Which Rotochopper grinder is right for your wood fiber processing needs? Visit us online or give us a call to learn more.
Rotochopper wood grinders offer unmatched versatility and particle size control, so you get high quality biomass fuel from a wide range of raw materials.
Whole trees
Sorted C & D
Pallets & crates
Forestry slash
Railroad ties
Wood chips
Slabwood
And thanks to exclusive features designed to maximize efficiency and uptime, you get the results you need at the lowest cost per ton.
CANADIAN BIOMASS
NoT,
9 New Pellet Player
Through its acquisition of Fulghum Fibres, Rentech is slated to become the largest pellet manufacturer in Eastern Canada.
14 Right Time, Right Place
CanBio chooses Sarnia biofuels and bio-chemicals conference to unveil its new team, expanded biomass focus.
16 Ready to Run
After a few upgrades, maintenance work, and re-establishing the fibre flow, Viridis Energy is almost ready to open Enligna’s former Nova Scotia pellet plant.
20 Fully Integrated
Binderholz’ Fuegen operation produces a range of forest products and pellets, all against an idyllic ski country setting.
Canada’s edge
Our biomass sustainability story is unique – it’s time to tell it.
There are times when it makes sense to work alongside international colleagues to develop our industry, whether to promote biomass as a low-carbon addition to the global energy mix or to help establish quality or safety standards that will serve the entire supply chain.
And then there are times when it’s better to pursue a uniquely Canadian solution. That is now the case with forest sustainability.
The need became clear at the International Biomass show in Minneapolis in April. The first session drew together notables from various American biomass associations, and one topic kept bubbling to the surface – that the perceived sustainability and carbon footprint of the sector was about to become a major issue south of the border, and one largely out of industry’s control. The U.S. Environmental Protection Agency (EPA) is in the midst of determining just how green biomass really is.
Make that U.S. biomass, as the EPA would be looking at biomass’ footprint within the American context only. Still, industry members were concerned that the EPA’s findings would colour the entire sector, both for domestic and export markets. After all, should the EPA determine that U.S.-sourced biomass falls short in sustainability or carbon performance, potential buyers in the EU and elsewhere may well doubt its place in their own green energy portfolios.
Nor are Canadian biomass suppliers out of the woods. All too often European and Asian markets lump us together as “North American” suppliers. We can do little about how the EPA sees its domestic biomass sector. We can do everything to distinguish our own forest-based biomass sector as uniquely
Canadian, and thus uniquely sustainable. Here are just a few distinguishing characteristics we need to quantify, and then communicate, both here and abroad.
• Certification: Canada is a leader in forest certification. Between that and rigid provincial forest regulations, we can prove the sustainability of our forest biomass.
• Integrated fibre supply: The forest biomass sector is closely integrated with the existing forest products sector. The vast majority of its current supply is residual products from either the mill or the landing. Any roundwood harvested is either salvage logging (beetle kill) or fibre for which there is no other market (off species, low quality). The infrastructure and harvesting crews are rarely sent in for biomass products alone, as the economics seldom justify the effort.
• Low carbon footprint: There are no commercial zero-carbon solutions that can replace fossil fuels completely at this point, but compared to coal, oil or gas, the average footprint of getting Canadian biomass to market is a small fraction. We need to know the exact fraction for the various supply scenarios. The industry must be able to quantify and effectively communicate these key factors so that everyone along the supply chain understands the Canadian biomass advantage.
Scott Jamieson, Editorial Director sjamieson@annexweb.com
All advertising is subject to the publisher’s approval. Such approval does not imply any endorsement of the products or services advertised. Publisher reserves the right to refuse advertising that does not meet the standards of the publication.
www.canadianbiomassmagazine.ca
November 18 – 20, 2013
Vancouver Marriot Pinnacle Hotel
Vancouver, BC
North American wood pellet exports to Europe are up over 70% in the third quarter of 2012 and continued projected growth in this industry is forecasted from coast to coast.
The WPAC AGM & Conference gives you the insight and the connections for growth in the Canadian and export markets.
The key Canadian Biomass Event of the year! Expert, comprehensive insight on the following topics;
• The Canadian Pellet Industry from Coast to Coast
• Sustainability in a Canadian Context
• Fibre Sourcing
• Transportation and Logistics
• Power Markets
• Heat Markets
• Wood Pellet Workshop and much more
Sponsored By
Media Sponsor
BioMASS update
PFI AnnuAl ConFerenCe
The Pellet Fuels Institute Annual Conference is taking place July 28 to 30, 2013, and will highlight the various applications of densified biomass fuel. The event attracts a broad range of individuals from the industry, and features two days of educational sessions and more.
The conference will provide discussions on several key areas affecting pellet producers including: day-to-day operations issues
faced by pellet mills, emerging and growing markets, and understanding and meeting sustainability requirements.
The keynote speaker of the PFI conference is Carlton Owen of the U.S. Endowment for Forestry & Communities. For more than 30 years, Owen has worked within the forestry industry, including positions with the Sustainable Forestry Board, American Forest Council and the American
Forest Foundation.
Attendees who register as Diamond or Platinum level exhibitors or sponsors may give a presentation on new products or technologies during the conference’s general session on July 29. These presentations are offered on a first come, first served basis and will be limited to either five or 10 minutes.
Visit, www.pelletheat.org for more information on the conference.
ICM announced that IGPC Ethanol, based in Aylmer, Ont., has purchased its patentpending Selective Milling Technology (SMT), which also gives IGPC Ethanol a license to use the technology.
“Our ICM-designed ethanol plant is located in the middle of Ontario's corn country, and it enables us to produce over 160 million litres of annual ethanol production, as well as produce distillers grains that are
marketed and transported to area beef, dairy and pork operations,” said Jim Grey, CEO of IGPC Ethanol. “With ICM's new SMT product, we look forward to benefiting from the product’s ability to increase both ethanol production and oil recovery.”
IGPC Ethanol is one of the largest agricultural co-operatives in Ontario and will use the new technology to offer higher efficiency and capacity benefits.
BIOMASS SOLUTIONS TO POWER TOMORROW
ProcessBarron has 30 years of experience designing and fabricating biomass fuel, air & ash handling systems. ProcessBarron has the know-how to get the most out of your biomass systems.
The IGPC plant produces 160 million litres of ethanol, providing a large outlet for area farmers.
ubC's bbrG holdInG Pellet workshoP
In VAnCouVer
For 10 years, the Biomass & Bioenergy Research Group (BBRG) has researched wood pellet production, storage, handling and more, on the new generation of torrefied pellets. It is holding a 1.5-day pellet workshop in conjunction with the Wood Pellet Association of Canada (WPAC) annual general meeting being held Nov. 18 to 22 in Vancouver. Attendees will participate in sessions outlining wood pellet research and feedstock engineering, including the work being done at the new biomass gasification plant on the University of British Columbia’s campus. Some of the topics to be covered are self-heating initiation and spread of heat in wood pellet storage and ways of designing and managing storage to mitigate it, innovations in online measuring of biomass compositional properties, and opportunities to reduce the pellet cost using blends of low quality feedstock. For more information on the workshop visit www.biomass.ubc.ca.
renewA ble d I esel MAndAte
The Ontario government has said that there will be meetings in the near future to discuss the possibility of a renewable diesel mandate becoming part of its budget, confirming its commitment to renewable fuels. The discussions will seek a renewable content standard for diesel, and consider the carbon intensity for any qualifying fuel. The budget announcement is the first step in the creation of the mandate, welcome news for biofuels producers and consumers, according to the Canadian Renewable Fuels Association (CRFA). The CRFA is recommending a 2% renewable content standard in the Ontario diesel fuel market, and a carbon intensity of at least a 50% improvement over a life-cycle basis. Doing so would require that at least 160 million litres of renewable product be blended in Ontario and could create the equivalent greenhouse gas reduction of removing 100,000 vehicles from Ontario’s roads.
low-CArbon Fuels In the CeMent Industry
A new multi-company partnership has invested $8 million in Lafarge Canada’s cement plant in Bath, Ont., with the goal of helping the cement industry adopt low-carbon fuels quickly. The investment is intended to help the Canadian cement industry become more competitive while providing better local value to local communities and reducing carbon emissions. The organizations in the partnership – Lafarge Canada Inc., Natural Resources Canada, the Queen's Institute for Energy and Environmental Policy, and Carbon Management Canada – are looking to reuse as low-carbon fuels local surplus materials and other energy-containing materials not currently recycled.
stoking the Home Fires
PBuilding a strong Canadian market for pellet heating requires synergy.
