Tim Dimopoulos, Vice-President tdimopoulos@annexbusinessmedia.com
Scott Jamieson, COO sjamieson@annexbusinessmedia.com
Mike Fredericks, President & CEO
Machinery and Equipment MRO is published by Annex
Business Media, 111 Gordon Baker Rd., Suite 400, Toronto ON M2H 3R1; Tel. 416-442-5600, Fax 416-510-5140. Toll-free: 1-800-268-7742 in Canada, 1-800-387-0273 in the USA.
Printed in Canada
ISSN 0831-8603 (print); ISSN 1923-3698 (digital) PUBLICATION MAIL AGREEMENT #40065710
CIRCULATION
e-mail: blao@annexbizmedia.com
Tel: 416.442.5600 ext 3552 Fax: 416-510-6875 or 416-442-2191
Mail: 111 Gordon Baker Rd., Suite 400, Toronto ON M2H 3R1
Subscription rates.
Canada: 1 year $65, 2 years $110 United States: 1 year $110
Elsewhere: 1 year $126 Single copies $10 (Canada), $16.50 (U.S.), $21.50 (other). Add applicable taxes to all rates.
On occasion, our subscription list is made available to organizations whose products or services may be of interest to our readers. If you would prefer not to receive such information, please contact our circulation department in any of the four ways listed above.
While in our last issue we examined a study on the future of maintenance, the December issue of MRO has become the de facto look at how the future of maintenance is coming along. To that end, our cover story, “Overcome the Challenges of Implementing Maintenance 4.0,” looks at how big data and the digitalization of maintenance are changing the manufacturing space.
Maintenance 4.0, Industrial Internet of Things, sensors, technologies, real-time monitoring, and predictive maintenance are just some of the terms maintenance and operations teams hear on a daily basis today. In an ever more competitive climate, companies that are just moving along without adapting to the new “normal” will most likely face more downtime, as they’re not incorporating technologies that can ensure optimal maintenance strategies that allow them to have little to no downtime.
With sensors and real-time monitoring, there’s no longer a need to hope a machine keeps working. If any abnormalities appear, maintenance managers can see this in real time and decide on a course of action that will minimize downtime.
Our What’s New in Products section which typically listed machinery or machine tools now lists more sensors, digital tools, and, in many cases, software-driven devices. That’s not to say machinery and manual tools are gone; what it means is, now the two have to work in tandem to minimize downtime and maximize efficiencies.
One thing to remember is, while technologies help to monitor the state of machinery and, in some cases, can automatically help to maintain it (automatic lubrication systems, for example), it’s still imperative that the fundamentals of maintenance are followed. In that vein, fluid maintenance, scheduling, and preventative maintenance must be done even a task as simple as ensuring bolts are torqued the proper amount.
As discussed here before, maintenance is a not an either/or scenario (technology versus the tried and true). It’s a blending of the two to maximize uptime to the fullest.
Good Day,
Mario Cywinski Editor
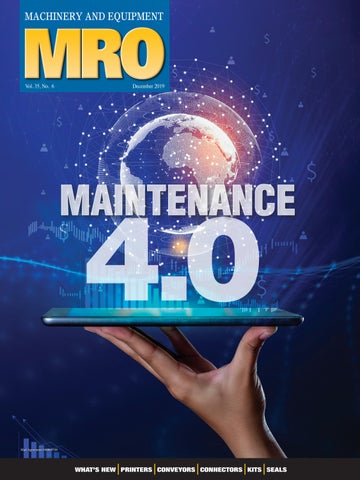
SKF TOOLS HELP KEEP YOUR MACHINES RUNNING
Improve your efficiency with solutions from SKF
» Bearing fitting kits TMFT Series
Poor fitting, usually using brute force, accounts for 16% of premature bearing failures. SKF’s TMFT Bearing Fitting Tool Kits are designed for quick and precise mounting of bearings, while minimising the risk of bearing damage.
goo.gl/WrkTMQ
» Shaft Alignment Tool TKSA Series
» SKF EasyPull mechanical puller TMMA series
The patented SKF EasyPull is one of the most user-friendly and safe tools on the market. The series is equipped with spring-operated arms and a solid design.
Avoid damaging the shaft with improper removal techniques, the TMMA series will assist you in the secure way to remove your bearings.
goo.gl/BL26Qo
The TKSA Series are easy to use laser alignment solutions for achieving accurate shaft alignments. With two wireless measurement units, large sized detectors and powerful lasers, the instrument performs in even the most challenging conditions.
By applying the right maintenance practices and using the correct tools in all stages of the bearing life cycle, you can considerably extend your bearing’s service life and thereby increase plant productivity and efficiency.
More at: goo.gl/o2cwdF
» SKF Portable Induction Heater TIH series
The TIH series combines high heating capacity with portability. Innovative technology prevents bearings overheating and internal tension build-up. Saves time and helps get the job done safely.
goo.gl/TOSupQ
» SKF SYSTEM 24 Single Point Automatic Lubrication
Continuously delivers precisely measured amounts of lubricant to desired points via a gasdriven pump.
It is ideal for lubrication points difficult or unsafe to reach manually, or where there are a large number of lubrication points where manual greasing would be less effective.
goo.gl/1gpzZZ
Departments
Editor’s Notebook / 3
Industry Newswatch / 9
Business Briefs / 10
Mr. O / 38
Spare Parts / 38
InfraCanada 2019 Concludes in the Falls / 6
MRO Quiz / 20
Electrical system insulating fluid maintenance.
Hosts Series of Seminars on Doing Business / 8 Importance of Proper Bolt Torque in Power Transmission / 16 Threaded
MRO Roundtable / 22
Maintenance professionals discuss topics vital to their facilities.
Maintenance Scheduling / 26
The controversy of fully loading the weekly schedule 100 per cent.
What’s Up Doug / 24
/
/ 34
Hamilton Holds Education Day / 7 Operational Excellence Week Canada Impresses / 8
FLIR InfraCanada 2019 Concludes in the Falls
BY MARIO CYWINSKI
FLIR Canada recently held its InfraCanada 2019 event at the Marriott Niagara Falls Fallsview in Niagara Falls, Ont. The event hosted 60 people, and allowed infrared thermographers to learn and share skills.
“InfraCanada, in its 11th year, has got better each year and I believe the user-generated content today was superior,” said Greg Bork, Director of Sales, FLIR Canada. “It is very gratifying to see a great turnout of new and veteran infrared thermographers sharing and learning new skills and applications. Paul Frisk has done a fantastic job of creating a fun and informative series every year.”
Bork welcomed attendees to the event and emphasized FLIR’s commitment to the industry, as well as its growth in the Canadian market.
Dubbed as “Canada’s only facility maintenance and infrared imaging conference,” it brought infrared professionals together to share their knowledge and network. Topics covered included Diagnosis Sickness Within the Building Envelope; Employee Based Reliability; Thermal Imaging Success and Failure, Views From the Insurance World; Quantifiable Energy Audit; and Integrated GIS for Building Sciences Utilizing FLIR Infrared Technologies and Transport Canada Remotely Piloted Aircraft Systems (Drones); among others.
The event was the last of three to be held in 2019, with earlier stops in Banff, Alta., and Mont Tremblant, Que. MRO
STLE Hamilton Holds Education Day
BY MARIO CYWINSKI
The Society of Tribologists and Lubrication Engineers (STLE) Hamilton Section recently held its Education Workshop at ArcelorMittal’s Regional Learning and Development Centre in Hamilton, Ont.
The day-long event featured a cross-section of topics of importance to tribologists and lubrication engineers.
The first presentation was by Jim Mair from Summit Reliability on The Responsible Custodianship of Physical Assets. It covered mission statements, initial capacity versus desired performance, maintenance and safety, maintenance and the environment, failure consequences, failure management policies, to name a few.
Next was Greg Bork from FLIR Instruments who spoke about FLIR and applications for its products, critical vessel predictive maintenance, bearings and hydraulics, thermography versus vibration analysis, reasons for doing thermography on motors, infrared scanning
challenges on motors, thermal analysis, critical asset monitoring, as well as thermal imaging cameras for asset protection. The next presentation was from SKF, who discussed rotating equipment
performance, and more specifically vibration analysis. This also covered condition monitoring and digitalization. There was also a brief overview of connecting automatic lubrication systems to online monitoring and how we get and use data.
The final two presentations were on condition monitoring solutions by David Brown Santasalo company, and machinery alignment by Benchmark.
As this was billed as an education workshop, the packed room of tribologists and lubrication engineers asked many questions of the speakers at the end of each presentation. MRO
19_2350_MRO_DEC_CAN Mod: October 23, 2019 9:19 AM Print: 10/30/19 4:16:15 PM page 1 v7
Operational Excellence Week Canada Impresses
BY MARIO CYWINSKI
Operational Excellence Week Canada's conference and workshops recently took place in Toronto at the Old Mill Inn. It brought together industry professionals to discuss a wide range of topics in the operational excellence realm.
The event began with preconference workshops that discussed topics ranging from accelerating digital strategy, sustaining operational excellence, improving customer experience, unlocking human potential, intelligent automation, process governess that works, and more.
The main conference began with a keynote panel featuring Paul DiGiandomenico, CIBC; Cristian Matel, Veolia; and Biju Misra, Enbridge; speaking on Where the Rubber Meets the Road: Linking Strategy to Operations. This was followed by general discussions as well as four tracks (human-centred operational excellence, business transformation, organizational optimization, and innovation excellence).
Highlights from day 1 included panel discussion on Using Lean to Drive OE by Christine Pelley, Maple Leaf Foods; Mariana Filipic, Schneider Electric; and Les Cyfko, PepsiCo; Building, Launching and Running an Innovation Centre; Leveraging Data as a Strategic Asset; and many others.
Day 2 featured many presentations as well as the highlight, which was the interactive discussion groups. Attendees could choose one of five roundtables to participate in. Topics included innovation acceleration, lean transformation, design thinking, human performance and risk management, and talent transformation. Each table had an industry expert to lead the discussion.
Operational Excellence Week Canada also had an exhibitor showcase, as well as a culture change focus day on the final day. MRO
CTMA Hosts Series of Seminars on Doing Business
BY MARIO CYWINSKI
The Canadian Tooling & Machining Association (CTMA) recently held a series of breakfast seminars entitled Doing Business in an Uncertain, Threatening, Tariffied World, presented by Stephen Tapp, Deputy Chief Economist and Director of the Economic Research and Analysis Department, Export Development Canada.
