.
When I say to keep someone focused on the customer’s overall business needs, I don’t necessarily mean that it has to be the salesperson. In many ways, I’d rather
see someone much more senior in your organization take on that responsibility. When a manager – or especially the owner – goes out occasionally to meet with customers on the issue of basic business needs, I think it says something much stronger in terms of the printer’s commitment to the customer.
I’ve been out on hundreds of calls that were arranged with a phone conversation that went something like this. “The way we’re set up,” I’d say, “your salesperson and/or customer service rep are responsible for handling the details on your individual projects. I’d like to come out and spend a few minutes with you to be sure that our entire company is meeting your overall needs, and to see if we can come up with some new ways to make us even more valuable to you.”
That can work even for the small shop, where the owner is also the salesperson. Just tell your customer that you’d like to come out with a different “hat” on every once in a while and talk about these larger business issues.
This type of executive involvement is also part of the solution to a potential problem – a salesperson leaving and taking customers away to another printer. The best way to defend against that is to minimize the importance of any single individual in the relationship; by broadening the level of contact between the customer and your organization.
The more people who are known to the customer, the safer the relationship is, and this kind of strategy allows you to put a very strong contingency plan into effect. If a salesperson does leave you for another printer, you are positioned to take a familiar team of people right out to those customers and say, “Yes, Jack is a great guy, and we’re sorry he’s leaving us. But we want you to remember that there are quite a few people besides Jack who have
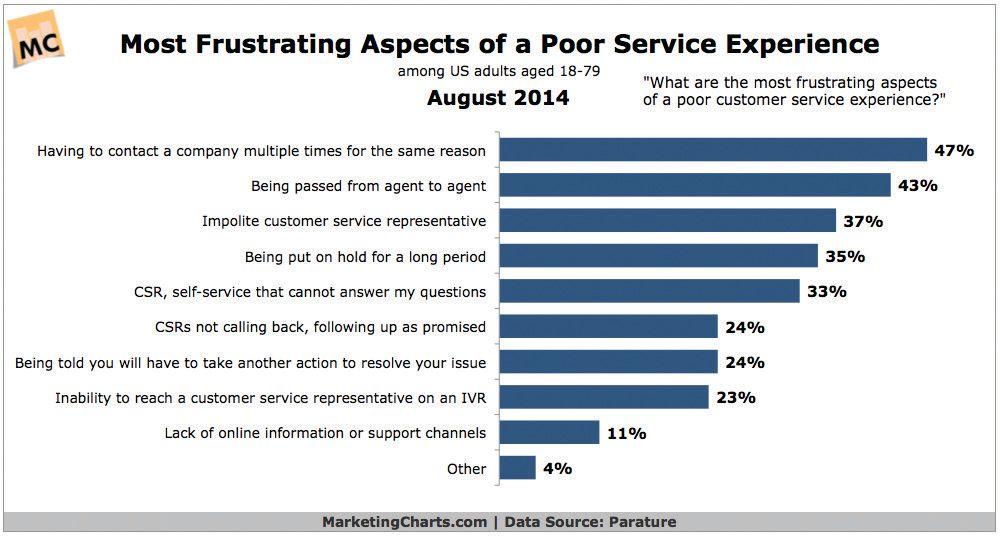
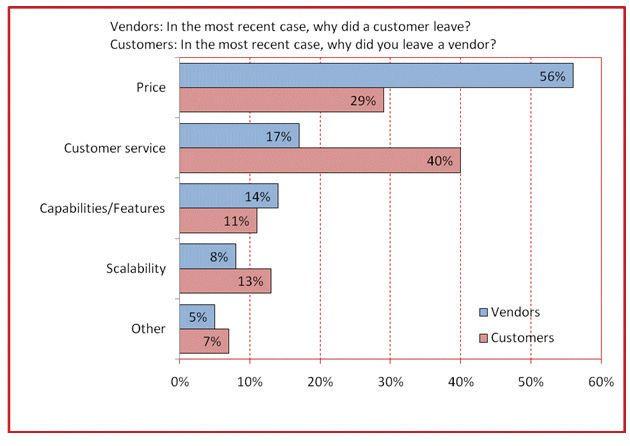
The charts by Marketingsherpa (above) and Marketingcharts describe customer service challenges. 47%
When asked what are the most frustrating aspects of a poor customer service experience, 47 percent of respondents indicated having to call the company multiple times for the same reason.
been taking care of your printing needs. And the rest of us want to keep your business!”
The bottom line is that you need to be continually working at gaining new customers – and at keeping the ones you’ve already got. The losers in this business don’t understand that keeping customers means that you can never let up on the kind of service, attention, and understanding of their business needs that it took to gain their confidence in the first place. The winners in this business – the champions! – play great defense.
DAVE FELLMAN is the President of David Fellman & Associates, a graphic arts industry consulting firm based in Cary, North Carolina. He is a popular speaker who has delivered keynotes and seminars at industry events across the United States, Canada, England, Ireland and Australia. He is the author of Sell More Printing (2009) and Listen To The Dinosaur (2010). Visit his website at davefellman.com.
November 10, 2016
Palais Royale, Toronto
Presented by:
RISE OF DIGITAL TEXTILES
The growth of digital technologies is now starting to make a major impact on the textiles sector, where new business models are opening up a world of possibilities
By Victoria Gaitskell
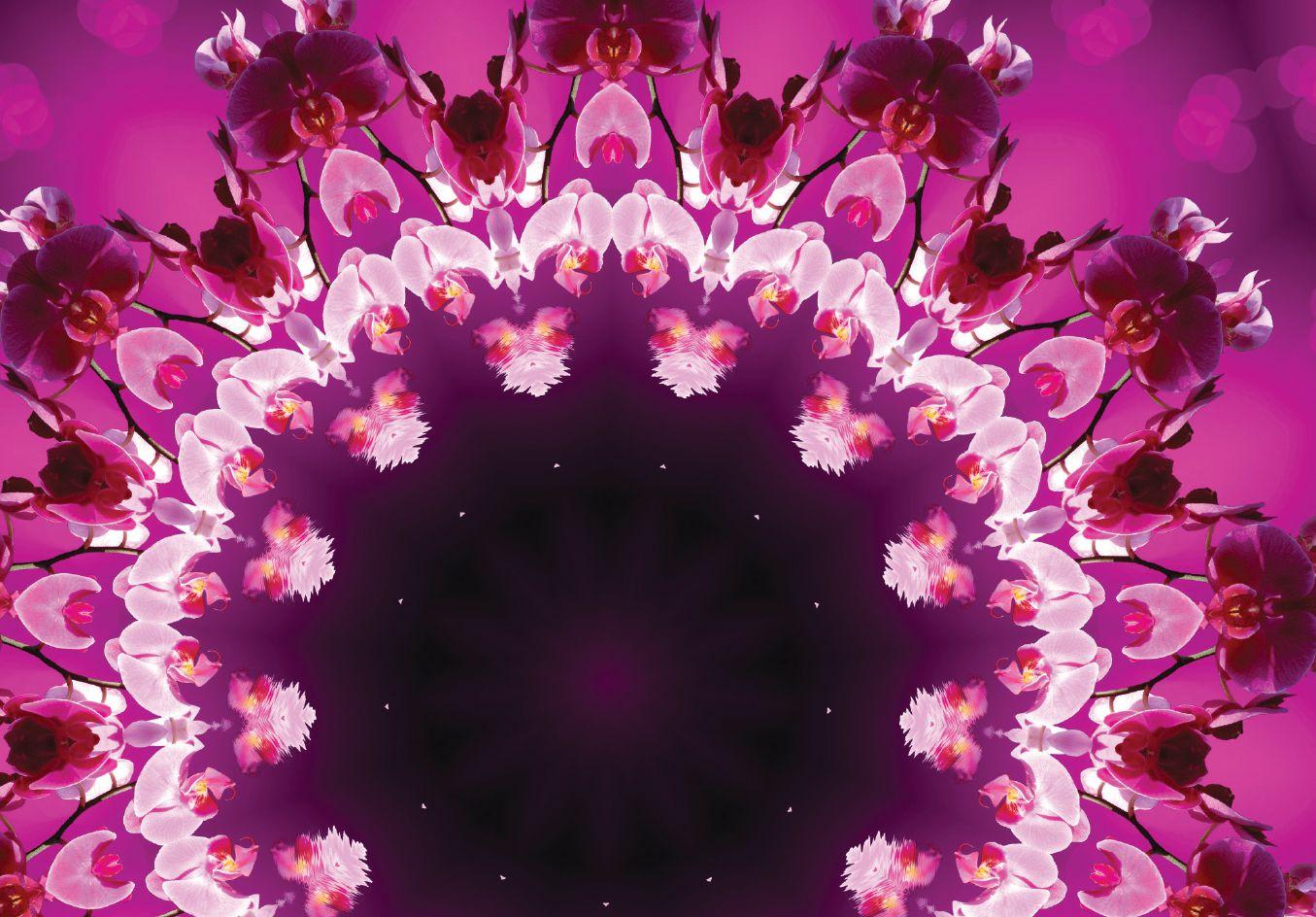
If you don’t believe that digital textile printing has gone mainstream in North American fashion circles, ask Sophie Grégoire Trudeau. On March 10, 2016, in Washington, D.C., she wore a dress made with Canadian-manufactured digitally printed fabric to no less august an occasion than the welcoming ceremony for the first official visit of her husband, Canadian Prime Minister Justin Trudeau, to the White House.