By Pierre-Olivier Morency
ellet industry stakeholders have long wondered why this wonderful heating option is so slow to develop in Canada. There are several reasons, but first let’s back up a little.
In the article “Pellet Awakening” published in the last issue of Canadian Biomass, the Wood Pellet Association of Canada (WPAC) underlined that with a target as low as 3% of the nongas heat market in Canada, we could create an annual market for 2,279,000 tons of wood pellets worth nearly $570 million. This realistic target for heating our homes, our businesses and our institutions would assure a vibrant and prosperous industry for years to come. Moreover, it would improve the Canadian economy with little investment.
It is clear that in the context in which our governments advocate for reducing our dependence on fossil fuels, and to fight climate change, they must be informed and involved.
At the first Canadian wood pellet heating conference held in Quebec City in February, stakeholders agreed that pellets are a credible energy alternative to such conventional heating sources as oil, gas or electricity. Although it may be counterintuitive to see pellets – wood sometimes seen as old-fashioned – as a fuel of the future, this heat source brings many benefits. In addition to being sustainable, efficient and comfortable, especially with the high-tech equipment now available, pellet heating is an economically and socially viable solution. It brings cost efficiencies, creates jobs and improves Canada’s trade balance.
Moreover, wood pellet heating means opting for a renewable energy source, and thanks to modern appliances, helps maintain air quality and minimizes emissions of fine particles and pollutants. Choosing pellets helps reduce the consumption of fossil fuels and contributes to reducing our greenhouse gas emissions. It means choosing price stability, as wood pellets have enjoyed the most stable market price of all heating fuels in the last two decades. This is an intelligent use of wood
waste produced locally and it is a fuel that supports the regional economy and ensures Canadian energy independence. We have made and heard these arguments many times.
w hy the del Ays?
So why is the Canadian market so slow to explode? Well, we are at the beginning of a movement; it’s as simple as that! Quite frankly, I see that this open window brings tremendous opportunity along with the challenges. Just as many European countries faced with challenges did decades ago, stakeholders of the Canadian pellet industry must now take action and work together. And by “working together,” we mean all together – raw material suppliers, pellet producers, equipment manufacturers, transport specialists, sellers, heating specialists and technicians, and obviously, our local politicians. Why? It is clear that in the context in which our governments advocate for reducing our dependence on fossil fuels, and to fight climate change, they must be informed and involved. This is especially true if we are talking about the development of our local economies. As we have seen in Europe, the wood pellet heating market can benefit from the implementation of carbon-reduction policies and from the setting of renewable energy targets.
Based on the experience and advice from experts in areas that have succeeded in developing local pellet heat markets, synergy between government and stakeholders combined with legislative and fiscal or financial support is the kick-start we need to make the difference. To increase the credibility of our industry and to ensure product quality, we also need a process of verification and certification. Ditto regarding the heating systems to assure ultra-low emission of fines with world-class emission and efficiency standards.
Our mission is to spread the message that wood pellet heating is an environmentally friendly option: socially acceptable, and most importantly, very economical. With an efficient promotion and a great product to deliver to the customers, we should see results. The 3% target is realistic, and WPAC will be a partner to help you along the way.
Pierre-Olivier Morency is the director, market access and promotion, of the Wood Pellet Association of Canada. He encourages all those who want to support and benefit from the growth of the Canadian wood pellet industry to join. He can be reached at pierre-olivier@pellet.org.
New Pellet Player
Through its acquisition of Fulghum Fibres, Rentech is slated to become the
largest pellet manufacturer in Eastern Canada.
Rentech
Inc. has acquired Georgiabased Fulghum Fibres Inc. and two facilities for conversion to wood pellets in Ontario, along with contracts for the sale and transport of more than four million tonnes of wood pellets over 10 years.
The acquisition includes interests in the conversion of two mothballed wood products facilities to pellet mills in Wawa and Atikokan, Ont., as well as logistics agreements with CN Rail and the Port of Quebec for pellet export.
Take-or-pay contracts are in place with two utilities in Canada and the U.K. to supply a combined 445,000 tonnes of wood pellets annually over 10 years. To supply the pellets, Rentech plans to convert two decommissioned wood fibre mills in Eastern Canada into pellet mills that will employ a total of 65 full-time employees and help to create jobs for construction and wood supply from sustainable Crown forests in Ontario. The two plants would make Rentech the largest producer of industrial wood pellets using fibre from Eastern Canada.
“This launches us into the wood fibre and pellet supply business, with immediate cash flow and significant growth opportunities, and allows us to take advantage of our fibre relationship in the province of Ontario,” said D. Hunt Ramsbottom, president and CEO at Rentech. “With sustainable fibre supply from Crown forests, Rentech will continue to pursue First Nations partnerships and opportunities for economic development associated with our Ontario projects.”
MArkets seCured
Rentech says the investment is based on the expectation that global demand for wood pellets is projected to triple by 2020, to 50 million tonnes. Moreover, the deal includes access to two established contracts with Ontario Power Generation (OPG) in Ontario and Drax Power Ltd. in the U.K.
Drax has signed a 10-year offtake contract for the delivery of approximately 400,000 tonnes of pellets annually from Rentech’s Wawa and Atikokan facilities, with prices indexed for inflation, fuel and fibre costs. The contract establishes a strategic relationship with Drax, which plans to invest approximately $1 billion through 2017 to transform the largest coal-fired power station in the U.K. to use mostly wood pellets. With the conversion of three of six generating units from coal to biomass, Drax is expected to require seven million tonnes of pellets per year by 2017.
Rentech has entered into a long-term contract with Quebec Stevedoring at the Port of Quebec to provide stevedoring, terminalling and warehousing services for its Drax shipments, and to allow it to use large Panamax vessels and covered storage for 75,000 tonnes. Pellets will be shipped to the port via CN Rail under long-term contract.
Rentech originally hoped to convert unused Ontario Crown timber to jet fuel, but plans have since moved to converting over 900,000 cubic metres of residuals and roundwood once destined for particleboard and OSB production into wood pellets at two mothballed plants.
OPG, which is phasing out the use of coal to produce electricity at its power plants, has signed a 10-year offtake contract for the Atikokan project to supply 45,000 tonnes of pellets annually. OPG has the option to expand the contract to 90,000 tonnes annually. Rentech will acquire the OPG contract as part of the acquisition of the Atikokan facility.
To meet these volumes, Rentech has exclusive rights to acquire a former oriented strand board mill from Weyerhaeuser in Wawa, Ont., which Rentech expects to convert for production of approximately 360,000 tonnes of pellets annually. The full output of pellets from this facility will be sold under a long-term contract to Drax, with the first delivery scheduled for the fourth quarter of 2014. The facility is expected to consume 710,000 tonnes of certified sustainably managed Crown fibre annually and to employ 40 full-time employees.
Rentech has also entered into an agreement to acquire a former particle board processing mill from Atikokan Renewable Fuels in Atikokan, located just 18 kilometres from the OPG power station, It will be converted to make 125,000 tonnes of pellets annually, with 45,000 tonnes annually going to OPG, and the balance to be sold under the Drax contract unless OPG exercises its option on the additional 45,000 tonnes. The first delivery is scheduled for the first quarter of 2014. The mill is expected to consume 250,000 tonnes of Crown fibre annually and to employ 25.
Rentech has formed a partnership with Great North Bio Energy to continue to work with First Nations in the development and operation of the Atikokan project. •
WasTe Not, WaNT Not
Use of Plasco Energy Group’s revolutionary waste conversion power technology moves forward in Ottawa, with plants in other countries also in the works.
By Treena Hein
Thestory of Plasco Energy Group seems almost too good to be true. The company had only eight employees when it first approached the City of Ottawa in 2005, claiming it had the technology “to take garbage right off the back of the truck, without pre-treatment or drying, and convert it into electricity,” wrote Ottawa Mayor Jim Watson in his blog in late 2011, “...with lower emissions to air, water and land than putting the same garbage in the landfill.”