“Stephen Tapp’s presentation was very informative and certainly provided attendees with excellent information as they face a slowing global economy and an uncertain global trade environment,” said Robert Cattle, Executive Director, CTMA. “It was very interesting to hear his views on the USMCA deal, the political climate in Washington, as well as how the tariffs that are still being applied to other countries affect supply chains within North America. It was also very interesting to hear his comments on the escalating trade dispute between the U.S./
China and the implications that could result worldwide.”
Tapp also spoke about the rise of protectionism, and how 92 per cent of Canadian exporters expect that protectionism will stay the same or increase in the next year. He touched on various tariffs, including U.S. tariffs on China (which are hurting trade between the two countries), how Canadian steel and aluminum are recovering (after U.S. tariffs), and how despite tariffs the slowing economy is causing weak inflation.
The Ontario seminars took place in Windsor, Kitchener, and Mississauga. MRO
Atlas Copco Acquires WestRon
Atlas Copco has acquired WestRon Group of companies. WestRon focuses on sales, installations, and service of small industrial compressors and blowers to the general industrial manufacturing industry.
“Extending our service offering is a part of our strategy to grow our presence in this important region,” said Vagner Rego, Business Area President, Compressor Technique.
WestRon is located in Calgary, and has 26 employees. It also has branches in Ontario and British Columbia. WestRon will operationally become part of the Compressor Technique service division. MRO
Suncor Makes Strategic Alliance With Microsoft
Suncor announced a multi-year strategic alliance with Microsoft Canada as a part of its effort to accelerate its digital transformation. Microsoft is now Suncor’s strategic cloud provider, using Microsoft’s full range of cloud solutions, upgraded data centres, and increased analytics capabilities. Suncor will also collaborate with Microsoft on innovation projects.
“We’re excited to be partnering with Microsoft because they’re a global leader in the digital technology space, sand they will bring value and insights into global innovation best practices,” said Mark Little, President and CEO, Suncor. “This is an example of how we are driving to improve our business in ways that were not possible before – to make our people safer, increase reliability and productivity, reduce costs, and improve sustainability.”
Suncor will move to cloud-based computing with Microsoft Azure as a preferred cloud platform. The move is expected to enable the deployment of new technologies to improve safety and productivity through AI, machine learning, enhanced automation, and Industrial IoT and visualization.
“Although we are an industry leader in many respects, we still have much to learn in the digital space, which is why we’re working with a number of organizations, including Microsoft, to challenge us,” said Little. “Similar to how we partner with and learn from innovators across our physical value chain, we’re choosing to partner with the experts in digital innovation.”
Collaborating on innovation will include Microsoft resources embedded at the core of innovation teams, working together to explore a wide range of business capabilities. Also, accessing the Microsoft innovation ecosystem and real-world lessons from a curated community of global peers will add value.
“Suncor is embarking on a journey to transform the energy industry. They are creating new business value for their customers, empowering and upskilling their workforce, and innovating for a sustainable future,” said Kevin Peesker, President, Microsoft Canada. “The world’s leading companies run on our
cloud, and we look forward to helping Suncor accelerate their digital transformation with Azure, Dynamics 365, Surface, and Microsoft 365.” MRO
Business Briefs
News and views about companies, people, product lines and more.
• Excellence in Manufacturing Consortium (EMC) announced that Stephanie Yakimishyn is transitioning from Field Service Advisor to the Member Needs Help Program.
Yakimishyn has contributed significantly to shaping the role of a successful FSA, holding the role for nearly 20 years.
by an eight-week paid work placement.
other written material.
“The one thing that drew me to WAGO was the team atmosphere and camaraderie among the employees,” Nelson said. “I am excited for this wonderful opportunity to work for an innovative and growing company like WAGO.”
Nelson has a bachelor’s degree in communications from the University of Wisconsin, Oshkosh. He has an extensive background in media, including news anchoring and sports play-by-play on WTMJ and ESPN radio in Milwaukee.
Ross Cooper has been named to the role Field Service Advisor for Barrie, Midland, and Collingwood. Cooper has been a long-standing Senior Advisor, Value Added Programs, which he will continue with, in addition to his new role.
Also, EMC announced that Leah Nacua will be taking over as Field Service Advisor for GTA consortiums.
She has over 18 years of experience in the manufacturing sector, spanning a wide breadth of industries including automotive, telecommunications, solar, medical devices, plastics, and food packaging. She has worked in a variety of areas such as engineering, quality, and continuous improvement.
Nacua is a long-time EMC supporter and has broad knowledge of manufacturing and EMC.
In the coming months, Nacua will be in touch with members and community partners to ensure continuous support to all consortium regions in the GTA.
• Sheridan College’s Continuing and Professional Studies division announced a partnership with power transmission representatives to offer a 16-week Industrial Distribution Program (IDP) focused on the distribution of bearings, power transmission products, and other industrial parts. The program comprises eight weeks in class, followed
“Sheridan has long recognized its role in preparing graduates who can meet the emerging needs of industry. We’re committed to engage with employers and our communities to strengthen learning-integrated work, and co-create new approaches for hands-on learning and continual development,” said Hazel McCallion, Chancellor of Sheridan College. “The Industrial Distribution Program is a perfect example of this commitment in action. It also exemplifies the agility and capacity of our Continuing and Professional Studies team to work effectively with industry partners to meet their reskilling, upskilling, and employment pipeline needs.”
The Sheridan IDP will be sponsored by an industry sector educational partnership, including NTN Bearing Corporation of Canada, Tsubaki of Canada Ltd., Continental, Regal Beloit Corporation, and BDI Canada Inc. Instructors from each organization will present workshops as part of the IDP curriculum.
Courses will focus on the key functional disciplines relevant to distribution, giving students the opportunity to link classroom instruction with handson training in a company within the industrial machinery segment. Course workshops will feature distribution management, territory sales, marketing, negotiation skills, inventory management, sales management, human resources, leadership, and information technologies.
Upon completion of the program, students will have the opportunity to apply for eight-week paid work placements with manufacturers and industrial parts distributors of bearings and mechanical power transmission products.
The program will be delivered at Sheridan's Davis Campus in Brampton, Ont., starting on Jan. 6, 2020.
• WAGO Marketing Communications department names Barry Nelson as Public Relations Co-ordinator, overseeing publicity, editorial content, social media, and
Also at WAGO, Drew Amos has been named Regional Sales Manager for Southern California. He has been an inside sales rep for Moxa Americas, and a territory manager for Ecolab. Most recently, he was regional sales manager at Moxa.
“I’m excited to hear the voice of the customer and understanding the different challenges that they may face,” said Amos. “I take a ton of pride in my work and interest in the people I work with. I hope to bring my team-oriented competitive attitude to the company.”
He is a graduate of Humboldt State University with a bachelor’s degree in sociology.
• Advantage Oil & Gas Ltd. has appointed Mike Belenkie as President and John Quaife as Vice-President, Finance.
Belenkie joined Advantage in 2018, and is currently COO (a role he will continue in). He has over 20 years of industry experience, holds a bachelor in mechanical engineering and is a registered professional engineer with APEGA. His experience includes technical and high-level business positions.
Quaife has been at Advantage since 2008 and has held roles of increasing responsibility and scope, most recently as director of finance. Quaife is a CPA with over 20 years of industry experience, holds a B.Comm. degree and has extensive experience in finance, accounting, and corporate taxation.
• The Canadian Tooling & Machining Association (CTMA) announced the launch of its Outsourcing Portal, available to CTMA members. The portal allows members to advertise their capabilities and fulfill their outsourcing needs. Offering search features, members can search by company name, capabilities, and keyword. Creating a post is based on a company’s needs, which they can customize to how involved with the out-
sourcing tool they become.
Outsourcing tutorial videos are available on YouTube, so members can start posting right away or browse for machine time wanted by fellow members.
• Rockhopper Industrial announces complete line of PVF and oilfield products. Rockhopper Industrial is implementing a direct-to-market supply chain model, and has eliminated the costs traditionally associated with engineering, producing, testing, transporting, and delivering PVF and other oilfield equipment.
"Traditional PVF suppliers are operating unnecessarily expensive processes to produce their parts," said Tim Neal, CEO, Rockhopper Industrial. "With manufacturing capabilities and technology where they are today, we can innovate these traditional processes and provide our customers with the same high quality and performance they require, but at significantly lower prices."
It is maintaining the exacting safety and performance standards required in the industry.
• Continental’s industrial hose plant in Granby, Que., has received a major sanitary standards certification from 3-A SSI for a selected range of food and beverage hoses.
The 3-A SSI is an independent, non-profit organization that leads the development of standards for equipment and accepted practices for processing systems through a modern consensus process based on ANSI (American National Standards Institute) requirements.
The certification No. 3727 and the designation 18-03 (for rubber and rubber-like materials) received by Continental’s Granby plant places them in a unique category.
“There is a distinct difference between compliance and certification,” said Laszlo Dobo, Continental Product Manager for Industry Hoses in North America. “Anyone can claim ‘compliance,’ but certification comes only from an independent organization. 3-A SSI has very strict standards because they represent the end-users and the public. They provide
special knowledge resources on hygienic equipment design to enhance profes-
sionalism and to serve the public health sector.” MRO
Overcome the Challenges of Implementing Maintenance
Digital transformation and the power of big data are fuelling a manufacturing revolution. To remain competitive, operations and IT must work together to transform data into meaningful, actionable insights that create value and solve problems for customers.
BY JOSH FLEMMING
Photo
The arrival of Industry 4.0, which encourages the digitalization of manufacturing, has created a subset in the support of machine optimization. Maintenance 4.0 involves complete visualization and integration of the industrial segment by enabling emerging technologies that allow companies to maximize plant efficiency, reducing or even eliminating unplanned downtime.
Understanding Maintenance 4.0
A key component of Maintenance 4.0 is predictive maintenance (PdM). This approach to monitoring machine health uses connected devices to collect data on a variety of assets. Analysts then bring that data together to deliver valuable, actionable insights. This approach delivers cost savings over routine or time-based preventive maintenance since tasks are performed only when necessary.
In today’s competitive market, Maintenance 4.0 is giving companies a leading edge through improved efficiencies. However, many plants struggle to implement Maintenance 4.0 strategies due to perceived obstacles. Overcoming the challenges outlined below allows
companies to optimize machine performance and increase productivity.
Limited Operational Budgets
In the past, the cost of connected devices to monitor rotating equipment was viewed as a capital expenditure. However, advancements in technology are making PdM programs more economical to implement. Procurement of these connected devices can be shifted into an operations or maintenance budget, pro-
Operational Shortcomings
Manufacturing facilities often support a variety of technologies, including ethernet, cabled networks, wireless, or even industry-related communication protocols. This offers flexibility for operators to collect machine data using mobile devices, providing an easy, affordable solution for companies to implement.