To create the dress, Toronto-based designer Lucian Matis applied decorations made of silk that was digitally printed with a hand-painted pattern of pink and purple orchids onto a background of solid crimson crepe. Fashion media instantly erupted into raves about the dress, some commentators even going so far as to claim that its sensational colours stole the
show away from the Prime Minister and the Trudeaus hosts, U.S. President Barack Obama and his wife, First Lady Michelle Obama.
In fact, Michelle Obama had already climbed on the digital textile printing (DTP) bandwagon seven years ago in May 2009, when she made fashion headlines by wearing a piece by U.K.-based DTP-pioneering designers Basso & Brooke to an evening of poetry and music at the White House. (Actually, her stylist shortened Basso & Brooke’s design for a digitally printed, Swarovski-crystal-beaded dress into a top which the American First Lady wore over white cropped pants. Another Basso & Brooke garment is the first digitally printed piece in the permanent collection of the Metropolitan Museum of Art’s Costume Institute in New York.)
Equipped with these revelations about
Canadian designer Lucian Matis received major attention for the digitally printed dresses he created for Sophie Trudeau during her most-recent visit to Washington.
$30B
Infotrends, based on a recent report, predicts digital textile printing will reach an estimated global product value of over $30 billion by 2020, based on driving factors that include technology maturity, supply chain consideration, brand ability to develop new products, and a significant and positive environmental impact.
the wardrobes of celebrity political wives and a tip from a fashionista friend, I tracked down the printer who manufactured the sumptuous silk fabric used in Grégoire Trudeau’s Washington-arrival-ceremony dress: The Emerson Group Inc. of Mississauga, Ontario. Company President Michael Hawke confirmed that the distinctive material was one of their recent jobs and speaks at length in this report about the evolution of his DTP business over the past eight years.
Global growth statistics
Via e-mail I also contacted Ron Gilboa, a Director of Functional Printing and Packaging at InfoTrends (Weymouth, Massachusetts) a worldwide market research and strategic consulting firm for the digital imaging and document solutions industry. While I was writing this article, Gilboa was preparing to deliver an overview of the DTP market and trends at the FESPA Digital Textile Conference on September 30, 2016, in Milan, Italy. FESPA (formerly the Federation of European Screen Printers Associations) is a global federation of 37 national associations for the screen printing, digital printing, and textile printing community.
The Milan conference is one of a series of educational events on DTP that FESPA has organized since 2008. According to FESPA’s Website, Milan is the largest DTP market in Europe, and the nearby Como region a textile manufacturing and decorating hub that accounts for 55 percent of the European digital textile market and produced more than 180 million square metres of digitally printed textiles in 2015.
In an online description of the Milan conference, FESPA CEO Neil Felton comments: “Today, digital accounts for only a small proportion of all textile printing, but this is forecast to grow substantially in the years ahead, with estimates suggesting that digital could account for 5 percent of textile printing by 2020, up from 2 percent today. Clearly that’s a significant diversification opportunity for printers already invested in digital output technology and supporting workflows.”
Gilboa kindly furnished me with a statistical report he wrote with InfoTrends Research Analyst James Hanlon, entitled “Digital Textile Printing Market Overview,” that further explains and predicts the extent of the new global commercial opportunities cropping up in this up-and-coming segment of digital print. Their report expects DTP to reach an estimated global product value of over $30 billion by 2020, based on driving factors that include technology maturity, supply chain consideration, brand ability to develop new products, and a significant and positive environmental impact.
Additionally, although Gilboa and Hanlon predict DTP’s future growth will be concentrated in the Asia Pacific and
other areas of the world where the most cutting and sewing is conducted, they add that “one of the trends we are observing keenly is the formation of localized production that includes print, cut and sew that are digitally enabled and automated. These allow for in-country production and consumption and new revenue streams for customized high value products,” as Hawke’s case exemplifies.
Emerson’s 8-year curve
Hawke’s business, The Emerson Group Inc. is a family-owned, integrated communications company whose current services, aside from DTP, include marketing and design. His father, John, first started the business as a prepress film company in 1986, and Hawke, now 52, jumped in soon after. His brother, Chris, joined them a year later and now runs production. Hawke’s wife, Kara, also joined them in 2000 and now works as Vice President of Sales. These days, even at age 75, John still keeps an occasional hand in the business.
As it evolved and the rise of computerized prepress caused demand for prepress film to shrink, the Hawkes bought a small design company and converted it into an advertising agency. Then eight years ago,
after they first saw digitally printed fabric being produced in Europe, they decided to get involved in soft signage production. Hawke says they reached this decision in part because returning to some form of manufacturing seemed a more comfortable fit than staying with prepress and design work alone.
They started doing DTP with one large-format printer 3 metres wide and within the next three years added two more printers, both 1.8 metres wide. All three machines, manufactured under DuPont’s Artistri brand, are no longer available for sale. Hawke clarifies: “Although we do also own a dye-sub printer as a backup, we don’t do dye-sub” (short for dye-sublimation printing, a common process for decorating apparel, signs, and novelty items such as cell phone cases or coffee mugs. In dye-sub specialized processes apply sublimation dyes first to transfer sheets, then onto another polyester or polymer-coated substrate using heat.) Rather, all Emerson’s DTP work is printed directly to fabric.
Right now Hawke’s business employs 25 staff, six of whom work in the front end with the rest divided between two production shifts on weekdays. Production staff also routinely work overtime and on weekends during peak periods, which nowadays Hawke says fall practically all year round, except for summers and at Christmastime, when orders tend to slow.
Presently their DTP operation produces both large-format print on synthetic fabrics and textiles in natural fibres for fashion and interior décor. Their customers are located all over North America, many in the United States. Textile orders typically involve relatively small runs of 200 to 500 metres of printed cotton, linen, silk, viscose, or blends based on these fibres. Large-format orders include not only the usual signs, banners, trade show displays, and backdrops, but also frequent novelty items for theatrical performances, festivals, special events, weddings, and large parties.
One especially challenging job Hawke recalls was a wall covering for the theatre of the NASCAR Hall of Fame in Charlotte, North Carolina--a project requiring them to print and sew together three separate panels into a gargantuan 30-feethigh-by-435-feet-long scene simulating the grandstand at a NASCAR race. Another was a tent for a corporate banquet with paintings by Old Masters printed on the interior walls, and a 50-feet-wide-by165-feet-long roof printed on the inside to look like a ballroom ceiling decorated with elaborate crown molding.
“We are getting more and more orders for soft fabric walls and trade show displays,” says Hawke. “Although vinyl has traditionally been the main substrate for these products, fabric is so much easier to use in many ways: it’s lighter, more resistant to creases, easier to move around, and
easier to handle and store.”