Ottawa was certainly interested, providing the technology actually worked at full-scale. Plasco set to work on proving just that. It attracted more than $300 million in investment capital from within Canada, the U.S. and several parts of Europe to develop its waste conversion technology and build a demo plant. In 2008, Ottawa agreed to provide municipal solid waste (MSW) for that plant, and Plasco agreed to provide it with preferential terms for being an early adopter. The company also proved to the Ontario Ministry of the Environment that its technology could achieve extremely low emission levels. Plasco has grown to 160 employees over the past few years, and has spent more than $150 million in Canada to get to this point.
In December 2012, Plasco announced that it will build a facility in Ottawa, on a site leased to it by the city for a nominal fee. The plant modules will be manufactured in Ontario, with site construction and assembly creating about 200 jobs. Once operational, the plant will offer 42 permanent positions. Construction is expected to begin during late 2013, with startup scheduled for early 2015.
And that is only the beginning. “We have been selected for plants in China with a development cost of more than $2 billion and we are in negotiation for plants in other countries with development cost of another $500 million,” says Plasco president and CEO Rod Bryden. “The demand for this product is very strong.”
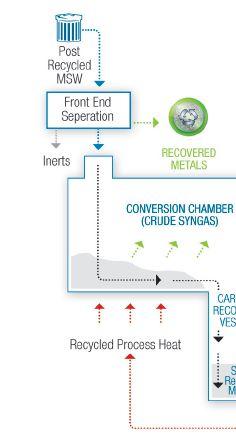
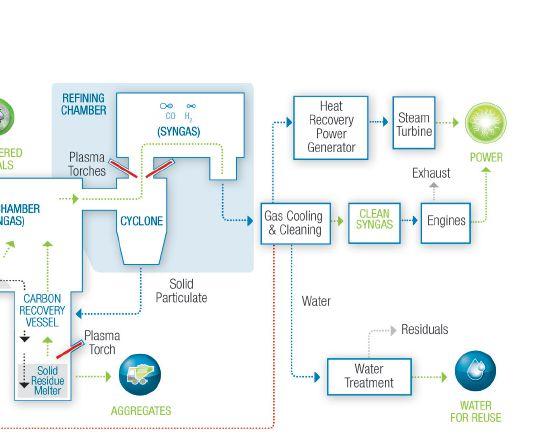
InsIde the teChnoloGy
In short, rather than using plasma torches to burn garbage (what occurs in traditional incineration), the Plasco process gasifies waste and uses plasma heat only to refine the gases. This uses much less electricity.
In the first step of Plasco's patented ICARS system, MSW is converted into crude synthetic gas (syngas). This gas flows into a chamber where plasma torches are used to refine it, before it is cleaned to remove sulphur, acid gases and heavy metals. The clean syngas is used to power a series of GE Jenbacher generators, with net electricity sold to the grid. Continuous monitoring ensures there is sufficient syngas stability for the generators, regardless of the variations in the energy content of the waste.
There are no emissions to the atmosphere in the conversion process. Any unused syngas is sent to a flare. Exhaust from the engines and the flare have emission levels that the
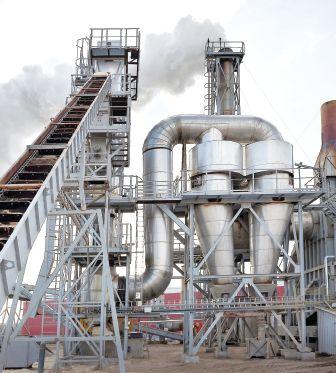
LEFT MAIN: From background to foreground, the MSW reception and sorting centre, the gasification system, and the bank of GE Jenbacher gensets that turn the gas to electricity.
INSET: From post-recycled MSW to electricity, the City of Ottawa hopes Plasco’s process will avoid the need for more landfill for decades.
company states are “significantly below the most stringent standards in the world,” likening them to those “associated with ultra-low engine exhaust.” (Overall emissions data can be found on the Our Performance section of the company website, www.plascoenergygroup.com.)
In all, the process converts 95% of MSW to clean, valuable products. Moisture from the garbage is cleaned and made available for community reuse. Solid residue from the conversion chamber goes to a high-temperature vessel where plasma heat stabilizes it and converts any remaining volatile compounds and fixed carbon into crude syngas, which is fed back into the process. Any remaining solids are then melted into a liquid slag and cooled into non-toxic pellets that produce no leachate and meet requirements for a range of applications, including construction aggregates and abrasives.
Processing waste using Plasco’s system reduces greenhouse gas emissions in several ways. Sending garbage to Plasco eliminates the methane that would have been emitted through landfilling. Using the Plasco process also displaces the emissions that would have been created by power generation from sources such as coal or natural gas. Lastly, the company says the slag-pellet construction aggregate is in high demand and displaces the use of virgin aggregate, which requires the burning of fossil fuels for extraction.
ottAwA’s deAl
Since the initial agreement in 2008, negotiations have continued between Plasco and the City of Ottawa to ensure that the facility will be built –and will operate – entirely at its own risk, notes George Young, Mayor Jim Watson’s senior communications advisor. “As a consequence, Plasco assumes all risk associated with fluctuating energy production and pric-
ing, and the city will have no financial risk, contingent or otherwise,” he explains. “Overall, the City has taken a very conservative approach, negotiating a reduced size of plant and providing a buffer to maintain Trail Road Landfill economic operations.” Negotiations have also resulted in the creation of a dispute resolution process, and the selection of an alternative plant location with zoning already in place that’s compatible with the city’s Official Plan.
Under a 20-year contract (with the option of four five-year extensions), Ottawa will annually supply 109,500 tonnes of MSW, with the right of first refusal to supply the balance of plant capacity (about 130,000 tonnes). The City will pay Plasco a tipping fee of $83.25 per tonne, escalating annually at the rate of increase in the Consumer Price Index (CPI). This payment for taking feedstock – a major factor in Plasco’s business model – will provide the company with over $9 million per year.
By paying Plasco $9 million a year to convert its garbage, the City of Ottawa avoids having to create another landfill site, which would cost about $250 million. This balances out over almost 28 years. But Ottawa benefits not only by avoiding filling up its landfills and by cutting greenhouse gas emissions; it will share revenue with Plasco as well.
“The City will receive 25% of all revenues from any source after the company earns revenue which exceeds an agreed threshold,” states Bryden. Young says this bar for Plasco revenues in any one year is set at $34,100,000. “This figure is subject to adjustment post-commissioning to reflect the actual cost of construction of the facility, and annually to reflect CPI applied to operating costs included in the Revenue Baseline,” he notes. “In the event that annual revenue exceeds this adjusted Revenue Baseline, the city is to receive the first $822,500 above the baseline; Plasco
would receive the next $2,467,500 and the two parties would share, on a city 25%/Plasco 75% basis, any annual revenues above $37,390,000.”
He adds that in recognition of the city’s commitment to Plasco and the development of this process, Plasco has offered the city a marketing fee to a total amount of $18 million, with an annual maximum of $3 million, to be paid based upon a $5 per tonne fee for all processing carried out in North America – excluding the first site constructed in California since this facility was confirmed prior to the agreement with the City of Ottawa.
Not that the process is without hurdles. In fact in late February 2013, Ottawa’s city council granted Plasco a five-month extension to complete financing and let out contracts on the plant, due to come on line in 2016. Still, council remains committed to the process.
“Plasco is the only technology operating today that can take mixed municipal solid waste as delivered from collection trucks and produce syngas to operate engines,” Young notes. “These engines are at least 30% more efficient than using steam to power turbines. While many technologies exist for clean biomass and wood, other technologies do not address adulterated biomass and the variety of materials found in waste.” He says the agreement with Plasco advances the city’s goals of maximizing waste diversion and reserving municipal landfill capacity for residential waste, should the technology prove successful. “It will also showcase Ottawa as a municipal leader in waste-to-energy tech,” Young points out. “This is not only an opportunity to showcase Plasco’s cutting-edge technology, but it also boosts Ottawa’s reputation as a place for innovation.”