Another concern is whether OEMspecific or proprietary monitoring equipment can support machines from
" In today's competitive market, Maintenance 4.0 is giving companies a leading edge through improved efficiencies.
viding an easier point of entry.
Use of connected devices gives any company with an Internet connection the ability to access and analyze its machine condition and operating data anytime and anywhere through the cloud. Maintenance 4.0 offers a scalable approach, allowing critical assets to be monitored in the first phase while other machines are added as budgets allow.
a variety of different manufacturers. Using non-proprietary connected devices gives operators the ability to focus on overall machine health without limiting the scope of what can be monitored.
Additionally, the next generation of maintenance workers may not have the same knowledge and experience as the existing workforce. A PdM program utilizing connected devices sup-
ported by remote diagnostics reduces the time and cost of training and retaining increasingly scarce and expensive maintenance and diagnostic skill sets.
Run-to-Failure Mindset
Run-to-failure maintenance requires minimal planning since maintenance does not need to be scheduled in advance. However, this type of approach is both unpredictable and inconsistent. This strategy can also increase production and breakdown costs, in addition to inventory and labour outlays associated with performing the maintenance.
This business model can put companies in a dangerous position in today’s competitive marketplace. Companies that fail to anticipate machine breakdowns will ultimately run into supply chain issues. If a piece of equipment fails and replacement parts are not readily available, it can create production delays and contribute to significant profit loss.
Embracing a more proactive approach with PdM allows companies to
create a planned maintenance schedule while eliminating unanticipated machine downtime or failure.
Optimizing Big Data
Digitalization and technology developments are quickly becoming key drivers in the manufacturing industry. The Internet of Things (IoT) is connecting machines in conjunction with big data, which offers new insights into machine performance and opportunities to drive efficiencies.
Maintenance 4.0 moves beyond the collection of data by applying predictive and prescriptive analytics. Knowing how to interpret data and when to take action helps operators increase machine reliability to improve both uptime and productivity.
Having the ability to cross-functionally compare vibration, temperature, and oil analysis allows operators to get an overall snapshot of machine health. These analytics can deliver actionable information for quick and strategic decision-making. Connecting, collecting, and correlating data offers a new way for people to inter-
face with machines to increase efficiency and productivity.
Automating Maintenance Tasks
Approximately half of rotating equipment failures are due to improper lubrication management. Manual-scheduled lubrication management is often the cause of over- or under-lubrication. Not using the right type or amount, or not using the lubricant at the right time are three of the primary reasons for lubrication-related failure.
Automatic lubrication increases bearing, gear, and chain life by applying small, measured amounts of lubricant consistently while the machine is operating. This virtually eliminates the need for manual lubrication. It also reduces lost production time, since the machine no longer needs to be shut down and prevents accidents that can occur during manual lubrication. Waste, product contamination, and cleaning issues are also substantially reduced.
Remote Monitoring
Increased competition and the rise of
Industry 4.0 are influencing companies to consider outsourcing their PdM programs. This allows manufacturers to focus on their core capabilities while leveraging the knowledge and expertise of trained experts in remote diagnostic centers.
A well-designed rotating equipment maintenance program should not only prevent and identify pending machine failures, but also have the ability to eliminate their occurrence or reoccurrence. It should also provide insights to operations and maintenance, offering a better interpretation of analytics and improved lubrication for a more performance-based approach.
Future of Maintenance 4.0
Maintenance 4.0 will continue to evolve and generate more precise, quicker diagnostics, allowing companies to take action at an even faster pace. Virtual reality will also emerge as an enhanced form of communication between operators and engineers. Devices such as smart glasses allow engineers to create a digital representation of faults and analyze the situation in much greater detail.
Advancements in the decision-making capabilities of machines, especially robots, will continue, resulting in benefits such as carrying out work in dangerous or hazardous environments as well as the use of self-driving vehicles for better supply chain management.
As IoT continues to evolve, connected devices that use cloud computing will become the workhorses for a successful PdM program. These devices allow plant personnel to access previously siloed data for a clearer, more holistic view of asset health.
Implementing Maintenance 4.0
A successful PdM program begins by assessing the plant’s daily workflow with industry benchmarks and key performance indicators. A roadmap for improvement is then established based on business goals and budgetary requirements.
Digitalization and the ever-increasing use of big data bring greater interconnectivity between machines and devices. Industry 4.0 is arming manufacturers with the ability to use data strategically to streamline processes, boost efficiency, and significantly improve
"Maintenance 4.0 will continue to evolve and generate more precise, quicker diagnostics, allowing companies to take action at an even faster pace.
productivity. The gains from these measures include improved control, transparency, speed, productivity, modularity, availability, safety,and sustainability.
The goal of Maintenance 4.0 is to utilize connected devices to gain insight into asset behaviour so the plant can
move from reactive maintenance to PdM and prevention with the ultimate goal of dramatically improving reliability and performance. MRO
Josh Flemming is the Strategic Market Director for SKF USA.
Proper Bolt Torque in Power Transmission Importance of
BY MICHAEL DUNN
Threaded fasteners are one of the most common components in machine design. Such fasteners come in a great variety of shapes, sizes, and materials that serve a wide variety of applications across virtually every industry in the world. In all cases, the performance of bolted joints depends heavily on the torque applied during installation. Below, the basic design and function of bolted joints is explained, best practices for tightening threaded fasteners are provided, and the importance of designing around and applying the proper torque spec to any bolt or screw is emphasized.
Bolted Joints
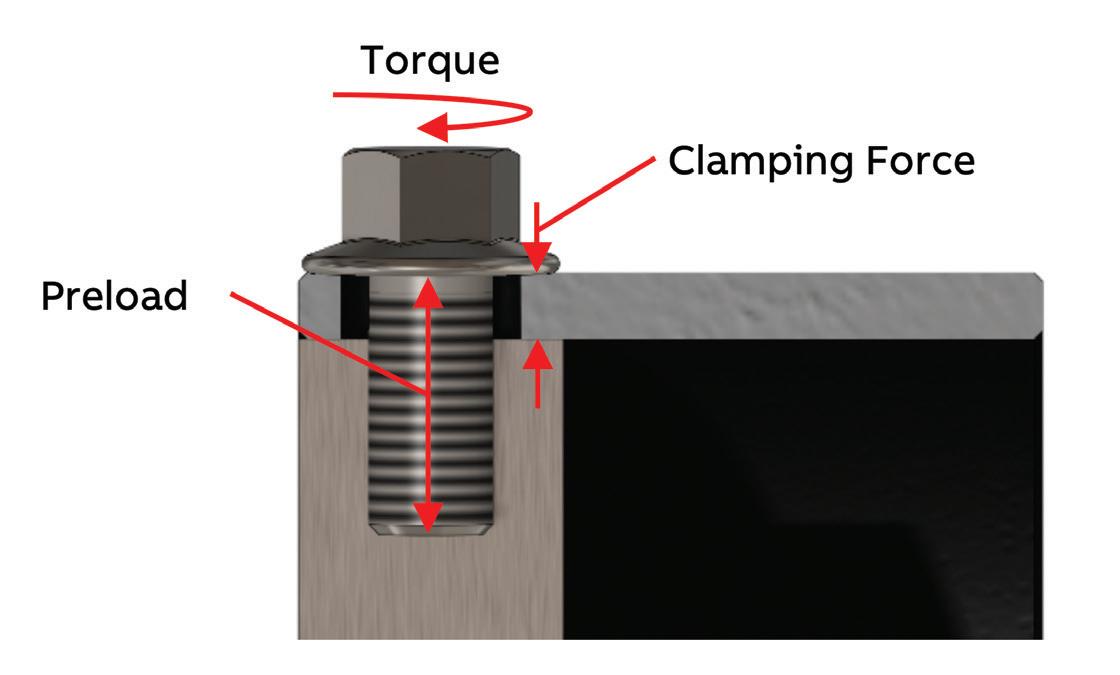
Although it appears rather rigid, a bolt acts much like a coiled spring, generating a force as it is stretched or compressed. When torque is applied to the bolt, the threads pull the end of the bolt away from the head, stretching it and generating tension in the bolt. This principle also applies to screws, where the fastener is threaded direct-
Figure 2: Tire-style coupling assembled with radial bolt pattern.
Photo
ly into one of the joined members rather than using a nut. The tensile force on the bolt is called the preload, as it occurs before any external loads are applied to the joint.
The preload on the bolt creates an opposing compressive force between the head and the nut, clamping the joint together. This compression is referred to as the clamping force and is used to analyze the strength of a bolted joint. However, not all the applied torque is converted into clamping force. The majority of the torque typically serves to overcome friction underneath the head of the bolt itself and the friction between the threads.
Bolt Torque Specifications
Any standard inch or metric bolt will have a recommended torque value from an industry standard or the manufacturer based on the size and grade. These torque values are generally designed to stretch the bolts to their proof load. The proof load of a bolt is the maximum tension the bolt can handle without plastic deformation. Higher grade or larger diameter bolts will have a greater tensile strength, a higher proof load, and thus a higher recommended torque.
In addition to size and grade, torque specifications are often given in terms of “dry” or “wet” threads, denoting whether or not the threads are lubricated. Both dry and wet torque values are meant to reach the bolt’s proof load, but the wet torque value will be significantly lower. This is because a large portion of the applied torque is lost to thread friction, so lubricating threads reduces that friction and the torque required to reach a given preload value.
Similarly, lubricated threads will reach a much higher preload with the dry torque value than dry threads (potentially overloading the bolt or the joined members and causing failure). Even thread-locking compounds can provide significant lubrication to threads, reducing friction and increasing the preload for a given torque value.
Therefore, it is always important to use a torque value appropriate for the bolt size, grade, and condition of the threads. Lubricants or locking compounds should not be used on threaded fasteners unless you use wet torque valves. In certain applications, the equipment manufacturer may provide a torque specification that differs from the industry standard, based on the requirements of the particular application. It is important to refer to torque values provided by the equipment
Figure 1: Diagram of simple bolted joint.
torque from one shaft to the other. The bolts themselves are never subjected to stress beyond their tensile proof load.