DTP details
Hawke recounts that they have previously tried to run four different types of textile dyes on their equipment: acid dye, pigment dye, disperse dye, and reactive dye. Now, however, they specialize in only the latter two: disperse dye, which they run on their large-format printer for synthetic fibres, and reactive dye, which they run on the other two printers for natural fibres.
Reasons for limiting their production to this two-dye system include that washing the printers repeatedly to change over dyes is costly, plus the only fabrics they cannot print are nylon-based ones (because the dye won’t stay on the fabric.)
Hawke specifies that the process of applying disperse dye to synthetics requires heat, while applying reactive dyes to natural fibres uses steam to avoid burning the fabrics. He adds that when using reactive dye, the type used to print the silk for Grégoire Trudeau’s dress, textiles turn out softest to the touch and their colours look the best.
“We try to offer our clients a range of about 20 different synthetics and 30 dif-
ferent natural fabrics that will work for a variety of projects, including displays, upholstery, drapes, household linens, dresses, and accessories,” Hawke continues, adding that textile orders for pillows and scarves seem to be especially popular. Designers can also bring in their own fabric for printing, providing it does not contain nylon, for the reasons explained above. After printing, both synthetic and natural fabrics go through a washing system to remove excess dye, then a post-treatment to apply water and dirt repellent or fabric softener, then larger fabrics are laser-cut to size.
Online and other advantages
“We don’t do a lot of advertising,” says Hawke. “Instead, a lot of our business comes by word of mouth, Internet searches, and our blog on DesignYourFabric. com, an online business we’ve operated for about a year, where designers can upload their own designs to print whatever quantity they want of their own fabrics. We’ve had some hiccups along the way, but since we got the bugs out six months ago, we’re seeing the on-line business grow.”
He explains that to obtain textiles via traditional screen- or rotary-screen printing methods from places like Europe, South America, China, or India, customers have to order at least eight weeks ahead and commit to a minimum order of 100,000 to 500,000 metres. “If they don’t use up all the fabric, they’re stuck having to sell off their inventory. But our on-line ordering system fits the way people shop now, there’s no minimum, we can usually fill orders in seven to ten days--and those time frames are shortening. In eight years, print heads have improved, so whereas we used to get 200 droplets out of one head, now we get 1500 droplets, and the newer heads can print four to five times faster than we used to.”
Gilboa and Hanlon’s report provides further supporting details on how digital inkjet technology has dramatically improved in recent years to facilitate a multitude of applications, ink types, print quality improvements, and faster production speeds.
Hawke comments: “It’s nice because DTP is starting to bring textile production back to North America. Printing small orders on demand is where the growth is going to be here, because customers can buy locally, they don’t have to buy minimums and don’t have long waits for their orders.”
Significantly, Gilboa and Hanlon’s observations on new opportunities mirror Hawke’s Web strategy and bode well for his business model: “New software and technology developments allow for greater brand, producer and consumer interaction. Web based applications are being developed that enable an individual to create designs and patterns for textiles,
manage orders, and track fulfillment more easily. All of these combine to facilitate a streamlined supply chain while reducing operation cost.
Digital solutions help products reach the market faster, reduce overall inventory, and make purchase activated manufacturing possible. This is great benefit for both the consumer as well as the brand that are now able to develop new products at speeds not possible with traditional printing. Brands, with digital textile printing, can react faster to consumer needs, localize products faster, and produce in small batches and custom products. This all leads to the democratization of design, and helps support upcoming designers, as there is minimal inventory obsolescence risk associated with digital production. Areas of textiles where these benefits shine through include fast fashion, high fashion, sports apparel, home textiles, and outdoor furnishing. Major fashion brands such as Zara and H&M are deploying digital print to improve and reduce their supply chain complexity.”
Hawke continues: “Another of the nice things about our DPT business is that our dyes are all water-based, you can recycle polyester, and natural fibres break down in landfill, so our process is pretty green.” Gilboa and Hanlon’s report also emphasizes that “digitally printed textiles have one other key advantage over current methods, and that is a drastic reduction in overall environmental impact. Digital systems are able to produce the same printed textiles with significant reductions in water consumption during the printing process, sometimes up to 90 percent when compared to rotary screen-printing. Reductions are also seen in energy consumption as well as CO2 emissions, where steaming, washing and drying occur.”
New steps
The business resources Hawke continues to rely on include the Canadian Textile Industries Association (CTIA) and ITMA, a global textile and garment machinery exhibition held every four years, next scheduled in 2019 in Barcelona, Spain. His advice to DTP novices: “Prepare for a big learning curve--for one thing because, compared to other substrates, fabric undergoes a lot of changes. It’s not stable. It shrinks, for example, and batches of fabric can vary from one to another, so it’s important to locate suppliers who give you a consistent product.”
Hawke’s future plans for his own business: “We’ve reached the stage where we’re maxed out for both space and electricity. So we have a choice of either moving to another building or trying to get more space and more electrical power at our current address. Once we’ve secured more of both these resources, we’ll take another step forward by purchasing more equipment.”
The Emerson Group, in addition to textiles, produces a range of wide-format applications.
Game Changers
Leap ahead and say yes to any opportunity
HP Indigo has reinvented how breakthrough productivity, superior quality and unmatched versatility come together so that you can keep reinventing your applications and increase your profitability.
Discover the unique capabilities of the B2/75 cm HP Indigo 12000 Digital Press, with even higher print quality and virtually unlimited media gamut.
Diversify your offerings with the HP Indigo 7900 Digital Press using major innovations in productivity and application range. The world’s best-selling A3 press just keeps getting better. Or get started with the HP Indigo 5900 Digital Press, with all the benefits of Indigo quality and versatility, now including the Production Pro DFE.
As with all HP Indigo digital presses, you can take advantage of HP PrintOS, an open and secure cloud-based print production operating system to help you get more out of your HP presses and printers, simplify and automate your production process and enable new forms of collaboration.
Asia Pulp & Paper, a relatively young paper maker founded in 1979, has grown to become one of the world’s largest integrated pulp and paper entities with a raft of new environmental targets and products in the Canadian market
By Jon Robinson
Asia Pulp & Paper Group in 2013 introduced its Forest Conservation Policy as a large-scale environmental initiative based on zero deforestation. The policy would require a range of investments by Asia Pulp & Paper (APP) with a goal to put an immediate end to sourcing pulpwood materials from suppliers involved with natural forest clearance.
The company, with its primary roots in both China and Indonesia, subsequently engaged leading environmental organizations like Rainforest Alliance, Deltares (a research institute) and Greenpeace to evaluate this unprecedented Forest Conservation Policy (FCP). APP opened up
its operations to allow these organizations to track its FCP implementation progress. Over the next two years, APP continued to work on its environmental stance with initiatives like the world’s first-ever retirement of commercial plantations on tropical peatland – some 7,000 acres – and a program to restore and conserve one million hectares of forest across Indonesia, primarily within the Bukit Tigapuluh ecosystem, home to the endangered Sumatran Tiger. These massive initiatives were in response to mounting environmental criticisms leveled against APP over its practices.
As a result of facing the criticism head on, APP has invested millions of dollars into establishing a stronger environmental position and, at the same time, reorganized its operations into one of the most modern structures across the paper world.
APP’s Voith FP600 paper machine is an engineering feat based on massive rollers.
While most other paper makers are running legacy equipment, often shutting down equipment based on unmanageable fluctuations in supply and demand, APP over the past 10 years has brought on line three new paper machines designed with technical flexibility to respond to new market demands.
The company, driven by its own unique eucalyptus plantations, is now seen as the world’s most vertically integrated paper producers. This position has allowed APP’s Canadian operation, focused solely on moving paper as opposed to diversifying into equipment distribution, to reengage to domestic printing industry and become one of Canada’s most powerful paper suppliers.
New Canadian model
APP’s new direction in Canadian printing primarily began in 2010 when David Chin became President of APP Canada. One of his primary goals was to become a preferred paper supplier to Canada’s Tier One printing operations. This would require new levels of market penetration for the company, which had traditionally focused on the retail market as a paper merchant. Chin instead began to build from APP’s long presence in the Canadian market to establish direct relationships with printers, as opposed to working through distributors.