“Furthermore,” Jim Watson noted in his blog in late 2011, “Plasco has created some of the most desirable kind of jobs for any city to attract – in engineering, process design, high-end fabrication…[It] has attracted the
Plasco Plant PRoDUcts
For every tonne of municipal solid waste (with an average calorific value of 14,200 megajoules per tonne) processed with the Plasco Conversion System, the following is produced:
• 1 kilowatt-hour of net electricity
• 300 litres of water for reuse
• 7 to 15 kilograms of metal (both ferrous and light metals like aluminum)
• 150 kilograms of slag (which can be used in place of quarried aggregates, such as sand to mix with portland cement to make concrete or as aggregate in asphalt)
Time to commission a Plasco facility (after all permits are obtained): 18 to 24 months
GenerAtors: General Electric Jenbacher other equIPMent: Final decisions on suppliers have not been made.
kind of jobs and innovation that have the potential to grow a new industry, to diversify our economy and potentially make a global impact.” At that point in time, Watson called Plasco “a potential world player, homegrown in Ottawa…poised to become very successful.” With interest in the company burgeoning and contracts in China and California already secured, it seems his predictions are coming true. •
Right Time, Right Place
CanBio chooses Sarnia conference to unveil its new team, expanded focus.
By Scott Jamieson
TheCanadian Bioenergy Association (CanBio) chose the right location to announce both its new leadership and its expanded mandate. Sarnia is a border town in the midst of reinventing itself, moving from its historical roots as Canada’s petrochemical capital to a diversified economy that includes an emerging industrial biotechnology cluster.
CanBio’s Biofuels and Biochemicals Conference held May 1-2 was its first under the completely new leadership team, which includes Dr. Fernando Preto as brand new executive director and Ken Shields, appointed chair late in 2012. Preto comes to CanBio as a biomass combustion expert from CanmetENERGY, while Shields is CEO of Conifex Timber, a forest products and emerging bioenergy company based in British Columbia.
The duo, along with CanBio Ontario vice-chair Chris Rees, wasted little time unveiling the association’s broader, more inclusive mandate. The message? CanBio is about more than forest bioenergy.
“As you can tell from the agenda today, CanBio has a broader perspective,” Preto said in response to audience questions about the association’s new direction. “We had tended to focus on forestry, and on the heat and power markets. We will still address those opportunities, but starting with this meeting we’re a lot more inclusive, both in the sectors we’re dealing with and the
partnerships we’ll establish. We have key representatives from agricultural biomass and the biofuel sector here today, and the focus is on liquid biofuels and industrial biotechnology, not just combustion.”
sArnIA bIoteCh reAdy
And indeed it was. Much of the talk focused on tying in with traditional infrastructure to make emerging industrial biotech technology easier to commercialize. For instance, George Mallay, general manager of the Sarnia-Lambton Economic Partnership, outlined how the area was aggressively merging its traditional agriculture and oil industries to create a new biohybrid chemistry cluster.
“Aside from a critical mass of skilled people, research and suppliers, and a strategic location in the heart of a massive potential market right on the Great Lakes, we have available petrochemical sites with infrastructure, that are port and rail ready. Basically these are ready for bio-based facilities to set up shop with Cap-Ex savings of 25 per cent.”
The opportunity to plug-and-play was also picked up by Scott
ABOVE: Bio-hybrid clusters will bring research, manufacturing and marketing expertise together.
Thurlow, executive director of the Canadian Renewable Fuels Association (CRFA). Thurlow acknowledged that his members are very much in the ethanol and biodiesel business, but added that the uncertain nature of future biofuels mandates and renewable politics has many looking at diversifying their product streams.
“We are in the biofuels industry today, but make no mistake – The bioeconomy is where we are heading. Our member plants are biorefineries, so if there are ways to diversify those product streams and add value to the business model, whether on our own or with partners, that only makes sense.”
Gord Surgeoner of Agri-Food Technologies agreed, noting that in the agribiomass sector, having biofuel plants as anchor tenants in a biotech cluster makes sense. With the infrastructure and logistics established to run the large plant, smaller specialty biochemical producers can tap into that to establish their own process streams, at times even using the larger plants’ waste streams as inputs.
droP-In suCCess
In addition to the benefits of creating biotech clusters, such as those forming in Sarnia and Drayton Valley, Alta., both speakers and participants spoke to the benefits of targeting “drop-in” products that can replace petrochemicals or fossil fuels with little or no investment in new infrastructure.
One such player in Sarnia is French chemical supplier BioAmber, who is creating a bio-succinic acid plant in Sarnia’s biotech park. The plant will produce 30,000 tonnes/year to feed into an existing market for petroleum-based succinic acids used for food additives. BioAmber’s Anne Waddell says they will also target intermediate markets worth $10 billion where their product would be a drop-in replacement for petrochemicals that are becoming increasingly expensive.
“In some cases, the shortages or escalating prices are already happening, for example with some C5 and C6 type chemicals. There are markets where succinic acids derived from petroleum are just too expensive, but a cheaper bio-based product will open up totally new markets.”
It is that economic imperative that biochemical or biofuel producers must pay heed to, noted Don Roberts, a managing director with CIBC World Markets, in the end-of-day panel session. If projects hope to secure mainstream financing, they must prove they have a firm grip on their biomass supply, both in terms of price and long-term availability. It also helps if they will be making a product that can act as a drop-in replacement for an existing product without the need to invest in new infrastructure or create new markets.
In wrapping up the day, Shields reiterated that the broad range of players attending and presenting in Sarnia reflects the new face of CanBio.
“What we’ve heard before, and what we’re hearing loud and clear today, is the need for the industry to sing from the same songbook. Organizations like FPAC have brought significant gains to their membership in the past by targeting two or three key issues, and making sure their message is clear and consistent. That’s what we have to do. This meeting and the bringing together of various players is just the appetizer in that sense. Our annual meeting in Gatineau in October will be the main course.”
CanBio’s annual meeting will be held in Gatineau, Que., October 8-10. Visit www.canbio.ca for more information. •
Dependable pneumatic and mechanical boiler fuel feed systems by Jeffrery Rader, a brand of TerraSource™ Global, combine the best of our storage, reclaim, conveying and feeding equipment. We work closely with our customers to ensure that our designs meet the storage, metering and feed rate requirements of the boiler, whether it’s feeding 100% biomass or co-firing biomass with coal.
Ready to Run
Viridis Energy almost ready to open Enligna’s former Nova Scotia pellet plant.
By Andrew Macklin
Nearlytwo years after the machines went silent and pellet production came to a halt, the Enligna pellet plant in Middle Musquodoboit, Nova Scotia, is nearly ready to begin production once again.
Originally the home of the MacTara lumber mill, the pellet facility was added to the property as a way to make use of the bark and sawdust that remained from the operations at the two sawmills. But MacTara soon became a victim of the downturn in lumber demand in the mid-2000s, eventually filing for bankruptcy in 2007.
When Enligna (of Germany) purchased the MacTara site a short time later, the company focused on the production of pellets, choosing to leave the sawmill silent. That meant finding a new fibre supply, something they were able to do from a variety of sources, including logging contractors, private landowners, and the still-surviving saw-
mills in the area. There was also a nominal amount obtained through a small Crown licence acquired in late 2008.
Unfortunately, Enligna was unable to find the market share necessary to keep production going at the plant. In August 2011, just three years after Enligna had purchased the site, the doors closed on the pellet facility once again. That closure sent the plant into receivership, with $2.7 million in government loans outstanding.
Enter Viridis Energy, owner of one pellet production facility in Canada, the Okanagan Pellet Company plant in Kelowna, B.C., which produces 60,000 tons of pellets per year. At the time of the Enligna closure, the company was focusing on plans for a second facility in B.C. Instead, Viridis began looking at the possibility of acquiring
ABOVE: The drying system at the former Enligna site remains completely intact, with all machinery ready to run once Viridis restarts the operation.
the Enligna operation despite the company’s focus on operating in Western Canada.
“Our CEO, Christopher Robertson, who is based in B.C., was adamant that we continue our western expansion where the fibre sources are well known, well established and plentiful,” said Michele Rebiere, chief financial officer for Viridis Energy. “However, after a tour of the plant (Enligna) and a month or more of due diligence, Christopher was very eager to bid on the plant. We were delighted to find ourselves the successful bidder a couple of months later.”
With the purchase of the plant in Middle Musquodoboit, Viridis found itself with new opportunities to expand its brand. The management started by naming the pellet operation the Scotia Atlantic Biomass Company to provide the plant with a distinct new identity.