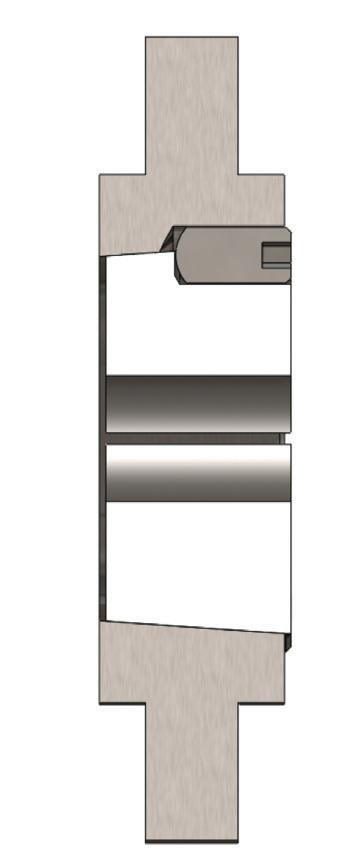
This concept is also demonstrated with tapered bushings, where the bushing is compressed into a tapered bore, as figure 3.
The same principle applies as before. The bolts themselves are subject only to the preload from installation while the torque load is transmitted by the friction between the bushing and the bore.
In some applications, such as a moment coupling, the bolts work double duty, transmitting torque through friction between the clamped flanges while supporting the overhung load of the motor and gearbox.
As a result of the safety risks and cost of the overhung drive package, the bolted flange in a moment coupling is more highly-engineered than most power transmission components. The bolt circle must be designed such that the bending moment of the supported drive never exceeds the fatigue limit of the coupling flange or the bolts themselves while also providing enough clamping force to transmit the torque of a high-horsepower conveyor drive. When properly sized and installed, a moment coupling will last at least as long as the shaft itself. Applications like this highlight the importance of proper design and installation of bolted joints.
Effects of Improper Bolt Torque
manufacturer where applicable. If none are available, then a hardware manufacturer or design manual should provide appropriate torque values per industry standards.
Bolts in Power Transmission
The goal of any bolted joint is to use the clamping force of the bolt to hold the mated parts together. For industrial power transmission components, these joints normally take the form of a circular, bolted flange. This arrangement is commonly seen on couplings, as shown in figure 2.
As in any shaft coupling, when torque is applied to one hub, it is transferred through the element in order to turn the opposite shaft. In this design, the bolts themselves do not transfer any of the application’s torque when they are properly tightened. Instead, the friction between the compressed clamp rings and the hubs holds them together and transmits
Without the proper installation torque applied to the proper bolts, the joint will not function as designed and may fail or break apart completely. With rotating equipment, failures like this can send debris hundreds of feet, posing a severe safety risk for nearby personnel and equipment. Proper bolt torque is not just a reliability concern, but a matter of safety as well. With insufficient torque, the designed load may overcome
Figure 4: moment coupling drive.
Figure 3: Tapered bushing assembly.
Photo
the clamping force on the joint, allowing the members to separate or slide against one another. This subjects the bolts to bending and shear stresses that they are not designed to carry, potentially causing them to fail. Insufficient torque will also lower the preload on the bolts, reducing the friction between the threads and allowing the fasteners to loosen over time.
Excessive torque can be equally detrimental, as the bolt and joined members may not be rated for the preload and clamping force generated, leading to stripping of the threads or failure of components. To prevent such issues, a torque wrench should always be used to ensure that the bolts are properly preloaded.
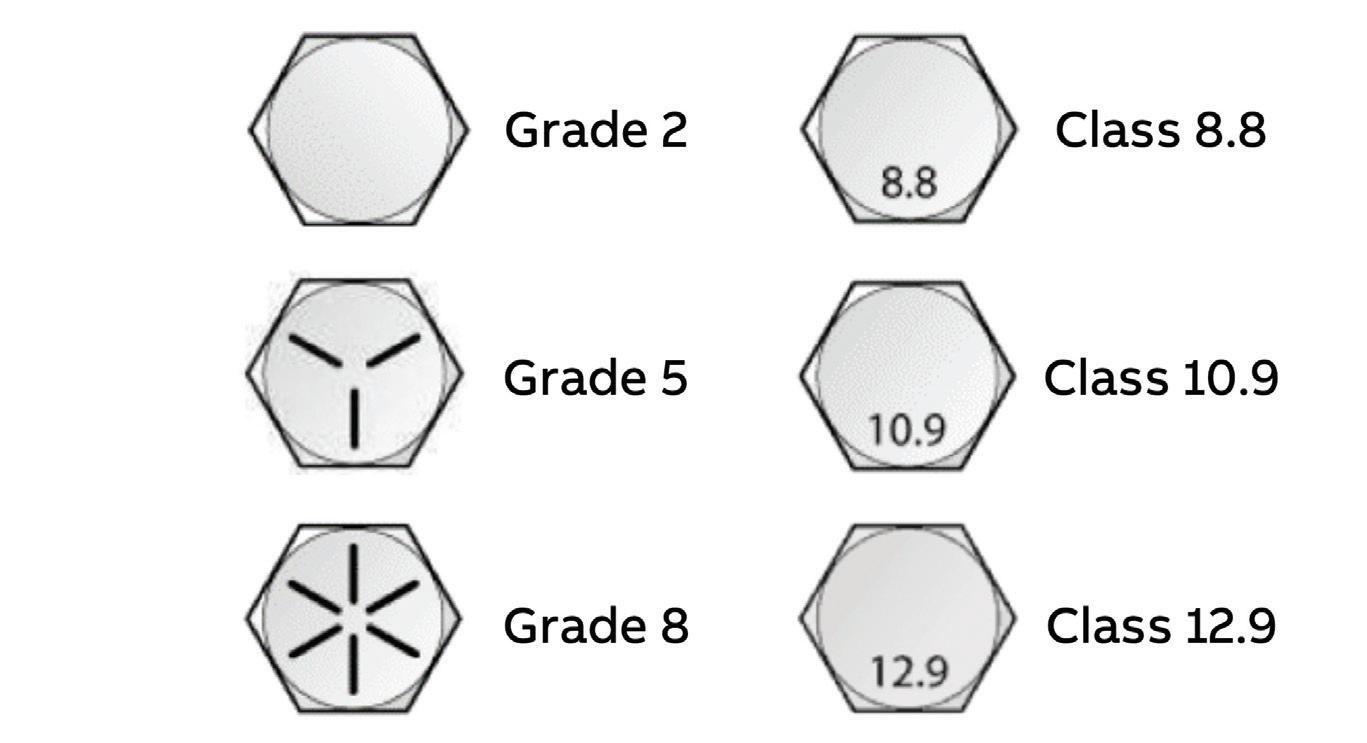
Even with the correct torque spec, the bolts themselves may not be suitable for the application. With inadequate bolts (too small or short, or low grade), the bolts’ tensile strength may not meet the preload required for the joint, leaving the joint loose or breaking bolts during or shortly after installation. This can occur when replacing parts where the original hardware spec was unknown. Always check the size and grade of bolts required for an application. Hex head bolts have markings on the head to denote the ANSI or ISO grade (figure 5). For other styles of bolts, you should check with the supplier for tensile strength and torque rating information.
Holding It All Together
Threaded fasteners are a cornerstone of machine design in many industries. Though they may be small, nuts and bolts can make or break the largest machines. Understanding and respecting the importance of proper bolt torque is key to ensuring safe, reliable equipment. MRO
Michael Dunn is a Product Development Engineer for Dodge Mounted Bearings at ABB Motors and Mechanical, Inc. He has over seven years of engineering experience. He has a Bachelor's of Science in Mechanical Engineering from Clemson University.
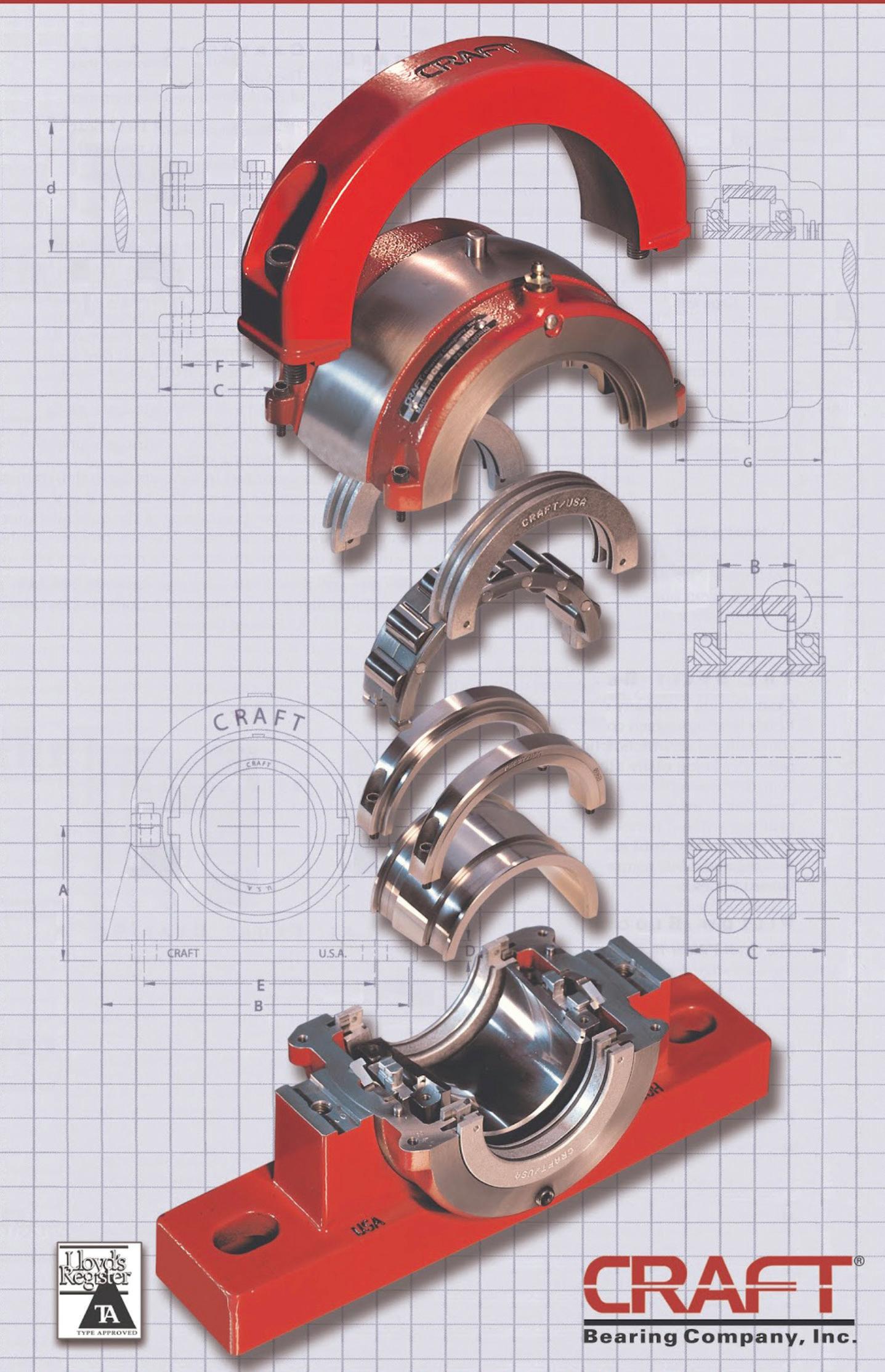
THE SPLIT MAKES THE DIFFERENCE
Announcement
Global Bear Inc. is pleased to announce the opening of a branch in Langley, BC.