“We are not newcomers in the market. We have been here since 1998 so we are a very stable entity and we also have ample stock. If I am not mistaken we are the largest importer for commercial printing paper in Canada and we also have the most inventory of commercial paper in Canada,” says Chin. “We have made some giant leaps with Tier One customers, the top 10 printers in Canada, mainly because of our service and paper quality.”
Chin explains APP Canada purposely hires local people, as opposed to transferring people from overseas operations, to help build its presence in the domestic market. “We are truly a Canadian company. We are growing the Canadian economy and not just growing in Asia.”
global operation that has been outpacing the investments of its competitors.
“When we look at investments in new machines, and I am not talking about a converting machine, rather a paper-making machine, it has been a number of years since we have seen any investment in the North American market,” says Lifshitz. “When we look at what APP has done alone in the last 10 years we have brought on three giant machines – we are talking about $12 billion of investment.”
In China, APP brought on what is now the world’s largest board machine housed in a building resembling a large airplane hanger to accommodate what amounts to a circular machine measuring around one kilometre in length. “We see our potential on a global scale in terms of investment in technology… and I think that is huge for APP in terms of its future within the industry,” says Lifshitz.
New market realities
Lifshitz explains the investment in three modern paper machines allows APP to evolve product offerings as its printing-industry customers are also evolving, which may include providing coated or uncoated sheets, copy paper, stationery or printable packaging materials.
cant fluctuations in their paper pricing.
APP’s installation of new paper machines over the past decade are also supported equally aggressive investments around becoming a more environmentally progressive operation. “APP Canada sources from Indonesia and China and, through plantation development and sustainable efforts, we have really been able to take a leadership position to provide what the marketplace wants,” says Lifshitz. “We see customers looking for sustainable paper making and environmental credentials and we are able to provide that now... Over the past five years, the commitment on sustainability has really changed our value proposition and we now really have become a definer in terms of zero deforestation.”
The plantation model employed by APP, which allows it to avoid clearing forests, relies on a special fast-growing eucalyptus genus, with other farmed species including poplar and acacia. The APP concessions in China alone represent approximately half of the country’s total pulpwood plantations.
“The challenge for us, because we are truly integrated, is that we have to work with our suppliers and our suppliers’ suppliers to ensure they maintain the same commitments that we do in our supply… to ensure that all of our materials that arrive at our mill are harvested sustainability and follow our policies of zero deforestation,” explains Lifshitz.
Based on years of research and develops, APP’s eucalyptus trees can now be harvested and planted in five-year cycles. This model is driven by APP controlled nurseries, including its primary Hainan location that produces more than 100 million plantlets each year that are then transplanted into APP’s managed plantations – a process that is crucial to APP’s goal of zero deforestation.
2.3M
Indah Kiat Perawang is APP’s largest pulp mill in Indonesia with an estimated 2.3 million tonnes of production.. The pulp is sold to APP paper mills in Indonesia and China.
Much of APP Canada’s growth in the commercial printing market over the past six years can be tied to the operation’s ability to leverage the complete production integration of its parent company, which has spent the past decade building one of the world’s most modern end-toend paper operations.
“Our advantage is really integration all of our pulping facilities are a short drive away from our production facilities, if not on site,” says Ian Lifshitz, Director of Sustainability and Public Outreach, Americas, Asia Pulp & Paper Group. “So frankly we are able to get a competitive cost advantages.”
Lifshitz notes APP does source some pulp on the open market, typically based on product type, but for the most part APP has emerged as an internally driven
“APP can look at the growth segments and expand our portfolio. That is a key to our success,” he says. “We have an advantage in machine flexibility because we are able to produce jumbo rolls… we are able to adapt our machine technology with different levels of pulp, different levels of coating, whatever the customers demands on a full run.”
Whereas legacy paper production operations are primarily focused on shipping rolls out for further cutting and converting, APP is able to do single roll production and adjust its machines based on customer demand and this affords significant production savings.
Flexible, full paper production integration combined with sourcing its own pulp from plantations allows APP to turn savings into stable global paper pricing. This is a key advantage particularly over the past few years when printers have seen signifi-
“We are an integrated company all of the way from pulp manufacturing to retail and that sets us apart from the rest of the competitors,” says Chin. “Because we are fully integrated, we can go all of the way into the pulp price so we can offer more stable available pricing, which gives us more options.”
Chin explains these options afforded by APP’s full production integration directly relates to the growing number of paper varieties it now supplies to the Canadian printing market. This becomes a vital asset as a coast-to-coast operation, with facilities stretching from Quebec to Vancouver, employing around 75 people.
Chin explains this position is also supported by the fact that APP is solely focused on the paper needs of its customers, as many of its competitors have diversified into selling equipment and industrial supplies. “Selling our paper is what we have been very successful at over the last few years,” says Chin, “and I think for the next few years we will stick with that.”
David Chin, President of APP Canada.
Label production
The growth in label printing continues to find its way into the commercial printing world with an evergrowing array of tech that can be plugged into traditional workflows
MGI AIS SmartScanner
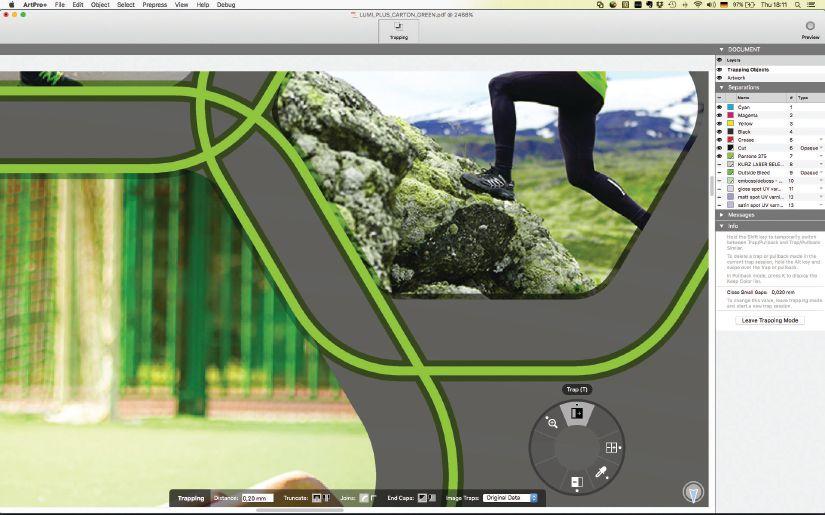
Introduced in September 2016, the MGI Artificial Intelligence SmartScanner (AIS) is advanced registration technology for the printing and finishing industries. Designed to manage postpress treatments for all types of digital, flexo and offset-printed materials, it offers the world’s first “Intelligent Registration” by scanning and analyzing every piece fed through the system and then adjusting inkjet head performance in real-time to optimize and correct for any printed or physical imperfections (such as stretch, skew and shrink).
The AIS SmartScanner is the culmination of 10 years of dedicated research & development at MGI’s French headquarters. The AIS SmartScanner is available on all MGI JETVarnish 3D products, including the original B2-sized JETVarnish 3D, the B1-sized JETVarnish 3D Evolution, the roll-fed JETVarnish 3DW and the Konica Minolta JETVarnish 3DS. The AIS SmartScanner treats each piece like a separate, individual print job for an optimized treatment of digital, offset & flexo output. The automatic Scan & Register setup process eliminates the vast majority of staff time, operator effort and makeready waste associated with traditional registration methods.