And while the move to purchase an existing plant in Eastern Canada wasn’t originally on the company’s radar, there are new opportunities for expanding Viridis’s stake in the Canadian pellet market that were also of great appeal when considering the purchase.
“The real motivation was the size of the plant and its proximity to Europe,” said Rebiere. “Scotia Atlantic Biomass Company is capable of producing 120,000 tons per year, which makes it one of the largest plants in Eastern Canada. Equally important is that our production will ship from the Port of Halifax, which is one of the best equipped ports for storage and loading facilities in the east.”
GettInG equIPMent In PlACe
The former Enligna facility looks relatively the same as it did back in August of 2011. While the exterior shows the typical wear of being
and
require
maintenance before being fired up after being idle for almost two years.
two years older than the last time it was operational, much looks the same. Much of the equipment still sits in the same place where it was when the doors were closed.
The 70-million-BTU GTS Energy biomass furnace and highpressure boiler remains in place to dry the pellet material. The fibre fed for pellet production will pass through the Jeffrey 66WB green hog to reduce the fibre size before being conveyed into the MEC triple-pass dryer. The Oliver destoner removes the knots and rocks,
Five 400-horsepower Andritz pellet mills remain in place,
will
minimal
The hammermills at the Scotia Atlantic plant remain in place, with no new equipment needed in order to restart the operation.
and the Bunting Magnetics system removes any metallic particles, before passing the fibre into the 500-horsepower Andritz SproutMatador hammermills to be pulverized.
The Andritz pellet mill system remains in place, complete with five 400-horsepower mills connected into the operation. The system is monitored by a GreCon spark detection system, which is in place and fully functional from the previous ownership.
Little of the mobile equipment remains from Enligna, with the exception of a CBI Magnum Force 6400 mobile chipper. The chipper is in need of a new conveyor belt, but has otherwise been maintained and is ready for full operation.
“Most of the equipment is in place and in good repair,” said Rebiere. “We have done a considerable amount of preparation to ensure the plant is in a state of readiness. We have some mobile equipment to purchase, and parts of course, but in general we are well positioned for a rapid startup.”
PuttInG PIeCes In PlACe
One of the biggest challenges facing Viridis Energy prior to restarting the Nova Scotia pellet plant is the need to hire staff. Nearly two years after Enligna went silent, many of the plant’s former employees have moved on to other sectors, and there is concern those remaining may not be interested in taking a chance on working at another pellet operation.
PFI ANNUAL CONFERENCE
Conference Program
The conference will feature panels and speakers highlighting topics including:
• Day-to-Day Operations Issues Faced by Pellet Mills
• Emerging and Growing Markets
• Innovative Technologies in the Densified Biomass Industry
• Bulk Delivery and Storage
• PFI Standards Program: Achieving Compliance
• Understanding and Meeting Sustainability Requirements and much more!
Contact us today at 703-522-6778 email: pfimail@pelletheat.org or register online at http://pelletheat.org/events/pfi-annual-conference/
Yet even with the hiring challenges facing the company, the management team at Viridis Energy is optimistic that the staff they require to create an efficient operation is available to them in the region.
“We have spoken to some former employees and we would like to bring as much expertise back to the plant as we can, while balancing that with some new ideas and new faces,” said Rebiere. “We will be hiring a number of millwrights, lead hands, and operators. Our core management team is already in place, so it will be the primary labour positions we hire. Then we will ensure that we have all the right safety training and certifications in place.”
Another challenge facing Viridis is the availability of fibre in the region. Many sawmills in Nova Scotia have shut down since the decline in the U.S. housing market. Also, there are concerns in the province already that fibre supply will continue to decline thanks to recent moves by the Nova Scotia government to limit the amount of clear-cutting that can take place in the province. But after initial consultations and inquiries made by Viridis with companies that previously supplied the former Enligna facility, they believe that there is enough fibre available to meet their expected annual production of between 100,000 and 110,000 tons per year.
“We expect to work with the fibre providers, sawmills and wood lot managers that previously provided the plant with raw materials and any additional sources that are available,” said Rebiere. “Our long-term plan is
to expand this plant and it will be highly dependent on the availability of large volumes of fibre. We will be looking for government and private wood lots to become actively involved. We believe Nova Scotia has the potential to become a very significant player in this high-growth sector.”
the roAd to euroPe
Viridis Energy is also working hard to learn from the difficulties faced by Enligna when dealing with the European market. That includes taking a better look at sales (offtake) agreements, shipping arrangements and the currency being used to complete the transaction.
“European offtake agreements must be carefully considered and our aim is to derisk those contracts as much as possible,” said Rebiere. “For instance, we will only sell
in Canadian dollars as to avoid the currency risk. We also intend to sell FOB Halifax, so the five- to 10-year ocean freight risk is with the customer.”
Viridis Energy is confident that the challenges remaining will be overcome in time to meet its self-imposed deadline of late June 2013. The company expects that only a short time will be needed before it gets on track to meet its production expectations. If it is able to do so, it will become just the second pellet production facility operational in Nova Scotia, and will provide the small town of Middle Musquodoboit with a renewed hope that the pellet industry can once again thrive in their community.
The exterior of the Scotia Atlantic Biomass Plant shows minimal signs of aging, other than a little rust.
Fully Integrated
Binderholz’ Fuegen operation produces a range of forest products and pellets, all against an idyllic ski country setting.
By Gordon Murray
at400 million hectares, Canada’s forest area is 100 times larger than Austria’s four million hectares of forest. Yet, remarkably, the tiny country of Austria produces 900,000 tonnes of wood pellets annually, nearly half of Canada’s production.
Binderholz is one of Austria’s largest pellet producers. An integrated solid wood products manufacturer with 1,150 employees and revenue of 480 million euros ($635 million), Binderholz has operations in Austria at Fuegen, Jenbach, St. Georgen, Hallein and Unternberg, as well as at Koesching, Germany. Products include lumber, profiled timber, solid wood panels, glulam beams, cross-laminated timber BBS, MDF, pellets, briquettes and horse litter. Originally started by Franz
Binder, the company is now managed by the third generation of the Binder family – including Franz’s grandaughter – Natalie Binder – who is in charge of the densified fuel business and marketing.
Not only is the pellet operation fully integrated with the region’s forest products industry, but also it blends in with the area’s booming tourism sector. Fuegen is a ski resort village in the famous Tyrol state of Austria. This is such an important ski region that the Winter Olympic Games were held twice in the nearby Tyrol town of Innsbruck in 1964 and 1976. It is remarkable that a major forest manufacturing operation can coexist peacefully with ski resort operators.
According to Natalie Binder, the company began making wood pellets in 1997 and
now produces nearly 300,000 tonnes annually at several sites in Austria and Germany.
“We have five pellet plants that are all integrated with our sawmills. We use only spruce feedstock produced from our own wood processing plants and we do not buy any outside fibre. Our pellets are all sixmillimetre diameter and are certified Enplus grade A1. We sell about half in bulk and half in 15-kilogram bags.”
Our tour began in the log yard where cut-to-length logs are delivered by truck. Logs are unloaded and either stored or unloaded directly to the debarker infeed. After debarking, logs travel along a merchandizer where they are sorted into bins by diameter and then stored in rows before they are processed in the sawmill. The entire log
yard is paved and there is a noticeable absence of dust.
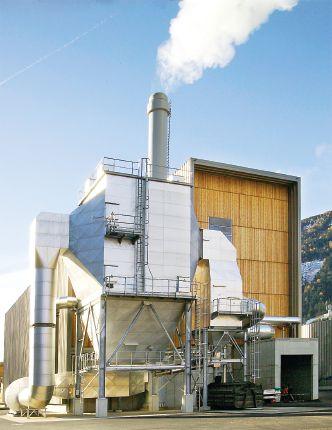
Next we visited the combined heat and power plant. This operation is controlled by a single person who monitors the operation by computer, viewing a bank of monitors that display what is happening in each part of the operation. The boiler is fuelled by 18 tonnes per hour of bark, which is conveyed directly from the debarkers. The bark is burned in a coiled tube boiler to create steam that powers a turbine and a generator, creating 8.8 megawatts of electricity. Steam is then cooled, turned back into water and reused. The plant creates more than enough heat and electricity to run the manufacturing operations, so excess is sold into the power grid and to the local district heating network. Flue gases are cleaned first by a cyclone, then by electrostatic precipitators and a flue gas condenser.
beer And Pellets
With space at a premium, the pellet plant is arranged vertically on six levels. On the bot-
tom level, screening takes place, followed by cooling on the second level, pelletizing on the third level, hammer milling and mixing feedstock and binders on the fourth level, finished pellet storage on the fifth level, and finally on the sixth level . . . a garden complete with trees, an outdoor sitting area, a pellet barbecue, a room that seats 220 people for meetings and parties, and a bar and restaurant!