The 3000sq. ft. facility will be stocked with a broad range of all the products distributed by Global.
“The plan has always been to have coverage across Canada”. “That dream has now become a reality”, stated Harold Benz, founder and President of Global.
We look forward to servicing our Western Canadian customers from the new facility and welcome all inquiries for bearings, belts and power transmission products.
Our stock, featuring CRAFT and NKE bearings in Langley, will help distributors service the “end-user” markets in Alberta and British Columbia.
call
Figure 5: Examples of bolt head markings for common ASTM hardware grades (left) and ISO hardware classes (right)
Electrical System Insulating
FLUID MAINTENANCE
Pure petroleum oils are non-conductors of electricity used as insulating fluids and most are of naphthenic base stocks because any sludge generated by oxidation is more soluble, thus improving the fluid's ability to cool the transformer.
Newer synthetic esters, silicones, and fluorocarbons are also in use as insulators in many types of electrical transformers, switches, and circuit breakers. The insulating ability of oil can be destroyed by small amounts of contaminants, acidic compounds, cellulose fibres, and metallic particulate. Charac-
teristics of quality insulating oils are their dielectric strength, neutralization number, power factor, ability to resist water contamination, kinematic viscosity, and oxidation stability.
1. Do you understand the importance of insulating oil quality? Logic: The presence of dirty oxidized oil can seriously damage electrical switching and circuit breaker systems. Acidic compounds will lead to the formation of sludge that, in turn, will reduce transformer cooling and, if serious enough, will lead to transformer fires and, in severe cases, explosions.
L. (TEX) LEUGNER
Photo credit: BlackJack3D/Getty Images
2. How frequently do you carry out the recommended analysis of insulating oil?
Logic: General physical testing of insulating fluids should be carried out at least once a year, while dissolved gas analysis should be done every two to three years to determine abnormalities in the internal windings of a transformer or the condition of the paper insulation of the windings. Following are descriptions of the minimum recommended insulating fluid tests. (See insulating fluid test limits, below).
Dielectric strength (breakdown voltage) by ASTM D877 or D1816 analysis
The significance of this test will indicates the presence of any conductive contaminants such as metallic particles, dirt, water, or cellulose fibres.
Neutralization number by ASTM D664
Any increase in acidic compounds indicate oxidation of the fluid. If left unchecked, this will lead to the formation of sludge that, in turn, reduces transformer cooling due to the blockage of cooling ducts. The transformer fluid can be treated with Fuller's earth and reinhibited to 0.30 per cent, but it is often more economical to replace the oil. This test is frequently referred to as TAN (total acid number).
Visual condition and colour
This test indicates the deterioration of oil by its colour, the numerical standard running from 0.5 (light yellow) to 7.0 (dark amber). Any increase in acidic compounds will darken the colour.
Water content (Karl Fischer titration) by ASTM D1744
This test reveals the total water content, including soluble water, in the oil. Probable causes are inadequate dehydration of breathers, leakage at the transformer bushings or the tank cover gasket. In the case of leakage, expect to find free water at the bottom of the tank and in or on the core and coils.
Power factor (ASTM D924)
When the power factor test result exceeds 0.5 per cent, an investigation is indicated. If a 100oC reading is more than seven to 10 times the value at 25oC, this usually indicates a soluble contaminant in the oil other than water. Generally, for high and medium voltage transformers, the power factor should be less than one per cent at 25oC. The test result would support conclusions regarding acidic compounds in the fluid.
3. Are you aware of applying an oxidation inhibitor to the insulating oil?
Logic: Oxidation inhibitor ditertiary-butyl para-cresol (DBPC) can be added to transformer fluid to a level of .08 per cent by the manufacturer. The DBPC has proven its value to industry by greatly inhibiting the oxidation process that causes acidity and sludge formation.
The following guidelines may be used for interpreting inhibitor results:
If inhibitor is greater than .08 per cent, it is likely that oil has been reinhibited in the past.
Values of .05 to .08 per cent are normal. Retest annually. Values of .05 to .02 per cent warrant more frequent testing, especially as the values approach .02 per cent. Also, perform standard analysis for data on acidity. Add oxidation inhibitor
to oil to slow or prevent further deterioration or change oil. For values less than .02 per cent, the oil can be considered uninhibited and rapid deterioration will occur. Perform a standard analysis. If necessary, filter as soon as practical, then reinhibit to .08 per cent or change oil.
4. Are you aware that dissolved gas analysis can be very useful?
Logic: This test, frequently referred to as “fault analysis,” can be used to determine abnormalities in the internal transformer windings, the condition of the insulation, or indications of arcing and corona discharge – none of which is confirmed by insulating fluid analysis alone. Each of the gases found during the analysis is related to a particular electrical transformer fault, while the rate of each fault gas found indicates the severity of that fault. Initially, the test was applied to transformers in the 120 kv and above categories, but is now recommended as a valuable analysis for all oil-filled power transformers.
The gases involved in this analysis are nitrogen, oxygen, carbon monoxide, carbon dioxide, hydrogen, methane, ethane, ethylene, and acetylene and represent the transformer's internal condition. Whenever there is an incipient fault, specific gases are generated and dissolved in the oil.
For example, if significant quantities of carbon monoxide and carbon dioxide are present in the oil sample, it indicates severe levels of decomposition of cellulose insulation in the windings of the transformer, while high hydrogen, ethane and methane indicate corona discharge. The oil sample is analyzed by gas chromatography. The gas levels and their relationship to one another can be trended and used to evaluate transformer condition. MRO
** Insulating fluid tests and their limits
Dissolved Gas “fault” analysis described in quiz question # 4
L. (Tex) Leugner, the author of Practical Handbook of Machinery Lubrication , is a 15-year veteran of the Royal Canadian Electrical Mechanical Engineers, where he served as a technical specialist. He was the founder and operations manager of Maintenance Technology International Inc. for 30 years. Tex holds an STLE lubricant specialist certification and is a millwright and heavy-duty mechanic. He can be reached at texleug@shaw.ca.
Maintenance professionals discuss topics vital to their facilities.
BY MARIO CYWINSKI
MRO recently hosted a roundtable discussion during the MainTrain conference hosted by the Plant Engineering and Maintenance Association of Canada (PEMAC) in Edmonton, Alberta. It brought maintenance professionals from all over Canada together to discuss topics vital to maintaining top efficiency within their facilities.
The format this year had four discussion groups, with each group discussing topics (lasting approximately 30 minutes) with two different facilitators. After the first discussion, participants moved from one table to another, to discuss another topic they were interested in. After the table discussions, the facilitators summarized what was discussed and presented it to the entire room.
Topics covered this year included:
• Mobile CMMS by Martha Myers, Owner/Founder of MaRTHA Myers Consulting Services, and Shauna MacKenzie, AMO Operations Support Lead at Nova Scotia Power.
• Asset Information Management by Richard Beer, Owner at TRO Maintenance Solutions.
• Maintenance Business Cases – What Works and What Doesn't by James Reyes-Picknell, Principal Consultant at Conscious Asset.
• Hacking the Traditional Asset Management Plan: Using Alignment and Business Thinking to Drive Greater Value for Your Organization by Ross Homeniuk, Partner, Global Infrastructure Advisory, and National Leader, Asset and Operations Management at KPMG LLP.
MRO asked each facilitator to summarize what was discussed at their table. Following are the highlights.
Maintenance Business Cases –What Works and What Doesn't
We talked about maintenance business
ROUNDTABLE
cases and how to develop them. A basic method for determining cost savings based on increases in planned and scheduled work was demonstrated using data from one of the table participants who worked at an airport. In that case, the benefit of making improvements is solely from cost savings, because there is no additional revenue capacity in that business environment that can arise from improved asset performance alone. The savings (ongoing) would be just under $1 million, so costs to achieve them should be kept below this to meet corporate ROI requirements.
Revenue increases based on additional availability of assets can be determined. We used another example, also from a
participant, this time at a major pipeline company. Even though asset availability was high to begin with, the participant knew it could be better. Using a simplifying assumption that at steady state, a one per cent increase in availability can result in an increase in revenue equivalent to one per cent of pipeline flow generated revenues today. In that case, the value was in the tens of millions. Clearly, more money could be made available to pay for the improvements in that case.
Caution was advised as each business is different and revenue generation capacity may not always ramp up in direct proportion to availability, and there may be a practical limit as to how high it can go.
Mobile CMMS
Two groups discussed Mobile CMMS and its challenges and benefits. Approximately 30 per cent either were using a mobile CMMS as part of their maintenance management program or were in the early days of piloting the tool.
Common challenges were software compatibility and connectivity. In many cases, the mobile software is different than the original CMMS or EAM company; therefore, ensuring that they “talk” to each other is not always straightforward. Connecting to the Internet and achieving a good, fast signal has also been challenging, especially in certain areas (underground).
Working with IT and security to get approvals to utilize the devices has also been a challenge, as well as finding devices that are intrinsically safe.
Once overcoming the challenges, it was clear that the advantages are well worth it. Being able to gather history on what was done in real time, means more accurate data. Crews are able to spend more efficient time in the field and are able to take pictures of (as found conditions), and what was done. This allows for better planning in the future.
Asset Information Management
We discussed the fact that asset information management (AIM) is more than just technology. The system is made up of technology, process, and people.
For example, if your people are not on board, then the program will be undermined. What AIM is striving for is to ensure there are standardized processes and tools in place to improve the likelihood of a change to the physical asset has a corresponding change in the information plant.
We also discussed some of the challenges of AIM and the need for rules and a governance layer for enforcement of the rules. These rules would address the
need for data consistency and adherence to naming conventions and standards.
Hacking the Traditional Asset Management Plan:
Using Alignment and Business Thinking to Drive Greater Value for Your Organization
Public and private sector organizations rely on vast portfolios of infrastructure to support effective operations and the delivery of products and services. Faced with aging assets, changing demands, and growing financial and operational constraints, companies are in fierce competition for available resources. As a result, many organizations are being forced to think more strategically about their assets, how they are managed, and the value they deliver.