MGI JETVarnish 3DW
MGI describes the JETVarnish 3DW as the world’s first fully digital, roll-fed production label enhancement press. It provides 2D/3D UV dimensional textures and personalized, embossed Variable Data Foiling (VDF) decorative special effects without dies, screens or expensive tooling on narrow web labels. The JETvarnish 3DW system allows every label can be personalized with uniquely embossed names, data and graphics in eye-catching metallic foil colours. Benefits include: rapid prototyping for new product launches, complete customization of special effects on every job and faster short run turnarounds to fuel greater productivity and profitability. The JETVarnish 3DW brings new embossed Variable Data Foiling (VDF) personalization and short run customization power to label converters seeking to provide eye-catching packaging materials to their brand-owner customers
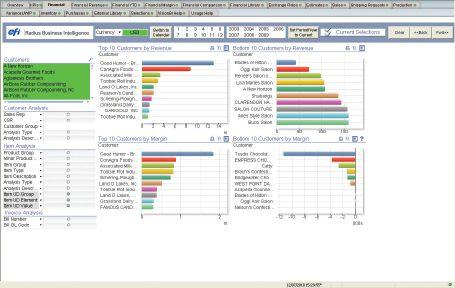
EFI Packaging Suite 4.1
In September, Electronics For Imaging introduced Version 4.1 of the EFI Packaging Suite includes certified workflows geared toward real-world label and package converting environments. Each certified workflow combines the core EFI Radius ERP software with modular, integrated components from EFI’s industry-leading portfolio, as well as with key third-party technologies, such as Esko’s Automation Engine.
One of the components in the Suite, the new Auto-Count 4D shop floor production intelligence platform, which automatically collects accurate, up-to-the minute production data including counts, press status, speed and other critical information directly from production equipment in real-time. It provides full plant visibility and data-driven reporting in a browser-based environment. Other new Packaging Suite workflow enhancements include: Intelligent estimating and
JETVarnish 3DW brings new embossed Variable Data Foiling personalization.
planning with EFI iQuote software; Automated planning optimization with EFI Metrix software; Centralized, rolebased productivity widgets with the Suite’s Productivity Workbench.
Jetrion 4950LXe
LED features low-migration inks and 720 x 1,260-dpi imaging.
EFI Jetrion 4950LXe LED
In Sepetember, EFI introduced a white ink capabilities for its Jetrion 4950LXe LED inkjet narrow-web press. The new Jetrion 4950LXe version of EFI’s productive LED inkjet narrow-web inkjet label press helps customers create new opportunities with its expanded capabilities. Converters can extend their food-packaging applications into digital label production thanks to the press’s new low-migration ink for non-food-contact surface production. The press also offers a higher, 720 x 1,260 dpi resolution and increased durability and gloss level control using EFI Armor UVF and UVR coatings. This new Jetrion press version also offers extended versatility as it includes media compatibility profiles for a broader range of labelstocks, including Avery Dennison substrates used for durable labels and wine applications.
Allen Datagraph iTech
In September, Allen Datagraph introduced a new CMYK+White printer, called the iTech CENTRA 5, as well as a new capability to print white on its existing printers with the iTech SPECTRUM. The company’s new iTech CENTRA 5 LED toner label printer is capable of printing white along with a full complement of CMYK. It is capable of printing full colour CMYK with a dense, white
MGI’s AIS SmartScanner can manage material for all print processes.
underprint on clear and coloured substrates, or a white overprint for graphic elements. The iTech Centra 5 can print CMYK at 50 feet per minute or CMYK plus White at 41 feet per minute on roll stock up to 12.5 inches in width. The single pass technology has configurations start at $49,995.
The iTech SPECTRUM LED toner label printer features a new white toner option.
This option lets converters print with flood white on clear or coloured substrates. White can also be used for a graphic element to stand out on the page. The white option will allow the user to switch between CMYK or CMYW printing. The iTech SPECTRUM is a narrow-web digital label printer capable of printing up to 25 feet per minute, at up to 600 x 1,200 dpi.The ADSI iTech SPECTRUM printer is capable of printing on either pre-diecut or continuous roll substrates. It prints on most standard pressure sensitive paper substrates, while white, metallic and clear polyester films are also available.
X-Rite
X-Rite in September debuted its new ColorCert 2.7 technolgoy and support for new colour libraries in PantoneLIVE, applicable to the label printing market. ColorCert 2.7 is the latest release of X-Rite’s colour quality control, production specification and reporting solution. ColorCert helps the packaging converters better manage the complexities of CMYK, extended gamut, and spot colour work-
3.8%
Label demand in the U.S. will rise 3.8 percent annually to $19.7 billion in 2019, according to a new Freedonia study. In-mold, stretch sleeve and heatshrink labels will grow the fastest, while primary packaging will remain the largest function, while secondary labeling and mailing/shipping labels will pace gains.
flows, regardless of the printing process, substrate, or industry standard. PantoneLIVE, a cloud-based solution for communicating colour across the supply chain, features new colour libraries that support gravure, PantoneLIVE ensures that brands and packaging designers are working with the same digital colour data as ink manufacturers, prepress, converters and printers. X-Rite eXact Xp is a new option in the company’s eXact spectrophotometer platform designed to measure colour on flexible film materials. InkFormulation Software Version 6.3 is for ink colour recipe creation, storage, approval and retrieval for offset, flexographic, gravure and screen-printing inks.
AVT Helios S Turbo
In September, AVT demonstrate its recently introduced Helios S Turbo, a high resolution, high speed, 100 percent inspection system, integrated with the HP Indigo 8000 press. The new inspection solution connects with the press, automatically pausing printing when detecting a suspected repeating problem. The real time feedback allows for minimal waste and immediate action to resolve the problem. The system can be integrated at the end of the press or after the inline finishing unit. With AVT’s ZeroSet feature, users of the AVT systems can setup and auto initiate inspection jobs from their Esko Automation Engine, providing seamless quality assurance while changing jobs on the fly.
Cerm MIS
Cerm develops Management Information Systems aimed at the narrow web printing industry. Its system is built on eight specific modules, each supporting what the company sees as a critical step in a print-
er’s workflow - from estimating to shop floor data collection to invoicing. The modules are included within three product categories, including shopfront via Web4Labels, which is an all-in-one digital shopfront for online quoting and managing of assets. shopfloor modules deliver insight into operations, including capacity and utilization per machine and how they can be optimized to reduce change-over times. Stock, inventory and raw material data are also available, as well as crucial details for shipping. Cerm backoffice includes specific solutions to relieve the practical problems that come from printing a larger number of different products with smaller print runs. Produced quantities and shipping information are taken from the shopfloor to automatically generate shipping notes and invoices.
Flint ANCORA
Flint Group in September introduced a range of food packaging compliant printing inks for all major printing technologies: UV mercury flexo, UV LED flexo, water-based flexo and UV offset. New Flexocure ANCORA 50 is a low migration UV flexo range of inks for food label and certain packaging applications. Flexocure ANCORA is a low migration UV flexo range of inks suitable for the most stringent food label and packaging applications. The new EkoCure ANCORA is a low migration UV LED flexo range of inks suitable for the most stringent food label and packaging applications. Hydrofilm ACE is a water-based flexo ink system that meets food compliance for label and packaging applications and Lithocure ANCORA is a low migration rotary offset range of inks for food label and packaging applications.
iTech SPECTRUM LED toner label printer features a new white toner option.
X-Rite eXact and InkFormulation software.
AVT’s Helios S Turbo inspection system can now be applied to an HP Indigo 8000.
Fujifilm Graphium
In September, Fujifilm highlighted its latest Graphium technology, a UV hybrid inkjet press designed specifically for the narrow web market. Graphium is a modular Hybrid UV inkjet press that provides the flexibility and productivity to print any number of complex projects requiring a wide gamut of colors on virtually any substrate. Graphium combines a range of technologies including workflow, prepress and colour management software, as well as inkjet head calibration technology, to ensure consistent quality and repeatable production. Fujifilm states it is one of the only modular digital inkjet presses that enables the integration of flexo and converting stations for hybrid production and conversion in a single pass.
Fujifilm also highlighted additions to its portfolio of UV and water base flexo inks, including SuperNova White flexo ink, and varnishes that add gloss, texture, and special effects. The new 720 Series of water-based inks for narrow and medium web flexographic printing are formulated to perform on both paper and film substrates. Like the 700 Series for paper, it is designed to ‘pour-and-print’ and eliminates the need for frequent on-press modifications. Both are fast drying, have strong adhesion to both substrates, with better ink transfer and stronger colours compared to other water-based inks. The 300 Series combination UV and LED ink range is the latest innovation from Fujifilm, enabling users to utilize one ink family for both UV and LED curing print platforms.This introduction is a complete range of products, including process, standard and colour match, opaque white, shrink white and coatings.