Sawdust is conveyed from the sawmill to the wet sawdust storage silo, then to a belt dryer, and then to a dry storage silo. From the dry storage silo, sawdust is conveyed to the fourth level of the pellet plant where it is hammer-milled and then mixed with starch for binding, and then by gravity into three four-tonne-per-hour CPM pelletizers on the third level. Pellets are
then gravity-fed into three CPM forcedair coolers on level two, and then again by gravity to level one for screening. After screening, finished pellets are transported by bucket elevator up to level five of the pellet plant into several storage bunkers. From the storage bunkers, pellets may then be sent for bagging or gravity fed into hoppers for loading into trucks in bulk. The bagging line is fully automated. Finished bags are stacked onto pallets by robotic arm and each pallet is then shrink wrapped by an automatic turning table wrapping machine and put into storage for eventual shipping. Bulk pellets are fed by gravity into two overhead hoppers, which in turn are used to feed the front and back trailers of transport trucks that are parked beneath the hoppers. While
MAIN: The company’s headquarters in Fuegen. Aside from an array of value-added wood products, Binderholz makes 90,000 tonnes of pellets in Fuegen. Austria consumed over 800,000 tonnes of pellets for residential and commercial heating in 2012, making for a strong home market.
RIGHT: The company’s wood processing and pellet production plant in Fuegen is an accepted part of the countryside in this ski tourism region of Tyrol.
the trucks are loaded, they are parked on scales that determine the weight of each load for invoicing.
The plant produces about 90,000 tonnes per year of wood pellets for sale in Austria, Italy and Germany.
Natalie Binder is part of the third generation running Binderholz’ integrated wood products company. She manages marketing and the solid biomass fuel side of the business.
sAFe And CleAn
The entire operation is very clean and well organized. Buildings are made from wood and concrete so as to reduce fire hazard. There are brooms and shovels everywhere and all surfaces are free of dust and debris. Equipment is well maintained and wiped free of grease and dirt. Spark and fire protection is evident. There are explosion vents everywhere they may be needed.
Interestingly, personnel do not wear hard hats or safety glasses, but they do wear hivis vests. Individuals who work alone are equipped with motion sensors and GPS trackers. If a motion sensor stops moving, meaning an employee may be hurt, an emergency response will immediately be dispatched.
Binderholz certifies its wood pellets using the ENplus quality certification system managed by the European Pellet Council. Binder believes that the ENplus certification is highly beneficial.
“Because we have complete control of
all raw material from our own wood products plants, Binderholz has always had high raw material quality. Therefore we are able to reach ENplusA1 values easily, and exceed them. ENplus has been widely adopted in Europe and has become the most widely accepted pellet quality certification system and is supported by the stove and boiler manufacturers.”
Binder has clearly shown that she knows a thing or two about pellets. After all, she and her company – Binderholz – are responsible for producing more than 15% of Austria’s wood pellets. Austria may be a tiny country, but it is a superpower when it comes to wood pellets, both producing them, and consuming them for sustainable energy. •
Gordon Murray is executive director of the Wood Pellet Association of Canada and wrote this article exclusively for Canadian Biomass. Gordon welcomes all comments and can be contacted by telephone at 250-837-8821 or by e-mail at gord@pellet.org.
Processing Systems for Bioenergy
Liberating Untapped Energy
A worldwide leader in size reduction technology for bioenergy, Vecoplan works with individual customers to design, engineer, manufacture and implement technologically advanced, material specific, and application specific shredding, ferrous and non-ferrous removal, size and density separation, screening and classification technologies and extremely efficient conveyor and bulk material handling, metering, storage and unloading technologies.
Contact Vecoplan today to learn more about our existing systems or to arrange a visit to one, or several, of our installations. Phone: (336) 252-4774
emissions Control
An overview of the latest emissions control technology and services available.
EDITOR’S NOTE: The companies submitted the following materials. All statements and claims are attributable to the companies.
eVerGreen enGIneerInG
Evergreen Engineering can help your facility determine the best strategy for complying with emissions control requirements. Every site is unique and Evergreen Engineering offers customized solutions to comply with local, state and federal environmental regulations.
For instance, EPA issued Boiler MACT rules in March 2011, with compliance for Area Sources required by March 2014. Final rules for Major Sources are imminent, with compliance required within three years of the final rules. Evergreen Engineering can help you determine the best strategy for complying with Boiler MACT. Up-to-date emission inventories are essential to begin determining your facility’s status.
Steps to compliance:
• emissions testing and compliance options study
• engineering and procurement
• major equipment fabrication, delivery and installation
• startup and testing
• energy assessment
• boiler tune-up
Evergreen offers an economical stepby-step program to determine your facility’s individual Boiler MACT compliance status. Evergreen Engineering’s approach draws on its deep well of process expertise as well as experience in modelling and analysis to understand operational variables. Evergreen will confirm emission inventory estimates; perform a status check of your situation relative to the new Boiler MACT rules; identify and evaluate potential compliance strategies; and recommend a path forward to help you achieve compliance.
Evergreen Engineering is an industry leader in providing detailed engineering for integrating new emissions control equipment into existing facilities and the environmental permitting associated with that equipment. Visit www.evergreenengineering.com.
Met-Pro enVIronMentAl
Met-Pro Environmental Air Solutions (MPEAS) provides the total solution for all of your product recovery and air pollution control needs. Its diverse and synergistic solutions and products address
the world’s growing need to meet stringent emission regulations, reduce energy consumption and employ innovative, green technologies.
The MPEAS product line includes: Duall brand scrubbers (packed tower) for air quality and odour control solutions and wet dust collection (venturi); Flex-Kleen brand dry dust collection and product recovery solutions; Systems brand thermal oxidizer VOC removal solutions; and the BioReaction Bio-Pro brand advanced vapour phase biological systems including bioscrubbers, biological trickling filters and biofilters. Since the acquisition of BioReaction Industries (BRI) in October 2010, and rebranding the BRI line to BioPro, MPEAS has an established, multiunit presence for hazardous air pollutant and VOC control using biofilters in the wood products industry. Thermophilic design and operation is a viable option, with operating temperatures in the 135 to 165°F (wet bulb) range.
In addition to the MPEAS equipment listed above, Met-Pro Corp. manufactures pumps (Dean, Fybroc and Sethco), and Strobic exhaust fans.
MPEAS and Met-Pro Corp. provide a complete line of spare parts and an experienced field service organization for servicing and maintaining all air pollution control equipment, regardless of the manufacturer. Visit www.met-pro.com.
Metso
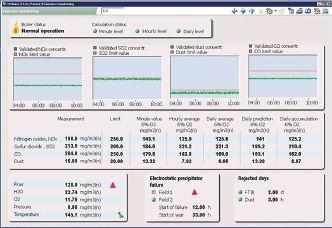
In recent years, tightening environmental legislation has dictated increasingly complex and accurate monitoring of emissions from large combustion and waste incineration plants. For the bioenergy industry this means not only improving plant efficiency to reduce emissions but also adopting progressively more comprehensive emission monitoring and reporting solutions. Improved combustion
control is vital in bioenergy plants, where variations in fuel quality (heating value, moisture content, etc.) affect combustion efficiency and flue gas emissions. A successful automation solution gives the operator a feel for the process and enables corrective actions in case of any imbalances in the plant and operations.
The Metso DNA FBB Combustion Manager is a supervisory level control application for optimum combustion control of both bubbling fluidized bed (BFB) and circulating fluidized bed (CFB) boilers. The application achieves easier and more stable operation, minimizes flue gas emissions (SO2, NOx, etc.) and improves combustion efficiency. Achieving more stable operation can also minimize the O2 content in the flue gases leading to higher overall boiler efficiency and thus more economical operation. Optimized fuel usage is assured while keeping selected process variables such as bed, combustion chamber (furnace) and cyclone temperatures within acceptable limits.