Leading practice, such as the ISO55000 series of standards, calls for alignment and greater clarity in the connections between physical assets and operations, and the service and business outcomes they support. Clearly defining these relationships – the asset value hierarchy –will allow us to quantify and effectively communicate the impact of infrastructure and operational investment on business objectives and the service outcomes that need to be produced.
A good asset management plan essentially serves as a business plan for asset-reliant operations, providing mid- to long-term insight into the assets, operations, and investments needed to support required outcomes. Incorporating an organization’s asset value hierarchy creates line-of-sight within the document between business goals and required outcomes, the supporting performance from infrastructure assets, and the investments and operations needed to sustain them. Applying this thinking allows for the evaluation of service (performance), risk, and cost, allowing
the organization to evaluate and compare different strategies and options, and clearly communicate their value to stakeholders.
The session shared some key questions to ask in evaluating the effectiveness of asset management planning within an organization:
1. How are asset management plans used within your organization? Are they driving operations and investment, or merely reporting what is already being done?
2. Does your asset management plan build alignment? Are there clear linkages between business goals and outcomes, needed asset and operational performance and the risk of not having it, and supporting actions and investments?
3. Does your asset management plan provide a holistic view of needs and priorities? What is missing from the picture? Where are the interdependencies, and how are they being met?
4. Who are the key (internal and external) asset management stakeholders for your organization? How does your asset management plan ensure their needs are being met?
At the end of the day, the interactive discussions were lively and engaging, and attendees left with newfound knowledge. MRO will be putting on its annual roundtable again in 2020 at the MainTrain conference in Saint John, New Brunswick. MRO
Mario Cywinski is the Editor of Machinery and Equipment MRO magazine. He is a member of the Automobile Journalists Association of Canada and a judge for Canadian Truck King Challenge. He has over 10 years of editorial experience and over 15 years of automobile industry experience, as well as small business industry experience.
BEARINGS HOT
A common report is “I’ve got a hot bearing” .... But what is a “hot bearing”?
BY DOUGLAS MARTIN
Very often the report of a hot bearing is based on someone putting their hand on the housing and it “feels” hot. So what temperature should a bearing be running at?
Predicting an Operating Temperature
What temperature does a bearing operate at?
This is a magical question and it is more about heat transfer than about bearings. Anyone who has studied any “heat transfer” equations will know the complexity and many variables and iterative equations that one has to use to determine the temperature of a mechanical part.
Knowing this, it is easy to understand that “what temperature should the bearing run at” is not a simple one. As there are too many variables to consider.
What is true is:
• When a bearing runs, it generates heat;
• The amount of heat generated is a function of bearing design, speed, oil viscosity, and load;
• Extra heat is generated by unusual loads, deterioration of lubricant, excessive wear, and contamination; and
• “Excess” grease is more about the bearing cavity not being able to purge and allow fresh grease to push out old grease.
What is more uncertain is the ambient temperature, any heat entering from the process (via conduction/convection/ radiation), the housing design’s ability to transfer heat, and any layer of contamination on the housing that would limit the heat transfer.
Bearing manufacturers do have calculations to predict bearing operating temperatures; however, the confidence that the predicted operating temperature is accurate is moderate at best, as there is little ability to confirm the specific application conditions at the user level.
Some manufacturers provide a “reference speed,” which is the speed at which a bearing will achieve a steady-state temperature of 70 Celsius (160 Fahrenheit). What can we conclude? The bearing manufacturers feel that a normal operating temperature can be 70oC. I think a lot of people will think that this is quite hot.
What are the temperature limits?
In terms of the bearing system only,
one must consider the material limits of the bearing components and the lubrication temperature limit, both in the temperature limit of the grease or oil and the ability of the grease/oil to provide a lubricant film at the operating temperature.
The lowest temperature limit in a “bearing system” is whether there is a lip seal. Most commonly, a bearing's integral lip seal is made of nitrile/Buna-N which is generally limited to 100oC (212oF). The housing itself may have a lip seal, which can be nitrile/Buna-N, with the same limit, or a Viton seal may be used, which has a temperature limit of about 200oC (400oF).
The cage material would be the next consideration, and the concern would only be if there is a polyamide cage, which has a steady-state temperature limitation of 120oC (250oF).
The most overlooked temperature limitation is lubrication. With lubrication,
increases, the more frequently the oil needs to be changed. For example, when the normal operating temperature is 50oC or below, the oil can be changed once a year, but at 100oC, the oil will need to be changed every three months.
Absolute vs. Change in Temperature
Discussed so far is what are the “absolute” temperature limits in terms of the components of the bearing system. However, just because the bearing is operating at 80oC does not mean that everything is okay. If the bearing has been operating at 30oC since start-up and recently the temperature has bumped up to 80oC, then there certainly could be a problem.
Some electronic devices are being used to “alarm” when there is a temperature change. As an example, one device has
" You must also consider how a higher temperature can affect the lubricant.
there can be three considerations:
1 - Does the lubricant have EP additives? If so, the temperature limit is 80oC and above, which is when the EP additive may start to “plate out.”
2 - Is the lubricant grease? If so, the typical grease is lithium-based, which does not provide reliable performance over 120oC (250oF), and even “high temperature” greases may be limited to 150oC (300oF).
3 - In terms of the ability of the lubricant to provide a lubricant film, the maximum tolerable temperature should be based on ensuring that the Kappa (viscosity ratio) delivered by the oil is one or above. Once the temperature is high enough to drop the Kappa below one, then the bearing will suffer from metal-to-metal contact and start to wear, and this temperature may be lower than the bearing material temperature limits.
If the bearing is running at an elevated temperature and all the checks noted are within limits, you must also consider how a higher temperature can affect the lubricant.
Rules of Thumb
> For grease, for every 15oC (27oF) above 70oC (160oF), the relubrication frequency should double.
> For an oil bath, as the temperature
a preprogrammed alarm of 105oC (220oF) – there in the alarm. The device can also be set such that it learns the normal operating temperature, then it will alarm when the temperature has elevated by 50oC (90oF).
Having a condition monitoring program that includes temperature monitoring is important and alarms can be set based on historical knowledge. The change in temperature can be arbitrary, such as two times change in standard deviation or four times change, which can be based on how critical the application is.
What should you do if there is a change in temperature?
Instead of wondering what temperature the bearing can take, then when there is a change start investigating why. Is there a lack of lubrication? Have the operating conditions changed? Has the rotating assembly gone out of balance? The elevated temperature should initiate further investigation with more in-depth techniques such as vibration analysis. MRO
Douglas Martin is a heavy-duty machinery engineer based in Vancouver. He specializes in the design of rotating equipment, failure analysis, and lubrication. Reach him by e-mail at mro.whats.up.doug@gmail.com.
THE CONTROVERSY OF FULLY LOADING THE WEEKLY SCHEDULE
100 PER CENT
TIP: Don’t schedule fewer hours to allow for reactive work. Instead schedule more hours and allow breaking the schedule for reactive work.
BY DOC PALMER
Photo credit: SolStock / Getty Images
Perhaps the greatest controversy of maintenance scheduling is loading the weekly schedule to 100 per cent of the forecasted labour capacity. Fully loading the schedule intuitively seems wrong because most plants have a significant amount of reactive maintenance. But not loading the weekly maintenance schedule to 100 per cent not only fails to give the huge gain in productivity, but also makes scheduling into a counterproductive activity. Not only does it not add value, it decreases value. In this manner, most plants only schedule about 70 per cent of their labour capacity, if they schedule weekly at all, and many of their weekly schedules are too complicated.
Purpose of the Weekly Schedule
The purpose of the weekly schedule is to increase productivity. Studies typically show normal maintenance productivity to be only about 35 per cent in terms of
wrench time. This same level of 35 per cent wrench time is found everywhere because it is a human issue, and, of course, plants everywhere staff maintenance with humans. At 35 per cent wrench time, humans “feel busy.” In practice, if a plant’s backlog is growing too fast and everyone is “busy,” management hires more labour. However, whenever someone leaves the workforce, management waits until the backlog is again growing too fast before they will hire a replacement. This practice is called “backlog management.”
Furthermore, since engineering and operations realize that the maintenance force is busy, they are reluctant to add too many proactive tasks or little problems (they know about), to the backlog. Consequently, the company has a system that actually locks in place merely “normal” productivity. Nevertheless, a superior 55 per cent wrench time productivity is easily achievable and sustainable through 100 per cent fully load-
ed schedules. The extra wrench time gives a workforce a 57 per cent bump in its work order completion rate (shown by 55 per cent divided by 35 per cent equals 1.57).
That means that a workforce completing 1,000 work orders per month will suddenly start completing 1,570 work orders per month. Therefore, the purpose of weekly scheduling is to take advantage of this opportunity to increase productivity.
Unfortunately, most plants act like the purpose of the weekly schedule is to “complete the weekly schedule.” Wanting high schedule compliance scores and not wanting to “set themselves up for failure,” they schedule about 70 per cent of the labour forecast. They reason that this practice allows for the typical 30 per cent reactive work and some unscheduled employee absences.
For example, for 400 hours of labour available, they would only schedule 280 hours’ worth of work. And then complet-
Photo credit: Drazen Zigic/Getty Images
ing over 251 hours of that work would give a schedule compliance score of over 90 per cent. Unfortunately, these plants have only 35 per cent wrench time. They have missed the whole point of scheduling. They do not have 55 per cent wrench time because of Parkinson’s Law, which states, “The amount of work assigned will expand to fill the time available.” (Cyril Parkinson. 1955. Parkinson’s Law. The Economist, November 19, 1955.) This law means that if a schedule does not include enough work, the work included will take more time than it should.
In practice, maintenance crews given schedules that only fill 70 per cent of the available labour hours are destined to complete less work than they otherwise might.
In contrast, plants that fully load crews with 100 per cent of the forecasted available labour and also freely allow them to break the schedule, do better. They routinely achieve a much higher productivity shown by a much higher work order completion rate. Fully loaded schedules defeat Parkinson’s Law, but only by expecting schedule compliance below 90 per cent.
In other words, don’t schedule fewer hours to allow for reactive work. Instead, schedule more hours and allow breaking the schedule for reactive work. By allowing schedule breaks, crews accept the fully loaded schedules as a realistic “mission” that drives the higher productivity. Without a sense of mission for regular maintenance, crews inappropriately adopt a culture of “taking care of operations and keeping everyone busy.” And the point of “feeling busy” is only 35 per cent.
Another improper practice is not having a weekly schedule at all. These plants simply let supervisors assign work to take care of operations and otherwise keep everyone busy. This practice gives only 35 per cent.