CRON-ECRM HDI Flexo
In September, CRON-ECRM entered the flexo imaging market segment with new HDI Flexo platesetter technology aimed at label, packaging, carton and corrugated printers. Just two years ago the company launched a full product line of UV and Thermal platesetters for the offset print market. The CRON-ECRM HDI Flexo system holds a small, compact
footprint and is capable of imaging at resolutions up to 9,600 dpi. The CRONECRM HDI family produces letterpress and flexographic plates, as well as ablative films. The system utilizes individual fibercoupled diodes, which provides redundancy and helps to eliminate production downtime in the rare event of laser failure.
Mark Andy Colordyne
In August, Colordyne Technologies announces a strategic partnership with Mark Andy as an exclusive distributor of the Colordyne 3600 Series digital print technology, on Mark Andy legacy press models including 2200 and 4150 platforms, in the Americas label converting market. Colordyne’s 3600 Series enhancement brings together highly productive print speeds of up to 500 feet per minute, paired with the industry’s smallest droplet size of one picoliter. The Colordyne platform is a high performance, high resolution four-colour process digital printing solution that can be easily integrated onto flexographic printing presses. The water-based inkjet platform complements Mark Andy’s Digital Series UV inkjet and flexo hybrid solution and its new toner-based Digital One press, both of which offer printing and in-line converting functionality for the prime label market.
iSys Label LUNA 850
The new LUNA 850 is a desktop cut sheet printer designed for small lot wine or beverage producers. Fitting 8.5 x 11inch (215.9 x 279.4-mm) sheets of diecut wine label material, the printer allows users the ability to bring beverage label printing in-house for small and large wineries. The system’s software allows for colour management and colour matching. Die-cut labels can be printed and applied within minutes, according to iSys Label.
Rotoflex HSI 330
The Rotoflex HSI 330 is designed for high volume label slitting, inspection and rewinding in an operator-friendly horizontal configuration. Joining the HSI is the compact, high-speed VSI 330 slitter rewinder and the VLI 700 premier inspection, slitting and rewind system for conventional labels and unsupported film. The HSI brings many operational and ergonomic benefits to label converters, featuring end-to-end servo control, web width of 330 or 440mm, up to 1000 fpm (305 mpm) running speed, extra-large in-
Graphium enables the integration of flexo and converting stations for hybrid production in a single pass.
CRON-ECRM’s new HDI Flexo platesetter signals a new market for the company.
Colordyne’s 3600 Series technology utilizes Memjet Waterfall Printhead Technology.
spection table, 37 inch (940mm) high editing area, and easily accessible slitting module. Configurable for a variety of vision inspection solutions, the HSI offers a wide range of options including biometric authentication, and Rotoflex’s exclusive Report Management System (RMS), which will be demonstrated live on stand.
Esko ArtPro+
In September, Esko unveiled updates to its Esko Software Platform based on the need for more label and packaging SKUs, produced in ever smaller production runs with ever shorter lead times. Content Management, a new module for WebCenter, enables printers and converters to expand their artwork services, with an automated process for updating existing artwork and creating multiple variants for a single product. Studio 16 adds increased 3D functionality to the Adobe® Illustrator packaging workflow, including tools to apply print effects. Users now can share or export 3D designs to high-resolution shots of labels on packaging, eliminating the need for separate packaging artwork creation in other software.
The Rotoflex HSI 330 is for high volume label slitting.HDI Flexo platesetter signals a new market for the company.
Esko’s ArtPro+ is a new 100 percent PDF native editor that runs on both PC and Mac.
ArtPro+ is a new 100 percent PDF native editor with a software tool selector wheel that provides the user instant access to the right tools. Esko has also embedded technologies from its partner, Global Vision, and from Esko subsidiary Enfocus to eliminate time-consuming manual checks. Automated quality checking tools allow customers to process more jobs with the same people and with fewer errors. With Automation Engine’s new Device Manager module, Esko’s hardware product lines (Kongsberg tables and CDI flexo plate imagers) are connected to and integrated with the prepress workflow. Device Manager puts full operational control of these devices in
the hands of the prepress operator. It monitors job status, and controls and drives flexo plate making operations.
Durst Tau 330 with OMET
In September, Durst introduced increased capabilities of its label product portfolio by integrating its market-leading Tau 330 with near-line pre- and post-press finishing solutions in cooperation with OMET. Durst’s Tau 330 platform is a UV inkjet label press with more than 100 installations worldwide. It features a 330 mm (13 inch) print width, up to seven colors (CMYKOVW), and printing speeds of up to 48 linear meters/min. (169 ft./min.) with up to 1,260-dpi print resolutions. The press features leading-edge production capacity and print quality. In cooperation with OMET, the Tau 330 series presents unlimited material flexibility for a vast range of applications. Its new near-line primer station provides increased material flexibility and cost-saving potential, and its flexible post-press finishing options complete near-line label production needs.
Durst Tau 330 E
The new Tau 330 E is a UV inkjet label press featuring print widths of 200 mm or 330 mm, four or five colors, a printing speed of up to 48 linear meters/min. (157 ft./min.), and a printing resolution of up to 1,260 dpi. The system has been engineered with particular attention to equipment cost while maintaining the proven speed and printing quality of the flagship Tau 330 printing press. Its newly designed, high-pigment UV inkjet inks provide a noticeable cost reduction, thus resulting in a system with an unmatched Total Cost of Ownership for the print provider.
The Durst Tau 330 now leverages OMET technology for material handling. Tau 330 E produces up to 1,260 dpi.
Detailing new technologies from Agfa, Canon, DuPont, Durst, EFI, HP, Konica Minolta, OKI, Ricoh and Xaar
Agfa Anapurna H3200i LED
In September, Agfa Graphics introduced its new 3.2-metre-wide Anapurna H3200i LED system, which the company explains will complete its family of hybrid Anapurnas (2.05, 2.5 and 3.2 metres wide). This is a belt-driven hybrid machine which handles all types of roll media in a size up to 3.2 metres, both in a single-roll and a dual-roll configuration, and it also allows for printing on four foot by eight foot rigids, fed with the long size first. The Anapurna H3200i LED has a built-in white ink function. It includes pre-, post, spot and sandwich white. The Anapurna H3200i LED is driven by Asanti 3.0 workflow. The Anapurna H3200i LED, FB2540i LED (flatbed) and Anapurna RTR3200i LED (roll-to-roll). On its family of Anapurna i printers, Agfa recently introduced new air-cooled LED UV curing as an alternative to the current mercury lamp curing technology.
Canon Aleyant Pressero
Canon Solutions America has entered into a technology collaboration with software developer Aleyant, whereby Canon will offer Aleyant’s Pressero cloud-based, web-to-print ecommerce solution to support the company’s production print technology like the Canon imagePRESS and varioPRINT presses. Included with Pressero is Aleyant eDocBuilder, a web-to-print variable data publishing (VDP) personalization and online design system. This release marks the first time Aleyant and Canon Solutions America have worked together to offer a cloud-based online storefront
solution to production print customers, targeting Canon’s commercial print and in-plant Central Reproduction Department customer base.
eDocBuilder integrates into Aleyant or third-party web-to-print or MIS solutions to provide typography control, imposition, scripting support, PDF workflows, rapid template creation, and Excel merge. Aleyant’s Automated Workflow Integrator (AWI) uses a rules-based approach to automate such processes as file renaming, unzipping zipped files, or sending files and metadata directly to a RIP for processing, eliminating multiple steps in the workflow.
Durst Rhotex 500
In September, Durst debuted its fivemetre Rhotex 500 soft-signage inkjet printer, which employs the company’s Durst Water Technology. Durst states the Rhotex 500, designed for fabrics-based advertising and information media, is the first production printer to produce seamless soft signage and other large-format fabric output – for point of sale, trade shows, arenas, event venues, public spaces – up to 16.5 feet (five metres) wide.
The Rhotex 500 utilizes Durst’s Durst Water Technology based on what the company describes as eco-friendly, odourless, water-based dispersion inks and an imaging process that delivers photo-realistic print quality and high fidelities on uncoated and coated polyester fabrics. It prints in a variety of selectable drop sizes (7, 14 and 21 picolitres) and achieves output speeds of more than 3,300 square feet per hour with quality production mode exceeding 1,300 square feet per hour. Besides standard CMYK inks, Durst offers light cyan, light magenta, light black, plus its Process Color Additions (orange and violet) for use with the Rhotex 500.