The integrated information management system includes a Metso DNA Historian database and several Plant Management applications for monitoring and reporting, such as fuel data management,
emission reporting, as well as balance and cost allocation reporting. Metso has developed comprehensive emission monitoring and reporting solutions customized according to the plant’s environmental permit and special monitoring needs. Compulsory monitoring calculations can be complemented by emission forecasting shown on the operator’s display, a feature that improves the proactive control of the plant’s emission levels.
With the growth in bioenergy, Metso’s plant automation and information management solutions are the ideal tools to meet sustainability targets and emission compliance. Metso’s full scope of products and services are designed to meet current and future needs from project engineering to high process availability and continuous performance improvement. Scalable to individual process demands, integrated solutions from combustion control and optimization to flue gas emission control and monitoring are supported by an extensive global network of local services. Visit www.metso.com.
Prd teCh
Emissions of volatile organic compounds (VOCs) from wood product industries is an important environmental issue that needs improved technologies for achieving higher treatment efficiency, lower energy consumption and total cost. Traditionally, VOCs have been treated by thermal oxidizers, which consume large volumes of natural gas to destroy the organics at high temperature. Thermal oxidizers suffer from high operating costs mainly due to natural gas consumption.
Chemical oxidation processes utilize oxidizing agents, such as ozone or hydrogen peroxide, which results in high operating costs due to chemical consumption. In addition, chemical oxidation using hydrogen peroxide also produces byproducts, such as carbon monoxide. Biofiltration offers a simple, low operating cost, high treatment efficiency system that utilizes natural bacteria to convert the VOCs to carbon dioxide and water.
PRD Tech, Inc. has developed the “Dual-Phase Biofilter,” which simultaneously treats the organic compounds in both the air and water phases. The Dual-Phase Biofilter is much more efficient than a standard biofilter with plastic/ compost balls, has a smaller footprint, and can handle both dryer and press vent gas flows. It has an overall lower cost than any other treatment system. The main
advantages of the Dual-Phase Biofilter system are: (1) has a smaller footprint than a standard biofilter; (2) does not generate any unwanted, toxic, byproducts, such as carbon monoxide; (3) can handle a wide variety of organics; (4) can handle higher inlet gas temperatures from dryers; (5) is capable of handling particulates in the inlet gas; (6) represents the lowest investment and operating costs of any treatment system; and (7) is capable of achieving high treatment efficiencies exceeding the treatment levels mandated by MACT standards. Visit www.prdtechinc. com.
Pro-enVIronMentAl, InC.
Pro-Environmental, Inc. (PEI), a subsidiary of M-E-C Company, is a leading provider of thermal based air pollution control equipment. PEI supplies cuttingedge gas treatment technologies and services. With more than 2,500 installations
worldwide, PEI offers valuable singlesource solutions to its customers.
PEI is dedicated to the design and manufacture of energy-efficient air pollution control systems with emphasis on regenerative thermal oxidizers (RTO), and PEI’s experienced nationwide service team provides superior service.
PEI designs, manufactures, maintains and repairs air pollution control systems. It specializes in custom installation, which means it can tailor the product and results to your specific application. Whether you have a large facility and require a complex installation or have a small-scale application, PEI will a find solution to meet your environmental compliance requirements. Visit www. pro-env.com.
sCheuCh
Depending on the application, the composition of the flue gas and the required clean gas values, Scheuch utilizes different system solutions for efficient particulate removal and emission control. Scheuch has extensive engineering experience in filtration technology and practical experience with thousands of filtration plants in operation around the world. Scheuch offers a complete equipment program for particulate and pollutant reduction as well as custom engineered solutions that perform at the highest technological level with respect to both ecology and energy efficiency. The company’s products include:
Centrifugal separators for pre-separation:
• High-quality mechanical separa-
tors are used for simple particulate removal and pre-filtration of particles from the exhaust gas created by biomass combustion processes. These mechanical separators include tangential cyclones, spark or rotary separators and multi-cyclone filtration equipment.
Electrostatic precipitators:
• Electrostatic processes are used in applications requiring separation efficiencies of more than 99% and clean gas particulate levels of < 20 mg/Nm3 (< 0.008 gr/dscf). Scheuch’s innovative solutions include the design and supply of environmental control equipment such as dry electrostatic precipitators for biomassfired boilers or wet electrostatic precipitators for wood pellet dryer applications.
Dry electrostatic precipitator for flue gas cleaning:
• Single- and multi-field dry electrostatic precipitator systems provide high PM removal efficiencies for boiler sizes from 250 kW to 100 MMW. The advantages of the dry electrostatic precipitator include hot gas resistance, high separation efficiency, low operating costs and long service life.
Wet electrostatic precipitator for cleaning dryer exhaust gases:
• Wet ESP products embody Scheuch’s extensive knowledge and understanding of particulate control and removal as well as essential water treatment techniques to provide high particulate removal efficiencies, system cleanliness and ease of operation.
Bag filters:
• Scheuch offers a complete range of bag filters for particulate control as well as additional systems configurations to remove SO2, HCL, HF and other gaseous substances such as heavy metals, dioxins and furans.
“Scheuch provides proven technology for emission controls in numerous industrial applications and for the energy industry in particular. Superior design concepts, high-quality manufacturing and installation as well as after-sales technical assistance or service are part of our full line,” states Elwin Grassl, general manager of Scheuch Inc. Visit www.scheuch.ca.
has provided the wood bioenergy industry with low-emission energy and dehydration systems to meet the tightening landscape of environmental regulation. SolaGen has promoted the idea that emissions should be controlled at the source by minimizing, at inception, the creation of pollutants. Coupled with low emissions, these solutions have provided its clients with efficient hardware that delivers on the lowest possible cost of ownership.
The EnerTek series of biomass energy hardware qualifies as a Low NOx combustion system and can be engineered and manufactured as an Ultra Low NO x version. This burner has the unique ability to operate with combined low excess air, CO, VOC, NOx, and particulate emission levels. The design utilizes proprietary staged combustion and flue gas recirculation techniques that reduce adiabatic flame temperature, thereby minimizing the conversion of fuel-bound nitrogen to NO x and creation of thermal NO x . The EnerTek combustor concurrently operates with low CO creation, which competing designs are unable to accomplish when NO x reduction techniques are employed. The EnerTek system is available in sizes from 10 to 200 MM Btu/hr and features full fossil fuel backup capabilities. It is an ideal solution for all boiler, dehydration and thermal fluid applications.
SolaGen’s unique approach to the design and manufacturing of dehydration systems is grounded in the principle that each application is different and end-user specific. Environmental compliance is met with technology and experience that provides the highest process efficiency and the lowest net stack flow rates in the industry. The basis for low dryer stack flow rates is directly related to the energy system’s operating excess air rate. Utilizing the EnerTek combustion system as the dryer’s energy source will allow for the industry’s highest stack gas recycle rate, which will reduce dryer emissions and fuel consumption considerably over existing technologies. Visit www.solageninc.com.
This article originally appeared in Wood Bioenergy June 2012, and was reprinted here with permission.
solAGen
For more than 25 years, SolaGen Inc.
Pre-treating Biomass
Use of ionic liquids focus of U.S. Department of Energy research.
By David Manly
Researchers at the U.S. Department of Energy have developed a novel way to pre-treat biomass without the use of expensive enzymes.
One of the most prevalent issues with expanding the use of biofuels is the fact that the cost of its production is too high to realistically compete with traditional petrochemicals and fuels. However, researchers at the U.S. Department of Energy (DOE)’s Joint BioEnergy Institute (JBEI) developed a new way to pre-treat cellulosic biomass using liquid salts – known as ionic liquids. With these liquids, none of the expensive enzymes commonly used are required, and the process of recovering the sugars becomes more efficient and less intensive.
According to Blake Simmons, a chemical engineer who heads the DOE’s JBEI Deconstruction Division, the research was motivated by the need to process multiple types of biomass at once. “Currently, most of the technologies available are limited in the range of biomass they can process, and this puts a limit on where biorefineries can be located and what they can convert into biofuels.”
The pre-treatment process is relatively simple, he says. “Simply mix the ionic liquids and the biomass together, heat it up to around the boiling point of water for a couple of hours, and then recover the product.”