Another practice that becomes counterproductive is when plants make weekly schedules too complicated. Many plants, wanting a “perfect” schedule and to set expectations, create five daily schedules a week ahead of time and then the weekly schedule. Often this schedule has work assigned to individuals, with specific hour
slots. Real-life maintenance has too much churn to set such daily schedules a week in advance. As a result, these plants make supervisors revise the entire rest of the week schedule at the end of every single day. This wasted time is counterproductive in itself; it also further encourages schedulers not to schedule too much work, so less work will constantly move around. Instead, the weekly schedule should be mostly a simple batch of work from the backlog that forms a mission. It is also mostly a “soft” schedule with only a few “hard” dates and times for certain work orders for the upcoming week.
Be effective with weekly schedules by recognizing their true purpose to increase productivity. Avoid the subtle trap of thinking you are making a schedule that can be completed. MRO
Doc Palmer, PE, MBA, CMRP is the author of McGraw-Hill’s Maintenance Planning and Scheduling Handbook, and as managing partner of Richard Palmer and Associates helps companies worldwide with planning and scheduling success. For more information, including a schedule of current public workshops, go to www.palmerplanning.com or e-mail Doc at docpalmer@palmerplanning.com.
Range of high performance lubricants
Photo credit: senkaya/Getty Images
PREVENTATIVE MAINTENANCE
BY PETER PHILLIPS
Preventative maintenance (PM) is necessary to keep equipment running in a reliable state. Without it, equipment would fall into disrepair quickly, breakdowns would increase, and the production department would be unhappy.
Finding time to complete all PM tasks is a common issue, regardless if they are for production equipment or facility maintenance. I routinely see the backlog of PM work orders growing and every week staff fall further behind. All PM experts say that PMs come first and are non-negotiable and must be done. In reality, PMs often fall into second place, or third, and are postponed for all kinds of reasons. By the time corrective work orders and scheduled repairs are completed, often only precious time is left to do PM, and most manufacturing facilities have limited time to complete work orders during weekly down days or scheduled outages.
When looking at common excuses for not having a good PM completion rate, usually you see the following:
• PMs in our CMMS are not categorized as priority one;
• There are more hours of PMs in our system than there are worker hours;
• The written instructions for the PMs are not the best, often vague and general, and take more time than they should;
• There aren’t enough scheduled downtime hours per week to achieve a reasonable PM compliance; and
• Runtime PMs are not used effectively to reduce the number of hours needed for downtime PMs.
How do you conquer these issues?
During the restoration project, these items were addressed by examining ledgers. The ledger lists all the wear components on the machine and from this
information the probability of failure of each component can be determined. The appropriate maintenance strategy is then created.
The strategies include:
• Condition based monitoring – CBM;
• Intermittent CBM;
• Time-based replacement – TBR;
• Time-based inspection – TBI; and
• Run to failure – RTF.
It’s not reasonable to think we can have equipment monitoring on every component, and it can be expensive to install. However, for critical pieces of equipment, it can be very effective. Monitoring the equipment helps to predict when the component will need to be replaced. Vibration analysis, oil analysis
and other types of monitoring on motors, gear boxes, large bearings can be extremely effective; especially when the component is in a hard to reach location or costs are high when they fail.
Whether it’s done in house or by a contract service, vibration/temperature and other CBM can predict failures so components can be scheduled for repair or replacement. A word of caution, if CBM is your strategy, make sure you are 100 per cent confident the monitoring will warn you early enough to take action before a failure.
TBR; Just about every wear component has a life expectancy as long as it is operating in the environment prescribed by the manufacture. Industrial component
studies have proven that TBR is often the most cost-effective method of preventive maintenance and has become best practice in many organizations.
Parts like motors, gear boxes, cylinders, and other components have an expected life. Methodically changing these components out on predetermined timelines will ensure reliability. For example; motors and gear boxes may have a 10- to 15-year replacement, depending on their duty cycle, and the condition they operate within. Cylinders might need to be changed every year.
TBI; regular inspections, often called CIL (clean, inspect, and lubricate), keep the machine in good operating condition. This type of maintenance is the most time-consuming. To start with, TBI usually requires the equipment to be stopped so guards and other enclosures can be removed or opened to examine the components.
Every PM has a frequency (weekly, monthly) that describes where we need to clean, lube, and inspect the components. Because every component on the machine is inspected on every PM, we
start to fall behind and the number of TBI work orders begins to grow in our work order backlog.
The question is, how can we combat this work order growth? How can quality maintenance be completed on time and not fall behind?
First, inspections need to be smarter. Every item on the inspection sheet needs to have sufficient details to properly inspect the component. Every item on the inspection list needs to be reviewed to determine which components really need to be done on their current frequency.
What are the critical items, and how often do they need to be inspected?
Many inspections are general, and every component on the equipment is inspected every PM even if nothing is found wrong time after time. PM instructions need to be custom written for each machine, inspecting the critical items for a given PM frequency.
Second, what inspections can be completed while the machine is actually running? Examine the checklist and determine if some items can be inspected while the machine is operating, thus reducing the number of inspections needing the machine stopped.
These two factors alone can reduce the number of labour hours needed to complete TBI.
Finally, there is RTF. Components that have redundant backups or equipment parts, that if allowed to fail will not adversely affect production, can run-to-failure. A word of caution, though. Running to failure can create collateral equipment damage; this must be kept in mind when accepting a run-to-failure strategy.
Let’s face it. We are not going to get more maintenance staff to do just PMs, which leaves us with managing the workload with staff we have. Therefore, we must adopt other strategies to maintain the equipment. We must embrace effective maintenance strategies and must think smarter about PM and utilize the equipment and manhours we have available. MRO
Peter Phillips is the owner of Trailwalk Holdings Ltd., a Nova Scotia-based maintenance consulting and training company. Peter has over 40 years of industrial maintenance experience. He travels throughout North America working with maintenance departments and speaking at conferences. Reach him at 902-798-3601 or peter@trailwalk.ca.
Where smart Engineers go for smart Solutions
Thousands of engineers in fluid power, power transmission and motion control will come together at IFPE 2020 to exchange knowledge, solve technical problems and discover new solutions. Join them in Las Vegas in March 2020.
IMPORTANCE OF LUBRICATION
MANAGEMENT AS A FOUNDATION TO ANY PREVENTATIVE MAINTENANCE PROGRAM
A review of the benefits of a robust lubrication management program.
BY IAN MILLER
When it comes to developing a robust preventative maintenance program, the first consideration for any facility should be would this facility’s current lubrication management program be considered best in class?
The typical response when this question is posed to most facilities is, lubrication management is the least of our problems. This may be true, at least at first glance. However, once you start digging into the root cause of equipment failures, you will probably find what others have come to realize.
In fact, an ExxonMobil case study found that, “less than 0.5 per cent of a plant’s maintenance budget is spent purchasing lubricants, but the downstream effects of poor lubrication can impact as much as 30 per cent of a plant’s total maintenance costs each year,” according to Jason Kopschinsky, Director of Reliability Services, Des-Case.
These findings should strike a chord to those responsible for managing a maintenance budget. The prospect of shifting 30 per cent of a facility’s maintenance budget toward proactive/predictive maintenance and facility improvements should be all the motivation needed to reevaluate your current program. The prospect of freeing up additional capital when combined with the ease of implementation and relatively low cost of executing a best-in-class lubrication management program should make this a priority.
What should you consider while building out a lubrication management program? The following is a great place to start:
• The number of lubricants currently used at a facility;
• Condition of new oil being supplied to a facility;
• Site storage and clean lubrication transfer;
• Condition of your operating lubricants; and
• Education/training and ongoing improvements.
The reason to make “number of lubricants used at a facility” the first consideration in building out this program is that, logically, the fewer products used, the easier it is to manage. It is also a great way to help reduce the instance of cross-contamination that can result from confusion or misapplication (human error). If a facility's maintenance personnel have fewer lubricants on-site, the odds of cross-contaminating a piece of equipment are greatly reduced.
As a first step, consultation with the lubrication supplier is always recommended to identify if further standardization is possible at a facility. This is typically a free service, and one that has great value to any facility's bottom line.
Next, the condition of new lubricants (with a special focus on oil) needs to be reviewed. Although most consider new oil to be clean, the reality is that it
will only meet a bare minimum level of cleanliness. This level, typically provided in the ISO format, should be evaluated against the requirements for the equipment it will be used in.
After this review, most facilities will realize that new oil is not clean oil. The way to best combat this is to always transfer through filtration: from barrel to bulk storage, from bulk storage to temporary containers, and from temporary containers to equipment in service. This is also a great reason to evaluate the addition of kidney loop systems to critical assets and bulk lubrication storage. Bulk storage and lubrication transfer is a critical component to a successful strategy and will be where the most time, effort, and money should be spent. If done properly, this is where the best payback on investment (both money and time) can be realized. It is also the
Photo credit: Motion Industries, Inc.
most visual component of a successful strategy and one that will be a daily reminder to staff of the facility's commitment to the program.
Areas of focus
• Bulk storage tanks and transfer equipment should be installed/stored in one clean area, with proper environmental controls. Controls that can minimize the egress of airborne contaminants, stabilize temperature variations, and control humidity. If possible, insuring this area is in a central location will also provide labour savings as a result of more efficient workflow patterns.
• Colour code everything: storage tanks, transfer equipment, and the equipment that you will be depositing the lubricant into. A great example to visualize is having a yellow hydraulic oil storage tank, yellow transfer containers, a yellow filter cart, and a yellow tag hanging on all hydraulic power units with the oil name and type clearly printed on it. Colour coding your lubrication distribution allows for an easy-to-use initiative system that also stands out as a daily reminder to staff of the importance of the program. This may seem a daunting task, but there are many great manufacturers that have ready-made solutions that can be quickly and easily ordered/installed.
• Invest in quality equipment. Doing this benefits a facility in two ways. First, maintenance personnel are more likely to buy into the program if they see the facility has made a considerable investment. Second, buying quality equipment upfront will also save a facility money over time.
• Use quality filtration and closed transfer points (oil and air). Quality filtration and breathers pay for themselves and ensure fluid integrity when it is most vulnerable. When discussing closed transfer points, this references the use of fluid quick couplers. Revisiting the hydraulic example, imagine using oneinch quick connects on all bulk storage tanks, filter carts, transfer containers, and the fill ports of the equipment being serviced. This ensures clean transfer while further minimizing the instance of human error.
A mistake made by many facilities is focusing solely on new lubricant storage and transfer. Focusing on operating lubricants is just as important. Understanding the condition of a facility’s operating lubricants can substantially extend the life of equipment as well as give insight to potential issues down the road.
Things to consider
• Oil sampling and analysis. Many insights can be gleaned from regular sampling and analysis.