Xaar Print Bar System
In September, Xaar demonstrated its new Xaar Print Bar System through its recently acquired Engineered Printing Solutions division. The Xaar Print Bar System is a highly flexible and complete inkjet system that can be integrated with a wide variety of analogue and digital presses and converting equipment to add single-pass digital printing capability. By using the Xaar 1002 family of industrial printheads with TF Technology, the Xaar Print Bar System can handle a range of inks and fluids, including spot colours (K or CMY), protective lacquers, high-build spot and tactile varnish, heavily pigmented
Agfa’s new H3200i LED system is a hybrid family of printers.
high-opacity over- and under- whites and cold foil adhesives.
The Xaar Print Bar System is a high precision-engineered complete system featuring a choice of Xaar 1002 printheads (GS6, GS12 or GS40 depending on the application). An ink supply system and full print management and workflow capabilities ensure precise and total control of the print process. The Xaar Print Bar System is available in print widths of 140 mm to 560 mm and prints at speeds of up to 75 m/min (depending on the application). It can handle a range of UV inks and fluids from Xaar’s selected approved ink partners. The Xaar Print Bar System can be fitted to new machines, or easily retrofitted in existing equipment.
EFI Soft Signage workflow
The new EFI-certified eCommerce for Soft Signage workflow includes three components – the new version 6.3 of EFI’s Fiery proServer SE DFE, Digital StoreFront web-to-
print and eCommerce software, and the EFI VUTEk FabriVU 340, a 3.4-meter dispersed dye-sublimation ink printer. The FabriVU product line, which is also available in a 1.8-metre size, uses environmentally friendly, water-based inks and produces stunning soft signage and banner applications.
The Digital StoreFront software included in the new eCommerce for Soft Signage bundle includes a web interface with design tools that allow for high-quality customization on a range of popular soft signage display flags, banners and other products. The latest version 6.3 Fiery Wide Format DFEs include more than 40 new printer drivers for EFI printers and other major manufacturers, including Durst, Epson, HP, Mimaki, OKI and Seiko. A new spot colour swatch book printing feature, support for six new PANTONE spot colour libraries, a new multi-channel colour profiling engine, and improved stochastic screening.
2. SUPERIOR TECHNOLOGY — Die crease without a die, then fold and even glue all on the same machine, up to 30 pt.
3. INTEGRATED MODULAR UNITS — Combined in-line finishing: crease, fold, glue, tipping, envelope inserting, ink jetting (Duplex), clip seal (3 sides), mail prep. 4. SAVE ON POSTAGE COSTS
—As a Certified Canada Post Direct Marketing Specialist, we get contract pricing reductions.
5. RETURN MAIL PRODUCTS — Customized “Return Mailers” created in-line with “U” or “BOX-shape” remoistenable glue, time perfed applications and envelope formation. 6. MINI-BOOKLETS — Saddle-stitch and trim 2-up booklets in-line to the size of a business card. No need to trim off-line, or do 2 passes.
HIGH SPEED EQUIPMENT — High speed Tipping, Folding, Saddle-stitching and soft folding ensuring on time delivery.
The EFI VUTEk FabriVU 340 is available in 3.4- and 1.8-metre widths.
Xaar Print Bar System works with 1002 printheads (GS6, GS12 or GS40).
The new HP Latex 300 models have increased media versatility to handle substrates from self-adhesive vinyls and backlits, to wallcoverings and textiles.
HP Latex 300
In September, HP introduced the new HP Latex 315, 335 and 365 printers aimed at small sign and copy shops to high-capacity print service providers. Building on years of third-generation HP Latex technology, the new HP Latex 315, 335 and 365 systems run water-based HP Latex Ink Technology. The new HP Latex 300 series provide printing up to 64 inches wide at speeds up to 334 ft.2/hr. (31 m2/hr.) for outdoor applications and at 1,200 dpi, enabled by the HP Latex Optimizer and HP Optical Media Advance Sensor (OMAS). OMAS capabilities are included across the new HP Latex 300 series Printers.
HP Custom Substrate Profiling for automatic ICC profiling and an i1 embedded spectrophotometer, both available on the HP Latex 365 Printer. Additionally, the HP Latex 315 and 335 Printers offer optimized profiles with HP Quick Substrate Profiling as well as the FlexiPrint HP Edition RIP, which is included in the box. Continuous printing capabilities, helping customers gain productivity and reduce time between jobs as well as achieve sameday delivery. The new HP Quick Solutions application for the HP Latex 365 Printer, which is accessible from the front panel touchscreen for fast troubleshooting and to easily optimize image quality directly on the printer.
OKI ColorPainter M-64s
OKI Data Americas in September introduced the new 6-colour, 64-inch-wide ColorPainter E-64s wide-format printer, joining the company’s existing ColorPainter line. The E-64s is designed for lowto mid-volume signage work, such as banners, backlit signage, fleet and vehicle graphics, wall and floor graphics, POP displays and exhibit
graphics. The E-64s includes piezo printheads engineered for longer wear time, according to Durst, plus OKI Data’s low-odour, eco-solvent SX inks. Co-branded 3M SX ink Series from OKI together with ColorPainter printers have attained the coveted 3M MCS Warranty. In addition, the printers output has been certified GREENGUARD Gold for safety of indoor applications according to UL 2818 – 2013 Standard for Chemical Emissions for Building Materials, Finishes and Furnishings. Recent upgrades include enhancements to the Smart Nozzle Mapping Technology.
DuPont Artistri Xite S1500
In September, DuPont released a dye-sublimation ink called Artistri Xite S1500, which is available for original equipment manufacturers (OEMs) and printers. Artistri Xite S1500 ink is designed for for printing on polyester textile substrates. Designed to work with coated dye sublimation papers, the ink meets the needs of quality conscious textile printers in multiple areas including garment decoration, fast fashion/couture, point of purchase signage and trade booth construction. Earlier this year, DuPont Digital Inks announced the launch of new and improved DuPont Artistri inks that will deliver brighter colors, shorter production cycles and higher production throughput for direct-to-garment and roll-toroll digital printing.
Xaar 2001+
In September, Xaar plc launched its new Xaar 2001+ family of printheads aimed at tile manufacturers to implement new designs to respond to changing fashions and tastes. The Xaar 2001+ family of printheads jets one colorr at 720 dpi or two colorrs at 360 dpi each. It is
available in three drop sizes and has 2,000 nozzles which deliver high productivity with a broad range of oil-based inks. This means manufacturers can select the printhead combination that meets their needs and they can also adjust the ink configuration over time to respond easily to changing design trends. The Xaar 2001+ GS6C printhead is for fine details, the Xaar 2001+ GS12C is to balance detail and laydown for a wide range of tile designs and the Xaar 2001+ GS40C is to achieve the highest laydown for special effects.
The Xaar 2001+ family prints up to 720 dpi with 8 grey levels delivering market-leading print quality. Line speeds of up to 50 m/min (ink laydown up to 39 g/m2 for the Xaar 2001+ GS40C) enable high production throughput; and high ink laydown (up to 78 g/m2 at 25 m/min for the Xaar 2001+ GS40C) is also possible for producing tile designs with intense effects. Xaar’s TF Technology ink recirculation and XaarGuard nozzle plate technologies are aimed at long maintenance-free production runs. The new XaarSMART technology reports ink temperature and printhead status so that printer performance can be optimized in real time, pro-
viding consistent print quality throughout the production run even as factory conditions change.
Ricoh AR Latex Inks
In September, Ricoh introduced its new aqueous resin (AR) latex inks, which have a 24-month shelf life. AR inks allow wide format jobs on a broad range of substrates to be used immediately off the press. Whether printing on cloth, bond paper, backlit material or a variety of other media, Ricoh’s AR inks cure quickly, reducing wait time. RICOH Pro L4160 – a latex wide format color printer capable of producing superior print quality and color matching for brilliant signs, banners, wall coverings, indoor and outdoor advertising, point-of-sale displays and more. By embracing the rise of latex inks in wide format, users can deliver high-quality output of up to 63” wide and as long as the roll being printed on with the RICOH Pro L4160.