With the new pre-treatment method resulting in no loss of performance or efficiency, as well using less water and the ability to utilize a wider range of biomass than more conventional methods, the prospective benefits are huge. “This opens the door to developing a conversion technology that can convert the full range of biomass types available in the local area on a year-round basis,” added Simmons.
If done properly and cost-effectively, the production of these advanced biofuels, created from the sugars contained within cellulosic biomass, could be directly added to today’s engines and infrastructure without impacting performance.
The next step in this research, says Simmons, is to further evaluate the various biomass blends in the U.S. and work with the Idaho National Laboratory to investigate using of municipal solid waste as a blending agent in mixed feedstocks. •
FireSight BiomaSS Camera SyStem
Lenox Instrument Company has released a new air-cooled, hightemperature FireSight Biomass camera system that provides realtime monitoring of the combustion process inside boilers, furnaces and incinerators that burn renewable biomass fuels. High-res colour images allow operators to monitor the conveyance of materials to prevent situations that can put equipment or workers at risk. The camera system should be installed through the wall of the furnace.
Fixteri Fx15a whole-tree Bundler
Studies in Scandinavia show the new Fixteri whole-tree bundler greatly increases productivity over older models, suiting it for small-diameter clearing work. The bundler consists of a Logman 811FC base machine, Nisula 280E+ accumulating felling head, and Fixteri FX15a bundling unit. The machine cuts and compacts small trees, and has an average performance per effective working hour of 9.7 m3
metSo mr moiSture analyzer
With the new Metso MR Moisture Analyzer, it is possible to accurately measure the water content of virtually any bulk material. The Metso MR Moisture Analyzer is easy to use –just insert a sample into the container provided and follow the instructions on a touch-screen user interface. Since there are no wearing parts, the need for maintenance is low, and the machine measures the moisture content in less than two minutes.
Sweepex mega 720 Broom attaChment
The SweepEx is built with a 72-inch-long mainframe, the largest unit within the Mega
Series line, and is ideal for cleaning up dirt, leaves, snow, material spills, standing water, steel shavings and gravel. The Mega 720 comes with mounting kits for forklifts, bucket lips, three-point hitches (classes 1 and 2) and skid-steer pivots. It has no moving parts, eliminating the cleaning and lubrication of sprockets and bearings. By simply detaching the rugged end protectors, the broom’s brush sections are easily replaced, rotated or removed.
FFS SerieS horizontal Bagging maChineS
Premier Tech Chronos manufactures fully automatic systems that make its own bags from rolls of preprinted, centre-folded polyethylene film (U film). They are intended to package a wide range of loose fill materials such as wood pellets in bags ranging from five to 110 litres (4.5 to 100 quarts). They are equipped with a pneumatic closing mechanism on bag top drive belts providing greater safety, easy access to sealer components and overfill bag detection. The machines provide constant production rates of up to 35 bags per minute.
legaCy FaBriC BuildingS
Legacy Building Solutions introduces the industry’s first line of fabric buildings that use structural steel beams instead of open web trusses. The concept provides flexibility for a wide range of applications. Legacy buildings use a durable, rigid frame in place of hollow-tube, open web truss framing. Unlike hollow tube steel, Legacy’s solid steel beams are not vulnerable to unseen corrosion inside a tube. The structural steel has multiple coating options, including hot dip galvanizing, red oxide primer and powder coat paint.
Canada’s forest biomass sector changes daily. Keep up at www.canadianbiomassmagazine.ca, through our weekly Bio-Blast enews, and on Twitter @canadianbiomass.
EVENTS BOARD
June 26, 2013 • Agri Investment Forum Toronto, Ont. www.agri-investmentforum.com
July 28-30, 2013 • Pellet Fuel Institute AGM Asheville, N.C. http://pelletheat.org/events/pfi-annual-conference/
September 3-6, 2013 • tcbiomass 2013 Chicago, Ill. www.gastechnology.org/tcbiomass2013
September 9-12, 2013 • Biomass Heating Market Development - The Austrian Success Story Linz, Austria www.oec.at/en/projects/events/internatinal-training-seminar-biomass-heating-2013
October 2-3, 2013 • All-Energy Canada 2013 Toronto, Ont. www.all-energy.com/canada.htm
October 8-10, 2013 • CanBio AGM 2013 Gatineau, Que. www.canbio.ca
November 18-20, 2013 • WPAC AGM and Conference Vancouver, B.C. www.pellet.org
Photo: ProPellets Austria
Bio-hybrid Future
sSarnia’s bio-hybrid cluster shows how traditional industries can partner with bio startups to lower hurdles.
By Murray McLaughlin
arnia has been recognized as the first home of petroleum processing in North America with the discovery of oil in 1850. Here we are 60 years later and it is now the first bio-hybrid cluster.
Biomass is the real start of the future chemical industry and a Canadian opportunity. Bio-based products are defined as industrial and consumer products based on renewable, biological raw materials such as agricultural crops and forest materials. Also included in this definition are new materials such as bio-plastics, surfactants, bio-lubricants, cosmetics, enzymes and pharmaceuticals produced from non-food biomass and crops as well as waste streams.
Canada has large agricultural areas that produce an overabundance of straw and corn stover. These can be converted, as can straw from wheat, barley or triticale. There is also the possibility of using purpose-grown crops such as switchgrass, miscanthus and poplar. For specialty oils we have oilseeds such as canola and soybeans for traditional uses such as cosmetics, and camelina and carinata for the new industrial areas such as jet fuel, greases and biolubricants. Finally we have the area of forestry biomass, with access to forestry residuals and byproducts right across the country.
exIstInG InFrAstruCture
This bio-economy opens up a world of opportunity when it comes to reducing CO emissions, saving energy and reducing our dependence on an oil-based economy.
Bio-based chemicals are a key part of this new sector of the chemical industry, as they represent the development of the chemical building blocks needed for future biobased products. In reality it is “biomass to sugars”and “sugars to chemicals.” To move away from using food and feed products, there is now a major effort on second-generation feedstocks (non-food biomass) to be converted to low-cost, quality sugars. The Canadian opportunity is the abundance of biomass available and the conversion of that biomass to sugars (C5 and C6), which then will be converted to bio-based chemicals.
In Sarnia, where the first hybrid chemistry cluster in North America has been established, we see the opportunity to create synergies between the traditional petrochemical industry and the biobased chemical and biofuels industries. They both bring benefits to the table. The new bio-based startups have a strong entrepreneurial skill set that gets things done – the development aspects of a technology. The traditional industry can provide global marketing and distribution of the bio-based chemical as well as use it in their own businesses. They can also provide funding to the startups. The partnership between the two sectors will create a better market entry and will help build the bio-based industry as the Hybrid Chemistry Sector.
Last year I did a review for Foreign Affairs and International Trade Canada (DFAIT) on the benefits of the bioproducts industry in
Canada, and the results were interesting. Why should a bio-based company have an interest in choosing Canada as its North American base if it has a need for feedstock to produce its bio-based products or gain access to sugars from biomass? The key reasons are:
• proximity to a major market
• access to abundant feedstock (biomasses)
• attractive corporate tax structure compared to other countries
• well-trained and dedicated workforce
• access to high-quality researchers
• supportive government programs Sarnia is the first cluster to develop with this value chain in mind – from field to sugars to bio-based industries. It is setting the standard for others across Canada to follow. This bio-economy opens up a world of opportunity when it comes to reducing CO₂ emissions, saving energy and reducing our dependence on an oil-based economy.
As I have travelled to bio-based industry conferences over the past few months, it has become clear that the world is moving to the bio-economy: “green growth” and “zero waste” are the buzzwords. Many countries have a strategy to move from fossil to renewables. Canada, and more specifically Sarnia, is focused on the bioeconomy, and on developing the transition to hybrid chemistry and building the value chains. Public-private partnerships will be key in this goal, and Sarnia’s model is already full of such examples in action. The Sarnia model is the future, creating new and more sustainable value chains from farm to consumer. •
Murray McLaughlin is the executive director of the Bioindustrial Innovation Centre in Sarnia, Ontario. www.bicsarnia.ca. Final Thoughts is an open forum for discussion in Canada’s biomass sector. If you have a point of view to share, contact Scott Jamieson at sjamieson@annexweb.com.