• IIoT. Consider adding sensors to monitor the conditions of your lubricants. Gone are the days of cost-prohibitive sensors like particle counters. The cost of such equipment has drastically reduced and now adding such things as particle counters, temperature, water saturation, conductivity, differential pressure, and flow sensors are far less cost-prohibitive than they were in the past. Finally, after a facility's program has been developed and put into action, education and continuous improvement should be an ongoing focus.
Consider capitalizing on
• Stay current. New products are being released almost weekly, and knowing how you can leverage those new products could be the competitive advantage your facility needs.
• Investing in maintenance staff and providing them with the training needed to support this initiative. Consider getting some key staff certified: ICML (International Council for Machinery Lubrication), MLT I (Level I Machinery Lubrication Technician), or MLA I (Level I Machine Lubricant Analyst (ISO 18436-4, I).
• Use the data collected through IIoT and lubricant analysis to improve your filtration, lubricants used, and equipment in service where needed. Understanding this data is as important as collecting it.
A robust lubrication management program should serve as the bedrock on which you develop a facility's preventative maintenance program. Investing time in this style of program will save your facility both time and money, and will ensure that your investments in maintenance reap the greatest return on investment. MRO
Based out of Calgary, Ian Miller, E.I.T., is National Services Business Development Manager at Motion Canada. He has over a decade of hydraulic and electrical experience in the field, including system design, troubleshooting, on-site installations, and technical training/support.
WHAT’S NEW IN PRODUCTS
Grieve Floor-Level Cabinet Oven
No. 1030 is a 550ºF floor-level electric cabinet oven from Grieve, currently used for heating large gears at the customer’s facility. Workspace dimensions of this oven measure 48 inches wide by 48” deep by 60” high. 40 kilowatt are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 2000 CFM, two-horsepower recirculating blower provides horizontal airflow across the workload.
This Grieve cabinet oven features 6" insulated walls, aluminized steel exterior and interior, plus five levels of dual-lane roller conveyor rated at 300 pounds per level.
Controls onboard No. 1030 include a digital indicating temperature controller, manual reset excess temperature controller with separate control contactors, and a recirculating blower airflow safety switch. www.grievecorp.com
Flag Printer Applicator
BradyPrinter A5500 Flag Printer Applicator helps to free up flagging time by allowing customers to print and apply flags in five seconds.
A5500 has consistent application, with labels applied evenly without wrinkles, skew, or edge mismatch; connectivity options including Wi-Fi; and reduced waste by printing and applying serialized labels as you go without having to reprint a full batch if an error occurs.
Target markets are datacomm, harness manufacturers, industrial refrigeration and HVAC, and hydraulic line manufacturers. www.bradycanada.ca
Splicing Connectors for Extreme Applications
WAGO 221 Series LEVER-NUTS Ex are now available for extreme and hazardous applications. They obtain an AEx (Class 1, Zone 1) rating when used in conjunction with the mounting carrier, which can be either clamped onto a DIN rail or screwed tightly to any smooth surface.
Features include:
• Mounting carrier to enable the use of 221 Ex in hazardous applications;
• 24 – 12 AWG; solid, stranded, flexible, and tin-bonded;
• 2-, 3-, and 5-conductor wiring options; and
• Lever actuation.
The mounting carrier fulfills the standard requirement for securing the clamping point. When the connectors are placed flush together within the carrier, the working voltage is 275 V. For applications with working voltages up to 440 V, the connectors are inserted so that there is a visible space between each connector.
www.wago.com/221/us/
High Temperature Line Vac Conveyors
EXAIR 2.5-inch and 3" high temperature line vac conveyors convert hose, tube, or pipe into a powerful inline conveying system for high-temperature materials up to 482ºC (900ºF). They are available with smooth ends to fit into hose or tube and secured with a hose clamp, or are available with NPT threaded ends to mount onto threaded pipe. They feature large throat diameters.
They eject a small amount of compressed air to produce
a vacuum on one end, resulting in high output flows on the other. They are CE compliant and available in seven sizes from 3/4" to 3". Construction is Type 303 or Type 316 stainless steel to resist high temperature, corrosion, and contamination.
Applications include sampling hot flue gases, exhausting fumes, conveying soot, ashes, salts, and other hot debris.
www.exair.com/303htlv.htm
Testo 300 Kit
Testo 300 Residential/Commercial Kit features stored, intuitive menus for all relevant measurements allowing the user to get measurements quickly. The five-inch HD touchscreen is for users to read their measurements, which can range from zero to 21 vol. per cent for O2 and 0 to 4000 ppm for CO.
Also, reports can be e-mailed to the office or to a customer directly on-site via Wi-Fi. This combustion analyzer kit can be used for testing and tuning of boilers, heaters, and/or furnaces.
www.itm.com/testo-300
Eclipse Shelter at the Loading Dock
Rite-Hite’s Eclipse shelter is the first system to block light and seal gaps, providing a dark, environmentally secure dock. Eclipse shelter provides a tight, consistent seal all the way up trailer sides, across the top, and at the corners.
On the sides of the trailer, GapMaster hooks wrap around swing-open trailer doors, sealing the gaps created by the door hinge. The hooks are constructed of a rugged material and are wrapped with a flexible vinyl sleeve that conforms around the hinges. Side curtains are built with high-strength Durathon fabric.
Along the top of the trailer, a weighted head curtain applies over 100 pounds of pressure across the full width of the trailer top. This gravity-based system keeps the curtain in constant contact with the trailer during loading and unloading. It automatically adjusts to a range of trailer heights.
At the top corners, the Eclipse side curtains and weighted
header seal gaps. Fabric corner pockets connect sides to top, providing a dark, complete seal when trailers back into place.
Below and around the dock leveller, PitMaster under-leveller sealing system provides a barrier against environmental infiltration on the exterior of the dock. Lip corner seals, filler pads, and other components block gaps on the inside of the dock. Eclipse shelter and PitMaster provide an effective seal on all four sides of the dock door opening when trailers are in place. www.ritehite.com/products/seals-and-shelters/shelters/ eclipse-dock-shelter/
SKF Pulse for Android
SKF Pulse is now available for Android, and can be downloaded through Google Play. Pulse is designed for maintenance, repair, and operations managers and staff in a wide range of industries. Pulse provides an entry point for a do-ityourself predictive maintenance program. The Bluetooth sensor acts as a smart vibration tool, transmitting data wirelessly via the mobile app for instant machine diagnostics and insights.
“With SKF Pulse now available for Android, customers have the ability to use the app on the mobile device of their choice,” said Josh Flemming, Strategic Marketing, SKF. “The SKF Pulse app makes machine monitoring easier. Users can monitor machine health and receive timely, valuable insights for quick and strategic decision-making.”
The app allows users to create asset profiles and customize standards around those assets as needed.
For more advanced analysis, users can request an SKF Pulse Check via the app. The request goes to the SKF Rotating Equipment Performance Centre where experts remotely analyze the machine data and respond with recommended corrective actions to improve equipment performance. Unlimited assets can be monitored with one portable sensor. More sensors can be added as part of a broader vibration analysis program. skf.ca/pulse
EMC Wins Award
Excellence in Manufacturing Consortium (EMC) was awarded the Dr. Alan Middleton Workplace Literacy and Learning Award for outstanding achievement in promoting and supporting workplace literacy and essential skills training in the Canadian workplace.
The Dr. Alan Middleton Workplace Literacy and Learning Award recognizes an individual or organization for their outstanding achievement in increasing workplace literacy and essential skills in their community.
The award was established in 2010 to recognize the outstanding contribution of ABC Life Literacy Canada former board member and chair Dr. Alan Middleton. MRO
2020 Truck Preview
After an influx of new products hit the truck market in 2019, this model year is more of a transition year for many brands.
Once exclusive to heavy duty pick-up trucks and a selection of full-size vans, trucks brands are now adding diesel engines to their light duty trucks. While FCA added one to its Ram 1500 a few years ago, it is now introducing a new version on its 2020 truck, General Motors is also adding a diesel option to its Chevrolet Silverado and GMC Sierra, while Ford added a diesel to the F-150 in 2019.
Safety and technology also takes centre stage for 2020, as many brands are adding features not usually seen on pick-up trucks and vans in the past. These include cameras to better see around the vehicle, automatic emergency braking, adaptive cruise control, and options to help with towing.
For 2020, a new player is added to the mix, as the Jeep Gladiator makes its debut in the mid-size segment. Heavy Duty models also see updates for 2020, as both Ford (Super Duty) and General Motors (Chevrolet Silverado HD and GMC Sierra HD) are all-new. Nissan has updated its Titan and Titan XD.
To read the preview, visit: www.mromagazine.com/features/mros-2020truck-preview/ MRO MRO
Are you doing too much predictive maintenance?
Predictive maintenance (PdM) is more correctly called “condition-based maintenance” (CBM). It checks on the condition of an item or working fluids and verifies whether they are “good” or “bad.” If the condition is “good,” then the item continues in use to the next inspection or check. If it is “bad,” then it is replaced or restored. We call it “predictive” because we are predicting, on the basis of its existing condition, whether or not the item will last until the next inspection.
If the task frequencies are chosen correctly, you should be able to detect deteriorating condition and avoid the consequences associated with the pending failure. However, those conditions can deteriorate quite quickly relative to the useful life of the item and they arise randomly at any time. To detect deterioration, we need to consider the time it takes for deterioration to occur. Since that time is normally short, it forces us to monitor conditions quite frequently. Usually, you will find yourself doing a lot of condition checks before you ever find a deteriorating condition. It is therefore easy to get the sense that you are checking too often.
Only a small portion of your condition checks should reveal deterioration worthy of action, and when it does, you better act on it right away.
It is easy to spot when you are doing too little checking – the failures you are supposed to detect will be happening without being detected.
But how do you know if you are checking too often?
Cost and risk play a role here. If the cost of checking is greater than the costs associated with the failure, then it is not worth checking. You may also be checking too much if you’ve never experienced a failure before some threshold age, then after that the failure can appear randomly.
If you can trigger your checks to occur after that age, then you can save considerable effort and money. If your failures have low consequences, then you can probably accept allowing more of them and reduce checking frequency. But if consequences are severe, then that would be a mistake. If the failures are age or usage related, especially if the failures are tightly clustered about a particular age, then condition monitoring may not be your best option – consider PvM.
Those are just a few ideas, but bear in mind that only a thorough analysis like reliabilitycentred maintenance can truly help you with this one. MRO
The problem: Damage caused by electrical current passing through bearings in electric motors.
The solution: Current-insulated bearings from Schaeffler — including hybrid ceramic or ceramic-coated versions featuring our proprietary Insutect™ coating — that have been engineered to stop stray electric current in its tracks.