Canon PRISMAsync G7
In August, Canon PRISMAsync Color Print Server for imagePRESS presses received the G7 Certified System designation from the International Digital Enterprise Alliance (Idealliance). The organization’s G7
Xaar 2001+ is aimed at tile printing.
Ricoh AR Latex inks can be applied to the L4160 printer.
Solutions for the Printing Industry
❏ One program manages entire company
❏ Enter data once and use it many times
❏ Enhances client service
❏ Work smart, work efficiently
❏ Increases speed - accuracy from estimates to invoices
System Certification program evaluates the ability of a software system to calibrate a printing device to meet the G7 greyscale definition. With this certification, Canon explains the PRISMAsync Color Print Server is recognized as the first embedded complete closed loop G7 system for electrophotography and the first colour print server that provides an integrated colour profiler and G7 calibration method. Canon continues to explain it is the first digital press provider to implement this calibration directly at the digital front end.
the performance of Konica Minolta bizhub PRESS 1052/1250 blackand-white toner presses. This is the first monochrome Fiery DFE for Konica Minolta black-and-white print engines. The new EFI Fiery MIC-4150 DFE is built on the latest Fiery FS200 Pro platform. Among a range of features, the new DFE includes Fiery Command WorkStation as a centralized user interface that allows users to manage the monochromatic bizhub PRESS 1052/1250 printers along with Fiery DFEs on colour digital presses in a tightly integrated workflow.
One of the key concepts of G7 is the idea of having a calibration target to achieve predictable print results, explains Canon, which allows for a much easier match from proof to print and across disparate technologies and substrates. Canon continues to explain that print shops seeking G7 calibration on their digital engines historically had to perform a range of steps in order to achieve a G7 state, which often required creating output profiles, specialized knowledge of the DFE and external software to achieve G7 greyscale conformance.
Konica Minolta Fiery
In August, Electronics For Imaging and Konica Minolta Business Solutions launched a new EFI Fiery digital front end (DFE) to enhance
The new DFE also includes EFI’s Fiery Grayscale Calibration, designed to ensure consistent and accurate image reproduction by automatically enhancing shadow details and preserving upper and lower tonal variances. The optional Fiery ImageViewer for Black and White is a full-resolution raster preview tool that gives users the ability to make black curve adjustments to maintain output consistency between multiple devices. The optional Fiery Impose and Fiery JobMaster are visual makeready tools that streamline complex tasks, giving users more flexibility in imposition, tab insertion and design, page-level ticketing, finishing, scanning and late-stage editing.
Canon’s imagePRESS line can now leverage G7-certified PRISMAsync.
Konica Minolta Fiery can be applied to the bizhub 1050/1250 models.
Stephane Dagenais / Canadian Regional Manager / Printing & Publishing Papers / Domtar / Toronto, ON
For the past several years, paper suppliers have taken on growing risk to keep cash flowing through the industry, while also investing in environmental and product innovation for emerging print processes.
Stephane Dagenais has watched and led many of these developments for more than two decades, after serving as General Manager of Inter City Papers International, A Division of Unisource Canada, for seven years beginning in 1990. He has held several executive positions in the paper-printing world and last year joined Domtar to help drive its position across the vast Canadian market. PrintAction asked Dagenais about pressing issues facing printers and their paper suppliers.
How have paper producers responded to the emergence of inkjet printing over the past few years?
SD: For more than 10 years Domtar has worked with major OEMs while manufacturing products that are used in the transactional print category. Because of our close relationship with the OEMs our products have simultaneously evolved to match the technology of the print equipment. Now that commercial print is embracing inkjet as a viable option to offset or toner, Domtar’s well known and trusted brands are now available to support this evolution into the commercial print space.
How have paper producers responded to inkjet printing in terms of manufacturing scale?
SD: Inkjet is a newer technology but has been around several years. The evolution of the equipment from transactional to commercial is what is truly new. As new inkjet presses replace old offset and toner digital presses we will also witness a migration in the paper demand to match technology. Domtar is considered a low cost manufacturer of uncoated freesheet products and as such, we see it as a critical step, to work with the leading industry OEM’s to develop the best products for these emerging technologies.
In terms of inkjet printing, it seems everyone points to paper, but is it not the inks that are most important?
SD: The cost of ink for inkjet technology is expensive, it is imperative to select the right paper to match the equipment and application. Choosing the wrong paper may end up with higher ink consumption. Any small savings realized on the cost of the paper could be negated by an increase in ink cost. Linearization (or calibration) of the paper to the equipment is also an important step to understand what optimal ink usage will be for each substrate.
$5.3B
With approximately 9,850 employees serving more than 50 countries around the world, Domtar, recognized for its early commitment to sustainable wood fibre, has annual sales of approximately $5.3 billion.
What tech advances are coming in terms of the traditional print market?
SD: Paper is constantly evolving to meet market requirements. For digital technologies, we are not only looking at heavier weights but also lighter weights (primarily publication end use). Supply chain management is also important part as printers, distributors and consumers are looking for faster delivery cycles.
Why have there been so many price fluctuations in traditional papers recenttly?
SD: Price is a function of supply and demand. Decreases in paper demand create over supply – over supply brings lower prices at first, and then supply adjustments. In Canada, we have the added curve ball of a fluctuating exchange rate.
What can commercial printers do to work better with their paper suppliers?
SD: Commercial printers can help by sharing as much information as possible about the end applications. That is the best way to work together and making sure the right paper is used for the print job.
Have the prices of environmentally progressive papers now come in line with traditional stocks?
SD: I think we need to have a sound definition
of what is an environmentally progressive paper. There are a lot of myths about recycled papers. One hundred percent recycled content is not a sustainable option and is very expensive. Paper made with fibres sourced from well-managed forests and papers with smaller percentages of recycled content are good long-term options. But this could be the topic of a whole other issue, not just one question in an interview.
What is the picture of today’s global paper market and how does this affect distribution in Canada?
SD: It varies greatly depending on the type of paper. Canada does not manufacture coated freesheet anymore. That market is supplied strictly from imported products – USA, Europe, Asia. Uncoated freesheets are only manufactured by two mills in Canada but we also see imports mostly from USA and Asia in this category.
What trends are you seeing in the paper market for commercial printing?
SD:The most recent trend is lighter weights primarily for annual reports, large financial reports, and books.
Inkjet will mirror the need for lighter weights. Inkjet technology will continue to expand into the commercial print market and beyond.
SHOP ANYTIME ANYWHERE GOSPICERS.CA
FAST, EASY & CONVENIENT
Access Product Information 24/7
View Up-to-Date Pricing
Download our Latest Price Book
Check Available Inventory
Improve Purchasing Efficiencies
Order from Order History
Shop Securely Anytime
Streamlined Shopping Experience from Login to Checkout
Get product information and view up-to-date inventory and pricing. Streamline your procurement by creating customized shopping lists, view order status and order history with a click of the mouse.
Visit GOspicers.ca to request a login, or contact your local branch for more information. 877 790 2335
With millions of impressions produced, the 2nd generation J Press 720S is the proven digital inkjet press solution to compete for more of your customers’ brand business.
You’ll appreciate how fast the J Press 720S gets out of the blocks. No plates and virtually no makereadies to slow you down. No wasted sheets or time in running up to color either. Just send the PDF file to the press and instantly print litho-quality images on standard offset coated and uncoated sheets.
Our prints finish strong too, with flexibility designed to take full advantage of your existing finishing equipment. J Press 720S sheets can handle lamination and coatings for high end jobs like photo books, calendars, and brochures. And, the J Press 720S is the first production inkjet press to be certified by Idealliance to GRACol 2013 standards.
Seeing is believing. Visit fujifilminkjet.com today.
Fujifilm proprietary technologies inside the J Press 720S, combined with superb registration accuracy, provide extraordinary fine-line detail, stunning and vibrant colors and natural skin tones. All with the durability and finishing characteristics of an offset litho print.